anÁlise de uma cadeia de suprimentos a partir da … · 2.1 a teoria das restrições na cadeia de...
TRANSCRIPT

ANÁLISE DE UMA CADEIA DE
SUPRIMENTOS A PARTIR DA TEORIA
DAS RESTRIÇÕES
Tais Lima Maus (UNISINOS )
Daniel Pacheco Lacerda (UNISINOS )
Lissandra Andrea Tomaszewski (UNISINOS )
Este artigo tem o propósito de analisar a cadeia de suprimentos da
maior fabricante de aparelhos de climatização da América Latina, a
partir dos conceitos da Teoria das Restrições. O mesmo visa identificar
oportunidades de melhoria na logísstica interna da organização,
abrangendo parte da cadeia logística de distribuição caracterizada
pelos armazéns gerais e lojas próprias da organização. O problema
parte da falta de estudos relativos ao tema, e justifica-se pelas
dificuldades de abastecimento no atendimento da demanda de mercado
enfrentadas pela empresa, além de ser um estudo prático que
contribuirá para fins acadêmicos. O trabalho faz uso de uma análise
quantitativa para identificar as restrições da cadeia de suprimentos O
desfecho ocorre com os resultados e conclusões obtidas pelos
pesquisadores onde são evidenciadas as oportunidades de melhorias
possíveis de serem aplicadas no gerenciamento da cadeia de
suprimentos em estudo.
Palavras-chave: Teoria das Restrições. Cadeia de Suprimentos. Gestão
da Cadeia de Suprimentos.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
2
1. Introdução
Para lidar com o ambiente complexo e dinâmico no qual estão inseridas, as organizações
precisam desenvolver sistemas flexíveis para o gerenciamento de suas operações, além de
manter um acompanhamento das mudanças que ocorrem no ambiente dos negócios
(PEREIRA et al., 2012). Para que os desafios relativos à competitividade sejam vencidos é
essencial que haja uma gestão das relações e interdependências entre as diferentes
organizações que formam a cadeia de suprimentos (PTAK; SCHRAGENHEIM, 2004).
A Gestão da Cadeia de Suprimentos (Supply Chain Management – SCM) é uma alternativa
para auxiliar na resolução destes problemas (SIMON; PIRES, 2006). A Teoria das Restrições
(Theory of Constraints – TOC) pode contribuir para a SCM, atuando no dimensionamento e
distribuição dos estoques, no planejamento, na avaliação e controle de transações da cadeia de
suprimentos (KENDALL, 2007).
A TOC possui uma visão sistêmica, propondo a identificação de possíveis restrições e a
melhoria contínua do sistema, minimizando riscos e elevando o desempenho geral das
organizações (LACERDA et al., 2014). Para que melhorias sejam feitas na cadeia de valor é
necessário que os pontos que representam fatores críticos à melhoria da eficiência sejam
identificados e, posteriormente, aprimorados.
Assim, esse artigo propõe a análise da TOC aplicada à SCM, no que se refere ao seu potencial
para auxiliar na identificação e eliminação de restrições que limitem as cadeias de
suprimentos a alcançar sua meta. Visa identificar as possíveis oportunidades de melhoria na
SCM de uma empresa de grande porte do ramo de climatização sob a ótica da TOC.
Na seção a seguir serão apresentados os principais conceitos teóricos que serviram para
fundamentar o tema e sustentar seus resultados. Na sequência é detalhado o método da
pesquisa e, então, são apresentados os resultados do trabalho. As considerações finais e
referências encerram o presente artigo.
2. Referencial Teórico
A Teoria das Restrições (TOC) é uma teoria de gerenciamento utilizada como um instrumento
de gestão da produção e da logística, podendo ser aplicada também em outras áreas
(KENDALL, 2007). A TOC se baseia em quatro princípios básicos: i) toda empresa tem uma
meta que deve ser atingida; ii) uma organização é mais que a soma das suas partes; iii) o

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
3
desempenho de uma empresa é restringido por poucas variáveis; iv) as organizações de base
humana podem ser complexas e estão sujeitas a relações de efeito-causa-efeito (PTAK;
SCHRAGENHEIM, 2004).
O objetivo de uma empresa é ganhar dinheiro hoje e no futuro (GOLDRATT; COX, 1989). A
partir do momento em que o objetivo da empresa é definido, devem-se identificar quais são as
restrições (gargalos) que impedem o sistema de atingir a sua meta (GOLDRATT, 1991).
Cinco etapas fundamentam a TOC e devem ser seguidas para a identificação e gestão das
restrições do sistema. Estas etapas são conhecidas como processo de focalização, sendo eles:
1) identificar a restrição do sistema; 2) explorar a restrição; 3) subordinar tudo à restrição; 4)
elevar a restrição do sistema; 5) se uma restrição foi elevada, deve-se voltar ao passo 1,
tomando o cuidado para que a inércia não se torne uma restrição do sistema (GOLDRATT,
1991). Para que as etapas do processo de focalização da TOC sejam implementadas com
sucesso, os membros da empresa precisam estar cientes da importância que a restrição ocupa
neste contexto e, assim, trabalhem alinhados com o recurso restritivo (KENDALL, 2007).
2.1 A Teoria das Restrições na cadeia de suprimentos
Uma cadeia de suprimentos pode ser definida como um processo integrado onde fabricantes
de produtos, fornecedores, distribuidores e varejistas trabalham juntamente e compartilham
esforços para obter o melhor resultado para a cadeia como um todo (BEAMON, 1998). A
cadeia de suprimentos possui uma estrutura com elementos simples, porém estes elementos
são difíceis de serem gerenciados (BEAMON, 1998). As dificuldades podem ser explicadas a
partir de dois fatores: complexidade e variabilidade dos processos da cadeia de suprimentos.
