controle estatÍstico de qualidade aplicado em uma
TRANSCRIPT
KARINA GONÇALVES DE LIMA
CONTROLE ESTATÍSTICO DE QUALIDADE APLICADO EM UMA
INDUSTRIA DE BEBIDAS
Lorena
2019
2
KARINA GONÇALVES DE LIMA
CONTROLE ESTATÍSTICO DE QUALIDADE APLICADO EM UMA
INDÚSTRIA DE BEBIDAS
Monografia apresentada à Escola de Engenharia de Lorena - Universidade de São Paulo como requisito legal para a conclusão de graduação no curso de Engenharia Química
Orientador: Prof. Dra Mariana Pereira de Melo
Lorena
2019
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
de Lima, Karina Gonçalves Controle Estatístico de Qualidade Aplicado em umaIndustria de Bebidas / Karina Gonçalves de Lima;orientadora Mariana Pereira de Melo. - Lorena, 2019. 90 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaQuímica - Escola de Engenharia de Lorena daUniversidade de São Paulo. 2019
1. Controle estatístico de qualidade. 2. Controleestatístico de processo (cep). 3. Qualidade. 4.Gráficos de controle. 5. Controle de processo. I.Título. II. de Melo, Mariana Pereira, orient.
3
AGRADECIMENTO
Aos meus pais, pela vida que me proporcionaram. Especialmente a minha mãe,
Aparecida, pelo amor e por me acompanhar nos meus anos de estudo na
faculdade.
Agradeço à minha avó, Fredesvinda, e às minhas tias, Adriana e Glória, por terem
me mostrado que a distância não importa quando se ama uma pessoa e desejarem
diariamente o melhor para mim.
Aos amigos que ganhei ao longo dos anos. Todos vocês me ensinaram lições muito
importantes que levarei no coração, obrigada por terem feito parte da minha
trajetória.
Agradeço em especial aos meus colegas de trabalho: Ana Elisa e Adriano, que
como líderes me inspiraram e me deram a oportunidade de pertencer a um time
incrível; Camila e Armando por acreditar no meu potencial; Frederico, Elisângela e
Antônio, por me ajudarem a desenvolver como pessoa e como profissional.
À Professora Mariana Pereira de Melo, pelo apoio e ensinamentos durante o
desenvolvimento do trabalho.
À Escola de Engenharia de Lorena – USP, todos docente e funcionários por terem
me concedido a honra de formar como Engenheira Química.

4
EPÍGRAFE
“Me levanto
Sobre o sacrifício
De um milhão de mulheres que vieram antes
E penso
O que é que eu faço
Para tornar essa montanha mais alta
Para as mulheres que vierem depois de mim
Possam ver além
-legado”
Rupi Kaur
5
RESUMO
DE LIMA, K. G. Controle Estatístico de Qualidade aplicado em uma indústria
de bebidas. 2018. 46 f. Monografia (Trabalho de Conclusão de Curso em
Engenharia Química) – Escola de Engenharia de Lorena - Universidade de São
Paulo, Lorena, 2018.
O setor de bebidas, no Brasil, tem visto suas vendas caírem de forma
considerável, tanto para produtos alcoólicos como não alcoólicos. Tendo em vista
este cenário e com o intuito de se manterem competitivas, grandes empresas têm
investido cada vez mais na melhoria da qualidade de seus processos. Para isso,
utilizam um conjunto de ferramentas estatísticas, denominado Controle Estatístico
de Processo (CEP). Este projeto será aplicado em uma empresa que, ao entender
as necessidades atuais, está implementando em sua rotina ferramentas do CEP.
Por meio da metodologia de estudo de caso, esta monografia visa analisar os
resultados provenientes do CEP e identificar parâmetros de qualidade,
relacionados a um indicador da empresa, que necessitam de acompanhamento e
melhoria.
Palavras-chave: controle estatístico de qualidade, controle estatístico de processo
(CEP), qualidade, gráficos de controle, controle de processo.
6
ABSTRACT
DE LIMA, K. G. Statistic Quality Control applied to a beverage industry. 2018.
46 f. Monography (Final paper for the course of Chemical Engeneering) – Escola
de Engenharia de Lorena - Universidade de São Paulo, Lorena, 2018.
The beverage sector, in Brazil, has seen their sales drop harshly, both for
alcoholic and non-alcoholic beverages. Bearing in mind this scenario and whishing
to stay competitive, large companies have invested more in actions to improve their
process quality. To achieve this goal, statistics tools named Statistical Process
Control (SPC) have been used. This final paper will be developed in a company that
understood the current necessities for improvement and is implementing SPC in
their management routine. By the case study methodology, this project aims to
perform an analysis in the SPC results and identify the quality parameters –
associated to a quality index – that need a follow and improvement.
Key words: statistics, statistic quality control, statistic process controls, quality,
control chart, process control.
7
LISTA DE FIGURAS
Figura 1: Representação de um processo ............................................................ 19
Figura 2: Distribuição normal ................................................................................ 24
Figura 3: Exemplo de Gráfico de Controle ............................................................ 26
Figura 4: Gráfico de Controle com linhas de controle e desvios ........................... 27
Figura 5: Relação entre Cp e Cpk ......................................................................... 35
Figura 6: Dendograma .......................................................................................... 37
Figura 7: Esquema de definição de metodologia de pesquisa .............................. 39
Figura 8: Esquema de etapas que foram seguidos durante a pesquisa ............... 41
Figura 9 : Plano simplificado de coleta de produtos no mercado. ......................... 44
Figura 10: Dendograma por similaridade das unidades produtoras ...................... 54
Figura 11: Diagrama de Pareto do programa Físico Químico - Grupo 2 ............... 58
Figura 12: Gráfico de controle A.2.1.1000 ............................................................ 64
Figura 13: Gráfico de controle A.2.2.350 .............................................................. 65
Figura 14:Gráfico de controle A.2.2.269 ............................................................... 65
Figura 15: Gráfico de controle B.2.1.1000 ............................................................ 65
Figura 16: Gráfico de controle B.2.2.350 .............................................................. 66
Figura 17:Gráfico de controle B.2.2.269 ............................................................... 66
Figura 18: Gráfico de controle A.3.1.2000 ............................................................ 68
Figura 19: Gráfico de controle A.3.2.237 .............................................................. 68
Figura 20: Gráfico de controle B.3.1.2000 ............................................................ 69
Figura 21: Gráfico de controle B.3.2.237 .............................................................. 69
Figura 22: Gráfico de controle A.4.1.1000 ............................................................ 71
Figura 23: Gráfico de controle A.4.1.237 .............................................................. 72
Figura 24: Gráfico de controle A.4.2.2000 ............................................................ 72
Figura 25: Gráfico de controle B.4.1.1000 ............................................................ 72
Figura 26: Gráfico de controle B.4.1.237 .............................................................. 73
Figura 27: Gráfico de controle B.4.2.2000 ............................................................ 73
Figura 28: Gráfico de controle A.5.1.2000 ............................................................ 75
Figura 29: Gráfico de controle A.5.2.350 .............................................................. 75
Figura 30: Gráfico de controle B.5.1.2000 ............................................................ 76
Figura 31: Gráfico de controle B.5.2.350 .............................................................. 76
Figura 32: Gráfico de controle A.6.1.1000 ............................................................ 78
8
Figura 33:Gráfico de controle A.6.1.2000 ............................................................. 78
Figura 34: Gráfico de controle B.6.1.1000 ............................................................ 79
Figura 35:Gráfico de controle B.6.1.2000 ............................................................. 79
Figura 36:Gráfico de controle A.7.1.2000 ............................................................. 82
Figura 37: Gráfico de controle A.7.1.3300 ............................................................ 82
Figura 38:Gráfico de controle A.7.2.350 ............................................................... 83
Figura 39: Gráfico de controle B.7.1.2000 ............................................................ 83
Figura 40: Gráfico de controle B.7.1.3300 ............................................................ 83
Figura 41: Gráfico de controle B.7.2.350 .............................................................. 84
Figura 42: Diagrama de Pareto programa Aparência de Embalagem - Grupo 3 .. 85

9
LISTA DE QUADROS
Quadro 1: Programas de Segurança Alimentar .................................................... 47
Quadro 2: Código de Cores para Segurança Alimentar. ....................................... 48
Quadro 3: Programas de Qualidade de Planta. .................................................... 49
Quadro 4: Código de Cores para Qualidade de Planta. ........................................ 49
Quadro 5: Programas de Qualidade de Mercado. ................................................. 50
Quadro 6: Código de Cores para Qualidade de Mercado ..................................... 50
Quadro 7: Classificação das unidades produtoras pela Camada 1 na frequência
anual – janeiro a abril de 2018. ............................................................................. 52
Quadro 8: Classificação das unidades produtoras na Camada 2 na frequência anual
-abril de 2018. ....................................................................................................... 53
Quadro 9: Identificação de Grupos e Unidades Produtoras .................................. 55
Quadro 10: Relação entre parâmetros do IQ e parâmetros de processo .............. 60
Quadro 11: Relação entre linhas de produção e volumes finais de produto para as
unidades produtoras do Grupo 2. .......................................................................... 61
10
LISTA DE TABELAS
Tabela 1: Tabela de valores mínimos para Cp...................................................... 34
Tabela 2: Exemplificação do cascateamento de notas do Indicador de Qualidade
.............................................................................................................................. 46
Tabela 3: Valores de Cp e Cpk para parâmetro A - Unidade 2 ............................. 62
Tabela 4: Valores de Cp e Cpk para parâmetro B - Unidade 2 ............................. 64
Tabela 5: Valores de Cp e Cpk para parâmetro A – Unidade 3. ........................... 67
Tabela 6: Valores de Cp e Cpk para parâmetro B – Unidade 3. ........................... 67
Tabela 7: Valores de Cp e Cpk para parâmetro A – Unidade 4. ........................... 70
Tabela 8: Valores de Cp e Cpk para parâmetro B – Unidade 4. ........................... 71
Tabela 9: Valores de Cp e Cpk para parâmetro A – Unidade 5. ........................... 73
Tabela 10: Valores de Cp e Cpk para parâmetro B – Unidade 5. ......................... 74
Tabela 11: Valores de Cp e Cpk para parâmetro A – Unidade 6. ......................... 77
Tabela 12: Valores de Cp e Cpk para parâmetro B – Unidade 6. ......................... 77
Tabela 13: Valores de Cp e Cpk para parâmetro A – Unidade 7. ......................... 80
Tabela 14: Valores de Cp e Cpk para parâmetro B – Unidade 7. ......................... 81
11
Sumário
1. INTRODUÇÃO .................................................................................................. 13
1.1. Contextualização .......................................................................................... 13
1.2. Justificativa .................................................................................................. 14
1.3. Objetivos Gerais ........................................................................................... 15
1.4. Objetivos Específicos .................................................................................. 15
2. REVISÃO BIBLIOGRÁFICA ............................................................................. 16
2.1. Conceitos ...................................................................................................... 16
2.1.1. Qualidade ................................................................................................... 16
2.1.2. Processo e Dados ..................................................................................... 19
2.1.3. Tipo de dados ............................................................................................ 20
2.1.4. Variabilidade .............................................................................................. 21
2.2. Controle Estatístico da Qualidade .............................................................. 22
2.3. Controle Estatístico de Processo ............................................................... 23
2.3.1. Distribuição Normal .................................................................................. 23
2.3.2. Gráficos de Controle ................................................................................. 25
2.3.3. Gráficos de controle para variáveis ........................................................ 29
2.3.4. Gráficos de controle para atributos......................................................... 31
2.4. Capacidade de Processo ............................................................................. 33
2.5. Análise de Agrupamento ............................................................................. 36
3. Metodologia ..................................................................................................... 39
3.1. Método de Pesquisa..................................................................................... 39
3.2. Unidade Caso ............................................................................................... 40
3.3. Esquema lógico da pesquisa ...................................................................... 40
3.4. Coleta, construção e avaliação de dados .................................................. 42
3.5. Indicador de Qualidade ................................................................................ 43
3.5.1. Segurança alimentar ................................................................................. 47
3.5.2. Qualidade da Planta .................................................................................. 48
3.5.3. Qualidade de Mercado .............................................................................. 49
4. RESULTADOS E DISCUSSÕES ...................................................................... 51
4.1. Coleta de Dados do Indicador e Análise Histórica .................................... 51
4.2. Análise de Agrupamento ............................................................................. 54
4.3. Caracterização dos Grupos ......................................................................... 55
12
4.4. Coleta de Dados do Processo ..................................................................... 57
4.5. Avaliação dos parâmetros de qualidade do Grupo 2 ................................ 58
4.5.1. Diagrama de Pareto .................................................................................. 58
4.5.2. Gráfico de Controle para Variável ........................................................... 59
4.5.3. Análise dos gráficos de controle x-S dos parâmetros de processo A e
B ........................................................................................................................... 61
4.6. Avaliação dos parâmetros de qualidade do Grupo 3 ................................ 84
4.6.1. Diagrama de Pareto .................................................................................. 84
4.6.2. Gráficos de Controle para Atributos ....................................................... 85
5. CONCLUSÃO ................................................................................................... 87
6. REFERÊNCIAS ................................................................................................ 89
13
1. Introdução
1.1. Contextualização
Com um mercado globalizado e em expansão, empresas se veem cada vez
mais preocupadas em manter sua posição no mercado, sendo impulsionadas a
mudar e aperfeiçoar seus processos em busca de estratégias para se manterem
competitivas (GREGORINI, 2006).
Para o mercado de bebidas essa realidade não é diferente. Apenas no Brasil,
segundo dados da PIA (Pesquisa Industrial Anual) de 2015, as vendas de
refrigerantes e bebidas não alcoólicas superou 35 bilhões de reais e as vendas de
malte, cerveja e chopes atingiram 26 bilhões de reais (“Sistema IBGE de
Recuperação Automática - SIDRA”, β01η), sendo estes os dois maiores segmentos
de bebidas.
Este mercado se caracteriza pela concentração de empresas internacionais
e uma forte presença de marcas líderes, o que não diminui a competitividade no
setor (CERVIERI JÚNIOR et al., 2014).
Segundo Gregorini (2016), Contador acredita que competitividade está
relacionada ao modelo de campos e armas de competição. Esses campos são
atributos que interessam ao cliente, tais como preço e qualidade do produto final
(GREGORINI, 2006).
De uma forma simples, um produto com qualidade seria aquele que atende
ao seu propósito, dentro de suas especificações, sem defeitos. Entretanto, um
processo produtivo é composto de diversos fatores, todos eles suscetíveis a
variações e este aglomerado de variações acabam interferindo nas características
de qualidade final do produto (KUME, 1993).
Neste cenário, entra o controle estatístico de processo (CEP). Em 1924,
Walter A. Shewhart, dos Bell Telephones Laboratories, desenvolveu o conceito
estatístico de gráfico de controle, uma ferramenta para o controle de processo,
dando-se início, formalmente, ao controle estatístico de qualidade. Com o auxílio
das cartas de controle é possível separar a variabilidade inerente ao processo da
variabilidade fora de um padrão estável e, assim, ajustar padrões e aprimorar o
processo (GRANT, 1952; MONTGOMERY, 2012a).

14
A melhoria continua da qualidade é, portanto, essencial para o sucesso
industrial. Como explica Juran (1999), uma organização que é superior em
qualidade que suas concorrentes, atinge um patamar de excelência de performance
e tal excelência é traduzida em resultados financeiros melhores, alto marketshare
e formação de uma cultura de qualidade (JURAN et al., 1999).
1.2. Justificativa
O setor de bebidas tem sofrido um sério impacto nos últimos anos, seja
devido a crise econômica ou as novas exigências do mercado. De 2010 a 2017, o
consumo de bebidas não alcoólicas no Brasil caiu 6,00% e, segundo pesquisas
mais recentes, uma das maiores empresas de bebidas do pais teve no primeiro
trimestre de 2018 uma queda de 8,00% no volume de vendas de alcoólicos,
somada a uma queda de 20,00% referentes a bebidas não alcoólicas (HICKMAN,
2017; CIBELLE BOUÇAS, 2018).
Diante deste cenário, torna-se evidente a necessidade de aprimorar o
desempenho de organizações em relação ao processo e à qualidade dos produtos,
afim de satisfazer consumidores cada vez mais exigentes. Como será apresentado
ao longo da monografia, a melhoria da qualidade está diretamente relacionada ao
uso de ferramentas de controle estatístico, entre elas o CEP.
A organização que aqui será analisada, apesar de atuar há considerável
tempo no mercado e possuir gerenciamento de qualidade como prioridade, ainda
possui algumas unidades sem uso de ferramentas de CEP de forma oficial. Ao
identificar a necessidade de utilizar tal recurso, a organização propõe a
implementação de um sistema on-line que permite a visualização de cartas de
controle do processo por meio da integração a um sistema já existente, em que os
dados coletados do processo são inseridos.
Ao implementar tal sistema, a empresa visa o melhor monitoramento de
parâmetros de qualidade no processo produtivo relacionados diretamente ao
indicador de qualidade da empresa. O desenvolvimento desta monografia,
acompanhando a implementação deste sistema, trará benefícios mútuos para a
empresa e a autora, uma vez que possibilitará a identificação de situações que
caracterizam um processo fora de controle, auxiliando na tomada de ação futura
15
por parte da empresa, colaborando com a criação da cultura de qualidade dentro
de suas unidades, já que estas ferramentas serão utilizadas no processo produtivo.
1.3. Objetivos Gerais
Esta monografia tem como objetivo geral acompanhar a implementação de
ferramentas estatísticas de controle de processo (CEP) no processo produtivo de
uma indústria de bebidas e analisar os resultados obtidos.
Com esta análise, pretende-se avaliar a relação entre os resultados obtidos
pelas ferramentas de CEP e o indicador de qualidade utilizado pela empresa,
identificando os parâmetros do processo que necessitam de acompanhamento e
melhoria.
1.4. Objetivos Específicos
Os objetivos específicos pretendidos durante a monografia são:
• Acompanhar a implementação de ferramentas de CEP nas unidades da
empresa;
• Agrupar unidades produtoras, por meio de análise de agrupamento, e
caracterizar grupos obtidos;
• Obtenção, elaboração e avaliação de gráficos de controle, ferramenta do
CEP;
• Identificar parâmetros de qualidade, que possuem relação com o indicador,
que necessitam de acompanhamento e/ou melhoria a partir dos resultados
obtidos de suas cartas de controle.

16
2. Revisão Bibliográfica
2.1. Conceitos
2.1.1. Qualidade
Apesar de existir uma noção geral do que é qualidade, não existe uma única
definição para o termo. As mudanças no mercado e nas formas de produção
fizeram surgir, ao longo do tempo, diferentes definições de qualidade, adequando-
se a cada realidade.
Muitas pessoas contribuíram para o desenvolvimento dos conceitos de
qualidade, apresentando diferentes visões de como gerencia-la. Dentre elas,
destacam-se: W. E. Deming, J. M. Juran, A. V. Feigenbaum, G. Taguchi e D. Garvin
(GOMES, 2004; MONTGOMERY, 2012a)
Segundo Juran (1999), W. E. Deming, um dos precursores na metodologia
de qualidade, define qualidade como um produto em conformidade com as
especificações.
W. E. Deming acreditava que a responsabilidade pela qualidade cabia as
posições gerenciais de uma organização e sua filosofia constitui um importante
sistema para a implementação da melhoria da qualidade. Seus ideais podem ser
resumidos em 14 pontos para um gerenciamento efetivo da qualidade
(MONTGOMERY, 2012a):
• Criar uma constância de propósito focada na melhoria de produtos e
serviços;
• Adotar uma nova filosofia de rejeição de acabamento pobre, produtos
defeituosos ou mau serviço. O custo para produzir uma unidade defeituosa
é o mesmo que produzir uma unidade boa;
• Não confiar em inspeções de massa para controlar a qualidade. A qualidade
resulta da prevenção de itens defeituosos através de melhoria no processo
e não de inspeção;
• Não premiar os fornecedores com a realização de negócios com base no
preço, mas considerar também a qualidade;
17
• Concentrar no aprimoramento contínuo. Melhorar o sistema de produção
usando métodos estatísticos e envolver a força de trabalho;
• Pôr em prática métodos de treinamentos modernos e treinar a operação;
• Pôr em prática métodos modernos de supervisão, que vão além do vigiar os
funcionários, mas ajudá-los a melhorar o sistema no trabalho;
• Afastar o medo de perguntar, relatar problemas ou apontar condições que
são barreiras para a qualidade;
• Quebrar barreiras entre áreas funcionais do negócio;
• Eliminar slogans e objetivos numéricos;
• Eliminar quotas numéricas e padrões de trabalho;
• Remover barreiras que desencorajem os empregados a fazerem seus
trabalhos;
• Instituir programas permanentes que ofereçam educação e treinamento a
todos os empregados;
• Criar uma estrutura de gerência que defenda os 13 princípios anteriores.
O conceito de qualidade de W. E. Deming, no entanto, apresenta uma certa
restrição para a definição de qualidade pois seu enfoque está voltado para aspectos
técnicos do produto. Com a expansão da visão de produção e tendo o consumidor
como prioridade, há a necessidade de novas definições para a qualidade.
Segue, então, a definição de J. W. Juran para qualidade. Em 1957, J. W.
Juran publicou o Quality Control Handbook onde define qualidade como um produto
ou serviço adequado ao uso. Porém, com o surgimento de novas indústrias e
serviços, edições posteriores do livro definem qualidade como produto ou serviço
adequado ao seu propósito (JURAN et al., 1999).
Adotando tal princípio, a filosofia de J. W. Juran (1999) cria uma abordagem
sistemática para o gerenciamento de qualidade baseada em três etapas:
• Criar processos que geram bens e serviços que atendem as necessidades
do consumidor;
• Criar processos que controlam a qualidade;
• Aprimoração contínua da qualidade.
Outra visão de qualidade surge com A. V. Feigenbaum, o primeiro a
introduzir o conceito de Controle da Qualidade Total (CQT). Com a publicação de
18
seu livro Total Quality Control, Feigenbaum destaca a estrutura organizacional e a
abordagem de sistemas para a melhoria da qualidade, sem o enfoque em métodos
estatísticos. Porém, compartilha dos princípios de Deming e Juran em que a
gerência exerce um papel essencial para a implementação da melhoria da
qualidade. (GOMES, 2004; MONTGOMERY, 2012a)
G. Tagushi também influenciou a metodologia da qualidade, retomando o
enfoque em ferramentas estatísticas e a importância dos efeitos da variabilidade.
(GOMES, 2004)
Já em 1987, D. Garvin reavalia todas as considerações essenciais para
qualidade e amplia seu conceito. Ele define qualidade como uma junção de 8
componentes:
1) Desempenho – se o produto realizará a tarefa pretendida;
2) Confiabilidade – frequência de falhas do produto;
3) Durabilidade – tempo de duração do produto;
4) Assistência técnica – facilidade em consertar o produto;
5) Estética – aparência do produto;
6) Características gerais – funcionalidades do produto;
7) Qualidade Percebida – reputação da companhia ou do próprio produto;
8) Conformidade com as especificações – adequação do produto as
especificações.
Independente da definição adotada para qualidade, uma organização deve
estar alinhada em relação a qual definição seguir. Segundo J.W. Juran (1999), se
uma organização não está de acordo com o significado da palavra qualidade,
também não é capaz de gerenciá-la e, consequentemente, não traz satisfação a
seus clientes e consumidores. O mesmo vale para a gestão de qualidade. Entender
seu significado é essencial para prover aos consumidores um produto de qualidade.
Atualmente, há um desconhecimento do real significado de gerenciamento
de qualidade. Muitas organizações ou empresas consideram controle e
gerenciamento da qualidade a realização de testes e inspeções ao final da
produção. Como exposto anteriormente, nas filosofias de gerenciamento, a
qualidade deve ser adquirida durante o processo, realizando a tarefa de produção
de forma correta já na primeira vez. Assim, a estratégia muda de detecção para
prevenção de falhas e surge o questionamento se a produção está realizando seu
19
trabalho da forma correta, ou seja, se há controle durante o processo (OAKLAND,
2003).
Portanto, o controle de processo surge como fator essencial para o
gerenciamento da qualidade, sendo seu objetivo prevenir a manufatura de produtos
defeituosos, a geração de erros e desperdícios (OAKLAND, 2003).
2.1.2. Processo e Dados
Primeiramente, é necessário identificar o processo e os tipos de dados
coletados. A correta identificação auxilia na escolha da ferramenta mais apropriada
a ser utilizada e, consequentemente, na interpretação correta dos resultados.
Intuitivamente, pode-se definir um processo como a transformação de
entradas em saídas desejadas, sendo que essas saídas podem ser na forma de
resultados, produtos, serviços, entre outros.
Em processos produtivos, podem ser considerados inputs os equipamentos,
ferramentas, matéria prima, operadores, até mesmo metodologia de procedimentos
(OAKLAND, 2003).
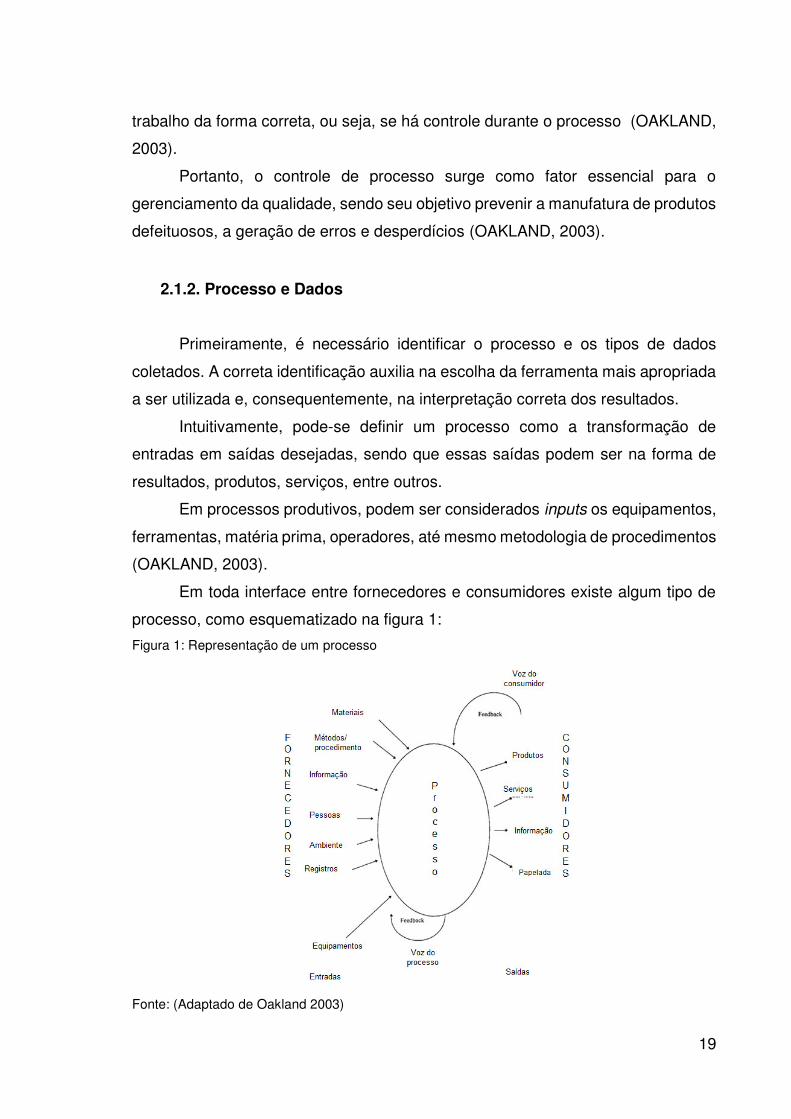
Em toda interface entre fornecedores e consumidores existe algum tipo de
processo, como esquematizado na figura 1:
Figura 1: Representação de um processo
Fonte: (Adaptado de Oakland 2003)
20
A definição das entradas e saídas permite que o processo seja
documentado, e que dados sejam coletados para avaliação posterior. A coleta dos
dados durante o processo também exige certo cuidado.
Deve-se lembrar sempre do objetivo desejado na análise, caso contrário, os
dados podem não ser utilizados, perdendo tempo e esforço em sua coleta. Ter um
propósito auxilia a selecionar qual dado deve ser analisado e em qual etapa do
processo este deve ser coletado. Finalmente, a forma e o detalhamento de coleta
é de suma importância para entendimento e estratificação, pois de nada valeria a
coleta de dados sem entender os dias ou a hora em que foram coletados, a unidade
da medição, pontos de coleta, etc (KUME, 1993).
2.1.3. Tipo de dados
Os dados coletados do processo podem ser classificados de duas formas:
discretos ou contínuos.
Informações provenientes de medições de qualidade, que apresentam como
resultado números pertencentes ao intervalo de números reais, são dados
contínuos. Esses dados são denominados variáveis e normalmente geram limites
superiores e inferiores de especificação (GRANT, 1952). São exemplos de
variáveis as medições de temperatura, concentração, força, comprimento, massa,
entre outros.
Dados discretos são informações cujo resultado formam um conjunto finito
ou enumerável de valores. Nesse caso, os dados são denominados atributos
(OAKLAND, 2003). São frequentemente gerados por avaliações de características
que admitem apenas dois resultados, como “dentro da especificação” ou “fora da
especificação”. São exemplos de características do produto o aspecto de
embalagem, existência de quebras e fissuras no produto final. Nestes exemplos
citados não é possível existir 2,5 produtos fora de especificação e por isso geram
dados discretos.
A forma como dados contínuos ou discretos são tratados e analisados
variam e por isso torna-se importante a diferenciação dos dados coletados.
21
Assim, com um processo definido, reconhecendo os tipos de dados
coletados e garantindo que são confiáveis, é possível utilizar ferramentas
estatísticas da forma correta e tomar ações que levam a um processo controlado,
ou seja, um processo com performance definida, com baixa variabilidade
(OAKLAND, 2003; MONTGOMERY; RUNGER, 2009).
2.1.4. Variabilidade
Todo e qualquer processo está sujeito a variabilidade, independentemente
do quão bem planejado tenha sido. Segundo o dicionário Aurélio, o significado da
palavra variabilidade é “qualidade de variável, sujeito a variações”.
Neste contexto, variabilidade é a variação que um processo ou produto tem
de sua especificação. Em relação ao controle de processo, é necessária a
identificação das fontes de variabilidade para ser possível atuar a fim de diminui-la.
Inerente a qualquer processo, há uma variabilidade natural, provinda de um
acumulado de causas inevitáveis. A essa fonte de variabilidade é dada o nome de
causas aleatórias. Um sistema que atua somente com causas aleatórias de
variabilidade é dito estar sob controle estatístico (KUME, 1993; MONTGOMERY,
2012a).
Causas aleatórias geram medidas com pequenos desvios, mas que formam
um padrão, determinando as condições normais do processo.
Variabilidades que não são inerentes ao processo podem ter três fontes:
maquinário não ajustado, erro de operação ou matéria prima defeituosa. A essas
causas, não geradas por motivos casuais, é dado o nome de causas atribuíveis ou
causas assinaláveis (KUME, 1993; MONTGOMERY, 2012a).
Causas assinaláveis causam uma variabilidade de magnitudes
consideráveis, alterando o padrão do processo. Um processo com causas
assinaláveis é dito estar fora de controle estatístico (OAKLAND, 2003).
Saber diferenciar os tipos de causas de variabilidade é de suma importância
para o controle estatístico da qualidade, já que para atingir um processo sob
controle é necessário atuação sobre tais causas.
As causas assinaláveis podem ter ação local e a atuação sobre elas é
economicamente justificada, já que auxilia no gerenciamento da qualidade.

