controle estatÍstico de qualidade: um estudo de...
TRANSCRIPT

CONTROLE ESTATÍSTICO DE
QUALIDADE: UM ESTUDO DE CASO
EM UMA EMPRESA DO SETOR
ALIMENTÍCIO NA CIDADE DE
CAMPINA GRANDE - PB
Iasmin Ayala Macedo Duarte (UFCG )
Rafael Wesley Barbosa de Queiroz (UFCG )
Gabriel Alejandro Palma De Melo (UFCG )
Joao Joacelio Duarte Araujo Junior (UFCG )
Em um ambiente extremamente competitivo e com clientes cada vez
mais exigentes, as empresas se veem obrigadas a ter altos níveis de
qualidade, para que possam sobreviver no mercado. Sendo assim, fazer
uso das ferramentas da qualidade é algoo indispensável para qualquer
organização. Diante deste contexto, o Controle Estatístico de
Qualidade (CEQ) é um poderoso aliado para detectar anomalias em
processos produtivos, fazendo esse acompanhamento através dos seus
gráficos de controle, garantindo que o bem seja produzido de acordo
com as especificações estabelecidas. Neste trabalho, fez-se uso dos
gráficos de controle para variáveis e para atributos para garantia da
qualidade do processo produtivo e melhor visibilidade dos padrões
comportamentais ao longo do tempo, objetivando analisar a
estabilidade do processo de uma empresa do setor alimentício,
localizada na cidade de Campina Grande - PB. O foco deste estudo foi
voltado à produção da farinha milho e, para a sua realização, foi
necessário fazer visitas in loco para a coleta de dados e os gráficos de
controle foram gerados com o auxílio do programa MINITAB 16. Ao
final, o estudo revela que o processo dessa fábrica se encontra sob
controle estatístico. E, apesar de não ter sido uma inferência tão
apurada, serviu para confirmar a importância do uso de tais
ferramentas da qualidade nas organizações.
Palavras-chave: Qualidade, Controle Estatístico de Qualidade,
Gráficos de Controle
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
2
1. Introdução
Atualmente nos encontramos inseridos em uma economia globalizada, que induz o comércio a
buscar caminhos para inovar e se tornar mais competitivo. Logo, cabe às organizações definir
quais seguimentos deseja seguir para ter a melhoria da sua competitividade.
É com essa visão que empresas e profissionais buscam inserir a qualidade em processos
industriais como fator básico para acrescentar valores ao produto, uma vez que a mesma ela
possibilita que sejam oferecidos produtos de forma mais estável e competitiva.
Juran e Gryna (1993) definem a qualidade como a adequação ao uso, onde o produto deve ter
um bom projeto, ser produzido de acordo a ele, ser seguro para o cliente e para a empresa, ter
alta confiabilidade no uso e não apresentar falhas.
Assim, a partir da busca pela rentabilidade e estabilidade na operação produtiva, surge o
Controle Estatístico de Processo (CEP), que é uma ferramenta que auxilia no controle dos
processos, e que vem sendo inserida em uma parcela considerada de empresas industriais,
uma vez que possibilita a obtenção de um melhor controle da qualidade.
Neste contexto, este trabalho pretende analisar, fazendo uso das ferramentas de controle
estatístico de processos, partes do processo de uma empresa do ramo alimentício no
município de Campina Grande PB. Isto possibilitará verificar a situação em que se encontra o
processo da empresa estudada, bem como ajudará a entender como funcionam as ferramentas
do CEP.
O trabalho está dividido, além desta introdução, em quatro partes. A primeira trata dos
aspectos teóricos que norteiam o estudo. A segunda aborda a metodologia utilizada na coleta e
análise de dados. A terceira trata da análise dos resultados obtidos, e, por fim, as
considerações finais do trabalho.
2. Controle estatístico de processos
O CEP é um ramo do Controle da Qualidade que nasceu a partir das ideias pioneiras de
Walter A. Shewhart, estabelecidas na década de 1920, no estudo da aleatoriedade dos
processos industriais. Assim, o CEP possibilitou verificar se a variabilidade do processo
acontecia de forma aleatória, ou se era proveniente de causas especiais.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
3
Bartz (2007) relata que a proposta de Shewhart fazia uso de técnicas estatísticas para
desenvolver “gráficos de controle”, que serviam para analisar os dados encontrados a partir da
inspeção. Shewhart defendia que o foco deveria ser voltado para o estudo e prevenção dos
problemas relacionados à qualidade, uma vez que se estes fossem rapidamente identificados,
poderia se evitar que produtos defeituosos fossem produzidos.
Segundo Galuch (2002), o objetivo do Controle Estatístico de Processos é evitar a produção
de itens fora do padrão. Isto garante a qualidade do produto acabado, e reduz os custos de
produção decorrentes de desperdícios e retrabalho, resultando num aumento da produtividade.
2.1. Gráfico de controle
O gráfico de controle é a ferramenta mais importante do CEP, pois possibilita analisar o
comportamento do processo de fabricação, permitindo a realização de ações corretivas
imediatamente à ocorrência de desvios. Isto permite manter o processo dentro de condições
preestabelecidas, além proporcionar homogeneidade no produto (GALUCH, 2002).
A Figura 1 mostra o exemplo de um gráfico de controle. Ele é composto por uma linha central
(LC) – que representa o valor médio da característica de qualidade correspondente ao estado
de controle – e por outras duas linhas horizontais, que delimitam os limites superior e inferior
de controle (LSC e LIC).
Figura 1 - Exemplo de um gráfico de controle
Fonte: Montgomery, 2012.
O processo está sob controle estatístico quando os pontos plotados no gráfico se encontram
dentro dos limites de controle e dispostos de forma aleatória. Caso um ou mais pontos estejam

