universidade de sÃo paulo escola de engenharia...
TRANSCRIPT

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
GIOVANA NORICO YOKOTA
Simulação e avaliação econômica da produção de etanol de segunda
geração a partir de celulose e hemicelulose de bagaço de cana-de-açúcar
Lorena- SP
2015

GIOVANA NORICO YOKOTA
Simulação e avaliação econômica da produção de etanol de segunda
geração a partir de celulose e hemicelulose de bagaço de cana-de-açúcar
Projeto de monografia apresentada à Escola
de engenharia de Lorena da Universidade
de São Paulo como requisito parcial para a
conclusão de graduação do curso de
Engenharia Química.
Área de Concentração: Modelagem e
Simulação de Processos Químicos
Orientador: Prof. Dr. Júlio César dos Santos
Lorena- SP
2015


AGRADECIMENTOS
Primeiramente a Deus por sempre ter me dado ânimo, sabedoria e muitos
momentos de alegria durante esses anos.
Aos meus pais, Edison e Solange, por estarem sempre ao meu lado, me
apoiarem, me aconselharem e por serem meus grandes amigos.
Ao meu orientador, Professor Dr. Júlio César dos Santos, por todas as
sugestões, orientação e incentivo.
Ao Victor, Carina, Aléxia, Ligia, Camila, Marina e tantos outros amigos que
fizeram parte desses anos da minha vida, me ajudando não somente nesse
trabalho, mas também em todo o resto.
Aos funcionários e professores da Escola de Engenharia de Lorena-USP.
À Lakehead University por ter me permitido aprimorar conhecimentos, muitos
dos quais foram utilizados nesse trabalho e serão de grande valor em minha vida
profissional.
“Por isso mesmo, empenhem-se para acrescentar à sua fé a virtude; à virtude o conhecimento;”
2 Pedro 1:5

RESUMO
YOKOTA, G. N. Simulação e avaliação econômica da produção de etanol de
segunda geração a partir de celulose e hemicelulose de bagaço de cana-de-
açúcar. 2015. 87 f. Trabalho de conclusão de curso- Escola de Engenharia de
Lorena, Universidade de São Paulo, Lorena, 2015.
No Brasil, o etanol de segunda geração tem sido apontado como uma
alternativa para se produzir mais etanol por área plantada de cana-de-açúcar.
Neste sentido, o aproveitamento integral dos carboidratos presentes no bagaço de
cana-de-açúcar, tanto na celulose quanto na hemicelulose, representa proposta
interessante. Assim, o presente trabalho de conclusão de curso teve como
finalidade simulação computacional e avaliação da viabilidade econômica da
produção do etanol de segunda geração a partir de hexoses e pentoses de bagaço
de cana-de-açúcar. A simulação computacional e a avaliação econômica foram
realizadas com auxílio do software Aspen HYSYS® V8.0. Usando-se os dados
obtidos com a simulação, determinou-se que o preço mínimo de venda do etanol
foi de 1,93$/L, considerado elevado em comparação ao valor do produto
comercializado no Brasil. Observou-se, no entanto, que existem muitas
possibilidades de melhoria no processo de produção do etanol de segunda geração
simulado, devendo-se levar em consideração a possibilidade de cogeração de
energia através da lignina, além da integração de energia dentro do próprio
processo, reduzindo assim os gastos com utilidades. De fato, foram os custos das
utilidades que resultaram no alto preço calculado. Pode- se então inferir que o
etanol de segunda geração é uma alternativa promissora para substituição dos
combustíveis fósseis, pois a matéria-prima, leveduras ou enzimas não são os
principais responsáveis por determinar o preço mínimo de venda do etanol, mas
sim parâmetros como a quantidade de energia elétrica ou vapor, que podem ser
produzidos ou reutilizados na própria usina.
Palavras-chave: Etanol de segunda geração, hemicelulose, celulose, simulação
computacional.

ABSTRACT
YOKOTA, G. N. Simulation e economic evaluation of second generation
ethanol from sugarcane cellulose and hemicellulose. 2015. 87 pages.
Monograph- Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena,
2015.
In Brazil, the second generation ethanol is highlighted as an alternative to produce
more ethanol in a lower sugar cane planted area. In this regard, the complete
exploitation of carbohydrates present on sugar cane bagasse, including cellulose
and hemicellulose, is an attractive proposal. Therefore, this monograph goal was to
simulate and to analyze the economic viability of second generation ethanol from
pentose and hexose of sugar cane bagasse. The computational simulation and the
economic evaluation were performed on Aspen HYSYS® V8.0. The simulation data,
set the minimum ethanol selling price as 1,93$/L, however it is high if compared to
the product commercialized in Brazil. Even though, through simulation we could
see many improvements possibilities at the second generation ethanol process,
considering lignin energy cogeneration and the energy integration to reduce the
utilities expenditure. In fact, the large amount of utilities resulted in a high ethanol
price. As a result, we can infer that second generation ethanol is a real alternative
in replacing fossil fuel, because the raw material, yeast, and enzymes are not the
main responsible for determining the minimum ethanol selling price, but the high
quantities of energy or steam, that can be produced and reused at the plant itself.
Keywords: Second-generation ethanol, hemicellulose, cellulose, computational
simulation.

SUMARIO
LISTA DE FIGURAS .............................................................................................................. ix
LISTA DE TABELAS ................................................................................................................x
LISTA DE QUADROS..............................................................................................................xi
LISTA DE ABREVIATURAS E SÍMBOLOS ..............................................................................xii
1. INTRODUÇÃO ....................................................................................................................... 15
1.1. Objetivos ....................................................................................................................... 17
2 FUNDAMENTAÇÃO TEÓRICA .......................................................................................... 18
2.1 Situação energética nacional ................................................................................... 18
2.2. Etanol ............................................................................................................................. 19
2.3. Materiais Lignocelulósicos ....................................................................................... 20
2.3.1 Celulose ................................................................................................................. 21
2.3.2. Hemicelulose ........................................................................................................ 21
2.3.3. Lignina ................................................................................................................... 22
2.4. O processo de produção de etanol de segunda geração ................................ 23
2.4.1. Pré- Tratamento ................................................................................................... 24
2.4.1.1. Pré- tratamento por explosão a vapor ....................................................... 25
2.4.1.2. Pré- tratamento ácido ..................................................................................... 27
2.4.2. Hidrólise enzimática ................................................................................................ 27
2.4.3. Fermentação alcoólica ............................................................................................ 29
2.4.3.1. Fermentação das pentoses .......................................................................... 33
2.4.3.2. Fatores que afetam a fermentação ............................................................. 34
2.4.4. Destilação alcóolica ............................................................................................ 35
2.4.5. Absorção ............................................................................................................... 37
2.4.5.1. Método Kremser para absorção .................................................................. 37
2.5. Softwares de simulação ............................................................................................ 39
2.5.1. Aspen HYSYS® ..................................................................................................... 40
2.5.2. Equações de Estado ........................................................................................... 40
2.6. Avaliação econômica ................................................................................................. 41
2.6.1. Fluxo de caixa, depreciação, amortização e exaustão.............................. 41
2.6.2. Investimento Total em Capital ......................................................................... 41
2.6.3. Custos Operacionais Fixos .............................................................................. 42
2.6.4. Custos Operacionais Variáveis ....................................................................... 42
2.6.5. Preço mínimo de venda do etanol (Minimum Ethanol Selling Price-
MESP) .................................................................................................................................. 42
2.6.6. Custo com Equipamentos ................................................................................ 43

2.6.6.1. Bombas Centrífugas ....................................................................................... 44
2.6.6.2. Trocadores de Calor Casco e Tubo ............................................................ 45
2.6.6.3. Vasos de Pressão e Torres de Destilação, Absorção e Coluna de
Stripping ............................................................................................................................. 47
3. METODOLOGIA ................................................................................................................... 52
3.1. Modelo Termodinâmico ............................................................................................. 52
3.2. Componentes ............................................................................................................... 53
3.3. Etapas simuladas do processo ............................................................................... 55
3.3.1. Etapa de Pré- Tratamento ................................................................................. 56
3.3.2. Hidrólise Enzimática ........................................................................................... 57
3.3.3. Concentração do Licor de Hexoses ............................................................... 57
3.3.4. Fermentação ......................................................................................................... 58
3.3.5. Destilação .............................................................................................................. 59
3.4. Análise Econômica ..................................................................................................... 60
4. RESULTADOS E DISCUSSÕES ....................................................................................... 62
4.1. Pré- Tratamento ........................................................................................................... 62
4.2. Hidrólise enzimática ................................................................................................... 63
4.3. Concentração do Licor de Hexoses ....................................................................... 64
4.4. Fermentação ................................................................................................................. 65
4.5. Destilação ...................................................................................................................... 68
4.6. Avaliação Econômica ................................................................................................. 70
4.7. Acréscimo na produção do etanol quando processos 2G são integrados a
processos 1G ........................................................................................................................... 74
5. CONCLUSÕES ..................................................................................................................... 76
5.1. Sugestões para Trabalhos Futuros ........................................................................ 77
6. REFERENCIAS ..................................................................................................................... 78

