desenvolvimento de processos complementares a unidades de ... nº... · a nível industrial e...
TRANSCRIPT

Desenvolvimento de processos complementares a
unidades de produção de biodiesel e central de vapo r
Daniela Alexandra Potrica Guerreiro
Dissertação para obtenção do Grau de Mestre em
Engenharia Química
Júri
Presidente: Professor Sebastião Manuel Tavares da Silva Alves
Orientador: Professora Ana Maria de Figueiredo Brites Alves
Co-Orientador: Doutor Renato Henriques de Carvalho
Vogal: Professora Maria de Lourdes dos Santos Serrano
Novembro de 2011
i
Índice
1. Introdução ......................................................................................................................... 1
1.1. Objectivo do trabalho ........................................................................................... 1
1.1.1. Valorização da glicerina proveniente da produção de Biodiesel ................................ 1
1.1.2. “Cleaning in Place”- CIP .............................................................................................. 1
2. Processo de valorização energética de Glicerina ............................................................ 2
2.1. Desenvolvimento do processo de queima de glicerina ....................................... 2
2.1.1. Tipos e tecnologias de cavitação ................................................................................ 3
2.1.2. Descrição da Central de Vapor ................................................................................... 7
2.1.3. Descrição sintética dos Flowsheets e outras alterações ao sistema actual ............... 9
2.1.4. Algumas considerações adicionais no que respeita às diferentes Tecnologias ....... 12
2.1.5. Conclusões sobre o sistema de mistura e queima ................................................... 12
2.2. Balanços de Massa e Energia ........................................................................... 15
2.3. Dimensionamento de Equipamento .................................................................. 17
2.3.1. Dimensionamento de Decantadores e bacia de retenção ........................................ 17
2.3.2. Equipamentos Auxiliares ........................................................................................... 17
2.3.3. Instrumentação .......................................................................................................... 17
2.3.4. Isolamento e traçagem .............................................................................................. 18
2.3.5. Instalação eléctrica .................................................................................................... 18
2.4. Análise Económica ............................................................................................ 18
2.4.1. Cálculo do investimento ............................................................................................ 18
2.4.2. Escolha dos fornecedores de equipamento .............................................................. 19
2.4.2.1. Propostas para Caudalímetros: ......................................................................... 20
2.4.2.2. Propostas para sensores de nível alto e sensores de nível de radar: .............. 20
2.4.2.3. Propostas para Bombas de carretos: ................................................................ 21
2.4.2.4. Propostas para decantadores, bacia de retenção e sua montagem: ................ 21
2.4.2.5. Propostas para instalação Eléctrica: ................................................................. 21
2.4.2.6. Propostas para isolamento de tubagem: ........................................................... 21
2.4.2.7. Propostas para isolamento de decantadores: ................................................... 22
2.4.2.8. Propostas e observações para sistema de mistura: ......................................... 22
2.4.3. Descrição das situações estudadas .................................................................. 25
2.4.4. Considerações e informações para a análise económica ........................................ 26
2.4.5. Resultados e conclusões .......................................................................................... 27
2.4.6. Substituição da caldeira GEVA pela STB 2000 com as diferentes misturas ............ 32
2.4.7. Diagrama de Gantt com planeamento de tesouraria ................................................ 34
3. Sistema de CIP na unidade de Produção de Biodiesel ................................................. 35
3.1. Definição e algumas considerações sobre CIP ................................................. 35
3.2. Descrição sucinta da UPB ................................................................................. 39
3.3. Situação actual .................................................................................................. 39
3.4. Análise económica ............................................................................................. 42

ii
3.4.1. Cálculo do investimento ............................................................................................ 42
3.4.2. Cenários estudados .................................................................................................. 42
3.4.3. Fornecedores de Equipamento ................................................................................. 45
3.4.4. Especificações requeridas para os equipamentos.................................................... 45
3.4.4.1. CIP Fixo: ............................................................................................................ 45
3.4.4.2. CIP Portátil: ........................................................................................................ 46
3.4.4.2.1. Construção de um CIP portátil: ......................................................................... 46
3.4.4.3. Mangueiras: ....................................................................................................... 47
3.4.5. Propostas de fornecedores ....................................................................................... 47
3.4.5.1. Propostas de CIP Fixo e Portátil (KIT): ............................................................. 47
3.4.5.2. Propostas de mangueiras: ................................................................................. 47
3.4.5.3. Propostas de Bomba centrífuga: ....................................................................... 48
3.4.6. Resultados obtidos e discussão ................................................................................ 48
3.4.7. Diagrama de Gantt do projecto de CIP com planeamento de tesouraria ................. 50
4. Conclusões finais ........................................................................................................... 51
5. Bibliografia ...................................................................................................................... 52
6. Anexos ............................................................................................................................ 54
Anexo 1 Flowsheets efectuados ...................................................................................... 54
Anexo 1.1 Flowsheet Nº 1 .................................................................................... 54
Anexo 1.2 Flowsheet Nº 2 .................................................................................... 55
Anexo 1.3 Flowsheet Nº 3 .................................................................................... 56
Anexo 1.4 Flowsheet Nº 4 .................................................................................... 57
Anexo 1.5 Flowsheet Nº 5 .................................................................................... 58
Anexo 1.6 Flowsheet Nº 6 .................................................................................... 59
Anexo 1.7 Flowsheet Nº 7 .................................................................................... 60
Anexo 2 Capacidades máximas de cada caldeira ........................................................... 61
Anexo 3 Valores de factor de emissão, oxidação e PCI dos combustíveis Fósseis
utilizados ............................................................................................................ 61
Anexo 4 Determinação de perda de carga ...................................................................... 62
Anexo 5 Dimensionamento detalhado dos decantadores ............................................... 64
Anexo 6 Folha de especificação dos Decantadores........................................................ 67
Anexo 7 Vista de cima do local de implementação da bacia de retenção e decantadores
e respectivas dimensões ................................................................................... 68
Anexo 8 Tabela de preços de tubagem e acessórios utilizada ....................................... 69
Anexo 9 Discriminação de preços e quantidades de tubagem e acessórios .................. 70
Anexo 10 Discriminação de tipos, preços e quantidades dos equipamentos escolhidos . 72
Anexo 11 Resultados de todos os cenários de análise económica .................................. 75
Anexo 12 Quantidade de biodiesel necessária para produzir ácidos gordos necessários
para a situação actual ........................................................................................ 78

iii
Anexo 13 Relação entre o preço do fuel e gás natural para cada mistura na caldeira STB
2000 ................................................................................................................... 80
Anexo 14 Relação entre o preço do gás natural e dos ácidos gordos caso estes sejam
comprados a terceiros ....................................................................................... 80
Anexo 15 Diagrama de Gantt com planeamento de tesouraria ........................................ 81
Anexo 16 Descrição dos permutadores de calor e separadoras centrífugas da UPB ...... 82
Anexo 17 Discriminação de tubagem e acessórios ( (26), (27)) ....................................... 85
Anexo 18 Discriminação de tipos, preços e quantidades dos equipamentos escolhidos . 85
Anexo 19 Custo de construção do tanque de CIP Portátil ................................................ 86
Anexo 20 Tabela comparativa de fornecedores ................................................................ 87
Anexo 21 Diagrama de Gantt do projecto CIP com planeamento de tesouraria .............. 89

iv
Índice de figura
Figura 1- Comparação da eficiência (%) para as várias tecnologias em estudo (5) .................... 4
Figura 2- Comparação do rendimento cavitacional para várias tecnologias em estudo (5) ......... 4
Figura 3- Esquema simplificado do processo actual..................................................................... 8
Figura 4- Esquema simplificado com as alterações a implementar ............................................ 13
Figura 5- Esquema descritivo dos tipos de balanços de massa e energia efectuados .............. 15
Figura 6- Variação do payback time para as diferentes situações ............................................. 27
Figura 7- Número de situações com payback time menor que doze meses para cada tecnologia
..................................................................................................................................................... 28
Figura 8- Representação gráfica do limiar de rentabilidade para as várias misturas de
combustível ................................................................................................................................. 33
Figura 9- Representação gráfica do limiar de rentabilidade para a situação de 100% de ácidos
gordos .......................................................................................................................................... 34
Figura 10 - Desenho de Spray ball (24) ...................................................................................... 37
Figura 11- Esquema simplificado de um ciclo CIP ...................................................................... 38
Figura 12- Nº de ocorrências de CIP e aberturas para limpeza nos equipamentos da zona de
neutralização (25) ........................................................................................................................ 40
Figura 13- Nº de ocorrências de CIP e aberturas para limpeza nos equipamentos da zona de
transesterificação (25) ................................................................................................................. 41
Figura 14- Nº de ocorrências de CIP e aberturas para limpeza nos equipamentos das zonas de
recuperação de metanol e evaporação de glicerina (25) ............................................................ 41
Figura 15 - Esquema de todos os cenários de análise económica ............................................ 43
Figura 16 - Esquema do sistema CIP fixo na zona de neutralização (26) .................................. 44
Figura 17 - Esquema do sistema CIP fixo na zona de transesterificação (26) ........................... 44
Figura 18 - Esquema de um possível sistema CIP fixo .............................................................. 46
Figura 19 - Esquema de CIP portátil ........................................................................................... 47
Figura 20- Flowsheet Nº 1 ........................................................................................................... 54
Figura 21- Flowsheet Nº 2 ........................................................................................................... 55
Figura 22- Flowsheet Nº 3 ........................................................................................................... 56
Figura 23- Flowsheet Nº 4 ........................................................................................................... 57
Figura 24- Flowsheet Nº 5 ........................................................................................................... 58
Figura 25- Flowsheet Nº 6 ........................................................................................................... 59
Figura 26- Flowsheet Nº 7 ........................................................................................................... 60
Figura 27- Gráfico para determinar o factor de atrito do Re e da rugosidade relativa do tubo .. 62
Figura 28- Desenho esquemático de um decantador ................................................................. 64
Figura 29- Desenho esquemático do cone ................................................................................. 66
Figura 30- Folha de especificação dos decantadores ................................................................ 67
Figura 31- Vista de cima do local de implementação dos decantadores ................................... 68
Figura 32- Representação gráfica da produção de FFA e seu rendimento ................................ 79

v
Índice de Tabelas
Tabela 1- Comparação da eficiência energética para as diferentes tecnologias (5) .................... 5
Tabela 2- Quadro comparativo de tecnologias para promover emulsão ...................................... 6
Tabela 3- Vantagens e desvantagens de cada hipótese de implementação estudada ............. 11
Tabela 4- Valores máximos de cada composto a incorporar para os diferentes cenários ......... 16
Tabela 5- Propriedades dos fluidos que passam nos diversos equipamentos ........................... 19
Tabela 6- Condições e resultados das experiências laboratoriais com ultra-sons ..................... 23
Tabela 7- Situações a que se efectuaram análises económicas para cada tecnologia ............. 25
Tabela 8- Preços de matérias-primas e electricidade ................................................................. 27
Tabela 9- Situações com payback time até doze meses ............................................................ 29
Tabela 10 -Características dos fluidos em contacto com os sistemas ....................................... 45
Tabela 11 - Resultados de todos os cenários estudados considerando a proposta inicial da
Silase ........................................................................................................................................... 48
Tabela 12 – Resultados de todos os cenários estudados considerando a proposta da Silase
com aditamento ........................................................................................................................... 49
Tabela 13 - Resultados de todos os cenários estudados considerando a proposta da Arsopi .. 49
Tabela 14- Capacidade máxima dos queimadores e margem de consumo de fuelóleo (12) .... 61
Tabela 15- Factores de emissão e oxidação e PCI de vários combustíveis (14) ....................... 61
Tabela 16- Valores de Kc para vários tipos de acessórios ......................................................... 63
Tabela 17- Relação entre as fases contínua e dispersa (16) ..................................................... 64
Tabela 18- Relação entre a turbulência e os problemas na separação (16) .............................. 65
Tabela 19- Tabela de preços de tubagem e acessórios utilizados (27) ..................................... 69
Tabela 20- Preços e quantidades de tubagem e acessórios (27) e (28) .................................. 70
Tabela 21- Preço de Caudalímetros para cada fornecedor ........................................................ 72
Tabela 22- Preço de sensores de nível alto para cada fornecedor ............................................ 72
Tabela 23- Preço de sensores de nível de radar para cada fornecedor .................................... 73
Tabela 24- Preço de Bombas para cada fornecedor .................................................................. 73
Tabela 25- Preço de decantadores e bacia de retenção ............................................................ 73
Tabela 26- Preço de isolamento de tubagem e acessórios para diferentes diâmetros de
tubagem ....................................................................................................................................... 73
Tabela 27- Preço de isolamento de decantadores para cada fornecedor .................................. 74
Tabela 28- Preço de sistemas de misturas para cada fornecedor ............................................. 74
Tabela 29- Preços e quantidades de tubagem e acessórios ...................................................... 74
Tabela 30- Tabela resumo com os resultados das análises económicas .................................. 75
Tabela 31- Valores de produção anuais de biodiesel e ácidos gordos ...................................... 78
Tabela 32- Relação entre preço do gás natural e fuel para as diferentes situações .................. 80
Tabela 33- Relação entre o preço do gás natural e ácidos gordos ............................................ 80
Tabela 34 - Diagrama de Gantt com planeamento de tesouraria ............................................... 81
Tabela 35 - Descrição dos equipamentos da UPB ..................................................................... 82
Tabela 36 - Discrição de tubagem e acessórios ......................................................................... 85

vi
Tabela 37 - Preço de sistemas de CIP dados pelos diferentes fornecedores ............................ 85
Tabela 38- Preço de bombas centrífugas dados pelos vários fornecedores .............................. 86
Tabela 39 - Preço de vários tipos mangueiras fornecidos pela empresa Meteoro ..................... 86
Tabela 40 - Dados de chapas de inox para construção de tanque 150L ................................... 86
Tabela 41 - Tabela Comparativa de fornecedores ...................................................................... 87
Tabela 42 - Diagrama de Gantt com planeamento de tesouraria para a proposta da Silase .... 89
Tabela 43 - Diagrama de Gantt com planeamento de tesouraria para a proposta da Silase com
aditamento ................................................................................................................................... 89
Tabela 44 - Diagrama de Gantt com planeamento de tesouraria para a proposta da Arsopi .... 90

