capacidade do processo, etapas para implantação do cep e ...comexito.com.br/cep/cepmod5.pdf ·...
TRANSCRIPT
Módulo 5Capacidade do processo,
etapas para implantação do CEPe as ferramentas utilizadasem conjunto com o CEP

Capacidade do processo
Após verificar se um processo está estável, sob controle estatístico e que as medidas individuais tenham distribuição normal é possível executar uma análise muito importante: a capacidade do processo.
A capacidade do processo demonstra, por meio de índices numéricos, quanto um processo é capaz de produzir um produto atendendo a dada especificação (valor nominal ± tolerância). De posse do índice de capacidade é possível avaliar se o processo irásatisfazer ou não as especificações.
O processo estar sob controle estatístico significa estar somente sob influências de causas comuns. Isto implica que os parâmetros estimados para o processo são confiáveis, uma vez, que não existem causas especiais perturbando a variação natural do processo. Então, esses parâmetros (média, fração de não-conformidades, desvio padrão, amplitude, etc.) podem ser utilizados com um grau significante de confiança.

Capacidade do processo
Capacidade é a habilidade do processo em produzir produtos dentro dos limites de especificação.
Utilizam-se técnicas estatísticas, a fim de estudar a variabilidade do processo, comparando-a com as especificações (tolerâncias).
Diz-se que um processo é capaz quando o mesmo atende estatisticamente às especificações.
Os principais índices utilizados para obter a capacidade do processo são o Cp e o Cpk.
Limite inferiorde especificação
LIE
medidas
Limite superiorde especificação
LSE

Convenções adotadas
µ= MÉDIA DO PROCESSO σ= DESVIO-PADRÃO DO PROCESSO
x= MÉDIA GERAL DAS AMOSTRAS
R= AMPLITUDE MÉDIA DAS AMOSTRAS
s= DESVIO-PADRÃO MÉDIO DAS AMOSTRAS LIE= LIMITE INFERIOR DA ESPECIFICAÇÃO
LSE= LIMITE SUPERIOR DA ESPECIFICAÇÃO

d2 - fator para cálculo de capacidade de processo
n D3 D4 D c4 d22 - 3,267 0,709 0,798 1,128 3 - 2,574 0,524 0,886 1,693 4 - 2,282 0,446 0,921 2,059 5 - 2,114 0,403 0,940 2,326 6 - 2,004 0,375 0,952 2,534 7 0,076 1,924 0,353 0,959 2,704 8 0,136 1,864 0,338 0,965 2,847 9 0,184 1,816 0,325 0,969 2,970 10 0,223 1,777 0,314 0,973 3,078
FONTE: MONTGOMERY, D.C. Introduction to statistical quality control. 2 ed. New York, John Wiley, 1991.
Capacidade do processo
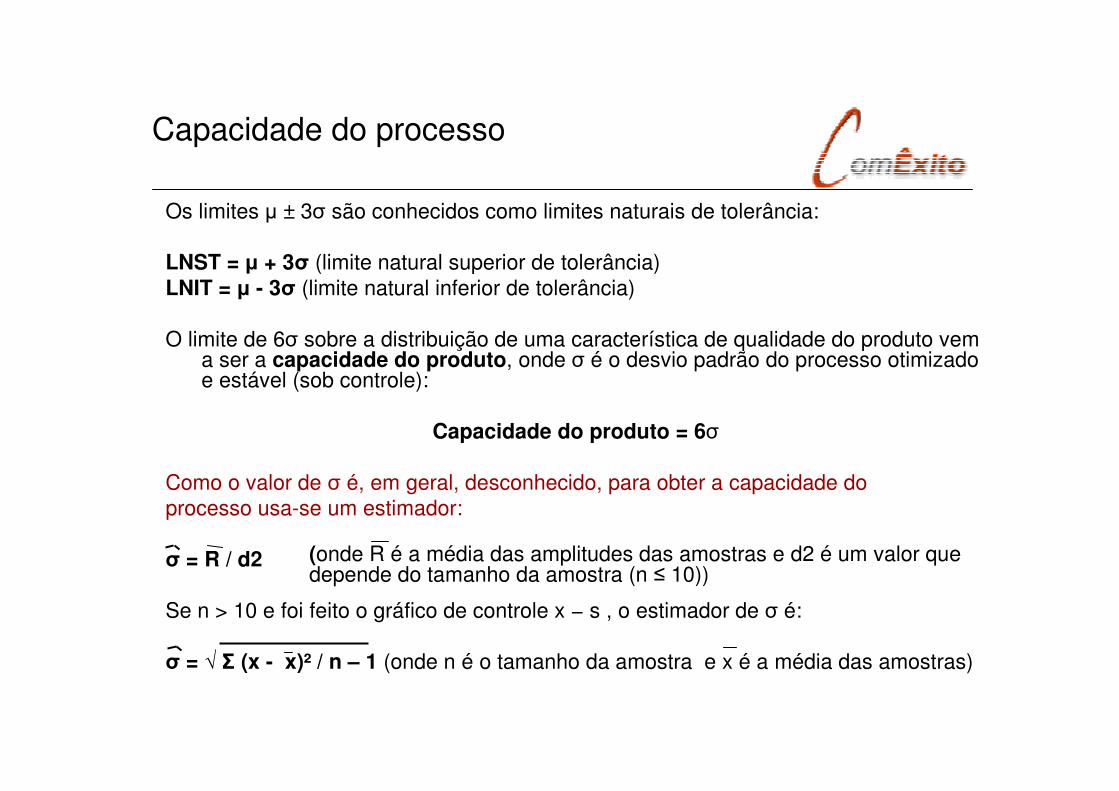
Os limites µ ± 3σ são conhecidos como limites naturais de tolerância:
LNST = µ + 3σ (limite natural superior de tolerância)LNIT = µ - 3σ (limite natural inferior de tolerância)
O limite de 6σ sobre a distribuição de uma característica de qualidade do produto vem a ser a capacidade do produto, onde σ é o desvio padrão do processo otimizado e estável (sob controle):
Capacidade do produto = 6σ
Como o valor de σ é, em geral, desconhecido, para obter a capacidade doprocesso usa-se um estimador:
σ = R / d2
Se n > 10 e foi feito o gráfico de controle x − s , o estimador de σ é:
σ = √ Σ (x - x)² / n – 1 (onde n é o tamanho da amostra e x é a média das amostras)
(onde R é a média das amplitudes das amostras e d2 é um valor que depende do tamanho da amostra (n ≤ 10))
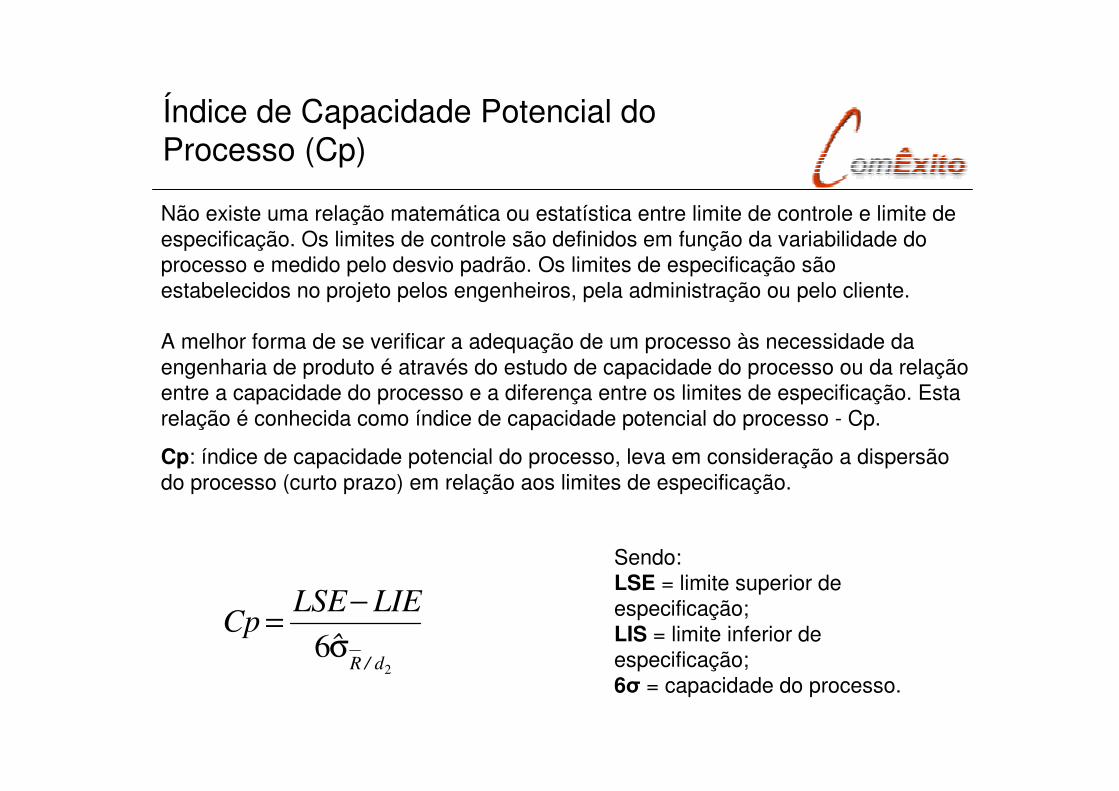
Não existe uma relação matemática ou estatística entre limite de controle e limite de especificação. Os limites de controle são definidos em função da variabilidade do processo e medido pelo desvio padrão. Os limites de especificação são estabelecidos no projeto pelos engenheiros, pela administração ou pelo cliente.