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
4
fora dos limites, e/ou não estiverem distribuídos de forma não aleatória, significará que o
processo está fora de controle. Logo, será necessária uma investigação para identificar os
fatores que estão causando tais variações.
2.1.1. Gráficos de controle por variáveis
Estes gráficos representam o estado de controle de variáveis quantitativas, ou seja, utilizam
dados que podem ser medidos ou que sofrem uma variação contínua, como por exemplo: a
resistência média de um material, o peso médio de um item produzido, etc. Segundo
Montgomery (2012), os principais tipos de gráficos de controle para variáveis são:
Gráficos de Controle e R (média e amplitude), com tamanho de amostra (n):
neste gráfico a variabilidade do processo é avaliada através da amplitude, que é,
simplesmente, a diferença entre o maior e o menor valor de um conjunto de dados.
Embora seus cálculos sejam de fácil elaboração, a indicação da variabilidade do
processo é feita com menor precisão. Estes gráficos são mais indicados para
trabalhar com amostras pequenas;
Gráficos de Controle e S (média e desvio padrão), com tamanho de amostra (n)
fixo: Neste gráfico a variabilidade é avaliada através do desvio padrão. Assim, o
gráfico apresenta maior precisão e, relação ao gráfico e R. No entanto, há uma
maior dificuldade de interpretação, em relação ao gráfico e R, portanto seu uso é
mais adequado para o trabalho com grandes amostras.
Na Tabela 1 são apresentadas as fórmulas para cálculo dos LCS.
Tabela 1 - Fórmulas dos limites de controle de gráficos por variáveis
GRÁFICO LIMITES DE CONTROLE

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
5
Fonte: Autoria própria
As constantes A2, A3, B3, B4, D3 e D4 encontram-se tabuladas para vários valores de n. Os
valores de , , e , no entanto, são calculados a partir das fórmulas apresentadas na
Tabela 2:
Tabela 2 - Fórmulas para cálculos de medidas de dispersão usados
MEDIDAS DE DISPERSÃO FÓRMULAS
Fonte: Autoria própria
2.1.2. Gráficos de controle por atributo
Muitas características da qualidade não podem ser representadas numericamente de modo
conveniente. Em tais casos, cada item inspecionado é classificado como conforme ou não-
conforme, em relação às suas especificações, sendo chamados de atributos.
Os gráficos de controle por atributos, de acordo com Montgomery (2012), podem ser
classificados em dois tipos principais, apresentados a seguir:
Gráficos para a fração não-conforme (p) e para número de não-conformes (np): A
fração não-conforme é a razão entre o número de itens não-conformes em uma
população e o total de itens naquela população. Logo, gráfico (p) é utilizado
quando a característica a ser controlada em um processo é medida em termos de
uma fração de produtos defeituosos em um grupo. Já no gráfico (np), o que é