ix
LISTA DE FIGURAS
Figura 1- Projeção da oferta de energia renovável no Brasil para o ano de 2010 e 2020
(em%). ............................................................................................................................................. 18
Figura 2- Estrutura do material lignocelulósico. ....................................................................... 20
Figura 3- Representação esquemática da molécula de celulose. ......................................... 21
Figura 4- Representação esquemática da molécula de hemicelulose. ................................ 22
Figura 5- Representação da estrutura molecular da lignina. ................................................. 23
Figura 6- Etapas do processo de produção de etanol produzido a partir do material
lignocelulósico................................................................................................................................ 24
Figura 7- Efeito do pré-tratamento por explosão a vapor na fração hemicelulósica do
material lignocelulósico. ............................................................................................................... 25
Figura 8- Fluxograma do processo contínuo de explosão a vapor. ...................................... 26
Figura 9- Fluxograma do processo contínuo de hidrólise. ...................................................... 28
Figura 10- Representação da conversão de hexoses a etanol com o de leveduras. ........ 30
Figura 11- Esquema simplificado do processo em batelada alimentada (Melle- Boinot). . 31
Figura 12- Esquema simplificado do processo de fermentação contínuo. .......................... 33
Figura 13- Etapas metabólicas do processo de conversão da xilose a etanol. .................. 34
Figura 14- Esquema simplificado do processo de destilação alcóolica utilizado nas usinas
brasileiras. ...................................................................................................................................... 35
Figura 15- Esquema simplificado do processo de separação por absorção. ...................... 37
Figura 16- Pacotes termodinâmicos selecionados para a simulação. .................................. 53
Figura 17- Fluxograma da etapa de pré-tratamento. ............................................................... 62
Figura 18- Fluxograma do processo de hidrólise enzimática ................................................. 63
Figura 19- Sistema de concentração das hexoses. ................................................................. 65
Figura 20- Processo de fermentação das pentoses ................................................................ 66
Figura 21- Processo de fermentação das hexoses. ................................................................ 67
Figura 22- Etapas de recuperação do etanol da corrente gasosa e tratamento da
levedura. ......................................................................................................................................... 68
Figura 23- Etapa de destilação do etanol. ................................................................................. 69
Figura 24- Parâmetros para avaliação econômica. ................................................................. 71
Figura 25- Participação no custo final (%). ............................................................................... 74
x
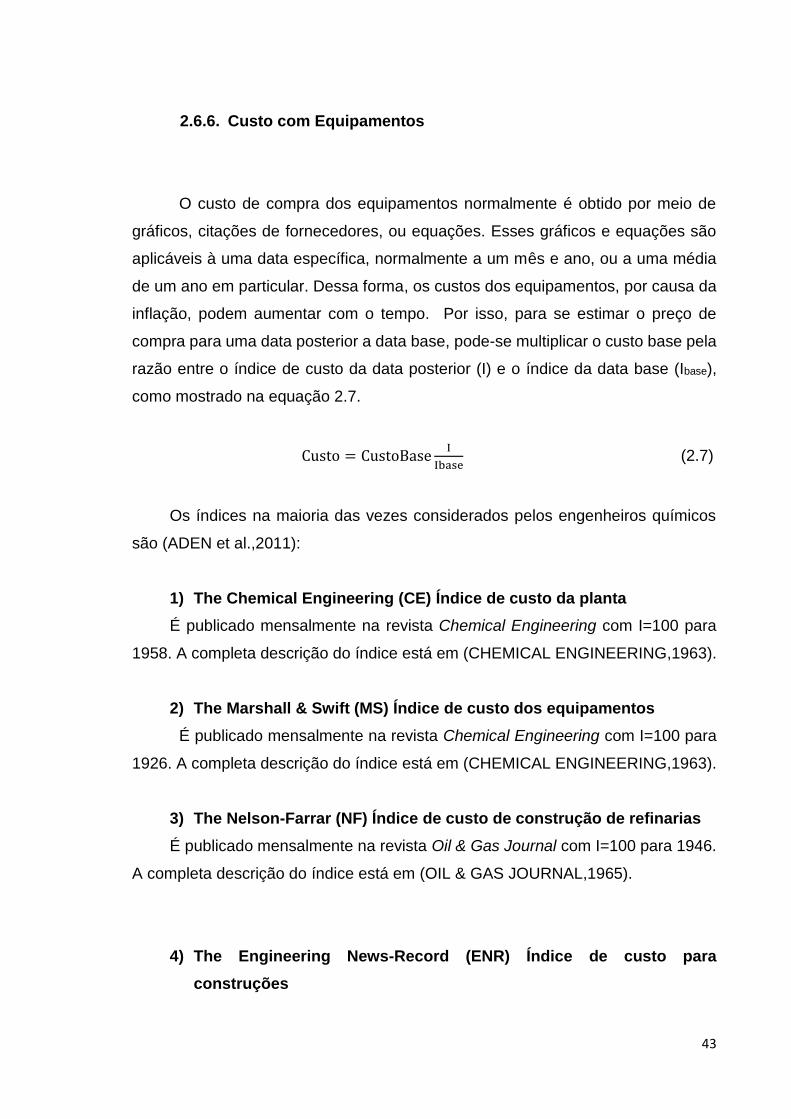
LISTA DE TABELAS
Tabela 1- Fator FT para diferentes tipos de bombas. .............................................................. 45
Tabela 2- Valores das variáveis para o cálculo do fator FM. .................................................. 46
Tabela 3- Valores de FL................................................................................................................ 46
Tabela 4- Máxima Tensão Admissível ....................................................................................... 50
Tabela 5- Módulo de Elasticidade .............................................................................................. 51
Tabela 6- Propriedades químicas dos componentes hipotéticos. ......................................... 54
Tabela 7- Componentes presentes na base de dados do simulador. .................................. 55
Tabela 8- Parâmetros do processo de destilação. .................................................................. 60
Tabela 9- Dados da análise econômica. ................................................................................... 61
Tabela 10- Vazão das correntes resultantes da pré-tratamento ........................................... 63
Tabela 11- Vazão das correntes resultantes da hidrólise enzimática................................... 64
Tabela 12- Pressões no sistema de evaporação de múltiplo efeito. ..................................... 64
Tabela 13- Vazões do licor na saída de cada evaporador. .................................................... 65
Tabela 14- Vazões do sistema de fermentação das pentoses. ............................................. 67
Tabela 15- Vazões do sistema de fermentação das hexoses. .............................................. 67
Tabela 16- Vazões resultantes das duas fermentações. ........................................................ 68
Tabela 17- Vazões da etapa de destilação. .............................................................................. 70
Tabela 18- Custos calculados pelo HYSYS®. ........................................................................... 70

xi
LISTA DE QUADROS
Quadro 1- Nível de detalhamento da simulação computacional. .......................................... 39

xii
LISTA DE ABREVIATURA E SÍMBOLOS
Abreviaturas
2G Segunda geração
1G Primeira geração
ASME American Society of Mechanical Engineers
AEHC Álcool etílico hidratado carburante
BR Breakeven Point
DC Depreciação
DR Taxa de Desconto
EtOH Etanol
FCI Fixed Capital Investment/ Capital Fixo em Investimento
GL Teor alcóolico em volume
Ibase Índice Base de Custo
IRR Internal Rate of Return
IT Imposto de Renda
MESP Minimum Ethanol Selling Price
MM Massa molecular
NPV Net Present Value
NREL National Renewable Energy Laboratory
NRTL Non-random two-liquid model
PE Ponto de ebulição
ROI Retorno Sobre Investimento
SSF Simultaneous Saccharification and Fermentation (sacarificação e
fermentação simultâneos)

xiii
SRK Soave-Redlich-kwong
TCI Total Capital Investment/ Investimento Total em Capital
TR Taxa Federal
TOC Total Operational Cost/ Custo Total de Opera
UNIQUAC Universal quase chemical mode
VU Vida útil
WCI Working Capital Investment/ Capital de Giro
Símbolo
ºC Graus Celsius
ºF Graus Fahrenheit
ρ Densidade
ω Fator acêntrico
A Área
Di Diâmetro Interno
EM Módulo de Elasticidade
ft Pés
H Carga da bomba
in Polegadas
L Comprimento
lb Libras
Q Vazão
Pc Pressão crítica
Tc Temperatura crítica

xiv
Vc Volume crítico
W Peso

15
1. INTRODUÇÃO
A busca de fontes de energia renováveis tem sido intensa e motivada por
fatores como a instabilidade política dos maiores produtores de petróleo do mundo
e preocupações com a segurança energética, incluindo o esgotamento de
combustíveis fósseis, seus efeitos negativos no meio ambiente e o aumento na
demanda de energia (ALVIRA et al.,2010).
A produção do etanol a partir de materiais lignocelulósicos (etanol de segunda
geração) possui um elevado potencial entre a possíveis alternativas para a
substituição dos combustíveis de origem fóssil e aumento da produção de
biocombustíveis. Este potencial está associado a vantagens como o uso de
matérias-primas que não competem com a cadeia e produção de alimentos, além
da elevada disponibilidade e baixo custo (CHERUBINI, 2010).
Na Europa, Ásia e Estados Unidos, a produção do etanol de segunda
geração tornou-se de grande importância e por isso são feitos grandes esforços
em relação à pesquisa e desenvolvimento tecnológico nessa área. Além disso, o
material lignocelulósico é o mais abundante carboidrato da Terra, podendo ser
obtido de uma vasta gama de resíduos da atividade doméstica, agrícola e industrial
(CARDONA; SÁNCHEZ, 2006).
Graças ao aumento na produção de etanol de primeira geração, no Brasil, a
quantidade de bagaço de cana- de- açúcar tem crescido nos últimos anos. Uma
tonelada de cana colhida gera de 270- 280 kg de bagaço (com 50% de umidade),
sendo que, considerando a produção de cana-de-açúcar no Brasil na safra
2015/2016, de cerca de 426 milhões de toneladas, foram produzidas
aproximadamente 115,02-119,28 milhões de toneladas deste material
lignocelulósico (SOCCOL et al, 2010; MINISTÉRIO DA AGRICULTURA, 2015).
Dessa forma, o bagaço de cana é uma abundante fonte de carbono disponível para
a produção de etanol no país.
O aproveitamento do potencial dos materiais lignocelulósicos, no entanto,
depende do desenvolvimento de tecnologias viáveis para a liberação de açúcares
fermentescíveis a partir de suas frações macromoleculares. Estas, que incluem a
celulose- constituída por unidades de glicose; a hemicelulose-constituída por

16
unidades de diferentes açúcares, entre os quais pentoses como xilose e arabinose;
e a lignina-macromolécula fenólica; formam uma estrutura fechada e de difícil
acesso para agentes químicos ou biológicos (HAMELINCK et al., 2005).
A celulose, principal constituinte da parede celular da biomassa vegetal, pode
ser hidrolisada em moléculas de glicose pela ação de enzimas em um processo
ambientalmente brando, ou por ação ácida. A glicose obtida pode então ser
convertida em etanol pelo uso de leveduras. O processo enzimático, no entanto,
requer uma etapa prévia de tratamento da matéria-prima para modificação da
estrutura fechada do material, permitindo acesso às enzimas (OLIVEIRA;
VASCONCELOS, 2006).
Este pré-tratamento tem sido feito principalmente pelo uso de ácidos diluídos
ou em processos sob elevada pressão e temperatura (ALVIRA et al., 2010).
Quando devidamente ajustadas, as condições do pré-tratamento podem
possibilitar a hidrólise seletiva da hemicelulose, fração macromolecular compostas
por diferentes unidades de açúcar, em especial pentoses. As pentoses oriundas
da hemicelulose podem ser metabolizadas por microrganimos específicos,
resultando em etanol ou outros compostos de interesse (PENG et al., 2012).
O aproveitamento da hemicelulose na produção de etanol de segunda
geração pode contribuir para o aumento do rendimento global do processo,
principalmente considerando-se que esta fração pode representar uma parte
importante da massa dos lignocelulósicos.
A etapa de pré-tratamento, a hidrólise subsequente da celulose e a
possibilidade de aproveitamento da hemicelulose, bem como outras peculiaridades
da obtenção de álcool combustível a partir da biomassa vegetal, tornam a
viabilização técnica e econômica deste processo um desafio científico tecnológico
considerável. Em especial com relação à análise de viabilidade econômica, a
consideração de complexas interações entre as diferentes partes e alternativas do
processo torna necessária sua avaliação de forma global.
Atualmente, a avaliação global de alternativas de processo, com diferentes
interações entre as partes que os constitui, tem sido feita com o auxílio de
programas computacionais. Entre eles, o uso de simuladores de processo como o
Aspen Plus® e HYSYS® da Aspen Technology Inc. (Burlington, MA) e o ChemCAD®
da Chemstations Inc. (Houston, TX), têm tornado possível a avaliação de

