artigo publicado - accera · mrp e mrpii utilizados de forma isolada simplesmente ... toyota,...
TRANSCRIPT
Artigo publicado na edição 22
w w w . r e v i s t a m u n d o l o g i s t i c a . c o m . b r
m a i o e j u n h o d e 2 0 1 1Assine a revista através do nosso site
66 www.revistamundologistica.com.br
:: artigo
Histórico e evolução dos softwares aPs e lean Manufacturing
atender às necessidades dos clientes e reduzir as ine-ficiências em um cenário no qual a competitividade do negócio requer uma maior variedade dos produtos e cadeias de suprimentos mais velozes é um verdadeiro desafio para muitas empresas. Para enfrentar estas com-plexidades, os executivos dispõem de uma vasta oferta de soluções no mercado, seja por meio de fornecedores de ti com ferramentas para dar suporte ao negócio ou através de soluções de consultoria geralmente baseadas em revisão e melhorias dos processos.
a implantação dos sistemas Mrp (Material Require-ments Planning), MRPII (Manufacturing Resources Plan-ning) e erp (Enterprise Resources Planning), iniciada no Brasil nas décadas de 70, 80 e 90, auxiliaram estas em-presas a gerenciar parte do trabalho operacional e tran-sacional, mas as atividades analíticas de planejamento e programação da produção de modo geral continuaram a ser realizadas através de sistemas manuais e planilhas eletrônicas. no que se refere à gestão da manufatura, verificou-se na prática que as limitações dos sistemas Mrp e Mrpii utilizados de forma isolada simplesmente não eram suficientes para lidar com o dinamismo da produção, por vezes gerando o descontrole na fábrica, problemas no atendimento do prazo dos pedidos e es-
toques elevados ao longo da cadeia.Motivadas pelo sucesso da Toyota, as técnicas e fer-
ramentas que viriam a ser denominadas de produção Enxuta ou Lean Manufacturing passaram a ser difun-didas e aplicadas nas empresas como antídoto a estes problemas. para combater os estoques elevados e os problemas usuais do sistema de produção em massa, estas técnicas e abordagens difundidas pela Toyota visa-vam, sobretudo: • eliminar os lotes econômicos, introduzir fluxo contí-
nuo, lotes unitários e programação puxada para re-duzir estoques;
• aplicar técnicas de gestão visual, simplificar controles, ampliar a participação dos operadores e otimizar a execução;
• implementar programa de melhorias no processo de manufatura para dar mais agilidade dinâmica e de re-ação ao sistema produtivo.paralelamente ao grande volume de implantação
dos programas lean, os sistemas Fcs (Finite Capacity Scheduling) e APS (Advanced Planning and Scheduling) começavam a ser desenvolvidos para preencher as lacu-nas nos processos de planejamento e programação da produção. Através de conceitos de programação com capacidade finita, as principais limitações dos sistemas tradicionais de Mrp/Mrpii foram tratadas no sistema Fcs/aps, que poderia considerar as limitações de ca-
Lean Manufacturinge os softwares aPscoMo aPlicar o lean Manufacturing na Prática coM a utilização dos softwares aPs.
Alexandre Erhart Engenheiro de Produção pela UFRGS com MBA em Logística Empresarial pela Fundação Getúlio Vargas – FGV. Possui elevada experiência de consultoria em gestão avançada da produção e diversos casos de sucesso de implantação de sistemas APS. É certificado PMP pelo Project Management Institute. Atualmente, é diretor de Projetos e responsável pela unidade de negócios de Advanced Planning and Scheduling na ACCERA Supply Chain Solutions.
Cristhiano Stefani Faé Mestre em Engenharia de Produção (PPGEP/UFRGS) com ênfase em Logística e Gestão da Cadeia de Suprimentos; engenheiro de Produção (UFRGS); possui elevada experiência em projetos APS e como consultor e instrutor atuando nas áreas de Gestão de Estoques, Planejamento de Demanda e Gestão Avançada da Produção. Ex-professor da Pontifícia Universidade Católica do Rio Grande do Sul (PUC-RS). Atualmente, é diretor executivo da ACCERA Supply Chain Solutions.