Os problemas que normalmente surgem nas cadeias de suprimentos: a) baixo giro de estoque;
b) investimento em estoque elevado; c) vendas perdidas em determinados locais por falta de
estoque, enquanto há estoque elevado do mesmo produto em outro local; d) elevado índice de
obsolescência; e) falta de eficiência no atendimento às necessidades dos clientes (COX III E
SCHLEIER JR., 2013).
Para a TOC, os estoques devem ser renovados constantemente por meio de pulmões de
estoque posicionados estrategicamente (COX III; SCHLEIER JR., 2013). Para isso, seis
etapas devem ser seguidas: i) agregar o estoque da cadeia de suprimentos no armazém da
fábrica ou armazém central; ii) baseados na demanda, oferta e tempo de reabastecimento,
determinar o tamanho dos pulmões de estoque em todos os elos da cadeia; iii) reabastecer
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
4
com maior frequência; iv) a partir dos pulmões e dos níveis de pulmões, gerenciar o fluxo dos
estoques; v) utilizar a metodologia do Gerenciamento de Pulmão Dinâmico (GPD); e vi) a
partir das urgências dos pulmões de estoque do armazém da fábrica, definir quais serão as
prioridades de fabricação (COX III; SCHLEIER JR., 2013).
Os pulmões de estoque maiores deverão ser posicionados próximos à fonte de suprimento, e
deve-se utilizar um sistema de reabastecimento puxado, ou seja, demandado pelas vendas no
ponto de consumo (LACERDA et al., 2014), utilizando a técnica Tambor-Pulmão-Corda. O
nível de estoque a ser mantido deverá ser a demanda máxima prevista dentro do tempo de
reposição, ponderada por um fator de segurança que represente a variabilidade do tempo de
reposição (LACERDA et al., 2014). Este fator de segurança tem o objetivo de proteger
eventuais picos de demanda e possíveis atrasos nas ordens de reposição (SCHRAGENHEIM,
2007).
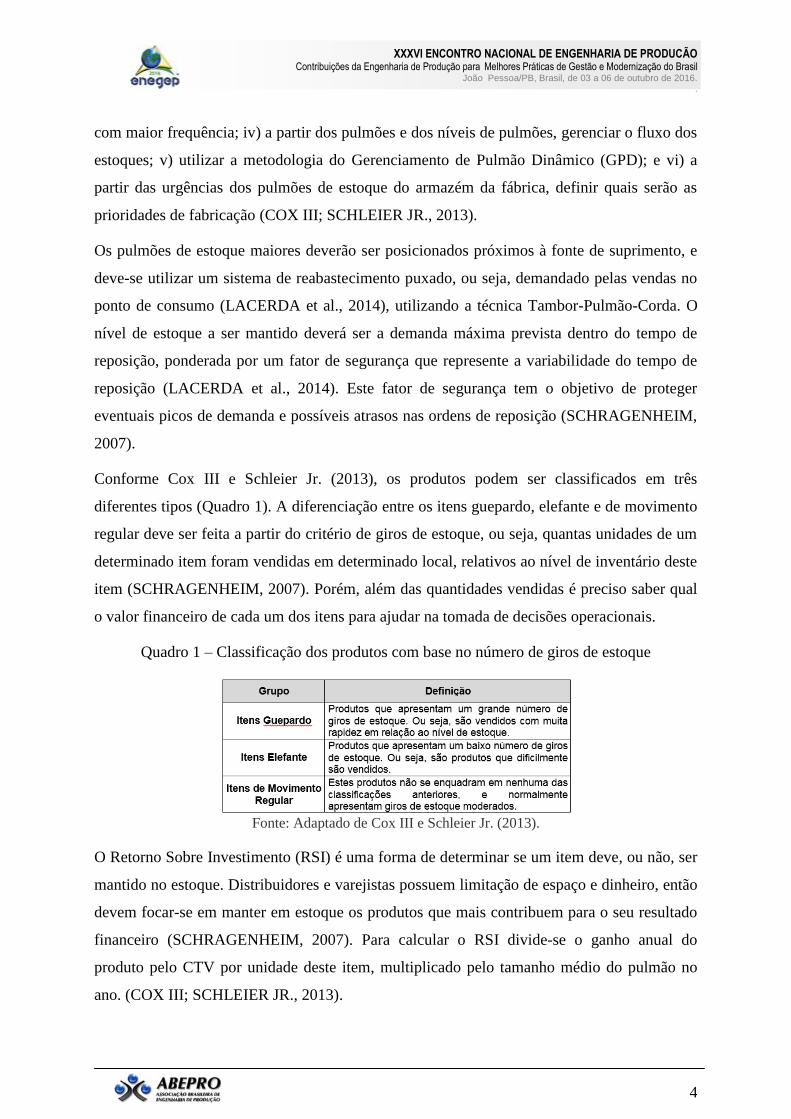
Conforme Cox III e Schleier Jr. (2013), os produtos podem ser classificados em três
diferentes tipos (Quadro 1). A diferenciação entre os itens guepardo, elefante e de movimento
regular deve ser feita a partir do critério de giros de estoque, ou seja, quantas unidades de um
determinado item foram vendidas em determinado local, relativos ao nível de inventário deste
item (SCHRAGENHEIM, 2007). Porém, além das quantidades vendidas é preciso saber qual
o valor financeiro de cada um dos itens para ajudar na tomada de decisões operacionais.
Quadro 1 – Classificação dos produtos com base no número de giros de estoque
Fonte: Adaptado de Cox III e Schleier Jr. (2013).