17
possibilidades e a decisão entre diferentes opções de síntese de processo e
desenvolvimento (PETRIDES, 2002).
No presente trabalho, foi realizada a simulação computacional, auxiliada pelo
simulador Aspen HYSYS® V.8.0, do processo de produção do etanol hidratado a
partir do material lignocelulósico. Além disso, com o auxílio do mesmo software foi
avaliada a viabilidade econômica desse combustível.
1.1. Objetivos
Este trabalho teve como objetivo avaliar a viabilidade econômica da
produção do etanol de segunda geração, produzido tanto a partir da celulose como
da hemicelulose. Teve-se como objetivos específicos:
Sintetizar o processo de produção de etanol de segunda geração a partir
da celulose e hemicelulose de bagaço de cana-de-açúcar, empregando-
se como ferramenta o programa Aspen HYSYS® V.8.0;
Simular o processo sintetizado para obtenção dos dados de balanço de
massa e energia do processo;
Avaliar o processo economicamente, também utilizando a ferramenta
computacional Aspen HYSYS® V.8.0;

18
2 FUNDAMENTAÇÃO TEÓRICA
2.1 Situação energética nacional
A vulnerabilidade política e social, os problemas relacionados às mudanças
climáticas, a diminuição da oferta de derivados do petróleo, as tensões em locais
como Oriente Médio e Venezuela, os quais são grandes produtores de petróleo e
de gás natural, motivam o crescimento da preocupação mundial com a segurança
energética (BRACANTI, 2013).
Essa preocupação tem levado vários países à busca de novas fontes de
energia. Conforme Bracanti (2013). Fontes alternativas ao petróleo, no entanto, são
muito importantes na matriz energética brasileira. Além disso, segundo o Plano
Decenal de Expansão de Energia (PDE 2020), o Brasil terá uma participação de
aproximadamente 46,3% de energia oriunda de fontes renováveis em 2020, valor
acima daquele apresentado em 2010 (44,8%) e assim se manterá como país com
maior matriz energética limpa do mundo (TOLMASQUIM,2012), como mostrado na
Figura 1.
Fonte: Plano Decenal de Energia (PDE), 2020.
Figura 1- Projeção da oferta de energia renovável no Brasil para o ano de 2010 e 2020 (em%).

19
Conforme mostrado, a cana-de-açúcar e seus derivados tem grande
importância no país. Esta importância é evidenciada ainda quando se considera o
uso do etanol combustível nos veículos automotores nacionais.
2.2. Etanol
O etanol ou álcool etílico é um líquido incolor, volátil e inflamável
(CEMIG,2012). Sua fórmula molecular é C2H5OH e é quimicamente classificado
como um álcool, isto é, possui um grupo hidroxila (OH) ligado a um CH2.
O etanol é um combustível de fonte renovável, produzido através da
fermentação de açúcares e é amplamente utilizado como um substituto parcial, ou
total, da gasolina (LIN et al., 1998; STEVENSON; WEIMER, 2002). Está entre os
biocombustíveis mais utilizados, e é o que possui maior destaque no cenário
mundial.
A produção do etanol pode ser feita a partir de dois métodos: aquele por via
sintética, tal como a hidratação do etileno; ou por vias biotecnológicas responsáveis
por aproximadamente 90% do etanol produzido globalmente. A cana-de-açúcar e a
beterraba correspondem a 60% desses processos (ZALDIVAR et al., 2001). O
Brasil, que utiliza a cana-de-açúcar (empregando caldo oriundo da moagem ou
melaço da produção de açúcar), produziu 33 bilhões de litros na safra 2015/16
(MINISTÉRIO DA AGRICULTURA, 2015).
Nos últimos anos, no entanto, tem sido dada atenção especial à produção de
etanol de segunda geração, ou seja, àquele obtido a partir de matérias-primas
lignocelulósicas. No caso do Brasil, a principal matéria- prima em estudo é o bagaço
de cana- de- açúcar. Conforme a Embrapa (2015), “embora a produção de etanol
a partir da cana- de- açúcar seja um processo bem estabelecido no Brasil, ainda
existem diversas possibilidades de investimentos em pesquisa, desenvolvimento e
inovação para a produção desse combustível a partir de tecnologias de segunda
geração. A estimativa é de que o aproveitamento do bagaço e parte das palhas e

20
pontas da cana- de- açúcar eleve a produção de etanol em 30 a 40%, para uma
mesma área plantada”.
O sucesso da produção de etanol de segunda geração, no entanto, depende
do conhecimento das peculiaridades dos materiais lignocelulósicos que constituem
a biomassa vegetal. Estes, cuja abundância e baixo custo têm estimulado os
intensos trabalhos de pesquisa em desenvolvimento, possuem características que
tornam necessário o desenvolvimento de tecnologias específicas.
2.3. Materiais Lignocelulósicos
Segundo Szengyel (2004), as matérias-primas lignocelulósicas são fontes
renováveis mais abundantes encontradas na natureza e, entre elas, estão os
materiais agroindustriais, resíduos urbanos, etc.
A biomassa é composta de cadeias de celulose unidas por ligações de
hidrogênio (40-50%), que são polissacarídeos de moléculas de glicose. Essas
fibras celulósicas são recobertas por hemicelulose (20-30%), a qual é constituída
por polissacarídeos ramificados formados principalmente por D- Xiloses (açúcares
de 5-C), e por lignina (WYMAN et al., 2005). Sua estrutura está representada na
Figura 2.
Fonte: PEREIRA et al., 2008.
Figura 2- Estrutura do material lignocelulósico.

21
Figura 3- Representação esquemática da molécula de celulose.
2.3.1 Celulose
A celulose é o principal componente da parede vegetal, sendo um polímero
de alto peso molecular, que é formado por moléculas de anidro- glicose (D- Glicose)
unidas por ligações do tipo ß (1-4) glicosídicas, com formula geral (C6H10O5)n. Em
sua estrutura, duas unidades de glicose adjacentes são ligadas pela eliminação de
uma molécula de água, no carbono um e no carbono quatro, originando à molécula
de celebiose (FENGEL; WEGENER, 1989). Uma representação esquemática da
molécula de celulose é mostrada na Figura 3.
Fonte: SANTOS et al., 2012.
As moléculas de celulose estão conectadas por ligações de hidrogênio que
podem ser intermoleculares e intramoleculares; as intermoleculares permitem uma
estrutura com alta cristalinidade (confere proteção à célula), o que faz com que
essas regiões sejam de difícil penetração de solventes ou reagentes. Porém, as
zonas amorfas são mais acessíveis e suscetíveis às reações químicas (OTT et al.,
1963; GARCIA HORTAL, 1194).
2.3.2. Hemicelulose
A hemicelulose é um conjunto de heteropolissacarídeo complexos compostos
por D-glucose, D-galactose, D-manose, D-xilose, L-arabinose, ácido D-glucurônico
e ácido 4-O-metil-glucurônico. Possuem a estrutura mais semelhante à celulose
que à lignina. Sua estrutura apresenta ramificações que interagem facilmente com

22
a celulose, dando estabilidade e flexibilidade ao material (RAMOS, 2003). Sua
estrutura está representada na Figura 4.
Fonte: SANTOS et al., 2012.
A fração hemicelulósica é mais suscetível à hidrólise que a fração celulósica,
porém a fermentação das pentoses (açúcares de cinco carbonos) ainda não é tão
viável (precisa de leveduras específicas) e desenvolvida quanto os processos
envolvendo as hexoses (açúcares de seis carbonos), nos quais utilizam-se as
mesmas leveduras usadas na produção de etanol de primeira geração (MIRANDA,
2011).
2.3.3. Lignina
A lignina é uma rede polimérica tridimensional formadas por unidades
fenilpropano interligadas. Elas, quando degradadas a frações de menor massa
molar, podem ser utilizadas na fabricação de espumas e poliuretanas, resinas
fenólicas e epóxi e como fontes de fenol e etileno (LORA, 2002). Sua estrutura está
representada na Figura 5
Figura 4- Representação esquemática da molécula de hemicelulose.

23
Fonte: FENGEL; WEGENER, 1989.
2.4. O processo de produção de etanol de segunda geração
O processo em estudo para produção de etanol a partir de materiais
lignocelulósicos envolve algumas etapas que diferenciam das tecnologias de
produção do álcool de primeira geração. Particularmente, estas etapas incluem: o
pré-tratamento visando à ruptura do complexo celulose-hemicelulose-lignina; a
hidrólise enzimática da celulose, além da fermentação e recuperação do produto.
A hidrólise da celulose gera uma solução rica em glicose, a qual pode ser
fermentada a etanol por leveduras normalmente empregadas nos processos de
primeira geração, em especial Saccharomyces cerevisiae. Há, ainda, alguns
estudos empregando leveduras capazes de fermentar açúcares com cinco átomos
de carbono oriundos da hemicelulose, como a xilose (GÍRIO et al., 2010). Neste
caso, a solução rica em pentoses pode ser obtida na etapa de pré-tratamento
(RAMOS, 2003).
Figura 5- Representação da estrutura molecular da lignina.

24
Assim, o processo de produção do etanol de segunda geração ocorre em
quatro etapas: Pré-tratamento, hidrólise, fermentação e destilação; das quais as
duas últimas também estão presentes no processo produtivo do etanol de primeira
geração. A Figura 6 mostra essas etapas de forma simplificada.
Figura 6- Etapas do processo de produção de etanol produzido a partir do material lignocelulósico.
Fonte: Adaptado de SEABRA, 2008.
2.4.1. Pré- Tratamento
Alguns fatores podem influenciar a reatividade e digestibilidade da fração
celulósica da biomassa lignocelulósica. Esses fatores podem ser o conteúdo de
lignina e hemicelulose, a cristalinidade da celulose e a porosidade da biomassa. O
objetivo do pré-tratamento é fazer a biomassa mais acessível à hidrólise química
ou enzimática, para uma eficiente produção de etanol. Dessa forma, o pré-
tratamento é usado para remover e separar a hemicelulose da celulose; quebrar e
remover a lignina, reduzir a cristalinidade da celulose e incrementar a porosidade
da celulose para facilitar a penetração dos agentes da hidrólise (GONG et al.,
1999). Entre os pré-tratamentos mais empregados, podem ser citados o de
explosão de vapor e o uso de ácidos.

25
2.4.1.1. Pré- tratamento por explosão a vapor
Segundo Hendriks e Zeeman (2009), durante esse tipo de pré- tratamento a
biomassa é colocada em um recipiente e pressão é aplicada por poucos minutos,
o vapor então é liberado com grande rapidez (despressurização), causando a
“explosão” do vapor contido no interior das fibras (PRASAD et al., 2007). Isso
promove a hidrólise dos polissacarídeos por auto- hidrólise, principalmente a
hemicelulose, e a degradação parcial da lignina (CHEN et al., 2008); o efeito da
explosão na fração hemicelulósica do material lignocelulósico é mostrado na Figura
7.
Fonte: RAMOS, 2003.
Segundo Ramos (2003), o pré-tratamento por explosão a vapor pode ser feito
tanto em batelada como de forma contínua. Os reatores contínuos permitem um
melhor controle sobre as variáveis essenciais para que seja possível atingir ótimas
Figura 7- Efeito do pré-tratamento por explosão a vapor na fração hemicelulósica
do material lignocelulósico.