22
Variabilidade por causas aleatórias exigem uma ação global no sistema e
raramente surtem efeito não sendo, portanto, economicamente justificáveis.
(RIBEIRO; CATEN, 2012).
2.2. Controle Estatístico da Qualidade
Qualidade, como apresentado anteriormente, pode ter diferentes definições
e abranger diversos conceitos dependendo do enfoque a ser dado em uma
organização. Para a avaliação de um processo a nível de especificações e controle
de processo, a definição de qualidade como produto adequado ao uso é suficiente.
A qualidade pode ser determinada pela interação entre qualidade de projeto
e qualidade de conformidade. Entende-se por qualidade de projeto os diferentes
graus de qualidade obtidos em um produto ou serviço final, já qualidade de
conformidade descreve se um produto está adequado as conformidades
(MONTGOMERY, 2012a).
Assim, com o conceito de qualidade previamente apresentado, temos que
melhoria da qualidade, como definida por Montgomery e Runger (2009) é a
eliminação sistemática de resíduos, ou seja, de variabilidade proveniente de causas
aleatórias.
Para auxilio no processo de melhoria da qualidade, são usadas ferramentas
estatísticas que, em conjunto, são denominadas controle estatístico de qualidade.
Montgomery e Runger (2009) ainda definem controle estatístico da qualidade como
“métodos estatísticos e de engenharia usados para a monitoração, controle e
melhoria da qualidade”, sendo um de seus principais objetivos a detecção da
ocorrência de causas atribuídas ou mudanças no processo.
O controle estatístico da qualidade foi introduzido em 1924, quando Walter
A. Shewhart desenvolveu o conceito de gráfico de controle, porém, sua aceitação
ocorreu apenas após o fim da Segunda Guerra Mundial. Devido a situação
econômica da época, ficou claro que técnicas estatísticas eram recursos
necessários para promover a melhoria da qualidade e diminuir gastos.
(MONTGOMERY, 2012a)
A consistência na aplicação do controle estatístico da qualidade pelos
japoneses após a guerra fez com que, na década de 70, empresas sofressem com
23
a competitividade. Isso gerou um novo enfoque na melhoria de qualidade e o
interesse em aplicar ferramentas estatísticas para o controle de processo.
2.3. Controle Estatístico de Processo
O controle estatístico de processo, conhecido pela sigla CEP ou, em inglês,
SPC (Statistical Process Control), é um conjunto de ferramentas estatísticas que
tem por objetivo estabilizar um processo pela redução de sua variabilidade, ou seja,
levar um processo a um estado de controle. (JURAN et al., 1999; MONTGOMERY;
RUNGER, 2009)
O CEP é composto por sete ferramentas básicas:
• Histograma de ramo e folhas;
• Folha de controle;
• Gráfico de Pareto;
• Diagrama de causa-e-efeito;
• Diagrama de concentração de defeitos;
• Diagrama de dispersão;
• Gráficos de Controle.
Os gráficos de controle, também conhecidos como gráficos de Shewhart, em
homenagem ao seu idealizador, são as ferramentas com maior impacto na
obtenção de controle de processo. Diante disto, uma revisão conceitual sobre estes
gráficos será apresentada, porém, para melhor entendimento destes conceitos,
será apresentada primeiramente a distribuição Normal.
2.3.1. Distribuição Normal
A estatística, como recurso presente no cotidiano de engenheiros,
desempenha função essencial na melhoria da qualidade, e por consequência no
controle de qualidade, como já citado anteriormente. Dessa forma, alguns conceitos
relacionados a estatística devem ser apresentados afim de facilitar a compreensão
de controle de qualidade e de processo que serão aprofundados mais a diante.
Inicialmente é necessário diferenciar população e amostra. População é o
conjunto de itens, dados ou pessoas com alguma característica em comum

24
(variável) sob os quais uma análise será feita. Como nem sempre é possível ou
aconselhável fazer analises em relação a toda a população, usam-se subconjuntos.
Esses subconjuntos são denominados amostras.(MINITAB INC., 2017)
Para modelar o comportamento de parâmetros amostrais, utilizam-se por
vezes uma distribuição de probabilidade. A distribuição de probabilidade “relaciona
o valor da variável com a probabilidade de ocorrência daquele valor na
população”.(MONTGOMERY, 2012a)
Dentre as distribuições continuas, a distribuição normal é uma das mais
comumente usadas e atesta que, se X é uma variável aleatória normal, então sua
distribuição será:
� = �√ � − −�� 2 − ∞ < � < ∞
Sendo µ a média e a variância da distribuição normal.
A curva de distribuição normal tem a forma similar a um sino, como
segue na figura 2:
Figura 2: Distribuição normal
Fonte:(PORTAL ACTION, 2018)
Interpretando a figura 2, é possível observar que a teoria da distribuição
normal prevê 68,26% dos valores de uma amostra populacional dentro dos limites
definidos pela média mais ou menos um desvio padrão (). Já nos limites entre a
média e mais ou menos dois desvios padrões, caem 95,46% dos valores, e entre a

25
média e mais ou menos três desvios padrões caem 99,73% dos valore da
população. (MONTGOMERY, 2012a)
Devido à alta probabilidade de um valor escolhido aleatoriamente se
encontrar dentro dos limites de 3, há um forte indicio que um processo possa estar
com alguma alteração, caso a variável não se encontre dentro deste limite.
2.3.2. Gráficos de Controle
Sobre o gráfico de controle, Montgomery (2012) cita:
O gráfico de controle é um artifício para descrever, de maneira precisa, exatamente o que se entende por controle estatístico, como tal pode ser usado de várias maneiras.
Estas ferramentas podem ser usadas tanto para a análise de dados
passados quanto para o monitoramento do processo em tempo real. Também
podem ser usadas para estimar parâmetros do processo tais como média, desvio
padrão e até capacidade de processo (MONTGOMERY; RUNGER, 2009;
MONTGOMERY, 2012a).
Além disso e prioritariamente, os gráficos de controle tem como finalidade
separar causas assinaláveis de causas aleatórias, eliminar a variabilidade do
processo e determinar quando um processo está ou não sob controle (GRANT,
1952; KUME, 1993).
Os gráficos de controle diferem de acordo com os dados analisados. Para
variáveis contínuas, usam-se gráficos de controle para variáveis, enquanto que,
para dados discretos são usados gráficos de controle para atributos (GRANT, 1952;
KUME, 1993).
Visualmente, o gráfico de controle, como cita Montgomery (2001) é uma
“representação gráfica de uma característica de qualidade que foi medida ou
calculada a partir de uma amostra versus o número da amostra ou o tempo”.
Existem três linhas principais no gráfico de controle: a linha central (LC) a
linha de limite superior de controle (LSC) e a linha de limite inferior de controle (LIC),
como segue na figura 3:
26
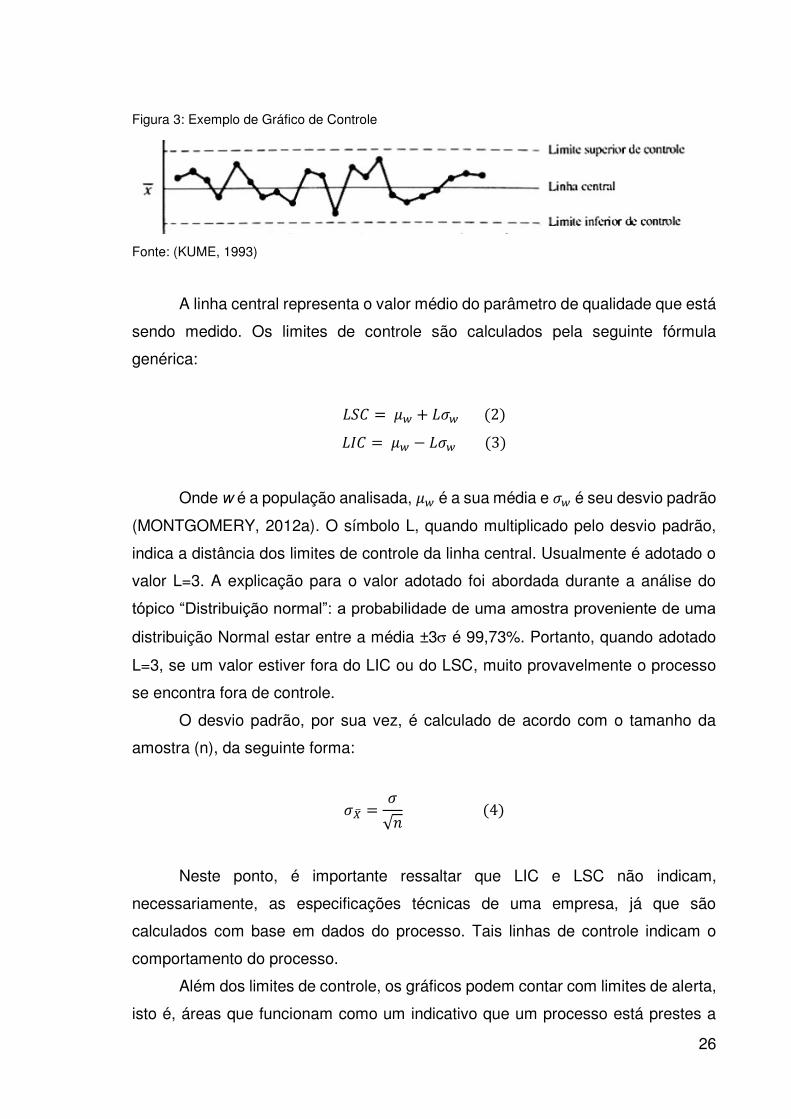
Figura 3: Exemplo de Gráfico de Controle
Fonte: (KUME, 1993)
A linha central representa o valor médio do parâmetro de qualidade que está
sendo medido. Os limites de controle são calculados pela seguinte fórmula
genérica:
�� = � + �� �� = � − ��
Onde w é a população analisada, � é a sua média e � é seu desvio padrão
(MONTGOMERY, 2012a). O símbolo L, quando multiplicado pelo desvio padrão,
indica a distância dos limites de controle da linha central. Usualmente é adotado o
valor L=3. A explicação para o valor adotado foi abordada durante a análise do
tópico “Distribuição normal”: a probabilidade de uma amostra proveniente de uma
distribuição Normal estar entre a média ±3 é 99,73%. Portanto, quando adotado
L=3, se um valor estiver fora do LIC ou do LSC, muito provavelmente o processo
se encontra fora de controle.
O desvio padrão, por sua vez, é calculado de acordo com o tamanho da
amostra (n), da seguinte forma:
��̅ = �√
Neste ponto, é importante ressaltar que LIC e LSC não indicam,
necessariamente, as especificações técnicas de uma empresa, já que são
calculados com base em dados do processo. Tais linhas de controle indicam o
comportamento do processo.
Além dos limites de controle, os gráficos podem contar com limites de alerta,
isto é, áreas que funcionam como um indicativo que um processo está prestes a
27
sair do controle. As áreas de alerta são formadas entre os limites gerados pelas
formulas de limite de controle citadas anteriormente (LIC e LSC) ao adotar L=1, L=2
ou L=3 (MONTGOMERY, 2012a).
Segue o exemplo na figura 4:
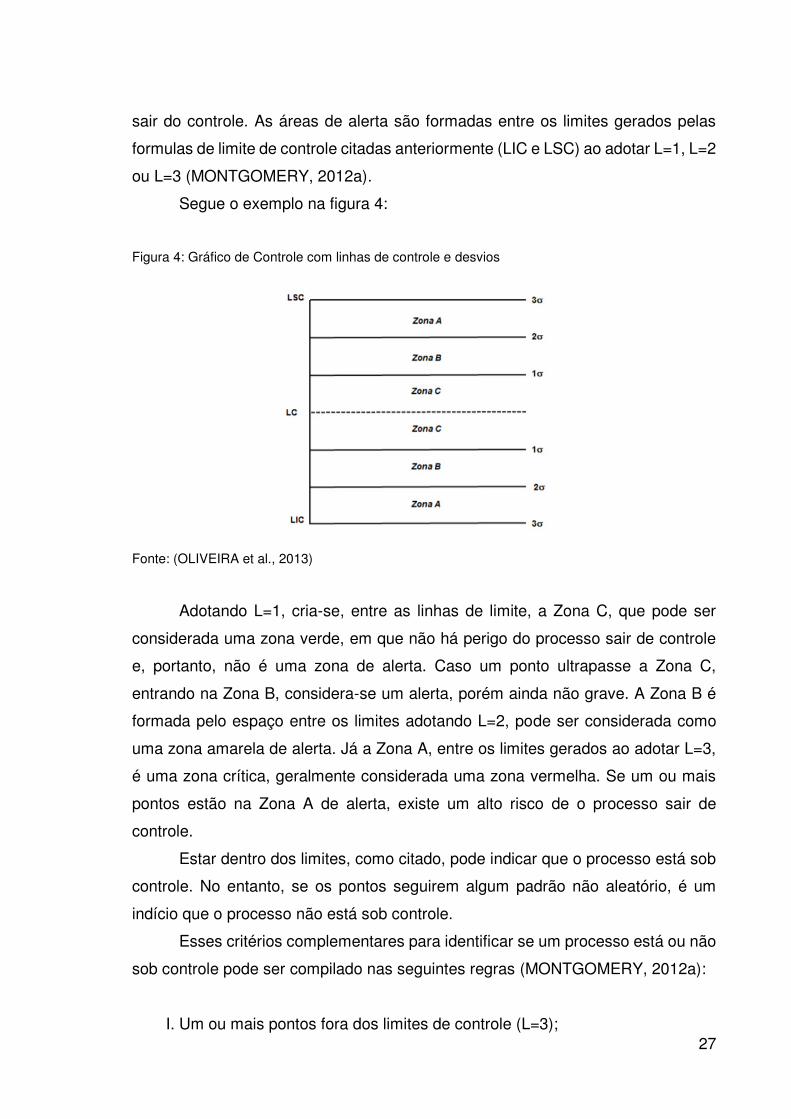
Figura 4: Gráfico de Controle com linhas de controle e desvios
Fonte: (OLIVEIRA et al., 2013)
Adotando L=1, cria-se, entre as linhas de limite, a Zona C, que pode ser
considerada uma zona verde, em que não há perigo do processo sair de controle
e, portanto, não é uma zona de alerta. Caso um ponto ultrapasse a Zona C,
entrando na Zona B, considera-se um alerta, porém ainda não grave. A Zona B é
formada pelo espaço entre os limites adotando L=2, pode ser considerada como
uma zona amarela de alerta. Já a Zona A, entre os limites gerados ao adotar L=3,
é uma zona crítica, geralmente considerada uma zona vermelha. Se um ou mais
pontos estão na Zona A de alerta, existe um alto risco de o processo sair de
controle.
Estar dentro dos limites, como citado, pode indicar que o processo está sob
controle. No entanto, se os pontos seguirem algum padrão não aleatório, é um
indício que o processo não está sob controle.
Esses critérios complementares para identificar se um processo está ou não
sob controle pode ser compilado nas seguintes regras (MONTGOMERY, 2012a):
I. Um ou mais pontos fora dos limites de controle (L=3);
28
II. Dois ou três pontos consecutivos fora dos limites de alerta;
III. Quatro ou cinco pontos consecutivos além dos limites de um-sigma (L=1);
IV. Uma sequência de oito pontos consecutivos de um mesmo lado da linha
central;
V. Seis pontos em uma sequência sempre crescente ou sempre decrescente;
VI. Quinze pontos, em sequência, na zona C, em ambos lados da linha central;
VII. Quatorze pontos, em sequência, alternadamente para cima e para baixo;
VIII. Oito pontos, em sequência, de ambos os lados da linha central com nenhum
ponto na zona C;
IX. Um ou mais pontos perto de um limite de alerta de controle.
É perceptível que vários critérios podem ser utilizados afim de identificar se
um processo está ou não sob controle. Por exemplo, a empresa cujos processos
serão analisados utiliza os seguintes critérios, similares as regras mencionadas
acima, como indícios de um processo fora de controle:
1) Um ponto fora dos limites de controle (L=3) ou do limite de especificação;
2) Sete pontos consecutivos do mesmo lado da linha central;
3) Seis pontos consecutivos, em sequência crescente ou decrescente;
4) Quatorze pontos consecutivos, alternando acima e abaixo;
5) Dois de três pontos consecutivos maiores que dois desvios-padrão a partir
da linha central,
6) Quatro de cinco pontos consecutivos maiores que um desvio-padrão, de um
mesmo lado da linha central;
7) Quinze pontos consecutivos dentro de um desvio padrão, de qualquer lado
da linha central;
8) Oito pontos consecutivos maiores que um desvio padrão a partir da linha
central.
Diante do exposto, é possível compreender por que o gráfico de controle é
considerado uma das ferramentas de CEP mais completas. Pelo gráfico, é possível
acompanhar o processo, entender quando uma ação é necessária prevenindo
defeitos e atuando continuamente na melhoria da qualidade.
29
2.3.3. Gráficos de controle para variáveis
Como citado anteriormente, os gráficos de controle para variáveis são
utilizados em casos onde o tipo de dado coletado é uma variável contínua.
Para variáveis contínuas, existem gráficos de controle que avaliam o
comportamento da média da variável de interesse, chamados de gráfico de controle �̅. Também é possível monitorar a variabilidade do processo através do gráfico de
controle de desvio padrão, denotado gráfico de controle S; e/ou pelo gráfico de
controle de amplitude, chamado gráfico de controle R (MONTGOMERY, 2012a;
OLIVEIRA et al., 2013).
Os gráficos de �̅-R e �̅-S são os mais importantes utilizados. No decorrer
deste trabalho serão usados gráficos do tipo �̅-S para variáveis, portanto, este tipo
de gráfico será apresentado com maiores detalhes.
Considerando uma amostra com varáveis � , � , … , � , de tamanho n, tem-
se que a média dessa amostra é:
�̅ = � + � + ⋯ + �
Se suposto que a variável é normalmente distribuída, então a média de �̅ é
equivalente a � (média populacional) e o desvio padrão de �̅ é igual ao desvio
populacional � (MONTGOMERY, 2012a).
No entanto, raramente os valores de µ e são conhecidos, assim, devem
ser estimados a partir de uma amostra referente ao processo sob controle. Não
existe uma determinação para a quantidade de amostras necessárias, mas
geralmente baseiam-se em 20 a 25 amostras (OLIVEIRA et al., 2013).
Para o caso em que não são conhecidos os valores de µ e , a média
populacional e denotada por �̅̅ e o desvio padrão populacional é denotado por s.
Seja m a quantidade de amostras utilizadas e �̅̅ a média de cada amostra,
então: �̿ = �̅̅̅ + �̅̅̅ + ⋯ + �̅̅̅̅
Para a linha central do gráfico é utilizado �̿
30
Em gráficos de controle �̅ −S também é necessário calcular o desvio padrão
s de cada uma das m amostras, que serão utilizados para o cálculo dos limites de
controle.
Um estimador para a variância amostral é:
� = ∑ �� − �̅�= −
No entanto, Montgomery e Runger (2009) citam que s amostral é “um
estimador tendencioso de ”, portanto não pode ser utilizado para calcular
diretamente o desvio padrão populacional. Na realidade s estima a média
populacional como:
�̿ = � (8)
em que c é uma constante dependente do tamanho da amostra.
Assim, o desvio padrão populacional é
� = √ − � . (9)
Dessa forma, os limites de controle são calculados por:
�� = �� + √ − � �� = �� − √ − �
Caso nenhuma estimativa seja dada em relação a , este deve ser estimado
com os valores amostrais anteriores, assim como para o cálculo da média das
medias amostrais (MONTGOMERY, 2012a).
Nesta situação, é estimado por:
= �̅ �⁄

