aplicaÇÃo integrada de ferramentas da qualidade...
TRANSCRIPT

APLICAÇÃO INTEGRADA DE
FERRAMENTAS DA QUALIDADE NO
TRATAMENTO DOS DEFEITOS DO
CORDEL DETONANTE NP-10: ESTUDO
DE CASO EM UMA EMPRESA DE
EXPLOSIVOS
Mateus Eca Souza (UFBA )
Isabel Sartori (UFBA )
Marcelo Embirucu de Souza (UFBA )
A indústria de explosivos está inserida em um contexto produtivo de
alto nível de controle, onde, por um lado, os clientes requisitam
produtos seguros e de alta qualidade e pelo outro, a legislação impõe
sanções como limites de armazenamento e transporte de produtos. O
presente artigo insere-se na vertente de requisição de produtos seguros
e de alta qualidade e propõe-se a apresentar os resultados da
aplicação de ferramentas da qualidade no tratamento dos defeitos do
cordel detonante NP10. O método de desenvolvimento utilizado foi o
estudo de caso sustentado pelo modelo de pesquisa exploratória, onde
aplicaram-se integradamente cinco ferramentas da qualidade. Através
da aplicação da metodologia os defeitos gramatura baixa e
descontinuidade de nitropenta no cordel mostraram-se os mais
recorrentes e, por isso, foram considerados prioritários para o estudo.
As causas para estes defeitos, bem como as propostas de ações de
melhoria, concentraram-se nas categorias de matéria prima e
máquina. Concluiu-se, de um modo geral, que a empresa estudada
possui um sistema de controle de qualidade bastante rigoroso,
entretanto o estudo realizado apontou pontos de melhoria relacionados
às áreas de aquisição e beneficiamento de matéria prima e inspeção e
manutenção de maquinário.
Palavras-chaves: Ferramentas da Qualidade, Indústria de Explosivos,
Defeitos de Produtos, Cordel Detonante
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
2
1. Introdução
Algumas décadas atrás, precisamente na época entre as duas guerras mundiais, as indústrias
adotavam um modelo produtivo que se sustentava na produção altamente padronizada e de
grande escala. Nessa época, além da incipiente diferenciação de processos e produtos,
também não se encontravam registros de estudos aprofundados na área da qualidade, e as
atividades relacionadas a esta área eram basicamente realizadas através de inspeções (JURAN
e GRYNA, 1991; SLACK et al., 1999; TRIVELLATO, 2010).
Atualmente, para a maioria das empresas, a qualidade é considerada pré-requisito básico de
sobrevivência e os processos e técnicas de controle associados a esta área estão cada vez mais
sofisticados. O que se tem verificado nos últimos anos é uma crescente busca das
organizações por sistemas produtivos que enfoquem na diferenciação dos processos e
produtos e que consigam promover aumentos reais nas margens de lucro, sem que isto afete a
qualidade final dos produtos. Entretanto, sabe-se que para o alcance de tal objetivo essas
empresas precisam se tornar cada vez mais “enxutas” e “limpas”, produzindo produtos com
custos cada vez mais baixos e mantendo ou elevando a qualidade dos seus sistemas
produtivos (DI SERIO e DUARTE, 2005).
É nesse contexto, marcado pela crescente competitividade e constante mudança das
necessidades dos consumidores, que a gestão da qualidade e suas ferramentas aparecem como
um sistema fundamental de sustentabilidade e prosperidade para as organizações produtivas.
Em alguns ramos empresariais, como as indústrias de alimentos e de explosivos, a qualidade
representa muito mais do que adequação às especificações e satisfação do cliente, pois ela é
encarada também como fator crítico de segurança, uma vez que os produtos finais dessas
indústrias podem representar sérios riscos à saúde humana. Diante desta perspectiva, os
setores de controle de qualidade dessas empresas precisam sempre estar bem estruturados, e
também munidos de ferramentas que os ajudem a planejar, implantar e monitorar todos os
processos, para que, dessa forma, o produto final seja seguro e ao mesmo tempo possua
integridade nas suas características funcionais (FILHO, 2009; RAMOS, 2008).
