apostila de boas praticas da produção na indústria
DESCRIPTION
Material desenvolvido para ampliação e desenvolvimento da competitividade nas indústrias plásticas e da borracha - pela ABDI, Sindiplast, Sindibor e Prefeitura de Diadema. O material de forma geral, também pode ser utilizado para outros segmentos industriais.TRANSCRIPT

BOAS
PRÁ
TICA
S D
E PR
OD
UÇÃ
O
NA
IND
ÚST
RIA
DO
PLÁ
STIC
OE
DA
BORR
ACH
A

PREFEITURA DE DIADEMAPREFEITURA DE DIADEMA
O PDS - Plano de Desenvolvimento Setorial do Plástico e da Borracha fazparte do Programa da Melhoria da Competitividade Industria, promovido pelaPrefeitura de Diadema e implementado pela Secretaria de DesenvolvimentoEconômico eTrabalho.
O objetivo principal deste programa é o de fomentar o desenvolvimento dasindústrias de Diadema e região, visando a melhoria da competitividade,rentabilidade e sustentabilidade de forma inovadora.
Os principais objetivos desse programa são:
- Suprir as deficiências de gestão das empresas através de capacitação deSuprir as deficiências de gestão das empresas através de capacitação deseus gestores e colaboradores;
• Disseminar o conceito de inovação e apresentar ao empresário aimportância da inovação e da sua utilização como estratégia dedesenvolvimento da empresa;
• Apresentar às empresas os instrumentos de inovação disponíveis;• Apresentar às empresas os instrumentos de inovação disponíveis;
• Realizar cursos/treinamentos de gestão e inovação;
• Promover Encontros Tecnológicas setoriais visando debater os problemas,soluções e tendências do setor sob o aspecto da inovação;
• Apresentar as linhas de crédito e financiamento à P, D & I disponíveis nasp f , pinstituições de fomento e apoio à inovação;
• Estimular a internacionalização da empresa e a busca a novos mercadosnacionais e internacionais;
SINDIBORSINDIBORSINDICATO DA INDÚSTRIA DE ARTEFATOS DE BORRACHA SINDICATO DA INDÚSTRIA DE ARTEFATOS DE BORRACHA S C O ÚS OS O C S C O ÚS OS O C
NO ESTADO DE SÃO PAULONO ESTADO DE SÃO PAULO
O Sindicato da Indústria de Artefatos de Borracha no Estado de São Paulo-SINDIBOR, representa há mais de 77 anos os interesses da indústriapaulista de artefatos de borracha. O segmento gera aproximadamente80.000 empregos diretos, além de ocupar indiretamente outros 60.000profissionais.p f
Estima-se que, do total nacional, 68% das indústrias de artefatos deborracha estejam localizadas no Estado de São Paulo, onde a demandapor acabados corresponde a 70% da produção nacional, estimada em1.300.000 toneladas.
C d 180 f d d i dCerca de 180 empresas formam o cadastro de empresas associadas aoSINDIBOR, cuja produção é direcionada aos mais variados segmentos, comdestaque para automotivo, construção civil, saúde, mineração, calçadista epetrolífero, entre outros.
Finalmente, sabedora de seu papel participativo na sociedade, o SINDIBORenvolve-se permanentemente em atividades de Responsabilidade Social,através de participações na Fundação ABRINQ - Nossas Crianças eInstituto Empresarial de Apoio à Formação da Criança e do Adolescente -PRÓ-CRIANÇA.

SINDIPLASTSINDIPLASTSINDICATO DA INDÚSTRIA DE MATERIAL PLÁSTICO SINDICATO DA INDÚSTRIA DE MATERIAL PLÁSTICO SINDICATO DA INDÚSTRIA DE MATERIAL PLÁSTICO SINDICATO DA INDÚSTRIA DE MATERIAL PLÁSTICO
DO ESTADO DE SÃO PAULODO ESTADO DE SÃO PAULO
O Sindiplast – Sindicato da Indústria de Material Plástico do Estado de São Paulo –mantém uma atuação pró-ativa em relação às questões políticas e conjunturais quef t t d t f ã d t i l plá ti F d d 1941 Si dipl tafetam o setor de transformação de material plástico. Fundado em 1941, o Sindiplastrepresenta atualmente 4136 empresas em todo o estado de São Paulo. Sua missãobásica é favorecer o desenvolvimento do setor de transformação de material plástico.
O Sindiplast participa de diversos Fóruns de Competitividade do Ministério doDesenvolvimento Indústria e Comércio com atuação mais intensa naquelesDesenvolvimento, Indústria e Comércio, com atuação mais intensa naquelesrelacionados à cadeia produtiva do setor, que tem como principais objetivos: promovera reorganização da indústria de transformação do plástico a fim de aumentar suacompetitividade; reverter o déficit da balança comercial do setor e criar condiçõesfavoráveis para a redução da informalidade de forma a propiciar um crescimentosustentável.
Além dessas ações, ainda oferece serviços aos seus associados, como: consulta para averificação da existência de produtos similares no mercado; orientação e assessoria emquestões de ordem tributária, civil, trabalhista e comercial, por meio de convênios comgrandes escritórios de advocacia; consultoria e suporte para participação em feiras noB il t i t d p h t fi l d i i t àBrasil e no exterior e todo o acompanhamento fiscal e aduaneiro com vistas àexportação. Atua ainda, como representante nas negociações trabalhistas com asentidades representativas dos empregados do setor no Estado.

ABDIABDIAGÊNCIA BRASILEIRA DE DESENVOLVIMENTO INDUSTRIALAGÊNCIA BRASILEIRA DE DESENVOLVIMENTO INDUSTRIAL
A Agência Brasileira de Desenvolvimento Industrial, entidade ligada ao Ministériodo Desenvolvimento, Indústria e Comércio Exterior, foi instituída em dezembro de2004 com a missão de promover a execução da Política Industrial do Brasil (PDP),2004 com a missão de promover a execução da Política Industrial do Brasil (PDP),em consonância com as políticas de Comércio Exterior e de Ciência e Tecnologia(Lei 11.080).
Ainda no âmbito da PDP, a ABDI é responsável por coordenar as ações eprogramas dos chamados Destaques Estratégicos, iniciativas que tratam dep og s dos c dos est q es st tég cos, c t s q e t t dequestões fundamentais para desenvolver a indústria brasileira, perpassandodiversos complexos produtivos. Neste nível, foram estabelecidas iniciativas degrande relevância para seis dimensões de destaque: ampliação das exportações;fortalecimento das micro e pequenas empresas; regionalização; integraçãoprodutiva da América Latina e Caribe, com foco inicial no Mercosul; integração coma África; e produção sustentávela África; e produção sustentável.
O principal enfoque da ABDI está nos programas e projetos estabelecidos pelaPolítica de Desenvolvimento Produtivo - PDP, da qual é Secretaria Executiva, ao ladodo Ministério da Fazenda e do Banco Nacional de Desenvolvimento Econômico eSocial – BNDES Nesta função cabe à ABDI o monitoramento programático daSocial BNDES. Nesta função, cabe à ABDI o monitoramento programático daPolítica, por meio do Sistema de Gerenciamento de Projetos já utilizado pelaAgência. O Sistema permite o monitoramento contínuo das ações que integram aPDP, possibilitando a emissão de relatórios periódicos, a análise de indicadoresassociados à evolução das metas compromissadas, e, principalmente, seuacompanhamento pelo setor privado.

Boas Práticas de Produção na Indústria do Plástico e da
Borracha

2
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Créditos:
Kaptiva Consultoria e Desenvolvimento Ltda.
2010 Coordenação Pedagógica: Priscilla Nunes. Projeto Gráfico-Editorial: Elaine Santos. Tratamento de linguagem e revisão do texto: Kaptiva.

3
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Apresentação: O que esperamos que você seja capaz
de fazer com este material?
Seja bem-vindo à cartilha “Boas Práticas de Produção da Indústria do Plástico e da Borracha”. Esperamos que com esse material, você seja capaz de colocar a sua empresa em um novo rumo – um rumo muito mais sintonizado com as constantes mudanças do mercado, e com a necessidade de se aperfeiçoar sempre. Essa cartilha está dividida em 06 Unidades:
Unidade 01: Conceitos Práticos sobre Boas Práticas. Nessa primeira unidade, procuramos mostrar para você um painel geral do que está envolvido na adoção de Boas Práticas, as lições da história e do presente momento, e todos os elementos presentes na maioria das empresas que podem atuar tanto quanto incentivadores, quanto como barreiras na aplicação de um programa de Boas Práticas. Estar ciente desses elementos é parte fundamental para conseguir trabalhar com eles.
Unidade 02: Conceitos Básicos sobre a Indústria do Plástico. Na segunda unidade, sintonizamos com a sua indústria e alguns elementos básicos que muitas vezes deixamos de olhar no dia-a-dia. Por exemplo, revemos o que são os plásticos e seus principais produtos.
Unidade 03: Conceitos Básicos sobre a Indústria da Borracha. Qual é a história da produção da borracha no Brasil? quais os principais tipos de borracha fabricados e como funcionaria um controle de qualidade adequado na indústria da borracha? Essas são questões que a unidade tenta ajudar a responder.
Unidade 04: Conceitos para melhoria da produção nas indústrias. Não importa se falamos em plástico ou borracha, será preciso saber como planejamos um layout eficiente e todos os custos envolvidos na operação da Indústria. Sem esses conhecimentos sobre “o que medir”, seria impossível adotar melhorias (melhorias em relação a que?).
Unidade 05: Análises necessárias. Na terceira unidade vamos verificar mais a fundo um panorama da organização que deve ser considerado para a implantação de Boas Práticas? Como está o comprometimento da alta direção da empresa, dos supervisores e dos empregados? Existe algum aspecto ao qual devemos estar atentos para que o nosso esforço não seja jogado por água abaixo?
Unidade 06: As Ferramentas e as Técnicas para as Boas Práticas. Na quarta unidade oferecemos as ferramentas e técnicas para colocar as coisas para funcionar. Como organizar as mudanças? Como planejá-las? Como verificar nosso desempenho atual, levar as pessoas a trabalhar em consenso

4
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
em busca de um objetivo e como analisar estatisticamente os efeitos conseguidos? Nessa unidade você irá encontrar as ferramentas.
Por ser um material bem extenso e completo, oferecemos a seguir uma forma de acompanhar o seu desenvolvimento. A idéia é que você divida seus estudos em 03 momentos:
Leitura individual do material. Resolução dos exercícios propostos. Aplicação no seu dia-a-dia.
Uma ferramenta também muito eficaz para o aprendizado é ensinar. Se existem mais pessoas em sua empresa que se beneficiariam com esse conteúdo, trabalhe como agente disseminador: ao finalizar cada um dos capítulos, elabore uma maneira de explicar esse conteúdo a outra pessoa. Não se limite a emprestar a apostila para leitura – pense em como você explicaria os itens principais a outra pessoa, dentro do que seria interessante para a sua empresa. Guia de estudo:
UNIDADE 01
Capítulo Leitura Exercícios Aplicação no
dia a dia. Útil para outra pessoa? Quem?
Capítulo 01
Capítulo 02
UNIDADE 02
Capítulo Leitura Exercícios Aplicação no
dia a dia. Útil para outra pessoa? Quem?
Capítulo 03
UNIDADE 03
Capítulo Leitura Exercícios Aplicação no
dia a dia. Útil para outra pessoa? Quem?
Capítulo 04
UNIDADE 04
Capítulo Leitura Exercícios Aplicação no
dia a dia. Útil para outra pessoa? Quem?
Capítulo 05
Capítulo 06
UNIDADE 05
Capítulo Leitura Exercícios Aplicação no
dia a dia. Útil para outra pessoa? Quem?
Capítulo 07
Capítulo 08
Capítulo 09

5
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
UNIDADE 06
Capítulo Leitura Exercícios Aplicação no
dia a dia. Útil para outra pessoa? Quem?
Capítulo 10
Capítulo 11
Capítulo 12
Capítulo 13
Capítulo 14
Exercícios: Os exercícios estão divididos em 02 tipos: com resolução e para reflexão. Os exercícios com resolução (identificados ao longo da cartilha simplesmente como “exercícios”) possuem respostas que podem ser verificadas ao final da apostila. Os exercícios para reflexão (identificados ao longo da cartilha como “exercícios para reflexão”) são para a reflexão e aplicação prática na sua empresa, e não possuem resposta correta – pelo menos não uma que possamos fornecer via gabarito.
Esperamos que você aprenda muito e possa aplicar muito mais em sua empresa.
Bons estudos!

6
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha

7
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Índice: Encontre o que está procurando aqui.
UNIDADE 01: CONCEITOS BÁSICOS SOBRE BOAS PRÁTICAS Capítulo 01: Boas Práticas e o Gerenciamento da Qualidade na Produção.
Definição, princípios e conceitos. 13 Lições da História e de Hoje. 15 Forças Modernas. 16
o Competição Global. 16 o Mudanças tecnológicas. 16 o Forças Sociais e a Ética no Trabalho. 16
Resumo. 17 Exercícios. 18
Capítulo 02: Principais elementos da criação de Boas Práticas.
Introdução. 21 Visão Organizacional. 21 Remoção de Barreiras. 23 Comunicação. 24 Avaliação Contínua. 26 Melhoria Contínua. 26 Relacionamento cliente/fornecedor. 27 Autonomia aos empregados. 28 Treinamento. 28 Implementação. 29 Resumo. 30 Exercícios. 32
UNIDADE 02: CONCEITOS BÁSICOS SOBRE A INDÚSTRIA DO PLÁSTICO Capítulo 03: Principais conceitos e Materiais.
Introdução. 37 A definição de plástico. 37 Polimerização. 37 Divisão dos Plásticos. 38 Confecção. 38 Processamento dos termoplásticos. 39 Processamento dos termorrígidos. 40 Principais características. 40 Categorização de parâmetros. 41 Resumo. 42 Exercícios. 43

8
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
UNIDADE 03: CONCEITOS BÁSICOS SOBRE A INDÚSTRIA DA BORRACHA Capítulo 04: História e Conceitos Básicos da Produção da Borracha.
Introdução. 49 Uma breve história mundial da borracha. 49 A borracha no Brasil: os "ciclos da borracha". 50 Dados sobre a Indústria da Borracha na Atualidade. 51 Introdução aos Polímeros, Elastômeros e Borrachas. 52 A Qualidade na Produção da Borracha. 57 O Controle de Qualidade na Indústria da Borracha. 58 Esboço de um Sistema de Controle de Qualidade. 59 Matérias-Primas. 60 Misturação. 60 Calandragem e Extrusão. 61 Vulcanização. 62 Inspeção Final. 63 Resumo. 64 Exercícios. 65
UNIDADE 04: CONCEITOS PARA MELHORIA DAPRODUÇÃO NAS INDÚSTRIAS.
Capítulo 05: Planejamento do Layout.
Introdução. 69 Objetivos do Layout. 69 Uso efetivo do chão de fábrica. 70 Construindo os planos de layout de máquinas e células de
produção. 71 Otimização do fluxo de produção. 76 Criando critérios para o local. 77 Considerações Geográficas sobre o local. 78 Resumo. 78 Exercícios. 79
Capítulo 06: Determinando custos.
Introdução. 81 Requisitos de Capital. 81 Departamento de Manutenção. 85 Custos de Operação. 85 Análise do Custo por produto. 87 Determinando o preço da peça. 88 Resumo. 89 Exercícios. 90
UNIDADE 05: ANÁLISES NECESSÁRIAS. Capítulo 07: Análises necessárias no nível empresarial.
Introdução. 95 Cultura corporativa. 96

9
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Liderança. 98 Planejamento Estratégico. 99 Gerenciamento da Mudança. 100 Resumo. 103 Exercícios. 104
Capítulo 08: Análises necessárias no nível da supervisão.
Introdução. 107 Motivação. 107 Comprometimento dos Empregados. 109 Construção de Equipes. 110 Resumo. 111 Exercícios. 112
Capítulo 09: Análises necessárias no nível individual. Introdução. 113 Gerenciamento do estresse. 113 Gerenciamento do tempo. 116 Criatividade e inovação. 119 Resumo. 120 Exercícios. 121
UNIDADE 06: AS FERRAMENTAS E TÉCNICAS PARA AS BOAS PRÁTICAS. Capítulo 10: Organização.
Introdução. 125 Diagramas de causa efeito. 125 Folhas de verificação e coleta de dados. 130 Apresentação de Dados. 132 Fluxogramas e análise de entrada-saída. 138 Análise do fluxo de trabalho. 141
Capítulo 11: Planejamento. Introdução. 143 Ciclo de Deming. 143 Análise dos campos de força. 146 Estabelecimento de metas. 149 Desdobramento da função qualidade. 152
Capítulo 12: Auto-análise Introdução. 157 Auditoria. 157 Marcos de excelência. 159 Modo de falhas e análise de efeitos. 160 Senso comum. 162 Custo da qualidade. 163 5W1H. 164

10
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Capítulo 13: Técnicas de Grupo. Introdução. 167 Brainstorming. 167 Técnica de Delphi. 169 Técnica de nomeação de grupo. 172 Círculo da qualidade. 173
Capítulo 14: Ferramentas Estatísticas. Introdução 175 Medidas estatísticas e amostragem. 175 Cartas de controle. 176 Projeto de experimentos. 177 Análise de Pareto. 178
ELEMENTOS FINAIS Gabaritos. 181 Glossário. 189 Referências. 195


12
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha

13
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Capítulo 01: Boas práticas e o Gerenciamento da
Qualidade na Produção.
Definição, Princípios e Conceitos
Você deve estar se perguntando o que são “Boas Práticas”. Ainda mais ao se estabelecer
“Boas Práticas de Fabricação na Indústria Transformadora do Plástico e na Indústria da
Borracha”.
Por mais que possa parecer óbvio, “boas práticas” referem-se às melhores práticas a serem executadas em uma determinada tarefa, processo ou projeto – e é claro que isto está profundamente ligado à introdução de padronizações, indicadores e verificação da eficiência, pois, adotar “boas práticas” em qualquer setor nada mais é do que adotar um compromisso completo com a excelência e a qualidade.
O gerenciamento da qualidade na produção combina diversas técnicas básicas de administração com esforços de melhoria contínua dos processos, diminuição dos custos, visão de mercado e claro: preocupação com o meio ambiente.
No Brasil, a Agência Nacional de Vigilância Sanitária (ANVISA) estabelece um conjunto de medidas que devem ser adotadas pelas indústrias de alimentos a fim de garantir a qualidade sanitária e a conformidade dos produtos alimentícios com os regulamentos técnicos. Essa preocupação se estende para a área de embalagens, tanto de alimentos quanto de medicamentos. No entanto, não é preciso esperar que exista regulamentação Federal para que as empresas trabalhem na adoção de Boas Práticas.
O que são boas práticas?

14
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Ao adotar processos melhores podemos perceber: Aumento da produtividade; Redução de custos e desperdícios; Aumento da competitividade, etc.
A adoção de um programa de Boas Práticas deve, para funcionar corretamente: 1. Contar com a participação e colaboração das lideranças da empresa; 2. Se basear em uma cultura empresarial voltada para a melhoria contínua; 3. Satisfazer as necessidades e expectativas dos clientes e do mercado; 4. Conquistar os indivíduos em um nível pessoal na melhoria de seus processos de trabalho; 5. Reconhecer que as pessoas são o recurso mais importante, criando relacionamentos construtivos e com trabalho em equipe.
Além disso, é preciso mudar o foco do resultado para o processo. Isso não quer dizer que o resultado obtido não
importe, muito pelo contrário.
Em muitas empresas, quando o foco está exclusivamente nos resultados, é comum que não se pense muito na maneira como esses resultados são obtidos. Você deve conhecer a frase:
Pois bem, através da adoção de Boas Práticas é exatamente esse comportamento que queremos evitar.
Focando nos processos, e em todas as etapas que os compõe, podemos verificar se cada uma das atividades está sendo realizada da melhor forma possível – e conseqüentemente, isso terá impacto positivo nos resultados finais. Com essa preocupação, evitamos aquela casa limpinha, na qual a sujeira se joga para baixo do tapete.
“Os fins justificamos meios”

15
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Lições da História e de Hoje
Se você ainda não está convencido da importância de adotar Boas Práticas, de se comprometer com a melhoria contínua dos processos de sua empresa, talvez a lista a seguir lhe ajude a pensar a respeito. Ela nos apresenta 10 lições sobre a história das nações que eram líderes no cenário econômico, e remotamente industrializadas, publicadas no trabalho “A two minute warning” (algo como “o aviso de 02 minutos”), dos autores Grayson e O’Del:
1. Complacência é o câncer da liderança.
2. Os líderes não tomam conhecimento do crescimento daqueles que estão em progresso.
3. As taxas de crescimento são pequenas e não são adotadas medidas até que seja tarde demais.
4. Números são pobres estimadores do sucesso.
5. Os que estão em mudança possuem os “olhos de tigre” (desejo); os líderes podem perdê-los.
6. Os que estão em mudança dão ênfase à educação e às melhorias; os líderes somente quando o orçamento permite.
7. Os que estão em mudança copiam estratégias, os líderes encontram-nas sob os seus auspícios, mas muitas vezes não os põem em prática.
8. Os que estão em mudança orientam-se pelos clientes; os líderes por sua conveniência.
9. O protecionismo quebra os líderes e auxilia os que estão em mudança.
10. A habilidade dos líderes em mudar e reagir se perde com o tempo.
Isso conta muito sobre o porquê das nações anteriormente líderes terem sido passadas para trás com a industrialização. E tenho a impressão que essa é uma história que empresa nenhuma gostaria de repetir. Mas infelizmente, mesmo nos dias de hoje, a maioria da empresas necessita de um empurrão externo para adotar Boas Práticas.
Em uma pesquisa sobre 700 executivos da Grã-Bretanha1, verificou-se que 73% dos programas de melhoria são iniciados com base na demanda do cliente por melhores produtos e serviços. No entanto, no nosso cenário de alta competitividade, pensar em qualidade apenas quando nossos clientes apontam falhas é uma atitude reativa demais – até suicida.
1 LASCELLES e BARRIE

16
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Forças Modernas
Um dos grandes fatores que vêem alterando a forma como pensamos nossos negócios é o poder da força de trabalho – elas estão se deslocando de um local para o outro do planeta, em busca do equilíbrio financeiro em um sistema econômico que está cada vez mais complexo. Em um nível pessoal, os trabalhadores não procuram apenas boas remunerações – eles esperam encontram no ambiente de trabalho uma forma de realização e crescimento pessoal. As transformações que vemos são dificultadas pelas forças da competição global, pelas mudanças das tecnologias, no meio ambiente, no contexto social e pelas mudanças na ética de trabalho – e são as forças que modificam nossa maneira de trabalhar. Não podemos sanar o impacto negativo dessas forças simplesmente com a adoção de Boas Práticas. No entanto, estas permitirão que todos os recursos disponíveis na empresa estejam envolvidos na minimização desses impactos. Competição Global
A melhoria nas formas de comunicação, nas formas de transporte e diminuição das barreiras comerciais aumentaram a competição em todos os setores. Matérias primas, produtos e em alguns casos até mesmo serviços podem ser contratados em qualquer lugar do planeta. Se a sua empresa não estiver apta a atender as demandas de seus clientes, outra estará. E essa outra pode ser tanto seu vizinho quanto uma empresa na China.
Mudanças Tecnológicas Não estar atento para as mudanças tecnológicas pode varrer sua empresa do mapa de uma hora para a outra; veja, por exemplo, o que a indústria do Compact Disc (CD) fez pela indústria dos discos de vinil. Nesse aspecto, gerenciar a qualidade dentro da empresa reduz a turbulência pelas novas tecnologias, adotando-as ao invés de ignorá-las, uma vez que elas podem estimular novas oportunidades de negócio. Forças Sociais e a Ética no Trabalho
“Nós passamos grande parte do nosso tempo no trabalho e um outro tanto mais nos capacitando, viajando a serviço e pensando à respeito dele. Para muitas pessoas entre as idades de 21 a 65 anos, o trabalho é primordial em suas vidas. Podemos nos casar, nos divorciar, ter a custódia das crianças por muito ou pouco tempo, mas durante grande parte de nossa vida quase sempre estaremos empregados. Com tal enfoque, não é surpreendente que as pessoas vejam o trabalho como um preenchimento e enriquecimento; algumas vezes podem até mesmo procurar uma motivação em seu trabalho.”
(BROCKA, 1994)

17
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Toda angústia que o trabalhador típico carrega dentro de si faz com que sua mente se direcione para tudo, exceto suas tarefas. A adoção de boas práticas pode não resolver esse problema, mas pode ajudar na criação de um ambiente de trabalho no qual o tratamento humano e honesto possa ser encontrado juntamente com uma dose de estímulo. Resumo
Nesse capítulo vimos que:
Boas Práticas são as melhores práticas a serem adotadas na execução de uma tarefa, processo ou projeto.
As principais vantagens na adoção de Boas Práticas estão no aumento da
produtividade, na redução de custos e desperdícios e no aumento da competitividade empresarial.
Para que a adoção de um programa de Boas Práticas funcione corretamente,
ele deve contar com o comprometimento de toda a empresa, das lideranças aos profissionais envolvidos diretamente na produção.
A adoção de Boas Práticas retira o foco do resultado e coloca o foco no
processo, pois, os meios são tão importantes quanto os fins.
O contexto empresarial do século XXI está em constante mudança, onde a adoção de boas práticas ajuda a empresa a pelo menos manter uma cultura de sintonia com as modificações que estão acontecendo.

18
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Exercícios
1. Assinale a opção correta:
a. O termo “Boas Práticas” refere-se à: ( ) Melhores práticas a serem executadas apenas em uma determinada
tarefa. ( ) Melhores práticas a serem executadas em uma determinada tarefa,
processo ou projeto. ( ) Melhores práticas não executadas em uma determinadas tarefa,
processo ou projeto.
b. Ao adotar boas práticas estamos contribuindo entre outras para: ( ) Aumento da produtividade. ( ) Diminuição de produtos. ( ) Aumento de desperdícios.
c. Os trabalhadores estão procurando mais do que boas remunerações, eles também buscam: ( ) Mais benefícios e tarefas. ( ) Realização e crescimento pessoal. ( ) Boas práticas com carga horária reduzida.
d. Com a melhoria nas formas de comunicação, nas formas de transporte e diminuição das barreiras comerciais aumentamos: ( ) A competição em todos os setores. ( ) A competição no setor envolvido. ( ) A competição entre setores.
e. Devemos direcionar o foco para todas as etapas que o compõem, para termos impactos positivos nos resultados finais. Estamos falando de:
( ) Boas Práticas. ( ) Processos. ( ) Resultado.

19
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
2. Complete os espaços:
a. Devemos nos basear em uma ___________ empresarial voltada para a melhoria contínua.
b. É preciso mudar o foco do _____________ para o processo.
c. Não podemos sanar o impacto negativo das forças simplesmente com a adoção de _____________ _____________.
d. As transformações que vemos são dificultadas pelas forças da ______________ _____________, pelas mudanças das tecnologias, no meio ambiente, no contexto social e pelas mudanças na _____________ de trabalho.
e. As nações anteriormente líderes foram passadas para trás com a _________________.
3. Palavras-cruzadas:
Verticais:
1. Em qualquer setor nada mais é do que adotar um compromisso completo com a excelência e a qualidade. 2. É preciso reconhecer que este é o recurso mais importante, criando relacionamentos construtivos e com trabalho em equipe. 3. Estabelece um conjunto de medidas que devem ser adotadas pelas indústrias de alimentos.
Horizontais:
4. É preciso verificar se cada uma das atividades está sendo realizada da melhor forma, para bons resultados no final. Estamos falando de: 5. A falta de atenção neste assunto pode varrer a empresa do mapa de uma hora para outra.

20
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha

21
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Capítulo 02: Principais elementos da Criação de
Boas Práticas.
Introdução
Nesse capítulo veremos alguns dos fatores que devem estar resolvidos na empresa antes da implementação de um programa de Boas Práticas. Ignorar esses fatores é planejar o fracasso, pois são eles que garantem um solo fértil para que as iniciativas de melhoria possam florescer. Entre esses itens estão:
1. A visão organizacional da empresa. 2. A remoção de barreiras. 3. Preocupação com a comunicação. 4. Avaliação contínua. 5. Melhoria contínua. 6. Bom relacionamento com clientes e fornecedores. 7. Autonomia dos trabalhadores. 8. Treinamento.
A seguir veremos em mais detalhes cada um desses aspectos. Visão Organizacional
Você sabe qual a visão organizacional da sua empresa? Em uma definição simples, a visão organizacional é uma crença sobre o “porquê” a empresa existe e o que se propõe a realizar. Isso pode dar origem a um lema simples, como “produzir os melhores produtos, com o menor custo para nosso consumidor” quanto uma visão detalhada que englobe cada setor da empresa e suas finalidades.
A essência da visão corporativa deve ser simples como um lema, de modo que todo empregado a conheça e, mais importante que isso, acredite nela.

22
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Compare o lema da Starbucks “Recompensando momentos do dia-a-dia”, à declaração da missão da empresa: “Fazer da Starbucks a principal fornecedora do melhor café do mundo e, ao mesmo tempo, manter absoluta integridade de princípios ao se desenvolver2”. De qual dos dois é mais fácil se lembrar? Se formos habilidosos ao enunciar essa crença, ela pode fluir durante grandes mudanças dos produtos ou tecnologias. Por exemplo, se você fosse um construtor de carroças para cavalos no ano de 1910 e decidisse que faria apenas carroças de luxo, uma ou duas décadas depois você estaria falido. Porém se decidisse fornecer uma carroça independente da força que a movesse, você teria se adaptado rapidamente em função das novas mudanças. A visão estratégica precisa levar em conta tanto os clientes externos (consumidores e fornecedores) quanto os clientes internos (os empregados). Ela também precisa ser mais objetiva e prática; todos nós gostaríamos de ser “os melhores do mercado”, mas é preciso traduzir isso de uma forma objetiva através da qual possamos agir à respeito, como: “o mais rápido do mercado”, o “de mais baixo custo” etc. Além disso. Estabelecer apenas a visão não suficiente. Ela precisa ser demonstrada por meio das ações de toda a cadeia hierárquica, de maneira contínua, em todas as ações e iniciativas. Os empregados conhecer a verdadeira diferença entre a política da “porta aberta” e a da “meio aberta”.
Exercício de Reflexão
Escreva a visão estratégica/lema da sua empresa. Se você não se lembra dele, ou se ainda não existe um, essa é a hora de pensar em como ele deveria ser, contextualizando a sua participação de mercado e sua visão de futuro. Escreva como você acha que ele deveria ser.
2 KAWASAKI, 2006.

23
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Remoção de Barreiras
A principal barreira encontrada no processo de implementação de Boas Práticas, melhoria contínua e gerenciamento da qualidade é uma só: a resistência à mudança.
No entanto, se é para enfrentar resistência à mudança, é bem melhor que ela venha de pessoas diretamente envolvidas no processo de mudança, do que resistências que possa vir de deliberações administrativas.
As barreiras que encontramos na empresa não são, no entanto, impossíveis de se ultrapassar. Com um conjunto de técnicas simples podemos identificar as barreiras e inventar soluções criativas para ultrapassá-las. Identifique as barreiras: qualquer coisa que esteja no caminho da implementação deve ser considerada uma barreira. Isso significa que devemos examinar os procedimentos internos nas relações e interesses dos clientes e como o pessoal está distribuído – tudo que aparente ser uma barreira deve ser considerado. Nessa fase não devemos julgar a prioridade ou validade dos dados levantados, apenas colhe-los. A geração dessa coleta deve ser acompanhada por meio das técnicas descritas na unidade 04, “As ferramentas e as técnicas para as Boas Práticas”. Separe as barreiras em categorias: As barreiras identificadas e suas causas podem ser agora analisadas, embora ainda devamos manter em suspenso o julgamento sobre a validade. A categorização pode ser facilitada utilizando-se os diagramas de causa-efeito ou outras ferramentas de organização (capítulo 09). E fique atento para as barreiras que escondem ou mascarram outras: não é comum que uma montanha de problemas seja causada por algumas poucas dificuldades.
Estratégias recomendadas para a remoção de Barreiras:
1. Despreze os receios individuais e coletivos.
2. Encoraje e premie o pensamento criativo, mesmo que as idéias não estejam implementadas.
3. Divida o crédito pelo sucesso.
4. Reviste e renove os sistemas de avaliação de resultados.
5. Verifique o custo sobre o ciclo de vida do produto, e não sobre o resto inicial.
6. Estabeleça a inter-relação entre as tarefas e os projetos.
Adaptado de BROCKA, 1994.

24
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Estabeleça prioridades: Agora sim é hora de priorizar. Isto deve ser feito com a utilização de ferramentas como a “Análise de Pareto” (capítulo 13), diagramas de causa-efeito (capítulo 09) ou a técnica de Delphi (capítulo 10). Para que se estabeleça um processo objetivo, alguns cuidados deverão ser tomados, evitando que o processo seja influenciado pela gerência ou por algum “agente oculto”. Nesse estágio as barreiras devem ser analisadas de acordo com a seriedade do problema. Solucione o problema: Aqui devemos chegar à raiz do problema, não apenas lidar com os sintomas. Na medicina, o alívio dos sintomas permite ao paciente pensar que está curado e, mesmo que não esteja tratado, ele poderá se recupera no mesmo período de tempo, como poderá também jamais se recuperar. As empresas doentes não se recuperam ao longo do tempo. Se os seus sintomas estiverem maquiados. Na melhor das hipóteses, o mascaramento dos sintomas pode demonstrar em um quadro de melhora irreal. Objetivos e estratégias para resolução de problemas: A preocupação com a resolução de problemas pode gerar uma série de medidas que podem necessitar de meses ou até anos para serem realizadas. Os objetivos devem ser realistas e realizáveis com os recursos disponíveis, com estratégias que garantam que os objetivos possam ser acompanhados. Não se esqueça que os objetivos numéricos não são o mais importante. Uma melhoria de 15% sem estratégia é insignificantes. Objetivos numéricos podem também limitar o crescimento, em especial nas organizações acostumadas a trabalhar em torno de uma “média”, como ocorre em muitas situações de trabalho por tarefa (empreitada). Ao permitirmos que as pessoas trabalhem em seus pontos ótimos, sem prejudicar outros trabalhadores, teremos medidas mensuráveis sem estabelecer quotas numéricas. Comunicação
“A Comunicação é a cola que solidifica tudo, as técnicas, as práticas, as filosofias e as ferramentas”.
Ao falar de comunicação aqui, estamos nos referindo a três tipos de comunicação: escrita, verbal e não-verbal. Todas elas estão presentes em qualquer organização e sua condução adequada pode levar a resolução de diversos conflitos. Veremos à seguir cada uma delas em mais detalhes.