67
pacidade de máquinas, mão-de-obra e ferramentas especiais. Mais tarde, outras funcionalidades também pas-saram a ser incorporadas, como a disponibilidade limitada de materiais, configurações de setup dependente da sequência, restrições logísticas e regras mais sofisticadas de sequen-ciamento. neste momento, os ter-mos Fcs e aps passaram a ser co-nhecidos apenas como aps.
o sistema aps tornou-se apto a representar de forma fiel a realidade da produção e a ganhar cada vez mais espaço nos processos de planeja-mento e programação da produção das empresas. su-portado pelos avanços tecnológicos, as ferramentas aps evoluíram com regras avançadas e, além de dar realismo aos planos de produção, trouxeram flexibilidade e facili-dade de adaptação a diferentes ambientes.
por outro lado, apesar de o sistema lean apresentar um elevado potencial de gerar resultados e, sobretudo, ter sido muito bem aceito pelas empresas, percebeu-se que muitas vezes as implementações não geraram o re-sultado esperado. Em muitos casos, os projetos iniciaram de forma satisfatória, mas as ferramentas logo caiam em desuso ou se mostraram insuficientes para acompanhar a evolução do negócio. isto acontece com menos fre-quência quando as iniciativas do Lean são suportadas por um processo bem estruturado e contam com fer-ramentas integradas para dar suporte as suas iniciativas, ao invés de serem baseadas somente com planilhas ou processos estritamente manuais.
Nos últimos anos, uma série de iniciativas têm sido implementadas nas empresas para adotar esta filosofia, sempre com o objetivo comum de entregar os pedidos
na data combinada, com mínimo de estoque, menores lead times possí-veis e máxima utilização dos recur-sos. entretanto, a utilização de ferra-mentas tecnológicas nos projetos de lean Manufacturing ainda está em fase inicial de maturidade no brasil, de forma que as soluções baseadas em um sistema avançado de plane-jamento geralmente são preteridas por modelos de gestão visual ou pro-gramação puxada através de kanban.
O fato é que para trabalhar com a filosofia clássica do lean Manufacturing, as empresas, em sua grande maio-ria, procuraram alternativas para simplificar o sistema produtivo, mas sabe-se que mesmo os ambientes mais “enxutos” ainda precisam de visibilidade de planejamen-to e programação para obterem os melhores resultados. Esta constatação pode ser verificada em um estudo da Aberdeen Group (2004), que demonstrou que muitas indústrias vêm seguindo exageradamente os princípios de simplificação do Lean e assim estão perdendo bene-fícios críticos que a tecnologia pode trazer para a siste-matização e sustentação dos métodos Lean.
Recentemente, a aproximação entre as empresas Toyota, principal promotor e referência de produção enxuta no mundo, e a Preactor International, empresa que atua na categoria de soluções aps, tem gerado uma série de novas iniciativas para aproximar as técnicas do lean Manufacturing das soluções de programação com capacidade finita. Além das aplicações convencionais para sincronização, otimização de setup e maximização da performance de entrega, algumas soluções exclusivas para alinhamento com a filosofia Lean estão sendo de-senvolvidas, como é o caso de uma nova regra de cál-
As iniciativas do Lean Manufacturing têm sido amplamente difundidas nas empresas há muitos anos. Mais recentemente, os sistemas APS estão ganhando cada vez mais espaço e passam a fazer parte das prioridades das empresas. No entanto, ainda são raras as iniciativas conjuntas de implementação do Lean Manufacturing e das ferramentas APS, embora ambas tenham muita relação entre si e possam ser aliadas na busca pela eliminação das perdas produtivas e melhoria dos resultados operacionais. O artigo tem o objetivo de apresentar algumas abordagens conjuntas para a obtenção de melhores resultados a partir da utilização das tecnologias APS de forma alinhada com os princípios do Lean Manufacturing.
“Lean é eLiminação compLeta e minuciosa dos desperdícios para reduzir o tempo entre
o recebimento do pedido do cLiente até a
entrega.”