Diante da importância indiscutível da qualidade de produtos e processos, principalmente nos
ramos empresarias supracitados, este artigo se propõe a apresentar os resultados da aplicação
integrada de ferramentas da qualidade no tratamento dos defeitos relacionados a um tipo de
cordel detonante, produto final do processo produtivo aqui utilizado como estudo de caso,

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
3
denominado pelo código NP10. De forma mais específica este artigo objetiva aplicar de forma
integrada e sequencial as ferramentas Folha de Verificação de Frequência, Gráfico de Pareto,
Brainstorming, Diagrama de Causa e Efeito e FMEA de Produto, buscando identificar os
defeitos mais frequentes observados no cordel detonante e suas respectivas causas e, a partir
disso, propor ações de melhoria.
A organização do artigo tem como primeira etapa a fundamentação teórica com assuntos
pertinentes ao tema, seguida pela explanação do método de desenvolvimento do estudo,
apresentação e discussão dos resultados do estudo de caso, conclusões e propostas de
trabalhos futuros.
2. Fundamentação teórica
2.1. Ferramentas básicas da qualidade
As ferramentas básicas ou clássicas da qualidade nasceram da necessidade de solucionar
problemas e monitorar processos, tendo como principal diretriz a melhoria dos processos
operacionais das organizações. São sete as chamadas ferramentas básicas ou clássicas da
qualidade (Miguel, 2001): Gráfico ou Diagrama de Pareto; Folha de Verificação de
Frequência; Diagrama de Causa e Efeito; Fluxograma; Histograma; Gráfico Linear; e Cartas
de Controle.
Dentre as sete ferramentas básicas ou clássicas da qualidade, este artigo utilizou três delas:
Folha de Verificação de Frequência; Gráfico de Pareto; e Diagrama de Causa e Efeito. Foi
utilizada também a ferramenta Brainstroming, que, apesar de não ser considerada uma
ferramenta básica ou clássica da qualidade, é considerada uma ferramenta de apoio às
atividades de investigação, podendo assim ser considerada uma ferramenta da qualidade
(SEBRAE, 2005).
2.2. FMEA
Kondrasovas (2010) aponta a FMEA (Failure Mode and Effects Analysis) como uma
ferramenta poderosa para as atividades de desenvolvimento de processo e produto, tendo
como função evidenciar possíveis problemas em um produto ou processo, definir as suas
causas, inferir os efeitos que tais problemas gerarão e estabelecer ações de melhoria.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
4
Os autores costumam citar dois tipos de FMEA, uma relacionada ao produto e outra
relacionada ao processo, e alguns especialistas da área da administração têm utilizado a
FMEA para procedimentos administrativos, criando assim um terceiro tipo para esta
ferramenta. A análise e os formulários aplicados são os mesmos para os três casos, sendo a
única diferença o objetivo em sua utilização (TOLEDO e AMARAL, 2005).
3. Metodologia
3.1. Bases do método de pesquisa aplicado
O desenvolvimento deste artigo é subsidiado, do ponto de vista metodológico, pelo método de
estudo de caso, e entende-se por estudo de caso “uma investigação empírica que investiga um
fenômeno contemporâneo dentro do seu contexto de vida real, especialmente quando os
limites entre o fenômeno e o contexto não estão claramente definidos” (YIN, 2001).
O método científico utilizado foi o dedutivo, preconizado por Descart, Leibniz e Spinoza, no
qual é defendido que apenas a razão possui a capacidade de condução direta à verdade, e à
conclusão de qualquer coisa precede um diagrama de raciocínio lógico que leve de um campo
de análise geral para um específico (GIL, 1999; LAKATOS e MARCONI, 1993).
