aumento de eficiÊncia e disponibilidade com a aplicaÇÃo de...
TRANSCRIPT

AUMENTO DE EFICIÊNCIA E DISPONIBILIDADE COM A APLICAÇÃO DE CONTROLE ANTI-SURGE E
CAPACIDADE: CARACTERÍSTICAS, PROBLEMAS E FUNCIONALIDADES DO SISTEMA
MARCELO M. MOLLICONE
Diretor Operacional, Sym Consultoria, Sym Participações
Av. ACM, 2487, SL 1001, Cidadela, Salvador-BA CEP: 40.280-000
E-mails: [email protected]
Abstract The reality of the industries and the quest for responsible footprint demand increasing energy efficiency, while re-
ducing costs and emissions, avoiding loss of quality. Availability, security and efficiency of medium and large compressors ap-
pears to be fundamental in such a scenario. To meet these requirements it is important to design and implement an accurate
compressor control and security system. However, there are problems and attention points relating to this type of system. In this
article, we present some experiences and solutions in the operation and application of petrochemical process industry.
Keywords Efficiency, Critical Controls, Compressors, Large Machines, Petrochemical
Resumo A realidade das indústrias e a busca pela atuação responsável demanda elevar a eficiência energética, reduzir custos
e emissões, sem perdas de qualidade. A disponibilidade, a segurança e a eficiência de compressores de médio e grande portes se
mostram fundamentais no cenário descrito. Um sistema adequado de controle e segurança de compressores é projetado e aplica-
do para atender essas difíceis demandas, no entanto existem problemas e cuidados relacionados a este tipo de sistema. Neste tra-
balho apresentamos algumas experiências e soluções no processo de aplicação e operação na indústria petroquímica.
Palavras-chave Eficiência, Controles Críticos, Compressores, Grandes Máquinas, Petroquímica
1 Introdução
A realidade enfrentada pelas indústrias aponta
para a crescente necessidade de reduzir custos man-
tendo a qualidade. Ainda mais para produtoras de
commodities. Aliado a isto, a busca pela atuação res-
ponsável leva à necessidade de aumentar a eficiência
energética e racionalizar o uso da água. Solucionar
estas equações não é simples e passa pelo aumento da
eficiência e disponibilidade do processo de produção.
Os compressores de médio e grande porte apresentam
potencial de melhoria destes aspectos cruciais.
Relacionado à eficiência, bem como à segurança
e economia, todo compressor centrífugo dispõe de
pelo menos dois controles associados: o de anti-surge
e o de capacidade1. O primeiro visa garantir a inte-
gridade da máquina sem comprometer economica-
mente a operação, recirculando o mínimo necessário
para proteger o compressor, evitando eventos de sur-
ge, e quando bem implementado permite trabalhar
com margens estreitas melhorando a eficiência. Se
mal ajustado, as máquinas trabalham com um grande
volume de recirculação ao longo da operação, con-
sumindo energia sem realizar trabalho, portanto re-
duzindo a eficiência. O controle de capacidade visa
responder às demandas do processo, atuando na rota-
ção da máquina.2 Este controle possibilita estabilizar
a variável controlada, estabilizando e atendendo o
processo a montante ou a jusante. Além destes dois
principais controles, outros controles periféricos, mas
1 Campos e Teixeira, 2006 (Página 286/396) 2 Em Turbinados. Em Motorizados a vazão é manipulada.
importantes podem ser encontrados, como o controle
de pressão diferencial de selagem.
Com relação à disponibilidade dos compresso-
res, quando possível deve-se trabalhar o sistema de
intertravamento e adequá-lo ao nível desejado de
disponibilidade e segurança, reduzindo drasticamente
trips espúrios. Porém com um controle anti-surge
ineficiente, os ciclos de surge que ocorram, em de-
corrência da deficiência do controle, também podem
ocasionar Trips por vibração ou deslocamento axial,
ou até mesmo danificar severamente o equipamento,
com perdas materiais e paralisação da produção. O
controle anti-surge adequado dispõe de grande velo-
cidade de atuação, respostas antecipatórias e adapta-
tivas, com grande eficiência na tarefa de evitar ciclos
de surge, melhorando portanto a disponibilidade
Observa-se então que existem diversos proble-
mas e cuidados envolvendo a aplicação de tal sistema
de controle e segurança. Este trabalho resulta da ex-
periência de sistemas implantados em compressores
de petroquímicas, indicando alguns dos problemas e
cuidados envolvidos na sua aplicação.