A melhor forma de se verificar a adequação de um processo às necessidade da engenharia de produto é através do estudo de capacidade do processo ou da relação entre a capacidade do processo e a diferença entre os limites de especificação. Esta relação é conhecida como índice de capacidade potencial do processo - Cp.
Cp: índice de capacidade potencial do processo, leva em consideração a dispersão do processo (curto prazo) em relação aos limites de especificação.
Sendo:LSE = limite superior de especificação;LIS = limite inferior de especificação;6σ = capacidade do processo.
2
6d/R
ˆ
LIELSECp
σ
−=
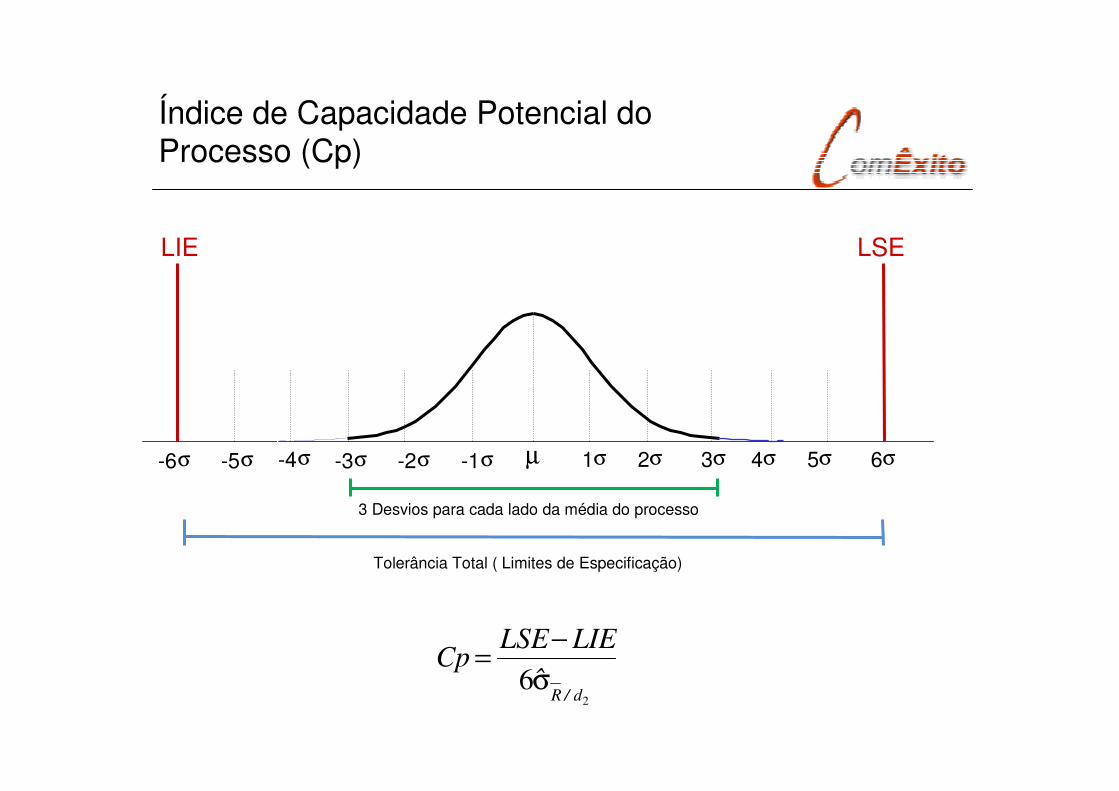
Índice de Capacidade Potencial do Processo (Cp)
µ 1σ
LIE
2σ 3σ-3σ -2σ -1σ
LSE
-6σ -5σ -4σ 4σ 5σ 6σ
Tolerância Total ( Limites de Especificação)
3 Desvios para cada lado da média do processo
2
6d/R
ˆ
LIELSECp
σ
−=
Índice de Capacidade Potencial do Processo (Cp)
A análise do índice de capacidade é muito útil na tomada de decisões sobre a adequação do processo às especificações. Uma regra prática para esta análise é descrita a seguir:
- Processo Vermelho: (Cp < 1), a capacidade do processo é inadequada à tolerância exigida.
- Processo amarelo: (1 ≤ Cp ≤ 1,33), a capacidade do processo está em torno da diferença entre as especificações.
- Processo Verde: (Cp > 1,33), a capacidade do processo é adequada à tolerância exigida.
