controle estatÍstico de processos - … site.pdf · controle estatÍstico de processos...
TRANSCRIPT
CONTROLE
ESTATÍSTICO DE
PROCESSOS
• INTRODUÇÃO
– FERRAMENTAS DA QUALIDADE
• CONTROLE ESTATÍSTICO DE
PROCESSOS (1/4)
– PROGRAMA DE CONSCIENTIZAÇÃO
– CONCEITOS E SIMBOLOGIA
INTRODUÇÃO
• FERRAMENTAS DA QUALIDADE
– São técnicas utilizadas com a finalidade de
• Definir
• Mensurar
• Analisar e
• Propor soluções
• O uso das ferramentas não é difícil, ao contrário,
mas é preciso escolher a ferramenta adequada
para estudas determinado problema.
• Muitas vezes é necessário alguma base de
cálculo: conhecimentos básicos de matemática
e estatística são geralmente requeridos.
• Algumas ferramentas da Qualidade
– Diagrama de Pareto
– Diagrama Causa e Efeito
– Diagrama de Tendência
– Folha de Cerificação
– Gráficos de Dispersão
– Fluxograma
– Controle estatístico de processo.
– Histograma
Para determinar e
melhorar o
desempenho dos
processos
2
PROGRAMA DE CONSCIENTIZAÇÃO
• HISTÓRICO
– O método estatístico para controle não é
recente. As cartas de controle surgiram na
década de 20 com Walter Shewart e forma
utilizadas pelas indústrias bélicas americanas
na II Guerra Mundial.
– No início da década de 50 a indústria
automobilística dos EUA resolveu adotar o
Controle Estatístico para a produção do
“carro moderno”. Na prática este controle
sobreviveu por poucos anos.
– Tentou-se repetir o mesmo feito na década
de 60, mas também sem êxito.
– Basicamente existem quatro pontos que
contribuíram para este insucesso.
Walter Andrew Shewhart foi Ph.D em física, engenheiro e estatístico. Foi
consultor de várias organizações entre elas o departamento de guerra
americano e as nações unidas. Lecionou em Harvard e Princeton. A
contribuição de Shewhart, tanto para a Estatística quanto para a
Indústria, foi o desenvolvimento do Controle Estatístico de Qualidade. O
princípio geral por trás da ideia é que quando um processo está em
estado de controle e seguindo uma distribuição particular com certos
parâmetros o propósito é determinar quando o processo se afasta deste
estado e as ações corretivas que devem ser tomadas. As contribuições
de Shewhart foram significativas e sua influência sobre estatísticos
como W. Deming resultaram na melhoria dos processos e na alta
qualidade na indústria que ocasionaram o grande desenvolvimento
japonês do século XX e influencia as empresas até hoje.
3
Programa de Conscientização
• A alta gerência não “comprou” a ideia
– Ficou na cômoda posição de observar e
criticar os resultados.
• A Responsabilidade do programa ficou
com o Departamento de Qualidade
– Não houve envolvimento da Produção
e/ou da Engenharia
• O programa se estruturou em
confeccionar Cartas de Controle, não
havendo preocupação em análise e
solução dos problemas.
– Mentalidade quem produzissem mais
cartas de controle estaria mais envolvido
no processo.
• Inexistiu o pensamento de “prevenir ao
invés de Detectar!
– O produto recusado custa o esmo que
um produto conforme as especificações,
porém deve ser retrabalhado (mais caro)
ou refugado (perda do recurso empregado)
4
Programa de Conscientização
• UM POUCO DE ESTATÍSTICA
– A E s t a t í s t i c a é um parte da matemática
que se ocupa em obter conclusões a partir de
uma série de dados observados.
– A utilização de métodos estatísticos não uma
fórmula para solução de todos os problemas ,
mas é uma maneira racional, lógica e
organizada de determinar onde existem
problemas, analisá-los e obter melhoria
contínua da qualidade e da produtividade ao
mesmo tempo.
– A abordagem estatística está baseada no
conceito de controle através da prevenção,
oposto ao controle através da correção.
• É importante lembrar que métodos
estatísticos por si só não coseguem
realizar todo o trabalho sem outros
elementos, como a efetiva participação
dos funcionários. Na prática as técnicas
estatísticas perdem sua validade se não
existir franca comunicação. A simples
fixação de slogans não irá fazer com que
a filosofia da empresa mude de detecção
de defeitos para prevenção de defeitos. A
atitude da alta direção e treinamento aos
funcionários é fator crítico de sucesso. 5
Programa de Conscientização
• O QUE É C.E.P.
– É possível definir o Controle Estatístico de
Processo (eventualmente conhecido por Controle
Estatístico da Qualidade) através da junção dos
significados de cada uma das palavras:
– significa manter algo dentro dos
limites (padrões) ou fazer algo se
comportar de forma adequada.
– significa obter conclusões com
base em dados e números.
– significa fazer com que os
resultados se mantenham conforme
previsto pelo padrões, com a ajuda
de dados & números.
– significa a combinação necessária
entre o Homem, os Materiais, as
Máquinas, os equipamentos e o Meio
ambiente para fabricar um produto.
Mais especificamente, um processo e
qualquer conjunto de condições ou
conjunto de causas que trabalham
simultaneamente para produzir um
determinado resultado.
__________
__________
__________
__________
__________
__________
__________
6

Programa de Conscientização
– Portanto, o Controle Estatístico de Processo é um
método preventivo de se comparar continuamente os
resultados alcançados por um processo com padrões,
identificando, a partir dos dados estatísticos, as
tendências para variações significativas, afim de
eliminar / controlar essas variações, com o objetivo
final de reduzi-las cada vez mais.
– ___________________________________________
___________________________________________
___________________________________________
___________________________________________
___________________________________________
___________________________________________
– Com o C.E.P. é possível aproveitar melhor as
máquinas, a mão de obra e demais recursos, o que
permite desenvolver competente ação gerencial para
aperfeiçoar a qualidade e a produtividade. 7
Programa de Conscientização
– A experiência dos últimos 60 anos demonstrou que
a efetiva aplicação (ou não) dos pontos a seguir
determina o sucesso (ou o fracasso) da
administração empresarial.
1. _________________________________
_________________________________
2. _________________________________
_________________________________
3. _________________________________
_________________________________
_________________________________
_________________________________
(treinamento em todos os sentidos).
4. _________________________________
_________________________________
_________________________________
_________________________________
_________________________________
(fazer o trabalho cada vez melhor).