Dentre os problemas destacam-se o ajuste da
curva de surge e a resistência operacional para efetu-
ar o teste do sistema de sobrevelocidade. O objetivo
deste trabalho é apresentar um caso de ajuste da cur-
va de surge. Não é objetivo apresentar as equações
do sistema de controle, visto que o mesmo é proprie-
dade intelectual protegida por segredo industrial. O
sistema de sobrevelocidade será abordado, mesmo
fora de contexto, pela importância do assunto e relato
conclusões adquiridas pelas experiências práticas.
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
3389

2 Conceitos e curvas
2.1 O surge e seu ciclo
O surge é um fenômeno relacionado a fluxos
mássicos baixos e pode ser definido como “uma osci-
lação assimétrica da vazão interna da compressor, e é
caracterizado por um ciclo limite na característica do
compressor” (Gravdahl, 1998). Podendo ocorrer em
compressores axiais e centrífugos, esta instabilidade
indesejada pode causar severos danos no compressor
e é associada ao aumento de vibração e podendo le-
var ao deslocamento axial.
A seguir é mostrado o ciclo de surge na caracte-
rística de um compressor.3 Na Figura 1, em (1) o
fluxo se torna instável, saltando a negativo (2) e se-
gue este ramo da característica até aproximadamente
zero (3), e salta então a (4) onde segue a característi-
ca a (1), repetindo o ciclo.4 Este ciclo se repete tipi-
camente com período inferior a 200ms.
Figura 1- Característica do compressor com Surge profundo5
A região no entorno do ponto 1 pode ser chama-
da de limiar de surge, o limite entre as zonas de esta-
bilidade e instabilidade. Geralmente nos testes para
identificação do ponto de surge o compressor é leva-
do a esta região para não sofrer os danos relaciona-
dos ao Surge profundo.
As demais variáveis do sistema também variam
rapidamente, podemos citar a rotação e pressões de
sucção e descarga, sendo que a rotação e a pressão de
sucção em fase oposta com a vazão. As figuras a se-
guir mostram o comportamento da vazão (Figura 2),
da pressão (Figura 3) e da velocidade da máquina
(Figura 4). A linha pontilhada mostra o comporta-
mento das variáveis na mesma região com um contro-
le anti-surge implantado.
Deste modo podemos utilizar estas variáveis pa-
ra confirmar o limiar de surge, mais uma vez com o
intuito de preservar o equipamento.
3 A parte pontilhada é uma aproximação do fenômeno físico, dada
a dificuldade de medição nesta faixa. 4 Nesta representação a velocidade está constante para efeitos de
simplificação. 5 Jager apud Gravdahl, 1998 (página 3/141)
Figura 2 – Vazão no surge profundo6
Figura 3 - Pressão no surge profundo7
Figura 4 - Velocidade no surge profundo8
2.2 As curvas de surge e controle
A faixa de operação dos compressores é limitada
a direita pela linha de choke e a esquerda pela curva
de surge, sendo o funcionamento estável na região
entre as linhas. O choke é um fenômeno que ocorre
quando a velocidade sônica é alcançada em algum
componente e as máquinas acabam bloqueando flu-
6 Gravdahl, 1998 (página 107/141) 7 Ibid 8 Ibid
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
3390
xos mássicos elevados.9 O choke não é objeto do
presente trabalho e não será representado. A linha de
choque é também conhecida como stone walls. Deste
modo a linha de surge é conceituada como a linha
que separa a área de instabilidade (à esquerda da
linha) da área de estabilidade (à direita da linha).
Antes de levantar a linha de surge é preciso en-
tender que a escolha do eixo de coordenadas é crucial
para o sucesso do sistema de controle. Isto porque a
composição e a compressibilidade do gás (dentre
outros fatores) afeta fortemente a curva nos eixos
Head Politrópico x Vazão volumétrica. Em teoria,
este efeito pode ser resolvido através de uma mudan-
ça de eixos, sendo que cada fornecedor de tecnologia
adota um par de variáveis e os mantém em segredo
industrial, por essa razão não será discutido aqui.
Na prática, o fabricante do compressor geral-
mente fornece diversas curvas de performance, uma
para cada velocidade dentro da faixa operacional,
sendo a curva de surge composta pelos pontos mais à
esquerda das curvas (Figura 5). Estas curvas são en-
viadas também para diversos cenários de produção,
ou seja, para as diversas condições de composição do
gás que será comprimido. De posse de todas as cur-
vas de surge, tende-se a ser ainda mais conservador e
adotar uma curva de um cenário com a curva mais à
direita, sendo que o fabricante ainda pode ter incluí-
do uma folga nas curvas fornecidas. Aqui podem
começar os exageros e os problemas.