Índice de Capacidade Potencial do Processo (Cp)
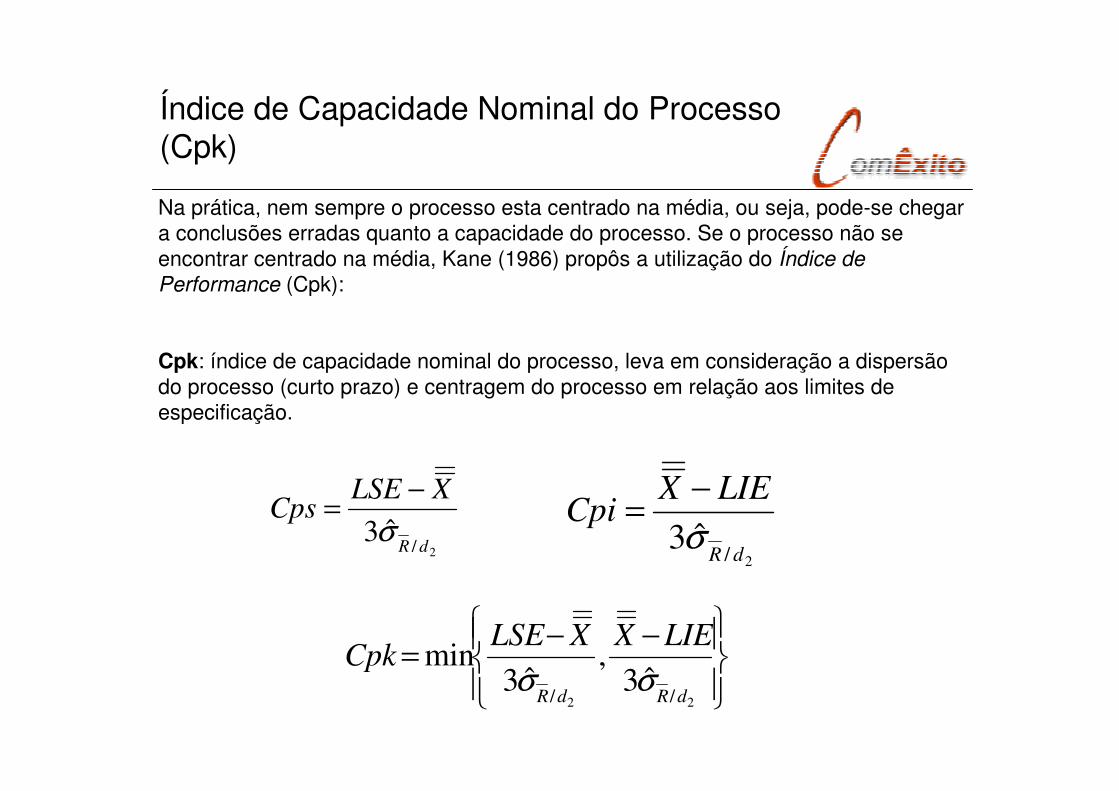
Na prática, nem sempre o processo esta centrado na média, ou seja, pode-se chegar a conclusões erradas quanto a capacidade do processo. Se o processo não se encontrar centrado na média, Kane (1986) propôs a utilização do Índice de Performance (Cpk):
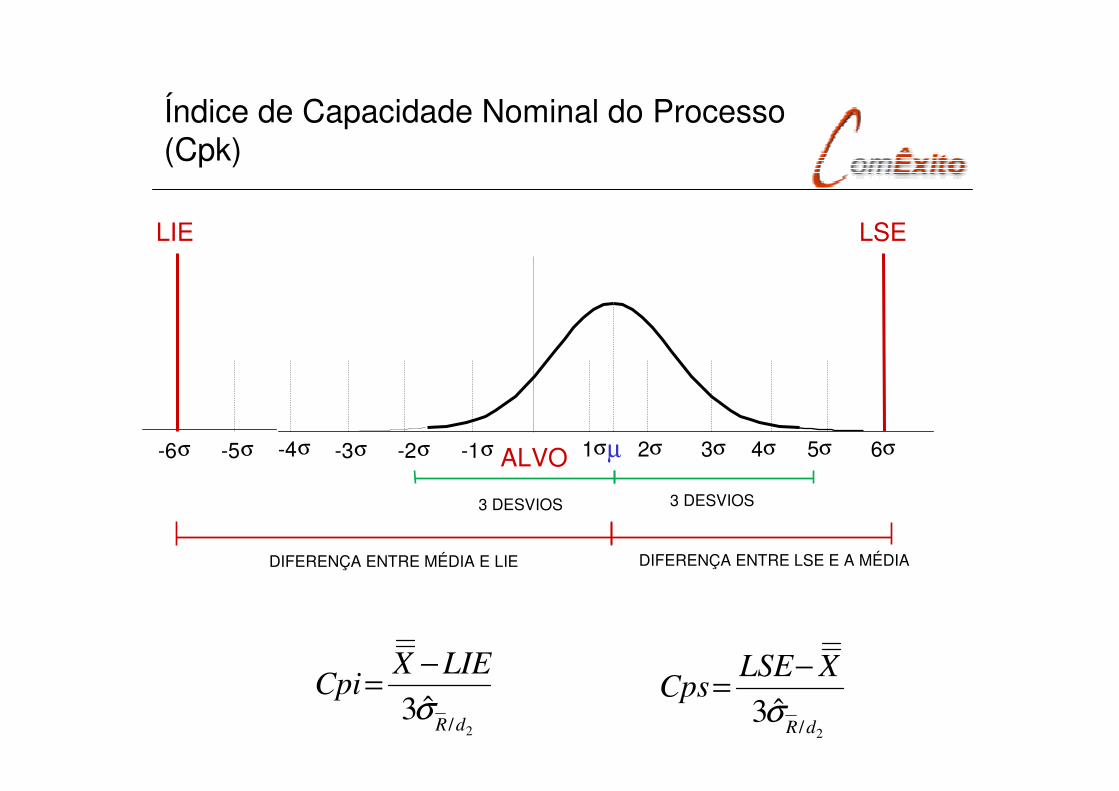
Cpk: índice de capacidade nominal do processo, leva em consideração a dispersão do processo (curto prazo) e centragem do processo em relação aos limites de especificação.
−−
=
22 //ˆ3
,ˆ3
min
dRdR
LIEXXLSECpk
σσ
Índice de Capacidade Nominal do Processo (Cpk)
2/ˆ3
dR
LIEXCpi
σ
−=
2/ˆ3
dR
XLSECps
σ
−=
ALVO 1σ
LIE
2σ 3σ-3σ -2σ -1σ
LSE
-6σ -5σ -4σ 4σ 5σ 6σ
DIFERENÇA ENTRE MÉDIA E LIE
3 DESVIOS
DIFERENÇA ENTRE LSE E A MÉDIA
3 DESVIOS
µ
2/ˆ3
dR
LIEXCpi
σ
−=
2/ˆ3
dR
XLSECps
σ
−=
Índice de Capacidade Nominal do Processo (Cpk)

Observações importantes
� Cp é sempre maior ou igual a Cpk� Quando o processo está centralizado, ou seja, a sua média está bem no meio
da especificação, então Cp = Cpk
� Sempre que Cpk < 1, há geração de produtos não-conformes � Tanto Cp como Cpk só têm resultados válidos se a distribuição dos valores
individuais for normal � No caso de especificações unilaterais, somente se utiliza o índice Cpk
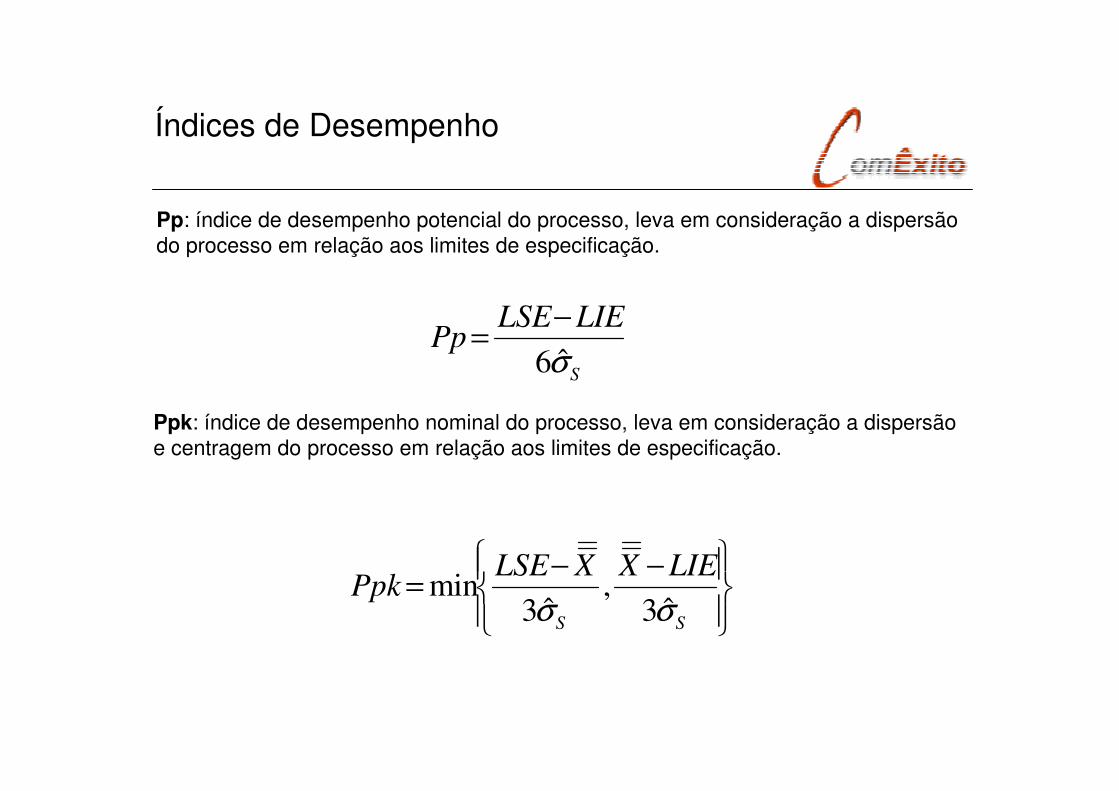
Pp: índice de desempenho potencial do processo, leva em consideração a dispersão do processo em relação aos limites de especificação.