TAIICHI OHNO
68 www.revistamundologistica.com.br
culo de nivelamento de produção hei-junka de forma automática, otimizada e dinâmica de acordo com a variação no mix da demanda.
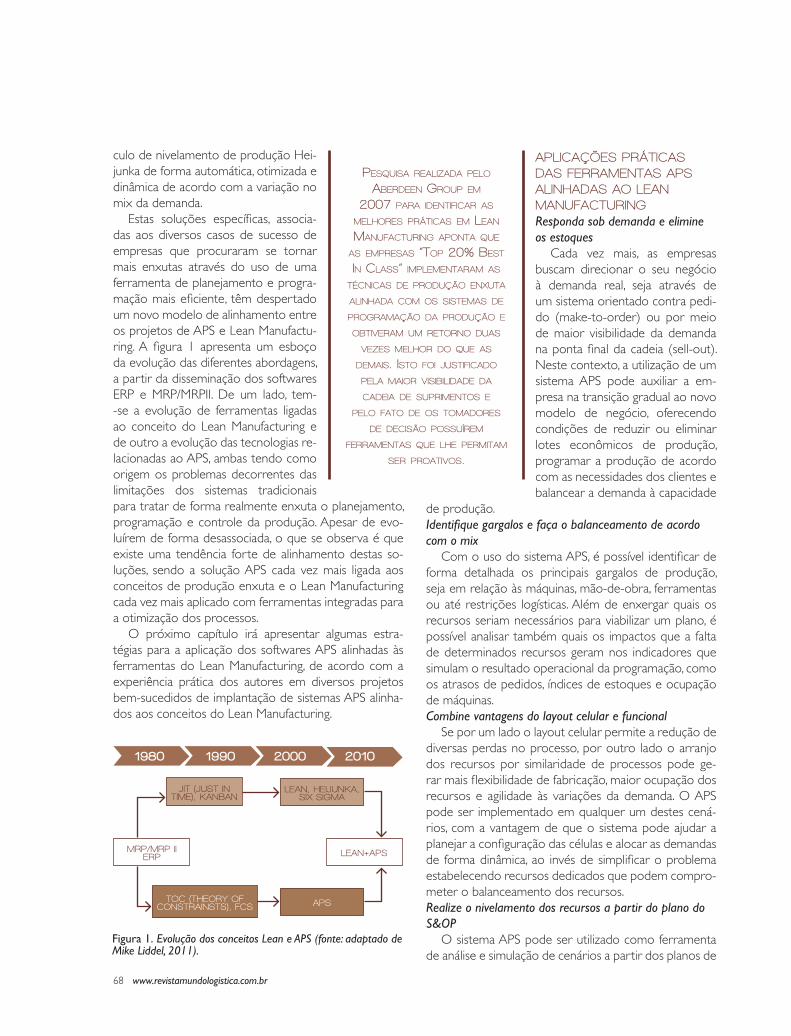
Estas soluções específicas, associa-das aos diversos casos de sucesso de empresas que procuraram se tornar mais enxutas através do uso de uma ferramenta de planejamento e progra-mação mais eficiente, têm despertado um novo modelo de alinhamento entre os projetos de APS e Lean Manufactu-ring. A figura 1 apresenta um esboço da evolução das diferentes abordagens, a partir da disseminação dos softwares erp e Mrp/Mrpii. de um lado, tem--se a evolução de ferramentas ligadas ao conceito do lean Manufacturing e de outro a evolução das tecnologias re-lacionadas ao aps, ambas tendo como origem os problemas decorrentes das limitações dos sistemas tradicionais para tratar de forma realmente enxuta o planejamento, programação e controle da produção. apesar de evo-luírem de forma desassociada, o que se observa é que existe uma tendência forte de alinhamento destas so-luções, sendo a solução aps cada vez mais ligada aos conceitos de produção enxuta e o Lean Manufacturing cada vez mais aplicado com ferramentas integradas para a otimização dos processos.