Para efeitos deste artigo será adotado o sistema
de eixos simplificado de relação de compressão (Rc)
e vazão volumétrica convertida a vazão mássica.10
Figura 5 – Exemplo de curva de surge fornecida (1 cenário)
O ponto marcado na Figura 5 é um ponto de ope-
ração. É chamado de margem a distância de um pon-
to à linha de surge. Este valor é positivo para pontos
à direita da linha e negativo para pontos à esquerda.
9 Gravdahl, 1998 (página 96/141) 10 Campos e Teixeira, 2006 (Página 288/396)
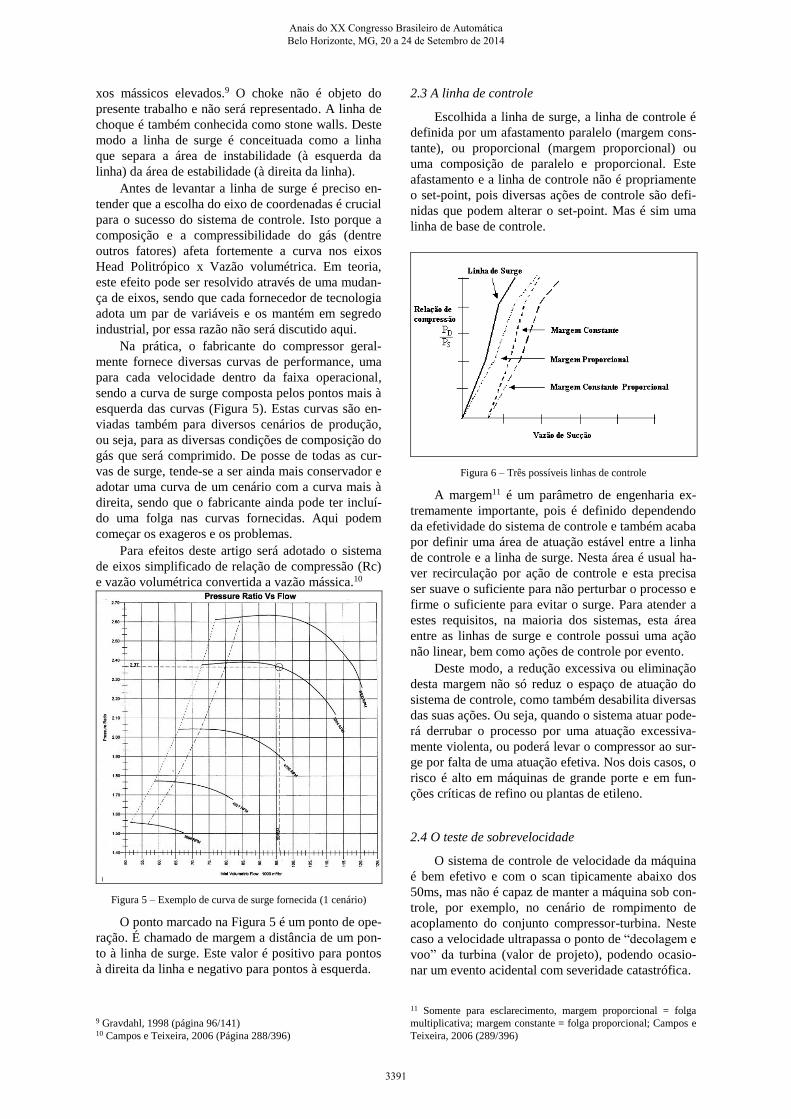
2.3 A linha de controle
Escolhida a linha de surge, a linha de controle é
definida por um afastamento paralelo (margem cons-
tante), ou proporcional (margem proporcional) ou
uma composição de paralelo e proporcional. Este
afastamento e a linha de controle não é propriamente
o set-point, pois diversas ações de controle são defi-
nidas que podem alterar o set-point. Mas é sim uma
linha de base de controle.
Figura 6 – Três possíveis linhas de controle
A margem11 é um parâmetro de engenharia ex-
tremamente importante, pois é definido dependendo
da efetividade do sistema de controle e também acaba
por definir uma área de atuação estável entre a linha
de controle e a linha de surge. Nesta área é usual ha-
ver recirculação por ação de controle e esta precisa
ser suave o suficiente para não perturbar o processo e
firme o suficiente para evitar o surge. Para atender a
estes requisitos, na maioria dos sistemas, esta área
entre as linhas de surge e controle possui uma ação
não linear, bem como ações de controle por evento.