Ppk: índice de desempenho nominal do processo, leva em consideração a dispersão e centragem do processo em relação aos limites de especificação.
S
LIELSEPp
σ̂6
−=
−−
=SS
LIEXXLSEPpk
σσ ˆ3,
ˆ3min
Índices de Desempenho
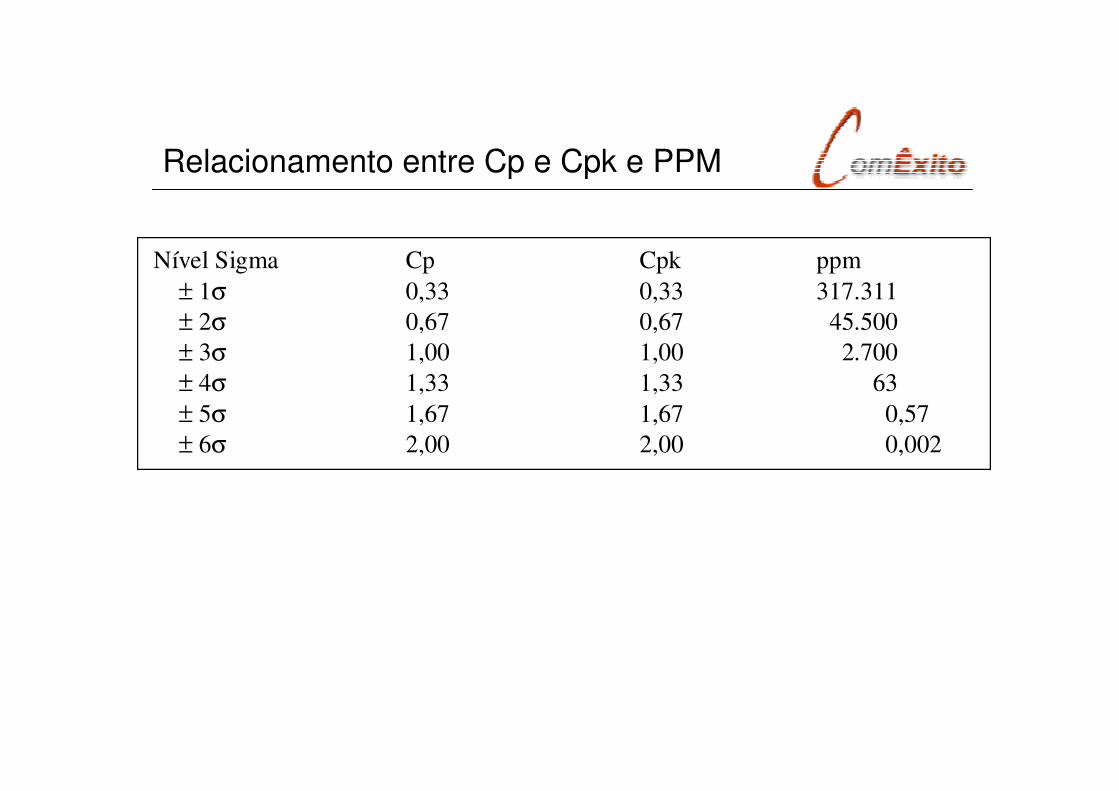
Nível Sigma Cp Cpk ppm
± 1σ 0,33 0,33 317.311
± 2σ 0,67 0,67 45.500
± 3σ 1,00 1,00 2.700
± 4σ 1,33 1,33 63
± 5σ 1,67 1,67 0,57
± 6σ 2,00 2,00 0,002
Relacionamento entre Cp e Cpk e PPM
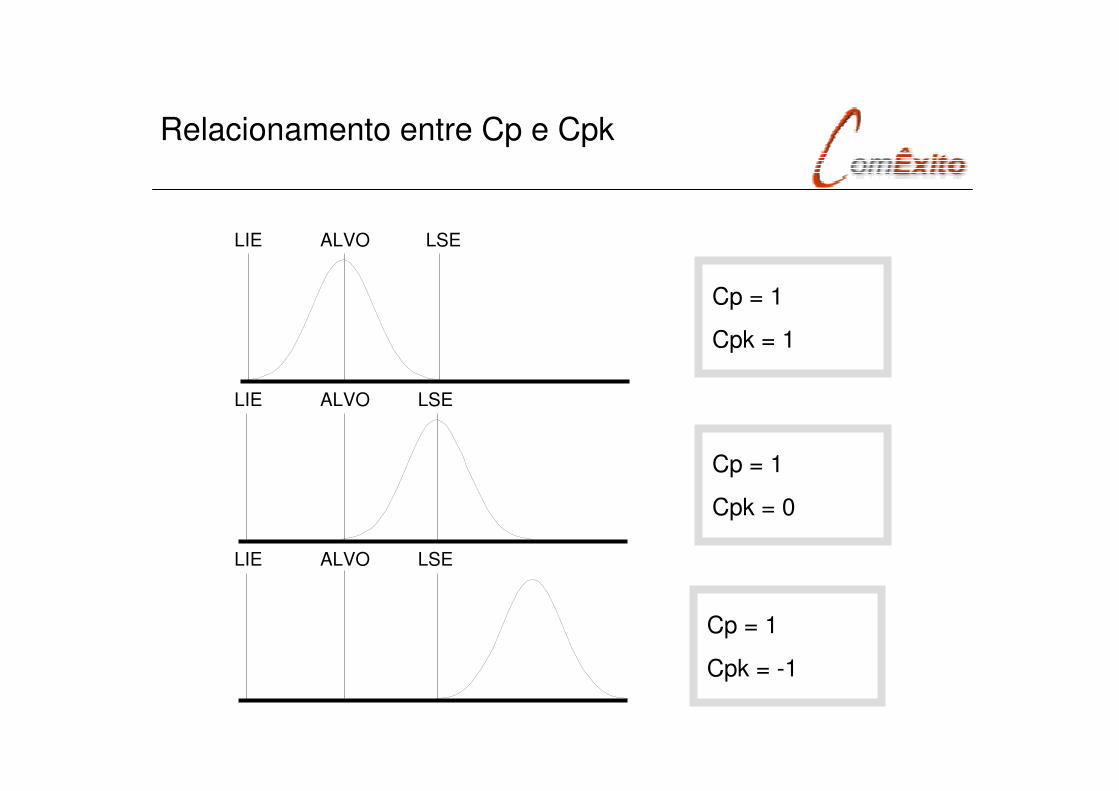
Cp = 1
Cpk = 1
Cp = 1
Cpk = 0
Cp = 1
Cpk = -1
LIE
LIE
LIE LSE
LSE
LSE ALVO
ALVO
ALVO
Relacionamento entre Cp e Cpk
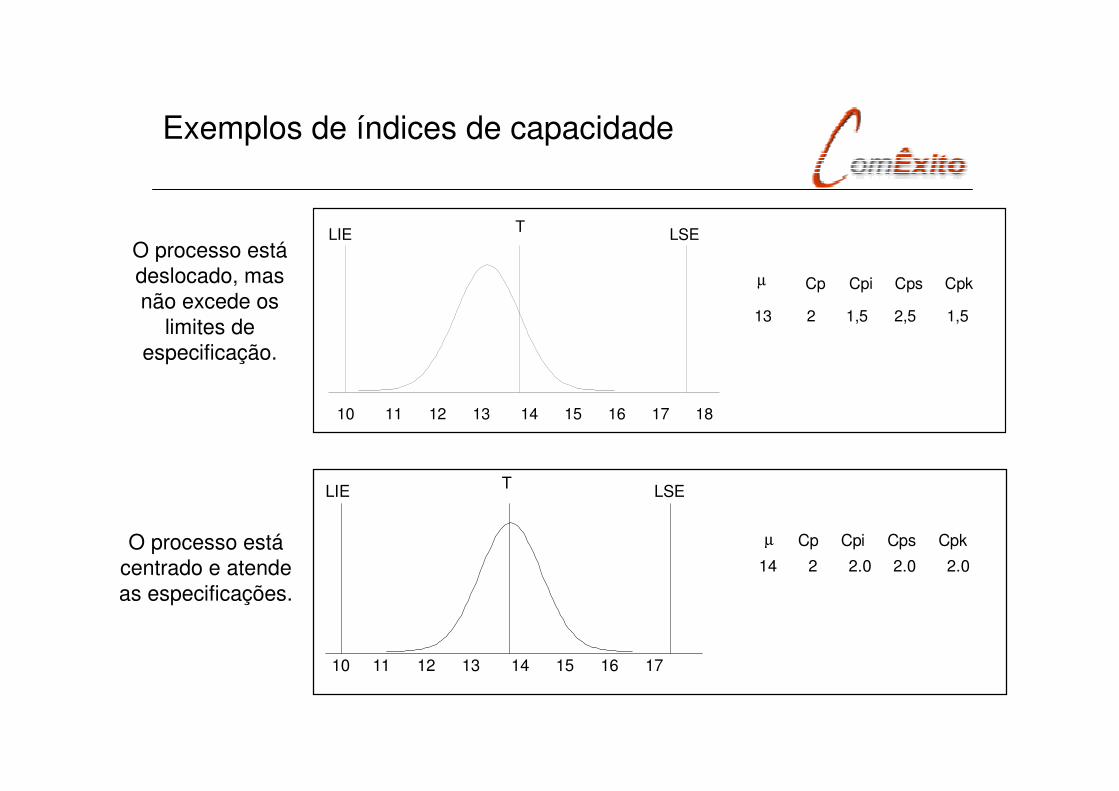
LSELIE T
10 11 12 13 14 15 16 17 18
µ Cp Cpi Cps Cpk
13 2 1,5 2,5 1,5
LSELIE T
10 11 12 13 14 15 16 1718
µ Cp Cpi Cps Cpk
14 2 2.0 2.0 2.0O processo está
centrado e atende as especificações.
