metodologia e anÁlise de viabilidade tÉcnico...
TRANSCRIPT
CENTRO FEDERAL DE EDUCAÇÃO
TECNOLÓGICA DO PARANÁ
Departamento Acadêmico de Eletrotécnica
METODOLOGIA E ANÁLISE DE VIABILIDADE
TÉCNICO-ECONÔMICA PARA AUTOMAÇÃO
DE PROCESSOS NA INDÚSTRIA MADEIREIRA
Projeto Final de Graduação
DANIEL MARQUES DE MORAES
ELOY DE PAULA ROCHA JUNIOR
JAIR CASSOLI JUNIOR
RODRIGO GAWLIK
CURITIBA
2002
i
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DO PARANÁ
Departamento Acadêmico de Eletrotécnica
METODOLOGIA E ANÁLISE DE VIABILIDADE TÉCNICO-ECONÔMICA PARA
AUTOMAÇÃO DE PROCESSOS NA INDÚSTRIA MADEIREIRA
DANIEL MARQUES DE MORAES
ELOY DE PAULA ROCHA JUNIOR
JAIR CASSOLI JUNIOR
RODRIGO GAWLIK
Projeto Final de Graduação do Curso de Engenharia
Industrial Elétrica ênfase Eletrotécnica do Centro Federal de
Educação Tecnológica do Paraná, apresentado como
requisito parcial para obtenção do título de Engenheiro
Eletricista
Curitiba
2002

ii
DANIEL MARQUES DE MORAES
ELOY DE PAULA ROCHA JUNIOR
JAIR CASSOLI JUNIOR
RODRIGO GAWLIK
METODOLOGIA E ANÁLISE DE VIABILIDADE TÉCNICO-ECONÔMICA PARA
AUTOMAÇÃO DE PROCESSOS NA INDÚSTRIA MADEIREIRA
Este Projeto Final de Graduação foi julgado e aprovado como requisito parcial para
obtenção do título de Engenheiro Eletricista pelo Centro Federal de Educação
Tecnológica do Paraná.
Curitiba, 04 de abril de 2002
Prof. Clider Adriane
Coordenador do curso
Prof. Antonio Luiz Merlin Prof. Jorge Carlos Correa Guerra Orientador Co-orientador
Prof. Ubirajara Zocolli Prof. Luciano Carstens
iii
A Deus, que é a nossa fortaleza
A nossas famílias, nosso elo fundamental
A quem amamos, que nos apoiaram e nos
compreenderam
Aos nossos amigos, que nos incentivaram e
estiveram conosco, sempre presentes
Aos nossos professores, que nortearam nossa vida
profissional

iv
Agradecimentos
Ao Eng. Luciano Carstens, da Empresa Berneck
Ao Eng. Romualdo Guimarães Vaz, da Empresa Fluipress
Ao Prof. Antonio Luiz Merlin
Ao Prof. Jorge Carlos Correa Guerra
Ao Técnico Roberto Tehry , da Placas do Paraná

v
“ A vida não é fácil para nenhum de nós. Mas que
importância isso tem? Devemos ser perseverantes e,
acima de tudo, ter confiança em nós mesmos. É preciso
acreditar que somos capazes de alguma coisa, que deve
ser alcançado, custe o que custar “.
Marie Curie – Prêmio Nobel de Física, Prêmio Nobel de
Química
vi
SUMÁRIO
LISTA DE FIGURAS..................................................................................................ix
RESUMO.....................................................................................................................x
ABSTRACT................................................................................................................xi
1 INTRODUÇÃO .................................................................................................1
2 FUNDAMENTAÇÃO BIBLIOGRÁFICA...........................................................2
3 FUNDAMENTAÇÃO TEÓRICA .......................................................................4
3.1 CONCEITO DE SISTEMAS ESPECIALISTAS ................................................4
3.1.1 SISTEMAS BASEADOS NO CONHECIMENTO .............................................5
3.1.2 VISÃO GERAL DA METODOLOGIA DE SISTEMAS ESPECIALISTAS ........6
3.2 CUSTOS DE PRODUÇÃO...............................................................................8
3.2.1 EMPREENDIMENTOS A CURTO PRAZO ......................................................8
3.2.2 EMPREENDIMENTOS A LONGO PRAZO......................................................9
3.2.3 DEFINIÇÃO DE CUSTO DE OPORTUNIDADE E LUCRO ECONÔMICO......9
3.3 A VIABILIDADE ECONÔMICA......................................................................10
3.3.1 FATORES DE CÁLCULO DA VIABILIDADE ECONÔMICA.........................11
3.3.2 VIABILIDADE ECONÔMICA NA MODIFICAÇÃO DE UM PROCESSO OU
MÉTODO EXISTENTE...................................................................................12
3.4 CONCEITO DE CENÁRIOS...........................................................................14
3.5 TEORIA DE AUTOMAÇÃO ...........................................................................15
3.5.1 A AUTOMAÇÃO INDUSTRIAL......................................................................15
vii
3.5.2 PRINCIPAIS CONCEITOS DE AUTOMAÇÃO ..............................................16
4 OBJETIVOS E JUSTIFICATIVA DO PROJETO............................................22
4.1 OBJETIVO GERAL........................................................................................22
4.2 OBJETIVOS ESPECÍFICOS ..........................................................................22
4.3 HIPÓTESE PRINCIPAL .................................................................................23
4.4 DELIMITAÇÃO DO TEMA .............................................................................23
4.5 JUSTIFICATIVA DO PROJETO ....................................................................23
5 METODOLOGIA PARA DESENVOLVIMENTO DO PROJETO ....................24
5.1 DESENVOLVIMENTO DA IDÉIA:..................................................................24
5.2 VARIÁVEIS DE ENTRADA:...........................................................................25
5.3 PROCESSO ESCOLHIDO.............................................................................25
5.4 ETAPA INICIAL: COLETA DE INFORMAÇÕES...........................................26
5.5 TRABALHO EM CAMPO...............................................................................27
5.6 DESENVOLVIMENTO DO SOFTWARE........................................................28
6 ANÁLISE DO PROCESSO ESTUDADO .......................................................30
7 RESULTADOS...............................................................................................37
7.1 METODOLOGIA PARA AUTOMAÇÃO DE PROCESSOS ...........................37
7.1.1 ESTUDO DO PROCESSO QUE SE DESEJA AUTOMATIZAR ....................38
7.1.2 ESTUDO DO AUTO-INSTRUCIONAL...........................................................40
7.1.3 ESTUDO DE PROCESSOS SEMELHANTES JÁ AUTOMATIZADOS .........40
7.1.4 PROBABILIDADE DE SUCESSO NA IMPLANTAÇÃO DO SISTEMA
ESPECIALISTA ........................................................................................................40

viii
7.1.5 PLANEJAMENTO DO SISTEMA ESPECIALISTA........................................41
7.1.6 AÇÕES A SEREM TOMADAS PARA A GERAR OS CENÁRIOS................42
7.1.7 APRESENTAÇÃO DA PROPOSTA DE AUTOMAÇÃO................................43
7.2 SOFTWARE ...................................................................................................43
7.2.1 CONSIDERAÇÕES INICIAIS.........................................................................43
7.2.2 TELA INICIAL ................................................................................................44
7.2.3 AUTO INSTRUCIONAL .................................................................................46
7.2.4 ANÁLISE DE VIABILIDADE ..........................................................................47
7.2.5 DEFININDO CENÁRIOS................................................................................48
7.2.6 RELATÓRIOS ................................................................................................49
8 CONCLUSÃO ................................................................................................51
9 REFERÊNCIAS BIBLIOGRÁFICAS ..............................................................53
ix
LISTA DE FIGURAS
FIGURA 3.1 - DIAGRAMA DO CICLO DE VIDA........................................................7
FIGURA 6.1 - DESCASCADOR E CLASSIFICADOR DE TORAS ..........................30
FIGURA 6.2 - MESA RECEPTORA DE TORAS ......................................................31
FIGURA 6.3 - MESA UNITIZADORA .......................................................................32
FIGURA 6.4 - DESCASCADOR DE TORAS............................................................33
FIGURA 6.5 - SELEÇÃO DE TORAS E CONTROLE DE PRODUÇÃO ..................33
FIGURA 6.6 - CLASSIFICADOR DE TORAS...........................................................34
FIGURA 6.7 - SISTEMA DE REJEIÇÃO E RAMPA DE DESCARTE ......................35
FIGURA 6.8 - CABINE/PAINEL DE COMANDO......................................................35
FIGURA 6.9 - TRANSPORTADOR PARA REMOÇÃO DE CASCAS......................36
FIGURA 7.1 - FLUXOGRAMA DA METODOLOGIA DE AUTOMAÇÃO .................37
FIGURA 7.2 BANNER DO SOFTWARE..................................................................44
FIGURA 7.3 TELA PRINCIPAL ...............................................................................44
FIGURA 7.4 MENU PRINCIPAL..............................................................................45
FIGURA 7.5 LINK AUTO INSTRUCIONAL .............................................................46
FIGURA 7.6 MENU AUTO INSTRUCIONAL...........................................................46
FIGURA 7.7 EXEMPLO DE UM PAPER .................................................................47
FIGURA 7.8 EXEMPLO DE UMA FICHA TÉCNICA ...............................................47
FIGURA 7.9 LINK DA ANÁLISE DE VIABILIDADE................................................47
FIGURA 7.10 MENU ANÁLISE DE VIABILIDADE..................................................48
FIGURA 7.11 EXEMPLO DA TELA DE DEFINIÇÃO DE CENÁRIOS .....................49
FIGURA 7.12 EXEMPLO DE RELATÓRIO E MENU DE RELATÓRIOS................50
FIGURA 7.13 EXEMPLO DA TELA DE IMPRESSÃO ............................................50

x
RESUMO
O presente projeto final de graduação discorre sobre o desenvolvimento de
uma metodologia e de um software capaz de auxiliar na implantação de processos
automatizados na linha de produção de indústrias madeireiras.
Estas informações podem ser utilizadas por usuários sem experiência
técnica e auxiliam com informações técnicas, administrativas e desenvolvem
cenários para análise de viabilidade econômica e retorno de investimento.

xi
ABSTRACT
This Final Graduation Project discourses about a methodology and software
development able to help in automation processes implantation in wood factories
production lines.
This information can be used by users without a technical experience and
can help them with technical and administrative information, developing sceneries for
economical viability and payback analysis.

1
1 INTRODUÇÃO
A finalidade do projeto é desenvolver uma metodologia eficaz e de fácil
compreensão para que usuários (da área técnica ou não) possam criar cenários para
um estudo de viabilidade técnica e econômica com o objetivo de automatizar uma
determinada linha de produção ou uma máquina.
A metodologia orienta o usuário sobre as etapas necessárias para se fazer a
composição de cenários de um estudo de viabilidade econômica para analisar
margens de lucro, tempo de retorno de investimento e a composição dos preços.
Cada cenário apresenta um parâmetro diferente, criando várias possibilidades de se
investir.
No software, o usuário pode encontrar informações técnicas sobre
automação, materiais elétricos e de automação, informações estratégicas e
administrativas, além de um conjunto de perguntas que proporciona uma
interatividade com o usuário, apresentando pontos relevantes a serem analisados
antes de se implantar um projeto de automação e uma probabilidade de o projeto
dar certo ou não. As principais informações são impressas em relatórios simples e
objetivos, para auxiliar o usuário na apresentação do seu projeto.
2
2 FUNDAMENTAÇÃO BIBLIOGRÁFICA
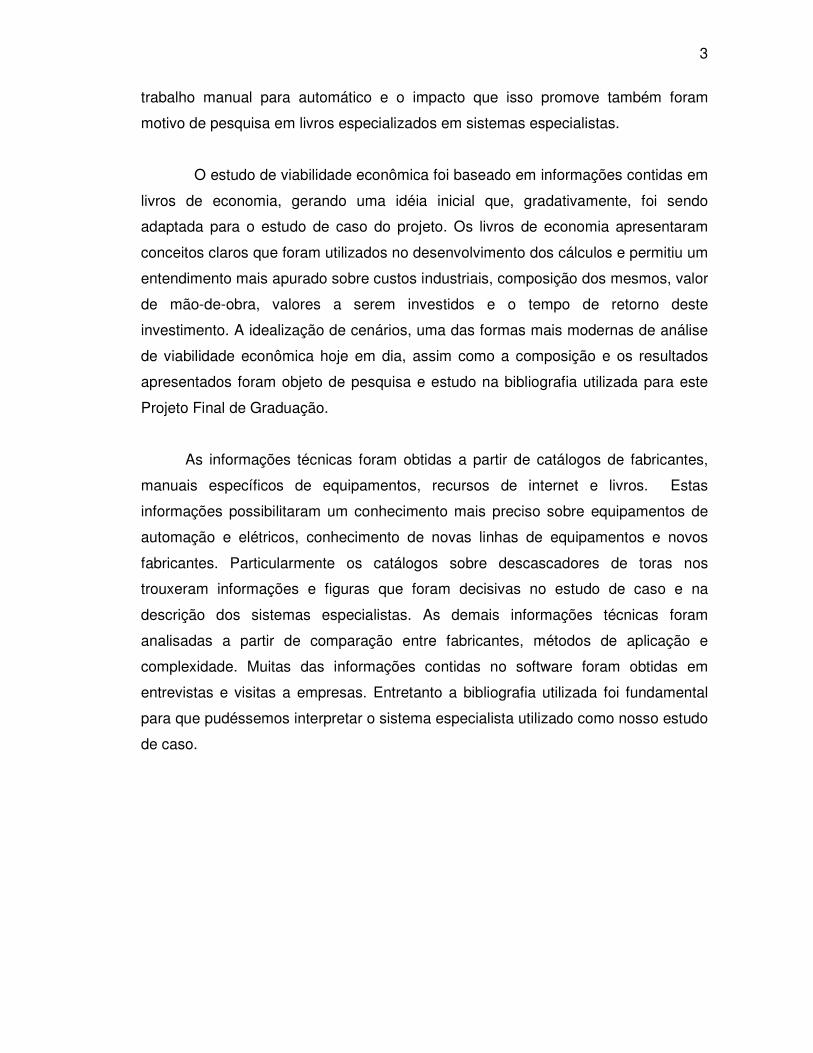
Para o desenvolvimento do Projeto Final de Graduação foram utilizados
materiais que possibilitassem o desenvolvimento da metodologia.
