trabalho completo de ps
TRANSCRIPT

SUMÁRIO
Prefácio de Introdução à Engenharia Química
Capítulo 1:
- Introdução
- Cenário Brasileiro
- Fórmula Estrutural
- Tipos de Poliestireno
- Principais Aplicações
Capítulo 2:
- Propriedades Físicas: . Poliestireno Cristal (GPPS)
. Poliestireno de Alto Impacto (HIPS)
. Poliestireno Expandido (EPS)
- Vantagens do EPS
- Desvantagens do EPS
Capítulo 3:
- Rotas - Diagrama de blocos
- Fluxograma de produção de PS
- Fluxograma de produção de EPS
- Fluxograma de produção de GPPS
- Equipamentos
- Correlação entre as etapas dos processos com as futuras disciplinas

Capítulo 4:
- Riscos HIPS e GPPS
- Operação e armazenamento do PS
- Estabilidade e reatividade do PS
- Impacto ambiental
- Reciclagem
- Poluição do EPS
Capítulo 5:
- Histórico do EPS
- Análise da planta de EPS
- Histórico do PS
- Análise da planta de PS
- Preços
Referência bibliográfica
PREFÁCIO
O objetivo deste trabalho consiste em avaliar as condições necessárias para a construção de uma unidade de produção. Fazendo conjecturas, podemos avaliar o quanto a unidade a ser construída produzirá em função das necessidades do mercado, além de determinar quais das rotas se melhor adepta ao nosso projeto. Nos primeiros dois capítulos, apresentaremos o produto de nossa unidade, enunciando suas aplicabilidades, cenário recente do mercado brasileiro, propriedades físicas e vantagens e desvantagens. No capítulo seguinte, será abordada as questões sobre o processamento de PS e EPS, mostrando suas rotas e fluxogramas de produção bem como um diagrama de blocos simplificado. Não obstante, mencionaremos alguns dos equipamentos utilizados e faremos uma correlação entre todo o processo de produção da unidade e as matérias a serem lecionadas no currículo de engenharia química da UERJ. No capítulo 4, falaremos sobre o impacto ambiental de nosso produto, elucidando o leitor sobre os gases ou resíduos produzidos durante o seu processamento. Também, falaremos sobre a reciclagem de nosso produto e a sua utilização como fonte de energia limpa. Finalmente, no último capítulo, avaliaremos com base em dados obtidos, projeções de produção para nossa unidade. Estimativas que se referem à 2013, ano em que a planta deverá operar.
Página 3 de 42

1.1) Introdução:
O poliestireno é uma das mais antigas resinas sintéticas. Foi em 1831 que um polímero vítreo transparente foi descoberto e, pouco tempo depois, proposto para uso prático. Mas seu desenvolvimento comercial demorou até o momento em que métodos satisfatórios para a produção do monômero do estireno fossem encontrados, e até a descoberta de um meio de evitar a polimerização durante o carregamento e estocagem. O primeiro plástico industrial de poliestireno foi introduzido na Alemanha em 1930. A produção nos Estados Unidos iniciou-se em 1937, porém em quantidades relativamente insignificantes até 1946. Então, as tremendas facilidades para a produção de estireno, que foram obtidas graças ao programa de borracha sintética da Segunda Guerra Mundial, tornaram-se acessíveis para a produção de plásticos.
O poliestireno é um hidrocarboneto aromático, amorfo (não apresenta estrutura cristalina), não saturado, e encontrado no estado sólido à temperatura ambiente. É classificado como termoplástico, ou seja, quando se eleva a temperatura do meio onde se encontra, apresenta um aumento em sua maleabilidade, assemelhando-se aos materiais fundidos. Por apresentar essa natureza, é possível remodelá-lo quantas vezes se quiser, sendo a partir desse ponto de vista, altamente reciclável.
O poliestireno é um termoplástico que se caracteriza por sua clareza brilhante, sua dureza, sua facilidade de processamento e seu baixo custo. Sua colorização é excelente. É disponível em vários tipos apropriados para várias aplicações e processamentos. Como modificações da resina básica de uso geral, podem ser citados os tipos resistentes à elevação da temperatura e os vários graus de resistência a impactos. Todavia, tanto a clareza quanto o brilho diminuem nos tipos resistentes a impactos.
O poliestireno é processado por vários métodos, nos quais estão incluídas as moldagens por injeção, as moldagens por sopro de injeção e extrusão, a conformação térmica ou a quente, a extrusão de chapas e perfilados, as moldagens em espumas, as chapas de espumas por injeção direta e o poliestireno expandido.
Durante a fase inicial da moldagem por injeção, a resina de poliestireno era um fator importante no desenvolvimento destes processos. Os moldados do material eram prontamente aceitos devido ao seu baixo custo, leveza e boas propriedades elétricas, quando comparados aos polímeros vinílicos e de celulose, que, então, eram disponíveis. Sua aparência cristalina, brilho e resistência elevada a ácidos fortes, fazem do poliestireno um concorrente em potencial nos usos em que tais características são necessárias. Utilidades domésticas, recipientes, rádios e relógios de parede foram algumas das primeiras aplicações de moldados de poliestireno, que ainda mantém um importante papel na sociedade.
1.2) Cenário Brasileiro
No Brasil, o poliestireno é produzido por 5 empresas:
• Basf• EDN-SUL( Subsidiária da DOW )• INNOVA• RESINOR• VIDEOLAR
Página 4 de 42