31
Sendo �̅ igual a:
�̅ = ∑ ���=
Com as equações propostas para estimados desvio padrão e média amostrais,
pode-se definir os limites superior e inferior em função de �̿ como segue:
�� = �̿ + �̿ �√⁄ �� = �̿ − �̿ �√⁄
É perceptível pela quantidade de detalhes e etapas no cálculo do gráfico de
controle de variabilidade, que sua construção manual é complexa. Porem a
utilização de gráficos do tipo �̅ e s são preferíveis quando o tamanho da amostra é
grande ou quando o mesmo é variável. Além disso, com a inclusão de ferramentas
computacionais para a estatística, elimina-se a dificuldade dos cálculos.
(MONTGOMERY; RUNGER, 2009)
2.3.4. Gráficos de controle para atributos
Alguns parâmetros de qualidade, quando analisados, possuem apenas dois
resultados possíveis (de conformidade ou não conformidade). Para estes casos, é
necessária uma análise estatística para atributos. Um dos gráficos de controle para
atributos é o gráfico de controle para frações não conformes.
Uma fração não conforme é definida por εontgomery (β001) como “a razão
entre o número de itens não conformes em uma população e o total de itens
naquela população”, sendo um item não conforme é aquele que não atende as
especificações de qualidade.
Uma fração amostral não conforme é definida como a razão entre o número
de unidade não conformes (D) o tamanho da amostra (MONTGOMERY, 2012a)
�̂ =
32
Apesar de seguir uma distribuição binomial, em contraposição a distribuição
normal dos gráficos de variáveis, o gráfico de frações não conformes segue
praticamente as mesmas etapas de construção uma vez que podemos aproximar
a distribuição Binomial pela distribuição Normal. Logo, a média e a variância da
variável aleatória �̂, são, respectivamente (OLIVEIRA et al., 2013):
��̂ = � ��̂ = � − �
A média das frações amostrais não conformes, denotada por ��̂ = �, é a
fração não conforme do processo (MONTGOMERY, 2012a). Supondo que a fração
não conforme do processo seja conhecida, ou tenha um valor-padrão especificado,
o cálculo dos limites inferior e superior de controle são calculados pelas equações:
�� = � + √� − � � = �
�� = � − √� − �
Caso a fração não conforme do processo não seja conhecida, ela deve ser
estimada por dados do processo (MONTGOMERY, 2012a).
Ao adotar n como o tamanho de uma amostra e m a quantidade de amostras,
a média das frações não conformes é dada pela equação:
�̅ = ∑ ��= = ∑ �̂��=
Neste caso as equações utilizadas para a construção de LC, LSC e LIC, para
o gráfico de frações não conformes são dadas por:
33
Agora, os limites e linha de controle do gráfico são dados pelas equações:
�� = �̅ + √�̅ − �̅ � = �̅
�� = �̅ − √�̅ − �̅
2.4. Capacidade de Processo
Como citado por Montgomery (2012), a capacidade de um processo diz
respeito a sua uniformidade, podendo ou não levar em consideração as
especificações. Uma das melhores formas de se analisar a capacidade de um
processo é a associação de gráficos de controle com o valor da razão de
capacidade de um processo.
A razão de capacidade de um processo, simbolizada por �, é uma medida
de habilidade do processo em fabricar produtos dentro de especificação, ou seja,
sua habilidade em reproduzir as características de um produto dentro dos padrões
estipulados para o processo. (MONTGOMERY, 2012a)
� = ���−���6� (24)
Onde LSE e LIE são, respectivamente, o limite superior de especificação e
o limite inferior de especificação e � é o desvio padrão.
A razão de capacidade de um processo pode admitir uma outra
interpretação, que pode ser útil quando usada em conjunto com a leitura de gráficos
de controle para variáveis. Pensando na definição de �, então o inverso de seu
valor multiplicado por 100 é a porcentagem da faixa de especificação que é utilizada
pelo processo, como indicado na equação abaixo: (MONTGOMERY, 2012b) � = � .
34
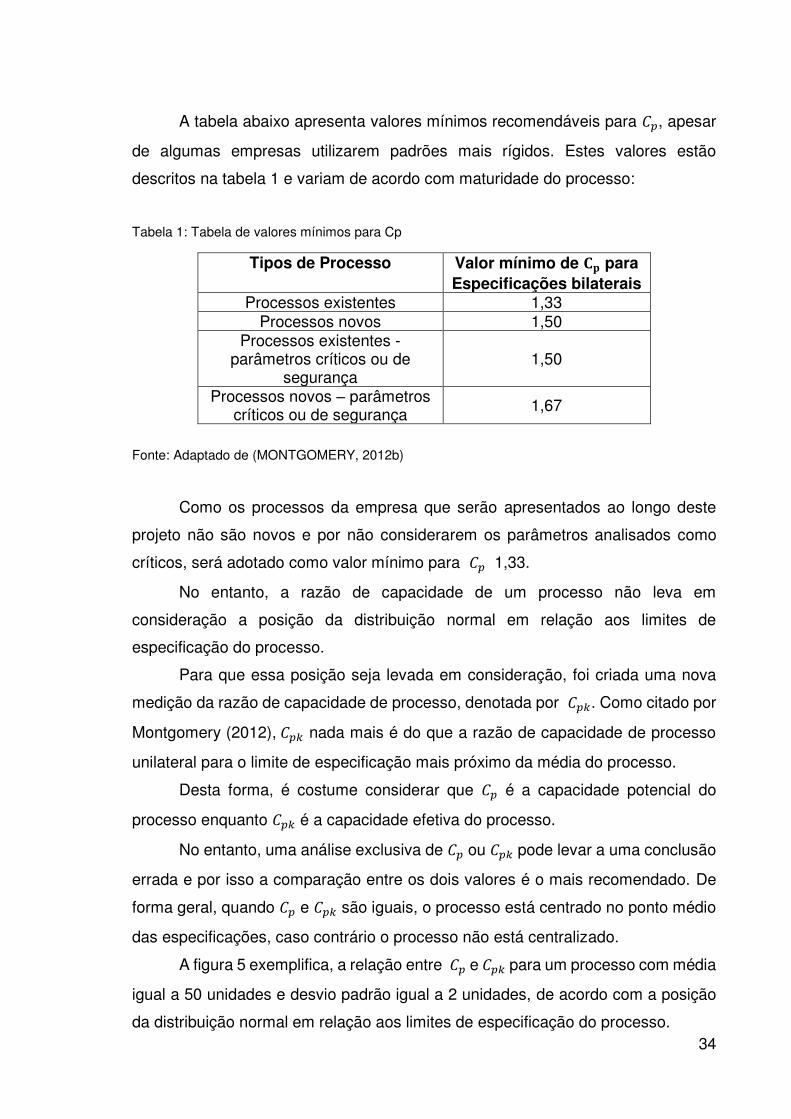
A tabela abaixo apresenta valores mínimos recomendáveis para �, apesar
de algumas empresas utilizarem padrões mais rígidos. Estes valores estão
descritos na tabela 1 e variam de acordo com maturidade do processo:
Tabela 1: Tabela de valores mínimos para Cp
Tipos de Processo Valor mínimo de �� para Especificações bilaterais
Processos existentes 1,33 Processos novos 1,50
Processos existentes -parâmetros críticos ou de
segurança 1,50
Processos novos – parâmetros críticos ou de segurança
1,67
Fonte: Adaptado de (MONTGOMERY, 2012b)
Como os processos da empresa que serão apresentados ao longo deste
projeto não são novos e por não considerarem os parâmetros analisados como
críticos, será adotado como valor mínimo para � 1,33.
No entanto, a razão de capacidade de um processo não leva em
consideração a posição da distribuição normal em relação aos limites de
especificação do processo.
Para que essa posição seja levada em consideração, foi criada uma nova
medição da razão de capacidade de processo, denotada por ��. Como citado por
Montgomery (2012), �� nada mais é do que a razão de capacidade de processo
unilateral para o limite de especificação mais próximo da média do processo.
Desta forma, é costume considerar que � é a capacidade potencial do
processo enquanto �� é a capacidade efetiva do processo.
No entanto, uma análise exclusiva de � ou �� pode levar a uma conclusão
errada e por isso a comparação entre os dois valores é o mais recomendado. De
forma geral, quando � e �� são iguais, o processo está centrado no ponto médio
das especificações, caso contrário o processo não está centralizado.
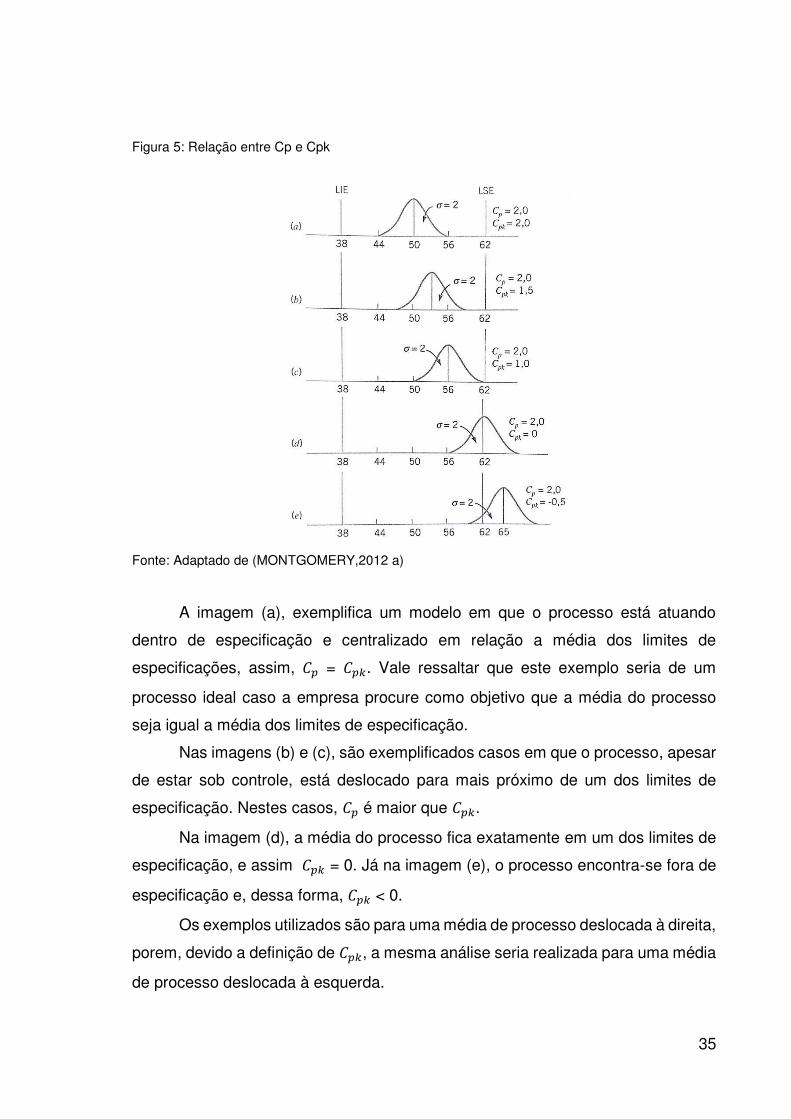
A figura 5 exemplifica, a relação entre � e �� para um processo com média
igual a 50 unidades e desvio padrão igual a 2 unidades, de acordo com a posição
da distribuição normal em relação aos limites de especificação do processo.
35
Figura 5: Relação entre Cp e Cpk
Fonte: Adaptado de (MONTGOMERY,2012 a)
A imagem (a), exemplifica um modelo em que o processo está atuando
dentro de especificação e centralizado em relação a média dos limites de
especificações, assim, � = ��. Vale ressaltar que este exemplo seria de um
processo ideal caso a empresa procure como objetivo que a média do processo
seja igual a média dos limites de especificação.
Nas imagens (b) e (c), são exemplificados casos em que o processo, apesar
de estar sob controle, está deslocado para mais próximo de um dos limites de
especificação. Nestes casos, � é maior que ��.
Na imagem (d), a média do processo fica exatamente em um dos limites de
especificação, e assim �� = 0. Já na imagem (e), o processo encontra-se fora de
especificação e, dessa forma, �� < 0.
Os exemplos utilizados são para uma média de processo deslocada à direita,
porem, devido a definição de ��, a mesma análise seria realizada para uma média
de processo deslocada à esquerda.

36
Como é possível observar, a avaliação de �� depende muito de sua relação
com �, portanto, não serão adotados valores mínimos sugeridos para ��.
2.5. Análise de Agrupamento
Ao analisar um processo, raramente utilizamos apenas uma variável. Além
disso, a introdução de programas computacionais no cotidiano de processos,
tornou mais fácil a análise estatística, permitindo também que uma grande
quantidade de dados fosse analisada ao mesmo tempo.
Portanto, surge a necessidade de métodos estatísticos que sejam capazes
de analisar e correlacionar uma quantidade extensa e complexa de dados. Hair et
al (2009) definem análise multivariada como:
Todos os métodos estatísticos que simultaneamente analisam múltiplas medidas sobre cada indivíduo ou objeto de investigação. [...] Em muitos casos, técnicas multivariadas são um meio de executar em uma única analise aquilo que antes exigia múltiplas analises usando técnicas univariadas.
Para o desenvolvimento desta monografia, será utilizada a técnica
multivariada de análise de agrupamento. A análise de agrupamento é uma técnica
que visa dividir objetos (população, amostras, etc.) em grupos, de tal forma que os
objetos de um grupo sejam similares e homogêneos, mas que os grupos sejam os
mais heterogêneos possíveis. (HAIR et al., 2005)
A análise de agrupamento deve ser realizada seguindo algumas etapas após
a coleta de dados. A primeira etapa é o tratamento dos dados, caso seja necessário
a padronização dos dados que serão analisados. A segunda etapa é a escolha de
um critério de parecença, que irá definir a formação dos grupos. A terceira etapa
define o número de grupos, sendo que, dependendo do algoritmo utilizado, a
quantidade de grupos deve ser determinada antes (a priori) ou depois (a posteriori)
da aplicação da análise de agrupamento. A quarta etapa consiste na a adoção e
aplicação de algum algoritmo para a formação dos grupos. A quinta etapa
apresenta os resultados e valida o agrupamento, ou seja, visa garantir que os
grupos formados são distintos entre si. Finalmente, a sexta etapa requer a
interpretação dos resultados, caracterizando os grupos formados (BASSAB;
SHIZUE MIAZAKI; ANDRADE, 1990).
37
Considerando que cada objeto é representado por um vetor que contém os
valores das variáveis coletadas, é possível comparar diversos objetos através de
medidas que comparam seus vetores.
As medidas de parecença, usadas para comparação, podem ser
classificadas como medidas de similaridade ou medidas de dissimilaridade. A
primeira estabelece que quanto maior o valor, maior a semelhança entre os objetos,
enquanto a segunda estabelece que quanto menor o valor, maior a semelhança
entre os objetos.
Para variáveis quantitativas, que serão utilizadas majoritariamente ao
decorrer desta pesquisa, uma das medidas de parecença é a distância. Para
calcular a distância, normalmente é utilizada a fórmula de distância Euclidiana, uma
medida de dissimilaridade (MANLY; ALBERTO, 2016).
Em relação ao algoritmo utilizado para o agrupamento dos objetos, existem
dois principais: o método hierárquico e o de partição.
Para o método hierárquico não é necessária a definição prévia dos grupos a
serem formados. O método hierárquico aglomerativo funciona como uma série de
fusões, ou seja, inicialmente cada objeto forma um grupo isolado e, então, os
objetos mais similares são agrupados. Os objetos se agrupam e formam novos
aglomerados de tal forma que, ao final, existe um único grupo (JOHNSON;
WICHERN, 2007).
Uma desvantagem do método hierárquico é que não é permitida a
mobilidade dos objetos entre os grupos. Pela forma como os aglomerados são
formados, uma vez que o objeto é alocado em um grupo, ele pertencerá a esse
grupo até o final do procedimento (MANLY; ALBERTO, 2016). Porém, como
vantagem, a forma como o método hierárquico é conduzido permite a construção
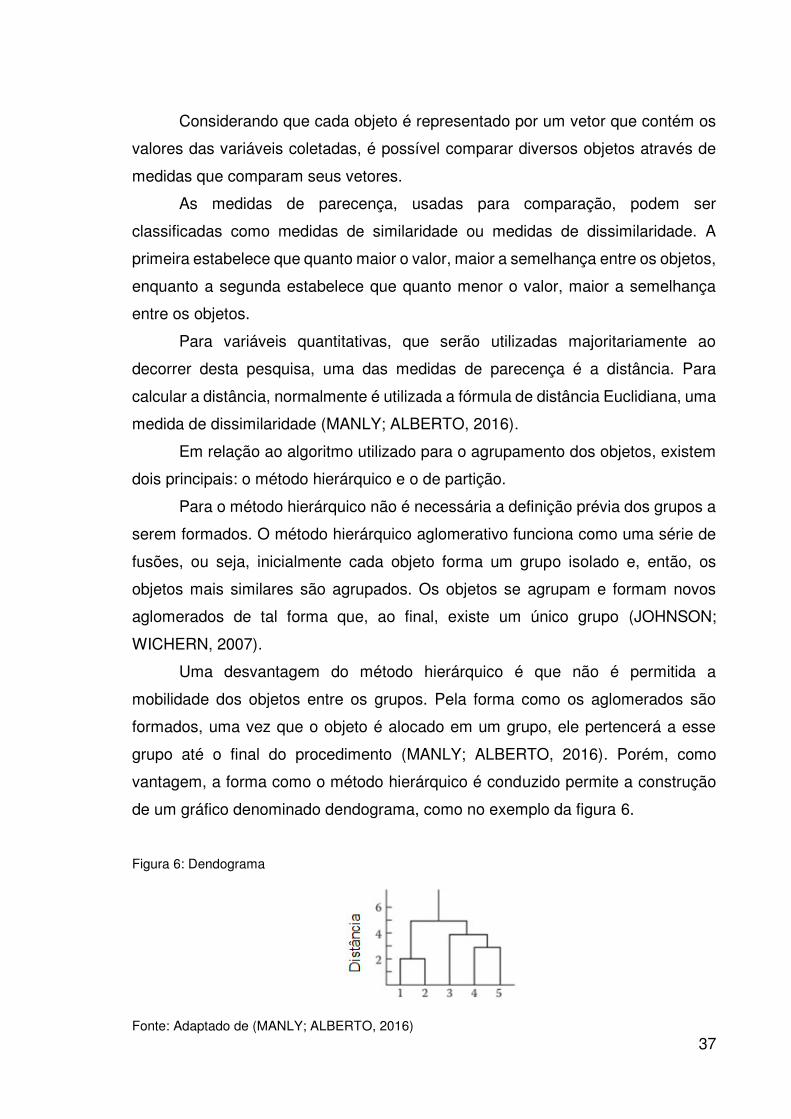
de um gráfico denominado dendograma, como no exemplo da figura 6.
Figura 6: Dendograma
Fonte: Adaptado de (MANLY; ALBERTO, 2016)
38
Segundo Hair et al (2009), a análise de agrupamento pelo método
hierárquico pode utilizar os seguintes algoritmos para agrupamento:
• Método do vizinho mais próximo: considera a menor distância entre objetos
de dois grupos para aglomeração;
• Método do vizinho mais longe: considera a maior distância entre objetos de
dois grupos para a aglomeração;
• Método das médias das distâncias: a formação dos grupos é feita pela
distância média, ou seja, considera-se a distância entre dois grupos como a
distância média existente entre objetos destes grupos;
• Método do centroide: este método utiliza a média das coordenadas dos
objetos pertencentes ao grupo como o centroide do grupo e, uma vez
definidos os centroides, usa a menor distância entre centroides para unir os
objetos;
• Método de Ward: considera a distância entre os grupos como a soma dos
quadrados entre grupos.
Outro método citado para a análise de agrupamento, o método de partição,
envolve a identificação de grupos por meio de critérios de qualidade e deve-se
determinar previamente o número de grupos a serem formados. Um método de
partição é o método das k-médias, que utiliza como critério de qualidade a
minimização da soma de quadrados da partição. Neste método, cada objeto é
alocado no grupo cujo centroide é o mais próximo do centroide deste objeto. Como
inicialmente não há centroides, dois centroides provisórios, denominados
sementes, são escolhidos para iniciar o agrupamento. (BASSAB; SHIZUE
MIAZAKI; ANDRADE, 1990)
O método das k-médias fornece pouca variação e, como vantagem, permite
a realocação dos objetos caso não se encontrem no grupo mais apropriado. No
entanto, por esse mesmo motivo, não permite a construção de um dendograma.
Cada algoritmo utilizado na análise de agrupamento fornece suas
vantagens, sendo que diferentes métodos podem formar diferentes grupos. Por tal
motivo, é importante identificar o método mais apropriado para ser utilizado e testar
alguns antes de prosseguir com os grupos formados.
39
3. Metodologia
3.1. Método de Pesquisa
A monografia a seguir é uma pesquisa de cunho qualitativo utilizando o
método de estudo de caso, já que a autora observa, documenta e analisa dados de
uma organização para a compreensão de um fenômeno, neste caso, a
compreensão do controle de parâmetros de qualidade em um processo produtivo.
Segundo Yin (1989):
Um estudo de caso é uma investigação empírica que estuda um fenômeno contemporâneo dentro de seu contexto real, especialmente quando os limites entre o fenômeno e o contexto não são claramente evidentes.
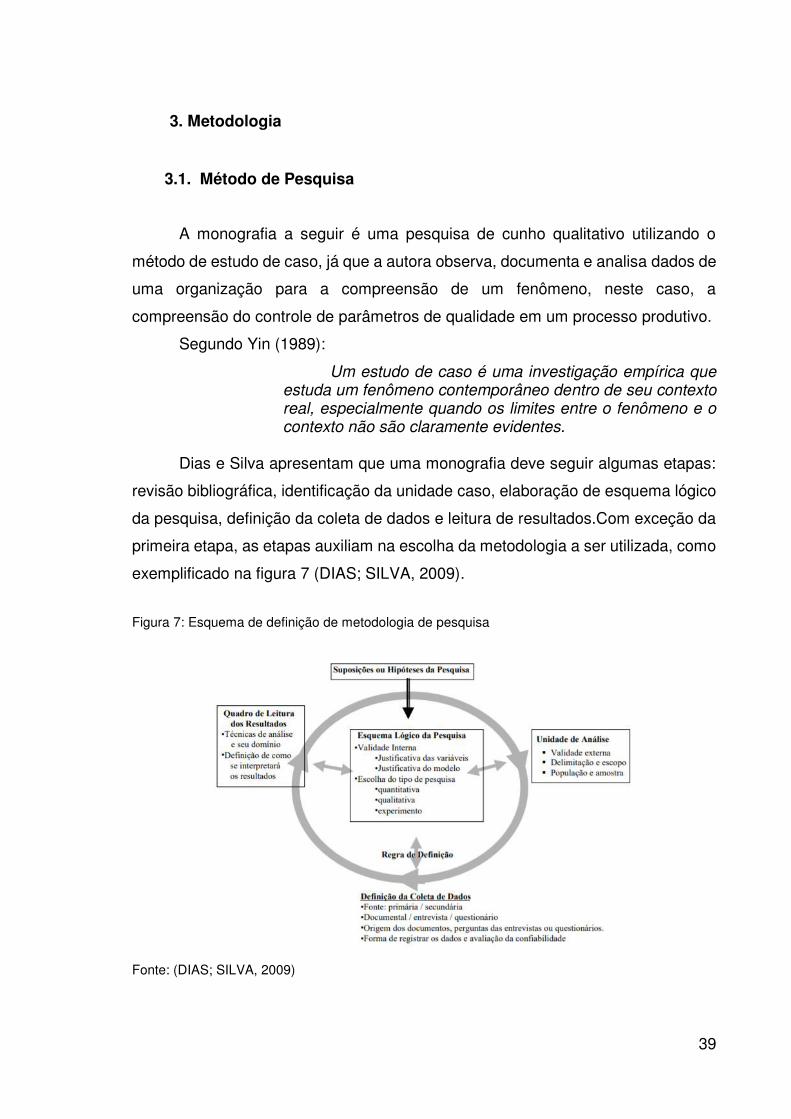
Dias e Silva apresentam que uma monografia deve seguir algumas etapas:
revisão bibliográfica, identificação da unidade caso, elaboração de esquema lógico
da pesquisa, definição da coleta de dados e leitura de resultados.Com exceção da
primeira etapa, as etapas auxiliam na escolha da metodologia a ser utilizada, como
exemplificado na figura 7 (DIAS; SILVA, 2009).
Figura 7: Esquema de definição de metodologia de pesquisa
Fonte: (DIAS; SILVA, 2009)
40
O passo inicial para a elaboração da monografia, referente a etapa de
revisão bibliográfica, consiste na coleta e interpretação de informações
anteriormente exploradas sobre o tema escolhido. Esta etapa foi abordada no
segundo capitulo desta monografia.
A etapa de identificação da unidade caso, como sugere o próprio nome, visa
identificar a população em que será aplicada a pesquisa. Já a etapa de esquema
lógico de pesquisa define como serão analisadas as unidades caso escolhidas e
quais etapas e procedimentos serão seguidos para chegar a uma conclusão (DIAS;
SILVA, 2009). Por não ter um método rígido, a elaboração de etapas num estudo
de caso pode ficar a critério do autor (MARTINS, 2017).
A definição da coleta de dados e interpretação dos resultados prevê a
descrição detalhada e estruturada de como os dados serão obtidos, analisados e
apresentados. Isso porque esta etapa determina se o objetivo formulado
anteriormente na monografia será atingido ou não. (DIAS; SILVA, 2009)
A seguir serão detalhadas as etapas propostas para a elaboração de uma
metodologia.
3.2. Unidade Caso
A empresa estudada neste projeto faz parte do setor de bebidas, sendo uma
das maiores representantes do mercado. Possui em seu portfólio bebidas
alcoólicas e não alcoólicas, e conta com diversas unidades produtivas em todo o
país. Para abordagem nesta monografia, foram utilizadas 18 unidades produtivas.
Por motivos de confidencialidade e sigilo, o nome da empresa e do produto
ao qual os dados se referem foram omitidos.
3.3. Esquema lógico da pesquisa
Como já citado, a monografia seguirá o método de estudo de caso, e os
seguintes passos foram traçados para sua conclusão:

41
Figura 8: Esquema de etapas que foram seguidos durante a pesquisa
Fonte: Arquivo pessoal
A etapa 1, descrita como identificação da unidade caso, foi realizada e
explicada na seção 3.2.
A etapa 2 refere-se a coleta de dados relacionadas ao indicador de qualidade
utilizado pela empresa. Mais detalhes deste indicador serão apresentados na seção
3.5.
A etapa 3 foi realizada de forma a agrupar as unidades produtoras da
empresa, através de uma análise de agrupamento. A proposta desta etapa é utilizar
os dados do indicador de qualidade de cada unidade produtora. A etapa 4 consiste
na caracterização dos grupos formados e escolha de um grupo foco para realizar
as próximas etapas.
1 . Identificação da unidade caso
2. Coleta de dados (indicador de qualidade)
3. Agrupamento das unidades produtoras
4. Caracterização e seleção do grupo foco
5. Identificação de parâmetros que afetam
indicador
6. Coleta de dados (gerados pelo sistema)
7. Avaliação dos gráficos de controle