O processo estádeslocado, mas não excede os
limites de especificação.
Exemplos de índices de capacidade

O processo estádeslocado, mas não excede os limites de especificação.
LSELIE T
10 11 12 13 14 15 16 17 18
µ Cp Cpi Cps Cpk
15 2 2,5 1,5 1,5
LSET
10 11 12 13 14 15 16 17 18
µ Cp Cpi Cps Cpk
16 2 3,0 1,0 1,0
LIE
O processo estádeslocado, mas não excede os limites de especificação.
Exemplos de índices de capacidade

O processo estádeslocado e excede
os limites de especificação,
produzindo produtos não-conformes.
LSET
10 11 12 13 14 15 16 17 18
µ Cp Cpi Cps Cpk
LIE
17 2 3,5 0,5 0,5
Exemplos de índices de capacidade
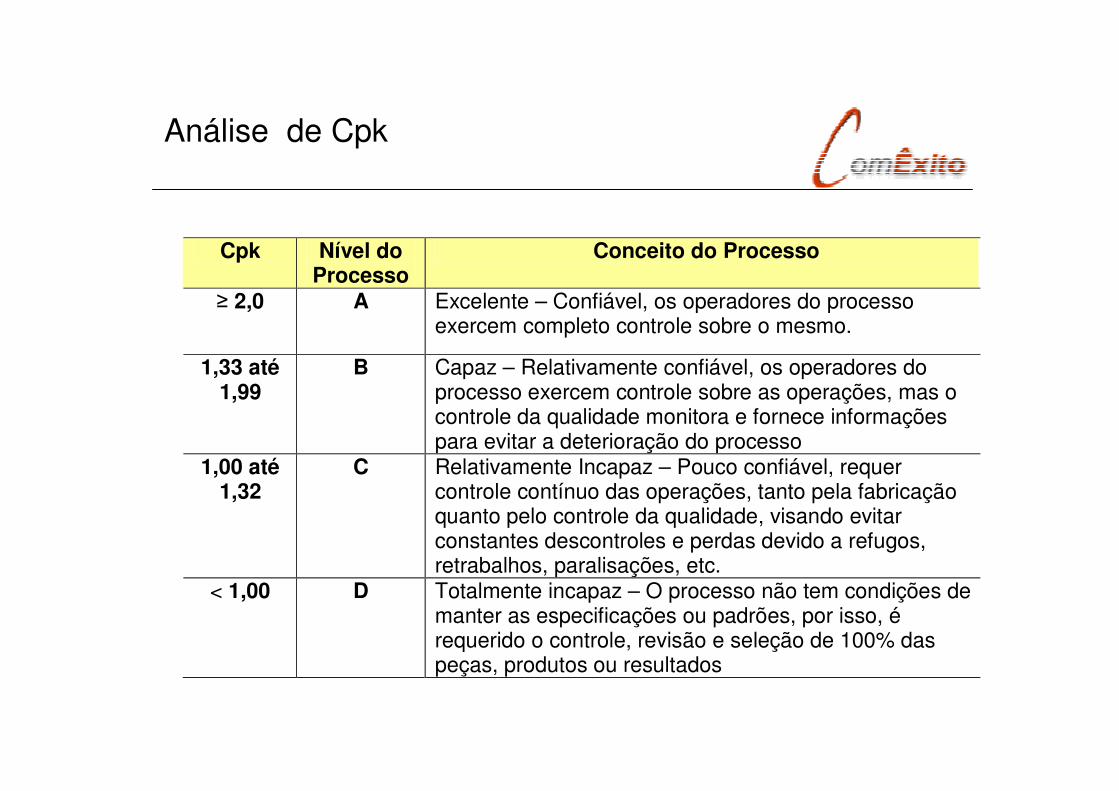
Análise de Cpk
Cpk Nível do Processo
Conceito do Processo
≥ 2,0 A Excelente – Confiável, os operadores do processo exercem completo controle sobre o mesmo.