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
6
monitorado é o número de não-conformes, pelo que ele é geralmente utilizado
quando se trabalha com tamanhos de amostras constantes;
Gráficos para número de não conformidades por unidade (u) e para número de
não-conformidades (c): O gráfico u é utilizado para apresentar a variação no
número de defeitos por unidade, quando o tamanho da amostra não é fixo. Já o
gráfico c é usado quando se tem um tamanho fixo de amostra, deve-se usa o
gráfico c.
A Tabela 3 apresenta todas as fórmulas que são necessárias para o cálculo dos limites de
controle de gráficos por atributo:
Tabela 3 - Fórmulas para cálculo dos limites de controle de gráficos por atributos
GRÁFICO LIMITES DE CONTROLE
Fonte: Autoria própria
Os valores de , e podem ser obtidos através das fórmulas apresentadas na Tabela 4:
Tabela 4 - Fórmulas para cálculos de medidas de dispersão usados nos gráficos por atributos
MEDIDAS DE DISPERSÃO FÓRMULAS

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
7
Fonte: Autoria própria
3. Aspectos metodológicos
A pesquisa, realizada em uma empresa do ramo alimentício de Campina Grande, PB, é
caracterizada como sendo aplicada (MORESI, 2003), na qual se levantaram informações
sobre o funcionamento dessa empresa, para uma posterior análise e aplicação de conceitos
estudados. Tal empresa foi selecionada por permitir um melhor estudo sobre a o Controle
Estatístico de Processos, bem como por ter sido de mais fácil acesso.
3.1. Forma de coleta e análise de dados
A coleta de dados foi feita a partir da visita à fábrica, sob a supervisão dos técnicos
responsáveis, em que se observou o processo durante seis turnos, que foi o tempo máximo
disponibilizado pela empresa, e nos quais se colheram as amostras.
4. Análise dos resultados
4.1. Processo produtivo de flocos de milho
Na primeira etapa de fabricação de farinha de milho (flocos), o grão de milho passa por uma
máquina denominada “Canjiqueira”, que consiste em um conjunto de facas aderidas a um
eixo motriz, seguido por um conjunto de peneiras de malhas diferentes, que fazem a
separação do novo grão e do farelo, que são, respectivamente, produto e subproduto. Assim, o
processo resulta na degerminação, descascamento e limpeza do grão, já que a permanência do
embrião e da casca comprometem a moagem. A partir deste ponto, o grão sem a presença do
embrião passa a ser denominado de Grits.
A continuação, o Grits é colocado de molho em tanques, nos quais é adicionada água à
temperatura ambiente para que ocorra a umidificação, que se completa num período de

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
8
aproximadamente cinco dias. No entanto, a agua é drenada a cada dois dias para minimizar a
fermentação.
Posteriormente, o Grits úmido é processado em um moinho de discos e peneirado para separar
a endosperma (tecido vegetal que se encontra nas sementes). Depois é moído em partículas
menores, de aprox. 1 mm, que resultam na “farinha de milho”. O processo visa obter uma
massa homogênea, fina e úmida. O restante da pericarpo (casca) remanescente desta última
etapa de produção é separado.
A massa obtida da moagem do Grits é levada para ser torrada num forno rotativo, onde é
espalhada por uma peneira trepidante sobre a chapa do forno aquecida a 300°C. Sob a chapa,
a massa de milho é prensada com rolos, para formar os conhecidos “flocos de milho”. O
produto final é então encaminhado para ser embalado.
A Figura 2 ajuda a entender melhor o processo de fabricação:
Figura 1 – Produção de Flocos de Milho