42
A etapa 5 consistiu na relação dos parâmetros do indicador de qualidade
com a nota final e identificando qual possui maior oportunidade de melhoria e, em
seguida, identificação dos parâmetros de qualidade do processo associados.. A
etapa 6 consistiu em uma nova coleta de dados, desta vez relacionados aos
parâmetros de qualidade do processo que são acompanhados por um sistema
interno da empresa. Esta etapa gerou a coleta de gráficos de controle ou dos dados
necessários para sua construção.
Finalmente, a etapa 7 é dedicada a análise de gráficos de controle
relacionados a parâmetros de processo identificados na etapa anterior e
compreensão de seu perfil, concluindo se estão ou não sob controle e como podem
possivelmente afetar a nota final do indicador de qualidade.
3.4. Coleta, construção e avaliação de dados
Na esquematização de etapas para desenvolvimento desta monografia,
foram propostos dois momentos diferentes para coleta de dados.
Num primeiro momento, foi realizada a coleta de informações relacionadas
ao indicador de qualidade utilizado pela empresa. Estes dados foram fornecidos e
calculados pela empresa de acordo com um programa de avaliação das unidades.
Com estas informações, o principal objetivo é estratificar o indicador de qualidade
afim de encontrar o principal impacto em sua nota. Para melhor compreensão da
estruturação do indicador e de como é formado seu valor final, um tópico destinado
ao indicador será apresentado na seção seguinte.
O segundo momento da coleta de dados, visado na etapa 5, refere-se a
coleta de dados relacionados aos parâmetros de qualidade do processo produtivo,
acompanhados na rotina da produção. Estes dados foram coletados de um sistema
interno on-line, utilizado pela empresa. Aqui, o principal objetivo é entender o
comportamento do parâmetro de qualidade do processo e como isto afeta o
indicador de qualidade abordado.
Neste sistema on-line, gráficos de controle para variáveis, com seus
respectivos limites de controle e especificação, são gerados a partir da integração
com um sistema interno já existente, de coleta de dados do processo, diretamente
da linha de produção ou por inserção manual.
43
Para atributos, o sistema não gera gráficos de controle automaticamente,
porém, os dados podem ser coletados para a construção destes gráficos de
controle, utilizando outros programas estatísticos.
A análise dos gráficos construídos ou gerados foram utilizados para
avaliação do processo.
A empresa que será usada como unidade caso possui conhecimento da
avaliação proposta nesta pesquisa e compreende os benefícios de suas conclusões
e, portanto, está ciente do fornecimento dos dados. Além disso, o desenvolvimento
desta monografia será acompanhado por partes interessadas. Devido aos termos
de confidencialidade, todas as especificações do processo e de produtos serão
omitidas.
3.5. Indicador de Qualidade
O indicador de qualidade abordado durante esta monografia é o resultado
final de um programa de auditoria de qualidade. Tal programa tem como função
avaliar as unidades produtoras e equipará-las, recompensando as unidades com
as melhores performances e auxiliando as unidades com baixa performance a
identificar e tratar suas lacunas.
Por motivos de confidencialidade, será utilizada a sigla IQ (indicador de
qualidade) para sua referência.
Os resultados laboratoriais resultantes do programa de auditoria de
qualidade não tem como finalidade substituir o controle próprio das unidades da
companhia, cada unidade deve ter seu próprio controle diário, mas ressalta-se que,
controlando os mesmos parâmetros analisados pelo programa, há maior facilidade
de obter um bom desempenho no indicador, assim como controle do processo.
Nesta monografia utilizaremos informações provenientes tanto do programa
de auditoria de qualidade quanto do sistema das unidades da companhia.
Para a análise dos produtos fabricados, a coleta pode ser feita de três
formas: por meio de coletas no mercado consumidor, por coleta direta na unidade
produtora ou por empresas terceiras de auditoria.
44
A avaliação de produtos por meio da coleta no mercado é a mais comum e
a que gera mais informações, por isso seus resultados serão utilizados ao longo
desta monografia. Explicando de forma sucinta o fluxo de coletas e analises:
Fonte: Arquivo pessoal
Ao final do programa de auditoria de qualidade, que ocorre mensalmente, as
unidades recebem uma carta de notas que mostra sua classificação em todas as
etapas do programa, até chegar a nota final do indicador.
É possível separar o programa em camadas. Ao total, o programa possui
cinco camadas, detalhadas a seguir:
Plano de coleta
Coleta de produtos no
mercado
Envio para laboratórios de analise
Analises laboratoriais
Retorno dos dados para as unidades
Figura 9 : Plano simplificado de coleta de produtos no mercado.
45
• Camada 1: a primeira camada é nota final do IQ, indica a classificação da
unidade;
• Camada 2: a segunda camada corresponde as três frentes, ou dimensões,
principais do programa: Segurança Alimentar, Qualidade da Planta e
Qualidade de Mercado;
• Camada 3: cada uma das três frentes principais subdivide-se em programas
menores, que compõem a camada 3;
• Camada 4: cada um dos programas menores, é divido em parâmetros, que
formam a camada 4. Tais parâmetros são calculados por uma métrica
baseada nos resultados das análises laboratoriais das amostras coletadas.
• Camada 5: a camada 5 é formada pelos valores obtidos das análises
laboratoriais das amostras. A quantidade de amostras coletadas para análise
varia de acordo com o volume da marca mais vendida, portanto, a
quantidade de dados que formam a camada 5 varia com o número de
amostras coletadas.
Os parâmetros da camada 4 são classificados como de qualidade ou de
risco. Os parâmetros de risco são relacionados à segurança alimentar e, caso fora
de especificação, podem ser perigosos para a saúde do consumidor. Nestes casos,
a unidade deve tomar ações imediatas. Por outro lado, os parâmetros de qualidade
informam, de uma forma geral, a satisfação de clientes e consumidores em relação
ao produto. São os parâmetros de qualidade que, ao demostrarem uma alta
variabilidade no processo, requerem maior controle e atenção da unidade.
Como citado, os parâmetros que compõem a camada 4, são calculados pela
métrica Porcentagem Aceitável do Produto (PAP). Essa métrica indica o percentual
de amostras da camada 5 que estão dentro do padrão de especificação. Portanto,
supondo que são coletadas quatro amostras, mas apenas três estão dentro do
padrão de especificação, então o parâmetro em questão receberá a nota percentual
de ¾ = 75%.
A nota final de cada dimensão da camada 2 é calculada pela combinação
das notas dos programas da camada 3, e as notas finais dos programas da camada
3 são calculadas pela combinação das notas dos parâmetros que compõem a
camada 4.
46
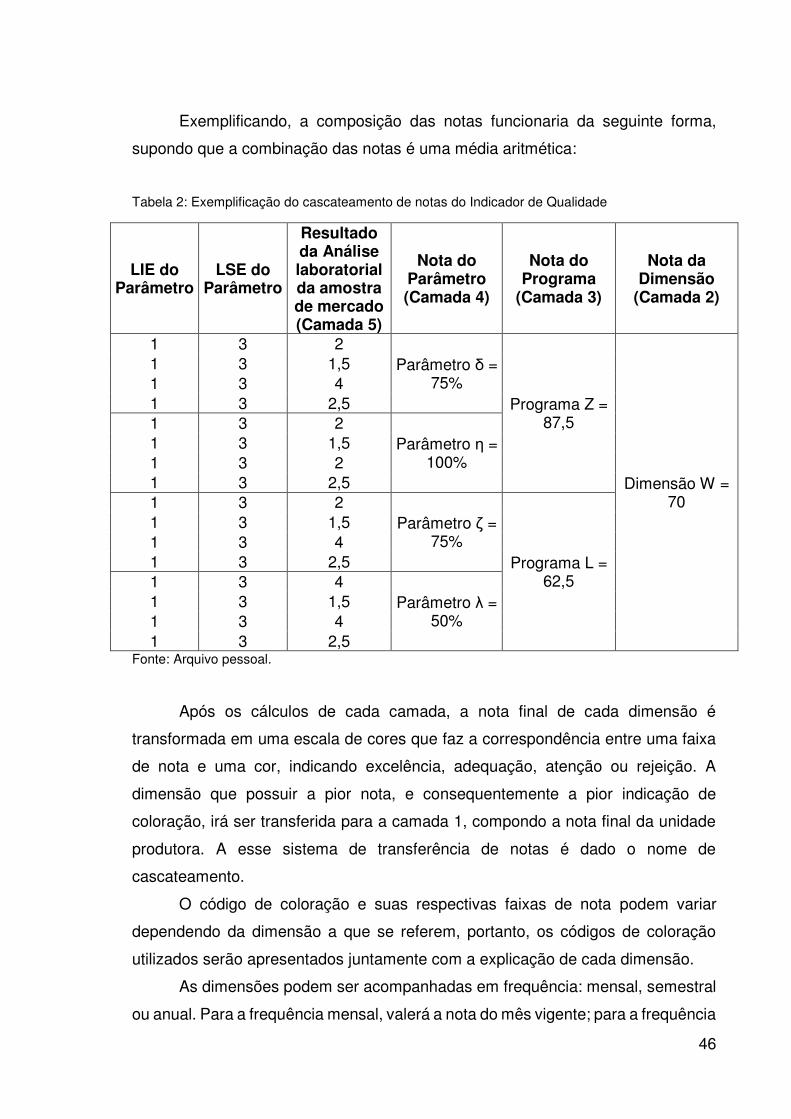
Exemplificando, a composição das notas funcionaria da seguinte forma,
supondo que a combinação das notas é uma média aritmética:
Tabela 2: Exemplificação do cascateamento de notas do Indicador de Qualidade
LIE do Parâmetro
LSE do Parâmetro
Resultado da Análise laboratorial da amostra de mercado (Camada 5)
Nota do Parâmetro (Camada 4)
Nota do Programa
(Camada 3)
Nota da Dimensão
(Camada 2)
1 3 2 Parâmetro =
75% Programa Z =
87,5
Dimensão W = 70
1 3 1,5 1 3 4 1 3 2,5 1 3 2
Parâmetro = 100%
1 3 1,5 1 3 2 1 3 2,5 1 3 2
Parâmetro = 75%
Programa L = 62,5
1 3 1,5 1 3 4 1 3 2,5 1 3 4
Parâmetro λ = 50%
1 3 1,5 1 3 4 1 3 2,5
Fonte: Arquivo pessoal.
Após os cálculos de cada camada, a nota final de cada dimensão é
transformada em uma escala de cores que faz a correspondência entre uma faixa
de nota e uma cor, indicando excelência, adequação, atenção ou rejeição. A
dimensão que possuir a pior nota, e consequentemente a pior indicação de
coloração, irá ser transferida para a camada 1, compondo a nota final da unidade
produtora. A esse sistema de transferência de notas é dado o nome de
cascateamento.
O código de coloração e suas respectivas faixas de nota podem variar
dependendo da dimensão a que se referem, portanto, os códigos de coloração
utilizados serão apresentados juntamente com a explicação de cada dimensão.
As dimensões podem ser acompanhadas em frequência: mensal, semestral
ou anual. Para a frequência mensal, valerá a nota do mês vigente; para a frequência
47
semestral é calculada a média entre o mês vigente e os cinco meses anteriores;
para a frequência anual é calculada a média entre o mês vigente e os onze meses
anteriores. Para a nota final do IQ, é sempre utilizada a frequência anual.
Uma vez compreendido o funcionamento do programa e como o indicador é
formado, cada dimensão será abordada com maior profundidade.
3.5.1. Segurança alimentar
A dimensão de Segurança Alimentar analisar os parâmetros de risco, que
podem afetar diretamente a saúde do consumidor. Os parâmetros desta dimensão
são avaliados com frequência mensal, sendo, então, a nota final da dimensão
correspondente a do mês vigente.
Segurança Alimentar é composta por cinco programas. Um dos programas
é composto pelas notas de uma auditoria interna relacionada a itens de segurança
alimentar, que não será abordada durante o desenvolvimento desta monografia.
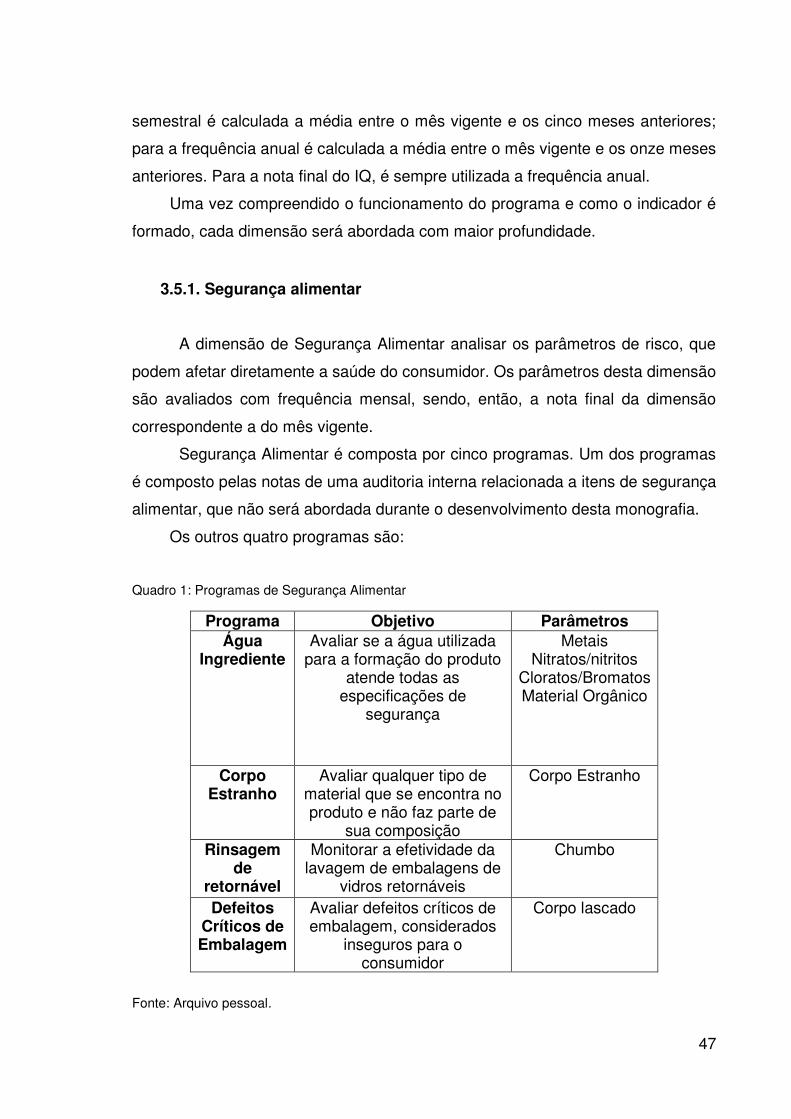
Os outros quatro programas são:
Quadro 1: Programas de Segurança Alimentar
Programa Objetivo Parâmetros Água
Ingrediente Avaliar se a água utilizada
para a formação do produto atende todas as
especificações de segurança
Metais Nitratos/nitritos
Cloratos/Bromatos Material Orgânico
Corpo Estranho
Avaliar qualquer tipo de material que se encontra no produto e não faz parte de
sua composição
Corpo Estranho
Rinsagem de
retornável
Monitorar a efetividade da lavagem de embalagens de
vidros retornáveis
Chumbo
Defeitos Críticos de Embalagem
Avaliar defeitos críticos de embalagem, considerados
inseguros para o consumidor
Corpo lascado
Fonte: Arquivo pessoal.
48
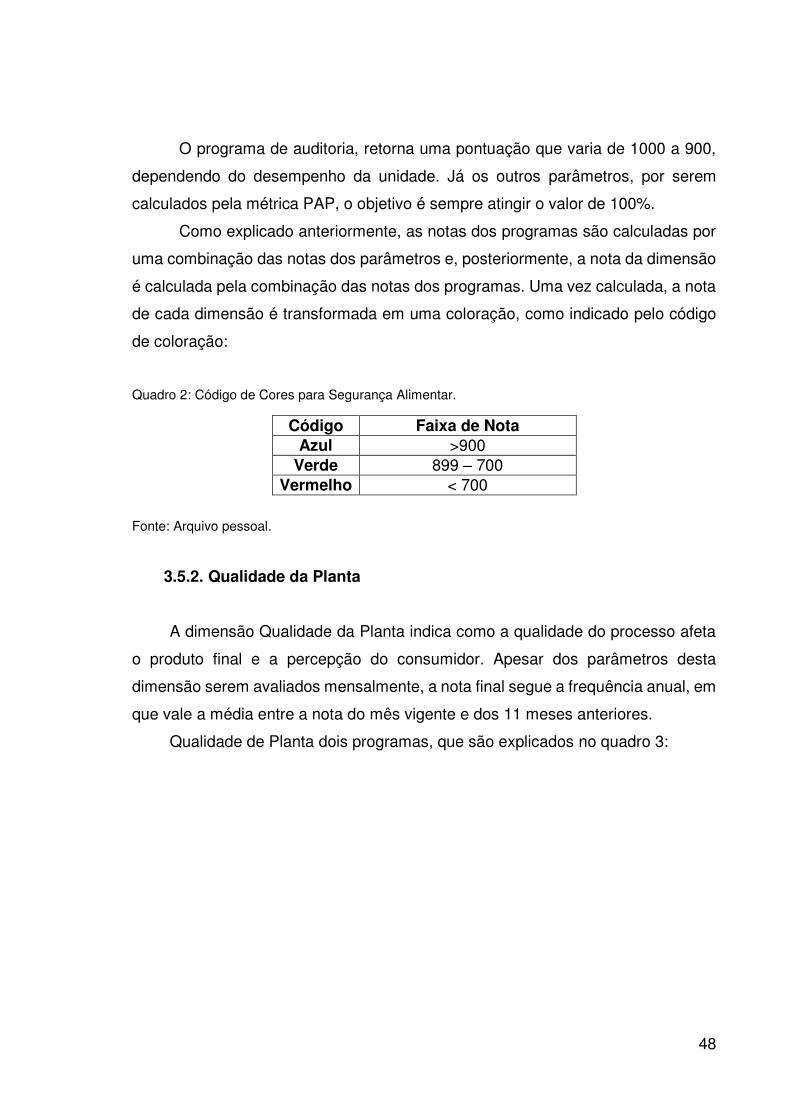
O programa de auditoria, retorna uma pontuação que varia de 1000 a 900,
dependendo do desempenho da unidade. Já os outros parâmetros, por serem
calculados pela métrica PAP, o objetivo é sempre atingir o valor de 100%.
Como explicado anteriormente, as notas dos programas são calculadas por
uma combinação das notas dos parâmetros e, posteriormente, a nota da dimensão
é calculada pela combinação das notas dos programas. Uma vez calculada, a nota
de cada dimensão é transformada em uma coloração, como indicado pelo código
de coloração:
Quadro 2: Código de Cores para Segurança Alimentar.
Código Faixa de Nota Azul >900
Verde 899 – 700 Vermelho < 700
Fonte: Arquivo pessoal.
3.5.2. Qualidade da Planta
A dimensão Qualidade da Planta indica como a qualidade do processo afeta
o produto final e a percepção do consumidor. Apesar dos parâmetros desta
dimensão serem avaliados mensalmente, a nota final segue a frequência anual, em
que vale a média entre a nota do mês vigente e dos 11 meses anteriores.
Qualidade de Planta dois programas, que são explicados no quadro 3:
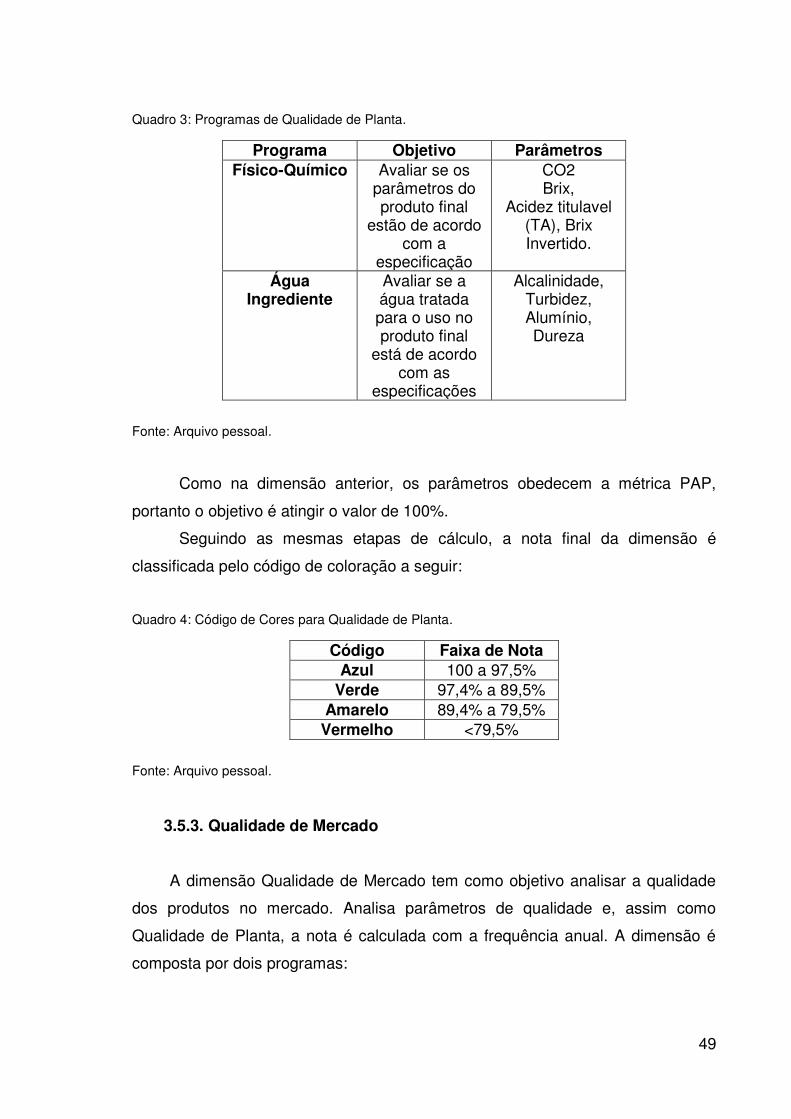
49
Quadro 3: Programas de Qualidade de Planta.
Programa Objetivo Parâmetros Físico-Químico Avaliar se os
parâmetros do produto final
estão de acordo com a
especificação
CO2 Brix,
Acidez titulavel (TA), Brix Invertido.
Água Ingrediente
Avaliar se a água tratada para o uso no produto final
está de acordo com as
especificações
Alcalinidade, Turbidez, Alumínio, Dureza
Fonte: Arquivo pessoal.
Como na dimensão anterior, os parâmetros obedecem a métrica PAP,
portanto o objetivo é atingir o valor de 100%.
Seguindo as mesmas etapas de cálculo, a nota final da dimensão é
classificada pelo código de coloração a seguir:
Quadro 4: Código de Cores para Qualidade de Planta.
Código Faixa de Nota Azul 100 a 97,5%
Verde 97,4% a 89,5% Amarelo 89,4% a 79,5%
Vermelho <79,5%
Fonte: Arquivo pessoal.
3.5.3. Qualidade de Mercado
A dimensão Qualidade de Mercado tem como objetivo analisar a qualidade
dos produtos no mercado. Analisa parâmetros de qualidade e, assim como
Qualidade de Planta, a nota é calculada com a frequência anual. A dimensão é
composta por dois programas:
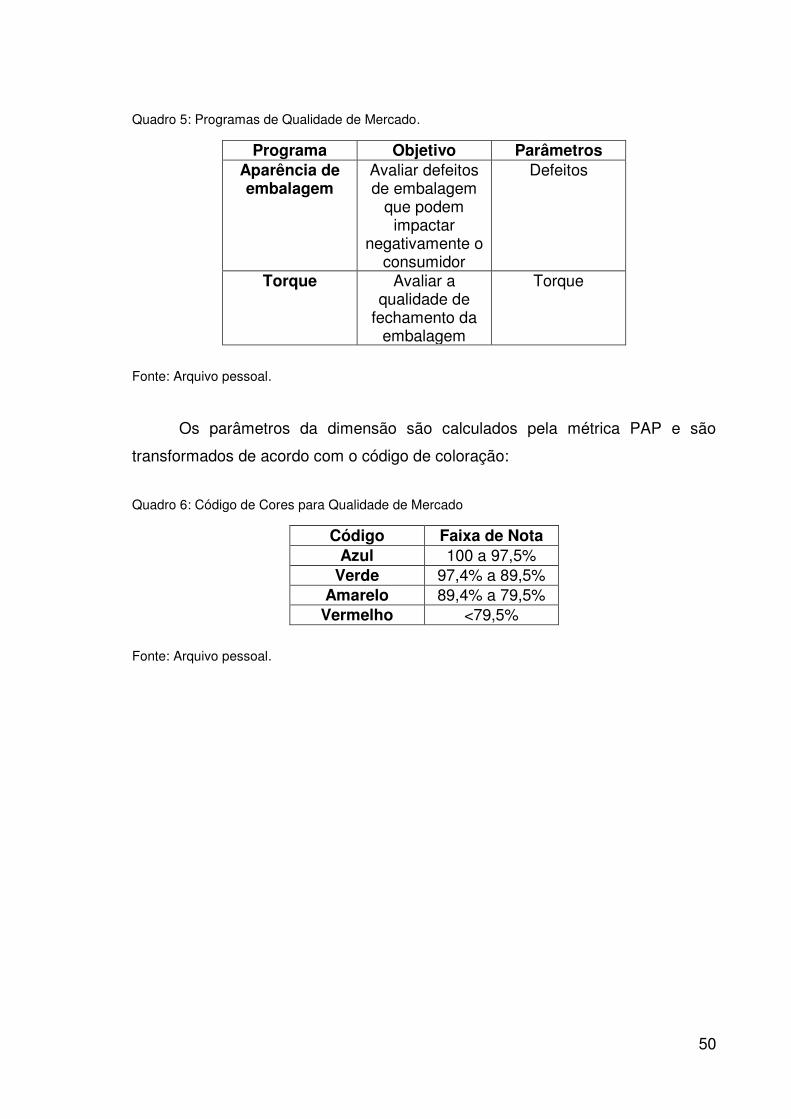
50
Quadro 5: Programas de Qualidade de Mercado.
Programa Objetivo Parâmetros Aparência de embalagem
Avaliar defeitos de embalagem
que podem impactar
negativamente o consumidor
Defeitos
Torque Avaliar a qualidade de
fechamento da embalagem
Torque
Fonte: Arquivo pessoal.
Os parâmetros da dimensão são calculados pela métrica PAP e são
transformados de acordo com o código de coloração:
Quadro 6: Código de Cores para Qualidade de Mercado
Código Faixa de Nota Azul 100 a 97,5%
Verde 97,4% a 89,5% Amarelo 89,4% a 79,5%
Vermelho <79,5%
Fonte: Arquivo pessoal.
51
4. Resultados e Discussões
Com a unidade caso determinada, serão apresentadas neste capitulo as
etapas seguintes, em que os dados serão coletados, analisados e discussões
pertinentes serão abordadas.
Apesar da descrição das etapas da coleta de dados na seção 3.4, faz-se
necessária uma explicação em relação aos períodos de coleta e análise. O primeiro
momento de coleta, destinado aos dados do indicador de qualidade, teve início no
começo de maio de 2018, portanto, as informações obtidas foram do período entre
janeiro e abril de 2018. A análise destes primeiros dados teve como principal
objetivo avaliar detalhadamente os resultados do Indicador de Qualidade, a partir
da análise histórica do IQ, análise de agrupamento e diagrama de pareto, que serão
detalhados nas seções seguintes.
Sendo assim, a segunda etapa de coleta de dados só poderia ser iniciada
após a identificação dos principais parâmetros de qualidade que impactam
negativamente no IQ e após a implementação do sistema on-line em todas as
unidades produtoras. Portanto, o segundo momento de coleta de dados (dados do
processo produtivo) teve início em agosto de 2018, e os gráficos de controle
analisados abrangem o período de janeiro a agosto de 2018. Como o objetivo
principal das análises dos gráficos de controle é entender o perfil dos parâmetros
de qualidade no processo, como afetam o IQ e criar uma base para que a empresa
possa tomar ações no futuro, a diferença entre os períodos não afeta a conclusão
do objetivo final deste trabalho,
Devido aos termos de confidencialidade com a empresa, os dados não serão
apresentados integralmente e deste ponto em diante as unidades produtoras serão
representadas pelos números 1 a 18. Os parâmetros da Camada 4 do Indicador de
Qualidade serão denominados por letras gregas enquanto os parâmetros de
processo, coletados na rotina de produção, serão denominados de A à Z.
4.1. Coleta de Dados do Indicador e Análise Histórica
Como citado na seção 3.4, o primeiro momento de coleta de dados, refere-
se aos dados do Indicador de Qualidade (IQ). Como proposto, estes dados foram
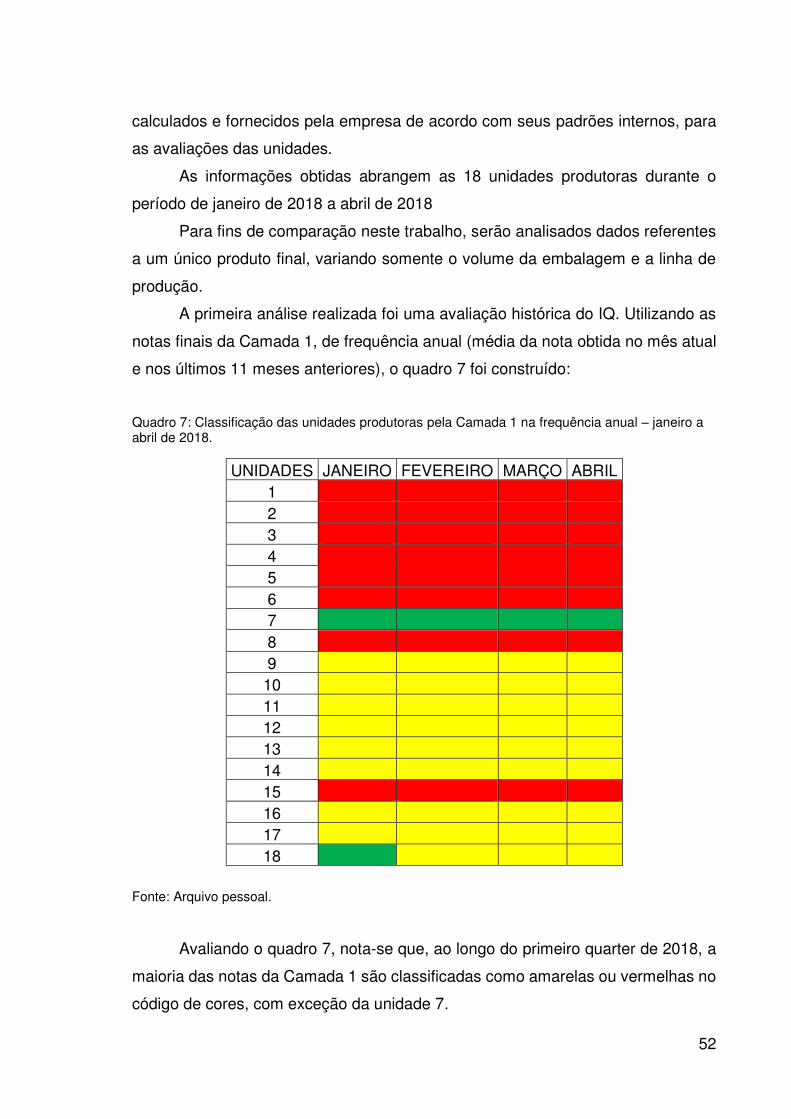
52
calculados e fornecidos pela empresa de acordo com seus padrões internos, para
as avaliações das unidades.
As informações obtidas abrangem as 18 unidades produtoras durante o
período de janeiro de 2018 a abril de 2018
Para fins de comparação neste trabalho, serão analisados dados referentes
a um único produto final, variando somente o volume da embalagem e a linha de
produção.
A primeira análise realizada foi uma avaliação histórica do IQ. Utilizando as
notas finais da Camada 1, de frequência anual (média da nota obtida no mês atual
e nos últimos 11 meses anteriores), o quadro 7 foi construído:
Quadro 7: Classificação das unidades produtoras pela Camada 1 na frequência anual – janeiro a abril de 2018.
UNIDADES JANEIRO FEVEREIRO MARÇO ABRIL 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Fonte: Arquivo pessoal.
Avaliando o quadro 7, nota-se que, ao longo do primeiro quarter de 2018, a
maioria das notas da Camada 1 são classificadas como amarelas ou vermelhas no
código de cores, com exceção da unidade 7.