26
condições de processamento em temperaturas elevadas, além de uma maior
pureza dos componentes extraídos.
Reatores de pré-tratamento por explosão a vapor têm sido desenvolvido pela
Shake Technology. Esse sistema consiste de um reator horizontal (digestor) de aço
inoxidável alimentado por um tubo de compressão que ajuda a pressurizar o vaso.
Depois que a biomassa passa pelo tubo e cai no digestor, ela é submetida à
pressão e temperatura. Na seção horizontal do digestor o vapor saturado é
adicionado e uma rosca transporta o material para a saída, a velocidade dessa
rosca pode variar de acordo com o tempo necessário de tratamento. As condições
de temperatura e pressão variam de 200ºC/ 1,55MPa para 238ºC/ 3,2 MPa,
enquanto os tempos de permanência podem variam de 1 a 5 min. Um transportador
parafuso dentro do reator leva e compacta o material para uma válvula que opera
dentro de intervalos de tempos para causar uma variação de pressão (varia da
pressão de operação até a pressão ambiente) permitindo que uma “explosão” da
biomassa pré-tratada aconteça (AVELLA; SCODITTI, 1998), um esquema do
processo está representado na Figura 8.
Fonte: AVELLA; SCODITTI, 1998.
Figura 8- Fluxograma do processo contínuo de explosão a vapor.

27
2.4.1.2. Pré- tratamento ácido
Este pré-tratamento pode tem sido feito com ácidos diluídos. A principal
reação que acontece no pré-tratamento é a hidrólise da hemicelulose, a qual produz
monômeros (pentoses), além de sub-produtos, como furfural, hidroximetil furfural e
outros (RAMOS, 2003).
O processo com ácido diluído consiste em submeter ao aquecimento a
biomassa em uma solução ácida (ácido clorídrico, sulfúrico, fosfórico, nítrico e
acético), utilizada como catalisador para a hidrólise parcial de materiais
lignocelulósicos. Em temperaturas superiores a 160°C, há favorecimento da
hidrólise da celulose, enquanto em temperaturas menores há a conversão da
hemicelulose em açúcares fermentescíveis (SUN; CHENG, 2002).
Esses catalisadores ácidos liberam prótons que atuam nas ligações
glicosídicas entre os monômeros de açúcares nas cadeias poliméricas. O
rompimento dessas ligações libera vários compostos, principalmente, açúcares (5-
C) como xilose, glicose e arabinose (AGUILAR, 2002).
2.4.2. Hidrólise enzimática
Nesse processo, a hidrólise da celulose é catalisada por enzimas chamadas
genericamente de celulases, que correspondem a um complexo enzimático
composto por endoglucanases (atacam as cadeias de celulose para produzir
polissacarídeos de menor comprimento), exoglucanases (removem a celobiose) e
β-glucosidases (que hidrolisam a celobiose e outros oligômeros à glicose). Tanto
as bactérias como os fungos podem produzir celulases para a hidrólise dos
materiais lignocelulósicos (PHILIPPIDIS; SMITH, 1995).
No processo de hidrólise a celulose e a hemicelulose são hidrolisadas à
açúcares, que futuramente serão fermentados. Durante a hidrólise alguns fatores
podem causar interferência no processo, entre eles: acesso a área de superfície
(porosidade do material), fibras cristalinas presentes na celulose, e a presença de

28
hemicelulose e lignina, as quais dificultam o acesso da enzima à celulose (SUN;
CHENG, 2002). Esse processo enzimático apresenta várias vantagens, como,
apresentar elevada eficácia e controle na produção de derivados, não necessitar
de materiais caros, possuir baixas necessidades energéticas, apresentar baixos
custos de manutenção e alto rendimento de açúcar (75-85%) (HAMELINCK et al.,
2005). O processo de hidrólise enzimática está representado na Figura 9.
Fonte: ZANDONÁ, 2001.
Rabelo (2010) aponta alguns fatores que afetam a hidrólise enzimática, como:
1) Tamanhos maiores de partículas podem ser um fator inibitório.
2) O grau de cristalinidade da celulose, que depende da composição da
biomassa.
Figura 9- Fluxograma do processo contínuo de hidrólise.

29
3) O conteúdo de lignina e hemicelulose, já que a digestibilidade da celulose é
menor se maior for a presença dessas substâncias. A lignina é capaz de adsorver
a enzima em sua superfície, causando um efeito inibitório (impedimento estérico),
impossibilitando o acesso da celulose à enzima. Além disso, a lignina e seus
derivados são tóxicos aos microrganismos e às enzimas.
4) As enzimas celulóticas sofrem inibição pelo produto final (celebiose, glicose
ou por ambos produtos).
2.4.3. Fermentação alcoólica
A fermentação alcoólica é um processo anaeróbico que transforma os
açúcares em etanol e CO2, catalisado por enzimas. Este processo é realizado por
bactérias ou leveduras que utilizam diversos açúcares (glicose, frutose, xilose,
arabinose, etc.), os quais podem ser metabolizados e convertidos a etanol (LIMA
et al., 2001; WENDHAUSEN, 1998). A transformação do açúcar a etanol acontece
pela reação 2.1.
C6H12O6 2C2H5OH + 2CO2 (2.1)
A levedura Saccharomyces cerevisiae é capaz de metabolizar apenas
hexoses e alguns dissacarídeos, como sacaroses. Na rota bioquímica para a
produção de etanol a partir de glicose, sacarose, frutose e outras hexoses, ocorre
a formação de piruvato pela glicólise, que por sua vez é convertido a acetaldeído,
que gera etanol, como mostrado na Figura 10 (NELSON;COX, 2002). Assim, no
interior da célula, a transformação de açúcar (glicose) em etanol e CO2 envolve 12
reações em sequência ordenada, como mostrado na Figura 10. A fermentação
alcóolica se processa no citoplasma celular da levedura, as quais sofrem ação de
diversos fatores (nutrientes, minerais, vitaminas, inibidores, pH, temperatura etc.),
alguns que inibem e outros que favorecem a ação enzimática, afetando assim o
processo fermentativo (LIMA et al., 2007).

30
Fonte: Adaptado de NELSON;COX, 2008.
As etapas mais importantes na fermentação alcóolica são a hidrólise da
sacarose, formando glicose e frutose, e a transformação desses açúcares em
etanol. A temperatura do meio reacional deve ser mantida entre 26-35ºC já que
essas reações são exotérmicas, além do etanol outros sub- produtos, como o ácido
acético, são formados em menores quantidades. (STECKELBERG, 2011).
Figura 10- Representação da conversão de hexoses a etanol com o de leveduras.
31
Dois tipos de processos são muito utilizados em escala industrial: a
fermentação em batelada alimentada (presente em aproximadamente 80% dos
processos) com reciclo de células de fermento e processo contínuo com reciclo de
células de fermento.
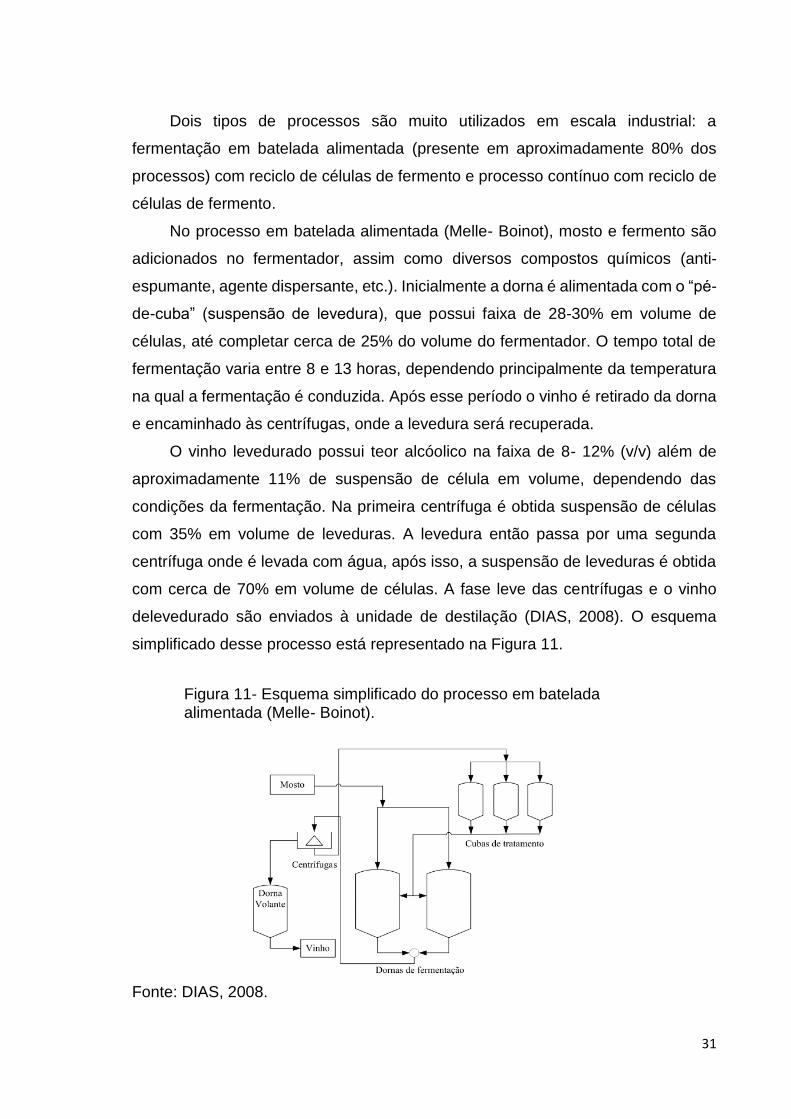
No processo em batelada alimentada (Melle- Boinot), mosto e fermento são
adicionados no fermentador, assim como diversos compostos químicos (anti-
espumante, agente dispersante, etc.). Inicialmente a dorna é alimentada com o “pé-
de-cuba” (suspensão de levedura), que possui faixa de 28-30% em volume de
células, até completar cerca de 25% do volume do fermentador. O tempo total de
fermentação varia entre 8 e 13 horas, dependendo principalmente da temperatura
na qual a fermentação é conduzida. Após esse período o vinho é retirado da dorna
e encaminhado às centrífugas, onde a levedura será recuperada.
O vinho levedurado possui teor alcóolico na faixa de 8- 12% (v/v) além de
aproximadamente 11% de suspensão de célula em volume, dependendo das
condições da fermentação. Na primeira centrífuga é obtida suspensão de células
com 35% em volume de leveduras. A levedura então passa por uma segunda
centrífuga onde é levada com água, após isso, a suspensão de leveduras é obtida
com cerca de 70% em volume de células. A fase leve das centrífugas e o vinho
delevedurado são enviados à unidade de destilação (DIAS, 2008). O esquema
simplificado desse processo está representado na Figura 11.
Fonte: DIAS, 2008.
Figura 11- Esquema simplificado do processo em batelada alimentada (Melle- Boinot).