25
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Antes disso, no entanto, vale lembrar que todas formas de comunicação envolvem quatro elementos: o transmissor, o receptor, a mensagem e o meio de comunicação. O meio é o canal através do qual a mensagem é destinada e pode influenciar a mensagem. Isso pode ser percebido com um exemplo bem exagerado e simples: imagine em qual situação um funcionário se sentiria mais lisonjeado:
Sendo elogiado informalmente por seu supervisor; ou Sendo elogiado publicamente em um evento na empresa?
O mesmo funciona na situação oposta; o que você acharia menos constrangedor:
Ser repreendido informalmente por seu supervisor; ou Ser repreendido publicamente em um evento da empresa.
Tenha em mente que: boa parte dos conflitos causados por falhas de comunicação não são causados pelo “o que” é dito (mensagem), mas pela forma como é dito (meio).
Comunicação escrita: As habilidades de escrita presentes sobretudo nos escritórios levaram muito tempo para chegar no atual nível de aperfeiçoamento. Os memorandos e relatórios são freqüentemente resultado de centenas de horas (estudos indicam que 21% a 70% do tempo gasto nos escritórios está ligado à manipulação de documentos e informações escritas) de trabalho, e sua finalização é decorrente de um bom tempo gasto para conseguir a forma correta.
Comunicação Verbal: A comunicação verbal tem lugar em uma variedade de situações e suas formas são variadas. As principais habilidades da comunicação verbal são: falar em público e interação em pequenos grupos. Pesquisas mostram que falar em público assusta as pessoas mais do que a morte. Esse medo não diminui caso a pessoa precisa falar para um grupo de pessoas conhecidas; podendo ser até pior. Treinamento e prática parecem ser as melhores alternativas para superar as dificuldades. Já a interação de pequenos grupos (de conversas normais à popularmente conhecida “rádio peão”) não é sempre identificada como um tipo separado de discurso, mas quando mudanças e melhorias devem ser implementadas, é preciso estar atento sobre como esses pequenos grupos interagem. Comunicação não-verbal: Esse tipo de comunicação inclui a linguagem corporal. Antropólogos descobriram que as emoções são registradas no rosto independente da origem cultural.
Dica: fuja da linguagem burocrática e escreva na voz ativa. O uso do espaço em branco e de elementos gráficos, tais como figuras e cartas, melhora a leitura de qualquer documento escrito.
26
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Resolução de conflitos: A comunicação pode ser a causa e a cura dos conflitos que surgem na empresa. Um processo de resolução de conflitos precisa identificar os problemas por meio da identificação de quem, o que, por quê, quando e como3 de cada lado da situação e tratar ambos os competidores legítimos. Avaliação Contínua
A realimentação, ou o popular “feedback” é fundamental para a aplicação de programas de Boas Práticas. É através dela que podemos identificar se os nossos objetivos estão direcionados e os resultados estão sendo aqueles que esperávamos. Os mecanismos de realimentação podem ser simples relatórios orais ou escritos, sistemas de informação ou análise estatística integrada a sistemas especializados. A chave é receber a informação a tempo para permitir o início da ação corretiva. Melhoria Contínua
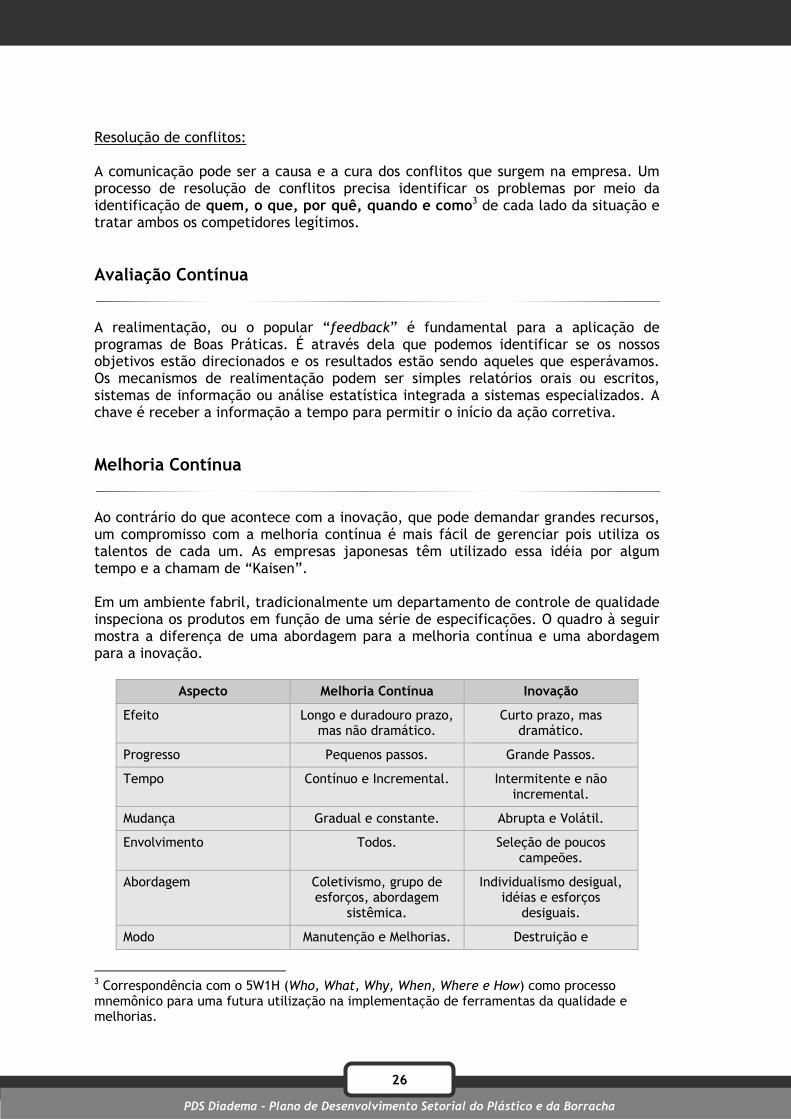
Ao contrário do que acontece com a inovação, que pode demandar grandes recursos, um compromisso com a melhoria contínua é mais fácil de gerenciar pois utiliza os talentos de cada um. As empresas japonesas têm utilizado essa idéia por algum tempo e a chamam de “Kaisen”. Em um ambiente fabril, tradicionalmente um departamento de controle de qualidade inspeciona os produtos em função de uma série de especificações. O quadro à seguir mostra a diferença de uma abordagem para a melhoria contínua e uma abordagem para a inovação.
Aspecto Melhoria Contínua Inovação
Efeito Longo e duradouro prazo, mas não dramático.
Curto prazo, mas dramático.
Progresso Pequenos passos. Grande Passos.
Tempo Contínuo e Incremental. Intermitente e não incremental.
Mudança Gradual e constante. Abrupta e Volátil.
Envolvimento Todos. Seleção de poucos campeões.
Abordagem Coletivismo, grupo de esforços, abordagem
sistêmica.
Individualismo desigual, idéias e esforços
desiguais.
Modo Manutenção e Melhorias. Destruição e
3 Correspondência com o 5W1H (Who, What, Why, When, Where e How) como processo mnemônico para uma futura utilização na implementação de ferramentas da qualidade e melhorias.

27
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Reconstrução.
Trilha Tecnologia
convencional e estado da arte.
Avanço tecnológico repentino, novas
invenções e teorias.
Requisitos Práticos Requer pouco investimento, mas
grandes esforços para mantê-lo.
Requer muito investimento, mas poucos esforços para mantê-lo.
Orientação dos Esforços Pessoas. Tecnologias.
Critério de Avaliação Processos e esforços para melhores resultados.
Resultados para obter lucros.
Vantagem Opera bem numa lenta e crescente economia.
Adapta-se melhor a uma economia rápida e
crescente.
Fonte: Masaaki Imai, Kaisen.
Relacionamento Cliente/Fornecedor
Mais do que um chavão, “ouvir o cliente” se tornou tarefa indispensável para a condução de um negócio eficiente. Embora isso possa parecer um ponto óbvio, podemos considerar a situação americana por um momento para verificar que não foi sempre assim. Após a 2ª Grande Guerra, os EUA foram a única grande potência que não teve sua infra-estrutura econômica abalada. Isso possibilitou que eles pudessem produzir itens de qualquer qualidade e vendê-los durante anos. Observar as necessidades dos clientes nesse contexto se tornou irrelevante, e as indústrias foram conduzidas internamente, e não orientadas para os clientes.
Estratégias para melhorar as relações entre clientes e fornecedores:
Torne a visão organizacional voltada para a satisfação do cliente.
Premie os fornecedores.
Direcione-se à uma única fonte.
Minimize a multiplicidade de fornecedores.
Identifique os clientes internos e externos.
Identifique os usuários finais e distribuidores.
Estabeleça rotinas de diálogos com os clientes.
Envolva os clientes no planejamento e desenvolvimento.
Adaptado de BROCKA, 1994.
Na prática, os empregados que fornecem um produto ou serviço são também um cliente, nem que seja por um certo espaço de tempo. Isto significa que os empregados administrativos devem entender como os seus relatórios vão ser utilizados e como os produtos funcionam.

28
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Autonomia dos Empregados
Ao fornecer autonomia aos empregados possibilitamos que cada um deles execute o seu potencial mais elevado. Nessa estrutura, fica claro que o papel das gerências, em qualquer setor, é auxiliar os empregados na resolução de problemas – não servir de obstáculos às melhorias. Algumas dicas para dar mais autonomia aos empregados:
1. Autoridade: para dar mais autonomia aos empregados, a coisa mais importante é oferecer autoridade a cada um sobre suas tarefas e/ou processos, para que eles tenham a liberdade de executar da melhor forma possível.
2. Valorize todas as contribuições: não se esqueça de aumentar a auto-estima
dos colaboradores no processo.
3. Preste atenção em todas as opiniões, por mais humildes que sejam: não importa o tempo de casa ou a escolaridade do colaborador – boas contribuições podem vir de qualquer lugar.
4. Dê prêmios àqueles que aperfeiçoarem o seu negócio.
5. Delegue autoridade a todos os níveis da empresa: se você está cercado de
pessoas competentes, permita-lhes fazer os seus próprios trabalhos, pois, ninguém conhece melhor a respeito do trabalho do que as pessoas diretamente envolvidas.
Treinamento
O objetivo do treinamento é modificar determinado comportamento. No entanto, quando falamos de treinamento não estamos falando apenas das aulas tradicionais – colegas que treinam outros colegas na realização de um determinado serviço também pode ser uma forma muito eficiente de treinamento.
“O melhor caminho para aprender qualquer coisa é ensinar”.
Erwin Schroedinger

29
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Ao treinar alguém, o instrutor começa a considerar a tarefa sob um ponto de vista diferente – contudo, conduzir todos os treinamentos internamente pode levar a uma estagnação do conhecimento em longo prazo. As necessidades e os resultados do treinamento devem ser avaliados com o empregado para que ele ganhe entendimento. Naturalmente, haverá, de tempo em tempo, mais empregados para um treinamento específico. É muito importante, nesses casos, encaminhar um ou mais empregados para treinamento. Se este for bem-sucedido, o comportamento alterado será aparente e ajudará a convencer os demais sobre a importância do treinamento. Implementação
Para que um programa de Boas Práticas possa ser bem implementado, como toda mudança, todo o pessoal deve ser integrado em um plano de implementação coerente – lembre-se que “fazer alguma coisa” não é o mesmo que “fazê-la bem”. Processo: algumas recomendações são necessárias para que o processo de implementação seja efetivo. Veja só:
1. Tenha uma visão orientada: a implementação só será bem sucedida se houver uma visão clara da sua utilidade para toda empresa.
2. Inicie pequeno: modificar todos os setores e operações ao mesmo tempo é
suicídio. Comece com pequenos passos e siga em frente.
3. Seja obcecado: planeje estrategicamente, entre nos detalhes. Torne-se obcecado com a implementação da visão.
4. Celebre o sucesso: mantenha a motivação dos empregados comemorando até
os menores progressos. O modelo Espiral: O modelo espiral mostrado relata os conceitos e princípios do gerenciamento da Qualidade. Enquanto a maioria dos modelos são apresentados de forma linear, o modelo espiral serve como um lembrete para mostrar que o gerenciamento da qualidade precisa fazer parte de toda a empresa. Do centro da espiral emana a visão da organização. A primeira camada consiste nos princípios fundamentais; a segunda, no gerenciamento dinâmico necessário pelos gerentes de nível médio e supervisores; e a terceira camada, a da implementação, contém algumas ferramentas sugeridas.

30
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Imagem 2.1 – Layout Modelo espiral do gerenciamento da qualidade.
Resumo
Nesse capítulo vimos que:
O primeiro passo para que qualquer empresa consiga implementar melhorias é a criação de uma poderosa visão estratégica, que permita que todos os envolvidos saibam para onde estão caminhando.
Num processo de implementação de melhorias em processos e atividades é
comum encontrar obstáculos à sua assimilação imediata. Essas barreiras devem ser removidas para que possamos trabalhar em mudanças significativas. Lembre-se: todos têm medo de mudanças em um nível ou outro, o importante é focar nos benefícios que serão trazidos por elas.
A comunicação é parte importantíssima de todo o processo. Assim como uma
comunicação deficiente pode dar origem a uma série de conflitos e mal entendidos, uma comunicação conduzida de maneira eficiente pode ser uma fantástica ferramenta para resolvê-los.
A avaliação contínua, o popular “feedback”, é uma condição fundamental
durante todo o processo de implementação. É através dela que podemos verificar se o barco está correndo para o lado certo, e fazer as correções de rota ao longo do caminho. Lembre-se: avaliações posteriores podem sair muito caras.
A melhoria contínua é um compromisso fundamental na implantação de Boas
Práticas. Através desse compromisso utilizamos nossos recursos em
31
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
capacidade ótima, fazendo o máximo possível com os itens que temos a nossa disposição.
Todo desenvolvimento e melhoria adotada deve ser pautado em nosso
relacionamento com clientes e fornecedores, nunca nos esquecendo que os clientes podem ser tanto externos (os consumidores finais dos nossos produtos) quanto internos (nossos colaboradores diretos). Qualquer implementação que objetive ser eficiente deve ser considerar a satisfação desses grupos.
Numa empresa que visa melhorias, a concessão de autonomia aos empregados
é a mudança com resultados mais significativos. Todas as pessoas devem ter o direito de executar seu trabalho da melhor forma possível sem enfrentar grandes obstáculos. Nas organizações que concedem autonomia a toda cadeia hierárquica, as funções gerenciais devem atuar no auxílio à resolução de problemas, mas não na criação de regras e novos empecilhos.
Onde houver mudança haverá a necessidade de treinamento para a nova
forma de operar. No entanto, a função dos treinamentos não se restringe a tornar alguém apto a realizar determinada tarefa. O treinamento também deve ser utilizado de maneira a reciclar o conhecimento empresarial e trazer novas maneiras de se pensar determinado modo de executar tarefas e trabalhos.
Para uma implementação eficaz de mudanças e melhorias todos os passos
devem estar bem planejados em uma programação executável como recursos que a empresa dispõe no momento. Além disso, o modelo de espiral nos mostra que essa implementação deve ter como base princípios bem definidos que orientem toda a hierarquia da empresa.

32
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Exercícios
1. Assinale a opção correta:
a. No processo de implementação de Boas Práticas a principal barreira encontrada é: ( ) Resistência e Mudança ( ) Simples Mudanças ( ) Processos e Resistência
b. Existem algumas estratégias recomendadas para a remoção de barreiras de
resultados. Entre elas está:
( ) Não divida o crédito pelo sucesso ( ) Despreze os individuais e coletivos ( ) Reviste e remove os sistemas de avaliação de resultados
c. Qual é o objetivo do treinamento?
( ) Modificar determinado comportamento ( ) Modificar as aulas tradicionais ( ) Modificar o comportamento e as aulas tradicionais
d. O que o modelo espiral enfatiza?
( ) Que o gerenciamento da qualidade precisa fazer parte de toda a
empresa ( ) Que o gerenciamento da qualidade precisa fazer parte de um setor
específico ( ) Que o gerenciamento da qualidade precisa fazer parte da
concorrência
e. Para a implementação de melhorias é preciso criar:
( ) Contratar mais gerentes ( ) Uma visão estratégica ( ) Visão, contratação e boas práticas

33
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
2. Ligue os termos aos seus respectivos conceitos.
a. BARREIRAS . . Escrita, verbal e não-verbal.
b. OUVIR O CLIENTE . . É mais fácil de gerenciar, pois utiliza os talentos de cada um.
c. COMUNICAÇÃO . . É fundamental para a aplicação de programas de Boas Práticas.
d. REALIMENTAÇÃO OU FEEDBACK . . Tornou-se tarefa indispensável para a condução de um negócio eficiente.
e. MELHORIA CONTÍNUA . . Devem ser analisadas de acordo com a seriedade do problema.
3. Palavras-cruzadas:
Verticais:
2. Na prática o que fornece um produto ou serviço é também um cliente. Estamos falando de: 3. Este tipo de comunicação tem lugar em uma variedade de situações, entre as principais está “falar em público”.
Horizontais:
1. O objetivo é modificar determinado comportamento. 4. É identificado como qualquer coisa que esteja no caminho da implementação. 5. É oferecido aos empregados para dar mais autonomia.

34
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha


36
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha

37
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Capítulo 03: Principais conceitos e materiais.
Introdução
Aqui fornecemos definições para os vários termos que são únicos para os materiais plásticos. É importante conhecê-los para podermos selecionar o material adequado (ou família de materiais) que são necessários para um produto ou processo específico.
Também falaremos um pouco sobre as principais maneiras de transformar e moldar o plástico, além das principais variáveis as quais eles estão sujeitos (como variações de temperatura, pressão, tempo e distancia). A definição de plástico
O termo “plástico”, quanto utilizado para descrever materiais industriais, é definido como qualquer composto polimerizado, orgânico e complexo capaz de ser moldado. Em linhas gerais, os termos “plástico” e “polímero” são usados quase que como sinônimos, apesar de que de maneira exata um polímero é um plástico, mas um plástico não tem que ser necessariamente um polímero. Plásticos podem se apresentar de maneira líquida ou sólida, ou em um estado intermediário.
Plásticos são feitos através do refinamento de produtos comuns ao petróleo; onde o óleo cru e o gás natural são os blocos de construção principais. Trabalhos experimentais estão sendo realizados no mundo todo para tentar criar plástico de outros materiais que não o petróleo; havendo relativo sucesso em algumas tentativas com óleo e carvão vegetal.
Polimerização
Quando falamos de plásticos, nós normalmente estamos nos referindo a compostos criados pelo processo conhecido como “polimerização”, uma reação causada pela combinação de moléculas menores (monômeros) com um catalisador sobre pressão e com calor.
Um monômero é um composto único de moléculas. No processo de polimerização, nós combinamos várias unidades de plástico com várias unidades combinadas de plástico, conhecidas como “polímeros” – daí o nome polimerização.
38
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Divisão dos Plásticos
Os plásticos são divididos em dois grupos, de acordo com suas características de fusão ou derretimento: termoplásticos e termorrígidos.
Termoplásticos: é o polímero que, quando é elevado em sua temperatura, sua maleabilidade aumenta, chegando a um ponto semelhante ao de materiais fundidos. Exemplos de termoplásticos são: o polipropileno, polietileno, o PVC, entre outros. Termorrígidos: são aqueles que uma vez moldados não podem ser fundidos e remodelados, portanto não são recicláveis mecanicamente. Exemplos: baquelite, poliuretanos (PU) e Poliacetato de Etileno Vinil (EVA), poliésteres, resinas fenólicas etc.
O termoplástico é um material polimérico sintético que, quando sujeito à ação de calor, facilmente se deforma podendo ser remodelado e novamente solidificado mantendo a sua nova estrutura. Isso significa que, sendo os plásticos divididos em termoplásticos e termorrígidos, os primeiros são altamente recicláveis ao contrário dos termorrígidos. Isso acontece porque as cadeias macromoleculares dos termoplásticos se encontram ligadas por forças de Van Der Waals ou Pontes de Hidrogênio, que se quebram por ação do calor, fundindo-se o material. O termoplástico, ao ser novamente aquecido, restabelece as suas ligações covalentes dos monômeros que formam a macromolécula. Os termorrígidos, ao contrário, quando aquecidos ficam quebradiços e não podem ser remodelados, logo eles não se fundem e uma vez moldados e endurecidos, não oferecem condições para reciclagem. Um exemplo de termorrígido é o baquelite, material utilizado nos lustres que, com a intensa temperatura produzida principalmente por lâmpadas incandescentes, ele começa a rachar. Confecção
Os materiais feitos de plástico são confeccionados através da polimerização. Dentro desse processo existem 03 maneiras comuns de polimerização de materiais. A primeira é chamada de adição, uma combinação simples de moléculas na qual não é gerado nenhum subproduto. Na verdade, a polimerização por adição pode ser atingida de diversas formas, mas as mais comuns envolvem ativação química das

39
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
moléculas, a qual faz com que elas se combinem entre si numa reação em cadeia. Esse método é utilizado para criar etilenos.
O segundo tipo de polimerização, chamado condensação, envolve remover átomos específicos de cada molécula, permitindo assim que as moléculas se interliguem. Nesse processo, determinados subprodutos devem ser removidos dos polímeros reagentes para que polimerizações posteriores não sejam inibidas. Esse método é utilizado para fazer alguns tipos de nylon e fenólicos.
Combinando a adição e a condensação temos o terceiro processo: combinação. Nesse método, um polímero é primeiramente formado utilizando o método de condensação. Então, esse polímero ainda ativo é exposto a um processo de polimerização por adição, formando polímeros maiores através da adição de um terceiro ingrediente. Esse é o processo que dá origem a alguns tipos de poliésteres. Processamento de Termoplásticos
Extrusão: Processo de fabricação de um semimanufaturado contínuo de plástico (ou também de elastômero - borrachas). Ele ocorre em extrusoras, um equipamento que é constituído basicamente de um tubo contendo um parafuso rosqueado. O plástico, em pó em grânulos, é alimentado na parte traseira do tudo, sendo levado para a parte frontal do tubo pela rosca em rotação. Nesse percurso o plástico é aquecido através de resistências elétricas e do atrito com o parafuso. No final do percurso o plástico deverá estar totalmente plastificado, sendo então comprimido contra uma matriz que irá conter o desenho do perfil a ser aplicado ao plástico. Ao sair, o semimanufaturado é resfriado e bobinado, sendo ideal para a fabricação de tubos, filmes, placas, perfis etc. Injeção: Processo de transformação de plásticos similar à fundição de metais sob pressão. O plástico, na forma de grânulos ou pó, é plastificado num equipamento similar à uma extrusora. Só que nesse caso, após a plastificação do polímero, o parafuso atua como um êmbolo, injetando-o de uma vez só num molde. É o processo de transformação mais popular, respondendo por 60% do parque de máquinas nacional. Calandragem: Processo de transformação de plásticos parecido com a laminação de metais. A resina, na forma de massa ou chapas espessas, é conformada através da passagem entre rolos altamente polidos, aquecidos e sob grande pressão. Esse é o método ideal para a produção de produtos planos, como filmes, encerados, cortinas, chapas para piso etc. Termo moldagem: Processo de transformação que consiste em impelir contra a superfície de um molde, por ação de uma pressão mecânica (no caso de moldes fechados), ou usando o vácuo

40
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
(no caso de moldes abertos), uma folha de plástico aquecida. Esse é o método ideal para a produção de chapas onduladas de PVC. Moldagem por sopro: Processo de transformação de plásticos utilizados na fabricação de produtos vazados. Consiste na extrusão ou injeção de um tubo semimanufaturado (parison), que a seguir é envolvido por um molde e soprado. É ideal para a fabricação de garrafas, embalagens, bóias, tanques de combustível, etc. Processamento de Termorrígidos (ou termofixos)
Moldagem por compressão: Processo de moldagem que consiste na introdução de uma resina termoendurecível, que pode ser pré-aquecida, num molde quente contendo uma ou mais cavidades na parte inferior. A parte superior, popularmente chamada de "molde macho", desce e comprime a resina plástica. Esse procedimento pode ser feito a frio ou a quente, por via úmida ou por via seca, e é normalmente utilizado para o processamento de peças lisas utilizadas na fabricação de carrocerias para a indústria automobilística. Moldagem por transferência: É o processo para moldagem de plásticos como resinas fenólicas, uréias, melaminas e resinas alquilamidas. Ele difere da moldagem por compressão pela maneira através da qual o material e introduzido na cavidade do molde. Nesse procedimento, o material não é introduzido diretamente na cavidade, mas numa câmara exterior (câmara de carga). Depois de o molde estar fechado, o material previamente aquecido é transferido da câmara de carga por um êmbolo que o injeta através de canais apropriados no molde. Após o material moldado passar pelo período de cura, transformasse num material polimérico rígido reticulado, e então a peça é ejetada do molde. Principais características dos plásticos
Devido à quantidade de materiais poliméricos existentes, e considerando que hoje em dia não é mais tão complicado que esses materiais sejam combinados e recombinados em laboratório, gerando novos materiais; fica difícil identificar todos os polímeros, e também as suas características particulares. Por isso, vamos tentar definir algumas características base que tornam mais fácil a identificação e classificação desses materiais. Massa volumétrica: a pequena massa volumétrica é uma característica comum a todos os tipos de plásticos. Essa é a característica responsável pela sua leveza. Peso molecular: durante o processo de polimerização, não são gerados monômeros com um mesmo peso molecular - daí, quando falamos do peso molecular de um determinado polímero, estamos falando sempre de um valor médio característico. Essas médias podem ser relacionadas com propriedades mecânicas dos polímeros,

41
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
através de relações empíricas. Os polímeros de peso molécula muito baixo são mais maleáveis, já os de peso molecular mais alto, são mais firmes - porém mais difíceis de processar. Cristalinidade e amorfismo: quando estão em seu estado sólido, os polímeros podem ter dois tipos de morfologia: amorfo ou semicristalino. Categorização de Parâmetros
Existem vários parâmetros que devem ser controlados na transformação do plástico, mas eles podem ser agrupados em quatro categorias principais:
Temperatura; Pressão; Tempo; e Distância.
Temperatura. Aqui consideramos o valor e/ou frio que incidem sobre o material, sobre o seu molde (quando necessário) e a temperatura utilizada no óleo da máquina. A primeira preocupação é determinar a temperatura adequada para lidar com o tipo de plástico na atividade a ser realizada. Em seguida, vêm a preocupação com o molde, uma vez que a função dele é dar uma forma específica ao material enquanto ele esfria e solidifica. Já a temperatura do óleo é uma preocupação quando falamos de maquinário hidráulico: se ele estiver muito frio, ele ficará grosso e não irá fluir bem; se ele estiver muito quente, irá se tornar um líquido fino, repleto de partes de outros materiais presentes na máquina e isso poderá entupir as passagens dos mecanismos hidráulicos internos ao sistema. Pressão. O sistema de moldagem normalmente fornece uma pressão regulada de fábrica na casa dos 13 MPa, podendo ser ajustada para cima ou para baixo de acordo com a aplicação necessária. Por exemplo, a pressão de injeção pode ser ajustada de aproximadamente 03 MPa para um material plástico de fluxo rápido, até 138 MPa ou mais, para materiais altamente viscosos. Os tipos de pressão mais comumente mencionados são pressão específica de injeção e pressão de recalque. Tempo. O tempo necessário para trabalhar com determinado material plástico depende da quantidade de material que estamos trabalhando, do tipo de transformação que está sendo realizada, da viscosidade do material e da capacidade das máquinas utilizadas. Mas não é só isso. Não devemos encarar o tempo somente de maneira geral, do início da fabricação da peça/produto até a sua finalização. Existem outros tempos parciais que devem ser conhecidos e monitorados durante a fabricação, tais como: tempo de resfriamento e tempo de cura.

42
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Distância. O parâmetro final que devemos analisar é a distância. Embora seja o último nessa lista de prioridades, controlar a distância é fundamental para produzir produtos de alta qualidade e de custo acessível. Isso acontece, pois, o excesso de distância entre as etapas e procedimentos seqüências pelos quais o material deve passar nada mais é que desperdício de tempo. E como diz o ditado: “tempo é dinheiro”! Resumo
O termo “plástico”, quanto utilizado para descrever materiais industriais, é definido como qualquer composto polimerizado, orgânico e complexo capaz de ser moldado. Plásticos são feitos através do refinamento de produtos comuns ao petróleo; onde o óleo cru e o gás natural são os blocos de construção principais.
Os plásticos são divididos em dois grupos, de acordo com suas características de fusão ou derretimento: termoplásticos e termorrígidos.
Termoplásticos: é o polímero que, quando é elevado em sua temperatura, sua maleabilidade aumenta, chegando a um ponto semelhante ao de materiais fundidos.
Termorrígidos: são aqueles que uma vez moldados não podem ser fundidos e remodelados, portanto não são recicláveis mecanicamente.
Os materiais feitos de plástico são confeccionados através da polimerização. Dentro desse processo existem 03 maneiras comuns de polimerização de materiais: por adição, por condensação e por combinação.
Os termoplásticos podem ser processados de diversas maneiras: por extrusão, injeção, calandragem, termo moldagem e moldagem por sopro. Já os termorrígidos, podem ser processados principalmente por compressão e transferência.
Existem mais de 100 parâmetros que devem ser controlados na transformação e moldagem de plástico. Esses parâmetros podem ser agrupados em 04 categorias: tempo, temperatura, pressão e distância.
As propriedades do material plástico podem ser alteradas de maneira
significativa apenas ajustando os parâmetros acima.

43
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Exercícios
1. Assinale a opção correta:
a. Eles são feitos através de refinamento de produtos comuns ao petróleo: ( ) Moléculas ( ) Plásticos ( ) Condensação
b. O que é um monômero?
( ) É um composto único de moléculas ( ) É um composto duplo de moléculas ( ) É um composto unificado
c. De acordo com suas características de fusão ou derretimento, os plásticos são divididos em dois grupos. Quais são estes grupos?
( ) Polimerização e Monômero ( ) Termoplásticos e Termorrígidos ( ) Termoplásticos e Polimerização
d. Quais são as três maneiras comuns de polimerização de materiais?
( ) Adição, condensação e combinação ( ) Adição, subtração e combinação ( ) Adição, moléculas e combinação
e. Na transformação do plástico existem vários parâmetros que devem ser
controlados. Eles são agrupados em quatro categorias que são:
( ) Temperatura, condensação, tempo e distância ( ) Temperatura, pressão, tempo e combinação ( ) Temperatura, pressão, tempo e distância

44
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
2. Ligue os termos aos seus respectivos conceitos.
a. AMORFO OU SEMICRISTALINO .
. É um material polimérico sintético que quando sujeito à ação de calor, facilmente se deforma.
b. TERMORRÍGIDOS.
. É o processo para moldagem de plásticos como resinas fenólicas, uréias, melaminas e resinas alquilaminas.
c. MOLDAGEM POR SOPRO .
. Quando estão no seu estado sólido, os polímeros podem ter dois tipos de morfologia.
d. TERMOPLÁSTICO .
. Processo de transformação de plásticos utilizados na fabricação de produtos vazados.
e. MOLDAGEM POR TRANSFERÊNCIA .
. Quando aquecidos ficam quebradiços e não podem ser remodelados. Eles não fundem e não oferecem condições para reciclagem.

45
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
3. Palavras-cruzadas:
Verticais:
2. Ele remove átomos específicos de cada molécula, permitindo assim que as moléculas se interliguem. 3. É definido como qualquer composto polimerizado, orgânico e complexo capaz de ser moldado.
Horizontais: 1. Processo de transformação de plásticos similar à fundição de metais sob pressão. 4. Reação causada pela combinação de moléculas menores com um catalisador sobre pressão e com calor. 5. Processo de fabricação de um semimanufaturado contínuo de plástico.

46
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha


48
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha

49
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Capítulo 03: História e Conceitos Básicos da
Produção da Borracha.
Introdução
A história da indústria da borracha no Brasil está profundamente ligada a interesses políticos e econômicos. Nesse capítulo, veremos brevemente o surgimento e exploração da borracha no Brasil, bem como alguns conceitos básicos sobre os tipos de borracha existentes e seu fluxo de produção. Aperte o cinto, e aproveite a viagem. Uma breve história mundial da borracha
A borracha já era conhecida dos índicos bem antes da América ser descoberta. No ano de 1525, P. d'Anghieria fez relatos de índios mexicanos jogaram com bolas elásticas. Durante uma viagem ao Peru em 17235, Charles de la Condamine entrou em contato com a borracha e foi o primeiro a fazer um estudo científico sobre ela. Um engenheiro francês, Fresnau, que la Condamine havia encontrado na Guiana, estudara a borracha no local e concluíra que esta não era senão "uma espécie de óleo resinoso condensado". Mas que utilidade encontraram todos esses europeus ao novo achado das Américas? A primeira utilização encontrada para a borracha foi como apagador, proposto por Magellan (descendente de um célebre navegador). Na Inglaterra o produto recebeu o nome "India Rubber", ou "Raspador da Índia". Em Portugal, e por conseqüência no Brasil, o nome "borracha" também se originou de uma das primeiras aplicações úteis para o produto. Os portugueses utilizaram a borracha na fabricação de botijas, em substituição às chamadas "borrachas de couro" utilizadas no transporte de vinho. Macquer, retomando os trabalhos de la Condamine, indicou pela primeira vez o modo de fabricação de tubos flexíveis de borracha. Desde então, numerosos artesãos se interessaram pela borracha: o ourives Bernard, o boticário Winch, Grossart, Landolles, entre outros. Em 1820 um industrial inglês, Nadier, fabricou fios de borracha e procurou utilizá-los em acessórios de vestuário. Por volta dessa época, começou a reinar na América a febre da borracha: os calçados impermeáveis dos índios faziam sucesso. Produziam-se tecidos impermeáveis e botas de neve na Nova Inglaterra. Em 1832 foi criada a fábrica de Rosburg. Infelizmente, as alterações que os artefatos de borracha natural não vulcanizada sofriam sob a influência do frio (tornando-se quebradiços) e o inconveniente de se aderirem uns aos outros caso ficassem expostos aos raios de sol, desinteressaram os consumidores. Após tentar desenvolver por um longo período um processo para o melhoramento das qualidades da borracha

50
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
(incorporação de ácido nítrico, por exemplo) e ser levado à ruína, Goodyear descobriu acidentalmente, em 1840, a vulcanização. Em 1845 R.W. Thomson inventou o pneumático, a câmara de ar e até a banda de rodagem ferrada. Em 1850 fabricavam-se brinquedos de borracha, bolas ocas e maciças (para golfe e tênis).A invenção do velocípede por Michaux, em 1869, conduziu à invenção da borracha maciça, depois da borracha oca e, por último, à reinvenção do pneu, pois a invenção de Thomson havia caído no esquecimento. Payen estudou as propriedades físicas da borracha, do mesmo modo que Graham, Wiesner e Gérard. Finalmente, Bouchardt realizou a polimerização do isopreno, entre 1879 e 1882, obtendo produtos de propriedades semelhantes à borracha. O primeiro pneumático para bicicleta data de 1830. Em 1895 Michelin teve a idéia audaciosa de adaptar o pneu ao automóvel. Desde então a borracha passou a ocupar um lugar preponderante no mercado mundial. Sendo a borracha importante matéria-prima e dado o papel que vem desempenhando na civilização moderna, logo foi despertada a curiosidade dos químicos para conhecer sua composição e, posteriormente, sua síntese. Desde o século XIX trabalhos vem sido feitos com esse objetivo, logo se esclarecendo que a borracha é um polímero do isopreno. Os russos e os alemães foram os pioneiros nos trabalhos de síntese da borracha. Mas os produtos obtidos não suportaram a concorrência da borracha natural. Somente com a Primeira Guerra Mundial a Alemanha, premida pelas circunstâncias, teve de desenvolver a industrialização de seu produto sintético. Foi o marco inicial do grande desenvolvimento da indústria de borrachas sintéticas, ou elastômeros, no mundo.
Curiosidade:
Em 1815, Hancock, um modesto serralheiro, tornou-se um dos maiores fabricantes do Reino Unido. Ele havia inventado um colchão de borracha e, associado a Mac Intosh, fabricava as famosas capas impermeáveis "mac intosh". Além disso, havia descoberto e realizava industrialmente o corte, a laminação e a prensagem da borracha. Tinha verificado a importância do calor na prensagem e construído uma máquina para este fim.
Mac Intosh descobriu o emprego da benzina como solvente e Hancock preconizou a prévia "mastigação" e aquecimento, para obter uma perfeita dissolução da borracha. Hancock descobriu também a fabricação de bolas elásticas. Por fim, Hancock, em 1842, de posse da borracha vulcanizada de Goodyear, procurou e encontrou o segredo da vulcanização, fazendo enorme fortuna.
Fonte: http://www.mucambo.com.br/novosite/institucional/historiadaborracha.pdf
A borracha no Brasil: os "ciclos da borracha"
O chamado "ciclo da borracha" é uma fase muito importante na história social e econômica do Brasil, especialmente na região da Amazônia. Ele se refere ao período de extração e comercialização da borracha, responsável pela grande expansão da

51
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
colonização da região Norte do Brasil, atraindo riqueza e causando uma profunda transformação cultural e social, especialmente nos arredores de Manaus e Belém, até hoje os grandes centros da região. Na primeira década do século XX, ocorreu um grande desenvolvimento da extração da borracha na região, especialmente pela grande produção de pneus necessários à indústria automobilística mundial em expansão. A partir de 1912, a produção de borracha brasileira entrou em declínio em função da concorrência estrangeira, notadamente a inglesa, com suas plantações na Ásia. Durante a Segunda Guerra Mundial, mais precisamente entre 1942 e 1945, a Amazônia viveria o seu segundo ciclo da borracha, porém por pouco tempo. Como as forças japonesas dominaram militarmente o Pacífico Sul nos primeiro meses de 1942 e invadiram também a Malásia, o controle dos seringais passou a estar na mão dos japoneses. Isso culminou na queda de 97% da produção de borracha asiática, o que levou países como os Estados Unidos a buscar alternativas de produção. Após o estabelecimento de um acordo com o governo americano, foi desencadeada uma operação em larga escala de extração de látex na Amazônia - operação que ficou conhecida como "A Batalha da Borracha". Dados sobre a Indústria da Borracha na Atualidade
Atualmente as Indústrias de Artefatos de Borracha não estão mais restritas a região norte do Brasil. Estamos falando de um universo de aproximadamente 1400 empresas (dados da ABIARB - Associação Brasileira da Indústria de Artefatos de Borracha), 900 delas apenas no estado de São Paulo, que movimentam anualmente cerca de US$ 2,20 bilhões (2008). Na tabela 3.1 você vê a distribuição das empresas pelos Estados brasileiros. Já na tabela 3.2 você verá que a atividade de fabricação de artigos de borracha, inequivocamente envolvida com o abastecimento de toda e qualquer operação produtiva, alcançou seus resultados através de enorme elenco de clientes, demonstrada através da contribuição para cada setor pelos últimos três anos.
Estado %
São Paulo 65% Rio Grande do Sul 10% Minas Gerais 9% Rio de Janeiro 6% Outros 10%
Tabela 3.1 – Distribuição das Indústrias da Borracha por Estado.
Setor %
Montadoras de automóveis 58% Calçados 5% Mineração e Siderurgia 8% Eletroeletrônicos e Eletrodomésticos 6% Saúde (luvas cirúrgicas, procedimentos, preservativos, tubos
cirúrgicos, bicos de mamadeira e afins) 4%
Outras atividades usuárias (petrolífera, saneamento, construção civil e indústrias em geral)
15%
Tabela 3.2 – Divisão da Produção da Indústria da Borracha por setor.
52
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Introdução aos Polímeros, Elastômeros e Borrachas
Os termos polímero, elastômero e borracha são definidos, de acordo com a “Norma ISO 1382:1996 - Rubber Vocabulary” como: Polímero: Substância composta por moléculas caracterizadas pela repetição
múltipla de uma ou de várias espécies de átomos ou de grupos de átomos ligados entre si em quantidade suficiente para conferir um conjunto de propriedades que não variam de uma forma marcada por adição ou remoção de uma ou de algumas unidades constitutivas;
Elastômero: Material macromolecular que recupera rapidamente a sua forma e
dimensões iniciais, após cessar a aplicação de uma tensão; Borracha: Elastômero que já está ou pode ser modificado para um estado no qual
é essencialmente insolúvel, se bem que susceptível de aumentar de volume num solvente em ebulição, tal como benzeno, metiletilcetona e etanol-tolueno azeotrópico, e que, no seu estado modificado, não pode ser reprocessado para uma forma permanente por aplicação de calor e pressão moderada.
As borrachas podem ser de diversos tipos, de acordo com a sua matéria-prima:
Borracha Natural (NR); Borracha de Poliisopreno (IR); Borracha de Butadieno Estireno (SBR); Borracha de Policloropreno (CR); Borracha de Polibutadieno (BR); Borracha de Isobutileno Isopreno (IIR), de Clorobutil (CIIR) e de Bromobutil
(BIIR); Borracha de Nitrilica (NBR); Borracha de Etileno-Propileno-Dieno (EPDM); Borracha de Silicone (Q); Borracha de Poliuretano (AU e EU).
A seguir veremos cada uma delas em mais detalhes, antes de entrarmos nos detalhes sobre os processos de fabricação da borracha. Borracha Natural (NR). O primeiro material conhecido como borracha (“caoutchouc” derivado da palavra índia “caa-o-chu”) é o poliisopreno recolhido da seiva da árvore Hevea Brasiliensis, látex, sendo por tal fato conhecido como borracha natural (NR). A borracha natural pode reagir com o enxofre a temperaturas elevadas para formar reticulações, ocorrendo a transformação de um estado pegajoso e fundamentalmente plástico num estado elástico. A borracha natural foi a primeira e única borracha a ser utilizada até 1927, sendo o seu interesse atual não simplesmente histórico, mas sim, devido ao seu potencial técnico. Ela é obtida por coagulação do látex. Os graus de qualidade mais elevados são obtidos através da coagulação por acidificação, sob condições fabris cuidadosamente controladas. Em sua constituição comercial tem uma pequena quantidade, 4 a 9%, de outros constituintes. Destes, os mais importantes são os