53
Visto que as notas do IQ seguem o sistema de cascateamento, como
apresentado na seção 3.5, foram analisadas as notas da Camada 2, com a
frequência anual, de cada unidade no mês de abril de 2018 na tentativa de
identificar qual dimensão mais afetou a nota final do IQ
Quadro 8: Classificação das unidades produtoras na Camada 2 na frequência anual -abril de 2018.
UNIDADES SEGURANÇA ALIMENTAR
QUALIDADE DE PLANTA
QUALIDADE DE MERCADO
DIMENSÃO DETERMINANTE
1 Segurança alimentar 2 Qualidade de Planta 3 Qualidade de Planta 4 Qualidade de Planta
5 Seg. Alimentar e Qual.
de Planta 6 Qualidade de Planta 7 Qualidade de Planta 8 Qualidade de Planta 9 Qualidade de Planta 10 Qualidade de Planta 11 Qualidade de Planta 12 Qualidade de Planta 13 Qualidade de Planta 14 Qualidade de Planta 15 Qualidade de Planta 16 Qualidade de Planta 17 Qualidade de Planta 18 Qualidade de Mercado
Fonte: Arquivo pessoal.
Observa-se que, das 18 unidades produtoras, apenas 2 apresentaram nota
baixa (<700) em Segurança Alimentar e 4 apresentaram nota média (79,5% a
89,4%) em Qualidade de Mercado. Observa-se, também, uma situação crítica com
relação à Qualidade da Planta, onde apenas 2 unidades apresentaram níveis
adequados para este índice. Portanto, a dimensão Qualidade de Planta é que mais
impacta a Camada 1 do IQ, com 80% das unidades produtoras afetadas. Desta
forma, fica claro a criticidade desta dimensão e o potencial de melhoria ao analisa-
la.
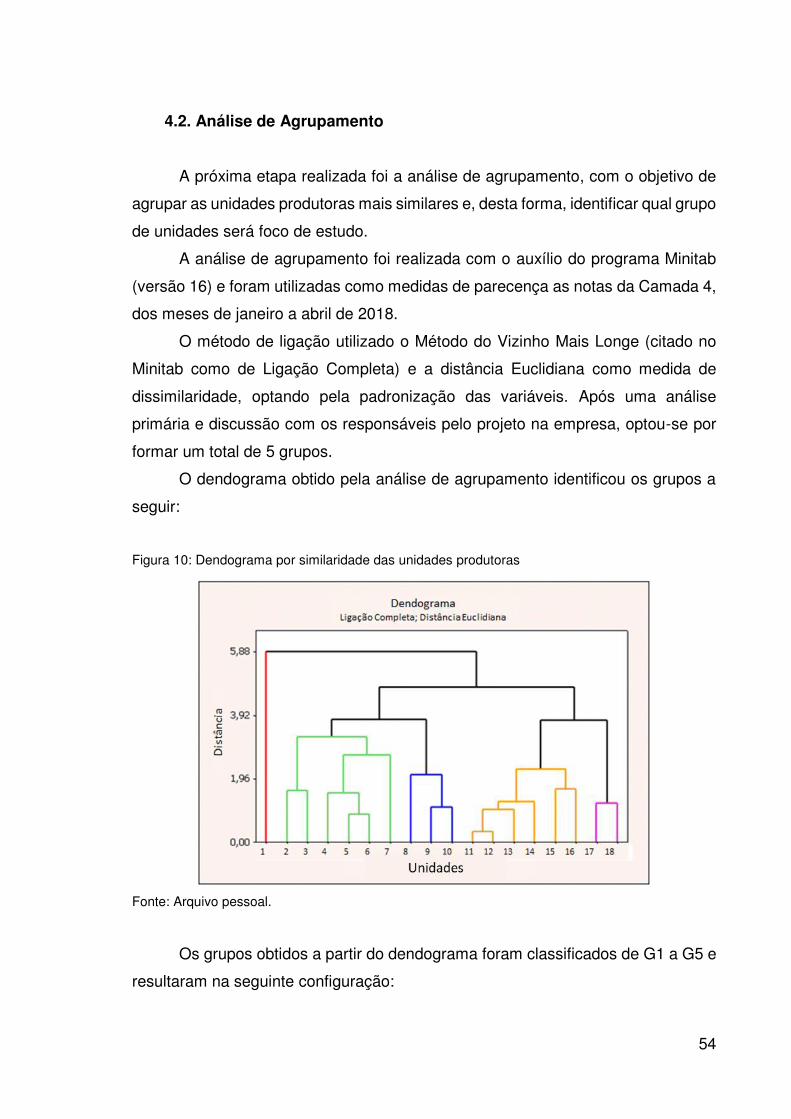
54
4.2. Análise de Agrupamento
A próxima etapa realizada foi a análise de agrupamento, com o objetivo de
agrupar as unidades produtoras mais similares e, desta forma, identificar qual grupo
de unidades será foco de estudo.
A análise de agrupamento foi realizada com o auxílio do programa Minitab
(versão 16) e foram utilizadas como medidas de parecença as notas da Camada 4,
dos meses de janeiro a abril de 2018.
O método de ligação utilizado o Método do Vizinho Mais Longe (citado no
Minitab como de Ligação Completa) e a distância Euclidiana como medida de
dissimilaridade, optando pela padronização das variáveis. Após uma análise
primária e discussão com os responsáveis pelo projeto na empresa, optou-se por
formar um total de 5 grupos.
O dendograma obtido pela análise de agrupamento identificou os grupos a
seguir:
Figura 10: Dendograma por similaridade das unidades produtoras
Fonte: Arquivo pessoal.
Os grupos obtidos a partir do dendograma foram classificados de G1 a G5 e
resultaram na seguinte configuração:
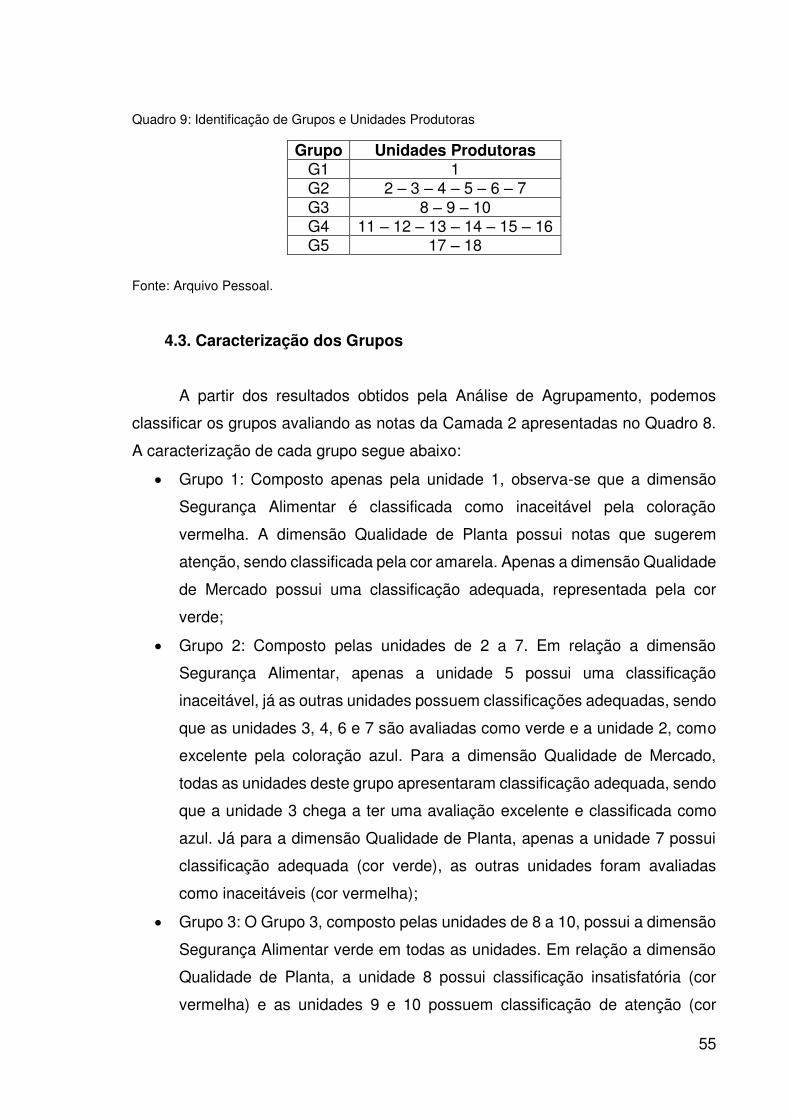
55
Quadro 9: Identificação de Grupos e Unidades Produtoras
Grupo Unidades Produtoras G1 1 G2 2 – 3 – 4 – 5 – 6 – 7 G3 8 – 9 – 10 G4 11 – 12 – 13 – 14 – 15 – 16 G5 17 – 18
Fonte: Arquivo Pessoal.
4.3. Caracterização dos Grupos
A partir dos resultados obtidos pela Análise de Agrupamento, podemos
classificar os grupos avaliando as notas da Camada 2 apresentadas no Quadro 8.
A caracterização de cada grupo segue abaixo:
• Grupo 1: Composto apenas pela unidade 1, observa-se que a dimensão
Segurança Alimentar é classificada como inaceitável pela coloração
vermelha. A dimensão Qualidade de Planta possui notas que sugerem
atenção, sendo classificada pela cor amarela. Apenas a dimensão Qualidade
de Mercado possui uma classificação adequada, representada pela cor
verde;
• Grupo 2: Composto pelas unidades de 2 a 7. Em relação a dimensão
Segurança Alimentar, apenas a unidade 5 possui uma classificação
inaceitável, já as outras unidades possuem classificações adequadas, sendo
que as unidades 3, 4, 6 e 7 são avaliadas como verde e a unidade 2, como
excelente pela coloração azul. Para a dimensão Qualidade de Mercado,
todas as unidades deste grupo apresentaram classificação adequada, sendo
que a unidade 3 chega a ter uma avaliação excelente e classificada como
azul. Já para a dimensão Qualidade de Planta, apenas a unidade 7 possui
classificação adequada (cor verde), as outras unidades foram avaliadas
como inaceitáveis (cor vermelha);
• Grupo 3: O Grupo 3, composto pelas unidades de 8 a 10, possui a dimensão
Segurança Alimentar verde em todas as unidades. Em relação a dimensão
Qualidade de Planta, a unidade 8 possui classificação insatisfatória (cor
vermelha) e as unidades 9 e 10 possuem classificação de atenção (cor
56
amarela). A dimensão Qualidade de Mercado aparece com classificação de
atenção (cor amarela) em todas as unidades do grupo. Nota-se que este é o
único grupo que possui esta classificação em todas as unidades;
• Grupo 4: O grupo 4 é formado pelas unidades 11 a 16 e possuem
classificação satisfatória na dimensão Segurança Alimentar em todas as
unidades. A dimensão Qualidade de Mercado também aparece como
satisfatória, com as unidades 11, 12, 13 e 14 avaliadas como excelentes (cor
azul). A dimensão Qualidade de Planta é classificada como insatisfatória
para a unidade 15 (cor vermelha) e de atenção (cor amarela) para as outras
unidades do grupo;
• Grupo 5: Composta apenas pelas unidades 17 e 18, apresenta classificação
satisfatória para a dimensão Segurança Alimentar. A unidade 17 apresenta
avaliação de atenção (cor amarela) para Qualidade de Planta e satisfatória
para Qualidade de Mercado. Na unidade 18 a situação se inverte, sendo a
classificação é satisfatória em Qualidade de Planta e de atenção em
Qualidade de Mercado.
Após as avaliações necessárias e discussões com a equipe responsável
pelo projeto na empresa, ficou claro que o principal interesse da companhia era a
melhoria da dimensão Qualidade de Planta, uma vez que é a dimensão da Camada
2 que apresenta maior impacto no IQ, como discutido na seção 4.1. Além disso, o
cenário da dimensão Qualidade de Mercado no Grupo 3, levou a equipe a entender
que esta dimensão poderia se tornar um problema tão crítico quanto Qualidade de
Planta se não fosse acompanhado.
Diante disto, optou-se por estudar mais profundamente os Grupos 2 e 3. O
Grupo 2 corresponde as unidades que possuem maior quantidade de avaliações
em vermelho para a dimensão Qualidade da Planta. Já o Grupo 3 possui todas as
unidades produtoras com classificação amarela na dimensão Qualidade de
Mercado, como verifica-se no Quadro 8.
57
4.4. Coleta de Dados do Processo
A partir da determinação dos grupos focos deste estudo, deu-se início a uma
nova coleta de dados referente ao processo produtivo. Como explicitado na seção
3.2, os dados necessários do processo produtivo foram coletados por meio de um
sistema interno da empresa. Para variáveis, esses dados se resumem a coleta dos
gráficos gerados pelo sistema on-line implementado em agosto, já para atributos
(que não tem seus gráficos gerados por esse sistema), os dados foram coletados
do sistema que já existia previamente na companhia.
Para cada parâmetro analisado laboratorialmente na Camada 5 do IQ,
existem parâmetros equivalentes ou complementares no processo produtivo.
Parâmetros equivalentes, indica que o mesmo parâmetro analisado na Camada 5
existe no processo produtivo e pode ser acompanhado em diferentes etapas do
processo produtivo, afim de manter a qualidade do produto. Parâmetros
complementares, indica que um dos parâmetros analisados na Camada 5 podem
não existir no processo, mas podem ser monitorados ao avaliar o comportamento
de dois parâmetros diferentes no processo produtivo.
Pra exemplificar, supondo uma avaliação da qualidade de uma água
envasada por meio da medição laboratorial do parâmetro contaminação
microbiológica. Podemos avaliar este parâmetro no processo produtivo, ao medir a
contaminação microbiológica antes e depois de um aumento de temperatura que
eliminaria a contaminação. Neste caso, estamos falando de parâmetros de
qualidade no processo que são equivalentes aos analisados laboratorialmente e
em mais de um ponto produtivo.
Da mesma forma, para avaliar a contaminação microbiológica poderiam ser
avaliados no processo a disponibilidade de oxigênio e o crescimento
microbiológico. Esses são exemplos de dois parâmetros complementares, pois sua
relação pode afetar o parâmetro de contaminação.
Devido as relações entre os parâmetros analisados laboratorialmente que
compõe a Camada 4 do IQ e parâmetros de qualidade no processo (parâmetros de
processo), o acompanhamento do último na rotina da produção garante um melhor
controle de processo e diminui as chances de um resultado fora de especificação
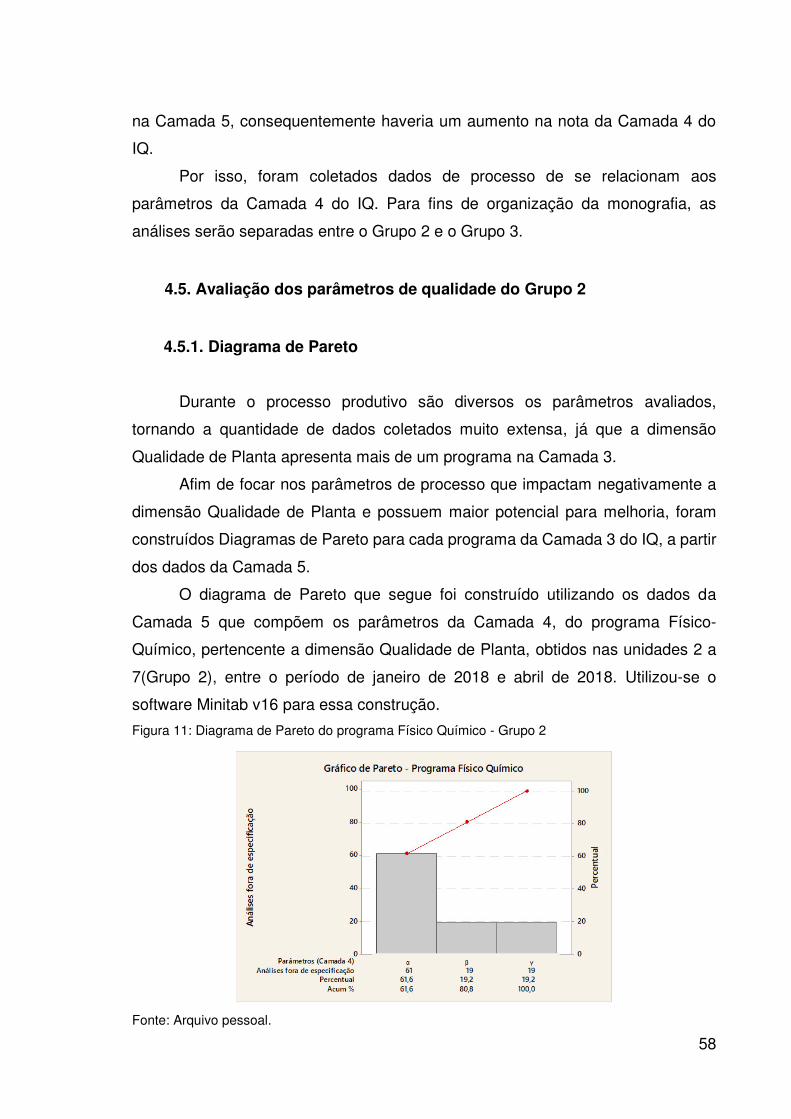
58
na Camada 5, consequentemente haveria um aumento na nota da Camada 4 do
IQ.
Por isso, foram coletados dados de processo de se relacionam aos
parâmetros da Camada 4 do IQ. Para fins de organização da monografia, as
análises serão separadas entre o Grupo 2 e o Grupo 3.
4.5. Avaliação dos parâmetros de qualidade do Grupo 2
4.5.1. Diagrama de Pareto
Durante o processo produtivo são diversos os parâmetros avaliados,
tornando a quantidade de dados coletados muito extensa, já que a dimensão
Qualidade de Planta apresenta mais de um programa na Camada 3.
Afim de focar nos parâmetros de processo que impactam negativamente a
dimensão Qualidade de Planta e possuem maior potencial para melhoria, foram
construídos Diagramas de Pareto para cada programa da Camada 3 do IQ, a partir
dos dados da Camada 5.
O diagrama de Pareto que segue foi construído utilizando os dados da
Camada 5 que compõem os parâmetros da Camada 4, do programa Físico-
Químico, pertencente a dimensão Qualidade de Planta, obtidos nas unidades 2 a
7(Grupo 2), entre o período de janeiro de 2018 e abril de 2018. Utilizou-se o
software Minitab v16 para essa construção.
Figura 11: Diagrama de Pareto do programa Físico Químico - Grupo 2
Fonte: Arquivo pessoal.
59
Nota-se que o parâmetro da Camada 4 no programa Físico-Químico que
aparece fora de especificação com maior frequência é o parâmetro α. Investigando
os dados deste parâmetro observou-se que 98,36% das amostras fora de
especificação foram classificadas abaixo do limite inferior de especificação.
Pelo diagrama de Pareto, os percentuais relativos aos parâmetros e se
igualam. Ao aprofundar algumas análises, observou-se que o parâmetro
apresenta ocorrências fora de especificação em mais unidades que o parâmetro .
Em 6 unidades produtoras, o parâmetro apresenta as análises laboratoriais fora
de especificação, com 84,21% não conformes abaixo de especificação e 15,79%
acima de especificação. Já o parâmetro tem ocorrências fora de faixa de
especificação em 4 unidades produtoras. Seguindo o mesmo raciocínio, o
parâmetro possui 47,37% analises abaixo da faixa de especificação, contra
52,63% acima de especificação.
Durante o período avaliado, de janeiro a abril de 2018, as unidades
pertencentes ao Grupo 2 não apresentaram resultados fora de especificação na
Camada 5 para o programa Água Ingrediente da dimensão Qualidade de Planta.
Diante disto, os parâmetros de processos relacionados ao programa da Camada 3,
Água Ingrediente, não serão avaliados nas cartas de controle.
4.5.2. Gráfico de Controle para Variável
As cartas de controle para variáveis apresentadas ao longo deste tópico,
foram obtidas pelo sistema on-line interno implementado na empresa em agosto de
2018. Por ser integrado ao sistema já existente, o software permitiu a construção
automática de gráficos de controle �̅-S do período entre janeiro de 2018 e agosto
de 2018.
Junto ao gráfico de controle gerado, também são apresentadas outras
informações de importância para controle de qualidade:
• No topo do gráfico são apresentadas faixas em vermelho e/ou amarelo caso
algum dos critérios adotados pela empresa para indicar um processo fora de
controle, apresentados na seção 2.3.2, seja identificado;

60
• No próprio gráfico são traçadas linhas em vermelho que indicam o limite
superior de especificação e o limite inferior de especificação (LSE e LIE) para
o parâmetro de processo que está sendo analisado;
• No gráfico são desenhadas faixas de controle, que representam as Zonas A,
B e C, de um, dois e três desvios-padrões, citadas no seção 2.3.2. Estas
zonas são indicadas pelas cores verde, amarelo e vermelho,
respectivamente
• Os limites de controle são indicados por linhas tracejadas, sendo o limite
central a divisão entre as zonas verdes e os limites de controle definidos pelo
término da zona vermelha;
• Na parte inferior do gráfico são apresentados os valores dos limites de
processo (LC, LSC e LIC).
No mesmo sistema, são calculadas as informações de � e ��para os dados
do parâmetro.
Além disso, o sistema implementado pela empresa permite, para alguns
parâmetros de processo, a estratificação dos gráficos de controle �̅-S por linha de
produção e volume de embalagem do produto final.
Afim de identificar as cartas de controle que serão apresentadas, foi utilizada
a seguinte lógica de nomenclatura: (Parâmetro).(Unidade Produtora).(Linha de
Produção).(Volume do Produto Final). Portanto, se a carta é referente ao parâmetro
de processo Z, na Unidade 1, linha de produção 3 e volume do produto final 2000
ml, a carta de controle S será identificada como Z.1.3.2000.
Como já citado, os gráficos de controle �̅-S são referentes aos parâmetros
acompanhados no processo produtivo. Os parâmetros de processo se relacionam
com os parâmetros analisados laboratorialmente na Camada 4 do IQ como segue
no quadro 10:
Quadro 10: Relação entre parâmetros do IQ e parâmetros de processo
Parâmetros Camada 5
Parâmetro de Processo
α A e B C, D e E C e F
Fonte: Arquivo Pessoal.
61
As unidades produtoras do Grupo 2, por sua vez, seguem a distribuição entre
linhas de produção e volumes de produto final apresentadas no quadro abaixo:
Quadro 11: Relação entre linhas de produção e volumes finais de produto para as unidades produtoras do Grupo 2.
Unidade Quantidade de Linhas de Produção
Tipos de Volume Final
(ml) 2 2 1000
350 269
3 2 2000 237
4 2 1000 237
2000 5 2 2000
350 6 2 1000
2000 7 2 2000
3300 350
Fonte: Arquivo pessoal.
Como apresentado na seção 4.5.1, as análises laboratoriais da Camada 5
no programa Físico-Quimico que representam a maior proporção de ocorrências
fora de controle são pertencentes ao parâmetro α, responsável por
aproximadamente 60% das ocorrências fora de especificação.
Por isso, na seção a seguir, serão apresentados e discutidos apenas os
gráficos de controle �̅-S dos parâmetros de processo A e B que se relacionam ao
parâmetro α.
4.5.3. Análise dos gráficos de controle �̅-S dos parâmetros de processo
A e B
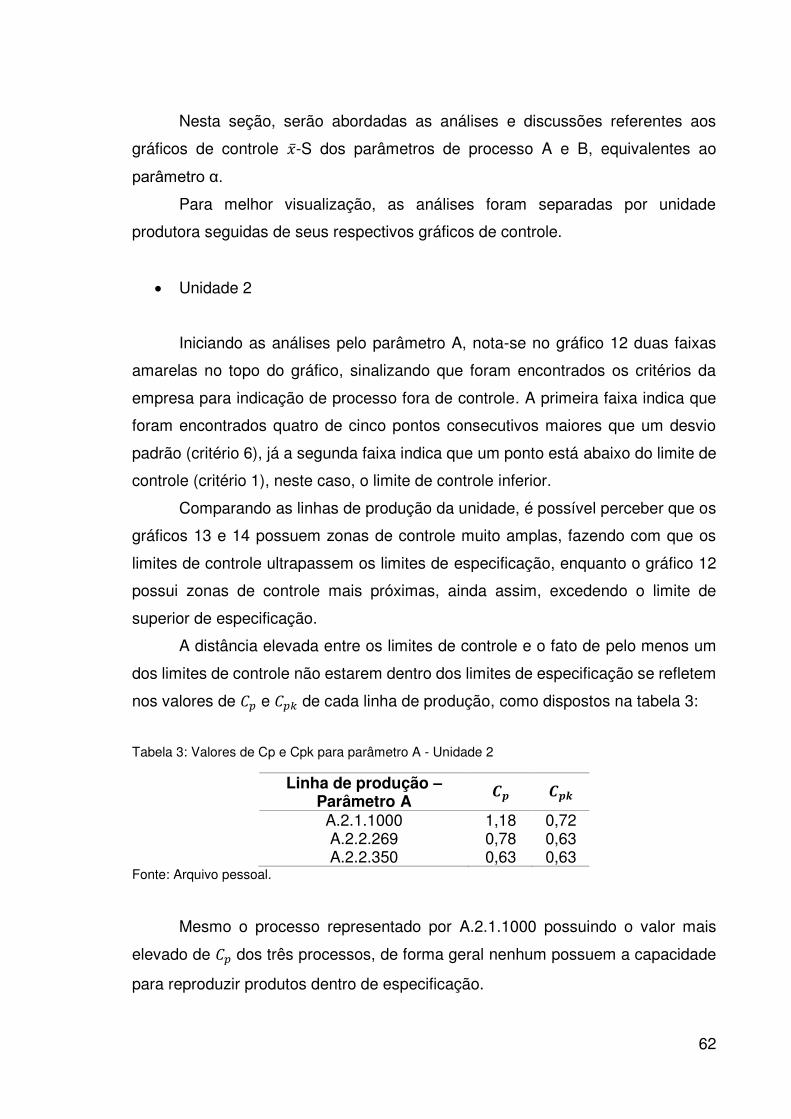
62
Nesta seção, serão abordadas as análises e discussões referentes aos
gráficos de controle �̅-S dos parâmetros de processo A e B, equivalentes ao
parâmetro α.
Para melhor visualização, as análises foram separadas por unidade
produtora seguidas de seus respectivos gráficos de controle.
• Unidade 2
Iniciando as análises pelo parâmetro A, nota-se no gráfico 12 duas faixas
amarelas no topo do gráfico, sinalizando que foram encontrados os critérios da
empresa para indicação de processo fora de controle. A primeira faixa indica que
foram encontrados quatro de cinco pontos consecutivos maiores que um desvio
padrão (critério 6), já a segunda faixa indica que um ponto está abaixo do limite de
controle (critério 1), neste caso, o limite de controle inferior.
Comparando as linhas de produção da unidade, é possível perceber que os
gráficos 13 e 14 possuem zonas de controle muito amplas, fazendo com que os
limites de controle ultrapassem os limites de especificação, enquanto o gráfico 12
possui zonas de controle mais próximas, ainda assim, excedendo o limite de
superior de especificação.
A distância elevada entre os limites de controle e o fato de pelo menos um
dos limites de controle não estarem dentro dos limites de especificação se refletem
nos valores de � e �� de cada linha de produção, como dispostos na tabela 3:
Tabela 3: Valores de Cp e Cpk para parâmetro A - Unidade 2
Linha de produção – Parâmetro A
�� ���
A.2.1.1000 1,18 0,72 A.2.2.269 0,78 0,63 A.2.2.350 0,63 0,63
Fonte: Arquivo pessoal.
Mesmo o processo representado por A.2.1.1000 possuindo o valor mais
elevado de � dos três processos, de forma geral nenhum possuem a capacidade
para reproduzir produtos dentro de especificação.
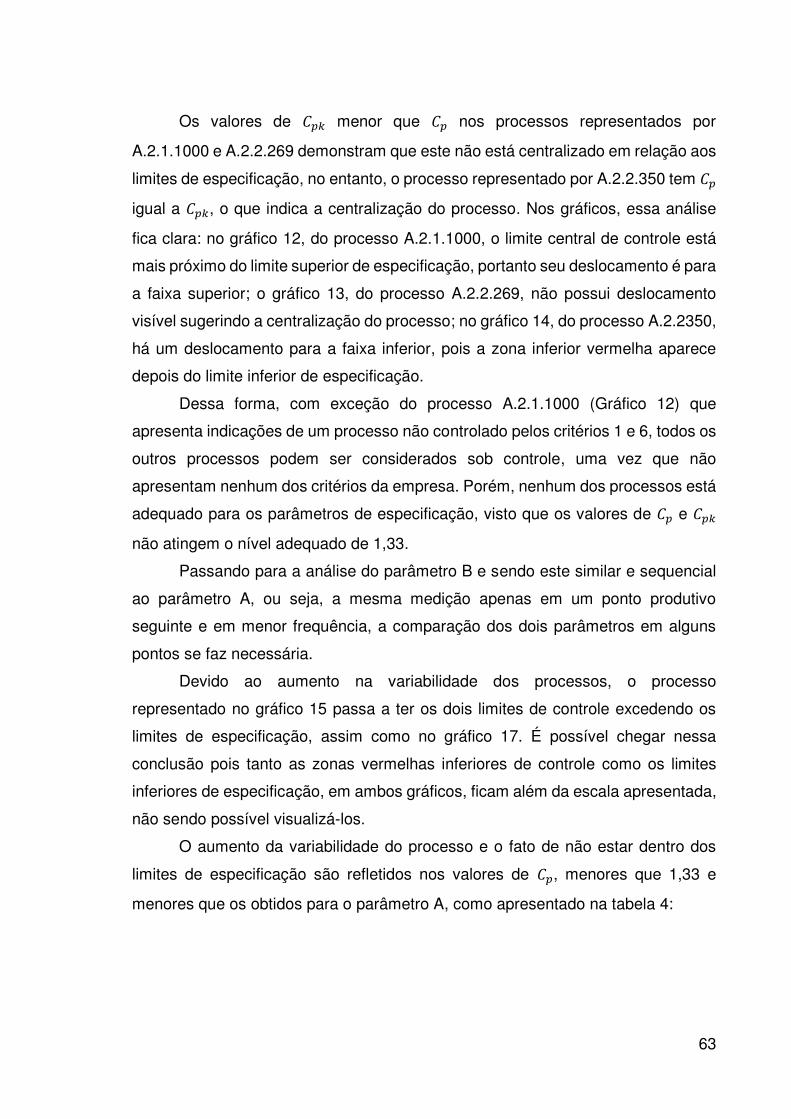
63
Os valores de �� menor que � nos processos representados por
A.2.1.1000 e A.2.2.269 demonstram que este não está centralizado em relação aos
limites de especificação, no entanto, o processo representado por A.2.2.350 tem �
igual a ��, o que indica a centralização do processo. Nos gráficos, essa análise
fica clara: no gráfico 12, do processo A.2.1.1000, o limite central de controle está
mais próximo do limite superior de especificação, portanto seu deslocamento é para
a faixa superior; o gráfico 13, do processo A.2.2.269, não possui deslocamento
visível sugerindo a centralização do processo; no gráfico 14, do processo A.2.2350,
há um deslocamento para a faixa inferior, pois a zona inferior vermelha aparece
depois do limite inferior de especificação.
Dessa forma, com exceção do processo A.2.1.1000 (Gráfico 12) que
apresenta indicações de um processo não controlado pelos critérios 1 e 6, todos os
outros processos podem ser considerados sob controle, uma vez que não
apresentam nenhum dos critérios da empresa. Porém, nenhum dos processos está
adequado para os parâmetros de especificação, visto que os valores de � e ��
não atingem o nível adequado de 1,33.
Passando para a análise do parâmetro B e sendo este similar e sequencial
ao parâmetro A, ou seja, a mesma medição apenas em um ponto produtivo
seguinte e em menor frequência, a comparação dos dois parâmetros em alguns
pontos se faz necessária.
Devido ao aumento na variabilidade dos processos, o processo
representado no gráfico 15 passa a ter os dois limites de controle excedendo os
limites de especificação, assim como no gráfico 17. É possível chegar nessa
conclusão pois tanto as zonas vermelhas inferiores de controle como os limites
inferiores de especificação, em ambos gráficos, ficam além da escala apresentada,
não sendo possível visualizá-los.
O aumento da variabilidade do processo e o fato de não estar dentro dos
limites de especificação são refletidos nos valores de �, menores que 1,33 e
menores que os obtidos para o parâmetro A, como apresentado na tabela 4:

