instabilidade e variabilidade do indicador bts (build to ... · 3.1.3 mrp e mrpii ... 3.1.4 erp ......
TRANSCRIPT
Instabilidade e Variabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
Pedro Daniel Gandarela de Oliveira Mendes
Dissertação de Mestrado
Orientador na FEUP: Professor Hermenegildo Pereira
Orientador na Fico Cables, Lda: Engenheiro Filipe Teixeira
Faculdade de Engenharia da Universidade do Porto
Mestrado Integrado em Engenharia Industrial e Gestão
2012-06-29

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
ii
“A good system shortens the road to the goal.”
Orison Swett Marden

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
iii
Resumo
O presente projeto foi desenvolvido no âmbito da elaboração da dissertação para a conclusão
do Mestrado Integrado em Engenharia Industrial e Gestão na Faculdade de Engenharia da
Universidade do Porto. O seu objetivo prende-se com a melhoria do cumprimento do
planeamento da produção através da eliminação do ruído e entropia em linhas de montagem.
A abordagem ao problema em questão é feita através de metodologias Lean para a redução do
desperdício e nivelamento da produção. Estas técnicas têm sido amplamente aplicadas em
várias áreas de negócio, sendo que no caso da indústria se apresentam como um fator chave
para o sucesso de uma empresa. Não obstante as vantagens da sua utilização, a filosofia Lean
por vezes envolve uma mudança radical dos processos, equipamentos e cultura duma
organização, condições que podem ditar o insucesso da sua aplicação.
No projeto analisou-se a flexibilização dos processos produtivos com utilização de métodos
quantitativos de previsão da procura na tentativa de diminuir a dependência da empresa das
previsões de compra dos clientes.
A procura da flexibilização determinou novas abordagens e observações na realização de
manutenção autónoma para a diminuição de paragens forçadas e sobrecarga do departamento
de manutenção e a melhoria da estrutura de setup’s em vigor através da realização de
atividades SMED.
As atividades em conjunto com uma definição rigorosa dos critérios a ter em conta no
momento do planeamento culminam na maior capacidade da Empresa agir de acordo com o
planeado devido à redução dos motivos de variabilidade.
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
iv
Instability and Variability of BTS (Build to Schedule) Index in Assembly Lines
Abstract
The present project was developed in the preparation of the dissertation for the completion of
the MSc in Industrial Engineering and Management at the Faculty of Engineering of the
University of Porto. The prime goal relates to improving the performance of production
planning by eliminating the noise and entropy on assembly lines.
The approach to the problem in question is performed through Lean methodologies to reduce
wasteful and leveling the production. These techniques have been widely applied in various
business areas, and in industry case are presented as a key factor for the success of a
company. Despite the advantages of its use, the Lean philosophy often involves a radical
change of processes, equipment and culture of an organization which may dictate the failure
of its application.
In this work the flexibility of production processes is analyzed using quantitative methods of
forecasting demand in an attempt to reduce the company dependence on customer purchase
forecasts.
As a result of the search for flexibility, improvements were made in the production chain.
New approaches and observations were determined in the application of autonomous
maintenance to reduce forced shutdowns, and consequent overload of the maintenance
department, and improvement of the setup’s structure set was accomplished by implementing
SMED activities.
The activities in conjunction with a rigorous definition of the criteria to be taken into account
when planning culminate in the improvement of company's ability to act according to plan
due to the reduction of variability causes.

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
v
Agradecimentos
À minha família, amigos e namorada por todo o apoio e paciência ao longo de todo o projeto.
Ao Engenheiro Hermenegildo Pereira pelo apoio quer na discussão de ideias como na
orientação do relatório.
Ao Professor Bernardo Almada Lobo pela disponibilidade demonstrada.
Ao Engenheiro Filipe Teixeira pela orientação na empresa.
A todos os funcionários e chefes do módulo III pela ajuda e empenho na implementação das
soluções desenvolvidas.
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
vi
Índice de Conteúdos
1 Introdução ........................................................................................................................................... 1
Temas Abordados e sua Organização no Presente Relatório ...................................................................... 1
2 A Empresa ........................................................................................................................................... 2
2.1 Apresentação ......................................................................................................................................... 2
2.2 Fábrica Principal ..................................................................................................................................... 3
2.3 Clientes ................................................................................................................................................... 4
3 Estado da Arte ..................................................................................................................................... 5
3.1 Planeamento Integrado .......................................................................................................................... 5
3.1.1 SCM (Supply Chain Management) ou GCA (Gestão da Cadeia de Abastecimento)................ 5
3.1.2 MPS (Master Production Schedule) ......................................................................................... 6
3.1.3 MRP e MRPII............................................................................................................................ 6
3.1.4 ERP .......................................................................................................................................... 7
3.1.5 APS (Advanced Planning & Scheduling) .................................................................................. 8
3.1.6 Demand Planning (Planeamento da Procura) .......................................................................... 8
3.2 TPS (Toyota Production System) ......................................................................................................... 11
3.2.1 Lean ....................................................................................................................................... 11
3.2.2 JIT (Just-In-Time) ................................................................................................................... 11
3.2.3 TPM (Total Productive Maintenance) ..................................................................................... 11
3.2.4 “5S” ......................................................................................................................................... 13
3.2.5 Gestão Visual ......................................................................................................................... 13
3.2.6 Perdas .................................................................................................................................... 13
3.2.7 OEE ........................................................................................................................................ 14
3.2.8 SMED (Single-Minute-Exchange-Of-Die) ............................................................................... 15
3.2.9 Tipologia do gemba ................................................................................................................ 16
3.2.10 Estratégia Produtiva ............................................................................................................. 16
4 Enquadramento do Problema ........................................................................................................... 18
4.1 Indicador BTS ....................................................................................................................................... 19
4.2 Indicador OEE ...................................................................................................................................... 20
4.3 Gestão de Stocks ................................................................................................................................. 21
4.4 O Planeamento e Controlo da Produção .............................................................................................. 21
4.5 Replanificação ...................................................................................................................................... 25
4.6 Change-over (Mudança de Ferramentas) ............................................................................................. 26
4.7 Paragens .............................................................................................................................................. 26
4.8 Avarias .................................................................................................................................................. 27
4.9 Absentismo e/ou Deslocação de MOD ................................................................................................. 28
5 Desenvolvimento de Soluções .......................................................................................................... 29
5.1 Planeamento ...................................................................................................................................... 29
5.1.1 Planeamento no PDP ............................................................................................................. 29
5.1.2 Sequenciamento e Controlo da Produção .............................................................................. 30
5.2 Modelo Quantitativo de Previsão .......................................................................................................... 32
5.2.1 Seleção dos Produtos ............................................................................................................ 33
5.2.2 Análise das Séries .................................................................................................................. 33
5.2.3 Seleção dos Modelos ............................................................................................................. 34
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
vii
5.2.4 Formulação ............................................................................................................................ 35
5.2.5 Stock de segurança ................................................................................................................ 36
5.2.6 Erros ....................................................................................................................................... 36
5.2.7 Análise dos Resultados .......................................................................................................... 37
5.3 SMED ................................................................................................................................................... 38
5.3.1 Análise dos Resultados .......................................................................................................... 42
5.4 Gestão de peças de substituição .......................................................................................................... 44
5.5 Manutenção Autónoma ......................................................................................................................... 45
5.5.1 Análise dos Resultados .......................................................................................................... 46
5.6 Análise dos indicadores ........................................................................................................................ 46
6 Conclusões e perspetivas de trabalho futuro .................................................................................... 49
Referências ............................................................................................................................................ 50
ANEXO A: Frameworks da Cadeia de Abastecimento .......................................................................... 52
ANEXO B: Documentação ..................................................................................................................... 52
B1: Instrução de setup ................................................................................................................................ 52
B2: Manutenção de 2º nível e paletes ........................................................................................................ 53
B3: Posicionamento dos documentos nas linhas ....................................................................................... 54
ANEXO C: Indicadores BTS e OEE ....................................................................................................... 55
C1: Ishikawa e Plano de ações .................................................................................................................. 55
56
C2: Evolução do BTS e causas do seu desvio ........................................................................................... 57
C3: Evolução do OEE por linha .................................................................................................................. 59
ANEXO D: Exemplos das séries estudadas .......................................................................................... 61
ANEXO E: Parte da planta da fábrica principal ...................................................................................... 62
ANEXO F: Ajustes de material da GM Travões ..................................................................................... 63
ANEXO G: Plano de ações para o aumento do OEE do Módulo .......................................................... 64
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
viii
Índice de Ilustrações
Ilustração 1: Volume de Negócios da Fico Cables, Lda. (Ficosa Internacional) ....................... 2
Ilustração 2: Organigrama do Departamento de Produção ......................................................... 4
Ilustração 3: Organigrama do Departamento de Logística ......................................................... 4
Ilustração 4: Framework do planeamento integrado (Guedes 2000) .......................................... 5
Ilustração 5: Caracterização dos modelos de previsão (Gonçalves 2000).................................. 9
Ilustração 6: 8 pilares da filosofia TPM (Lobo 2012) .............................................................. 12
Ilustração 7: Representação da relação entre os vários pilares da TPM e o ciclo de vida das
máquinas (Lobo 2010) .............................................................................................................. 13
Ilustração 8: Lote Económico de Produção e o efeito das atividades SMED na redução dos
tempos de setup (Coimbra 2009) .............................................................................................. 15
Ilustração 9: Reunião para análise inicial do problema ............................................................ 18
Ilustração 10: Exemplo das exceções no cálculo do BTS ......................................................... 20
Ilustração 11: Dados do absentismo no Módulo 3 em 2012 .................................................... 28
Ilustração 12: Efeito da alteração do objetivo horário .............................................................. 29
Ilustração 13: Interface do PDP detalhado ............................................................................... 30
Ilustração 14: Interface do programa com utilizador ............................................................... 31
Ilustração 15: Distribuição do Peso das diferentes Referências "Comunitárias" na totalidade
semanal ..................................................................................................................................... 33
Ilustração 16: Fórmulas de cálculo para o AES (Lobo 2010) .................................................. 35
Ilustração 17: Fórmulas de cálculo do α (Lobo 2010) .............................................................. 35
Ilustração 18: Inclusão da variável tendência (Lobo 2010) ...................................................... 35
Ilustração 19: Exemplo da identificação de gabarits com chapas metálicas e sensores com
etiquetas .................................................................................................................................... 39
Ilustração 20: Diagrama de esparguete para exemplificação da eliminação de movimentos .. 39
Ilustração 21: Caixa com as ferramentas .................................................................................. 40
Ilustração 22: Bancada com gabarits identificados .................................................................. 40
Ilustração 23: Carrinho de transporte de caixas de cabo .......................................................... 40
Ilustração 24: Alteração do posicionamento dos sensores ....................................................... 40
Ilustração 25: Dificuldades na mudança de ferramentas do posto 2 da linha do travão manual
.................................................................................................................................................. 41
Ilustração 26: MURI, MURA e MUDA ..................................................................................... 42
Ilustração 27: Evolução do tempo no elétrico .......................................................................... 43
Ilustração 28: Evolução do tempo no manual .......................................................................... 43
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
ix
Ilustração 29: Imagens do antes e depois da introdução do carro com bancada para as peças de
substituição ............................................................................................................................... 44
Ilustração 30: Tempo de avaria/afinação na linha do travão elétrico ....................................... 45
Ilustração 31: Evolução do tempo perdido em avarias e afinações .......................................... 46
Ilustração 32: Evolução do BTS ............................................................................................... 47
Ilustração 33: Evolução do OEE .............................................................................................. 48
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
x
Índice de Tabelas
Tabela 1: Constituição da empresa e dos seus processos e produtos ......................................... 3
Tabela 2: Análise de Erros (Lobo 2011) .................................................................................. 10
Tabela 3: As 6 grandes perdas segundo a filosofia TPM (Lobo 2012) .................................... 14
Tabela 4: Princípios das ações SMED, adaptado de (Pinto 2009; SUZAKI 2010).................. 15
Tabela 5: Técnica de sequenciamento atual da linha do travão manual ................................... 24
Tabela 6: Explicação do funcionamento do sequenciador ....................................................... 31
Tabela 7: Codificação das referências dos produtos em estudo ............................................... 32
Tabela 8: Resumo dos modelos escolhidos para cada produto baseado no critério: menor
EQM até à semana 9 ................................................................................................................. 34
Tabela 9: Resultados da aplicação simples dos métodos escolhidos às series ......................... 37
Tabela 10: Stock médio dos modelos ....................................................................................... 38

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
1
1 Introdução
A conjuntura económica atual e o aumento da competitividade dos mercados criam nas
empresas a necessidade de reduzir o desperdício e utilizar os recursos nas atividades de valor
acrescentado. Diminuir os custos é a única forma de sobreviver nos mercados e manter uma
empresa rentável. Neste sentido, a utilização da filosofia Lean é essencial, uma vez que tem
esses objetivos (Pinto 2009). Os produtores de automóveis, com a crise que ocorreu no setor
em 2008, tiveram que reestruturar os seus sistemas de gestão de modo a diminuir os gastos
para compensar as perdas. Grandes empresas como a GM (General Motors) e Ford
começaram a prestar mais atenção às filosofias Lean e a diminuir a produção excessiva do
passado (Times 2011). Assim, a indústria automóvel criou padrões de qualidade muito
elevados que exigem dos seus players, desde o fabricante de produto final até ao do
componente mais básico, sistemas produtivos altamente eficazes e eficientes.
Nesta perspetiva, considera-se que a utilização de métodos de planeamento da produção
eficazes é de vital importância para as empresas desta indústria, assim como a fiabilidade dos
processos e equipamentos que nela se utilizam. Talvez ainda mais importante que a sua
implementação, será o seu controlo e avaliação através de indicadores robustos. Entre as
várias possibilidades existentes, o BTS (Build to Schedule ou Order) e o OEE (Overall
Equipment Effectiveness) são opções à medida para esta função, contemplando algumas das
métricas Lean (Pinto 2009).
As propostas do presente documento vão de encontro à realidade imposta às empresas na
atualidade e contemplam soluções com provas dadas do seu sucesso nesta indústria. São
abordados, essencialmente, três conceitos: ações SMED, métodos quantitativos de previsão e
a filosofia TPM. No que se refere ao primeiro tópico, este deve o seu nome e fama à sua
aplicação nos processos de conformação em prensas na Toyota. Levou a uma redução do
tempo de setup ou mudança de ferramenta entre diferentes artigos de 4 horas para 3 minutos.
O resultado extraordinário determinou a extensão do SMED a todos os equipamentos
produtivos da empresa (Coimbra 2009). Quanto à previsão, da sua aplicação podem resultar
reduções significativas na quantidade de stock de segurança (Gardner Jr and Diaz-Saiz 2002).
Por último, a o uso da TPM já revelou ser uma estratégia eficiente para resolver várias
dificuldades de negócio (Ireland and Dale 2001).
Temas Abordados e sua Organização no Presente Relatório
O presente relatório está dividido em quatro capítulos. No capítulo 2 faz-se uma breve
introdução à empresa, com referência à sua história, produtos, processos utilizados e
abordam-se também os seus clientes mais importantes. Em seguida apresenta-se uma revisão
dos conceitos teóricos envolvidos de modo a possibilitar ao leitor uma melhor compreensão
dos capítulos seguintes e, ao mesmo tempo, identificar algumas alternativas nos assuntos
chave e recomendar algumas das obras consultadas. No 4º faz-se o enquadramento da situação
inicial da empresa, representando os maiores problemas identificados. O 5º capítulo apresenta
as soluções pensadas e propostas de acordo com os problemas identificados no capítulo
anterior e com base no que foi descrito no terceiro. Faz-se também uma análise dos resultados
obtidos. Por último, o 6º capítulo compreende as principais conclusões e perspetivas de
trabalho futuro.
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
2
0,00 €
10,00 €
20,00 €
30,00 €
40,00 €
50,00 €
60,00 €
Mill
ion
s
Volume de Negócios
2007
2008
2009
2010
2011
Previsão 2012
2 A Empresa
2.1 Apresentação
A Fico Cables, Lda. iniciou a sua atividade em 1971 com três funcionários e sobre a direção
do Eng.º Franco Dias. Nessa altura designava-se por Teledinâmica e situava-se em Gaia.
Logo em 1972 a companhia fez-se ver pela sua excelência técnica e despertou o interesse da
firma Pujol e Tarragó, admitindo-a como sócio no mesmo ano. Em 1980 começou a exportar
para alguns clientes europeus, principalmente a Fiat Italiana, sendo que devido a este
crescimento, no ano seguinte, mudou a sede para a maia. Hoje em dia, já com a designação
adotada em 1993, a empresa é o centro de excelência operacional e base central do grupo a
nível mundial para os Sistemas de Portas e Assentos, com uma unidade de produção, um
Centro de I & D e um Escritório Comercial. Emprega cerca de 800 colaboradores no conjunto
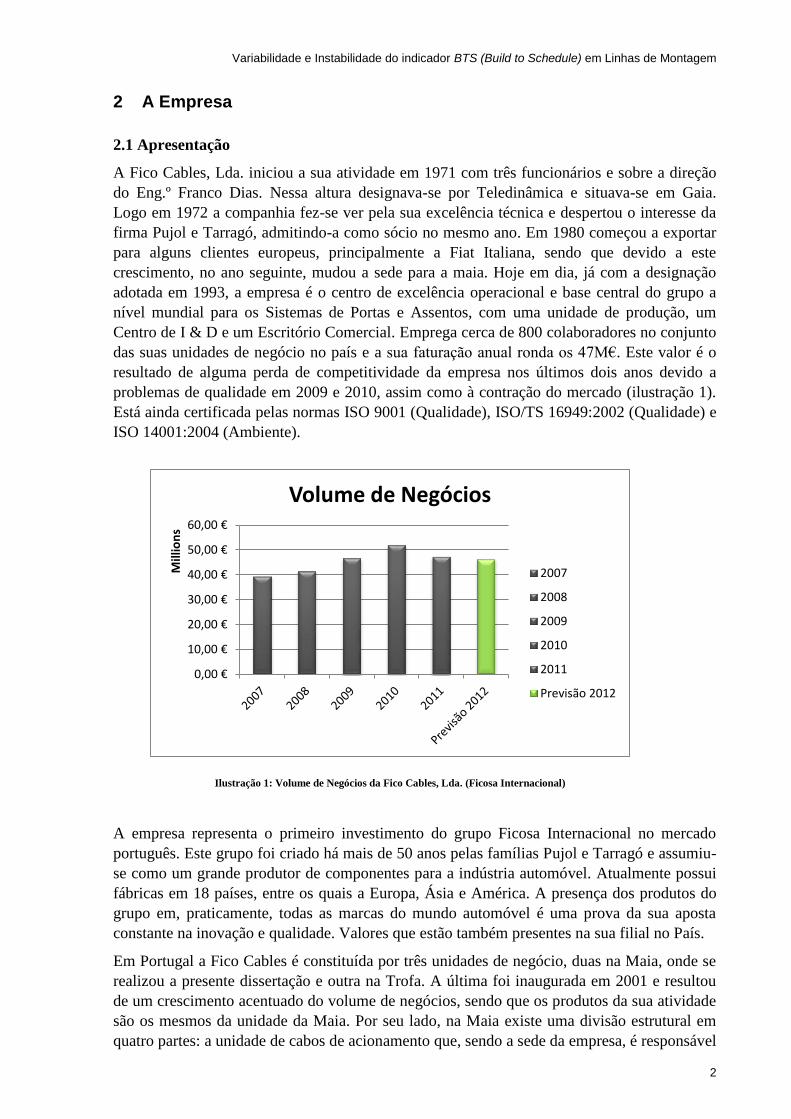
das suas unidades de negócio no país e a sua faturação anual ronda os 47M€. Este valor é o
resultado de alguma perda de competitividade da empresa nos últimos dois anos devido a
problemas de qualidade em 2009 e 2010, assim como à contração do mercado (ilustração 1).
Está ainda certificada pelas normas ISO 9001 (Qualidade), ISO/TS 16949:2002 (Qualidade) e
ISO 14001:2004 (Ambiente).
A empresa representa o primeiro investimento do grupo Ficosa Internacional no mercado
português. Este grupo foi criado há mais de 50 anos pelas famílias Pujol e Tarragó e assumiu-
se como um grande produtor de componentes para a indústria automóvel. Atualmente possui
fábricas em 18 países, entre os quais a Europa, Ásia e América. A presença dos produtos do
grupo em, praticamente, todas as marcas do mundo automóvel é uma prova da sua aposta
constante na inovação e qualidade. Valores que estão também presentes na sua filial no País.
Em Portugal a Fico Cables é constituída por três unidades de negócio, duas na Maia, onde se
realizou a presente dissertação e outra na Trofa. A última foi inaugurada em 2001 e resultou
de um crescimento acentuado do volume de negócios, sendo que os produtos da sua atividade
são os mesmos da unidade da Maia. Por seu lado, na Maia existe uma divisão estrutural em
quatro partes: a unidade de cabos de acionamento que, sendo a sede da empresa, é responsável
Ilustração 1: Volume de Negócios da Fico Cables, Lda. (Ficosa Internacional)

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
3
pela maior parte do volume de negócios; uma unidade menor que é exclusivamente dedicada
aos sistemas de conforto (20% do volume de negócios); uma plataforma logística a cerca de
700 metros da fábrica e um armazém de componentes que se situava dentro da anterior, mas
que, por razões de otimização dos processos logísticos, foi transferido para a unidade
principal. A plataforma referida resultou de um investimento da empresa para centralizar as
suas operações logísticas e expandir a sua atividade. Anteriormente existiam vários armazéns
para suportar a capacidade que a atividade da empresa exige. Ao longo do trabalho o foco será
na unidade principal, uma vez que o seu objetivo é a análise de processos que lá se
desempenham.
2.2 Fábrica Principal
O projeto foi desenvolvido na fábrica principal, cooperando com o departamento de produção
e logística. O organigrama do último está representado na ilustração 3. Quanto à produção,
esta tem uma estrutura bastante hierarquizada, tal como se pode ver na ilustração 2. Na tabela
1 apresenta-se a constituição, os processos e produtos da fábrica.
1 Fábrica Principal 2 Sistemas de Conforto 3 Trofa 4 Liga de alumínio e Zinco muito usada na indústria automóvel
5 Nome dado a máquinas que cortam e injetam liga Zamak automaticamente
Módulo Processo Produtos
I Linhas de Montagem (FP1)
Banjos (Elevadores Janela)
II Linhas de Montagem (FP) Cabos de Capô
III Linhas de Montagem (FP) Cabos de Porta e Travão
IV Linhas de Montagem (SC2)
Sobre injeção de Plástico
Sistemas Lombares e Sistemas Lombares com
Acionamento
V Subcontratados -
VI Fabricos (FP) Sistemas de Conformação de Arame
VII Fabricos (FP)
Laminagem de Arame (Fabrico de Espiral)
Corte Abrasivo
Revestimento da Espiral por Extrusão
Extrusão de Perfis Interiores e Exteriores
Emendas
Planetárias (Cabo entrançado)
VIII Linhas de Montagem (T3)
Corte de Cabo
Fundição Injetada de Zamak4
Robocops5
Sobre injeção de Plástico
Tabela 1: Constituição da empresa e dos seus processos e produtos
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
4
Diretor de Produção
Chefe de Módulo
Chefe de Equipa ou Turno
Team Leader
Equipa
Direção de Fábrica
Diretor de Logística Interna
Responsável de Armazém
Supply Chain Engineer
Sistemas de Informação
Diretor de Logística Externa
Logística de Fornecedores
Assistente de Logística
Logística de Clientes
2.3 Clientes
A Fico Cables, Lda. é uma fornecedora First Tier e Second Tier. Enquanto que os primeiros
vendem diretamente para fabricantes de produto final (por exemplo, carros), os segundos
fornecem fabricantes de produtos intermédios, sendo estes os fornecedores First Tier (por
exemplo, portas de carro) (RUTGERS 2008). Os seus maiores clientes são os últimos e entre
os quais estão a Brose, que representa 33% do volume de negócios e é líder de mercado em
módulos de porta (41%) e segundo maior fornecedor de sistemas de fechaduras e portas da
Alemanha; a Kikert, Johson Controls (19%) que é líder global de mercado em sistemas de
escape e tecnologia de controlo da condução e a Faurecia (12%), o terceiro maior fornecedor
de interiores de veículos a nível mundial e primeiro a nível europeu. Os restantes 34% estão
distribuídos por outros produtores de componentes com representação menor e por alguns
produtores de automóveis como a Volkswagen e a GM.
Com a diversidade de clientes, a Fico Cables, Lda. depara-se com sistemas de entrega
diferenciados, o que de alguma forma dificulta o processo de planeamento. Estas variações
ocorrem a vários níveis, na quantidade, frequência e antecedência com que enviam o
programa de cargas.
Ilustração 2: Organigrama do Departamento de Produção Ilustração 3: Organigrama do Departamento de Logística
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
5
3 Estado da Arte
3.1 Planeamento Integrado
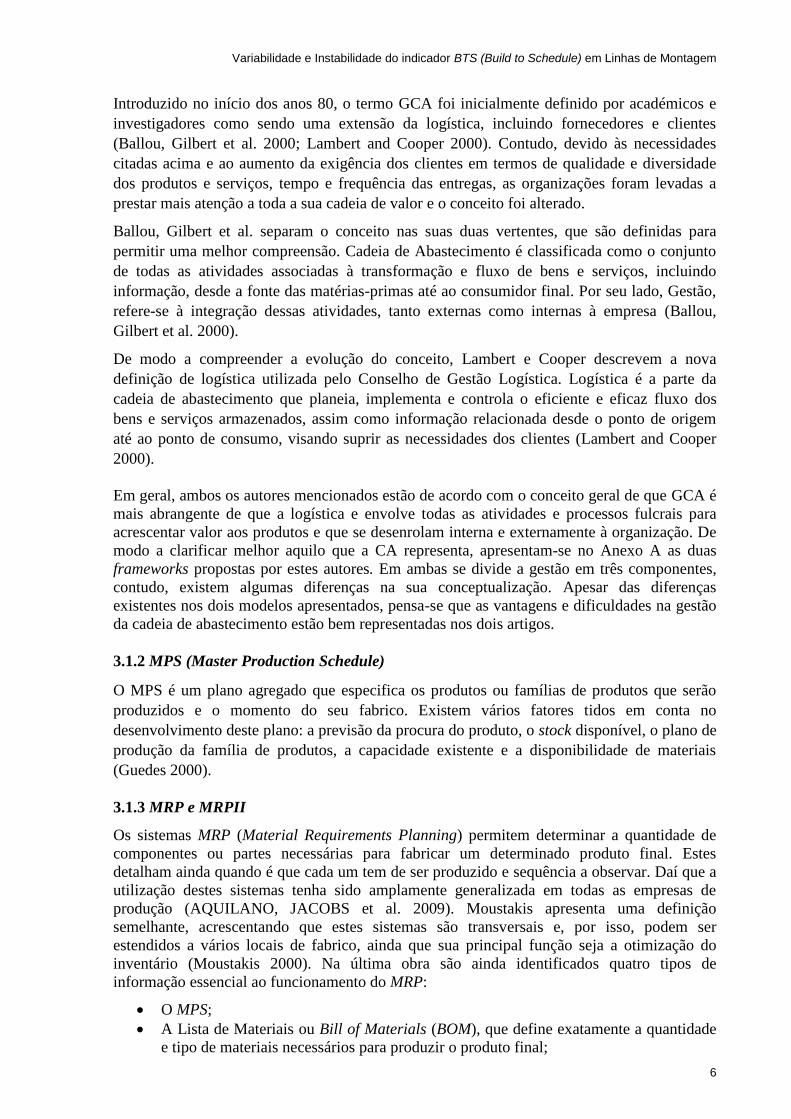
O planeamento de produção está inserido na vertente tática da framework de planeamento
integrado. Este, segundo a estrutura proposta na ilustração 4, é composto por três vertentes: o
planeamento estratégico, o planeamento tático e o planeamento operacional. O planeamento
estratégico, segundo Philip Kotler, é uma metodologia que determina a melhor direção a
tomar por uma organização e fomenta a interação com o ambiente externo à mesma (Alday
2000). Aumenta assim, segundo o mesmo autor, a flexibilidade do planeamento de longo
prazo, sendo que este é encarado como uma simples projeção do lucro a 10 ou mais anos com
mais burocracia do que pensamento estratégico e elaborado apenas através de extrapolações
do passado. Por sua vez, o planeamento tático (médio prazo) é um nível intermédio entre um
planeamento mais abrangente que determina os objetivos e metas e o nível mais baixo que
trata das questões operacionais. As suas funções passam por criar meios que liguem as
atividades diárias aos objetivos de longo prazo. Por último, o nível operacional corresponde
ao planeamento das atividades diárias que se desenvolvem desde o fornecimento até ao cliente
final. É de elevada importância, pois erros a este nível podem prejudicar o planeamento feito
nos níveis superiores. Algumas das suas atividades são: a análise dos objetivos propostos, a
identificação das atividades a realizar para cumpri-los, a programação e calendarização do
programa de trabalhos.
3.1.1 SCM (Supply Chain Management) ou GCA (Gestão da Cadeia de Abastecimento)
Uma das características da gestão moderna é a sua transversalidade. Isto é, os elementos de
gestão de uma empresa não podem focar-se apenas nas suas atividades internas (produtivas,
logísticas, etc.), mas sim em toda a cadeia de valor, desde o fornecedor ao cliente final. Além
disso, internamente, os departamentos funcionais característicos de uma empresa onde os
objetivos são definidos por área de atuação e que levam a falhas comunicativas e otimizações
locais, têm de dar lugar à cooperação e otimização global dos processos e recursos. Hoje em
dia, a sobrevivência de uma empresa pode depender da forma como a sua gestão integra todos
estes elementos (Lambert and Cooper 2000).
Ilustração 4: Framework do planeamento integrado (Guedes 2000)
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
6
Introduzido no início dos anos 80, o termo GCA foi inicialmente definido por académicos e
investigadores como sendo uma extensão da logística, incluindo fornecedores e clientes
(Ballou, Gilbert et al. 2000; Lambert and Cooper 2000). Contudo, devido às necessidades
citadas acima e ao aumento da exigência dos clientes em termos de qualidade e diversidade
dos produtos e serviços, tempo e frequência das entregas, as organizações foram levadas a
prestar mais atenção a toda a sua cadeia de valor e o conceito foi alterado.
Ballou, Gilbert et al. separam o conceito nas suas duas vertentes, que são definidas para
permitir uma melhor compreensão. Cadeia de Abastecimento é classificada como o conjunto
de todas as atividades associadas à transformação e fluxo de bens e serviços, incluindo
informação, desde a fonte das matérias-primas até ao consumidor final. Por seu lado, Gestão,
refere-se à integração dessas atividades, tanto externas como internas à empresa (Ballou,
Gilbert et al. 2000).
De modo a compreender a evolução do conceito, Lambert e Cooper descrevem a nova
definição de logística utilizada pelo Conselho de Gestão Logística. Logística é a parte da
cadeia de abastecimento que planeia, implementa e controla o eficiente e eficaz fluxo dos
bens e serviços armazenados, assim como informação relacionada desde o ponto de origem
até ao ponto de consumo, visando suprir as necessidades dos clientes (Lambert and Cooper
2000).
Em geral, ambos os autores mencionados estão de acordo com o conceito geral de que GCA é
mais abrangente de que a logística e envolve todas as atividades e processos fulcrais para
acrescentar valor aos produtos e que se desenrolam interna e externamente à organização. De
modo a clarificar melhor aquilo que a CA representa, apresentam-se no Anexo A as duas
frameworks propostas por estes autores. Em ambas se divide a gestão em três componentes,
contudo, existem algumas diferenças na sua conceptualização. Apesar das diferenças
existentes nos dois modelos apresentados, pensa-se que as vantagens e dificuldades na gestão
da cadeia de abastecimento estão bem representadas nos dois artigos.
3.1.2 MPS (Master Production Schedule)
O MPS é um plano agregado que especifica os produtos ou famílias de produtos que serão
produzidos e o momento do seu fabrico. Existem vários fatores tidos em conta no
desenvolvimento deste plano: a previsão da procura do produto, o stock disponível, o plano de
produção da família de produtos, a capacidade existente e a disponibilidade de materiais
(Guedes 2000).
3.1.3 MRP e MRPII
Os sistemas MRP (Material Requirements Planning) permitem determinar a quantidade de
componentes ou partes necessárias para fabricar um determinado produto final. Estes
detalham ainda quando é que cada um tem de ser produzido e sequência a observar. Daí que a
utilização destes sistemas tenha sido amplamente generalizada em todas as empresas de
produção (AQUILANO, JACOBS et al. 2009). Moustakis apresenta uma definição
semelhante, acrescentando que estes sistemas são transversais e, por isso, podem ser
estendidos a vários locais de fabrico, ainda que sua principal função seja a otimização do
inventário (Moustakis 2000). Na última obra são ainda identificados quatro tipos de
informação essencial ao funcionamento do MRP:
O MPS;
A Lista de Materiais ou Bill of Materials (BOM), que define exatamente a quantidade
e tipo de materiais necessários para produzir o produto final;
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
7
Os tempos de ciclo (tempo necessário para produzi-los) e as necessidades em cada
fase dos mesmos;
O lead time dos fornecedores, isto é, o tempo que estes demoram a fornecer.
Neste sentido, o MPS e a BOM dão a indicação dos materiais a produzir; os tempos de ciclo e
lead times quando produzi-los.
Quanto ao MRPII (Manufacturing Resource Planning), este foi apenas uma evolução do MRP
de modo a integrar outros recursos da empresa no planeamento, tal como, recursos humanos,
materiais e agendamento da produção.
3.1.4 ERP
A organização interna de uma empresa tem que ser o mais eficiente possível, para que não
constitua um obstáculo na obtenção dos seus objetivos. Assim, tecnologias de informação
eficientes são fulcrais no desenrolar das atividades das empresas (Mabert, Soni et al. 2003).
Como grande crescimento tecnológico que se observou nos últimos anos, torna-se cada vez
mais fácil e barato ter acesso a tecnologias de ponta. Assim, não foi uma surpresa o facto dos
sistemas MRP e MRPII terem evoluído para ERP’s.
Existe um grande número de diferentes definições dadas pera estes sistemas, por exemplo,
em (Mabert, Soni et al. 2003) os sistemas ERP são classificados como uma nova classe de
sistemas de software de planeamento e gestão recursos que permite integrar processos e
aumentar a fiabilidade de informação. Já em (Su and Yang 2010) utiliza-se uma definição
mais abrangente. Estes autores focam a importância destes sistemas para a gestão da cadeia de
abastecimento.
Independentemente da definição utilizada, a maior parte dos autores (Guedes 2000; Jacobs
and Bendoly 2003; Mabert, Soni et al. 2003; AQUILANO, JACOBS et al. 2009; Kjellsdotter
2009) está de acordo com o facto de a sua origem ser uma evolução natural de ferramentas
anteriores, como o MRP e o MRPII, devido à crescente necessidade de integrar mais recursos
numa mesma base de dados. Nas suas obras, os autores descrevem a sua função como a
integração das ferramentas descritas com vista ao aumento da robustez dos sistemas de
informação disponíveis nas empresas. Assim, estes sistemas permitem que a informação
esteja disponível em tempo real para todos os membros da organização e facilitam a
comunicação desta a todos os intervenientes na sua cadeia de valor através de uma linguagem
comum, como os clientes e fornecedores, por exemplo.
Hoje em dia, existe um grande número de académicos (Hong and Kim 2002; Mabert, Soni et
al. 2003; Ehie and Madsen 2005) que investigam os sistemas ERP e trabalham para melhorar
o seu desempenho nas mais diversas vertentes. Estes estudos levaram ao aparecimento de dois
temas fundamentais: um foca as capacidades dos ERP’s como conceito estratégico e outro a
sua implementação, custos e fatores de sucesso (Jacobs and Bendoly 2003).
Contudo, o mercado exige ainda mais e, por isso, estes sistemas apresentam algumas
desvantagens quando o seu potencial não é explorado ao máximo. Abaixo descrevem-se
algumas delas (Guedes 2000):
Ausência de mecanismos de otimização dos recursos limitados, com critérios
dependentes da opinião do utilizador;
Impossibilidade de otimização em tempo real;
Impossibilidade de estender planos que integrem toda a informação a todos os
parceiros externos (extended supply chain);
Falta de apoio à tomada de decisão.