As obras de cunho administrativo possibilitaram uma fundamentação teórica e
exemplos práticos do desenvolvimento de metodologias. Isso possibilitou o
desenvolvimento de uma metodologia de trabalho simples e direcionada para
usuários sem muitos conhecimentos técnicos e administrativos além de promover
um conhecimento sobre o direcionamento de estudos, modernização de atividades,
impacto que o desenvolvimento gera no pessoal, necessidade de mudanças e
produtividade. Este último fator esteve sempre presente em todo o desenvolvimento
administrativo do projeto, evidenciando a utilização do software para esta finalidade.
As informações sobre gestão estratégica orientam sobre a tomada de
decisão. Os livros sobre este assunto criam uma visão sistêmica sobre como
gerenciar e apresentar propostas em empresas, quais as diretrizes para desenvolver
um projeto envolvendo questões legais, emocionais, administrativas. Este material
orienta o usuário a criar uma equipe com foco voltado o objetivo principal, dispor
informações para análise e entendimento por parte de seus superiores e apresentar
este projeto de forma que o argumento possa ser aprovado. A implementação do
projeto também é apresentada nos livros sobre gestão estratégica, orientando sobre
como gerenciar de forma eficaz e segura, analisando riscos e propondo estudos
para solução.
A teoria de sistema especialista foi obtida a partir de livros específicos, com
exemplos práticos e explicações claras sobre o que vem a ser um processo
automatizado, inteligência artificial e a interação do usuário com um sistema como
este. A implantação de um sistema especialista é a fundamentação deste Projeto
Final de Graduação e a sua base teórica necessitou ser bem interpretada e
convertida em informações simples e eficazes para que o usuário possa entender o
que a implantação de um sistema como este propõe em termos de produtividade,
mão-de-obra especializada e investimento. O processo lógico, a transferência de
3
trabalho manual para automático e o impacto que isso promove também foram
motivo de pesquisa em livros especializados em sistemas especialistas.
O estudo de viabilidade econômica foi baseado em informações contidas em
livros de economia, gerando uma idéia inicial que, gradativamente, foi sendo
adaptada para o estudo de caso do projeto. Os livros de economia apresentaram
conceitos claros que foram utilizados no desenvolvimento dos cálculos e permitiu um
entendimento mais apurado sobre custos industriais, composição dos mesmos, valor
de mão-de-obra, valores a serem investidos e o tempo de retorno deste
investimento. A idealização de cenários, uma das formas mais modernas de análise
de viabilidade econômica hoje em dia, assim como a composição e os resultados
apresentados foram objeto de pesquisa e estudo na bibliografia utilizada para este
Projeto Final de Graduação.
As informações técnicas foram obtidas a partir de catálogos de fabricantes,
manuais específicos de equipamentos, recursos de internet e livros. Estas
informações possibilitaram um conhecimento mais preciso sobre equipamentos de
automação e elétricos, conhecimento de novas linhas de equipamentos e novos
fabricantes. Particularmente os catálogos sobre descascadores de toras nos
trouxeram informações e figuras que foram decisivas no estudo de caso e na
descrição dos sistemas especialistas. As demais informações técnicas foram
analisadas a partir de comparação entre fabricantes, métodos de aplicação e
complexidade. Muitas das informações contidas no software foram obtidas em
entrevistas e visitas a empresas. Entretanto a bibliografia utilizada foi fundamental
para que pudéssemos interpretar o sistema especialista utilizado como nosso estudo
de caso.
4
3 FUNDAMENTAÇÃO TEÓRICA
3.1 Conceito de sistemas especialistas
A expressão “sistemas especialistas” atualmente encontra-se na mente de
muitas pessoas. Existe um sentimento de que, ao aplicar a tecnologia de sistemas
especialistas ( sistemas de computador cujo objetivo é construir decisões ou planos
tão bem, ou melhor, do que especialistas num domínio particular ) em transações
comerciais, as empresas obtêm enormes resultados em termos de rentabilidade,
concorrência e redução de custos. De fato, isto pode ser verdade. Algumas das
empresas pioneiras nessa área obtiveram lucros significantes em seus investimentos
e o mesmo potencial ainda existe em muitas outras. O problema reside no
planejamento e administração da sensata introdução dos sistemas especialistas em
sua empresa.
Em geral, considera-se os sistemas de produção, assim chamados devido à
sua notável dependência das regras de condição-ação, freqüentemente
denominadas regras de produção. De um certo modo, esta classe de sistemas
constitui uma parte pequena da Inteligência Artificial ( IA ), mas é uma parte na qual
se demonstra a maior utilidade da IA. O enfoque na parte menor da IA tem a
vantagem de não precisarmos, em geral, definir conceitos como conhecimento,
pensamento ou inteligência e, sim, lidar com eles de maneira relativamente
predizíveis.
Tem-se a impressão de que a aquisição de conhecimento especializado é
uma experiência limitada e concentrada. Isto é particularmente verdadeiro para
sistemas especialistas nos quais consideramos uma estreita área da especialidade
humana e tentamos transferir para o computador todo o conhecimento sobre esse
aparentemente pequeno domínio. Uma vez que o conhecimento esteja no
computador, sua máquina de inferência utiliza-o para tomar decisões ou fazer
planejamentos. Fazer com que a máquina execute uma tarefa do mesmo modo,
freqüentemente ineficiente, que um ser humano pode não ser a melhor escolha, mas
é uma suposição implícita na construção dos atuais sistemas especialistas.
5
3.1.1 Sistemas baseados no conhecimento
Em geral, a meta é ter uma máquina que simule com exatidão as atividades
da mente humana. Algumas pessoas acreditam que seremos finalmente capazes de
construir uma máquina que seja uma réplica tão precisa do ser humano que possa
até ser confundida com este. No contexto da tecnologia atual, isso significa ter um
computador fazendo coisas inteligentes, tais como compreender uma língua (o
inglês) naturalmente, construir robôs que desempenhem atividades da mesma
maneira que um ser humano, planejar e tomar decisões tão habilmente quanto um
ser humano.
O desempenho humano de todas essas tarefas envolve o uso hábil de uma
enorme quantidade de experiências do dia a dia e o aprendizado, a partir das
mesmas, acontece de forma bastante inconsciente. Nós aprendemos a falar nossa
língua por intermédio da comunicação com os outros. Aprendemos a realizar tarefas
por tentativas, às vezes com sucesso, às vezes falhando. Em muitos casos, o
conhecimento adquirido através dessas experiências não é sólido, mas, sem dúvida,
esta num formato de regras práticas, que armazenamos em algum lugar, para usá-
las quando forem relevantes a uma nova situação.
Essas regras práticas são chamadas de heurísticas, e representam o suporte
principal do conhecimento que tentamos armazenar para o uso dos sistemas em
linguagem natural (inglês, por exemplo), sistemas especialistas e robôs. O processo
de obtenção de tais heurísticas a partir de uma pessoa e seu armazenamento em
um computador é chamado de aquisição de conhecimento. Esta é indubitavelmente
a parte mais difícil, e que consome mais tempo, de qualquer projeto de sistema
baseado no conhecimento. A razão disso começa a ficar clara quando consideramos
que o conhecimento de um ser humano inteligente é, na verdade, a somatória de
toda a experiência de vida dessa pessoa. Por conseguinte, para se ter uma máquina
emulando segura e completamente uma determinada pessoa, seria necessário que
ela obtivesse "toda" a experiência de vida dessa pessoa.
Por ora, os sistemas baseados no conhecimento são bem menos ambiciosos.
De fato, em um sistema especialista, nós tipicamente concentramos nossas
6
atividades de aquisição de conhecimentos em domínios de conhecimento muito
estreitos. Embora grandes sistemas baseados no conhecimento estejam sendo
construídos, procuraremos aplicações nas quais a especialidade possa ser
representada usando-se desde algumas centenas até algumas milhares de regras
heurísticas.
Na realidade, isso não é tão restrito como parece ser. Consideramos a
seguinte definição de “especialista” : "Especialistas são as pessoas que aprendem
mais e mais sobre menos e menos, até finalmente conhecerem tudo sobre nada".
Portanto, no mundo real, torna-se freqüentemente possível codificar verdadeiras
especialidades, em um domínio estreito, usando-se pouquíssimas heurísticas.
Em todo caso, esse é o tipo de trabalho que estamos tentando realizar em
nossos sistemas baseados no conhecimento: o processamento humano inteligente,
muito do qual se baseia em informações casuais, armazenadas como regras
heurísticas.
3.1.2 Visão geral da metodologia de sistemas especialistas
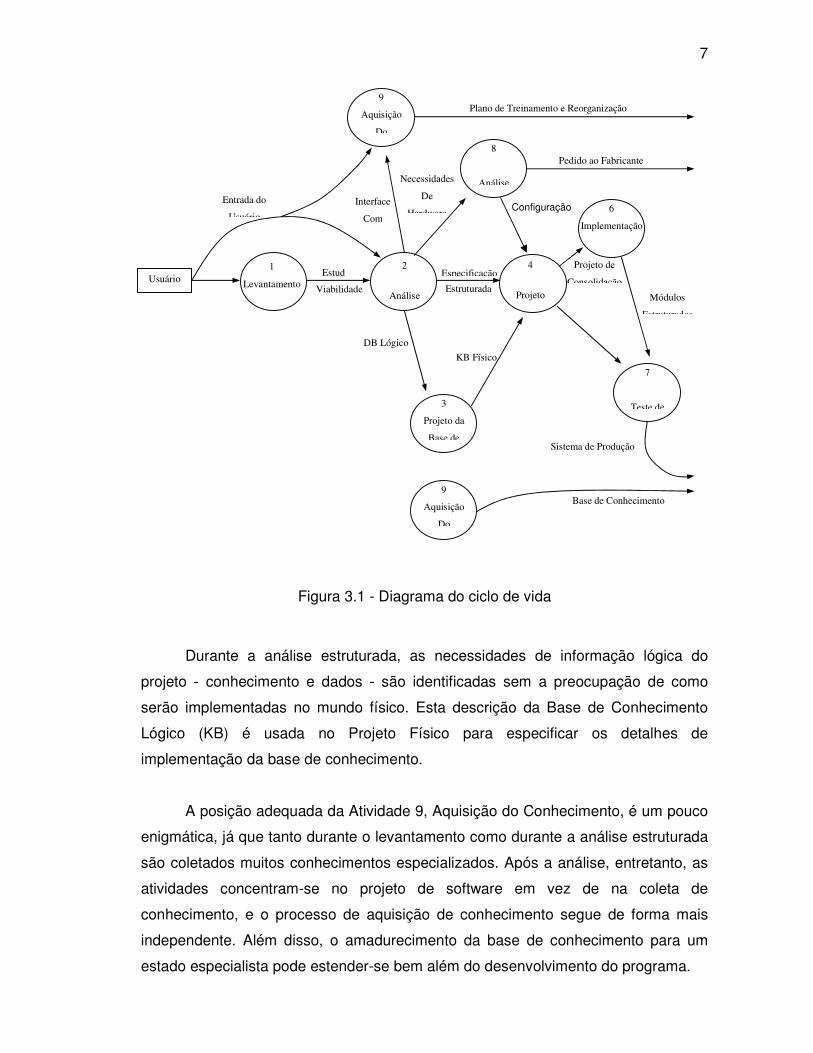
Um diagrama do ciclo de vida mostra as atividades principais necessárias à
transformação de uma boa idéia em um sistema que supra satisfatoriamente as
necessidades dos usuários finais em um ambiente de produção. Com base no
diagrama de ciclo de vida da figura 3.1, são abordadas as principais atividades para
implantação de um sistema baseado no conhecimento.
A linha principal do trabalho técnico do projeto inicia-se com um
levantamento, ou estudo de viabilidade, cuja tarefa inicial é decidir se um projeto
vale ou não a pena ser realizado. Quando o projeto é aprovado, passa-se para a
Análise Estruturada, na qual tentamos especificar as necessidades do usuário em
termos de funções a serem executadas e o relacionamento dos dados entre elas. A
Especificação Estruturada, que resulta da análise, é usada na fase de Projeto para
especificar como as necessidades do usuário devem ser implementadas; a fase de
Implementação é dedicada a construção de um sistema de produção, do modo como
foi especificado no Projeto Proposto.
7
Figura 3.1 - Diagrama do ciclo de vida
Durante a análise estruturada, as necessidades de informação lógica do
projeto - conhecimento e dados - são identificadas sem a preocupação de como
serão implementadas no mundo físico. Esta descrição da Base de Conhecimento
Lógico (KB) é usada no Projeto Físico para especificar os detalhes de
implementação da base de conhecimento.
A posição adequada da Atividade 9, Aquisição do Conhecimento, é um pouco
enigmática, já que tanto durante o levantamento como durante a análise estruturada
são coletados muitos conhecimentos especializados. Após a análise, entretanto, as
atividades concentram-se no projeto de software em vez de na coleta de
conhecimento, e o processo de aquisição de conhecimento segue de forma mais
independente. Além disso, o amadurecimento da base de conhecimento para um
estado especialista pode estender-se bem além do desenvolvimento do programa.
Sistema de Produção
Usuário 1
Levantamento
2
Análise
4
Projeto
Estud
Viabilidade
Especificação
Estruturada
3
Projeto da
Base de
DB Lógico KB Físico
9
Aquisição
Do
7
Teste de
5
Integração
De
8
Análise
9
Aquisição
Do
5
Integração
De
6
Implementação
Módulos
Estruturados
Projeto de
Consolidação
Configuração Interface
Com
Necessidades
De
Hardware
Pedido ao Fabricante
Plano de Treinamento e Reorganização
Entrada do
Usuário
Base de Conhecimento
8
A aquisição de conhecimento é uma atividade independente em que os
resultados extraídos da base de conhecimento estão disponíveis para todas as
outras partes do processo de desenvolvimento. Na prática, será provavelmente uma
atividade cooperativa com o levantamento e análise, tornando-se mais independente
após a análise. Isto sugere que ela pode ser feita pelo pessoal da equipe de
levantamento e análise, durante essas atividades, e que essas pessoas podem
continuar o trabalho de aquisição de conhecimento após a análise.