53
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
antioxidantes naturais e ativadores de vulcanização, representados pelas proteínas e ácidos gordos. Os vulcanizados de borracha natural possuem propriedades com valores muito interessantes do ponto de vista tecnológico, especialmente boa resistência à tração combinada com uma boa elasticidade, boa resistência ao calor (até 80-90 °C), boa flexibilidade a baixas temperaturas (até cerca de -55 °C) e excelentes propriedades dinâmicas exibidas durante solicitações cíclicas. Apresenta alta permeabilidade ao gás, resistência limitada ao envelhecimento e ao ozônio. Não é resistente a agentes oxidantes como, por exemplo, o ácido nítrico, a óleos minerais e a hidrocarbonetos alifáticos e aromáticos. No entanto, devido à grande proliferação, melhoramento, inovação e especialização das borrachas sintéticas, a borracha natural tem vindo a ser gradualmente substituída, especialmente em peças técnicas com necessidade de resistência ao calor, ao envelhecimento e ao aumento de volume em contacto com líquidos. Não entanto, ainda satisfaz cerca de um terço da necessidade mundial de borracha, graças à indústria de pneus. A borracha natural é bastante usada para a fabricação de apoios de borracha, sendo as principais razões para este êxito as seguintes:
Excelente resistência à fadiga e à propagação de fendas; Elevada resiliência; Reduzida histerese; Aderência eficaz aos metais.
Borracha de Poliisopreno (IR). A borracha de isopreno ou poliisopreno é uma borracha natural sintética, ou seja, é um cis-1,4-poliisopreno obtido sinteticamente. A característica técnica do produto sintético depende da percentagem de 1,4 cis, sendo tanto mais parecida com a borracha natural quanto mais cis contém. Como a estrutura química é quase similar à da borracha natural (os espectros infravermelhos são quase iguais), o campo de aplicação da IR é semelhante ao da borracha natural, embora a borracha sintética IR seja bem mais pura. A maior parte da borracha de isopreno é formulada juntamente com borracha natural (NR) ou borracha de estireno butadieno (SBR), necessitando contudo de uma quantidade de aceleradores superior à da borracha natural. As primeiras tentativas na pesquisa de borrachas sintéticas, tinham por finalidade obter uma borracha sintética semelhante à borracha natural, usando o isopreno como material de partida. Em 1954 Goodrich foi bem sucedido na síntese de cis-1,4-poliisopreno (IR), a então chamada “borracha natural sintética” usando os agentes catalíticos de Ziegler-Natta (Carlos Ziegler e Júlio Natta), tetracloreto de titânio e trialquil-alumínio. Pouco depois Firestone descobriu a marcha para a síntese de IR usando lítio finamente disperso e alquil-lítio como agentes catalíticos, o que já tinha sido proposto por C.D. Harries em 1917. A produção em grande escala de borracha de isopreno (IR) utilizando lítio foi inicializada em 1960 pela Shell mas foi somente comercializada em 1962 pela Goodyear. Borracha de Butadieno Estireno (SBR). A borracha de butadieno estireno, SBR, é sem dúvida a borracha sintética mais difundida no mundo. Foi elaborada primeiro na Alemanha na década de 1930 com o

54
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
nome de Buna S. Posteriormente foi estudada nos Estados Unidos durante a 2ª guerra mundial com a denominação de GRS (Government Rubber-Styrene), sendo esta denominação posteriormente substituída por SBR. O produto alemão era, na altura, de difícil processamento. Os vulcanizados obtidos a partir da borracha de butadieno estireno (SBR) apresentam uma melhor resistência à abrasão do que a borracha natural (NR), assim como uma melhor resistência a altas temperaturas (100 °C) e ao envelhecimento, mas uma menor flexibilidade e elasticidade a baixas temperaturas (até cerca de -50 °C). No caso das temperaturas elevadas, os vulcanizados de SBR apresentam um endurecimento e não um amolecimento como acontece com os vulcanizados de borracha natural. A permeabilidade ao gás apresentada é elevada, mas menor do que a dos vulcanizados de borracha natural enquanto que a resistência química é semelhante à da borracha natural. Borracha de Policloropreno (CR). As borrachas de policloropreno são obtidas pela polimerização do cloropreno, (2-cloro-1,3 butadieno) e são conhecidas pelo nome popular de Neoprene, marca registada da empresa DuPont para este tipo de borracha. Se o cloropreno for polimerizado sem qualquer aditivo de modificação, o produto obtido é tão duro e insolúvel que é impossível de processar, tendo, portanto, que se decompor a cadeia do polímero para permitir pontos de clivagem. Os dois métodos usados para obter a processibilidade são:
O processo tipo tiurame ou modificado com enxofre O processo modificado sem enxofre, modificação por mercaptano.
A cor (light âmbar, branco suave, cinzento prateado), a densidade e a viscosidade dependem do tipo de policloropreno. A viscosidade (ML, 1+4 a 100 °C) do policloropreno, matéria-prima, pode variar de 34 a 130 unidades. O policloropreno foi originalmente introduzido no mercado pela DuPont com o nome de Duprene como uma borracha sintética com boa resistência ao óleo e ao ozônio. Posteriormente, a DuPont apresentou novos tipos de CR com melhores características de laboração e vulcanização, sob o nome de Neoprene. Embora a resistência ao óleo das borrachas então existentes tenha sido melhorada com o aparecimento das borrachas nitrílicas e a resistência ao ozônio com o aparecimento das borrachas EPT (terpolímero de etileno e propileno), a borracha de policloropreno continuou a ser bastante usada devido à boa combinação de propriedades e processibilidade apresentada. A DuPont foi durante várias décadas o primeiro e único produtor da borracha de policloropreno. Introduziu no mercado uma grande variedade de diferentes tipos para satisfazer as diferentes necessidades da indústria. Borracha de Polibutadieno (BR). A borracha de polibutadieno também chamada simplesmente de borracha de butadieno, é predominantemente baseada no cis-1,4 polibutadieno. O polibutadieno é a única borracha sintética cujos vulcanizados apresentam uma maior elasticidade que a dos vulcanizados de borracha natural (NR), o que significa, por outro lado, que

55
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
a histeresis é limitada e que a resistência à abrasão e a flexibilidade a baixas temperaturas são superiores. Têm uma resistência ao calor superior à dos vulcanizados de NR e semelhante à dos vulcanizados de SBR. Por outro lado, a aderência ao solo de misturas com cerca de 50-60% de BR é bastante baixa, o que, por vezes, é completamente desaconselhável. Ela é normalmente utilizada em piso de pneus, solas, correias transportadoras e de transmissão, revestimento de rolos e outras aplicações que necessitem de um composto com resistência à reversão. Borracha de Isobutileno Isopreno (IIR), Borracha de Clorobutil (CIIR) e Borracha de Bromobutil (BIIR). A borracha de IIR copolímero de isobutileno e isopreno é conhecida como borracha butílica, e foi introduzida no mercado em 1942. É considerada como pertencente à categoria das borrachas para aplicações especiais (SPR) em contraste com as borrachas para aplicações gerais (GPR) como a borracha natural (NR), a borracha de butadieno estireno (SBR) e a borracha de polibutadieno (BR). A borracha butílica é um composto polimerizado em solução de isobutileno com uma pequena percentagem de isopreno catalizada por AlCl3 dissolvido em cloreto de metilo. As aplicações mais importantes da borracha butílica encontram-se na indústria de pneus. O segundo maior campo de aplicação encontra-se na indústria farmacêutica. Logo a seguir vem a “chewing gum industry” (gomas de mascar). Usa-se também no fabrico de folhas de reduzida espessura para isolamentos, numa variedade de produtos de engenharia nomeadamente apoios e no fabrico de vestuário de protecção. A borracha de butil, devido à sua excelente capacidade de vedação, é também apropriada para a produção de vedantes para condensadores químicos, muito usados mundialmente na indústria electrónica. Todavia, cada vez mais a borracha butílica é substituída pelas borrachas de clorobutil e de bromobutil. Borracha Nitrilica (NBR). Foi no ano de 1931 que pela primeira vez apareceu uma referência à borracha nitrilica num documento relativo a uma patente francesa abrangendo a polimerização de butadieno e acrilonitrilo. A borracha nitrílica pertence à classe das borrachas especiais resistentes ao óleo e é um copolímero de butadieno e acrilonitrilo, sendo a polimerização feita por um processo de emulsão, como o usado para o SBR, podendo ser realizada a quente ou a frio, obtendo-se os denominados, “hot nitriles” e “cold nitriles” conforme a temperatura é superior a 30 °C ou se situa entre 5 °C e 30 °C, respectivamente. Devido ao seu preço, o NBR é usado em aplicações onde, além de boas propriedades mecânicas ou boa resistência à fadiga dinâmica, é também exigida boa resistência ao inchamento em óleo e/ou em gasolina, boa resistência ao envelhecimento por calor e à abrasão. É utilizado na indústria em geral, indústria automóvel e no sector dos óleos minerais. O NBR é tipicamente usado em “o-rings” estáticos, membranas, foles, tubos e mangueiras quer para aplicações hidráulicas ou pneumáticas quer para transporte de hidrocarbonetos alifáticos (propano e butano), correias transportadoras, material de fricção, cobertura de rolos para diversos fins especialmente para as indústrias de

56
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
pintura e têxtil e solas para calçado de segurança. Também é bastante usado na indústria alimentar. A borracha de NBR tem vindo a ser substituída por outras borrachas em algumas aplicações, notadamente na indústria de automóveis, por conta das maiores exigências impostas pelos construtores (no que diz respeito à temperatura de utilização e resistência aos óleos). Borracha Etileno-Propileno-Dieno (EPDM). A borracha de etileno-propileno-dieno (EPDM), uma das borrachas muito utilizadas atualmente, pertence ao grupo genérico das “borrachas de etileno-propileno”, grupo que engloba duas variedades de borrachas: os copolímeros e os terpolímeros. O EPDM é usado na indústria automóvel (tubos, mangueiras para radiadores, perfis para vedação de vidros e de portas), na indústria de caixilharia e em muitas outras utilizações onde o fundamental seja uma boa resistência ao ozônio e à intempérie. Outras aplicações típicas onde o EPDM é muito usado são: membranas de borracha para telhados, distribuição de água potável (quente e/ou fria), paredes laterais de pneus, vedantes diversos, cabos, “dock fenders”, correias transportadoras, coberturas de rolos e isoladores. Borracha de Silicone (Q). Há três tipos de borracha de silicone: a vulcanizável a quente ou HTV (“high temperature vulcanizing”) e a vulcanizável a frio ou RTV (“room temperature vulcanizing”) e a borracha de silicone líquida ou LSR (“liquid silicone rubber”) Elas têm diversas e importantes aplicações em artigos médicos e nas indústrias farmacêutica, aeronáutica, naval e automóvel. São também muito usadas em diversas peças empregues no fabrico de esquentadores e caldeiras domésticas. O seu vasto campo de aplicação estende-se aos mais diversos tipos de atividade, como por exemplo, fabrico de vedantes, tubos, mangueiras, diafragmas, foles, revestimentos de rolos, cabos, estufas, reatores nucleares, componentes eletrônicos e produção de moldes de borracha para a moldagem de resinas. Borracha de Poliuretano (AU e EU). Os poliuretanos foram descobertos e desenvolvidos por O. Bayer e a sua equipe, inicialmente em 1937 na Alemanha no “Main Scientific Laboratory” da “I.G. Farbenindustrie” e mais tarde na “Farbenfabriken Bayer”. O poliuretano, ou simplesmente uretano, distingue-se dos outros tipos de borracha pela estrutura e pela processabilidade. O poliuretano é muito utilizado sempre que é necessária uma elevada resistência ao desgaste em combinação, eventualmente, com resistência ao óleo mineral e ao ozônio. As suas formas esponjosas têm grande aplicação como isolamento térmico de paredes e telhados. Os produtos feitos de AU são particularmente usados na indústria automóvel e de transporte, na indústria têxtil, indústria alimentar e engenharia mecânica. As aplicações típicas são vedantes, “shock absorbing” ou “damping members”, elementos de transmissão, juntas flexíveis e elásticas, suspensões e suportes com

57
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
elevada resistência ao desgaste, diafragmas e revestimentos de rolos. Nestas aplicações, as características físicas e químicas são exploradas, nomeadamente uma combinação de boa resistência ao tempo e de resistência ao inchamento em solvente, boa resistência à abrasão, elasticidade mesmo a elevadas durezas, e boas propriedades a baixa temperatura. Todavia em todas as aplicações, temos que considerar a hidrólise potencial, a limitada resistência ao calor, e o elevado preço das borrachas. A Qualidade na Produção da Borracha
Assim como existem diversos tipos de borracha e diversos tipos de artefatos produzidos com borracha, existem também diversas maneiras de se produzir borracha. No entanto, existem algumas operações básicas comuns, como:
Pesagem da Matéria-Prima; Misturação; Extrusão; Calandragem; Moldagem; Construção; Vulcanização; Inspeção final; e Acabamentos.
Em seu estado puro, a borracha não apresenta as principais características esperadas dela, como: plasticidade, elasticidade, resistência, dureza, resistência à abrasão, impermeabilidade etc. - essas características são conseguidas na sua formulação e na preparação da pasta de borracha, segundo fórmulas já existentes, pensadas de acordo com a sua aplicação final. Uma mistura de borracha compreende, aproximadamente, entre 10 e 20 componentes, sendo que os principais além da própria borracha (natural, sintética ou regenerada) são normalmente do tipo: cargas, plastificantes, agentes de vulcanização, aceleradores e retardadores de vulcanizão, pigmentos etc. Para que possamos produzir com a qualidade exigida pelos diversos clientes é necessário saber a resposta a diversos aspectos, entre os quais realçamos, pela sua importância, os seguintes:
a. Perfeito conhecimento do trabalho a desempenhar pelo produto que pretendemos produzir; e
b. Conhecimento das normas internacionais ou especificações do cliente aplicáveis ao referido produto.
Essas perguntas nos levam a outros questionamentos necessários para compreender a produção que será necessária, por exemplo, você saberia responder:
Com que material o artefato de borracha vai estar em contato? A que temperatura esse contato vai se realizar? A que tipo de esforço vai ser submetido o artefato de borracha, quando em
trabalho? Além disso, o conhecimento das normas ou especificações aplicáveis ao caso de estudo é fundamental para que a elaboração da mistura de borracha seja feita não só

58
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
cumprindo as propriedades físicas pretendidas como respeitando também outras exigências de caráter químico, como teor admissível de zinco e chumbo, ou a porcentagem máxima de determinados aceleradores, por exemplo. O Controle de Qualidade na Indústria da Borracha
A existência de um controle de qualidade numa fábrica de produção de artefatos de borracha não é um luxo, mas, cada vez mais, um dos importantes meios de gestão. Mais do que nunca é importante produzir sem defeitos e para que esta meta ambiciosa possa ser atingida é necessário saber qual a porcentagem global das unidades defeituosas produzidas e qual a incidência de cada um dos vários defeitos ocorridos nesse total. Só assim, conhecendo a realidade em detalhes, será possível efetuar os estudos e correções necessárias para que fiquemos cada vez mais perto da concretização da frase mágica de qualquer indústria: “produzir com a qualidade necessária, a maior quantidade possível, ao melhor preço e com zero defeito”. A existência de um controle de qualidade se traduz, normalmente, numa diminuição do número de produtos defeituosos produzidos e determina forçosamente a possibilidade de fornecer a mercados cada vez mais exigentes. Vale a pena, portanto, acender dentro de cada unidade produtiva a chama da Qualidade e, uma vez acesa, mantê-la permanentemente viva. Os meios necessários à criação de um controle de qualidade são obviamente, humanos e de aparelhos. De uma forma genérica poderemos dizer que os aparelhos e acessórios básicos necessários para que um laboratório de controle de qualidade de uma fábrica de artefatos de borracha possa testar as suas misturas de borracha, são os seguintes:
Reômetro, que através da curva traçada nos fornece indicações diversas relacionadas com a vulcanização;
Prensa com aquecimento elétrico, a vapor ou por óleo, para a obtenção direta ou indireta dos vários tipos de corpos de prova necessários à realização dos diferentes ensaios;
Moldes para a vulcanização de placas de borracha necessárias à obtenção dos corpos de prova ou para a vulcanização dos próprios;
Cortantes para a obtenção de corpos de prova a partir de placas vulcanizadas;
Durômetro para a determinação da dureza; Densímetro para a determinação da densidade; Dinamômetro que nos permite determinar algumas características físicas da
mistura de borracha tais como: tensão de rotura, alongamento na rotura, módulo a x%, alongamento sob ação de uma força Y constante, “histeresis” etc.;
Abrasímetro para a determinação da resistência à abrasão; Estufa para procedermos aos envelhecimentos exigidos pelas diferentes
normas; Dispositivo para a determinação da resistência à deformação por compressão; Dispositivo para proceder à imersão dos diferentes corpos de prova, em óleos
ou outros líquidos ou massas lubrificantes, a diferentes temperaturas.

59
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Além desses aparelhos, pode ser aconselháveis adquirir também, uma câmara de frio para ensaios a baixas temperaturas e uma câmara de ozônio para a realização de ensaios de resistência ao ozônio. Face ao preço de muitos dos aparelhos necessários à execução de alguns dos ensaios exigidos pelos clientes como, por exemplo, ensaios dinâmicos, ensaios elétricos, ensaios químicos e ensaios de resistência ao ozônio, há sempre a possibilidade de mandar efetuar os ensaios que não possam ser realizados na própria unidade fabril, a um laboratório exterior desde que devidamente credenciado para que o relatório emitido seja considerado válido pelo cliente em questão. Aconselhamos, portanto, o uso exclusivo de laboratórios certificados. Esboço de um Sistema de Controle de Qualidade
O esquema que será apresentado tentará responder às exigências reais de um sistema global de controle de qualidade. Ele é um esquema simples, genérico e de partida, o qual terá que, obrigatoriamente, de ser adaptado. Um sistema de qualidade deve ser montado de modo a garantir que qualquer artefato de borracha é obtido usando sempre o mesmo circuito produtivo, devidamente identificado e pormenorizado fase a fase, as mesmas matérias-primas e/ou materiais, independentemente do intervalo de tempo decorrido entre dois lotes de produção sucessivos. De uma forma geral, qualquer artefato de borracha é produzido utilizando somente ou não, borracha e passando por várias fases de fabricação. A mistura de borracha usada e, à qual deve corresponder uma especificação técnica, é constituída por determinadas matérias-primas que são previamente pesadas e misturadas. As diferentes fases de fabricação para as quais deve existir também a respectiva especificação técnica são de uma forma geral:
Pesagem de matérias-primas; Misturação; Calandragem e/ou extrusão; Vulcanização; Acabamento; Inspeção; Expedição.
Você deve pensar em uma forma de elaborar um sistema de controle de qualidade que permita, a partir da identificação da referência do artefato de borracha a ser produzido e da data do seu envio ao cliente, localizar, entre várias coisas, a data e turno de produção, localizar a data de execução da mistura de borracha usada nessa produção e localizar os diversos números de lotes de cada uma das diferentes matérias-primas usadas e constituintes da referida mistura de borracha. Pretendemos, pois, um sistema que nos possibilite seguir a totalidade do percurso do artefato de borracha produzido desde o seu início, isto é, desde a pesagem das matérias-primas necessárias à execução da mistura de borracha pretendida, usando a rastreabilidade.

60
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Pretendemos que seja sempre possível e fácil saber-se, quando, onde e por quem foi realizada qualquer das operações que constituem o circuito produtivo de qualquer artefato de borracha. Matérias-Primas
Cada matéria-prima deve possuir uma especificação técnica onde deverá constar a composição química e os valores das propriedades consideradas relevantes para a definição da qualidade dessa matéria-prima. A cada matéria-prima recepcionada deverá corresponder um número de lote, com indicação do nome da referida matéria-prima, fornecedor, quantidade fornecida e data de recepção. Deve verificar-se se existe acordo ou não da ficha técnica recebida e que acompanhava o lote em questão com a especificação técnica feita por nós e correspondente à matéria-prima que está a ser recepcionada. Uma vez verificado o acordo acabado de referir o lote recepcionado deverá ser aprovado. Caso contrário deverá ser reprovado e reclamado ao respectivo fornecedor. A importância da matéria-prima no contexto da qualidade de qualquer produto manufaturado é tão grande, que a sua aquisição deve ser motivo de ponderação, ultrapassando esta largamente a questão do custo por quilograma. O fator preço nunca deverá obrigar a utilização de um falso substituto de qualquer matéria-prima. Pesagem das matérias-primas. O ato simples e corrente de pesar uma determinada quantidade de uma matéria-prima adquire no contexto da qualidade uma importância fundamental. Quantas e quantas vezes, os problemas surgidos durante as várias fases de processamento tiveram a sua origem nessa tarefa tão simples e corrente como é pesar. Por conta disso, a existência, uma para cada mistura de borracha, de cartas de pesagem claras, facilmente legíveis e interpretáveis, a verificação frequente do estado das balanças e a sua calibração regular e o controle diário e por amostragem de alguma das matérias-primas já pesadas para a realização das misturas de borracha, são três dos fatores que podem contribuir fortemente para a manutenção e melhoria da qualidade previamente definida. Todas as matérias-primas pesadas devem ser identificadas de uma forma clara com o nome ou referência da mistura de borracha a que se destinam. Quanto mais clara e legível for essa identificação, menor será a probabilidade de ocorrência de erros. Misturação
A operação de misturação, seja efetuada em misturador aberto ou em misturador interno, e embora utilizando matérias-primas corretas, aprovadas e bem pesadas, é

61
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
capaz, se incorretamente realizada, de introduzir erros que afetem a qualidade pretendida para a mistura de borracha em questão. Uma das formas utilizadas na procura da uniformidade da misturação consiste no estabelecimento, para cada mistura, do seu ciclo de misturação. Este, e no caso do misturador interno, além de conter a indicação do número de rotações por minuto a serem utilizadas em cada fase de misturação e da ordem de incorporação das várias matérias-primas previamente pesadas, terá especificado também o tempo e/ou temperatura de descarga e/ou potência de descarga e todas as indicações julgadas úteis. Uma vez terminada a misturação é necessário proceder ao “controle rápido” de todas as misturas efetuadas, o qual poderá ser realizado da seguinte forma:
a. De todas as misturas executadas é retirada uma amostra devidamente identificada e numerada que é enviada ao laboratório, devendo ficar junto da mistura em questão um duplicado da identificação referida;
b. No laboratório procede-se ao controle rápido de todas as misturas através da
obtenção das curvas reométricas respectivas. É necessário que no laboratório exista uma curva padrão de cada mistura com os limites de aceitação traçados ou que o sistema informático utilizado possibilite a criação desses limites para cada um dos diferentes tipos de misturas existentes;
c. No laboratório deverá ser determinada a dureza da amostra enviada, sendo
essa determinação efetuada ou usando a “pastilha” resultante da obtenção da curva reométrica ou usando o corpo de prova aconselhado pela norma da determinação da dureza da borracha. Todos os dados correspondentes a todas as amostras chegadas ao laboratório devem ser registrados (tendo como base a identificação e numeração que as acompanharam e referidas em a).
Para além do “controle rápido” referido é aconselhável que numa cadência determinada (em todas as misturas, de três em três, de cinco em cinco, mensalmente, etc.) e em conformidade com a importância das misturas de borracha, sejam feitas determinações das propriedades físicas, tais como “modulus”, tensão de rotura, dureza e densidade, ou qualquer outra propriedade que seja relevante para a mistura de borracha em questão. O “controle rápido” das misturas de borracha só produzirá o efeito pretendido se for totalmente respeitado o seguinte princípio geral: “Nenhuma mistura de borracha pode ser utilizada em qualquer fase do processo
produtivo sem que esteja aprovada pelo laboratório”. Todas as misturas de borracha devem possuir uma especificação técnica que deverá conter todas as propriedades e respectivos valores que essa mistura tem de cumprir. Calandragem e Extrusão
Quer na fase de calandragem quer na de extrusão, deve existir para todos os produtos uma especificação técnica que contenha alguns parâmetros importantes

62
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
para a realização correta da respectiva fase de produção. A especificação técnica de calandragem deverá conter, pelo menos, as seguintes indicações:
Tipo(s) de borracha(s) a usar; Temperatura dos diferentes rolos da calandra; Tipo de tela a calandrar e indicação da largura, comprimento e espessura das
camadas de borracha; Velocidade de calandragem; Desenho que facilite a compreensão do produto a obter na calandragem; Tipo de controle a efetuar e sua frequência.
No caso da extrusora, a referida especificação técnica de extrusão deve indicar:
Tipo(s) de borracha(s) a usar; Temperatura das diferentes zonas de extrusão; Velocidade de extrusão; Desenho que facilite a compreensão do produto a obter na extrusora, seja
tubo, perfil ou qualquer outro, e que contenha a indicação das cotas e controlar e a frequência de realização desse controle.
Só os produtos que satisfaçam todos os requisitos constantes da respectiva especificação técnica devem ser aprovados, podendo então seguir para a fase seguinte do respectivo circuito de produção. É preciso criar fichas de identificação com todos os dados necessários à correta e completa identificação do material calandrado ou extrudido, identificação essa que deve conter, para além do número de rastreabilidade, do tipo de borracha e número de identificação do respectivo lote, todos os dados que, caso a caso, sejam considerados relevantes. Vulcanização
Para a realização da vulcanização, seja esta efetuada em prensa de compressão ou de injeção, em túnel de micro-ondas ou de ar quente, em banho de sais ou ainda em autoclave, cada artefato deve possuir uma “carta de vulcanização”. Nessa “carta de vulcanização” deverá constar, para além da referência do artefato de borracha a que se aplica, todas as informações necessárias à correta obtenção do produto a produzir. Por exemplo, utilizando a vulcanização em prensa de compressão, é necessário saber o tipo de mistura de borracha a usar, a forma de “carregar o molde” com a borracha, a temperatura e tempo de vulcanização e o número de extrações de ar a realizar e a forma de executá-las, para além de todas as informações julgadas úteis. Tratando-se de uma prensa de injeção deverão figurar na “carta de vulcanização” o tipo de borracha a injetar, as dimensões respeitantes à tira de alimentação, as temperaturas da câmara de plastificação e de injeção, a velocidade e a pressão de injeção, o volume a injetar, as temperaturas e o tempo de vulcanização e toda uma série de indicações que possam contribuir para que a qualidade pretendida seja repetidamente alcançada. Todos os parâmetros genericamente referidos e alguns

63
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
outros não referidos dependem obviamente do tipo de prensa utilizada, da peça a produzir e do tipo de construção do molde utilizado. Se a vulcanização for realizada em túnel de micro-ondas, em túnel de ar quente ou ainda por imersão em banho de sais, equipamentos usados em contínuo com a extrusora, a “carta de vulcanização” deverá conter em qualquer das situações, todos os dados relativos às temperaturas necessárias e demais dados relevantes para a fase da vulcanização. Deverão executar-se várias inspeções diárias junto das prensas e dos demais equipamentos onde se realiza a vulcanização, na tentativa de que os problemas que possam surgir sejam rapidamente detectados e resolvidos. Aqui como em qualquer dos controles anteriormente indicados devemos incentivar e exigir a prática do auto-controle, isto é, a realização do controle por quem realiza a fase do circuito produtivo em questão, vulcanização ou qualquer outra, sempre que a cadência da produção o permita. A vulcanização em autoclave é, ainda hoje, um processo muito utilizado. Também aqui e para que a qualidade pretendida seja alcançada constantemente é necessário que a respectiva “carta de vulcanização” contenha indicações sobre:
Forma de carregamento dos diversos produtos a vulcanizar, sejam tubos, perfis ou quaisquer outros;
Pressão ou pressões de vapor a utilizar; Tempos parciais de vulcanização a diferentes pressões de vapor e/ou tempo
de vulcanização total; Como tratar os diferentes produtos, uma vez acabada a vulcanização; Controles a efetuar e forma de realizá-los.
À realização da operação de vulcanização em autoclave, tal como a qualquer outra, deve corresponder uma identificação que permita saber sempre, quando, onde e por quem foi realizada. Os artefatos de borracha produzidos e devidamente identificados seguirão, sempre que for necessário, para o acabamento onde serão rebarbados ou submetidos a qualquer outro tratamento previamente estabelecido. Todas as operações a realizar devem constar da especificação técnica correspondente à fase produtiva de acabamento. Inspeção Final
Após o acabamento o material deve ser inspecionado por amostragem ou usando qualquer outro critério previamente definido. O material inspecionado deve ser sempre identificado e registrado por formulário, para sabermos sempre o resultado da referida inspeção e quem a realizou. O material inspecionado, identificado e devidamente aprovado, seguirá sempre para a expedição e daqui para o cliente. No documento de envio ao cliente e emitido pela expedição, deve figurar o número do lote de produção correspondente ao envio efetuado. Assim será sempre possível refazer a “história” desse artefato de borracha

64
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
dentro da unidade fabril, desde a pesagem das diferentes matérias primas até esta última fase de expedição. Se o conseguirmos, isso significa que todo o sistema de rastreabilidade funciona. Caso contrário há que se detectar as falhas e corrigi-las de imediato. Resumo
A borracha já era conhecida dos índicos bem antes da América ser descoberta. No Brasil, o chamado "ciclo da borracha" é uma fase muito importante na história social e econômica do país, especialmente na região da Amazônia.
A primeira utilização encontrada para a borracha foi como apagador, proposto
por Magellan (descendente de um célebre navegador). Na Inglaterra o produto recebeu o nome "India Rubber", ou "Raspador da Índia". Em Portugal, e por conseqüência no Brasil, o nome "borracha" também se originou de uma das primeiras aplicações úteis para o produto. Os portugueses utilizaram a borracha na fabricação de botijas, em substituição às chamadas "borrachas de couro" utilizadas no transporte de vinho.
Atualmente, ao falar das Indústrias de Artefatos, estamos falando de um
universo de aproximadamente 1400 empresas (dados da ABIARB - Associação Brasileira da Indústria de Artefatos de Borracha), 900 delas apenas no estado de São Paulo, que movimentam anualmente cerca de US$ 2,20 bilhões (2008).
As borrachas podem ser de diversos tipos, de acordo com a sua matéria-
prima: o Borracha Natural (NR); o Borracha de Poliisopreno (IR); o Borracha de Butadieno Estireno (SBR); o Borracha de Policloropreno (CR); o Borracha de Polibutadieno (BR); o Borracha de Isobutileno Isopreno (IIR), de Clorobutil (CIIR) e de
Bromobutil (BIIR); o Borracha de Nitrilica (NBR); o Borracha de Etileno-Propileno-Dieno (EPDM); o Borracha de Silicone (Q); o Borracha de Poliuretano (AU e EU).
A borracha natural (NR) foi a primeira e única borracha a ser utilizada até 1927, sendo o seu interesse atual não simplesmente histórico, mas sim, devido ao seu potencial técnico. Ela é obtida por coagulação do látex. Os graus de qualidade mais elevados são obtidos através da coagulação por acidificação, sob condições fabris cuidadosamente controladas.
A borracha de isopreno ou poliisopreno (IR) é uma borracha natural sintética,
com estrutura química bem similar à da borracha natural (os espectros infravermelhos são quase iguais), portanto, o campo de aplicação da IR é semelhante ao da borracha natural, embora a borracha sintética IR seja bem mais pura.

65
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
A produção da borracha pode ter diversas fases, dependendo dos artefatos
que estamos necessitando, sendo que as mais comuns são: o Pesagem da Matéria-Prima; o Misturação; o Extrusão; o Calandragem; o Moldagem; o Construção; o Vulcanização; o Inspeção final; e o Acabamentos.
Exercícios
1. Assinale a opção correta:
a. Até 1927, o único tipo de borracha conhecido e utilizado era? ( ) A borracha de Silicone (Q) ( ) A borracha Natural (NR). ( ) A borracha de Poliisopreno (IR)
b. Uma das principais vantagens da borracha sintética em relação à borracha natural é: ( ) Ela consegue ter propriedades semelhantes com uma composição mais
pura. ( ) Ela não depende do látex. ( ) Ela não precisa passar pelo processo da vulcanização.
c. O nome popular da borracha de policloropreno, marca registrada da empresa DuPont é:
( ) Lycra ( ) Elastex ( ) Neoprene
d. Para a realização da vulcanização, seja esta efetuada em prensa de compressão ou de injeção, em túnel de micro-ondas ou de ar quente, em banho de sais ou ainda em autoclave, cada artefato deve possuir: ( ) Uma “carta de vulcanização”. ( ) Uma “norma de vulcanização”.

66
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
( ) Uma “regra de vulcanização”.
e. Nenhuma mistura de borracha pode ser utilizada em qualquer fase do processo produtivo sem que esteja: ( ) Aprovada pelo laboratório. ( ) Nas especificações do cliente. ( ) De acordo com sua NR de produção.
2. Complete os espaços:
a. Um sistema de qualidade deve ser montado de modo a garantir que qualquer artefato de borracha é obtido usando sempre o mesmo ______________________, devidamente identificado e pormenorizado fase a fase, as mesmas _________________ e/ou materiais, independentemente do intervalo de tempo decorrido entre dois _______ de produção sucessivos.
b. Cada _____________ deve possuir uma especificação _______ onde deverá
constar a composição __________ e os valores das propriedades consideradas relevantes para a definição da qualidade dessa _____________.
c. A operação de ____________, seja efetuada em ___________ aberto ou em
___________ interno, e embora utilizando matérias-primas corretas, aprovadas e bem pesadas, é capaz, se incorretamente realizada, de introduzir erros que afetem a qualidade pretendida para a ___________ de borracha em questão.
d. Nenhuma mistura de ___________ pode ser utilizada em qualquer fase do
processo ___________ sem que esteja aprovada pelo ___________.
e. Quer na fase de ____________ quer na de ____________, deve existir para todos os produtos uma ____________ técnica que contenha alguns ____________ importantes para a realização correta da respectiva fase de produção.
f. Para a realização da _____________, seja esta efetuada em prensa de
compressão ou de injeção, em túnel de micro-ondas ou de ar quente, em banho de sais ou ainda em autoclave, cada artefato deve possuir uma “_________ de vulcanização”.