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
8
Portanto, analisando estas desvantagens, o futuro dos ERP’s passa pela integração dos
restantes componentes da cadeia de abastecimento, tal como gestão da distribuição e CRM
(Customer Relationship Management) ou Gestão das Relações com o Cliente. Isto está de
acordo com o que foi explicitado acima, aquando da definição de GCA. O SAP R/3 já está no
caminho certo. Na sua versão 4.0 foram implementadas muitas ferramentas de apoio à cadeia
de abastecimento. Alguns são apresentados abaixo (Guedes 2000):
Configuração automática do processo de ordens de produção;
Capacidade de lean manufacturing;
DRP – Distribution Requirements Planning
Integração de operadores terceiros, como transportadores.
3.1.5 APS (Advanced Planning & Scheduling)
Os sistemas APS, que pode ser traduzido para Planeamento e Agendamento Avançado, são
definidos, segundo a APICS, como qualquer programa de computador que utilize algoritmos
matemáticos avançados para otimizar ou simular o agendamento da produção em tempo real,
considerando restrições de negócio e capacidade (Kjellsdotter 2009).
A evolução tecnológica neste tipo de sistemas, que possibilita o planeamento de recursos de
capacidade finita, vai ser essencial como complemento dos sistemas ERP. Só assim será
conseguida a diminuição do desperdício causado por uma má gestão da informação.
3.1.6 Demand Planning (Planeamento da Procura)
Se uma empresa conseguisse ter sempre a certeza do consumo futuro dos seus clientes, seria
possível organizar toda a cadeia de valor de modo a suprir essas necessidades e ainda as dos
vários processos intermédios na quantidade e tempo exatos. Como isso não é possível, o
máximo que uma organização pode fazer é tentar prever o que vai acontecer com o menor
erro possível.
Existem dois tipos de procura, dependente e independente (Guedes 2000):
Procura Dependente
Está relacionada com os aprovisionamentos, ou seja, a quantidade de produtos necessária para
realizar atividades intermédias. Estes podem ser matérias-primas e componentes necessários
para fazer o produto final ou stocks do último em armazéns intermédios. No primeiro caso,
está diretamente ligada ao planeamento das necessidades do MRP, enquanto que o segundo é
comandado pelas expectativas de vendas das lojas. A designação deste tipo de procura advém
do facto de o consumo destes produtos estar dependente do consumo de produtos finais e não
diretamente do comportamento do mercado.
Procura Independente
A procura independente resulta da envolvente externa, ou seja, do consumo do mercado. Por
isso, assume uma aleatoriedade que, na maioria das vezes, é difícil de reduzir. Se for
conseguida uma diminuição desta variabilidade, a eficiência do planeamento de produção
aumenta consideravelmente. Nesse sentido, empregam-se muitas vezes modelos de previsão
da procura. Apesar destes inicialmente terem sido criados para o mercado de consumo, devido
ao seu sucesso, o interesse na sua aplicação em termos industriais cresceu muito (Kerkkanen,
Korpela et al. 2009). Contudo, o mesmo artigo mostra que é preciso ter cuidado na aplicação
destes no contexto industrial devido a várias razões:
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
9
Muitas vezes existem poucos ou mesmo apenas um cliente, o que aumenta a
volatilidade;
O sucesso do método pode depender do modo como ele é integrado na CA e, por isso,
não deve ser avaliada apenas a sua precisão, mas também os impactos na cadeia;
Devem ser combinados com a experiência, intuição e bom senso.
Ao longo do tempo, para além da obra referida, muitos autores focaram as suas pesquisas na
aplicação dos modelos de previsão no contexto industrial. Por exemplo, a escolha de modelos
e o impacto que esta tem na quantidade de stock de segurança numa distribuidora de peças de
automóvel com procura sazonal (Gardner Jr and Diaz-Saiz 2002); o impacto que os erros de
previsão podem ter na estabilidade do MPS e, por isso, no planeamento de produção (Xie, Lee
et al. 2004); a importância da seleção do método apropriado na aplicação de previsões para a
diminuição do ruído na cadeia de abastecimento (Acar and Gardner Jr ; Lawrence and
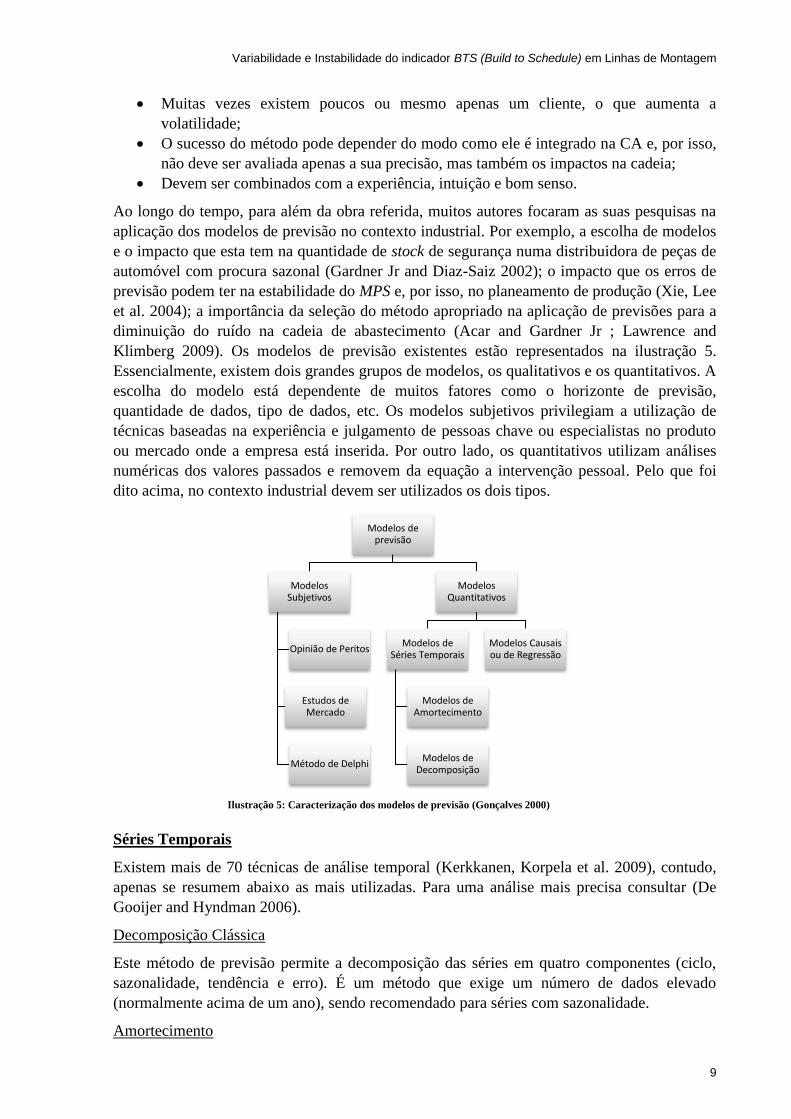
Klimberg 2009). Os modelos de previsão existentes estão representados na ilustração 5.
Essencialmente, existem dois grandes grupos de modelos, os qualitativos e os quantitativos. A
escolha do modelo está dependente de muitos fatores como o horizonte de previsão,
quantidade de dados, tipo de dados, etc. Os modelos subjetivos privilegiam a utilização de
técnicas baseadas na experiência e julgamento de pessoas chave ou especialistas no produto
ou mercado onde a empresa está inserida. Por outro lado, os quantitativos utilizam análises
numéricas dos valores passados e removem da equação a intervenção pessoal. Pelo que foi
dito acima, no contexto industrial devem ser utilizados os dois tipos.
Séries Temporais
Existem mais de 70 técnicas de análise temporal (Kerkkanen, Korpela et al. 2009), contudo,
apenas se resumem abaixo as mais utilizadas. Para uma análise mais precisa consultar (De
Gooijer and Hyndman 2006).
Decomposição Clássica
Este método de previsão permite a decomposição das séries em quatro componentes (ciclo,
sazonalidade, tendência e erro). É um método que exige um número de dados elevado
(normalmente acima de um ano), sendo recomendado para séries com sazonalidade.
Amortecimento
Modelos de previsão
Modelos Subjetivos
Opinião de Peritos
Estudos de Mercado
Método de Delphi
Modelos Quantitativos
Modelos de Séries Temporais
Modelos de Amortecimento
Modelos de Decomposição
Modelos Causais ou de Regressão
Ilustração 5: Caracterização dos modelos de previsão (Gonçalves 2000)
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
10
Estes modelos fazem uso dos valores históricos para estimar a procura, utilizando a sua média
pesada através de fatores de amortecimento que privilegiam os valores mais recentes. Dentro
destes destacam-se os métodos de amortecimento exponencial devido à sua simplicidade e
robustez. Existem três grandes grupos de métodos padronizados, os que não consideram
tendência nem sazonalidade ou métodos de amortecimento exponencial simples (AES),
baseados no trabalho de Brown. Este é superior em todos os aspetos à média móvel, que
atribui o mesmo peso ao passado (Lobo 2010); aqueles que incluem o fator tendência,
amortecimento exponencial duplo (AED), derivados do trabalho de Holt, Gardner e
McKenzie’s, Pegels e Taylor’s; Winters em 1960 estendeu estes métodos para incluir o fator
sazonalidade (Gardner Jr 2006). No mesmo artigo encontra-se um estudo completo sobre
estes modelos. Por último, destaca-se ainda um modelo exponencial para séries intermitentes,
ou seja, com um número considerável de períodos com procura nula. Este é denominado
método de Croston e uma revisão pode ser encontrada no mesmo artigo.
Técnicas de Regressão
Utilizando estas técnicas prevemos procura de um produto baseado na de outra variável com o
qual esteja relacionado (por exemplo, pneus e carros). Assim, usa-se uma equação de
regressão do género em que Y é a variável independente a ser prevista, X a
dependente e a e b, respetivamente, a interseção na origem e o declive da reta ajustada
(Gonçalves 2000). O objetivo será diminuir a soma do quadrado dos erros das previsões. Este
método é denominado Regressão Simples. Existe ainda a Regressão Múltipla, que é
semelhante à simples em todos os aspetos, contudo, a variável dependente, neste caso, é
função de várias outras independentes.
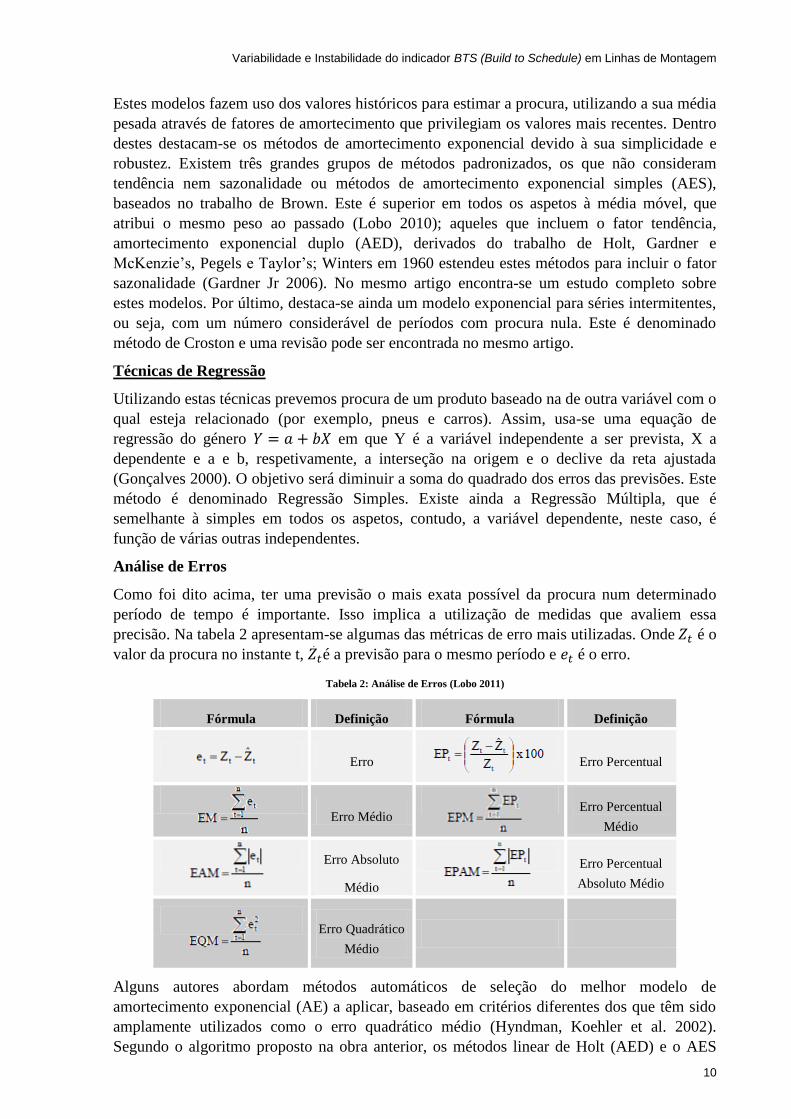
Análise de Erros
Como foi dito acima, ter uma previsão o mais exata possível da procura num determinado
período de tempo é importante. Isso implica a utilização de medidas que avaliem essa
precisão. Na tabela 2 apresentam-se algumas das métricas de erro mais utilizadas. Onde é o
valor da procura no instante t, é a previsão para o mesmo período e é o erro.
Tabela 2: Análise de Erros (Lobo 2011)
Fórmula Definição Fórmula Definição
Erro Erro Percentual
Erro Médio
Erro Percentual
Médio
Erro Absoluto
Médio
Erro Percentual
Absoluto Médio
Erro Quadrático
Médio
Alguns autores abordam métodos automáticos de seleção do melhor modelo de
amortecimento exponencial (AE) a aplicar, baseado em critérios diferentes dos que têm sido
amplamente utilizados como o erro quadrático médio (Hyndman, Koehler et al. 2002).
Segundo o algoritmo proposto na obra anterior, os métodos linear de Holt (AED) e o AES
^

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
11
foram os mais recorrentes, o que vem comprovar o seu sucesso. Ainda, o uso do EQM para a
escolha do modelo a utilizar provou ser muito eficiente quando comparado com os métodos
defendidos inicialmente. Outros desaconselham o uso de medidas dependentes da escala,
como o EQM, medidas baseadas em percentagens, como o EPAM e ainda as relativas e
baseadas em erros relativos, que não serão abordadas na presente dissertação (Hyndman and
Koehler 2006). Contudo, como é dito no mesmo artigo, a maior parte dos autores
recomendam o EPAM. Esta medida é fácil de entender e está correlacionada com os
resultados do negócio. Porém, quando usado em grupos de SKU’s (Stock Keeping Units)
apresenta alguns problemas, uma vez que faz uma distribuição uniforme do peso e, por isso,
grandes erros em artigos com baixo valor podem aumentar o desvio e invalidar um método
que traria benefícios à empresa (Gattorna 1998).
3.2 TPS (Toyota Production System)
Tendo a sua origem nos anos 40 pela mão de Taiichi Ohono e, mais tarde, Shigeo Shingo
(Pinto 2009), este sistema de produção pode ser interpretado como um conjunto de princípios,
conceitos e métodos que, se praticados em conjunto, levam a um aumento do desempenho da
organização e melhoria contínua dos processos, produtos e serviços. O TPS é suportado por
ferramentas que permitam a sua correta aplicação e os melhores resultados. Algumas dessas
ferramentas são descritas em seguida.
3.2.1 Lean
Inicialmente aplicado à indústria automóvel na Toyota (TPS), o Lean Thinking (“pensamento
magro”) foi criado por Taiichi Ohno em 1988 e consiste na eliminação sistemática do
desperdício e na criação de valor (Pinto 2009). De acordo com esta referência bibliográfica,
entende-se valor como tudo aquilo que justifica a atenção, tempo e esforço que lhe são
dedicados.
O desperdício ou muda, designação japonesa, é caraterizado por atividades que não
acrescentam valor a um produto. Isto é, se uma empresa incorre em gastos no decorrer da sua
atividade que não afetam o valor do produto final, de modo a compensá-los teria que
aumentar o seu preço final. Existem duas outras ferramentas de gestão que estão na base do
pensamento Lean: a gestão da cadeia de abastecimento e o foco no cliente. Sendo a última
parte integrante da GCA, como proposto no Anexo A.
3.2.2 JIT (Just-In-Time)
Apresentando-se como um pilar do TPS, este sistema de operações é uma das ferramentas
essenciais do pensamento Lean associado ao conceito de fluxo pull, que determina que a
produção tenha que ser feita apenas quando é necessária, ou seja, quando existem pedidos dos
clientes: sejam estes o consumidor final ou operações intermédias. O kanban, que significa
cartão/etiqueta é a principal ferramenta do JIT (Pinto 2009). Pull implica que a produção
tenha que ser feita apenas quando é necessária. Tradicionalmente é utilizado o sistema push
(empurrar) com o objetivo de maximizar a eficiência. Assim, produz-se sempre que haja
capacidade e, dessa forma, aumenta-se o nível de stock existente, custos e tempo (Pinto 2009).
3.2.3 TPM (Total Productive Maintenance)
O conceito de TPM foi introduzido em 1971 pelo Instituto Japonês de Manutenção de Plantas
(IJMP) e apresenta-se como uma estratégia para melhorar a eficácia de todo o sistema