1,33 até 1,99
B Capaz – Relativamente confiável, os operadores do processo exercem controle sobre as operações, mas o controle da qualidade monitora e fornece informações para evitar a deterioração do processo
1,00 até 1,32
C Relativamente Incapaz – Pouco confiável, requer controle contínuo das operações, tanto pela fabricação quanto pelo controle da qualidade, visando evitar constantes descontroles e perdas devido a refugos, retrabalhos, paralisações, etc.
< 1,00 D Totalmente incapaz – O processo não tem condições de manter as especificações ou padrões, por isso, é requerido o controle, revisão e seleção de 100% das peças, produtos ou resultados
Exercício
• O nosso processo tem os seguintes valores históricos, quanto à temperatura de reação:
– Média: 60ºC
– Desvio padrão: 2ºC
• O projeto exige que a temperatura da reação seja controlada entre 52 e 68ºC. O processo é capaz de atender à especificação do projeto
Resposta do exercício
• – Média: 60ºC• – Desvio padrão: 2ºC
• – Mínimo: 52ºC
• – Máximo: 68ºC
Média = 68 – 52 / 2 = 60ºC coerente
Cp = LSE – LIE / 6 σ = 68 – 52 / 6. 2 = 1,333
O processo é capaz
Exercício
• O nosso processo tem os seguintes valores históricos, quanto à PUREZA do produto:
– Média: 97%
– Especificação atual: 95% (mínimo)
– Desvio padrão: 0,4%
• A Área de Vendas identificou um potencial cliente, mas que exige uma especificação mínima de 95,8%.
• Podemos garantir a qualidade e atender ao novo cliente?
Resposta do exercício
– Média: 97%– Desvio padrão: 0,4%
– Espec (min): 95%
• Quando há apenas o limite inferior de especificação:
Cpi = µ – LIE / 3 σ = 97 – 95 / 3. 0,4 = 1,67
O processo atual é capaz!

�Descrever o processo cuja história será documentada;
�Definir os parâmetros a serem controlados;
�Definir os critérios referentes à condição de controle (linha central) e a condição fora de controle ( limites de controle) dos parâmetros selecionados;
�Definir quais, como, quando e onde os dados serão coletados e registrados;�Definir os gráficos, as formas e a freqüência de registro dos dados;
�Definir os procedimentos a serem executados quando ocorrerem condições fora de controle;�Definir as atribuições e responsabilidades pelo procedimentos de controle dos processos;�Treinar a equipe para lançar e interpretar corretamente os dados nos gráficos;
�Ter concluído os estudos sobre Capacidade de Inspeção, cujos resultados devem indicar que a capacidade é “aceitável”, numa escala “aceitável, marginal e inaceitável”;
�Disponibilizar todas as planilhas de registro de dados nos locais apropriados ou próximos a eles.
Condições para se implantar Controle Estatístico de Processo - CEP
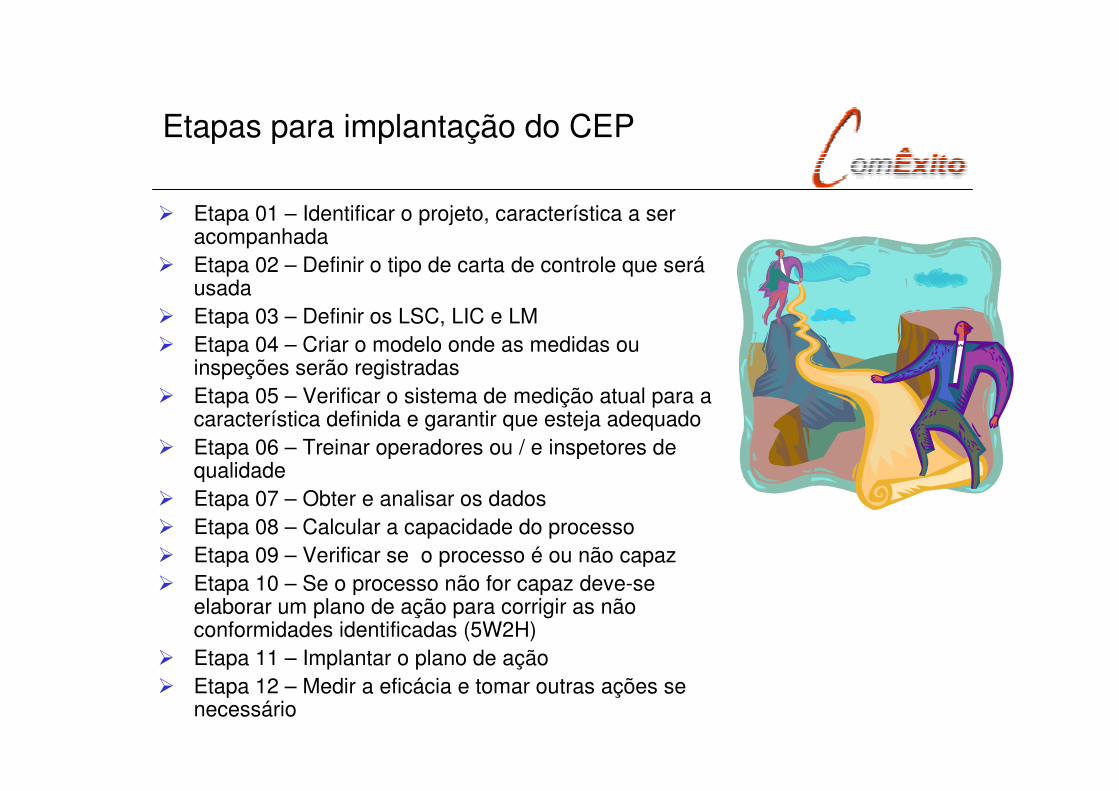
Etapas para implantação do CEP
� Etapa 01 – Identificar o projeto, característica a ser acompanhada
� Etapa 02 – Definir o tipo de carta de controle que seráusada
� Etapa 03 – Definir os LSC, LIC e LM� Etapa 04 – Criar o modelo onde as medidas ou
inspeções serão registradas� Etapa 05 – Verificar o sistema de medição atual para a
característica definida e garantir que esteja adequado� Etapa 06 – Treinar operadores ou / e inspetores de
qualidade � Etapa 07 – Obter e analisar os dados� Etapa 08 – Calcular a capacidade do processo� Etapa 09 – Verificar se o processo é ou não capaz� Etapa 10 – Se o processo não for capaz deve-se
elaborar um plano de ação para corrigir as não conformidades identificadas (5W2H)
� Etapa 11 – Implantar o plano de ação� Etapa 12 – Medir a eficácia e tomar outras ações se
necessário
�Fluxograma;�Diagrama Ishikawa (Espinha de Peixe);�Folhas de Verificação;�Diagramas de Pareto;�Histogramas;�Diagrama de Dispersão.
Cada ferramenta é simples para implementar.Essas ferramentas normalmente são utilizadas em conjunto.
Ferramentas normalmente utilizadas em apoio ao CEP

1º Ferramenta – Fluxograma
InícioInspeção de um setor
da Empresa
Chegada ao setor
Verificar documentação
Em ordem?Não
Sim
Verificar erros Apurar responsabilidades
Relatório parcialInspeção
linha 1
1
Háatraso?
Sim
Não
Verificar controle
Definir gargalos
Relatório
parcial Inspeção linha 2
Relatório final
Fim
1

2º Ferramenta Diagrama Ishikawa (Espinha de Peixe)
DIAGRAMA ESPINHA DE PEIXE
Os diagramas de causa e efeito são elaborados para ilustrar claramente as diversas causas ou fatores que afetam um problema, separando-os em grupos e relacionando as causas. Para cada efeito, provavelmente haverá diversas categorias principais de causas. Por exemplo, as causas principais da variação do processo são normalmente conhecidas como 8M: Material, Máquina, Mão-de-Obra, Método, Meio Ambiente, Management (gerenciamento), Matéria Prima e Medição.