32
No processo contínuo a adição do meio reacional e a retirada de vinho
acontecem de forma constante no reator, mantendo-se o volume reacional
constante. As vantagens desse processo em relação ao processo em batelada são:
utilização de equipamentos menores, elevado rendimento, obtenção de vinho
uniforme, facilidade de automação, controle operacional, etc.; as desvantagens
são: maior possibilidade de infecção e contaminação (DIAS, 2008).
O sistema contínuo utilizando multiestágios é muito vantajoso, já que a
levedura sofre inibição pelo produto. Assim, o uso de reatores em série possibilita
o esgotamento total do mosto, possibilidade de obtenção de altos teores alcóolicos
sem causar inibição das leveduras e instabilidade do processo, já que as células só
sofrerão inibição nos últimos estágios onde há maiores concentrações de etanol. O
processo de fermentação contínua normalmente utiliza na indústria de 3 a 5
reatores de mistura perfeita (CSTR) ligados em série com reciclo de células
(ANDRIETTA, 1994).
O primeiro reator da série recebe o mosto e a levedura, cada reator possui um
sistema de resfriamento para manter a temperatura entre 28- 35ºC, já que a
transformação dos açúcares em etanol é exotérmica. A alimentação do segundo
reator é feita com o produto da primeira e assim por diante. O produto do último
reator é também chamado de vinho levedurado, e a concentração de leveduras
nesse vinho varia entre 30 e 45 g/L. O vinho levedurado é centrifugado para a
recuperação das células, sendo obtido o vinho delevurado, o qual irá para a unidade
de destilação e o creme de levedura, que é encaminhado para à seção de
tratamento de fermento (DIAS, 2008).
A seção de tratamento do fermento é constituída de 2 a 4 reatores como
mostrado na Figura 12, que recebem água na relação de 1:1 e ácido sulfúrico. A
água é adicionada para eliminar o efeito tampão do creme e diminuir a
concentração de compostos capazes de inibir os microrganismos. O H2SO4 é
adicionado para ajustar o pH do meio de forma a diminuir a proliferação de bactérias
no creme levedurado (GOUVÊIA, 2000).

33
Fonte: ANDRIETTA, 1994.
2.4.3.1. Fermentação das pentoses
O uso das leveduras na conversão dos carboidratos a etanol é conhecido
por gerações, porém somente alguns tipos são capazes de converter as pentoses
(PALMQVIST; HANH- HAGERDAL, 2007). As leveduras amplamente estudadas
para esse tipo de processo são P. tannophilus, C. shehatae, P. stipitis e
Kluveromyces marxianus. Atualmente, pesquisas têm como finalidade desenvolver
cepas modificadas de S. cerevisiae capazes de utilizar as pentoses presentes no
hidrolisado, porém essas cepas são altamente sensíveis aos hidrolisados (HANH-
HAGERDAL et al., 2007). Assim, diversos estudos têm desenvolvido sistemas
capazes de converter simultaneamente glicose e xilose a etanol. Estudos
realizados por FU et al. (2009), utilizaram culturas de leveduras do tipo Z. mobilis
imobilizadas e P. stipitis livres, no meio reacional estava presente xilose (20 g/L) e
glicose (30 g/L), os rendimentos de etanol foram de 0,49- 0,50 g/g em 19 horas.
Quando utilizado o hidrolisado de bagaço de cana- de- açúcar atingiu um
rendimento de 0,49 g/g de etanol em 40 horas de cultivo.
Figura 12- Esquema simplificado do processo de fermentação contínuo.

34
Os passos metabólicos da transformação de D- xilose em D- xilulose estão
representados na Figura 13.
Fonte: Adaptado de KUHAD et al., 2011.
2.4.3.2. Fatores que afetam a fermentação
1) Temperatura: as leveduras geralmente são capazes de executar a
fermentação alcóolica entre 28 e 35ºC. Temperaturas elevadas afetam o
comportamento levedura e diminuem o teor alcóolico do vinho. Apesar da taxa
inicial de formação do etanol ser maior em altas temperaturas (40ºC), as leveduras
são inibidas pelo etanol. Além disso, quanto menos etanol é produzido mais água
existe no processo, assim, maior deve ser o volume dos equipamentos e maior a
energia gasta pelas centrífugas. Usualmente a fermentação nas usinas acontecem
em temperaturas próximas a 33ºC, e vinho produzido tem teor alcóolico de
aproximadamente 8,5ºGL (DIAS, 2008).
Figura 13- Etapas metabólicas do processo de conversão da xilose a etanol.
35
2) Outros fatores: a qualidade da matéria-prima utilizada na fermentação, pH
do processo, contaminação microbiana (o que leva a formação de compostos com
efeito inibitório), qualidade da centrifugação do fermento, tipo de processo
fermentativo utilizado (batelada alimentada ou processo contínuo) (DIAS, 2008).
2.4.4. Destilação alcóolica
O processo de destilação é utilizado para separar componentes ou mistura de
componentes pela diferença de pressão de vapor ou pela diferença de volatilidade
(MIRANDA, 2011).
O vinho proveniente da fermentação possui concentração entre 7-10% em
massa. O álcool etílico hidratado carburante (AEHC), que possui entre 92,6 e 93,8%
de etanol em massa, esse tipo de etanol é produzido na unidade de destilação
(VASCONCELOS, 1999).
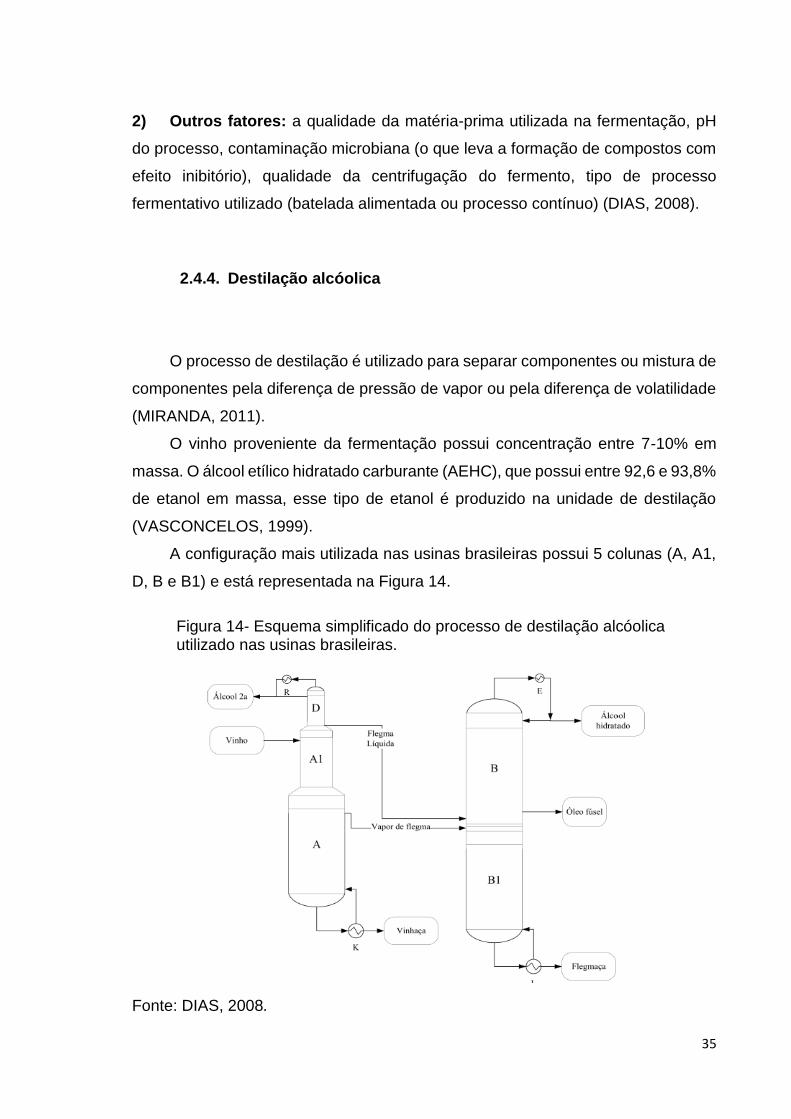
A configuração mais utilizada nas usinas brasileiras possui 5 colunas (A, A1,
D, B e B1) e está representada na Figura 14.
Fonte: DIAS, 2008.
Figura 14- Esquema simplificado do processo de destilação alcóolica utilizado nas usinas brasileiras.

36
1) Coluna A1: a coluna possui geralmente 8 pratos; nela a alimentação do vinho
acontece no topo da coluna a uma temperatura em torno de 92ºC. A coluna A1 tem
como função purificar o vinho dos gases contaminantes (MEIRELLES, 2006). Os
vapores da coluna são alimentação do fundo da coluna D, e o produto de fundo
alimenta o topo da coluna A.
2) Coluna A: ela possui entre 16 a 24 pratos e está localizada sob a coluna A1.
O fundo da coluna A1 entra no topo de A e é esgotado, dessa forma, no fundo
dessa coluna é produzida a vinhaça com teor alcóolico na ordem de 0,02% em
massa e pode ser utilizado para a produção de energia ou para fertilização do
canavial (DIAS, 2008). Na parte superior de A é obtido o vapor de flegma, que
possui um teor alcóolico de aproximadamente 40% em massa. Esse vapor serve
como alimentação no fundo da coluna B.
3) Coluna D: a coluna D está sobre a coluna A1 e geralmente contém 6 pratos
(MEIRELLES, 2006). Nessa coluna os produtos mais voláteis do vinho são
concentrados, e a corrente líquida obtida no topo de D é dividida em duas partes:
uma volta como reciclo para a coluna, a outra é retirada como álcool de segunda.
Do fundo de D sai a flegma líquida, o qual será alimentação da coluna B, assim
como o vapor de flegma da coluna A.
4) Coluna B: essa coluna está localizada sobre B1 e possui cerca de 40 pratos.
Quase todo o vapor produzido nessa coluna é condensado, sendo que o álcool
hidratado é retirado como uma corrente líquida na saída lateral da coluna, na parte
inferior é retirado o óleo fúsel, composto essencialmente álcoois superiores, etanol,
água e outros componentes. O calor gerado no condensador da coluna B é usado
para aquecer o vinho alimentado na coluna A1 (DIAS, 2008).
5) Coluna B1: No fundo da coluna B1 é obtida a flegmaça com concentração de
álcool (em massa) inferior a 0,02%. Essa coluna possui cerca de 13 pratos
(MEIRELLES, 2006).

37
2.4.5. Absorção
É uma operação em que uma mistura gasosa é colocada em contato com um
líquido, como mostrado na Figura 15, para que um ou mais compostos a serem
retirados da corrente gasosa seja dissolvido na corrente líquida, e assim separado.
Somente a absorção dos componentes de menor volatilidade, sem que haja a perda
de componentes da mistura líquida por evaporação (ROITMAN, 2002). Na
produção de etanol essa etapa é empregada para a separação do álcool presente
na corrente de CO2 produzida durante a fermentação. Esse álcool pode então pode
seguir para a destilação juntamente com o vinho delevurado.
Fonte: Adaptado de ROITMAN, 2002.
2.4.5.1. Método Kremser para absorção
Esse método é utilizado para calcular o número de pratos necessários no
processo de separação por absorção, para isso, os seguintes passos são feitos
(PRICE, 2003):
Figura 15- Esquema simplificado do processo de separação por absorção.