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
12
produtivo da organização através do melhoramento da eficácia dos equipamentos (Lobo
2012).
Esta filosofia tem como principais objetivos estratégicos:
Construir e manter a robustez da empresa, maximizando a eficiência do sistema
produtivo;
Prevenir no sistema produtivo todos os acidentes, os defeituosos e as paragens por
avaria com intervenção prioritária na base;
Envolver todas as áreas e níveis de responsabilidade da empresa;
Alcançar “ZERO” desperdício com intervenção rápida e em equipa.
Na ilustração 6, apresentam-se os 8 pilares fundamentais do TPM e algumas das ferramentas
que são usadas para a sua gestão.
Melhoria Contínua
Como a sua designação indica, melhoria contínua, consiste num processo prolongado de
atividades. Este conceito é o oposto do de reengenharia, em que as mudanças são repentinas e
envolvem grandes alterações e custos. Na filosofia Lean são incentivadas as pequenas
mudanças feitas com grande frequência e, por vezes, sem custos associados.
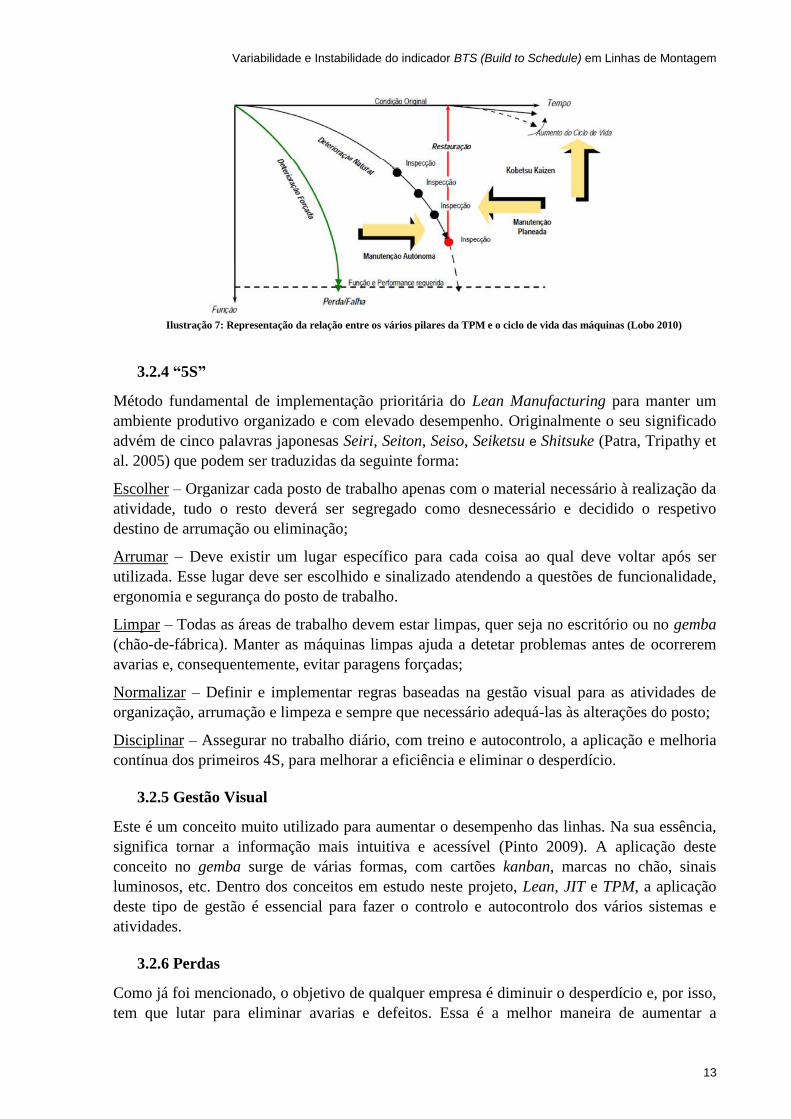
Manutenção Autónoma
Consiste na eliminação das causas que levam à deterioração prematura dos equipamentos e
baseia-se, principalmente, em atividades de limpeza, lubrificação e inspeção. O principal
responsável por estas atividades é o indivíduo ou equipa e não um departamento específico.
Manutenção Planeada
Esta focaliza-se no prolongamento da vida dos componentes através de um plano de inspeções
periódicas e de correções do equipamento. Sendo, normalmente, da responsabilidade do
departamento de manutenção, uma vez que é mais técnica e profunda, aumenta a segurança e
fiabilidade dos equipamentos. A ilustração 7 elucida bem o modo como estas três
componentes do TPM se ligam para melhorar a eficácia dos equipamentos.
.
Ilustração 6: 8 pilares da filosofia TPM (Lobo 2012)
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
13
3.2.4 “5S”
Método fundamental de implementação prioritária do Lean Manufacturing para manter um
ambiente produtivo organizado e com elevado desempenho. Originalmente o seu significado
advém de cinco palavras japonesas Seiri, Seiton, Seiso, Seiketsu e Shitsuke (Patra, Tripathy et
al. 2005) que podem ser traduzidas da seguinte forma:
Escolher – Organizar cada posto de trabalho apenas com o material necessário à realização da
atividade, tudo o resto deverá ser segregado como desnecessário e decidido o respetivo
destino de arrumação ou eliminação;
Arrumar – Deve existir um lugar específico para cada coisa ao qual deve voltar após ser
utilizada. Esse lugar deve ser escolhido e sinalizado atendendo a questões de funcionalidade,
ergonomia e segurança do posto de trabalho.
Limpar – Todas as áreas de trabalho devem estar limpas, quer seja no escritório ou no gemba
(chão-de-fábrica). Manter as máquinas limpas ajuda a detetar problemas antes de ocorrerem
avarias e, consequentemente, evitar paragens forçadas;
Normalizar – Definir e implementar regras baseadas na gestão visual para as atividades de
organização, arrumação e limpeza e sempre que necessário adequá-las às alterações do posto;
Disciplinar – Assegurar no trabalho diário, com treino e autocontrolo, a aplicação e melhoria
contínua dos primeiros 4S, para melhorar a eficiência e eliminar o desperdício.
3.2.5 Gestão Visual
Este é um conceito muito utilizado para aumentar o desempenho das linhas. Na sua essência,
significa tornar a informação mais intuitiva e acessível (Pinto 2009). A aplicação deste
conceito no gemba surge de várias formas, com cartões kanban, marcas no chão, sinais
luminosos, etc. Dentro dos conceitos em estudo neste projeto, Lean, JIT e TPM, a aplicação
deste tipo de gestão é essencial para fazer o controlo e autocontrolo dos vários sistemas e
atividades.
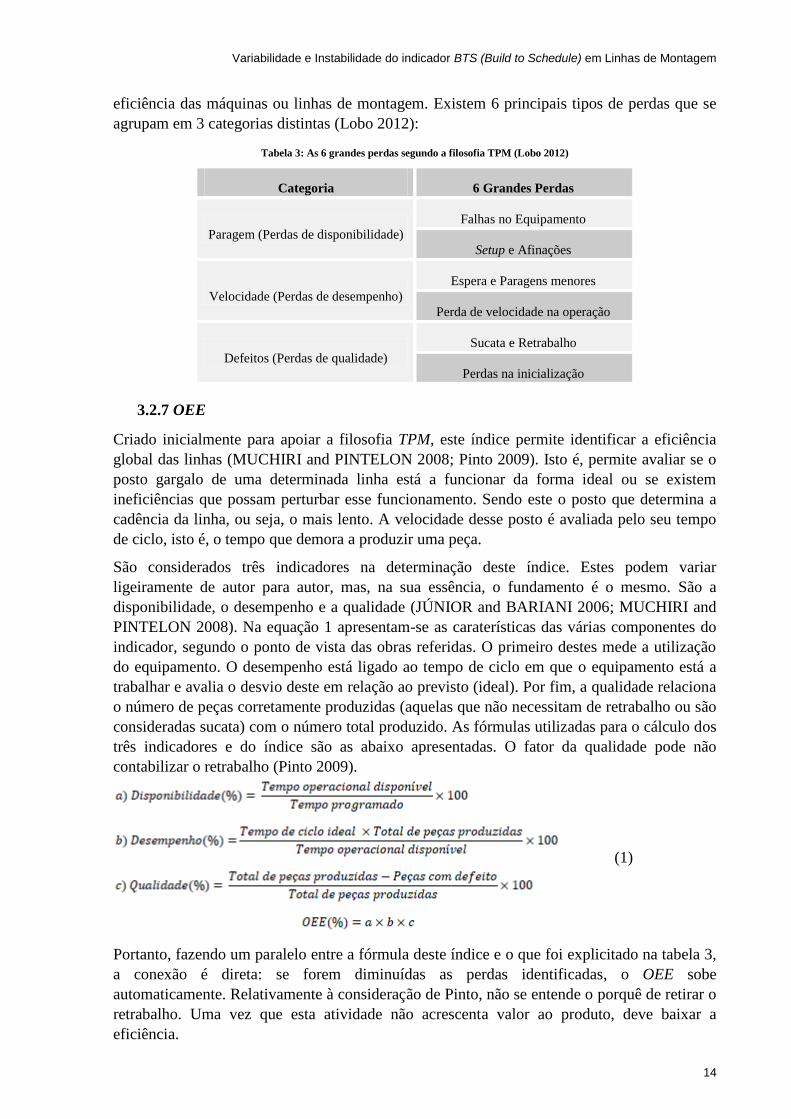
3.2.6 Perdas
Como já foi mencionado, o objetivo de qualquer empresa é diminuir o desperdício e, por isso,
tem que lutar para eliminar avarias e defeitos. Essa é a melhor maneira de aumentar a
Ilustração 7: Representação da relação entre os vários pilares da TPM e o ciclo de vida das máquinas (Lobo 2010)
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
14
eficiência das máquinas ou linhas de montagem. Existem 6 principais tipos de perdas que se
agrupam em 3 categorias distintas (Lobo 2012):
Tabela 3: As 6 grandes perdas segundo a filosofia TPM (Lobo 2012)
Categoria 6 Grandes Perdas
Paragem (Perdas de disponibilidade)
Falhas no Equipamento
Setup e Afinações
Velocidade (Perdas de desempenho)
Espera e Paragens menores
Perda de velocidade na operação
Defeitos (Perdas de qualidade)
Sucata e Retrabalho
Perdas na inicialização
3.2.7 OEE
Criado inicialmente para apoiar a filosofia TPM, este índice permite identificar a eficiência
global das linhas (MUCHIRI and PINTELON 2008; Pinto 2009). Isto é, permite avaliar se o
posto gargalo de uma determinada linha está a funcionar da forma ideal ou se existem
ineficiências que possam perturbar esse funcionamento. Sendo este o posto que determina a
cadência da linha, ou seja, o mais lento. A velocidade desse posto é avaliada pelo seu tempo
de ciclo, isto é, o tempo que demora a produzir uma peça.
São considerados três indicadores na determinação deste índice. Estes podem variar
ligeiramente de autor para autor, mas, na sua essência, o fundamento é o mesmo. São a
disponibilidade, o desempenho e a qualidade (JÚNIOR and BARIANI 2006; MUCHIRI and
PINTELON 2008). Na equação 1 apresentam-se as caraterísticas das várias componentes do
indicador, segundo o ponto de vista das obras referidas. O primeiro destes mede a utilização
do equipamento. O desempenho está ligado ao tempo de ciclo em que o equipamento está a
trabalhar e avalia o desvio deste em relação ao previsto (ideal). Por fim, a qualidade relaciona
o número de peças corretamente produzidas (aquelas que não necessitam de retrabalho ou são
consideradas sucata) com o número total produzido. As fórmulas utilizadas para o cálculo dos
três indicadores e do índice são as abaixo apresentadas. O fator da qualidade pode não
contabilizar o retrabalho (Pinto 2009).
Portanto, fazendo um paralelo entre a fórmula deste índice e o que foi explicitado na tabela 3,
a conexão é direta: se forem diminuídas as perdas identificadas, o OEE sobe
automaticamente. Relativamente à consideração de Pinto, não se entende o porquê de retirar o
retrabalho. Uma vez que esta atividade não acrescenta valor ao produto, deve baixar a
eficiência.
(1)
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
15
3.2.8 SMED (Single-Minute-Exchange-Of-Die)
Atividades SMED representam um conjunto de ações realizadas por uma equipa com o
objetivo de reduzir o tempo de setup (Pinto 2009; SUZAKI 2010). Estas melhorias têm o
objetivo de maximizar a utilização dos recursos disponíveis e a flexibilidade dos processos,
para poder responder aos crescentes níveis de exigência dos clientes.
Existem dois conceitos fundamentais, segundo estas obras, a ter em conta na elaboração deste
tipo de atividade de melhoria: setup externo e setup interno. O primeiro pode ser realizado
com a máquina em funcionamento, já o segundo engloba todas as atividades que exigem a
máquina parada. Neste sentido, as duas obras mencionadas referem um conjunto de conceitos
que servem de suporte à redução destes tempos e técnicas para a sua aplicação. Alguns desses
conceitos e atividades estão descritos na tabela 4:
Tabela 4: Princípios das ações SMED, adaptado de (Pinto 2009; SUZAKI 2010)
Conceitos Técnicas de aplicação
Classificar atividades setup internas e externas Padronizar atividades de setup externas
Transformar, sempre que possível, as atividades de
setup internas em externas
Identificar os componentes ou partes necessários da
máquina e padronizá-los
Reduzir a necessidade de ajustes, como calibrações Utilizar apertos rápidos
Uniformizar e melhorar operações manuais Realizar operações em simultâneo
Criar uma ferramenta com objetivos definidos para
mensurar os resultados obtidos Automatizar sistemas de setup
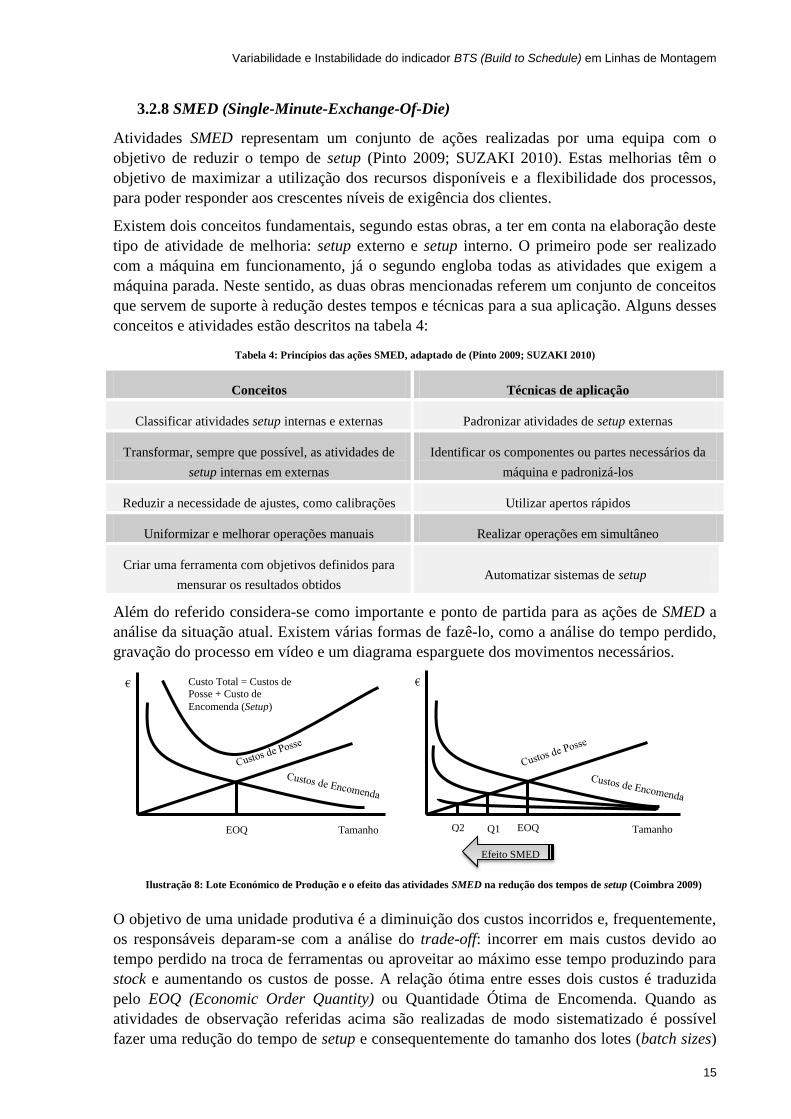
Além do referido considera-se como importante e ponto de partida para as ações de SMED a
análise da situação atual. Existem várias formas de fazê-lo, como a análise do tempo perdido,
gravação do processo em vídeo e um diagrama esparguete dos movimentos necessários.
O objetivo de uma unidade produtiva é a diminuição dos custos incorridos e, frequentemente,
os responsáveis deparam-se com a análise do trade-off: incorrer em mais custos devido ao
tempo perdido na troca de ferramentas ou aproveitar ao máximo esse tempo produzindo para
stock e aumentando os custos de posse. A relação ótima entre esses dois custos é traduzida
pelo EOQ (Economic Order Quantity) ou Quantidade Ótima de Encomenda. Quando as
atividades de observação referidas acima são realizadas de modo sistematizado é possível
fazer uma redução do tempo de setup e consequentemente do tamanho dos lotes (batch sizes)
Custo Total = Custos de Posse + Custo de
Encomenda (Setup)
€
Tamanho
do Lote EOQ
Q1 Q2
€
Tamanho
do Lote EOQ
Efeito SMED
Ilustração 8: Lote Económico de Produção e o efeito das atividades SMED na redução dos tempos de setup (Coimbra 2009)
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
16
de produção. Isto está de acordo com as atuais exigências dos clientes e também com a
redução de custos de inventário (inventory costs) e da própria mudança de ferramenta
(ordering costs) (Coimbra 2009). A ilustração 8 mostra a relação entre as ações SMED e a
redução dos custos referida.
3.2.9 Tipologia do gemba
A forma e fluxo como os trabalhos são realizados numa determinada empresa depende do
layout existente. Existem três tipos diferentes de layout: por processo, por produto e posição
fixa. Considera-se ainda um tipo híbrido denominado tecnologia de grupo ou layout celular
(DAVIS, CHASE et al. ; AQUILANO, JACOBS et al. 2009). Ainda com base nestes autores,
os tipos indicados podem ser descritos como:
1. Layout por Processo ou Job-Shop – Neste tipo de disposição as máquinas que têm a
mesma função estão agrupadas no mesmo local, por exemplo, juntar todas as
máquinas de corte de cabo na mesma área e as de laminagem de arame noutra.
2. Layout por Produto ou de Fluxo – O equipamento está disposto de acordo com as
etapas que um determinado produto necessita.
3. Layout de Posição Fixa – Devido ao grande volume ou peso do produto, torna-se
impossível a sua movimentação até às máquinas de fabrico. Daí, são estas que vão ao
encontro do produto. Um exemplo é a maquinaria de construção civil.
4. Tecnologia de Grupo – É uma mistura de layout por processo e produto. Assemelha-se
ao primeiro, no sentido em que um conjunto de máquinas é agrupado num
determinado espaço da fábrica. Contudo, as características das mesmas são diferentes
e afetam apenas um tipo de produtos.
Num ambiente produtivo, o layout por processo não se enquadra muito na filosofia Lean. Este
tipo de disposição leva ao aumento do desperdício devido a fatores como a dificuldade de
coordenação e planeamento de produção, aumento do WIP (Work In Process), aumento da
distância percorrida e lead times excessivos (SUZAKI 2010). Daí que, se possível, dispor os
equipamentos por produto ou tecnologia de grupo, dependendo da realidade da empresa, leve
a um aumento do fluxo de materiais, o que deve ser o objetivo de todas as empresas.
3.2.10 Estratégia Produtiva
Existem duas formas úteis de caracterização de processos: make-to-stock e make-to-order
(AQUILANO, JACOBS et al. 2009). Na mesma obra o autor considera ainda um tipo híbrido
ou assemble-to-order. Segundo os autores, este último reúne características dos dois, uma vez
que mantém inventário de componentes que, por exemplo, são comuns a vários produtos, mas
a montagem do produto final só é realizada quando o pedido chega. No presente documento
não se vai descrever o último em pormenor.
Make-to-order (Produção por encomenda)
Um processo produtivo que funciona segundo este tipo de classificação está, naturalmente,
dependente da rapidez e flexibilidade de execução. Isto é, seguindo este critério apenas
quando um pedido é recebido se inicia a produção quer dos componentes individuais quer da
sua montagem, se for o caso. Assegura-se a manutenção dos inventários de produto final e
WIP a um nível mínimo, reduzindo também os custos associados. Se os processos solicitados
não tiverem capacidade de resposta rápida ao pedido pode-se incorrer facilmente no aumento

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
17
de custos por atrasos na satisfação do mesmo. Como resultado poderá ocorrer a perda de
vendas e clientes e/ou o pagamento de compensações previstas em contrato.
Make-to-stock (Produção para armazenar)
Uma alternativa ao processo anterior consiste em efetuar a produção por antecipação, para
desse modo ter um tempo de resposta mais baixo. Ou seja, esta filosofia implica um
inventário elevado de produto final. Esta perspetiva é usada, por exemplo, quando a procura
tem uma componente sazonal e, assim, durante os períodos mais suaves pode ser produzida
uma quantidade superior para amortecer os picos (AQUILANO, JACOBS et al. 2009). Uma
das atividades em que a previsão da procura é utilizada é na gestão de stocks. É imediato
perceber que quando se utiliza um sistema make-to-stock, a qualidade destas previsões tem
um impacto superior (Gonçalves 2000).
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
18
4 Enquadramento do Problema
O presente projeto foi proposto com o objetivo principal de melhorar o cumprimento do
processo de planeamento da produção no módulo III da fábrica principal que, por sua vez, é
avaliado pelo resultado do indicador BTS. Como objetivos secundários encontram-se o
aumento do OEE e a diminuição do stock de produto final. Este módulo é constituído por 6
linhas de montagem: 4 linhas de produção de cabos de porta (Manual, Automática I,
Automática II e Automática III ou Seri) e 2 linhas de produção de cabos de travão, uma de
travão manual e outra de travão elétrico (Manual e Elétrica). Estas linhas estão agrupadas em
dois centros de trabalho (CT): um é constituído pelas linhas de travões e o outro pelas das
portas. Contudo, devido a problemas de rendimento das automáticas I e II, no momento estão
a trabalhar em alternância, ou seja, o CT fica a contar com apenas três linhas.
Pela análise da situação inicial verificou-se que, ao nível da fábrica, este índice estava
constantemente desviado do objetivo (60%) e, consequentemente, do da corporação (75%).
Outro dos problemas é a sua grande variabilidade. Em 2010 os objetivos foram mal definidos,
isto é, foi definido um patamar que dificilmente poderia ser alcançado, o que foi prejudicial
para a empresa. Posteriormente, em 2011, modificou-se o método e foram definidos objetivos
crescentes. Esta metodologia mostrou-se eficaz, o BTS subiu bastante, mas continua
insuficiente para cumprir os objetivos. No Anexo C2 está representada esta evolução.
Analisando a questão para as linhas em estudo, verifica-se que no primeiro trimestre deste ano
a situação se mantém. Além de estar desviado do objetivo, tem uma grande variabilidade.
Para avaliar as várias causas do desvio, em conjunto com o chefe do módulo em estudo, o
orientador da empresa (supply chain engineer), os chefes de equipa, um responsável da
manutenção e da engenharia de processos foi feita uma reunião (ilustração 9) para a análise
das principais causas do grande desvio do BTS. Desta resultou o diagrama ishikawa (ou
causa-efeito) e o plano de ações representados no Anexo C1.
Foi ainda consultado um estudo criado em 2011 com o objetivo de identificar diariamente os
problemas que levam ao desvio do BTS. Neste, os chefes de módulo quando têm o indicador
abaixo dos 75% preenchem o motivo desse desvio para cada SKU. Após isso a informação é
aglutinada e é possível determinar os fatores que têm mais influência no indicador por módulo
ou centro de trabalho. No Anexo C2 apresentam-se alguns dos resultados referentes ao
Módulo 3. Apesar de se diferenciarem os dois CT, é feita uma análise global porque os
principais problemas são comuns. O CT das portas (240408) tem um volume de produção
muito superior, daí a diferença percentual acentuada em comparação com o CT dos travões
(240320): uma falha ao nível do primeiro causa mais impacto no indicador.
Como se esperava, em 2011 os principais problemas surgem da má gestão dos recursos
humanos (24%), variações do pedido dos clientes (21%), avarias (19%) e erros de gestão do
Ilustração 9: Reunião para análise inicial do problema

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
19
módulo (16%). Os últimos estão diretamente relacionados com o controlo da produção após
planificação. Outros problemas são erros na planificação, no reporte e falta de materiais
internos: os fabricos têm muitos problemas em suprir as necessidades das linhas.
No primeiro trimestre de 2012 existem algumas modificações. As avarias assumem-se como o
problema principal (36,51%), o que representa um aumento de 100% face aos últimos 4
meses de 2011. A gestão dos recursos humanos deixa de ser significativa (2%) e os erros de
gestão do módulo e variações dos pedidos mantêm-se bastante relevantes, respetivamente,
17,7 e 17,6% das causas do desvio do indicador. Os erros de planificação aumentam cerca de
80%, o que, a par com as avarias, representa um problema a tratar com urgência. Pensa-se ser
importante referir ainda uma redução de aproximadamente 50% na falta de materiais internos,
o que advém da recente preocupação da empresa em adotar um layout por produto e integrar
as principais máquinas de fabrico nos módulos “cliente” (linhas de montagem). O módulo III
já tem uma boa parte desta alteração feita, como pode ser observado no Anexo E.
Perspetivando toda esta análise foi decidido incidir sobre a variabilidade da procura, a
redução do número de avarias e tempo de correção das mesmas, os critérios usados no
momento da planificação e métodos de controlo da mesma. Estudou-se ainda um fator não
tido em consideração nas análises anteriores: tempos de setup. Em seguida faz-se uma
introdução aos indicadores utilizados e detalham-se os principais problemas identificados.
4.1 Indicador BTS
Para a tomada de decisão têm que existir medidas concretas que permitam avaliar o
desempenho dos equipamentos. Esses dados são obtidos através da utilização de KPI(s) (Key
Performance Indicators). Alguns dos mais utilizados são a Eficiência, Disponibilidade,
Ocupação, OEE, Lead time, Cycle Time, Rotação de stocks, BTS, FTT, Velocidade e Process
cycle efficiency (Pinto 2009).
O BTS é expresso percentualmente e a sua função é medir a produção que foi realizada
segundo o planificado. Tem em conta o volume, mix de produtos e a sequência pela qual
foram produzidos (JÚNIOR and BARIANI 2006), tal como está representado na equação 2.
A fórmula que a empresa utiliza para o cálculo é diferente. Como se pode ver na equação 3,
esta apenas considera o volume e mix. Isto porque o BPCS (ERP da empresa) tem em
consideração o facto de a referência estar planeada ou não. O cumprimento dos objetivos
deste indicador é fundamental para empresa, pois a existência de falhas a este nível pode
provocar a paragem das linhas (Ficosa Internacional). É relevante clarificar alguns aspetos
que a empresa tem em conta no seu cálculo. Assim, restringe-se a dupla penalização do centro
de trabalho quando este está a recuperar produção por defeito de um período anterior ou
quando antecede a procura de um período posterior. Estes conceitos estão representados na
(2)