Em 2004, a demanda brasileira de poliestireno (PS) ficou próxima de 310 mil toneladas, alta de 16% sobre 2003. Naquele ano, o mercado voltou a crescer depois de alguns períodos de retração, e atingiu os mesmos patamares do final da década de 90. As previsões mais otimistas apontam a manutenção do crescimento em 2005, porém em torno de modestos 2%. As estimativas iniciais giravam em torno de 5%. Há, no entanto, os que acreditam em nova retração.
A resina fechou o semestre com queda de 0,7% na produção e alta de 5% no consumo aparente. Já as exportações recuaram 26,9% no comparativo com o mesmo período de 2004, de acordo com o balanço divulgado pelo Siresp.
Os quatro fabricantes (Dow, Basf, Innova e Videolar) disponibilizam um total de 620 mil t. “O mercado tem abastecimento garantido pelos próximos dez anos”, diz o presidente da Videolar, Lírio A. Parisotto. Segundo sua avaliação, o mercado de PS segue o desempenho macroeconômico do país, que não demonstra o mesmo ritmo do ano passado.
Os preços no mercado local passaram por um início de ano muito instável. “Seguiram os movimentos da demanda e das cotações internacionais. A capacidade de produção brasileira alcança 250 mil t/ano em monômero de estireno e 120 mil t/ano em PS. “Existe um projeto para expansão das unidades de etilbenzeno e de monômero de estireno em fase de avaliação técnica e econômica.
A Innova exporta, aproximadamente, 10% de sua produção. Os principais mercados são América Central, EUA e África do Sul. As exportações da Basf representam 20% da totalidade das vendas da área de plásticos, e seguem principalmente para a América do Sul e África. Nos últimos três anos, a Basf investiu aproximadamente 100 milhões de euros por ano na América do Sul.
“Cerca de 85% desses investimentos foram direcionados ao Brasil, com foco em produtos para agricultura, tintas e poliestireno. Os investimentos garantiram a ampliação da capacidade produtiva, alicerçando as operações da companhia para o esperado crescimento econômico. A planta brasileira de poliestireno, em São José dos Campos-SP, tem capacidade para 190 mil t/ano. No Complexo Químico de Guaratinguetá, a Basf produz EPS (41 mil t) e EPP (1.500 t), uma especialidade. O grupo conta ainda com unidades de PS no México, Alemanha, Espanha, Bélgica, China, Coréia e Índia, e uma produção que soma mais de dois milhões de toneladas anuais.
O cenário nacional, no entanto, apresenta-se pouco favorável. O mercado de estirênicos está caracterizado por margens em queda, produtos standard, competição por preço e concorrência acirrada. Outra dificuldade refere-se aos constantes aumentos dos insumos petroquímicos, fazendo com que a empresa não descarte a possibilidade de reajustes no decorrer do ano.
O diretor de vendas de plásticos da Dow Brasil Fernando Rodriguez defende a recomposição de preços e margens do mercado de PS. “Estão em patamares insustentáveis.” A defasagem, no entanto, criou algumas oportunidades de negócio. No mercado internacional, o PS custa entre 10% e 15% a mais que o PP. “No Brasil, essa diferença praticamente não existe”, diz Rodriguez.
Com isso, algumas aplicações do PP, como os copos descartáveis, iniciaram um processo de migração para o poliestireno. Dentre as vantagens, Rodriguez cita a rigidez e a processabilidade do material. A norma técnica da ABNT já obriga o uso de PS em copos de café.Para o mercado de embalagens alimentícias e descartáveis, a Dow lançou na Brasilplast´2005, a primeira resina de poliestireno de alto impacto transparente. Trata-se de uma evolução mundial, desenvolvida pela Dow Europa. A resina, destinada ao segmento de termoformagem, será produzida na planta do Guarujá-SP. Alguns clientes já testaram o material importado.
Também na Brasilplast, a Basf anunciou uma série de estratégias. Entre elas, separou os negócios das commodities das especialidades. No campo de poliestireno, reduziu o número de grades (três de alto impacto e três do tipo cristal). O saldo das mudanças foi bastante positivo e elogiado, principalmente, pelos clientes, diretamente impactados pelo desenvolvimento de resinas especiais que agregam valor ao produto.
Página 5 de 42
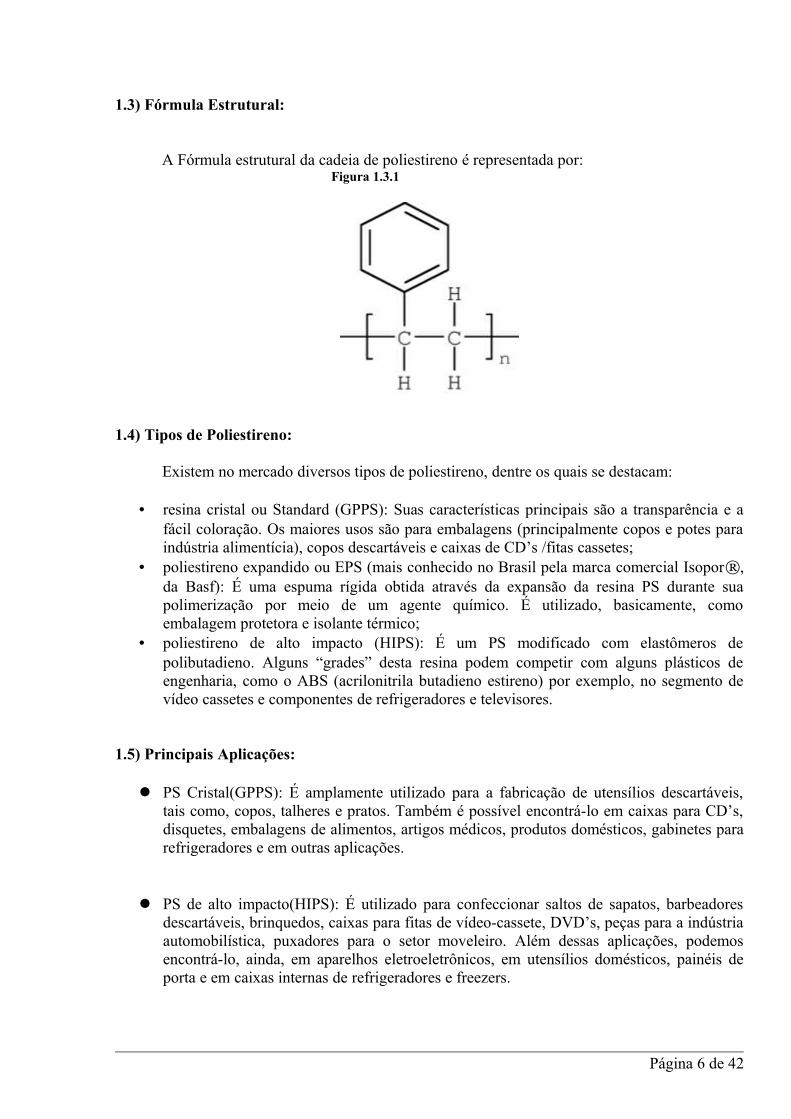
1.3) Fórmula Estrutural:
A Fórmula estrutural da cadeia de poliestireno é representada por: Figura 1.3.1
1.4) Tipos de Poliestireno:
Existem no mercado diversos tipos de poliestireno, dentre os quais se destacam:
• resina cristal ou Standard (GPPS): Suas características principais são a transparência e a fácil coloração. Os maiores usos são para embalagens (principalmente copos e potes para indústria alimentícia), copos descartáveis e caixas de CD’s /fitas cassetes;
• poliestireno expandido ou EPS (mais conhecido no Brasil pela marca comercial Isopor®, da Basf): É uma espuma rígida obtida através da expansão da resina PS durante sua polimerização por meio de um agente químico. É utilizado, basicamente, como embalagem protetora e isolante térmico;
• poliestireno de alto impacto (HIPS): É um PS modificado com elastômeros de polibutadieno. Alguns “grades” desta resina podem competir com alguns plásticos de engenharia, como o ABS (acrilonitrila butadieno estireno) por exemplo, no segmento de vídeo cassetes e componentes de refrigeradores e televisores.
1.5) Principais Aplicações:
PS Cristal(GPPS): É amplamente utilizado para a fabricação de utensílios descartáveis, tais como, copos, talheres e pratos. Também é possível encontrá-lo em caixas para CD’s, disquetes, embalagens de alimentos, artigos médicos, produtos domésticos, gabinetes para refrigeradores e em outras aplicações.
PS de alto impacto(HIPS): É utilizado para confeccionar saltos de sapatos, barbeadores descartáveis, brinquedos, caixas para fitas de vídeo-cassete, DVD’s, peças para a indústria automobilística, puxadores para o setor moveleiro. Além dessas aplicações, podemos encontrá-lo, ainda, em aparelhos eletroeletrônicos, em utensílios domésticos, painéis de porta e em caixas internas de refrigeradores e freezers.
Página 6 de 42
PS expandido(EPS): É utilizado para a confecção de caixas térmicas para acondicionamento de bebidas e alimentos, pranchas de surf e adornos. Também possui grande aplicabilidade na área da construção civil, como por exemplo, seu uso na fabricação de concreto leve, substituindo a pedra britada. É utilizado tanto como isolamento acústico e térmico em casas ou estúdios, e também, pode substituir a tradicional cerâmica na produção de lajotas.
2.1) Propriedades Físicas:
O poliestireno comum é um termoplástico duro, transparente como cristal, rígido e quebradiço, com uma resistência à tração bastante elevada, em torno de 550 Kgf/cm2, e um alto índice de refração 1,59; amolece em uma faixa de temperatura entre 90 e 95ºC, enquanto que a 180ºC poderá ser facilmente moldado por injeção; emite som com característica metálica quando cai sobre uma superfície dura. É completamente inodoro, insípido e atóxico; queima com chama fuliginosa, amarelo-alanrajada, lentamente, e não se extingue; possui boa estabilidade dimensional e pequena absorção de umidade. Possui excepcionais propriedades elétricas que permanecem constantes numa ampla faixa de temperatura e freqüência. Quimicamente, é resistente aos ácidos fortes e aos álcalis e é insolúvel com hidrocarbonetos alifáticos e álcoois inferiores. É solúvel em ésteres, hidrocarbonetos aromáticos, álcoois superiores e hidrocarbonetos clorados. É resistente ao impacto, sua resistência à tração e seu módulo de elasticidade são inferiores ao do poliestireno comum, enquanto que o alongamento pode melhorar de 10 a 40%; aumentando-se o alongamento, o material melhora sua tendência à quebra, contudo, forçando-se além de um determinado ponto, a área que sofreu tensão torna-se branca. Pode-se inserir metais na fabricação de suas peças; a presença de elastômeros afeta suas propriedades elétricas aumentando as perdas de potência; com absorção de água de 2 a 3 vezes, sua resistência térmica diminui e sua resistência às intempéries é menor do que a do poliestireno comum.
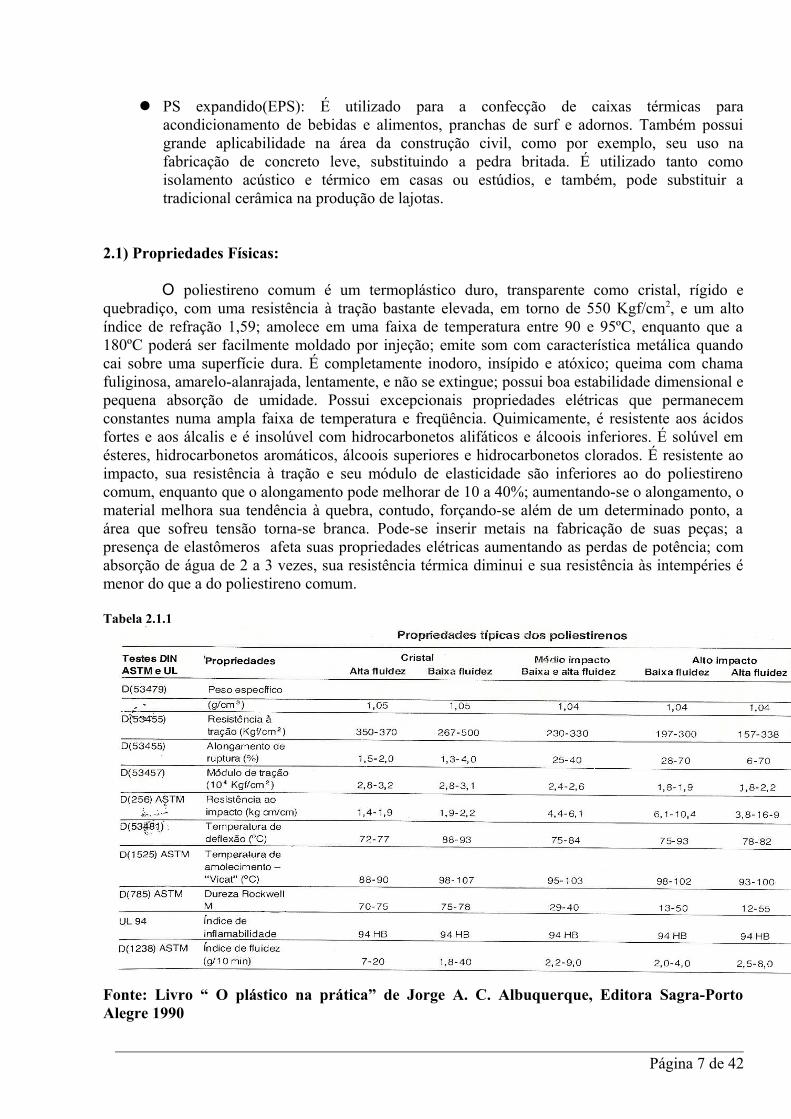
Tabela 2.1.1
Fonte: Livro “ O plástico na prática” de Jorge A. C. Albuquerque, Editora Sagra-Porto Alegre 1990
Página 7 de 42