64
Tabela 4: Valores de Cp e Cpk para parâmetro B - Unidade 2
Linha de Produção – Parâmetro B
�� ���
B.2.1.1000 0,88 0,51 B.2.2.350 1,22 1,22 B.2.2.269 0,66 0,52
Fonte: Arquivo pessoal
Os valores de � e �� são iguais para o processo representado por
B.2.2.350, semelhante ao encontrado no parâmetro A, sinalizando que o processo
está centralizado em relação aos limites de especificação. Para B.2.1.1000 e
B.2.2.269 os valores de �� continuam menores que �, indicando deslocamento
em relação a especificação.
Assim, a análise dos gráficos destes processos leva a considerar todos os
processos do parâmetro B dentro de controle estatístico, uma vez que não foram
violados nenhum dos critérios da empresa e todos os dados estão dentro dos
limites de controle. Porém nenhum dos processos do parâmetro B está adequado,
uma vez que os valores de � e �� não atingem o nível exigido pela empresa e
sugerido na bibliografia, de 1,33.
Figura 12: Gráfico de controle A.2.1.1000
Fonte: Arquivo pessoal.
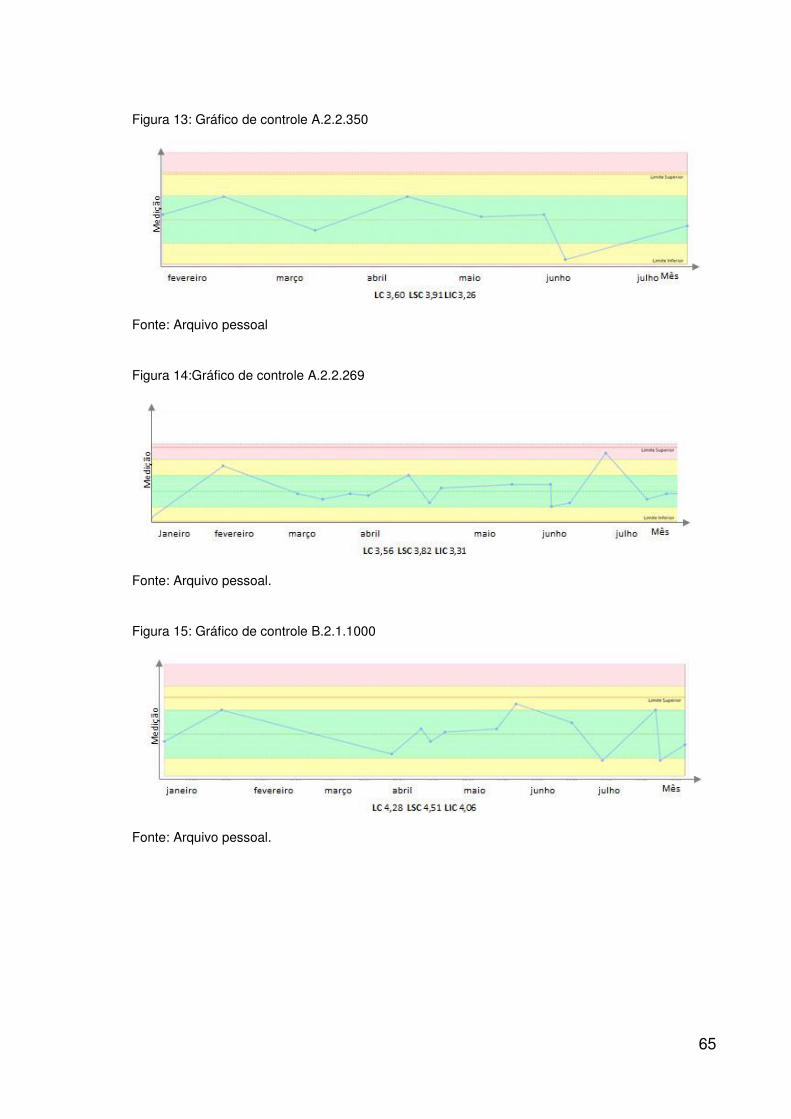
65
Figura 13: Gráfico de controle A.2.2.350
Fonte: Arquivo pessoal
Figura 14:Gráfico de controle A.2.2.269
Fonte: Arquivo pessoal.
Figura 15: Gráfico de controle B.2.1.1000
Fonte: Arquivo pessoal.
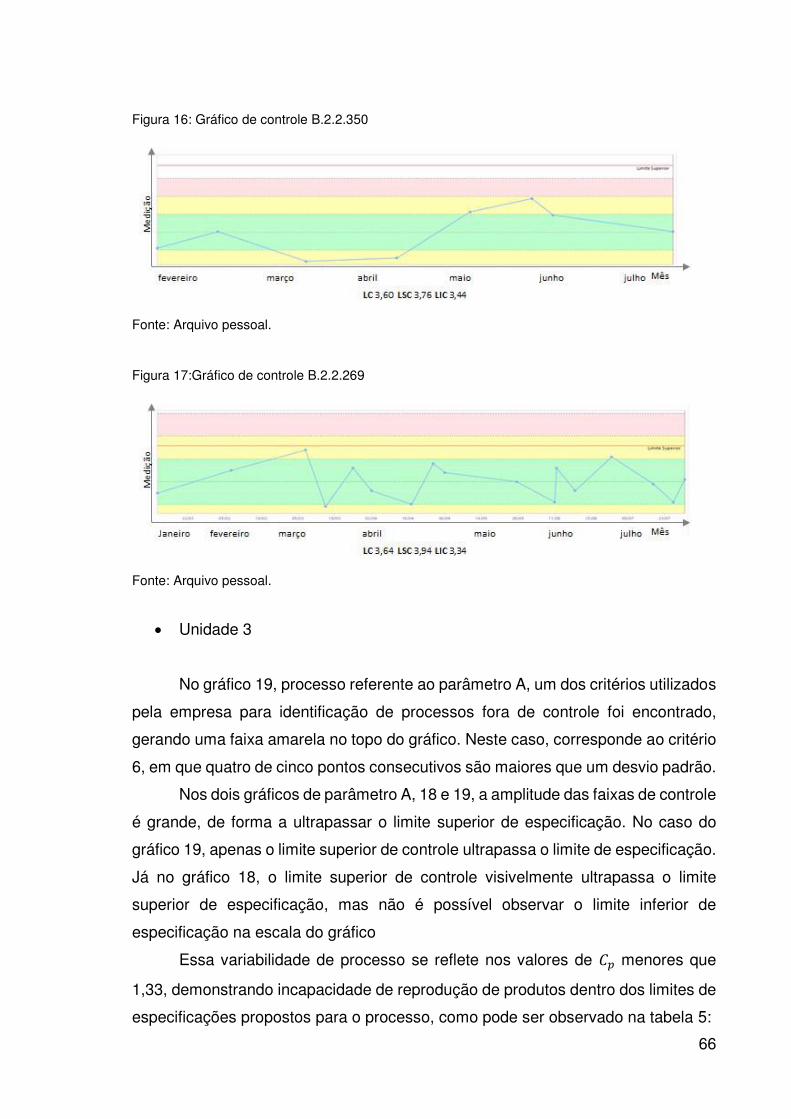
66
Figura 16: Gráfico de controle B.2.2.350
Fonte: Arquivo pessoal.
Figura 17:Gráfico de controle B.2.2.269
Fonte: Arquivo pessoal.
• Unidade 3
No gráfico 19, processo referente ao parâmetro A, um dos critérios utilizados
pela empresa para identificação de processos fora de controle foi encontrado,
gerando uma faixa amarela no topo do gráfico. Neste caso, corresponde ao critério
6, em que quatro de cinco pontos consecutivos são maiores que um desvio padrão.
Nos dois gráficos de parâmetro A, 18 e 19, a amplitude das faixas de controle
é grande, de forma a ultrapassar o limite superior de especificação. No caso do
gráfico 19, apenas o limite superior de controle ultrapassa o limite de especificação.
Já no gráfico 18, o limite superior de controle visivelmente ultrapassa o limite
superior de especificação, mas não é possível observar o limite inferior de
especificação na escala do gráfico
Essa variabilidade de processo se reflete nos valores de � menores que
1,33, demonstrando incapacidade de reprodução de produtos dentro dos limites de
especificações propostos para o processo, como pode ser observado na tabela 5:

67
Tabela 5: Valores de Cp e Cpk para parâmetro A – Unidade 3.
Linha de Produção – Parâmetro A
�� ���
A.3.2.2000 0,70 0,36 A.3.1.237 0,78 0,46
Fonte: Arquivo pessoal.
Nos dois processos, os valores para �� são menores que �, indicando que
não estão centralizados em relação aos limites de especificação. Principalmente
para o processo A.3.2.237, representado no gráfico 19, é possível perceber o
deslocamento para a faixa superior, uma vez que o limite inferior de controle não
chega a ultrapassar o limite inferior de especificação e o limite central de controle
é mais próximo ao limite superior de especificação.
O comportamento dos dados apresentados no processo representado por
A.3.2.237 (gráfico 19) sugere que os dados estão viciados, devido a grande
quantidade de pontos no limite superior de especificação, levando a entender que
o processo não está sob controle. Já o processo A.3.2.1.2000 apresenta todos os
dados dentro dos limites de controle, como é visto no gráfico 18, e pode assim ser
considerado sob controle estatístico. No entanto, os dois processos do parâmetro
A na unidade 3 não podem ser considerados adequados, já que os valores de � e
�� não atingem 1,33 como sugerido pela bibliografia.
Comparando os processos do parâmetro B em relação ao parâmetro A, é
visível nos gráficos 20 e 21 que as zonas de controle tornaram-se mais amplas e
ultrapassam os limites de especificação do processo. O aumento da variabilidade
reflete nos valores de � menores que 1,33 e menores que os encontrados para o
parâmetro A, como demonstrado na tabela 6:
Tabela 6: Valores de Cp e Cpk para parâmetro B – Unidade 3.
Linha de produção – Parâmetro B
�� ���
B.3.2.2000 0,59 0,52 B.3.1.237 0,63 0,44
Fonte: Arquivo pessoal.

68
Os valores encontrados para ��, sendo menores que os valores de �,
indicam que os dois processos da unidade não estão centralizados em relação aos
limites de especificação.
Pelo gráfico 20, representando o processo B.3.1.2000, percebe-se que
houve um deslocamento para baixo em relação mesma linha de produção no
parâmetro A, já que a linha superior de especificação está mais próxima ao limite
da zona superior amarela que nos gráficos do parâmetro A.
Apesar de não serem encontrados os critérios da empresa para processos
fora de controle nos gráficos, e possuindo todos os dados dentro dos limites de
controle gerados, pode-se dizer que os processos do parâmetro B estão sob
controle, porém não estão aptos para seguir os padrões propostos, uma vez que
em nenhum dos processo � foi maior que 1,33.
Figura 18: Gráfico de controle A.3.1.2000
Fonte: Arquivo pessoal.
Figura 19: Gráfico de controle A.3.2.237
Fonte: Arquivo pessoal.

69
Figura 20: Gráfico de controle B.3.1.2000
Fonte: Arquivo pessoal.
Figura 21: Gráfico de controle B.3.2.237
Fonte: Arquivo pessoal.
• Unidade 4
Analisando o parâmetro A na unidade 4, os gráficos 22 e 23 apresentam
indicações de processo fora de controle. No topo do primeiro, a faixa em vermelho
indica um ponto que ultrapassou o limite superior de especificação (critério 1) e a
faixa em amarelo indica a presença do critério 5, em que dois de três pontos
consecutivos são maiores que dois desvio-padrões de um mesmo lado da linha
central.
Já no gráfico 23, temos três pontos que ultrapassaram o limite superior de
especificação (critério 1). Há também a presença do critério 2, com sete pontos
consecutivos de um mesmo lado da linha central. Mais adiante no gráfico este
critério é novamente encontrado. No gráfico 24, não são encontrados nenhum dos
critérios adotados pela empresa para identificar processos fora de controle.
Os valores de � nos três processos são inferiores a 1,33, como segue na
tabela 7:
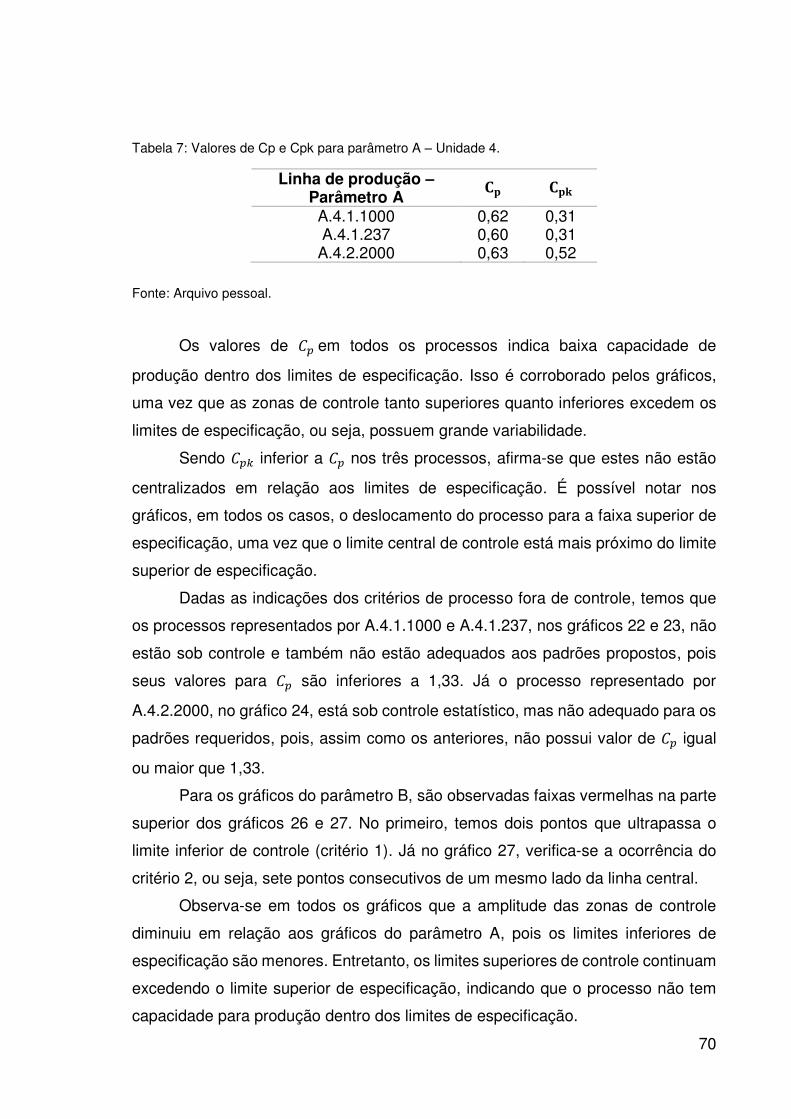
70
Tabela 7: Valores de Cp e Cpk para parâmetro A – Unidade 4.
Linha de produção – Parâmetro A
�� ���
A.4.1.1000 0,62 0,31 A.4.1.237 0,60 0,31
A.4.2.2000 0,63 0,52
Fonte: Arquivo pessoal.
Os valores de � em todos os processos indica baixa capacidade de
produção dentro dos limites de especificação. Isso é corroborado pelos gráficos,
uma vez que as zonas de controle tanto superiores quanto inferiores excedem os
limites de especificação, ou seja, possuem grande variabilidade.
Sendo �� inferior a � nos três processos, afirma-se que estes não estão
centralizados em relação aos limites de especificação. É possível notar nos
gráficos, em todos os casos, o deslocamento do processo para a faixa superior de
especificação, uma vez que o limite central de controle está mais próximo do limite
superior de especificação.
Dadas as indicações dos critérios de processo fora de controle, temos que
os processos representados por A.4.1.1000 e A.4.1.237, nos gráficos 22 e 23, não
estão sob controle e também não estão adequados aos padrões propostos, pois
seus valores para � são inferiores a 1,33. Já o processo representado por
A.4.2.2000, no gráfico 24, está sob controle estatístico, mas não adequado para os
padrões requeridos, pois, assim como os anteriores, não possui valor de � igual
ou maior que 1,33.
Para os gráficos do parâmetro B, são observadas faixas vermelhas na parte
superior dos gráficos 26 e 27. No primeiro, temos dois pontos que ultrapassa o
limite inferior de controle (critério 1). Já no gráfico 27, verifica-se a ocorrência do
critério 2, ou seja, sete pontos consecutivos de um mesmo lado da linha central.
Observa-se em todos os gráficos que a amplitude das zonas de controle
diminuiu em relação aos gráficos do parâmetro A, pois os limites inferiores de
especificação são menores. Entretanto, os limites superiores de controle continuam
excedendo o limite superior de especificação, indicando que o processo não tem
capacidade para produção dentro dos limites de especificação.
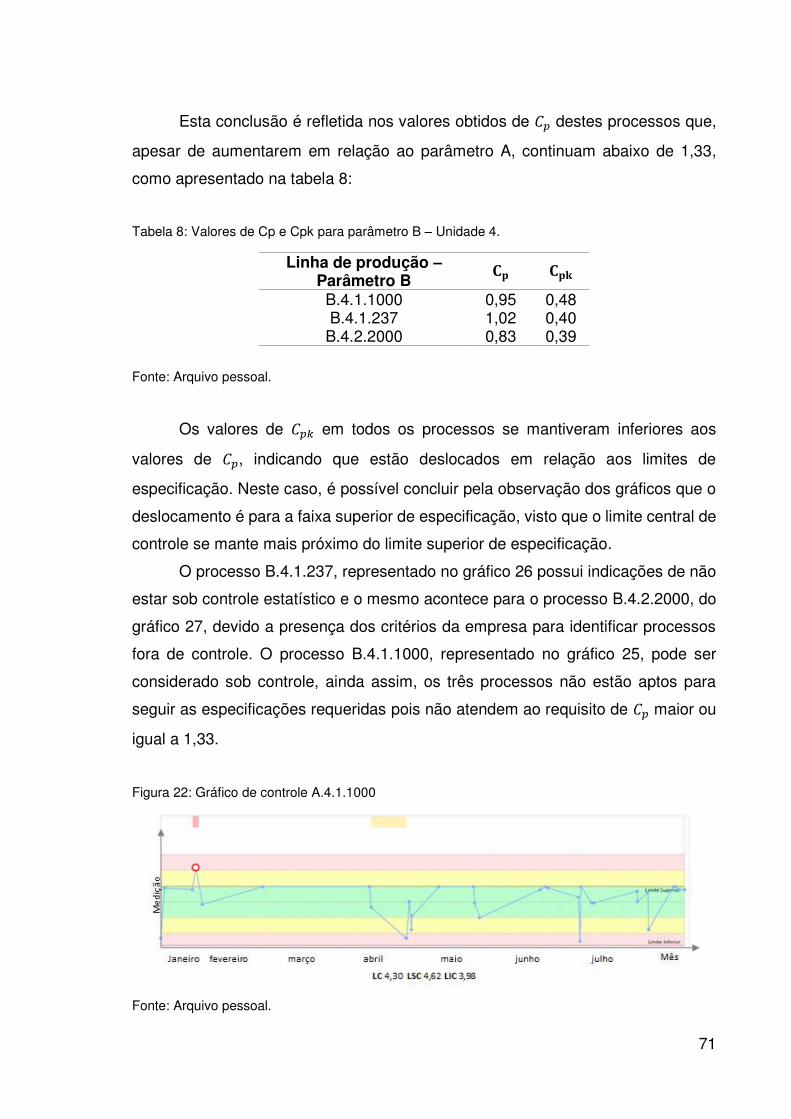
71
Esta conclusão é refletida nos valores obtidos de � destes processos que,
apesar de aumentarem em relação ao parâmetro A, continuam abaixo de 1,33,
como apresentado na tabela 8:
Tabela 8: Valores de Cp e Cpk para parâmetro B – Unidade 4.
Linha de produção – Parâmetro B
�� ���
B.4.1.1000 0,95 0,48 B.4.1.237 1,02 0,40
B.4.2.2000 0,83 0,39
Fonte: Arquivo pessoal.
Os valores de �� em todos os processos se mantiveram inferiores aos
valores de �, indicando que estão deslocados em relação aos limites de
especificação. Neste caso, é possível concluir pela observação dos gráficos que o
deslocamento é para a faixa superior de especificação, visto que o limite central de
controle se mante mais próximo do limite superior de especificação.
O processo B.4.1.237, representado no gráfico 26 possui indicações de não
estar sob controle estatístico e o mesmo acontece para o processo B.4.2.2000, do
gráfico 27, devido a presença dos critérios da empresa para identificar processos
fora de controle. O processo B.4.1.1000, representado no gráfico 25, pode ser
considerado sob controle, ainda assim, os três processos não estão aptos para
seguir as especificações requeridas pois não atendem ao requisito de � maior ou
igual a 1,33.
Figura 22: Gráfico de controle A.4.1.1000
Fonte: Arquivo pessoal.