68
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
69
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Capítulo 05: Planejamento do Layout.
Introdução
Um layout de fábrica eficientemente planejado garante a utilização efetiva de todo espaço de planta, e permite a expansão em caso de crescimento futuro. Muitos layouts comuns vão de encontro com essa expectativa, embora os layouts customizados sejam mais práticos. Nesse capítulo iremos dar uma olhada em alguns dos mais comuns planos e compreender o que é necessário para um layout mais efetivo. Objetivo do Layout
Quando criamos a planta de um layout, devemos considerar o que pretendemos realizar. Para começo de conversa, a automação deve ser considerada o máximo possível, mesmo que o uso de equipamento autômato e estações computadorizada necessitem de mais espaço de chão de fábrica do que uma estação de trabalho humana/manual utilizaria, pois, se automação por considerada desde o cedo no processo – mesmo que a fábrica comece com uso intensivo de mão-de-obra as instalações estarão melhor preparados para aceitar mais níveis de automação sem um extenso retrabalho no layout existente.
Além disso, a expansão do negócio deve ser sempre considerada. Para efeito de precaução um plano de 05 anos deve ser incorporado ao layout inicial. Qualquer expansão além desse período é muito difícil de estimar por conta dos avanços de tecnologia, materiais e processos que são esperados ao longo do tempo. Se o layout for preparado corretamente, ele será flexível o suficiente para acomodar mudanças necessárias que devam ocorrer. Existem 04 objetivos que devem estar em mente quando da preparação de uma planta de layout de fábrica:
1. Uso efetivo do chão de fábrica. 2. Otimização do fluxo de materiais. 3. Melhoria na eficiência do trabalho. 4. Prontidão para a expansão.
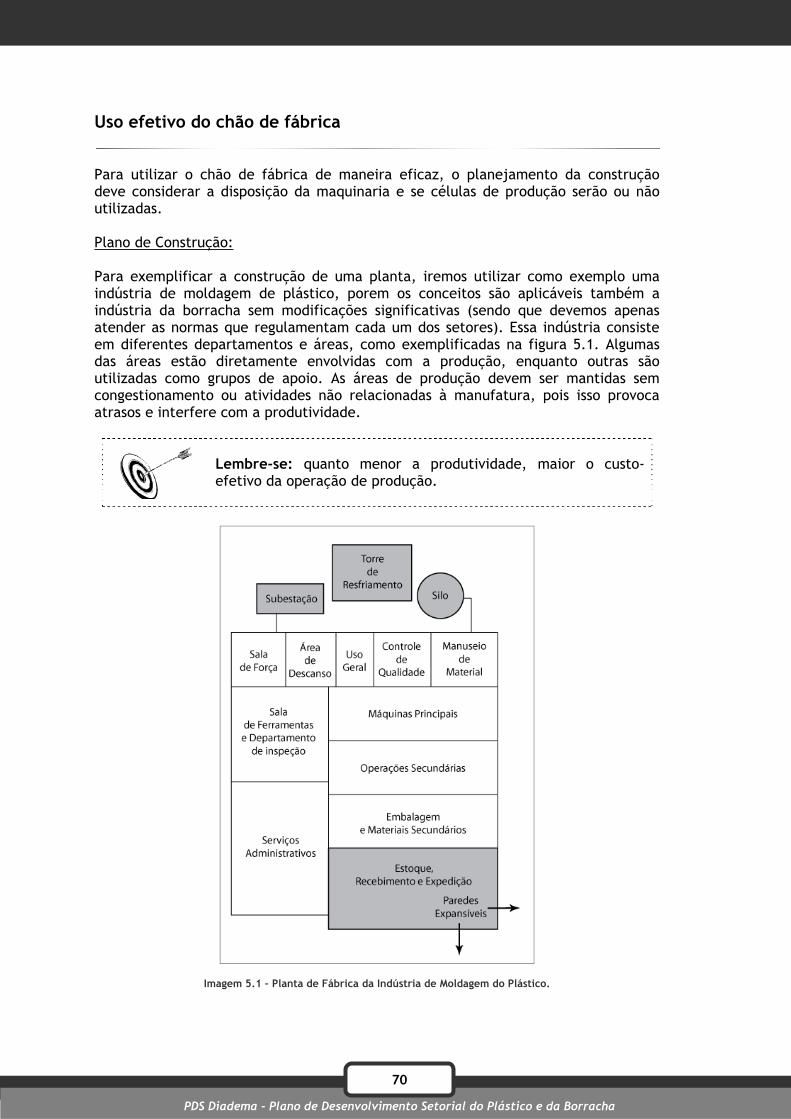
70
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Uso efetivo do chão de fábrica
Para utilizar o chão de fábrica de maneira eficaz, o planejamento da construção deve considerar a disposição da maquinaria e se células de produção serão ou não utilizadas. Plano de Construção: Para exemplificar a construção de uma planta, iremos utilizar como exemplo uma indústria de moldagem de plástico, porem os conceitos são aplicáveis também a indústria da borracha sem modificações significativas (sendo que devemos apenas atender as normas que regulamentam cada um dos setores). Essa indústria consiste em diferentes departamentos e áreas, como exemplificadas na figura 5.1. Algumas das áreas estão diretamente envolvidas com a produção, enquanto outras são utilizadas como grupos de apoio. As áreas de produção devem ser mantidas sem congestionamento ou atividades não relacionadas à manufatura, pois isso provoca atrasos e interfere com a produtividade.
Lembre-se: quanto menor a produtividade, maior o custo-efetivo da operação de produção.
Imagem 5.1 – Planta de Fábrica da Indústria de Moldagem do Plástico.

71
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Na imagem, a planta é construída de forma que as áreas de suporte estejam circundando a área de produção. Esse desenho permite que a expansão em duas direções e o fluxo de material e operações segue um caminho de apenas uma direção. Construindo os planos de layout de máquinas e células de produção
O layout das máquinas. A base da produção de um layout de qualquer indústria são suas máquinas. Após decidir por equipamentos e tamanhos, é preciso saber a “pegada” que cada máquina irá deixar na nossa planta, ou seja, o comprimento e largura exatos de cada máquina – informações que podem ser obtidos diretamente como os fabricantes e revendedores. De posse desses dados, essas pegada podem ser ordenadas no espaço disponível para criar o plano básico do chão de fábrica. Existem 03 conceitos de ordenação que podemos seguir:
Angular; Paralelo; e Lado a lado.
Layout angular de maquinaria. Esse conceito é considerado o menos efetivo, pois, encoraja o congestionamento e a confusão no fluxo de materiais. No entanto ele deve ser considerado quando a largura das instalações é limitada, por exemplo, quando da expansão de uma operação existente, ou ao adicionar uma máquina a uma planta existente. A figura 4.2 nos mostra um exemplo desse layout.
Imagem 5.2 – Layout angular de maquinaria.

72
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
O número de desvantagens de um layout angular ultrapassa de longe o número de vantagens – mas pode ser necessário em determinadas circunstâncias.
Importante: Para qualquer número de máquinas dado, o layout angular toma no mínimo 20% a mais de espaço, do que se você aplicasse qualquer outro conceito.
Layout paralelo de maquinaria. A figura 4.3 mostra os problemas comuns em um layout paralelo. Os corredores tendem a ficar congestionados e eles devem permitir um fluxo de mão dupla entre as matérias-primas e os materiais produzidos.
Imagem 5.3 – Layout paralelo de maquinaria.
Nesse layout há uma tendência a deixar as máquinas bem separadas, tornando praticamente impossível que um operador trabalhe em duas máquinas ao mesmo tempo. No entanto, se grandes máquinas e grandes moldes estiverem sendo utilizados, uma grande distância entre duas máquinas realmente fornece facilidade ao trabalho. Normalmente o molde de grandes peças requer ciclos de moldagem longos, o que pode dar tempo suficiente para que um único operador trabalhe em duas máquinas.

73
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Layout lado a lado. De longe, o layout mais comum e mais eficiente para alto volume, alta qualidade e minimização de congestionamento, conforme mostrado na figura 4.4.
Imagem 5.4 – Layout lado a lado de maquinaria.
Se uma área central de alimentação for utilizada, as áreas de estoque de matéria-prima ficariam livres para espaço adicional. O layout lado a lado tem o uso mais eficiente do chão de fábrica e permite a criação de corredores com uma única utilização, praticamente eliminando os congestionamentos. Além disso, quando necessário um operador pode atender mais de uma máquina.

74
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Na figura anterior, as peças finalizadas podem ser direcionadas a um corredor central enquanto a matéria-prima alimenta as máquinas no sentido contrário. Essa é a organização mais prática, porém, as máquinas também podem ser invertidas. Nesse caso, o material seria disponibilizado no corredor central, e as peças/produtos seriam direcionadas aos corredores do fundo, conforme exibido na figura 4.5.
Imagem 5.5 – Layout invertido lado a lado de maquinaria.
Enquanto essa utilização toma cerca de 5 a 10% mais de chão, ela é útil quando muitas máquinas estão dedicadas à produção de um único produto. Se o sistema de alimentação central for utilizado, o estoque de matéria-prima no corredor central não será necessário. Células de Manufatura/Produção. Um alto volume de produção requer operações especiais, ou uma linha de produção muito especializada, onde pode ser recomendável a utilização do conceito de célula de manufatura. Nesse sistema, tudo o que é preciso para a produção de um produto fino é alocado ao redor da máquina que o produz, como demonstrado na figura 4.6. Utilizando a produção de moldes como exemplo, uma célula de manufatura poderia conter uma máquina de moldagem, equipamento de operação secundária, matérias de empacotamento, área de inspeção e área de empacotamento final. Toda a área

75
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
pode ser considerada como um centro de custo individual para garantir que todos os custos de manutenção (e conseqüentemente todos os lucros e despesas) possam ser facilmente avaliados e gravados. Até mesmo as matérias-primas podem ser estocadas nas células de manufatura se necessário.
Imagem 5.6 – Estrutura de uma Célula de Manufatura.
A maior desvantagem no uso de células de manufatura é a quantidade de espaço em planta necessário. Normalmente, é preciso de 25 a 40% mais espaço para utilizar células de manufatura em relação à execução das mesmas atividades em um layout padrão. No entanto, determinados programas e/ou clientes podem precisar desse formato.

76
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Otimização do fluxo de produção.
Para maior grau de eficiência e o maior nível de produtividade, o fluxo de materiais dentro das instalações deve ser o mais próximo possível de uma linha reta. Isso é fácil de ser atingido com um layout de máquinas lado a lado, mais é mais difícil com qualquer outro formato. As matérias-primas devem entra de um lado das instalações e serem levadas pelos processos requeridos até que saiam como produto final do outro lado, como mostrado na figura 4.7.
Imagem 5.7 – Fluxo de produção otimizado.

77
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Otimização da eficiência do trabalho. O melhor é automatizar tantas operações quanto possível, especialmente a operação da máquina injetora. Ciclos consistentes são fundamentais para produzir produtos consistentes, e seres humanos não são capazes de manter o mesmo nível de consistência como uma máquina. Quanto for necessário utilizar trabalho humano deve-se considerar a minimização máxima de movimento, pois o excesso de movimento seria perder tempo. Por exemplo, quanto maior a distância a ser percorrida por um operador para produzir uma peça, maior o custo envolvido em produzi - lá. Além disso, a fadiga começa a se tornar um fator limitante que irá causar ineficiência, tornando a pessoa menos produtiva. Criando critérios para o local
Após a decisão sobre quanto espaço em planta será necessário, uma estimativa área de carregamento e descarregamento, espaço adicional para estoque etc. pode ser feita. Os requerimentos para expansão devem ser considerados nesse cálculo. Por exemplo, em uma estimativa inicial o tamanho das instalações pode ser mensurado através de uma média de 112m² por cada máquina de moldagem no local. Essa estimativa média considera espaço para todas as áreas de apoio a essa máquina, por exemplo, escritórios, estoques etc., ou seja, numa instalação com 04 máquinas, uma área de no mínimo 448m² será necessária para acomodar todo o fluxo da produção.
Importante: essa estimativa está vinculada, é claro, ao tipo e tamanho das máquinas utilizadas, e também estará sujeita ao volume de automação utilizado (que irá aumentar a quantidade de espaço necessário).
A escolha do tipo de construção utilizando pode variar ao gosto do freguês, mas existem certos requisitos que devem ser observados. Em primeiro lugar é preciso checar as restrições locais e códigos vigentes. Caso as construções existentes não se adéqüem, pode ser considerada a construção do ambiente. Nesse caso deve-se considerar um piso reforçado que possa agüentar o peso da maquinaria. Os fabricantes poderão fornecer os pesos e recomendações de reforço necessárias, mas pisos de concreto devem ser planejados para uma espessura de 90 cm ou mais em alguns casos. Para as áreas de produção, será necessário reforçar apenas as áreas onde as máquinas serão alocadas. Se no futuro as máquinas forem movidas, reforços adicionais serão necessários para colocar as máquinas em seus novos locais. Na maioria dos casos, com pé-direito de 4,9m será adequado, mas máquinas maiores poderão requerer no mínimo 6m. Um pé-direito alto ajuda a dissipar os vapores e o calor excessivo. Mesmo esses vapores não sendo tóxicos - a menos que sejam materiais termicamente degradáveis - o odor pode ser irritante para algumas pessoas. A área de produção principal deveria ser o ponto focal do prédio. Duas das paredes devem ser permanentes, enquanto duas devem ser planejadas para a expansão. Os escritórios e salas adicionais podem ser construídos do lado exterior das paredes

78
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
permanentes, permitindo sua alteração e melhorias sem interferir com as operações de produção. Considerações geográficas sobre o local
Com a tecnologia atual não há mais necessidade de alocar sua produção próxima aos consumidores finais, mas se sua produção for altamente dependente de mão de obra, quanto mais próximo você estiver de um público qualificado e de valor adequado ao seu orçamento, melhor. Custo de transporte é outra categoria a ser consideradas. Em alguns casos, o custo do transporte de produtos finais pode justificar que a empresa tenha seus próprios veículos, e nesse caso economias podem ser feitos não apenas na entregas dos produtos mas também na compra de matéria-prima. Resumo
Nesse capítulo vimos que:
Uma planta com layout apropriado é necessário para o uso afetivo do espaço disponível e permite uma fácil expansão para acompanhar o crescimento futuro. No entanto, designs customizados podem ser mais práticos.
Ao determinar a planta do layout das instalações, deve ser determinado o
nível que pretendemos atingir. Por exemplo, o nível de automação máximo deve ser considerado como possibilidade, mesmo que não seja implementado no momento.
As instalações devem ser pensadas de forma que os departamentos de suporte
circundem a área de produção. A expansão deve ser possível nas duas áreas adjacentes. O fluxo de material e operações deve seguir um caminho de mão única.
As “pegadas” das máquinas podem ser espalhadas pela planta de modo a criar
o padrão básico do chão de fábrica. Existem 03 conceitos que podem ser considerados para se atingir esse padrão: angular, paralelo e lado a lado.
Para produções que necessitem de um alto volume de operações especiais, ou
linhas de produção especializadas, pode ser aconselhável a utilização do conceito de células de manufatura. Nesse sistema, tudo o que é necessário para completa produção de um produto acabado é localizado na mesma área.
Se operações secundárias forem necessárias, pode ser possível utilizar um
operador de máquinas na operação secundária enquanto ele aguarda a finalização do ciclo da máquina principal.
A área de produção principal deve ser o ponto focal do prédio. Duas paredes
adjacentes dever ser permanentes e as outras duas devem ser planejadas

79
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
para fácil expansão. Escritórios e outras salas podem ser construídas do lado exterior das paredes permanentes, permitindo fácil alteração e melhoria sem interferir com as operações de produção.
Exercícios
1. Assinale a opção correta:
f. O que devemos considerar como base da produção de um layout de qualquer indústria? ( ) As máquinas ( ) As estruturas ( ) Os funcionários
g. No layout paralelo de maquinaria há uma tendência a deixar as máquinas bem separadas. Isto impede que: ( ) Um operador trabalhe em uma máquina. ( ) Um operador trabalhe em duas máquinas ao mesmo tempo. ( ) Um operador trabalhe ao mesmo tempo em que outro.
h. O layout lado a lado é mais comum e mais eficiente para: ( ) Alta velocidade, alta qualidade e maximização de congestionamento. ( ) Alto volume, alta qualidade e minimização de congestionamento. ( ) Alto volume, alta velocidade e minimização de congestionamento.
i. O fluxo de materiais dentro das instalações deve ser o mais próximo possível de: ( ) Um círculo. ( ) Uma linha curva. ( ) Uma linha reta.
j. Quanto a automatizar operações é correto afirmar que: ( ) O melhor é utilizar tantas operações manuais quanto possível. ( ) O melhor é contratar novos funcionários para suprir a demanda. ( ) O melhor é automatizar tantas operações quanto possível.

80
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
2. Complete os espaços:
a. Se a ______________ for altamente dependente da mão de obra, quanto mais próximo você estiver de um público qualificado e de valor adequado ao seu orçamento, melhor.
b. Quando criamos a planta de um _______________, devemos considerar o que pretendemos realizar.
c. Para utilizar o ________ de fábrica de maneira eficaz, o _________________ da construção deve considerar a disposição da maquinaria e se células de produção serão ou não utilizadas.
d. Quanto menor a __________________, maior o custo-efetivo da operação de produção.
e. Um _____________ ___________________ de produção requer operações especiais, ou uma linha de produção muito especializada, onde pode ser recomendável a utilização do conceito de célula de __________________.
3. Palavras-cruzadas:
Verticais:
1. É necessário para o uso efetivo do espaço disponível e para permitir uma expansão futura. 4. Perdemos quando utilizamos em excesso o movimento no trabalho humano. Devemos considerar a minimização máxima de movimento para não perdemos...
Horizontais:
2. O fluxo destes dentre da instalação deve ser o mais próximo possível de uma linha reta. 3. Devem ser pensadas de forma que os departamentos de suporte circundem a área de produção. 5. Esta área deveria ser o ponto focal do prédio.

81
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Capítulo 06: Determinando custos.
Introdução
Existem muitos custos envolvidos na estruturação inicial de uma indústria, incluindo a necessidade de um capital inicial, custos processuais e burocráticos, matérias-primas e muitos outros; alguns custos óbvios e alguns custos escondidos. Esse capítulo irá tratar desses custos e demonstrar métodos de calcular e estimar esses valores. Requisitos de Capital
A causa mais comum de falência em empresas iniciantes de qualquer gênero é a falta de capital suficiente. Enquanto é mais comum o fracasso por falta de capital para operação, ou fluxo de caixa, muitos erros também são cometidos pela falta de conhecimento necessário para identificar quais equipamentos e recursos são essenciais para a operação e quais não são.
O capital é necessário por muitas razões, mas seu propósito principal é adquirir espaço físico, equipamentos e materiais em quantidade suficiente para iniciar e manter a operação em andamento até que os recebimentos cubram essas necessidades. Então quanto capital é necessário? Por conta dos grandes investimentos em equipamento, mesmo uma pequena empresa pode atingir um valor elevado. Instalações e espaço físico: Para a expansão de uma empresa existente, o espaço físico costuma ser a menor parte da necessidade de capital da empresa – o que não acontece com uma empresa que acaba de abrir as portas. Enquanto a empresa existente tem que considerar somente o custo de expansão, àquela que agora abre as portas deve considerar o custo de comprar/alugar um terreno, construir/adaptar/reformar instalações etc. Isso sem contar que pode levar de 06 a 12 meses para satisfazer todas as exigências legais para o funcionamento. Ou seja, será preciso ter capital suficiente para agüentar todos esses meses nos quais estão previstos altos investimentos, mas nenhuma entrada de capital.

82
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Equipamentos principais e auxiliares: Quando vamos determinar o capital necessário para um equipamento, é preciso considerar custo e não apenas preço. Preço é o valor gasto para comprar o equipamento, já o custo é a somatória do preço da máquina mais os valores necessários para mantê-la, operá-la e alimentá-la durante seu período de utilização. Além disso, pode impactar diretamente no custo a opção pela compra de equipamentos novos ou usados – a qual deve ser realizada considerando suas vantagens e desvantagens. Por exemplo:
Critério Equipamento Novo Equipamento Usado
Custo Inicial Alto Médio/Baixo
Custo de Manutenção Tende a ser baixo Tende a ser alto
Vida útil Máxima Reduzida
Adaptado de: BRYCE, 1999.
Além disso, é importante ter certeza de que na sua linha de atuação, os equipamentos usados podem ser utilizados sem problemas, ou sem infringir regras de vigilância sanitária.
Depreciação: O período de depreciação é a expectativa geral de duração de uma peça, equipamento e/ou ferramenta. Alguns equipamentos podem ter esse ciclo de vida tremendamente estendido com a manutenção correta. A depreciação deve ser considerada nos requisitos de capital, adicionando um valor numérico de depreciação aos custos de manufatura, para garantir que após o período de finalização do ciclo de vida do equipamento, possamos substituí-lo sem acarretar aumento no preço final do produto.

83
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Exercício de Reflexão
01. Considere na sua empresa uma situação conforme a da tabela anterior, na qual é preciso decidir entre a compra de um equipamento usado e um equipamento novo. Quais critérios adicionais você considera importante para determinar a escolha por um equipamento ou outro? Preencha abaixo:
Critério Equipamento Novo Equipamento Usado

84
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
02. Leia a reportagem a seguir e responda as questões propostas.
Coca-Cola começa a engarrafar com PET reciclado no ano que vem. Bebidas Lílian Cunha – De São Paulo. Valor Econômico – 19 de Setembro de 2008. A Coca-Cola Brasil pretende reciclar 60% das garrafas PET que utiliza já no primeiro semestre do ano que vem, por meio da construção de uma unidade de reciclagem. A empresa está apenas esperando a aprovação da ANVISA (Agência Nacional de Vigilância Sanitária) de sua homologação para usar esse tipo de tecnologia. “É um investimento razoável. Mas como aconteceu com o alumínio, no início o processo é caro. Depois, ganha escala e será, no futuro, como as latinhas, hoje, totalmente recicladas”, diz o vice-presidente de comunicação e sustentabilidade da Coca-Cola Brasil, Marco Simões. O local para a fábrica ainda não foi definido, mas o investimento, segundo José Mauro de Moraes, diretor de meio ambiente da Coca-Cola, deve ser de R$ 35 milhões para uma unidade que processaria, anualmente, 25 mil toneladas de garrafas usadas e produziria 20 mil novas unidades. A empresa, explica Simões, usará o sistema chamado de “Bottle to Bottle” ou BTB ou “garrafa a garrafa”, liberado pela ANVISA em 18 de março deste ano. Por essa tecnologia o PET passa por um processo de limpeza, moagem e derretimento. Após ser derretido, ele é misturado ao PET virgem, também na forma líquida, e daí são produzidas as novas garrafas. Hoje, conforme Simões, a Coca-Cola mantém projetos de recolhimento de garrafas. Esses projetos de reutilização do PET e também a nova fábrica para reciclagem fazem parte do programa de sustentabilidade “Viva Positivamente”, para o qual a companhia inicia uma campanha publicitária a partir do próximo domingo. O “Viva Positivamente” está dentro do orçamento de investimentos de R$ 1,5 bilhão para 2008 anunciado pela empresa no início do ano. “Estamos mantendo esse cronograma de investimento até dezembro”, diz o vice-presidente, se referindo a possíveis reflexos da crise financeira agravadas esta semana pela falência do banco americano Lehman Brothers. Para o ano que vem, entretanto, a companhia não revela o quanto investirá. “Não vamos colocar o pé no freio. Mas não sei exatamente qual será nosso ritmo de crescimento”, afirmou Simões. A Coca-Cola terá, em outubro, o mexicano Xiemar Zarazúa no lugar de Brian Smith, há seis anos como presidente no Brasil. Smith irá assumir a Coca-Cola México, maior mercado da empresa no mundo, fora dos EUA. Zarazúa, que há dois anos preside a unidade da América Central e Caribe, tem formação diferente de Smith, segundo Simões. “O Brian tem uma grande experiência internacional. Foi importante para a virada que a empresa deu nesses anos, com o lançamento de novos produtos e aquisições. Já o Zarazúa é mais forte na questão operacional. Será importante para sustentar tudo o que a Coca-Brasil expandiu nesses anos.”
a. Dado que o custo inicial de adoção do sistema de garrafas PET é elevado,
quais os ganhos são esperados pela Coca-Cola para adoção desse sistema?
85
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
b. Dentro da sua empresa, existe algum item que possa ser reutilizado ou
reciclado e que no momento não esteja sendo? Quanto seria possível economizar com a adoção desse procedimento?
Departamento de Manutenção
Devido à natureza do trabalho realizado e o potencial acesso a equipamentos caros, é aconselhável dispor de uma sala de ferramentas e/ou departamento de manutenção em uma área separada das instalações.
Além disso, cada vez mais utilizamos máquinas com controles computadorizados e equipamentos frágeis, para os quais a área de produção não é o melhor lugar para se guardá-las. A sala de ferramentas e o equipamento de manutenção não necessitam de um retorno sobre investimento específico. Pose-se argumentar que uma marca específica ou tipo de equipamento possa realizar uma função específica de maneira mais rápida, mas esses problemas podem ser resolvidos normalmente durante a fase inicial de planejamento das instalações. A área de equipamentos destinados a manutenção não costuma ser pensadas de forma a dar retorno financeiro para a empresa, no entanto, se os mesmos equipamentos forem utilizados na produção, o retorno sobre o investimento deve ser considerado, pois, parte desse custo deve ser somados aos custos de produção e deve ajudar a compor o preço. Custos de Operação
Quanto custa colocar a empresa em operação? A resposta a essa questão depende do que será feito. Uma pequena iniciativa de produção de sacos plásticos, por exemplo, não precisa do mesmo equipamento sofisticado necessário para uma grande empresa que produz moldes e embalagens para o setor médico. Porém, independente do tamanho da empresa, custos de operação devem ser calculados para oferecer as bases para o preço de venda. Alguns desses custos estão
86
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
relacionados a operação dos equipamentos, enquanto outros estão relacionados à manutenção, equipe e outros custos. Esses custos estão relacionados com a operação diária da empresa, e podem ser categorizados como:
Trabalho; Água; Eletricidade; e Manutenção.
Trabalho Existem várias pessoas envolvidas na operação mesmo que a maior parte das operações aconteça automaticamente. Cada tipo de produção irá necessitar de um número mínimo de pessoas – e você deve se lembrar que a cada pessoa que se contrata, o “custo” não se refere apenas ao salário pago a essa pessoa, mas também a todos os encargos trabalhistas e benefícios atrelados a essa contratação. Água A atividade industrial é uma grande consumidora de água. Torres de resfriamento, condensadores (chillers) são utilizados para controlar a moldagem de peças e a temperatura de equipamentos ao longo de toda a linha de produção. Embora esses sistemas sejam eficientes em sua função, e reaproveitem a água o máximo possível, eles perdem uma grande quantidade de água através de evaporação, vazamentos e dissipação por limpeza periódica. Essa perda pode chegar a ser de 5 a 7% do fluxo total de água.
Veja um exemplo: Uma máquina de moldagem (molde único) requer uma média de 189 litros d’água por minuto para operação (189 lpm). Imagine uma empresa, com as máquinas operando por uma hora: 01 máquina 189 lpm 11340 litros por hora 05 máquinas 945 lpm 56700 litros por hora
Isso significa que a cada hora de operação, até 3969 litros de água são perdidos. Se essa empresa operar por 30 dias, será uma perda de 119.070 litros de água – o que a custos atuais da SABESP (setembro/2008), sem impostos, representa uma perda de cerca de R$ 500,00.
Eletricidade Determinar os custos médios de eletricidade pode ser muito complicado devido aos picos de demanda. A companhia de energia elétrica pode fornecer o consumo médio e você pode utilizar esse valor como orientação para orçamento. E muito cuidado também com a capacidade elétrica das instalações, que deve considerar sempre as situações de pico, já que em situações normais, a capacidade gira em torno de 60%.

87
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Manutenção Atividades de manutenção podem ser necessárias para equipamentos, ferramentas e instalações. Custos anuais podem ser estimados com base em uma porcentagem do valor desses itens, conforme a tabela a seguir:
Item Custos de Manutenção Faixa de variação Média
Equipamento 5 a 10% 7,5% Ferramentas 2 a 3% 2,5% Instalações - 1%
Custos Totais de Operação A tabela a seguir mostra o total do custo de operação somando trabalho, água, eletricidade e manutenção (valores ficcionais). Esses são os custos necessários para manter o negócio aberto e funcionando. Ele não inclui matéria-prima, despesas administrativas (e pessoal administrativo), lucro etc., mas pode ser utilizado como base na determinação do preço.
Item Custos Trabalho R$ 90.000,00 Água R$ 12.000,00 Eletricidade R$ 50.000,00 Manutenção R$ 10.000,00 Custo anual de operação R$ 162.000,00
Análise do Custo do Produto
Essa parte irá discutir como determinar o valor hora/máquina, determinar o preço do produto e projetar o volume de vendas.
Valor hora/máquina (VHM) Depois que os custos anuais de depreciação e operação tiverem sido encontrados, o valor da operação da máquina por hora (hora/máquina) pode ser realizado. Isso ajudará a determinar o custo de produção de cada item, e é utilizado como base para a determinação do preço de venda. O valor hora é expressado como um custo por hora atribuído a cada máquina. Para calcular o valor hora precisaremos do custo anual de depreciação e o custo anual de operação. Dividiremos a soma desses valores pela quantidade de horas em que essa máquina estará disponível para utilização, conforme a equação.

88
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
.)( dispOpd HCCVHM
Onde:
VHM = valor hora/máquina. Cd = custo de depreciação. COp = custo de operação. Hdisp = horas disponíveis no ano.
Veja um exemplo: Imagine uma máquina com o custo de depreciação de R$ 500,00 por ano, e com o custo de operação de R$ 2.000,00 por ano. Digamos que ela trabalha 02 horas por dia, 05 dias por semana e 50 semanas em um ano ( 02 x 05 x 50 500 horas/ano). Seu valor hora/máquina seria: VHM = (500 + 2000)/500. VHM = 2500/500. VHM = R$ 5,00. Este custo será utilizado depois para determinar o preço de venda.
Determinando o preço da peça
Determinar o preço da peça e/ou produto (ou preço de venda) que é cobrado do consumidor é uma função muito específica do produto. Existem dois itens para calcular: custo de máquina (incluindo operador) e custo de material. Margens de contribuição e margem de lucro são adicionadas para determinar o preço final. Custo de Máquina Existe uma fórmula específica para calcular o custo da máquina, utilizando a hora/máquina. A fórmula é:
])/3600[( Ctm NCVHMC Onde:
Cm = Custo de Máquina. VHM = Valor Hora/Máquina. Ct = Tempo de Ciclo em segundos. Nc = Número de Cavidades.
O tempo de ciclo é definido como o período entre um determinado ponto no ciclo de moldagem até aquele exato ponto no próximo ciclo.

89
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Margens de contribuição e de lucro Agora que uma estimativa de quanto custa produzir determinado produto está disponível, margens de contribuição e de lucro podem ser adicionadas para determinar o preço final de venda ao consumidor. Margem de contribuição é o valor adicionado para cobrir os custos não inclusos nos cálculos anteriores. Isso deve incluir, por exemplo, comissões de venda, gastos com entregas especiais etc. A maioria das empresas trabalha com um valor fixo (em porcentagem) determinado por seu departamento financeiro, que pode ser aplicadoa a todos os produtos produzidos. Já na hora de aplicar a margem de lucro, algumas considerações devem ser feitas. Primeiro, nenhum consumidor espera que a uma empresa toque seu negócio perdendo dinheiro, ou seja, cabe a empresa – observando os preços praticados no mercado – determinar a sua margem de lucro. Se a empresa desenvolveu um nicho especial na indústria, ela pode ser capaz de definir uma margem de lucro maior que uma empresa “comum”. Ou seja, é razoável assumir que quanto mais você oferece ao seu consumidor, mais “valiosa” sua empresa é para ele. Consumidores normalmente reclamam sobre preço, mas a maioria está disposta a gastar um pouco mais para garantir consistência, alta qualidade e um fornecedor que possa honrar entregas e compromissos. Resumo
Existem muitos custos envolvidos na operação de uma empresa do setor plástico, incluindo necessidades de capital inicial, custos de produção, matéria-prima e muitos outros. Alguns desses custos são óbvios enquanto outros estão mais escondidos.
A causa mais comum para a falência de empresas do setor é capital
insuficiente. No entanto, embora a principal razão seja o baixo capital de giro, muitas vezes isso se dá por uma falha no conhecimento sobre que máquina/equipamento é ou não fundamental.
Quando levantamos o valor necessário para a compra de um equipamento é importante considerar custo, não somente preço. Preço é o valor necessário para comprar o equipamento, já custo é a quantia necessária para manutenção, operação e serviço durante todo o seu tempo de vida.
A compra de máquinas e equipamentos usados pode ser uma maneira viável de reduzir o investimento de capital. Na média, equipamentos usados que tenham recebido uma boa manutenção irão custar entre 30 e 60% do custo de um novo equipamento. Equipamento remanufaturado pode ser comprado por volta de 50 a 80% do custo de um novo equipamento.
Depreciação é um item que deve ser considerado nos requisitos de capital por que o valor numérico da depreciação deve ser adicionado aos custos da manufatura.

90
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
O VHM (Valor Hora/Máquina) é um valor expresso como um custo por hora de trabalho de cada equipamento envolvido na produção.
Exercícios
1. Assinale a opção correta:
a. Qual é a causa mais comum de falência em empresas iniciantes de qualquer gênero? ( ) A falta de máquinas e equipamentos ( ) A falta de capital suficiente ( ) O excesso de máquinas e falta de capital
b. A área de produção não é o melhor lugar para se guardar:
( ) Máquinas com controles computadorizados e equipamentos frágeis ( ) Máquinas com controles computadorizados e equipamentos caros ( ) Qualquer máquina ou equipamento
c. Sobre o departamento de manutenção, devido à natureza do trabalho realizado e o potencial acesso a equipamentos caros, é aconselhável:
( ) Dispor de uma sala de ferramentas e/ou departamento de
manutenção em uma área dentro das instalações ( ) Dispor de uma sala de ferramentas e/ou departamento de
manutenção em uma área separada das instalações ( ) Dispor de um departamento específico em uma área dentro das
instalações
d. Quais são as informações necessárias para calcular o valor hora/máquina?
( ) Custo anual de depreciação e custo anual de operação ( ) Custo anual de manutenção e custo anual de operação ( ) Custo anual de equipamentos e custo anual de operação
e. Para determinar o preço final de venda da peça ao consumidor, precisamos
adicionar:
( ) A margem de custo e margem de lucro ( ) A margem de contribuição e o custo da máquina ( ) A margem de contribuição e margem de lucro

91
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
2. Ligue os termos aos seus respectivos conceitos.
a. CAPITAL .
. A causa mais comum deste fator em empresas iniciantes de qualquer gênero é a falta de capital suficiente.
b. ELETRICIDADE .
. Quando vamos determinar o necessário para um equipamento, é preciso considerar custo e não apenas preço.
c. FALÊNCIA .
. Independente do tamanho da empresa eles devem ser calculados para oferecer as bases para o preço de venda.
d. VALOR HORA .
. Determinar o seu custo médio pode ser muito complicado devido aos picos de demanda.
e. CUSTOS DE OPERAÇÃO .
. Para calculá-lo precisamos do custo anual de depreciação e o custo anual de operação.

92
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
3. Palavras-cruzadas:
Verticais:
1. Estas atividades podem ser necessárias para equipamentos, ferramentas e instalações. 2. Este período é a expectativa geral de duração de uma peça, equipamento e/ou ferramenta.
Horizontais: 3. Independente do tamanho da empresa, eles devem ser calculados para oferecer as bases para o preço de venda. 4. A atividade industrial é grande consumidora deste elemento. 5. Seu propósito principal é adquirir espaço físico, equipamentos e materiais em quantidade suficiente para iniciar e manter a operação em andamento até que os recebimentos cubram essas necessidades.

94
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha

95
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Capítulo 07: Análises necessárias no nível
empresarial
Introdução
A chave para implementar melhorias é a integração de sua visão por toda a empresa, em todas as áreas e níveis. Todas as empresas têm comportamentos adequados aos perfis dos indivíduos que as compõe. Ou seja, para que a empresa funcione corretamente, todos os indivíduos devem internalizar a visão. Depois, para que ela se reinvente, essa visão deve ser renovada, com objetivos e expectativas alcançáveis. O relacionamento de itens como “cultura corporativa”, “liderança”, “planejamento estratégico” e “gerenciamento da mudança” possibilita um ciclo PDCA (Plan-planejar, Do-fazer, Check-verificar e Act-agir) conforme ilustrado na figura 6.1.
Imagem 6.1 – Dinâmica do ciclo Plan-Do-Check-Act.
Quando pretendemos modificar a cultura organizacional da empresa (PLANEJAR), precisamos de uma liderança capaz de colocar em prática esse planejamento (FAZER), resultando em uma nova forma de gerenciamento. As mudanças nos negócios podem requerer mudanças na cultura, e assim por diante (VERIFICAR). Mudanças em qualquer um desses itens são limites que resultam em necessidade para os outros três. Este é um processo que se renova e necessita de empenho (AGIR).

96
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Cultura Corporativa
“O empregador geralmente obtém os empregados que ele merece”.
Walter Gilbey
Quando falamos de “cultura corporativa” estamos falando de algo que você já pode ter ouvido falar como “comportamento organizacional”, “sistema de crenças” ou “cultura organizacional”. Assim como qualquer grupo de pessoas, como tribo, uma empresa tem seus próprios rituais, comportamentos e preferências. E é uma tarefa das lideranças envolvidas tentar entendê-las e compreendê-las para que se possa lidar com elas. As mudanças na cultura corporativa são alvos constantes da liderança empresarial, pois tem impacto direto no envolvimento e autonomia dos empregados. Nesse contexto, a auditoria e os marcos de excelência são ferramentas úteis na definição de cultura. As ferramentas de planejamento estratégico incluem os diagramas de causa-efeito, análise de fluxo de trabalho, análise dos campos de força e o estabelecimento de objetivos. Definindo a cultura corporativa de sua empresa. A partir de agora vamos realizar algumas atividades para que você possa jogar uma luz sobre a cultura empresarial de sua empresa, não importa se ela tem 01, 10 ou 1000 funcionários. Você está pronto? Vamos lá! 1. Faça o levantamento dos valores correntes.
Como já dissemos anteriormente, o primeiro passo para agir sobre a Cultura Corporativa é entendê-la. Para isso, elabore um questionário a ser passado para todos os envolvidos com a empresa (gerentes, supervisores, empregados, fornecedores e até mesmo clientes). Esse questionário deve ser capaz de levantar itens como:
a. Por que é (ou não) bom trabalhar nessa empresa?
b. Quais os estilos de gerenciamento são comumente mais encontrados na organização?
c. Como os grupos de trabalho se inter-relacionam?
d. As práticas organizacionais atuais tendem a auxiliar ou a atrapalhar a eficiência da organização?
e. Qual é a natureza do nosso negócio? É o produto final orientado pela vantagem ou pelo valor agregado?
Fonte: BROCKA, 1994.