vii
Índice de Abreviaturas
ATEX Zona de atmosfera explosiva
CIP Cleaning in place
CO2eq Dióxido de carbono equivalente
EFuel Emissões de fuel
EGN Emissões de gás natural
FE Factor de emissão
FFA Free Fatty acids (ácidos Gordos)
FO Factor de Oxidação
FU Numeração das correntes de fuelóleo
GL Numeração das correntes de Glicerina e/ou ácidos gordos
H3PO4 Ácido Fosfórico
HNO3 Ácido Nítrico
IDMEC- Polo IST Centro de Investigação e desenvolvimento de Engenharia Mecânica do
IST
IST Instituto Superior Técnico
NaOH Hidróxido de Sódio
PCI Poder Calorífico Inferior
PE Preço de emissão
PFFA Preço de ácidos gordos
PFuel Preço de fuel
PGlicerina Preço de glicerina
PGN Preço de gás natural
QFFA Caudal de ácidos gordos
QFuel Caudal de fuel

viii
QGlicerina Caudal de glicerina
QGN Caudal de gás natural
Rel. Relativa
STB Steambloc
Ton Toneladas
TP Tanque pulmão
UPB Unidade de Produção de Biodiesel

ix
Agradecimentos
Durante o decorrer deste trabalho usufrui da ajuda e apoio de algumas pessoas as
quais não posso deixar de agradecer. Gostaria de agradecer a:
- Ao Dr. Renato Henriques de Carvalho, pela orientação, ensinamento de conhecimento
a nível industrial e dedicação durante todo o estágio
- À Professora Ana Maria Alves pelo acompanhamento e orientação durante este
período.
- A todos os colaboradores da Iberol, que de alguma forma me prestaram auxílio, quer
esclarecendo algumas questões como pela boa disposição de todos os dias
- À minha família, amigos e namorado pela paciência durante o período de estágio e
escrita desta tese.

x
Resumo
A Iberol - Sociedade Ibérica de Biocombustíveis e Oleaginosas, S.A, é uma empresa
em actividade desde 1967 centrando-se na produção de farinhas para alimentação animal e
óleos e, desde 2006, biodiesel a partir de sementes de soja e colza.
Este trabalho encontra-se dividido em duas partes, sendo a primeira o desenvolvimento
de um projecto de queima de glicerina e/ou ácidos gordos para produção de vapor na central já
existente e a segunda, o estudo para implementação de um sistema de CIP portátil e/ou fixo.
A primeira parte do trabalho começou por uma pesquisa bibliográfica e levantamento
do sistema de fuel existente, de forma a projectar a melhor localização para implementação do
sistema. Realizaram-se 20 balanços de massa e de energia ao sistema de fuel da central de
vapor. Por último foram efectuadas 90 análises económicas. Optou-se por um projecto com
misturador dinâmico, com um investimento de 170.047 € e payback time entre 2 meses,
correspondentes ao cenário ácidos gordos comprados para duas caldeiras a funcionar em
simultâneo, e 11 meses para o cenário fuel, ácidos gordos e glicerina a 80€/ton na caldeira
STB1400.
A segunda parte deste trabalho consiste no desenvolvimento de sistemas de CIP fixo
e/ou portátil para a unidade de produção de Biodiesel. Realizou-se uma pesquisa bibliográfica
sobre a tecnologia CIP, seguindo-se a pesquisa e contacto com fornecedores e por fim a
análise económica, constituída por 9 cenários. Desenvolveram-se projectos com investimentos
entre 8.863€ e 94.660€ e com tempos de retorno que variam entre 1,7 e 16,2 meses.
Palavras-chave: Balanços, Emulsão, Cavitação, Co-combustão, CIP, Payback time.

xi
Abstract
The Iberol - Sociedade Ibérica de Biocombustíveis e Oleaginosas, S.A, established in
1967, extracts soybean and rapeseed grains to produce meal for animal feed, vegetable oils,
and since 2006 biodiesel.
This work it’s composed of two distinct parts, first the development of a project for the
burning of glycerin and/or fatty acids from steam production in a preexisting steam facility, and
second the study of the implementation of a portable and/or fixed CIP system.
The first part of the work began with a bibliographic research and survey of the existing
fuel system in order to project the best location to implement the final system. Were carried out
20 material and energy balances to the fuel systems in the steam unit and 90 economic
analysis. It was selected the project with the dynamic mixer, with an investment of 170.047 €
and payback time of two months, corresponding to the scenario of purchase fatty acids with two
boilers operating simultaneously, and 11 months for the mix of fuel, fatty acids and glycerin at
80 €/ton with the boiler, STB 1400.
The second part of the work consists in the development of the system CIP (Cleaning-
in-place), fixed and/or portable, for the Biodiesel production unit. It was performed a
bibliographic research about the CIP technology, followed by research and contact with
suppliers and finally the economic analysis, consisting of 9 scenarios. The projects developed
resulted in investments between 8.863€ and 94.660€ and payback time ranging from 1,7 to 16,2
months.
Keywords: Balances, Emulsion, Cavitation, Co-Combustion, CIP, Payback time.

1
1. Introdução
1.1. Objectivo do trabalho
Esta Tese de Mestrado encontra-se dividida em duas partes distintas sendo que a
primeira consiste num estudo para valorização da glicerina proveniente da produção de
Biodiesel e a segunda na implementação de sistemas de CIP (cleaning in place) fixo e/ou
portátil para a unidade de produção de Biodiesel.
1.1.1. Valorização da glicerina proveniente da produção de Biodiesel
O Biodiesel é obtido por meio de uma reacção de transesterificação de óleos vegetais,
como por exemplo soja, colza ou palma, através de catálise básica. A corrente resultante desta
operação contém, à saída do reactor, para além do biodiesel, ácidos gordos que não reagiram
e uma quantidade significativa de glicerina. Por cada dez unidades (em volume) de biodiesel
produzidas, obtém-se cerca de uma unidade de glicerina, o que aumenta a disponibilidade
deste composto no mercado ( (1) e (2)). Devido ao grande aumento de produção de biodiesel,
o mercado de glicerina encontra-se saturado o que provoca a desvalorização deste produto
tornando-se equivalente a um resíduo. Por esta razão devem-se estudar alternativas para a
valorização deste subproduto.
Existem várias aplicações possíveis para a glicerina, entre as quais a utilização desta
como combustível para caldeiras de produção de vapor. Poder-se-ia ainda recorrer à sua
transformação em produtos de maior valor acrescentado, como por exemplo, glicerina por
refinação ou outra tecnologia. A entrada em novos mercados é sempre uma situação arriscada
devido à elevada concorrência e estabilidade desta.
1.1.2. “Cleaning in Place”- CIP
Esta parte do trabalho tem como objectivo a implementação de sistemas Cleaning-in-
place (CIP) fixo e/ou portátil na unidade de produção de biodiesel (UPB) de forma a diminuir os
custos inerentes à desmontagem e limpeza dos equipamentos.

2
2. Processo de valorização energética de Glicerina
2.1. Desenvolvimento do processo de queima de glicerina
Efectuou-se uma pesquisa bibliográfica a cerca da queima de glicerina, pois considera-
se o processo a implementar mais adequado à situação actual devido ao facto desta estar a
um preço baixo e do risco de entrar em mercados novos. ( (1) e (2)). Através desta pesquisa e
análise, verificaram-se que existem alguns problemas na queima de glicerina pura, sendo os
mais importantes: o facto de esta ter uma viscosidade elevada a frio, a possibilidade de
formação de acroleína ( (1), (2) e (3)), a existência de sais provenientes do catalisador e o facto
de o seu Poder Calorífico Inferior (PCI) ser cerca de três vezes inferior ao PCI do Fuelóleo.
A acroleína é um composto tóxico e instável que se forma quando o glicerol é aquecido
acima de 280ºC ( (1) e (2)). Esta temperatura é inferior à temperatura de auto-ignição do
glicerol (370ºC) ( (1) e (2)), pelo que a acroleína forma-se antes da combustão.
O valor limite de emissões de acroleína é de 20 mg/m3. (4)
De modo a tentar diminuir estes efeitos negativos, considerou-se a hipótese de fazer
misturas de glicerina com fuelóleo (combustível utilizado actualmente na central de vapor).
Ensaiou-se experimentalmente misturas de ácidos gordos em fuelóleo provenientes da
produção de biodiesel visto que esta mistura também pode ser utilizada como combustível,
assim como a queima somente de ácidos gordos. Para a queima dos ácidos gordos a 100 %
verificaram-se, no entanto, alguns problemas de sujidade dos queimadores. Para estas
misturas de ácidos gordos com fuelóleo em diferentes percentagens, este processo apresentou
alguns problemas e instabilidades na produção de vapor, devido ao facto de existir uma mistura
ineficiente.
A Iberol formou recentemente uma parceria na área da valorização energética da
glicerina com o IDMEC- Polo IST, na qual se estão a efectuar ensaios de atomização em piloto
e ensaios para avaliação do processo de emissões de poluentes em co-combustão, dos quais
ainda não se obtiveram resultados devido à fase embrionária em que se encontra o projecto.
A glicerina apresenta uma menor viscosidade que o fuelóleo à mesma temperatura pelo
que irá diminuir a viscosidade global da mistura tenderá a diminuir, melhorando em princípio as
condições de escoamento e de atomização. É importante obter uma emulsão estável destes
dois compostos uma vez que a glicerina é imiscível em fuelóleo. Esta emulsão é essencial para
que seja possível obter uma queima estável e evitar assim danos nos queimadores e produzir
vapor sem instabilidades nas caldeiras.
Os ácidos gordos têm um PCI cerca de 90% do PCI do fuel, são parcialmente miscíveis
em fuel e uma viscosidade menor que a glicerina constituindo assim uma solução mais

3
acessível. Desta forma, caso o sistema para obter uma emulsão entre glicerina e fuel funcione,
também de certo funcionará para ácidos gordos pois tem características que promovem uma
maior miscibilidade e já se conhece o comportamento devido à experiência anteriormente
referida.
Após pesquisa bibliográfica sobre a formação de emulsões, verificou-se que as técnicas
de cavitação e misturadores mecânicos (dinâmicos) podem ser utilizadas.
2.1.1. Tipos e tecnologias de cavitação
A cavitação é o fenómeno que consiste na formação, crescimento e colapso de micro-
bolhas (cavidades) que resulta numa elevada densidade energética. Esta ocorre quando a
pressão local é igual ou inferior à pressão de vapor para a temperatura da mistura.
Existem várias formas de provocar a cavitação, sendo as principais apresentadas em
seguida (5):
-Cavitação Acústica ou Ultra-sónica: São provocadas variações de pressão usando
ultra-sons. Esta pode ser chamada sonoquímica (sonochemistry).
- Cavitação Hidrodinâmica: A diferença de pressão é obtida criando variação de
velocidade através da geometria do sistema, isto é, colocando constrangimentos, como por
exemplo placas de orifício ou venturi.
- Cavitação Óptica: É produzida por fotões de alta intensidade, laser.
- Cavitação de Partículas: Produzida por um feixe de partículas elementares, por
exemplo neutrões.
Os tipos de cavitação que têm vindo a ser utilizados com mais frequência, tanto à escala
laboratorial como à escala industrial, são a cavitação hidrodinâmica e a cavitação acústica,
pelo que, a pesquisa bibliográfica incidiu mais nestes 2 tipos de cavitação.
Para sistemas heterogéneos líquido – líquido, o colapso cavitacional na interface, ou
próximo dela, causará a mistura, resultando assim em emulsões muito finas aumentando assim
a área superficial disponível. (5)
Quando ocorre o colapso das bolhas há libertação de energia, originando pontos
quentes de curta duração, que é utilizada para a formação da mistura, não havendo dissipação
de energia (5).

4
Nas Figura 1 e Figura 2 encontram-se as comparações entre equipamentos de ultra-
sons e equipamentos de cavitação hidrodinâmica em termos de eficiência energética e de
rendimento cavitacional (5). Rendimento cavitacional é dado pela intensidade de cavitação.
Figura 1- Comparação da eficiência (%) para as várias tecnologias em estudo (5)
Figura 2- Comparação do rendimento cavitacional para várias tecnologias em estudo (5)
Observa-se também pela tabela 1 que a cavitação hidrodinâmica é a mais eficiente
energeticamente seguindo-se a acústica e por fim a agitação mecânica. Há que notar também
0
20
40
60
80
100
Efic
iênc
ia E
nerg
étic
a (%
)
0,0E+00
5,0E-05
1,0E-04
1,5E-04
2,0E-04
2,5E-04
Ren
dim
ento
cav
itaci
onal

5
que a agitação mecânica é a que demora mais tempo, seguindo-se a cavitação hidrodinâmica
e por fim a cavitação acústica que apresenta o tempo mais reduzido (5).
Tabela 1- Comparação da eficiência energética para as diferentes tecnologias (5)
Tecnologia Tempo (min) Rendimento (%) Rendimento/energia (kJ)
Acústica 10 99 8,6x10-5
Hidrodinâmica 15 98 3,4x10-3
Convencional Com agitação 180 98 2,3x10-5
Sob refluxo 15 98 7,7x10-6
O aumento do perímetro total dos orifícios, parece ter um efeito favorável na actividade
cavitacional (6).
Na Tabela 2 encontram-se as comparações das 3 tecnologias em estudo, com base na
bibliografia consultada (5) (7), (8), (9), (10) e (11) isto é, agitação mecânica (convencional),
cavitação acústica e cavitação hidrodinâmica.