O próximo capítulo irá apresentar algumas estra-tégias para a aplicação dos softwares APS alinhadas às ferramentas do lean Manufacturing, de acordo com a experiência prática dos autores em diversos projetos bem-sucedidos de implantação de sistemas aps alinha-dos aos conceitos do lean Manufacturing.
aPlicações Práticas das ferraMentas aPs alinHadas ao lean ManufacturingResponda sob demanda e elimine os estoques
cada vez mais, as empresas buscam direcionar o seu negócio à demanda real, seja através de um sistema orientado contra pedi-do (make-to-order) ou por meio de maior visibilidade da demanda na ponta final da cadeia (sell-out). Neste contexto, a utilização de um sistema APS pode auxiliar a em-presa na transição gradual ao novo modelo de negócio, oferecendo condições de reduzir ou eliminar lotes econômicos de produção, programar a produção de acordo com as necessidades dos clientes e balancear a demanda à capacidade
de produção.Identifique gargalos e faça o balanceamento de acordo com o mix
Com o uso do sistema APS, é possível identificar de forma detalhada os principais gargalos de produção, seja em relação às máquinas, mão-de-obra, ferramentas ou até restrições logísticas. Além de enxergar quais os recursos seriam necessários para viabilizar um plano, é possível analisar também quais os impactos que a falta de determinados recursos geram nos indicadores que simulam o resultado operacional da programação, como os atrasos de pedidos, índices de estoques e ocupação de máquinas.Combine vantagens do layout celular e funcional
Se por um lado o layout celular permite a redução de diversas perdas no processo, por outro lado o arranjo dos recursos por similaridade de processos pode ge-rar mais flexibilidade de fabricação, maior ocupação dos recursos e agilidade às variações da demanda. o aps pode ser implementado em qualquer um destes cená-rios, com a vantagem de que o sistema pode ajudar a planejar a configuração das células e alocar as demandas de forma dinâmica, ao invés de simplificar o problema estabelecendo recursos dedicados que podem compro-meter o balanceamento dos recursos.Realize o nivelamento dos recursos a partir do plano do S&OP
o sistema aps pode ser utilizado como ferramenta de análise e simulação de cenários a partir dos planos de
pesquisa reaLizada peLo aberdeen group em
2007 para identificar as meLhores práticas em Lean manufacturing aponta que
as empresas “top 20% best in cLass” impLementaram as
técnicas de produção enxuta aLinhada com os sistemas de programação da produção e obtiveram um retorno duas
vezes meLhor do que as demais. isto foi justificado peLa maior visibiLidade da cadeia de suprimentos e
peLo fato de os tomadores de decisão possuírem
ferramentas que Lhe permitam ser proativos.
figura 1. Evolução dos conceitos Lean e APS (fonte: adaptado de Mike Liddel, 2011).
Jit (Just in tiMe), kanban
lean, HeiJunka, six sigMa
MrP/MrP ii erP
toc (tHeory of constrainsts), fcs aPs
lean+aPs
1980 1990 2000 2010
69
médio/longo prazo do S&OP. Desta forma, o processo conta com uma tecnologia capaz de realizar simulações avançadas de cenários de acordo com o conceito de capacidade finita e pode ajudar na determinação de re-gimes de trabalho e nivelamento de recursos.Programe os setups para minimizar as trocas sem com-prometer os prazos de entrega
Mesmo implementando iniciativas de troca rápida de ferramentas, o tempo desperdiçado com as trocas de ferramentas pode comprometer a capacidade de produção se não for devidamente administrado. neste sentido, o aps pode ser parametrizado com matrizes do tipo “de/para” para identificar o esforço de tempo necessário para cada troca, de modo a realizar o se-quenciamento inteligente que ao mesmo tempo mini-miza o tempo total de setup e maximiza a performance de entrega dos pedidos.