Poliestireno Cristal (GPPS):1 • Grade de Injeção para ciclos rápidos 2 • Alta fluidez para uso geral 3 • Excelente processabilidade, principalmente, para peças com paredes finas
- Características: • Boa resistência ao calor • Boa resistência mecânica
• Excelente transparência • Excelente propriedade de fluxo
Tabela 2.1.2
Fonte: VIDEOLAR
Poliestireno de Alto Impacto (HIPS):1 • Grade para injeção
Página 8 de 42
Características Sistema Inglês
Sistema Internacional
Sistema Métrico Normas
Valores Unidade Valores Unidade Valores Unidade Índice de Fluidez (200 ºC / 5 Kg)
16,0 g / 10min
16,0 g / 10min
16 g / 10min
ASTM D 1238
Resistência ao Impacto IZOD
- pé-lb/pol - J/M - - ASTM D 256
Resistência ao Impacto Gardner
- pol.-lb - J - - ASTM D 5420
Resistência à Tração, Ruptura
6.100 psi 42 MPa 429 Kgf/ cm2
ASTM D 638
Elongação - % - % - % ASTM D 638
Módulo de Tensão 380.000 psi 2.620 MPa 26.720 Kgf/ cm2
ASTM D 638
Resistência à Flexão 11.000 psi 76 MPa 773 Kgf/ cm2
ASTM D 790
Módulo de Flexão 460.000 psi 3.170 MPa 32.340 Kgf/ cm2
ASTM D 790
Temperatura de Amolecimento, VICAT
208 º F 98 º C 98 º C ASTM D 1525
Temperatura de Deflexão @ 264 psi
199 º F 93 º C 93 º C ASTM D 648
Densidade 1,04 g / cm3 1,04 g / cm3 1,04 g / cm3 ASTM D 792
Densidade Aparente 0,65 g / cm3 0,65 g / cm3 0,65 g / cm3 ISO 060
Contração no Molde 0,3 – 0,6
% 0,3 – 0,6
% 0,3 – 0,6
% -

2 • Média fluidez 3 • Bom equilíbrio entre rigidez e impacto
- Características: • Excelente resistência mecânica • Excelente resistência ao calor
Tabela 2.1.3
Características Sistema Inglês
Sistema Internacional
Sistema Métrico Normas
Valores Unidade Valores Unidade Valores Unidade Índice de Fluidez (200 ºC / 5 Kg)
6,5 g / 10min
6,5 g / 10min
6,5 g / 10min
ASTM D 1238
Resistência ao Impacto IZOD
2,0 pé-lb/pol 107 J/M 11 Kgf/ cm2
ASTM D 256
Resistência ao Impacto Gardner
125 pol.-lb 14 J 145 cm - Kg
ASTM D 5420
Resistência à Tração, Ruptura
3.300 psi 23 MPa 232 Kgf/ cm2
ASTM D 638
Elongação 50 % 50 % 50 % ASTM D 638
Módulo de Tensão 310.000 psi 2.140 MPa 21.800 Kgf/ cm2
ASTM D 638
Resistência à Flexão 6.400 psi 44 MPa 450 Kgf/ cm2
ASTM D 790
Módulo de Flexão 330.000 psi 2.280 MPa 23.200 Kgf/ cm2
ASTM D 790
Temperatura de Amolecimento, VICAT
205 º F 96 º C 96 º C ASTM D 1525
Fonte: VIDEOLAR
Poliestireno Expandido (EPS):
Tabela 2.1.4
Página 9 de 42

EPS TIPO EN 13163EPS 30
EPS 60
EPS 100
EPS 150
EPS 200
EPS 250
Condutibilidade térmica
EN 12667 ouEN 12939
W/mºC0,044 0,040 0,038 0,036 0,035 0,035
Resistência à compressão- deformação < 2%
EN 826kPa
5 15 25 35 50 70
Resistência à compressão- deformação 10%
EN 826kPa
30 60 100 150 200 250
Resistência à flexãoEN 12089
kPa50 100 150 200 250 350
Factor de difusão do vapor de água
EN 12086μ
20-40 20-40 30-70 30-70 40-100 40-100
Absorção de água por imersão
EN 12087% volume
<5 <3 <2 <2 <2 <1
Coef. de dilatação térmica linear
ºC-1 5-7*10-5
Estabilidade de forma à temperatura
ºC 85
Reacção ao fogo (EPS não inflamável)
EN 13501-1 Euroclasse E
Especificação LNEC E365 M1 - Não Inflamável
Fonte: http://www.acepe.pt/eps/eps_prop_tabEN.asp
Tabela de Marcação do EPS:
Página 10 de 42

Tabela 2.1.5
EPS Tipo Marcação Aplicação
EPS 30 Lista castanha Não aconselhável para isolamento térmico.
EPS 60 Dupla lista azul
Isolamentos sujeitos a cargas ligeiras, tais como os empregues em caixas de ar, telhados ventilados e multicamada, sob pavimentos e em aplicações similares onde podem ocorrer temperaturas elevadas e é requerida resistência à fluência sob compressão.
EPS 100 Lista preta
EPS 150 Lista amarela
EPS 200 Dupla lista preta Isolamentos sujeitos a cargas, tais como parques de estacionamento, pavimentos de instalações frigoríficas e aplicações similares, que requeiram valores mais elevados de Resistência à compressão e à fluência sob compressão.EPS 250 Lista violeta
NÃO INFLAMÁVEL
Lista vermelha complementar
Aplicações em que o EPS não fique revistido por materiais incombustíveis.
2.2) Gráficos de algumas Propriedades Físicas do EPS:
Página 11 de 42

Gráfico 2.2.1
Gráfico 2.2.2
Gráfico 2.2.3
Página 12 de 42

No gráfico 2.2.1, vemos que para um mesmo percentual de deformação, aquele que apresenta maior resistência à compressão é o EPS com maior massa específica.
No gráfico 2.2.2, um aumento da massa específica implica tanto um aumento da resistência à tração como a flexão, pois o EPS está se tornando mais rígido.
No gráfico 2.2.3, percebemos que a resistência à compressão é tanto maior quanto maior for a deformidade do EPS. Também podemos dizer que com o aumento da massa específica, acarreta um aumento na resistência.
Gráficos 2.2.4
Página 13 de 42