6
Tabela 2- Quadro comparativo de tecnologias para promover emulsão
Agitação mecânica
Cavitação Acústica Cavitação Hidrodinâmica
Ultrasound
horn
Ultrasound
bath
Multiple flow
cell
High-pressure
Homogeneizer (HPH)
High-speed
Homogeneizer
(HSH)
Orifice plate
Set-up Venturi
Eficiência
Energética (7) - 3%- 16% 40% 27%-40% 55% 43% 60% -
Rendimento
cavitacional (7) - Mais baixo Baixo Intermédio Elevado Intermédio
Mais
elevado -
Volumes
utilizados (ml) (7) - 50 500 1500 2000 1500 50000 -
Viscosidades
recomendadas (8) - Baixas viscosidades
Tensão
superficial (8) Baixa tensão superficial
Intensidade de
cavitação Elevada (5) Maior (9) Menor (9)
Consumo
energético (10) Maior (500 Wh/kg) Intermédio (250 Wh/kg) Menor (183 Wh/kg)
Scale-up
Tem Investimento
reduzido e é fácil de
implementar.
É difícil de implementar e de investimento
elevado (5)
É fácil de implementar e quanto maior o volume a processar, mais
rentável se torna utilizar este método ( (7), (10), (11). Investimento
elevado.

7
Após a consulta da bibliografia acima referida verifica-se que, apesar da cavitação
acústica apresentar intensidades cavitacionais elevadas, o método mais eficiente para efectuar
emulsões em operações industriais é a cavitação hidrodinâmica Tal facto é especialmente
devido à sua versatilidade, facilidade operacional e também à sua eficiência energética,
podendo-se obter intensidades cavitacionais semelhantes às da cavitação acústica utilizando
restrições de fluxo como por exemplo, placas de orifícios com várias configurações, obtidas
variando o número e o diâmetro dos orifícios.
Por outro lado há que se ter em conta o factor custo na decisão da tecnologia a utilizar
pois a melhoria na emulsão pode não justificar um eventual custo adicional. Os misturadores
mecânicos (dinâmicos) também podem realizar uma emulsão estável, podendo estes
compensar bastante a um nível económico global.
2.1.2. Descrição da Central de Vapor
A central de vapor é uma zona muito importante para esta empresa visto que os
processos utilizados são grandes consumidores de vapor directo ou indirecto. O vapor
produzido é utilizado, maioritariamente, para as zonas de extracção, preparação de sementes e
biodiesel. Parte deste vapor é ainda vendido para outra fábrica (Fábrica Cliente). Este vapor é
ainda utilizado para aquecer o fuel antes de este entrar no queimador.
Esta central de vapor é constituída por 4 caldeiras sendo que 2 delas funcionam
somente a fuel, 1 a fuel ou a gás natural (Bifuel), dependendo das necessidades fabris, e outra
somente a gás natural.
Em seguida encontra-se a descrição das caldeiras (12):
Caldeira STB 2000 - Caldeira Steambloc com funcionamento a fuel constituída por 2
queimadores com uma potência de 7.6 MW cada, com capacidade nominal para produzir 20
toneladas de vapor por hora.
Caldeira STB 1400 - Caldeira Steambloc com funcionamento a fuel e a gás natural
constituída por 2 queimadores com uma potência de 4,7 MW a fuel cada e 7,8 MW a gás
natural cada, com capacidade nominal para produzir 14 toneladas de vapor por hora.
Caldeira STB 600 - Caldeira Steambloc com funcionamento a fuel constituída por 1
queimador com uma potência de 4,1 MW com capacidade nominal para produzir 6 toneladas
de vapor por hora.
Caldeira GEVA - Caldeira com funcionamento a gás natural com capacidade nominal de
15 toneladas de vapor por hora

8
Após a análise de dados de produção de vapor das caldeiras, constatou-se que, em
média, as caldeiras funcionam a cerca de 80% da sua capacidade nominal.
De modo a tentar perceber qual o melhor local para incluir um sistema que forme uma
emulsão de fuel com Glicerina e/ou ácidos gordos no processo existente foi necessário fazer
um levantamento da instalação actual. Em seguida encontra-se uma breve descrição do
processo actual:
O fuel sai dos tanques pulmão em direcção a um conjunto de bombas protegidas por
filtros. O fuel é então aquecido num permutador de calor com vapor e/ou uma resistência
eléctrica, dependendo da necessidade. Após o aquecimento, o fuel segue em direcção ao
queimador, sendo que parte daquele é queimado e o restante retorna ao tanque pulmão. A
pressão de entrada no queimador é de 23 Bar (relativa) e a de retorno é de 10,5 Bar (relativa).
A razão de caudal no Queimador/caudal de retorno é constante e igual a 0,8.
Na figura a baixo encontra-se o esquema simplificado do processo actual:
Figura 3- Esquema simplificado do processo actual
Na central existem dois tanques pulmão que recebem fuel de um tanque exterior e
alimentam 3 caldeiras. O tanque pulmão 2 serve as caldeiras STB 2000 e STB 1400 e o tanque
pulmão 1 serve apenas a caldeira STB 600.
Dado que a introdução de um sistema de emulsão irá provocar algumas alterações na
central de vapor já existente, é necessário analisar várias hipóteses de localização possíveis.

9
2.1.3. Descrição sintética dos Flowsheets e outras alterações ao sistema
actual
De modo a ser possível estudar quais os locais onde se irá colocar o sistema de mistura,
efectuou-se o levantamento de todo o sistema de fuel existente na central. Em seguida
efectuaram-se vários Flowsheets com as diferentes hipóteses de implementação (Anexos 1).
Flowsheet 1:
A corrente de saída do TP 2 (tanque pulmão 2) e a corrente de glicerina e/ou ácidos
gordos juntam-se em linha seguindo posteriormente para o sistema de emulsão. Após emulsão,
parte da corrente retorna ao TP2 e o restante entra no sistema das caldeiras. Esta hipótese
assegura a homogeneidade da mistura mesmo com a entrada descontinua de fuel no tanque
pulmão mas só funciona para duas caldeiras (Ver Anexo 1.1).
Flowsheet 2:
O sistema de emulsão é colocado no retorno do queimador, isto é, a parte da corrente de
retorno do queimador é adicionada glicerina e/ou ácidos gordos e a corrente resultante irá para
o sistema de emulsão. Após a formação de emulsão a corrente retorna ao tanque pulmão. Esta
hipótese não assegura a homogeneidade de mistura devido à entrada descontinua de fuel e só
funciona para duas caldeiras (Ver Anexo 1.2).
Flowsheet 3:
As correntes de saída dos TP 1 e do TP2 juntam-se em linha de onde seguem para o
sistema de mistura, juntando-se posteriormente à corrente de glicerina e/ou ácidos gordos
proveniente de dois tanques/decantadores. Essa corrente constituída por fuel, glicerina e/ou
ácidos gordos vai entrar no sistema de emulsão após o qual se divide em duas de modo a
voltar para os tanques pulmão. Esta hipótese também não assegura a homogeneidade mas
funciona para as 3 caldeiras (Ver Anexo 1.3).
Flowsheet 4:
As correntes de retorno dos queimadores juntam-se em linha juntando-se posteriormente
com uma corrente de glicerina e/ou ácidos gordos. Esta corrente irá para o sistema de
emulsão. A corrente resultante irá retornar aos dois tanques pulmão. (Ver Anexo 1.4).

10
Flowsheet 5:
Este flowsheet é semelhante à hipótese 3 mas as correntes que vão para o sistema de
emulsão provêem directamente de uma corrente adicional dos tanques pulmão e não das
correntes de saída já existentes. Neste caso também não se garante a composição constante
na queima (Ver Anexo 1.5).
Flowsheet 6:
Este sistema é semelhante ao do Flowsheet 3 com a diferença de este sistema funcionar
para 2 caldeiras (Ver Anexo 1.6).
Flowsheet 7:
As correntes de saída dos TP 1 (FU3) e do TP2 (FU8) juntam-se em linha de onde
seguem para o sistema de mistura/homogeneização (GL12). Á corrente resultante junta-se à
corrente de Glicerina e/ou ácidos gordos (GL9) proveniente de dois tanques/decantadores.
Essa corrente constituída por fuel, glicerina e/ou ácidos Gordos vai entrar no sistema de
mistura após o qual a corrente divide-se em duas de modo a entrar nos dois sistemas de
caldeiras. Parte dessa corrente irá para o sistema do TP2 (GL14) e outra para o sistema de
TP1 (GL15). Para cada um destes sistemas parte da corrente retorna ao TP (GL14A e GL15A )
e o restante entra para a corrente de admissão às caldeiras (GL14B e GL15B ), assegurando-
se assim a composição necessária para a queima (Ver Anexo 1.7).
Outra alteração ao sistema actual é o facto de se colocarem dois tanques/decantadores
e bacia de retenção no interior da central de vapor. Estes decantadores vão servir para
armazenar glicerina ou ácidos gordos dependendo das necessidades. Existem dois tanques no
exterior da central que serviram para purgar ácidos gordos, mas estes não apresentam a
segurança necessária pois não têm bacia de retenção. Com a introdução dos dois
decantadores com bacia de retenção no interior da central não será necessário utilizar os
tanques do exterior, a não ser em caso de utilização de glicerina e ácidos gordos ao mesmo
tempo. Esta situação ocorre devido à necessidade de decantação e purga dos ácidos gordos
previamente antes de se enviar para o tanque decantador que alimentará o sistema (uma vez
que o outro tanque/decantador contém glicerina).
Na Tabela 3 encontram-se resumidos os vários tipos de Flowsheets desenvolvidos neste
trabalho e as vantagens e desvantagens de cada um.

11
Tabela 3- Vantagens e desvantagens de cada hipótese de implementação estudada
Flowsheet Vantagens Desvantagens
1
- O sistema é alimentado a partir de um tanque pulmão, minimizando oscilações de fluxo na admissão da bomba.
-Assegura a homogeneidade da corrente que vai para as caldeiras, apesar da introdução descontínua de fuel no tanque pulmão.
-Só funciona para duas caldeiras (STB 2000 e 1400).
2
-Não assegura a homogeneidade
da mistura, devido a entrada de
fuel em descontínuo.
- Só funciona para duas caldeiras.
3
- O sistema é alimentado a partir de um tanque
pulmão, minimizando oscilações de fluxo na
admissão da bomba.
- Funciona para as três caldeiras.
- Não assegura a homogeneidade
da corrente que vai para as
caldeiras, devido a entrada
descontínua de fuel no tanque
pulmão.
4
- Funciona para as três caldeiras.
-Não assegura a homogeneidade
da mistura, devido a entrada de
fuel em descontínuo.
5
- Funciona para as três caldeiras.
- O sistema é alimentado a partir de um tanque
pulmão, minimizando oscilações de fluxo na
admissão da bomba.
- Não assegura a homogeneidade
da corrente que vai para as
caldeiras, devido a entrada
descontínua de fuel no tanque
pulmão.
6
- O sistema é alimentado a partir de um tanque
pulmão, minimizando oscilações de fluxo na
admissão da bomba.
- Só funciona para duas caldeiras.
- Não assegura a homogeneidade
da corrente que vai para as
caldeiras, devido a entrada
descontínua de fuel no tanque
pulmão.
7
- O sistema é alimentado a partir de um tanque
pulmão, minimizando oscilações de fluxo na
admissão da bomba.
-Assegura a homogeneidade da corrente que vai
para as caldeiras, apesar da introdução descontínua
de fuel no tanque pulmão.

12
2.1.4. Algumas considerações adicionais no que respeita às diferentes
Tecnologias
Para hipóteses com cavitação por ultra-sons é necessário adicionar uma bomba a
montante do aparelho de modo a assegurar 2,5 bar de pressão mínima à entrada do mesmo
(valor dado pelo fabricante).
No caso da cavitação hidrodinâmica e do misturador dinâmico não é necessária essa
mesma bomba pois estes dois sistemas já têm essa força motriz incorporada. Pelo fabricante
sabe-se que não se deve utilizar cavitação hidrodinâmica no retorno do sistema de queima
devido ao facto de o caudal ser pequeno e de haver oscilações neste o que pode provocar
danos no queimador.
Também se sabe que não é possível realizar a cavitação hidrodinâmica introduzindo
apenas uma placa de orifício pois é necessária uma pressão muito elevada para que tal resulte.
Esta pressão só é alcançável utilizando uma bomba booster.
2.1.5. Conclusões sobre o sistema de mistura e queima
Analisando a Tabela 3 e as descrições anteriores de cada flowsheet, verifica-se que a
melhor opção de flowsheet será o número 7, pois este é o único que funciona para as 3
caldeiras e que assegura uma composição fixa no queimador. Em seguida apresenta-se um
diagrama de blocos simplificado com o sistema de mistura incorporado no sistema de caldeiras
já existente.

13
Tanque
de fuel
(Exterior)
Tanque
pulmãoFiltros Bombas
Aquecimento
com vapor e/ou
resistencia
Queimador
Sistema
de mistura
Decantadores
Glicerina e
FFA
Figura 4- Esquema simplificado com as alterações a implementar
Manter a percentagem dos compostos no queimador constante é essencial pois é
necessário assegurar a mesma produção de vapor respeitando o caudal máximo admitido a
cada queimador. Tal percentagem foi obtida mantendo a energia necessária para produzir a
quantidade máxima de vapor em cada caldeira e o caudal máximo permitido em cada
queimador.
A energia necessária para a produção de uma determinada quantidade de vapor é obtida
através da seguinte expressão:
����� =������� ���������������
���������������� (1)
�������á��� = ����� × � !�"#$%�&í'�( × ���������������� (2)
O caudal de combustível é obtido através de:
����� �� ������� =����)����������
� !+"#$%�&�'�(
(3)

14
Os valores utilizados para produção máxima de vapor em cada caldeira correspondem a
80% de capacidade máxima de utilização da mesma, isto é, actualmente as caldeiras só
conseguem, no máximo, produzir 80% da sua capacidade nominal.
Como o PCI da glicerina (13) é cerca de três vezes inferior ao PCI do fuel (14), a
quantidade de glicerina necessária para produzir a mesma quantidade de vapor é cerca de três
vezes a quantidade que é necessária utilizando somente fuel. Devido à restrição de caudal nos
queimadores não é possível queimar somente glicerina utilizando os mesmos queimadores. No
caso dos ácidos gordos a quantidade necessária é ligeiramente maior em relação ao fuel, uma
vez que o PCI destes (15) representa cerca de 90% do PCI do fuel, podendo assim utilizar-se,
em algumas situações, somente ácidos gordos nos queimadores.
Através da potência dos queimadores (Anexo 2) constata-se que tanto a caldeira STB
2000 como a STB 1400 não se encontram a trabalhar à carga máxima em termos de caudal de
combustível no queimador pelo que ainda existe uma pequena quantidade de combustível que
pode ser introduzida, isto é uma margem de caudal (Anexo 2). No caso da caldeira STB 600
observa-se que esta já se encontra a funcionar ao caudal máximo para produzir 5 Ton de
vapor/h, sendo por isso impossível fazer misturas com glicerina ou ácidos gordos para esta
produção de vapor. Esta caldeira só funciona quando há algum problema com alguma das
outras caldeiras ou quando só é necessária uma pequena quantidade de vapor, o que
acontece quando só estão a funcionar a zona de Biodiesel ou a fábrica cliente que necessitam
de 4,6 Ton vapor/h e 3,3 Ton vapor/h, respectivamente. Para estas produções de vapor já
existe a possibilidade de misturar ácidos gordos e/ou glicerina, constituindo assim cenários a
estudar.