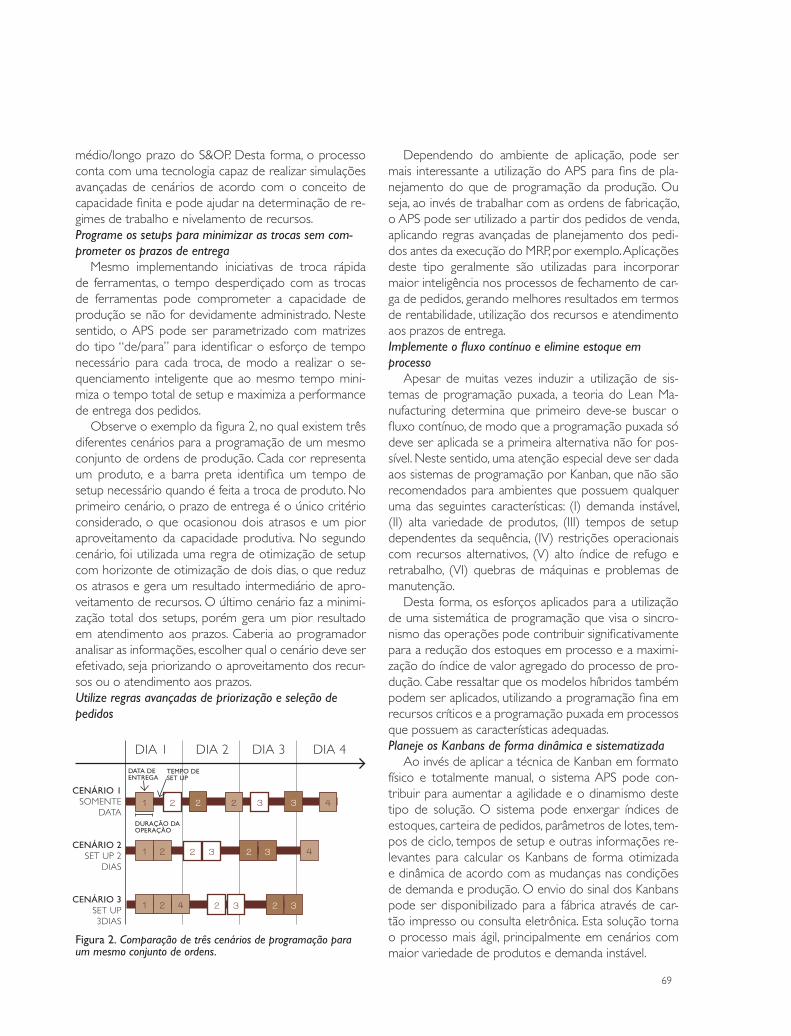
Observe o exemplo da figura 2, no qual existem três diferentes cenários para a programação de um mesmo conjunto de ordens de produção. Cada cor representa um produto, e a barra preta identifica um tempo de setup necessário quando é feita a troca de produto. No primeiro cenário, o prazo de entrega é o único critério considerado, o que ocasionou dois atrasos e um pior aproveitamento da capacidade produtiva. no segundo cenário, foi utilizada uma regra de otimização de setup com horizonte de otimização de dois dias, o que reduz os atrasos e gera um resultado intermediário de apro-veitamento de recursos. o último cenário faz a minimi-zação total dos setups, porém gera um pior resultado em atendimento aos prazos. caberia ao programador analisar as informações, escolher qual o cenário deve ser efetivado, seja priorizando o aproveitamento dos recur-sos ou o atendimento aos prazos.Utilize regras avançadas de priorização e seleção de pedidos
dependendo do ambiente de aplicação, pode ser mais interessante a utilização do APS para fins de pla-nejamento do que de programação da produção. Ou seja, ao invés de trabalhar com as ordens de fabricação, o aps pode ser utilizado a partir dos pedidos de venda, aplicando regras avançadas de planejamento dos pedi-dos antes da execução do MRP, por exemplo. Aplicações deste tipo geralmente são utilizadas para incorporar maior inteligência nos processos de fechamento de car-ga de pedidos, gerando melhores resultados em termos de rentabilidade, utilização dos recursos e atendimento aos prazos de entrega.Implemente o fluxo contínuo e elimine estoque em processo
apesar de muitas vezes induzir a utilização de sis-temas de programação puxada, a teoria do Lean Ma-nufacturing determina que primeiro deve-se buscar o fluxo contínuo, de modo que a programação puxada só deve ser aplicada se a primeira alternativa não for pos-sível. Neste sentido, uma atenção especial deve ser dada aos sistemas de programação por Kanban, que não são recomendados para ambientes que possuem qualquer uma das seguintes características: (I) demanda instável, (II) alta variedade de produtos, (III) tempos de setup dependentes da sequência, (IV) restrições operacionais com recursos alternativos, (V) alto índice de refugo e retrabalho, (VI) quebras de máquinas e problemas de manutenção.