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
20
ilustração 10. Por período entende-se o horizonte entre sexta-feira da semana N-1 e quinta-
feira da semana N. Ou seja, o período de cálculo do BTS semanal.
Pela forma como está definido, este índice permite dar uma informação bastante completa do
sistema produtivo e/ou de planeamento. Se analisados os três fatores mencionados, será mais
fácil detetar a origem dos problemas que podem surgir. Durante a pesquisa efetuada, pouco
material académico foi encontrado sobre este indicador, contudo, a sua importância para uma
gestão eficiente da cadeia de abastecimento é clara. Após o planeamento da produção os
produtos finais têm que ser decompostos nos vários componentes necessários para que os
fabricos/compras possuam informação fiável para tomar decisões de quando e quanto
fabricar/comprar. Dado isso, se o seu valor for baixo, pode implicar paragens longas nas
linhas por falta de material. Outros benefícios que decorrem da manutenção de um índice BTS
elevado são (Ficosa Internacional):
Aumento da percentagem de pedidos entregues na data certa;
Diminuição de stocks intermédios, devido à diminuição da variabilidade da produção;
Aumento do fluxo de material em toda a empresa com redução do WIP.
A principal desvantagem desta forma de calcular o BTS é não ter em conta a sequência pela
qual os produtos são feitos: esse fator pode ter implicações ao nível da cadeia de
abastecimento, tal como já foi referido. Ainda assim, é um indicador muito interessante
devido à sua sensibilidade. Consegue avaliar muito bem a variabilidade do cumprimento da
planificação, uma vez que é afetado por quase todos os tipos de ruído que possam existir:
diferença no número de pessoas na linha, avarias, faltas de material, problemas de qualidade,
etc. Torna-se, assim, difícil estabilizá-lo numa gama de valores aceitáveis.
4.2 Indicador OEE
A Fico Cables, Lda. utiliza uma ferramenta desenvolvida pelo grupo Ficosa, o CP (Controlo
de Produção), para calcular a eficiência dos equipamentos. Esta é determinada de acordo com
a definição adotada na literatura (JÚNIOR and BARIANI 2006; MUCHIRI and PINTELON
2008). Contudo, P. MUCHIRI e L. PINTELON fazem uma ressalva muito importante à
precisão deste indicador. Tal como foi mencionado acima, só aquilo que é medido pode ser
quantificado e servir de base para a tomada de decisões. O problema é a forma como a
informação é obtida e, no caso do OEE, é fulcral que esta seja consistente. Os autores
identificam duas dificuldades importantes na obtenção desta informação: a complexidade dos
Ilustração 10: Exemplo das exceções no cálculo do BTS
(3)
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
21
dados e o grau de automatismo com que estes são recolhidos. No caso da Empresa em estudo,
é relevante analisar a segunda dificuldade. O BPCS existe e guarda esta informação, mas o
registo de dados no sistema informático não é automático e, por isso, 100% fiável. Assim, o
objetivo de longo prazo será diminuir ao máximo a intervenção humana na recolha de
informação. Este tópico será discutido mais à frente a propósito da introdução do
sequenciador automático.
Os fatores que estão a influenciar este indicador são exatamente os mesmos que reduzem o
BTS e serão apresentados no próximo capítulo. Em termos gerais, o indicador podia ser
melhorado. Isto é, o objetivo da empresa é estar acima dos 90% e, de momento, este valor não
está a ser atingido. As linhas Automática I e II de produção de cabos de porta são as mais
críticas.
4.3 Gestão de Stocks
Existem dois tipos de sistemas de controlo de stocks: sistemas de revisão contínua e de
revisão periódica. O primeiro implica um controlo contínuo do nível de stock, o que na prática
se faz apenas aquando de uma movimentação. Quanto ao último, o controlo ocorre em
períodos previamente determinados, por exemplo, num determinado dia da semana
(Gonçalves 2000). O autor descreve ainda variáveis destes dois modelos.
Os stocks intermédios da Fico Cables funcionam segundo um sistema de revisão periódica,
apenas quando corre o MRP à quinta-feira se revêm as quantidades de material necessárias.
Contudo, uma vez que a cada movimentação de produto dentro da empresa é gerado um
reporte no sistema (BPCS), é feito um controlo contínuo das movimentações para diminuir
erros. O rigor já mencionado da indústria automóvel assim o exige e, ao violar esta regra,
incorre-se numa não conformidade grave.
Relativamente ao stock de segurança (SS), este também é controlado segundo o mesmo
sistema, uma vez que o MPS também só corre semanalmente. É representado em dias por uma
questão de controlo ao nível da fábrica. A sua determinação é feita da mesma forma para
todas as referências de produto final e tem em conta a quantidade e frequência dos pedidos do
cliente. Assim, a empresa não recorre a nenhuma das formas de cálculo existentes para apurá-
lo, é baseado apenas na experiência que tem da indústria e dos clientes. Verifica-se que com o
passar do tempo se foi reduzindo os níveis existentes para a categorização dos clientes:
inicialmente existiam 8 e agora apenas 2. Na equação 4 representa-se a forma de calcular as
unidades de stock mínimo recomendado de um qualquer produto final exigidas no instante em
que corre o MPS.
Uma restrição deste tipo de determinação é o facto de não considerar a variabilidade real da
procura de um determinado produto. Se esta for estável, mas o seu pedido mensal tiver um
volume considerável, como se verificará mais à frente, por vezes resulta em excesso de
produto em armazém. Isto porque o único fator de amortecimento é a determinação dos dias
exigidos, baseado em métodos qualitativos.
4.4 O Planeamento e Controlo da Produção
O planeamento da produção na Empresa é realizado semanalmente à quinta-feira. Até 2004
este processo era inteiramente realizado pelo departamento de logística, devido à maior
(4)
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
22
experiência e conhecimento na área. Contudo, atualmente esta tarefa é efetuada tanto pelos
chefes de módulo como pelos responsáveis da logística interna. Esta alteração foi provocada
pela implementação de ferramentas de apoio à planificação (PIC e PDP) que foram criadas a
nível corporativo. Tudo isto está englobado num projeto do grupo Ficosa Internacional, para
implementar um sistema de entendimento global entre as suas várias filiais e, assim, assegurar
a qualidade dos seus produtos e processos. O grupo criou 4 Princípios/Pilares, 19 Conceitos e
47 Ferramentas no denominado Ficosa Manufacturing System (FMS) (Ficosa Internacional).
Em seguida descreve-se, de forma genérica, o processo de planificação que a empresa poderia
ter de acordo com o que dispõe no FMS e os problemas existentes.
Controlo da Produção
No que concerne ao controlo da produção, como já foi referido, este é feito utilizando o CP.
Neste programa são inseridos todos os dados produtivos diariamente, assim como presenças,
paragens, tipos de avarias, etc. Assim, os chefes de módulo podem consultar estes dados e
utilizá-los para a tomada de decisão. Contudo, existem alguns problemas na introdução dos
dados por restrições do programa: as causas de paragem são muito genéricas, o que dificulta a
análise. Outro método de controlo usado e com vasta aplicação na indústria automóvel é o
quadro de produção. Este representa uma forma de gestão visual onde é imposto um objetivo
(peças/hora) pelo chefe de equipa e caso este se verifique, a quantidade produzida é escrita a
verde, caso contrário, utiliza-se a cor vermelha. Assim, a simples passagem do chefe de
módulo ou outro interessado perto das linhas permite a verificação do seu estado. Além disso,
existem campos para assinalar os motivos de paragem, tempos e lições aprendidas. Um
exemplo deste quadro está representado mais à frente aquando da discussão de soluções.
BPCS AS400
O grupo Ficosa e, portanto, também a Fico Cables, Lda. integram a informação através do
BPCS AS400 (Business Planning & Control System). Neste é gerado o MPS e o MRP.
Como é típico da indústria automóvel e será explicitado mais à frente, os clientes da Fico
Cables, Lda. enviam à empresa uma previsão de compras com um horizonte temporal
alargado, firmando os pedidos apenas a poucos dias da expedição. Aproveitando esse facto, a
empresa não gera ordens de produção no MPS, utiliza outro programa para o fazer, o PDP.
Este recebe inputs (entradas) do BPCS e, posteriormente, transfere para este as ordens
planificadas.
PDP (Plano Diretor de Produção)
Em (Bastos and Guedes 2000) são caracterizados dois tipos de PDP, o global, que tem um
período de planeamento mais alargado e faz a determinação das quantidades por família de
produtos e o detalhado, em que o planeamento é feito no curto prazo e ao nível da referência.
Pois, na Fico Cables, Lda. o PDP corresponde exatamente a essa definição.
A realização do PDP geral compreende uma reunião com a duração média de 1h e serve para
avaliar a capacidade global de cada centro de trabalho para responder à procura no período em
análise. Assim, pode-se avaliar se terá que ser ajustada a mão-de-obra, períodos de férias, etc.
Contudo, atualmente, não é efetuada: os responsáveis pelo planeamento pensam ser uma
atividade que acrescenta pouco valor e, por isso, aplicam esse tempo noutras tarefas.
O PDP detalhado recebe como inputs do BPCS (MPS) a procura dos diferentes produtos, lead
times parametrizados e stock de segurança e mostra tudo isso ao planeador de forma a este
fazer a alocação e sequenciamento manualmente. A única informação disponível é a procura a
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
23
cumprir ao longo do horizonte escolhido, sendo feitos acertos manuais de acordo com a
experiência e instinto dos intervenientes. Isto demonstra que não existe na empresa uma
metodologia rigorosa de planificação: os critérios utilizados nesta função variam de utilizador
para utilizador. Ainda, não são considerados custos de inventário na tomada de decisão. É
indiferente para o utilizador o custo de guardar as várias SKU’s. Isto justifica-se pelo baixo
valor do produto final. Os custos de setup são tidos em consideração, mas de uma forma
pouco precisa.
Durante este processo foram identificados alguns problemas simples que, se tidos em
consideração, poderiam ser importantes para uma diminuição do desvio do indicador.
Nomeadamente, o facto de a planificação ser feita ignorando a quantidade de produto por
caixa, levando a que por vezes as quantidades tenham que ser posteriormente ajustadas pelo
chefe de equipa na linha, o que prejudica o BTS. Outro fator está relacionado com a cultura do
planificador, isto é, quando deparados com atrasos, os chefes de módulo têm de optar entre: 1-
Trabalhar para não diminuir o BTS, ignorando as referências em atraso e cumprindo o
planeado; 2-Baixar o nível de BTS, mas terminar a produção em atraso. Posto isto, constatou-
se que apenas quando o stock disponível do produto cuja procura sofreu alteração é elevado os
chefes de módulo optam pela solução 1. Logo, é usual este tipo de situações contribuírem para
um aumento do desvio negativo do BTS em relação ao valor esperado.
PIC (Plano Industrial e Comercial)
O PIC é uma plataforma para efetuar o planeamento de longo prazo, utilizada numa reunião
mensal onde intervêm os chefes de módulo e o responsável pela supply chain. O seu principal
objetivo é analisar a procura do cliente num horizonte que pode variar entre 0 e 12 meses e
fazer simulações da capacidade disponível em termos de mão-de-obra direta, máquinas e
ferramentas. Assim, possibilita-se uma alocação eficiente dos recursos e determina-se se
existe a necessidade de subcontratar. A grande vantagem do software é que permite simular
vários cenários.
Supplyweb
Este EDI (Eletronic Data Interchange) facilita o contato da empresa com os vários pequenos
fornecedores que, devido à dimensão do seu negócio não têm instalado um sistema ERP.
Assim, os responsáveis pelas compras transferem a informação para esta plataforma
informática e esta fica acessível para o utilizador. Então, o utilizador interno pode ver a
informação dos diversos clientes, confirmar as entregas, imprimir as etiquetas para colar nas
caixas após receção, etc. Quanto ao externo, tem acesso imediato à informação relativa aos
pedidos.
Sequenciamento
No PDP existe uma ferramenta chamada Sequenciador Logístico que, uma vez concluído o
planeamento do PDP detalhado permite gerar automaticamente uma sequência de acordo com
o critério EDD (Earliest Due Date). Este dá prioridade aos produtos cuja expedição está mais
próxima. Enquanto este critério minimiza o tempo de atraso, o SPT (Shortest Processing
Time) podia ser utilizado caso o objetivo fosse a minimização do tempo de fluxo
(AQUILANO, JACOBS et al. 2009), uma vez que prioriza os produtos com menor tempo de
processamento.
Se bem configurado, o sequenciador tem grandes vantagens porque permite passar
diretamente para a linha de montagem a sequência. Para isso tem que existir suporte
eletrónico para o efeito, um PLC e o sequenciador eletrónico. Estas são outras das ferramentas
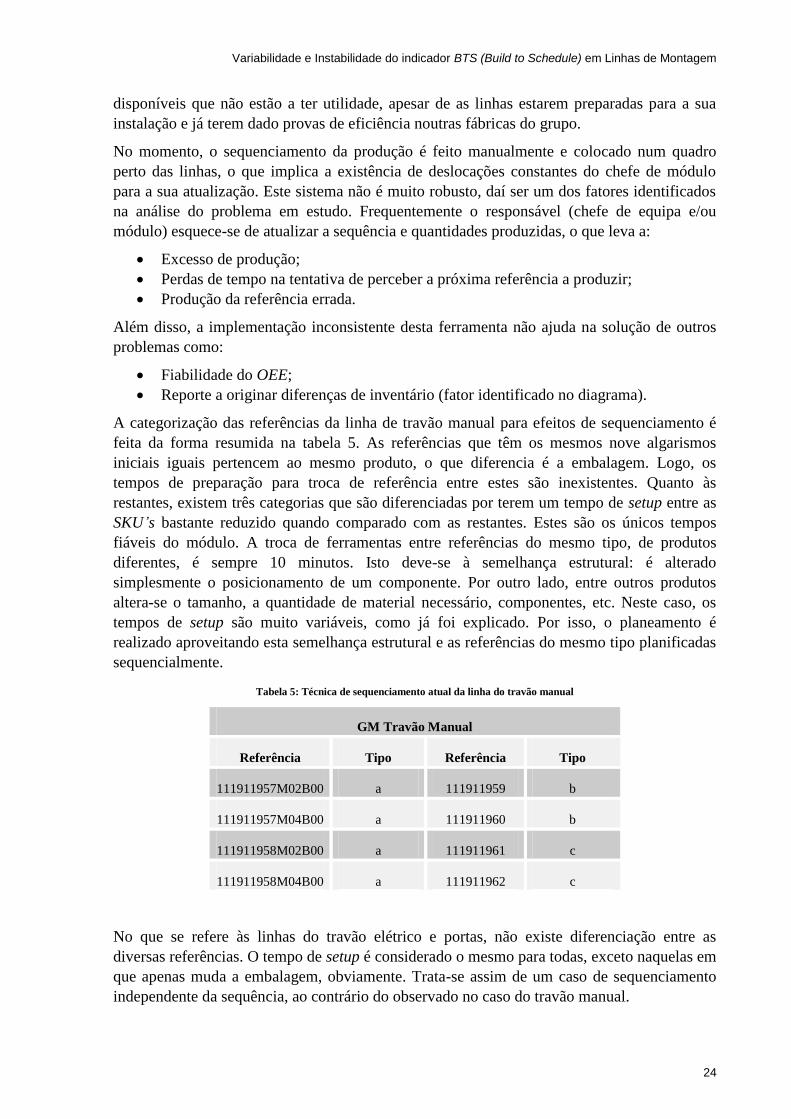
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
24
disponíveis que não estão a ter utilidade, apesar de as linhas estarem preparadas para a sua
instalação e já terem dado provas de eficiência noutras fábricas do grupo.
No momento, o sequenciamento da produção é feito manualmente e colocado num quadro
perto das linhas, o que implica a existência de deslocações constantes do chefe de módulo
para a sua atualização. Este sistema não é muito robusto, daí ser um dos fatores identificados
na análise do problema em estudo. Frequentemente o responsável (chefe de equipa e/ou
módulo) esquece-se de atualizar a sequência e quantidades produzidas, o que leva a:
Excesso de produção;
Perdas de tempo na tentativa de perceber a próxima referência a produzir;
Produção da referência errada.
Além disso, a implementação inconsistente desta ferramenta não ajuda na solução de outros
problemas como:
Fiabilidade do OEE;
Reporte a originar diferenças de inventário (fator identificado no diagrama).
A categorização das referências da linha de travão manual para efeitos de sequenciamento é
feita da forma resumida na tabela 5. As referências que têm os mesmos nove algarismos
iniciais iguais pertencem ao mesmo produto, o que diferencia é a embalagem. Logo, os
tempos de preparação para troca de referência entre estes são inexistentes. Quanto às
restantes, existem três categorias que são diferenciadas por terem um tempo de setup entre as
SKU’s bastante reduzido quando comparado com as restantes. Estes são os únicos tempos
fiáveis do módulo. A troca de ferramentas entre referências do mesmo tipo, de produtos
diferentes, é sempre 10 minutos. Isto deve-se à semelhança estrutural: é alterado
simplesmente o posicionamento de um componente. Por outro lado, entre outros produtos
altera-se o tamanho, a quantidade de material necessário, componentes, etc. Neste caso, os
tempos de setup são muito variáveis, como já foi explicado. Por isso, o planeamento é
realizado aproveitando esta semelhança estrutural e as referências do mesmo tipo planificadas
sequencialmente.
Tabela 5: Técnica de sequenciamento atual da linha do travão manual
GM Travão Manual
Referência Tipo Referência Tipo
111911957M02B00 a 111911959 b
111911957M04B00 a 111911960 b
111911958M02B00 a 111911961 c
111911958M04B00 a 111911962 c
No que se refere às linhas do travão elétrico e portas, não existe diferenciação entre as
diversas referências. O tempo de setup é considerado o mesmo para todas, exceto naquelas em
que apenas muda a embalagem, obviamente. Trata-se assim de um caso de sequenciamento
independente da sequência, ao contrário do observado no caso do travão manual.
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
25
4.5 Replanificação
Ao efetuar o controlo da produção, devido aos vários problemas que vão aparecendo, pode
surgir a necessidade de se replanear alguns dos produtos. Ora, o BPCS não tem em conta estas
alterações. Para o programa, o planeamento é firme e tem de ser cumprido dessa forma para
que o BTS apresente um valor elevado. Os responsáveis da produção só querem cumprir o
pedido e criam planos de ação que prejudicam seriamente o índice. Outro motivo que leva a
estas alterações é a modificação do pedido do cliente, tópico discutido ao pormenor em
seguida.
Variabilidade da Procura
No momento a empresa não realiza qualquer atividade de previsão de vendas. Então, o
planeamento da produção é efetuado de acordo com a previsão de compras dos seus clientes.
O período entre a data do pedido e a da entrega varia de cliente para cliente, mas é
suficientemente extenso para permitir fazer o planeamento no horizonte pretendido: três
semanas.
Como foi referido acima, a indústria automóvel tem um sistema de procura muito particular,
isto é, os clientes disponibilizam sempre uma previsão das compras que vão efetuar a longo
prazo, mas só num horizonte mais reduzido fazem a confirmação desses pedidos. No caso do
cliente GM existem dois tipos de produtos: os que são vendidos para a Europa6 e os
extracomunitários (para outros continentes). Os primeiros funcionam da forma descrita,
contudo, devido ao elevado tempo perdido em transportes, os últimos são firmados com maior
antecedência. Portanto, a análise feita concentra-se apenas nos pedidos que utilizam o
primeiro sistema referido. Independentemente do produto, para este cliente utiliza-se um
sistema make-to-order.
Ainda, existe em grande parte das referências, incerteza quanto à quantidade por dia. Por isso,
o pedido semanal, por segurança, é agrupado para a segunda-feira. Isto tem dois objetivos:
assegurar que o pedido é cumprido no dia certo e amortecer as flutuações na procura.
No caso dos comunitários, só na terça-feira da semana N se recebe a confirmação dos
pickup’s (quantidades diárias exatas que o cliente vai recolher) da semana N+1. Ou seja, no
momento da planificação, quinta-feira, apenas se tem certeza do pedido da semana seguinte.
Isto é um problema porque nessa mesma semana já se produzem quantidades da semana N+2,
sendo a planificação feita com base na previsão e, desse modo, contendo uma variabilidade
significativa.
Existe ainda outro fator que influência o BTS, uma vez que o planeamento é feito para a
previsão dos pedidos. Se o pedido baixar, os chefes de módulo para responder à procura e
constatando que existe folga na capacidade, fazem alterações de modo a cumprir apenas o
novo pedido e nessas circunstâncias cedem MOD (Mão-de-obra direta) a outros módulos.
Analisando a situação atual, facilmente se verifica que, apesar do método utilizado estar de
acordo com o sistema de produção por encomenda, a variabilidade da procura acrescenta
muito ruído na cadeia de valor. Na tentativa de amortecer isso, incorre-se em mais custos de
posse. O problema é típico deste tipo de sistemas. O decisor depara-se com a opção de
acumular inventário de modo a estar preparado para qualquer variação e suprir sempre as
6 A partir deste ponto serão definidos como Comunitários
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
26
necessidades dos clientes, ou reduzi-lo criando a possibilidade de não ter capacidade de
responder a uma variação positiva do pedido (Lawrence and Klimberg 2009).
4.6 Change-over (Mudança de Ferramentas)
Nas linhas da GM, os setup’s ou mudanças de ferramenta são feitos, normalmente, pelos
afinadores. Estes são pessoas com treino específico para esse efeito, mas também para afinar
as máquinas e resolver avarias. Algumas operadoras das máquinas também o fazem, quando
os anteriores estão ocupados, mas não consideram que isso faça parte da sua função e, por
isso, não acontece com muita frequência.
A determinação do tempo despendido nestas operações obtém-se através da diferença entre a
hora de arranque da última máquina após a troca de todas as ferramentas e validação dos
postos (obtenção de três peças com a qualidade requerida). Apesar de se fazer sempre um ok à
1ª peça, condição necessária para a validação dos lotes de produção, esse tempo é
contabilizado à parte, pois a linha já está em funcionamento quando a operação termina e, os
cabos produzidos até aí, marcados com uma fita amarela (material suspeito).
O grande problema da empresa é que não existe o registo das tarefas em tempo real e, por
isso, os problemas que surgem não são identificados e, consequentemente permanecem por
corrigir. A melhoria deste processo nas linhas é feita muito esporadicamente. Assim,
encontram-se muitas situações nas linhas de montagem que vão contra a filosofia Lean,
apesar das iniciativas da Empresa para as implementar. Foram avaliadas as dificuldades do
processo após uma cuidada observação da realização do mesmo e da discussão dos problemas
com todas as partes envolvidas: o chefe de módulo para perceber a sua gestão, os afinadores
por serem conhecedores da vertente técnica e os operadores para perceber as dificuldades
operacionais.
Listam-se em seguida os principais problemas identificados:
Ferramentas mal identificadas;
Ferramentas guardadas longe das linhas;
Locais de difícil acessibilidade, visual e física;
Tarefas de montagem/desmontagem de ferramentas demoradas;
o Grande número de apertos por parafuso;
o Ferramentas com peso excessivo;
Grande variabilidade do processo dependente da disponibilidade e saber fazer de um
pequeno número de pessoas (2 afinadores para as 6 linhas);
Falta de treino dos operadores;
Procedimento feito sequencialmente (por passos ou postos) e não simultaneamente
para obter tempos menores;
4.7 Paragens
Por erros de inventário e falta de material
Para que o planeamento das necessidades seja feito de forma precisa e a cadeia de
abastecimento funcione corretamente, é necessário ter uma boa contabilização das
quantidades de material existente na empresa, quer nos armazéns, quer em locais intermédios,
como no caso dos stocks de fabricos. A unidade principal da Fico Cables sempre esteve
organizada por processo. As máquinas que têm a mesma função estão agrupadas num mesmo
local. Isto leva a um aumento da complexidade de gestão do fluxo de materiais, responsável
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
27
pela falta de material que se assiste ao longo de toda a fábrica. Frequentemente acontecem
erros a este nível, o que afeta o BTS na medida em que, por vezes, tem que se produzir uma
referência diferente da que está planeada ou não produzir a totalidade da mesma, uma vez que
não há material suficiente para cumprir o planeamento. Contudo, e em resposta aos problemas
recorrentes deste tipo de disposição, há uma crescente preocupação da empresa em passar
para um layout por produto. O módulo em estudo é o que está mais próximo dessa alteração
com a integração das principais máquinas de fabrico, resultando numa produção dedicada.
No Anexo F estão representados os ajustes de inventário referidos acima para o caso dos
travões. Como se pode ver, maior parte deles está relacionada com o cabo cortado. A
integração da máquina no módulo elimina a necessidade de reporte, associando um ou dois
cabos a cada unidade de produto final produzida (dependendo da SKU). Assim, elimina-se a
necessidade de ajustes. O mesmo aconteceu para a espiral e cabo injetado do CT das portas.
Por falta de peças de substituição
Considera-se que tem que haver fiabilidade na existência de, pelo menos, stock suficiente de
peças de elevado desgaste para que o tempo de substituição das mesmas seja igual à operação
em si. O controlo deste stock é precário, por vezes não existem as peças necessárias no tempo
certo. Para além disso, o modo como este material é guardado leva à dificuldade de avaliação
das quantidades em falta: está dentro de um armário com má visibilidade de maior parte dos
pontos das linhas. Existem também dúvidas quanto às pessoas responsáveis por este stock,
afinadores ou pessoal da manutenção. Pela análise feita essa questão depende do tipo de peça
e, por isso, torna-se necessário um sistema de gestão que permita uma maior coordenação
entre estes dois intervenientes.
4.8 Avarias
A fiabilidade dos equipamentos do módulo em estudo não é a melhor, principalmente a das
linhas Automática I e II. Pela análise feita, esta é uma das principais causas da paragem das
linhas, com avarias que implicam grandes períodos de correção e micro avarias ou afinações
que, apesar de serem mais fáceis de resolver acontecem com elevada frequência. Para evitar
este tipo de paragem a empresa tem três tipos de manutenção:
Manutenção de 1º nível – feita pelos operadores, no início do turno, onde se verifica se
existem fugas, folgas nas peças, parafusos moídos, etc. O objetivo será validar a linha para
iniciar a produção. Contudo, existem alguns problemas de comunicação entre estes
intervenientes e outros como os afinadores, chefes de módulo ou responsáveis da manutenção.
Caso os problemas identificados possam ser corrigidos pelo operador, este guarda para si o
ocorrido e não o documenta. Dada a falta de treino dos mesmos, por vezes podem ter
mascarado um problema maior que, futuramente, levará à paragem da linha.
Manutenção de 2º nível – realizada pelos afinadores semanalmente e/ou quando os operadores
detetam algum erro na de 1º nível. Atualmente este tipo de manutenção não está a ser
efetuado.
Manutenção de 3º nível – atividade trimestral, semestral ou anual, dependendo da linha e da
máquina em questão, realizada pelo departamento de manutenção. Esta é mais rigorosa, isto é,
faz a verificação e/ou substituição de mecanismos mais complexos como sistemas
pneumáticos, mecânicos, válvulas ou outros. Este departamento tem um plano de manutenção
desenvolvido para todas as linhas da empresa que tem em consideração a sensibilidade do
equipamento e, além disso, faz um levantamento semanal das linhas ou máquinas mais
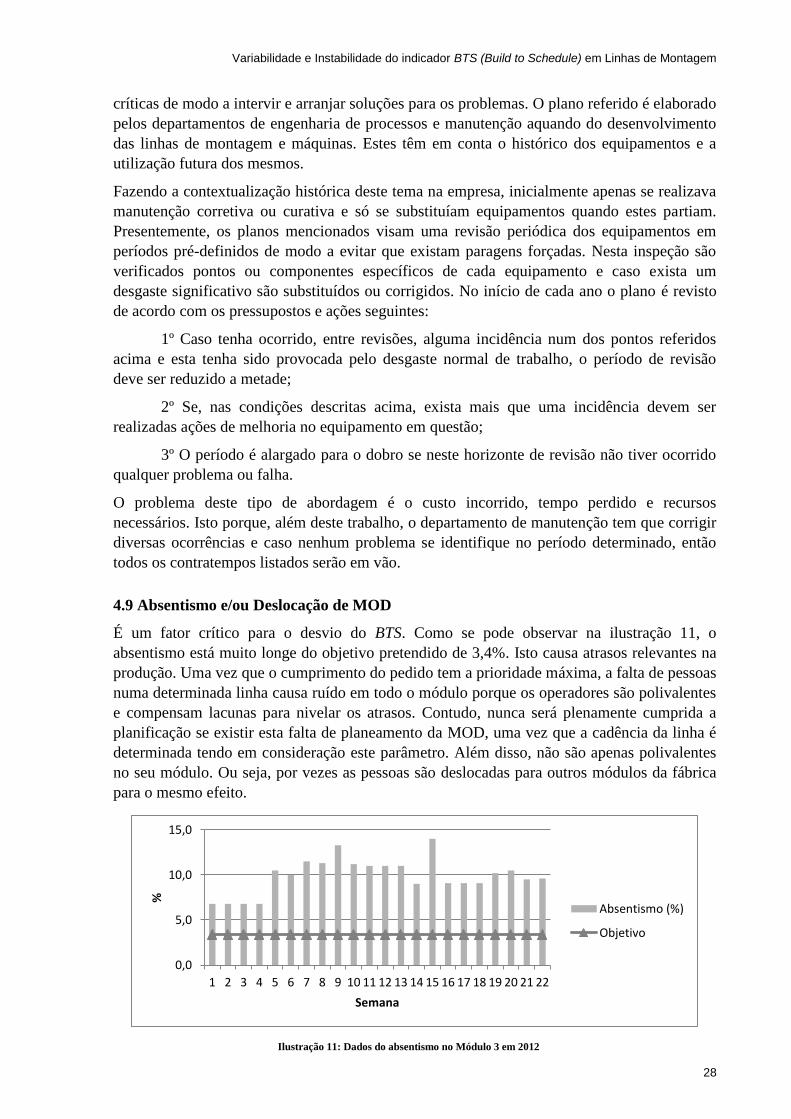
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
28
críticas de modo a intervir e arranjar soluções para os problemas. O plano referido é elaborado
pelos departamentos de engenharia de processos e manutenção aquando do desenvolvimento
das linhas de montagem e máquinas. Estes têm em conta o histórico dos equipamentos e a
utilização futura dos mesmos.
Fazendo a contextualização histórica deste tema na empresa, inicialmente apenas se realizava
manutenção corretiva ou curativa e só se substituíam equipamentos quando estes partiam.
Presentemente, os planos mencionados visam uma revisão periódica dos equipamentos em
períodos pré-definidos de modo a evitar que existam paragens forçadas. Nesta inspeção são
verificados pontos ou componentes específicos de cada equipamento e caso exista um
desgaste significativo são substituídos ou corrigidos. No início de cada ano o plano é revisto
de acordo com os pressupostos e ações seguintes:
1º Caso tenha ocorrido, entre revisões, alguma incidência num dos pontos referidos
acima e esta tenha sido provocada pelo desgaste normal de trabalho, o período de revisão
deve ser reduzido a metade;
2º Se, nas condições descritas acima, exista mais que uma incidência devem ser
realizadas ações de melhoria no equipamento em questão;
3º O período é alargado para o dobro se neste horizonte de revisão não tiver ocorrido
qualquer problema ou falha.
O problema deste tipo de abordagem é o custo incorrido, tempo perdido e recursos
necessários. Isto porque, além deste trabalho, o departamento de manutenção tem que corrigir
diversas ocorrências e caso nenhum problema se identifique no período determinado, então
todos os contratempos listados serão em vão.
4.9 Absentismo e/ou Deslocação de MOD
É um fator crítico para o desvio do BTS. Como se pode observar na ilustração 11, o
absentismo está muito longe do objetivo pretendido de 3,4%. Isto causa atrasos relevantes na
produção. Uma vez que o cumprimento do pedido tem a prioridade máxima, a falta de pessoas
numa determinada linha causa ruído em todo o módulo porque os operadores são polivalentes
e compensam lacunas para nivelar os atrasos. Contudo, nunca será plenamente cumprida a
planificação se existir esta falta de planeamento da MOD, uma vez que a cadência da linha é
determinada tendo em consideração este parâmetro. Além disso, não são apenas polivalentes
no seu módulo. Ou seja, por vezes as pessoas são deslocadas para outros módulos da fábrica
para o mesmo efeito.
Ilustração 11: Dados do absentismo no Módulo 3 em 2012
0,0
5,0
10,0
15,0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
%
Semana
Absentismo (%)
Objetivo