97
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Mas lembre-se: para que esse questionário seja eficiente é preciso que os envolvidos se sintam livres para expressar suas opiniões, e não se sintam pressionados a dar uma “resposta correta”. Questionários não identificados podem ser considerados.
2. Relacione os valores e identifique aqueles que devem ser mantidos, e aqueles que devem ser alterados.
De posse do resultado das pesquisas, você pode montar uma relação dos valores e opiniões apresentados de maneira mais freqüente, conforme tabela abaixo:
Valor Cultural: Dedicação
Valores observados 1 2 3 4
Hora extra é feita voluntariamente. + +
Os empregados trabalham arduamente. +
Sessão extraordinária de revisão. - + ?
- ?
+
Fazem consistentemente mais do que o esperado. + +
Novas tarefas são executadas voluntariamente. + + +
Os benefícios são minimamente adequados, se únicos. -
Os benefícios são pobres, se correspondentes. -
Legenda:
Objetivos organizacionais selecionados: 1 – Tempo de resposta rápido. 2 – Inovação. 3 – Precisão. 4 – Baixa rotatividade.
Interações: + Interação positiva de reforço. - Interação negativa. ? Requer maiores investigações.
Nela, como você pode ver no exemplo, vale identificar os valores presentes que devemos manter (+), aqueles que são contrários ao funcionamento da empresa (-) e aqueles que requerem maiores investigações (?).
2. Envolva todos.
A informação deve fluir dentro da empresa para que todos possam ter um mesmo entendimento dos valores que a empresa mantém. Mesmo assim, a gerência deve saber quanto esses valores necessitam ser modificados, o que requer um bom sistema de feedback que possa ser entendido por todos.

98
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
3. Deixe que seus clientes e fornecedores se familiarizem com sua cultura.
Se os valores adotados por sua empresa forem fatores de sucesso, elas rapidamente farão parte da toda a indústria.
Algumas sugestões para o envolvimento dos fornecedores:
Simplifique o processo de aquisição.
Envolva os fornecedores no estágio de decisão/planejamento.
Convide os fornecedores para participar das sessões de resolução de problemas.
Minimize o número de fornecedores.
Auxilie na melhoria dos fornecedores. Estabeleça um treinamento para os fornecedores–chave.
Dê prêmios aos fornecedores que melhoraram ou encontraram um critério de qualidade com mais encomendas ou outro incentivo apropriados.
Adaptado de BROCKA, 1994.
Liderança
“Liderança é inteligência, credibilidade, humanidade, coragem e disciplina.”
Sun-Tzu
Fora do contexto militar, o conceito de “liderança” tem sido alvo de estudo somente nos últimos 60 anos. Os atuais avanços tecnológicos tornaram praticamente impossível para qualquer chefe conhecer e gerenciar todas as pequenas partes do trabalho de todos os subordinados. Espera-se que a figura do líder, nesse caso, forneça a orientação do caminho a seguir, permitindo que seus subordinados façam o melhor trabalho possível.
Não é preciso ser um líder nato: ela é uma capacidade que pode ser aprendida. A liderança também não está atrelada a sexo, grupo étnico ou idade, embora a maturidade seja um fator crítico.

99
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Alguns modelos comuns da estrutura de liderança são: Autoritário; Carismático; Paternalista; Participativo; Laissez-faire (deixa como está para ver como é que fica).
Planejamento Estratégico
“Se as pessoas dizem que você não pode fazer, você tenta e descobre que pode.” Henry David Thoreau
O que chamamos aqui de planejamento estratégico, também é conhecido como “Planejamento Hoshin”, e é responsável pela definição de uma nova visão na empresa. Nele definimos os pontos fortes, as fraquezas, oportunidades de ameaças durante os próximos cinco anos, e iniciamos uma estratégia que pode ser implementada diariamente. Como implementá-lo? A seguir, descrevemos algumas etapas para a implantação de um planejamento estratégico consciente. 1 – Formule o planejamento. Devemos analisar os campos de força, considerando o contexto comercial do momento e projetado para o futuro. Essa análise tem o objetivo de identificar os pontos fortes e as fraquezas da organização, assim como as ameaças e oportunidades. Para realizar essa tarefa você poderá utilizar a “análise de campos de força” presente no capítulo 10.
Recomendações:
Experimente os estilos de liderança. Qualquer que seja o estilo que você escolher, transmita-o a seus trabalhadores. Permita-lhes que se tornem líderes, não seguidores.
Determinar um estilo de liderança baseado em sua personalidade é fácil. Mas pode não ser o melhor para as tarefas que serão realizadas. Se o estilo não parecer apropriado, mas for necessário, reflita sozinho a respeito. Agindo semelhante a alguém, observando como alguém observa, nós podemos nos tornar esse alguém.
A liderança em um sentido carismático pode ser supervalorizada como um recurso no estabelecimento de melhorias e mudanças. O líder que demonstra compromisso para conduzir os princípios e reconhece quando sair do caminho é muito mais importante para a saúde da organização do que um líder carismático.
Adaptado de BROCKA, 1994.

100
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
2 – Desdobre para os departamentos. Nessa fase devemos comunicar o planejamento a todos os envolvidos. As metas e os objetivos por departamento devem estar de acordo com o planejamento e as estratégias individuais. O feedback, nesse momento, pode ajudar a melhorar o planejamento da fase anterior. 3 – Implementação. Aqui devemos partir para a ação! É hora de colocar o planejamento em prática. 4 – Auditorias. O processo de feedback deve ser constante para verificar o progresso e realizar correções a médio prazo. Os resultados das auditorias devem ser sempre comunicados a toda equipe e a reflexão sobre a atualização ou não do planejamento deve ser sempre realizada.
Recomendações:
O compromisso dos empregados é essencial. Sem comunicar o necessário para a melhoria, os empregados não poderão efetivamente implementar as mudanças. O planejamento deve ter a atenção do mais alto nível do gerenciamento.
Examine os esquemas de planejamento da companhia não relacionado com os seus. Quais ameaças eles estão suportando? Quais oportunidades os fazem prever?
Não seja surpreendido pela tecnologia. Atribua a um membro da equipe a tarefa de pesquisar e avaliar periodicamente as novas tecnologias que aparecem na literatura científica e tecnológica. Um responsável pela tecnologia será útil para separar o executável, o possível e o improvável.
Estude a sua melhor competição. Em que direção os outros estão se movendo? Quais nichos eles estão deixando de preencher. Quais nichos sua companhia está ignorando?
Adaptado de BROCKA, 1994.
Gerenciamento da Mudança
“A mudança é debilitante quando é feita para nós, mas animadora quando feita por nós.”
Rosabeth Moss Kanter
Gerenciar a mudança eficazmente é saber lidar com todos os obstáculos que se colocam no caminho da mudança. Para implementar “Boas Práticas” e melhorias de qualquer natureza é preciso estar preparado e disposto a mudar: antigos procedimentos, maneiras de interagir, crenças etc. – e isso nem sempre é fácil. O homem viveu dezenas de milhares de anos no mesmo caminho. Isto aconteceu até que cidades estáveis, grandes e fortificadas fossem criadas – nelas, as mudanças
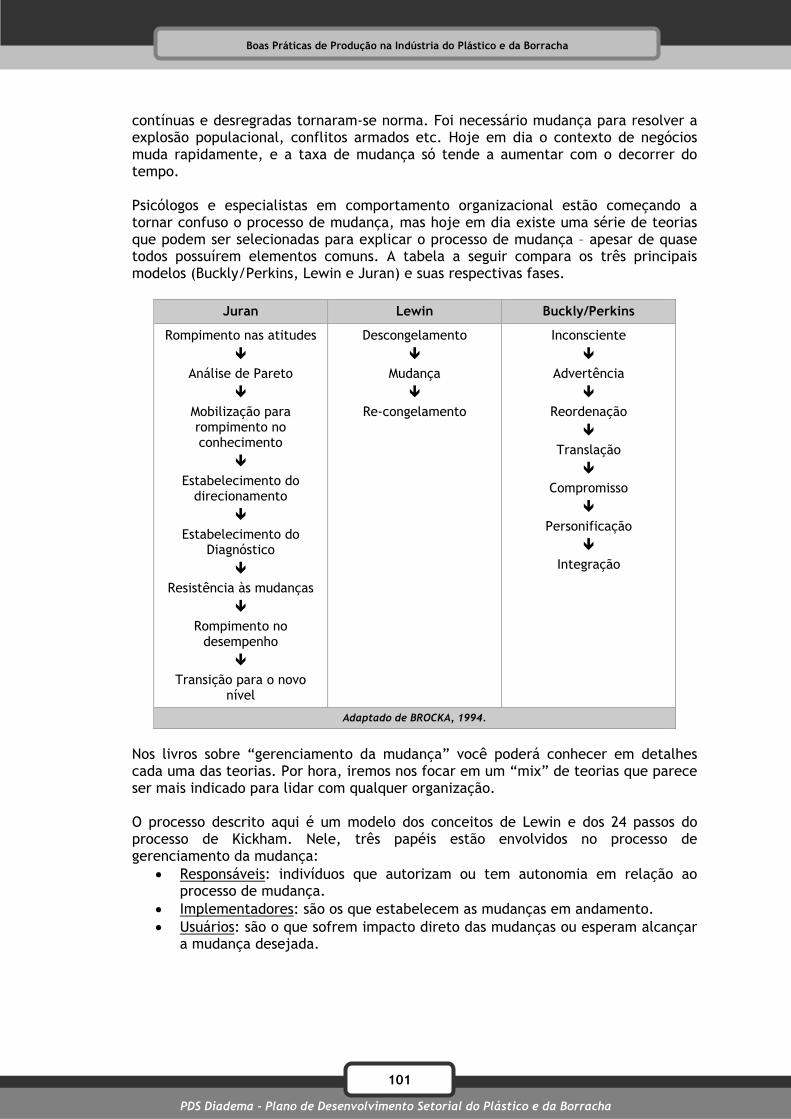
101
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
contínuas e desregradas tornaram-se norma. Foi necessário mudança para resolver a explosão populacional, conflitos armados etc. Hoje em dia o contexto de negócios muda rapidamente, e a taxa de mudança só tende a aumentar com o decorrer do tempo. Psicólogos e especialistas em comportamento organizacional estão começando a tornar confuso o processo de mudança, mas hoje em dia existe uma série de teorias que podem ser selecionadas para explicar o processo de mudança – apesar de quase todos possuírem elementos comuns. A tabela a seguir compara os três principais modelos (Buckly/Perkins, Lewin e Juran) e suas respectivas fases.
Juran Lewin Buckly/Perkins
Rompimento nas atitudes
Análise de Pareto
Mobilização para rompimento no conhecimento
Estabelecimento do
direcionamento
Estabelecimento do
Diagnóstico
Resistência às mudanças
Rompimento no
desempenho
Transição para o novo
nível
Descongelamento
Mudança
Re-congelamento
Inconsciente
Advertência
Reordenação
Translação
Compromisso
Personificação
Integração
Adaptado de BROCKA, 1994.
Nos livros sobre “gerenciamento da mudança” você poderá conhecer em detalhes cada uma das teorias. Por hora, iremos nos focar em um “mix” de teorias que parece ser mais indicado para lidar com qualquer organização. O processo descrito aqui é um modelo dos conceitos de Lewin e dos 24 passos do processo de Kickham. Nele, três papéis estão envolvidos no processo de gerenciamento da mudança:
Responsáveis: indivíduos que autorizam ou tem autonomia em relação ao processo de mudança.
Implementadores: são os que estabelecem as mudanças em andamento. Usuários: são o que sofrem impacto direto das mudanças ou esperam alcançar
a mudança desejada.

102
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
O ritmo em que essas mudanças podem ser realizadas pode seguir 04 caminhos diferentes:
1. Todos de uma vez; 2. Primeiro os sistemas tecnológicos; 3. Primeiro os sistemas sociais; 4. Abordagem por etapa.
Independente do caminho a ser seguido, a mudança será normalmente realizada em três fases:
1. Fase da responsabilidade (ou descongelamento). 2. Fase de implementação (ou movimento). 3. Fase da utilização (ou re-congelamento).
Essas fases mostram que o processo de mudança é cíclico, pois, uma vez realizadas as mudanças, elas começam a ser percebidas como modo normal de operação, ou seja, se “congelam”, e provavelmente serão repensadas e modificadas em um ciclo futuro.
Recomendações:
Qualquer esforço de mudança em que esta altere o comportamento individual e seja requerida, indiferentemente do enfoque inicial, deve incluir meios para garantir que tal mudança de fato ocorra. Dizer que será feito não é fazê-lo.
A mudança organizacional torna-se mais provável quando a alta gerência inicia e suporta o processo de mudança. Isto requer uma manipulação sobre a abordagem.
A mudança organizacional é mais bem acompanhada quando as pessoas afetadas por ela são engajadas ao processo o mais breve possível.
Não somos todos ganhadores. Algumas vezes a implementação das mudanças requer que algumas das pessoas percam o prestígio, status ou posição completamente. Determinações trazidas por meio das mudanças devem ser feitas tão breve quanto possível. Assegure que as não compromissadas com a qualidade não retornem quando o processo de implementação terminar. Ninguém disse que implementar melhorias seria fácil, ou que implementar disciplina em um meio ambiente moderno fosse simples.
Adaptado de BROCKA, 1994.

103
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Resumo
Nesse capítulo vimos que:
A cultura corporativa de uma empresa é o conjunto de crenças, comportamentos e opiniões que os indivíduos que formam a empresa tem sobre ela. É responsabilidade das lideranças poder identificá-la e conhecê-la, pois, somente através dessa análise será possível compreender e modificar a forma como os indivíduos se relacionam com a empresa. Aspectos positivos que contribuem para os objetivos da empresa devem ser mantidos enquanto aspectos negativos devem ser modificados e/ou eliminados.
O papel da liderança é fundamental na aplicação de melhorias dentro da
organização. O líder eficaz é capaz de mobilizar as pessoas – não como seguidores, mas como líderes e responsáveis pelos seus trabalhos.
Ao contrário do que se pensa a liderança não é uma característica
exclusivamente nata: ela pode ser aprendida e ensinada.
O planejamento estratégico é responsável pela orientação da empresa. Ele define metas, objetivos, análise dos pontos fortes e fracos, das oportunidades e ameaças – e traduz tudo isso em um plano que possa ser executado diariamente em direção aos objetivos.
O gerenciamento da mudança é uma atividade fundamental na
implementação de melhorias. Por natureza, somos resistentes às mudanças; e se isso já um problema no nível pessoal, imagine no nível empresarial, onde uma pequena mudança pode gerar descontentamento em diversos níveis. Todas as mudanças devem ser planejadas de modo a que causem menos impacto aos envolvidos.

104
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Exercícios
1. Assinale a opção correta:
a. O relacionamento de itens como “Cultura Corporativa”, “Liderança”, “Planejamento Estratégico”, e “Gerenciamento de Mudança” possibilitam um ciclo denominado: ( ) PCDA ( ) PDCA ( ) PCAD
b. A empresa tem seus próprios rituais, comportamentos e preferências. Chamamos isto de: ( ) Cultura Periódica ( ) Cultura Administrativa ( ) Cultura Corporativa
c. O que devemos fazer no processo de implementação? ( ) Devemos partir para o planejamento ( ) Devemos planejar, colocando a ação no próximo passo ( ) Devemos partir para a ação, colocando o planejamento em prática.
d. O que deve fluir dentro da empresa para que todos possam ter um mesmo entendimento? ( ) O treinamento ( ) A informação ( ) A evolução
e. Sobre liderança é correto afirmar: ( ) Não é preciso ser um líder nato. Esta é uma capacidade que pode ser
aprendida. ( ) É preciso ser um líder nato. Esta é uma capacidade que pode ser
aprimorada. ( ) Não é aprendida do zero. É necessário certo nível de talento e
capacidade.

105
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
2. Marque com (V) para as alternativas que sejam verdadeiras e (F) para falso.
( ) Nunca convide os fornecedores para participar das sessões de resolução de problemas.
( ) O planejamento estratégico, também é conhecido como “Planejamento Hoshin”, e é responsável pela definição de uma nova visão na empresa.
( ) No planejamento estratégico definimos apenas os pontos fortes.
( ) Usuários: são o que sofrem impacto indireto das mudanças ou esperam alcançar a mudança desejada.
( ) Examine os esquemas de planejamento da companhia não relacionado com os seus.
3. Palavras-cruzadas:
Verticais:
1. Indivíduos que estabelecem as mudanças em andamento. 2. Indivíduos que autorizam ou tem autonomia em relação ao processo de mudança. 4. Este processo deve ser contínuo para verificar o progresso e realizar correções a médio prazo.
Horizontais:
3. Carismático, Autoritário, Participativo. São alguns modelos comuns da estrutura de... 5. Também é conhecida como "Comportamento Organizacional", "Sistema de Crenças", ou "Cultura Organizacional".

106
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha

107
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Capítulo 08: Análises necessárias no nível da
supervisão.
Introdução
Normalmente, a alta gerência de qualquer empresa tem visões bem complexas sobre o caminho a ser tomado dentro da empresa – e essas visões devem ser transformadas em objetivos, planejamentos, especificações e orientações de trabalho diário. Para o pessoal da supervisão, cabe colocar essas ações em prática junto aos empregados. Os supervisores estão entre o atendimento das necessidades da alta gerência e das necessidades dos seus empregados – e na maioria das vezes, desagradando os dois. Veremos nesse capítulo formas através das quais os supervisores possam conduzir seus empregados ao patamar de excelência planejado pela organização. Excelência é mais do que produzir mais produtos por hora. É permitir que os trabalhadores determinem se esses produtos precisam ser feitos, no preço certo e como eles devem ser fabricados. Ao ser capaz de ter essa visão do processo de produção, o empregado torna-se uma participação significativa, inteligente e habilidosa. Motivação
O que é motivação? A motivação pode ser vista como uma força que move alguém direto para um objetivo. Os elementos-chave são a força para a força e o objetivo. Para a implantação de melhorias na empresa, é fundamental que essa motivação esteja presente no interior de cada indivíduo. Se um objetivo for definido, de uma maneira que seja importante para esse indivíduo, ele irá buscar alcançá-lo.
Existem muitas fontes e teorias a respeito dos empregados e da automotivação. Muito tem sido escrito sobre o assunto devido aos impactos do aumento da produtividade percebidos na base. Motivar com êxito um indivíduo é compreender alguma coisa daquela pessoa; cada empregado é único, entretanto é importante estruturar as técnicas de motivação para a situação do indivíduo e os objetivos pessoais.
108
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
“E o que eu ganho com isso?” As mudanças dentro da organização são possíveis somente com a colaboração da equipe. Por isso, ela deve entender claramente seu papel dentro da mudança, além da dedicação. Os empregados, em todos os níveis, precisarão entender “o que eu ganho com isso?” e “Por que isso é importante?” para que comecem a agir de uma maneira condizente com a melhoria dos processos. Como alavancar a motivação? 1. Determine as características de cada emprego/cargo. Você precisará definir as características básicas de cada emprego/cargo e seus requisitos. Quanto mais você souber sobre cada vaga, mais poderá se certificar de encontrar a pessoa certa para o local certo. Basicamente, todos os empregos variam dentro de uma escala de dois valores.
Empregos cognitivos: maior necessidade de habilidades e conhecimento, baixo contato interpessoal.
Empregos afetivos: requerem um nível alto de habilidades para lidar com pessoas, incluindo encontros cara a cara e com clientes.
2. Determine em que situação o empregado se motiva. É preciso fazer um casamento entre as necessidades de determinada função e as características presentes em cada indivíduo, tendo consciência que essas características podem mudar ao longo do tempo. Por exemplo: a motivação de uma pessoa solteira a uma função que necessite viajar bastante será diferente da motivação de uma pessoa casada com filhos pequenos. 3. Identifique as diferenças entre o emprego, o indivíduo e sua gerência. Nesse momento é hora de avaliar a influência da supervisão. A cultura da empresa é inapropriada em relação à prática diária? 4. Crie e implemente uma estratégia para a motivação. Estratégias para modificação do comportamento são sempre auxiliados por uma das estratégias abaixo:
Reforço positivo; Reforço negatio; Punição; e Extinção.
“Elogie em público, reprima em particular”
Essa é uma regra a se considerar sempre!
109
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Comprometimento dos Empregados
“Conte-me e eu esquecerei,
Mostre-me e eu lembrarei, “Envolva-me e eu entenderei.”
Confúcio. Sem pessoas competentes e comprometidas, os melhores equipamentos, ferramentas e estratégias serão simplesmente inúteis. A participação e envolvimento são fundamentais para que o empregado desenvolva um senso de posse em relação às suas tarefas – e com a posse, o orgulho da mão-de-obra vai em frente. O envolvimento e a participação conduzem ao compromisso com a melhoria contínua e boas práticas. Sem comprometimento dos empregados, todas as ferramentas e técnicas não darão frutos, e o abafamento do status quo será reinante.
Você sabe a diferença entre envolvimento e comprometimento?
Num café da manhã na fazenda, o fazendeiro decidiu beber uma xícara de café com leite e comer ovos com bacon.
A vaca e a galinha estavam envolvidas com a idéia, ao passo que... O porco estava comprometido com ela.
Embora o envolvimento seja freqüentemente comprometido e aparente ser a meta final, ele é na verdade um passo intermediário – o passo final é mesmo o comprometimento da força de trabalho. Esse comprometimento vem por intermédio da autonomia dos empregados, uma evolução natural do processo de envolvimento. Crie um contexto fértil para o comprometimento. A implementação de programas para envolvimento e comprometimento dos empregados evoca freqüentemente um ou mais seguintes elementos.
Envolvimento da alta-gerência: exemplo deve vir de cima.
Posse: requer confiança da gerência e competência por parte do empregado. Se apenas um conceito desta lista puder ser utilizado para fornecer autonomia ao empregado, selecione este.
Autonomia: é uma definição mais branda para o termo confiança e também
procura, ativamente, identificar e remover barreiras para que faça um trabalho melhor.
Prêmios: devem ter critérios claros, ser proporcionais aos trabalhos
executados e alcançáveis por qualquer um na empresa.
Treinamento cruzado e rotação de atividades: nada mais efetivo para fazer empregados compreenderem a importância para a empresa e outras atividades que não a sua.
110
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Comunicação: é fundamental um sistema aberto de comunicação – formal e; informal, tanto vertical quanto horizontal.
Receba o feedback com alma e coração abertos. Aprender a confiar nos empregados é a parte mais difícil da implementação de Boas Práticas e melhorias de processos. Aprenda a confiar que as pessoas oferecerão sempre o seu melhor.
Construção de Equipes
Você já ouviu diversas vezes que “duas cabeças pensam melhor do que uma” não é mesmo? Trabalhar em um grupo nem sempre faz parte da nossa experiência. Nosso sistema educacional, do pré-primário ao ensino médio, possui uma tendência a eliminar o espírito cooperativo, rotulando-o freqüentemente como enganador. Quem não tem a lembrança de um trabalho em grupo no qual uma ou duas pessoas trabalham e carregam os demais integrantes nas costas? Esse sentimento não vai embora da noite para o dia, mas no ambiente de trabalho é fundamental trabalhá-lo. As técnicas de equipes e de grupos existem para serem simples e, altamente eficientes para a criatividade da empresa e para a melhoria da qualidade de vida no trabalho. Os estudos de desenvolvimento organizacional têm mostrado que o tamanho ideal para as equipes é de 04 a 08 membros. As equipes multidisciplinares, ou de cruzamento funcional, são aquelas cujos membros se sobrepõe aos limites funcionais, tais como uma equipe composta de membros da contabilidade, aquisição, engenharia e produção, sendo que, os membros da equipe são geralmente clientes internos um dos outros. Como formar sua equipe? Ao falarmos de equipe por aqui, estamos nos referindo a equipes de atuação exclusiva, seja na criação e/ou implementação de processos, ou na execução de uma atividade exclusiva e pontual, com começo, meio e fim, tendo como base os empregados já contratados. Para saber como contratar o pessoal adequado à sua empresa, vale pesquisar os materiais de recrutamento e seleção. 1. Selecione um facilitador. Embora seja interessante que o responsável dessa função conheça em pouco sobre o processo/tarefa que será tratado pela equipe, ele não deverá ser um especialista no assunto. Sua função é facilitar o diálogo e cooperação no grupo, não monopolizar a discussão. 2. Selecione a equipe. Preferencialmente a adesão deve ser voluntária. Se a situação não o permitir, certifique-se de que todos estão cientes sobre seus papéis e responsabilidades.
111
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
3. Trabalho em equipe. As equipes devem ter a posse do problema e acreditar na importância de resolvê-lo – além de ter a autoridade necessária para fazê-lo, caso contrário a equipe falhará. 4. Estabeleça prazos e parâmetros. Tudo aquilo que não pode ser verificado não pode ser medido. Insista em um controle de tempo meticuloso. Inicie e termine há hora. Assegure tempo suficiente para obter o trabalho feito e nada mais. Periodicamente, o grupo deve parar para avaliar o próprio desempenho – e as melhorias necessárias devem ser trabalhadas.
Os membros devem sentir que será dado algum tipo de prêmio pelos seus esforços. Reconhecimento e apreciação, ao serem percebidos fazem com que eles sintam estar de fato contribuindo. Adotar suas recomendações graciosamente pode ser considerado um prêmio.
Resumo
O papel da supervisão é atuar como intermediário entre a alta gerência e os funcionários, transformando as missões, visões estratégias em objetivos, planejamentos e ações que possam ser realizadas no dia-a-dia. Para isso precisa saber motivar seus empregados, fomentar o comprometimento e construir equipes que sejam capazes de atuar eficientemente.
A motivação é uma força capaz de levar um indivíduo até o seu objetivo.
Normalmente, essa motivação é interna a cada indivíduo e está relacionada ao quanto ele enxerga aquele objetivo como “seu objetivo”. No âmbito empresarial, isso significa que para motivar seus empregados é preciso ser capaz de mostrar o que determinado objetivo trará de benefício para cada um deles.
O comprometimento é a capacidade de estar envolvido e de sentir a posse do
seu trabalho/tarefa. Os melhores planejamentos, equipamentos e ferramentas não valerão de nada sem o comprometimento da equipe.
A construção de equipes eficientes tem como base a capacidade de
cooperação dos indivíduos que a compõe. Uma equipe multidisciplinar terá mais chance de prosperar se seus componentes puderem perceber o ganho proporcionado por diferentes visões sobre um mesmo assunto.
As equipes devem ter autonomia suficiente para conduzir seus trabalhos e
implementar suas soluções. Deve-se cuidar também para que prazos sejam obedecidos e reavaliações periódicas da contribuição da equipe possam ser feitas.

112
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Exercícios
1. Assinale a opção correta:
f. Sobre a motivação, é correto dizer que: ( ) É uma força interna, capaz de levar um indivíduo ao seu objetivo. ( ) É uma força interna, capaz de levar um indivíduo ao seu objetivo. ( ) Está presente em todas as pessoas que atingem um objetivo, sendo de
seu interesse ou não.
g. Para motivar seus subordinados um supervisor dever: ( ) Oferecer recompensas financeiras pelos objetivos alcançados. Não há
outra forma de motivação melhor do que o bolso. ( ) Determinar um que situações o empregado se motiva, e relacioná-los
aos objetivos da empresa. ( ) Relembrar o funcionário de suas responsabilidades. O nível de
desemprego atual é motivação suficiente para um bom trabalho.
h. O comprometimento é um fator fundamental para o sucesso das melhorias. No entanto ele NÃO acontece sem? ( ) Que o empregado sinta que é responsável e “dono” do processo que
executa. ( ) Bons salários, uma política de premiação e reconhecimento coletivo. ( ) Penalidades claras em relação ao mal desempenho das funções.
i. O trabalho em equipe é eficiente quando: ( ) O facilitador responsável é um especialista no assunto e é capaz de
conduzir toda a equipe através dos processos que ela não domina. ( ) Nunca. Duas cabeças pensam melhor que uma, mas uma sempre
trabalha enquanto a outra fica “pensando”. ( ) É comprometimento, possui altos níveis de confiança e os conflitos se
resolvem internamente.
j. Responda “Verdadeiro” ou “Falso” para cada uma das afirmações a seguir: ( ) No trabalho em equipe, se há comprometimento, não é necessário
motivação. ( ) Uma pessoa altamente motivada pode realizar qualquer objetivo,
mesmo àquele que não lhe digam respeito. ( ) Envolvimento é estar presente, comprometimento é fazer acontecer.

113
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Capítulo 09: Análises necessárias no nível
individual.
Introdução
A introdução de melhores práticas e melhorias em geral levam sempre a uma consideração: quais as capacidades e limitações de cada um em nossa equipe? Ao tentar gerenciar o estresse e o tempo, podemos perceber que a capacidade de cada indivíduo é finita, e começamos a nos perguntar o que pode ser feito para diminuir os sentimentos de inadequação e frustração que podem levar à procrastinação e à falha? Os gerenciamentos do estresse e do tempo acabam sendo duas faces da mesma moeda: quando gerenciamos de maneira eficaz o estresse, o gerenciamento mais eficaz do tempo acaba sendo uma conseqüência imediata. Já a criatividade e a inovação contribuem para um ambiente profissional repleto de vitalidade e senso de direção. Aquilo que parece ser um “processo criativo” pode ser uma combinação de palavras e idéias inusitadas, mas as teorias à respeito indicam que há realmente algumas atividades que podem ser executadas para manter uma mente mais criativa. Gerenciamento do Estresse
O estresse costuma ser uma resposta natural à mudança – algo não sai da maneira que o indivíduo esperava, e isso leva a uma zona de desconforto. Algumas pessoas têm uma facilidade maior de lidar com ela, enquanto outras acabam sendo levados pela frustração e procrastinação. Muitos gerentes e supervisores estão percebendo o impacto das mudanças rápidas e drásticas no nível de estresse dos empregados, e eles devem ter consciência desse nível caso pretendam entender seus efeitos sobre os empregados e sobre a eficiência organizacional. Definição de Estresse.
“A definição clássica de estresse é a resposta a uma demanda para se adaptar às mudanças. Portanto, o estresse pode estar ligado a movimentos físicos, reorganizações, redução da força de trabalho ou reordenação das tarefas. A presença desses fatores no meio da organização é como uma palha no vento, informando ao gerente que o estresse está ativo.”
(BROCKA, 1994)

114
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Infelizmente, os sintomas do estresse são muito comuns: aumento nos atrasos, devaneios, utilização de licenças médicas, saída da empresa ou a necessidade que o responsável realize atividades disciplinares mais do que o normal. Medindo o estresse. A seguir mostramos uma lista de verificação que, se não é um diagnóstico final, com certeza reúne indicações suficientes para que você comece a pensar a respeito. Selecione somente aqueles itens que são aplicáveis à sua empresa, em algum momento nos últimos 12 meses.
Item Descrição Pontos
01. Movimentação física no escritório ou na área de trabalho. 80
02. Condições ambientais pobres (ruído, temperatura, iluminação). 40
03. Reorganização na cadeia de comando. 90
04. Mudanças nas tarefas organizacionais, enfoques, prioridades. 100
05. Mudança na supervisão ou no gerenciamento. 90
06. Comunicação vertical e/ou horizontal pobres. 40
07. Redução na força de trabalho. 100
08. Aumento da força de trabalho. 30
09. Saída voluntária de empregado. 40
10. Empregados super ou subqualificados. 20
11. Aumento no número de compromissos e/ou encontros. 30
12. Aumento no número de saídas por doença dos empregados. 20
13. Aumento nos atrasos dos empregados. 10
14. Devaneios dos empregados. 10
15. Aumento nas reprimendas ou ações disciplinares. 40
16. Presença de conflitos não resolvidos. 30
17. Tarefas fora do prazo. 60
18. Aumento do número de reclamações dos clientes. 60
19. Estimativas não-claras da supervisão em relação aos empregos. 40
20. Crises repetidas. 70
Somatória: _______
Resultado:
Menor que 150 – Nível normal de estresse organizacional. De 150 a 250 – Nível moderado - requer vigilância. Maior que 250 – Nível severo - requer intervenção imediata.
Como diminuir o estresse na empresa? Depois de detectar o nível de estresse aproximado no seu ambiente de trabalho, como fazer para mudar essa situação? Os passos à seguir nos darão uma idéia.

115
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Primeiro passo: reconheça os dados. É papel do gerente/supervisor deixar claro aos funcionários que a mudança é uma constante no mundo e no ambiente de trabalho. Se ele for capaz de transmitir que as mudanças podem ser interessantes, excitantes e desejadas, isso poderá diminuir o estresse dos envolvidos quando isso acontece.
Segundo passo: perca os receios.
Supervisores e subordinados normalmente se vêem em campos opostos de um ringue de luta. O resultado disso é um local de trabalho obscurecido pelo receio de que cada um esteja levando vantagem sobre o outro. As chefias precisam ser capazes de confiar nos empregados e verbalizar suas próprias expectativas. Desde que as pessoas tendam a fazer o que se espera que elas façam, trabalhadores que recebem confiança tornam-se trabalhadores confiáveis.
Terceiro passo: aprenda a promover o riso. O susto diante de uma situação nova ou não saber o que fazer, é um dos grandes intensificadores de estresse. O riso serve como um bloqueio para o pânico e auxilia a imunizar tanto o gerente como sua equipe contra o estresse.
Quarto passo: faça a criatividade não ser arriscada. O conceito de risco é negativo para muitas pessoas, no entanto para o progresso o risco torna-se necessário. Os supervisores e gerentes devem promover a solução criativa de problemas para toda a equipe encorajando novas idéias, experimentações e aprendizagens.
Quinto passo: permita o controle. Os indivíduos que sentem ter um mínimo de controle sobre suas tarefas respondem melhor e com menos estresse às mudanças.
Sexto passo: fertilizar e facilitar. Experimentar, aceitar riscos, criatividade e gerenciamento produtivo da mudança não acontece em um meio ambiente estéril e insustentável. Sempre que estivermos cara a cara com restrições orçamentárias, devemos fornecer recursos físicos e psicológicos necessários para que as tarefas sejam realizadas.
Sétimo passo: valorize os pontos positivos. Falhas ao longo do processo são normais, o importante é enfatizar os pontos positivos e manter uma atitude adaptativa em relação àquilo que não está funcionando corretamente.
“Tornar-se alerta em relação aos níveis de estresse organizacional e sentir-se ofendido com as recomendações anteriores não habilitarão o gerente a eliminar o estresse organizacional. A erradicação de todos os estresses não é desejável. O gerente ganhará, contudo, habilidade de substituir o estresse negativo por estresse positivo, produzindo altos níveis de energia a crescimento associados à criatividade e a eficiência organizacional”
(BROCKA, 1994)

116
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Gerenciamento do Tempo
“O trabalho se amplia ao se preencher o tempo disponível
para sua finalização” C. Northcote Parkinson
Ser capaz de gerenciar nosso próprio tempo é atividade essencial muitas vezes ignorada. É fácil tentar orientar os outros sobre como conduzir seu tempo; entretanto, cuidar do nosso próprio tempo é outra coisa. O problema do gerenciamento do tempo aumenta com a responsabilidade gerencial e a autonomia. É difícil limitar o acesso das pessoas e dos problemas que aparecem na hora errada. O coração da questão do gerenciamento do tempo é o controle. Este controle é algo assustador: em geral nós preferimos deixar algo fora de controle. No entanto, através da seleção apropriada das ferramentas e dicas deste tópico, podemos resgatar o controle sobre nosso intangível companheiro, o tempo. Ferramentas para o gerenciamento do tempo. Nem todas as técnicas descritas a seguir funcionam com todos, mas procure tentar cada uma delas para ver aquela que melhor se adapta a você. 1. Diário do tempo.
O primeiro passo é catalogar como você irá gastar seu dia, por um período aproximado de duas semanas. Não se preocupe se a semana selecionada não for uma semana “habitual” – elas nunca são. Mantenha uma forma simples de registro, por exemplo, uma tabela com duas colunas: em uma você irá marcar o horário de inicio da tarefa, na outra a tarefa realizada. O término de cada tarefa deverá corresponder ao horário de início da tarefa seguinte – por isso todas as interrupções deverão ser registradas como uma tarefa. Não se esqueça de incluir coisas como: chamadas telefônicas, distrações e interrupções em geral.
Faça uma análise de Pareto (capítulo 13) de quanto tempo você gasta com
telefonemas, encontros, sessões absurdas, esperas na linha, descanso etc. É assim que você deveria alocar o seu tempo?
Análise: existe algo que você poderia fazer para otimizar seu tempo? Como diminuir a participação dos ladrões de tempo no seu dia-a-dia? Existe outra tarefa que você poderia realizar enquanto aguarda a ação de outra pessoa, por exemplo?
Você pode dizer não? Para sermos “bons garotos”, freqüentemente não refutamos uma requisição de um amigo ou colega. “Bons garotos”, contudo, também devem gerenciar seu tempo de maneira prudente – e considerar o custo financeiro desses “favores”.