5. _________________________________
_________________________________
_________________________________
_________________________________ 8

Programa de Conscientização
6. ________________________________
________________________________
________________________________.
7. ________________________________
________________________________
________________________________
(usar os indicadores estatísticos para
identificar as perdas)
8. ________________________________
________________________________
9. ________________________________
________________________________.
– O controle através da correção se baseia na
inspeção após o fato, para separar produtos
aceitáveis de produtos não aceitáveis. Isto causa
perdas, uma vez que o custo de produção de um
artigo sob especificações é o mesmo custo de um
artigo refugado.
– Com o C.E.P. é possível analisar cientificamente
dados e informações sobre o andamento dos
processos e utilizar o resultado da análise para
identificar causas raízes dos problemas.
9

Meu resumo
• RESUMO DO CONTEÚDO
________________________________________________
________________________________________________
________________________________________________
________________________________________________
________________________________________________
________________________________________________
________________________________________________
________________________________________________
________________________________________________
________________________________________________
________________________________________________
________________________________________________
________________________________________________
________________________________________________
________________________________________________
________________________________________________ • TÓPICOS IMPORTANTES
– _____________________________________________________
– _____________________________________________________
– _____________________________________________________
– _____________________________________________________
– _____________________________________________________
– _____________________________________________________
– _____________________________________________________
– _____________________________________________________
• UMA FRASE QUE TRANSMITA ESSÊNCIA DO QUE VIU
________________________________________________
________________________________________________
________________________________________________ RESUMOS SÃO SEMPRE IMPORTANTES, DESDE QUE SEJAM ELABORADOS COM
SUAS PRÓPRIAS PALAVRAS. E X P E R I M E N T E ! 10
Conceitos e Simbologia
– Montgomery (2004) define que qualidade é
inversamente proporcional a variabilidade,
e a melhoria da qualidade é a redução da
variabilidade nos processos e produtos.
– O conceito de variação é uma lei
fundamental da natureza, pela qual dois
elementos nunca são exatamente iguais.
Dois flocos de neve são muito parecidos,
duas rochas são semelhantes, mais ao
observarmos com algum rigor,
perceberemos diferenças. A face
esquerda de um rosto humano não é
exatamente igual a face direita.
– Por exemplo: cortando tubos metálicos,
para serem usados em motores de
combustão de automóveis, aparentam ser
idênticos se os medirmos com uma régua
simples, porém os tubos apresentam
dimensões diferentes se os verificarmos
com um calibrador de precisão. Esta
diferença pode ser tão pequena como
alguns milésimos de milímetro.
– À estas diferenças denominamos de
___________ 11
Conceitos e Simbologia
– Assim, os processos de fabricação também são
afetados por variações que influenciam o
resultado final. Nunca duas peças ou produtos
são exatamente iguais. Dimensões de peças
apresentam variações dentro de certo intervalos
aceitáveis; motores máquinas, veículos podem
apresentar pequenas variações de rendimento,
dentro de limites toleráveis, considerados normais
nos processos.
– Na verdade, as variações podem ser de dois tipos:
• Fazem parte da natureza do
processo, podem ser controladas e
seguem um padrão normal de
comportamento. Ex.: usinagem de
uma peça dentro de uma
determinado intervalo de
medida.
• São, de certa forma, imprevisíveis;
quando detectadas, devem ser
eliminadas rapidamente para não
prejudicarem o desempenho do
processo. Ex.: aquecimento da
máquina interferindo na
fabricação da peça.
(comuns)
(especiais)
12
Conceitos e Simbologia
– As variações são o maior inimigo da qualidade. O
ideal seria que todas as peças fossem iguais: elas
durariam mais, funcionariam melhor! Ainda que a
tecnologia tenha avançado bastante, buscando tal
similaridade, ainda assim, são similares, não
iguais. Como isto (ainda) não é possível, é
necessário trabalhar para tornar as variáveis cada
vez menores – menor variabilidade sempre! O
C.E.P. tem este objetivo.
– O C.E.P. é baseado na análise das variações (ou
variabilidade), que são diferentes nas magnitudes
(diâmetro, peso, densidade, por exemplo) presentes
universalmente nos produtos e serviços resultantes
de qualquer atividade.
– Se as variações forem conhecidas, controladas e
reduzidas, os índices de produtos defeituosos
certamente se reduzirão. O CEP auxilia na
identificação e priorização das causas de variação
da qualidade (separação entre as poucas variações
causais e as muitas triviais).
• GLOSSÁRIO
– Para facilitar a consulta consta em
anexo um glossário contendo
conceitos e a simbologia que será
usada neste capítulo (ver anexos)
13
Conceitos e Simbologia
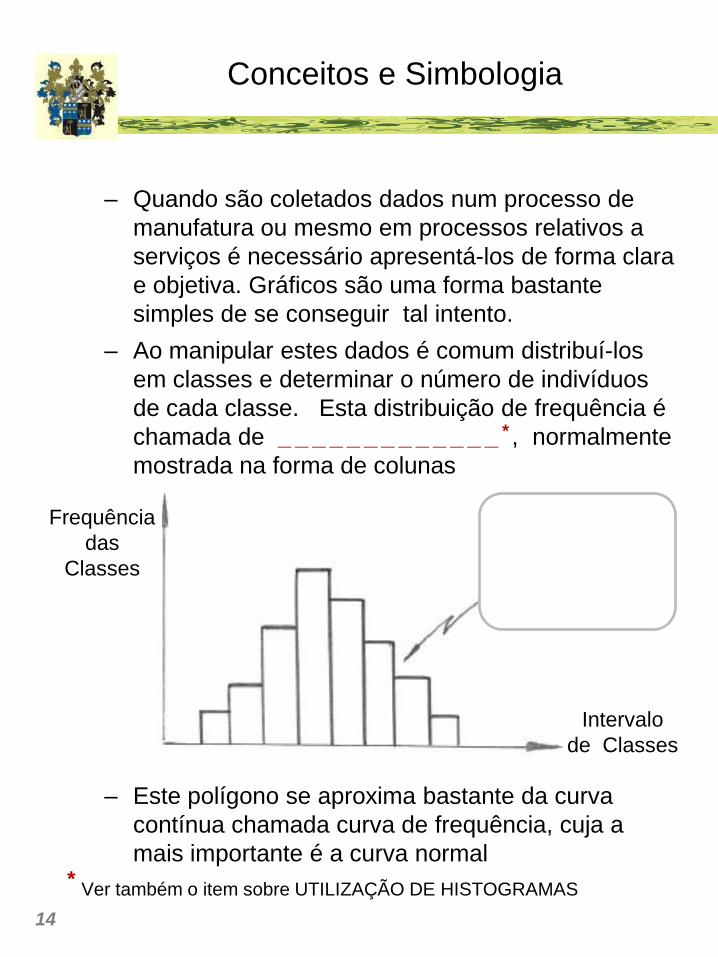
– Quando são coletados dados num processo de
manufatura ou mesmo em processos relativos a
serviços é necessário apresentá-los de forma clara
e objetiva. Gráficos são uma forma bastante
simples de se conseguir tal intento.