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
9
Fonte: Autoria própria
4.2. Estabelecimento dos pontos de controle da qualidade e das características
Ao longo do processo se podem citar vários pontos de controle da qualidade:
Recebimento do Grão;
Armazenamento do Grão;
Centrífuga – Canjiqueira;
Moinho;
Tanques;
Fornos;
Máquina Empacotadora.
4.3. Avaliação da qualidade feita por variáveis
Peso: É uma das principais características da qualidade utilizadas na indústria. Logo,
no setor onde a farinha é embalada, encontram-se dez máquinas responsáveis por este
procedimento e, próximo a cada uma delas há um operador com a tarefa de verificar se
as mesmas estão operando de forma correta, ou seja, se estão enchendo os pacotes com
a devida quantidade do produto. Para realizar tal verificação, a cada hora o operador
faz a pesagem de cinco sacos da Farinha de Milho, calcula a média e variância desses
valores, e os plota no gráfico, que possui os limites de controle preestabelecidos e já
plotados. Este mesmo procedimento é realizado por cada um dos operadores em cada
uma das dez máquinas. Para desenvolvimento dos gráficos de controle, foram
utilizadas amostras de tamanho 20, referentes a quantidade de pesos coletados em um
turno (4 horas);
Espessura: Com o uso de um micrômetro, instrumento de medição que visa aferir as
dimensões de um objeto, é feita a medição da espessura de dez flocos de um saco de
Farinha por dia. A indústria em estudo possui laboratório para análise dos produtos
depois de embalados. A cada turno um pacote da Farinha de Milho - Flocos são
escolhidos aleatoriamente e levado por um analista para, assim, ser analisados.
Através do uso de equipamentos específicos são realizados alguns testes.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
10
4.3.1. Gráficos de controle e S para variável peso das máquinas 1, 3 e 10
Tabela 5 - Pesos: máquinas 1, 3 e 10
AMOSTRAS
Dias 1 2 3 4 5 6 7 8 9 10 Média
1/M 501,5 502,5 502,5 502 500 503,5 500 501,5 503 503 ...
1/T 501 502 500 502 501 499,5 501,5 501,5 501,5 502,5 502,44
2/M 500,5 501 500,5 504,5 502,5 500 499,5 502 500 502,5 ...
2/T 503 501 505,5 506 502 501,5 505,5 502 503 504 501,54
3/M 500 497 498 499 498 500 501 501 502 500 ...
3/T 497 500 503 499 503 501 499 500 501 500,5 501,05
Fonte: Autoria própria
1º dia: máquina 1;
Figura 3 – Gráficos e S para a variável peso, da máquina 1
Fonte: Autoria própria
2º dia: máquina 3;
Figura 4 – Gráficos e S para a variável peso, da máquina 3
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
11
Fonte: Autoria própria
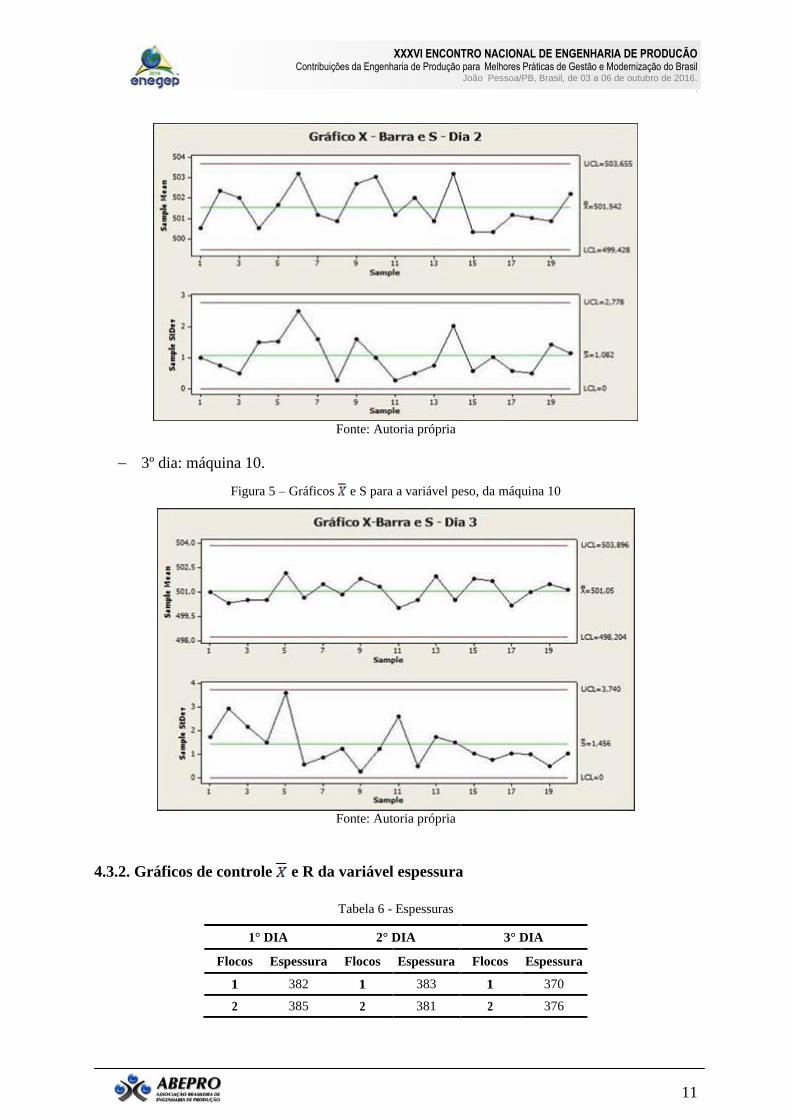
3º dia: máquina 10.
Figura 5 – Gráficos e S para a variável peso, da máquina 10
Fonte: Autoria própria
4.3.2. Gráficos de controle e R da variável espessura
Tabela 6 - Espessuras
1° DIA 2° DIA 3° DIA
Flocos Espessura Flocos Espessura Flocos Espessura
1 382 1 383 1 370
2 385 2 381 2 376