15
2.2. Balanços de Massa e Energia
Os Balanços efectuados não podem ser mostrados nem descritos em pormenor devido
ao seu carácter confidencial na tese. No entanto é necessário descrever os cenários
efectuados e suas condições. Na Figura 5 encontra-se um esquema descritivo dos 20 balanços
efectuados.
Figura 5- Esquema descritivo dos tipos de balanços de massa e energia efectuados
Os balanços de massa e energia com misturas de fuel e ácidos gordos podem ser de
dois tipos como se pode ver no diagrama anterior. Na situação “FFA Produzidos” só se utilizam
os ácidos gordos provenientes da produção do biodiesel e a outra situação “ FFA comprados”
corresponde à utilização de ácidos gordos comprados para realizar a queima.
Para cada caldeira a percentagem de cada componente a incorporar é diferente. Na
Tabela 4 encontram-se os caudais totais e a quantidade máxima de incorporação destes
componentes em cada cenário.

16
Tabela 4- Valores máximos de cada composto a incorporar para os diferentes cenários
Cenários Cenários/Caudais Caudal no queimador
(kg/h) % glicerina % FFA % fuel
Misturas de fuel com:
Glicerina
2000 1354 18 0 82
1400 944 18 0 82
2000+1400 2298 18 0 82
600 (biodiesel) 366 10 0 90
600 (Fábrica cliente) 365 50 0 50
FFA
2000 1213 0 19 81
1400 850 0 27 73
2000+1400 2043 0 11 89
600 (biodiesel) 361 0 64 36
600 (Fábrica cliente) 265 0 87 13
FFA com disponibilidade
total
2000 1312 0 100 0
1400 913 0 100 0
2000+1400 2226 0 100 0
600 (biodiesel) 363 0 70 30
600 (Fábrica cliente) 268 0 100 0
Glicerina e ácidos Gordos
2000 1355 15 17 68
1400 945 15 25 60
2000+1400 2300 17 10 73
600 (biodiesel) 366 2 64 34
600 (Fábrica cliente) 366 43 47 10
Como foi referido anteriormente as percentagens acima referidas foram obtidas através
da energia necessária para produzir a quantidade máxima de vapor para cada caldeira não
ultrapassando a quantidade máxima de combustível que o queimador suporta.
Para cada cenário estipulou-se que a razão de Caudal do queimador/Caudal do retorno
se mantém no valor de 0,8 de modo a manter a pressão de 10,5 Bar (rel.) no retorno.
Para os balanços de energia considerou-se que não há variação de temperatura nos
sistemas de mistura. Considera-se assim que toda a energia fornecida ao sistema é
aproveitada para a mistura e não dissipa para aquecimento durante a sua formação.
Note-se que não foram efectuados cenários para situações em que estejam as três
caldeiras a funcionar. Tal deve-se ao facto de, por lei, como só existe um fogueiro por turno, no
máximo só podem estar duas caldeiras a funcionar ao mesmo tempo e também porque as
caldeiras STB 2000 e GEVA a funcionar em conjunto produzem vapor suficiente para as
necessidades da unidade fabril e da fábrica cliente.

17
2.3. Dimensionamento de Equipamento
Após a elaboração dos Balanços de Massa e Energia conseguiu-se então reunir a
informação necessária para pedir orçamentos a fornecedores e em casos necessários
proceder-se ao dimensionamento de equipamentos.
Para instalar o novo sistema é necessário fazer algumas alterações e adições de
tubagens e equipamentos como bombas, caudalímetros, tanques/decantadores, equipamento
necessário à cavitação hidrodinâmica, cavitação acústica ou misturador dinâmico.
No caso do presente trabalho apenas se procedeu ao dimensionamento detalhado dos
tanques/decantadores e sua bacia de retenção, tendo para o restante equipamento apenas
recolhido a informação necessária para pedir o orçamento.
2.3.1. Dimensionamento de Decantadores e bacia de retenção
Efectuou-se o dimensionamento de decantadores horizontais com um cone na
extremidade inferior deste, de modo a facilitar a remoção da água contida nos ácidos gordos. O
dimensionamento foi efectuado com base nos autores Silla (16), Coulson (17) e Walas (18). No
Anexo 5 encontra-se o dimensionamento detalhado dos decantadores.
A bacia foi dimensionada segundo regras heurísticas.
2.3.2. Equipamentos Auxiliares
Para implementar este novo sistema é necessário adicionar tubagem, válvulas, bombas,
curvas, tubo em T, caudalímetros e os sistemas de mistura. Para tal é necessário especificar os
fluidos existentes em cada equipamento e acessório, diâmetros nominais, temperaturas e
pressões, etc.
Vamos necessitar de válvulas de corte do tipo macho esférico e borboleta e válvulas anti-
retorno.
2.3.3. Instrumentação
São também necessários alguns equipamentos de medição e controlo, como é o caso de
indicadores de temperatura e sensores/indicadores de nível e nível alto.

18
2.3.4. Isolamento e traçagem
Foi também necessário especificar traçagem com vapor para as tubagens de saída dos
decantadores, e isolamento nas tubagens da saída dos decantadores e nas tubagens dos
tanques pulmão, devido à temperatura elevada dos fluidos nessas tubagens.
2.3.5. Instalação eléctrica
Outro aspecto a ter em atenção é o facto de ser necessário fazer instalação eléctrica
que sirva o sistema de controlo, bombas e os próprios sistemas de misturas.
2.4. Análise Económica
Após a formulação das hipóteses de flowsheet, da realização de todos os balanços de
massa e dimensionamento dos decantadores procedeu-se ao cálculo do investimento de modo
a analisar economicamente todas as situações em estudo.
Para tal calculam-se alguns indicadores da viabilidade de um projecto como é o caso de:
o tempo de retorno (Payback time), o valor actual líquido (VAL) e a taxa interna de rentabilidade
(TIR).
2.4.1. Cálculo do investimento
Para se obter o valor de investimento, foi necessário fazer o levantamento de tubagens,
acessórios e equipamentos essenciais para o funcionamento do sistema em estudo. Os preços
dos equipamentos foram obtidos através de consulta a fornecedores que enviaram as suas
melhores propostas.
Para o investimento também se tiveram em conta os preços de isolamento de tubagem e
decantadores, montagem dos decantadores e bacia de retenção e instalação eléctrica.
Colocou-se traçagem de vapor (tubagem de 1/4”) nas correntes de saída dos decantadores de
modo a evitarem-se problemas com o escoamento durante o inverno, visto que esta tubagem
vai entrar no sistema de mistura.

19
Optou-se por fazer somente este estudo para a implementação do sistema nas três
caldeiras visto que a diferença para o sistema de duas caldeiras seria só em termos de
tubagem não alterando significativamente o investimento, já que os equipamentos
fundamentais seriam exactamente os mesmos.
O valor total do investimento depende da tecnologia a utilizar, pelo que se obtiveram
vários valores de investimento para os respectivos cenários.
No Anexo 9 encontra-se uma tabela com todo o levantamento de tubagem e acessórios
necessários à implementação deste projecto e respectivos preços. Estes preços unitários foram
obtidos através do sistema MAC (Iberol). Os preços dos equipamentos encontram-se no Anexo
10.
Para o cálculo do investimento adicionou-se ainda 10% como margem para imprevistos.
2.4.2. Escolha dos fornecedores de equipamento
Para se efectuarem os pedidos de orçamentos dos equipamentos foi necessário facultar,
aos fornecedores, as propriedades dos fluidos e as condições operatórias dos mesmos. Em
seguida apresentam-se os principais dados enviados para os vários fornecedores.
Tabela 5- Propriedades dos fluidos que passam nos diversos equipamentos
Propriedades Valor
Densidade FFA (kg/m3) (90ºC) 839
Densidade glicerina (kg/m3) (90ºC) 1170
Densidade FFA (kg/m3) (60ºC) 858
Densidade glicerina (kg/m3) (60ºC) 1190
Viscosidade FFA (Pa.s) (90ºC) 0,012
Viscosidade glicerina (Pa.s) (90ºC) 0,019
Viscosidade FFA (Pa.s) (60ºC) 0,047
Viscosidade glicerina (Pa.s) (60ºC) 0,073
Densidade Fuel (kg/m3) (90ºC) 990
Viscosidade fuel (Pa.s) (90ºC) 0,062
Outras informações adicionais fornecidas foram: a perda de carga a montante da bomba,
diâmetro previsto de tubagem, pressões de entrada e saída nos equipamentos, altura do último
equipamento, caudal total, tipo e material do equipamento e também o número de
equipamentos. Para as bombas solicitou-se também um dimensionamento para regime de
trabalho Heavy duty.

20
Enfatizou-se para todos os equipamentos o facto de prever a utilização de FFA que
contêm biodiesel, pelo que os vedantes deverão ser em teflon ou viton. Como os ácidos gordos
são corrosivos todos os equipamentos deverão ser pelo menos em aço inox 316.
Referiu-se ainda que o local de implementação era uma zona não classificada, ou seja,
zona sem atmosfera explosiva.
No caso dos decantadores enviou-se a folha de especificação e o desenho do local de
implementação visto de cima apresentados nos Anexo 6 e Anexo 7 respectivamente.
2.4.2.1. Propostas para Caudalímetros:
Das várias opções de caudalímetros, os caudalímetros/totalizadores do tipo Coriolis
foram os seleccionados pois permitem a leitura de caudal mássico e/ou volumétrico. Os
caudalímetros apresentados pela Spirax Sarco eram de rodas ovais construídos em alumínio e
aço e os da Tecnisis eram contadores mecânicos bastante mais dispendiosos, ambos apenas
com a medição volumétrica. Dentro dos quatro fornecedores que propunham contadores do
tipo Coriolis, as propostas da ABB e da Tecnilab foram colocadas de parte pois eram as mais
dispendiosas quando comparadas com as restantes. Entre as restantes propostas de
contadores escolheu-se a da Endress+Hauser apesar de ser 7.4% mais cara que a da
Yokogawa. Tal escolha é devida ao facto de que a Iberol apresenta nas suas instalações
outros contadores desta empresa, a Iberol está satisfeita com a qualidade que apresentam, a
assistência técnica é boa, o conhecimento para manutenção é elevado e existem peças
universais em armazém para reparação dos mesmos em caso de necessidade. A Yokogawa
não tem nenhum representante perto desta instalação pelo que seria mais complicado ter
assistência técnica. Existem poucos caudalímetros desta marca na Iberol. Para consulta de
todos os preços obtidos consultar Tabela 21 do Anexo 10.
2.4.2.2. Propostas para sensores de nível alto e sensores de nível de radar:
No caso dos sensores de nível de radar e nível alto só temos três fornecedores. Nestes
equipamentos, tal como anteriormente, eliminou-se a opção da Tecnilab devido ao elevado
valor apresentado.
Para os sensores de nível alto escolheu-se Endress+Hauser por ser o mais barato e tal
como foi referido anteriormente o fornecedor é fiável. Quanto aos sensores de nível de radar os
da Endress +Hauser são um pouco mais caros (cerca de 3.6%) que os da ABB mas, pelas
mesmas razões descritas e uma vez que a encomenda já seria feita para os contadores e o

21
outro sensor de nível alto, optou-se pelo equipamento desta empresa (Ver Anexo 10, Tabela 22
e Tabela 23).
2.4.2.3. Propostas para Bombas de carretos:
Para as bombas de glicerina e/ou ácidos gordos obtivemos resposta de dois
fornecedores (ver Anexo 10). As bombas para glicerina da BNT apesar de mais caras foram as
seleccionadas pois estas são de carretos externos, apresentando um menor desgaste ao longo
do tempo e cuja manutenção é mais acessível. Estas bombas também têm a possibilidade de
limpeza através de um sistema de CIP.
Para o caso da bomba que antecede o aparelho de ultra-sons, não foi feito nenhum
pedido de orçamento. Fez-se uma estimativa através dos catálogos das mesmas empresas
para um caudal aproximadamente de 7 m3/h. Verificou-se que uma bomba do mesmo tipo,
similar à apresentada na proposta da Axflow mas com um motor de maior rotação suportava
este caudal. O preço estimado encontra-se na Tabela 24 presente no Anexo 10. Estimou-se
também que este motor seja de 5 kW.
2.4.2.4. Propostas para decantadores, bacia de retenção e sua montagem:
Para decantadores e bacia de retenção obteve-se resposta de apenas do fornecedor
Motrinde, apesar de se ter contactado também a empresa Sobelse. Os preços obtidos foram os
apresentados na Tabela 25 do Anexo 10.
2.4.2.5. Propostas para instalação Eléctrica:
Para a instalação eléctrica temos apenas uma proposta da empresa Sognéctica que
toma o valor de 26.282,90€.
2.4.2.6. Propostas para isolamento de tubagem:
Para o isolamento de tubagem só se tem a proposta de Quaresma & Gomes Lda. No
Anexo 10, Tabela 26, encontram-se discriminados os preços de isolamento de tubagem e
acessórios.