– Ao manipular estes dados é comum distribuí-los
em classes e determinar o número de indivíduos
de cada classe. Esta distribuição de frequência é
chamada de _ _ _ _ _ _ _ _ _ _ _ _ _ * , normalmente
mostrada na forma de colunas
– Este polígono se aproxima bastante da curva
contínua chamada curva de frequência, cuja a
mais importante é a curva normal *
Ver também o item sobre UTILIZAÇÃO DE HISTOGRAMAS
Intervalo
de Classes
Frequência
das
Classes
14
Conceitos e Simbologia
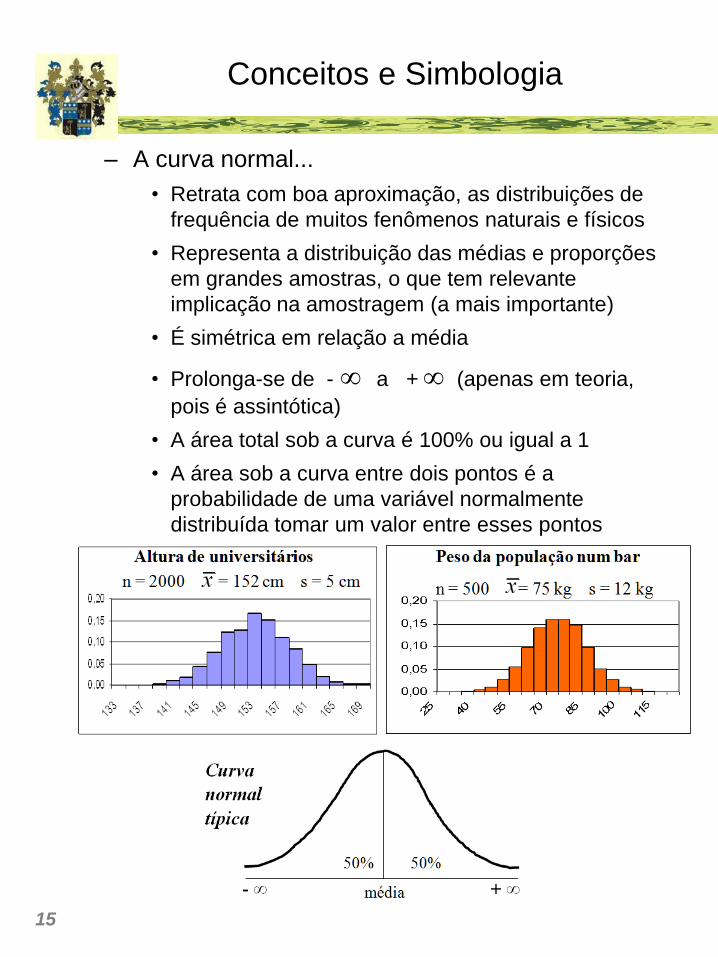
– A curva normal...
• Retrata com boa aproximação, as distribuições de
frequência de muitos fenômenos naturais e físicos
• Representa a distribuição das médias e proporções
em grandes amostras, o que tem relevante
implicação na amostragem (a mais importante)
• É simétrica em relação a média
• Prolonga-se de - a + (apenas em teoria,
pois é assintótica)
• A área total sob a curva é 100% ou igual a 1
• A área sob a curva entre dois pontos é a
probabilidade de uma variável normalmente
distribuída tomar um valor entre esses pontos
15

Conceitos e Simbologia
– HISTOGRAMA E AS VARIAÇÕES NO PROCESSO
• Como visto, dois produtos nunca são exatamente
iguais, porque qualquer processo contém muitas
fontes de variabilidade. As diferenças podem ser
grandes ou extremamente pequenas, mas estão
sempre presentes. O tempo requerido para processar
um faturamento, por exemplo, poderia variar de
acordo com as pessoas que realizam as diversas
etapas do serviço, a confiança no equipamento que
usam, a precisão e clareza da própria fatura, os
procedimentos seguidos e o volume de outros
serviços realizados no escritório.
16
As peças variam de uma para outra
Mas elas formam uma aglomeração que, se estável, pode ser descrita como uma
distribuição
As distribuições podem diferir quanto a:
LOCALIZAÇÃO DISPERSÃO FORMA
. . . ou quaisquer combinações entre essas.
Conceitos e Simbologia
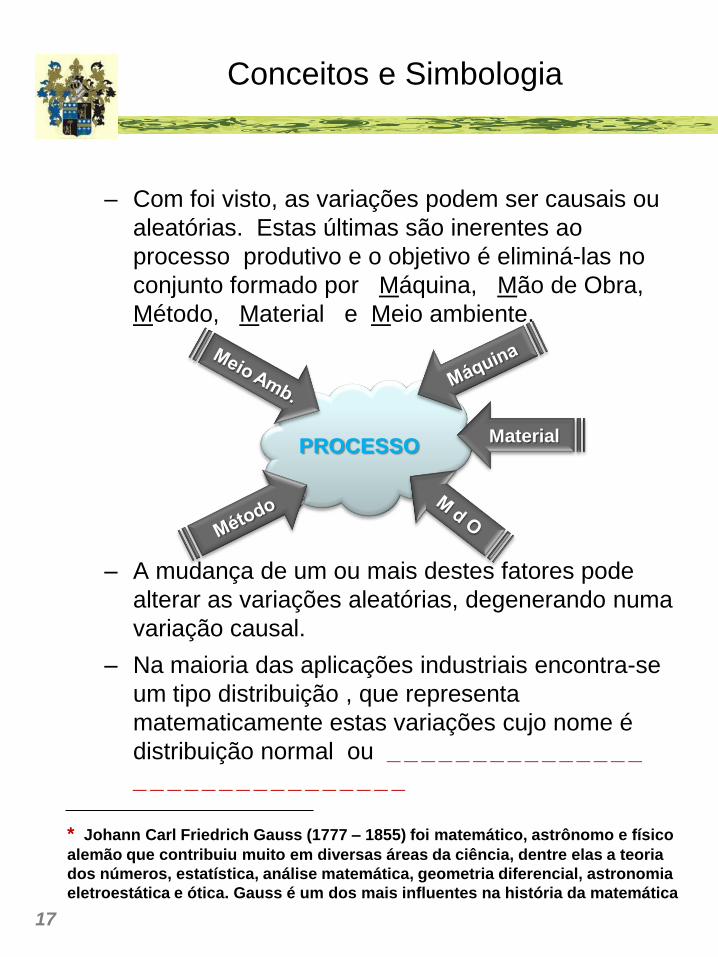
– Com foi visto, as variações podem ser causais ou
aleatórias. Estas últimas são inerentes ao
processo produtivo e o objetivo é eliminá-las no
conjunto formado por Máquina, Mão de Obra,
Método, Material e Meio ambiente.