O Retorno Sobre Investimento (RSI) é uma forma de determinar se um item deve, ou não, ser
mantido no estoque. Distribuidores e varejistas possuem limitação de espaço e dinheiro, então
devem focar-se em manter em estoque os produtos que mais contribuem para o seu resultado
financeiro (SCHRAGENHEIM, 2007). Para calcular o RSI divide-se o ganho anual do
produto pelo CTV por unidade deste item, multiplicado pelo tamanho médio do pulmão no
ano. (COX III; SCHLEIER JR., 2013).
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
5
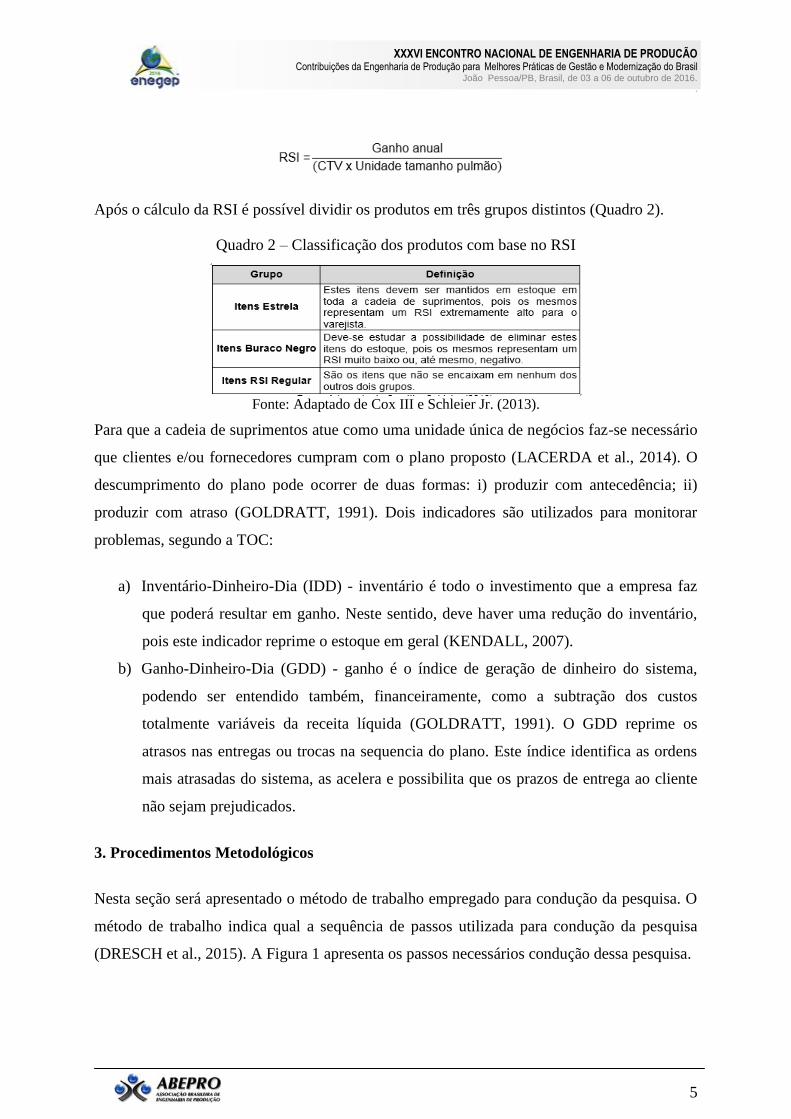
Após o cálculo da RSI é possível dividir os produtos em três grupos distintos (Quadro 2).
Quadro 2 – Classificação dos produtos com base no RSI
Fonte: Adaptado de Cox III e Schleier Jr. (2013).
Para que a cadeia de suprimentos atue como uma unidade única de negócios faz-se necessário
que clientes e/ou fornecedores cumpram com o plano proposto (LACERDA et al., 2014). O
descumprimento do plano pode ocorrer de duas formas: i) produzir com antecedência; ii)
produzir com atraso (GOLDRATT, 1991). Dois indicadores são utilizados para monitorar
problemas, segundo a TOC:
a) Inventário-Dinheiro-Dia (IDD) - inventário é todo o investimento que a empresa faz
que poderá resultar em ganho. Neste sentido, deve haver uma redução do inventário,
pois este indicador reprime o estoque em geral (KENDALL, 2007).
b) Ganho-Dinheiro-Dia (GDD) - ganho é o índice de geração de dinheiro do sistema,
podendo ser entendido também, financeiramente, como a subtração dos custos
totalmente variáveis da receita líquida (GOLDRATT, 1991). O GDD reprime os
atrasos nas entregas ou trocas na sequencia do plano. Este índice identifica as ordens
mais atrasadas do sistema, as acelera e possibilita que os prazos de entrega ao cliente
não sejam prejudicados.
3. Procedimentos Metodológicos
Nesta seção será apresentado o método de trabalho empregado para condução da pesquisa. O
método de trabalho indica qual a sequência de passos utilizada para condução da pesquisa
(DRESCH et al., 2015). A Figura 1 apresenta os passos necessários condução dessa pesquisa.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
6
Figura 1 – Método de trabalho
Fonte: Elaborado pelos autores (2016).

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
7
Uma das primeiras definições para este estudo foi de que seria direcionado aos produtos cujas
demandas são baseadas em previsões (make-to-stock). A empresa estudada atua com três
famílias de produtos: condicionadores de ar do tipo splits high-wall, condicionadores de ar do
tipo janela, condicionadores de ar do tipo light commercial, conforme exposto no Quadro 3.
Quadro 3– Descrição condicionadores de ar
Fonte: Elaborado pelos autores (2016).
A etapa denominada análise histórica macro consistiu no levantamento dos dados históricos
de vendas (em volume) das três famílias de condicionadores de ar. O Gráfico 1 apresenta os
percentuais de faturamento de cada uma delas.