117
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
2. Calendário. Os calendários são uma excelente ferramenta para ter uma visão geral dos seus objetivos. Algumas pessoas preferem dar uma olhada rápida na semana, enquanto outras mantêm calendários eletrônicos que podem ser alterados a qualquer momento e impressos quando necessário. Outros podem ainda trazer uma lista de tarefas e ser apresentados em formato diário, semanal, mensal etc. 3. Lista de tarefas. Se de todas as ferramentas propostas você só tiver possibilidade de implementar uma, selecione essa. Não existe uma forma correta de fazê-la: ela pode ser simples, escrita à mão ou feita por computador, podem ser arranjadas por tempo, por tipo de tarefa ou alguma combinação que você achar mais interessante. Para funcionar melhor, elas também devem empregar uma solução por prioridades, por exemplo:
Imagem 8.1 – Classificação das tarefas segundo sua importância e urgência.
Estabelecer metas realistas e alcançáveis é essencial para um bom gerenciamento do tempo. Por outro lado, o bom gerenciamento do tempo é essencial para alcançar esses objetivos. 4. Condução por tempo versus condução por tarefa. Existem várias maneiras de motivar as pessoas, dois exemplos são:
Por tempo: selecione um tempo máximo para execução de cada tarefa e mantenha o relógio a postos para acompanhar o desenvolvimento. Se você fizer isso por um tempo, poderá ficar surpreso com a quantidade de trabalho

118
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
que é capaz de realizar, ainda mais se parcelar as tarefas em períodos inferiores a 45 minutos.
Por tarefa: realize uma tarefa, do ponto A ao B, sem se preocupar com a sua
duração. Isto pode solicitar um foco afiado, que algumas pessoas ainda não possuem.
5. Pare com a procrastinação. A procrastinação resulta em mais trabalho. O viciado em trabalho adora esta situação (talvez subconscientemente) porque o trabalho nunca é terminado. James Sherman, em seu trabalho “Stop Procrascinating” (Pare com a procrastinação), identifica um número de causas da procrastinação e sugere algumas técnicas para dominar o hábito:
1. Seja feliz. O autor Norman Cousins trancou-se em um quarto de hotel e satisfez em devorar todas as espécies de livros de humor. Seu câncer mortal foi-se, miraculosamente para a surpresa médica. O humor parecia ter uma ligação psicológica tão boa quanto estar em estado de graça.
2. Conheça a si mesmo. Conheça suas limitações bem como suas habilidades. Quando necessário, delegue, organize e planeje melhor. Utilize as técnicas de gerenciamento do tempo para aumentar o seu tempo de relaxamento. Analise suas causas de procrastinação. Existe um receio secreto de falhar ou de ter sucesso? Existe uma voz interior auxiliando você, dizendo-lhe para fazer o que for seguro?
3. Visualize. Os atletas de sucesso têm utilizado essa técnica por décadas. A técnica é imaginar (visualizar) sua tarefa terminada. Imagine os passos necessários para atingir a finalização. Quais problemas poderiam surgir? Imagine liberando-os. Estudos médicos têm mostrado que a visualização é uma poderosa ferramenta para aumentar a auto-estima e para ficar “psicologicamente preparado” para acompanhar a tarefa com eficiência.
4. Faça uma condução da tarefa. Uma condução de tarefa é algo pequeno, um modo fácil ou estimulante de iniciar um projeto. Inicie de fato o projeto, e não manipule demasiadamente papéis ou se engaje em um trabalho estafante. Isto requer quebrar a tarefa em partes menores, diminuir a apreensão de fazer o projeto. Este truque divide e arrebata as armadilhas e é um dos meios mais úteis para se iniciar.
5. Controle o seu meio ambiente. Crie uma atmosfera física propícia para a execução total da tarefa. Estabeleça o tempo de execução dela. Obtenha uma resposta de máquina. Tome o controle. Os outros se adaptarão. Seus colaboradores não menosprezarão você.
6. Desenvolva atividades alternativas. Alternar o estresse positivo é altamente benéfico. Desenvolva um hobbie atraente; em que requeira o tanto (ou possivelmente mais) de concentração mental que seu trabalho atual. Esteja certo de ter exercitado o suficiente. Ao menos 20 minutos (10 minutos duas vezes ao dia é suficiente, se o coração andar a 70% do máximo) três vezes por semana, teoricamente uma hora diária.
7. Desenvolva uma perspectiva ampla. Acredite em algo maior para você mesmo. Exerça seu lugar e papel na varredura da história. Reze, medite, freqüente a igreja. Se você tiver aversão a organizações religiosas ou não se encontrar teologicamente inclinado, desenvolva interesses humanitários.
(BROCKA, 1994)

119
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Criatividade e Inovação
Criatividade e inovação no nível pessoal são essenciais para a sobrevivência do esforço da implantação de Boas Práticas. Pensar em avanços repentinos é muito importante para sair da zona de conforto que atrapalha diversas empresas. “Criatividade” aqui não deve ser confundida com uma habilidade de gênios, e sim vista como a habilidade de enxergar novos caminhos. Envolve a eliminação de barreiras às nossas mentes inovadoras, permitindo um pensamento mais rico que combina elementos convergentes e divergentes (o chamado “pensamento lateral”). O pensamento divergente é capaz de encontrar relação entre elementos que não são óbvios e nem relacionados. Se a chefia não for capaz de tornar um empregado “mais criativo”, pode pelo menos diminuir às barreiras criadas para esse tipo de pensamento. Dicas para diminuir as barreiras à criatividade. 1. Examine a cultura corporativa.
Como a empresa reage a novas idéias? Existe uma caixa de sugestões? Novas idéias são saudadas com entusiasmo ou com frases como “não é dessa maneira que fazemos as coisas por aqui”?
2. Ajude a abrir as travas mentais.
Existem pensamentos limitantes circulando livremente na sua empresa e impedindo que a criatividade floresça? Por exemplo, idéias como:
o “Há apenas uma maneira correta de fazer as coisas”. o “Isso não é prático”. o “Devemos seguir as regras”. o “Falhas custam muito caro”. o “Isso não é problema meu”. o “Não seja bobo”. o “Somos pagos para trabalhar, não para pensar”.
3. Utilize ferramentas que encorajem o pensamento criativo.
Ferramentas como as disponíveis na Unidade 4 dessa cartilha são de imenso valor para encarar velhos assuntos com novos olhos.
4. Instale um processo para a acolhida de idéias.
Sua empresa deve ter uma política sobre como pretende lidar com cada idéia recebida, por exemplo:
o Origem da idéia: pode vir de qualquer um. o Crivo da idéia: o criador da idéia a divide com os colegas e
supervisor, refinando e dando forma. o Revisão dos colegas: os trabalhadores da área afetada revisam a idéia
e, posteriormente a refinam. O julgamento da idéia deve ser suspenso nesse estágio.

120
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
o Procure um “responsável”: escolha alguém com autoridade de tomar a responsabilidade para si e estudar a idéia para implementá-la.
Resumo
Nesse capítulo vimos que:
Os gerenciamentos do estresse e do tempo estão interligados: quando o primeiro está sob controle, o segundo tende a fluir melhor. Já a criatividade e a inovação contribuem para um ambiente repleto de vitalidade e senso de direção.
O estresse é uma resposta natural a mudança e ao desconhecido. Ele não
pode ser completamente eliminado do ambiente de trabalho, mas pode ser gerenciado de maneira eficiente, evitando que cause uma queda de produtividade na equipe.
Embora seja uma habilidade pessoal de extrema importância, o gerenciamento do tempo é, na maioria das vezes, negligenciado. O coração da questão é o controle, e esse é muito temido pelas pessoas. No entanto, existem ferramentas capazes de orientar todos os tipos de pessoas em um melhor aproveitamento do tempo.
Criatividade e inovação no nível pessoal são essenciais para a sobrevivência do esforço da implantação de Boas Práticas. Pensar em esforços repentinos é muito importante para sair da zona de conforto que atrapalha diversas empresas.
121
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Exercícios
1. Assinale a opção correta:
a. Quanto ao estresse no trabalho, é correto dizer que: ( ) É um acontecimento natural que deve ser monitorado para que não
cause queda na produtividade. ( ) É um acontecimento atípico, que reflete a incapacidade de
determinadas chefias em colocar mudanças em prática. ( ) É um fato do dia-a-dia: se é trabalho, é estressante. De outra forma
seria “férias”.
b. No que se refere ao gerenciamento do tempo, podemos dizer que: ( ) É uma habilidade que deve ser controlada e direcionada
exclusivamente pelas chefias, pois, o status natural do empregado é a procrastinação.
( ) É uma habilidade natural da pessoa, que está presente ou não em sua personalidade; não podendo ser apreendida ou gerenciada.
( ) É uma habilidade pessoal, muitas vezes negligenciada, que pode ser aprendida e organizada.
c. A criatividade no ambiente de trabalho deve:
( ) Ser controlada, uma vez que o excesso de criatividade tende a
atrapalhar os processos estabelecidos. ( ) Ser incentivada, reduzindo as barreiras para sua aplicação. ( ) Ser evitada. No ambiente industrial temos processos estabelecidos e
apenas uma maneira correta de fazer as coisas.
d. Dentre as alternativas abaixo, apenas uma NÃO relaciona indicadores de estresse no ambiente de trabalho. ( ) Demissões por justa causa e concessão de férias remuneradas. ( ) Saída voluntária do empregado e aumento das reclamações dos
clientes. ( ) Tarefas fora do prazo e crises repetidas.
e. Responda “Verdadeiro” ou “Falso” para cada uma das afirmações a seguir:
( ) Confusão, ausência de prioridades e fadiga são causas prováveis para
a procrastinação. ( ) Há um limite para a criatividade, porque afinal de contas, há apenas
um único caminho correto para fazer as coisas. ( ) O estresse está intrinsecamente relacionado às mudanças. Assim
sendo, a melhor forma de reduzir o estresse é acabar com as mudanças.

122
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha


124
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha

125
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Capítulo 10: Organização.
Introdução.
Nesse capítulo esperamos oferecer algumas ferramentas sobre a organização da empresa, atividades e processos. Você verá o passo a passo de utilização de cada ferramenta, e ao final será convidado a utilizar o que acabou de aprender na prática. Procure não pular a realização dos exercícios, antes de passar para a próxima ferramenta. Você verá que as análises podem ser encaradas de maneira evolutiva. E, além disso, ao realizar cada uma delas na seqüência proposta, você verá que existem muitas questões em sua empresa sobre as quais você nunca havia parado para pensar. Então aproveite: essa é a hora. Diagrama de causa-efeito
O diagrama de causa e efeito (também é conhecido como “diagrama em espinha de peixe” ou Ishikawa) é uma técnica para identificar todas as causas possíveis (dados de entrada, ou inputs) associados um determinado problema ou efeito (dados de saída ou outputs) antes de se chegar a um número reduzido de causas principais que precisem ser resolvidas. Ele ilustra graficamente os resultados da análise e é montado em etapas. A análise da causa e efeito é normalmente realizada por um grupo em que todos têm experiência e conhecimento sobre o assunto que será analisado. Como você deve realizá-lo? Primeiro passo: selecione um problema ou efeito. Tenha certeza que o problema é específico e bem definido, com uma dimensão relativamente pequena, e que todos os participantes entendam exatamente o que está sendo analisado. Por exemplo: é mais fácil lidar com “Aumentar a produtividade de produção da máquina X em 10%” do que “Tirar a empresa do vermelho”. Depois de definir corretamente o problema, redija a definição no alto do Flip chart, quadro de anotações ou qualquer outro meio de registro que esteja utilizando. Segundo passo: faça um brainstorming. Veremos essa técnica mais adiante em detalhes, no momento, basta levar em consideração que todos os participantes devem ser incentivados a levantar o maior número de idéias possíveis para resolver o problema – não julgue se são praticáveis ou não agora. Anote cada idéia em um etiqueta auto-adesiva para facilitar sua

126
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
transferência posterior para o diagrama – mas se não puder utilizar esse material, não tem problema: improvise com o que tiver. Apenas tenha cuidado para não misturar causas e soluções nessa etapa. É importante fazer o brainstorming antes de identificar as categorias de causas ou então as séries de idéias poderão ser limitadas. No entanto, se as idéias demorarem a surgir, recorra a perguntas do tipo “Que tal se...?” para estimular as idéias. Terceiro passo: desenhe o diagrama. Coloque o efeito na cabeça do peixe.
Imagem 9.1 – Diagrama de causa-efeito, espinha de peixe.
Quarto passo: Estabeleça categorias de causas. Analise os resultados do brainstorming para determinar as principais categorias de causas. As categorias mais usadas costumam ser:
Pessoas; Equipamento; Materiais; Ambiente (físico e cultural); Método ou processo.
Essas cinco categorias nem sempre se aplicam a todas as situações e poderão ser criadas outras principais – mas não devemos ultrapassar mais do que seis categorias para evitar confundir mais do que esclarecer.
Imagem 9.2 – Diagrama de causa-efeito, com as categorias identificadas.

127
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Outras categorias muito utilizadas são:
Comunicações; Políticas; Medição; Clientes/Fornecedores; Sistemas etc.
Quinto passo: definir as causas. Transfira as causas potenciais de brainstorming pra o diagrama, encaixando em sua respectiva categoria. Se as causas parecerem encaixar-se em mais de uma categoria, é possível duplicá-las. No entanto, se isso acontecer repetidamente pode ser um indício de que as categorias estão erradas e você deve refazer o quarto passo. As causas relacionadas são marcadas como “galinhos” nos ramos. Os ramos e os galinhos poderão ser desenvolvidos mais adiante por meio de perguntas do tipo “o quê?”, “por quê?” e “como?”. Isso evita o uso de afirmações mais amplas que podem em si mesmas ser os efeitos. Cuidado, no entanto, para não aprofundar mais e obter questões maiores, que estejam amplamente além da influência da equipe.
Imagem 9.3– Diagrama de causa-efeito, com a aplicação das ramificações.
Sexto passo: analisar as causas. Considere quais as causas mais prováveis do efeito. Isso pode ser feito de diversas maneiras:
1. Através de uma discussão entre os participantes, que darão suas opiniões e irão discutir suas experiências.
2. Pela procura de causas ou número de causas repetidas para uma determinada categoria.
3. Pela coleta de dados usando as Folhas de Registro, Mapeamento de Processos ou pesquisas unto ao cliente para testar as vantagens relativas com a Análise de Pareto (capítulo 13).
4. Depois de se chegar a um número relativamente pequeno de causas principais, podem-se usar as Comparações em Pares para estreitar ainda mais o espectro.
5. Alguns grupos acham conveniente considerar apenas as causas sobre as quais possam exercer influência.

128
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Sétimo passo: faça um teste real. Teste as causas mais prováveis. Por exemplo, reunindo dados e observações, caso isso ainda não tenha sido feito. O diagrama pode ser pendurado numa parede e aumentado ou modificado à medida que as idéias forem surgindo. É possível desenvolver um diagrama para cada atividade independente do processo que esteja gerando a saída de dados ou resultados de modo que as causas sejam ligadas a determinadas etapas do processo. Utilização O diagrama de causa-efeito pode ser aplicado para:
Concentrar-se em causas e não em sintomas. Captar o conhecimento e a experiência coletivos no grupo. Produzir uma imagem sobre por que um efeito está se manifestando. Estabelecer uma base profunda para coleta de dados e providências
posteriores. A análise também pode ser utilizada para identificar todas as áreas que precisam ser atendidas para produzir um efeito positivo.
Exercício de Reflexão
Escolha três problemas que estão acontecendo atualmente na sua empresa e sobre os quais você não tem idéia certa sobre as causas ou como resolvê-los. Faça a definição de cada um deles a seguir: Problema 01:
Problema 02:
Problema 03:
Agora realize o diagrama de causa-efeito para tentar descobrir as causas do problema. Se precisar de ajuda, chame alguém que assim como você tenha experiência e esteja envolvido diretamente no problema.

129
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Problema 01:
Problema 02:
Problema 03:

130
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Folhas de Verificação e Coleta de Dados
A folha de verificação e coleta de dados é uma maneira de coletar e classificar informações de modo que possam ser facilmente apresentadas e analisadas. Ela é especialmente útil no início do processo de solução de problema pra reunião de dados, mas também para acompanhar o desempenho assim que tenham sido implementadas as mudanças. Não importa quão simples ou complexa seja a folha de verificação, o princípio é sempre o mesmo. Como você deve criá-la? Primeiro passo: especifique o objetivo da folha. Defina por que esses dados são necessários. Por exemplo: para determinar razões para maiores níveis de notas de crédito. Segundo passo: defina as informações que devem ser coletadas. Defina quais os tipos de informações serão necessárias e como elas deverão ser classificadas. Por exemplo: cliente, número de ordem, natureza da queixa, data, motorista. Assegure-se de que as informações possam ser divididas em subgrupos/classes se houver diferenças. Por exemplo: por depósito ou tipo de cliente. Terceiro passo: identifique as escalas de tempo adequadas. Escolha em que período as informações serão reunidas: horas? Dias? Meses? A que intervalos os dados são recolhidos, se for a título de amostra: a cada hora? A cada dez remessas? Ao acaso? Por exemplo: todas as notas de crédito de quatro semanas usando os retornos diários do motorista. Quarto passo: defina um responsável por reunir as informações. Identifique os indivíduos mais adequados para reunir as informações. Assegure-se de que tenham o tempo e as informações para fazê-lo corretamente. Quinto passo: crie a folha de registro. Prepare um primeiro modelo. Tenha certeza de que seja claro, completo e fácil de usar. Sexto passo: teste a folha de registro. Defina quem irá testar o documento. Depois de um período conveniente, analise o formato, as categorias e os períodos/números de amostra e atualize conforme seja adequado. Assegure-se de que todos os que estejam trabalhando na coleta das informações entendam o significado das classificações. Retorne ao segundo passo se for necessário.

131
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Sétimo passo: reúna as informações. As pessoas que coletam os fatos devem, idealmente, ser aquelas que estão envolvidas no problema – não conselheiros, consultores ou fiscais! No entanto, verifique se todos sabem o que estão fazendo e que o exercício seja aplicado de maneira coerente e precisa. Oitavo passo: análise as informações. Use as ferramentas “Apresentação de Dados” e/ou “Análise de Pareto” (capítulo 13) para destacar os principais padrões, tendências ou assuntos. Exemplo:
Folha de registro de notas de crédito
Motorista: João Data: 1º de Junho.
Pedido n.º Nome do Cliente Razão para a nota de crédito
13427 Café Josely Pacotes de batata congelada errados
65021 Colégio Normal Faltaram 25 sacos de farinha
32967 Indústrias Miller Faltaram 05 dúzias de ovos
45631 Creche Maria Queriam 10, não 100 caixas de fraldas
descartáveis
29438 Restaurante Mercado Devolveu molho “intragável”
Adaptado de Smith, Steve.
Uma vez concluída, a folha deve ser analisada para que sejam classificadas as razões para as notas de crédito.
Principais razões para as notas de crédito emitidas Número de emissões
Produto danificado (embalagem) 50
Qualidade do produto (produção) 34
Artigos faltando 10
Tipo errado 6
Tamanho de embalagem errada 5
Marca errada 3
Adaptado de Smith, Steve.

132
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Nono passo: se for conveniente, utilize outras ferramentas para identificar os próximos passos. Assim que se identificar a categoria principal (ou categorias), pode-se usar o diagrama de causa-efeito para verificar pó que o problema vem ocorrendo. Utilização Fatos são melhores que opiniões. A folha de verificação permite que sejam estabelecidos os fatos sobre um problema em sua origem. Os fatos podem então ser submetidos à Análise de Pareto/Causa-efeito, antes de se definirem as providências a serem tomadas.
Exercício de Reflexão
Identifique um processo ou atividade dentro da sua empresa que iria se beneficiar da utilização de uma folha de verificação e coleta de dados. Agora o descreva abaixo. Tarefa/procedimento:
Agora antes de passar para o próximo tópico, elabore um modelo de folha de verificação para essa tarefa/procedimento. Se quiser, faça sua aplicação por algum tempo, e ao conseguir identificar as principais causas de falha, retorne ao diagrama de causa-efeito para descobrir o que está causando as falhas.
Apresentação de Dados
A apresentação, ou representação gráfica de dados, como o próprio nome sugere, consiste de diversos métodos de exibir as informações para facilitar seu uso, destacar padrões, tendências e relações, tornando os dados mais interessantes para um grande número de pessoas. Os principais tipos de gráficos são:
Gráficos de barras; Histogramas; Gráficos de áreas; Diagramas de dispersão; Gráficos em curva (de tendência); Diagramas polares.
Os padrões, tendências e relações que você quer mostrar determinam quais dos modelos acima você deve escolher. Como escolher entre os modelos?

133
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Gráfico de barras. Esta ferramenta de representação gráfica permite a comparação de vários itens distintos entre si. Exemplo: vendas médias de um determinado tipo de peça num período de três meses.
Imagem 9.4 – Exemplo de Gráfico de Barras.
Como criar um gráfico de barras?
1. Identifique os itens a serem medidos. 2. Crie um método de coletar dados (incluindo amostragem, cronologias e folhas
de registro, conforme a necessidade). 3. Analise os dados coletados e defina uma escala horizontal conveniente. 4. Marque os itens na escala vertical. 5. Desenhe as barras para mostrar as diferentes quantidades / desempenhos /
valores etc. de cada item. Histograma. Um histograma mostra uma série de dados coletados num determinado processo ou característica. Ele mostra a freqüência de distribuição em forma de barras. Os dados usados nos histogramas também são o ponto de partida para a criação de quadros de controle, uma vez que estão ligados a variações.
Imagem 9.5 – Exemplo de Histograma.

134
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Como criar um histograma?
1. Identifique a variável a ser medida (pode ser idade, o tamanho, a satisfação, os custos, as cores etc.).
2. Estabeleça um método para reunir as informações (categorias, amostragem, cronologias, folhas de registro etc.)
3. Some o número de vezes (freqüência) que cada categoria da variável ocorreu. 4. Decomponha o eixo horizontal em seções para cada categoria. 5. Escolha uma escala conveniente para o eixo vertical conforme a distribuição
da freqüência. 6. Marque as barras de acordo com cada categoria.
Gráficos de áreas. Esses gráficos, também chamados de gráficos de setores, mostram proporções em relação ao todo. Eles produzem um bom impacto visual e também permitem comparações fáceis e imediatas com outros gráficos de áreas quando são usadas porcentagens. Exemplo: fontes de lucro de uma empresa.
Imagem 9.6 – Exemplo de Gráfico de Áreas (ou pizza).
Como criar um gráfico de áreas?
1. Identifique o item a ser medido e as subdivisões adequadas. 2. Colete os dados sobe o desempenho total (n.º de pessoas , produtos, dinheiro,
refugos, índices de satisfação etc.). 3. Identifique como esse item se decompõe em relação às subdivisões já
identificadas. 4. Converta o total e as subdivisões em porcentagens. 5. Decomponha o gráfico de áreas em proporção a essas porcentagens e
identifique-as com clareza.

135
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Diagrama de dispersão. Esta ferramenta de representação gráfica identifica as relações entre duas variáveis pelas mudanças de posicionamento em ambas. Exemplo: a relação entre a publicidade e os volumes de vendas.
Imagem 9.7 – Exemplo de Diagrama de Dispersão.
Como criar um diagrama de dispersão?
1. Identifique as duas variáveis a serem consideradas. 2. Determine um método de coletar os dados de desempenho sobre as duas
variáveis, como tempo/locais/pessoas/produtos. 3. Marque escalas convenientes em cada eixo. Embora seja errado partir
imediatamente para uma relação de causa e efeito, marque a causa ou motivação mais provável no eixo horizontal.
4. Marque cada par de medidas no gráfico. 5. Quanto mais próximos os pontos se alinharem, mais forte será a correção
(positiva ou negativa) entre duas variáveis medidas. Um padrão aleatório de pontos significa que não há relação.
Gráfico em curva ou de tendência. Também chamado de “gráfico de linhas”, esta ferramenta de representação gráfica é usada para registrar tendências em uma variável ao longo do tempo. Exemplo: taxas globais em uma unidade.

136
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Imagem 9.8 – Exemplo de Gráfico de Curvas.
Como criar um gráfico em curva?
1. Identifique a variável a ser medida. 2. Crie um método de coleta de dados (cronologias, definições, quem coleta
etc.) 3. Desenhe os eixos em escalas convenientes de acordo com a cronologia e a
variação global do desempenho provável. 4. Marque cada medida, seja retrospectivamente, seja permitindo que o gráfico
se desenvolva com o tempo à medida que os dados se tornam disponíveis. Diagrama polar. Um diagrama polar é uma maneira de mostrar o desempenho em uma série de dimensões, cada uma das quais como um componente de um assunto global. Exemplo: desempenho de liderança.
Imagem 9.9 – Exemplo de Diagrama Polar.

137
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Como criar um diagrama polar?
1. Identifique o assunto a ser medido e suas partes componentes. 2. Desenvolva um método de coleta de dados que permita que as informações
sejam marcadas em escala linear. 3. Colete os dados. 4. Confronte os dados e resuma o desempenho de cada componente numa escala
comum (como porcentagens, dimensões, custo, classificações etc.). 5. Desenhe um diagrama polar com o número adequado de “raios” e aplique a
mesma escala a cada um deles. 6. Marque o desempenho de cada componente e rotule-os de maneira clara. 7. Se for adequado, acrescente desempenhos /objetivos / índices de mercado
anteriores para a comparação. Utilização. A apresentação gráfica de dados demonstra relações, padrões e tendências nos dados. Os métodos disponíveis são visuais, interessantes e mais fáceis de usar que as tabelas de dados simples. Eles ajudam a converter os dados simples em informações utilizáveis.
Exercício de Reflexão
Recupere as folhas de registro criadas no tópico anterior e apresente graficamente os dados em pelo menos 02 gráficos da relação a seguir, à sua escolha:
Gráfico de barras. Histogramas. Gráficos de áreas. Diagramas de dispersão. Gráficos em curva. Diagramas polares.
Na hora de escolher o gráfico, não se esqueça de levar em consideração os dados que serão demonstrados – eles devem se adequar corretamente ao gráfico escolhido.
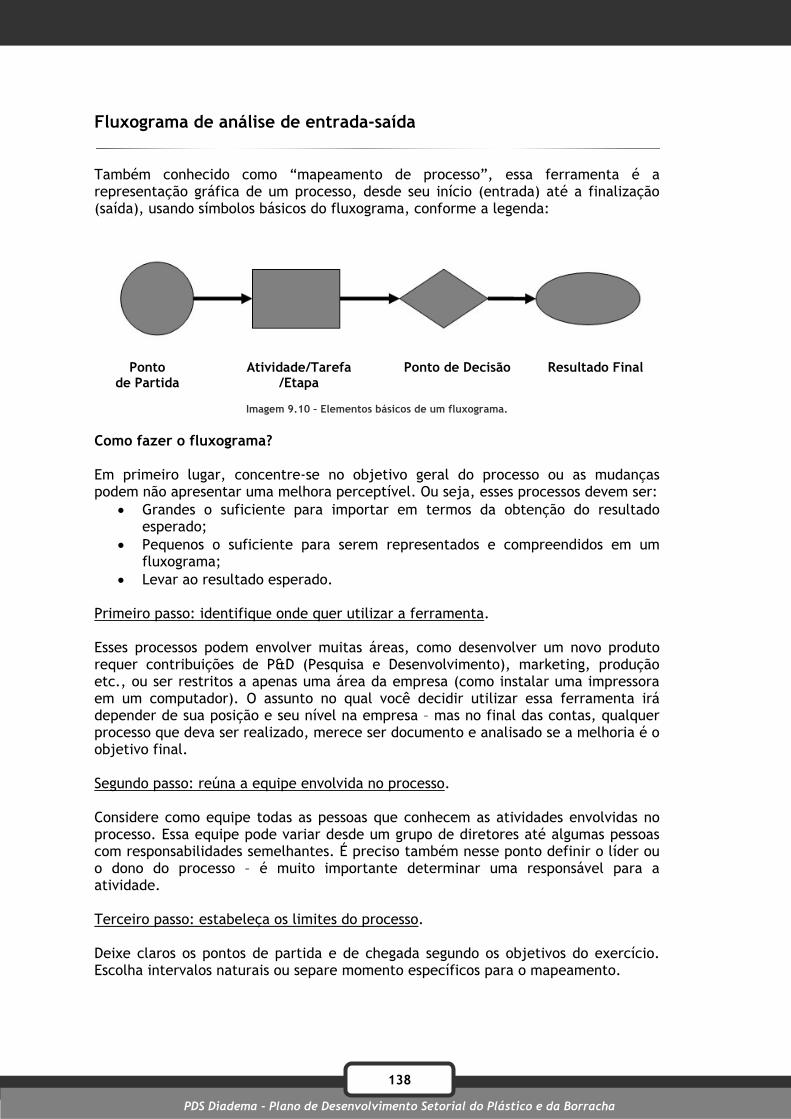
138
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Fluxograma de análise de entrada-saída
Também conhecido como “mapeamento de processo”, essa ferramenta é a representação gráfica de um processo, desde seu início (entrada) até a finalização (saída), usando símbolos básicos do fluxograma, conforme a legenda:
Ponto
de Partida Atividade/Tarefa
/Etapa Ponto de Decisão Resultado Final
Imagem 9.10 – Elementos básicos de um fluxograma.
Como fazer o fluxograma? Em primeiro lugar, concentre-se no objetivo geral do processo ou as mudanças podem não apresentar uma melhora perceptível. Ou seja, esses processos devem ser:
Grandes o suficiente para importar em termos da obtenção do resultado esperado;
Pequenos o suficiente para serem representados e compreendidos em um fluxograma;
Levar ao resultado esperado. Primeiro passo: identifique onde quer utilizar a ferramenta. Esses processos podem envolver muitas áreas, como desenvolver um novo produto requer contribuições de P&D (Pesquisa e Desenvolvimento), marketing, produção etc., ou ser restritos a apenas uma área da empresa (como instalar uma impressora em um computador). O assunto no qual você decidir utilizar essa ferramenta irá depender de sua posição e seu nível na empresa – mas no final das contas, qualquer processo que deva ser realizado, merece ser documento e analisado se a melhoria é o objetivo final. Segundo passo: reúna a equipe envolvida no processo. Considere como equipe todas as pessoas que conhecem as atividades envolvidas no processo. Essa equipe pode variar desde um grupo de diretores até algumas pessoas com responsabilidades semelhantes. É preciso também nesse ponto definir o líder ou o dono do processo – é muito importante determinar uma responsável para a atividade. Terceiro passo: estabeleça os limites do processo. Deixe claros os pontos de partida e de chegada segundo os objetivos do exercício. Escolha intervalos naturais ou separe momento específicos para o mapeamento.

139
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Quarto passo: determine o nível de detalhamento adequado. Escolha qual deverá ser o nível de detalhamento de cada processo: focado em minúcias ou apenas uma visão global? O primeiro modo é adequado quando pretendemos aperfeiçoar todos os pontos possíveis de um processo, o segundo, quando não temos uma idéia clara da seqüência que leva de um ponto a outro. Quinto passo: identifique as atividades que constituem o processo. Faça um brainstorming (capítulo 12) sobre todas as atividades que constituem o processo. Coloque todas as idéias em etiquetas auto-adesivas ou no método de registro que escolher. Isso facilita mudá-las de lugar mais adiante, ou seja, não se preocupe agora em levantar as atividades já desenhando o fluxo adequado, haverá tempo para isso depois. Identifique cada atividade; por exemplo, “relatório redigido”. Um simples diagrama de entrada/saída de dados pode ser usado antes do brainstorming para ajudar a identificar os dados essenciais de entrada e saída do processo e os fluxos de informações secundárias entrando e saindo do processo. Isso ajuda a todos a considerarem o processo como um todo ao fazer o brainstorming.
Importante: não confunda o processo atual com o processo ideal. Nesse momento, tentamos estabelecer o processo tal como acontece agora, para que possamos perceber os pontos onde existem oportunidades de melhoria. Se você parar para imagina o processo agora em sua concepção ideal, isso irá mascarar os pontos que deveríamos analisar agora.
Sexto passo: coloque as atividades do processo em seqüência. Use as etiquetas auto-adesivas ou método escolhido para estabelecer a seqüência correta das atividades. Sétimo passo: assinale os pontos de decisão e as ligações entre as atividades. Oitavo passo: Faça uma análise de cinco fatores fundamentais. Considere em que momentos do processo você poderá acrescentar informações dentro das seguintes categorias:
Tempo Atribuição Pessoal Informações Custo
Tempo real (quanto tempo
consome a atividade?)
Quem é o responsável ou tem influência em cada parte do processo?
Quem realmente executa a
tarefa? (nomeie um indivíduo ou
departamento específico)
Quais informações são
necessárias/ resultam em cada etapa?
Qual é o custo de cada
atividade?
Tempo decorrido
(quanto tempo antes de outra
tarefa a atividade deve ser executada?)
A tarefa é bem executada na primeira vez?
Estão faltando/ sobrando
informações?
Quanto desse custo resulta de coisas não feitas corretamente da
primeira vez?

140
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Nono passo: verifique as competências. Tenha certeza de que cada atividade esteja incluída, cada caixa esteja interligada, cada ponto de decisão tenha ao menos duas saídas. Corrija todos os erros ou omissões.
Imagem 9.11 – Exemplo de um fluxo de processo. Fonte: SMITH, 1997.
141
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Análise do Fluxo de Trabalho
Para fazer a análise do fluxo de trabalho, é preciso que a ferramenta anterior tenha sido executada corretamente. Com o processo de trabalho documentado, a analise se dá através de uma série de perguntas que deverão ser feitas durante a observação do fluxo. Entre elas:
O processo atual funciona bem? Questione a complexidade do processo. O processo pode ser simplificado? Examine o valor do benefício de cada etapa. Os acordos cliente-fornecedor
estão bem definidos? Onde ocorrem erros e desperdícios – como podem ser evitados? Analise com distanciamento: “por que fazemos isso dessa maneira?”
Pode ser que seja necessário coletar dados adicionais usando folhas de verificação e coletas de dados para completar a análise. Uma vez que a análise seja feita, será preciso definir planos de ação para o processo de aprimoramento.
Exercício de Reflexão
1. Vamos ver se você compreendeu o passo a passo de documentação de um processo, utilizando um processo bem simples do seu dia-a-dia: fazer café! No espaço abaixo, faça o fluxograma de atividades necessário para executar essa tarefa. Considere os procedimentos necessários da sua decisão, até a conclusão com você servindo a primeira xícara, considerando que tem todos os itens necessários para isso – não aumente o processo além do necessário, considerando itens como “ir ao mercado comprar café ou açúcar” ou “comprar uma cafeteira”.

142
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
2. Considerando sua empresa, e suas atividades diárias, identifique a seguir o processo mais problemático existente, ou aquele que você acredita que poderia ser melhorado consideravelmente. Após escrever o processo abaixo, tente mapear todas as suas atividades. Mas lembre-se: documente o processo como existe agora, e não como você gostaria ou acredita que deveria ser.
3. Aplique as perguntas do item “análise do fluxo de trabalho” ao fluxograma acima. Quais seriam as mudanças significativas que o fluxo de trabalho precisaria realizar?

143
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Capítulo 11: Planejamento.
Introdução
As ferramentas que iremos ver nesse capítulo irão ajudar a definir quais os problemas deverão ser abordados de forma a melhorar nossa empresa. Dados as mudanças constantes nos requisitos dos clientes, a questão acaba ficando complexa. As ferramentas de planejamento ajudam a identificar onde acontecem as integrações entre funções, etapas e setores de maneira que esses procedimentos possam ser otimizados ao máximo. Embora essas ferramentas sejam extremamente eficientes na tradução dos requisitos dos clientes e na criação de especificações para a produção, dos dados necessários para a implantação dessas ferramentas irão necessitar de grande dedicação e esforço para coleta de dados, organização e exame – tudo para garantir que elas produção o efeito desejado. Ciclo de Deming
O ciclo de Deming também é conhecido pelos nomes de Ciclo PDCA (plan-do-check-act), Ciclo PFVA (planejar, fazer, verificar e agir), Roda de Deming e Ciclo de Shewhart. Ele fornece um processo de aprimoramento sistemático para resolver problemas de qualidade em processos e implementar soluções duradouras.
Imagem 10.1 – Passos do Ciclo de Deming.

144
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Como planejar? Primeiro passo: escolha uma oportunidade de aprimoramento.
Crie uma lista de oportunidades de aprimoramento possíveis. Lembre-se que não é preciso ser um problema, basta ser um processo que possa ser melhorado.
Antes da seleção, assegure-se que todas as opções possíveis estejam identificadas.
Priorize a seleção de uma oportunidade. Segundo passo: identifique as exigências do cliente.
Especifique o cliente pelo nome. Conheça e análise as exigências do cliente. Esteja preparado para ajudar o cliente a definir suas exigências com precisão. Desenvolva um acordo “cliente-fornecedor”.
Terceiro passo: defina o problema.
Compare as exigências do cliente com a situação atual. Defina o problema a ser resolvido.
Quarto passo: Reúna todas as informações.
Defina e mapeie o processo atual. Escolha medidas necessárias antes, durante e depois do processo. Colete os dados para análise. Prepare um mapeamento de processo.
Quinto passo: Análise as causas.
Faça uma Análise de Causa e Efeito (capítulo 09) e identifique as causas prováveis.
Escolha as causas mais prováveis e teste se a causa essencial foi encontrada. Defina a causa (ou as causas) essencial do problema.
Sexto passo: Encontre as soluções.
Desenvolver critérios para as soluções. Identifique os “devemos” versus “desejamos”. Nesse momento atenha-se ao
que é essencial, não ao que você apenas “gostaria” que fosse feito. Crie soluções possíveis. Avalie as soluções criadas à luz do “devíamos” e
“podíamos” citados anteriormente, e escolha a melhor solução possível. Faça a análise de custo-benefício.
Sétimo passo: prepare um plano para colocar as soluções para funcionar.
Determine o aprimoramento esperado. Defina metas de aprimoramento específicas.
Prepare um plano de ação inicial. Identifique as forças motivadoras e contrárias usando a Análise de Campo de
Força (próxima ferramenta nesse capítulo) e corrija seu plano de acordo com ele.
Conclua e obtenha acordo para o plano. Desenvolva pontos de verificação para acompanhar os progressos. Se necessário, obtenha aprovação para implementar a solução.