As atividades de Integração de Sistemas e Análise de Hardware são
certamente importantes para o ciclo de vida, entretanto, nem sempre como partes
diretas do ciclo de especificação técnica. Nós deveremos lidar com cada um desses
tópicos subseqüentes como se fossem afetados pelas características singulares da
IA.
3.2 Custos de produção
As empresas geram lucro vendendo a um preço que exceda o custo. As
principais preocupações das empresas são os seguintes: que preço pode ser obtido
e como eles podem cortar os custos, mantendo ou ainda melhorando a qualidade.
3.2.1 Empreendimentos a Curto Prazo
O curto prazo é um período em que um ou mais insumos (como a área
construída) são fixos. O curto prazo não é definido como um número especifico de
semanas, meses ou ano. É o período de tempo em que os equipamentos, a planta
(área construída) e outros insumos são fixos, qualquer que seja o período. O curto
prazo pode durar anos, dependendo da empresa.
No curto prazo, o produto pode crescer aumentando-se os insumos variáveis,
como mão-de-obra, matéria-prima e partes de suprimentos de outras empresas.
Deve-se, então, decompor o custo a curto prazo em custos fixos e variáveis.
9
O custo fixo não se altera quando o produto muda. Existe mesmo se nenhum
produto é produzido na empresa. Os equipamentos, objetivo do investimento, serão
depreciados mesmo que a empresa não produza nada.
O custo variável depende do nível de produção. Quanto maior a produção,
maior o custo de mão-de-obra e o consumo de matéria-prima. Quaisquer custos
acima do valor estipulado como custo fixo, são considerados variáveis.
O custo total é a soma dos custos fixo e variável. Este custo total tende a
aumentar, conforme a quantidade de custo variável. Denomina-se custo marginal o
incremento no custo total, causado pela produção de uma unidade ou mais. Ele
indica quanto está crescendo o custo total. A tendência do custo marginal é crescer
com o produto, por causa da lei dos rendimentos decrescentes.
A lei dos rendimentos decrescentes nos diz que se mais de um fator (mão-de-
obra) é empregado, enquanto todos os outros fatores (como o capital) são mantidos
constantes, o produto marginal deve finalmente cair.
3.2.2 Empreendimentos a Longo Prazo
O longo prazo caracteriza-se por um período em que as empresas podem
mudar as quantidades de todos os insumos, inclusive investimentos. A empresa
pode se expandir através da aquisição de novas máquinas e instalações. Desta
forma, os custos que são fixos no curto prazo, tornam-se variáveis a longo prazo.
No longo prazo, a empresa escolherá seu tamanho de planta e equipamentos
de tal forma a minimizar seu custo.
3.2.3 Definição de custo de oportunidade e lucro econômico
Custo de oportunidade de um fator é o rendimento que ele poderia auferir no
seu melhor uso alternativo. Também indica, aproximadamente, o quanto se deve
pagar por um fator para conservá-lo no uso presente.
10
O lucro econômico é um lucro supranormal, isto é, o lucro após terem sido
considerados os custos de oportunidade. O lucro econômico fornece um sinal,
indicando se os resultados estão sendo atraídos ou afastados por alguma atividade.
3.3 A Viabilidade Econômica
A Viabilidade econômica é definida como um conjunto de técnicas, que
permite a comparação entre os resultados obtidos nas alternativas possíveis de
solução de um problema, possibilitando a tomada de decisões de maneira científica.
Em uma indústria, é a determinação da viabilidade de que um produto deva
ser fabricado, que um processo ou método de trabalho seja modificado, ou ainda, na
escolha de vários métodos ou processos (cenários), qual o mais indicado para atingir
o mesmo objetivo.
Os objetivos da viabilidade econômica são os seguintes:
- Determinação da meta desejada;
- Determinação dos fatores e meios à disposição;
- Avaliação de cenários;
- Fornecer subsídios ao processo decisório.
Uma alternativa significa uma opção a mais na hora da decisão, sendo os
princípios fundamentais da viabilidade econômica, baseados nas várias alternativas
ou opções que se encontram à disposição no momento da escolha:
- Não existe decisão a ser tomada, considerando-se alternativa única;
- Apenas as diferenças das alternativas são relevantes;
- Os critérios para decisão de alternativas econômicas devem reconhecer o
valor do dinheiro no tempo;
- Não se deve esquecer os problemas relativos ao racionamento do capital;
- Decisões separáveis devem ser tomadas separadamente;
- Deve-se sempre atribuir um certo peso para os graus de incertezas
associadas às previsões estabelecidas;
- As decisões devem levar também em consideração os eventos qualitativos,
não quantificáveis monetariamente;
11
- Realimentação de informações;
Dados econômicos e gerenciais;
3.3.1 Fatores de cálculo da viabilidade econômica
Os fatores que possibilitam o cálculo da viabilidade econômica na modificação
de métodos ou processos de produção em uma indústria são :
- Relativo a mão de obra
A mão de obra direta, aquela utilizada diretamente na produção, é uma
variável de custo, pois, dependendo do método ou processo de trabalho adotado, a
mão de obra necessária será menor ou maior, portanto o custo também pode variar,
caracterizando um fator determinante da viabilidade econômica. É importante
verificar que a mão de obra indireta permanece fixa, se alteramos a mão de obra
indireta para mais ou para menos, significando que ela não é, necessariamente, um
fator determinante de cálculo.
O cálculo do custo da mão de obra direta é obtido através de dois fatores :
- Tempo de produção em minutos
É o tempo de fabricação da peça ou do processo de produção por
unidade. É a soma dos tempos padrões de todas as operações do
processo. O tempo padrão normalmente é dado em minuto/unidade.
- Custo por minuto de produção
É o quanto custa um minuto de mão de obra de produção. É calculado
tomando-se o total em reais da folha de pagamento, incluindo mão de
obra indireta e dividindo-se pelo total de horas trabalhadas pelo
pessoal da produção no período, isto é, pela mão de obra direta,
obtendo-se a partir daí o custo por minuto. Este é um dado muito
importante, sobre o qual toda a indústria deveria manter controle. O
cálculo do custo da mão de obra direta de uma peça ou processo de
produção, é simplesmente a multiplicação de um pelo outro.
12
- Relativo a material
O material, é a outra variável de custo, pois, dependendo de qual material
a peça é fabricada ou quais materiais são utilizados no processo de produção, a
peça ou o produto podem Ter custos diferentes. O cálculo do custo do material,
também é feito por unidade de produção.
- Relativo a investimento
O investimento necessário, isto é, o capital que deve ser aplicado,
possibilitando a modificação do método ou processo de produção, é um
determinante importante no cálculo da viabilidade econômica.
- Relativo a programa de produção
Um programa de produção é a quantidade de peças ou produtos que uma
indústria deverá fabricar em um dia, mês ou ano. Tem por base as vendas efetuadas
de seus produtos, em um determinado período. Normalmente uma empresa trabalha
com um programa anual de produção, no qual ela baseia-se para calcular os seus
gastos e consequentemente os seus lucros. De posse do programa anual, pode-se
prever as quantidades mensais e diárias de produção.
- Relativo a tempo de amortização do investimento
O tempo de amortização do investimento necessário à modificação do
método ou processo de produção, significa em quanto tempo a economia prevista
com a alteração do método ou processo, faz retornar às mãos do investidor, o capital
a ser aplicado possibilitando essa modificação.
Realmente, é o tempo de amortização do investimento que viabiliza ou
não a modificação de um método ou processo de produção, pois, é com base nesse
dado, que os responsáveis tomarão a decisão de concretizar a modificação ou não.
3.3.2 Viabilidade econômica na modificação de um processo ou método existente
O estudo da Viabilidade Econômica na modificação de um processo ou
método de trabalho existente, é o caso mais comum, acontecendo frequentemente
dentro de uma fábrica essa necessidade e se a mesma não possui uma estrutura,
torna-se dificultoso em demasia ou mesmo fica impossibilitada a alteração de
13
qualquer método ou processo e quando algum caso é levado a efeito, os resultados
obtidos deixam a desejar.
A viabilidade econômica neste caso, é determinada pelo tempo de
amortização do investimento necessário à modificação, isto é, quanto tempo a
economia prevista com a alteração do método ou processo, faz retornar o capital a
ser investido, possibilitando essa modificação.
O custo da peça no método atual
Ao método existente de trabalho, aquele que está sendo executado no
momento, chamamos de Método Atual, cujo custo da peça é obtido através de três
fatores:
- Custo da mão de obra direta
É o tempo padrão de fabricação da peça, multiplicado pelo custo por
minuto de fabricação
- Custo da máteria prima
O custo da matéria prima é custo do material utilizado diretamente na
fabricação da peça, constante do projeto da mesma.
- Custos de outras despesas diretas
Despesas diretas são aquelas que podem ser determinadas
diretamente ao custo da peça. Uma ferramenta ou um material
específico, utilizado na operação de fabricação dessa peça.
O custo da peça no método proposto
A sugestão proposta para a modificação do método de trabalho
existente, isto é, do método atual, chamaremos de método proposto,
cujo custo tem como base os mesmos fatores tomados para o cálculo
do custo do método atual.
- Custo da mão de obra direta
Note que não existe ainda o método de trabalho proposto, portanto,
não possuímos o tempo padrão de fabricação da peça, sendo
14
necessário estimar esse tempo. Essa estimativa é feita com base no
método de trabalho proposto.
- Custo da máteria prima
Se a modificação do método de trabalho, inclui também a mudança de
material da peça, é necessário determinar o custo unitário, com base
na quantidade de material que será utilizado, como também, do preço
de aquisição do mesmo.
- Custos de outras despesas diretas
Existindo outras despesas específicas necessárias ao método
proposto, esses também deverão ser calculados.
O investimento necessário
O investimento necessário, que possibilita a modificação do método de
trabalho, é o capital a ser gasto.
Verifica-se que apesar de todo detalhamento, a viabilidade econômica
apenas ajuda no momento decisório, porém não é ela a decisão final.
3.4 Conceito de cenários
O conceito de cenário está ligado a uma visão interna e consciente das
condições e circunstâncias que definem o ambiente em que a organização estará
operando no futuro.
Identificação das variáveis chaves que a empresa deve considerar.
• Período de tempo que é preciso analisar.
• Variáveis relevantes.
Atribuição de valores e variáveis a cada uma das variáveis relevantes.
• Intervalo de valores possíveis.
• Probabilidade de ocorrência.
15
Elaboração dos futuros mais prováveis.
Com o uso de cenários múltiplos, a empresa pode fazer frente a um amplo
espectro de acontecimentos e tendências e não apenas a uma seqüência particular.
A partir destes cenários os investidores devem perguntar-se quais são as possíveis
implicações e o impacto em sua estratégia.
A partir dos cenários múltiplos, podem ser traçadas alternativas em função
dos recursos (não só financeiros), dos investidores. Como boa parte do cenário, não
está sob controle, as estratégias devem ter flexibilidade para adaptações.
A análise de cenários múltiplos, pressupõem monitoramento constante, para
detectar sinais de mudanças tanto dos fatores, como desvios executivos. Isto
permite uma minimização considerável dos riscos.
3.5 Teoria de automação
3.5.1 A automação industrial
A automação industrial se verifica sempre que novas técnicas de controle são
introduzidas num processo. Associado ao aumento de produtividade, como fator
preponderante do aumento da qualidade de vida por meio do poder de compra
adquirido pela sociedade, torna-se o maior poder gerador de riquezas que jamais
existiu. Segundo alguns autores, "as técnicas de produção e a produtividade do
trabalho são o fator preponderante do poder de compra".
Pode-se dizer que automação industrial é oferecer e gerenciar soluções, pois
ela sai do nível de chão de fábrica para voltar seu foco para o gerenciamento da
informação. Apesar da diferença sutil entre os termos, é importante salientar a
existência de dois termos muito difundidos popularmente: automatização e
automação".
16
O termo automatização se difundiu desde a construção das primeiras
máquinas e se consolidou com a revolução industrial e, portanto, automatização está
indissoluvelmente ligada à sugestão de movimento automático, repetitivo, mecânico
e é sinônimo de mecanização, portanto reproduz ação. Caso se entenda que tal
mecanização implica somente em uma ação cega, sem correção, tem-se um sistema
no qual a saída independe da entrada, ou seja, não existe uma relação entre o valor
desejado para um sistema e o valor recebido por este, por meio da variável
responsável por sua atuação. Diz-se que esse tipo de controle se dá por malha
aberta. Neste caso, o sistema terá sempre o mesmo comportamento esperado, pois
ele, é determinado por leis físicas indissoluvelmente associadas ao hardware
utilizado. Hardware que pode ser de natureza mecânica, elétrica, térmica, hidráulica,
eletrônica ou outra.
A automação é um conceito e um conjunto de técnicas por meio das quais se
constróem sistemas ativos capazes de atuar com uma eficiência ótima pelo uso de
informações recebidas do meio sobre o qual atuam. Com base nas informações, o
sistema calcula a ação corretiva mais apropriada para a execução da ação e esta é
uma característica de sistemas em malha fechada, conhecidos como sistemas de
realimentação, ou seja: aquele que mantém uma relação expressa entre o valor da
saída em relação ao da entrada de referência do processo. Essa relação
entrada/saída serve para corrigir eventuais valores na saída que estejam fora dos
valores desejados. Para tanto, são utilizados controladores que, por meio da
execução algorítmica de um programa ou circuito eletrônico, comparam o valor atual
com o valor desejado, efetuando o cálculo para ajuste e correção.
3.5.2 Principais conceitos de automação
Dentro da área de automação, é importante a devida conceituação dos
termos empregados. Dentre os termos, destacamos os principais, abaixo descritos :
Variáveis de entrada:
São sinais externos recebidos pelo PLC, os quais podem ser oriundos de
fontes pertencentes ao processo controlado ou de comandos gerados pelo operador.
17
Tais sinais são gerados por dispositivos como sensores diversos, chaves ou
botoeiras, dentre outros.
Variáveis de saída:
São os dispositivos controlados por cada ponto de saída do PLC. Tais pontos
poderão servir para intervenção direta no processo controlado por acionamento
próprio, ou também poderão servir para sinalização de estado em painel sinótico.