Gráfico 1 – Faturamento anual condicionadores de ar
Fonte: Elaborado pelos autores (2015).
Os Split high-wall são os mais vendidos pela empresa, representando mais de 70% do seu
faturamento nos últimos quatro anos. Assim, definiu-se que os condicionadores de ar dessa
família seriam os objetos de estudo deste trabalho. A família Split high-wall possui em seu
portfólio 82 tipos de produtos, abrangendo os ciclos quente/frio e apenas frio.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
8
A segunda parte da etapa análise histórica consistiu no levantamento de dados referentes aos
volumes de faturamento e de inventário, preços praticados e custos totalmente variáveis de
cada um dos produtos pertencentes à família escolhida. Para a coleta, tomou-se como base as
informações mensais do ano de 2014, sendo todas obtidas a partir de relatórios extraídos do
SAP® - software de gestão utilizado pela empresa. Para assegurar o sigilo de informações
confidenciais da empresa estudada, todos os dados coletados para esta pesquisa e aqui
apresentados, foram multiplicados por uma constante de conhecimento apenas pelos autores
deste trabalho. Em seguida os produtos foram classificados, conforme o Quadro 4.
Quadro 4 – Ranges para classificação dos produtos
% acumulado Classificação
Giros de
estoque
Até 34% Guepardo
34% - 76% Mov.Regular
76% - 100% Elefante
RSI
Até 44% Estrela
44% - 85% Regular
85% - 100% Buraco Negro
Fonte: Elaborado pelos autores (2016).
De acordo com o resultado final da seleção realizada anteriormente, dos 82 itens do portfólio
de produtos da família Split high-wall, 12 foram selecionados e analisados a partir dos
conceitos da TOC (Tabela 1).
Tabela 1 – Resultado dos critérios de seleção
PRODUTO CLASSIFICAÇÃO GIROS DE
ESTOQUE
CLASSIFICAÇÃO
RSI
7 G1 Guepardo Estrela
8 H1 Mov.Regular Estrela
9 I1 Guepardo Estrela
10 J1 Mov.Regular Estrela
11 K1 Guepardo Estrela
41 O2 Guepardo Estrela
47 U2 Mov.Regular Estrela
48 V2 Mov.Regular Estrela
75 W3 Guepardo Estrela
76 X3 Guepardo Estrela
77 Y3 Guepardo Estrela
78 Z3 Mov.Regular Estrela
Fonte: Elaborado pelos autores (2016).

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
9
Em seguida, partiu-se para a etapa denominada análise histórica específica. Esta terceira etapa
constituiu-se no levantamento de dados específicos dos produtos selecionados anteriormente,
para que se pudesse realizar a análise mais aprofundada da cadeia a partir dos conceitos da
TOC. Estes novos dados coletados referem-se ao histórico das ordens de produção abertas
durante o ano de 2014 e ao histórico das ordens de vendas colocadas para cada produto de
janeiro de 2012 a setembro de 2015. Essas informações foram fundamentais para obter os
lead-times de produção e pedido, respectivamente.
O cálculo do lead-time de produção foi feito a partir do somatório das diferenças entre as
datas de início de cada uma das ordens de produção e as datas fim das mesmas. Este
somatório foi dividido pelo número de ordens de produção abertas para determinado produto
durante o período dos dados coletados. A fórmula do cálculo do lead-time médio de produção
(LT prod) é apresentada na Equação 1.
Equação 1 – Lead time médio de produção
Para o cálculo do lead-time de pedido, foi realizado, primeiramente, um levantamento de
todos os clientes que compraram cada um dos 12 produtos nos últimos 48 meses. Em seguida,
foram selecionados os clientes que representaram 70% do volume de vendas. Posteriormente
foi feito um segundo levantamento de dados onde buscou-se identificar todas as ordens de
vendas colocadas por estes clientes com o fim de obter as informações de dias entre um
pedido e outro.
O lead-time de pedido foi calculado a partir do somatório de dias entre a colocação de um
pedido e outro, sendo este número dividido pelo total de pedidos colocados. A fórmula do
cálculo do lead-time de pedido médio é apresentada na Equação 2.
Equação 2 – Lead time pedido médio
O indicador de confiabilidade é representado pelo GDD, que reprime os atrasos nas entregas.
Para o cálculo do GDD (Equação 3), em função de peculiaridades da empresa, foi necessário

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
10
alterar a fórmula original, buscando o histórico dos saldos de cotas mensais de cada um dos
canais durante o ano de 2014.
Equação 3 – GDD
A partir dos dados de inventário, foram calculados os pulmões médio, mínimo e máximo de
cada produto em cada elo da CS além dos seus desvios-padrão. De posse de todos os dados
necessários, foram realizados os desenhos das CS de cada um dos produtos com todas as
informações de pulmões, lead-times de pedido, produção, além de observações importantes e
pertinentes às análises.
4. A cadeia de suprimentos analisada
A empresa estudada atua no ramo de climatização. No Brasil, uma das fábricas situa-se na
região Sul, onde são produzidos equipamentos de grande porte. Outra fica localizada na
região Norte, onde são produzidos equipamentos de pequeno e médio porte, utilizados na
climatização de residências e salas comerciais.
A cadeia se constitui da fábrica situada na região Norte e de dois armazéns gerais (AG) - um
localizado próximo à fábrica e o outro situado no Sudeste. Do AG Sudeste são atendidos
todos os clientes localizados nas regiões Sul e Sudeste e, do AG Norte são atendidos os
clientes localizados nas demais regiões do país, além das dez lojas próprias que estão
espalhadas pelo Brasil, conforme Figura 2. Nesse contexto, foram selecionadas cinco lojas
para análise, sendo escolhida a maior loja em termos de faturamento de cada uma das regiões:
Sul, Sudeste, Centro-Oeste, Norte e Nordeste.