22
2.4.2.7. Propostas para isolamento de decantadores:
Como se pode observar na Tabela 27, presente no Anexo 10 o isolamento para
decantadores efectuado por Quaresma & Gomes é mais barato que o feito pela Motrinde. Este
isolamento tem uma protecção mecânica com chapa de alumínio fixa com parafusos. Também
foi considerada uma caixa por aparelho para flange cega. Outro facto a ter em conta é que o
isolamento da tubagem seria adjudicado à empresa Quaresma & Gomes.
Por estas razões opta-se pelo isolamento térmico de Quaresma & Gomes Lda.
2.4.2.8. Propostas e observações para sistema de mistura:
Existem três hipóteses para o sistema de mistura e para cada uma delas temos
somente um fornecedor, como se pode observar na Tabela 28 do Anexo 10.
O preço para a cavitação acústica referido na tabela acima refere-se apenas ao aparelho
de ultra-som sendo necessário ter também em conta o valor da bomba que é necessário
adicionar para que ocorra cavitação (criação de condições mínimas de pressão).
Efectuou-se, em parceria com a Arisdyne, uma experiência laboratorial de modo a
comparar a cavitação hidrodinâmica com um agitador mecânico com cerca de 2000 rpm, para
uma mistura de 25% de glicerina com fuel a 60ºC durante 15 minutos e ambas resultaram
numa emulsão estável, mesmo após duas semanas. Observou-se também que para
experiências à temperatura ambiente não se obteve emulsão para uma pequena percentagem
de glicerina na mistura.
O preço para o equipamento de cavitação hidrodinâmica não foi obtido através de
dimensionamento, mas sim através de uma estimativa para condições de produção de
biodiesel, já que é nesta área que o fornecedor tem experiência. Como o caudal do sistema em
estudo é menor que o utilizado para biodiesel, o custo obtido pode estar sobrestimado.
No caso da cavitação com ultra-sons também se efectuaram experiencias laboratoriais,
em parceria com a Hielscher para amostras de fuelóleo e glicerina com 0,5 kg no total. Os
resultados obtidos encontram-se na Tabela 6.

23
Tabela 6- Condições e resultados das experiências laboratoriais com ultra-sons
Amplitude do
Equipamento
(%)
% (m/m)
Glicerina
Potência do
aparelho
(W)
Tempo
decorrido
(min)
Temperatura
da amostra
(ºC)
Resultados observados
20 10 160 8 40 Decantou completamente
após 2 horas
100 20 160 8 60 Emulsão estável mesmo
após 4 meses
100 30 240 8 60 Emulsão estável mesmo
após 4 meses
Como se pode observar na Tabela 6 a experiência com 10% de glicerina a 40ºC
decantou completamente após 2 horas e que para amostras com maior concentração de
glicerina e 60ºC obteve-se uma emulsão estável durante meses. Pode-se concluir que a
temperatura da mistura é uma variável muito importante para a obtenção da emulsão pois
influencia consideravelmente a viscosidade. Outros factores que podem também influenciar a
formação da emulsão são a amplitude do equipamento e a potência do aparelho. A amplitude
do equipamento é dada pela amplitude de vibração do sonotrode. Quanto maior a amplitude,
maior a vibração do equipamento e consequentemente maior a deslocação de liquido,
provocando uma maior mistura/emulsão. Para a amostra com menor quantidade de glicerina a
amplitude do aparelho era de apenas 20% e nas restantes já era 100%. Quanto à potência do
aparelho observa-se que para a mistura com maior quantidade de glicerina se utilizou um
aparelho com mais potência. Este facto reflecte a crescente dificuldade de provocar a emulsão
para quantidades crescentes de glicerina.
Para a cavitação acústica também não houve um dimensionamento pormenorizado do
equipamento. Como a experiência não foi realizada para os caudais necessários para a
queima, o custo do aparelho de ultra-sons pode ser diferente do proposto, visto que a potência
proposta pode não ser suficiente para a promoção de emulsão no caudal necessário.
Face ao preço elevado do aparelho de cavitação hidrodinâmica procurou-se outra
alternativa mais económica. Optou-se então por um misturador dinâmico que é utilizado pela
indústria naval, para fazer emulsões de fuel com água de forma a reduzir a formação de NOx.
Como a glicerina é mais viscosa e densa que a água deverá ser mais difícil de emulsionar, mas
ainda assim possível.
O fornecedor de misturadores dinâmicos colocou a hipótese de aluguer mensal de um
misturador de modo a ser possível devolver caso não faça o requerido. Caso funcione, o preço
do aluguer será deduzido do preço final de compra. O preço de aluguer proposto foi de 1.380 €
já com embalagem e gastos de revisão. O custo deduzido no custo base do equipamento será
de 533 €, ficando o equipamento por 9.282 €. Para o aparelho de cavitação acústica também

24
existe a hipótese de aluguer cujo custo é de 1.844 € por mês e em caso de compra não é
deduzido o custo de peças desgastadas pelo que o preço de aluguer não é totalmente
reembolsado, sendo portanto o aluguer do aparelho de ultra-sons mais caro.
Note-se que o custo adicional do aluguer do aparelho de ultra-sons pode compensar
caso se obtenham melhores resultados com esta tecnologia que com o misturador dinâmico.
Também não se pode colocar de parte a cavitação hidrodinâmica pois sabemos que produz os
resultados esperados.
25
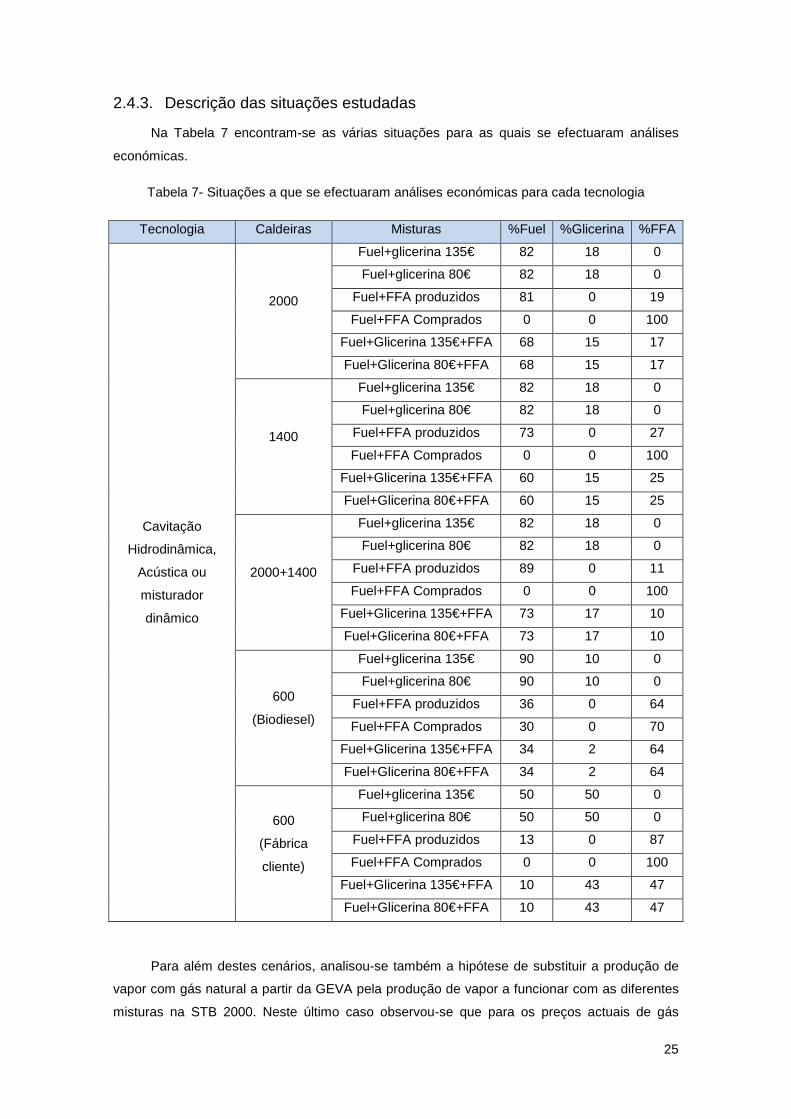
2.4.3. Descrição das situações estudadas
Na Tabela 7 encontram-se as várias situações para as quais se efectuaram análises
económicas.
Tabela 7- Situações a que se efectuaram análises económicas para cada tecnologia
Tecnologia Caldeiras Misturas %Fuel %Glicerina %FFA
Cavitação
Hidrodinâmica,
Acústica ou
misturador
dinâmico
2000
Fuel+glicerina 135€ 82 18 0
Fuel+glicerina 80€ 82 18 0
Fuel+FFA produzidos 81 0 19
Fuel+FFA Comprados 0 0 100
Fuel+Glicerina 135€+FFA 68 15 17
Fuel+Glicerina 80€+FFA 68 15 17
1400
Fuel+glicerina 135€ 82 18 0
Fuel+glicerina 80€ 82 18 0
Fuel+FFA produzidos 73 0 27
Fuel+FFA Comprados 0 0 100
Fuel+Glicerina 135€+FFA 60 15 25
Fuel+Glicerina 80€+FFA 60 15 25
2000+1400
Fuel+glicerina 135€ 82 18 0
Fuel+glicerina 80€ 82 18 0
Fuel+FFA produzidos 89 0 11
Fuel+FFA Comprados 0 0 100
Fuel+Glicerina 135€+FFA 73 17 10
Fuel+Glicerina 80€+FFA 73 17 10
600
(Biodiesel)
Fuel+glicerina 135€ 90 10 0
Fuel+glicerina 80€ 90 10 0
Fuel+FFA produzidos 36 0 64
Fuel+FFA Comprados 30 0 70
Fuel+Glicerina 135€+FFA 34 2 64
Fuel+Glicerina 80€+FFA 34 2 64
600
(Fábrica
cliente)
Fuel+glicerina 135€ 50 50 0
Fuel+glicerina 80€ 50 50 0
Fuel+FFA produzidos 13 0 87
Fuel+FFA Comprados 0 0 100
Fuel+Glicerina 135€+FFA 10 43 47
Fuel+Glicerina 80€+FFA 10 43 47
Para além destes cenários, analisou-se também a hipótese de substituir a produção de
vapor com gás natural a partir da GEVA pela produção de vapor a funcionar com as diferentes
misturas na STB 2000. Neste último caso observou-se que para os preços actuais de gás

26
natural e fuel, esta substituição nunca será rentável uma vez que só a parte correspondente ao
fuel na mistura (50% do caudal máximo do queimador, no cenário com a glicerina) já teríamos
um gasto superior em termos económicos (considerando combustível e as emissões).
Analisou-se posteriormente qual a relação entre os preços do gás natural e do fuel para que o
cenário da substituição do gás natural pela mistura seja rentável. Para se poder efectuar esta
análise, fixaram-se os preços de glicerina e/ou ácidos gordos.
Foram realizados 30 cenários de análise económica para cada tecnologia o que totaliza
90 cenários e ainda quatro análises aos custos de gás natural e fuel e uma análise aos custos
de gás natural e ácidos gordos.
2.4.4. Considerações e informações para a análise económica
Considerou-se uma taxa de rentabilidade da empresa de 3%, uma taxa de juro de 4% e
uma taxa de inflação de 3%. Considerou-se ainda que o tempo de vida útil dos equipamentos e
imobilizado incorpóreo são de oito e três anos, respectivamente, ou seja, os equipamentos são
amortizados durante oito anos e o imobilizado incorpóreo durante três anos.
Não se consideraram custos de mão-de-obra operacional ou de manutenção uma vez
que é um sistema integrado na operação das actuais caldeiras e não se prevê grande desgaste
nos equipamentos mecânicos e/ou eléctricos relevantes para a análise.
Sabe-se que por cada tonelada de fuel queimado são emitidas 3,09 toneladas de CO2
equivalente e que por cada Nm3x103 de gás natural são emitidas 2,15 toneladas de CO2
equivalente (14). Estes valores foram obtidos através da seguinte relação.
��� ,-�.
��� �� ���í���= 0����������ã� × 0������,2��çã� × � ! (4)
Actualmente a glicerina encontra-se no mercado com o valor aproximadamente igual a
135 €/Ton. Este valor encontra-se mais elevado do que o valor médio que se tem vindo a
registar nos últimos tempos (80 €/Ton). Por esta razão efectuou-se a análise económica tendo
em conta estes dois valores, de modo a analisar também o projecto caso haja uma nova
descida de preço até ao valor habitual de mercado.
Quanto às restantes matérias-primas e utilidades consideraram-se os seguintes preços:

27
Tabela 8- Preços de matérias-primas e electricidade
Composto Valor Unidades
Fuel 494,98 €/Ton
Ácidos Gordos 370,00 €/Ton
Gás Natural 343,76 €/(Nm3x103)
Electricidade (19) 0,09 €/kWh
Os valores utilizados para fuel e ácidos gordos são os valores em vigor no dia 30 de
Maio de 2011.
Todos estes cenários de análise económica foram efectuados para 130 dias de
laboração contínua a combustível líquido. Esta base de 130 dias de laboração contínua foi
obtida recorrendo ao consumo de fuel anual de 2010 e ao consumo total das caldeiras.
A VAL e a TIR são calculadas para o tempo de vida útil dos equipamentos.
2.4.5. Resultados e conclusões
Na Figura 6 encontram-se discriminadas o número de situações para gamas de tempos
de retorno. No Anexo 11 encontram-se discriminados os resultados de todas as análises
efectuadas. Considera-se um tempo de retorno razoável de um ano.
Figura 6- Variação do payback time para as diferentes situações
Como se pode observar na Figura 6 existem 51 situações em que o payback time é
menor que doze meses, ou seja um ano.
2 2
10
25
51
acima de 100 meses entre 100 e 50 meses entre 50 e 25 meses
entre 25 e 12 meses abaixo de 12 meses