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
12
3 372 3 373 3 368
4 375 4 377 4 372
5 362 5 370 5 365
6 366 6 383 6 378
7 371 7 380 7 375
8 375 8 384 8 379
9 377 9 378 9 373
10 389 10 375 10 378
Fonte: Autoria própria
1º dia;
Figura 6 – Gráficos e R para a variável espessura, no 1° dia
Fonte: Autoria própria
2º dia;
Figura 7 – Gráficos e R para a variável espessura, no 2° dia
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
13
Fonte: Autoria própria
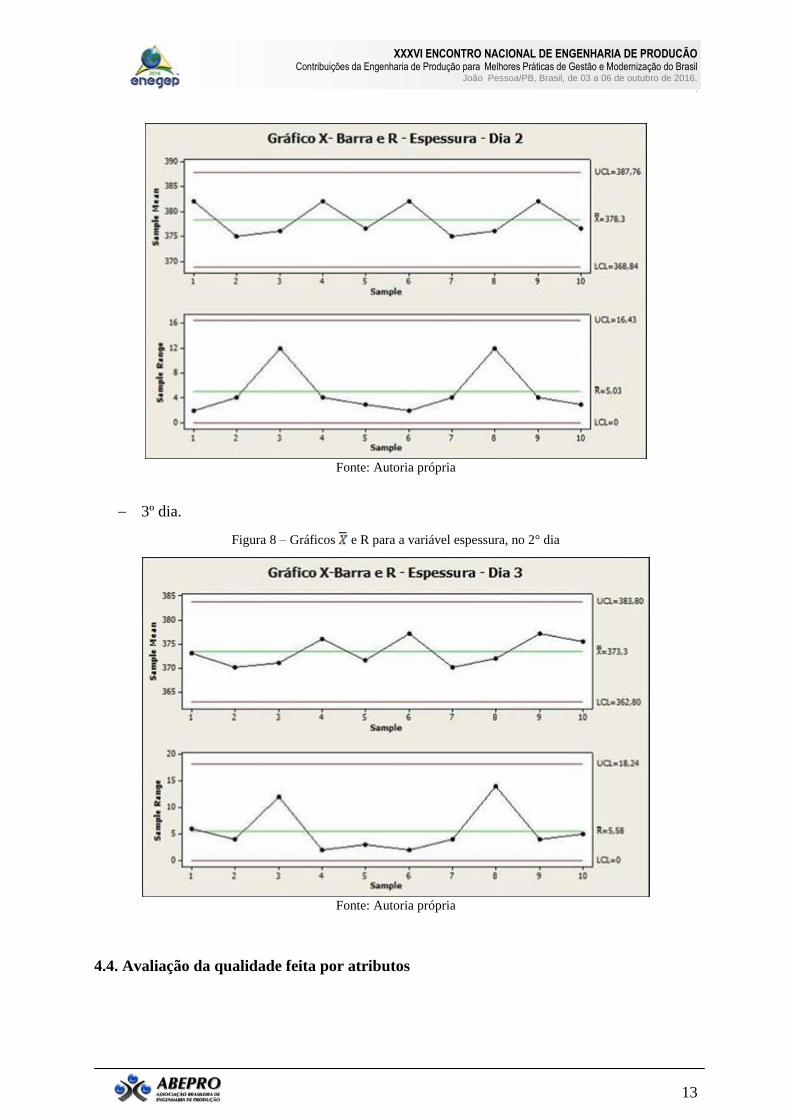
3º dia.
Figura 8 – Gráficos e R para a variável espessura, no 2° dia
Fonte: Autoria própria
4.4. Avaliação da qualidade feita por atributos