Deste modo, a redução excessiva ou eliminação
desta margem não só reduz o espaço de atuação do
sistema de controle, como também desabilita diversas
das suas ações. Ou seja, quando o sistema atuar pode-
rá derrubar o processo por uma atuação excessiva-
mente violenta, ou poderá levar o compressor ao sur-
ge por falta de uma atuação efetiva. Nos dois casos, o
risco é alto em máquinas de grande porte e em fun-
ções críticas de refino ou plantas de etileno.
2.4 O teste de sobrevelocidade
O sistema de controle de velocidade da máquina
é bem efetivo e com o scan tipicamente abaixo dos
50ms, mas não é capaz de manter a máquina sob con-
trole, por exemplo, no cenário de rompimento de
acoplamento do conjunto compressor-turbina. Neste
caso a velocidade ultrapassa o ponto de “decolagem e
voo” da turbina (valor de projeto), podendo ocasio-
nar um evento acidental com severidade catastrófica.
11 Somente para esclarecimento, margem proporcional = folga
multiplicativa; margem constante = folga proporcional; Campos e
Teixeira, 2006 (289/396)
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
3391

Para mitigar este risco, existe o sistema de trip
por sobrevelocidade, que no passado era mecânico e
hoje vem sendo substituído por sistema digital com
corte de energia do acionador (ex: vazão de vapor
para a turbina). O set é ajustado abaixo da velocidade
de “vôo”, com um gap suficiente para o efetivo trip
da máquina, ou seja, o tempo para trip é muito impor-
tante e correlacionado. Isto porque, até o efetivo cor-
te do vapor e o vencimento da inércia da máquina, a
velocidade da máquina continua subindo (Figura 7).
Figura 7 – Sobrevelocidade e set de trip
O projeto deste sistema de Trip deve respeitar a
API-612 e API-670, tendo especial cuidado com sua
total independência dos demais sistemas de intertra-
vamento, mesmo quando realizado em PLC de segu-
rança.
Para garantir o perfeito funcionamento, deve ser
realizado um teste completo do sistema de sobrevelo-
cidade com a turbina a vapor desacoplada, até o set
de trip, um requisito que muitas vezes é negligencia-
do, em função dos riscos envolvidos.
É totalmente compreensível a preocupação de
uma “decolagem” durante o teste, no entanto:
Se a máquina pode “decolar” na rotação
ajustada para set de trip, então ela já não es-
tá integra para rodar na máxima projetada e
ajustada no controle de velocidade;
Se a máquina não está integra, então ela po-
de “decolar” durante a operação da planta;
Se a máquina pode “decolar” com a planta
operando e inventariada, então é melhor que
“decole” durante os testes com a planta pa-
rada, logo após sua manutenção e com todos
os riscos analisados e minimizados.
Outra razão: o teste é realizado em condições
controladas, com a turbina já desacoplada e em uma
rampa de aceleração controlada, ou seja:
Se a máquina pode “decolar” num teste efe-
tuado com critério e gestão de risco, então o
trip não será efetivo num cenário de rompi-
mento de acoplamento.
Nos testes realizados, sem nenhuma máquina
“voar” e com todos os cuidados envolvidos, foram
encontrados diversos problemas como:
Solenoide travada;
Falhas de pick-ups de velocidade;
Falha de circuito do sobrevelocidade;
Erro de projeto no sistema de atuação de
trip. O tempo requerido de atuação era me-
nor que 1s e a drenagem do óleo levou 10s.
No mínimum minimorum o teste deve ser reali-
zado com o set de trip ajustado levemente acima da
máxima do governador e a turbina acoplada ao com-
pressor. Apesar de não ser um teste completo, pelo
menos avalia boa parte dos componentes.
3 O ajuste da curva de surge12
3.1 A hipótese
Como apresentado no item 2.2, a escolha da li-
nha de surge a ser inserida no sistema de controle é
muito delicada, envolvendo uma avaliação dos cená-
rios de produção, escolha dos eixos e uma tremenda
dose de cuidado com a grande máquina que além do
seu custo, envolve uma soma elevada de lucro ces-
sante enquanto é reparada ou substituída em caso de
dano por surge.