Página 14 de 42
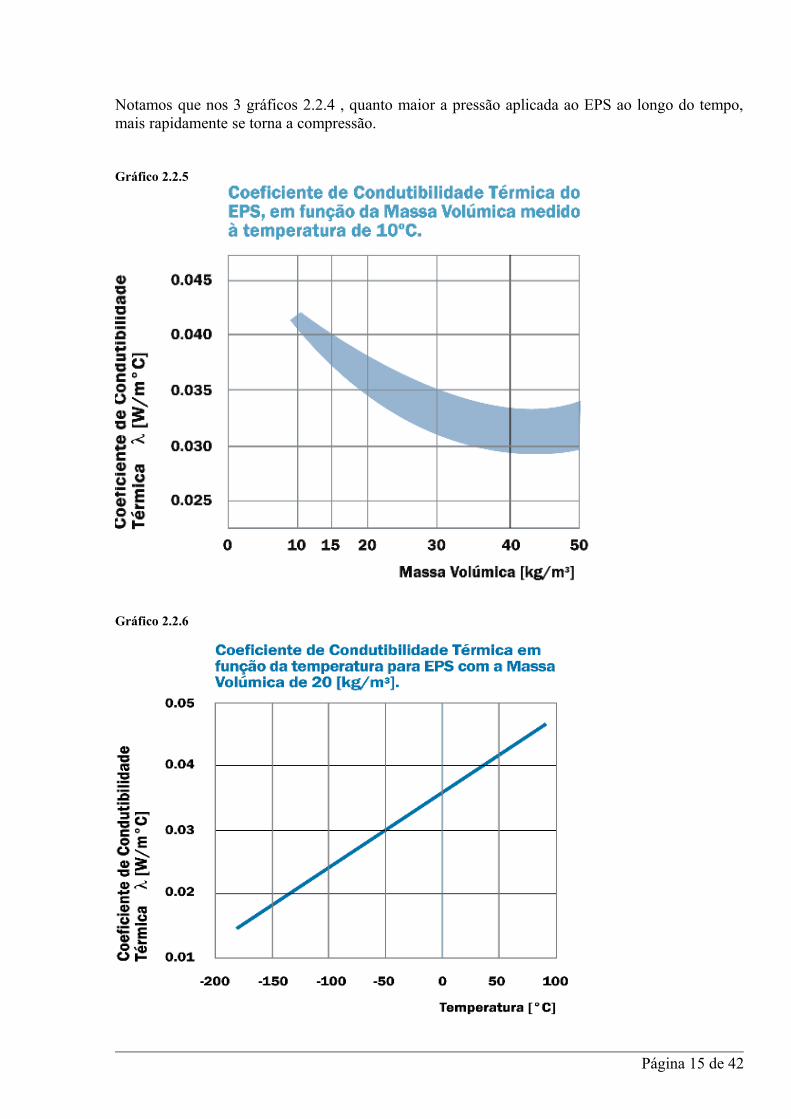
Notamos que nos 3 gráficos 2.2.4 , quanto maior a pressão aplicada ao EPS ao longo do tempo, mais rapidamente se torna a compressão.
Gráfico 2.2.5
Gráfico 2.2.6
Página 15 de 42

Do gráfico 2.2.5, temos que com o aumento da massa específica, encontramos um coeficiente de condutibilidade menor. Caso estejamos interessados em obter maior capacidade de resistir à passagem de calor a 10o C, devemos ter um EPS com massa específica elevada.
Com relação ao gráfico 2.2.6, vemos que com a diminuição da temperatura, conseguimos obter um baixo valor para o coeficiente de condutibilidade, por isso em lugares frios o uso de EPS como isolante térmico é mais indicado.
Gráfico 2.2.7
Gráfico 2.2.8
Página 16 de 42

O gráfico 2.2.7 nos diz a variação do teor de umidade com relação ao tempo. Quando se tem EPS com massa específica elevada, observamos que o teor absorvido de água é pequeno se compararmos com EPS’s de massa específica menor num mesmo período de tempo.
No gráfico 2.2.8, temos a variação da condutibilidade térmica com relação ao teor de umidade. Nota-se um aumento de condutibilidade quando se tem mais quantidade de água absorvida.
2.3) Vantagens do EPS:
- Baixa condutibilidade térmica: Por possuir uma estrutura de células fechadas e cheias de ar, o processo de transferência de calor é dificultado, fator que o torna um grande isolante.- Leveza: Possuindo uma massa específica num intervalo de 10 a 30 kg/m3, o EPS reduz, substancialmente, o peso das construções.- Baixa absorção de água e insensível à umidade: O EPS não é higroscópico. Mesmo quando imerso em água, ele absorve pequenas quantidades. Ainda assim, ele mantém as suas características térmicas e mecânicas sobre a influência desta.- Resistência química: O EPS é compatível com os materiais usados em construções, tais como, cimento, gesso, água, cal e etc.- Resistente ao envelhecimento: Não apodrece nem tem suas propriedades alteradas ao longo dos anos. O EPS também não libera nenhuma substância tóxica para o ambiente.- Amortecedor de impactos: A estrutura de células fechadas cheias de ar do EPS proporciona um altíssimo poder de absorção de impactos, quedas, vibrações e etc., permitindo reduzir ao mínimo os danos aos produtos embalados durante o transporte ou armazenamento.- Higiênico e totalmente inócuo: O EPS não constitui substrato ou alimento para o desenvolvimento de microorganismos e nem libera qualquer substância, podendo assim, estar em contato com produtos alimentares sem alterar suas características.- Econômico: Tomando como base as quebras, manuseamento, mão-de-obra, transporte, armazenagem e embalagem, o EPS torna-se uma opção economicamente vantajosa.- Versatilidade: O EPS pode apresentar-se em uma variedade de tamanhos e formas, o que lhe confere um amplo mercado de embalagens.
2.4) Desvantagens do EPS:
- Volume elevado: Por possuir uma estrutura de células fechadas e cheias de ar, o EPS torna-se uma inconveniência, ao passo que, ele ocupa muito espaço quando jogado em aterros sanitários.- Não é biodegradável: Derivado do petróleo, o EPS demora cerca de 150 anos para se degenerar na natureza.- Reage com o fogo: O uso de EPS normal em construções não é uma boa opção, pois o fator risco é elevado. Vale notar, entretanto, a existência de EPS que não reage com fogo, para tal, é acrescentado alguns aditivos durante a sua fabricação.- Reage com alguns solventes: O EPS é sensível a alguns solventes orgânicos e também com fortes oxidantes, como por exemplo, o flúor.
Página 17 de 42

3.1) Rota de produção de PS:
Figura 3.1.1
O etilbenzeno é obtido através da reação de Friedel-Crafs entre o benzeno e o etileno. Aquecendo o etilbenzeno à uma temperatura de 600o C em presença de catalisadores, Al2O3 ou Cr2O3, é possível obter um rendimento de, aproximadamente, 90% no rendimento da reação. Os produtos por ela formados são: o estireno e o gás hidrogênio.
Figura 3.1.2
Formado o estireno, este entra em um processo de polimerização através de peróxidos para formar o poliestireno. A reação é espontânea, ou seja, dG < 0, pois dH < 0 ( reação exotérmica). Vide a fórmula: dG = dH – TdS, onde dS é a variação de entropia.
3.2) Rotas alternativas de produção de PS:
Figura 3.2.1
Página 18 de 42

As duas rotas apresentadas acima para a produção de estireno, são mais utlizadas em escala laboratorial. Apresentamo-las com o intuito de mostrar que o estireno e, por consequência o poliestireno, pode ser obtido através de outros processos sem ser via obtenção de etilbenzeno. Na figura 3.2.1 caso quiséssemos produzir o poliestireno, bastaria polimerizá-lo, segunda a figura 3.2.1.
3.2) Diagrama de blocos da obtenção do PS:
O petróleo é levado às refinarias onde será feita a extração e o refino. Os produtores de 1a geração efetuam o craqueamento da matéria-prima ( nafta ) em insumos básicos petroquímicos ( eteno e benzeno ). Estes por sua vez, são transportados das centrais até à fábrica, geralmente, por meio de dutos, pois se encontram em fase líquida ou gasosa. Na fábrica ( produtores de 2a geração ) os insumos são transformados em produtos ( estireno ou poliestireno ).
Figura 3.2.1
Página 19 de 42
PETRÓLEO NAFTA
ETENO
BENZENO
ETIL-BENZENO
MONÔMERO DE ESTIRENO
POLIESTIRENO

3.3) Fluxograma da produção de PS em massa:
Figura 3.3.1
O estireno é misturado com solventes especiais em reatores. Geralmente, neste processo, são utilizados cinco reatores, embora a figura só mostre três deles. A próxima etapa consiste em passar mistura num devolatilizador. A parte de solvente que não se misturou, volta ao processo inicial. Após o devolatilizador, a mistura é encaminhada à uma extrusora, em seguida passa por uma unidade resfriadora. Finalmente, o produto é cutilado em uma máquina específica, formando grânulos de PS.
3.4) Fluxograma da produção de EPS:
Figura 3.4.1
Página 20 de 42

O estireno é processado no reator com água, um agente em suspensão e com um iniciador. Durante a reação no processador e na centrifugação, água é constantemente adicionada, a fim de abaixar a temperatura. Na centrífuga, vapor d’água é liberado, e a mistura é encaminhada, então, à um secador, ficando em repouso. Depois desta etapa, o estireno é levado à uma extrusora e, posteriormente à uma resfriadora. Agora, o PS está pronto pra ir para a cuteladora, que mais tarde, sob ação do pentano será inflado até atingir um volume de, aproximadamente, 50 vezes o tamanho dos grânulos obtidos.
3.5) Fluxograma de produção de GPPS:
Figura 3.5.1
O estireno, primeiramente, é levado à uma torre de alumina (Al2O3), que depois, é pré-polimerizado com catalisadores na presença de zinco. As próximas etapas consistem na passagem pelo reator e devolatilizador. No último estágio, o estireno é pelitizado, transformando-se em grânulos de GPPS. Após a secagem, ele é armazenado em silos de alumínio ou de aço inoxidável e, posteriormente, repassado às indústrias para dar-lhe acabamento final para ser comercializado.
3.6) Equipamentos:
Figura 3.6.1
Página 21 de 42
Reciclo
Forno
Forno
Reciclo
WO
Chain Transfer
CAT.
Zn St
Chain Transfer
1º DEVO2º DEVO
CONDENSADOR
PRÉ-POLIMERIZADOR
ACABAMENTOCLIENTE
SILOS
REATOR
2º CONDENSADOR
Estireno
TORRE DE ALUMINA
3º CONDENSADOR
SISTEMA DEVÁCUO
MATRIZ
PELETIZADORA
SEÇAO DE PELETIZAÇÃO
SECADOR
Efluente