28
As situações com tempo de retorno menor que doze meses podem encontram-se
divididas pelas diferentes tecnologias como se pode observar na figura seguinte.
Figura 7- Número de situações com payback time menor que doze meses para cada tecnologia
Analisando a Figura 7 constata-se que a tecnologia para a qual existem menos situações
com tempos de retorno menores que doze meses é a cavitação hidrodinâmica. Este facto já era
esperado visto que esta tecnologia é vinte vezes mais dispendiosa que o misturador dinâmico e
cerca de dez vez mais para os ultra-sons. Comparando as restantes tecnologias observa-se
que para tempos de retorno menores que doze meses o misturador dinâmico tem mais três
situações de retorno aceitável que a cavitação acústica.
Pode também observar-se que para qualquer das tecnologias ou misturas, o tempo de
retorno é muito elevado para a situação da caldeira STB 600 a produzir vapor para o biodiesel.
Para a mesma caldeira a funcionar para a fábrica cliente os tempos de retorno são mais
reduzidos (ver Anexo 11).
Na Tabela 9 encontram-se os cenários com os resultados mais importantes para
comparação.
7
2123
Cavitação Hidrodinâmica Cavitação acústica Misturador Dinâmico

29
Tabela 9- Situações com payback time até doze meses
Tecnologia Caldeiras Mistura Investimento
€ Payback time
(meses) VAL (€) TIR
Cavitação Hidrodinâmica
2000 Fuel e FFA Comprados
378.838 €
8 3.328.053 152%
1400 Fuel e FFA Comprados
12 2.193.565 106%
2000 e 1400
Fuel e FFA Comprados
5 5.981.124 259%
Fuel, FFA e Glicerina 80€
9 2.765.569 129%
Fuel e FFA produzidos
11 2.212.563 107%
Fuel e glicerina 80€
11 2.380.753 114%
Fuel, FFA e Glicerina 135€
11 2.457.171 117%
Cavitação Acústica ou por
Ultra-sons
2000
Fuel e FFA Comprados
185.887 €
4 3.585.689 312%
Fuel, FFA e Glicerina 80€
7 1.853.344 170%
Fuel e FFA produzidos
8 469.643 89%
Fuel, FFA e Glicerina 135€ 8 1.682.669 156%
Fuel e glicerina 80€
9 1.468.430 139%
Fuel e glicerina 135€
10 1.272.515 122%
1400
Fuel e FFA Comprados
6 2.451.200 219%
Fuel, FFA e Glicerina 80€
9 1.374.187 131%
Fuel, FFA e Glicerina 135€
10 1.260.531 121%
Fuel e FFA produzidos
11 1.165.328 114%
2000 e 1400
Fuel e FFA Comprados
2 6.238.760 529%
Fuel, FFA e Glicerina 80€
5 3.023.204 266%
Fuel e glicerina 80€
5 2.638.388 235%
Fuel, FFA e Glicerina 135€
5 2.714.807 241%
Fuel e glicerina 135€ 6 2.305.946 207%
Fuel e FFA produzidos
6 2.470.199 221%

30
Tabela 9 - Situações com payback time até doze meses (Continuação)
Tecnologia Caldeiras Mistura Investimento
€ Payback time
(meses) VAL TIR
Cavitação Acústica ou por
Ultra-sons
600 (Fábrica cliente)
Fuel, FFA e Glicerina 80€
185.887 €
9 1.373.295 131%
Fuel e FFA Comprados
10 1.325.190 127%
Fuel e FFA produzidos
10 1.253.906 121%
Fuel, FFA e Glicerina 135€
10 1.244.912
€ 120%
Fuel e glicerina 80€ 12 1.084.459 107%
Misturador Dinâmico
2000
Fuel e FFA Comprados
170.047 €
4 3.600.934 341%
Fuel, FFA e Glicerina 80€
7 1.868.589 186%
Fuel, FFA e Glicerina 135€
7 1.697.914 170%
Fuel e glicerina 80€ 8 1.483.675 151% Fuel e FFA produzidos
8 484.889 100%
Fuel e glicerina 135€
9 1.287.761 134%
1400
Fuel e FFA Comprados
5 2.466.446 239%
Fuel, FFA e Glicerina 80€
9 1.389.433 143%
Fuel, FFA e Glicerina 135€
9 1.275.776 132%
Fuel e FFA produzidos 10 1.180.573 124%
Fuel e glicerina 80€ 11 996.374 107%
2000 e 1400
Fuel e FFA Comprados 2 6.254.005 578%
Fuel, FFA e Glicerina 80€
4 3.038.450 290%
Fuel, FFA e Glicerina 135€
5 2.730.052 263%
Fuel e glicerina 80€ 5 2.653.634 256% Fuel e FFA produzidos
5 2.485.444 241%
Fuel e glicerina 135€
5 2.321.191 226%
600 (Fábrica cliente)
Fuel, FFA e Glicerina 80€
9 1.388.540 143%
Fuel e FFA Comprados 9 1.340.436 138%
Fuel e FFA produzidos
9 1.269.152 132%
Fuel, FFA e Glicerina 135€
9 1.260.157 131%
Fuel e glicerina 80€ 11 1.099.704 117% Fuel e glicerina
135€ 12 952.684 103%

31
Na Tabela 9 observa-se que existem 7 situações para as quais o tempo de retorno do
investimento é inferior a um ano, utilizando cavitação Hidrodinâmica. Estas decorrem
exclusivamente quando se utiliza 100% de ácidos gordos para as caldeiras STB 2000, STB
1400 e para todas as situações em que funcionam estas duas caldeiras em simultâneo,
excepto para a mistura fuel e glicerina quando esta se encontra a 135€/Ton.
Desta forma, a situação mais pragmática de implementar, garantindo o seu
funcionamento, é a queima dos ácidos gordos produzidos que no entanto apresenta um tempo
de retorno superior.
Também se constata que, com misturador dinâmico obtêm-se tempos de retorno
inferiores a um ano, para todas as situações excepto as que envolvem a caldeira STB 600 a
produzir vapor para a unidade de biodiesel e para a situação da caldeira STB 1400 com fuel e
glicerina a 135€/Ton.
As duas situações para as quais o payback time não é inferior a um ano com o sistema
de cavitação acústica, ao contrário do que acontece para o misturador dinâmico, são:
• utilizando a caldeira STB 600 para produzir vapor para a fábrica cliente com a
mistura de fuelóleo e glicerina a 135€/Ton;
• utilizando a caldeira STB 1400 com a mistura de fuelóleo e Glicerina a 80
€/Ton;
Pelos resultados obtidos e pelas condições de aluguer anteriormente referidas deve-se
optar pelo misturador dinâmico, no entanto, ressalve-se que só depois de experimentar este
misturador é que se pode tomar uma decisão definitiva.
O cenário para ácidos gordos comprados é muito promissor economicamente pois
conduz a payback times bastante reduzidos. Porém é necessário ter em conta o facto de que
os ácidos gordos são corrosivos e por essa razão toda a tubagem e equipamentos novos serão
em aço inox. O problema reside na tubagem e equipamentos já existentes (aço carbono), como
por exemplo os queimadores das caldeiras, a tubagem do sistema de fuel, acessórios já
existentes e as bombas de fuel que com uma elevada quantidade de ácidos gordos poderão
degradar-se em pouco tempo. Desta forma ter-se-ia que incluir o custo dos novos
queimadores, tubagens, acessórios e bombas na avaliação económica (capex). Por esta razão
não se deverão utilizar somente ácidos gordos frequentemente, mas sim fazerem-se misturas
destes com fuel e/ou glicerina (co-combustão).
É de salientar ainda que toda a capacidade dos queimadores terá de ser confirmada
experimentalmente e que, por motivos de laboração fabril, prevê-se que sejam usados
diferentes situação de misturas para as caldeiras, pelo que o tempo de retorno real deverá ser
intermédio.

32
Os payback times obtido foram calculados, tendo como base, 130 dias de laboração
contínua num ano, por isso um mês nesta base não será um mês corrente comum.
Para a situação actual, isto é, queima dos ácidos gordos produzidos na caldeira STB
2000 tem-se um payback time de 8 meses de laboração contínua. Esta situação corresponde à
produção de uma determinada quantidade anual de biodiesel (Ver Anexo 12).
2.4.6. Substituição da caldeira GEVA pela STB 2000 com as diferentes
misturas
Nesta situação, o objectivo é verificar se é viável utilizar a caldeira STB 2000 com as
diferentes misturas em vez da GEVA a gás natural e caso não o seja, analisar que preços e
que componentes se deveriam utilizar, de modo a que esta substituição seja rentável.
Verificou-se que, para as misturas possíveis e com os preços actuais, não é rentável
substituir o gás natural pelas misturas, devido aos preços actuais dos combustíveis. Note-se
que este resultado não depende da tecnologia para a mistura utilizada.
Foi então necessário analisar para que relação de preços de gás natural e fuel esta
substituição atinge um lucro nulo (Break-Even Point). Para que tal aconteça o custo para
produzir uma determinada quantidade de vapor a gás natural tem que ser igual ao custo para
produzir essa mesma quantidade de vapor na caldeira STB 2000 para a mistura em causa.
Este estudo foi efectuado para uma produção de 12 Ton de vapor/h, que corresponde a 80%
da capacidade nominal da GEVA.
456 × �56 + �56 × �8 = 49%�( × �9%�( + �9%�( × �8 + 45(������� × �5(������� + 499: × �99: (5)
As relações de preços foram obtidas para cada mistura e admitido que os preços da
glicerina (135€/Ton) e ácidos gordos são constantes. Também se analisou a relação com a
glicerina a 80€/Ton.
De uma maneira genérica têm-se a seguinte relação de preços para lucro nulo:
�56 =49%�(
456× �9%�( +
;�9%�( − �56= × �8 + 45(������� × �5(������� + 499: × �99:
456 (6)
Temos assim uma relação linear entre os preços de gás natural e fuel:

33
���ç�>? = @ × ���ç�0��� + A (7)
Na Figura 8 encontram-se os resultados desta análise.
Figura 8- Representação gráfica do limiar de rentabilidade para as várias misturas de
combustível
Analisando a Figura 8 verifica-se que com os preços actuais de fuel e gás natural
estamos muito longe da rentabilidade desta substituíção, mesmo no caso de não ser possivel
vender a glicerina, isto é, no caso em que a glicerina não tem valor no mercado (Glicerina a 0
€). No Anexo 13 encontram-se as equações obtidas para as várias situações.
Para a situação em que se compram ácidos gordos pode ser possível queima-los a
100% considerando a capacidade do queimador. Para esta situação temos a seguinte relação:
�56 =499:
456× �99: +
−�56 × �8
456 (8)
que simplificando fica:
���ç�>? = @ × ���ç�00@ + A (9)
0
200
400
600
800
1000
100 200 300 400 500 600 700 800
Pre
ço G
N (
€/N
m3x
10
3)
Preço de Combustivel liquido (€/ton)
ponto actual Fuell/GN Fuel e glicerina 80€ Fuel e FFA disponível
Fuel, FFA e Glicerina 80€ fuel e glicerina a 0 €
Situação Favorável para a utilização das misturas
Situação Desfavorável para a utilização das misturas

34
Na Figura 9 encontram-se os resultados desta análise.
Figura 9- Representação gráfica do limiar de rentabilidade para a situação de 100% de ácidos
gordos
Analisando a Figura 9 verifica-se que com os preços actuais de gás natural e ácidos
gordos estamos em situação desfavorável para a mistura. Neste momento não compensa
susbtituir a produção de vapor a gás natural com a GEVA pela mistura na STB 2000, seja qual
for a mistura dentro das possibilidades tecnicas. No Anexo 14 encontra-se a relação de preços
obtida.
2.4.7. Diagrama de Gantt com planeamento de tesouraria
Em anexo encontra-se o diagrama de Gantt da nova instalação. (Anexo 15).
0
200
400
600
800
1000
100 200 300 400 500 600 700 800
Pre
ço G
N (
€/N
m3x
10
3)
Preço de FFA (€/ton)
ponto actual FFA/GN FFA 100%
Situação Favorável para a utilização 100% de FFA

35
3. Sistema de CIP na unidade de Produção de
Biodiesel
3.1. Definição e algumas considerações sobre CIP
CIP (Cleaning-in-place) é um sistema de higienização/limpeza em circuito fechado de
superfícies internas de tubagem e equipamentos industriais. Este sistema consiste na utilização
de soluções químicas e/ou água nos equipamentos a limpar, evitando assim necessidade de
desmontagem de equipamentos, minimizando os períodos de paragem e aumentando o tempo
de vida dos mesmos.
A tecnologia CIP é bastante utilizada para limpeza de unidades industriais, mais
especificamente ligada à indústria alimentar e farmacêutica, uma vez que este tipo de
instalações necessita de estar em excelentes condições de higiene. Contaminações existentes
nesse tipo de instalações podem representar perigo para a saúde pública. Este tipo de
tecnologia tem vindo cada vez mais a ser utilizado por outras indústrias, devido à sua eficiência
e rápida disponibilização dos equipamentos para a produção.
As vantagens deste tipo de sistemas são as seguintes (20), (21), (22)
• Não é necessário proceder à desmontagem de equipamentos
• Maior segurança na operação e para os operadores
• Menores gastos de soluções pois há maior controlo
• Diminuição de tempos de paragem de produção
• Aumento do tempo entre abertura de equipamentos
• Menor utilização de Mão-de-Obra
• Possibilidade de recuperação das soluções detergentes e água
As desvantagens deste tipo de sistemas são as seguintes:
• É necessário adquirir a tecnologia e alguma tubagem e acessórios, o que implica
um gasto adicional
• Requer mão-de-obra qualificada para manutenção do equipamento

36
Os sistemas de CIP podem ser classificados quanto ao seu porte. Existem sistemas de
CIP móveis ou portáteis que são geralmente sistemas de pequeno porte constituídos por
apenas um tanque e sistemas de CIP fixos que são de grande porte e que possibilitam a
limpeza de vários equipamentos ao mesmo tempo, podendo ser constituídos por mais que um
tanque.
Estes sistemas podem ser mais ou menos automáticos, de acordo com as necessidades
das instalações a que é aplicada.
Os sistemas CIP podem ainda ser classificados quanto à reutilização das soluções de
limpeza e da água. Estes sistemas diferem no número de vezes que as soluções são utilizadas.
Existem as seguintes classificações (22) e (20):
- Sistema de uso único (single-use system)
- Sistema de reutilização (Re-use system) (CIP stations)
- Sistema multi-usos (Multi-use system)
No sistema de uso único as soluções passam apenas uma vez, sem haver
reaproveitamento. Em alguns caso pode existir a reutilização da água da ultima lavagem de um
ciclo para fazer a pré-lavagem do ciclo seguinte. Normalmente é utilizado quando o sistema se
encontra muito sujo (23). Este tipo de unidades é compacto, simples e apresenta um menor
custo.
O sistema de reutilização é caracterizado pela possibilidade de reutilização das soluções
detergentes e água as vezes que forem possíveis devido à acumulação de sujidade nestas
soluções. Estes sistemas são também chamados CIP stations. Este sistema é composto por
vários tanques ocupando um espaço maior.
Os sistemas do tipo multi-usos são controlados automaticamente, o que permite fazer
um controlo rigoroso de temperaturas, concentrações e caudais. Este sistema é mais
dispendioso que os restantes, necessitando menor mão-de-obra.
Equipamentos que podem ser limpos através de CIP:
Os equipamentos industriais geralmente limpos através de tecnologia CIP são:
permutadores de calor, tubagem, separadoras centrífugas, tanques, etc. Para limpeza de
tanques é necessária a existência de dispositivos aspersores, como é o caso das Spray balls
(Figura 10).