Método Mão de Obra
Efeito
Material Máquina
MaterialMeio ambiente
MediçãoManagement
Causas
Causas
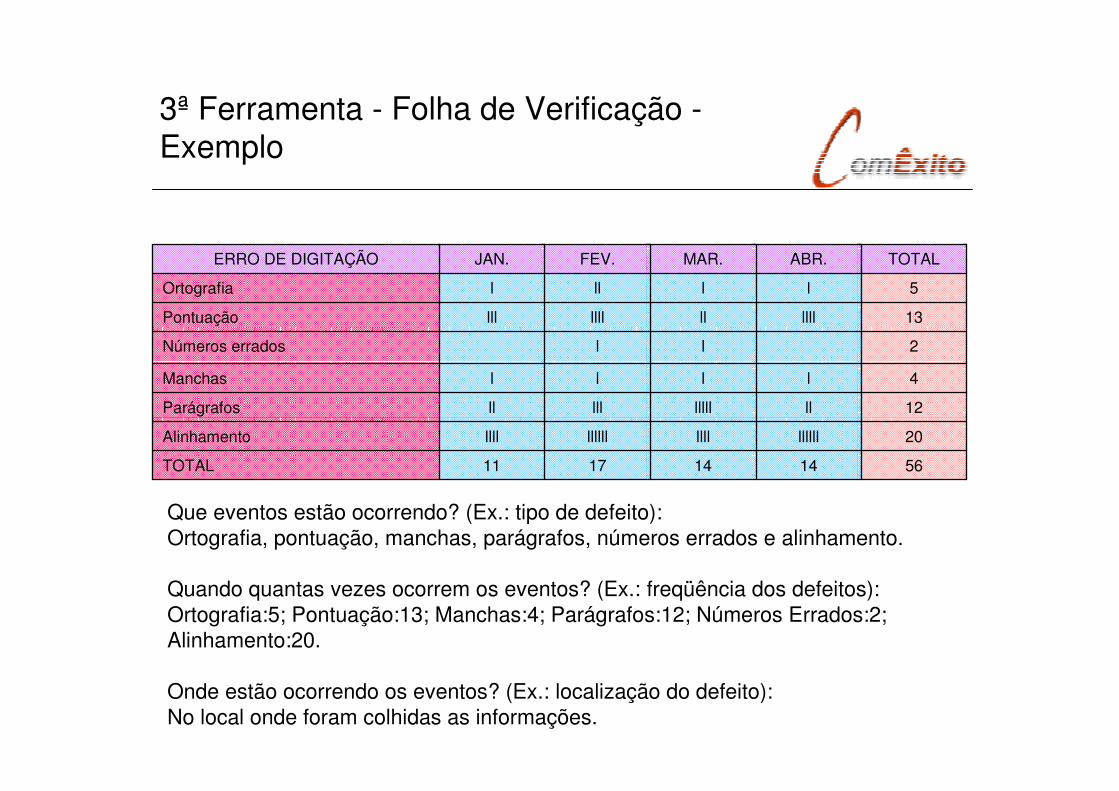
3ª Ferramenta - Folha de Verificação -Exemplo
5614141711TOTAL
20llllllllllllllllllllAlinhamento
12llllllllllllParágrafos
4llllManchas
2llNúmeros errados
13lllllllllllllPontuação
5lllllOrtografia
TOTALABR.MAR.FEV.JAN.ERRO DE DIGITAÇÃO
Que eventos estão ocorrendo? (Ex.: tipo de defeito):Ortografia, pontuação, manchas, parágrafos, números errados e alinhamento.
Quando quantas vezes ocorrem os eventos? (Ex.: freqüência dos defeitos):Ortografia:5; Pontuação:13; Manchas:4; Parágrafos:12; Números Errados:2; Alinhamento:20.
Onde estão ocorrendo os eventos? (Ex.: localização do defeito):No local onde foram colhidas as informações.
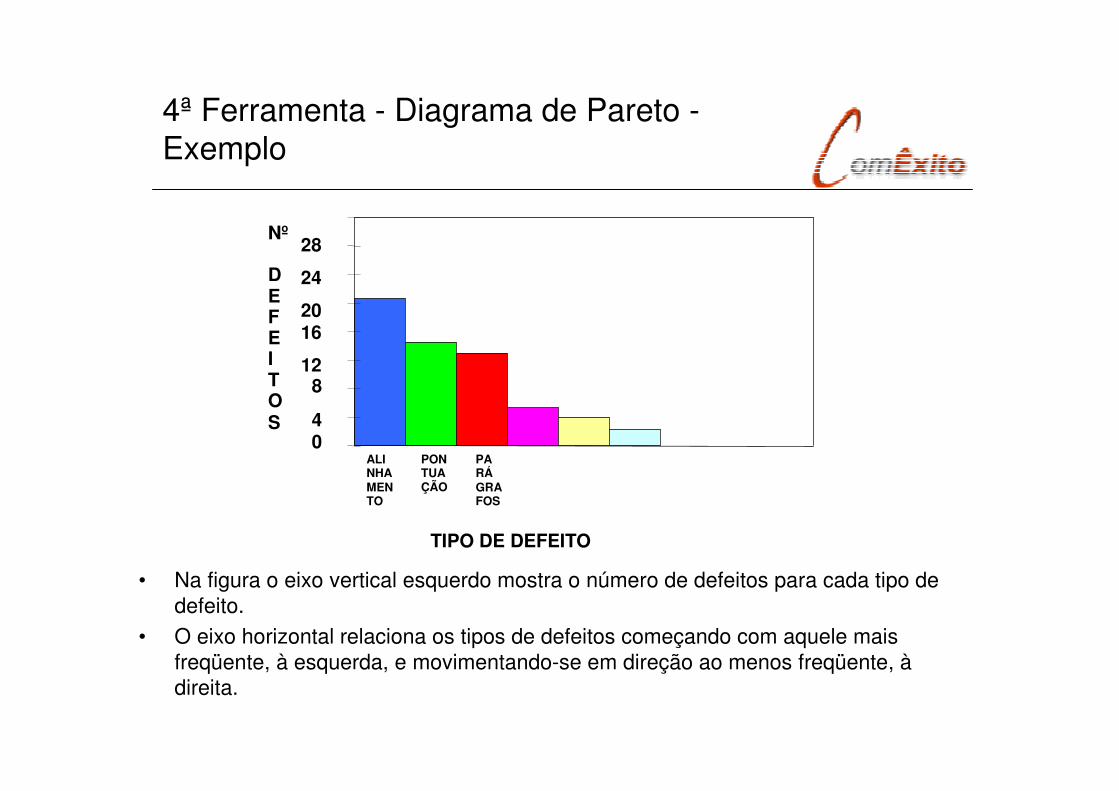
4ª Ferramenta - Diagrama de Pareto -Exemplo
• Na figura o eixo vertical esquerdo mostra o número de defeitos para cada tipo de defeito.
• O eixo horizontal relaciona os tipos de defeitos começando com aquele mais freqüente, à esquerda, e movimentando-se em direção ao menos freqüente, àdireita.