38
1) Calcular o valor K do componente chave (componente a ser absorvido), nas
condições médias de temperatura e pressão das correntes de entrada, usando
propriedades termodinâmicas apropriadas.
K =fração molar do componente chave na fase gasosa
fração molar do componente chave na fase líquida (2.2)
2) Calcular a vazão molar mínima do absorvente correspondente a um número infinito
de estágios em equilíbrio:
Lmin = K Vin(1 − ∅ak) (2.3)
Em que:
- Vin é a vazão líquida de entrada.
- (1 − ∅ak) é a fração do componente chave, presente na corrente gasosa de
alimentação do absorvedor.
3) Selecionar uma vazão molar para o absorvente (geralmente 1,5 vezes o valor
mínimo).
4) Calcular o fator de absorção Aek, do componente chave:
Aek = L
k V (2.4)
Em que:
L e V são as vazões médias de líquido e vapor, respectivamente, nas colunas.
5) Calcular o número real de estágios, N, usando a equação de Kremser:
∅Ak =Aek−1
AekN+1−1
(2.5)

39
2.5. Softwares de simulação
Os softwares de simulação de processo utilizam modelos das mais
variadas naturezas que são capazes de representar o comportamento real dentro
de certos limites, além de também serem uma poderosa ferramenta para resolver
equações que descrevem sistemas na engenharia química (LUYBEN, 1996).
Ainda segundo LUYBEN (1996), os programas de simulação de processos
foram desenvolvidos para liberar os engenheiros da preocupação de integração
numérica, já que esses softwares automaticamente monitoram erros, estabilizam e
ajustam os métodos de resolução de forma a manter a precisão. Assim, esses
programas computacionais facilitam o engenheiro na estruturação e resolução de
problemas.
A simulação de processo é utilizada em inúmeras análises e tomadas de
decisão, além de permitir estudar os custos e reduzir os esforços de projeto para
se fazer uma instalação ou processo funcionar. Dessa forma, a simulação de
processo pode ser classificada em três níveis de detalhamento: a simulação
dinâmica, detalhada e o balanço de massa (GOSLING, 2005); como mostra o
Quadro 1.
Quadro 1- Nível de detalhamento da simulação computacional.
Simulação Dinâmica Simulação Detalhada Balanço de Massa
Controle de
processos;
Treinamento de
operadores;
Avaliação dos efeitos
de distúrbios;
Projeto de
Equipamentos;
Otimização de
processos;
Configurações do
processo;
Avaliação econômica
do processo;
Estudo de concepção;
Requerimento de
mão- de- obra;
Fonte: Adaptado de GOSLING, 2005.

40
Diferentes softwares têm sido empregados na simulação de processos,
como Aspen Plus® e HYSYS® da Aspen Technology Inc. (Burlington, MA) e o
ChemCAD® da Chemsatations Inc. (Houston, TX) (PETRIDES, 2002).
2.5.1. Aspen HYSYS®
O software Aspen HYSYS®, da AspenTech é usado para a simulação e
modelagem de processos químicos e foi originalmente desenvolvido pelo Instituto
de Tecnologia de Massachusetts, do Departamento de Energia dos Estados
Unidos. A simulação da planta é realizada especificando as condições das
correntes de entrada, fluxos de calor e trabalho e as configurações dos processos
unitários, já que o simulador possui uma biblioteca dessas operações
(MAGNUSSON, 2005).
O Aspen HYSYS®, é o simulador de processo mais utilizado no mundo, pois
ele apresenta propriedades termodinâmicas completas e métodos complementares
como o Apen Icarus Process Evaluator®, que permite a estimativa de
dimensionamento e custo dos equipamentos (DIAS, 2011). Além disso, esse
software possui algumas operações unitárias que permitem a simulação dos
processos, como torres de destilação, trocadores de calor, bombas, etc.
2.5.2. Equações de Estado
As equações de estado são uma das mais importantes ferramentas para a
engenharia química, elas são capazes de descrever o comportamento
termodinâmico de sistemas, permitindo assim a escolha correta de solventes,
otimização de operações unitárias e a decisão de sequências de operações mais
vantajosas (OLIVEIRA, 2011).
As equações de estado cúbicas e modelos de coeficiente de atividade, como:
SRK, NRTL e UNIQUAC, são considerados modelos termodinâmicos

41
convencionais capazes de predizer de forma satisfatória o comportamento do
equilíbrio de fases de alguns sistemas binários (líquido-vapor) complexos. Porém,
não apresentam bons resultados para equilíbrio de fases de sistemas multifásicos
(vapor-líquido-líquido) e multicomponentes (KONTOGEORGIS, 2004).
2.6. Avaliação econômica
2.6.1. Fluxo de caixa, depreciação, amortização e exaustão
O fluxo de caixa é o resumo das transações financeiras de uma empresa
durante um período de tempo, ele é a receita subtraindo-se os pagamentos
realizados. Após o cálculo do lucro líquido (receita-pagamentos) citado a cima, ele
é somado aos valores gastos com depreciação, exaustão e amortização. Esses três
itens são somados novamente, pois eles não representam transações financeiras
(SEIDER et al., 2003).
Assim, a depreciação corresponde à diminuição do valor dos elementos
ativos, resultantes do desgaste pelo uso, ação da natureza ou obsolência normal.
A depreciação do ativo se inicia quando o ativo está disponível para o uso e termina
quando o ativo é colocado para a venda ou quando é colocado em baixa, o que
ocorrer primeiro. O valor limite de depreciação é o valor do próprio bem.
A amortização é a redução do valor de aquisição dos ativos, de duração
limitada, sendo por prazo legal ou contratualmente limitado.
A exaustão é a redução do valor, decorrente da exploração dos recursos
naturais esgotáveis (TREASY, 2015).
2.6.2. Investimento Total em Capital
É o investimento total, envolvendo a construção, design e start-up de uma
nova planta química, ou reforma de uma planta já existente. Os gastos também
incluem o compra do terreno, escavação, melhorias no terreno para permitir
acesso, taxa com contratos e licença para construção.

42
O investimento total em capital (TCI) é definido pela soma do investimento fixo
em capital (FCI); o qual envolve custos diretos e indiretos, como compra de
equipamentos, instalação, taxas com construção, permissões e gastos com
tubulações adicionais; e o capital de giro (WCI); o qual envolve o custo de
operações, tipicamente de 10-20% do TCI ou aproximadamente 5% do FCI para as
plantas de etanol de segunda geração (ADEN et al., 2011). A equação 2.6 mostra
o cálculo do TCI.
TCI= FCI+ WCI (2.6)
2.6.3. Custos Operacionais Fixos
Os custos operacionais fixos existem independente da planta estar
produzindo à uma capacidade total ou não. Esses custos incluem o salário dos
trabalhadores e outros gastos, como manutenção e seguro da propriedade (ADEN
et al., 2011).
2.6.4. Custos Operacionais Variáveis
Nos custos operacionais variáveis estão inclusas as matérias-primas,
desperdícios com manuseio e ganhos com sub-produtos. Esses custos variam de
acordo com a capacidade em que a planta está operando (ADEN et al., 2011).
2.6.5. Preço mínimo de venda do etanol (Minimum Ethanol Selling
Price- MESP)
É o preço mínimo de venda do etanol para se obter um valor presente líquido
(Net Present Value-NPV) igual a zero com uma taxa de retorno interna finita
(Internal Rate of Return-IRR), e segundo NREL é calculado através da análise do
fluxo de caixa.
43
2.6.6. Custo com Equipamentos
O custo de compra dos equipamentos normalmente é obtido por meio de
gráficos, citações de fornecedores, ou equações. Esses gráficos e equações são
aplicáveis à uma data específica, normalmente a um mês e ano, ou a uma média
de um ano em particular. Dessa forma, os custos dos equipamentos, por causa da
inflação, podem aumentar com o tempo. Por isso, para se estimar o preço de
compra para uma data posterior a data base, pode-se multiplicar o custo base pela
razão entre o índice de custo da data posterior (I) e o índice da data base (Ibase),
como mostrado na equação 2.7.
Custo = CustoBaseI
Ibase (2.7)
Os índices na maioria das vezes considerados pelos engenheiros químicos
são (ADEN et al.,2011):
1) The Chemical Engineering (CE) Índice de custo da planta
É publicado mensalmente na revista Chemical Engineering com I=100 para
1958. A completa descrição do índice está em (CHEMICAL ENGINEERING,1963).
2) The Marshall & Swift (MS) Índice de custo dos equipamentos
É publicado mensalmente na revista Chemical Engineering com I=100 para
1926. A completa descrição do índice está em (CHEMICAL ENGINEERING,1963).
3) The Nelson-Farrar (NF) Índice de custo de construção de refinarias
É publicado mensalmente na revista Oil & Gas Journal com I=100 para 1946.
A completa descrição do índice está em (OIL & GAS JOURNAL,1965).
4) The Engineering News-Record (ENR) Índice de custo para
construções

44
É publicado semanalmente na revista Engineering News-Record e
mensamente em Chemical Engineering com I=100 para 1967 (ENGINEERING
NEWS-RECORD, 1967).
2.6.6.1. Bombas Centrífugas
O custo das bombas normalmente inclui o preço da bomba, base e o
acoplamento, e em alguns casos, o preço do motor elétrico também está incluso.
Não existe um acordo sobre o fator relacionado com o tamanho do equipamento
para a determinação do preço de compra, sendo que o método mais utilizado é o
da Monsanto que utiliza o fator de dimensão, S, o qual reconhece o fato de que
uma bomba centrífuga poder operar acima de uma faixa de vazão. A relação desse
fator com a carga da bomba (H) está representada na equação 2.8:
S = Q(H)0,5 (2.8)
Onde Q é a vazão através da bomba em galão/minuto e H é a carga em pés. O
custo da bomba está correlacionado com o máximo valor de S que a bomba pode
aguentar. Além disso, ele também está relacionado com a rotação da bomba
(normalmente da faixa de 1.800 a 3.600 rpm), vazão, números de rotor
(normalmente de 1 a 4), a orientação do eixo (VSC: orientação vertical, HSC:
orientação horizontal) e material do qual a bomba é feita (SEIDER et al., 2003). A
equação 2.9 do custo inclui a base e o acoplamento, mas não o motor elétrico. O
índice considerado é para o ano 2000 (CE=394), como material de construção é
usado ferro fundido e rotação da bomba é de 3.600 rpm.
CB = exp {9,2951 − 0,6019[ln(S)] + 0,0519[ln(S)2]} (2.9)
Para outros tipos de bombas centrífugas, feitas de outros materiais, o custo
é dado por:
CP = FTFMCB (2.10)