Figura 3.6.2
A extrusora Mark V também integrou a exibição da Davis-Standard. Com possibilidade de adaptação a diversos tipos de roscas da alimentação e sistemas de controle, a linha possui modelos na faixa entre 2” e 3 ½” (50 mm a 90 mm) com a relação L/D variando de 24:1 a 30:1. Outra linha, de extrusoras verticais DS, utilizadas normalmente em coextrusão, foi exibida nos tipos 20:1, 24:1 e 30:1, com diâmetros de rosca de 1” (25 mm), 1 ¼” (30 mm), 1 ½” (40 mm) e 1 ¾” (45 mm).
Reator:
Página 22 de 42

Representação esquemática:
Página 23 de 42

Extrusora – Máquina que funde o poliestireno, tornando-o homogêneo, filtrando possíveis impurezas através de telas de aço inoxidável (as telas são periodicamente trocadas, de acordo com a quantidade de impurezas).Os principais componentes de uma extrusora são cilindro e rosca.
Representação esquemática:
Página 24 de 42

Injetora – Assim como a extrusora, funde todo material, retendo suas impurezas, com o diferencial de que, na injetora o processo não é contínuo, seu processo consiste no aquecimento do material e sua injeção de massa quente em um molde frio.
Representação esquemática:
Página 25 de 42

Condensador – A função do condensador é de resfriar o vapor do líquido que evaporou por aquecimento. Com a entrada de água na parte de baixo, o vapor no interior do condensador encontrará progressivamente um ambiente cada vez mais "frio", conseqüentemente uma melhor eficiência na diminuição de temperatura.
3.7) Correlação entre as etapas dos processos com as futuras disciplinas:
Algumas das áreas de conhecimentos envolvidas no processo de produção do poliestireno podem ser comparadas com as matérias que constituem o curso de Engenharia Química da seguinte forma:
• Processo de Polimerização – Química Orgânica (2º, 3º e 4º períodos)• Etapas seqüenciais na linha de produção industrial do poliestireno – Operações Unitárias
(6º, 7º e 8º períodos)• Estabelecimento de balanços de energia térmica nas reações – Fenômenos de
Transferência (5º, 6º e 7º períodos) • Avaliação das rotas de produção, utilização do catalisador mais apropriado e determinação
dos tempos de reação – Cinética e Catálise (5º período)• Obtenção do produto desejado a partir das matérias-primas selecionadas ou disponíveis –
Processos Químicos (4º, 5º e 6º períodos)• Desenvolvimento de todo o trabalho, caracterizando o produto, selecionando as rotas,
fazendo estudos do mercado – Projetos de Processos na Indústria Química (9º e 10º períodos)
4.1) Riscos do Poliestireno de Alto Impacto(HIPS) e do Poliestireno Cristal(GPPS):
- Contato com os olhos: Pode a vir a causar irritação quando em contato com os olhos. Há chances de ocorrer queimaduras graves nos olhos caso o polímero seja aquecido, devido à liberação de vapores.- Contato com a pele: Não há relatos sobre acidentes ocorridos durante o manuseio. Todavia, é aconselhável se evitar ao máximo a exposição por se tratar de um composto químico.- Inalação: Pode causar irritação nas mucosas da via respiratória ou mesmo falta de ar quando aquecidos a temperatura de 200 oC.- Ingestão: Não provoca nenhum efeito quando ingeridas pequenas quantidades.- Efeitos Ambientais: Não é biodegradável e nem provoca a poluição dos solos e águas.
4.2) Operação e Armazenamento
- Medida técnica: Uso de filtros no circuito de transportes pneumáticos, a fim de evitar o acúmulo de poeira.- Prevenção de incêndios e explosões: É recomendável esvaziar os sacos longe de atmosferas explosivas. Uma atmosfera explosiva poderá resultar da presença de gases inflamáveis ou da evaporação de líquidos inflamáveis, como por exemplo, os solventes. Esta atmosfera explosiva poderá existir por cima dos misturadores aonde o produto é descarregado.
Página 26 de 42
- Armazenamento: Armazenar à temperatura ambiente e à pressão atmosférica na embalagem de origem (sacos de plásticos) ou em silos construídos com materiais adequados (aço inoxidável ou alumínio). Mantenha-os em locais frescos e secos.
4.3) Estabilidade e Reatividade
- Estabilidade: Os produtos não oferecem nenhuma instabilidade durante seus processamentos em condições normais de operação.- Condições a evitar: Carga estática, faíscas, chamas e fontes de ignição.- Materiais a evitar: Evite o contato com oxidantes fortes, especialmente, o flúor. - Produtos da decomposição: Na presença de excesso de ar, a combustão completa gera díóxido de carbono (CO2) e vapor d´agua . A combustão incompleta gera monóxido de carbono (CO), fuligem e estireno.
4.4) Impacto ambiental:
Figura 4.4.1
Página 27 de 42
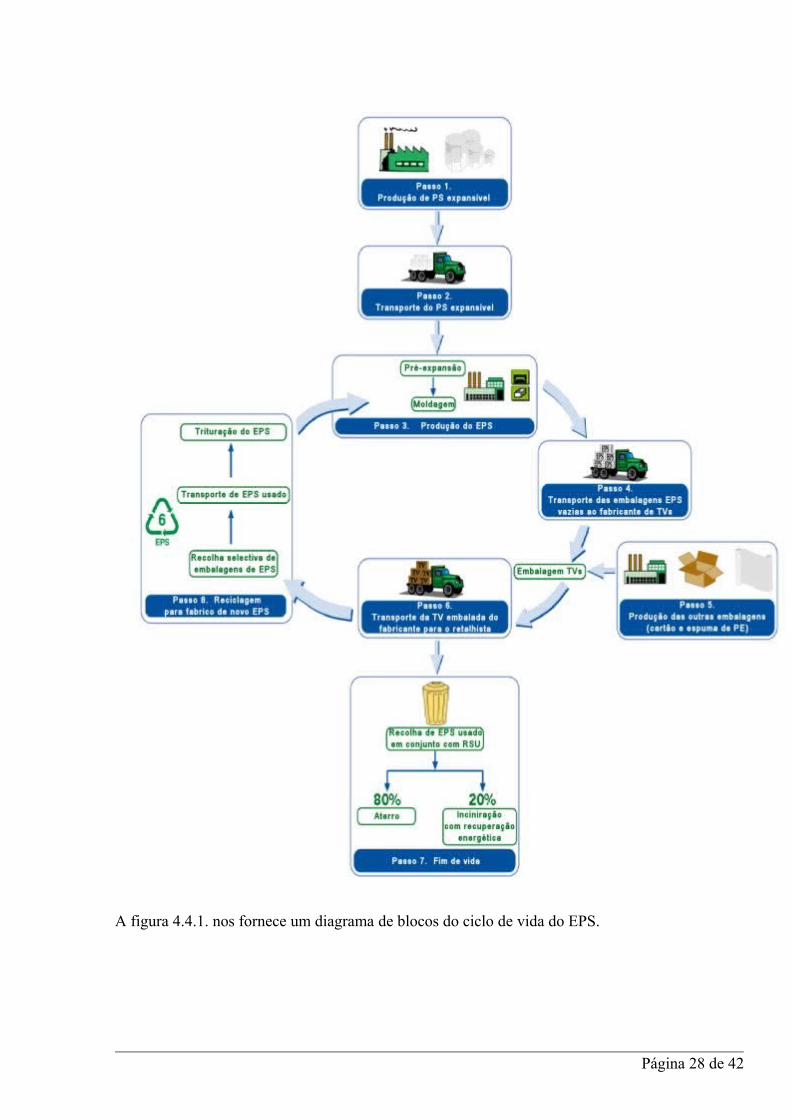
A figura 4.4.1. nos fornece um diagrama de blocos do ciclo de vida do EPS.
Página 28 de 42