37
Figura 10 - Desenho de Spray ball (24)
Quando é necessário limpar apenas tubagens ou equipamentos constituídos por tubos,
como é o caso dos permutadores de calor, ou equipamentos com volumes pequenos, a
limpeza é efectuada apenas através da circulação de soluções detergentes e água (acção
química). Para que a limpeza seja eficiente é necessário que haja um fluxo turbulento (acção
mecânica). Regra geral as soluções em circulação encontram-se a uma temperatura elevada
de modo a facilitar a remoção de detritos. (21)
Os detergentes mais utilizados actualmente para limpeza CIP são Hidróxido de sódio
(NaOH) e ácido nítrico (HNO3) ou ácido fosfórico (H3PO4). Geralmente NaOH é utilizado numa
gama de 1%-2% sendo utilizado para remover os compostos orgânicos presentes. Para a
lavagem ácida com ácido nítrico a composição deverá ser inferior a 1% de modo a evitar a
corrosão (22). No caso em estudo optou-se por utilizar ácido fosfórico pois este já é utilizado
noutras zonas processuais da Iberol, pelo que não há razão para adquirir ácido nítrico. Como
H3PO4 não é tão agressivo para o material pode ser utilizado numa maior gama de
concentrações. Todo o estudo realizado foi feito com base na utilização de soluções de NaOH
e de H3PO4 a 2%.
Geralmente um ciclo de CIP é constituído por várias fases. Inicialmente há a passagem
de água quente de modo a retirar alguma da sujidade, seguindo-se o uso de soluções
detergentes intercaladas com a passagem de água quente. É usual aproveitar a última água de
um ciclo para fazer a primeira passagem do ciclo seguinte, evitando assim gastos excessivos e
desnecessários de água.
Na figura seguinte encontra-se um esquema simplificado de um ciclo CIP de uso único.
(22) e (23)

38
Figura 11- Esquema simplificado de um ciclo CIP
No decorrer do processo de produção formam-se incrustações e acumulação de sujidade
em tubagens e equipamento o que é problemático pois pode causar alteração dos produtos
finais e diminuir a eficiência dos equipamentos. Nesta unidade industrial (UPB) os maiores
problemas residem nos vários permutadores de calor e separadoras centrífugas existentes. É
importante que estes equipamentos se encontrem em boas condições de limpeza de modo a
que as reacções sejam realizadas à temperatura correcta e que as separações sejam as mais
completas possíveis, garantindo assim a eficiência de todo o processo.

39
3.2. Descrição sucinta da UPB
A Unidade de Produção de Biodiesel (UPB) da Iberol é constituída por quatro
zonas:
• Zona de neutralização
• Zona de transesterificação
• Zona de recuperação de metanol
• Zona de evaporação de glicerina
A zona de neutralização consiste na neutralização e desgomagem do óleo antes de
entrar na zona de transesterificação. O óleo neutro segue para a zona de transesterificação
onde é produzido o biodiesel. Aquando da produção de biodiesel obtém-se glicerina que será
purificada na zona de evaporação de glicerina. A glicerina resultante desta evaporação contém
sais provenientes do catalisador da reacção de transesterificação.
A zona de recuperação de metanol é, como próprio nome indica, a zona onde se irá
recuperar o metanol em excesso para posterior reutilização.
3.3. Situação actual
Actualmente, para fazer limpeza aos permutadores de calor, é necessário, proceder à
desmontagem e posterior remontagem do equipamento (Limpeza manual). O facto de se
desmontar um equipamento pode representar um custo elevado devido a por vezes existir a
necessidade de substituição de peças como é o caso das juntas num permutador de calor de
placas que são dispendiosas e danificam-se com relativa facilidade. A desmontagem dos
equipamentos também implica a utilização demorada de mão-de-obra que pode ser necessária
noutra função e um grande tempo de paragem para esse fim. Este tipo de limpeza também
apresenta gastos de uma grande quantidade de água e alguma solução detergente (Safe
Clean) devido à inexistência de controlo.
Devido às razões acima indicadas, iniciou-se a utilização de um sistema CIP recorrendo
a uma tina de cerca de 50L, uma bomba pneumática e mangueiras cristal. Este sistema tem
evitado um número de aberturas anuais considerável, em vários equipamentos, mas não
apresenta condições de segurança para os operadores, nem para os próprios equipamentos
visto que são utilizadas soluções ácidas e básicas a 80ºC e pelo facto de a bomba pneumática
produzir pulsos descontínuos podendo causar danos nas placas e juntas dos permutadores de

40
placas. Com base em todas estas observações, iniciou-se o projecto para realizar a operação
com maior segurança, isto é, optando por um sistema portátil ou fixo com condições de
segurança,
As separadoras centrífugas existentes na UPB também são abertas para limpeza com
alguma frequência e uma vez que se pretende implementar este sistema para os permutadores
de calor na UPB, também se considerou para as separadoras centrífugas. No Anexo 16
encontra-se uma descrição dos permutadores de calor e separadoras centrífuga existentes na
UPB.
Nas Figura 12, Figura 13 e Figura 14 encontram-se o número de ocorrências anuais de
abertura para limpeza e de ocorrência anuais de CIP actual em cada permutador de calor e
separadora centrífuga registadas, nas várias zonas da UPB.
Figura 12- Nº de ocorrências de CIP e aberturas para limpeza nos equipamentos da zona de
neutralização (25)
0
2
4
6
8
10
Nº
de o
corr
ênci
as p
or a
no n
a zo
na d
e N
eutr
aliz
ação
Nº de CIP Nº de Limpezas

41
Figura 13- Nº de ocorrências de CIP e aberturas para limpeza nos equipamentos da zona de
transesterificação (25)
Figura 14- Nº de ocorrências de CIP e aberturas para limpeza nos equipamentos das zonas de
recuperação de metanol e evaporação de glicerina (25)
Pode observar-se pelas figuras anteriores a existência de equipamentos que foram
submetidos a abertura mas aos quais nunca se efectuou qualquer limpeza CIP. Tal deve-se ao
facto de esses equipamentos ainda não se encontrarem com as adaptações necessárias para
fazer CIP, isto é não possuírem picagens para que tal operação seja possível.
0
2
4
6
Nº
de o
corr
ênci
as p
or a
no n
a zo
na d
e T
rans
este
rific
ação
Nº de CIP Nº de Limpezas
0
2
4
6
8
Nº
de o
corr
ênci
as p
or a
no n
a zo
na d
e M
etan
ol e
Glic
erin
a
Nº de CIP Nº de Aberturas

42
3.4. Análise económica
Após a pesquisa de sistemas de CIP fixo e portátil, pode-se começar a estudar quais os
equipamentos que poderão ser limpos por cada tipo de CIP e quais as adaptações necessárias
ao sistema.
Para tal calculam-se alguns indicadores da viabilidade de um projecto, tal como na
primeira parte desta dissertação.
3.4.1. Cálculo do investimento
O investimento é obtido através dos preços de cada tecnologia, dados por cada
fornecedor consultado e ainda por toda a tubagem e acessórios necessários para cada
situação.
3.4.2. Cenários estudados
Foram estudados alguns cenários dependendo do tipo de sistema CIP e dos
equipamentos a limpar. Inicialmente consideraram-se cenários para a limpeza dos
equipamentos a que já se realiza o CIP actualmente (equipamentos actuais). Posteriormente
consideraram-se cenários para os actuais e os restantes equipamentos da UPB a que se
poderá realizar o CIP potencialmente (Equipamentos potenciais).
Em todos estes cenários consideram-se comparações entre os gastos de abertura dos
equipamentos (gasto de abertura e desmontagem e gastos de água e soluções) e gastos com
cada sistema de CIP.
Para o cenário de CIP fixo para limpeza dos equipamentos actuais, não se considerou o
volume total do tanque de CIP pois o volume dos equipamentos não justifica um gasto de água
e soluções elevado.
Na Figura 15 encontram-se esquematizados todos os cenários de análise económica
considerados.

43
Figura 15 - Esquema de todos os cenários de análise económica
Para todos os cenários, considerou-se uma taxa de inflação de 3%, ciclos de CIP de 3
horas, taxas de juro de 4% e de rentabilidade interna de empresa também de 4% para sistemas
de CIP fixo. As 3 horas de ciclo de CIP foram obtidas considerando uma hora de circulação de
NaOH, uma hora de H3PO4 e vinte minutos de cada passagem de água.
Consideraram-se também cenários para aquisição de um sistema fixo e um portátil de
modo a ser possível utilizar o sistema portátil em outras zonas da fábrica como é o caso da
zona da extracção e das clarificadoras, ou até mesmo utilizar os 2 sistemas simultaneamente
na UPB em zonas diferentes, diminuindo assim o tempo de paragem do processo. Este sistema

44
também tem importância em caso de avaria do sistema fixo, permitindo assim a manutenção da
limpeza dos equipamentos, da UPB.
Para o sistema de CIP fixo existe a opção de limpar todos os equipamentos ao mesmo
tempo na zona de neutralização e na zona de transesterificação separadamente. Na Figura 16
e Figura 17 encontram-se os diagramas de blocos do percurso de limpeza para as zonas de
neutralização e transesterificação, respectivamente.
Figura 16 - Esquema do sistema CIP fixo na zona de neutralização (26)
Figura 17 - Esquema do sistema CIP fixo na zona de transesterificação (26)

45
3.4.3. Fornecedores de Equipamento
Para se efectuarem os pedidos de orçamentos dos equipamentos foi necessário facultar
aos fornecedores, os fluidos a utilizar e temperaturas. Na Tabela 10 encontram-se os fluidos
que vão contactar com os sistemas e respectivas temperaturas.
Tabela 10 -Características dos fluidos em contacto com os sistemas
Componente Temperatura (ºC)
Água Quente 80
NaOH (2%) 80
H3PO4 (2%) 80
Procuraram-se fornecedores de sistemas de CIP fixos, sistemas de CIP portátil e ainda
equipamentos para construção de um sistema de CIP portátil. Entende-se por CIP portátil um
sistema móvel de pequeno porte que possibilite a sua utilização em qualquer local ou andar da
unidade. Também se efectuaram pedidos de orçamento para mangueiras e seus acessórios.
Solicitaram-se orçamentos a vários fornecedores de modo a ser possível estudar a
melhor opção de configuração. Existe a possibilidade de adquirir um sistema fixo e outro portátil
de modo a servir toda a UPB e ainda alguns equipamentos de outras unidades como é o caso
da zona de extracção e das clarificadoras diminuindo assim aberturas de equipamentos em
várias zonas processuais.
Todos os sistemas e equipamentos foram requeridos para condições ATEX (Zona de
atmosfera explosiva).
3.4.4. Especificações requeridas para os equipamentos
3.4.4.1. CIP Fixo:
O volume do tanque de CIP (V = 2,5 m3 a 3 m3) foi obtido através do volume de tubagens
e equipamentos a que se refere este sistema. Deverá conter um sistema de aquecimento e
uma bomba centrífuga. Na Figura 18 encontra-se um esquema possível para o sistema de CIP
fixo.

46
Figura 18 - Esquema de um possível sistema CIP fixo
3.4.4.2. CIP Portátil:
Para este tipo de CIP consideraram-se duas alternativas, em que uma diz respeito a
adquirir este sistema mais completo na forma de um KIT e a outra consiste em adquirir os
vários componentes procedendo posteriormente à sua montagem. Para qualquer destas
opções o tanque terá cerca de 150L. A bomba centrífuga deverá ter uma potência máxima de 6
kW devido ao valor máximo permitido pelas tomadas existente na instalação fabril.
3.4.4.2.1. Construção de um CIP portátil:
Como foi referido anteriormente, existe a possibilidade de construção deste sistema
portátil, através da construção de um tanque de 150L em aço inox (ver Anexo 19), aquisição de
uma bomba centrífuga e uma plataforma com rodas. Na Figura 19 encontra-se um esquema de
um sistema CIP portátil.