45
Onde FM é o fator do material e FT é o fator do tipo de bomba, como mostrado
na Tabela 1.
Tabela 1- Fator FT para diferentes tipos de bombas.
Nº de
estágios
Rotação
(rpm)
Orientação
do eixo
Vazão
(galão/min)
Carga da
bomba (ft)
Potência
do motor
(HP)
FT
1 3.600 VSC 50-900 50-400 75 1,00
1 1.800 VSC 50-3.500 50-200 200 1,50
1 3.600 HSC 100-1.500 100-450 150 1,70
1 1.800 HSC 250-5.000 50-500 250 2,00
2 3.600 HSC 50-1.100 300-1.100 250 2,70
2 3.600 HSC 100-1.500 650-3.200 1.450 8,90
Fonte: Adaptado de SEIDER et al., 2003.
2.6.6.2. Trocadores de Calor Casco e Tubo
Para esses trocadores estão envolvidas muitas variáveis geométricas, como,
diâmetro do tubo, espessura da parede, comprimento, espaçamento, arranjo, tipo
de chicanas e número de tubos e passos do casco. Porém, os dados mais
conhecidos sobre o preço de compra dos trocadores, está correlacionado com a
área da superfície do trocador (normalmente baseada na área externa dos tubos),
e com fatores de correção para pressão e material de fabricação. Em alguns casos,
fatores de correção para o comprimento dos tubos também são dados (SEIDER et
al.,2003).
Para as equações abaixo são considerados fatores, como, índice de custo
também para o ano de 2000, como no caso das bombas (CE=394), além disso a
área superficial A é dada em ft², variando de 150 até 12.000 ft².O caso base também
leva em conta um diâmetro externo de ¾ polegadas ou 1 polegada e comprimento
de 20 ft para os tubos, aço-carbono como material de construção, passo dos tubos
quadrado ou triangular e pressão do casco acima de 100 psig, como mostrado nas
equações 2.11 e 2.12.
46
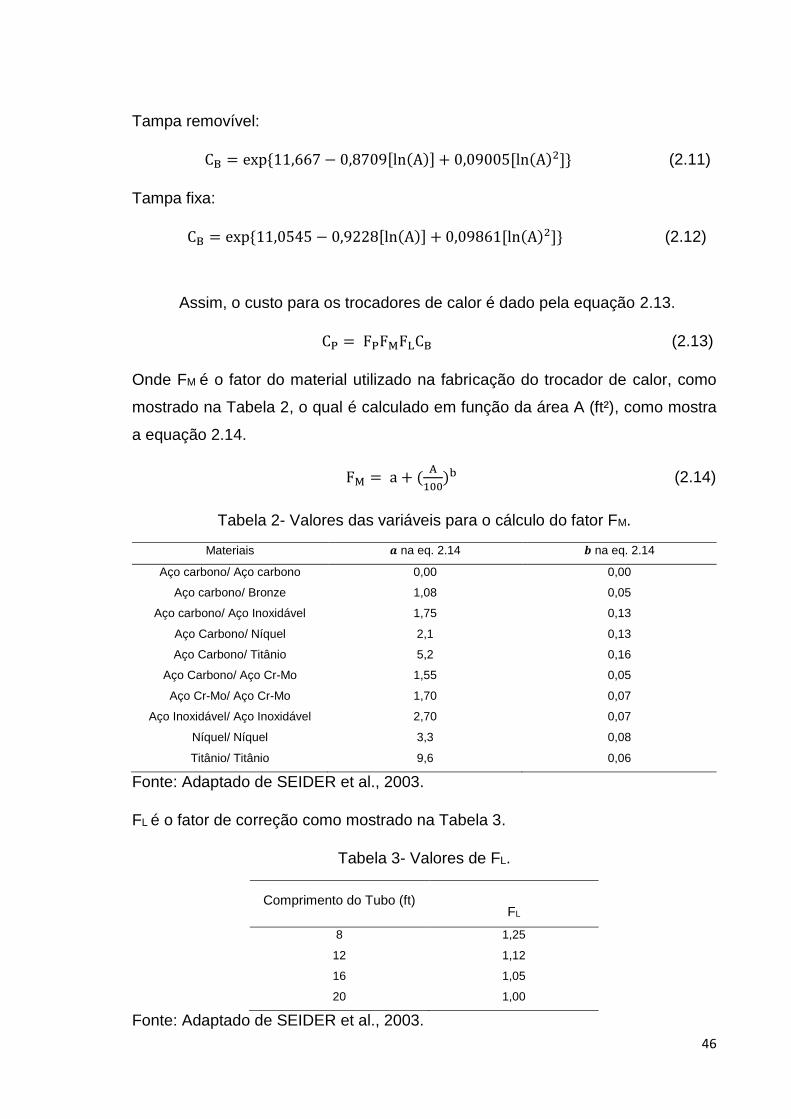
Tampa removível:
CB = exp {11,667 − 0,8709[ln(A)] + 0,09005[ln(A)2]} (2.11)
Tampa fixa:
CB = exp {11,0545 − 0,9228[ln(A)] + 0,09861[ln(A)2]} (2.12)
Assim, o custo para os trocadores de calor é dado pela equação 2.13.
CP = FPFMFLCB (2.13)
Onde FM é o fator do material utilizado na fabricação do trocador de calor, como
mostrado na Tabela 2, o qual é calculado em função da área A (ft²), como mostra
a equação 2.14.
FM = a + (A
100)b (2.14)
Tabela 2- Valores das variáveis para o cálculo do fator FM.
Materiais 𝒂 na eq. 2.14 𝒃 na eq. 2.14
Aço carbono/ Aço carbono 0,00 0,00
Aço carbono/ Bronze 1,08 0,05
Aço carbono/ Aço Inoxidável 1,75 0,13
Aço Carbono/ Níquel 2,1 0,13
Aço Carbono/ Titânio 5,2 0,16
Aço Carbono/ Aço Cr-Mo 1,55 0,05
Aço Cr-Mo/ Aço Cr-Mo 1,70 0,07
Aço Inoxidável/ Aço Inoxidável 2,70 0,07
Níquel/ Níquel 3,3 0,08
Titânio/ Titânio 9,6 0,06
Fonte: Adaptado de SEIDER et al., 2003.
FL é o fator de correção como mostrado na Tabela 3.
Tabela 3- Valores de FL.
Comprimento do Tubo (ft)
FL
8 1,25
12 1,12
16 1,05
20 1,00
Fonte: Adaptado de SEIDER et al., 2003.

47
O fator FP é baseado na pressão do trocador de casco e tubo, P em psig, como
mostrado na equação 2.15, a qual é aplicável na faixa de 100 a 2.000 psig.
FP = 0,9803 + 0,018 (P
100) + 0,0017 (
P
100)
2 (2.15)
2.6.6.3. Vasos de Pressão e Torres de Destilação, Absorção e
Coluna de Stripping
Os vasos são usualmente cilíndricos, como diâmetro interno D e
comprimento L, além disso também possuem tampos no formato elipsoidal, bocais
para a entrada e saída de correntes, boca de visita para acesso interno, conexões
para válvulas de alívio e instrumentos, saias e berços para suporte (dependendo
se o vaso está orientado verticalmente ou horizontamente), plataformas e escadas.
A espessura do casco e do tampo normalmente é determinada pela ASME
(American Society of Mechanical Engineers), e deve incluir a tolerância à corrosão,
operação em vácuo, força do vento e risco de terremotos (SEIDER et. Al, 2003).
Assim, pelo grande número de fatores que afetam o custo dos vasos de
pressão, diversos números de fatores de dimensão são utilizados para se
determinar esse valor, além disso, todos os métodos diferenciam a orientação do
vaso (vertical ou horizontal). O mais simples método baseia o custo no diâmetro
interno, no comprimento entre a tangente- tangente dos tampos do vaso e
considera um fator de correção dependendo da pressão de operação. Já o método
mais elaborado é baseado no design completo, obtendo-se o peso do vaso,
tamanho e números de bocais e bocas de visita. O método mostrado abaixo, na
equação 2.16, é de complexidade mediana, baseado no peso do casco, duas
cabeças elípticas 2:1, material de construção é aço carbono e inclui todas as
tolerâncias para plataformas, número de bocas de visita e bocais.
CP = FMCV + CPL (2.16)

48
O valor do índice para esse caso também é de 394 para um vaso vazio, CV,
mas incluindo bocais, bocas de visita e suportes. O peso (W) do casco e das duas
cabeças é calculado em libras, também é levado em conta a orientação do vaso,
como mostrado nas equações 2.17 e 2.18.
Vasos horizontais de 1.000< W <920.000 lb:
CV = exp {8,717 − 0,2330 [ln(W)] + 0,04333[ln(W)2]} (2.17)
Vasos verticais de 4.200< W <1.000.000 lb:
CV = exp {6,775 + 0,18255 [ln(W)] + 0,02297[ln(W)2]} (2.18)
O custo adicionado CPL, é o fator para plataformas e escadas, ele depende
do diâmetro do vaso, Di em ft, como mostrado na equação 2.19 e para os vasos
verticais, também do comprimento entre a tangente-tangente dos tampos, L em ft,
como mostrado na equação 2.20.
Vasos horizontais 3< Di <12 ft:
CPL = 1.580 (Di)0,20294 (2.19)
Vasos verticais de 3< Di <21 ft e 12< L <40 ft:
CPL = 285,1 (Di)0,73960(L)0,70684 (2.20)
As torres são vasos de pressão verticais utilizados em operações de
separação, incluindo destilação, absorção e stripping, elas contêm pratos ou
recheios, além de bocais e bocas de visita. Assim, para o cálculo do preço dessas
torres verticais (CT) é considerado também um índice de 394, incluindo bocais,
bocas de visita, partes internas (não incluso pratos e recheios) e saias, como

49
mostrado na equação 2.21. O peso do casco e dos dois tampos é dado em libras
(W).
Torres de 9.000< W < 2.500.000 lb
CV = exp {7,7374 − 0,18255 [ln(W)] + 0,02297[ln(W)2]} (2.21)
O custo adicionado CPL, para plataformas e escadas depende do diâmetro
interno da torre, Di em ft, e para os vasos verticais, também do comprimento entre
a tangente-tangente dos tampos, L em ft, como mostra a equação 2.22.
Torres de 3< Di <24 ft e 27< L <170 ft:
𝐶𝑃𝐿 = 237,1 (𝐷𝑖)0,63316(𝐿)0,80161 (2.22)
O peso (W), no cálculo do custo para vasos de pressão e torres, depende da
espessura da parede do casco e dos tampos, embora a espessura dos tampos
normalmente seja maior do que a do casco, porém para se estimar o custo do
equipamento, é considerado que a espessura para ambos são as mesmas, ts.
Assim, o peso é dado pela equação 2.23.
𝑊 = 𝜋 (𝐷𝑖 + 𝑡𝑆)(𝐿 + 0,8𝐷𝑖)𝑡𝑆𝜌 (2.23)
Na equação, o termo L considera o cilindro, enquanto o termo 0,8Di
considera as duas cabeças, e ρ é a densidade do aço carbono, e seu valor é 490
lb/ft3 ou 0,284 lb/in3. Em caso de ausência de corrosão, vento, terremotos e
pressões internas maiores que a pressão externa, a fórmula para a espessura do
casco cilíndrico é dada por ASME através da equação 2.24:
𝑡𝑝 =𝑃𝑑𝐷𝑖
2𝑆𝐸−1,2𝑃𝑑 (2.24)
Onde tp é a espessura da parede em polegadas, Pd é a pressão interna em psig, Di
é o diâmetro interno também em polegadas, S a máxima tensão admissível (lb/in²)