Todos os processos de fabricação produzem um impacto sobre o meio ambiente - seja sobre a forma de consumo de energia e de recursos, ou de emissões atmosféricas, de contaminação de água ou de geração de resíduos. Para se avaliar a importância deste impacto, tal como para poder comparar diversos produtos, desenvolveu-se uma técnica - o ecobalanço ou a análise do ciclo de vida. O ecobalanço de um produto efetua-se, contabilizando todas as etapas que intervêm na sua vida, desde o seu "nascimento" à sua "morte". Em cada uma destas etapas verifica-se quanta energia é consumida, a quantidade e o tipo das emissões atmosféricas, a quantidade de água contaminada e a quantidade de resíduos sólidos gerados. Na tabela a seguir, mostraremos o impacto ambiental durante a produção de EPS comparados com os outros materiais concorrentes, baseado numa escala de 1 a 10.
Tabela 4.4.2
COPOS DE MÁQUINAS DE BEBIDASCOPOS EM
EPSCOPOS DE
PAPEL
PRODUTOS QUÍMICOS 1 1,5
ELECTRICIDADE 1 1,3
ÁGUA DE REFRIGERAÇÃO 1 1,3
ÁGUA DE PROCESSAMENTO 1 1,7
VAPOR 1 6
PETRÓLEO 1 0,6
EMBALAGENS MOLDADAS EPSCARTÃO E PASTA DE
CELULOSE
CONSUMO DE ENERGIA 1 2,3 - 3,8
CONTAMINAÇÃO DO AR 1 3,1 - 4,1
CONTAMINAÇÃO DA ÁGUA 1 2,3 - 2,8
POTENCIAL CONTRIBUIÇÃO PARA O EFEITO ESTUFA
1 4,0 - 4,4
CONSUMO DE ENERGIA 1 0,7 - 0,8
MATERIAIS DE EMBALAGEM EPSMADEIRA,
PAPEL, ETC.
CUSTO 1 1,3
PESO 1 6,4
CONSUMO DE ENERGIA 1 2,0
VOLUME DE RESÍDUOS SÓLIDOS 1 1,2
Para a embalagem em EPS as principais fases, em termos de impacto ambiental, estão limitadas à fase da produção da matéria prima virgem e à fase da expansão (consumo de recursos e emissões para a atmosfera). No caso do consumo de recursos, a principal parte do consumo de energia primária é utilizada para a produção da matéria prima virgem, enquanto durante a expansão é consumida água.
Página 29 de 42

A maioria das emissões para a atmosfera ocorre durante a produção da matéria prima virgem enquanto, especificamente para a formação de oxidantes fotoquímicos, o processo de expansão do EPS domina os resultados.
Os impactos relacionados com o transporte de embalagens de EPS são mínimos (as distâncias de transporte são tipicamente curtas devido ao baixo peso do EPS).
4.4.1) Poluição do EPS:
Figura 4.4.1.1
Com respeito ao nível de geração de resíduos, o EPS distingue-se pelo seu nível de poluição visual. Peças de embalagem grandes, que criam grandes volumes nos pontos de recolha e sua cor branca tornam o EPS muito visível, produzindo um efeito de grande desperdício. Tal não é a contaminação real, pois o EPS consiste em 98% de ar. Ao analisar as percentagens dos componentes dos Resíduos Sólidos Urbanos (RSU), verifica-se que o EPS representa uma parte muito inferior à que se poderia supor face à poluição visual. Os plásticos em geral correspondem a 7% dos RSU, e o EPS representa menos de 2 % destes, ou seja, 0,1% dos RSU. Tal situação não impede que a indústria, em conjunto com as outras entidades que atuam nesta área, esteja constantemente desenvolvendo políticas de gestão de resíduos mais adequadas.
4.4.1.1) A camada de ozônio e o pentano:
O pentano está incorporado no poliestireno expansível e é o gás que serve de agente expansor durante a fabricação, fazendo expandir a matéria prima e conferindo-lhe a estrutura
Página 30 de 42
celular. O pentano é um hidrocarboneto saturado que pertence à mesma família de outros gases mais conhecidos como o metano(o gás natural), o propano e o butano. Tal como estes, encontra-se presente em muitos processos naturais, tal como na digestão dos animais e na decomposição de matéria vegetal pelos microorganismos. O pentano não deve ser confundido com os gases da família dos CFCs e HCFCs. Após a fabricação, o pentano é libertado para a atmosfera e converte-se por meio de reações fotoquímicas em dióxido de carbono e água. Como não contém cloro, não pode causar qualquer danos à camada do ozônio - ao contrário dos agentes expansores como os CFCs e HCFCs. As libertações de compostos orgânicos e dióxido de carbono para a atmosfera contribuem para o efeito estufa. A quantidade destes compostos atribuível à produção do EPS é ínfima quando comparada com aquela proveniente da decomposição de resíduos domésticos e outra matéria orgânica. Por exemplo, foi demonstrado que a decomposição de um copo de papel liberta 50 vezes mais metano que o pentano resultante da produção de um copo em EPS.Apesar dos baixos valores em causa, indústria está constantemente a pesquisar maneiras para reduzir o uso do pentano. Por outro lado, ao ter em conta que o EPS é empregado como um material de isolamento, a quantidade de CO2 resultante do pentano proveniente da fabricação das placas do EPS é insignificante quando comparado com o CO2 que se evita através da poupança de combustível. O pentano não é considerado como uma substância perigosa.
4.4.1.2) Curiosidades:
Em termos de redução na fonte, uma redução de 20% do peso de EPS obtida através dum melhor design reduz o impacto ambiental em 10 a 20%.
Em termos de reciclagem, uma taxa de reciclagem de 35% reduz o impacto ambiental em 10 a 20% para a maioria dos critérios de avaliação e em 30% para os oxidantes fotoquímicos.
Em termos de gestão de resíduos, a substituição total do envio para aterro por recuperação energética (mesmo sem reciclagem) permitiria um melhoramento do desempenho ambiental de 15 a 30% na maioria dos critérios de avaliação, segundo a ACEPE( Associação Industrial do Poliestireno Expandido ).
4.5) Reciclagem:
Figura 4.5.1
Página 31 de 42

Os resíduos provenientes de embalagens industriais e de distribuição são viáveis de serem sujeitos a reciclagem mecânica por se encontrarem limpos. Outras vantagens do EPS são que este é facilmente reconhecível, e em muitos casos é empregue na embalagem de artigos que não contaminam o material. Existem diversas alternativas para este processo de reciclagem. Dentre elas:
- Fabricação de novas peças de EPS: Os resíduos de EPS são moídos e reintroduzidos no processo de fabricação, sendo misturados com material virgem. Segundo as aplicações e os processos, podem chegar-se a taxas de incorporação superiores a 50 %.
- Redução no peso dos terrenos: Os resíduos de EPS são triturados e misturados com terra. Tal contribui para a drenagem e a areação dos solos.
Página 32 de 42

- Incorporação à outros materiais de construção: O EPS moído com diferentes grânulometrias são misturados com diversos materiais para produzir materiais de construção, tais como tijolos porosos, rebocos isolantes betões aligeirados, etc.
- Sinterização, fusão e granulagem: O EPS moído com diferentes grânulometrias são misturados com diversos materiais para produzir materiais de construção, tais como tijolos porosos, rebocos isolantes betões aligeirados, etc.
- Reciclagem química: É uma tecnologia em fase de desenvolvimento. Trata-se de uma maneira de obter as matérias primas com que são fabricados os plásticos.
4.5.1) Aproveitamento energético:
A reciclagem pode nem sempre ser o destino mais adequado a dar aos resíduos - seja por motivos econômicos, de logística, ou ambientais (resíduos muito sujos ou contaminados). Nestes casos, muitos estudos e ecos-balanços apontam para a valorização energética dos plásticos. A combustão limpa dos mesmos com recuperação da energia liberada constitue uma boa solução alternativa para reduzir o fluxo destinado aos aterros. A incineração dos resíduos plásticos e a recuperação da energia produzida para a geração de eletricidade ou calor, constituem uma alternativa muito válida e eficaz. Como todos os plásticos, o EPS contém um alto poder calorífico. Um kg de EPS contém tanta energia quanto 1,3 litros de combustível para aquecimento. A utilização de resíduos de EPS como fonte energética reduz a necessidade de consumir combustíveis fósseis, conservando os recursos naturais. No que respeita às emissões provenientes da combustão do EPS nas inceneradoras, estas são análogas às dos outros combustíveis - vapor de água, dióxido de carbono e quantidades pequenas de cinzas não tóxicas.
5.6) Importação e Exportação de PS:
0
20000
40000
60000
80000
100000
120000
140000
1995 1996 1997 1998 1999 2000 2001 2002 2003 2004
Ano
Tonelada
Importação
Exportação
Página 33 de 42
Vemos no gráfico acima, que a capacidade instalada de PS não se alterou nos anos de 2002 a 2004. Ou seja, é bem provável que estas empresas consigam atender o mercado consumidor mesmo operando com sua linha de produção abaixo dos 80% ao longo desses períodos. Fato evidente, ao verificarmos o gráfico 5.7.
5.7) Histórico da Produção de PS:
Figura 5.7.1
Analisando o gráfico, percebemos que houve um aumento na produção de PS. Um dos motivos seria sua grande aplicabilidade nos setores de eletroeletrônico, de descartáveis e outros. Como a produção de PS aumentou, esperamos que o consumo aparente aumente, como conseqüência.
Página 34 de 42