– A mudança de um ou mais destes fatores pode
alterar as variações aleatórias, degenerando numa
variação causal.
– Na maioria das aplicações industriais encontra-se
um tipo distribuição , que representa
matematicamente estas variações cujo nome é
distribuição normal ou _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
* Johann Carl Friedrich Gauss (1777 – 1855) foi matemático, astrônomo e físico
alemão que contribuiu muito em diversas áreas da ciência, dentre elas a teoria
dos números, estatística, análise matemática, geometria diferencial, astronomia
eletroestática e ótica. Gauss é um dos mais influentes na história da matemática
PROCESSO Material
17

Conceitos e Simbologia
– A curva teórica de Gauss é simétrica em relação à
média e a representação matemática da função
densidade de probabilidade é dada por:
* Leonhard Paul Euler foi um grande matemático e físico suíço, e fez grandes
contribuições em mecânica, óptica e astronomia. Ele passou a maior parte
de sua vida na Alemanha, quando desenvolveu a constante que leva seu
nome.
O número e pode ser calculado
18
Conceitos e Simbologia
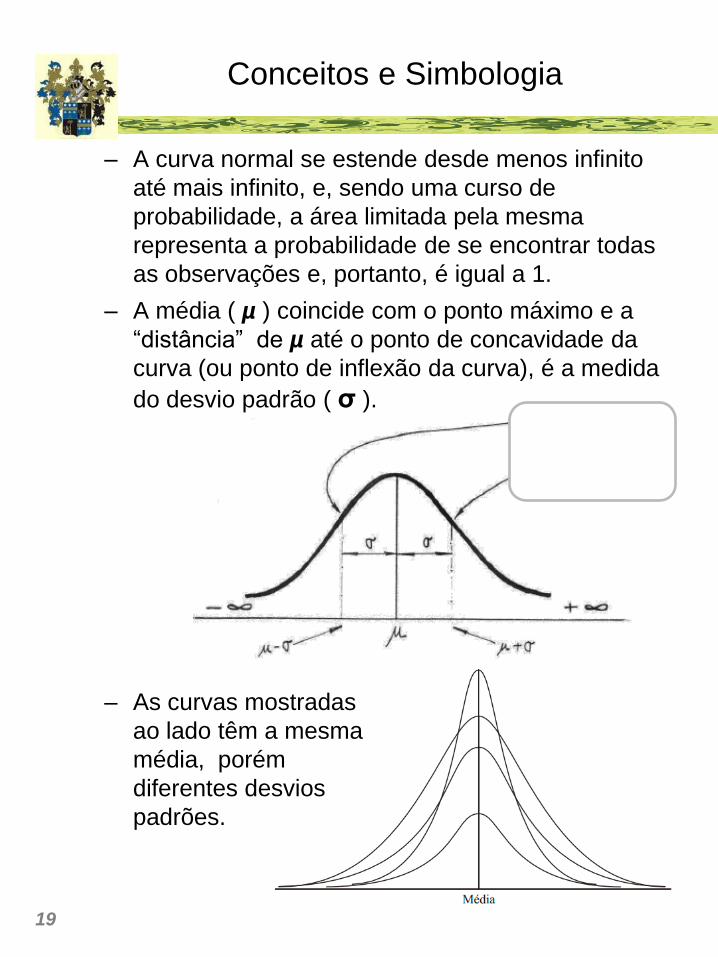
– A curva normal se estende desde menos infinito
até mais infinito, e, sendo uma curso de
probabilidade, a área limitada pela mesma
representa a probabilidade de se encontrar todas
as observações e, portanto, é igual a 1.
– A média ( µ ) coincide com o ponto máximo e a
“distância” de µ até o ponto de concavidade da
curva (ou ponto de inflexão da curva), é a medida
do desvio padrão ( σ ).
– As curvas mostradas
ao lado têm a mesma
média, porém
diferentes desvios
padrões.
19
Conceitos e Simbologia
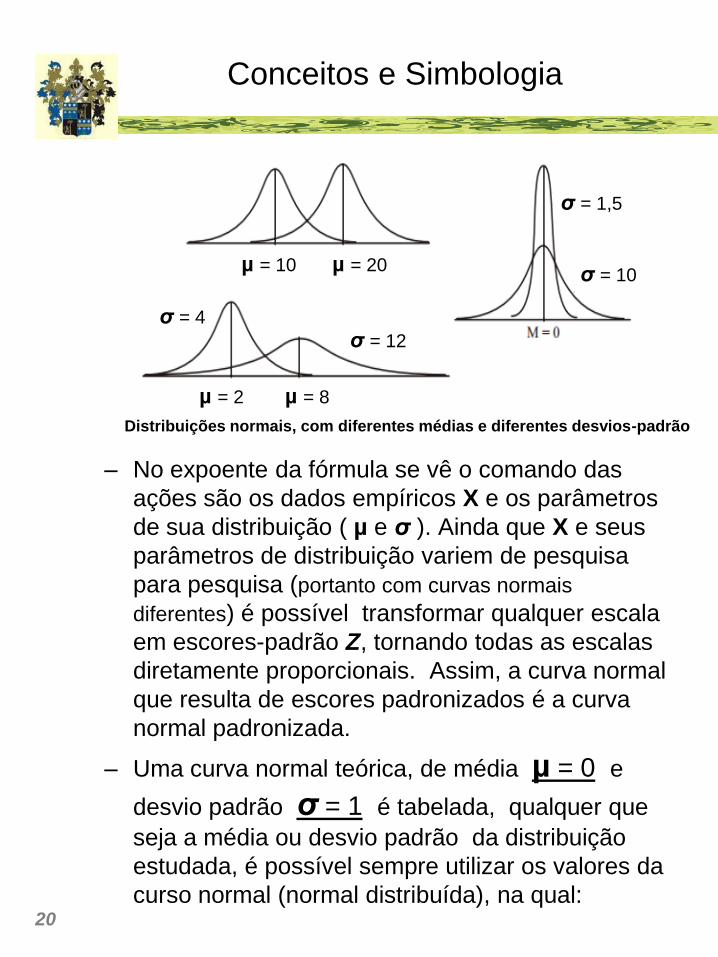
– No expoente da fórmula se vê o comando das
ações são os dados empíricos X e os parâmetros
de sua distribuição ( µ e σ ). Ainda que X e seus
parâmetros de distribuição variem de pesquisa
para pesquisa (portanto com curvas normais
diferentes) é possível transformar qualquer escala
em escores-padrão Z, tornando todas as escalas
diretamente proporcionais. Assim, a curva normal
que resulta de escores padronizados é a curva
normal padronizada.