145
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Importante: verifique que apesar de mudarmos de etapa no ciclo, os passos continuam numerados na mesma seqüência, já que Planejar, Fazer, Verificar e Agir nada mais são do que etapas que compõe um mesmo processo.
Como fazer? Oitavo passo: implemente as soluções.
Execute o plano, implemente a solução. Como verificar? Nono passo: acompanhe os resultados, avalie o contra plano.
Faça a medida do sucesso em relação às exigências e ao retorno do cliente. O cliente ficou satisfeito? Que benefícios podem ser medidos? Acompanhe a implementação em relação aos pontos de verificação – não
termine antes que a implementação esteja concluída. Décimo passo: determine os motivos de desvios.
Onde o plano foi bem-sucedido? Pergunte “por quê?”.
Como agir? Décimo primeiro passo: providencie ações corretivas para os desvios.
Com base na compreensão de quais partes do plano não foram bem-sucedidas, desenvolva planos revisados.
Décimo segundo passo: padronize o processo – torne permanente uma solução bem-sucedida.
Assegure-se de que os ganhos alcançados sejam implantados permanentemente. (Isso envolve estabilizar o processo de aprimoramento).
Décimo terceiro passo: reflita.
O que aprendemos? O que conseguimos? Qual é o nosso ponto de partida para um próximo aprimoramento?
Dica: Lembre-se: PREPARAR, ATIRAR, FOGO! E não: PREPARAR, FOGO, APONTAR! Mas também cuidado com: PREPARAR, APONTAR, APONTAR, APONTAR... APONTAR!
Utilização Essa ferramenta ajuda a resolver problemas e identificar/implementar soluções de maneira disciplinada. Quando todos os gerentes e equipes usam o mesmo processo, o trabalho em equipe pode ser melhorado significativamente.

146
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Exercício de Reflexão
Identifique um processo ou atividade dentro da sua empresa que iria se beneficiar da utilização de uma folha de verificação e coleta de dados. Agora o descreva abaixo. Tarefa/procedimento:
Agora antes de passar para o próximo tópico, elabore um planejamento passo a passo de acordo com o Ciclo de Deming (como você irá precisar algumas ferramentas que ainda não viu, você pode pular esses tópicos quando eles aparecerem).
Análise de Campos de Força
A análise de Campos de Força é uma ferramenta que irá lhe ajudar a identificar as forças que vão ajudar ou atrapalhar as mudanças que você está planejando. De posse dessas informações, podemos fazer um planejamento para controlar as forças favoráveis e minimizar as forças negativas ou de resistência. Isso aumenta a probabilidade de sucesso. Como realizá-la? Primeiro passo: defina a situação atual.
Nesse momento, você deve definir em uma frase simples a situação atual que está provocando essa análise, por exemplo: baixa lucratividade.
Segundo passo: defina seu objetivo.
Usando mais uma vez nosso exemplo, se a situação atual se caracteriza por “baixa lucratividade”, é aceitável admitir que nosso objetivo seja, por exemplo: alta lucratividade.

147
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Terceiro passo: Faça um Brainstorming (capítulo 12) sobre as forças que irão impulsionar seu processo.
Imagem 10.2 – Brainstorming sobre as Forças Motivadoras.
Quarto passo: Faça um Brainstorming (capítulo 12) sobre as forças contrárias que podem impedi-lo de atingir seu objetivo. É conveniente abranger as forças motivadoras quando estiver fazendo o Brainstorming sobre as forças de resistência. Isso irá desencorajá-lo de simplesmente relacionar as forças contrárias.
Imagem 10.3 – Brainstorming sobre as Forças Contrárias.

148
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Um método mais sofisticado para identificar as forças é usar uma escala (forte e fraco) em cada lado e desenhar as setas em proporção a sua força. Isso evita a armadilha de considerar as forças igualmente. Quinto passo: analise as forças.
Defina quais vão exercer maior impacto. É conveniente concentrar-se na redução das forças de resistência, uma vez que isso permitirá que os elementos motivadores existentes o impulsionem mais depressa.
Sexto passo: desenvolva um plano de ação.
Você precisará desenvolver um plano para lidar com as principais forças que forem identificadas.
Utilização Reduzir as forças contrárias pode se mais eficaz que aumentar as forças motivadoras. A análise de campo de força é uma maneira simples mas rápida de analisar as forças que vão ajudar ou prejudicar seu sucesso, no sentido de identificar prioridades para a ação. Ela pode ser muito poderosa para converter uma situação negativa em algo mais positivo.
Exercício de Reflexão
Vamos pensar um pouco em nossa vida pessoal. Quantas vezes tentamos modificar uma situação e tudo morre na intenção (só para exemplo, o que têm sido das suas “promessas de ano novo”?). Pare por um momento e pense em uma promessa recorrente que você tenha feito, e que ainda não tenha conseguido cumprir, e a escreva abaixo. Promessa:
Agora, utilizando a ferramenta de “Análise de Campo de Força”, identifique as forças motivadoras e as forças contrárias a realização do seu objetivo. Essas forças nem sempre vêm de fora, e são obstáculos internos que temos de vencer. Provavelmente você irá se surpreender com a quantidade de forças contrárias que você ignorou na hora de fazer sua promessa.

149
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Estabelecimento de Metas
Na ferramenta anterior, utilizamos um exemplo no qual a situação atual enfrentada era baixa lucratividade, e a meta da empresa era a alta lucratividade. Nessa ferramenta, nosso objetivo será identificar essa meta de uma maneira bem planejada, para que ela vá além de uma simples intenção. Essa ferramenta oferece um mecanismo para que você defina suas metas e as converta em ação. Como estabelecer as metas? Primeiro passo:
Considere cada meta em sua visão de futuro. Segundo passo:
Descreva em uma frase como cada uma delas é diferente da realidade atual. Acrescente um verbo para convertê-la de verdade em uma meta.
Terceiro passo:
Você acabou de definir o que quer alcançar. Agora pode continuar a definir objetivos que serão os meios de alcançar suas metas. Por exemplo:
Setor Meta Objetivos
Produção
Diminuir em 10% o tempo de fabricação da
peça X.
Realizar manutenção em todas as máquinas em até 30 dias.
Treinar os operadores.
Quarto passo:
Agora você está pronto para fazer um plano de ação detalhado para cada um dos objetivos que identificou, dentro do período de tempo que esteja trabalhando (03, 06, 12 meses – você escolhe).
150
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Quinto passo: Para cada objetivo, complete o seguinte plano de ação.
OBJETIVO:
Data para conclusão: Benefícios esperados:
Estes são os obstáculos ou forças contrárias que vou encontrar e vou enfrentá-los da seguinte maneira:
1. _____________________________________________________________
2. _____________________________________________________________
3. _____________________________________________________________ Essas são as etapas que vou superar para atingir minha meta (com a respectiva descrição de como elas serão superadas).
1. _____________________________________________________________
2. _____________________________________________________________
3. _____________________________________________________________
4. _____________________________________________________________
Utilização A intenção, somente, não leva ninguém a lugar nenhum. A tradução dessas intenções em metas, objetivos e ações é o que os torna reais. Essa ferramenta apresenta, de forma simples, um método para você dar esse passo essencial.

151
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Exercício de Reflexão
Voltando a promessa do exercício anterior. Você já analisou as forças motivadoras e as forças contrárias que levaram você a não alcançar o seu objetivo não é mesmo? Então vamos transformar essa promessa em uma meta, conforme o que acabamos de ver. 1. Defina o setor no qual sua meta se encaixa (Saúde? Educação? Família?) e escreva sua meta de maneira adequada, identificando os objetivos que levarão você a alcançar essa meta. Setor Meta Objetivos
1. ___________________ _____________________ _____________________ 2. ___________________ _____________________ _____________________ 3. ___________________ _____________________ _____________________
2. Agora preencha a descrição detalhada para cada objetivo, conforme a relação a seguir. Objetivo:
Data para conclusão: Benefícios esperados:
Estes são os obstáculos ou forças contrárias que vou encontrar e vou enfrentá-los da seguinte maneira:
1. ______________________________________________________________
2. ______________________________________________________________
3. ______________________________________________________________

152
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Essas são as etapas que vou superar para atingir minha meta (com a respectiva descrição de como elas serão superadas).
1. ______________________________________________________________
2. ______________________________________________________________
3. ______________________________________________________________
4. ______________________________________________________________
Desdobramento da Função Qualidade
Essa ferramenta também é conhecida como “Diagrama em Matriz”. Uma matriz (ou tabela) é uma maneira de representar grandes quantidades de dados. As matrizes também podem ser usadas para mostrar a presença ou ausência de relações entre pares de elementos/conjuntos de dados. Como utilizar? Primeiro passo: identifique os dados a serem representados. Segundo passo: Crie um formato de matriz adequado. Terceiro passo: indicar relações entre pares de dados (se for esse o objetivo da matriz).
Imagem 10.4 – Exemplo de diagrama em matriz.

153
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
A seguir, apresentamos o uso de uma matriz para desenvolver planos para melhorar determinados avanços num esporte. Exemplo:
Meta – aperfeiçoar o jogo de golfe.
Imagem 10.5 – Exemplo de diagrama em matriz, utilizado para acompanhar uma meta.
Utilização Essa ferramenta é uma maneira muito eficaz de identificar prioridades e relações entre variáveis e também de dispor grandes volumes de informações relacionadas.
Exercício de Reflexão
Para finalizar esse módulo, vamos repassar todas as ferramentas que já vimos, utilizando o nosso trabalho como referência. Vamos lá: 1. Selecione uma situação atual na sua área de trabalho que não corresponde ao que você gostaria que ela fosse. Você consegue definir o problema em uma frase simples? Consegue definir também em uma frase o estado ideal? Então identifique abaixo essa situação inadequada ou problema, e também a situação como você gostaria que ela fosse.

154
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
2. Agora que você já identificou a solução que deseja encontrar, vamos fazer um Brainstorming para identificar as forças motivadoras, e as forças contrárias que estão presentes para manter a situação como está. Escreve abaixo o que lhe vier à cabeça. Se preferir, converse com um colega para ter certeza que pensou em todas as forças envolvidas.
3. Agora é hora de pensar em como você vai lidar com cada uma das forças contrárias a mudança e a melhoria da situação atual. É também hora de pensar em como você vai fazer para manter as forças motivadoras do seu lado. Para cada item levantado acima, relacione quais serão os seus planos para manter, ou trabalhar para minimizar a força envolvida.
Força – Motivadora ou Contrária. Ação que será realizada para mantê-la ou neutralizá-la.

155
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
4. Agora é hora de colocar a sua meta por escrito, detalhe por detalhe. Siga o modelo abaixo para se orientar, mas o ideal é que você escreva isso numa folha a parte, que possa ser visualizada por todos os envolvidos. Objetivo:
Data para conclusão: Benefícios esperados:
Estes são os obstáculos ou forças contrárias que vou encontrar e vou enfrentá-los da seguinte maneira:
1. ______________________________________________________________
2. ______________________________________________________________
3. ______________________________________________________________ Essas são as etapas que vou superar para atingir minha meta (com a respectiva descrição de como elas serão superadas).
1. ______________________________________________________________
2. ______________________________________________________________
3. ______________________________________________________________
4. ______________________________________________________________ 5. Agora que você já tem tudo planejado, é hora de colocar isso tudo numa forma visual que possa ser acompanhada por você de maneira prática. Para isso, é bom pensar em um “Diagrama em Matriz”. Lembre-se que ele não tem uma estrutura pré-definida: ele deverá ser pensado de acordo com a sua meta. Vamos lá e mãos a obra.

156
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha

157
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Capítulo 12: Auto-análise.
Introdução
A auto-análise é uma das principais preocupações em qualquer mecanismo de realimentação ou feedback. As empresas precisam entender onde elas se situam para que possam comparar o seu desempenho com as demais empresas do setor. A auditoria, marcos de excelência e custos da qualidade podem estar no escopo da empresa. O modo de falhas e análise de efeitos e o senso comum são geralmente aplicados a um único produto. O senso comum opera bem em níveis de montagem, item ou unidade relativamente simples. O 5W1H é uma técnica útil em quase todas as situações e a qualquer hora. Auditoria (revisão pré-conclusão)
A auditoria, ou revisão pré-conclusão, tem como finalidade identificar o andamento de um determinado projeto e/ou processo. Seu objetivo é identificar se a equipe cumpriu o compromisso e, portanto se o objetivo foi cumprido da melhor forma possível. Quando a execução do planejamento feito anteriormente ocorre de acordo com o planejado, a etapa seguinte é auditar esse planejamento para verificar o que correu bem, o que pode ser melhorado e o que deve ser modificado. Essa análise inclui:
Análise junto aos envolvidos no planejamento sobre os resultados alcançados em relação aos objetivos previstos.
Definição das questões relativas ao encaminhamento das mudanças e sua adoção futura.
Analise da eficiência e da eficácia dos principais processos durante o projeto. Discussão sobre as providências para conclusão e desfecho do planejamento.
Essa revisão deve ser feita o mais próximo possível da data de conclusão prevista do projeto, mas com tempo suficiente para resolver as eventuais pendências antes da dissolução ou realocação da equipe envolvida. Como auditar? Primeiro passo: prepare um relatório final incluindo ao menos os itens a seguir:
Cópia do estabelecimento de meta. Isso é importante porque quaisquer discussões sobre o resultado do planejamento serão mais facilmente resolvidas se houver um entendimento comum sobre o ponto de partida, isto é, objetivos, metas e competências.

158
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Análise dos resultados em relação aos objetivos.
Devem ser considerados três itens: o O resultado ou o desempenho cumpriu os objetivos propostos? o Isso foi feito dentro dos parâmetros estabelecidos? o Isso foi feito dentro dos prazos estabelecidos?
Análise de desvios.
Devem ser identificados os motivos importantes para se chegar a um resultado acima ou abaixo do pretendido.
Ações corretivas.
Se a equipe teve de tomar alguma providência para manter o planejamento dentro do cronograma, ou se teve de sair do que foi planejado, isso deve ser completamente explicado juntamente com as eventuais implicações financeiras.
Desempenho ou situação atual. O conteúdo será ditado principalmente pela oportunidade da revisão, por exemplo, em relação à prestação de contas a terceiros para efeito do gerenciamento diário do que quer que a equipe de planejamento fosse responsável por produzir.
Acompanhamento contínuo dos progressos. Especialmente no caso de planejamentos cujos resultados refinam-se ao aprimoramento de processos, é extremamente importante que toda a equipe de projeto tenha levado em consideração:
o Como o desempenho do novo processo, ou do processo aprimorado, possa ser acompanhado diariamente;
o Como os benefícios e economias possam ser apontados e acompanhados depois que a equipe de dissolver.
Entre outras práticas, está irá auxiliar quaisquer avaliações subseqüentes dos benefícios de um programa de aprimoramento.
Avaliação de problemas ou riscos potenciais.
Se for conveniente, o responsável pela solicitação do planejamento deve ser esclarecido sobre o que poderia colocar a contribuição ou os resultados da equipe em perigo.
Acordo sobre a entrega.
Se for o caso, este aspecto deverá ser descrito. O contratante do projeto precisará ser informado de que, assim que a equipe do projeto sair de cena, o novo processo, facilidade ou o que for, será gerenciado adequadamente.
Itens opcionais. o Conclusão: proposta de acordo de conclusão; incluindo a comunicação
a terceiros; o Análise do processo do projeto: este item será analisado em maiores
detalhes na revisão pós-conclusão. Segundo passo: no final dos passos, é apresentado um modelo de formulário para a organização dessas informações num formato simples e claro.

159
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Terceiro passo: defina se o relatório deve ou não ser apresentado pela equipe. Quarto passo: agende uma reunião com o responsável pela solicitação do planejamento para revisar o relatório. Quinto passo: execute todas as questões levantadas na reunião. Utilização. A auditoria serve para resolver todos os pontos indefinidos, analisar o sucesso ou o fracasso do planejamento e identificar o que resta a ser feito.
Exercício de Reflexão
Se você realizou todos os capítulos dessa cartilha na ordem correta, a essa altura você já deve ter listado alguns objetivos a serem perseguidos. Agora é a hora de fazer a auditoria deles. Objetivo escolhido para auditoria:
Lembre-se de seguir o passo a passo acima, e planeje todos os passos que precisam ser realizados – mesmo que você ainda não tenha chegado ao ponto de auditar o processo.
Marcos de Excelência
A função dos marcos de excelência é analisar o desempenho da empresa em relação ao seu mercado e ramo de atuação. Pensar a respeito da situação da empresa pode resultar em uma mudança significativa. Os meios de auxílio podem ser tanto internos quanto externos, e podemos comparar a empresa tanto com competidores diretos quanto indiretos. Como realizar? Primeiro passo: forme uma equipe multidisciplinar para analisar o estado atual da empresa.
O esforço pode pedir a utilização de uma central facilitadora na qual os departamentos possam se reportar. O objetivo dessa central é dividir a informação, e não apenas armazená-la.

160
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Segundo passo: selecione um critério. Liderança, informação e análise estratégica do planejamento da qualidade,
utilização de recursos humanos, segurança da qualidade dos produtos e serviços, resultados da qualidade e satisfação do cliente.
Terceiro passo: colete os dados de sua empresa e de outras, analise os dados, prepare um plano de ação e o implemente. Quarto passo: Implemente os novos procedimentos dando tempo para que eles “sedimentem”. Meça o efeito de todas as mudanças.
Johnson Edosomwan propôs um modelo de quatro estágios, apresentados a seguir, que integram os esforços do planejamento estratégico das melhorias.
Estágio 01: preste atenção ao que o cliente diz. o Identifique necessidades e desejos. o Obtenha da área de Marketing informações sobre a percepção dos
clientes a respeito dos produtos e serviços. o Traduza as necessidades e os desejos em requisitos de produtos e
serviços.
Estágio 02: Avalie a eficiência dos mecanismos utilizados com intuito de satisfazer os requisitos de satisfação do cliente.
o Enfoque sobre as características dos produtos, serviços e processos.
o Especifique os requisitos por meio das necessidades operacionais.
Estágio 03: Analise os requisitos do cliente e as informações de mercado e sintetize os dados relevantes.
o Desenvolva os inter-relacionamentos entre as características de produtos e serviços.
o Selecione os requisitos que descrevem as necessidades do cliente.
Estágio 04: Desenvolva as características dos produtos e serviços e as medidas técnicas que satisfazem os requisitos do cliente.
o Revise as especificações finais com as equipes de desenvolvimento. o Implemente as especificações recomendadas dos produtos e
serviços.
(BROCKA, 1994)
Modo de falhas e análise de efeitos (FMEA)
O modo de falhas e análise de defeitos (FMEA) coleta formalmente as informações, considerando as peças possíveis; componentes, montagens e o sistema de modo de falhas e seus efeitos, probabilidades e ações corretivas e preventivas. Ele pode e deve ser feito antes do estágio de projeto e iterativamente, quando revisões dos novos componentes e dados do campo forem acrescentados. As entradas do FMEA podem vir tanto do Brainstorming, das técnicas de grupo e dos diagramas de causa-efeito se o sistema estiver em produção, entradas adicionais podem vir dos resultados da análise estatística do processo.

161
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Como utilizá-la? Primeiro passo: identifique os modos de falha.
Todas as situações em que podem ocorrer falhas devem ser identificadas, e essa identificação deve ser um esforço de uma equipe multifuncional, com participantes de áreas tão distintas quanto: engenharia, manutenção, vendas, atendimento etc.
Segundo passo: colete dados.
Examine os registros históricos das ações de manutenção das máquinas e suas similaridades. Caso contrário, será preciso solicitar esses dados com seus fornecedores – falhas semelhantes podem indicar procedimentos inadequados.
Terceiro passo: classifique as causas, os efeitos e os códigos.
Determine e classifique as causas, os efeitos, a segurança, a probabilidade de ocorrência, o nível críticos e as ações recomendadas. O nível de segurança é subdividido freqüentemente em quatro níveis.
Johnson Edosomwan propôs um modelo de quatro estágios, apresentados a seguir, que integram os esforços do planejamento estratégico das melhorias.
Nível I – Catastrófico. Falha possivelmente resultante em eliminação ou perda total do sistema.
Nível II – Crítico. Falha que pode resultar em danos severos e/ou maiores danos nos bens.
Nível III – Marginal. Falha que pode causar menores estragos, menores danos nos bens ou, por outro lado, atraso ou degradação do sistema.
Nível IV – Menor. Falha que pode resultar na desprogramação da manutenção ou do reparo.
(BROCKA, 1994)
Quarto passo: revise.
Os FMEA dão vida aos documentos. Quando novas informações do campo tornam-se disponíveis, o FMEA deve ser revisado de acordo com elas.

162
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Exercício de Reflexão
Selecione um processo que necessite da utilização do “Modo de falhas e análise de efeitos”. Processo:
Agora, utilizando a ferramenta faça a programação de sua utilização, passo a passo nesse processo. O ideal é que você comece com um procedimento mais simples, para entender o processo de aplicação, e não se perder no passo a passo.
Senso Comum
Também conhecido como “prova do idiota”, o senso comum tem a intenção de garantir que qualquer um possa utilizar um produto ou equipamento, com o mínimo de informação possível. Esse “qualquer um”, pode ser tanto o pessoal da manutenção quanto o consumidor final, tentando prevenir o usuário dos danos decorrentes do mau uso do produto ou de sua destruição. O senso comum pode ser aplicado a qualquer processo, sistema ou produto – um relatório, um manual de instruções; todos eles podem ser vistos sob o senso comum. Como colocá-lo em prática? Primeiro passo: forme um grupo de Brainstorming para criar idéias sobre como um processo ou produto podem ser mal compreendidos. Segundo passo: relate as idéias levantadas pelo Brainstorming através de um diagrama de “causa e efeito”. Verifique se a utilização de outras ferramentas não pode auxiliar no diagnóstico e análise das informações. Terceiro passo: determine quais mudanças serão necessárias agora e quais devem ser atrasadas ou acrescentadas posteriormente. Implemente-as. Quarto passo: certifique-se de que as mudanças serão realizadas apropriadamente, e de que modificações posteriores serão necessárias.
Dica: incorpore uma sessão de “senso comum” no processo formal do projeto. Isso poderá fazer com que muitas falhas e necessidades de melhoria sejam detectadas em tempo hábil para serem corrigidas.
163
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Custos da Qualidade.
Os custos da qualidade oferecem uma maneira de identificar os custos e benefícios atrelados a um programa de qualidade. Refugos, retrabalhos e outros – todos acabam contribuindo para o alto custo da qualidade. Para termos um exemplo de outra indústria, o custo da qualidade da indústria automobilística japonesa está em torno de 5% a 15%. Existe, é claro, uma grande vantagem com a redução do custo da qualidade – aumentando, em conseqüência, a qualidade do produto ou serviço. O simples rastreamento dos custos da qualidade não será capaz de reduzi-lo, mas pode mostrar áreas onde um maior retorno de investimento poderá ser conseguido. Determinar os custos da qualidade pode ocasionar a coleta de dados e auditoria. A análise dos custos da qualidade pode requerer marcos de excelência. Como determinar os custos? Primeiro passo: identifique os custos da qualidade.
O custo da qualidade pode ser dividido em quatro segmentos: 1. Custos de prevenção; 2. Custos estimados; 3. Custos das falhas internas; e 4. Custos das falhas externas.
Os dois primeiros são considerados custos de controle, e os dois últimos, custos de controle e falhas. Enquanto os custos de prevenção e estimados são altos, os custos devidos a falhas podem ser catastróficos.
Segundo passo: Desenvolva e implemente um método para coletar dados de maneira regular.
Observe os custos intangíveis e indiretos que costuma não ser percebidos em um primeiro momento, por exemplo: perda de clientes por má publicidade, qualidade de nossos fornecedores e maquinaria.
Terceiro passo: identifique as áreas com custos mais altos, e depois identifique causas e soluções.
Compare os custos tendo por base itens como: trabalho direto, valor agregado, ou qualquer tipo de base que faça sentido. Devido a análise por diferentes áreas, deslocamentos e similares. Esteja precavido contra variações sazonais ou diárias que possam parecer naturais a seu negócio.
Quarto passo: Implemente as soluções. Esteja pronto para estabelecer um mecanismo de realimentação (feedback). Fixar-se em um problema pode revelar outros, ou a solução pode não funcionar.

164
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Quinto passo: Transforme a monitoração dos custos da Qualidade em uma tarefa contínua, e tente sempre identificar maneiras de reduzi-lo.
Importante: reduzir o custo da qualidade pode, paradoxalmente requerer gastos adicionais em treinamento, equipamentos ou outros métodos preventivos ou estimativos.
5W1H
O 5W1H (do inglês “What, Where, When, Why, Who e How” ou “O que? Onde? Quando? Quem? Por quê? e Como?) são os termos mais martelados nos primeiros cursos de jornalismo. E não é para menos: conhecendo cada um desses itens em relação a qualquer assunto, podemos ter um amplo panorama de qualquer situação e entender até mesmo alguns dos motivos que nos levaram a elas. A seguir, mostraremos uma série de questões vinculadas a cada item, que podem ajudar você a ter uma visão muito mais clara do seu problema. Who? (Quem?)
Quem deve fazer isso? Quem não deve fazer isso? Quem deveria fazer isso? Quem deveria participar?
What? (O quê?)
O que tem sido feito? O que deveríamos fazer? O que acontecerá se não fizermos? O que mais pode ser feito? O que fizemos a menos e que temos que refazer? O que podemos fazer agora, nesta semana, neste ano?
Where? (Onde?)
Onde fazer isso? Onde não fazer isso? Onde deveria ser feito isso? Fazer aqui ou contratar fora?
When (Quando?)
Quando vai chegar? Quando deveria chegar? Quando deveria chegar então? Quando haverá disponibilidade?

165
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Why? (Por quê?) Por que este é o nosso trabalho? Por que não é este o nosso trabalho? Por que fazer desta maneira? Por que fazer aqui? Ou lá? Por que fazer agora?
How? (Como?)
Como fazer isto? Com que freqüência? Como podemos melhorar? Como podemos fazer diferente?
Exercício de Reflexão
O modelo 5W1H é ótimo também para a documentação de processos e atividades do dia-a-dia, além de planejamento de ações como eventos, por exemplo. 01. Saindo um pouco da sua rotina de trabalho, vamos imaginar que você tem um filho de 05 anos, que faz aniversário na semana seguinte. Utilizando a ferramenta de 5W1H, tente identificar todas as questões que precisam ser respondidas para saber tudo o que precisa ser preparado para a festa.
Who? (Quem?)
What? (O quê?)
Where? (Onde?)
When (Quando?)
Why? (Por quê?)
How? (Como?)
Agora, aproveite para documentar no mesmo formato alguns dos seus processos rotineiros – aqueles que deixam seus colegas de cabelo em pé toda vez que você falta ao trabalho.

166
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha

167
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Capítulo 13: Técnicas de Grupo.
Introdução
Trabalhar em grupo é bom quando existem várias pessoas que podem trazer ao conjunto novas perspectivas para lidar com um problema, mas não tantas que inibam alguns membros de participarem. Esse número ideal de membros gira em torno de 04 a 08 membros. A participação em grupos deve ser voluntária, com regras claras e prazo de término determinado. Facilitadores ou conselheiros de grupos são papéis fundamentais na implementação adequada das ferramentas. Esses facilitadores devem ser bem treinados em comportamento de pequenos grupos, direcionando esses grupos para o sucesso. Brainstorming
O Brainstorming é uma técnica que estimula o pensamento criativo e a geração de idéias. Evitam-se a análise e a avaliação nos primeiros estágios da prática para garantir que sejam apresentadas idéias radicais e diferentes. Como você deve começar? Primeiro passo: crie um grupo de Brainstorming. No caso de um brainstorming para resolução de um determinado problema ou melhoria de um processo, é aconselhável formar um grupo com todas as pessoas envolvidas na atividade, independente de seu nível de envolvimento ou tempo de envolvimento – quanto mais visões diferentes sobre uma mesmo assunto, melhor. Segundo passo: indicar um secretário e, se for o caso, alguém para controlar o tempo. Terceiro passo: explicar o objetivo da reunião e as regras. Apresente o assunto a ser explorado. Escreva o assunto no alto do quadro de anotações. Quarto passo: defina o tempo de duração do brainstorming e o tempo para analisar os resultados – de 5 a 20 minutos normalmente é suficiente para gerar idéias, mas os brainstormings podem durar até horas.

168
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Quinto passo: defina as regras básicas.
Regras básicas para um brainstorming
Não fazer críticas. É imprescindível para que sejam vencidas as barreiras ao pensamento criativo.
Encorajar idéias exóticas. Todas as idéias são aceitáveis.
Insistir na criatividade. Gere o maior número possível de idéias.
Pegar caronas. Acumule, acrescente e combine idéias.
Anotar todas as idéias. O secretário não deve corrigir nem interpretar as idéias.
Incubação. Dar um tempo para reflexão sobre as idéias anotadas geralmente estimula novos pensamentos.
Sexto passo: dê início à produção de idéias – assegure-se de que as idéias fiquem à vista de todo o grupo. Percorra toda a equipe na seqüência para garantir que todos estejam envolvidos. As pessoas podem “passar” se não tiverem nada a acrescentar. Sétimo passo: o secretário não deve abreviar ou interpretar as idéias. É importante captar as idéias exatamente com são expressada. Oitavo passo: depois de obter um determinado número de idéias, vocês podem avaliar sua utilidade em relação ao objetivo proposto. Nessa etapa, podem-se aplicar o raciocínio analítico e técnicas de análise (como o diagrama de causa e efeito, por exemplo). Utilização. O Brainstorming constitui uma maneira disciplinada (ainda que divertida) de envolver as pessoas na geração de novas idéias, de modo que possam ser questionados pressupostos e paradigmas estabelecidos.
Exercício de Reflexão
Existe alguma situação na empresa que esteja “travada” por falta de pensar a respeito dela com novas idéias? Em caso positivo, deixe-a registrada logo abaixo: Situação/problema:
Agora antes de passar para a próxima tarefa, junte pessoas relacionadas à tarefa e faça um Brainstorming de alguns minutos. Se você for o único relacionada a essa “situação/problema”, não se intimide: separe alguns minutos isolado dos demais e faça um Brainstorming.

169
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Técnica de Delphi
A Técnica de Delphi é muito útil na obtenção de consenso. Ela permite que um grupo de pessoas chegue a uma decisão por acordo, de maneira estruturada e oportuna. Esse método envolve votação individual dentro de um critério definido, mas é muito mais do que simplesmente isso, uma vez que um consenso requer aceitação unânime e apoio para a solução escolhida. Como utilizá-la? Primeiro passo: explique a necessidade de uma decisão.
Analisar as circunstâncias que levam à necessidade de tomar uma decisão. Assegurar que todos compreendam a necessidade.
Segundo passo: faça um brainstorming sobre idéias/alternativas.
Usar as regras básicas do brainstorming, anotar idéias/soluções/alternativas. Terceiro passo: verifique o entendimento.
Assegure-se de que todos os presentes entendam todas as contribuições. Quarto passo: defina os critérios para a tomada de decisão.
Defina os critérios que serão usados para a contagem dos votos; por exemplo, melhora nos serviços, custos menores, desenvolvimento de pessoal, satisfação pessoal.
Quinto passo: determine o número de votos.
Dê um número de votos razoável a cada integrante do grupo (por exemplo – dez idéias, dois ou três votos). Defina o número máximo de votos que um integrante pode dar a cada idéia. Uma maneira de decidir isso é contar o número e opções e multiplicá-lo por 0,2 para obter o número de votos. (Isso assegura que a votação siga o princípio de Pareto).
Sexto passo: aloque os votos.
Peça para cada integrante do grupo para alocar votos a suas soluções preferidas, seja declarando-os em voz alta, seja aproximando-se do quadro e fazendo uma marca. Identifique as soluções com o maior número de votos. Se necessário, repita o processo, destinando votos apenas para as soluções escolhidas.
Como alternativa à votação, onde haja um pequeno número de opções pode-se pedir aos participantes para classificá-las em ordem de preferência ou prioridade (“1” para a mais baixa). Essas classificações são, depois, totalizadas. As opções com pontuação mais elevada serão preferidas. (Esse método costuma ser chamado de técnica de nomeação de grupo).
Sétimo passo: verifique a viabilidade prática.
Analise os resultados: verifique se as soluções escolhidas ou áreas a serem trabalhadas são viáveis e realistas e se outras são menos adequadas.

170
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Exemplo:
Possíveis razões para a alta rotatividade de pessoal (identificadas
em brainstorming)
Resultado da obtenção de consenso (resultado de 6 participantes com dois
votos cada um)
Índices de aumento de salário I
Condições de trabalho 0
Pouca perspectiva de promoção I
Estilo de administração IIII
Mercadoria de trabalho competitivo II
Recrutamento deficiente III
Oitavo passo: procure consenso.
Peça a cada integrante para definir seu consentimento à solução ou às soluções escolhidas. Se não for fácil consegui-lo, é importante examinar as razões apresentadas e, depois, reavaliar a decisão ou atender às preocupações. De outra maneira, isso pode degenerar num processo de classificação e não chegar à obtenção do consenso.
Importante: Lembre-se de que acordo pela maioria não é consenso. Todos têm de aceitar a decisão aprovada.
No exemplo dado, o estilo de administração e o recrutamento deficiente
aparecem com os motivos mais prováveis para a alta rotatividade de pessoal na visão dos participantes. Esses itens podem muito bem estar ligados.
A próxima etapa seria examinar exatamente o que quer dizer com “estilo de
administração”. Se fosse feita uma classificação em vez de votação, os resultados seriam:
Possíveis Razões Classificação Individual
Pontos Classificação
da Equipe 1 2 3 4 5 6
Índices de aumento de salário 2 6 1 3 1 1 14 4
Condições de trabalho 1 2 2 2 2 3 12 6
Pouca perspectiva de promoção 3 1 3 1 3 2 13 5
Estilo de Administração 5 4 6 6 6 5 32 1
Mercado de Trabalho Competitivo 4 3 4 5 4 4 24 3
Recrutamento Deficiente 6 5 5 4 5 6 31 2
Utilização. Essa ferramenta permite que cada integrante do grupo:
Contribua de maneira significativa para a tomada de decisões. Compreenda claramente o ponto de vista dos demais integrantes da equipe.
Com o resultado de que:
O ponto de vista escolhido terá um grau elevado de aceitação e envolvimento por parte de todos.

171
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
A obtenção do consenso acelera a tomada de decisão por organizar o processo segundo uma estrutura, mas este método não deve ser usado puramente como um sistema de votação sem discussão.
Exercício de Reflexão
Identifique uma situação em sua empresa que necessite de consenso entre os envolvidos. Situação/problema:
Agora siga o passo a passo previsto na ferramenta para alcançar o consenso entre as partes.