A forma de abordagem da pesquisa sobre o problema em estudo enquadra-se nas categorias
de pesquisa quantitativa e qualitativa, pois são utilizados recursos de natureza estatística e
também são apresentados modelos de relações entre elementos de características objetivas e
subjetivas (SILVA e MENEZES, 2001).
Do ponto de vista do objetivo da pesquisa, este estudo assume um padrão de pesquisa
exploratória, pois tem como objetivo uma maior aproximação e entendimento do problema,
com o intuito de torná-lo explícito ou desenvolver hipóteses (GIL, 1991).
3.2. Procedimentos metodológicos da pesquisa
Antes da definição e aplicação das ferramentas da qualidade, foi feita uma breve sondagem do
cenário produtivo onde seria aplicado o estudo, com o objetivo de observar o processo de
fabricação do cordel detonante NP10, bem como as técnicas utilizadas no controle de
qualidade desse produto, obtendo dessa forma um panorama geral do processo que permitiu o
esboço do plano de desenvolvimento do estudo. Após essa sondagem do processo foram
aplicadas, de forma integrada, cinco ferramentas da qualidade (a lista de verificação de

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
5
frequência; o gráfico de Pareto; o brainstorming; e o diagrama de causa e efeito e o FMEA de
produto). A escolha dessas ferramentas justifica-se pelo fato do elevado grau de correlação
que as mesmas possuem uma com as outras permitindo uma estruturação mais eficiente da
lógica de resolução do problema abordado. Os passos procedimentais ou etapas para a o
desenvolvimento do estudo e concretização do objetivo estão descritos abaixo e ilustrados na
figura 1.
a) Etapa 1 - Registro das ocorrências de defeitos do produto final (cordel detonante)
- Utilizou-se uma folha de verificação de frequência para registrar as ocorrências de
defeitos no produto final durante um período de 50 dias, começando no dia 01 de
outubro de 2012 e terminando no dia 20 de novembro de 2012;
b) Etapa 2 - Seleção dos defeitos prioritários pela regra 80/20 - Utilizou-se a
ferramenta gráfico de Pareto para expressar graficamente os resultados da folha de
verificação e para determinar os defeitos prioritários de acordo com a regra 80/20;
c) Etapa 3 - Definição das causas potenciais para os defeitos prioritários - Foram
utilizadas as ferramentas da qualidade brainstorming e diagrama de causa e efeito para
definir e projetar as possíveis causas para os defeitos prioritários estabelecidos pela
regra 80/20. O brainstorming escolhido foi o não estruturado e as sessões duraram 15
minutos para cada setor, quais sejam (figura 2): nitração e tratamento; secagem e
tratamento; fiação e seleção; e extrusão e rebobinagem. Os funcionários escolhidos
foram os encarregados das fases de produção e os líderes de setor;
d) Etapa 4 - Estabelecimento de ações de melhoria para o tratamento dos defeitos
prioritários - Utilizou-se a ferramenta FMEA de produto para o registro documental
do resultado da aplicação das ferramentas anteriores e para propor ações de melhoria
para a linha produtiva do cordel detonante NP10.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
6
Figura 1 - Integração e fluxo de informação entre as ferramentas utilizadas
Fonte: Elaborada pelos autores.