Figura 2 – Cadeia de suprimentos analisada

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
11
Fábrica Região Norte
Armazém Geral Região Sudeste
Dealers e varejistas Regiões Sul e Sudeste
Dealers e varejistas demais regiões
Loja 01
Loja 02
Loja 03
Loja 04
Loja 06
Loja 05
Loja 07
Loja 08
Loja 09
Loja 10
Consumidor Final
Consumidor Final
Consumidor Final
Armazém Geral Região Norte
Fonte: Elaborado pelos autores (2016).
4.1 Análise do inventário e do ganho
O IDD foi calculado para todos os elos da cadeia a partir dos volumes em estoque no final de
cada mês, multiplicados pelos dias em estoque. A Tabela 2 apresenta um exemplo dos
resultados de IDD obtidos para o produto G1 e a Tabela 3 apresenta seus resultados de GDD.
Tabela 2 – Resultados IDD do produto G1
Fonte: Elaborado pelos autores (2016).
Tabela 3 – Resultados GDD do produto G1
Fonte: Elaborado pelos autores (2016).
O Gráfico 2 apresenta a comparação entre os resultados totais de IDD e GDD mensalmente.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
12
Gráfico 2 – Produto G1: IDD versus GDD
0
50.000
100.000
150.000
200.000
250.000
300.000
Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez
GDD IDD
Fonte: Elaborado pelos autores (2015).
Nota-se que houve um acúmulo de estoque nos quatro primeiros meses do ano e que, apesar
do alto estoque do produto nos dois últimos meses, muitas promessas não foram entregues.
Logo, pode-se constatar que o excesso de produto em determinado elo da CS e a falta de
produto em outro elo foram ocasionados pela falta de um gerenciamento eficaz dos estoques.
4.2 Análise dos lead-times de pedido
Lead-time de pedido é o tempo que transcorre desde o momento em que uma unidade é
consumida, até que seja emitido um novo pedido para repô-la (SCHRAGENHEIM, 2007). A
seguir, serão apresentados os resultados de lead-time de pedido do produto G1 como um
exemplo do realizado para todos os produtos em análise.
O produto G1 foi lançado em janeiro de 2014, e por esse motivo o seu lead-time de pedidos
foi calculado com base no histórico dos anos de 2014 e 2015. O resultado obtido como lead-
time de pedido médio para esse produto foi de 39,1 dias. O Gráfico 3 apresenta o histórico
médio do tempo de pedido desse produto, demonstrando um aumento maior que 3 vezes da
média de 2014 para a média do ano subsequente.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
13
Gráfico 3 – G1: histórico médio de lead-time de pedido
21,2
69,3
2014 2015
Te
mp
o m
éd
io
Média de Dias
Fonte: Elaborado pelos autores (2016).
Foram realizados históricos de todos os outros produtos e, a partir das análises feitas, percebe-
se que todos os produtos possuem lead-times de pedidos elevados e que, para todos os casos,
esse índice aumentou com o tempo. O Gráfico 4 exibe os tempos médios entre pedidos dos
produtos lançados no mercado em 2012, e o Gráfico 5 que expõe os tempos médios entre
pedidos dos produtos lançados em 2014, a fim de facilitar a visualização desta análise
histórica.
Gráfico 4 – Lead-time pedido médio dos produtos lançados em 2012
20,9
49,1
65,9
234,8
2012 2013 2014 2015
Média de Dias
Fonte: Elaborado pelos autores (2016).

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
14
Gráfico 5 – Lead-time pedido médio dos produtos lançados em 2014
21,1
45,1
2014 2015
Média de Dias
Fonte: Elaborado pelos autores (2016).
Segundo Cox III e Schleier Jr. (2013), aumentar a frequência de reabastecimento cria uma
maior disponibilidade de produtos e o custo com essas remessas aumenta. Porém, este custo é
minimizado por um ganho maior e pelo menor investimento em estoque, que reduzirá
consideravelmente.
4.3 Análise dos lead-times de produção
O lead-time de produção é o “tempo decorrido entre o momento em que o
fabricante/fornecedor emite o pedido ao momento em que conclui sua produção e o coloca no
estoque ou envia” (COX III; SCHLEIER JR., 2013, p. 281). Os cálculos foram realizados
tomando como base o histórico de ordens de produção abertas durante o ano de 2014. Os
resultados obtidos para o Produto G1 será apresentado a seguir.