72
Figura 23: Gráfico de controle A.4.1.237
Fonte: Arquivo pessoal.
Figura 24: Gráfico de controle A.4.2.2000
Fonte: Arquivo pessoal.
Figura 25: Gráfico de controle B.4.1.1000
Fonte: Arquivo pessoal.
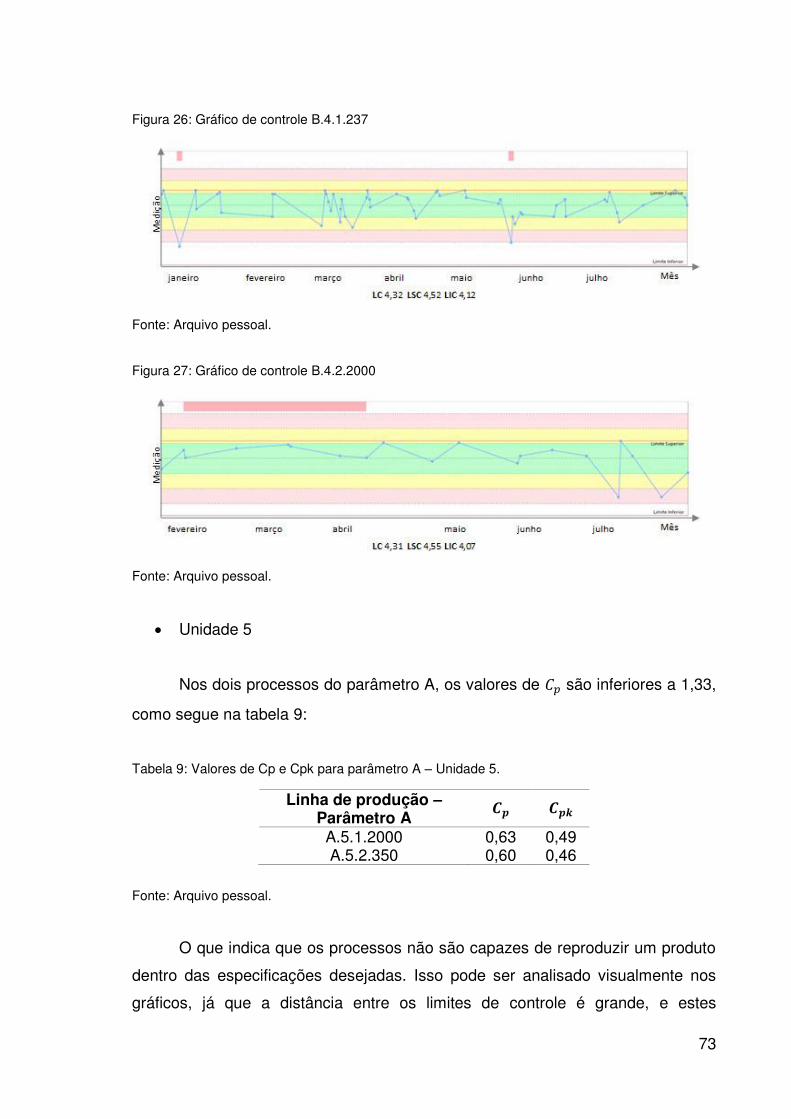
73
Figura 26: Gráfico de controle B.4.1.237
Fonte: Arquivo pessoal.
Figura 27: Gráfico de controle B.4.2.2000
Fonte: Arquivo pessoal.
• Unidade 5
Nos dois processos do parâmetro A, os valores de � são inferiores a 1,33,
como segue na tabela 9:
Tabela 9: Valores de Cp e Cpk para parâmetro A – Unidade 5.
Linha de produção – Parâmetro A
�� ���
A.5.1.2000 0,63 0,49 A.5.2.350 0,60 0,46
Fonte: Arquivo pessoal.
O que indica que os processos não são capazes de reproduzir um produto
dentro das especificações desejadas. Isso pode ser analisado visualmente nos
gráficos, já que a distância entre os limites de controle é grande, e estes
74
ultrapassam os respectivos limites de especificação, sugerindo assim a presença
de grande variabilidade no processo.
Os valores calculados para �� nos dois processos são menores que os
valores de �, ou seja, os processos não são centralizados em relação aos limites
de especificação. Pela avaliação dos processos e seus respectivos gráficos, o
deslocamento do processo é direcionado para a faixa superior de especificação,
perceptível pelo limite central de controle estar mais próximo do limite superior de
especificação.
Em ambos processos, os gráficos não apresentam oscilações relevantes
nem indicações de não controle, segundo os critérios adotados pela empresa.
Assim, os processos A.5.1.2000 e A.5.2.350, representados pelos gráficos 28 e 29,
podem ser considerados sob controle estatístico. Porém, devido aos valores de �
inferiores a 1,33, não estão adequados em relação aos padrões de processo.
Em relação aos processos do parâmetro B, os dois gráficos, 30 e 31,
apresentaram uma diminuição da amplitude das zonas de controle se comparadas
ao parâmetro A, porém ainda se mantem elevadas. No primeiro gráfico o limite de
controle superior ultrapassa o limite superior de especificação e os limites inferiores
de controle e de especificação ficam além da escala apresentada, não sendo
possível visualizá-los. Já no segundo gráfico, ambos os limites de controle
ultrapassam os respectivos limites de especificação, demonstrando que o processo
ainda possui grande variabilidade.
Isso pode ser analisado também pelos valores calculados para �, que
continuam menores que 1,33 ainda que maiores que os calculados para o
parâmetro A, como demonstra a tabela 10:
Tabela 10: Valores de Cp e Cpk para parâmetro B – Unidade 5.
Linha de produção – Parâmetro B
�� ���
B.5.1.2000 1,00 0,61 B.5.2.350 0,75 0,43
Fonte: Arquivo pessoal.
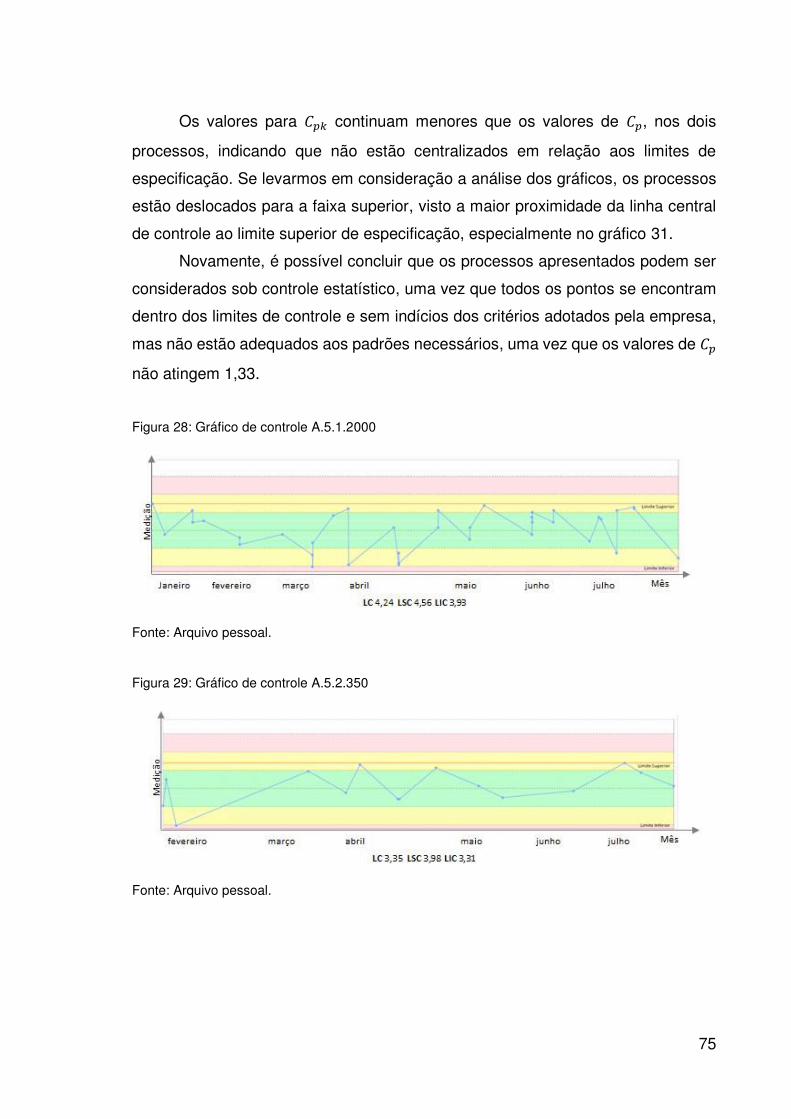
75
Os valores para �� continuam menores que os valores de �, nos dois
processos, indicando que não estão centralizados em relação aos limites de
especificação. Se levarmos em consideração a análise dos gráficos, os processos
estão deslocados para a faixa superior, visto a maior proximidade da linha central
de controle ao limite superior de especificação, especialmente no gráfico 31.
Novamente, é possível concluir que os processos apresentados podem ser
considerados sob controle estatístico, uma vez que todos os pontos se encontram
dentro dos limites de controle e sem indícios dos critérios adotados pela empresa,
mas não estão adequados aos padrões necessários, uma vez que os valores de �
não atingem 1,33.
Figura 28: Gráfico de controle A.5.1.2000
Fonte: Arquivo pessoal.
Figura 29: Gráfico de controle A.5.2.350
Fonte: Arquivo pessoal.
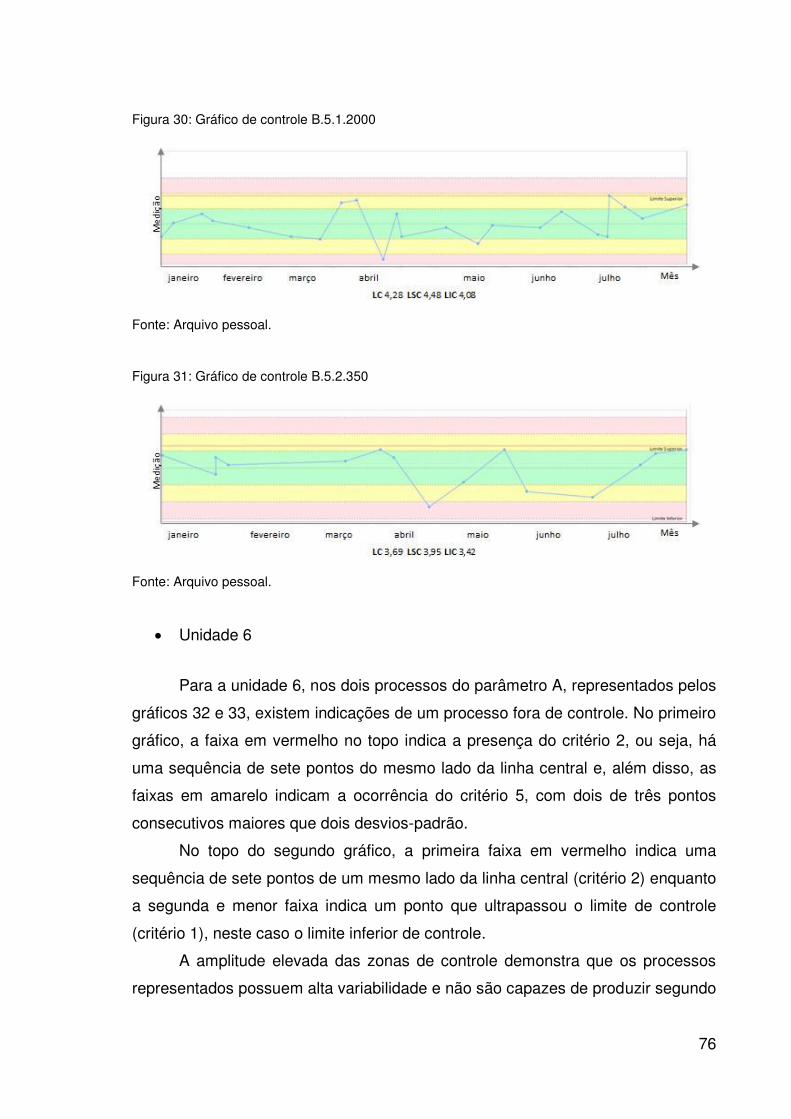
76
Figura 30: Gráfico de controle B.5.1.2000
Fonte: Arquivo pessoal.
Figura 31: Gráfico de controle B.5.2.350
Fonte: Arquivo pessoal.
• Unidade 6
Para a unidade 6, nos dois processos do parâmetro A, representados pelos
gráficos 32 e 33, existem indicações de um processo fora de controle. No primeiro
gráfico, a faixa em vermelho no topo indica a presença do critério 2, ou seja, há
uma sequência de sete pontos do mesmo lado da linha central e, além disso, as
faixas em amarelo indicam a ocorrência do critério 5, com dois de três pontos
consecutivos maiores que dois desvios-padrão.
No topo do segundo gráfico, a primeira faixa em vermelho indica uma
sequência de sete pontos de um mesmo lado da linha central (critério 2) enquanto
a segunda e menor faixa indica um ponto que ultrapassou o limite de controle
(critério 1), neste caso o limite inferior de controle.
A amplitude elevada das zonas de controle demonstra que os processos
representados possuem alta variabilidade e não são capazes de produzir segundo
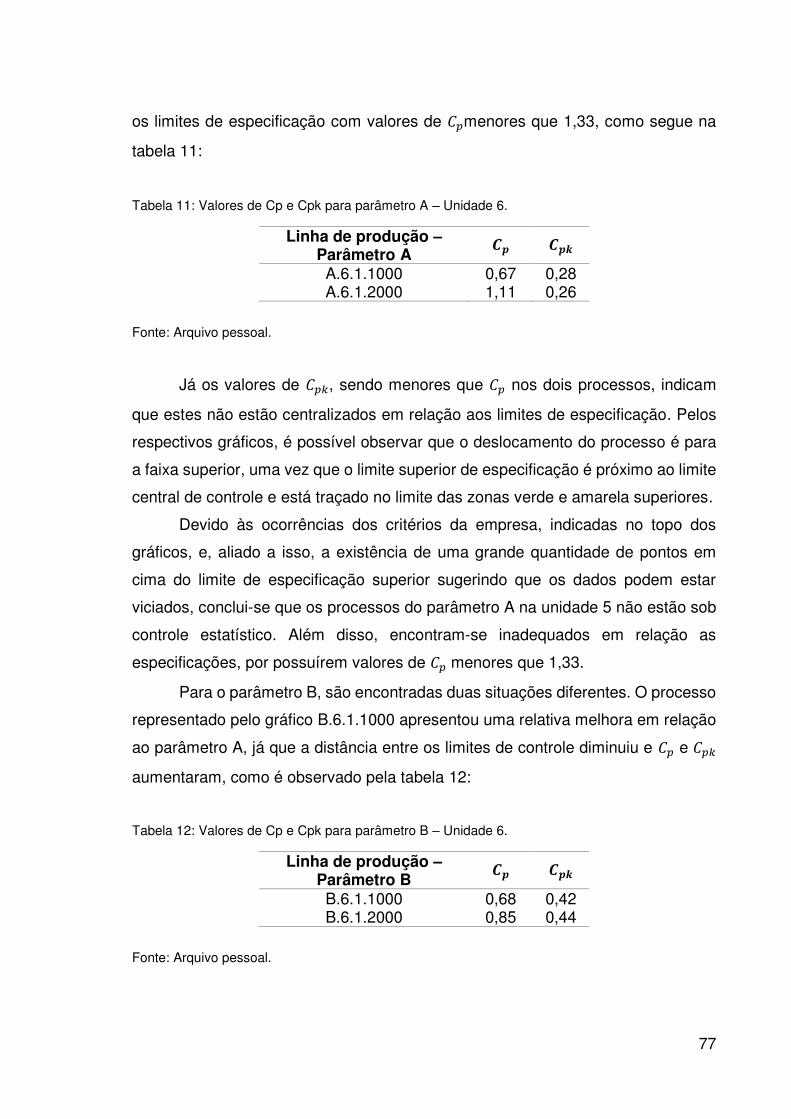
77
os limites de especificação com valores de �menores que 1,33, como segue na
tabela 11:
Tabela 11: Valores de Cp e Cpk para parâmetro A – Unidade 6.
Linha de produção – Parâmetro A
�� ���
A.6.1.1000 0,67 0,28 A.6.1.2000 1,11 0,26
Fonte: Arquivo pessoal.
Já os valores de ��, sendo menores que � nos dois processos, indicam
que estes não estão centralizados em relação aos limites de especificação. Pelos
respectivos gráficos, é possível observar que o deslocamento do processo é para
a faixa superior, uma vez que o limite superior de especificação é próximo ao limite
central de controle e está traçado no limite das zonas verde e amarela superiores.
Devido às ocorrências dos critérios da empresa, indicadas no topo dos
gráficos, e, aliado a isso, a existência de uma grande quantidade de pontos em
cima do limite de especificação superior sugerindo que os dados podem estar
viciados, conclui-se que os processos do parâmetro A na unidade 5 não estão sob
controle estatístico. Além disso, encontram-se inadequados em relação as
especificações, por possuírem valores de � menores que 1,33.
Para o parâmetro B, são encontradas duas situações diferentes. O processo
representado pelo gráfico B.6.1.1000 apresentou uma relativa melhora em relação
ao parâmetro A, já que a distância entre os limites de controle diminuiu e � e ��
aumentaram, como é observado pela tabela 12:
Tabela 12: Valores de Cp e Cpk para parâmetro B – Unidade 6.
Linha de produção – Parâmetro B
�� ���
B.6.1.1000 0,68 0,42 B.6.1.2000 0,85 0,44
Fonte: Arquivo pessoal.
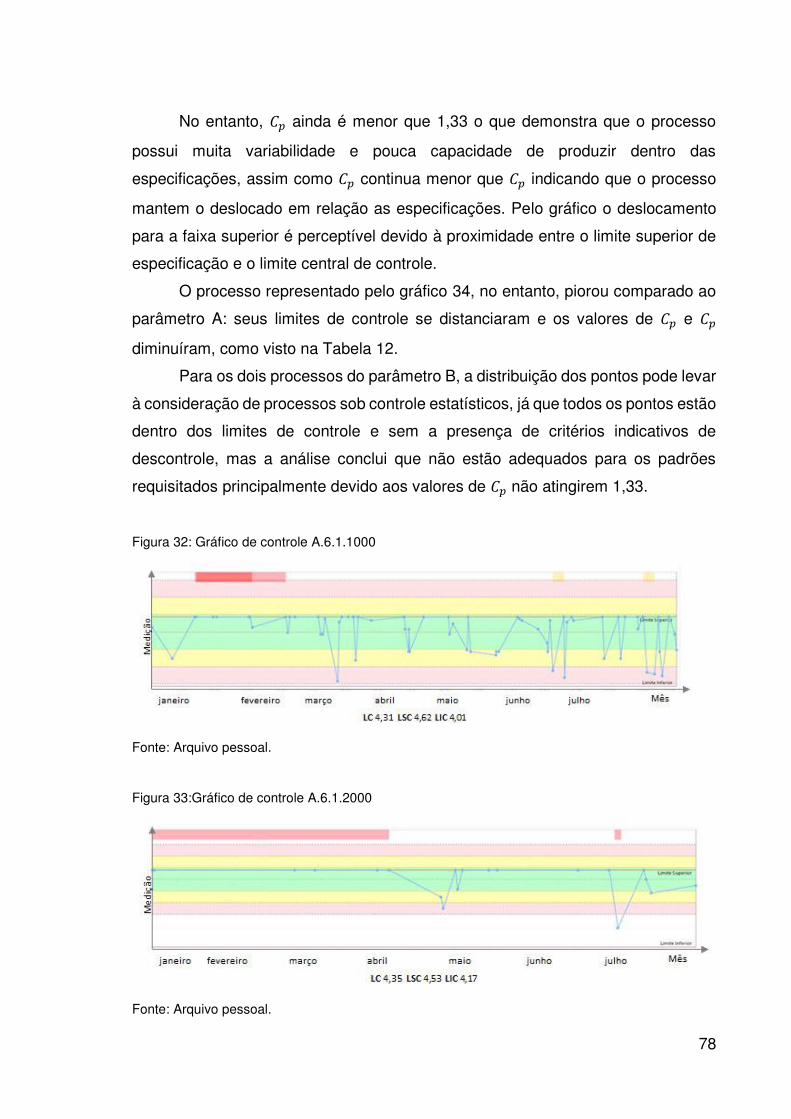
78
No entanto, � ainda é menor que 1,33 o que demonstra que o processo
possui muita variabilidade e pouca capacidade de produzir dentro das
especificações, assim como � continua menor que � indicando que o processo
mantem o deslocado em relação as especificações. Pelo gráfico o deslocamento
para a faixa superior é perceptível devido à proximidade entre o limite superior de
especificação e o limite central de controle.
O processo representado pelo gráfico 34, no entanto, piorou comparado ao
parâmetro A: seus limites de controle se distanciaram e os valores de � e �
diminuíram, como visto na Tabela 12.
Para os dois processos do parâmetro B, a distribuição dos pontos pode levar
à consideração de processos sob controle estatísticos, já que todos os pontos estão
dentro dos limites de controle e sem a presença de critérios indicativos de
descontrole, mas a análise conclui que não estão adequados para os padrões
requisitados principalmente devido aos valores de � não atingirem 1,33.
Figura 32: Gráfico de controle A.6.1.1000
Fonte: Arquivo pessoal.
Figura 33:Gráfico de controle A.6.1.2000
Fonte: Arquivo pessoal.