4. Estudo de caso
4.1. Caracterização do processo de fabricação do cordel detonante NP10
Utilizando-se as informações colhidas na etapa de sondagem, foi possível elaborar um
panorama geral dos processos envolvidos na fabricação do cordel detonante NP10. O
processo de fabricação e os pontos de controle de qualidade da linha de produção podem ser
representados pela figura 2.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
7
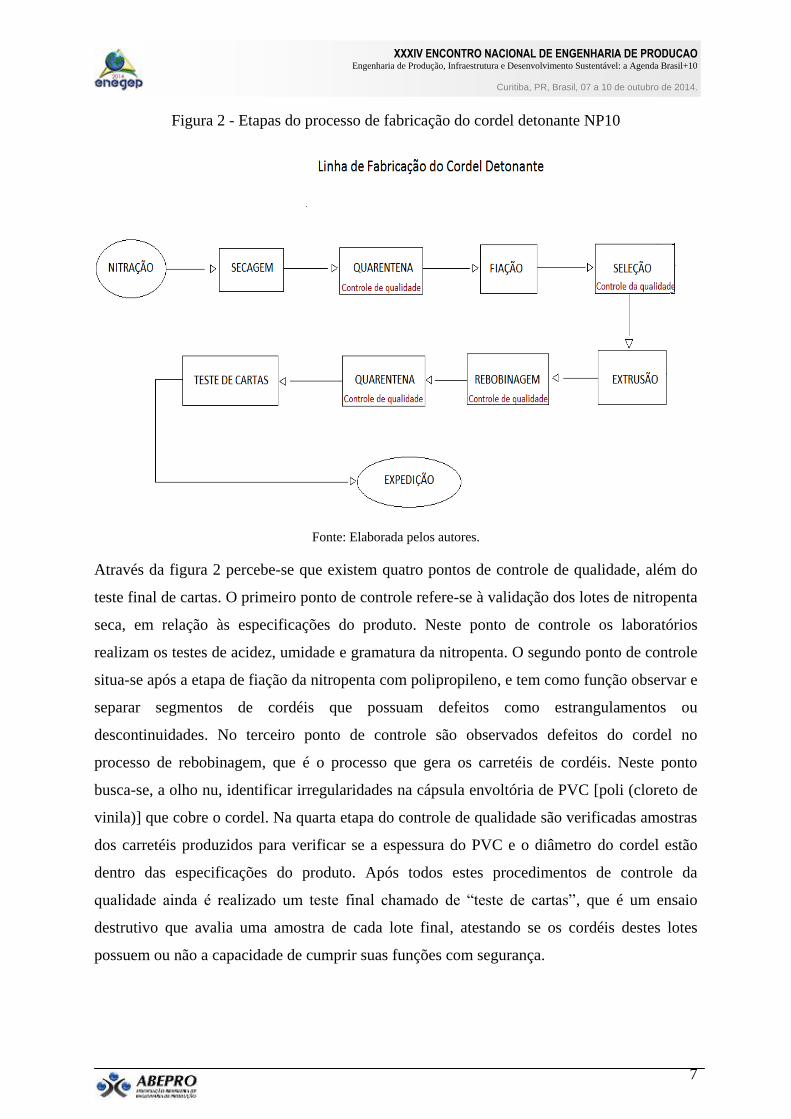
Figura 2 - Etapas do processo de fabricação do cordel detonante NP10
Fonte: Elaborada pelos autores.
Através da figura 2 percebe-se que existem quatro pontos de controle de qualidade, além do
teste final de cartas. O primeiro ponto de controle refere-se à validação dos lotes de nitropenta
seca, em relação às especificações do produto. Neste ponto de controle os laboratórios
realizam os testes de acidez, umidade e gramatura da nitropenta. O segundo ponto de controle
situa-se após a etapa de fiação da nitropenta com polipropileno, e tem como função observar e
separar segmentos de cordéis que possuam defeitos como estrangulamentos ou
descontinuidades. No terceiro ponto de controle são observados defeitos do cordel no
processo de rebobinagem, que é o processo que gera os carretéis de cordéis. Neste ponto
busca-se, a olho nu, identificar irregularidades na cápsula envoltória de PVC [poli (cloreto de
vinila)] que cobre o cordel. Na quarta etapa do controle de qualidade são verificadas amostras
dos carretéis produzidos para verificar se a espessura do PVC e o diâmetro do cordel estão
dentro das especificações do produto. Após todos estes procedimentos de controle da
qualidade ainda é realizado um teste final chamado de “teste de cartas”, que é um ensaio
destrutivo que avalia uma amostra de cada lote final, atestando se os cordéis destes lotes
possuem ou não a capacidade de cumprir suas funções com segurança.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
8
4.2. Resultados e discussões da aplicação integrada das ferramentas da qualidade
4.2.1. Lista de verificação de frequência
Durante 50 dias foram registrados os defeitos observados pela equipe de controle de
qualidade. O resultado desta observação pode ser observado na figura 3.