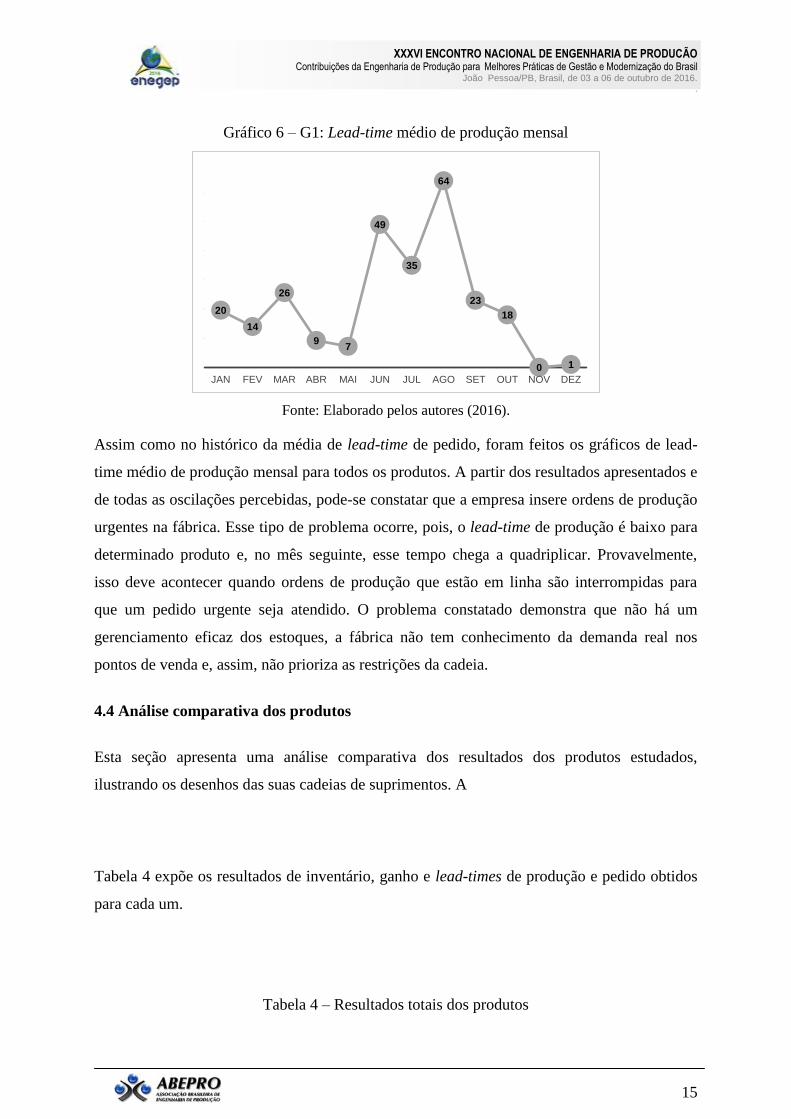
Os lead-times médios de cada mês do ano de 2014, calculados para o produto G1, são
apresentados no Gráfico . Constata-se que no mês de novembro não foram abertas ordens de
produção para este produto e que, nos demais meses, houveram grandes oscilações em relação
aos tempos médios de produção, variando de 1 a 64 dias. O lead-time total médio de produção
obtido para este produto foi de 24 dias.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
15
Gráfico 6 – G1: Lead-time médio de produção mensal
20
14
26
97
49
35
64
23
18
0 1
JAN FEV MAR ABR MAI JUN JUL AGO SET OUT NOV DEZ
Fonte: Elaborado pelos autores (2016).
Assim como no histórico da média de lead-time de pedido, foram feitos os gráficos de lead-
time médio de produção mensal para todos os produtos. A partir dos resultados apresentados e
de todas as oscilações percebidas, pode-se constatar que a empresa insere ordens de produção
urgentes na fábrica. Esse tipo de problema ocorre, pois, o lead-time de produção é baixo para
determinado produto e, no mês seguinte, esse tempo chega a quadriplicar. Provavelmente,
isso deve acontecer quando ordens de produção que estão em linha são interrompidas para
que um pedido urgente seja atendido. O problema constatado demonstra que não há um
gerenciamento eficaz dos estoques, a fábrica não tem conhecimento da demanda real nos
pontos de venda e, assim, não prioriza as restrições da cadeia.
4.4 Análise comparativa dos produtos
Esta seção apresenta uma análise comparativa dos resultados dos produtos estudados,
ilustrando os desenhos das suas cadeias de suprimentos. A
Tabela 4 expõe os resultados de inventário, ganho e lead-times de produção e pedido obtidos
para cada um.
Tabela 4 – Resultados totais dos produtos

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
16
PRODUTO GDD IDD LT PRODUÇÃO LT PEDIDO
G1 612.907 314.989 24 39
H1 813.375 2.084.821 10 31
I1 136.527 1.475.386 21 38
J1 254.202 5.678.195 21 35
K1 155.234 875.060 9 34
O2 1.537.640 1.079.981 14 50
U2 2.067.534 4.922.653 16 51
V2 4.184.693 4.068.417 15 44
W3 504.415 1.290.791 19 28
X3 3.430.691 2.253.305 16 26
Y3 712.139 1.289.582 13 31
Z3 1.044.599 2.881.848 15 21
Fonte: Elaborado pelos autores (2016).
Constata-se que o maior valor de não entregas ocorreu com o produto V2, seguido do X3. Os
maiores excessos de estoque foram mantidos pelos produtos J1 e U2. Nota-se, também, que
mesmo com um inventário elevadíssimo, o produto J1 apresentou um GDD muito próximo ao
GDD do produto I1, que acumulou cerca de ¼ do valor do seu estoque. A totalidade dos
produtos apresentou excesso de estoque e, mesmo assim, todos eles tiveram alguma perda de
ganho. O Gráfico 7 apresenta a comparação entre o GDD e IDD dos produtos em análise.
Gráfico 7– Análise comparativa GDD e IDD
0
1.000.000
2.000.000
3.000.000
4.000.000
5.000.000
6.000.000
G1 H1 I1 J1 K1 O2 U2 V2 W3 X3 Y3 Z3
GDD IDD
Fonte: Elaborado pelos autores (2016).

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
17
O Gráfico compara os resultados de lead-time de pedido dos produtos analisados,
evidenciando que, os produtos U2 e O2 apresentaram as maiores médias de intervalo entre
pedidos com resultados de 51 e 50 dias, respectivamente. O produto Z3 apresentou o menor
resultado com uma média de 21 dias entre um pedido e outro. Além disso, seis dos doze
produtos estudados, obtiveram uma média de lead-time de pedido que variou de 31 a 39 dias.
Gráfico 8 – Análise comparativa dos lead-times de pedido
39
31
3835 34
50 51
44
2826
31
21
G1 H1 I1 J1 K1 O2 U2 V2 W3 X3 Y3 Z3
Fonte: Elaborado pelos autores (2015).