Tendo isso em consideração, a hipótese que a li-
nha escolhida possui folga excessiva não deve ser
levantada a menos que haja evidências neste sentido,
por exemplo que haja excessiva recirculação em ope-
ração para a qual a máquina foi projetada, ou seja,
recirculação com a máquina em “operação normal”.
No caso apresentado a seguir, que foi implemen-
tado em diversos compressores de grande porte, a
manutenção da planta já havia alterado o valor da
margem de controle para 1%, o que ocasiona os ris-
cos descritos no item 2.3.
As razões para levantar esta hipótese:
Recirculação em operação normal de 16%
no primeiro estágio e 0% nos demais está-
gios;
Abertura da válvula de vapor (parcializado-
ra) próxima a 100%;
Relatos dos operadores no livro de operação
de diversos momentos com o compressor à
esquerda da linha de surge e sem nenhum
indicativo de vibração, ou deslocamento, ou
oscilações na vazão;
A margem estava ajustada a 1% o que colo-
cava em risco o processo e a máquina.
3.2 Confirmações da Hipótese
Sendo a hipótese que a linha de surge estava com
folga excessiva, identificamos três possíveis cenários
da origem da folga (se existente):
1) Ser devido à escolha de curva de surge de
forma excessivamente conservadora. Este
cenário foi descartado ao analisar na docu-
mentação as curvas fornecidas pelo fabri-
12 Todas as curvas apresentadas estão normalizadas.
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
3392

cante e a curva escolhida. Eram compatíveis
com os cenários operacionais;
2) Ser devido à implementação de uma curva
com uma folga em relação à curva do fabri-
cante, ou seja, o fornecedor do sistema ou
quem implementou ter adicionado uma folga
adicional. Isto também foi eliminado ao
comparar ponto a ponto as curvas;
3) Ser devido a uma folga deliberada pelo fa-
bricante da máquina. Esta origem se mos-
trou a única possível.
Para confirmar tal origem seria necessário en-
contrar uma quantidade significativa de pontos à es-
querda da linha, mostrando operação normal do
compressor. Estes pontos não poderiam estar sim-
plesmente no entorno do limiar de surge, visto que as
variações relativas a composição e compressibilida-
de, embora compensadas pela escolha adequada do
eixo, ainda acarretam incertezas.
Boa parte dos bons sistemas de controle anti-
surge possuem uma opção de coletor e registro de
dados analógicos de alta velocidade (scan inferior a
100ms). Este sistema geralmente possui um gatilho
de salvamento, permitindo armazenar as informações
alguns segundos antes e depois do disparo.
Iniciando o levantamento e análise dos dados
operacionais históricos, percebeu-se um grande nú-
mero de arquivos disparados por “ponto à esquerda
da linha” ou margem negativa. Restava analisar que
os pontos ocorreram com operação normal e que ex-
cursionaram suficientemente à esquerda da linha.
Os arquivos foram analisados caso a caso, sem
encontrar evidência de surge em nenhum deles. A
vazão excursionou a distâncias de até 8% da vazão
máxima à esquerda da curva de surge, cerca de 13%
da vazão no local. A coleção dos pontos deste con-
junto de arquivos pode ser vista na Figura 8. A linha
azul é a linha de surge. A da direita, com apenas 1%
de distância, a linha de controle (magenta). O ponto
vermelho à direita é o ponto de operação quando o
processo está em situação normal e estável.
Neste momento tudo levava a crer que confir-
mou-se então a hipótese, ou seja a linha estava muito
conservativa, mais à direita da linha de surge real.
Figura 8 – Coleção dos pontos
Restava levantar onde a curva real se encontrava
e confirma-la com o fabricante da máquina.
Como a margem de controle estava a 1%, sem
área disponível para o sistema anti-surge atuar com
segurança e disponibilidade, propôs-se emergencial-
mente um deslocamento (linhas tracejadas) do ponto
da linha de surge na região dos pontos levantados,
possibilitando retornar a margem de controle para 8%
de margem constante.
Observar que na Figura 9 o ponto da linha de
controle nova é à direita do ponto equivalente à linha
de controle de 1% de margem da Figura 8. Observe
também que na região de operação ao redor do ponto
vermelho a linha de controle passou a proteger mais
(está mais à direita) do que antes. Ou seja, somente
um ponto da linha de surge (na região avaliada) foi
deslocado para a esquerda, enquanto toda a linha de
controle foi deslocada para a direita.