172
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Técnica de Nomeação de Grupo
A Técnica de Nomeação de Grupo, ou TNG, possui menos aplicações que o Brainstorming, por exemplo, mas permite que todos os participantes dêem sua opinião. Ela é bem parecida com a Técnica de Delphi nessa parte, mas enquanto a Técnica de Delphi é direcionada para a visão de especialistas e de personalidades fortes que dificultam o consenso, a técnica de nomeação de grupo acaba sendo uma ferramenta para “dar voz” a toda equipe, sem a exposição às vezes constrangedora e inibidora do Brainstorming. Como realizá-la? Primeiro passo: hora de gerar idéias.
Uma das pessoas presentes será escolhida como facilitador, o responsável por organizar a equipe, apresentar o problema ou questão e fornecer as instruções. A equipe silenciosamente gera idéias por um período de aproximadamente 5 a 15 minutos. Não deve ser permitido sair da sala, como forma de pressão para aqueles que ainda não terminaram e para evitar a distração daqueles que necessitam de mais tempo.
Segundo passo: apresentação das idéias.
O facilitador recolhe as idéias de uma só vez e as expõe a todo grupo em uma parede, lousa ou flip-chart – nenhuma discussão deve ser feita nesse momento.
Terceiro passo: discuta as idéias.
Nesse momento, primeiro eliminam-se as idéias que por ventura estejam duplicadas. Depois, cada uma delas é deixada clara com uma pequena explanação, para ter certeza que todos os participantes compreenderam o conceito daquela idéia.
Após todos estarem certos de quais são as idéias, a discussão dos prós e dos contras de cada iniciativa pode ser feita.
Importante: O facilitador deve estar sempre atento em relação às personalidades fortes que tentam dominar a discussão. Se necessário, é melhor interromper a discussão e realizar uma votação.
Quarto passo: estabeleça prioridades e tome uma decisão. Nesse momento, primeiro eliminam-se as idéias que por ventura estejam duplicadas. Depois, cada uma delas é deixada clara com uma pequena

173
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Círculo da Qualidade
Os círculos da qualidade, também conhecidos como construção de equipes ou equipes de CQT, são um pequeno grupo ou equipe composto por empregados que se encontram de maneira regular para identificar problemas relacionados com a qualidade em seus trabalhos e geram soluções possíveis para esses problemas. Como realizá-lo? Primeiro passo: apresente o treinamento.
Não importa o setor de origem, o treinamento deve ser realizado com todos os empregados que irão atuar no Círculo de Qualidade.
Segundo passo: selecione os participantes.
O número de participantes deve estar limitado entre 05 e 15 integrantes, e preferencialmente de adesão voluntária; sendo que o número ideal gira entre 06 e 09 participantes.
Importante: Os voluntários podem deixar o grupo a qualquer momento. O gerente não deve ser um membro.
Terceiro passo: selecione um facilitador.
O facilitador deve ser selecionado dentro de um grupo, e talvez deva periodicamente ser substituído. Teoricamente, deve ser um facilitador dedicado que trabalhe em vários círculos.
Quarto passo: comece pequeno.
No início, um círculo de qualidade por empresa é suficiente – ainda mais se a empresa for pequena. Concentre-se nas melhorias em um setor, e depois expanda para os próximos.
Quinto passo: atue sobre os resultados.
Escute o resultado das equipes – sem apoio dos supervisores, as melhorias não vão para a frente.
Sexto passo: análise e dê feedback.
Após um período de tempo que pode variar de 06 meses a 01 ano, reexamine a estrutura do círculo. Verifique se sua existência ainda é útil e capaz de trazer melhorias, ou se acabou se tornando uma camada de burocracia desnecessária.
“Não permita que os Círculos da Qualidade degenerem em um “Círculo do Empurrão”, onde muito pouco é completado. Questione os indivíduos separadamente em relação ao progresso. Faça questões específicas. Esteja preparado para atuar de imediato sobre quaisquer decisões que o grupo direcionar”.
(BROCKA, 1994)

174
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Exercício de Reflexão
Para a implementação de Boas Práticas, melhorias significativas devem ser realizadas em todos os processos. A seguir, identifique os setores e os grupos que PODERIAM ser formados para criar novos procedimentos. Lembre-se que, a adesão a esses grupos deve ser VOLUNTÁRIA. A função desse exercício é apenas entender como funcionaria uma organização IDEAL dos grupos. Setor: Participantes:
Setor: Participantes:

175
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Capítulo 14: Ferramentas Estatísticas.
Introdução
O objetivo desse capítulo é informar àqueles não familiarizados com as aplicações estatísticas onde essas ferramentas se encaixam e como podem ser utilizadas no dia-a-dia. Seja qual for o seu trabalho dentro da empresa, examine as ferramentas que estão aqui e veja como podem ser integradas em sua organização. Com exceção da “Análise de Pareto”, que é de fácil entendimento e utilização, não pretendemos nos aprofundar na utilização de fórmulas matemáticas estatísticas. Para isso, existem outros materiais mais específicos e mais completos. Ferramentas estatísticas existem para coletar dados e ver sua significação – sem coleta de dados as ferramentas não possuirão nenhum valor. Uma vez que você tenha decidido que ferramenta utilizar, tome uma direção a respeito do seu uso e leia mais a seu respeito nos materiais especializados. Medidas estatísticas e amostragem
A estatística é capaz de mostrar de maneira simples e rápida o resultado de um processo sem ter que usar modelos muito complexos. Infelizmente, os modelos estatísticos normalmente podem gerar má interpretação. No entanto, quanto utilizada de maneira correta e com atenção aos detalhes, a estatística não “mente”. As estatísticas são baseadas em dados acumulados de medidas. Em geral, quanto mais, melhor (formar a qualidade dos dados é importante), mas também podemos encontrar um ponto de acomodação – mais 01 ou mais 100 acrescentarão muito pouco ao nosso entendimento. Isto ajuda a determinar um tamanho de amostra apropriado – ou seja, o número de dados a serem coletados para alcançar uma dada medida que faça com que nossas estatísticas estejam dentro de certa faixa de realidade. Estatística descritiva. Para entender o que os dados nos informam, é preciso visualizá-los em um gráfico. Essa exibição dos dados deve dispor os valores ao longo do eixo horizontal e o número de ocorrências no eixo vertical. Outra forma de exibir os dados é cumulativamente mostrando os valores ao longo do eixo horizontal e o número acumulado de ocorrências ao longo do eixo vertical. É muito útil você ter uma forma de distribuição, desde que seja capaz de descrever o formato utilizando o mínimo de medidas possíveis. Esta é a utilidade da estatística descritiva. Em vez de tentar fazer correspondências e comparar as forma dos gráficos, nós podemos comparar medidas descritivas. Uma medida é uma tendência

176
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
central, a qual indica onde muitas das observações ocorrem, e outra é a de como os dados se espalham e qual a medida desta dispersão.
Medidas da tendência central. As medidas da tendência central tentam determinar justamente onde o “meio” das observações se assenta. Esse meio tem normalmente três formas para ser encontrado: média aritmética, mediana e o modo.
Medidas de dispersão. A dispersão mede a variabilidade ou o espelhamento dos valores em uma série de dados. Por isso, a dispersão é a inimiga do controle de qualidade.
Amostragem. A amostragem prevê o funcionamento do todo com base em uma parcela menor dele, requerendo pouco trabalha e podendo ser feita com base em uma parcela menor dele, requerendo pouco trabalho e podendo ser feita com base na informação que diz respeito a uma grande quantidade de itens. É claro que há a possibilidade de ela ser utilizada de maneira duvidosa. O caminho mais fácil para isso é não possuir uma amostragem aleatória. Tomar uma amostragem com elementos adjacentes conduzirá a uma amostragem não-aleatória.
Dicas: Se o seu problema está complicado, procure o conselho de um profissional
em estatística. A estatística pode tornar-se mais complicada em situações da vida real.
Observe o significado físico de todas as medidas. Elas fazem sentido? Por exemplo, o desvio padrão não deve exceder a faixa; a média deve também estar dentro da faixa.
Utilizar o controle do processo em vez da amostragem se possível. Muitas inovações na fabricação têm sido conseguidas por meio da inspeção contínua e dos diagnósticos do sistema.
(BROCKA, 1994)
Cartas de Controle
Também conhecidas como “cartas de shwebart”, as cartas de controle fornecem um gráfico para determinar quando um determinado processo está sendo executado dentro dos parâmetros aceitáveis ou não. Existem dois tipos mais comuns de cartas de controle:
Cartas de atributos – são baseadas em características não prontamente mensuráveis: fixa ou não, vai/não vai, lisa/dentada, etc. Estes atributos são algumas vezes chamados de cartas “p”, por rastrear a fração defectiva, denotada por “p”.
Cartas variáveis – são medidas feitas sobre o processo do produto. Essas
estatísticas são rastreadas concorrentemente: x, a média da amostra, e r a faixa da amostra.

177
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Perceba que a carta nos informa se o processo está sob controle ou não, e é muito difícil que ela consiga demonstrar ou considerar as causas fundamentais – para isso, outras técnicas como Brainstorming e Análise de causa e efeito, podem ser necessárias. Freqüentemente, um operador que utiliza uma carta em sua área pode determinar a causa, devido ao caminho pesquisado para obtê-la (isto é, certas causas conduzem a um processo fora de controle nos caminhos característicos, que logo o operador será capaz de reconhecer.
Dicas: Antes da implementação, faça um curso ou leia um livro de Grant ou
Leavenworth. Seus trabalhos são os clássicos da área. Outros trabalhos têm recentemente aplicado as ferramentas do gerenciamento da qualidade com o controle estatístico da qualidade, tais como os de Gitlow, e outros, Ryan ou Pyzdek.
Não imponha os requisitos de Controle Estatístico da Qualidade ou cartas de controle para todos os fornecedores. Alguns fornecedores podem estar operando com todos os itens de uma vez ou com um item por vez. As causas de controle requerem moderação quando se tratar de um alto volume de trabalho.
(BROCKA, 1994)
Projeto de Experimentos
Um experimento é uma abordagem sistemática para adquirir informação, com uma quantidade mínima de coleta de dados (portanto, reduzindo custos) sobre o efeito de uma ou mais variáveis de um processo ou produto. Essa informação é geralmente obtida por amostragem ou técnicas experimentais. É importante definir de maneira clara o propósito e o escopo do experimento antes de iniciá-lo. O propósito pode ser otimizar um processo, determinar a confiabilidade de um sistema ou avaliar os efeitos da variabilidade. Como realizá-lo? Primeiro passo: defina o propósito e o escopo.
Para que possamos obter os dados corretos em relação ao que vai além do nosso experimento, precisamos que o espaço cubra uma operação ou processo completo, de maneira realista. Por exemplo, se a produção de um material de um único lote está sendo realizada, então as conclusões que podemos tirar referem-se apenas a este lote.
Segundo passo: determine as variáveis.
Existem vários tipos de variáveis que podem ser escolhidas: o Variáveis primárias: seus efeitos são avaliados diretamente. o Variáveis de pano de fundo: àquelas que não podem ser (ou não têm
sido escolhidas para ser) mantidas constantes. o Variáveis não-controladas: aparecem quando as condições ambientais
não podem ser controladas, embora possam ser medidas e identificadas.
o Variáveis constantes: são aquelas que são mantidas constantes (temperatura ambiente em uma fábrica, por exemplo).

178
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Terceiro passo: selecione os níveis de cada fator. Quarto passo: selecione o arranjo ortogonal.
O arranjo ortogonal diz respeito a como os dados serão dispostos e agrupados, vertical e horizontalmente, ou seja, em colunas e linhas formando uma tabela e/ou matriz.
Quinto passo: conduza as tentativas e registre as respostas. Sexto passo: calcule os efeitos principais.
Resultados interessantes podem ser obtidos através da realização de uma média entre as ocorrências. Caso o experimento seja amplo, é aconselhável pensar em uma análise mais sofisticada da variância.
Sétimo passo: selecione os parâmetros para melhorá-los. Análise de Pareto
Esta técnica é utilizada para registrar e analisar os dados relacionados a um problema/acontecimento, de forma que possamos destacar áreas, entradas de dados ou questões mais importantes. A Análise de Pareto geralmente revela que um pequeno número de falhas é responsável pela maior parte de custos com qualidade, um fenômeno chamado de “Princípio de Pareto”. Esse padrão também é chamado de “regra 80/20” e se apresenta de diversas maneiras. Por exemplo:
80% das vendas são geradas por 20% de clientes; 80% dos custos com qualidade são causados por 20% dos problemas; 20% das linhas de ações respondem por 80% do valor das ações.
O diagrama de Pareto permite que os dados sejam representados num gráfico de barras e que os principais elementos que contribuem para um problema sejam destacados. Como realizá-lo? Primeiro passo: reúna os fatos sobre o problema, usando folhas de registro ou Brainstorming, dependendo da disponibilidade das informações. Exemplo: redigitação de um texto.
Motivos para a redigitação de um texto N. de vezes
Erros do autor 12
Alterações incorretas 02
Erros de formatação 05
Melhora do conteúdo 15
Desatualização de informações 03

179
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Segundo passo: classifique os elementos que contribuíram para o problema em ordem de freqüência.
Motivos para a redigitação de um texto N. de vezes
Melhora do conteúdo 15
Erros do autor 12
Erros de formatação 05
Desatualização de informações 03
Alterações incorretas 02
Total 37
Terceiro passo: desenhe os valores como um gráfico de barras. Quarto passo: também pode ser conveniente acrescentar uma linha mostrando a porcentagem cumulativa dos erros à medida que cada categoria é acrescentada. Isso ajuda a identificar as categorias que contribuem para 80% do problema. Quinto passo: analise o gráfico – se não estiver óbvia uma combinação 80/20, talvez seja o caso de redefinir suas classificações e voltar ao primeiro e segundo passo. Utilização. A Análise de Pareto é uma ferramenta conveniente para:
Identificar e priorizar áreas de problemas importantes; Separar a “minoria essencial” da “maioria útil” de coisas a fazer. Identificar causas e efeitos importantes.
A técnica costuma ser usada em conjunto com o Brainstorming e a Análise de Causa e Efeito.
Exercício de Reflexão
Nesse capítulo vamos nos restringir a aplicar a Análise de Pareto, que não requer nenhum conhecimento mais profundo em estatística ou gráficos. Para isso, vamos tentar utilizar todo o trabalho que já tivemos por aqui. Nessa unidade 04, você foi apresentado a uma série de ferramentas e exercícios. Em muitos deles, foi necessário fazer o levantamento e coleta de informações não é mesmo? Então retorne ao exercício que mais gostou (ou simplesmente retorne a parte de Brainstorming ou Análise de Causa e Efeito) e aplique o passo a passo da análise de Pareto ao caso identificado. Você irá ficar surpreso em ver que aproximadamente 80% da sua dor de cabeça, vêm de 20% das coisas que você não consegue administrar ou perceber.

180
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha

181
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Gabaritos: Correções dos Exercícios da Apostila.
Capítulo 01
1. Assinale a opção correta:
a. Melhores práticas a serem executadas em uma determinada tarefa, processo ou projeto.
b. Aumento da produtividade. c. Realização e crescimento pessoal. d. A competição em todos os setores. e. Processos.
2. Complete os espaços:
a. Devemos nos basear em uma cultura empresarial voltada para a melhoria
contínua. b. É preciso mudar o foco do resultado para o processo. c. Não podemos sanar o impacto negativo das forças simplesmente com a
adoção de boas práticas. d. As transformações que vemos são dificultadas pelas forças da Competição
global pelas mudanças das tecnologias, no meio ambiente, no contexto social e pelas mudanças na ética de trabalho.
e. As nações anteriormente líderes foram passadas para trás com a industrialização.
3. Palavras-cruzadas:
182
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Capítulo 02
1. Assinale a opção correta:
a. Resistência e Mudança b. Reviste e remove os sistemas de avaliação de resultados c. Modificar determinado comportamento d. Que o gerenciamento da qualidade precisa fazer parte de toda a empresa e. Uma visão estratégica.
2. Ligue os termos aos seus respectivos conceitos. (está na ordem correta). BARREIRAS: Devem ser analisadas de acordo com a seriedade do problema. OUVIR O CLIENTE: Escrita, verbal e não-verbal. COMUNICAÇÃO: Tornou-se tarefa indispensável para a condução de um negócio eficiente. REALIMENTAÇÃO OU FEEDBACK: É fundamental para a aplicação de programas de Boas Práticas. MELHORIA CONTÍNUA: É mais fácil de gerenciar pois utiliza os talentos de cada um 3. Palavras-cruzadas:

183
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Capítulo 03
1. Assinale a opção correta:
a. A borracha Natural (NR). b. Ela consegue ter propriedades semelhantes com uma composição mais
pura. c. Neoprene. d. Uma “carta de vulcanização”. e. Aprovada pelo laboratório.
2. Complete os espaços:
g. Um sistema de qualidade deve ser montado de modo a garantir que qualquer artefato de borracha é obtido usando sempre o mesmo circuito produtivo, devidamente identificado e pormenorizado fase a fase, as mesmas matérias-primas e/ou materiais, independentemente do intervalo de tempo decorrido entre dois lotes de produção sucessivos.
h. Cada matéria-prima deve possuir uma especificação técnica onde deverá
constar a composição química e os valores das propriedades consideradas relevantes para a definição da qualidade dessa matéria-prima.
i. A operação de misturação, seja efetuada em misturador aberto ou em
misturador interno, e embora utilizando matérias-primas corretas, aprovadas e bem pesadas, é capaz, se incorretamente realizada, de introduzir erros que afetem a qualidade pretendida para a mistura de borracha em questão.
j. Nenhuma mistura de borracha pode ser utilizada em qualquer fase do
processo produtivo sem que esteja aprovada pelo laboratório.
k. Quer na fase de calandragem quer na de extrusão, deve existir para todos os produtos uma especificação técnica que contenha alguns parâmetros importantes para a realização correta da respectiva fase de produção.
l. Para a realização da vulcanização, seja esta efetuada em prensa de
compressão ou de injeção, em túnel de micro-ondas ou de ar quente, em banho de sais ou ainda em autoclave, cada artefato deve possuir uma “carta de vulcanização”.

184
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Capítulo 04
1. Assinale a opção correta:
a. Plásticos b. É um composto único de moléculas c. Termoplásticos e termorrígidos d. Adição, condensação e combinação e. Temperatura, pressão, tempo e distância
2. Ligue os termos aos seus respectivos conceitos. (está na ordem correta).
AMORFO OU SEMICRISTALINO: É um material polimérico sintético que quando sujeito à ação de calor, facilmente se deforma. TERMORRÍGIDOS É o processo para moldagem de plásticos como resinas fenólicas, uréias, melaminas e resinas alquilaminas. MOLDAGEM POR SOPRO Quando estão no seu estado sólido, os polímeros podem ter dois tipos de morfologia. TERMOPLÁSTICO Processo de transformação de plásticos utilizados na fabricação de produtos vazados. MOLDAGEM POR TRANSFERÊNCIA Quando aquecidos ficam quebradiços e não podem ser remodelados. Eles não fundem e não oferecem condições para reciclagem. 3. Palavras-cruzadas:

185
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Capítulo 05
1. Assinale a opção correta:
a. As máquinas b. Um operador trabalhe em duas máquinas ao mesmo tempo. c. Alto volume, alta qualidade e minimização de congestionamento. d. Uma linha reta. e. O melhor é automatizar tantas operações quanto possível.
2. Complete os espaços:
a. Se a produção for altamente dependente da mão de obra, quanto mais próximo você estiver de um público qualificado e de valor adequado ao seu orçamento, melhor.
b. Quando criamos a planta de um layout, devemos considerar o que pretendemos realizar.
c. Para utilizar o chão de fábrica de maneira eficaz, o planejamento da construção deve considerar a disposição da maquinaria e se células de produção serão ou não utilizadas.
d. Quanto menor a produtividade, maior o custo-efetivo da operação de produção.
e. Um alto volume de produção requer operações especiais, ou uma linha de produção muito especializada, onde pode ser recomendável a utilização do conceito de célula de manufatura.
3. Palavras-cruzadas:

186
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Capítulo 06
1. Assinale a opção correta:
a. A falta de capital suficiente b. Máquinas com controles computadorizados e equipamentos frágeis c. Dispor de uma sala de ferramentas e/ou departamento de manutenção em uma área separada das instalações d. Custo anual de depreciação e o custo anual de operação e. A margem de contribuição e a margem de lucro.
2. Ligue os termos aos seus respectivos conceitos. (está na ordem correta). FALÊNCIA A causa mais comum deste fator em empresas iniciantes de qualquer gênero é a falta de capital suficiente. CAPITAL Quando vamos determinar o necessário para um equipamento, é preciso considerar custo e não apenas preço. CUSTOS DE OPERAÇÃO Independente do tamanho da empresa eles devem ser calculados para oferecer as bases para o preço de venda. ELETRICIDADE Determinar o seu custo médio pode ser muito complicado devido aos picos de demanda. VALOR HORA Para calculá-lo precisamos do custo anual de depreciação e o custo anual de operação.
3. Palavras-cruzadas:

187
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Capítulo 07
1. Assinale a opção correta:
a. PDCA b. Cultura Corporativa c. Devemos partir para a ação, colocando o planejamento em prática. d. A informação e. Não é preciso ser um líder nato. Esta é uma capacidade que pode ser
aprendida. 2. Marque com (V) para as alternativas que sejam verdadeiras e (F) para falso.
( F ) Nunca convide os fornecedores para participar das sessões de resolução de problemas.
( V ) O planejamento estratégico, também é conhecido como “Planejamento Hoshin”, e é responsável pela definição de uma nova visão na empresa.
( F ) No planejamento estratégico definimos apenas os pontos fortes.
( F ) Usuários: são o que sofrem impacto indireto das mudanças ou esperam alcançar a mudança desejada.
( V ) Examine os esquemas de planejamento da companhia não relacionado com os seus.
3. Palavras-cruzadas:

188
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Capítulo 08
1. Assinale a opção correta:
a. É uma força interna, capaz de levar um indivíduo ao seu objetivo. b. Determinar em que situações o empregado se motiva, e relacioná-las aos
objetivos da empresa. c. Que o empregado sinta que é responsável e “dono” do processo que executa. d. É comprometido, possui altos níveis de confiança e os conflitos se resolvem
internamente. e. Falso. Falso. Verdadeiro.
Capítulo 09
1. Assinale a opção correta:
a. É um acontecimento natural que deve ser monitorado para que não cause queda na produtividade.
b. É uma habilidade pessoal, muitas vezes negligenciada, que pode ser aprendida e organizada.
c. Ser incentivada, reduzindo as barreiras para sua aplicação. d. Demissões por justa causa e concessão de férias remuneradas. e. Verdadeiro. Falso. Falso.

189
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Glossário: Definição dos termos-chave
encontrados.
ABS Terpolímero amorfo de acrilonitrila-butadieno-estireno
Aditivos Anti-Flamabilidade
Ver Retardadores de Chama
Anti-Oxidantes Aditivo que tem por objetivo evitar o ataque do plástico pelo oxigênio ou ozônio presentes no ar.
Agente de Expansão Aditivo utilizado para gerar gás no momento da fusão do plástico. São fundamentais para a fabricação de espumas, isopor, etc.
Agente de Sopro Ver Agente de Expansão. Designação não muito comum.
Bico de Injeção Peça cilíndrica e oca, geralmente apresentando extremidade externa em forma de esfera, por onde passa o termoplástico ao ser injetado desde o canhão para dentro do molde.
Borracha Ver Elastômero.
Bucha de Injeção Faz parte de um molde de injeção, estando em contato com o bico de injeção. O plástico fundido que preencherá o molde sai do bico de injeção e flui através dele.
Calandragem
Processo de transformação de plásticos semelhante à laminação de metais. A resina, na forma de massa ou chapas espessas, é conformada através da passagem através de rolos altamente polidos, aquecidos e sob grande pressão. É ideal para a produção de produtos planos, tais como filmes, encerados, cortinas, chapas para pisos, etc.
Canhão Componente da injetora e extrusora. Trata-se de um duto por onde passa o plástico a ser fundido e plastificado.
Capacidade de Plastificação
É a quantidade em peso de um determinado plástico que pode ser fundida numa injetora durante um intervalo de tempo (por exemplo, g/s). Normal-mente adota-se como padrão o PS para se expressar esse parâmetro.
Cargas de Reforço Aditivos usados com o objetivo de aumentar a resistência mecânica do plástico.
Cargas Inertes Aditivos usados tão somente para reduzir o preço do plástico, sem contudo afetar adversamente suas propriedades.
Casting Ver vazamento.
Cavidade Espaço oco em um molde, onde se introduz o plástico fundido.
Celofane Filme feito a partir de celulose (algodão) regenerada.
Celulose Polímero natural, presente na madeira, algodão, linho, cânhamo, etc.
Ciclo de Injeção Ver Tempo de Ciclo. Esta designação é relativamente pouco usada.
Cilindro de Injeção
1. Cilindro hidráulico, posicionado na parte posterior do canhão, que em-purra a rosca para a frente por ocasião da injeção.
2. Em alguns casos pode ser sinônimo de canhão. Contudo, para evitar confusão, não se recomenda usar esta palavra com este significado.

190
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Coextrusão Processo especial de extrusão onde o produto final apresenta mais de uma camada de diferentes tipos de plástico.
Coinjeção (com gás)
Processo especial onde se injeta gás durante a injeção de plásticos. Neste caso, a pressão exercida sobre a peça durante seu resfriamento é feita através da co-injeção de gás, ao invés de se adicionar mais plástico fundido.
Copolímero Polímero cuja molécula se compõe de mais de um mero.
Deformação Variação no comprimento que um corpo experimenta quando tracionado em uma direção por ação de uma força.
Distribuidor Cilíndrico
Variante da matriz com torpedo de uma extrusora. Neste caso, a matriz, ao invés de dispor de um torpedo, dispõem de um distribuidor de plástico fundi-do rotatório, na forma de um cilindro, que gera o anel da seção transversal do tubo. Desse modo, evita-se a formação de riscos longitudinais no tubo.
Distribuidor de Fenda Larga
Componente da matriz de uma extrusora utilizada na fabricação de filmes planos e placas.
Dosagem Medição das quantidades dos diversos componentes da mistura de plástico e seus respectivos aditivos (formulação).
Efeito Corona
Geração expontânea de ozônio devido à descarga de fios condutores de alta tensão para o ar. O fenômeno passa a ser digno de nota quando as tensões envolvidas ultrapassam 1000 V. O ozônio assim gerado pode degradar os isolantes plásticos presentes.
Elastômero
Polímero que apresenta alta elasticidade, ou seja, apresenta alta deformação sob carga, retomando seu formato original após ela ter sido aliviada. A e-xemplo dos termorrígidos, os elastômeros não se fundem e não se dissolvem totalmente em solventes
Estabilizantes Aditivos químicos que tornam os plásticos resistentes à ação nefasta da radi-ação ultra-violeta, radioatividade, calor, oxidação e interpéries
Eteno ou Etileno Monômero do Polietileno
Extrudado Produto semi-manufaturado de plástico ou elastômero produzido por extrusão.
Extrusado Sinônimo de extrudado. Termo usado com freqüência, mas não parece ser a designação mais adequada para este semi-produto.
Extrusão
Processo de fabricação de um semi-manufaturado contínuo de plástico ou elastômero. Ele ocorre em extrusoras, equipamento que é constituído basicamente de um tubo contendo um parafuso rosqueado. O plástico, em pó ou grânulos, é alimentado na parte traseira do tubo, sendo conduzido para a parte frontal do tubo pela rosca em rotação. Durante esse percurso, o plástico é aquecido por ação de resistências elétricas e do atrito com o parafuso. No final do percurso, o plástico deverá estar totalmente plastificado, sendo então comprimido contra uma matriz que conterá o desenho do perfil a ser aplicado ao plástico. Ao sair, o semi-manufaturado é resfriado e bobinado. Ideal para a fabricação de tubos, filmes, placas, perfis, etc.
Extrusora Equipamento semelhante a um moedor de carne, utilizado na extrusão de plásticos.
Filamento Fibra infinita com diâmetro determinada (ver DIN 61850)
Força de Fechamento
Força exercida pelo conjunto cilindro de injeção/rosca sobre a peça de plás-tico que está se solidificando dentro do molde de uma injetora, garantindo sua alimentação com material adicional enquanto ela se contrai em função da solidificação e resfriamento.

191
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Formulação Mistura de um polímero mais os aditivos que se fazem necessários para que adquira o plástico atinja as propriedades objetivadas.
Fuso Roscado Ver Rosca. Esta é a designação "erudita" deste componente, mas é pouco usada.
Granulação Transformação da massa de formulação em grânulos, facilitando seu trans-porte e transformação posterior. Também pode ocorrer a quente ou a frio.
Granulado Material de saída para a moldagem. Geralmente está na forma de grãos cilíndricos.
Injeção
Processo de transformação de plásticos similar à fundição sob pressão de metais. O plástico, na forma de grânulos ou pó, é plastificado num equipa-mento similar à uma extrusora. Neste caso, porém, após a plastificação do polímero, o parafuso atua como um êmbolo, injetando-o de uma vez só num molde. É o processo de transformação mais popular, respondendo por 60% do parque de máquinas.
Injetora Equipamento utilizado no processo de injeção dos plásticos.
Matriz Componente da extrusora que confere o formato final ao semi-manufaturado de plástico.
Mero Unidade básica da molécula de um polímero. A molécula do polímero é constituída de um certo número de repetições do mero.
Mistura Operação que visa a misturar homogeneamente os componetnes da formula-ção. Pode ocorrer a quente ou a frio.
Moagem Variação da granulação. Normalmente é utilizada para a destruição de peças de plástico refugadas, através de moinhos de corte.
Módulo de Elasticidade Relação constante entre tensão e deformação na faixa elástica de um material.
Molde Forma oca, bipartida, cujo interior contém a geometria da peça que se deseja produzir.
Monômero Matéria prima utilizada na fabricação de um polímero.
Nafta Matéria prima dos monômeros mais importantes da indústria dos polímeros. É um derivado do petróleo.
Ozônio
Uma das formas do oxigênio. Sua presença na alta atmosfera é fundamental para a vida no planeta, uma vez que filtra a maior parte dos raios ultra-violeta provenientes do sol. Contudo, quando gerado na baixa atmosfera por ação da luz do sol sobre poluentes, é danoso à vida e pode afetar severamente os polímeros, principalmente borracha. Também pode ser problema no caso de polímeros utilizados em isolantes elétricos em alta voltagem, devido ao efeito Corona.
Parafuso Ver Rosca. Esta designação é pouco usada.
Parison Ver Pré-Forma.
PC Policarbonato.
PE Polietileno.
PEAD Polietileno de Alta Densidade.
PEBD Polietileno de Baixa Densidade.
PEBDL Polietileno Baixa Densidade Linear.
Peso Máximo de Injeção
Peso máximo de plástico que pode ser injetado em um só ciclo numa injetora. Normalmente adota-se o PS como padrão para se expressar esse parâmetro, uma vez que ele depende do plástico que está sendo processado.

192
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
PET Poli(tereftalato de etileno).
Petroquímica Técnica da transformação química ou físico-química do petróleo em matéria-prima básica, inclusive para a indústria de polímeros.
PTFE Politetrafluoretileno (Teflon).
Pino Ejetor Pino que tem por objetivo desmoldar a peça de plástico injetada.
Plástico
Uma subdivisão dos polímeros. Trata-se de uma classe de materiais que apresentam grande facilidade de assumir qualquer formato. São geralmente sintéticos, apresentando moléculas de grande tamanho a base de carbono. Apresentam grande variedade de propriedades mecânicas e físicas.
Plástico de Engenharia Ver polímero de engenharia.
Plastificação
1. Em formulação de polímeros, consiste na adição de agentes plastificantes a ele, com o objetivo de torná-lo flexível.
2. Na transformação de polímeros envolvendo sua fusão (extrusão, injeção...) é o processo de fusão de um plástico através de introdução de calor, de forma direta ou por atrito interno.
Plastificante Aditivo que tem por objetivo tornar o polímero mais flexível. Usado principalmente para formulações de PVC e borracha.
PMMA Polimetalmetacrilato (Acrílico).
Polimerização
Reação química onde as moléculas de monômero são alteradas de forma a permitir seu encadeamento umas nas outras, formando o polímero, cuja molécula consiste na repetição de um certo número de moléculas desse monômero.
Polímero Substância que é formada por cadeias moleculares longas, formadas a partir da repetição de uma molécula menor básica, chamada mero.
Polímero de Engenharia
Classe de polímeros de alto desempenho, que competem diretamente com os metais. Seu custo varia de médio a alto. Exemplos: nylon, policarbonato, resinas ABS, etc.
POM Polioximetileno ou Poliacetal
Ponto de Imobilização Instante em que o polímero fundido num canal se resfria abaixo de uma certa temperatura, tendo seu escoamento interrompido.
Ponto de Injeção Região da superfície da cavidade por onde será introduzido o plástico fundido.
PP Polipropileno.
Pré-Forma Semi-manufaturado de plástico específico para operações posteriores de moldagem por sopro.
Pressão Específica de Injeção
Pressão que o parafuso imprime no material dentro do molde durante o processo de injeção de plásticos
Pressão de Recalque
Pressão aplicada durante a solidificação de uma peça que está sendo injetada. Dessa maneira, a contração volumétrica da peça injetada (similar ao "rechupe" observado na solidificação dos metais) é compensada durante o resfriamento, obtendo-se uma peça com formato perfeito e com estrutura compactada.
PS Poliestireno.
PVC Poli(cloreto de vinila).
Reciclagem Reaproveitamento de materiais, como plásticos.
Retardadores de Chama
Aditivo que torna o polímero auto-extinguível, ou seja, ele só entrará em combustão na presença de uma chama externa.
Rosca Componente da injetora e extrusora. Trata-se de um fuso roscado, localizado dentro do canhão do equipamento, que tem por objetivo

193
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
introduzir e promover a plastificação do polímero a ser processado.
Rotomoldagem
Variante do processo de vazamento. Este processo é indicado para peças ocas que devam apresentar espessura de parede uniforme, como é o caso de bolas de PVC, por exemplo. Neste caso, durante o vazamento o material viscoso é submetido a movimentação dentro dos moldes, em máquinas próprias.
Semi-Manufaturado Produto intermediário de plástico (por exemplo, tubos e placas) que ainda serão processados (moldados) em produto final.
Sistema de Alimentação com
Câmara Quente
Usado em injetoras. Neste caso, o sistema de alimentação de plástico fundi-do para o molde permanece sempre aquecido, mantendo o material pronto para ser injetado. Nas máquinas antigas, desprovidas deste sistema, o plástico fundido contido nos sistemas de alimentação se solidificava junto com a peça e tinha de ser descartado, gerando refugo desnecessariamente.
Sistema de Fechamento e
Abertura do Molde
Sistema mecânico, normalmente com acionamento hidráulico, que movimen-ta as partes do molde. Ao fechá-lo, permite a injeção de plástico em seu interior. Ao se aberto, permite a remoção da peça pronta.
Sopradora Equipamento que permite a transformação de plásticos através do processo de sopro.
Sopro
Processo de transformação de plásticos utilizados na fabricação de produtos vazados. Consiste na extrusão ou injeção de um tubo semi-manufaturado (parison), que a seguir é envolvido por um molde e soprado. Ideal para a fabricação de garrafas, embalagens, bóias, tanques de combustível, etc.
Temperatura de Degradação
Temperatura acima da qual as cadeias do polímero começam a se desagregar. Note-se que esses materiais não existem no estado gasoso.
Temperatura de Escoamento
Temperatura mínima acima da qual o termoplástico é transformável através de aplicação de uma força mínima.
Temperatura de Transição Vítrea (Tg ou
Tv)
Temperatura abaixo da qual o termoplástico se torna frágil, não resistindo a choques.
Tempo de Ciclo Somatório de todos os tempos de processo necessários para a produção de uma peça de plástico pelo processo de injeção.
Termoestabilizante Aditivo que tem por objetivo minimizar ou eliminar o efeito danoso de altas temperaturas sobre o plástico, principalmente durante sua fusão durante a transformação.
Termofixo Ver termorrígido.
Termoformação
Processo de transformação de plásticos similar a uma estampagem a quente. O plástico, na forma de chapa ou placa, é aquecido até se tornar bastante maleável (mas não fundido). A seguir, ele é conformado a vácuo (processo negativo) ou estirado (processo positivo), sendo resfriado a seguir.
Termoplástico Polímero que pode ser fundido e se dissolve em alguns solventes
Termorrígido Polímero que se caracteriza por não se fundir, transformando-se em pó (fuligem) ao ser aquecido acima de determinada temperatura. Também não se dissolve em solventes.
Terpolímero É um copolímero onde a molécula é formada por três meros.
Torpedo
1. Componente da matriz de uma extrusora utilizada para a fabricação de tubos. Sua função é guiar o fluxo de plástico fundido de forma a gerar um anel na seção transversal do tubo. Sua construção provoca defeitos no tubo, na forma de riscos longitudinais

194
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
que enfraquecem o material.
2. Componente de injetoras antigas, nas quais não haviam roscas. Sua função era promover a plastificação do polímero a ser injetado. Ele restringe o fluxo do plástico fundido dentro do canhão, intensificando seu contato com as paredes aquecidas do canhão. Em alguns casos, o próprio torpedo era aquecido para agilizar ainda mais esse processo.
Vazamento
Também conhecido como casting. É um processo de moldagem simples que consiste em verter, isto é, vazar no molde o polímero, na forma de uma solução viscosa de polímero em seu monômero. Após o término do vazamento ocorre a polimerização final do monômero.
Vazamento Rotacional Ver Rotomoldagem.
Velocidade de Injeção
Volume de plástico descarregado por segundo através do bico de injeção durante um ciclo normal de injeção. Ele depende do plástico que está sendo processado, da pressão de injeção, temperatura, formato do molde e seu sistema de alimentação, etc.
Viscoelástico Estado de um corpo que é tanto elástico (obedece a lei de Hook) como viscoso (obedece a lei de Newton).
Volume Máximo de Injeção
É o volume máximo de plástico que uma injetora pode injetar num ciclo.
Zona de Alimentação É a região posterior do canhão de uma injetora ou extrusora, onde o plástico a ser injetado é recolhido do reservatório de matéria prima (funil) pela rosca e encaminhado para a zona de transformação.
Zona de Transformação
Porção do canhão de uma extrusora ou injetora, imediatamente a frente da zona de alimentação, onde ocorre a plastificação do polímero.
195
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Boas Práticas de Produção na Indústria do Plástico e da Borracha
Referências: Livros, Revistas e Sites.
Livros:
BENDER, H.; BERGHUS, K.; FRIEMANN, H. Manual for the rubber industry. 2nd. rev.amp. ed. Leverkusen: Bayer, 1993.
BRYCE, Douglas M. Plastic Injection Molding: Manufacturing Startup and Management. New York, Society of Manufacturing Engineers, 1999.
BRYCE, Douglas M. Plastic Injection Molding: Manufacturing Process Fundamentals. New York, Society of Manufacturing Engineers, 1999.
BROCKA, Bruce. Gerenciamento da Qualidade. São Paulo: Makron Books, 1994.
HOFMANN, Werner. Rubber technology Handbook. Munich: Hanser, 1989.
MOREIRA, Daniel. Administração da Produção e Operações. São Paulo: Pioneira, 1993.
OLIVEIRA, José Arimatéia Soares. Guia do Empresário – Melhoria de Processos. Brasília, Ed. Sebrae, 1997.
MICHAELI, W. e outros. Tecnologia dos Plásticos. Editora Edgard Blücher Ltda., São Paulo, 1995.
ANON. Curso Básico Intensivo de Plásticos. Jornal de Plásticos, Niterói, 1997.
GUEDES, B. & FILKAUSKAS, M.E. O Plástico, São Paulo, 1986.
SCHARAMM, Gebhard. Reologia e reometria: fundamentos teóricos e práticos. São Paulo: Artliber, 2006.
SMITH , Steve. Faça a Diferença – Ferramentas Testadas e Aprovadas para o Gerenciamento da Mudança. São Paulo: Editora Clio, 1998.
SMITH , Steve. Resolva o Problema – Ferramentas Testadas e Aprovadas para o Aprimoramento Contínuo. São Paulo: Editora Clio, 1998.
SMITH , Steve. Faça Acontecer – Ferramentas Testadas e Aprovadas para o Gerenciamento de Projetos. São Paulo: Editora Clio, 1998.

196
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha
Sites:
http://www.gorni.eng.br/glossario.html
http://www.gorni.eng.br/intropol.html
http://www.abiplast.org.br
http://www.mucambo.com.br
http://www.borracha.com.br
http://www.rubberpedia.com
http://pt.wikipedia.org/wiki/Borracha
http://www.cetepo.rs.senai.br/informacao_tecnologica.htm