47
Figura 19 - Esquema de CIP portátil
3.4.4.3. Mangueiras:
Solicitou-se um orçamento para mangueiras com 25 mm de diâmetro com acessório de
GUILLEMIN, compatíveis com produtos químicos e com biodiesel e óleos.
3.4.5. Propostas de fornecedores
3.4.5.1. Propostas de CIP Fixo e Portátil (KIT):
Solicitaram-se orçamentos para sistemas de CIP fixo e portátil a cinco empresas, mas só
se obtiveram três orçamentos. Na Tabela 37 do Anexo 18 encontram-se os preços dos
sistemas de CIP, fixo ou portátil, referidos nas diferentes propostas.
3.4.5.2. Propostas de mangueiras:
Optou-se por mangueiras do tipo TRELLBORG polykler PTFE XX DN 25 mm (Tabela 39,
Anexo 18, apesar de ser um pouco mais cara, devido ao facto de o PTFE ser compatível com
óleos, biodiesel e químicos corrosivos.

48
3.4.5.3. Propostas de Bomba centrífuga:
Para a bomba centrífuga optou-se pela proposta da KSB (Tabela 38, Anexo 18) que é a
mais indicada para o requerido, visto ser a que apresenta a melhor curva característica e
devido ao facto de ser de pequenas dimensões de modo a poder ser colocada sobre a
plataforma com rodas.
3.4.6. Resultados obtidos e discussão
Nas Tabela 11, Tabela 12 e Tabela 13 encontram-se os resultados obtidos pela análise
económica considerando as diferentes propostas.
Tabela 11 - Resultados de todos os cenários estudados considerando a proposta inicial da
Silase
Cenário Investimento
(€) Payback time
(meses) VAL (€) TIR (%)
CIP portátil (KIT)
Equipamentos actuais 8.863 € 1,7 558.237 € 723%
Equipamentos potenciais
13.415 € 1,7 836.566 € 716%
CIP portátil feito pela IBEROL
Equipamentos actuais
9.470 € 1,8 557.985 € 677%
Equipamentos potenciais
14.022 € 1,8 836.511 € 685%
CIP fixo
Equipamentos actuais
47.952 € 9,3 358.883 € 132%
Equipamentos potenciais limpar
seguidos 56.793 € 10,9 353.561 € 113%
Equipamentos potenciais todos
59.839 € 10,6 384.934 € 116%
CIP fixo e portátil (KIT)
Equipamentos potenciais
70.574 € 12,1 387.628 € 102%
CIP fixo e portátil feito
pela IBEROL
Equipamentos potenciais
70.476 € 12,1 387.888 € 102%

49
Tabela 12 – Resultados de todos os cenários estudados considerando a proposta da Silase
com aditamento
Cenário Investimento
(€) Payback time
(meses) VAL (€) TIR (%)
CIP portátil (KIT)
Equipamentos actuais
10.812 € 2,0 556.965 € 594%
Equipamentos potenciais
15.364 € 1,9 835.411 € 626%
CIP portátil feito pela IBEROL
Equipamentos actuais
9.470 € 1,8 557.985 € 677%
Equipamentos potenciais 14.022 € 1,8 836.511 € 685%
CIP fixo
Equipamentos actuais
61.513 € 11,9 345.848 € 104%
Equipamentos potenciais limpar
seguidos 70.354 € 13,4 341.532 € 92%
Equipamentos potenciais todos
73.400 € 12,9 372.944 € 95%
CIP fixo e portátil (KIT)
Equipamentos potenciais
86.375 € 14,8 373.108 € 83%
CIP fixo e portátil feito
pela IBEROL
Equipamentos potenciais
84.036 € 14,4 375.533 € 86%
Tabela 13 - Resultados de todos os cenários estudados considerando a proposta da Arsopi
Cenário Investimento (€)
Payback time (meses)
VAL (€) TIR (%)
CIP portátil (KIT)
Equipamentos actuais
13.505 € 2,5 554.988 € 477%
Equipamentos potenciais
18.057 € 2,3 833.317 € 534%
CIP portátil feito pela IBEROL
Equipamentos actuais
9.470 € 1,8 557.985 € 677%
Equipamentos potenciais
14.022 € 1,8 836.511 € 685%
CIP fixo
Equipamentos actuais 66.701 € 12,9 340.052 € 95%
Equipamentos potenciais limpar
seguidos 75.542 € 14,5 334.729 € 85%
Equipamentos potenciais todos
78.588 € 13,9 366.103 € 89%
CIP fixo e portátil (KIT)
Equipamentos potenciais
94.660 € 16,2 363.435 € 76%
CIP fixo e portátil feito
pela IBEROL
Equipamentos potenciais 89.224 € 15,3 369.056 € 80%
Analisando as tabelas anteriores é possível verificar que os tempos de retorno para a
proposta inicial de Silase são os mais baixos de todos, no entanto é de salientar que o seu
funcionamento é manual e que não apresenta sistema de aquecimento para o sistema Fixo,

50
pelo que foi solicitada outra proposta. A proposta da Silase com aditamento é mais
automatizada que a anterior e não contém parte eléctrica pelo que apresenta tempos de
retorno um pouco maiores (Ver Anexo 20)
A proposta da Arsopi é a mais automatizada de todas, contendo instalação de parte
eléctrica para o sistema fixo, o que aumenta o custo do sistema (Ver Anexo 20)
Observa-se também que, para qualquer que seja a proposta considerada, como era
esperado, que os projectos contemplando o uso de um sistema fixo têm um tempo de retorno
maior que os de CIP portátil. Os tempos de retorno dos projectos envolvendo apenas o sistema
fixo e os projectos envolvendo tanto um sistema fixo como um portátil diferem em cerca de dois
meses. Tal facto pode corroborar a ideia de adquirir os dois sistemas, aumentando assim a
versatilidade do projecto, visto e diferença ser pequena.
Tendo em conta a necessidade de limpar equipamento de outras unidades e em vários
locais diferentes da fábrica, a melhor opção é a aquisição dos dois sistemas de CIP sendo que
o sistema portátil deverá ser adquirido em forma de KIT.
Também se considerou o cenário em que se compara o CIP feito actualmente em
condições precárias com um sistema portátil com maiores condições de segurança e protecção
de equipamento. Constatou-se que neste cenário se obtêm ganhos em termos de limpeza já
que a electricidade é mais barata que o ar comprimido, mas que são extremamente pequenos,
pelo que o tempo de retorno do investimento é demasiado elevado. Por estes resultados poder-
se-ia pensar que talvez não valesse a pena avançar com este projecto. O facto é que esta
análise económica não tem em conta factores como a segurança dos operadores e dos
próprios equipamentos, nem o licenciamento do sistema, que são factores essenciais de modo
que o processo seja o mais seguro e eficaz possível. Por estas razões é favorável a utilização
de um sistema com segurança.
3.4.7. Diagrama de Gantt do projecto de CIP com planeamento de
tesouraria
No Anexo 21 encontram-se os diagramas de Gantt para o projecto CIP, tendo em conta
as três propostas recebidas. Todos os diagramas foram construídos para o cenário de
aquisição dos dois sistemas.

51
4. Conclusões finais
Na primeira parte desta tese, concluímos que é possível obter emulsões estáveis
utilizando cavitação, misturadores mecânicos ou dinâmicos.
Observou-se que a tecnologia com mais situações com tempo de retorno menores que
12 meses é utilizando o misturador dinâmico, seguindo-se a situação de cavitação acústica e
por fim a cavitação hidrodinâmica.
Em primeiro lugar seleccionou-se o misturador dinâmico. Embora não se tenha a certeza
de que esta tecnologia forme uma emulsão estável, apesar da garantia do fornecedor e da
comprovação de emulsões entre fuel e água para diminuição de NOx, existe a hipótese de
aluguer do equipamento para experimentação. Caso esta tecnologia não satisfaça as
exigências, a cavitação acústica também tem a hipótese de aluguer. Em último recurso há a
hipótese de cavitação hidrodinâmica que existem provas experimentais de sucesso mas que é
muito dispendiosa.
Constata-se que para a situação actual, situação em que se queima os ácidos gordos
produzidos na caldeira STB 2000, obtém-se um tempo de retorno de 8 meses, obtidos com
base em 130 dias de laboração contínua e para a tecnologia de misturador dinâmico. Existem
situações com tempo de retorno de 2 meses que são obtidos utilizando ácidos gordos
comprados a terceiros, mas esta não é a situação mais indicada devido ao facto de os ácidos
gordos degradarem o aço carbono, material constituinte das tubagem de fuel, dos queimadores
e das bombas de fuel já existentes. Devido a este facto é aconselhável fazer misturas de
ácidos gordos e fuel de modo a minimizar estes efeitos. Há que ter em conta que não se
utilizam sempre as mesmas misturas nas caldeiras e ainda permitir a possibilidade de fazer
misturas com glicerina.
Quanto à segunda parte desta dissertação concluiu-se que é favorável a realização de
um sistema CIP face à hipótese de abertura, qualquer que seja, o tipo de sistema a
implementar (Permutadores de calor e separadoras centrifugas). No caso dos permutadores de
calor é bastante dispendioso proceder à sua abertura devido ao facto de, por vezes, ser
necessário a substituição de juntas. Já nas separadoras centrífugas pode ter que substituir
alguns O-rings. Também se concluí que, apesar de não ser economicamente viável, é
necessário adquirir um sistema de limpeza CIP com condições, devido à necessidade de
segurança dos equipamentos e dos operadores.
Através da análise económica obtém-se que a situação mais favorável, conjugando o
factor económico com a necessidade de versatilidade, é a situação em que se adquirem os
dois sistemas, ou seja, fixo e portátil em forma de KIT. A decisão da escolha das propostas
recebidas depende do automatismo necessário.

52
5. Bibliografia
1. Metzger, Brian. Glycerol Combustion. North Carolina : s.n., 2007.
2. Bohon, Myles, et al. Glycerol combustion and emissions. Proceedings of the combustion
institute. 2011.
3. Santos, Sérgio Lopes dos. Uso da Cavitação Hidrodinâmica como uma alternativa para a
produção de biodiesel. s.l. : Centro Universitário da FEI, 2009.
4. Diário da Republica 1ª série - Nº 119 - 23 de Junho de 2009, Portaria 675-2009. 2009.
5. Gogate, Parag, Tayal, Rajiv e Pandit, Aniruddah. Cavitation: A technology on the horizon.
Current Science. 2006, Vol. 91.
6. Arrojo, S. e Benito, Y. A theoretical study of hydrodynamic cavitation. Ultrasonics
Sonochemistry. 2008.
7. Gogate, Parag R., et al. Cavitation Reactors: Efficiency Assessment Using a Model
Reaction. AIChE Journal. 2001, Vol. 47.
8. Gogate, Parag R. e Pandit, Aniruddha B. Sonochemical reactors: scale up aspects.
Ultrasonics Sonochemistry. 2004.
9. Gogate, Parag e Pandit, Aniruddha. A review and assessment of hydrodynamic cavitation
as a technology for the future. Ultrasonics Sonochemistry. 2005.
10. Ji, Jianbing, et al. Preparation of biodiesel with the help of ultrasonic and hydrodynamic
cavitation. Ultrasonics. 2006.
11. Kumar, P. Senthil, Kumar, M. Siva e Pandit, A. B. Experimental quantification of chemical
e!ects of hydrodynamic cavitation. Chemical Engineering Science. 55, 2000.
12. Documentação interna da empresa (Catálogos de queimadores).
13. INETI, Departamento de Engenharia e Controlo ambien tal. Laboratório de
caracterização de combustíveis- Boletim de ensaio Nº DEECA/ LCC/ 198 /2006. 2006.
14. APA, Agencia Portuguesa do ambiente. Comércio Europeu de Licenças de Emissão.
2008.
15. INETI, Departamento de Engenharia e Controlo ambien tal. Laboratorio de
caracterização de combustíveis - Boletim de ensaio Nº DEECA/ LCC/ 199 /2006. 2006.
16. Silla, Harry. Chemical Process engineering – Design and Economics. s.l. : Marcel Dekker,
Inc., 2003.

53
17. Sinnott, R. K. Coulson & Richardson’s, Chemical Engineering, Volume 6 – Chemical
Engineering Design, 3ª edição. Oxford : Butterworth-Heinemann, 1999.
18. Walas, Stanley M., et al. Chemical Process Design – Selection Design, 2º edição. s.l. :
Elsevier, 2005.
19. Factura do Gás Natural da Iberol referente ao mês de Abril de 2011. 2011.
20. Martinho, Ana Catarina. Caracterização e Optimização de Programas de Higienização na
Indústria de Refrigerantes, Sumos e Néctares. s.l. : Sumol + Compal Marcas S.A., 2010.
21. Forni, Renato. Projeto mecânico de um sistema de higienização CIP (Cleaning in place).
22. Lelieveld, H. L. M., et al. Hygiene in food processing. Cambrigde : s.n., 2000.
23. Correia, Luís Miguel. Orientações de Higienização na produção primária de leite e
indústria dos lacticínios. Lisboa : Faculdade de Medicina Veterinária - UTL, 2009.
24. Morison, K. R. e Thorpe, R. J. Liquid distribution from Cleaning-in-place sprayballs. Trans
IChemE. 2002.
25. Documentação da empresa (Histórico de limpezas e manutenção) .
26. Documentação interna de empresa (Flowsheets e layout da UPB).
27. Moço, Tiago J. L. Estudo e Integração de Processos de uma fábrica de Extracção de
Óleos Vegetais e Produção de Farinha,. s.l. : Iberol, 2009.
28. MAC. Sistema informático da manutanção.
29. Mestre, Maria de Jesus Urbano. Eficácia dos programas de sanificação na indústria de
refrigerantes: modelo microbiológical . s.l. : Universidade Técnica de Lisboa, 1995.
30. Bremer, Philip J., Fillery, Suzanne e McQuillan, A. James. Laboratory scale Clean-In-
Place (CIP) studies on the effectiveness of different caustic and acid wash steps on the removal
of dairy biofilms. International Journal of Food Microbiology. 2006.
31. Le Gentil, Caroline, Sylla, Yahaya e Faille, Christ ine. Bacterial re-contamination of
surfaces of food processing lines during cleaning in place procedures. Journal of Food
Engineering. 2009.
54
6. Anexos
(Por razões de confidencialidade esta secção foi omitida)