Podem ser citados como exemplos de variáveis de saída os contactores, válvulas,
displays, dentre outros.
Programa:
Sequência específica de instruções selecionadas de um conjunto de opções
oferecidas pelo PLC em uso e, que irão efetuar as ações de controle desejadas,
ativando ou não as memórias internas e os pontos de saída do PLC a partir da
monitoração do estado das mesmas memórias internas e/ou dos pontos de entrada
do PLC.
A CPU :
A Unidade Central de Processamento pode ser encarada como o “cérebro”
que controla todas as ações de um PLC e, é constituída por um processador,
memórias e um sistema de interligação (barramento).
As capacidades e características dos atuais PLC estão intimamente
relacionadas com as qualidades do processador empregado, que pode ser
denominado microprocessador ou microcontrolador , conforme o caso. Suas
habilidades na solução de operações lógico-matemáticas, manipulação de dados e
controle de fluxos de programa são de tal ordem que jamais poderiam ser
implementadas nos tradicionais diagramas de relés.
A principal função do processador é o gerenciamento de todo sistema
composto pelo PLC. Tal função é efetuada pelo executivo, semelhante a um sistema
operacional de computador (como o DOS ou o Windows), o qual é responsável,
dentre outras tarefas, pela garantia de execução do ciclo de varredura.
18
Os processadores utilizados nos PLC podem ser classificados, a prióri, pelo
tamanho da informação que podem manipular. Valores como 8 bits, 16 bits ou 32
bits são os mais encontrados na atualidade. Outro fator relevante em um
processador é sua velocidade de operação (ou clock) que, apesar de os
processadores em computadores pessoais alcançarem velocidades de centenas de
megahertz, nos PLC, em geral, não necessita ser tão grande. Ainda sobre
processadores, é levado em consideração o conjunto de instruções de programação
disponíveis, que poderá torná-los com maior ou menor poder de complexidade de
programação, bem como a quantidade de memória e dispositivos de entrada e saída
que podem ser endereçados.
O termo programável de PLC implica numa seqüência de instruções, o
programa, que deve estar armazenada e disponível em algum local. Tal região é
denominada sistema de memória, que deverá estar organizada de modo a formar o
“mapa de memória”. Para entender o assunto, faz-se necessário definir o que seja
uma célula de memória e que tipos existem disponíveis atualmente, para então, em
seguida, compreender como são organizados os mapas de memória em um PLC.
Célula de memória :
Uma célula de memória é a unidade básica para armazenamento de um único
bit de informação em um sistema de memória. As memórias semicondutoras, a
gravação magnética e a gravação ótica são os métodos mais largamente utilizados
para armazenamento de informação digital. Embora não se encontrem ainda discos
de CD-ROM para armazenamento de programas de PLC, o armazenamento em
meios magnéticos é largamente difundido entre os equipamentos comerciais.
Entretanto, para compreensão do funcionamento da CPU é importante que se
conheça um pouco sobre as memórias semicondutoras, as quais substituíram
dispositivos mais antigos formados por núcleos de ferrite.
Interfaces de Entrada /Saída
O sistema de entrada/saída é que irá realizar a conexão física entre a CPU e
o mundo externo por meio de vários tipos de circuitos de interfaceamento. Tais
circuitos possuem padrões semelhantes nos diversos equipamentos. A seguir, será
19
feito menção a eles, subdividindo-os nos de natureza discreta (ou de um único bit de
informação) e naqueles de natureza numérica (analógicos ou de vários bits).
Entradas/Saídas discretas
São os tipos de ninais mais comumente encontrados em sistemas
automatizados com PLC. Nesses tipos de interface, a informação consiste em um
único bit cujo estado pode apresentar duas situações: ligado ou desligado (daí sua
característica discreta).
Cada um desses dispositivos é acionado por fontes de alimentação distintas e
que normalmente não são de mesma magnitude ou natureza. Por esta razão, as
interfaces com dispositivos de entrada/saída discretos são disponíveis em vários
níveis de tensão CA ou CC, conforme os seguintes padrões comerciais:
12Vcc 24 Vcc 110Vca 220Vca
Adicionalmente, para as saídas, também são encontrados contatos
abre/fecha de relé os quais normalmente suportam correntes de até 1 A com
isolação de 220 Vca, mas que podem variar conforme o modelo e o fabricante. Outra
característica é o número de pontos de entrada/saída que possui terminal em
comum, o qual pode variar entre dois, quatro ou mais pontos, ou apenas um (saída
isolada), o que também dependerá do modelo e fabricante do equipamento.
Entradas/Saídas Numéricas :
Com as potencialidades de processamento aritmético que passaras a integrar
os processadores nos atuais PLC novas características de controle puderam
facilmente ser adicionadas a esse equipamento.
Não se pode deixar de citar suas características de processamento numérico
como o controle analógico em malha fechada, por exemplo. Ainda que o tempo de
ciclo de varredura seja demasiado lento, várias aplicações, como controle térmico ou
reações físico-químicas diversas, possuem ma constante de tempo suficientemente
grande para que os CP possam ser empregados com sucesso.
20
A recepção ou envio de sinais numéricos se faz principalmente por meio de
pontos de entrada/saída analógicos, o que implicitamente significa que dentro do
PLC há um circuito conversor analógico-digital ou digital-analógico conforme o caso.
A diferença marcante em relação aos sinais discretos é que seja pelo tratamento de
dispositivos multibits, como é o caso do acionamento de motores de passo, ou o
acendimento de displays.
Cada um dos dispositivos analógicos, em particular, é acionado por fontes de
alimentação distintas e que normalmente não são de mesma magnitude ou
natureza. Por esta razão, as interfaces com dispositivos de entrada/saída analógicas
são disponíveis em várias faixas de tensão ou corrente.
Temporizador :
Um recurso altamente utilizado em automatizações com PLC são as
temporizações de comandos. Seguindo o modelo dos antigos relés de tempo, o tipo
de temporização mais comumente empregado é o de retardo na energização. Nos
equipamentos comerciais, existem diversos recursos para controle dos
temporizadores tais como interrupção ou congelamento da temporização,
informação de tempo restante, mudança de base de tempo, dentre outros.
Contador :
Outro recurso bastante útil nos PLC são os contadores, por meio dos quais
torna-se possível quantificar a ocorrência de eventos impulsionais no processo
controlado. Os contadores nos PLC comerciais podem se apresentar com os mais
diversos recursos, tais como seleção de contagem crescente ou decrescente, pré
estabelecimento de valores, indicação de passagem por zero, apresentação do valor
de contagem corrente, dentre outros.
Protocolos de comunicação :
Dentre os protocolos industriais mais conhecidos, podem-se citar: interbus,
mudbus, fieldbus, profibus, entre outros. Todos destinados à comunicação entre
sistemas de automação, por meio de barramento de campo serial.
21
Todos os protocolos possuem funções tais quais:
���� endereçamento – dependendo da complexidade do sistema de
comunicação, torna-se fundamental que a mensagem conheça o
endereço de destino na rede.
���� Estabelecimento de conexão – conjunto de procedimentos necessários
para que ocorra o estabelecimento de uma comunicação entre dois
processos para iniciarem a execução de uma tarefa.
���� Confirmação de recebimento – é importante que o local de destino
possa validar a mensagem, de forma a informar o seu recebimento.
���� Pedido de retransmissão – no item anterior, caso a mensagem
contenha erros, é gerado um pedido de retransmissão por parte do
destino à origem. A retransmissão pode acontecer, por iniciativa da
origem, quando, após um certo tempo, não receber a confirmação de
recebimento da mensagem por parte do receptor.
���� Conversão de código – quando o código da mensagem que trafega na
rede é diferente do código de processamento interno da máquina de
destino, ela deverá ser traduzida para o código do processador local.
���� Numeração e seqüência – muitas vezes, ma mensagem é muito
extensa e necessita ser transportada em blocos, de tal modo que cada
bloco deve ser numerado em seqüência, e deste modo, o destino só
terá o trabalho de verificar se a seqüência de numeração está correta.
���� Controle de fluxo – define o tamanho máximo da mensagem para ser
transportada na rede de comunicação. É definido, em função do
tamanho da mensagem, o número de blocos em que ela está fatiada.
22
4 OBJETIVOS E JUSTIFICATIVA DO PROJETO
4.1 Objetivo geral
O objetivo geral do projeto é gerar ferramentas (metodologia) que possam
auxiliar um usuário a desenvolver um projeto para automação de determinado
processo industrial ou máquina.
4.2 Objetivos específicos
Consideram-se objetivos específicos para o desenvolvimento do Projeto Final
de Graduação:
a) Desenvolvimento de uma metodologia para desenvolver um projeto com
variáveis de entrada, geração de cenários para viabilidade econômica,
questionário para analisar a probabilidade de o projeto dar certo ou não,
riscos e resultados esperados.
b) Possibilitar a um usuário utilizar um software onde possa encontrar
informações básicas sobre como funciona um sistema especialista,
analisar os tipos de equipamentos, projetar um percentual de peças
sobressalentes, criar cenários para uma análise de viabilidade econômica,
a forma de gerar, direcionar, apresentar e implantar um sistema
automatizado de forma mais segura e dinâmica.
23
4.3 Hipótese Principal
A implantação de um sistema especialista em uma determinada linha de
produção pode ser feita em parte por uma pessoa que não tenha conhecimentos
profundos na área de automação.
4.4 Delimitação do tema
Aplicação de conceitos teóricos e desenvolvimento de metodologia em um
processo da indústria madeireira ( descascamento e classificação de toras ).
4.5 Justificativa do projeto
A falta de acesso às informações estratégicas e técnicas sobre o
desenvolvimento de um sistema especialista pode trazer problemas para a
implantação deste sistema com eficiência e segurança.
Geralmente as pequenas e médias empresas não possuem um engenheiro só
para implantar este sistema e o acesso a estas informações torna-se restrito a
integradores / empreiteiros.
Pressupondo que a metodologia e o software auxiliariam na idealização do
projeto, no desenvolvimento de cenários para o estudo de viabilidade econômica e
no gerenciamento deste projeto, o sistema especialista poderia ser implantado por
um usuário que não tenha conhecimentos profundos na área de automação, mas
que tenha conhecimento do processo produtivo, para gerenciar e auxiliar um
integrador ou fornecedor de serviços que está trabalhando na modernização desta
linha de produção.
24
5 METODOLOGIA PARA DESENVOLVIMENTO DO PROJETO
A metodologia utilizada para desenvolvimento do projeto proposto seguiu-se
conforme as etapas seguintes.
5.1 Desenvolvimento da idéia:
Através da apresentação de uma idéia inicial aos Professores Orientadores, o
desenvolvimento de uma metodologia para auxiliar um usuário a implantar um
sistema especialista começou a se tornar consistente.
A equipe conseguiu delinear (junto com os professores orientadores) quais
eram os objetivos principais e novas idéias e, gradativamente, sugestões foram
sendo agregadas à idéia original.
Foram traçados como objetivos iniciais:
• Procurar um processo produtivo simples e objetivo que pudesse servir
como estudo de caso para o desenvolvimento da metodologia e do
software;
• Escolher de uma linguagem de programação adequada e simples para
desenvolver o software;
• Agrupar o maior número possível de informações para incrementar o
software, sobre automação, planejamento estratégico, tomada de
decisões, materiais, etc.
• Gerar os cenários para possibilitar uma análise de investimento e tempo
de retorno.
25
• Entrevistar integradores e profissionais ligados à área de automação, com
a finalidade de entender como os processos a serem automatizados são
analisados, qual a sua linha de pensamento e quais as etapas lógicas
para o desenvolvimento das suas atividades.
5.2 Variáveis de entrada:
Para desenvolver o que foi proposto nos objetivos, foram levantadas as
seguintes variáveis de entrada:
• Tempo de produtividade: tempo que o processo leva para produzir uma
peça dentro das características aceitáveis;
• Custo de produção: custo de mão-de-obra de produção em uma unidade
de tempo (minuto, por peça, hora, etc);
• Matéria-prima: tipo de matéria-prima utilizada;
• Investimento: características do tipo de investimento, como será o retorno
de investimento, unidade monetária (por peça, reais, etc);
• Perfil do processo: qual processo a ser escolhido, nível de complexidade,
acesso a informações, literatura existente sobre este processo, facilidade
de se implantar um sistema automatizado.
5.3 Processo escolhido
O processo a ser escolhido para o desenvolvimento da metodologia e do
software foi de uma indústria madeireira. Foi escolhido o descascador de toras,
justamente a fase inicial do processo madeireiro, e uma das etapas fundamentais
para que os processos seguintes possam garantir sua produtividade, já que o
26
descascador de toras prepara e classifica a matéria-prima (toras) para o processo de
corte.
Trata-se de um processo simples e não há muitos trabalhos e pesquisas
nesta área, que possui um enorme potencial de produção.
5.4 Etapa Inicial: Coleta de Informações
Para organizar todas as idéias, a equipe optou pela sistemática de MASP,
utilizando as seguintes ferramentas de qualidade: diagrama de árvore, 5W+2H,
planos de ação e um cronograma.
Em reuniões semanais, o diagrama de árvore e os planos de ação foram
sendo apurados junto com o desenvolvimento da idéia central. A fundamentação
bibliográfica foi delineada.
A equipe viu a necessidade de pesquisa de campo, para poder analisar o
processo e o que poderia ser melhorado através da implantação de um sistema
especialista e a procura por empresas que pudessem apresentar suas linhas de
produção foi se intensificando.
Em reunião com os professores orientadores, foram identificadas as
principais informações que deveriam ser levantadas no campo:
• Qual é o ganho de produtividade?
• Qual é o ganho com tempo?
• Qual é o ganho com mão-de-obra?
• Existe melhoria na qualidade do produto?
• Há um maior aproveitamento da madeira?
• Como se pode aumentar a confiabilidade do processo?
• Pode-se modificar o lay-out da instalação?
• Como pode ser implementado um sistema especialista nas máquinas?
27
• Como é o processo de recepção e armazenagem?
• Como são feitos os estudos de viabilidade de investimento em
automação?
• Qual o valor mínimo do retorno de investimento em automação?
• Quais as principais empresas no ramo de automação no setor madeireiro?
• Que equipamentos são utilizados com mais freqüência?