Figura 9 – Deslocamento emergencial
Esta alteração emergencial possibilitou uma atu-
ação menos agressiva e mais efetiva do sistema neste
estágio, permitindo tempo para uma análise mais
profunda e levantamento da curva real para determi-
nar um deslocamento definitivo e efetuar sua imple-
mentação no sistema.
3.3 O teste de campo para levantar a curva de surge
Como a máquina estava em operação normal e a
planta operando em plena carga, foi elaborado um
procedimento técnico-operacional específico para a
realização dos testes. Este procedimento escrito foi
comentado e consolidado por todo o time envolvido
no trabalho, incluindo pessoal de operação, engenha-
ria de processo. Engenharia de confiabilidade (mecâ-
nica e instrumentação), engenharia de manutenção
(mecânica e instrumentação) e engenharia de auto-
mação.
Este procedimento consistia em levar a máquina,
de forma lenta e controlada, para uma condição de
limiar de surge, monitorando em tempo real. O siste-
ma de controle anti-surge, confiável e de resposta
rápida, protegeria a máquina por uma função de over-
ride, evitando que esta se mantivesse em tal condição
por muito tempo. O time montado para os testes ten-
taria atuar de forma antecipada para evitar grandes
perturbações no processo.
Observando as variáveis buscou-se identificar o
limiar, monitorando pressões, vazões e rotação da
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
3393

máquina em um gráfico do mesmo sistema de coleta
e registro descrito no item 3.2, com scan de 100ms.
Ou seja, as variáveis estavam disponíveis mais rápido
do que o time poderia responder, portanto considera-
das como tempo real.
Foram coletados dois pontos de limiar de surge a
partir da redução da vazão no estágio, reduzindo-se
lentamente a saída da unidade anterior, carga deste
compressor. O controle de capacidade foi mantido
em automático, ou seja, a rotação estava modulando
de modo a manter a pressão de sucção constante.
Embora o ideal fosse coletar mais pontos e man-
ter a rotação constante, o teste foi realizado desta
forma por limitações operacionais. Considerou-se
que não houve prejuízo de precisão na região de ope-
ração, onde também a ocorrência do surge seria mais
severa. No entanto recomendou-se um recuo menor
na região onde ocorreu o teste, dado às incertezas
descritas.
O ponto 1 foi obtido da seguinte forma: A carga
para o compressor foi reduzida lenta e gradativamen-
te até a ocorrência de um surge leve às 15:22:43 do
dia 07/04/2005 (Figura 10). Note que a vazão cai
bruscamente (ciano), acompanhado pela pressão de
descarga (magenta), enquanto a pressão de sucção
(vermelho) e a rotação sobem (azul escuro). Note
também que a subida da rotação é função do surge e
não do comando do controlador de pressão de sucção
(verde) que também sobe o set de velocidade para
corrigir a elevação de pressão. Perceba que a PV do
controle de rotação (azul escuro) ultrapassa o SV
(verde) e então o controlador de velocidade atua fe-
chando a válvula de vapor para a turbina (roxo) para
evitar o disparo de rotação.
Os demais estágios não entraram em surge e seus
pontos de operação nem chegaram a cruzar suas li-
nhas de surge programadas, ou seja, durante todo o
evento as margens dos demais estágios se mantive-
ram positivas. O crescimento de vazão ocorre em
alguns estágios e se deve ao aumento de rotação e é
caracterizado também pela queda de pressão de suc-
ção e descarga do estágio, visto que a vazão de for-
necimento (1 estágio) foi momentaneamente cortada.
Figura 10 – Ponto 1 de limiar
O ponto 2 foi obtido da seguinte forma: A carga
para o compressor foi reduzida lenta e gradativamen-
te até a ocorrência do surge às 18:22:34 do dia
07/04/2005 (Figura 11). Note que a vazão cai brus-
camente (ciano), acompanhado pela pressão de des-
carga (magenta), enquanto a pressão de sucção (ver-
melho) e rotação sobem (azul escuro). Note também
que a subida da rotação é função do surge e não do
comando do controlador de pressão de sucção (ver-
de) que também sobe para corrigir a mesma. Perceba
que a PV do controle de rotação (azul escuro) ultra-
passa o SV (verde) e então o controlador atua fe-
chando a válvula de vapor para a turbina (roxo) para
evitar o disparo de rotação.
Os demais estágios não entraram em surge e seus
pontos de operação nem chegaram a cruzar suas li-
nhas de surge programadas, ou seja, durante todo o
evento as margens dos demais estágios se mantive-
ram positivas. O crescimento de vazão em alguns
estágios se deve ao aumento de rotação e é caracteri-
zado também pela queda de pressão de sucção e des-
carga do estágio, visto que a vazão de fornecimento
(1o estágio) foi momentaneamente cortada.