– Uma curva normal teórica, de média µ = 0 e
desvio padrão σ = 1 é tabelada, qualquer que
seja a média ou desvio padrão da distribuição
estudada, é possível sempre utilizar os valores da
curso normal (normal distribuída), na qual: 20
Distribuições normais, com diferentes médias e diferentes desvios-padrão
σ = 1,5
σ = 10
σ = 4
σ = 12
µ = 2 µ = 8
µ = 10 µ = 20
Conceitos e Simbologia
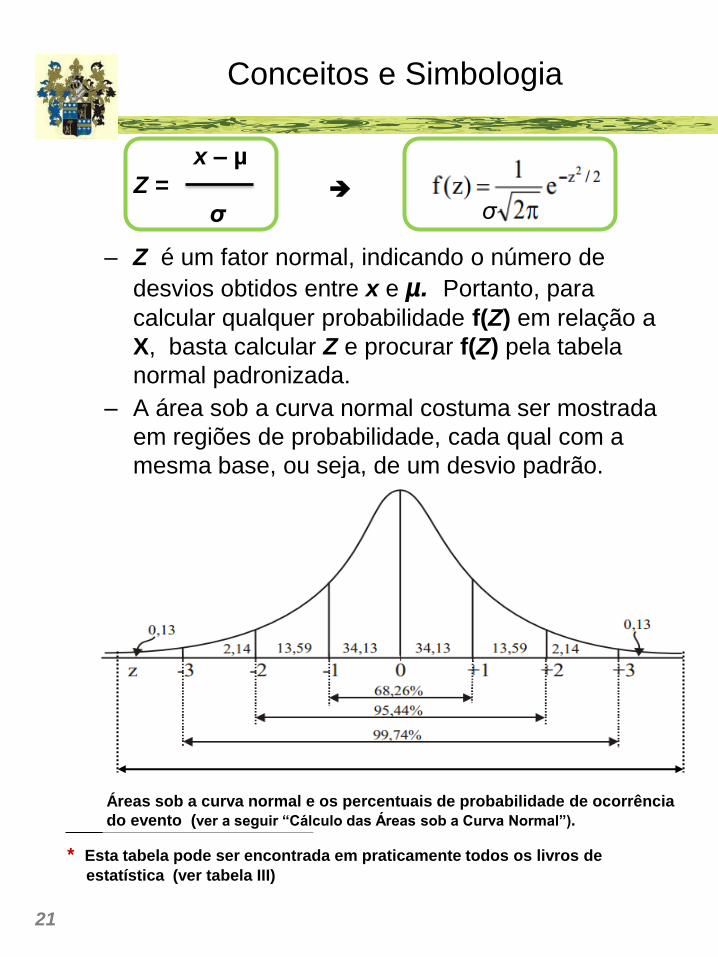
– Z é um fator normal, indicando o número de
desvios obtidos entre x e µ. Portanto, para
calcular qualquer probabilidade f(Z) em relação a
X, basta calcular Z e procurar f(Z) pela tabela
normal padronizada.
– A área sob a curva normal costuma ser mostrada
em regiões de probabilidade, cada qual com a
mesma base, ou seja, de um desvio padrão.
* Esta tabela pode ser encontrada em praticamente todos os livros de
estatística (ver tabela III)
21
x – µ
Z =
σ σ
Áreas sob a curva normal e os percentuais de probabilidade de ocorrência
do evento (ver a seguir “Cálculo das Áreas sob a Curva Normal”).
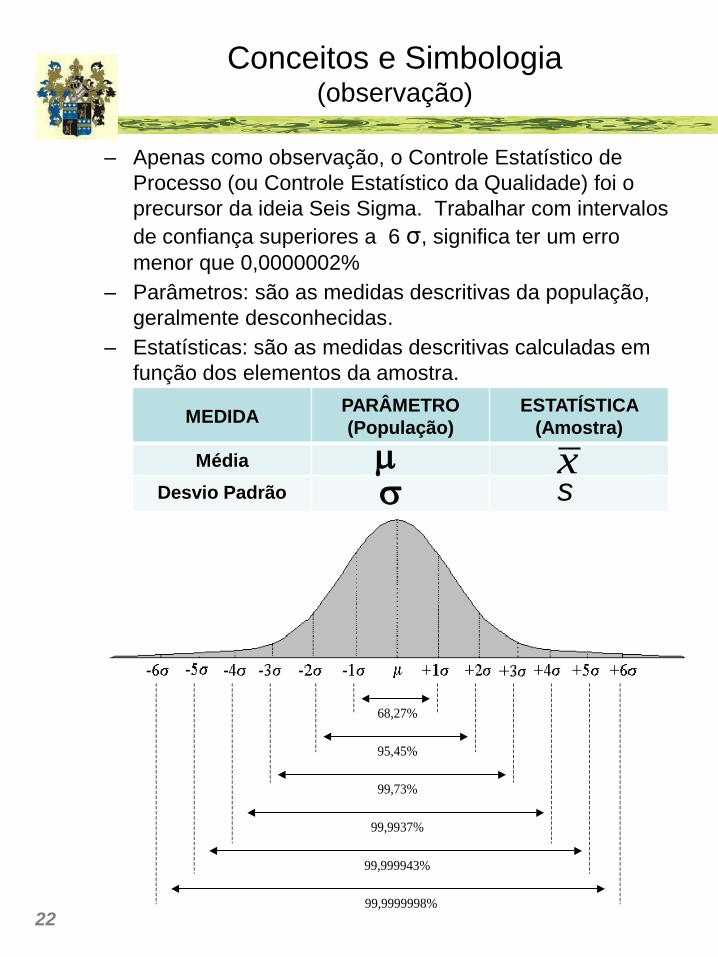
Conceitos e Simbologia (observação)
– Apenas como observação, o Controle Estatístico de
Processo (ou Controle Estatístico da Qualidade) foi o
precursor da ideia Seis Sigma. Trabalhar com intervalos
de confiança superiores a 6 σ, significa ter um erro
menor que 0,0000002%
– Parâmetros: são as medidas descritivas da população,
geralmente desconhecidas.