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
29
5 Desenvolvimento de Soluções
O diagrama e plano de ações referido em conjunto com a tentativa de diminuição da
variabilidade da procura foram o ponto de partida do projeto. Contudo, ao fazer o
levantamento e análise das questões propostas, foram surgindo problemas e, portanto,
algumas das soluções acabaram por ser mais abrangentes. Isso levou ao abandono de outras,
como o seguimento do inventário rotativo. Ao efetuar as propostas de solução tentou-se
sempre privilegiar a utilização dos recursos já existentes na empresa e só nos casos em que
estes não fossem suficientes, pensar em investimentos. Isto porque, como poderá ser visto
mais à frente, a empresa dispõe de um vasto conjunto de ferramentas que podem ir de
encontro aos problemas identificados e estão a ser subaproveitadas. Outra consideração
mantida ao longo de todo o projeto foram as filosofias defendidas pela empresa, como JIT.
Esta implica o nivelamento da produção e sistemas kanban (Pinto 2009) e, por sua vez, estes
implicam processos flexíveis. Ou seja, as idealizações feitas estão de acordo com os objetivos
da empresa e com os do projeto.
5.1 Planeamento
Numa primeira abordagem ao problema do planeamento anteriormente descrito,
consideramos que a solução seria criar uma ferramenta que permitisse facilitá-lo e diminuir os
seus custos. Assim, consideramos a hipótese de desenvolver um algoritmo apropriado à
realidade da empresa. Apesar de iniciado o estudo, optamos pela suspensão por termos
identificado condições de instabilidade na situação em estudo ainda mais determinantes do
desvio observado. Pareceu claro que, sem ter pilares elementares consistentes, seria difícil
testar a eficiência do modelo.
5.1.1 Planeamento no PDP
A constatação referida determinou uma abordagem alternativa que a seguir se apresenta.
Foram definidas algumas considerações importantes a ter em conta durante o processo:
Utilização da capacidade da linha parametrizada no BPCS, se a produção nas linhas o
confirmasse. Isto é, foi feito um seguimento dos quadros de produção e, caso alguma
referência estivesse a ser produzida abaixo do objetivo seria feita uma nova medição
para corrigir o erro. Exemplo disso é uma das referências das Portas, o 111121613. O
quadro que levou à alteração está representado na ilustração 12 à esquerda. Como se
vê, as horas estão todas a vermelho e algumas delas sem motivo. Foi feita uma nova
medição do tempo e verificou-se que tinha que ser diminuído. O resultado está
representado à direita;
Ilustração 12: Efeito da alteração do objetivo horário
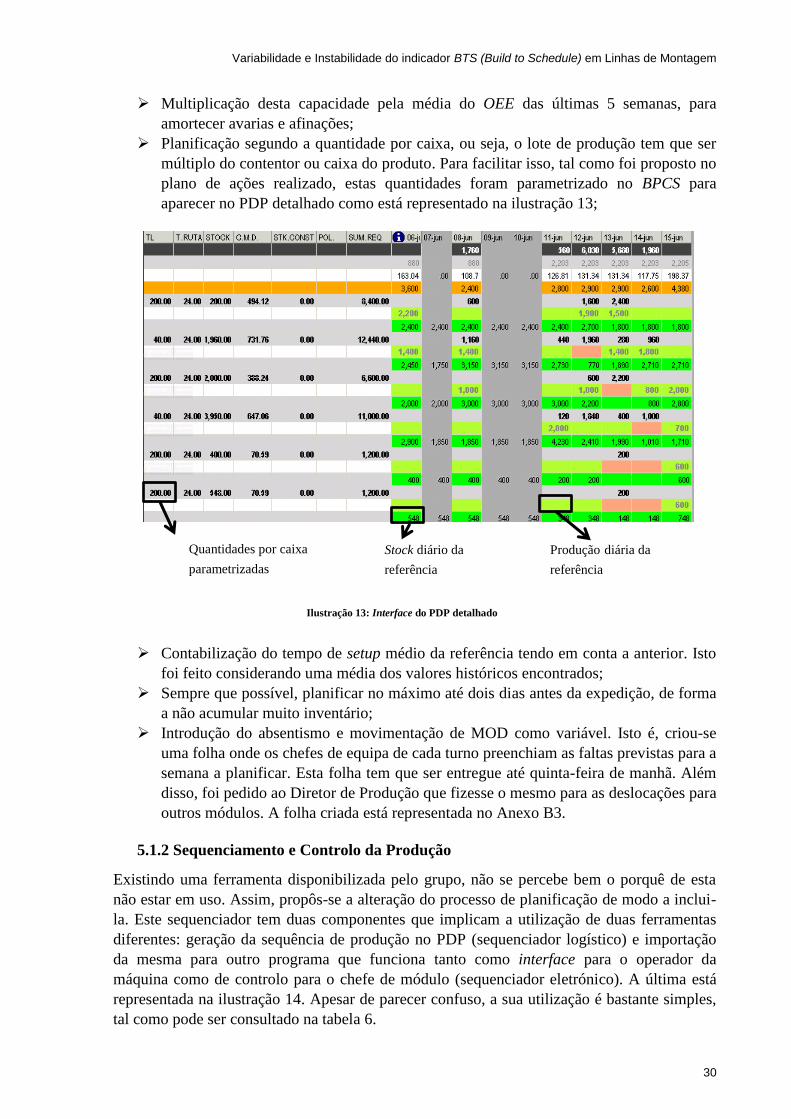
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
30
Multiplicação desta capacidade pela média do OEE das últimas 5 semanas, para
amortecer avarias e afinações;
Planificação segundo a quantidade por caixa, ou seja, o lote de produção tem que ser
múltiplo do contentor ou caixa do produto. Para facilitar isso, tal como foi proposto no
plano de ações realizado, estas quantidades foram parametrizado no BPCS para
aparecer no PDP detalhado como está representado na ilustração 13;
Contabilização do tempo de setup médio da referência tendo em conta a anterior. Isto
foi feito considerando uma média dos valores históricos encontrados;
Sempre que possível, planificar no máximo até dois dias antes da expedição, de forma
a não acumular muito inventário;
Introdução do absentismo e movimentação de MOD como variável. Isto é, criou-se
uma folha onde os chefes de equipa de cada turno preenchiam as faltas previstas para a
semana a planificar. Esta folha tem que ser entregue até quinta-feira de manhã. Além
disso, foi pedido ao Diretor de Produção que fizesse o mesmo para as deslocações para
outros módulos. A folha criada está representada no Anexo B3.
5.1.2 Sequenciamento e Controlo da Produção
Existindo uma ferramenta disponibilizada pelo grupo, não se percebe bem o porquê de esta
não estar em uso. Assim, propôs-se a alteração do processo de planificação de modo a inclui-
la. Este sequenciador tem duas componentes que implicam a utilização de duas ferramentas
diferentes: geração da sequência de produção no PDP (sequenciador logístico) e importação
da mesma para outro programa que funciona tanto como interface para o operador da
máquina como de controlo para o chefe de módulo (sequenciador eletrónico). A última está
representada na ilustração 14. Apesar de parecer confuso, a sua utilização é bastante simples,
tal como pode ser consultado na tabela 6.
Quantidades por caixa
parametrizadas
Stock diário da
referência
Produção diária da
referência
Ilustração 13: Interface do PDP detalhado

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
31
Numa primeira fase pretendia-se apenas aplicar o sequenciador na sua forma mais simples,
isto é, apenas um computador na linha de montagem com uma impressora dedicada para testar
a capacidade dos operadores o utilizarem. A sequência seria introduzida manualmente pelo
planificador e atualizada diariamente. Este passo permite ganhar a confiança de toda a
organização para a implementação completa da ferramenta. Portanto, o operador tem que
fazer apenas o reporte de caixas completas e, caso aconteça algum problema como falta de
material, colocar o produto no estado pendente.
Tabela 6: Explicação do funcionamento do sequenciador
Campo Tipo Função
A Informativo Sequência imposta pelo planificador
B Informativo Quantidade a produzir da referência atual
C Informativo Quantidade por caixa do produto
D Botão Produção da próxima referência
E Botão Imprimir a etiqueta da caixa completa
F Botão Coloca o produto atual em estado pendente
G Botão Retoma a produção de uma referência pendente
Assim, eliminam-se os riscos de falta de atualização de sequência no quadro, incapacidade de
perceber a letra da pessoa que a registou e o excesso de movimentos para fazê-lo. O
planificador pode sequenciar a partir do seu gabinete, informaticamente. Para o operador
Ilustração 14: Interface do programa com utilizador
E
F
G
C
D
A
B

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
32
acaba-se a utilização de pistolas para leitura do código de barras que por vezes dão problemas,
movimentação até à impressora que, sendo comum a várias linhas, pode causar erros.
Foram efetuadas várias tentativas para colocar esta ferramenta em funcionamento,
nomeadamente várias reuniões com diferentes interessados numa fase de testes: departamento
de informática, logística interna e chefes do módulo III e IV. Nestas foram apresentadas as
vantagens e desvantagens do sistema, possíveis entraves e formas de resolvê-los.
Devido à maior complexidade e exigência das linhas do módulo III, foi decidido iniciar a fase
de testes nos sistemas de conforto. Esta opção foi também impulsionada por uma crescente
preocupação dos responsáveis em eliminar os problemas de reporte. Após um longo período
de insistência e várias tentativas falhadas, foram reunidas as condições necessárias para a sua
implementação. Contudo, problemas maiores surgiram e isso levou ao abandono do projeto.
Posteriormente, devido ao aparecimento de uma falha de reporte no módulo III, foi solicitada
uma sugestão para a diminuição do risco de falha neste processo e, novamente, o
sequenciador apresentou-se como a melhor solução. Dado o estado avançado do projeto no
módulo anterior, preparar uma fase de testes provou-se relativamente fácil. Contudo, surgiu
um problema no que concerne o reporte automático das caixas completas no sistema. De
forma a resolvê-lo, existiu uma discussão com um especialista no programa e com os
responsáveis do departamento de informática da Empresa e do grupo Ficosa. No entanto, a
falta de conhecimento técnico do BPCS e de apoio interno levou à impossibilidade de
correção de uma das principais vantagens da implementação deste sistema. Por isso, a plena
execução deste projeto está dependente do suporte e foco de alguns elementos chave da
organização.
5.2 Modelo Quantitativo de Previsão
Após alguma investigação e baseado principalmente nos trabalhos de Lawrence e Klimberg
(Lawrence and Klimberg 2009) e Kerkkänen, Korpela et al. (Kerkkänen, Korpela et al. 2009),
foi decidida a utilização de métodos quantitativos de previsão na tentativa de diminuir o erro
da procura semanal das diversas referências. De modo a simplificar a análise do leitor, as
referências em questão serão substituídas por letras. Os primeiros nove números de cada uma
identificam o produto final, os três números seguintes indicam o tipo de embalagem e,
portanto, não são necessários.
Tabela 7: Codificação das referências dos produtos em estudo
A 111911957M02 B 111911957M04 C 111911958M02
D 111911958M04 E 1119111959 F 111911960
G 111911961 H 1119111962 I 111911874
J 111911862 K 111911632 L 111911953
M 111911992
N 121911506 O 121911507 P 121911559
Q 121911560 R 121911851 V 121911810
S 121911811
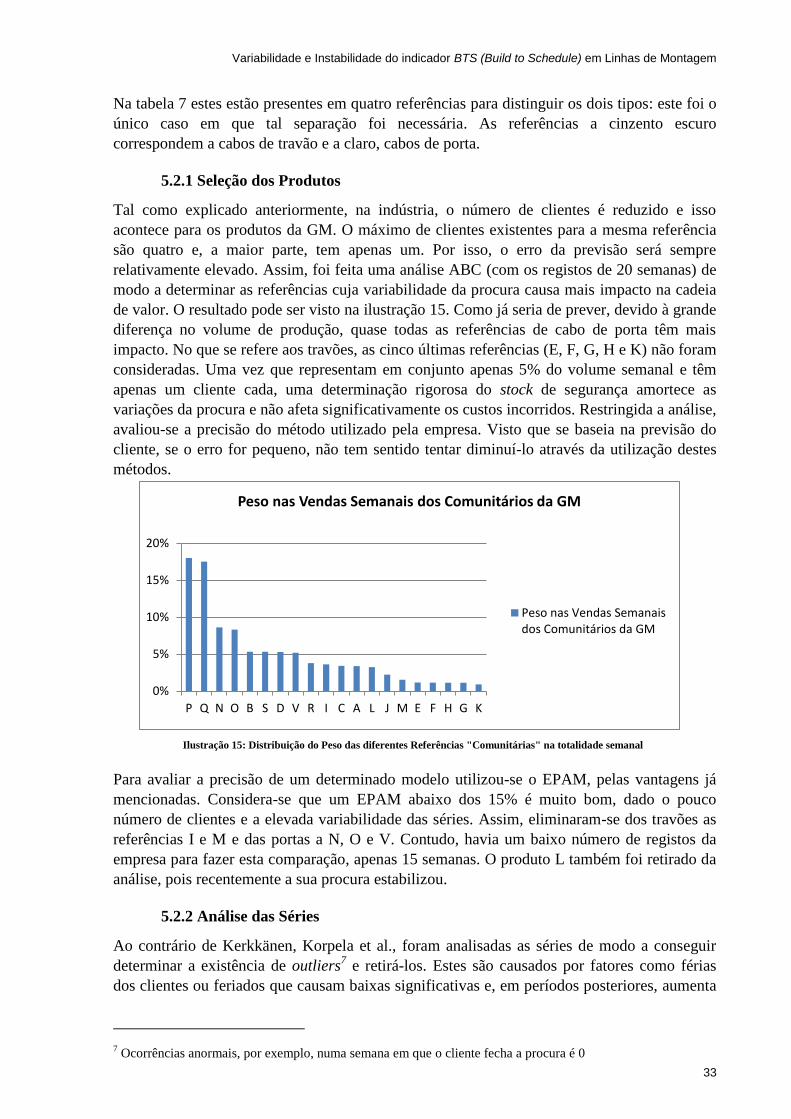
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
33
Na tabela 7 estes estão presentes em quatro referências para distinguir os dois tipos: este foi o
único caso em que tal separação foi necessária. As referências a cinzento escuro
correspondem a cabos de travão e a claro, cabos de porta.
5.2.1 Seleção dos Produtos
Tal como explicado anteriormente, na indústria, o número de clientes é reduzido e isso
acontece para os produtos da GM. O máximo de clientes existentes para a mesma referência
são quatro e, a maior parte, tem apenas um. Por isso, o erro da previsão será sempre
relativamente elevado. Assim, foi feita uma análise ABC (com os registos de 20 semanas) de
modo a determinar as referências cuja variabilidade da procura causa mais impacto na cadeia
de valor. O resultado pode ser visto na ilustração 15. Como já seria de prever, devido à grande
diferença no volume de produção, quase todas as referências de cabo de porta têm mais
impacto. No que se refere aos travões, as cinco últimas referências (E, F, G, H e K) não foram
consideradas. Uma vez que representam em conjunto apenas 5% do volume semanal e têm
apenas um cliente cada, uma determinação rigorosa do stock de segurança amortece as
variações da procura e não afeta significativamente os custos incorridos. Restringida a análise,
avaliou-se a precisão do método utilizado pela empresa. Visto que se baseia na previsão do
cliente, se o erro for pequeno, não tem sentido tentar diminuí-lo através da utilização destes
métodos.
Para avaliar a precisão de um determinado modelo utilizou-se o EPAM, pelas vantagens já
mencionadas. Considera-se que um EPAM abaixo dos 15% é muito bom, dado o pouco
número de clientes e a elevada variabilidade das séries. Assim, eliminaram-se dos travões as
referências I e M e das portas a N, O e V. Contudo, havia um baixo número de registos da
empresa para fazer esta comparação, apenas 15 semanas. O produto L também foi retirado da
análise, pois recentemente a sua procura estabilizou.
5.2.2 Análise das Séries
Ao contrário de Kerkkänen, Korpela et al., foram analisadas as séries de modo a conseguir
determinar a existência de outliers7 e retirá-los. Estes são causados por fatores como férias
dos clientes ou feriados que causam baixas significativas e, em períodos posteriores, aumenta
7 Ocorrências anormais, por exemplo, numa semana em que o cliente fecha a procura é 0
0%
5%
10%
15%
20%
P Q N O B S D V R I C A L J M E F H G K
Peso nas Vendas Semanais dos Comunitários da GM
Peso nas Vendas Semanaisdos Comunitários da GM
Ilustração 15: Distribuição do Peso das diferentes Referências "Comunitárias" na totalidade semanal
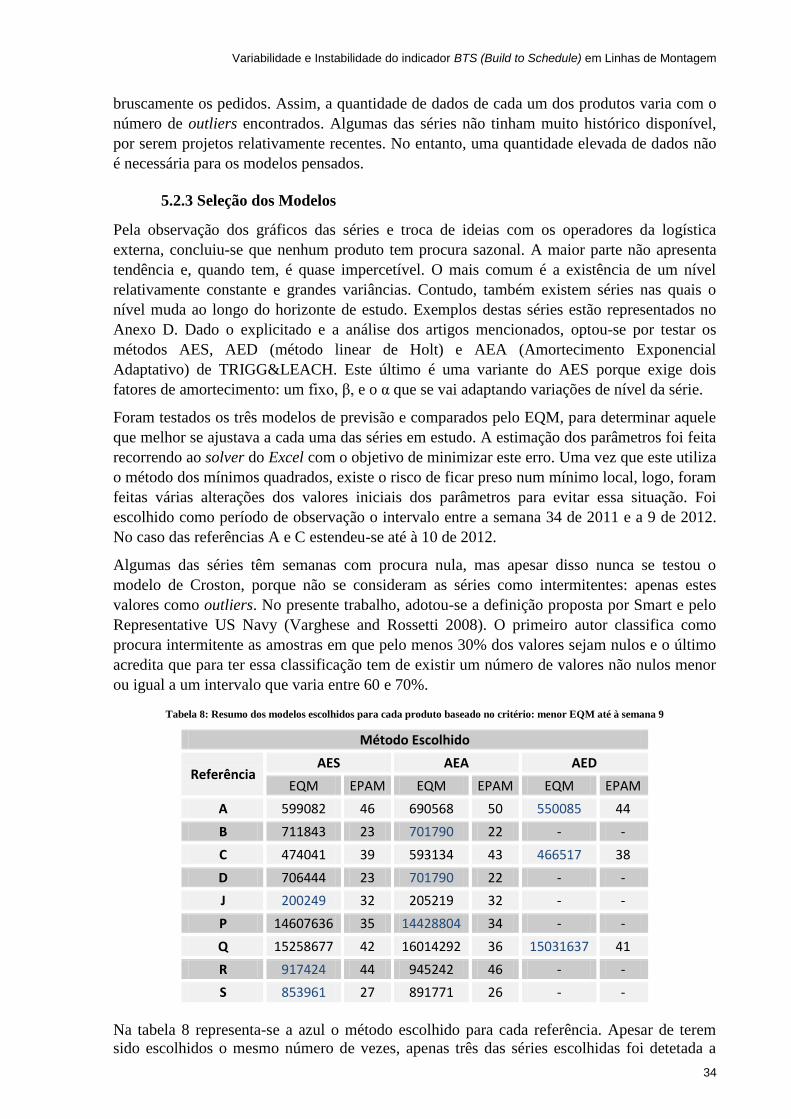
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
34
bruscamente os pedidos. Assim, a quantidade de dados de cada um dos produtos varia com o
número de outliers encontrados. Algumas das séries não tinham muito histórico disponível,
por serem projetos relativamente recentes. No entanto, uma quantidade elevada de dados não
é necessária para os modelos pensados.
5.2.3 Seleção dos Modelos
Pela observação dos gráficos das séries e troca de ideias com os operadores da logística
externa, concluiu-se que nenhum produto tem procura sazonal. A maior parte não apresenta
tendência e, quando tem, é quase impercetível. O mais comum é a existência de um nível
relativamente constante e grandes variâncias. Contudo, também existem séries nas quais o
nível muda ao longo do horizonte de estudo. Exemplos destas séries estão representados no
Anexo D. Dado o explicitado e a análise dos artigos mencionados, optou-se por testar os
métodos AES, AED (método linear de Holt) e AEA (Amortecimento Exponencial
Adaptativo) de TRIGG&LEACH. Este último é uma variante do AES porque exige dois
fatores de amortecimento: um fixo, β, e o α que se vai adaptando variações de nível da série.
Foram testados os três modelos de previsão e comparados pelo EQM, para determinar aquele
que melhor se ajustava a cada uma das séries em estudo. A estimação dos parâmetros foi feita
recorrendo ao solver do Excel com o objetivo de minimizar este erro. Uma vez que este utiliza
o método dos mínimos quadrados, existe o risco de ficar preso num mínimo local, logo, foram
feitas várias alterações dos valores iniciais dos parâmetros para evitar essa situação. Foi
escolhido como período de observação o intervalo entre a semana 34 de 2011 e a 9 de 2012.
No caso das referências A e C estendeu-se até à 10 de 2012.
Algumas das séries têm semanas com procura nula, mas apesar disso nunca se testou o
modelo de Croston, porque não se consideram as séries como intermitentes: apenas estes
valores como outliers. No presente trabalho, adotou-se a definição proposta por Smart e pelo
Representative US Navy (Varghese and Rossetti 2008). O primeiro autor classifica como
procura intermitente as amostras em que pelo menos 30% dos valores sejam nulos e o último
acredita que para ter essa classificação tem de existir um número de valores não nulos menor
ou igual a um intervalo que varia entre 60 e 70%.
Tabela 8: Resumo dos modelos escolhidos para cada produto baseado no critério: menor EQM até à semana 9
Método Escolhido
Referência AES AEA AED
EQM EPAM EQM EPAM EQM EPAM
A 599082 46 690568 50 550085 44
B 711843 23 701790 22 - -
C 474041 39 593134 43 466517 38
D 706444 23 701790 22 - -
J 200249 32 205219 32 - -
P 14607636 35 14428804 34 - -
Q 15258677 42 16014292 36 15031637 41
R 917424 44 945242 46 - -
S 853961 27 891771 26 - -
Na tabela 8 representa-se a azul o método escolhido para cada referência. Apesar de terem
sido escolhidos o mesmo número de vezes, apenas três das séries escolhidas foi detetada a

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
35
existência de tendência e o AED aplicado. Facto é que em todas elas mostrou melhor
resultado que os outros.
5.2.4 Formulação
Neste subcapítulo apresentam-se as fórmulas de cálculo de cada um dos modelos referidos.
Todos são modelos de amortecimento, sendo que o AES é a base de todos os outros. Tal
como foi referido acima, t é o período em análise, é a previsão para o mesmo período e é
o erro do modelo. A previsão para o período t obtém-se a partir das variáveis do t-1. A
variável serve apenas para prever a mais de um passo, ou seja, do período N para o N+2 ou
superior. A aplicação destes modelos foi realizada da mesma forma utilizada para a escolha
dos mesmos: a cada iteração corre-se o solver novamente acrescentando o valor mais recente
da procura, isto é, o pedido da semana anterior.
Amortecimento Exponencial Simples
Amortecimento Exponencial Adaptativo
Amortecimento Exponencial Duplo
Ilustração 16: Fórmulas de cálculo para o AES (Lobo 2010)
Ilustração 17: Fórmulas de cálculo do α (Lobo 2010)
Ilustração 18: Inclusão da variável tendência (Lobo 2010)
^
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
36
5.2.5 Stock de segurança
Analisando o problema em questão, verifica-se que o excesso de stock de segurança é
prejudicial em duas vertentes: além de aumentar os custos de posse obriga à utilização de
mais recursos do que o necessário. Nesse sentido, procurou-se diminuir esse valor com os
métodos de previsão escolhidos. Para isso utilizou-se a equação 5 (Guedes 2000), em que
representa o número de desvios padrões utilizados (parâmetro de segurança) e o desvio
padrão da procura do produto. Este parâmetro de segurança pode ser determinado pelo nível
de serviço desejado. Isto é, considerando uma distribuição normal, o K depende do risco que a
empresa está disposta a correr.
Quanto menor o nível de serviço, menor o K, mas o risco de o pedido do cliente não ser
coberto pelo SS aumenta. Chatfield defende a utilização de intervalos de confiança ao invés
de estimações pontuais como resultado da previsão (Chatfield 1998). A fórmula de cálculo do
SS utilizada, se somada à previsão da procura, permite calcular o limite superior desse
intervalo, se subtraída, o inferior. Como já foi focado, o objetivo é diminuir a necessidade de
acertos positivos, por isso, o limite inferior não é considerado. Por exemplo, utilizando um
nível de serviço ou intervalo de confiança a 95% significa que existe uma probabilidade de
5% de a procura ser superior ao limite máximo ou inferior ao mínimo. Ou seja, 2,5% de não
conseguir satisfazer todas as necessidades dos clientes. Por isso, tem que ser feita uma boa
ponderação de todos os fatores envolvidos de modo a fazer o melhor trade-off. Uma vez que
este estudo é apenas demonstrativo, o nível de serviço de cada série foi escolhido de forma a
não resultar num aumento relativamente ao método utilizado pela empresa e ao mesmo tempo
cobrir as variações.
Foi ainda proposta a redução do stock de produto final através da análise da média de pickup’s
por dia da semana. Isso aumentava a margem de planificação, pois os pedidos já não seriam
concentrados apenas à segunda-feira e reduzia a quantidade de produto final em armazém
nesse mesmo dia. Contudo, o risco não foi aceite e a solução rejeitada.
5.2.6 Erros
Quando se utilizam métodos de previsão é essencial analisar constantemente os erros. É
importante verificar se estes correspondem a uma predisposição da série para estar
sistematicamente acima ou abaixo da procura e, portanto, corresponde a um erro na escolha
do modelo ou apenas a variações imprevisíveis da mesma (Lobo 2011). A equação 6 confirma
se o valor esperado do erro é aproximadamente zero e a sua variância constante. Assim, este
pode ser retirado das equações dos modelos apresentadas acima. Isto é, em todos os modelos e
durante todos os períodos a estatística de teste (ET) esteve sempre dentro dos limites
definidos pela distribuição t de student, com um intervalo confiança de 95%, ou seja, α = 5%.
Além disso, foi também garantido que não existe correlação entre os erros a um passo, vendo
sempre se estes valores estão dentro do intervalo representado na equação 7. Nesta, o n
corresponde ao número de dados.
(5)
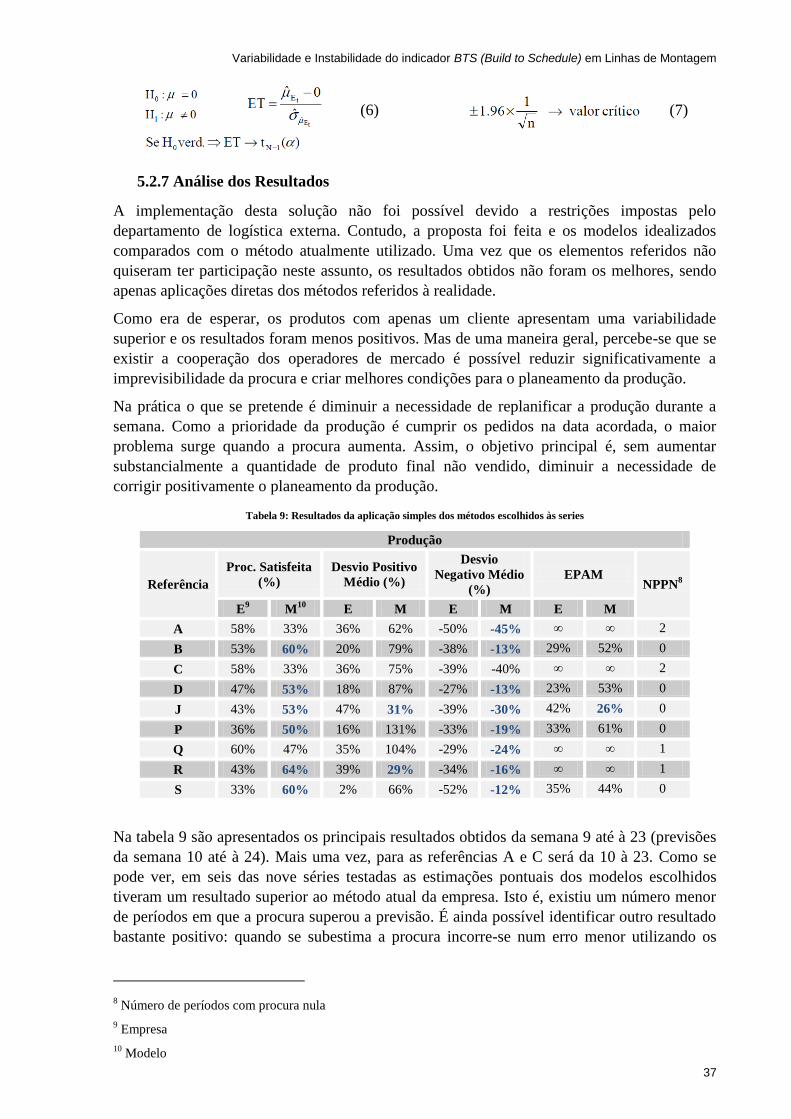
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
37
5.2.7 Análise dos Resultados
A implementação desta solução não foi possível devido a restrições impostas pelo
departamento de logística externa. Contudo, a proposta foi feita e os modelos idealizados
comparados com o método atualmente utilizado. Uma vez que os elementos referidos não
quiseram ter participação neste assunto, os resultados obtidos não foram os melhores, sendo
apenas aplicações diretas dos métodos referidos à realidade.
Como era de esperar, os produtos com apenas um cliente apresentam uma variabilidade
superior e os resultados foram menos positivos. Mas de uma maneira geral, percebe-se que se
existir a cooperação dos operadores de mercado é possível reduzir significativamente a
imprevisibilidade da procura e criar melhores condições para o planeamento da produção.
Na prática o que se pretende é diminuir a necessidade de replanificar a produção durante a
semana. Como a prioridade da produção é cumprir os pedidos na data acordada, o maior
problema surge quando a procura aumenta. Assim, o objetivo principal é, sem aumentar
substancialmente a quantidade de produto final não vendido, diminuir a necessidade de
corrigir positivamente o planeamento da produção.
Tabela 9: Resultados da aplicação simples dos métodos escolhidos às series
Na tabela 9 são apresentados os principais resultados obtidos da semana 9 até à 23 (previsões
da semana 10 até à 24). Mais uma vez, para as referências A e C será da 10 à 23. Como se
pode ver, em seis das nove séries testadas as estimações pontuais dos modelos escolhidos
tiveram um resultado superior ao método atual da empresa. Isto é, existiu um número menor
de períodos em que a procura superou a previsão. É ainda possível identificar outro resultado
bastante positivo: quando se subestima a procura incorre-se num erro menor utilizando os
8 Número de períodos com procura nula
9 Empresa
10 Modelo
Produção
Referência
Proc. Satisfeita
(%)
Desvio Positivo
Médio (%)
Desvio
Negativo Médio
(%)
EPAM NPPN
8
E9 M
10 E M E M E M
A 58% 33% 36% 62% -50% -45% ∞ ∞ 2
B 53% 60% 20% 79% -38% -13% 29% 52% 0
C 58% 33% 36% 75% -39% -40% ∞ ∞ 2
D 47% 53% 18% 87% -27% -13% 23% 53% 0
J 43% 53% 47% 31% -39% -30% 42% 26% 0
P 36% 50% 16% 131% -33% -19% 33% 61% 0
Q 60% 47% 35% 104% -29% -24% ∞ ∞ 1
R 43% 64% 39% 29% -34% -16% ∞ ∞ 1
S 33% 60% 2% 66% -52% -12% 35% 44% 0
(6) (7)