Figura 11 – Ponto 2 de limiar
Ambos os pontos coletados foram considerados
um sucesso pois não levarão o compressor ao surge e
sim a sua vizinhança (limiar). A queda de vazão do
primeiro estágio foi brusca mas os demais estágios
conseguiram manter a vazão por seus vasos de inter-
estágios o que significou não acarretar problemas de
produção. A vibração percebida no compressor foi
considerada pela manutenção uma vibração de leve
não ocasionando qualquer tipo de dano à máquina.
Deste modo, o método utilizado foi considerado
seguro e foi replicado em outras plantas de tecnolo-
gia semelhante.
Para identificar o ponto de limiar propriamente
dito, foi realizado um tratamento dos dados coletados
visando reduzir o impacto do sistema de medição nas
amostras, especialmente uma oscilação ruidosa no
sinal de vazão, originada da “sujeira” que os elemen-
tos do tipo anubar interpretavam como vazão.13 Só
será explanado o tratamento do ponto 1 para evitar
um excesso de repetição.
Inicialmente foram coletados os valores máxi-
mos e mínimos de vazão no entorno do ponto levan-
tado (Figura 12 e Figura 13). As duas primeiras li-
nhas verticais indicam a coleta do ponto máximo e
13 Em ação posterior os anubar foram substituídos por elementos
do tipo venturi.
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
3394

mínimo (1A/1B e 2A/2b). O gráfico a margem mos-
tra a distância do ponto de operação à linha de surge
e foi mantido para mostrar que estão coerentes apesar
da variação de velocidade pelo controle de capacida-
de, ou seja, a variação não foi significativa ao longo
do período amostrado (ver item 2.2 e 2.3).
Em seguida foram aplicados diversos filtros de
primeira ordem, observando como as variáveis se
comportavam. Para o ruído em questão consideramos
que o filtro próximo a Tau=9 se mostrou melhor que
próximo a Tau=1 pois filtrava melhor o sinal e não
adulterava o momento de surge detectado. No gráfico
ambos estão representados (Figura 12 e Figura 13).
Figura 12 – Ponto 1: Vazão e Margem com e sem filtro
Figura 13 - Ponto 2: Vazão e Margem com e sem filtros
Os pontos coletados e calculados foram então
plotados e traçada uma curva de surge. Na Figura 14
observa-se a curva levantada (verde) e a curva origi-
nal (azul). Percebe-se que o deslocamento foi consi-
derável e que com a nova curva o compressor terá
muito mais área de trabalho. Vemos no gráfico tam-
bém os pontos máximo, mínimo e filtrado dos levan-
tamentos realizados. Observar que não se encontram
na horizontal pois os locais coletados se movem pela
característica e pela alteração de velocidade. O erro
de medição em si era exclusivamente na horizontal.
Figura 14 – curva de surge final
Esta curva manteve características da curva ori-
ginal, com a seguinte lei de formação14:
Deslocamento absoluto igual ao desloca-
mento dos pontos coletados, na região onde
foram coletados os pontos e acima dela;
Deslocamento paralelo, isto é, deslocamento
relativo constante de percentual equivalente
ao deslocamento relativo do ponto 1 (inferi-
or), nas demais regiões.
Foi traçada uma curva de surge provisória, se-
guindo a mesma lei acima, utilizando os pontos mais
à direita15. Esta curva se localizou portanto entre a
curva final levantada e a curva original. Esta curva
provisória foi implantada enquanto se aguardava a
confirmação do fabricante.
A curva provisória já apresentou melhoras ope-
racionais e foi considerada adequada para um perío-
do relativamente longo, mais que o suficiente para
confirmar com o fabricante.
3.4 A confirmação com o fabricante
Foram gerados relatórios desde o levantamento
da hipótese até a curva escolhida com as devidas
considerações relativas à composição do gás obtidas
por análises nos períodos de teste, comparando com
as composições dos diversos cenários de produção e
ao cenário que havia sido escolhido.
No presente caso os relatórios foram entregues
em mãos ao fabricante que após análise e considera-
ção aprovou os relatórios e a curva escolhida e in-
formou que ainda possuía uma folga residual adequa-
da.
Por não haver necessidade de mover a curva
mais à esquerda, foi dado por encerrado o processo,
mantendo a curva escolhida e a folga residual.