• Um sistema especialista denota aumento no consumo de energia elétrica?
• O que se faz com os resíduos?
• Demais itens relevantes ao processo.
5.5 Trabalho em Campo
A primeira e a segunda visita para coleta de informações em campo foi na
fábrica da Berneck, onde pôde ser analisado um descascador de toras com
tecnologia antiga e que, em breve, entraria em processo de automatização. Pôde-se
também analisar o processo produtivo como um todo, como é feito o processo de
armazenagem, a classificação das toras, a utilização das toras descascadas no
processo seguinte e a criticidade de um descascamento correto para não
comprometer o processo de produção seguinte. A Berneck estava em franco
processo de modernização, com instalação de tecnologia de ponta alemã para
controlar todo o processo produtivo (empresa Siembel Kamper, da Alemanha).
A terceira visita foi feita na empresa Placas do Paraná, onde um processo
diferente foi apresentado à equipe. Nesta empresa pudemos analisar outros
processos (decorrentes do processo inicial – descascador de toras) e todo um
desenvolvimento tecnológico em fase de implantação.
A quarta visita foi feita na empresa Fluipress, empresa especializada em
automação de processos, onde a equipe pôde ter contato com os principais
materiais utilizados em automação, traçando um paralelo entre os materiais
existentes e os materiais utilizados para a automatização do processo madeireiro
escolhido.
28
A quinta visita foi realizada novamente na Berneck, quando o descascador
de toras já havia sido automatizado. Foi feita uma análise detalhada do sistema
especialista, entrevista com os operadores para medir o grau do impacto da
automação e feita uma análise comparativa entre o processo antigo e o
automatizado.
A sexta visita foi feita na FENAM (Feira Internacional de Máquinas para
Madeira), onde a equipe pôde travar contato com empresas especializadas no
desenvolvimento de descascadores de toras, além de analisar outras máquinas com
tecnologia de ponta para a indústria madeireira e verificar possíveis parceiros para
futuras parcerias em desenvolvimentos de novos trabalhos acadêmicos no ramo
madeireiro.
5.6 Desenvolvimento do Software
Após coletar as informações necessárias, a equipe iniciou o trabalho de
desenvolvimento do software. Baseado em uma tendência do momento, em que se
utiliza softwares simples, acessíveis e que atendam a todas as necessidades e de
fácil instalação, foi feita uma modelagem que pudesse utilizar um browser como
suporte. Isso traz inúmeras vantagens como:
• Não é necessário fazer rotinas para impressão;
• A parte gráfica fica mais elaborada e de fácil concepção;
• Pode-se relacionar vários softwares em uma mesma plataforma;
• A arquitetura final do software fica igual à arquitetura mundialmente
conhecida da World Wide Web.
• O software desenvolvido possui as seguintes informações:
29
• Planilhas de cálculo para criação de cenários;
• Questionário para análise de complexidade e para apresentar um
percentual de sucesso do projeto;
• Auto-instrucional com informações técnicas sobre automação e materiais
elétricos a serem utilizados em um processo como a automatização do
descascador de toras;
• Auto-instrucional com informações administrativas e estratégicas sobre
como conduzir o estudo de viabilidade econômica e como tomar uma
decisão.
• Simulação de um descascador de toras para análise do processo.
• Impressão de relatórios que serão utilizados como material de apoio para
a apresentação do estudo de viabilidade econômica.
30
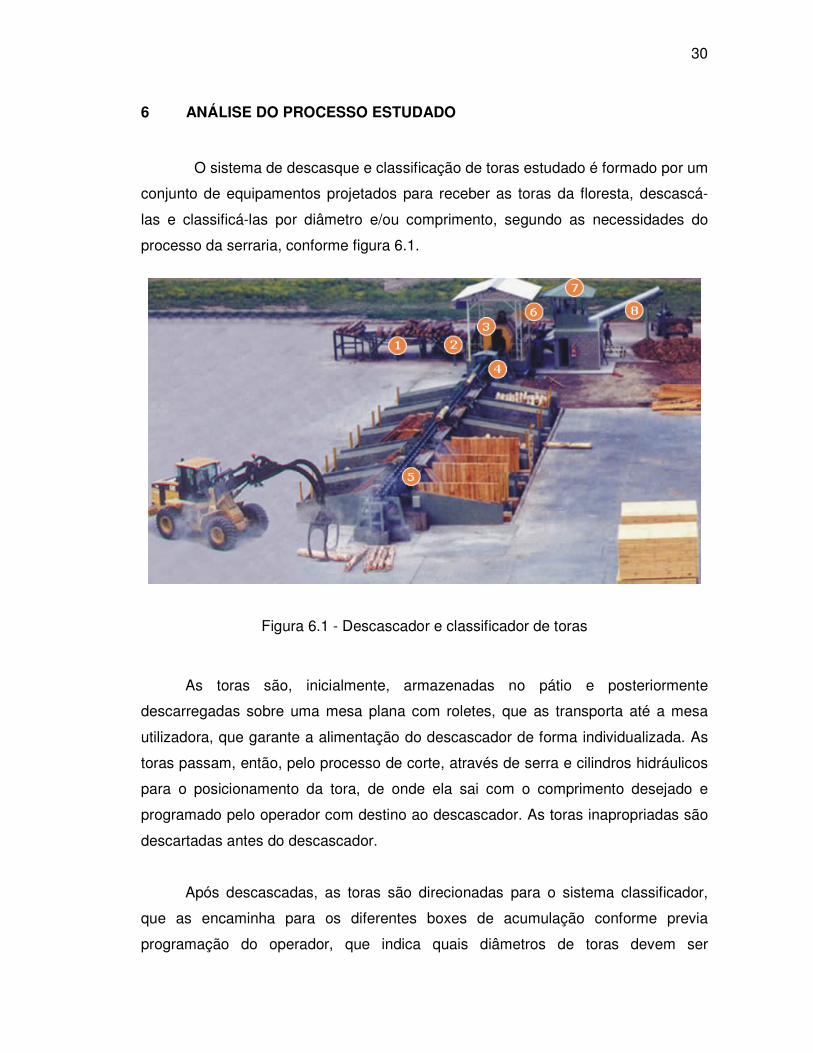
6 ANÁLISE DO PROCESSO ESTUDADO
O sistema de descasque e classificação de toras estudado é formado por um
conjunto de equipamentos projetados para receber as toras da floresta, descascá-
las e classificá-las por diâmetro e/ou comprimento, segundo as necessidades do
processo da serraria, conforme figura 6.1.
Figura 6.1 - Descascador e classificador de toras
As toras são, inicialmente, armazenadas no pátio e posteriormente
descarregadas sobre uma mesa plana com roletes, que as transporta até a mesa
utilizadora, que garante a alimentação do descascador de forma individualizada. As
toras passam, então, pelo processo de corte, através de serra e cilindros hidráulicos
para o posicionamento da tora, de onde ela sai com o comprimento desejado e
programado pelo operador com destino ao descascador. As toras inapropriadas são
descartadas antes do descascador.
Após descascadas, as toras são direcionadas para o sistema classificador,
que as encaminha para os diferentes boxes de acumulação conforme previa
programação do operador, que indica quais diâmetros de toras devem ser
31
direcionadas para que box e, em seguida, são encaminhadas para o processo de
serraria.
É apresentada a seguir uma descrição de cada um dos processos do
descascador e classificador de toras.
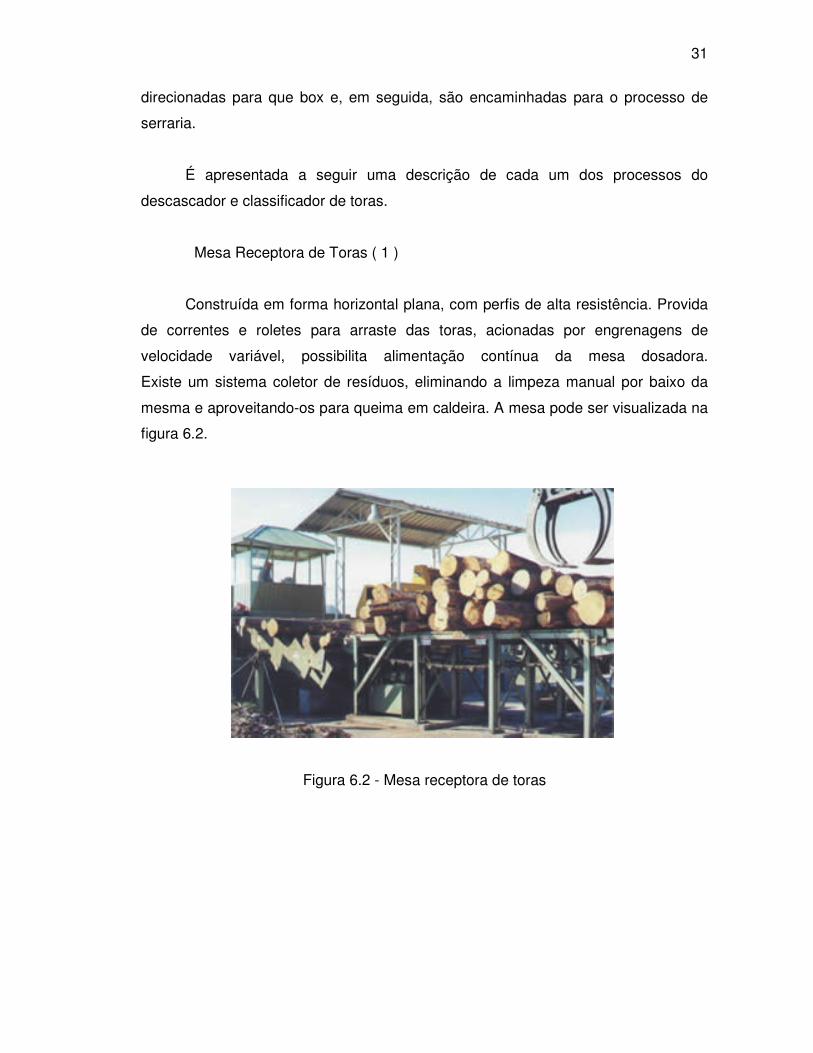
Mesa Receptora de Toras ( 1 )
Construída em forma horizontal plana, com perfis de alta resistência. Provida
de correntes e roletes para arraste das toras, acionadas por engrenagens de
velocidade variável, possibilita alimentação contínua da mesa dosadora.
Existe um sistema coletor de resíduos, eliminando a limpeza manual por baixo da
mesma e aproveitando-os para queima em caldeira. A mesa pode ser visualizada na
figura 6.2.
Figura 6.2 - Mesa receptora de toras
32
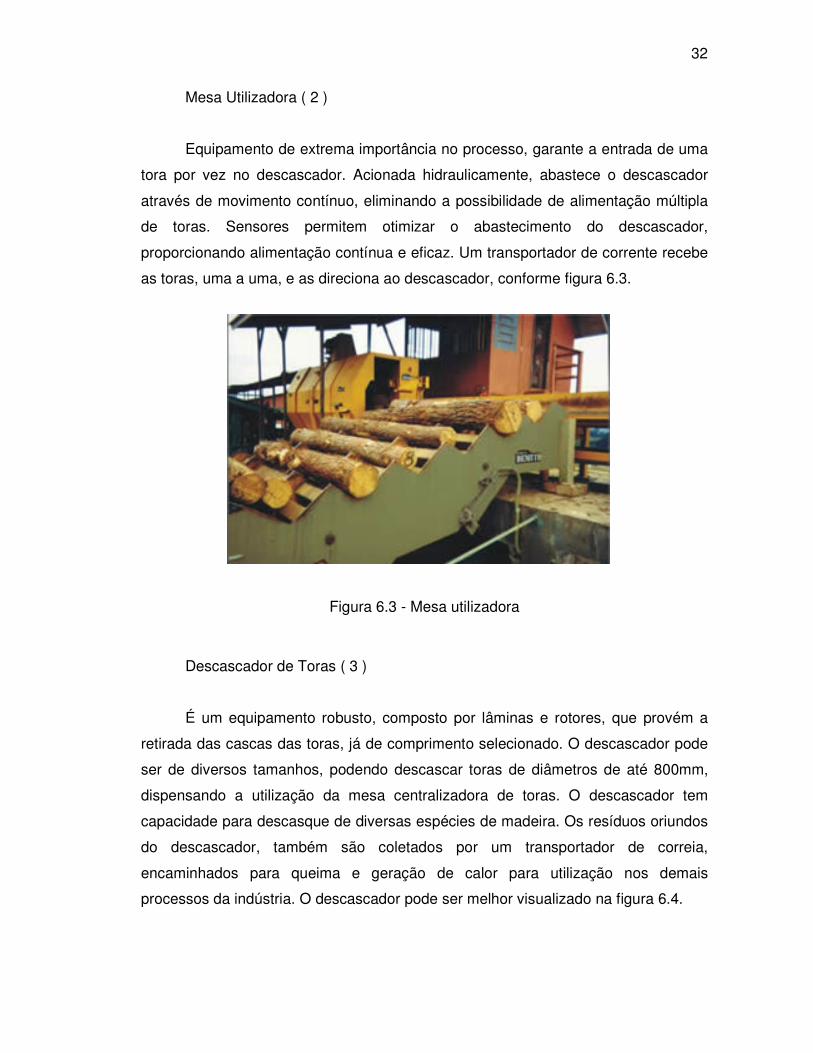
Mesa Utilizadora ( 2 )
Equipamento de extrema importância no processo, garante a entrada de uma
tora por vez no descascador. Acionada hidraulicamente, abastece o descascador
através de movimento contínuo, eliminando a possibilidade de alimentação múltipla
de toras. Sensores permitem otimizar o abastecimento do descascador,
proporcionando alimentação contínua e eficaz. Um transportador de corrente recebe
as toras, uma a uma, e as direciona ao descascador, conforme figura 6.3.