desta forma, os esforços aplicados para a utilização de uma sistemática de programação que visa o sincro-nismo das operações pode contribuir significativamente para a redução dos estoques em processo e a maximi-zação do índice de valor agregado do processo de pro-dução. Cabe ressaltar que os modelos híbridos também podem ser aplicados, utilizando a programação fina em recursos críticos e a programação puxada em processos que possuem as características adequadas.Planeje os Kanbans de forma dinâmica e sistematizada
Ao invés de aplicar a técnica de Kanban em formato físico e totalmente manual, o sistema APS pode con-tribuir para aumentar a agilidade e o dinamismo deste tipo de solução. O sistema pode enxergar índices de estoques, carteira de pedidos, parâmetros de lotes, tem-pos de ciclo, tempos de setup e outras informações re-levantes para calcular os Kanbans de forma otimizada e dinâmica de acordo com as mudanças nas condições de demanda e produção. o envio do sinal dos Kanbans pode ser disponibilizado para a fábrica através de car-tão impresso ou consulta eletrônica. esta solução torna o processo mais ágil, principalmente em cenários com maior variedade de produtos e demanda instável.
figura 2. Comparação de três cenários de programação para um mesmo conjunto de ordens.
dia 1 dia 2 dia 3 dia 4
cEnário 1soMente
data
cEnário 2set up 2
dias
cEnário 3set up 3dias
1 22 2 3 3 4
1 2 2 3 2 3 4
1 2 4 2 3 2 3
dAtA dE EntrEGA
tEmpo dE sEt up
durAção dA opErAção
70 www.revistamundologistica.com.br
Utilize a programação Heijunka com lotes e sequência variável
A utilização de ferramentas do tipo Heijunka Box, que aplicam conceitos de nivelamento da produção ma-terializados por meio de quadros visuais, usualmente são implementados com regras inflexíveis para compensar a dificuldade de realizar e atualizar os cálculos necessários para a sua implementação. utilizando um sistema aps, o Heijunka pode ser aplicado de forma dinâmica à medida que a demanda se altera ou quando surgem imprevistos e atrasos no ambiente de produção. Este mecanismo é utilizado através de uma regra especial de programação no aps que calcula o nivelamento com a quantidade dos lotes e sequência de fabricação variável, inclusive utilizada com sucesso no planejamento da produção da própria Toyota. Realize simulações de cenários e direcione oportunidades para Kaizen
Também conhecidos como sistemas de Programação com capacidade Finita, os softwares aps se destacam pela capacidade de considerar diversas restrições ope-racionais dos processos para representar de forma fiel as condições de produção. ao compreender e conhecer os fatores de determinam a capacidade de produção, naturalmente são identificadas oportunidades de me-lhoria no processo. Além disso, as mudanças podem in-clusive ter a sua aplicação simulada no sistema antes de serem efetivadas, tornando o processo de tomada de decisão mais seguro e assertivo.