5.8) Histórico do Consumo Aparente e falta Cap instalada de PS:
Figura 5.8.1
Consumo Aparente de PS
0
50000
100000
150000
200000
250000
300000
350000
1995 1996 1997 1998 1999 2000 2001 2002 2003 2004
Ano
To
nel
ada
O Consumo Aparente de PS aumentou pouco se compararmos este gráfico com o de produção. Uma possível explicação seria o fato de as exportações terem aumentado, ou seja, a necessidade mundial por PS fez com que as empresas aumentassem suas produções.
5.9) Análise Econômica de uma Planta de PS:
Figura 5.9.1
Prudução, Importação, Exportação e Consumo Aparente
y = 7306x + 227580
0
50000100000
150000200000
250000
300000350000
400000
1995
1997
1999
2001
2003
2005
2007
2009
2011
2013
Ano
To
nela
da
Produção
Importação
Exportação
ConsumoAparente
Linear (ConsumoAparente)
A partir da linha de tendência, podemos observar que o consumo aparente de poliestireno aumentará com o passar dos anos. Fator positivo, pois se estamos interessados em construir uma planta, devemos ter pelo menos perspectiva de crescimento no consumo interno brasileiro. Através da equação da linha de tendência y = 7306x + 227580, podemos predizer de modo satisfatório a quantidade de poliestireno que será consumida em 2013. Ano em que a planta estará
Página 35 de 42

concluída e a unidade entrará em operação. Basta para isso, observar que quando x = 0, o valor de y será bem próximo do valor encontrado em 1995. Ou seja, para x = 1 obteremos um valor aproximado em 1996, e seguindo esse raciocínio, quando x = 18 encontraremos um valor de y = 359088 toneladas de PS em 2013.
Figura 5.9.2
Produção
y = 21627x + 90522
0
100000
200000
300000
400000
500000
600000
1995
1997
1999
2001
2003
2005
2007
2009
2011
2013
Ano
To
nel
ada
Produção
Linear (Produção)
Considerando o gráfico de produção acima a quantidade de PS produzida em 2013, é dada por: y = 21627x + 90522 para x = 18, temos y = 479808 ton.. A partir dos fatos apresentados acima, percebemos que em 2013 a produção de PS será maior que o consumo aparente,atendendo toda a demanda interna, e portanto, produzindo um excedente de aproximadamente 120720 ton. Conseqüentemente, a construção da nossa planta atenderá as necessidades de outros mercados, logo a capacidade instalada dependerá da demanda mundial por poliestireno. O preço do PS produzido pela nossa unidade estará em torno de 97.00 US CTS/LB ( unidade a ser esclarecido no item 5.10), considerando um pequeno aumento com relação ao ano de 2007, baseado na oferta de etilbenzeno.
5.1) Histórico da Capacidade Instalada de PS Expandido ( EPS ):
Figura 5.1.1
Página 36 de 42
0
10.000
20.000
30.000
40.000
50.000
60.000
BASF ENGEFRIL MAQSTYRO RESINOR Total
Empresas
Capacidade Instalada para Produção de Polistireno (em ton)
2003
2004/05
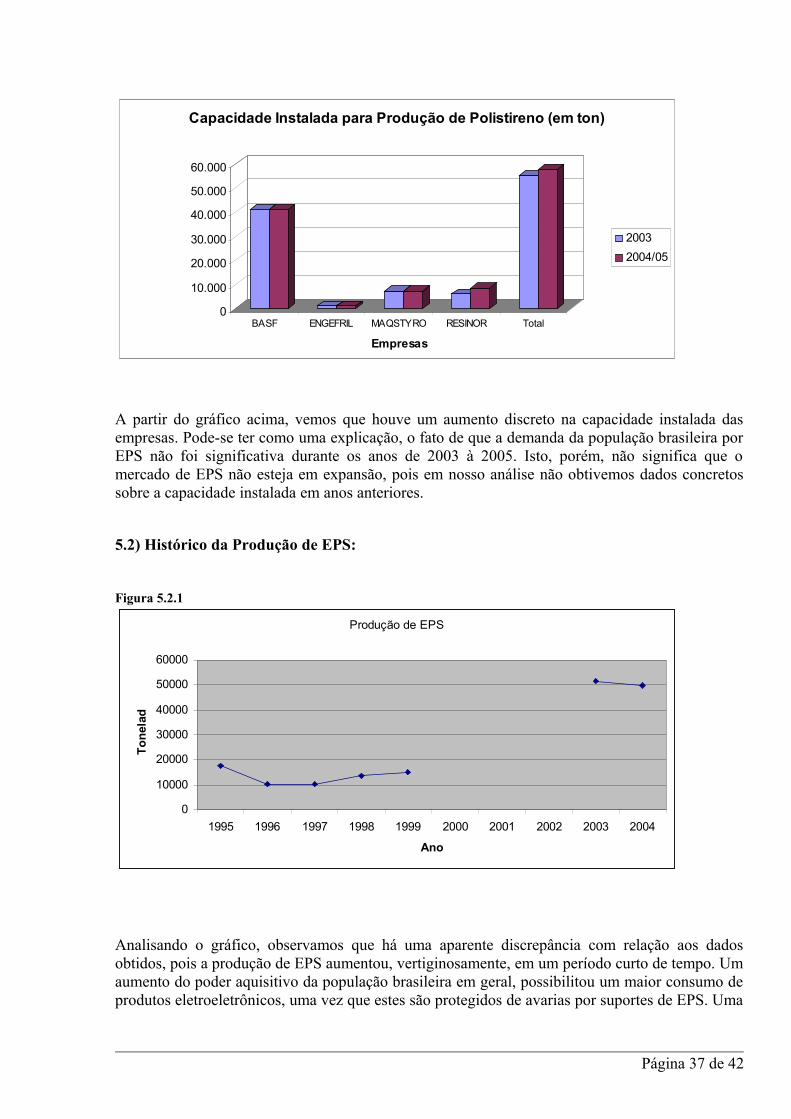
A partir do gráfico acima, vemos que houve um aumento discreto na capacidade instalada das empresas. Pode-se ter como uma explicação, o fato de que a demanda da população brasileira por EPS não foi significativa durante os anos de 2003 à 2005. Isto, porém, não significa que o mercado de EPS não esteja em expansão, pois em nosso análise não obtivemos dados concretos sobre a capacidade instalada em anos anteriores.
5.2) Histórico da Produção de EPS:
Figura 5.2.1
Produção de EPS
0
10000
20000
30000
40000
50000
60000
1995 1996 1997 1998 1999 2000 2001 2002 2003 2004
Ano
To
nel
ada
Analisando o gráfico, observamos que há uma aparente discrepância com relação aos dados obtidos, pois a produção de EPS aumentou, vertiginosamente, em um período curto de tempo. Um aumento do poder aquisitivo da população brasileira em geral, possibilitou um maior consumo de produtos eletroeletrônicos, uma vez que estes são protegidos de avarias por suportes de EPS. Uma
Página 37 de 42
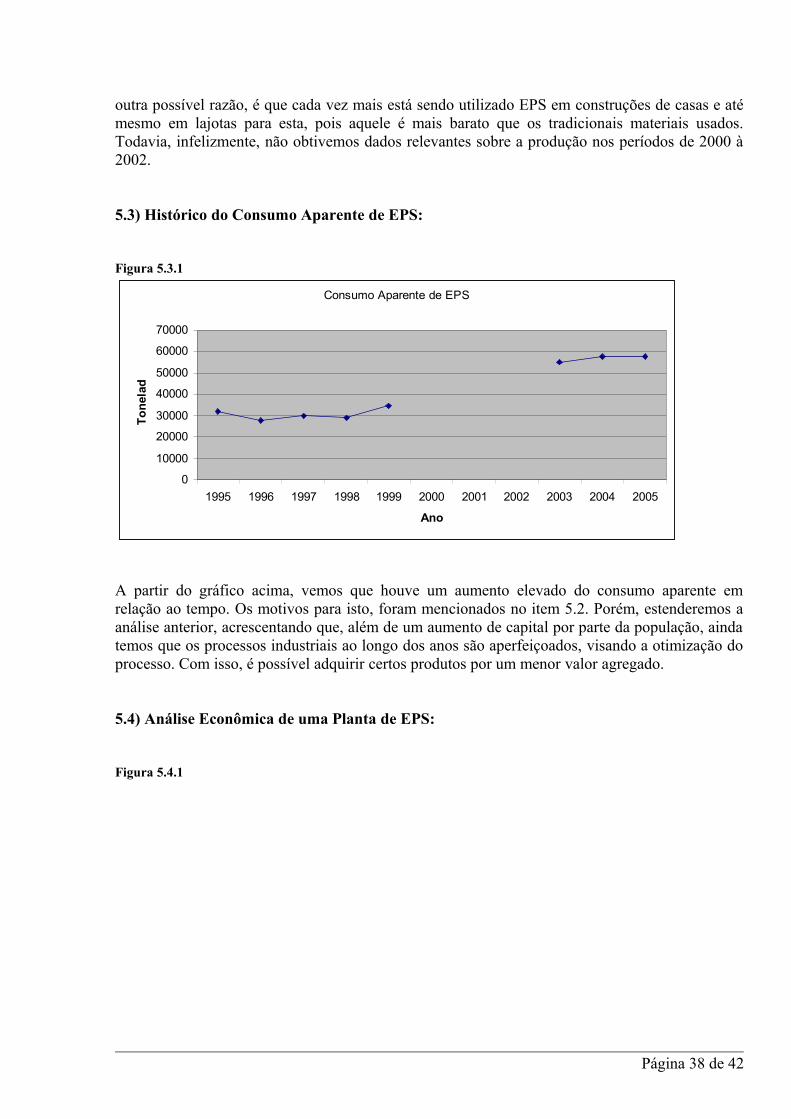
outra possível razão, é que cada vez mais está sendo utilizado EPS em construções de casas e até mesmo em lajotas para esta, pois aquele é mais barato que os tradicionais materiais usados. Todavia, infelizmente, não obtivemos dados relevantes sobre a produção nos períodos de 2000 à 2002.
5.3) Histórico do Consumo Aparente de EPS:
Figura 5.3.1
Consumo Aparente de EPS
0
10000
20000
30000
40000
50000
60000
70000
1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005
Ano
To
nel
ada
A partir do gráfico acima, vemos que houve um aumento elevado do consumo aparente em relação ao tempo. Os motivos para isto, foram mencionados no item 5.2. Porém, estenderemos a análise anterior, acrescentando que, além de um aumento de capital por parte da população, ainda temos que os processos industriais ao longo dos anos são aperfeiçoados, visando a otimização do processo. Com isso, é possível adquirir certos produtos por um menor valor agregado.
5.4) Análise Econômica de uma Planta de EPS:
Figura 5.4.1
Página 38 de 42