Figura 6.3 - Mesa utilizadora
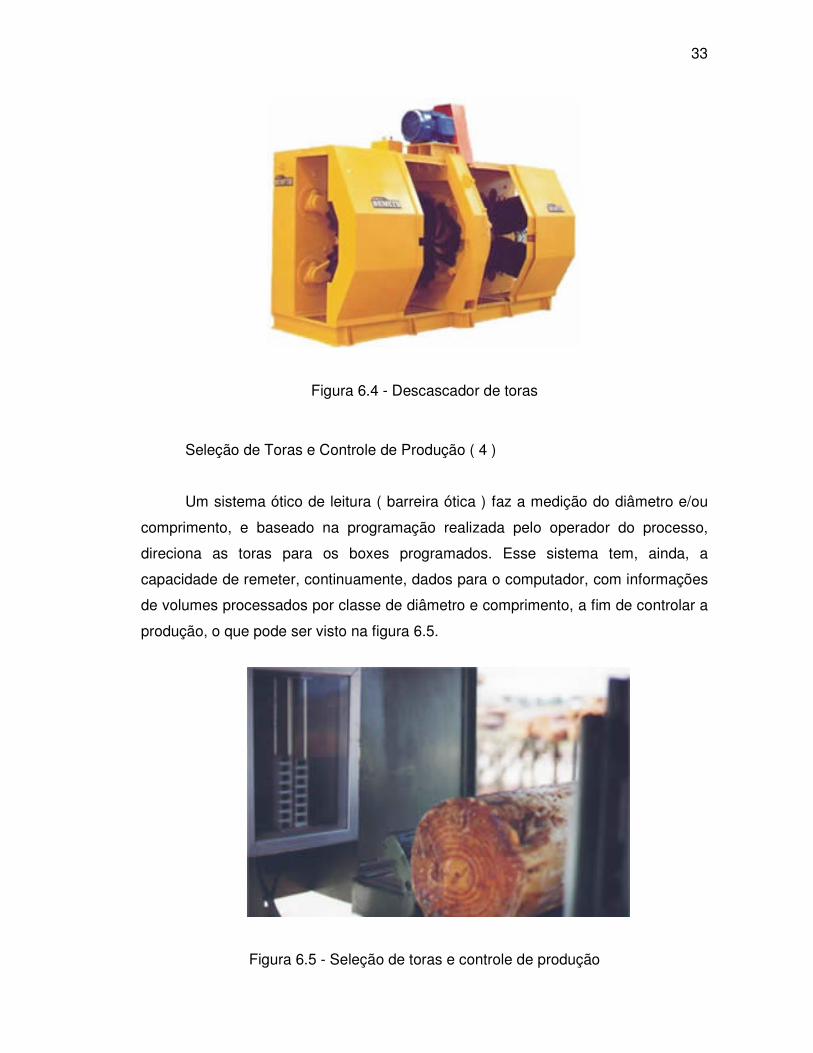
Descascador de Toras ( 3 )
É um equipamento robusto, composto por lâminas e rotores, que provém a
retirada das cascas das toras, já de comprimento selecionado. O descascador pode
ser de diversos tamanhos, podendo descascar toras de diâmetros de até 800mm,
dispensando a utilização da mesa centralizadora de toras. O descascador tem
capacidade para descasque de diversas espécies de madeira. Os resíduos oriundos
do descascador, também são coletados por um transportador de correia,
encaminhados para queima e geração de calor para utilização nos demais
processos da indústria. O descascador pode ser melhor visualizado na figura 6.4.
33
Figura 6.4 - Descascador de toras
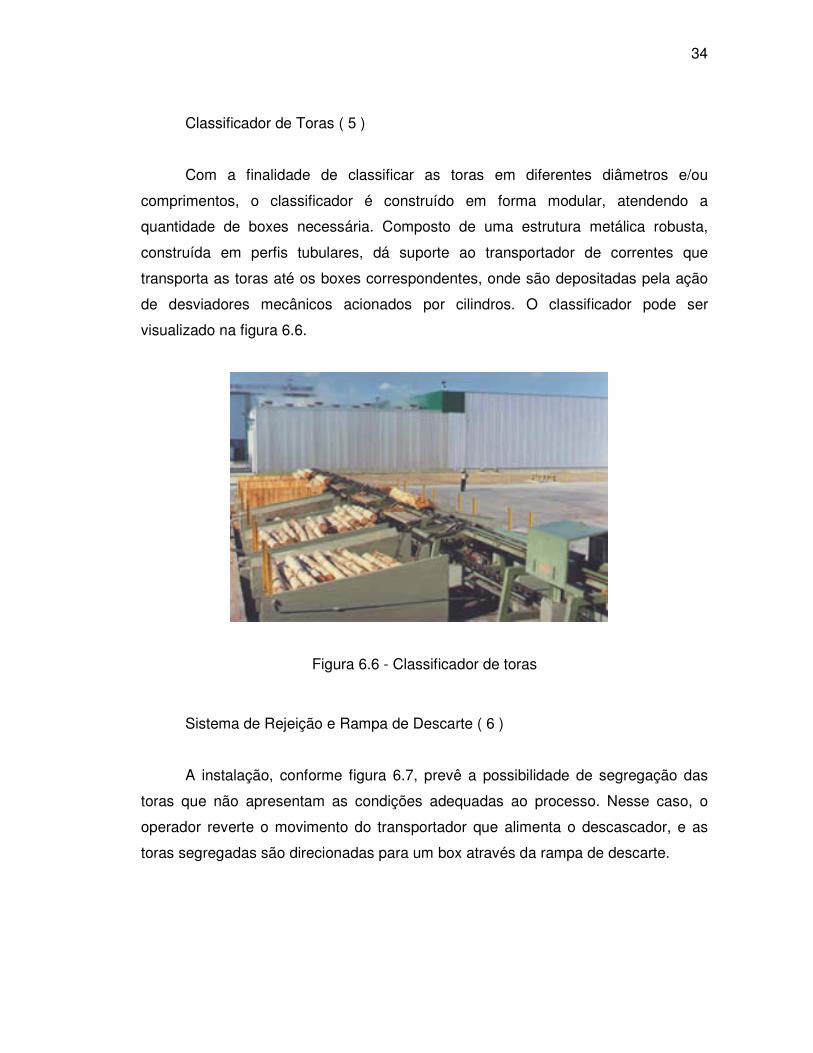
Seleção de Toras e Controle de Produção ( 4 )
Um sistema ótico de leitura ( barreira ótica ) faz a medição do diâmetro e/ou
comprimento, e baseado na programação realizada pelo operador do processo,
direciona as toras para os boxes programados. Esse sistema tem, ainda, a
capacidade de remeter, continuamente, dados para o computador, com informações
de volumes processados por classe de diâmetro e comprimento, a fim de controlar a
produção, o que pode ser visto na figura 6.5.
Figura 6.5 - Seleção de toras e controle de produção
34
Classificador de Toras ( 5 )
Com a finalidade de classificar as toras em diferentes diâmetros e/ou
comprimentos, o classificador é construído em forma modular, atendendo a
quantidade de boxes necessária. Composto de uma estrutura metálica robusta,
construída em perfis tubulares, dá suporte ao transportador de correntes que
transporta as toras até os boxes correspondentes, onde são depositadas pela ação
de desviadores mecânicos acionados por cilindros. O classificador pode ser
visualizado na figura 6.6.
Figura 6.6 - Classificador de toras
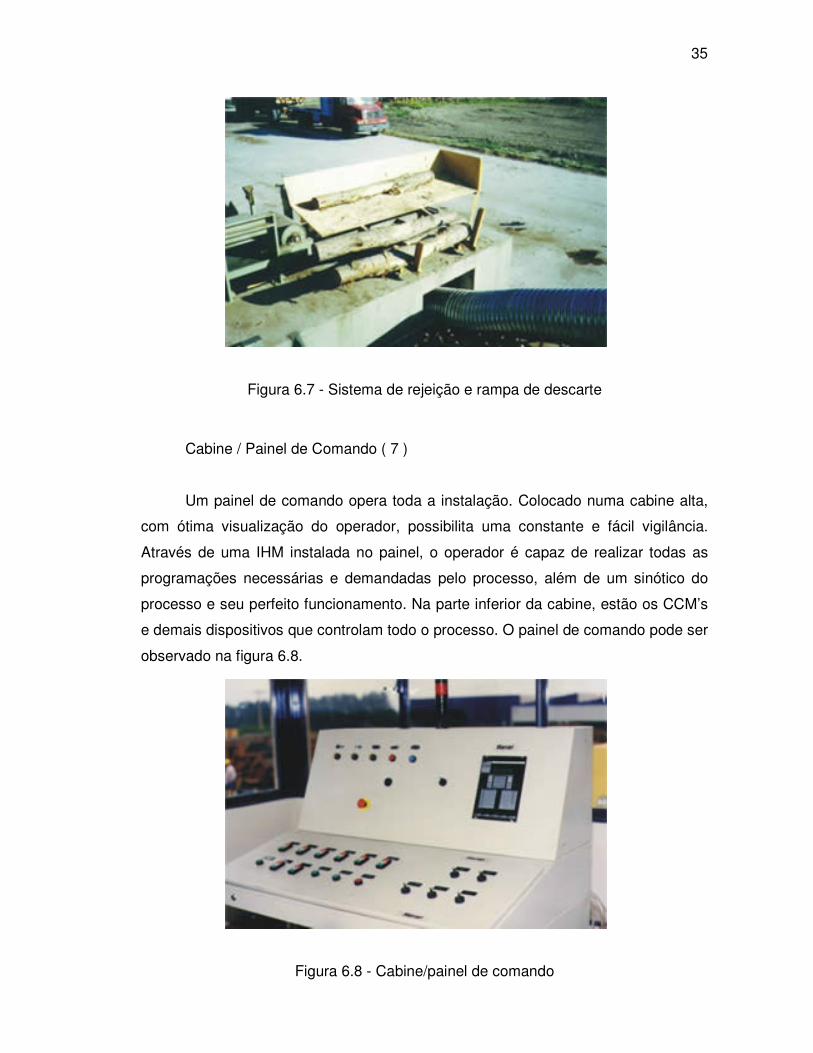
Sistema de Rejeição e Rampa de Descarte ( 6 )
A instalação, conforme figura 6.7, prevê a possibilidade de segregação das
toras que não apresentam as condições adequadas ao processo. Nesse caso, o
operador reverte o movimento do transportador que alimenta o descascador, e as
toras segregadas são direcionadas para um box através da rampa de descarte.
35
Figura 6.7 - Sistema de rejeição e rampa de descarte
Cabine / Painel de Comando ( 7 )
Um painel de comando opera toda a instalação. Colocado numa cabine alta,
com ótima visualização do operador, possibilita uma constante e fácil vigilância.
Através de uma IHM instalada no painel, o operador é capaz de realizar todas as
programações necessárias e demandadas pelo processo, além de um sinótico do
processo e seu perfeito funcionamento. Na parte inferior da cabine, estão os CCM’s
e demais dispositivos que controlam todo o processo. O painel de comando pode ser
observado na figura 6.8.
Figura 6.8 - Cabine/painel de comando
36
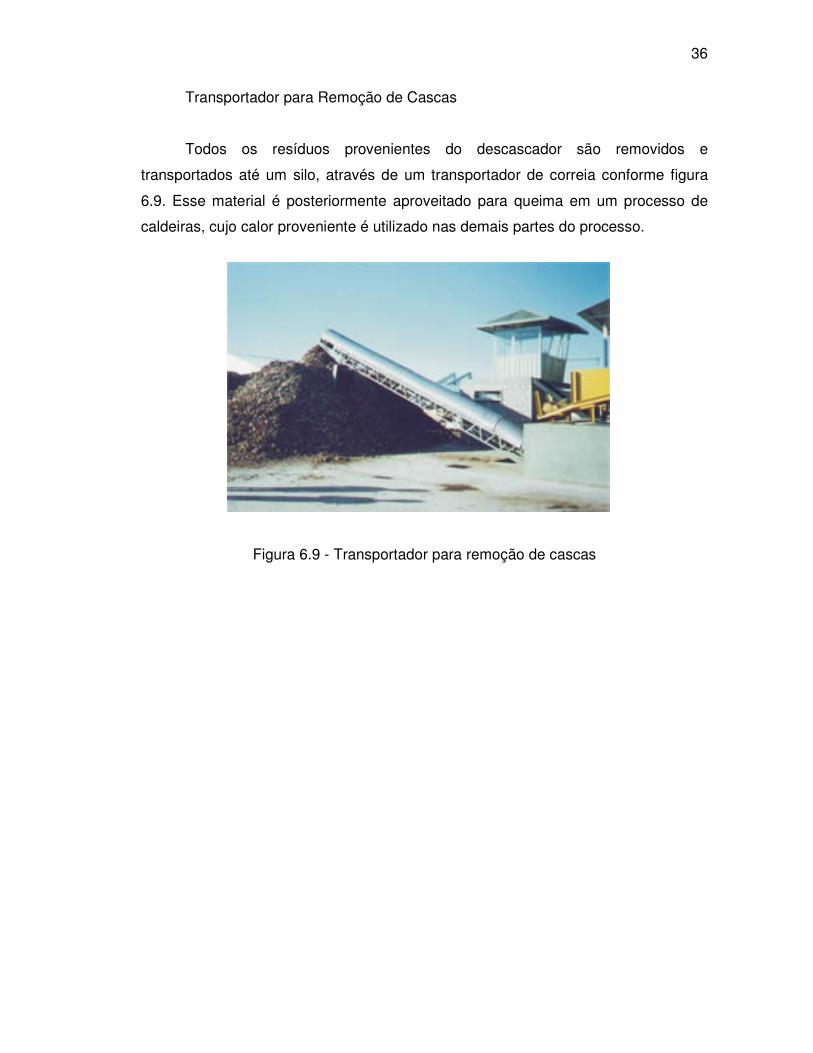
Transportador para Remoção de Cascas
Todos os resíduos provenientes do descascador são removidos e
transportados até um silo, através de um transportador de correia conforme figura
6.9. Esse material é posteriormente aproveitado para queima em um processo de
caldeiras, cujo calor proveniente é utilizado nas demais partes do processo.