Figura 3 - Folha de verificação de frequência dos defeitos no cordel detonante NP10
Folha de Verificação de Frequência
Problema: Defeitos no produto final cordel detonante NP10 Período: 1 mês e 20 dias Processo: Fabricação do cordel detonante NP10 Responsável: Sr. Rafael Barbosa Período: 01/10/2012 a 20/11/2012 Total de itens produzidos: 1.285.013,00 m
Tipo de Defeito Frequência Total
Gramatura do cordel Baixa ///// ///// ///// ///// //// 24
Descontinuidade da nitropenta no cordel ///// ///// //// 14
Fio de polipropileno quebrado // 2
Contaminação hídrica do cordel nu / 1
Cordel amassado / 1
Cordel com diâmetro abaixo do limite / 1
Cordel com diâmetro acima do limite // 2
PVC rasgado /// 3
PVC furado / 1
TOTAL 49
Fonte: Elaborada pelos autores.
A lista de verificação de frequência apresentou uma soma de defeitos registrados pelo
controle de qualidade igual a quarenta e nove, sendo que dois dos defeitos, gramatura baixa e
descontinuidade da nitropenta no cordel, destacaram-se em relação aos outros como aqueles
de maior ocorrência: a gramatura baixa com vinte e quatro ocorrências; e a descontinuidade
da matéria-prima com quatorze ocorrências.
4.2.2. Gráfico de Pareto
Através dos resultados obtidos com a aplicação da lista de verificação de frequência foi
possível construir um gráfico de Pareto que permitiu uma análise mais criteriosa acerca dos

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
9
defeitos. A figura 4 mostra o gráfico de Pareto para as ocorrências dos defeitos e suas
respectivas frequências acumuladas, além de representar o critério de análise da regra 80/20.
Figura 4 - Gráfico de Pareto e regra 80/20 para os defeitos do cordel detonante NP10
Fonte: Elaborada pelos autores.
Como colocado anteriormente, através da regra 80/20 foi possível elencar gramatura do cordel
baixa e descontinuidade da nitropenta no cordel como os defeitos prioritários, pois eles
representaram 77,55% das ocorrências e juntos equivaleram a 22,45% dos tipos de defeitos
listados. Assim, através dos resultados da lista de frequência e do gráfico de Pareto, os
defeitos prioritários a serem analisados pelas ferramentas brainstorming, diagrama de causa e
efeito e FMEA de produto foram delimitados.
Nesse ponto do estudo, para um melhor entendimento dos resultados, é importante descrever
com um pouco mais de detalhe os defeitos prioritários definidos no diagrama de Pareto. O
defeito gramatura baixa ocorre quando a quantidade de nitropenta por metro de cordel
encontra-se abaixo do limiar especificado no projeto do produto. Já a descontinuidade de
nitropenta no cordel está relacionada a defeitos denominados no “chão de fábrica” como
“gargantinha” e “cordinha”. A “gargantinha” ocorre quando existe uma falta pontual de
matéria-prima no cordel, enquanto que a “cordinha” ocorre quando existe uma falta ou
diminuição prolongada de matéria-prima no cordel detonante.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
10
Dentro do contexto deste estudo é importante citar também que a empresa proprietária do
processo produtivo aqui investigado possui uma meta de perda de produção mensal igual ou
menor do que 2% e, segundo os responsáveis pela produção, a grande incidência dos defeitos
supracitados vinha contribuindo muito para o insucesso no alcance dessa meta. Desta forma,
um estudo mais aprofundado acerca das causas desses defeitos ganha ainda mais importância.