Extrapolação do Consumo Aparente de EPS
y = 3377,1x + 21498
0
20000
40000
60000
80000
100000
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
Ano
To
nel
ada
Através do gráfico, podemos perceber um aumento no consumo ao longo dos anos, assim, esta análise serve de motivação caso queiramos montar uma planta. A partir da equação da reta y = 3377,1x + 21498 atribuiremos x = 0 para o ano de 1995 e, então, y = 21498 ton. Quando x =1, correspondente ao ano de 1996, temos y = 28252,2 ton., ou seja, o valor encontrado é bem próximo do valor real que é yreal = 27936 ton. Seguindo este raciocínio, temos que quando x = 18, y = 82285,8 ton., o que corresponderia à um valor aproximado do consumo aparente em 2013, ano da conclusão da planta.
Figura 5.4.2
Extrapolação da Produção de EPS
y = 4853,2x + 388,46
0
20000
40000
60000
80000
100000
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
Ano
To
nel
ada
A partir da equação da reta acima y = 4853,2x + 388,46, faremos x =18 ( valor relativo ao ano de 2013) e obteremos um y = 87746,06 ton. Agora, se compararmos os valores obtidos do consumo aparente em 2013 com o de produção, percebemos que a sua diferença é considerada pequena. Como não sabemos o quão próxima estará a linha de tendência do futuro real valor em 2013, não
Página 39 de 42

saberemos se haverá excesso de produção. Todavia, intuitivamente, podemos perceber que o consumo aparente tenderá a ser maior que o da produção, fator estimulante, pois o objetivo do trabalho é construir uma planta que atenda o mercado interno.
5.5) Estimação da Produção da Planta de EPS:
Estipulando um valor aproximado de 80000 ton. de EPS produzido e um valor de 87000 ton. para o consumo aparente, podemos verificar que há um déficit de 7000 ton., quantidade esta que será a produção da nossa planta. Além disso, como sabemos, a planta nunca opera com sua capacidade máxima, pois se houvesse uma súbita demanda por EPS, as empresas precisariam fazer um “revamp” , o que além de gastar muito dinheiro para isso, perderia bastante tempo e oportunidades de novos mercados. Do fato acima, o valor da produção P = 7000 corresponde à 70% da capacidade instalada (CI).Logo, P = 0,70 CI Então: CI = 10000 ton.
5.10) Preços do PS na América Latina:
Tabela 5.10.1
DOMESTIC PRICES
GENERAL PURPOSE (CRYSTAL) – PACKAGE
Click for Price History Price Range Four weeks ago USD/MTARGENTINA (DEL) US CTS/LB n/c 77.57-84.37 n/c 78.47-84.37 1710-1860BRAZIL (FOT) US CTS/LB+0.47 87.56-92.10 +0.47 87.54-92.08 1930-2030COLOMBIA (FOT) US CTS/LB+2.27 96.64-97.09 +2.27 88.68-89.13 2131-2140MEXICO (DEL) US CTS/LB n/c 75.00-80.00 n/c 74.00-80.00 1653-1764VENEZUELA (FOT) US CTS/LB n/c 83.01-88.00 n/c 83.01-88.00 1830-1940 HIGH IMPACT – PACKAGEARGENTINA (DEL) US CTS/LB n/c 78.93-84.82 n/c 78.93-84.82 1740-1870BRAZIL (FOT) US CTS/LB+0.47 88.47-93.01 +0.48 88.45-92.99 1950-2051COLOMBIA (FOT) US CTS/LB+2.72 98.00-98.45 +2.49 89.81-90.27 2161-2170MEXICO (DEL) US CTS/LB n/c 79.00-82.00 n/c 79.00-82.00 1742-1808VENEZUELA (FOT) US CTS/LB n/c 83.46-88.45 n/c 83.46-88.45 1840-1950
Unidades: US CTS/ LB = centavos de dóllar americano/ libra ; 1 libra = 453,59g USD/ MT = dóllares americanos/ tonelada
Página 40 de 42

Tabela 5.10.2
INTERNATIONAL PRICES
GENERAL PURPOSE (CRYSTAL) – PACKAGE
Click for Price History Price Range Four weeks ago USD/MTARGENTINA (FOB) US CTS/LBn/c 71.67-72.58 n/c 71.67-72.58 1580-1600BRAZIL (FOB) US CTS/LBn/c 70.31-71.21 n/c 70.31-71.21 1550-1570CHILE (CFR) US CTS/LBn/c 74.39-74.84 n/c 74.39-74.84 1640-1650COLOMBIA (FOB) US CTS/LBn/c 68.04-70.31 n/c 68.04-70.31 1500-1550MEXICO (FOB) US CTS/LBn/c 65.77-70.31 n/c 65.77-70.31 1450-1550VENEZUELA (FOB) US CTS/LBn/c 73.94-74.39 n/c 73.94-74.39 1630-1640 HIGH IMPACT – PACKAGEARGENTINA (FOB) US CTS/LBn/c 72.58-73.48 n/c 72.58-73.48 1600-1620BRAZIL (FOB) US CTS/LBn/c 70.76-72.58 n/c 70.76-72.58 1560-1600CHILE (CFR) US CTS/LBn/c 76.20-76.66 n/c 76.20-76.66 1680-1690COLOMBIA (FOB) US CTS/LBn/c 68.49-70.76 n/c 68.49-70.76 1510-1560MEXICO (FOB) US CTS/LBn/c 68.04-71.21 n/c 68.04-71.21 1500-1570VENEZUELA (FOB) US CTS/LBn/c 74.39-74.84 n/c 74.39-74.84 1640-1650
Se compararmos os preços relativos à um mês de pesquisa das datas 11 de abril à 11 de maio referentes a tabela 5.10.1, podemos perceber que o preço de GPPS no mercado interno é bem elevado no Brasil, sendo superado somente pela Colômbia. Infelizmente, não foram obtidos dados relevantes sobre a análise dessa tabela. Já na tabela 5.10.2, o Brasil se mantém com um preço internacional intermediário com relação aos demais países.
Página 41 de 42

Referência bibliográfica:
Textos:- Introdução: Livro “ O plástico na prática” de Jorge A. C. Albuquerque, Editora Sagra-Porto Alegre 1990
- Cenário brasileiro: Revista “Plástico moderno”- Propriedades físicas: Livro “ O plástico na prática” de Jorge A. C. Albuquerque, Editora Sagra-Porto Alegre 1990- Capítulo 4: www.acepe.pt
Tabelas e Figuras:- Figura 1.3.1: www.pt.wikipedia.org/wiki/Poliestireno- Tabela 2.2.1: Livro “ O plástico na prática” de Jorge A. C. Albuquerque, Editora Sagra-Porto Alegre 1990- Figuras 3.1.1; 3.1.2; 3.2.1: Química Orgânica de Robert T. Morrison e Robert N. Boyd, Editora Fundação Calouste Gulbenkian 6a Edição 1978- Figuras 3.3.1; 3.4.1; 3.5.1: http://www.innova.ind.br/portal/site/PB-eInnova- Figuras e tabelas do Capítulo 4: www.acepe.pt
Página 42 de 42