– Estatísticas: são as medidas descritivas calculadas em
função dos elementos da amostra.
22
68,27%
95,45%
99,73%
99,9937%
99,999943%
99,9999998%
MEDIDA PARÂMETRO
(População)
ESTATÍSTICA
(Amostra)
Média
Desvio Padrão
s
x
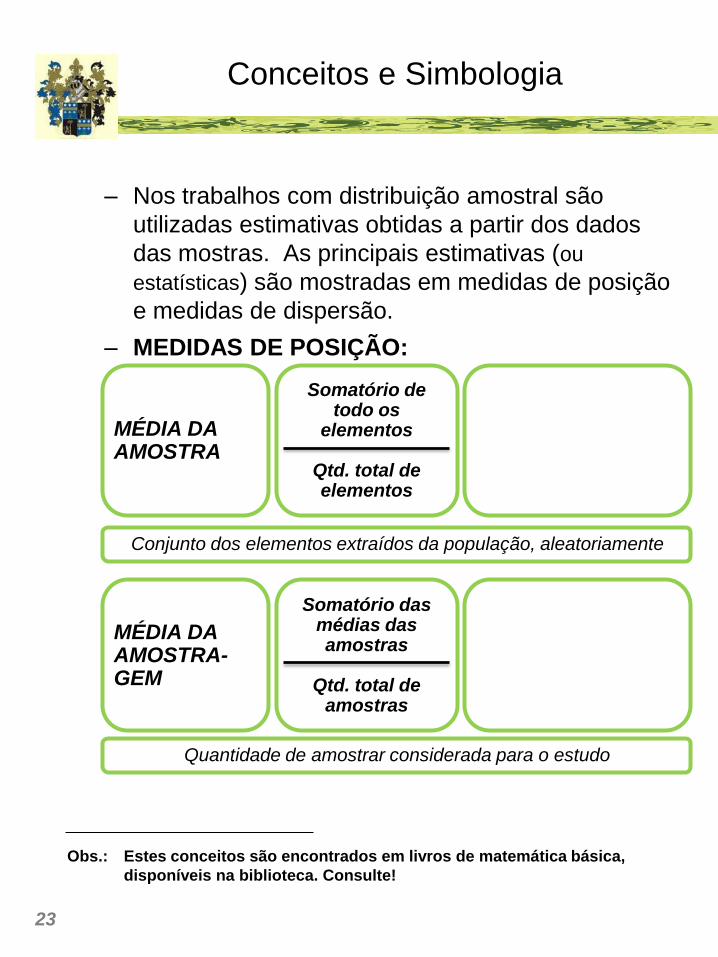
Conceitos e Simbologia
– Nos trabalhos com distribuição amostral são
utilizadas estimativas obtidas a partir dos dados
das mostras. As principais estimativas (ou
estatísticas) são mostradas em medidas de posição
e medidas de dispersão.
– MEDIDAS DE POSIÇÃO:
Obs.: Estes conceitos são encontrados em livros de matemática básica,
disponíveis na biblioteca. Consulte!
MÉDIA DA AMOSTRA
Somatório de todo os
elementos
Qtd. total de elementos
MÉDIA DA AMOSTRA-GEM
Somatório das médias das amostras
Qtd. total de
amostras
Conjunto dos elementos extraídos da população, aleatoriamente
Quantidade de amostrar considerada para o estudo
23
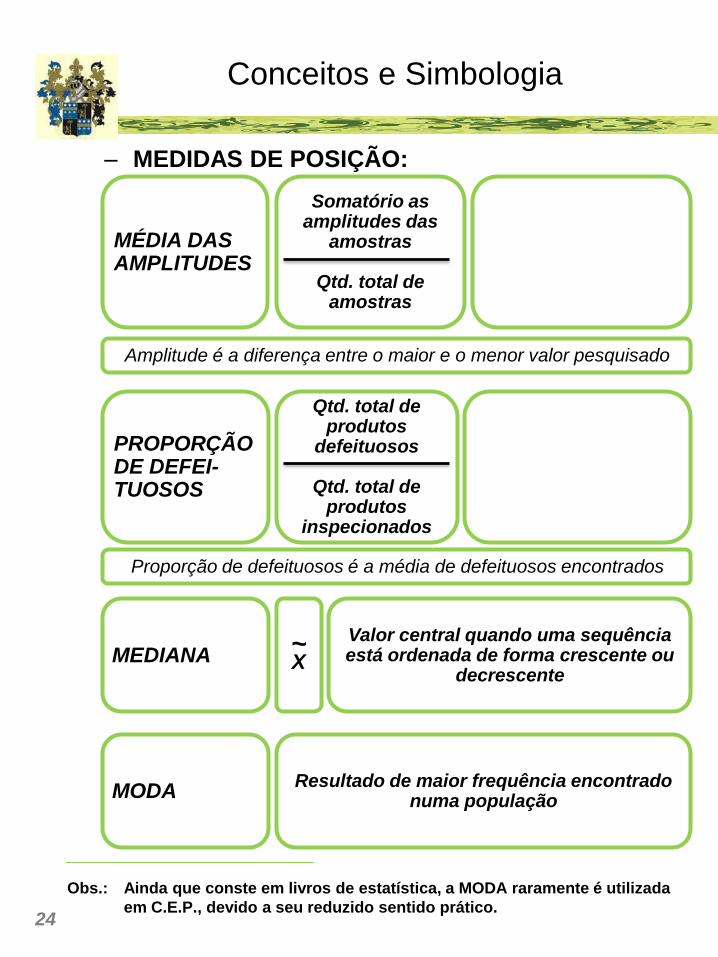
Conceitos e Simbologia
– MEDIDAS DE POSIÇÃO:
Obs.: Ainda que conste em livros de estatística, a MODA raramente é utilizada
em C.E.P., devido a seu reduzido sentido prático.