O Gráfico 9 apresenta os resultados de lead-time de produção, nota-se que as variações não
foram tão significativas. As exceções são caracterizadas pelos produtos K1 e H1, que
apresentaram médias de tempo de produção menores que os demais produtos, com resultados
de 09 e 10 dias, respectivamente.
Gráfico 9 – Análise comparativa dos lead-times de produção
24
10
21 21
9
1416 15
19
16
13
15
G1 H1 I1 J1 K1 O2 U2 V2 W3 X3 Y3 Z3

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
18
Fonte: Elaborado pelos autores (2015).
Ressalta-se que as lojas próprias possuem um lead-time de pedido médio de 07 dias. Há uma
pessoa responsável por controlar os estoques das lojas e, no início de cada semana, verificar
quais produtos e quantidades deverão ser transferidos. Explicitadas as informações anteriores,
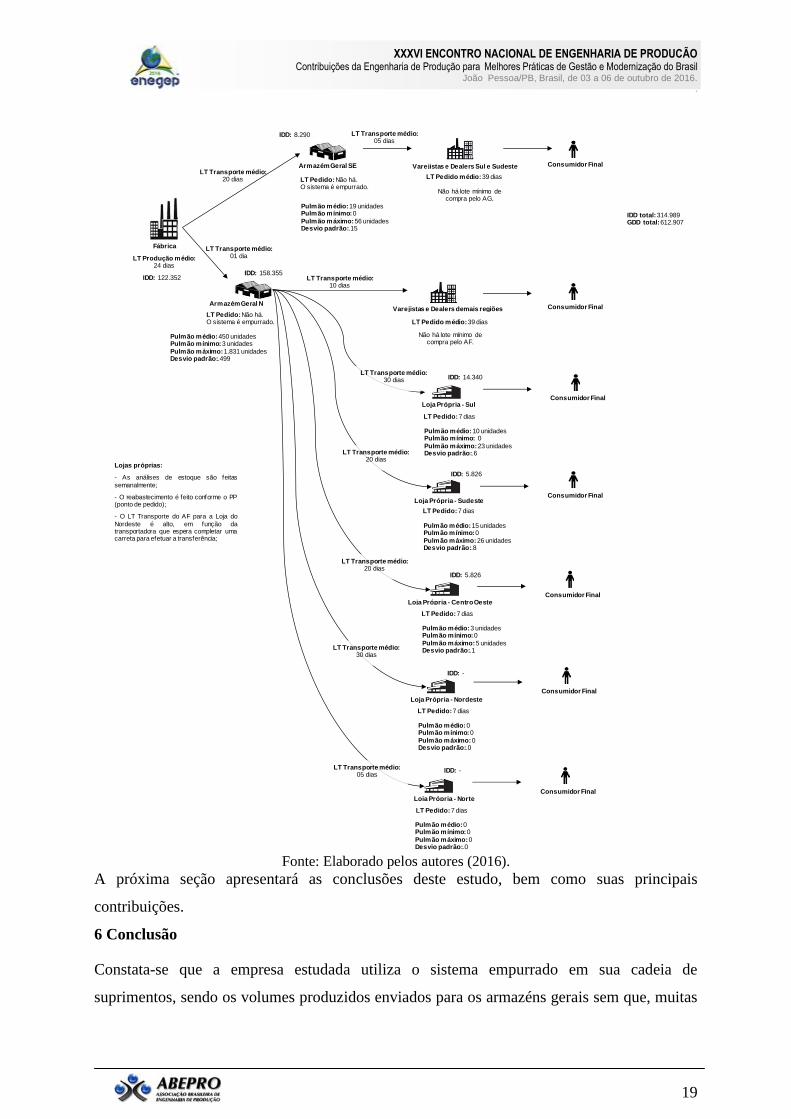
foram realizados os desenhos das cadeias de suprimentos de cada um dos produtos com seus
respectivos dados, e a Figura 3 apresenta um deles.
Figura 3 – Cadeia de suprimentos do produto G1
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
19
Fábrica
LT Produção médio: 24 dias
LT Transporte médio: 20 dias
Armazém Geral SE
LT Pedido: Não há. O sistema é empurrado.
Pulmão médio:19 unidadesPulmão mínimo:0
Pulmão máximo:56 unidadesDesvio padrão:.15
LT Transporte médio: 01 dia
Armazém Geral N
LT Pedido: Não há. O sistema é empurrado.
Pulmão médio:450 unidadesPulmão mínimo:3 unidades
Pulmão máximo:1.831 unidadesDesvio padrão:.499
LT Transporte médio: 10 dias
LT Pedido médio: 39 dias
Varejistas e Dealers demais regiões
LT Transporte médio: 05 dias
Varejistas e Dealers Sul e Sudeste
LT Pedido médio: 39 dias
Consumidor Final
Não há lote mínimo de compra pelo AG.
Não há lote mínimo de compra pelo AF.