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
38
modelos propostos. A grande desvantagem deste método apresenta-se quando o desvio é
positivo, sendo constantemente superior ao modelo da empresa. Isto deve-se, principalmente,
aos períodos em que a procura é considerada um outlier, fazendo com que este desvio seja
bastante inflacionado. Esta é a justificação para a diferença no EPAM dos dois modelos.
Ainda assim, na referência J o método proposto foi superior. Os campos com o símbolo ∞
resultam da existência de períodos com procura nula, onde o EPAM não pode ser calculado.
Para tentar diminuir o erro da previsão, analisou-se a correlação dos pedidos em semanas
consecutivas por cliente e referência. Esta é uma medida do relacionamento linear entre duas
variáveis e está compreendida entre 1 e -1 (Guimarães and Cabral). O objetivo era tentar
perceber se existia uma correlação negativa, ou seja, se em consequência de um aumento do
volume numa determinada semana os clientes baixavam o pedido da seguinte. Contudo, os
resultados mostraram-se pouco esclarecedores e não foram utilizados.
Relativamente aos resultados menos positivos referidos, quanto às referências A e C já era de
esperar: uma vez que só têm um cliente, seria difícil reduzir a variabilidade e, portanto, obter
previsões aceitáveis. Além disso, não tem grande representatividade nas vendas semanais
(6%). Contudo, a Q é uma das mais representativas e uma melhoria a este nível tem mais
impacto na diminuição do ruído na cadeia de valor e, consequentemente, no BTS.
Tabela 10: Stock médio dos modelos
Produção + SS
Referência SS (médio) Proc. Satisfeita (%) K
Empresa Método Método Método
A 750 1467 86% 1,96
B 1500 541 93% 0,84
C 750 1346 86% 1,96
D 1500 669 87% 0,84
J 500 558 93% 1,28
P 4600 4788 93% 1,28
Q 4600 4687 93% 1,28
R 430 451 100% 0,52
S 900 743 100% 0,84
Relativamente ao stock de segurança, visto que todas as séries cumprem os requisitos no que
se refere ao erro explicado acima, assume-se que todas seguem uma distribuição normal com
média igual a zero e variância constante. Assim, na tabela 10 apresentam-se os resultados
obtidos.
Apesar de haver uma pequena diminuição da quantidade, essa não é a principal vantagem,
mas sim o aumento das quantidades nas séries com maior variabilidade. Um exemplo disso é
o caso das referências A, B, C e D. Enquanto a empresa obriga a uma quantidade maior
porque utiliza como critério a quantidade pedida, o método proposto tem em conta a
variabilidade da procura e aumenta o nível na A e C. As falhas na satisfação da procura estão
relacionadas com aumentos muito acentuados e impossíveis de prever com a informação
disponibilizada.
5.3 SMED
A solução para a questão da elevada variabilidade e tempo para a mudança de ferramenta foi a
realização de ações SMED. Numa fase inicial, incidiu-se sobre as linhas de montagem de
travões: críticas em questões de BTS. O sucesso destas atividades permitirá diminuir tempos

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
39
de paragem e o tamanho dos lotes de produção. Isto beneficia o OEE, aumenta a flexibilidade
das linhas a alterações internas ou do cliente e melhora o controlo de stocks intermédios:
problema que preocupa a fábrica. Se bem sucedidas, as ações também permitirão analisar se o
tempo é realmente independente da sequência.
Primeiramente, não foi conseguida a aplicação destas atividades às linhas das portas. A
aplicação nos travões demorou mais tempo do que se pensou inicialmente. Por isso, só serão
apresentados resultados relativamente às duas linhas deste CT.
Relativamente ao travão elétrico, consideram-se seis postos de trabalho em que os mais
críticos ou complexos na troca de ferramentas são três: o 1º, o 3º e o 5º. No caso do manual,
existe um posto crítico, o 2º. Não se considerou necessária uma representação esquemática da
disposição dos postos, pois a numeração é meramente distintiva. Deste modo, apesar de se
terem realizado atividades gerais, existiu um foco maior nestes. Estas ações estabeleciam três
passos essenciais na implementação.
Primeiro
Criar as condições necessárias para os operadores realizarem o setup sem a intervenção do
afinador, passando a acontecer em simultâneo em todos os postos com o tempo total igual ao
maior tempo e não à soma das partes. Nesta nova abordagem foram realizadas as seguintes
ações:
a) Identificação de todas as ferramentas, sensores e tubos de ar a utilizar, assim como as
posições e encaixes com chapas metálicas, marcadores, gravação na própria ferramenta e
etiquetas. Constatou-se nesta ação que algumas etiquetas cravadas tinham referências que já
não existiam.
b) Eliminação de atividades sem valor, como movimentos desnecessários para alcançar as
ferramentas. A ilustração 20 demonstra, através de um diagrama de esparguete, as
deslocações eliminadas em dois postos da linha de travão elétrico (1º e 3º). Sendo que as
figuras verdes representam os postos em questão e a preta o local onde estão guardadas as
ferramentas. Anteriormente, estas estavam colocadas em caixas (ilustração 21) na parte de
trás da linha, o que levava à deslocação representada no diagrama. As soluções
implementadas foram: para o posto 3, a colocação de uma bancada em baixo da linha com
Ilustração 19: Exemplo da identificação de gabarits com chapas metálicas e sensores com etiquetas
Ilustração 20: Diagrama de esparguete para exemplificação da eliminação de movimentos
3 1 3 1
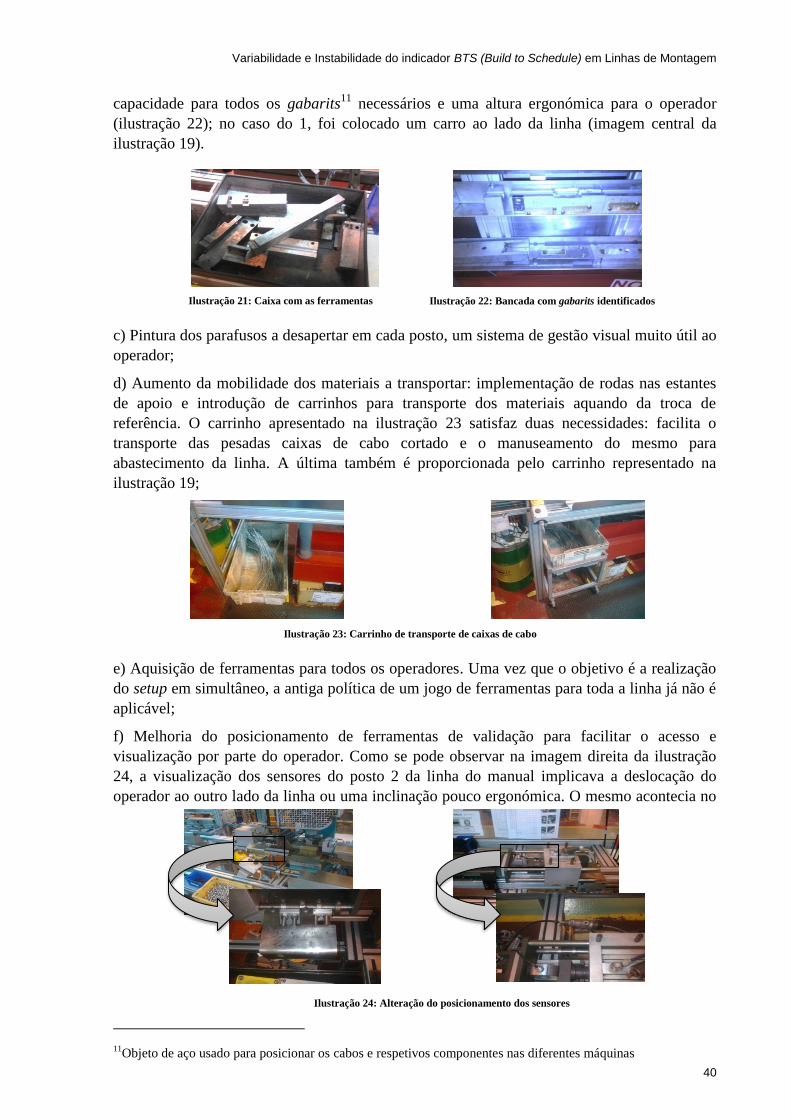
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
40
capacidade para todos os gabarits11
necessários e uma altura ergonómica para o operador
(ilustração 22); no caso do 1, foi colocado um carro ao lado da linha (imagem central da
ilustração 19).
c) Pintura dos parafusos a desapertar em cada posto, um sistema de gestão visual muito útil ao
operador;
d) Aumento da mobilidade dos materiais a transportar: implementação de rodas nas estantes
de apoio e introdução de carrinhos para transporte dos materiais aquando da troca de
referência. O carrinho apresentado na ilustração 23 satisfaz duas necessidades: facilita o
transporte das pesadas caixas de cabo cortado e o manuseamento do mesmo para
abastecimento da linha. A última também é proporcionada pelo carrinho representado na
ilustração 19;
e) Aquisição de ferramentas para todos os operadores. Uma vez que o objetivo é a realização
do setup em simultâneo, a antiga política de um jogo de ferramentas para toda a linha já não é
aplicável;
f) Melhoria do posicionamento de ferramentas de validação para facilitar o acesso e
visualização por parte do operador. Como se pode observar na imagem direita da ilustração
24, a visualização dos sensores do posto 2 da linha do manual implicava a deslocação do
operador ao outro lado da linha ou uma inclinação pouco ergonómica. O mesmo acontecia no
11Objeto de aço usado para posicionar os cabos e respetivos componentes nas diferentes máquinas
Ilustração 24: Alteração do posicionamento dos sensores
Ilustração 23: Carrinho de transporte de caixas de cabo
Ilustração 21: Caixa com as ferramentas Ilustração 22: Bancada com gabarits identificados
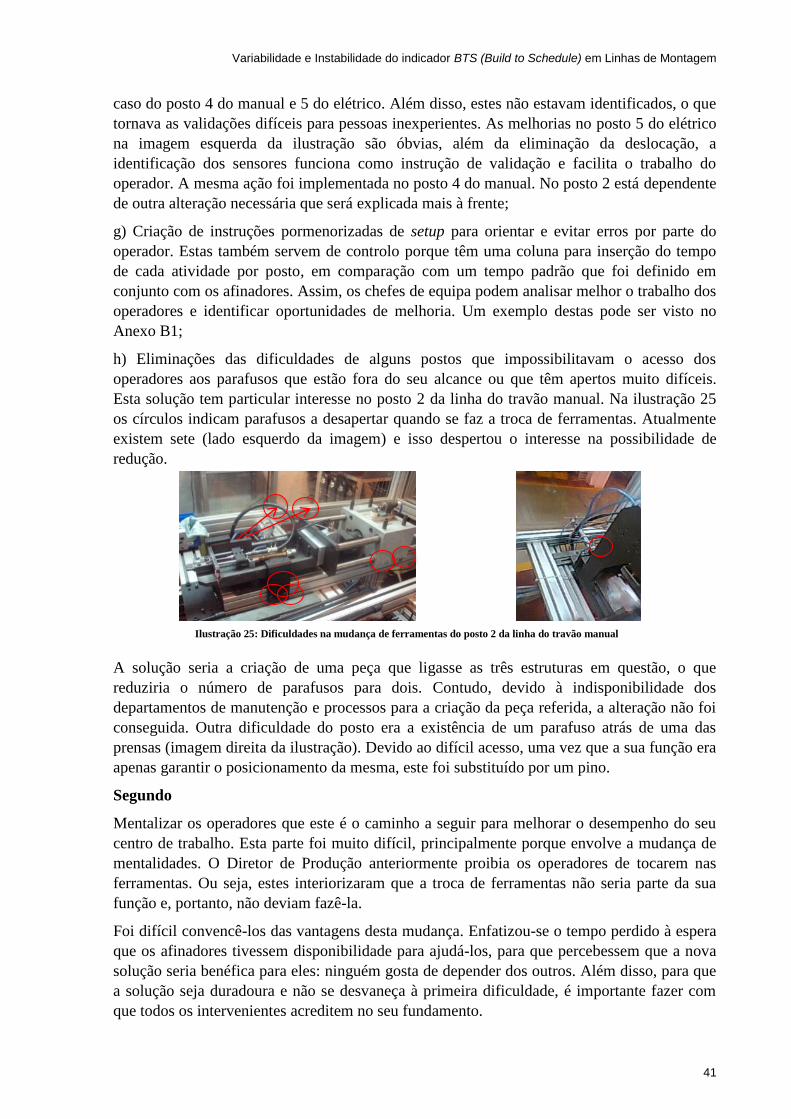
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
41
caso do posto 4 do manual e 5 do elétrico. Além disso, estes não estavam identificados, o que
tornava as validações difíceis para pessoas inexperientes. As melhorias no posto 5 do elétrico
na imagem esquerda da ilustração são óbvias, além da eliminação da deslocação, a
identificação dos sensores funciona como instrução de validação e facilita o trabalho do
operador. A mesma ação foi implementada no posto 4 do manual. No posto 2 está dependente
de outra alteração necessária que será explicada mais à frente;
g) Criação de instruções pormenorizadas de setup para orientar e evitar erros por parte do
operador. Estas também servem de controlo porque têm uma coluna para inserção do tempo
de cada atividade por posto, em comparação com um tempo padrão que foi definido em
conjunto com os afinadores. Assim, os chefes de equipa podem analisar melhor o trabalho dos
operadores e identificar oportunidades de melhoria. Um exemplo destas pode ser visto no
Anexo B1;
h) Eliminações das dificuldades de alguns postos que impossibilitavam o acesso dos
operadores aos parafusos que estão fora do seu alcance ou que têm apertos muito difíceis.
Esta solução tem particular interesse no posto 2 da linha do travão manual. Na ilustração 25
os círculos indicam parafusos a desapertar quando se faz a troca de ferramentas. Atualmente
existem sete (lado esquerdo da imagem) e isso despertou o interesse na possibilidade de
redução.
A solução seria a criação de uma peça que ligasse as três estruturas em questão, o que
reduziria o número de parafusos para dois. Contudo, devido à indisponibilidade dos
departamentos de manutenção e processos para a criação da peça referida, a alteração não foi
conseguida. Outra dificuldade do posto era a existência de um parafuso atrás de uma das
prensas (imagem direita da ilustração). Devido ao difícil acesso, uma vez que a sua função era
apenas garantir o posicionamento da mesma, este foi substituído por um pino.
Segundo
Mentalizar os operadores que este é o caminho a seguir para melhorar o desempenho do seu
centro de trabalho. Esta parte foi muito difícil, principalmente porque envolve a mudança de
mentalidades. O Diretor de Produção anteriormente proibia os operadores de tocarem nas
ferramentas. Ou seja, estes interiorizaram que a troca de ferramentas não seria parte da sua
função e, portanto, não deviam fazê-la.
Foi difícil convencê-los das vantagens desta mudança. Enfatizou-se o tempo perdido à espera
que os afinadores tivessem disponibilidade para ajudá-los, para que percebessem que a nova
solução seria benéfica para eles: ninguém gosta de depender dos outros. Além disso, para que
a solução seja duradoura e não se desvaneça à primeira dificuldade, é importante fazer com
que todos os intervenientes acreditem no seu fundamento.
<
Ilustração 25: Dificuldades na mudança de ferramentas do posto 2 da linha do travão manual

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
42
A nova abordagem permite libertar os afinadores para a sua função principal: afinações e
resolução de pequenas avarias. É claro que nem todos foram tão resistentes à mudança. Pode-
se enquadrar isto na teoria do X e Y de McGregor (Patrício), enquanto as pessoas X são
acomodadas, apologistas do conforto e segurança e evitam assumir responsabilidades, as Y
são ambiciosas e fazem parte dos seus objetivos o crescimento profissional e a contribuição
ativa na procura de soluções.
"Motivation is the art of getting people to do what you want them to do because they want to
do it." (Dwight D. Eisenhower)
Terceiro
Após ter os dois primeiros passos plenamente cumpridos, com todos os trabalhadores
dedicados à sua função, é possível identificar, mais uma vez, os postos críticos de cada linha e
procurar soluções para diminuir o seu tempo.
A ordem dos passos não pode ser alterada de modo a atingir os objetivos. A ilustração 26 e a
sua explicação justificam este facto:
Muda, como já foi referido, significa desperdício, ou
seja, o que deve ser eliminado por não acrescentar
valor. Mura engloba tudo o que é variável ou
irregular. Muri manifesta-se pelo excesso ou defeito,
caracteriza-se pela instabilidade e pode ser eliminado
pela uniformização do trabalho (Pinto 2009). Neste
sentido, de modo a tornar o setup mais eficiente tem
que se começar por eliminar o MURI, em seguida, já
com um processo estável e uniforme, tentar diminuir o MURA e, deste modo, reduzir o
MUDA a um nível mínimo.
A estabilidade do processo de mudança de ferramentas é atingida pela coordenação de todos
os operadores na sua elaboração. Deixando assim de depender da dissipabilidade de um grupo
restrito de pessoas. Seguindo as instruções de setup criadas, os operadores realizam sempre as
tarefas da mesma forma e, assim, normaliza-se o processo. Isto leva à diminuição da
variabilidade dos tempos a que se assiste. Por fim, com as diversas atividades estabilizadas, é
possível melhorar o processo através da eliminação de passos desnecessários. Consegue-se,
assim, o objetivo pretendido: a redução dos lotes de produção e aumento de flexibilidade.
Requisitos para uma produção nivelada (heidjunka) (Pinto 2009).
5.3.1 Análise dos Resultados
Apesar de todas as dificuldades que foram surgindo, pensa-se que a solução proposta está a
começar a dar frutos. Isto é, retirando o posto 1 na linha do elétrico e o 2 na do manual, todos
os operadores já fazem o setup, devido às melhorias realizadas e formação dada pelos
afinadores. Este foi um passo muito importante porque permitiu avaliar melhor os próximos
passos a dar para atingir um tempo de troca de ferramentas inferior a 10 minutos. Numa
primeira fase, o objetivo seria encontrar tempos de setup que no máximo seriam iguais ao
tempo de mudança do posto mais demorado, ou seja, no caso da linha do elétrico do posto 5 e
no manual do 2. Deste modo, pequenas melhorias nestes postos resultariam na diminuição do
tempo necessário. Visto que a sua alteração é igual para todas as referências, não se estuda
aqui a validade do pressuposto de que, à exceção das referências “pares” já referidas, os
MURA MURI
MUDA
Ilustração 26: MURI, MURA e MUDA
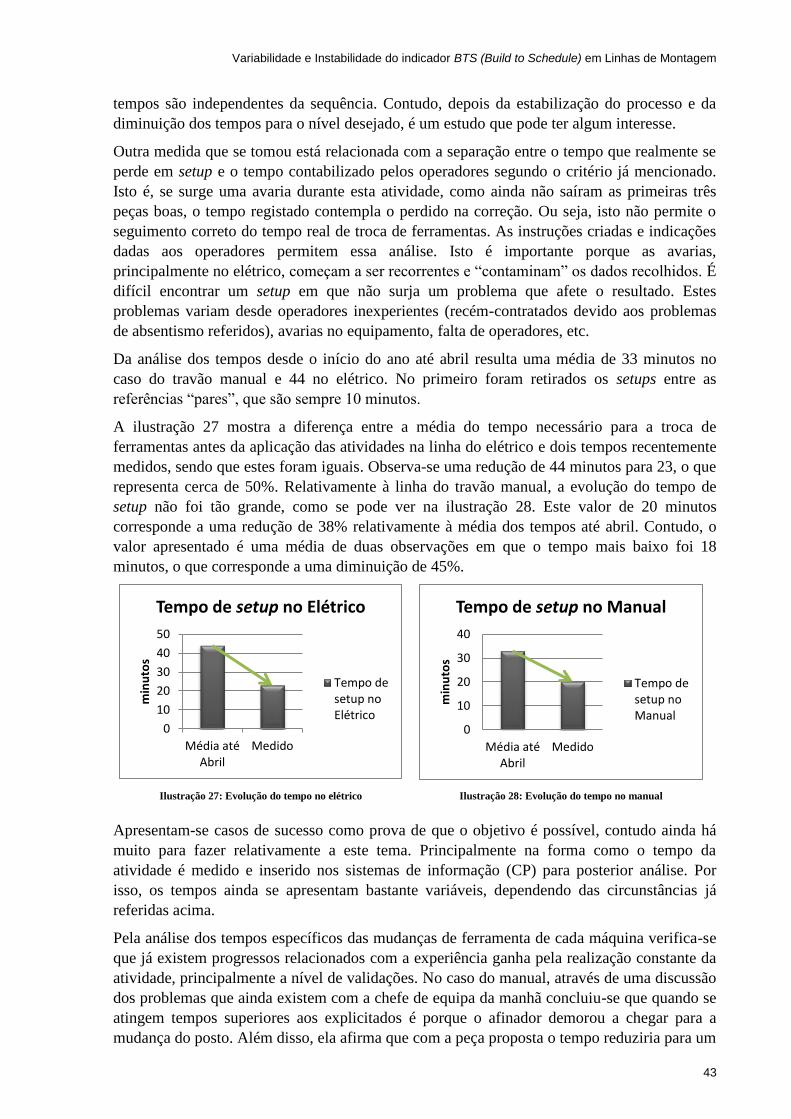
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
43
tempos são independentes da sequência. Contudo, depois da estabilização do processo e da
diminuição dos tempos para o nível desejado, é um estudo que pode ter algum interesse.
Outra medida que se tomou está relacionada com a separação entre o tempo que realmente se
perde em setup e o tempo contabilizado pelos operadores segundo o critério já mencionado.
Isto é, se surge uma avaria durante esta atividade, como ainda não saíram as primeiras três
peças boas, o tempo registado contempla o perdido na correção. Ou seja, isto não permite o
seguimento correto do tempo real de troca de ferramentas. As instruções criadas e indicações
dadas aos operadores permitem essa análise. Isto é importante porque as avarias,
principalmente no elétrico, começam a ser recorrentes e “contaminam” os dados recolhidos. É
difícil encontrar um setup em que não surja um problema que afete o resultado. Estes
problemas variam desde operadores inexperientes (recém-contratados devido aos problemas
de absentismo referidos), avarias no equipamento, falta de operadores, etc.
Da análise dos tempos desde o início do ano até abril resulta uma média de 33 minutos no
caso do travão manual e 44 no elétrico. No primeiro foram retirados os setups entre as
referências “pares”, que são sempre 10 minutos.
A ilustração 27 mostra a diferença entre a média do tempo necessário para a troca de
ferramentas antes da aplicação das atividades na linha do elétrico e dois tempos recentemente
medidos, sendo que estes foram iguais. Observa-se uma redução de 44 minutos para 23, o que
representa cerca de 50%. Relativamente à linha do travão manual, a evolução do tempo de
setup não foi tão grande, como se pode ver na ilustração 28. Este valor de 20 minutos
corresponde a uma redução de 38% relativamente à média dos tempos até abril. Contudo, o
valor apresentado é uma média de duas observações em que o tempo mais baixo foi 18
minutos, o que corresponde a uma diminuição de 45%.
Apresentam-se casos de sucesso como prova de que o objetivo é possível, contudo ainda há
muito para fazer relativamente a este tema. Principalmente na forma como o tempo da
atividade é medido e inserido nos sistemas de informação (CP) para posterior análise. Por
isso, os tempos ainda se apresentam bastante variáveis, dependendo das circunstâncias já
referidas acima.
Pela análise dos tempos específicos das mudanças de ferramenta de cada máquina verifica-se
que já existem progressos relacionados com a experiência ganha pela realização constante da
atividade, principalmente a nível de validações. No caso do manual, através de uma discussão
dos problemas que ainda existem com a chefe de equipa da manhã concluiu-se que quando se
atingem tempos superiores aos explicitados é porque o afinador demorou a chegar para a
mudança do posto. Além disso, ela afirma que com a peça proposta o tempo reduziria para um
0
10
20
30
40
50
Média atéAbril
Medido
min
uto
s
Tempo de setup no Elétrico
Tempo desetup noElétrico
0
10
20
30
40
Média atéAbril
Medido
min
uto
s
Tempo de setup no Manual
Tempo desetup noManual
Ilustração 27: Evolução do tempo no elétrico Ilustração 28: Evolução do tempo no manual
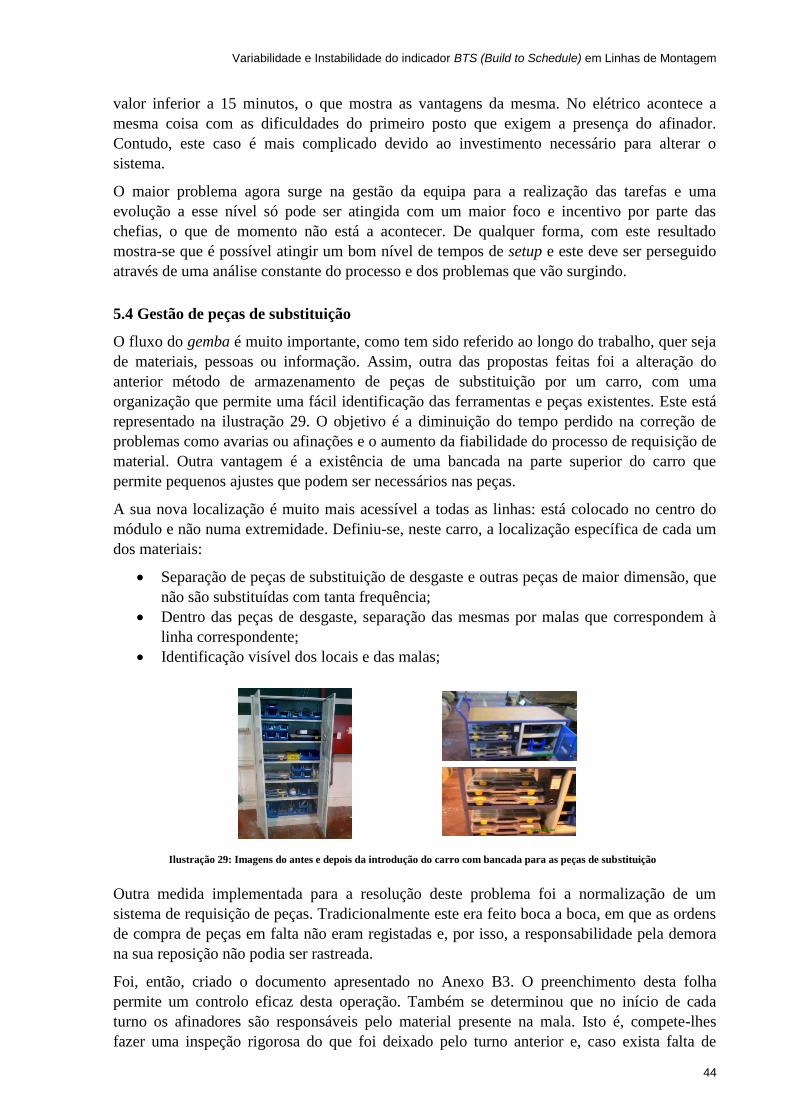
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
44
valor inferior a 15 minutos, o que mostra as vantagens da mesma. No elétrico acontece a
mesma coisa com as dificuldades do primeiro posto que exigem a presença do afinador.
Contudo, este caso é mais complicado devido ao investimento necessário para alterar o
sistema.
O maior problema agora surge na gestão da equipa para a realização das tarefas e uma
evolução a esse nível só pode ser atingida com um maior foco e incentivo por parte das
chefias, o que de momento não está a acontecer. De qualquer forma, com este resultado
mostra-se que é possível atingir um bom nível de tempos de setup e este deve ser perseguido
através de uma análise constante do processo e dos problemas que vão surgindo.
5.4 Gestão de peças de substituição
O fluxo do gemba é muito importante, como tem sido referido ao longo do trabalho, quer seja
de materiais, pessoas ou informação. Assim, outra das propostas feitas foi a alteração do
anterior método de armazenamento de peças de substituição por um carro, com uma
organização que permite uma fácil identificação das ferramentas e peças existentes. Este está
representado na ilustração 29. O objetivo é a diminuição do tempo perdido na correção de
problemas como avarias ou afinações e o aumento da fiabilidade do processo de requisição de
material. Outra vantagem é a existência de uma bancada na parte superior do carro que
permite pequenos ajustes que podem ser necessários nas peças.
A sua nova localização é muito mais acessível a todas as linhas: está colocado no centro do
módulo e não numa extremidade. Definiu-se, neste carro, a localização específica de cada um
dos materiais:
Separação de peças de substituição de desgaste e outras peças de maior dimensão, que
não são substituídas com tanta frequência;
Dentro das peças de desgaste, separação das mesmas por malas que correspondem à
linha correspondente;
Identificação visível dos locais e das malas;
Outra medida implementada para a resolução deste problema foi a normalização de um
sistema de requisição de peças. Tradicionalmente este era feito boca a boca, em que as ordens
de compra de peças em falta não eram registadas e, por isso, a responsabilidade pela demora
na sua reposição não podia ser rastreada.
Foi, então, criado o documento apresentado no Anexo B3. O preenchimento desta folha
permite um controlo eficaz desta operação. Também se determinou que no início de cada
turno os afinadores são responsáveis pelo material presente na mala. Isto é, compete-lhes
fazer uma inspeção rigorosa do que foi deixado pelo turno anterior e, caso exista falta de
Ilustração 29: Imagens do antes e depois da introdução do carro com bancada para as peças de substituição
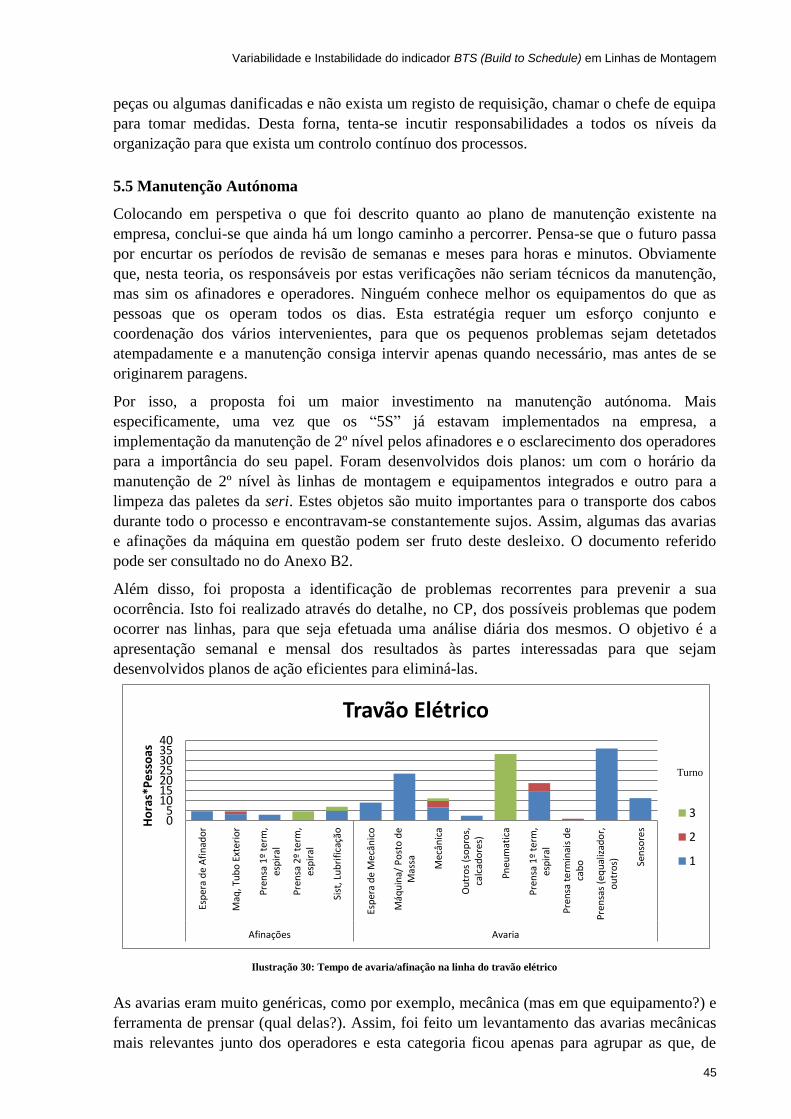
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
45
peças ou algumas danificadas e não exista um registo de requisição, chamar o chefe de equipa
para tomar medidas. Desta forna, tenta-se incutir responsabilidades a todos os níveis da
organização para que exista um controlo contínuo dos processos.
5.5 Manutenção Autónoma
Colocando em perspetiva o que foi descrito quanto ao plano de manutenção existente na
empresa, conclui-se que ainda há um longo caminho a percorrer. Pensa-se que o futuro passa
por encurtar os períodos de revisão de semanas e meses para horas e minutos. Obviamente
que, nesta teoria, os responsáveis por estas verificações não seriam técnicos da manutenção,
mas sim os afinadores e operadores. Ninguém conhece melhor os equipamentos do que as
pessoas que os operam todos os dias. Esta estratégia requer um esforço conjunto e
coordenação dos vários intervenientes, para que os pequenos problemas sejam detetados
atempadamente e a manutenção consiga intervir apenas quando necessário, mas antes de se
originarem paragens.
Por isso, a proposta foi um maior investimento na manutenção autónoma. Mais
especificamente, uma vez que os “5S” já estavam implementados na empresa, a
implementação da manutenção de 2º nível pelos afinadores e o esclarecimento dos operadores
para a importância do seu papel. Foram desenvolvidos dois planos: um com o horário da
manutenção de 2º nível às linhas de montagem e equipamentos integrados e outro para a
limpeza das paletes da seri. Estes objetos são muito importantes para o transporte dos cabos
durante todo o processo e encontravam-se constantemente sujos. Assim, algumas das avarias
e afinações da máquina em questão podem ser fruto deste desleixo. O documento referido
pode ser consultado no do Anexo B2.
Além disso, foi proposta a identificação de problemas recorrentes para prevenir a sua
ocorrência. Isto foi realizado através do detalhe, no CP, dos possíveis problemas que podem
ocorrer nas linhas, para que seja efetuada uma análise diária dos mesmos. O objetivo é a
apresentação semanal e mensal dos resultados às partes interessadas para que sejam
desenvolvidos planos de ação eficientes para eliminá-las.
As avarias eram muito genéricas, como por exemplo, mecânica (mas em que equipamento?) e
ferramenta de prensar (qual delas?). Assim, foi feito um levantamento das avarias mecânicas
mais relevantes junto dos operadores e esta categoria ficou apenas para agrupar as que, de
05
10152025303540
Esp
era
de
Afi
nad
or
Maq
, Tu
bo
Ext
erio
r
Pre
nsa
1º
term
,es
pir
al
Pre
nsa
2º
term
,es
pir
al
Sist
, Lu
bri
fica
ção
Esp
era
de
Me
cân
ico
Máq
uin
a/ P
ost
o d
eM
assa Mec
ânic
a
Ou
tro
s (s
op
ros,
calc
ado
res)
Pn
eum
atic
a
Pre
nsa
1º
term
,es
pir
al
Pre
nsa
te
rmin
ais
de
cab
o
Pre
nsa
s (e
qu
aliz
ado
r,o
utr
os) Se
nso
res
Afinações Avaria
Ho
ras*
Pe
sso
as
Travão Elétrico
3
2
1
Turno
Ilustração 30: Tempo de avaria/afinação na linha do travão elétrico
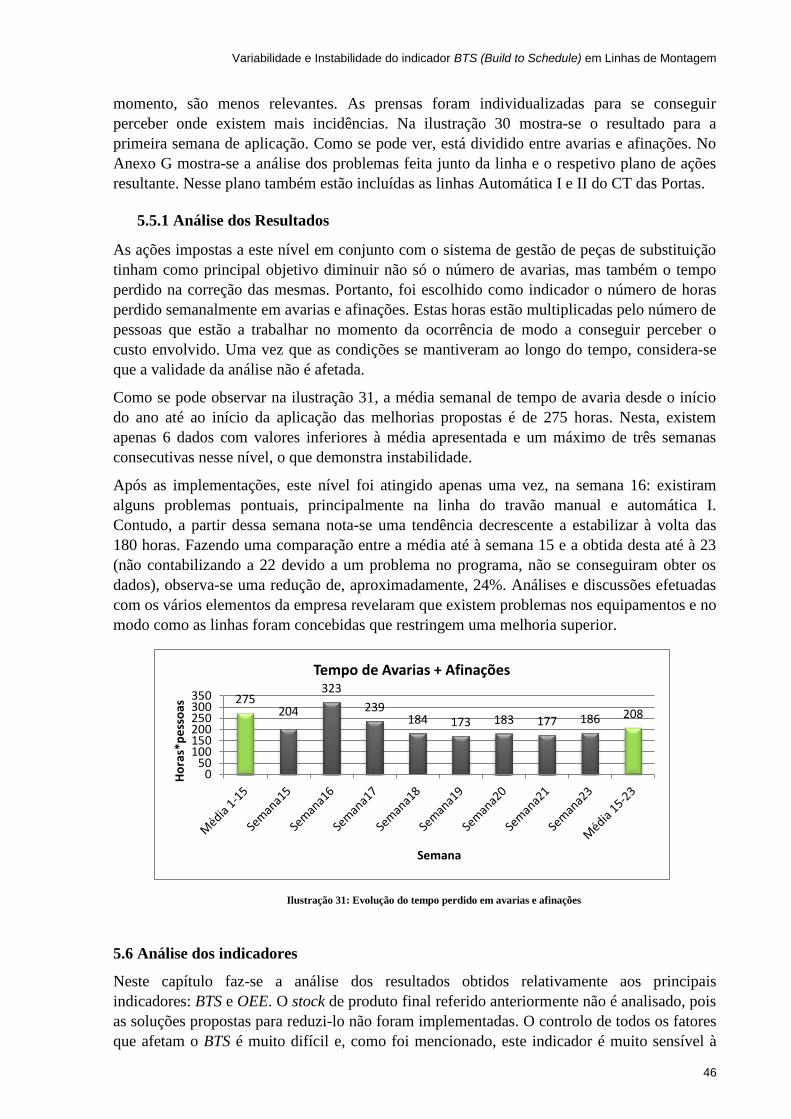
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
46
275 204
323
239 184 173 183 177 186 208
050
100150200250300350
Ho
ras*
pe
sso
as
Semana
Tempo de Avarias + Afinações
Ilustração 31: Evolução do tempo perdido em avarias e afinações
momento, são menos relevantes. As prensas foram individualizadas para se conseguir
perceber onde existem mais incidências. Na ilustração 30 mostra-se o resultado para a
primeira semana de aplicação. Como se pode ver, está dividido entre avarias e afinações. No
Anexo G mostra-se a análise dos problemas feita junto da linha e o respetivo plano de ações
resultante. Nesse plano também estão incluídas as linhas Automática I e II do CT das Portas.
5.5.1 Análise dos Resultados
As ações impostas a este nível em conjunto com o sistema de gestão de peças de substituição
tinham como principal objetivo diminuir não só o número de avarias, mas também o tempo
perdido na correção das mesmas. Portanto, foi escolhido como indicador o número de horas
perdido semanalmente em avarias e afinações. Estas horas estão multiplicadas pelo número de
pessoas que estão a trabalhar no momento da ocorrência de modo a conseguir perceber o
custo envolvido. Uma vez que as condições se mantiveram ao longo do tempo, considera-se
que a validade da análise não é afetada.
Como se pode observar na ilustração 31, a média semanal de tempo de avaria desde o início
do ano até ao início da aplicação das melhorias propostas é de 275 horas. Nesta, existem
apenas 6 dados com valores inferiores à média apresentada e um máximo de três semanas
consecutivas nesse nível, o que demonstra instabilidade.
Após as implementações, este nível foi atingido apenas uma vez, na semana 16: existiram
alguns problemas pontuais, principalmente na linha do travão manual e automática I.
Contudo, a partir dessa semana nota-se uma tendência decrescente a estabilizar à volta das
180 horas. Fazendo uma comparação entre a média até à semana 15 e a obtida desta até à 23
(não contabilizando a 22 devido a um problema no programa, não se conseguiram obter os
dados), observa-se uma redução de, aproximadamente, 24%. Análises e discussões efetuadas
com os vários elementos da empresa revelaram que existem problemas nos equipamentos e no
modo como as linhas foram concebidas que restringem uma melhoria superior.
5.6 Análise dos indicadores
Neste capítulo faz-se a análise dos resultados obtidos relativamente aos principais
indicadores: BTS e OEE. O stock de produto final referido anteriormente não é analisado, pois
as soluções propostas para reduzi-lo não foram implementadas. O controlo de todos os fatores
que afetam o BTS é muito difícil e, como foi mencionado, este indicador é muito sensível à