A curva de surge final foi implantada e os parâ-
metros de sintonia reavaliados. Algumas proteções
foram retornadas e outras só foram reabilitadas com o
tempo e o gradativo aumento da confiança da opera-
ção e manutenção.
14 Na figura controle = surge+8% 15 Valores máximos de vazão coletados
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
3395

3.5 Resultados e “proven in use”
Este caso foi replicado em diversas unidades,
mas somente este foi calculado e tornado público. Os
demais só foram relatados informalmente.
Qualitativo
Deslocamento em 11,70% para a esquerda
da curva de surge do 1º estágio em relação à
curva de surge teórica calculada pelo fabri-
cante;
O compressor passou a operar, no primeiro
estágio, em uma região de maior estabilida-
de, o que evitará quedas indevidas;
Redução do gasto energético pelo compres-
sor, elevando a eficiência.
Quantitativo
Aumento de 12t/h na capacidade de proces-
samento de carga líquida, elevando a produ-
ção em 5,5%;
Ganho: R$ 15milhões/ano (base 2005).
As curvas implantadas e confirmadas estão em
uso há mais de 9 anos.16
Não houve nenhum relato de operação à esquer-
da das linhas, assim como não houveram relatos de
surge real à direita das linhas.
Eventualmente foram relatados eventos de recir-
culação moderada, sem ocasionar prejuízos ao pro-
cesso.
Raramente por necessidades de operação em ce-
nários não previstos, a manutenção e operação em
comum acordo e após consulta tem realizado redu-
ções leves na margem.
Não houve mais registro de margem de 1% nas
máquinas trabalhadas.
4 Conclusão
É típico que os engenheiros de turbomáquinas e
os fabricantes das mesmas incluam folgas à linha de
surge, buscando proteger a máquina contra surge
ocasionados por falha de controle e operações equi-
vocadas. Estas folgas, quando excessivas podem le-
var a grandes perdas por recirculação, levando à ope-
ração e manutenção a efetuar ajustes arriscados no
sistema de controle, especialmente a redução exces-
siva da margem de controle.
Conforme demonstram dos resultados apresenta-
dos, a identificação e redução destas folgas se apre-
senta como uma solução efetiva e segura para aumen-
tar a eficiência e até mesmo para eliminar uma restri-
ção de produção, desde que realizada com os méto-
dos adequados e sempre que possível, cobrar ao fa-
bricante o envio das curvas teóricas sem folgas e pos-
teriormente informá-los da curva final implantada,
para que o trabalho tenha o aval do licenciador.
Entretanto, é importante registrar que a partir da
programação de curva levantada com surge real não
16 Outras aplicações do método funcionam há pelo menos 5anos.
haverá mais folgas de proteção. Ou seja, o cruzamen-
to da curva de surge provavelmente levará a surge.
Como nota de relevância registra-se que a reali-
zação do teste de sobrevelocidade, apesar da resis-
tência operacional (por envolver risco), apresentou-se
uma etapa importante para a segurança, revelando
problemas ocultos que poderiam ser fatais.
Agradecimentos
Aos meus constantes revisores da Sym, revisan-
do desde documentos de engenharia, propostas e
também do presente artigo, especialmente Sylvio
Laurandi e Cristiano Carreira.
À Braskem que valorizando o investimento no
conhecimento e P&D das empresas parceiras, nos
convidou para realizar este trabalho, em especial a
Gilberto Rocha, César Augusto Souza e Ricardo Pai-
va do Nascimento. Sendo que o último não está como
coautor por agendas completamente descasadas, este
artigo também é seu.
A toda equipe envolvida no procedimento e tes-
tes de campo, que foram fundamentais para o sucesso
do experimento. Especialmente a Eraldo Nogueira,
João Batista Matos e Flávio Morales.
Ao CENPES, com quem temos celebrado há
quase 20 anos parcerias e discussões técnicas que
colaboraram para o nosso desenvolvimento e da in-
dústria de petróleo e petroquímica. Em especialmente
a Mário Campos.
Referências Bibliográficas
Gravdahl, J. T. (1998). “Modeling and Control of
Surge and Rotating Stall in Compressors.”
Norwegian University of Science and
Technology, Department of Engineering
Cybernetics, Report 98-6-W, Trondheim -
Norway.
Campos, M. C. M. and Teixeira, H. C. G. (2006),
“Controles típicos de equipamentos e processos
industriais.”, Editora Blucher, São Paulo - SP.
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
3396