Aplique o Just-In-Time na cadeia de suprimentosa utilização de um sistema do tipo Mrp pode ser
potencializada quando utilizada em conjunto com um software APS. Ao invés de considerar o lead time como um valor fixo e a capacidade de produção como infinita, o APS pode planejar as ordens de fabricação de forma muito mais realista e atualizar as datas de solicitação de materiais, de modo que as necessidades de matérias--primas sejam planejadas para as datas certas. Este tipo de abordagem pode reduzir os estoques de materiais e garantir que os suprimentos necessários para viabili-zar os planos estejam disponíveis quando realmente for necessário.Programe as manutenções preventivas e os setups exter-nos
Além de realizar a programação das ordens de fabri-cação, o APS pode ser utilizado para planejar as manu-tenções preventivas de modo que preencham lacunas de capacidade ociosa dos recursos ao invés de inter-rompê-los em períodos críticos. Além disso, a progra-mação no APS pode enxergar a equipe de manutenção como uma restrição e informar o plano detalhado de trocas que devem ser feitas em cada um dos recursos por dia, de modo a motivar as iniciativas de antecipação de tarefas que podem ser feitas como setup externo, ou seja, realizadas sem a interrupção da máquina.
considerações finaisos conceitos de lean Manufacturing surgiram como
resposta a uma grande crise, que forçou o desenvolvimento de soluções para extrair o máximo de resultados com o mínimo possível de recursos, por meio do ataque às perdas no processo de toda a cadeia de suprimen-tos. essa foi a diretriz que forçou o surgimento do lean há 40-50 anos, mas o mesmo desafio pode ser transportado para os dias de hoje, em que prevalecem as em-presas que conseguem produzir os seus produtos com qualidade, eficiência e menor custo opera-cional possível.
a melhor forma de utilizar o aps depende da cultura da em-presa e o estágio atual de pro-gresso das ferramentas utilizadas para o planejamento, programa-ção e controle da produção. por figura 4. Depois do APS & LEAN (fonte: adaptado de Mollison, 2009).
figura 3. Antes do APS & LEAN (fonte: adaptado de Mollison, 2009).

71
exemplo, uma empresa que possui uma forte cultura de lean Manufacturing e está bem adaptada a esta aborda-gem pode preferir utilizar o aps para cálculo de nivela-mento Heijunka ou planejamento e controle dos Kan-bans. Já as empresas que estão iniciando a transição para o sistema lean, podem preferir utilizar mais os recursos de programação fina e buscar um sistema orientado contra pedido para se tornarem mais enxutas. Por outro lado, uma empresa que trabalha rigorosamente no aps com a programação detalhada de todas as operações pode ser muito beneficiada com iniciativas do Lean, pois além de obter benefícios que podem auxiliar na redução de setups, melhorias de layout, redução de problemas de qualidade e maior estabilidade dos processos. por fim, destaca-se que a implementação conjunta das ini-ciativas de lean e aps pode funcionar em um mode-lo híbrido de programação fina para etapas críticas do processo que precisam ser programadas e sistema de programação puxada para operações que possuem as características adequadas a este tipo de processo.
As aplicações práticas do uso conjunto das práticas de lean Manufacturing e os softwares aps apresenta-
dos neste artigo representam alguns exemplos de su-cesso desta abordagem. certamente, outras aplicações podem ser realizadas neste mesmo sentido, pois existe um alto grau de complementaridade entre as soluções, seja no que se refere ao conceito teórico e filosofia en-volvida, seja nos objetivos estratégicos que orientam os projetos de implantação.
ReferênciasFAÉ .C. S.; ERHART, A. (2010). Desafios e tendências dos siste-mas APS no Brasil. Revista MundoLogística, n 10, maio/junho, 2010.ERHART, A.; FAÉ, C. S.; MENESES, G. Sistemas Avançados de Planejamento da Produção: Uma Aplicação na Indústria Moveleira. X Simpósio de Administração da Produção, Logística e Operações Internacionais. Rio de Janeiro, 2007.LIDDEL, M. Little Blue Book of Scheduling. Florida: Joshua1nine Publishing, 2008.LIDDEL, M. The Future of APS and Lean. São Francisco, 2011.MOLLISON, C. Positioning Preactor. Johannesburg, 2009.NOVELS, M. Synchronisation of Production. Preactor Interna-tional. England, 2011. LIKER, J. K.; BURR, K. Advanced Planning Systems as an Enabler of Lean Manufacturing. Automotive Manufacturing & Production, fevereiro, 1999.OHNO, T. Toyota Production System: Beyond Large-Scale Produc-tion. Estados Unidos: Productivity Press, 1988.