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
47
variação de qualquer um destes. As soluções apresentadas acima começaram a ser
introduzidas na semana 15, ou seja, no mês de Abril. Contudo, era esperado que a
planificação do módulo ficasse completamente ao critério do autor, o que não aconteceu.
Quando se reuniram as condições para essa delegação, o chefe de módulo foi substituído e o
novo teve que se habituar ao processo, ficando a aplicação dos critérios definidos dependentes
da sua aprovação e isso nem sempre aconteceu. Esta questão também prejudicou o indicador
no que se refere ao controlo de produção. Devido à sua experiência limitada, quando alguma
alteração à planificação foi necessária, nem sempre o fez da melhor maneira.
Apresenta-se na ilustração 32 a evolução deste indicador desde Março até Maio. Como se
pode ver partiu-se de um valor muito baixo e a tendência tem sido crescente, representando
cerca de 11% em dois meses. Se os métodos determinados tiverem continuidade, prevê-se que
até ao fim do ano se consiga atingir o objetivo corporativo de 75%. O mês de maio foi
particularmente positivo. Como se pode observar na mesma ilustração, apesar de ter iniciado
com um valor bastante baixo evoluiu muito ao longo do mês, ficando as restantes quatro
semanas acima do objetivo da fábrica e, nas duas últimas, muito próximo do corporativo. Isto
aconteceu porque neste mês conseguiu-se aplicar todos os critérios definidos e o controlo
também se fez tendo em conta os objetivos para este indicador. Outra grande contribuição
para este resultado foi a diminuição do tempo de avaria neste mês referido: esta é mais uma
prova da relação entre estas duas variáveis.
Resultados de Junho não são apresentados porque existiu um aumento de pedidos anormal e
os critérios definidos deixaram de ser aplicados. Além disso recorreu-se muito ao trabalho no
fim de semana, o que prejudica muito o BTS, uma vez que considera toda esta produção fora
de data.
De modo a fazer um paralelo entre o estudo dos últimos meses de 2011, o primeiro trimestre
de 2012 e o que aconteceu após o início da aplicação das propostas, consultou-se o estudo das
causas do desvio. Mais uma vez recorrendo ao Anexo C2 é de notar que os erros de
planificação e de gestão do módulo atingiram níveis muito baixos, não representando agora
uma causa significativa. Pensa-se que os critérios de planificação e controlo definidos tiveram
algum peso nestes resultados. Além disso, também é de evidenciar a redução de
aproximadamente 35% do peso das avarias, apesar de continuar a ser muito significativo
(21,7%). É também importante focar o aumento para o valor máximo desde Agosto de 2011
do efeito da má gestão dos recursos humanos (32%). Pela proximidade do autor quer na
planificação como no controlo da produção, verificou-se que grande parte deste problema está
no absentismo e na troca de MOD para tentar combatê-lo. Por fim, a variação de pedidos do
cliente volta a ter uma elevada representatividade (22%).
44 47 55 55 58 60
0
10
20
30
40
50
60
70
Março Abril Maio
%
Evolução mensal do BTS
BTS
Objetivo
38
64 61
74 74
60 60 60 60 60
0
20
40
60
80
18 19 20 21 22
Semana
BTS semanal em Maio
BTS
Objetivo
Ilustração 32: Evolução do BTS

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
48
Dadas as implementações realizadas é de prever um aumento do OEE, pois todas vão de
encontro à resolução dos problemas que causam um desvio negativo deste. Contudo, como já
foi mencionado, as ações de SMED não estão terminadas e a variabilidade dos tempos de
setup não foi completamente eliminada. Além disso, as avarias e afinações continuam
relevantes e isso afeta muito este indicador.
Através da observação da ilustração 33 percebe-se que, apesar de não se ter conseguido
atingir o objetivo de 90%, o indicador revela uma clara melhoria no mês de Maio. Isto
coincide com a evolução do BTS, o que prova que, tal como previsto, as ações implementadas
se aplicam aos dois indicadores. A principal restrição à obtenção do objetivo são as avarias da
automática II e linha do travão elétrico, como pode ser visto nos gráficos respetivos a estas
linhas no Anexo C3. A linha de travão manual e a manual e automática III das portas têm uma
evolução bastante positiva do indicador, com uma tendência crescente. Contudo, as restantes
automáticas são críticas e, avaliando as causas raiz do problema, verificou-se que está na
fiabilidade do equipamento e não foi possível criar ações de resolução imediata. Estas linhas
foram mal concebidas e têm problemas constantes, principalmente quando há troca de
ferramentas. A questão da evolução negativa das avarias do elétrico e, consequentemente, do
seu OEE é um problema recente. No entanto, uma vez que é a linha que tem mais
trabalhadores alocados, prejudica muito o indicador. Isto porque o OEE global do módulo é
uma média pesada dos individuais das linhas e, com mais MOD alocada o seu peso aumenta.
O sistema de análise diária referido acima permite determinar os equipamentos mais críticos
destas linhas para eliminar as causas da variabilidade e diminuir o desvio do indicador em
relação ao objetivo. Assume-se desta forma que a curto prazo vai haver um crescimento
acentuado do indicador.
70
75
80
85
90
95
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
OEE
Semana
Evolução do OEE
OEE Módulo
Objetivo
Ilustração 33: Evolução do OEE

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
49
6 Conclusões e perspetivas de trabalho futuro
A competitividade de uma empresa é determinada pelo modo como esta capitaliza as suas
capacidades internas para satisfazer as necessidades dos mercados. Com a contração da
procura que se observa é fundamental e urgente obter excelentes níveis de eficiência.
Contudo, isto só é possível com uma definição clara dos objetivos e transmissão eficiente dos
mesmos a todos os níveis da organização.
Fazendo uma ponderação global dos resultados do projeto pensa-se que, apesar dos objetivos
propostos não terem sido plenamente cumpridos e o desvio dos indicadores em estudo em
relação ao objetivo ainda existir, conseguiu-se demonstrar que a empresa pode melhorar o seu
processo de planeamento e controlo da produção. No entanto, para isso tem que romper com
alguns dos métodos tradicionais de trabalho e com a resistência à mudança. Isto tem que partir
das chefias, uma vez que o seu interesse e integração nas atividades de melhoria são vitais
para que os níveis mais baixos se motivem e contribuam para o sucesso da empresa. Existiram
muitas dificuldades na implementação das propostas devido a este facto. Ainda assim,
considera-se que houve um bom contributo para a melhoria do cumprimento da planificação,
através da redução de atividades sem valor acrescentado e sistematização de procedimentos.
Uma prova é a inclusão destes em muitos dos A3 e A4’s (formatos de melhorias de “5S” e
processo) do módulo em estudo durante o período do projeto.
Os indicadores BTS e OEE ainda estão desviados do objetivo, essencialmente, por dois
fatores: falta de fiabilidade dos equipamentos e elevada taxa de absentismo e troca de MOD.
Estes problemas são recorrentes e têm um impacto muito grande na produção. Apesar da
redução de 24% nas horas semanais perdidas devido a avarias, uma vez que ficou esclarecido
que algumas das máquinas foram mal concebidas para a utilização que estão a ter, as ações
propostas não são suficientes para combater todos os problemas. É também urgente a criação
de ações para reduzir o absentismo, o que automaticamente reduz a necessidade de ajuste da
MOD. As variações do cliente são outra das causas do desvio do indicador e, por isso,
justifica-se a aposta em atividades SMED e métodos de previsão da procura: é fundamental ter
uma estrutura flexível para continuar a responder aos pedidos através de um sistema make-to-
order. A sua eficácia já foi comprovada, com reduções de 50% no tempo perdido na troca de
ferramentas. Mas, por exemplo, a troca dos parafusos por manípulos de aperto rápido, pode
ser uma solução à medida para diminuir ainda mais.
Como trabalho futuro é importante continuar com as atividades e expandi-las a toda a fábrica.
Mais uma vez se ressalva que sem o comprometimento de toda a organização, os resultados
desejados nunca serão atingidos, principalmente no que toca ao indicador BTS. Era também
interessante aprofundar o estudo das previsões efetuadas e tentar diminuir o erro usando
novos métodos: aplicação de redes neurais (Lawrence and Klimberg 2009) e/ou utilizar
métodos compostos com a introdução de uma componente subjetiva com a cooperação da
logística externa.
Uma vez eliminada a variabilidade dos tempos de setup, seria de grande interesse a
determinação dos custos de posse e a reprogramação do PDP detalhado para ter em conta
estes dois inputs (setup + custos de posse) e planificar/sequenciar automaticamente. Uma vez
determinadas, rigorosamente, as diferenças de tempo entre as diversas referências, este
critério diminuirá o tempo perdido relativamente ao que o programa tem no momento: EDD.
Ainda, um maior investimento nas linhas de montagem pode-se revelar vantajoso face à
diminuição dos custos de paragem. Além de que isso levava a uma grande redução do desvio
negativo tanto do BTS como do OEE e eliminava a principal causa da sua variabilidade.
Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
50
Referências
Acar, Y. and E. S. Gardner Jr "Forecasting method selection in a global supply chain." International Journal of Forecasting(0).
Alday, H. E. C. (2000). O Planejamento Estratégico dentro do Conceito de Administração Estratégica. FAE. Curitiba. 3: 9-16.
AQUILANO, N., R. JACOBS, et al. (2009). Operations & Supply Management.
Ballou, R. H., S. M. Gilbert, et al. (2000). "New Managerial Challenges from Supply Chain Opportunities." Industrial Marketing Management 29(1): 7-18.
Bastos, J. A. and J. M. Guedes (2000). Planeamento e Controlo da Produção.
Chatfield, C. (1998). "Prediction Intervals."
Coimbra, E. A. (2009). Total Flow Management: Achieving Excellence with Kaizen and Lean Supply Chains, Kaizen Institute.
DAVIS, M., R. B. CHASE, et al. FUNDAMENTOS DA ADMINISTRAÇAO DA PRODUÇAO, BOOKMAN COMPANHIA ED.
De Gooijer, J. G. and R. J. Hyndman (2006). "25 years of time series forecasting." International Journal of Forecasting 22(3): 443-473.
Ehie, I. C. and M. Madsen (2005). "Identifying critical issues in enterprise resource planning (ERP) implementation." Computers in Industry 56(6): 545-557.
Ficosa Internacional, S. A. "Documentação Interna."
Gardner Jr, E. S. (2006). "Exponential smoothing: The state of the art—Part II." International Journal of Forecasting 22(4): 637-666.
Gardner Jr, E. S. and J. Diaz-Saiz (2002). "Seasonal adjustment of inventory demand series: a case study." International Journal of Forecasting 18(1): 117-123.
Gattorna, J. (1998). Strategic Supply Chain Alignment: Best Practice in Supply Chain Management, Gower.
Gonçalves, J. F. (2000). Gestão de Aprovisionamentos.
Guedes, A. P. (2000). Planeamento Integrado & Gestão de Stocks, FEUP
EGP.
Guimarães, R. C. and J. A. S. Cabral Estatística, MCGRAW-HILL INTERAME.
Hong, K.-K. and Y.-G. Kim (2002). "The critical success factors for ERP implementation: an organizational fit perspective." Information & Management 40(1): 25-40.
Hyndman, R. J. and A. B. Koehler (2006). "Another look at measures of forecast accuracy." International Journal of Forecasting 22(4): 679-688.
Hyndman, R. J., A. B. Koehler, et al. (2002). "A state space framework for automatic forecasting using exponential smoothing methods." International Journal of Forecasting 18(3): 439-454.
Ireland, F. and B. G. Dale (2001). "A study of total productive maintenance implementation." Journal of Quality in Maintenance Engineering 7(3): 183 - 192.
Jacobs, F. R. and E. Bendoly (2003). "Enterprise resource planning: Developments and directions for operations management research." European Journal of Operational Research 146(2): 233-240.
JÚNIOR, D. A. P. D. A. and M. L. BARIANI (2006) "USAGE OF THE INFORMATION TECHNOLOGY BY INTEGRATED MANUFACTURING TEAMS TO CONTROL
LEAN PRODUCTION INDICATOR."
Kerkkanen, A., J. Korpela, et al. (2009). "Demand forecasting errors in industrial context: Measurement and impacts." International journal of production economics 118(1): 43-48.

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
51
Kerkkänen, A., J. Korpela, et al. (2009). "Demand forecasting errors in industrial context: Measurement and impacts." International journal of production economics 118(1): 43-48.
Kjellsdotter, L. (2009). "User experiences of Advanced Planning and Scheduling (APS) systems in production scheduling."
Lambert, D. M. and M. C. Cooper (2000). "Issues in Supply Chain Management." Industrial Marketing Management 29(1): 65-83.
Lawrence, K. D. and R. K. Klimberg (2009). Advances in Business and Management Forecasting, Emerald Group Publishing Limited.
Lobo, B. A. (2010). Amortecimento Exponencial, FEUP.
Lobo, B. A. (2010). Planned Maintenance, FEUP.
Lobo, B. A. (2011). Análise de Erros, FEUP.
Lobo, B. A. (2012). TPM - Total Productive Maintenance, FEUP.
Mabert, V. A., A. Soni, et al. (2003). "Enterprise resource planning: Managing the implementation process." European Journal of Operational Research 146(2): 302-314.
Mabert, V. A., A. Soni, et al. (2003). "The impact of organization size on enterprise resource planning (ERP) implementations in the US manufacturing sector." Omega 31(3): 235-246.
Moustakis, D. V. (2000). MATERIALS REQUIREMENTS PLANNING-MANUFACTURING RESOURCE PLANNING.
MUCHIRI, P. and L. PINTELON (2008). "Performance measurement using overall equipment effectiveness (OEE): literature review and practical application discussion." International Journal of Production Research Vol. 46.
Patra, N. K., J. K. Tripathy, et al. (2005). "Implementing the office total productive maintenance (‘‘office TPM’’) program:a library case study science direct." Library Review 54(7): 415 - 424.
Patrício, L. Liderança e Motivação, FEUP.
Pinto, J. P. (2009). PENSAMENTO LEAN - A filosofia das organizações vencedoras.
RUTGERS, T. S. U. o. N. J. (2008). "Second Tier." from purchasing.rutgers.edu/stsdp.html.
Su, Y.-f. and C. Yang (2010). "Why are enterprise resource planning systems indispensable to supply chain management?" European Journal of Operational Research 203(1): 81-94.
SUZAKI, K. (2010). Gestão de Operações LEAN - METEDELOGIAS KAIZEN PARA A MELHORIA CONTÍNUA.
Times, T. N. Y. (2011). Automotive Industry Crisis. The New York Times. United States of America.
Varghese, V. and M. Rossetti (2008). A Classification Approach for Selecting Forecasting Techniques for Intermittent Demand. Proceedings of the 2008 Industrial Engineering Research Conference. University of Arkansas, Fayetteville, AR 72701, USA.
Xie, J., T. S. Lee, et al. (2004). "Impact of forecasting error on the performance of capacitated multi-item production systems." Computers & Industrial Engineering 46(2): 205-219.