PROPORÇÃO DE DEFEI-TUOSOS
Qtd. total de produtos
defeituosos
Qtd. total de produtos
inspecionados
Amplitude é a diferença entre o maior e o menor valor pesquisado
Proporção de defeituosos é a média de defeituosos encontrados
MÉDIA DAS AMPLITUDES
Somatório as amplitudes das
amostras
Qtd. total de amostras
MEDIANA Valor central quando uma sequência está ordenada de forma crescente ou
decrescente
~ X
MODA Resultado de maior frequência encontrado
numa população
24
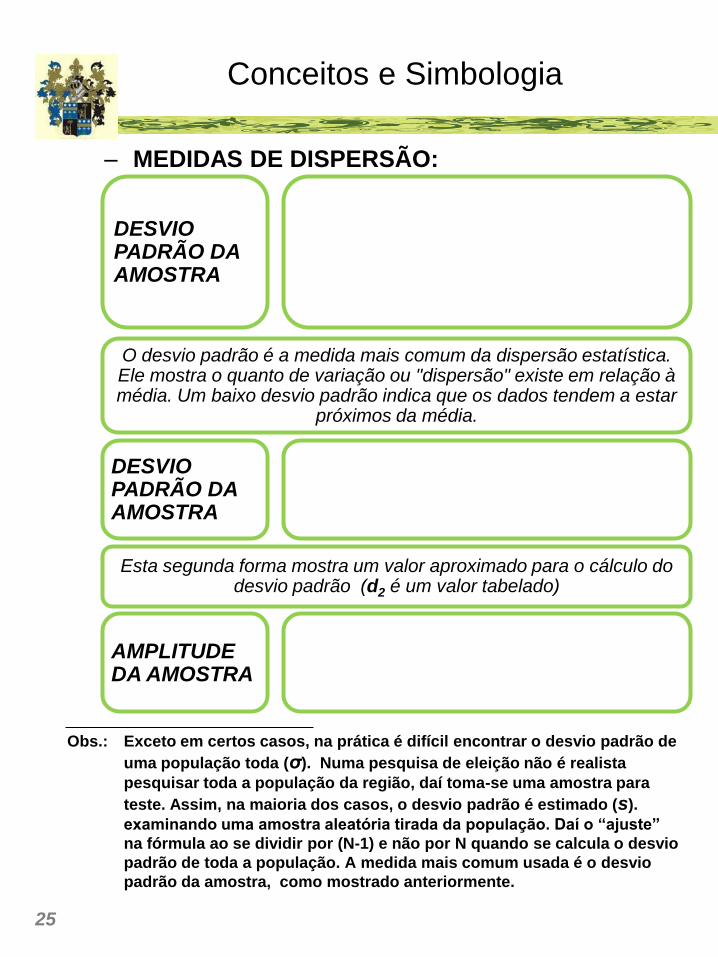
Conceitos e Simbologia
– MEDIDAS DE DISPERSÃO:
Obs.: Exceto em certos casos, na prática é difícil encontrar o desvio padrão de
uma população toda (σ). Numa pesquisa de eleição não é realista
pesquisar toda a população da região, daí toma-se uma amostra para
teste. Assim, na maioria dos casos, o desvio padrão é estimado (s).
examinando uma amostra aleatória tirada da população. Daí o “ajuste”
na fórmula ao se dividir por (N-1) e não por N quando se calcula o desvio
padrão de toda a população. A medida mais comum usada é o desvio
padrão da amostra, como mostrado anteriormente.
DESVIO PADRÃO DA AMOSTRA
O desvio padrão é a medida mais comum da dispersão estatística. Ele mostra o quanto de variação ou "dispersão" existe em relação à média. Um baixo desvio padrão indica que os dados tendem a estar
próximos da média.
DESVIO PADRÃO DA AMOSTRA
Esta segunda forma mostra um valor aproximado para o cálculo do desvio padrão (d2 é um valor tabelado)
AMPLITUDE DA AMOSTRA
25
Conceitos e Simbologia
– Por exemplo: tomando-se a amostra de 9
elementos de uma bateria de automóvel, cujos
pesos são mostrado a seguir, calcular:
• A média da amostragem
• A amplitude das amostras
• A mediana
• O desvio padrão através do método exato
• O desvio padrão aproximado da amostra
35 34 35 37 36 35 34 33 37
– Para a média
X =
X =
– Para o cálculo das amplitudes
R =
No caso da mediana da amostra basta classificar os