Figura 6.9 - Transportador para remoção de cascas
37
7 RESULTADOS
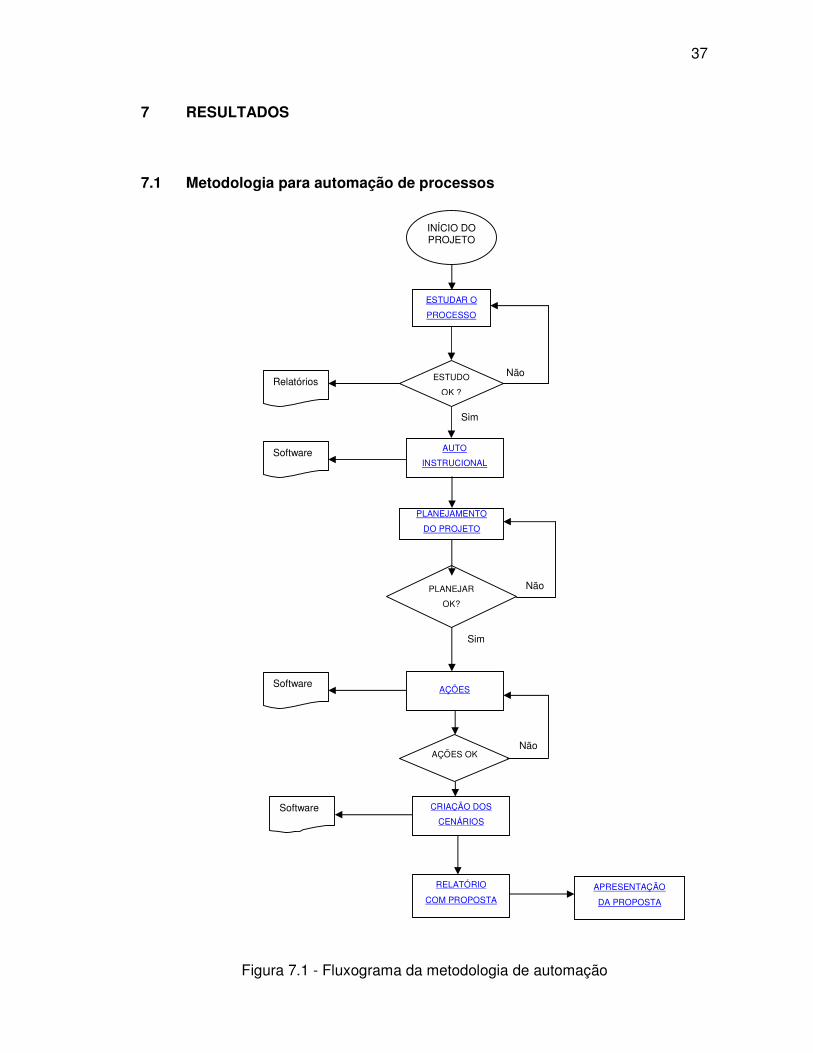
7.1 Metodologia para automação de processos
Figura 7.1 - Fluxograma da metodologia de automação
Não
Não
Sim
Não
RELATÓRIO
COM PROPOSTA APRESENTAÇÃO
DA PROPOSTA
ESTUDAR O
PROCESSO
ESTUDO
OK ?
AUTO
INSTRUCIONAL
PLANEJAMENTO
DO PROJETO
PLANEJAR
OK?
AÇÕES
AÇÕES OK
CRIAÇÃO DOS
CENÁRIOS
INÍCIO DO PROJETO
Sim
Relatórios
Software
Software
Software
38
Para que o usuário possa desenvolver o projeto de um sistema especialista,
pode ser utilizada a seguinte metodologia, conforme descrita no fluxograma da figura
7.1:
7.1.1 Estudo do processo que se deseja automatizar
Deve-se estudar detalhadamente o processo que se desejar automatizar,
realizando-se uma coleta de dados com uma série de informações a respeito do
processo;
Utilizar para esta coleta de dados alguma ferramenta de Qualidade como
Diagrama de Árvore ou um Brainstorming;
É fundamental a participação do pessoal operacional, que podem ser
entrevistados ou reuni-los para uma reunião para coletar as variáveis de entrada;
Variáveis de Entrada
Produtividade
• Fazer uma estimativa da quantidade de peças que são produzidas (essa
quantidade pode ser mensal ou semanal ou diária ou por hora);
• Estimar qual o tempo necessário para a produção de uma determinada
quantidade de peças (essa quantidade pode ser mensal ou semanal ou
diária ou por hora);
• Fazer uma análise da qualidade das peças, ou seja, dentro de uma
determinada quantidade de peças produzidas (essa quantidade pode ser
mensal ou semanal ou diária ou por hora) qual a quantidade de peças
produzidas dentro das normas de qualidade exigidas, quantidade de
refugos, principais problemas apresentados e determinar a causa raiz
dos mesmos (pode ser utilizado um Diagrama Causa-Efeito – Ishikawa e
um Diagrama de Pareto);

39
Tempo de paradas
• Fazer uma estimativa de quanto tempo (esse tempo pode ser um tempo
médio mensal) o processo fica parado devido à manutenção corretiva,
falta de energia elétrica, matéria-prima, falta de manutenção preventiva,
problemas com mão-de-obra, etc;
• Utilizar um Diagrama Causa-Efeito, indicando como problema o “tempo
de parada”;
Infra – estrutura
• Fazer uma análise das instalações elétrica, mecânica, hidráulica e
pneumática do processo produtivo;
• Idealizar um Brainstorming com as seguintes questões como “as
instalações são suficientes para a implantação do sistema especialista ou
devem ser ampliadas?” e “o acesso a estas instalações é facilitado?”;
• Fazer uma análise do lay-out do processo;
Custos
• Analisar os custos com mão-de-obra, matéria-prima, instalação, energia
elétrica, manutenção e processo produtivo;
40
7.1.2 Estudo do auto-instrucional
Estudar as informações que compõe o auto-instrucional do software para
obtenção do conhecimento mínimo necessário em automação de processos
industriais. Esta fase compreende os seguintes estudos:
• Estudo da teoria de automação de processos industriais;
• Estudo dos equipamentos utilizados em automação de processos
industriais;
• Estudo de sistemas especialistas;
• Estudo sobre desenvolvimento de projeto, tomada de decisão e
gerenciamento da implantação de sistema especialista.
7.1.3 Estudo de processos semelhantes já automatizados
Estudar processos semelhantes, que já foram automatizados, para que se
tenha uma idéia de quais são os equipamentos necessários na automação do
processo e como será feita a automação do processo;
7.1.4 Probabilidade de sucesso na implantação do sistema especialista
Responder a uma série de perguntas para verificar qual é a probabilidade de
sucesso na implantação do sistema especialista, analisando todos os fatores
referentes à sua implantação;
41
7.1.5 Planejamento do sistema especialista
Fazer um planejamento minucioso da automação do processo como descrito
a seguir:
Lista de equipamentos e peças reposição
• Elaborar uma lista com os equipamentos elétricos, mecânicos e de
automação necessários para automatizar o processo;
• Estimar uma projeção de peças de reposição;
Esboço do processo automatizado
• Fazer um desenho simplificado do processo automatizado;
Informações sobre a execução do processo
• Obter informações com empreiteiras e integradores sobre o custo
elétrico, mecânico, da automação propriamente dita e start–up para
execução da automação do processo.
Cronograma
• Elaborar um cronograma para implantação do sistema especialista;
Manutenção do processo automatizado
• Identificar quem deve ser treinado para manutenção de primeiro nível,
corretiva e preventiva do sistema especialista e quais serão as rotinas de
manutenção;
42
7.1.6 Ações a serem tomadas para a gerar os cenários
Nesta fase devem ser tomadas ações baseadas no planejamento da
automação do processo com descritas a seguir:
Solicitar orçamento de equipamentos e peças
• Solicitar com fornecedores orçamento de preço dos todos os
equipamentos elétricos, mecânicos, de automação e peças de reposição
para automação do processo;
Treinamento
• Providenciar proposta e orçamento para o treinamento necessário após a
automação do processo;
Manutenção
• Providenciar proposta e orçamento para o treinamento de manutenção
do processo após a automação;
Utilização do software
• Elaborar vários cenários para análise de viabilidade econômica, sendo
que cada cenário refere-se a um tipo de sistema especialista (utilização
de equipamentos diferentes, fabricantes diferentes, métodos de
automatização diferentes);
• Utilizar o software para o cálculo do tempo de retorno de investimento
para o sistema especialista, margem de lucro, custo e preço de venda do
produto final com o processo automatizado.
• Imprimir os relatórios dispostos no software para anexar à proposta do
projeto do sistema especialista;
43
Contratação de empreiteira
• Contratar empreiteira para solicitar a melhoria e análise do ante-projeto.
7.1.7 Apresentação da proposta de automação
• Apresentar o relatório com a proposta de automação para aprovação.
7.2 Software
Tutorial do Software de Metodologia e Análise de Viabilidade Técnico-Econômica
para Automação de Processos na Indústria Madeireira
7.2.1 Considerações Iniciais
Visando uma maior interação com o usuário, o software foi implementado
buscando o que existe de tendência dentro das grandes empresas, a utilização do
browser como apoio para aplicativos simples e rápidos.
Desta forma, fica garantido que um número maior de usuário podem rodar
em suas estações de trabalho o programa e sem maiores problemas. Outra grande
vantagem é o fato de não necessitar de instalação.
Usando uma linguagem já conhecida por quase que totalidade dos usuários
de sistemas computacionais, o software apresenta cerca de 100 telas distribuídas
em dois principais tópicos: Auto Instrucional e Análise de Viabilidade.
O Auto instrucional possui dados de consulta sobre as áreas técnica,
administrativa e de equipamentos na área de automação.
44
A Análise de viabilidade é composta por uma série de tabelas para
levantamento de dados e confecção de cálculos econômicos e probabilísticos,
permitindo ao usuário a confecção de relatórios e simulações por cenários.
Um banner do software pode ser visualizado na figura 7.2.
Figura 7.2 Banner do Software
A seguir encontramos as principais telas e desenvolvimentos pertencentes
ao resultado final deste trabalho do software utilizado no auxílio da implementação
da metodologia de análise proposta.
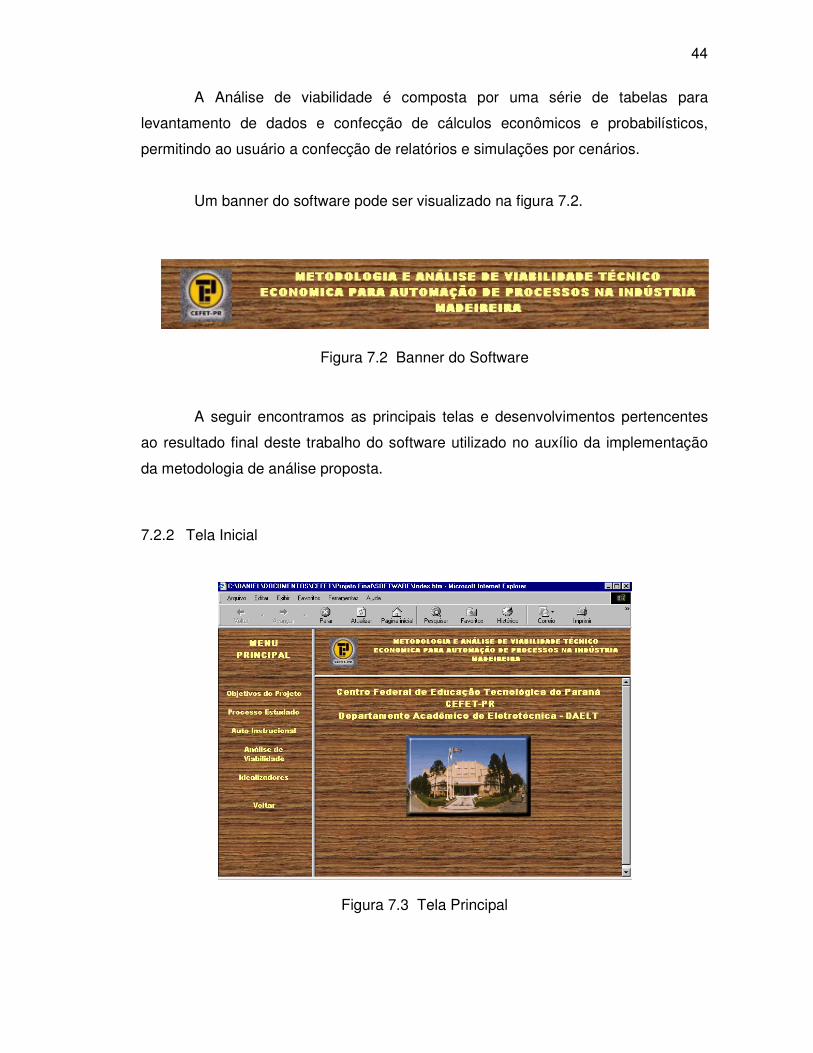
7.2.2 Tela Inicial
Figura 7.3 Tela Principal
45
A estrutura de frames foi escolhida para auxiliar na navegação do software,
pois com a mesma podemos interagir com duas ou mais telas ao mesmo tempo,
aumentando a velocidade de acesso e reduzindo o caminho entre um processo e
outro. A tela principal do software pode ser visualizada na figura 7.3.
Na página inicial, temos a esquerda o frame do “Menu Principal”, de onde
partem todas as navegações de análise e consulta que o programa pode oferecer. O
menu principal do software pode ser observado na figura 7.4.
Para acessar alguma função basta apenas clicar sobre a opção desejada, no
final de cada frame iremos encontrar a opção “Voltar” que faz com que o usuário
retorne para a tela anterior. Se for de preferência do usuário poderá ser utilizado
também, as teclas de retorno do browser.
Figura 7.4 Menu Principal
A opção “Objetivos do projeto” e “Processo estudado” comentam sobre a
motivação pelo desenvolvimento do projeto e onde foram realizadas as pesquisas e
desenvolvimentos na área da indústria madeireira.
Conforme comentado anteriormente, encontramos as opções de Auto
instrucional e Análise de Viabilidade.
46
7.2.3 Auto instrucional
Figura 7.5 Link Auto Instrucional
Ao selecionarmos o link do Auto instrucional, um novo menu irá surgir no
local do “Menu Principal”, será o menu “Auto Instrucional”. A figura 7.5 mostra o link
do auto-instrucional.