Variabilidade e Instabilidade do indicador BTS (Build to Schedule) em Linhas de Montagem
52
ANEXO A: Frameworks da Cadeia de Abastecimento
Adaptado de (Ballou, Gilbert et al. 2000) Dimensão Intervenientes Objetivo
Coordenação
Intrafuncional Logística
Controlo dos custos associados ás diferentes
atividades.
Por exemplo, trade-off entre transporte e
armazenamento.
Coordenação
Interfuncional
Áreas Funcionais da
Empresa
Cooperação entre áreas funcionais.
Por exemplo, pedindo à produção que produza lotes
reduzidos, mas frequentes. Trade-off entre custo de
armazenagem e custo de produção.
Coordenação
Interorganizacional
Empresa e
Intervenientes
Externos (ex:
fornecedores)
Análises referidas na interfuncional elaboradas
entre a empresa e os intervenientes externos.
Otimização de custos de toda a cadeia.
Por exemplo, determinar a melhor quantidade de
encomenda através da ponderação do custo para
empresa (cliente) e para fornecedor.
Adaptado de (Lambert and Cooper 2000) Dimensão Intervenientes Principais componentes
Estrutura de Rede
Empresa e
Intervenientes
Externos (ex:
fornecedores)
Identificar os membros da cadeia
Analisar a dimensão estrutural da rede
Identificar as ligações entre os membros
Processos de Negócio
Gestão da Relação com os Clientes
Gestão do Serviço aos Clientes
Gestão da Procura
Cumprimento das Ordens de Produção
Gestão do Fluxo de Produção
Aquisições
Desenvolvimento e Comercialização de Produtos
Retomas
Componentes de
Gestão
Planeamento e Controlo;
Estrutura de Trabalho;
Estrutura organizativa;
Estrutura da Fábrica no fluxo de produtos;
Estrutura da Fábrica no fluxo de informação;
Gestão de Métodos;
Estrutura de Poder e Liderança;
Estrutura de Risco e Retorno;
Atitude e Cultura
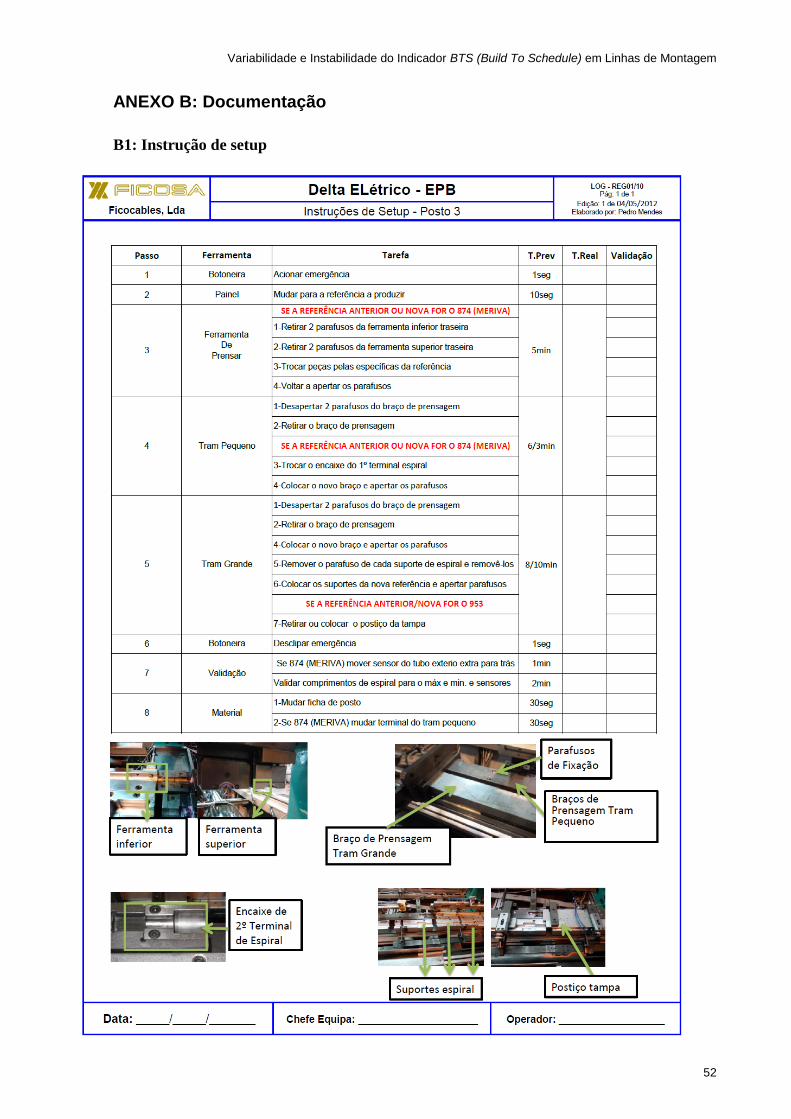
Variabilidade e Instabilidade do Indicador BTS (Build To Schedule) em Linhas de Montagem
52
ANEXO B: Documentação
B1: Instrução de setup
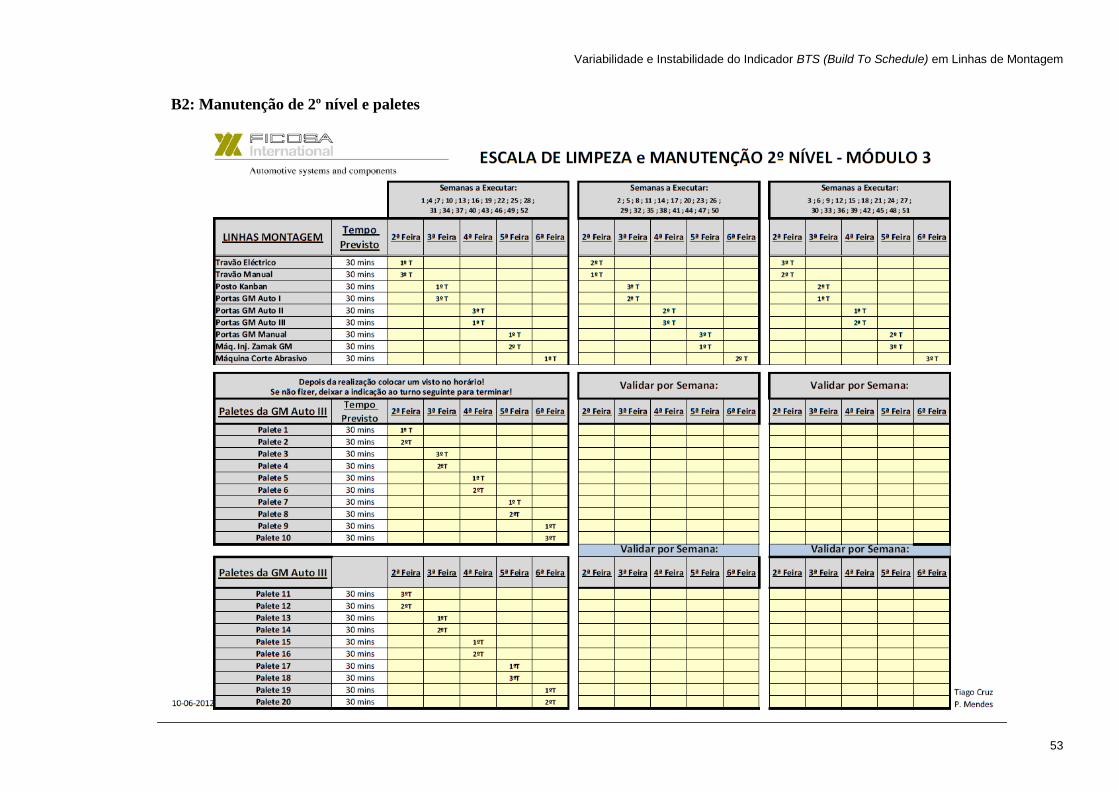
Variabilidade e Instabilidade do Indicador BTS (Build To Schedule) em Linhas de Montagem
53
B2: Manutenção de 2º nível e paletes
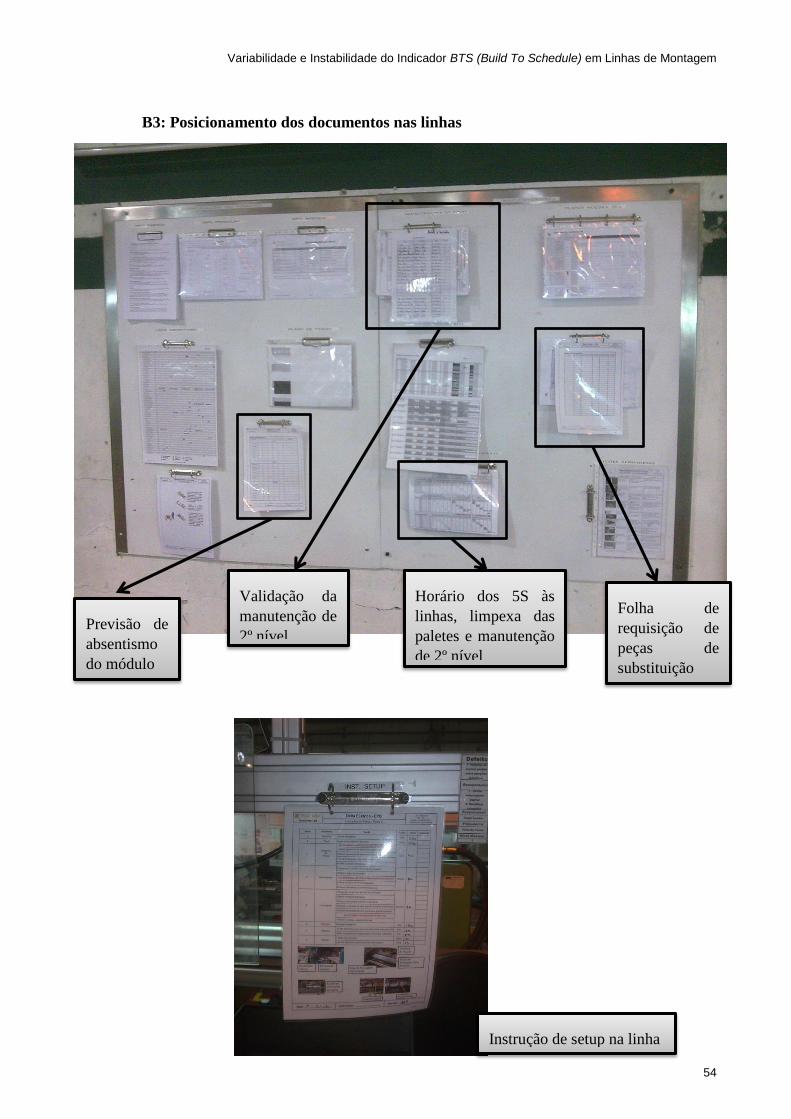
Variabilidade e Instabilidade do Indicador BTS (Build To Schedule) em Linhas de Montagem
54
B3: Posicionamento dos documentos nas linhas
Horário dos 5S às
linhas, limpexa das
paletes e manutenção
de 2º nível
Previsão de
absentismo
do módulo
Folha de
requisição de
peças de
substituição
Validação da
manutenção de
2º nível
Instrução de setup na linha

Variabilidade e Instabilidade do Indicador BTS (Build To Schedule) em Linhas de Montagem
55
ANEXO C: Indicadores BTS e OEE
C1: Ishikawa e Plano de ações
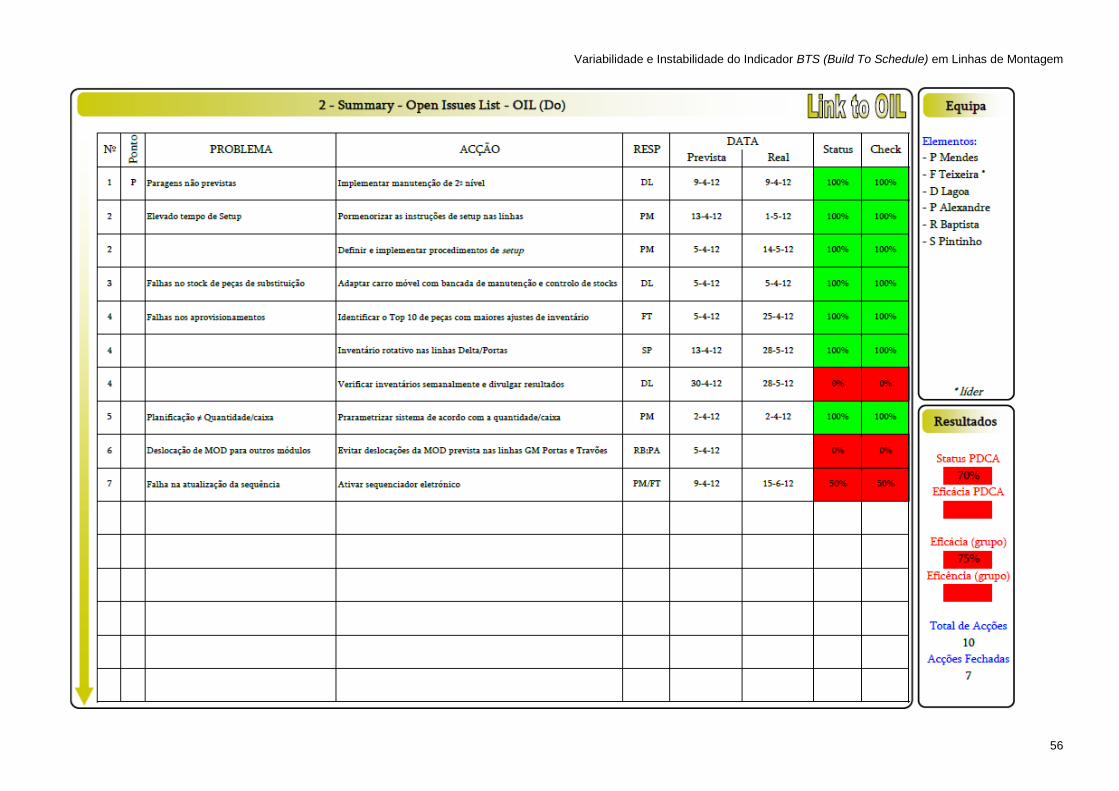
Variabilidade e Instabilidade do Indicador BTS (Build To Schedule) em Linhas de Montagem
56

Variabilidade e Instabilidade do Indicador BTS (Build To Schedule) em Linhas de Montagem
57
75%
30% 35%
40% 45%
47% 50%
55% 60%
63% 68%
72% 75%
24,8% 30,0%
43,6%
50,0% 50,6% 50,3%
49,7%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%FICO CABLES Maia_BTS_2011
Target 2010/2011 Média 2010
C2: Evolução do BTS e causas do seu desvio
0,00%
5,00%
10,00%
15,00%
20,00%
25,00%
Módulo 3 - Causas do desvio do BTS (últimos 4 meses de 2011)
240408
240320
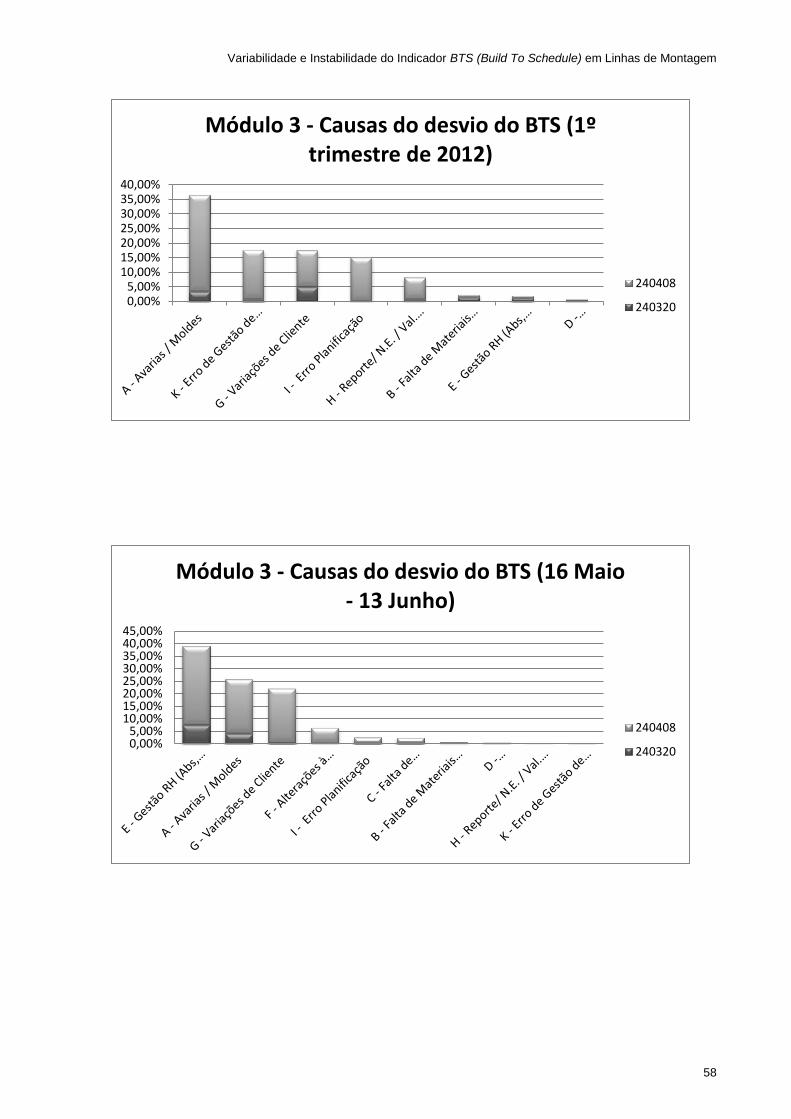
Variabilidade e Instabilidade do Indicador BTS (Build To Schedule) em Linhas de Montagem
58
0,00%5,00%
10,00%15,00%20,00%25,00%30,00%35,00%40,00%
Módulo 3 - Causas do desvio do BTS (1º trimestre de 2012)
240408
240320
0,00%5,00%
10,00%15,00%20,00%25,00%30,00%35,00%40,00%45,00%
Módulo 3 - Causas do desvio do BTS (16 Maio - 13 Junho)
240408
240320
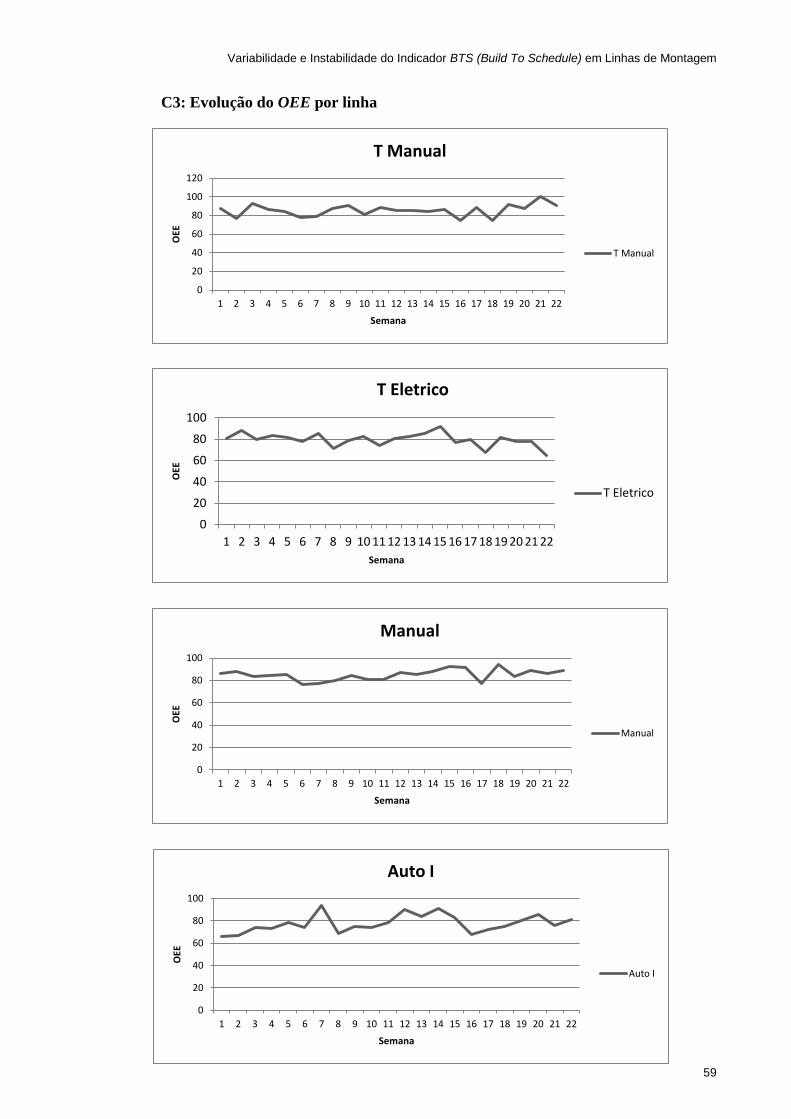
Variabilidade e Instabilidade do Indicador BTS (Build To Schedule) em Linhas de Montagem
59
C3: Evolução do OEE por linha
0
20
40
60
80
100
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
OEE
Semana
Manual
Manual
0
20
40
60
80
100
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
OEE
Semana
T Eletrico
T Eletrico
0
20
40
60
80
100
120
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
OEE
Semana
T Manual
T Manual
0
20
40
60
80
100
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
OEE
Semana
Auto I
Auto I

Variabilidade e Instabilidade do Indicador BTS (Build To Schedule) em Linhas de Montagem
60
0
20
40
60
80
100
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
OEE
Semana
Auto II
Auto II
0
20
40
60
80
100
120
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
OEE
Semana
Auto III
Auto III
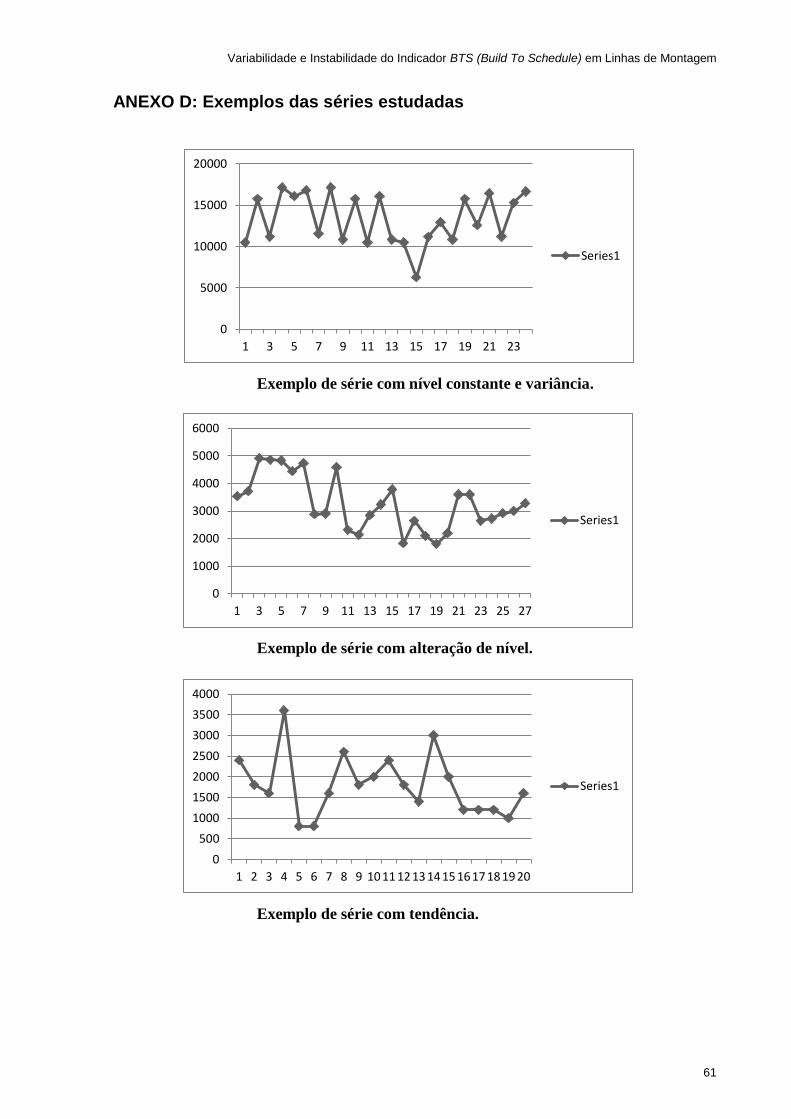
Variabilidade e Instabilidade do Indicador BTS (Build To Schedule) em Linhas de Montagem
61
0
5000
10000
15000
20000
1 3 5 7 9 11 13 15 17 19 21 23
Series1
0
1000
2000
3000
4000
5000
6000
1 3 5 7 9 11 13 15 17 19 21 23 25 27
Series1
ANEXO D: Exemplos das séries estudadas
Exemplo de série com nível constante e variância.
Exemplo de série com alteração de nível.
Exemplo de série com tendência.
0
500
1000
1500
2000
2500
3000
3500
4000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Series1

Variabilidade e Instabilidade do Indicador BTS (Build To Schedule) em Linhas de Montagem
62
ANEXO E: Parte da planta da fábrica principal
Máquinas de injeção de plásttico
Módulo III com as máquinas de corte de cabo, corte de
cabo/injeçãol de Zamak e corte de espiral dedicada à alimentação
das estantes representadas já integradas.
Fabrico de espiral com tubo
interior
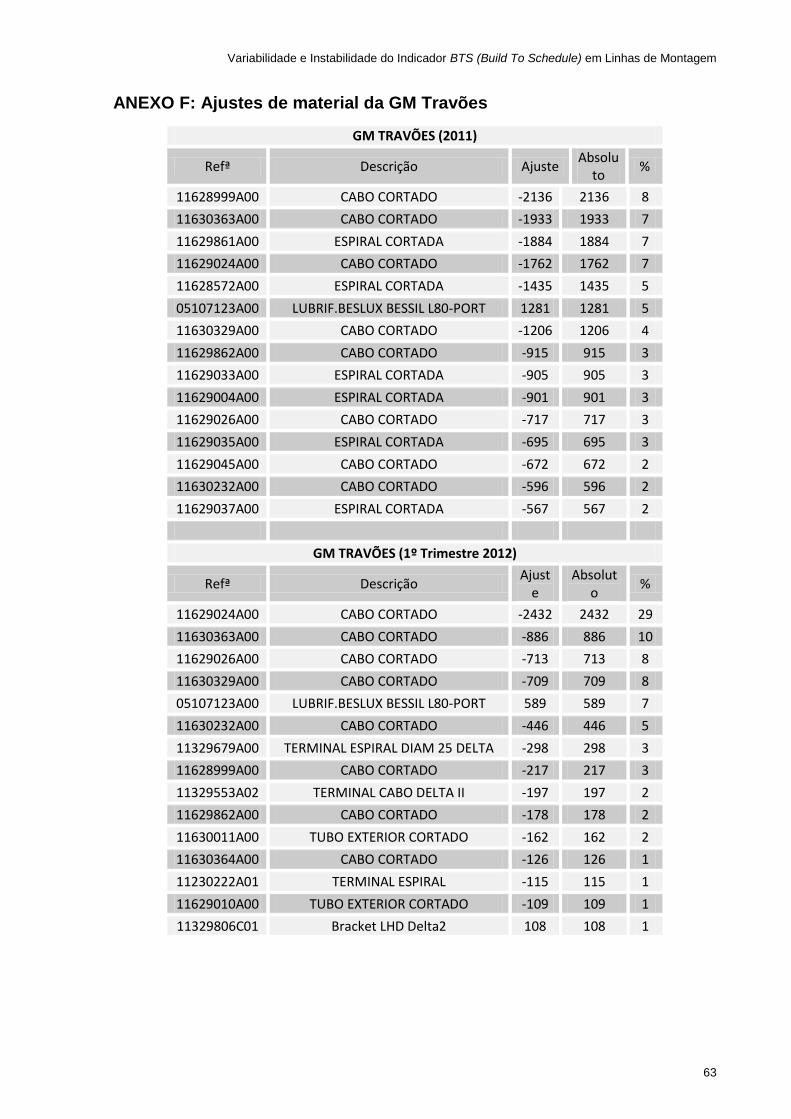
Variabilidade e Instabilidade do Indicador BTS (Build To Schedule) em Linhas de Montagem
63
ANEXO F: Ajustes de material da GM Travões
GM TRAVÕES (2011)
Refª Descrição Ajuste Absolu
to %
11628999A00 CABO CORTADO -2136 2136 8
11630363A00 CABO CORTADO -1933 1933 7
11629861A00 ESPIRAL CORTADA -1884 1884 7
11629024A00 CABO CORTADO -1762 1762 7
11628572A00 ESPIRAL CORTADA -1435 1435 5
05107123A00 LUBRIF.BESLUX BESSIL L80-PORT 1281 1281 5
11630329A00 CABO CORTADO -1206 1206 4
11629862A00 CABO CORTADO -915 915 3
11629033A00 ESPIRAL CORTADA -905 905 3
11629004A00 ESPIRAL CORTADA -901 901 3
11629026A00 CABO CORTADO -717 717 3
11629035A00 ESPIRAL CORTADA -695 695 3
11629045A00 CABO CORTADO -672 672 2
11630232A00 CABO CORTADO -596 596 2
11629037A00 ESPIRAL CORTADA -567 567 2
GM TRAVÕES (1º Trimestre 2012)
Refª Descrição Ajust
e Absolut
o %
11629024A00 CABO CORTADO -2432 2432 29
11630363A00 CABO CORTADO -886 886 10
11629026A00 CABO CORTADO -713 713 8
11630329A00 CABO CORTADO -709 709 8
05107123A00 LUBRIF.BESLUX BESSIL L80-PORT 589 589 7
11630232A00 CABO CORTADO -446 446 5
11329679A00 TERMINAL ESPIRAL DIAM 25 DELTA -298 298 3
11628999A00 CABO CORTADO -217 217 3
11329553A02 TERMINAL CABO DELTA II -197 197 2
11629862A00 CABO CORTADO -178 178 2
11630011A00 TUBO EXTERIOR CORTADO -162 162 2
11630364A00 CABO CORTADO -126 126 1
11230222A01 TERMINAL ESPIRAL -115 115 1
11629010A00 TUBO EXTERIOR CORTADO -109 109 1
11329806C01 Bracket LHD Delta2 108 108 1
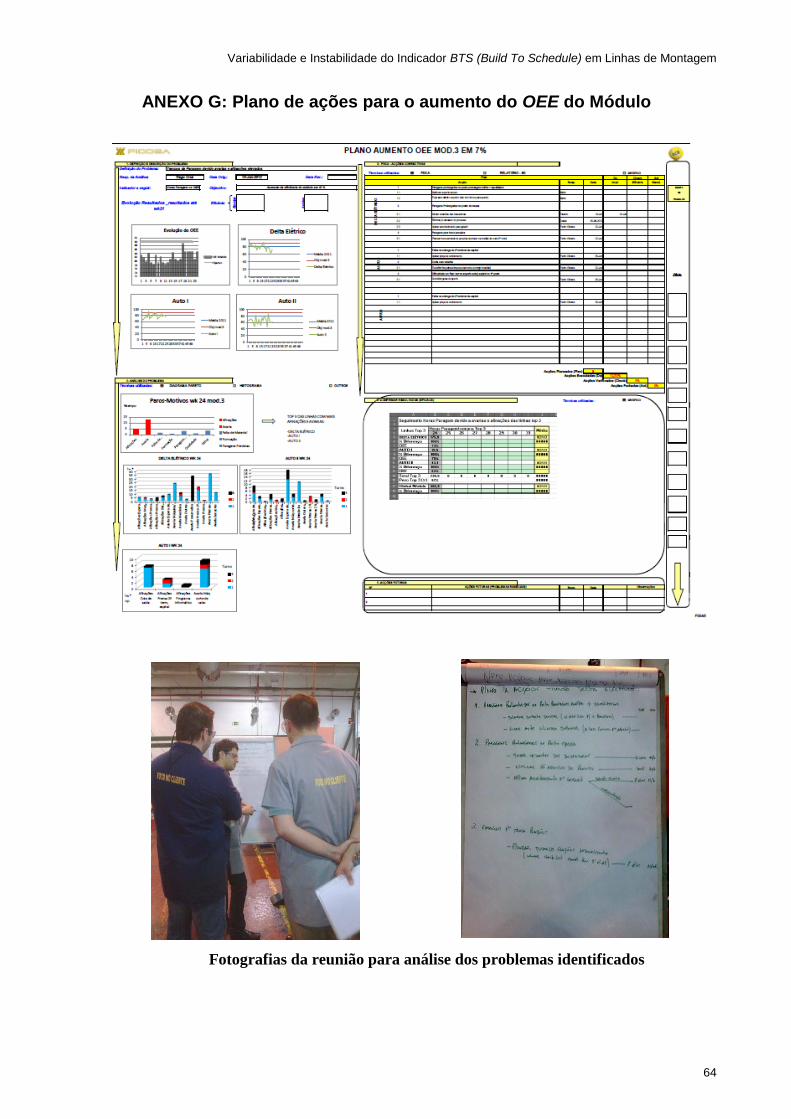
Variabilidade e Instabilidade do Indicador BTS (Build To Schedule) em Linhas de Montagem
64
ANEXO G: Plano de ações para o aumento do OEE do Módulo
Fotografias da reunião para análise dos problemas identificados