elementos numa sequência e tomar o valor central.
~ X =
Obs.: Se a sequência for número par de elementos, é tomada a média dos dois
elementos centrais. Exemplo: 33 33 34 34 35 35 36 37 ficaria
x = (34 + 35) / 2 x = 34,5
26
~ ~
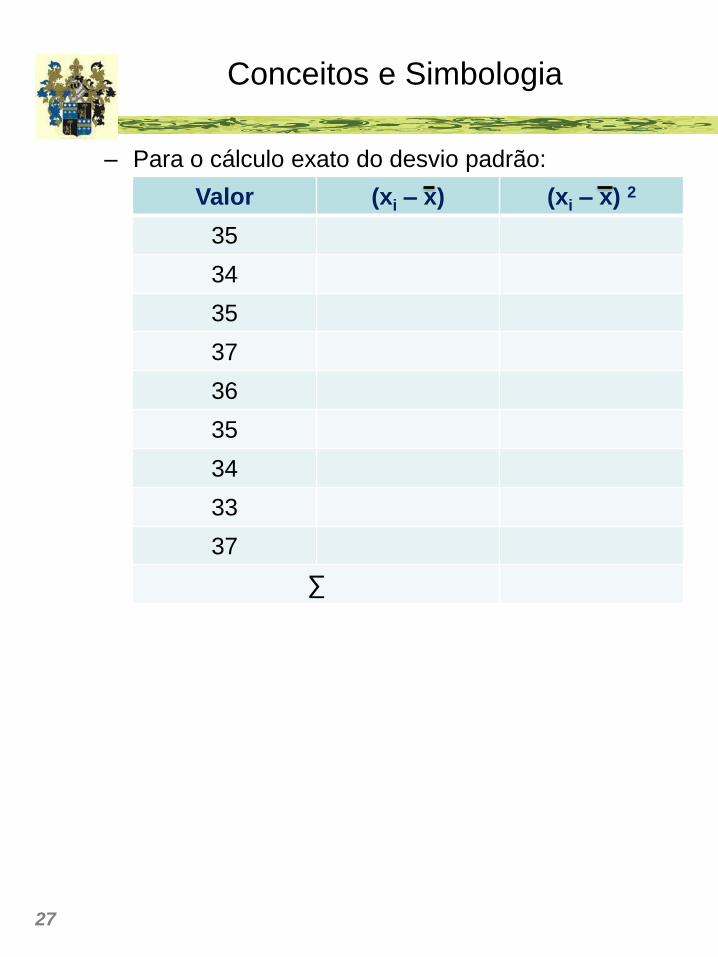
Conceitos e Simbologia
– Para o cálculo exato do desvio padrão:
Valor (xi – x) (xi – x) 2
35
34
35
37
36
35
34
33
37
∑
27
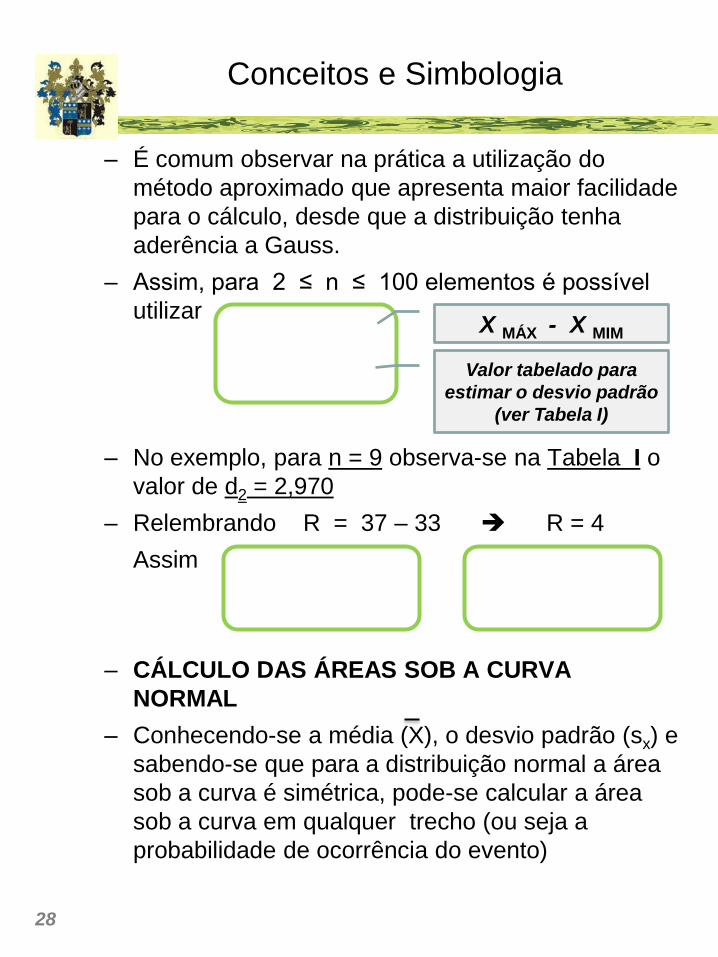
Conceitos e Simbologia
– É comum observar na prática a utilização do
método aproximado que apresenta maior facilidade
para o cálculo, desde que a distribuição tenha
aderência a Gauss.
– Assim, para 2 ≤ n ≤ 100 elementos é possível
utilizar
– No exemplo, para n = 9 observa-se na Tabela I o
valor de d2 = 2,970
– Relembrando R = 37 – 33 R = 4
Assim
– CÁLCULO DAS ÁREAS SOB A CURVA
NORMAL
– Conhecendo-se a média (X), o desvio padrão (sx) e
sabendo-se que para a distribuição normal a área
sob a curva é simétrica, pode-se calcular a área
sob a curva em qualquer trecho (ou seja a
probabilidade de ocorrência do evento)
X MÁX - X MIM
Valor tabelado para
estimar o desvio padrão
(ver Tabela I)
28
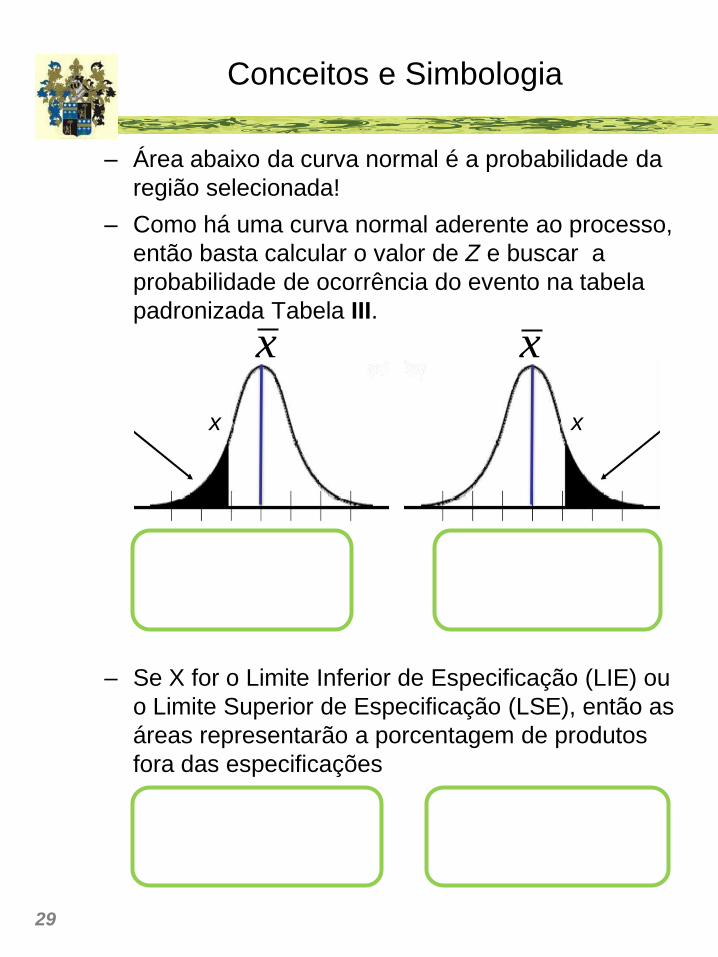
Conceitos e Simbologia
– Área abaixo da curva normal é a probabilidade da
região selecionada!
– Como há uma curva normal aderente ao processo,
então basta calcular o valor de Z e buscar a
probabilidade de ocorrência do evento na tabela
padronizada Tabela III.
– Se X for o Limite Inferior de Especificação (LIE) ou
o Limite Superior de Especificação (LSE), então as
áreas representarão a porcentagem de produtos
fora das especificações
xx
x x
29

Exercícios
1. Determinar a média e o desvio padrão pelo
método exato e pelo método aproximado da
seguinte amostra (uma amostra com 20 elementos)
30
Exercícios
Cálculo aproximado do desvio padrão
31

Exercícios
2. Sendo = 35 e Sx =
a) Calcular a probabilidade de x > 39,5
x
32
Exercícios
33