TIPO DE DEFEITO
ALINHAMENTO
PONTUAÇÃO
PARÁGRAFOS
04
812
1620
24
28Nº
DEFEITOS
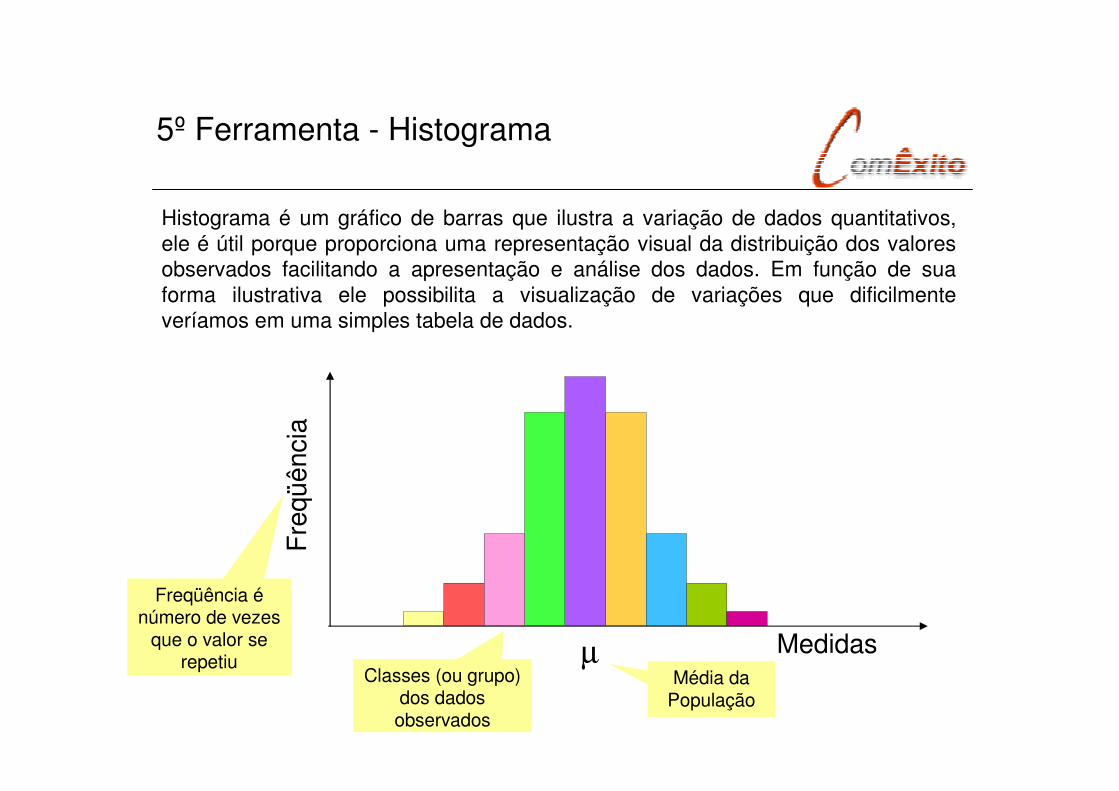
Histograma é um gráfico de barras que ilustra a variação de dados quantitativos,ele é útil porque proporciona uma representação visual da distribuição dos valoresobservados facilitando a apresentação e análise dos dados. Em função de suaforma ilustrativa ele possibilita a visualização de variações que dificilmenteveríamos em uma simples tabela de dados.
Fre
qüên
cia
MedidasµMédia da
PopulaçãoClasses (ou grupo)
dos dados observados
Freqüência énúmero de vezes
que o valor se repetiu
5º Ferramenta - Histograma
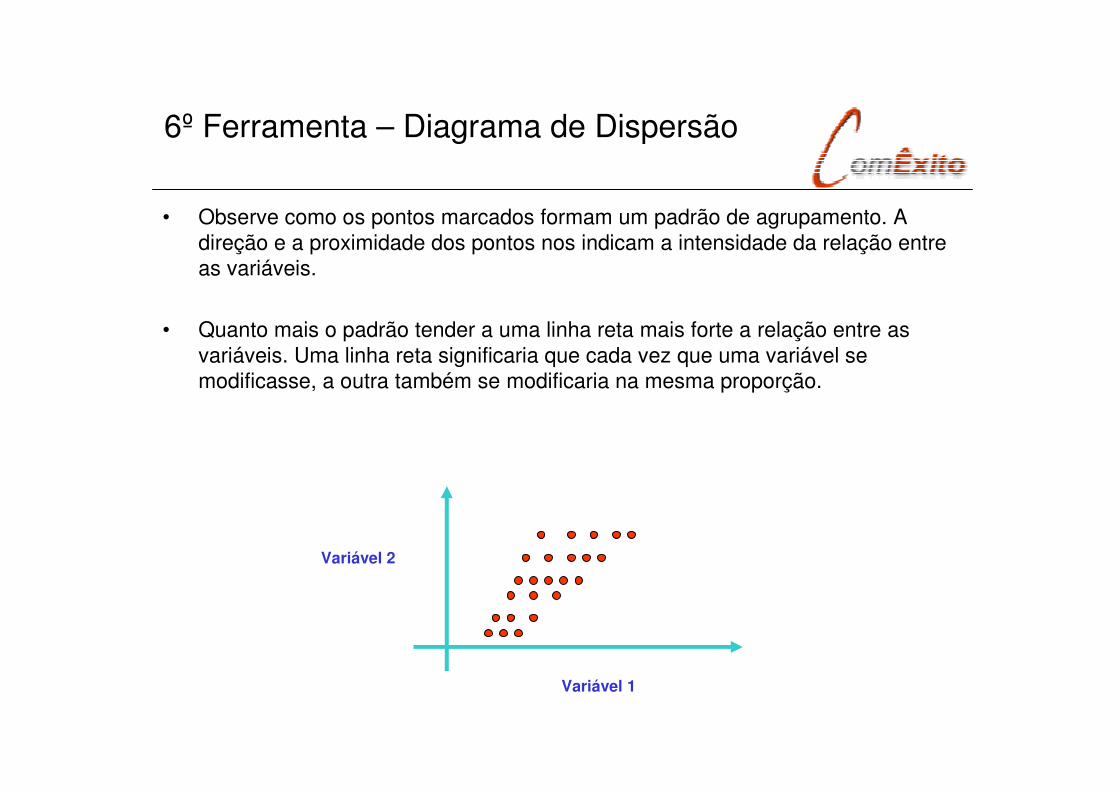
6º Ferramenta – Diagrama de Dispersão
• Observe como os pontos marcados formam um padrão de agrupamento. A direção e a proximidade dos pontos nos indicam a intensidade da relação entre as variáveis.
• Quanto mais o padrão tender a uma linha reta mais forte a relação entre as variáveis. Uma linha reta significaria que cada vez que uma variável se modificasse, a outra também se modificaria na mesma proporção.
Variável 2
Variável 1
Bibliografia
� Controle estatístico de processo – Trabalho - Prof. Dr. Roberto Antonio Martins – 2002
� DIRETRIZES BÁSICAS PARA IMPLANTAÇÃO DO CONTROLE ESTATÍSTICO DE PROCESSOS - Eveline Chaves Toledo, Mário Celso Canavezi, Shirley da Luz Soares Mestranda em Gerência da Produção - Escola Federal de Engenharia de Itajubá – Departamento de Produção – Itajubá – MG
� As causas comuns no CEP são inerentes ao processo? – Carlos H. Domenech– www.statistical.com.br/artigos.asp
� Introdução ao CEP- Controle Estatístico de Processo - Prof. José Carlos de Toledo - GEPEQ – Grupo de Estudo e Pesquisa em Qualidade - DEP- UFSCar
� CEP para processos contínuos e em bateladas – Alberto Wunderler Ramos, 2000
� Controle Estatístico da Qualidade – Antônio F. B. Costa, Eugênio K. Epprecht, Luiz C. R. Carpinetti, 2008

Fim do Módulo 5