Figura 7.6 Menu Auto Instrucional
Conforme indicado na figura 7.6, o Auto instrucional possui três subdivisões
que permitem ao usuário criar um pensamento crítico sobre um processo
automatizado. O resultado final das buscas pelas opções estruturadas no interior do
programa, será uma ficha técnica ou um paper sobre um assunto específico. A figura
7.7 mostra o exemplo de um paper e a figura 7.8 o exemplo de uma ficha técnica a
respeito de um determinado equipamento utilizado na automação de processos.

47
Figura 7.7 Exemplo de um Paper
Figura 7.8 Exemplo de uma Ficha Técnica
7.2.4 Análise de Viabilidade
Figura 7.9 Link da Análise de Viabilidade
Ao selecionarmos o link da Análise de viabilidade, o qual é mostrado na figura
7.9, um novo menu irá surgir no local do “Menu Principal”, será o menu “Análise de
Viabilidade”, o qual pode ser visto na figura 7.10.
48
Figura 7.10 Menu Análise de Viabilidade
A análise de viabilidade trabalha com a lógica de entrada de dados e inter-
relacionamento dos mesmo em cenários diferentes, podendo vir a simular três
cenários diferentes ao mesmo tempo.
No link “Dados Básicos” é onde será levantado os dados do processo atual,
no link “Simulações” iremos definir os três cenários necessários para uma análise
mais completada do processo.
7.2.5 Definindo Cenários
Cenários são ambientes onde poderemos simular diferentes contextos
econômicos sobre o processo a ser estudado, no caso do programa ele se
apresenta de duas formas diferentes:
• Criação de cenários variando preço de venda e margem de lucro
• Criação de cenários variando tempo de retorno e margem de lucro.
O usuário seleciona qual a política de variação de análise será melhor para
a construção dos cenários. Para a preencher os dados sobre o cenário, basta digitar
os valores nos campos em branco. A figura 7.11 mostra a tela de definição de
cenários e menu de simulações.
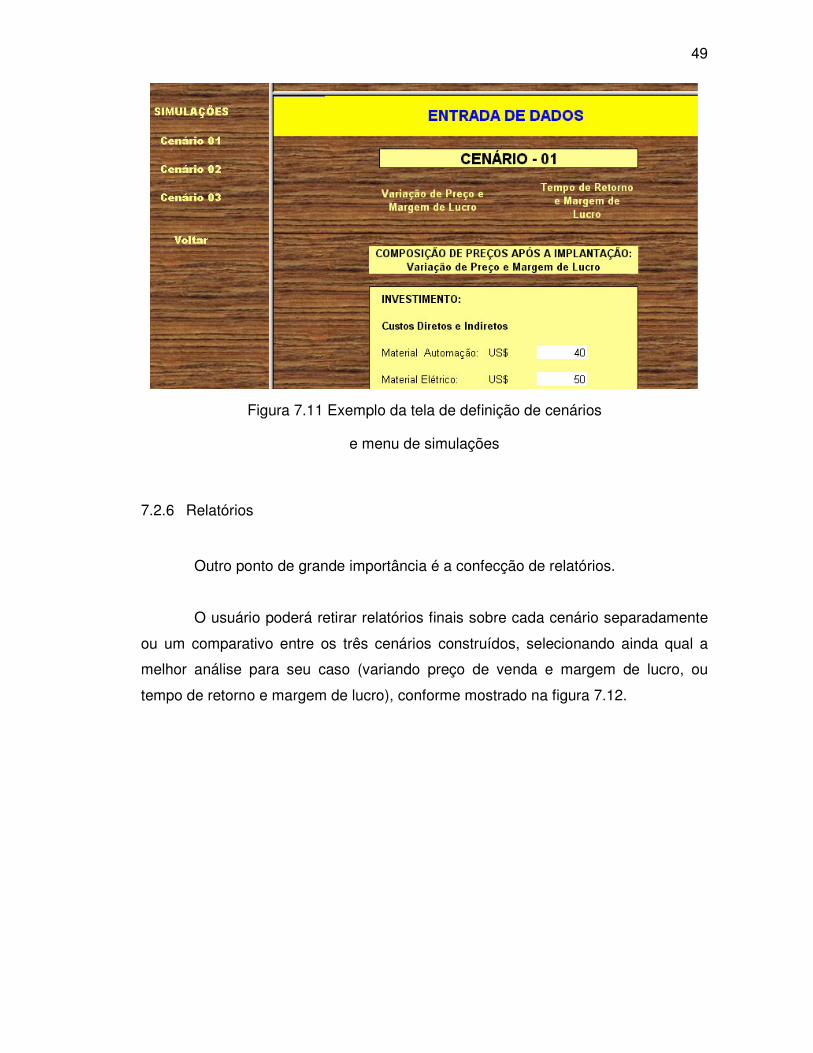
49
Figura 7.11 Exemplo da tela de definição de cenários
e menu de simulações
7.2.6 Relatórios
Outro ponto de grande importância é a confecção de relatórios.
O usuário poderá retirar relatórios finais sobre cada cenário separadamente
ou um comparativo entre os três cenários construídos, selecionando ainda qual a
melhor análise para seu caso (variando preço de venda e margem de lucro, ou
tempo de retorno e margem de lucro), conforme mostrado na figura 7.12.
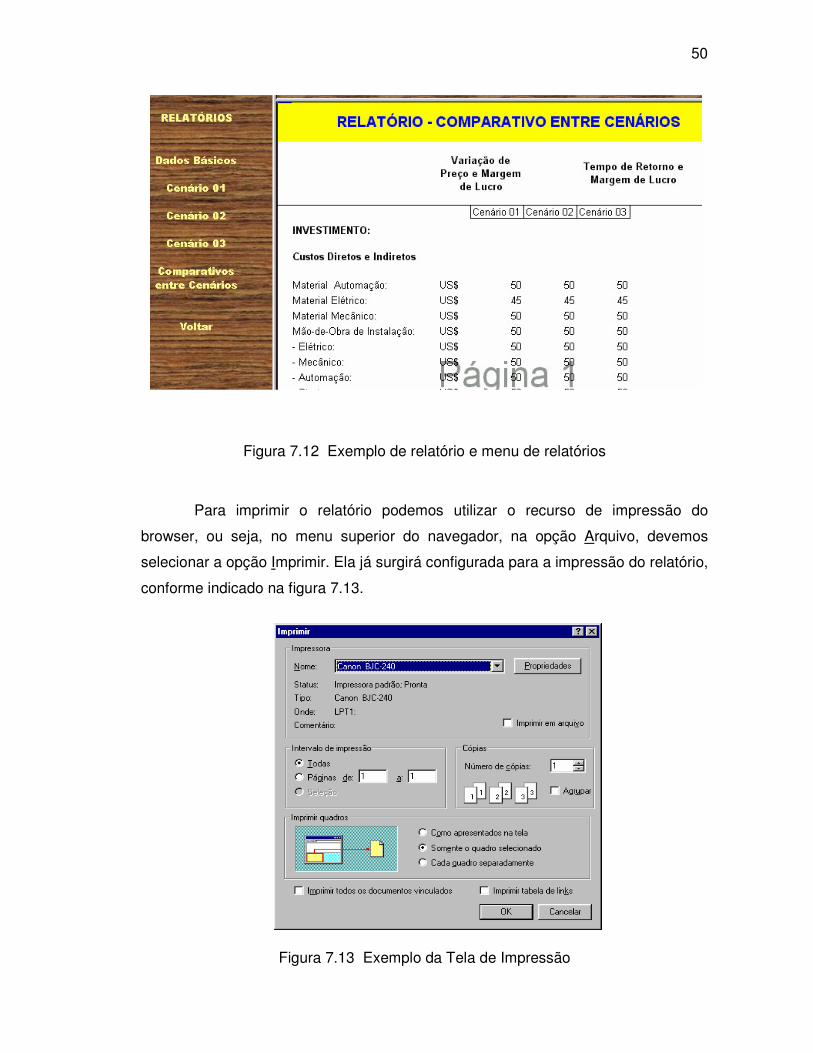
50
Figura 7.12 Exemplo de relatório e menu de relatórios
Para imprimir o relatório podemos utilizar o recurso de impressão do
browser, ou seja, no menu superior do navegador, na opção Arquivo, devemos
selecionar a opção Imprimir. Ela já surgirá configurada para a impressão do relatório,
conforme indicado na figura 7.13.
Figura 7.13 Exemplo da Tela de Impressão

51
8 CONCLUSÃO
O projeto trouxe uma série de benefícios para a equipe. Inicialmente o projeto
trouxe informações sobre a indústria madeireira, o que não é muito difundido no
meio acadêmico. A indústria madeireira demonstrou ter um imenso potencial, com
tecnologias de ponta e grande volume de produção.
A orientação dos professores foi fundamental para que pudéssemos
desveicular as informações do Projeto Final de Graduação de bases somente
técnicas e utilizássemos informações administrativas e financeiras e, principalmente,
desenvolvêssemos um sistema especialista.
Fazendo-se uma análise crítica do projeto, pode ressaltar que os cálculos
econômicos podem ter tido um tratamento superficial, pois a generalização nem
sempre é o suficiente para determinado processo. Além disso, as informações do
auto-instrucional podem não estar de forma didática, conforme o nível de instrução
do usuário. O software foi delimitado para a criação de somente três cenários, mas
poderia ser criado um número maior de cenários para análise de viabilidade
econômica.
A análise da viabilidade econômica refere-se somente à modernidade de uma
determinada linha de produção ou máquina. Contudo, essa análise poderia ser
ampliada para investimento de novas máquinas ou novos produtos.
Pode-se dizer com base no que foi desenvolvido do projeto, que a análise de
viabilidade técnico-econômica para automação de processos contribui de forma
crítica na decisão final de se automatizar um determinado processo ou não, pois é
essa análise que dirá se existirão ou não ganhos qualitativos e/ou quantitativos de
produção além de ganhos econômicos decorrentes da automação do processo. Com
isso essa análise se torna fundamental na automação do processo, já que a
automação de um processo é na verdade um investimento e é ela quem vai dizer se
esse investimento é viável ou não.
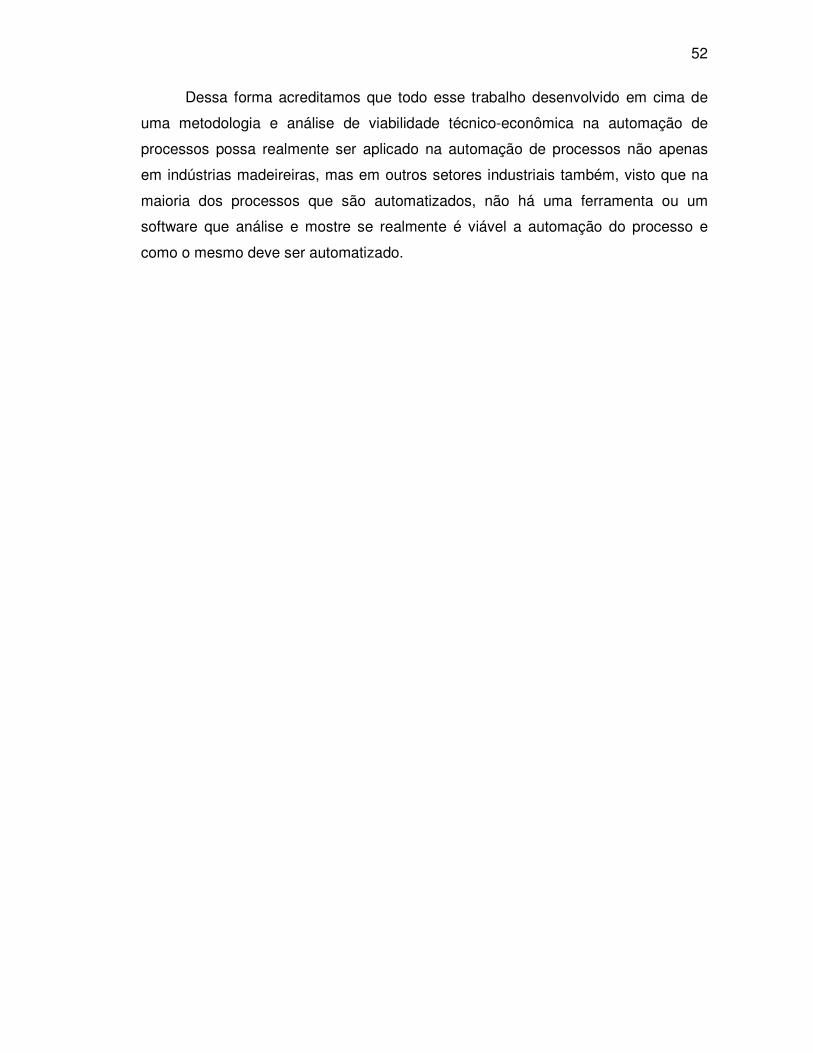
52
Dessa forma acreditamos que todo esse trabalho desenvolvido em cima de
uma metodologia e análise de viabilidade técnico-econômica na automação de
processos possa realmente ser aplicado na automação de processos não apenas
em indústrias madeireiras, mas em outros setores industriais também, visto que na
maioria dos processos que são automatizados, não há uma ferramenta ou um
software que análise e mostre se realmente é viável a automação do processo e
como o mesmo deve ser automatizado.
53
9 REFERÊNCIAS BIBLIOGRÁFICAS
1. ITYS-FIDES, Bueno de Toledo Jr & Cia. Ltda, Estudos de Viabilidade
Econômica, 3ª. Edição, 1986, São Paulo.
2. WONNACOTT, Paul & Ronald, Manual de Economia, 2ª edição, 1984,
Makron Books, São Paulo.
3. SILVEIRA, Paulo Roberto da. Automação e Controle Discreto. Editora
Érica, São Paulo, 1998.
4. FILHO, André Franco Montoro. Manual de Economia. Editora Saraiva,
São Paulo, 1992.
5. MASSUN, Ignacio C. M. Visual Basic 3.0, Simples e Objetivo. Editora
Érica, São Paulo, 1999, 10ª Edição.
6. HELLER, Robert. Como Tomar Decisões - Série Sucesso Profissional.
Editora Publifolha, São Paulo, 2ª Edição.
7. Wiring Manual : Automation and Power Distribution. Klockner Moeller.
1997, 1ª Edição.
8. KELLER, Robert. Tecnologia de Sistemas Especialistas Desenvolvimento
e Aplicação. Editora Makron Books, São Paulo, 1991.