4.2.3. Brainstorming
Uma sessão de brainstorming não estruturado foi realizada com os encarregados e líderes dos
setores de nitração, secagem, fiação e seleção, e extrusão e rebobinagem. Cada sessão durou
15 minutos e o objetivo foi elencar as possíveis causas para os defeitos prioritários gramatura
baixa e descontinuidade de nitropenta no cordel. Os resultados das sessões de brainstorming
estão mostrados no quadro 1.
Quadro 1 - Resultados das sessões de brainstorming
Fonte: Elaborada pelos autores.
No processo de estruturação e avaliação das anotações decorrentes do brainstorming,
observou-se que algumas causas elencadas possuíam fator gerador, ou seja, eram causas que
têm como efeito outras causas. Esse tipo de situação, até certo ponto, é benéfico para o
estudo, pois promove uma maior ramificação do diagrama de causa e efeito e,

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
11
consequentemente, uma ampliação do campo de análise. Essas causas estão demonstradas no
quadro 2.
Quadro 2 - Resultado da estruturação e avaliação das anotações decorrentes do brainstorming
Fonte: Elaborada pelos autores.
Apesar de ser sabido que esses fatores geradores podem também ser desmembrados, se
tornando assim efeitos de outras causas, este estudo julgou suficiente a amplitude do campo
de análise construída. Outro ponto importante do resultado do brainstorming foi a
especulação acerca das causas potenciais. A partir das suas experiências na fabricação, os
funcionários participantes do brainstorming elencaram as causas relacionadas à matéria-prima
como as que mais contribuíam para o defeito gramatura baixa, enquanto que para o defeito
descontinuidade de nitropenta no cordel os participantes elegeram o maquinário como o
principal fator de influência. A partir dos resultados obtidos das sessões de brainstorming se
fez necessário um modelo de análise e apresentação mais categorizado que permitisse uma
melhor visualização da situação e, consequentemente, uma forma mais efetiva para identificar
os pontos de melhoria. Partindo dessa necessidade, foram utilizados diagramas de causa e
efeito para apresentar os resultados do brainstorming de maneira categorizada.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
12
4.2.4. Diagramas de causa e efeito
As figuras 5 e 6 mostram os diagramas de causa e efeito para os defeitos gramatura baixa e
descontinuidade de nitropenta no cordel, respectivamente.
Figura 5 - Diagrama de causa e efeito para o defeito gramatura baixa
Fonte: Elaborada pelos autores.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
13
Figura 6 - Diagrama de Causa e Efeito para o defeito descontinuidade de nitropenta no cordel
Fonte: Elaborada pelos autores.
Observando os diagramas de causa e efeito, nota-se que para o defeito gramatura baixa no
cordel detonante a maior concentração de causas ocorre na categoria matéria-prima. Assim, é
possível inferir que essa categoria representa um fator crítico de controle e as causas
associadas a ela são consideradas prioritárias. Em se tratando do defeito descontinuidade de
nitropenta no cordel, a maior concentração de causas está associada à categoria máquina, o
que nos permite realizar uma inferência similar àquela utilizada na análise do defeito
gramatura baixa. Como se pode notar, a análise oriunda do diagrama de causa e efeito está em
consonância com o que se extraiu no brainstorming: matéria-prima e maquinário são as
categorias que possuem mais fatores que estão fortemente relacionados aos defeitos
prioritários.
4.3. Resultados e discussões da aplicação da ferramenta FMEA
A pesquisa realizada contemplou ainda o preenchimento do formulário FMEA e o estudo e
análise dos seus resultados. A figura 7 representa o formulário FMEA para os defeitos
gramatura baixa e descontinuidade de nitropenta no cordel.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
14
Figura 7 - Formulário da FMEA de produto para o cordel detonante NP10
Fonte: Elaborada pelos autores.