Consumidor Final
LT Pedido: 7 dias
Loja Própria - Sul
Pulmão médio:10 unidadesPulmão mínimo: 0
Pulmão máximo:23 unidadesDesvio padrão:.6
Loja Própria - Sudeste
LT Pedido: 7 dias
Pulmão médio:15 unidadesPulmão mínimo:0
Pulmão máximo:26 unidadesDesvio padrão:.8
LT Pedido: 7 dias
Loja Própria - Centro Oeste
Pulmão médio:3 unidadesPulmão mínimo:0
Pulmão máximo:5 unidadesDesvio padrão:.1
LT Transporte médio: 30 dias
LT Transporte médio: 20 dias
LT Transporte médio: 20 dias
LT Pedido: 7 dias
Loja Própria - Nordeste
Pulmão médio:0Pulmão mínimo:0
Pulmão máximo:0Desvio padrão:.0
LT Transporte médio: 30 dias
LT Pedido: 7 dias
Loja Própria - Norte
LT Transporte médio: 05 dias
Lojas próprias:
- As análises de estoque são feitas
semanalmente;
- O reabastecimento é feito conforme o PP(ponto de pedido);
- O LT Transporte do AF para a Loja do
Nordeste é alto, em função datransportadora que espera completar umacarreta para efetuar a transferência;
Consumidor Final
Consumidor Final
Consumidor Final
Consumidor Final
Consumidor Final
Pulmão médio:0Pulmão mínimo:0
Pulmão máximo:0Desvio padrão:.0
IDD: 122.352
IDD: 8.290
IDD: 158.355
IDD: 14.340
IDD: 5.826
IDD: 5.826
IDD: -
IDD: -
IDD total:314.989GDD total:612.907
Fonte: Elaborado pelos autores (2016).
A próxima seção apresentará as conclusões deste estudo, bem como suas principais
contribuições.
6 Conclusão
Constata-se que a empresa estudada utiliza o sistema empurrado em sua cadeia de
suprimentos, sendo os volumes produzidos enviados para os armazéns gerais sem que, muitas

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
20
vezes, haja a necessidade dessa ação. Ademais, não existe um gerenciamento dos estoques
que permita que as informações fluam no sentido dos pontos de vendas/armazéns para a
fábrica, fazendo com que as reais necessidades dos consumidores finais não sejam percebidas.
Além disso, a empresa estudada tem a percepção de que o seu estoque deve estar o mais
próximo possível do cliente para que as chances de atendimento sejam maiores. Entretanto,
essa prática faz com que os estoques nos pontos mais próximos aos consumidores finais sejam
altos, impossibilitando a oferta de todo o mix de produto por falta de capacidade de
armazenamento.
Por utilizar um sistema empurrado, a empresa tem um modelo de previsão de demanda que
prevê onde e quando cada produto deverá estar no estoque. Porém, percebe-se que a empresa
não possui um modelo de previsão confiável e que as suas previsões normalmente apresentam
grande margem de erro.
As oportunidades de melhorias identificadas convergem para um melhor desempenho da
cadeia de suprimentos, melhorando o nível de atendimento aos clientes, que atualmente é
baixo, e ampliando o ganho da organização. São elas: atuar no relacionamento de cooperação
entre as lojas próprias, armazéns gerais e fábrica; utilizar um sistema de reabastecimento
puxado de maneira que as informações de demanda nas lojas e nos armazéns sejam também
de conhecimento da fábrica; atuar nas restrições do sistema a partir da prática do
gerenciamento de estoques e no reabastecimento mais frequente dos elos da cadeia de
suprimentos; a partir das ações anteriores, as prioridades de fabricação serão facilmente
identificadas, o investimento em estoques reduzido e o índice de atendimento ao cliente
aumentado.
No âmbito acadêmico, esta pesquisa contribui ao estudar um caso prático de uma cadeia de
suprimentos, apresentando suas dificuldades e analisando-as a partir dos conceitos da Teoria
das Restrições. Para a empresa estudada, este trabalho contribui com a identificação e análise
de restrições. A partir dos cálculos realizados e constatações de perdas verificadas a empresa
poderá atuar implementando os conceitos da TOC na sua cadeia logística, auxiliando no
gerenciamento de custos a partir da contabilidade de ganhos, aumentando o resultado e
satisfazendo os clientes ao melhorar seu desempenho no atendimento.
REFERÊNCIAS

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
21
BEAMON, B.M. Supply chain design and analysis: Models and methods. International
Journal of Production Economics, v. 55, n. 3, p. 281-94, 1998.
COX III, J. F.; SCHLEIER JUNIOR, J.G. Handbook da Teoria das Restrições. Porto
Alegre: Bookman, 2013.
DRESCH, Aline; LACERDA, Daniel P.; ANTUNES JR. Design Science Research. Ed.
Bookman: Porto Alegre, 2015.
GOLDRATT, E.M. A Síndrome do Palheiro, garimpando informações num oceano de
dados. São Paulo: Educator, 1991.
GOLDRATT, E.M.; COX, J. A Meta. São Paulo: IMAM, 1989.
KENDALL, G. Visão Viável: Transformando o Faturamento Líquido em Lucro Líquido.
Porto Alegre: Bookman, 2007.
LACERDA, D. P.; NETO, S.L.H.C.; RODRIGUES, L.H.; SIKILERO, C. Gestão da Cadeia
de Suprimentos: uma reflexão a partir da Teoria das Restrições. Supply Chain Management:
a view from the Theory o constraints. 2014. Disponível em:
<http://www.revistaespacios.com/a14v35n04/14350403.html>. Acesso em: 02 mai. 2015.
PEREIRA, A.R.; DETRO, S.P.; LIMA, E.P.; COSTA, S.E.G. Planejamento e controle das
operações: modelos, metodologias, processos e técnicas. Universidade Tecnológica Federal
do Paraná – UTFPR. Ponta Grossa/PR, v.08, n.02, p. 01-36, 2012.
PTAK, C. A.; SCHRAGENHEIM, E. ERP: tools, teachniques, & applications for integrating
the supply chain. 2 ed. CRC Press, 2004.
SCHRAGENHEIM, A. Gerenciando a Distribuição de Acordo com os Princípios da
TOC. Inherent Simplicity. 2007.
SIMON, A. T., PIRES, S. R. I.; Uma metodologia para avaliação da gestão da cadeia de
suprimentos nas empresas. XXVI ENEGEP, Fortaleza/CE, Anais, 2006.