79
Figura 34: Gráfico de controle B.6.1.1000
Fonte: Arquivo pessoal.
Figura 35:Gráfico de controle B.6.1.2000
Fonte: Arquivo pessoal.
• Unidade 7
Na análise em relação ao parâmetro A é possível observar que o gráfico 36
possui indicações de ocorrências dos critérios adotados pela empresa para
identificar processos fora de controle. No topo do gráfico uma faixa vermelha indica
a presença do critério 1, sinalizando um ponto ultrapassando o limite inferior de
controle. Em seguida, duas faixas amarelas indicam, respectivamente, quatro de
cinco pontos em sequência maiores que um desvio padrão (critério 6) e dois de três
pontos maiores que dois desvios padrão.
No topo do gráfico 37, há diversas sinalizações de ocorrências dos critérios
citados: duas vezes a ocorrência do critério 6, como quatro de cinco pontos
consecutivos maiores que um desvio padrão, sinalizados na primeira e na quarta
faixa amarela; três vezes a ocorrência do critério 5, com dois de três pontos
consecutivos maiores que dois desvios padrão, sinalizados na segunda, terceira e
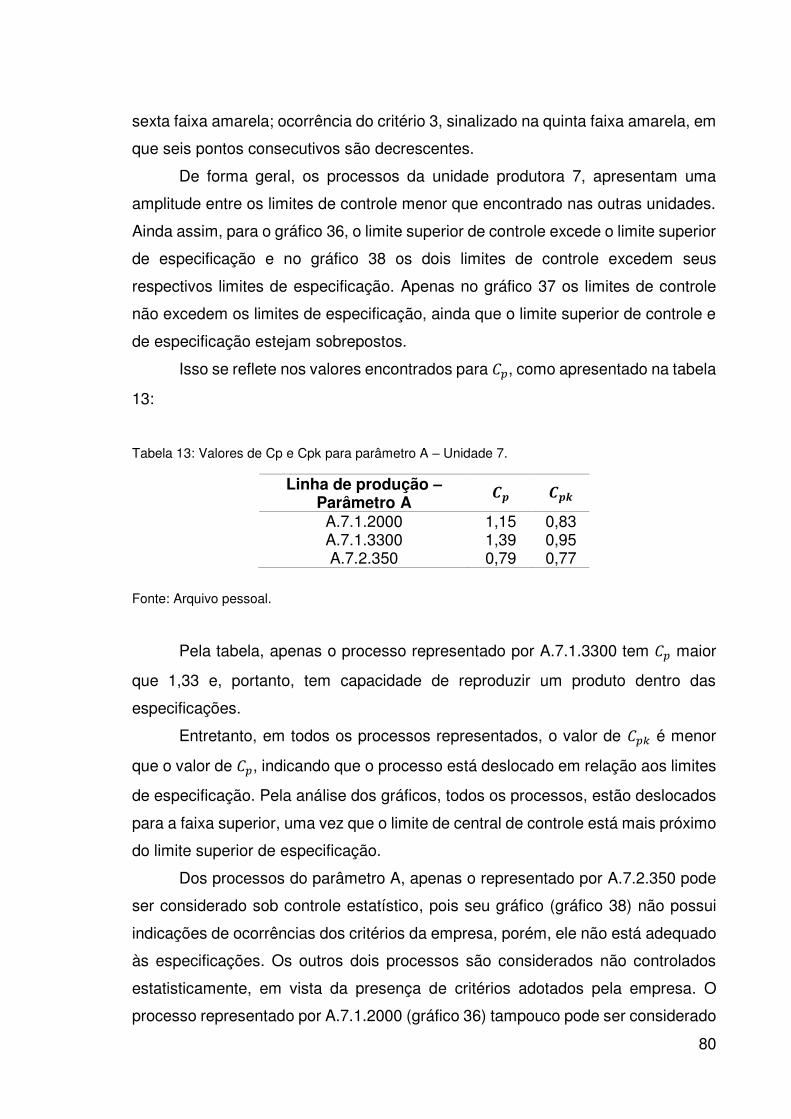
80
sexta faixa amarela; ocorrência do critério 3, sinalizado na quinta faixa amarela, em
que seis pontos consecutivos são decrescentes.
De forma geral, os processos da unidade produtora 7, apresentam uma
amplitude entre os limites de controle menor que encontrado nas outras unidades.
Ainda assim, para o gráfico 36, o limite superior de controle excede o limite superior
de especificação e no gráfico 38 os dois limites de controle excedem seus
respectivos limites de especificação. Apenas no gráfico 37 os limites de controle
não excedem os limites de especificação, ainda que o limite superior de controle e
de especificação estejam sobrepostos.
Isso se reflete nos valores encontrados para �, como apresentado na tabela
13:
Tabela 13: Valores de Cp e Cpk para parâmetro A – Unidade 7.
Linha de produção – Parâmetro A
�� ���
A.7.1.2000 1,15 0,83 A.7.1.3300 1,39 0,95 A.7.2.350 0,79 0,77
Fonte: Arquivo pessoal.
Pela tabela, apenas o processo representado por A.7.1.3300 tem � maior
que 1,33 e, portanto, tem capacidade de reproduzir um produto dentro das
especificações.
Entretanto, em todos os processos representados, o valor de �� é menor
que o valor de �, indicando que o processo está deslocado em relação aos limites
de especificação. Pela análise dos gráficos, todos os processos, estão deslocados
para a faixa superior, uma vez que o limite de central de controle está mais próximo
do limite superior de especificação.
Dos processos do parâmetro A, apenas o representado por A.7.2.350 pode
ser considerado sob controle estatístico, pois seu gráfico (gráfico 38) não possui
indicações de ocorrências dos critérios da empresa, porém, ele não está adequado
às especificações. Os outros dois processos são considerados não controlados
estatisticamente, em vista da presença de critérios adotados pela empresa. O
processo representado por A.7.1.2000 (gráfico 36) tampouco pode ser considerado
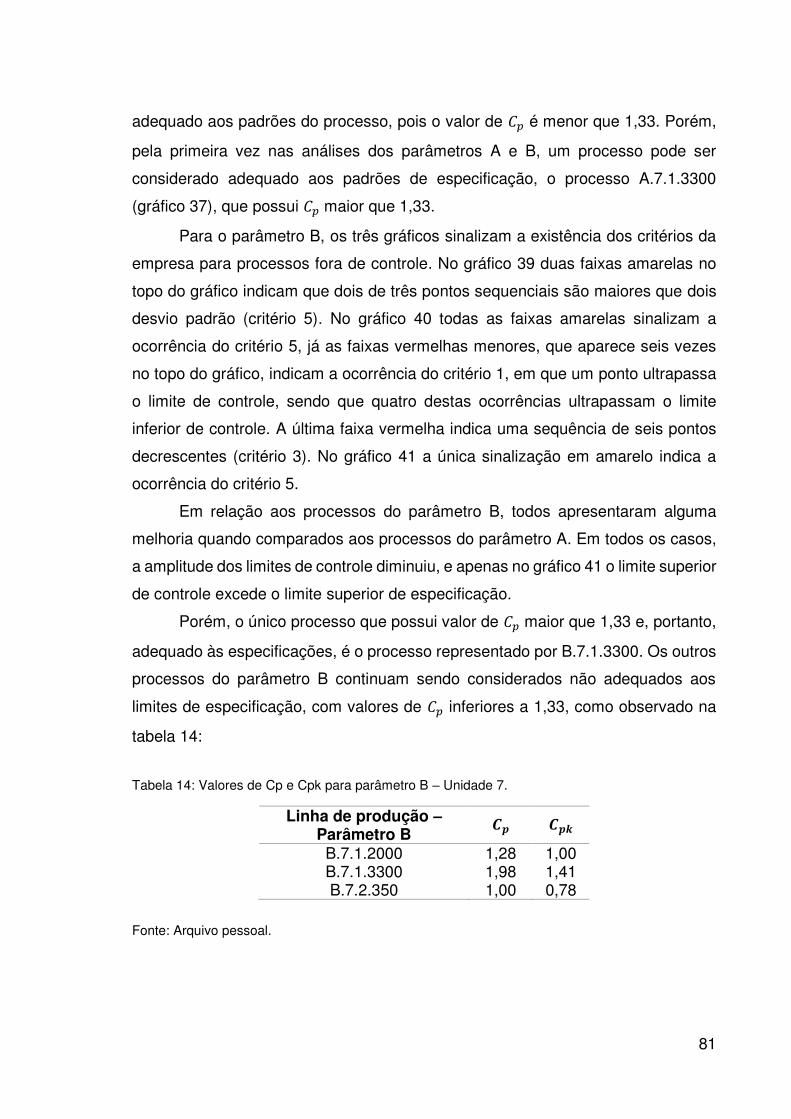
81
adequado aos padrões do processo, pois o valor de � é menor que 1,33. Porém,
pela primeira vez nas análises dos parâmetros A e B, um processo pode ser
considerado adequado aos padrões de especificação, o processo A.7.1.3300
(gráfico 37), que possui � maior que 1,33.
Para o parâmetro B, os três gráficos sinalizam a existência dos critérios da
empresa para processos fora de controle. No gráfico 39 duas faixas amarelas no
topo do gráfico indicam que dois de três pontos sequenciais são maiores que dois
desvio padrão (critério 5). No gráfico 40 todas as faixas amarelas sinalizam a
ocorrência do critério 5, já as faixas vermelhas menores, que aparece seis vezes
no topo do gráfico, indicam a ocorrência do critério 1, em que um ponto ultrapassa
o limite de controle, sendo que quatro destas ocorrências ultrapassam o limite
inferior de controle. A última faixa vermelha indica uma sequência de seis pontos
decrescentes (critério 3). No gráfico 41 a única sinalização em amarelo indica a
ocorrência do critério 5.
Em relação aos processos do parâmetro B, todos apresentaram alguma
melhoria quando comparados aos processos do parâmetro A. Em todos os casos,
a amplitude dos limites de controle diminuiu, e apenas no gráfico 41 o limite superior
de controle excede o limite superior de especificação.
Porém, o único processo que possui valor de � maior que 1,33 e, portanto,
adequado às especificações, é o processo representado por B.7.1.3300. Os outros
processos do parâmetro B continuam sendo considerados não adequados aos
limites de especificação, com valores de � inferiores a 1,33, como observado na
tabela 14:
Tabela 14: Valores de Cp e Cpk para parâmetro B – Unidade 7.
Linha de produção – Parâmetro B
�� ���
B.7.1.2000 1,28 1,00 B.7.1.3300 1,98 1,41 B.7.2.350 1,00 0,78
Fonte: Arquivo pessoal.
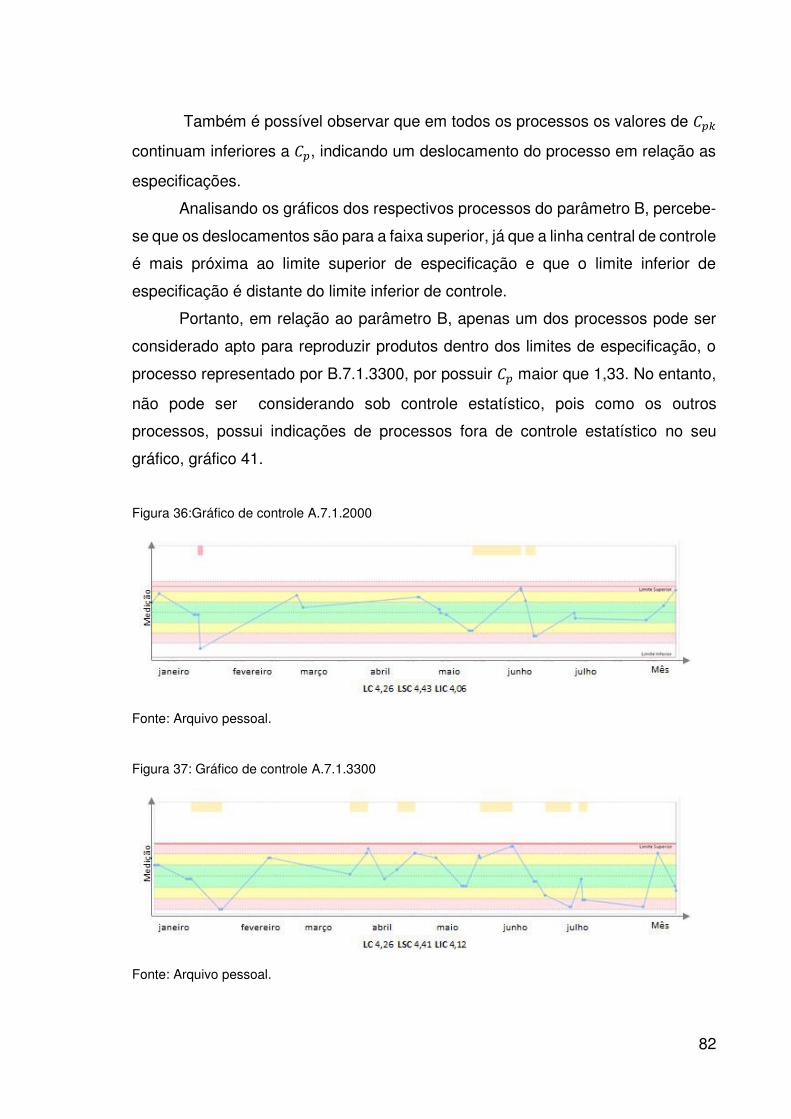
82
Também é possível observar que em todos os processos os valores de ��
continuam inferiores a �, indicando um deslocamento do processo em relação as
especificações.
Analisando os gráficos dos respectivos processos do parâmetro B, percebe-
se que os deslocamentos são para a faixa superior, já que a linha central de controle
é mais próxima ao limite superior de especificação e que o limite inferior de
especificação é distante do limite inferior de controle.
Portanto, em relação ao parâmetro B, apenas um dos processos pode ser
considerado apto para reproduzir produtos dentro dos limites de especificação, o
processo representado por B.7.1.3300, por possuir � maior que 1,33. No entanto,
não pode ser considerando sob controle estatístico, pois como os outros
processos, possui indicações de processos fora de controle estatístico no seu
gráfico, gráfico 41.
Figura 36:Gráfico de controle A.7.1.2000
Fonte: Arquivo pessoal.
Figura 37: Gráfico de controle A.7.1.3300
Fonte: Arquivo pessoal.
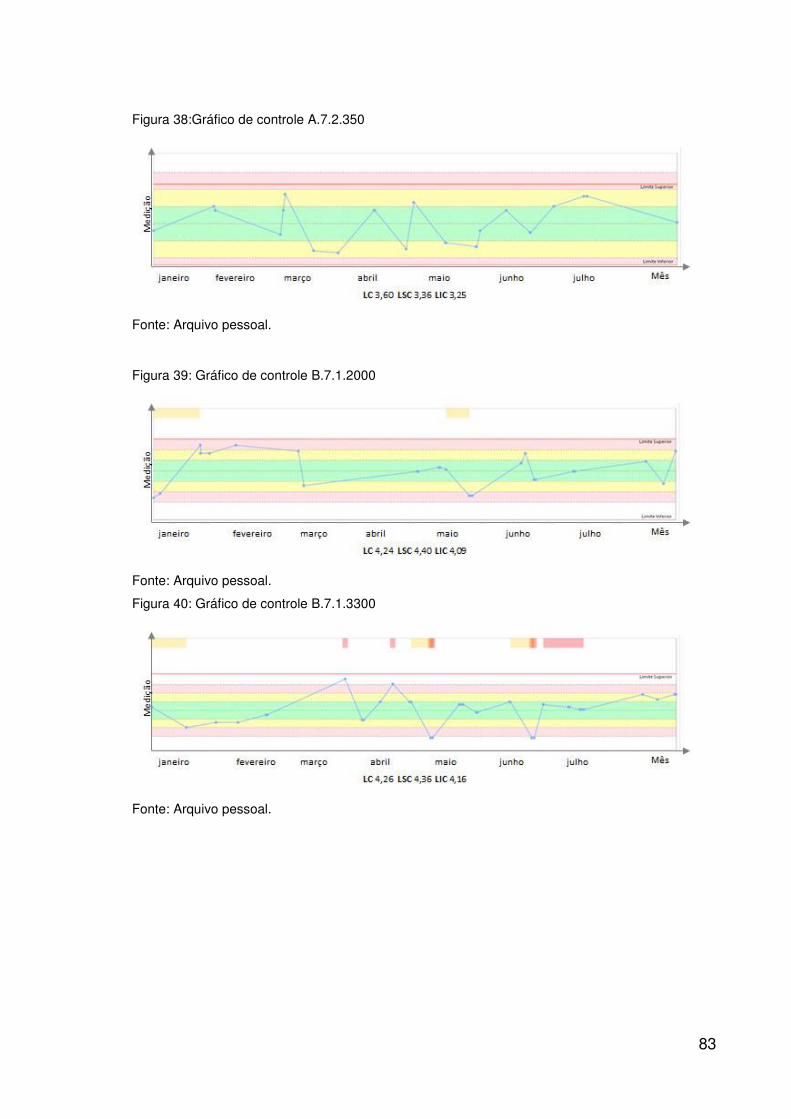
83
Figura 38:Gráfico de controle A.7.2.350
Fonte: Arquivo pessoal.
Figura 39: Gráfico de controle B.7.1.2000
Fonte: Arquivo pessoal.
Figura 40: Gráfico de controle B.7.1.3300
Fonte: Arquivo pessoal.
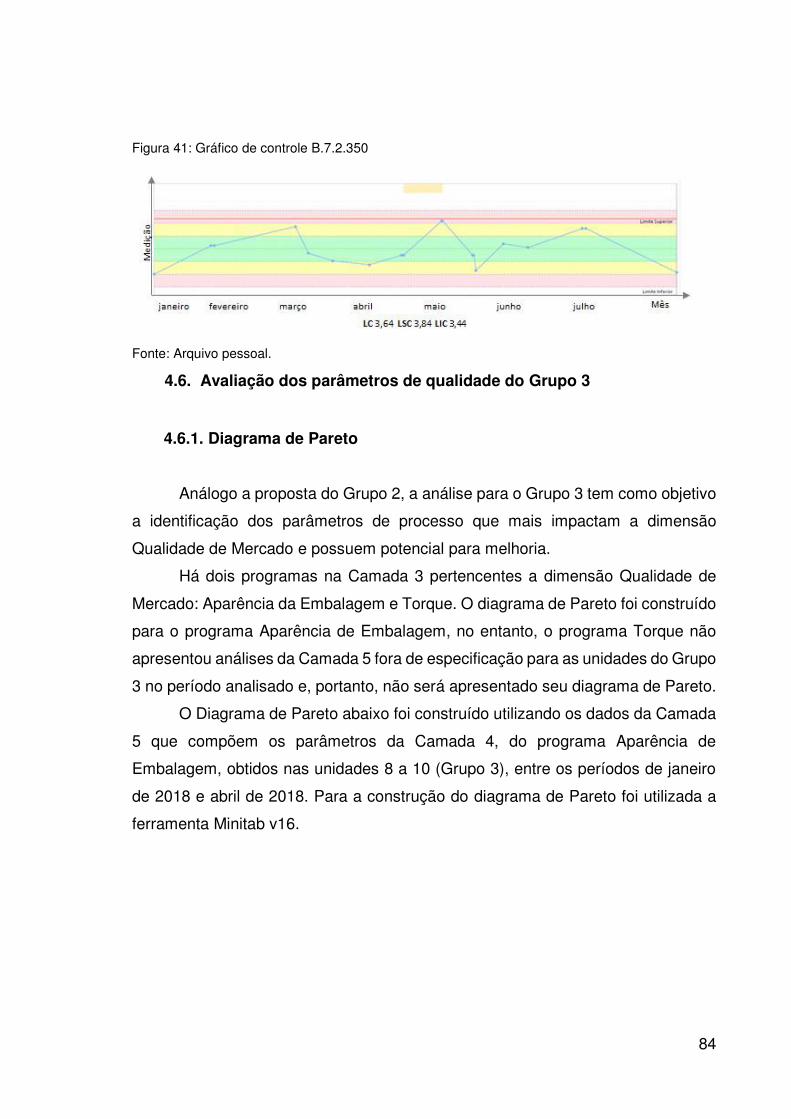
84
Figura 41: Gráfico de controle B.7.2.350
Fonte: Arquivo pessoal.
4.6. Avaliação dos parâmetros de qualidade do Grupo 3
4.6.1. Diagrama de Pareto
Análogo a proposta do Grupo 2, a análise para o Grupo 3 tem como objetivo
a identificação dos parâmetros de processo que mais impactam a dimensão
Qualidade de Mercado e possuem potencial para melhoria.
Há dois programas na Camada 3 pertencentes a dimensão Qualidade de
Mercado: Aparência da Embalagem e Torque. O diagrama de Pareto foi construído
para o programa Aparência de Embalagem, no entanto, o programa Torque não
apresentou análises da Camada 5 fora de especificação para as unidades do Grupo
3 no período analisado e, portanto, não será apresentado seu diagrama de Pareto.
O Diagrama de Pareto abaixo foi construído utilizando os dados da Camada
5 que compõem os parâmetros da Camada 4, do programa Aparência de
Embalagem, obtidos nas unidades 8 a 10 (Grupo 3), entre os períodos de janeiro
de 2018 e abril de 2018. Para a construção do diagrama de Pareto foi utilizada a
ferramenta Minitab v16.
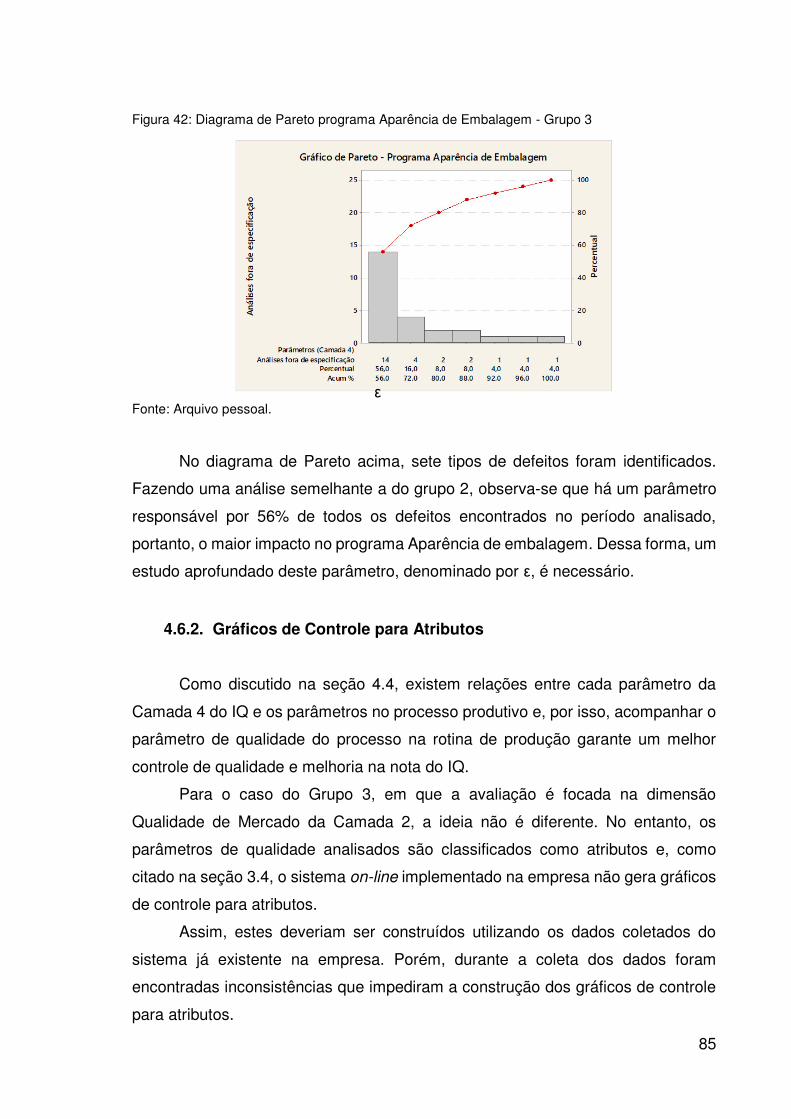
85
Figura 42: Diagrama de Pareto programa Aparência de Embalagem - Grupo 3
Fonte: Arquivo pessoal.
No diagrama de Pareto acima, sete tipos de defeitos foram identificados.
Fazendo uma análise semelhante a do grupo 2, observa-se que há um parâmetro
responsável por 56% de todos os defeitos encontrados no período analisado,
portanto, o maior impacto no programa Aparência de embalagem. Dessa forma, um
estudo aprofundado deste parâmetro, denominado por , é necessário.
4.6.2. Gráficos de Controle para Atributos
Como discutido na seção 4.4, existem relações entre cada parâmetro da
Camada 4 do IQ e os parâmetros no processo produtivo e, por isso, acompanhar o
parâmetro de qualidade do processo na rotina de produção garante um melhor
controle de qualidade e melhoria na nota do IQ.
Para o caso do Grupo 3, em que a avaliação é focada na dimensão
Qualidade de Mercado da Camada 2, a ideia não é diferente. No entanto, os
parâmetros de qualidade analisados são classificados como atributos e, como
citado na seção 3.4, o sistema on-line implementado na empresa não gera gráficos
de controle para atributos.
Assim, estes deveriam ser construídos utilizando os dados coletados do
sistema já existente na empresa. Porém, durante a coleta dos dados foram
encontradas inconsistências que impediram a construção dos gráficos de controle
para atributos.
86
Além da insuficiência de dados para gerar uma análise consistente, os dados
vinham na forma descritiva e não quantitativa, ou seja, uma avaria na embalagem
não era contabilizada, mas sim descrita qual o tipo de avaria observada.
Mesmo sem a construção e análise dos gráficos, houve a identificação de
uma oportunidade de melhoria de processo da empresa nesta etapa. Devido às
dificuldades encontradas, foi sugerido que a empresa alterasse a forma como a
coleta de dados era feita, passando a contabilizar também a quantidade de
embalagens com defeitos. Além disso, foi sugerido o aumento na frequência de
avaliação dos parâmetros complementares a no processo produtivo.

87
5. Conclusão
A análise do histórico do Indicador de Qualidade e das notas da Camada 2
entre o período de janeiro e abril de 2018 por unidade mostram a situação crítica
em que se encontram as unidades produtoras. Este cenário é avaliado através dos
parâmetros de qualidade de processo com os quais os parâmetros da Camada 4
do IQ se relacionam, especialmente com a dimensão da Camada 2 Qualidade de
Planta.
O parâmetro analisado laboratorialmente que gera maior impacto para o
programa Físico-Químico da dimensão Qualidade de Planta é o parâmetro α,
responsável por 60% dos defeitos deste programa. Os parâmetros de processo
com que ele se relaciona, parâmetros A e B, se dividem nas unidades entre
processos controlados estatisticamente e não controlados estatisticamente. Porém,
das conclusões mais relevantes em relação a esses parâmetros é que, estando ou
não sob controle estatístico, nenhum dos processos se encontra capaz de produzir
dentro dos limites de especificação estipulado, com exceção de dois processos na
unidade produtora 7. A avaliação da capacidade do processo produtivo foi realizada
tendo como premissa � igual ou maior que 1,33. Caso a avaliação passasse a
considerar os parâmetros A e B como críticos, devido a sua relevância perante ao
IQ, o valor adotado como base para � seria 1,50 e, neste caso, apenas um dos
processos seria considerado capacitado: o processo representado por B.7.1.3300
da unidade 7. Essa baixa capacidade se mostra ainda pior em processos que o
volume final do produto é menor.
Outra conclusão importante das análises dos parâmetros A e B é que estão
majoritariamente deslocados para a faixa superior do processo e não explicaria
porque as análises laboratoriais do IQ apresentam valores abaixo de especificação.
Um dos motivos desta discrepância é que os parâmetros A e B em questão podem
se degradar com o tempo. Por esse motivo, foi sugerido a empresa que realize
futuramente um estudo para entender o efeito do tempo em relação a esses
parâmetros.
A dimensão de Qualidade de Mercado, que também foi proposta para
análise, ainda não é considerada em situação crítica, porém durante as discussões
com os responsáveis pela empresa, esta dimensão foi considerada para análise
88
para prevenir uma possível diminuição das notas no IQ. No entanto, durante a
realização deste projeto, foram encontradas inconsistências nos dados coletados
para as análises. Diante das dificuldades encontradas para a avaliação do Grupo
3, foi sugerido que os parâmetros de processo necessários para a avaliação fossem
analisados com maior frequência e de forma quantitativa, não somente descritiva.
A condução deste trabalho, ao acompanhar a implementação do sistema on-
line e utilizar os gráficos de controle, uma das ferramentas mais completas do CEP,
para a avaliação do processo produtivo, não somente atingiu o objetivo principal da
monografia como gerou aprendizados e benefícios para a empresa utilizada como
unidade caso.
As análises levaram a identificação do parâmetro de processo que mais
impactava o indicador de qualidade e como estes se relacionavam. Com isto, a
empresa construiu uma base do comportamento dos parâmetros abordados e
tomou as primeiras ações para melhoria: proporcionou treinamentos para o uso da
ferramenta on-line, passou a utilizar os gráficos de controle para acompanhar à
distância o comportamento dos processos, realizou visitas técnicas abordando o
tema e traçou, em conjunto com as unidades produtoras, planos para diminuir a
variabilidade do processo. Além disso, as sugestões feitas durante a análise do
Grupo 3 foram implementadas mediante um outro projeto desenvolvido na
empresa, para que futuramente uma avaliação mais detalhada possa ser realizada,
gerando melhorias para o IQ. Utilizando os gráficos de controle para acompanhar
a rotina do processo, a empresa espera conduzir a operação a um olhar mais
detalhado e cuidadoso, gerando melhoria continua e elevando o patamar dos
resultados do indicador de qualidade.
89
6. Referências
BASSAB, W. de O.; SHIZUE MIAZAKI, E.; ANDRADE, D. F. de. Introdução a
Análise de Agrupamento. Simpósio Brasileiro de Probabilidade Estatística, p.
1–87, 1990.
CERVIERI JÚNIOR, O.; TEIXEIRA JUNIOR, J. R.; GALINARI, R.; RAWET, E. L.;
SILVEIRA, C. T. J. O Setor de Bebidas no Brasil. Banco Nacional de
Desenvolvimento Econômico e Social, v. 40, p. 93–129, 2014. Disponível em:
<http://www.mzweb.com.br/cremer/web/conteudo_pt.asp?idioma=0&tipo=15684&
conta=28>.
CIBELLE BOUÇAS. Lucro da Ambev cresce, mas volume vendido cai | Valor
Econômico. Disponível em: <http://www.valor.com.br/empresas/5515363/lucro-
da-ambev-cresce-mas-volume-vendido-cai>. Acesso em: 17 maio. 2018.
DIAS, D. D. S.; SILVA, M. F. Como Escrever Uma Monografia. 1a Edição ed. Rio
de Janeiro: Instituto COPPEAD, 2009. v. 384
GOεES, P. J. P. A evolução do conceito de qualidade : serviços de informação.
Cadernos BAD, v. 2004, p. 6–18, 2004.
GRANT, E. L. Statistical Quality Control. 2° Edition ed. New York: Graw-Hill Book
Company, Inc., 1952.
GREGORINI, G. dos S. Estratégia Competitiva no Mercado de Bebidas: Estudo
de Caso na Companhia de Bebidas das Américas - AmBev. 2006. Universidade
Federal de Santa Catarina, 2006.
HAIR, J. F.; BLACK, W. C.; BABIN, B. J.; ANDERSON, R. E.; TATHAM, R. L.
Multivariate Data Analysis. 5a Edição ed. Porto Alegre: Bookman, 2005.
HICKMAN, C. Setor de refrigerantes perde espaço no País - Jornal do
Comércio. Disponível em:
<http://jcrs.uol.com.br/_conteudo/2017/02/economia/546323-setor-de-
refrigerantes-perde-espaco-no-pais.html>. Acesso em: 17 maio. 2018.
JOHNSON, R. A.; WICHERN, D. W. Applied multivariate statistical analysis. 6a
Edição ed. New Jersey: Pearson, 2007.
JURAN, J. M.; GODFREY, a B.; HOOGSTOEL, R. E.; SCHILLING, E. G. Juran ’ S Quality Handbook. 6a Edição ed. [s.l.] Mc Graw Hill, 1999. v. 1
KUME, H. Métodos Estatísticos para Melhoria da Qualidade. [s.l.] Editora Gente,
1993.
90
MANLY, B. F.; ALBERTO, J. A. N. Multivariate Statistical Methods: A Primer. 4a
Edição ed. [s.l.] CRC Press, 2016.
MARTINS, E. Estudo de caso: Como elaborar um para seu TCC. Disponível em:
<https://blog.mettzer.com/estudo-de-caso-para-tcc/>. Acesso em: 17 maio. 2018.
MINITAB INC. Qual é a diferença entre uma população e uma amostra?
Disponível em: <https://support.minitab.com/pt-br/minitab/18/help-and-how-
to/statistics/basic-statistics/supporting-topics/data-concepts/how-are-population-
and-sample-different/>. Acesso em: 12 maio. 2018.
MONTGOMERY, D. C. Introdução ao Controle Estatístico de Qualidade. 7a
Edição ed. Rio de Janeiro: LTC, 2012a.
MONTGOMERY, D. C. Introdução ao Controle Estatístico de Qualidade. 4a
edição ed. Rio de Janeiro: LTC, 2012b.
MONTGOMERY, D. C.; RUNGER, G. C. Applied Statistics and Probability for
Engineers. 4a edição ed. [s.l.] LTC, 2009.
OAKLAND, J. S. Statistical Process Control. 5a Edição ed. Cornwall: Butterworth
Heinemann, 2003.
OLIVEIRA, C. C. de; GRANATO, D.; SOLANGE, M.; CARUSO, F.; SAKUMA, A. M.
Manual para elaboração de cartas de controle para monitoramento de processos
de medição quantitativos em laboratórios de ensaio. Secretaria do Estado da
Saúde - Governo do Estado de São Paulo, n. 1a Edição, p. 76, 2013. Disponível
em: <http://www.ial.sp.gov.br/resources/editorinplace/ial/2016_3_19/manual-carta-
controle_ial_2013.pdf>.
PORTAL ACTION. Distribuição Normal - Probabilidades | Portal Action.
Disponível em: <http://www.portalaction.com.br/probabilidades/62-distribuicao-
normal>. Acesso em: 12 maio. 2018.
RIBEIRO, J. L. D.; CATEN, C. S. ten. Série monográfica Qualidade Controle
Estatístico do Processo. 2012. Universidade Federal do Rio Grande do Sul, 2012.
Sistema IBGE de Recuperação Automática - SIDRA. Disponível em:
<https://sidra.ibge.gov.br/pesquisa/pia-produto/quadros/brasil/2015>. Acesso em:
30 abr. 2018.