Analisando o formulário FMEA de produto acima é possível observar que as causas para os
defeitos foram aquelas associadas às categorias matéria-prima, para o defeito gramatura baixa,
e maquinário, para o defeito descontinuidade de nitropenta no cordel, pois estas categorias
foram consideradas fatores críticos de controle, de acordo com os resultados de brainstorming
e diagrama de causa e efeito apresentados anteriormente. Observou-se também que o defeito
descontinuidade de nitropenta no cordel possui prioridade no seu tratamento, pois alcançou
um RPN (Risk Priority Number, número de prioridade de risco, R na figura 7) oito pontos a
mais do que o defeito gramatura baixa e, além disso, obteve o dobro da pontuação no índice
de severidade (S na figura 7), alcançando oito pontos, enquanto o defeito gramatura baixa
alcançou quatro pontos. Essa severidade elevada do defeito descontinuidade de nitropenta no
cordel pode ser explicada pelo efeito que o mesmo pode causar: o corte de fogo na utilização
do cordel pode parar o funcionamento do sistema que o utiliza, e atrapalhar o cronograma de
atividades do processo no qual este sistema está inserido e, com isso, contribuir para a
insatisfação do cliente. Os índices de ocorrência (O na figura 7) foram considerados baixos
em ambos os defeitos, um ponto para descontinuidade de nitropenta no cordel e dois pontos
para gramatura baixa da nitropenta. Já os índices de detecção (O na figura 7) foram

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
15
considerados moderados em ambos os defeitos, quatro pontos para baixa gramatura da
nitropenta e cinco pontos para descontinuidade de nitropenta no cordel. Em se tratando das
ações de melhoria para cada defeito, ficou estabelecida, para a gramatura baixa, a inserção de
um controle de granulometria para a nitropenta, a compra de fluidizadores de melhor
qualidade e a criação de um controle de vencimentos de prazo de validade da matéria-prima,
ou seja, uma melhoria geral na aquisição e tratamento da matéria-prima. Já para o defeito
descontinuidade de nitropenta no cordel, foram propostas ações de melhoria relacionadas ao
maquinário fabril. As ações de melhoria propostas foram: realizar inspeções visuais diárias
para a averiguação da situação física dos equipamentos; e adquirir equipamentos mais
modernos.
Como se pode notar, a aplicação da FMEA representou a síntese de todo estudo apresentado
e, além disso, complementou o objetivo do estudo, propondo ações de melhoria. O formulário
FMEA também concebeu o registro documental dos principais resultados do presente estudo,
que poderá ser utilizado como dados de entrada para estudos futuros.
4.4. Síntese dos resultados da aplicação integrada das cinco ferramentas
Realizando-se uma síntese dos resultados da aplicação das cinco ferramentas, observa-se que
a folha de verificação e o gráfico de Pareto permitiram o registro das ocorrências e a
classificação dos defeitos gramatura baixa e descontinuidade de nitropenta no cordel como os
defeitos mais recorrentes. O brainstorming e o diagrama de causa e efeito elencaram e
demonstram as causas possíveis associadas aos defeitos priorizados pelo gráfico de Pareto
utilizando a regra 80/20. A aplicação destas duas ferramentas também demonstrou as
categorias matéria-prima e maquinário como fontes de causas principais para os defeitos
gramatura baixa e descontinuidade da nitropenta, respectivamente. Por fim, utilizando-se de
todos os dados coletados e das análises através das outras ferramentas, a aplicação da FMEA
de produto concluiu o estudo de caso estabelecendo os níveis crítico e prioritário de cada
defeito, propondo ações de melhoria e elencando os responsáveis para a realização destas
ações.
5. Conclusões
A aplicação integrada das ferramentas escolhidas para este estudo mostrou-se uma
metodologia que pode ser extrapolada para diversos outros estudos que objetivem identificar,

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
16
categorizar, analisar e tratar defeitos ou falhas. Além disso, a metodologia apresentada
também reforçou os conceitos propostos pela filosofia da gestão integrada, onde o principal
objetivo é a busca por uma maior interação entre as atividades, processos e áreas de uma
organização. Também vale ressaltar a versatilidade e facilidade de aplicação da metodologia
proposta que requisita apenas uma equipe treinada em controle da qualidade e, uma cultura
organizacional voltada para a melhoria continua dos processos e produtos.