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
14
Número de Grits: É retirada uma amostra de 20g de cada pacote (foram utilizados dez
pacotes) e feita uma contagem do número de Grits (grãos que não conseguiram
flocular). Os dados coletados são plotados no gráfico;
Número de Impurezas - É retirada uma amostra de 20g de cada pacote (foram
utilizados dez pacotes) e feita a contagem do número de pontos pretos, que são
impurezas provenientes do processo produtivo.
Nos gráficos plotados é registrado o número total de não conformidades ou defeitos em uma
amostra.
4.4.1. Gráficos de controle C para o atributo número de grits
Tabela 7 - Número de grits
1° DIA 2° DIA 3° DIA
Amostra(20g) Quantidade de
Grits Amostra(20g)
Quantidade de
Grits Amostra(20g)
Quantidade de
Grits
1 5 1 5 1 5
2 4 2 4 2 4
3 4 3 4 3 5
4 3 4 4 4 5
5 2 5 4 5 5
6 5 6 4 6 3
7 6 7 3 7 6
8 4 8 7 8 4
9 4 9 5 9 4
10 3 10 2 10 5
Fonte: Autoria própria
1º dia;
Figura 9 – Gráfico C para o atributo número de grits, no 1° dia

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
15
Fonte: Autoria própria
2º dia;
Figura 10 – Gráfico C para o atributo número de grits, no 2° dia
Fonte: Autoria própria
3º dia.
Figura 11 – Gráfico C para o atributo número de grits, no 3° dia

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
16
Fonte: Autoria própria
4.4.2. Gráficos de controle C para o atributo número de pontos pretos
Tabela 8 – Número de pontos pretos
1° DIA 2° DIA 3° DIA
Amostra(20g) Pontos Pretos Amostra(20g) Pontos Pretos Amostra(20g) Pontos Pretos
1 2 1 0 1 6
2 1 2 1 2 5
3 0 3 1 3 2
4 0 4 1 4 1
5 1 5 3 5 5
6 3 6 2 6 4
7 1 7 2 7 3
8 1 8 0 8 2
9 2 9 0 9 2
10 3 10 2 10 1
Fonte: Autoria própria
1º dia;
Figura 12 – Gráfico C para o atributo número de pontos pretos, no 1° dia

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
17
Fonte: Autoria própria
2º dia;
Figura 13 – Gráfico C para o atributo número de pontos pretos, no 2° dia
Fonte: Autoria própria
3º dia.
Figura 14 – Gráfico C para o atributo número de pontos pretos, no 3° dia

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
18
Fonte: Autoria própria
5. Conclusões
O trabalho usou como recursos os gráficos de controle para variáveis e atributos e analisou
quatro características de qualidade: peso dos pacotes, espessura do floco, contagem do
número de grits e contagem do número de pontos pretos (impurezas).
Foram apresentados procedimentos necessários para assegurar a qualidade e atender as
especificações do produto, pois, apesar de possuir natureza bastante simples, a produção de
farinha de milho exige várias etapas para garantir que um produto de qualidade seja colocado
no mercado.
Como a produção é contínua e a única matéria prima é o milho, foi feita a coleta das amostras
em dias e turnos diferentes, bem como em máquinas diferentes. Todo este esforço teve o
propósito de permitir uma melhor análise da variabilidade do processo.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
19
Assim, a partir do estudo foi possível descrever todo o sistema produtivo utilizado pela
empresa e, desta forma, evidenciar as variações durante o processo. Logo, foi verificado que o
mesmo se apresenta sob controle.
As mudanças climáticas, das máquinas, de turnos visitados e operários foram fatores que
ocasionaram variabilidade no processo, ou seja, todos estes fatores têm o potencial de levá-lo
a sair de controle.
No processo produtivo de farinha de milho foi visto que, tanto o projeto quanto o processo são
bem elaborados, pois só é possível atingir a qualidade desejada quando um atende a
necessidade do outro, gerando benefícios tanto para a empresa quanto para o consumidor.
REFERÊNCIAS
BARTZ, C. F. Identificação de Melhorias no Processo de Controle da Qualidade de Empreendimentos
Habitacionais de Baixa Renda. Dissertação (Mestrado em Engenharia Civil) – Programa de Pós-Graduação em
Engenharia Civil, UFRGS, Porto Alegre. 2007.
GALUCH, L. Modelo para implementação das ferramentas básicas do controle estatístico do processo –
CEP em pequenas empresas manufatureiras – Dissertação de Mestrado. Programa de Pós-Graduação em
Engenharia de Produção. Florianópolis: UFSC, 2002.
JURAN, J. M.; GRYNA, F. M. Controle da Qualidade. São Paulo: Pioneira, 1993.
MONTGOMERY, D. C. Introdution to Statistical Quatily Control. 7th edition. Arizona: Wiley, 2012.
MORESI, E. Metodologia da Pesquisa. Brasília: UCB, 2003.