De um modo específico, os resultados do estudo permitiram inferir que as áreas produtivas do
processo investigado, responsáveis pelas atividades de obtenção e beneficiamento da matéria-
prima e pelas atividades de manutenção e inspeção de maquinário, são pontos críticos de
controle. Dessa forma, concluí-se que estes setores precisam ser observados, monitorados e
reavaliados periodicamente, de modo que se torne possível a identificação de oportunidades
de melhorias antes da possível ocorrência de algum tipo de problema.
Como trabalho futuro, vislumbra-se a possibilidade do desenvolvimento de pesquisas que
possam integrar adicionalmente outras ferramentas, tais como estudos de capacidade
(capability), controle de processo, e aplicação de controle estatístico de produção em linha, o
que pode ser de grande ajuda quando existem vários pontos de controle no decorrer do
processo de produção.
REFERÊNCIAS
DI SERGIO, L. C.; DUARTE, A. L. C. M. Competindo em Tempo e Flexibilidade – Casos de Empresas
Brasileiras. Fundação Getúlio Vargas, 2005. Disponível em:
<www.eaesp.fgvs.br/appdata/article/competindo.pdf>. Acessado em: 06 de outubro de 2012.
FILHO, H. R. P. Dicas de Qualidade: Diagrama de Causa, Ishikawa e 5W1H, 2009. Disponível em:
<http://qualidadeonline.wordpress.com/2009/11/04/dicas-de-qualidade-diagrama-de-pareto-ishikawa-e-5w1h/>.
Acesso em 15 de out. de 2012.
GIL, A. C. Como Elaborar Projetos de Pesquisa. São Paulo: Atlas, 1991.
GIL, A. C. Métodos e Técnicas de Pesquisa Social. 3ª ed. São Paulo: Atlas, 1999.
LAKATOS, E. M.; MARCONI, M. A. Fundamentos de Metodologia Científica. São Paulo: Atlas, 1993.
KONDRASOVAS, D. Conhecendo o FMEA – Uma Ferramenta Poderosa. Disponível em:
<http://davidkond.wordpress.com/2010/09/02/conhecendo-o-fmea-uma-ferramenta-poderosa/>. Acesso em 14
de out. de 2012.
MIGUEL, P. A. C. Qualidade: Enfoques e Ferramentas. Handbook, vol. 1. Editora. Artliber. São Paulo, 2001.
PESSOA, A. G. A. Ferramentas de Gestão da Qualidade: Brainstorming (Tempestade de Idéias), 2009.
Disponível em: <http://pt.scribd.com/doc/46162876/Ferramenta-de-Gestao-da-Qualidade-Brainstorming-
Tempestade-Cerebral>. Acesso em 11 de out. de 2012.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
17
RAMOS, A.W. Apostila PRO 2712 – Controle da Qualidade – Ferramentas Básicas da Qualidade, 2008.
SILVA, E. L.; MENEZES, E. M. Metodologia da Pesquisa e Elaboração de Dissertação. 3ª ed. Universidade
Federal de Santa Catarina. Programa de Pós-Graduação em Engenharia de Produção. Laboratório de Ensino a
Distância, 2001.
SLACK, N. et al. Administração da Produção. vol. 1. Editora Atlas. São Paulo, 1997.
TOLEDO, J. C., AMARAL, D. C. FMEA- Análise do Tipo e Efeito de Falha, 2009.
TRIVELLATO, A. A. Aplicação das Sete Ferramentas Básicas da Qualidade no Ciclo PDCA para
Melhoria Contínua: Estudo de Caso numa Empresa de Autopeças. Dissertação. UFSCar, 2010.
YIN, Robert K. Estudo de Caso: Planejamento e Métodos. Traduzido por Daniel Grassi – 2ª ed. – Porto
Alegre: Bookman, 2001.