50
pelo material do casco na temperatura de design, e seus valores estão na Tabela
4, sendo E a eficiência da solda.
Tabela 4- Máxima Tensão Admissível
Temperatura (ºF) Máxima Tensão Admissível (psi)
-20 até 650 15.000
700 15.000
750 15.000
800 14.750
850 14.200
900 13.100
Fonte: Adaptado de SEIDER et al., 2003.
A pressão de design Pd, em psig, deve ser maior que a pressão de operação
Po. Para a faixa de pressão de operação de 10 psig até 1.000 psig, pode-se então
usar a equação 2.25 para determinação de Pd.
Pd = exp {0,60608 + 0,91615[ln(Po)] + 0,0015655[ln(Po)]2} (2.25)
Para pressão de operação maior que 1.000 psig, Pd é igual a 1,1 vezes a
pressão de operação.
A equação 2.24 não leva em conta o vento e terremotos, além não poder ser
utilizada para vasos sob vácuo. O método dado pela equação 2.26 depende da
razão tangente-tangente do comprimento do vaso (L), do diâmetro interno (Di) e a
pressão de design (Pd). A equação pode ser aplicada para um intervalo de
10>(L/Di)2/Pd>1,34.
tv = tp[0,75 + 0,22E(
L
Di)2
Pd] (2.26)
Para a espessura de vasos operando sob vácuo foi utilizada a equação 2.27,
que leva em conta a razão comprimento/diâmetro e o módulo de elasticidade EM,
da parede de metal. A equação é aplicável para tE/Do<0,05, onde Do é o diâmetro
externo.

51
tE = 1,3Do(PdL
EMDo)0,4 (2.27)
Tabela 5- Módulo de Elasticidade
EM Módulo de Elasticidade, psi (multiplicado por 106)
Temperatura (ºF) Aço Carbono Aço de baixa liga
-20 30,2 30,2
200 29,5 29,5
400 28,3 28,6
650 26,0 27,0
700 - 26,6
800 - 25,7
900 - 24,5
Fonte: Adaptado de SEIDER et al., 2003.
Entretanto, para o valor de tE, o fator de correção tEC, calculado segunda
equação 2.28, deve ser adicionado:
tEC = L(0,18Di − 2,2)x10−5 − 0,19 (2.28)
Onde as variáveis estão em polegadas. A espessura total para um vaso
operando sob vácuo é calculada segundo a equação 2.29.
𝑡𝑉 = 𝑡𝐸 + 𝑡𝐸𝐶 (2.29)
Mesmo para condições onde não há corrosão, a tolerância a corrosão tc, de
1/8 in, deve ser adicionada a tp, para dar o valor de ts da equação 2.23.

52
3. METODOLOGIA
Inicialmente foi feito um trabalho de pesquisa bibliográfica, empregando-se
livros disponíveis nas bibliotecas da Universidade de São Paulo e outras
instituições, além de artigos científicos disponíveis em bases de dados como a Web
of ScienceTM, (Thomson Reuters, New York, USA), ScienceDirect® (Elsevier Inc,
Waltham, MA, USA) e Scopus® (Elsevier Inc, Waltham, MA, USA), além de
sistemas de busca na internet. Esta pesquisa foi fundamental para compreensão
do tema em estudo e para levantamento dos dados necessários à simulação.
A capacidade de produção da planta foi calculada baseando-se no estudo
realizado por Miranda (2011), no qual adotou-se a produção de 12000 toneladas
de cana por dia, e que cada tonelada produziria 250 kg de bagaço com 50% de
umidade. Considerando as perdas durante transporte e manuseio, apenas 80% do
bagaço gerado foi utilizado na etapa de pré-tratamento, assim, a vazão de bagaço
utilizada na simulação foi de 100 ton/h.
A simulação do processo de produção do etanol de segunda geração a partir
de celulose e hemicelulose, foi realizada com auxílio do software Aspen HYSYS®
(Aspen Technology, Inc., Nashua, USA).
3.1. Modelo Termodinâmico
Após simulações realizadas por Dias (2008), observou-se que os pacotes
termodinâmicos que mais se aproximaram aos dados experimentais foram:
1) O NRTL para o cálculo de coeficiente de atividade na fase líquida
2) As equações de estado SRK para o cálculo da fase vapor
Na Figura 16 é mostrada uma captura da tela indicando o local de seleção
dos pacotes no programa de simulação.

53
Fonte: Do autor.
3.2. Componentes
O bagaço-de-cana é a principal matéria-prima para a produção do etanol de
segunda geração, e segundo Palaez Samaniego (2007) esse material possui uma
composição mássica de 50% em água; 20,7% em celulose; 17,9% em hemicelulose
e 11, 4% em lignina. Muitos dos componentes necessários para a simulação, como
a própria celulose, hemicelulose e lignina; não estão presentes nas bases de dados
do software, o que faz necessária a criação de componentes hipotéticos. Assim, foi
necessário fornecer algumas propriedades químicas fundamentais para que esses
componentes fossem criados, sendo essas propriedades químicas mostradas na
Tabela 6.
Figura 16- Pacotes termodinâmicos selecionados para a simulação.

54
Tabela 6- Propriedades químicas dos componentes hipotéticos. Componentes Estado
Físico
Fórmula
Molecular
ρ
(kg/m3
)
MM
(g/mol)
PE
(ºC)
Pc
(KPa)
Tc(ºC) Vc(m3/km
ol)
𝝎
Celulose sólido C6H10O5 1530 162,14 - - - - -
Hemicelulose sólido C5H8O4 1530 132,12 - - - - -
Lignina sólido C7,3H13,9O1,3 1500 122,49 - - - - -
Xilose - - 1525 150,1 219,0 7385 618,5 0,2956 -0,01139
Arabinose - - 1757 150,1 333,2 6966 823,3 0,3866 -0,01928
HMF - - 1290 126,1 276,3 5926 696,0 0,3200 -0,00900
Celulase* Sólido
CH1,57N0,29O0,31S0,007
1200 22,84
Levedura Sólido CH1,8O0,9N0,145 1000 30,23 - - - - -
*Fonte: Adaptado de Intelligen Inc., 2015.
Segundo Dias (2008) para a criação de componentes sólidos é necessário
fornecer somente o peso molecular (MM) e a densidade (ρ). Para o caso de
componentes não sólidos (líquidos ou sólidos em solução) é necessário fornecer
também o ponto de ebulição. Em ambos casos é também possível fornecer a
fórmula molecular, o que permite que o simulador estime valores de algumas
propriedades do composto, como por exemplo, temperatura crítica (Tc) e fator
acêntrico (ω).
Entretanto, além dos componentes hipotéticos é necessário inserir outros
componentes já presentes no banco de dados do simulador. Os nomes dos
compostos no simulador estão apresentados na tabela 7.

55
Tabela 7- Componentes presentes na base de dados do simulador.
Nome do Composto Nome no HYSYS®
Glicose Dextrose
Sacarose Sucrose
Água H2O
Etanol Ethanol
Dióxido de carbono CO2
Glicerol Glycerol
Hidrogênio Hydrogen
Ácido succínico SuccinicAcid
Ácido Acético AceticAcid
Álcool isso- amílico 3-M-1-C4ol
Amônia Ammonia
Ácido sulfúrico H2SO4
Fonte: Adaptado de DIAS, 2008.
O hidrogênio inserido no simulador é usado nas reações secundárias da
fermentação, que acontecem na presença de íons H+. Além disso, a amônia é
usada em substituição aos nutrientes da levedura (fonte de nitrogênio), os quais na
realidade estão presentes nas impurezas do caldo. Como essas impurezas não
existem no simulador, foi necessária a substituição.
3.3. Etapas simuladas do processo
A simulação foi baseada em um levantamento bibliográfico, e por isso utilizou
estudos, como o de Dias (2008), Miranda (2011), Palacios (2011), etc; para
determinação dos parâmetros de cada etapa do processo.

56
3.3.1. Etapa de Pré- Tratamento
A etapa de pré-tratamento, assim como a deslignificação têm como objetivo
a separação seletiva dos componentes presentes no bagaço por meio da ruptura
do complexo lignina-celulose-hemicelulose, para que haja um aproveitamento
individual de cada um desses compostos (DIAS, 2008).
No presente trabalho, foi simulado o pré-tratamento via explosão a vapor, o
qual é responsável por causar a pré-hidrólise da hemicelulose, e os parâmetros
utilizados foram obtidos através de experimentos realizados por Silva (1995). Nesse
estudo as faixas de temperatura eram de 165 a 210ºC e os tempos de residência
de 5 a 60 minutos.
Os dados de conversão das reações que acontecem no pré- tratamento estão
disponíveis em Aguila et al. (2002) e Dias (2008). Assim, as informações obtidas
na literatura foram:
1) Na formação da xilose considerou-se uma concentração inicial dessa
pentose igual a zero, dessa forma foi possível calcular a variação da
pentose no decorrer do tempo. Considerou- se também que a reação de
hidrólise da hemicelulose ocorre como mostrado na equação 3.1. Além
disso, foi observado que a melhor condição do pré-tratamento ocorreu
depois 24,1 min do início, e que a conversão neste ponto foi de 81,39%.
C5H8O4 + H2O C5H10O5 (3.1)
2) A formação da glicose nessa etapa pode ocorrer a partir da hemicelulose
e da celulose. Porém, a celulose no pré-tratamento não é hidrolisada,
então considerou-se que a glicose foi originada apenas da hemicelulose
como mostra a equação 3.2. Assim, para o mesmo tempo considerado na
formação da xilose, a conversão foi de 1,76% de hemicelulose em glicose.
C5H8O4 + 2,67 H2O C6H12O6 (3.2)

57
3) A formação do ácido acético acontece da hidrólise dos grupos acetila
presentes na hemicelulose. Assim, para essa reação (3.3) foi calculada
uma conversão de 1,82%.
C5H10O5 + H2O 2,5C2H4O2 (3.3)
4) A formação de furfural ocorre a partir da decomposição da pentose.
Segundo a equação 3.4. Foi considerado uma conversão de pentose em
furfural de 0,4%.
C5H10O5 C5H4O2 + 3H2O (3.4)
3.3.2. Hidrólise Enzimática
Segundo Galbe e Zacchi (2010) a temperatura ideal no reator usado para a
hidrólise enzimática é de 50ºC. No reator a conversão de celulose em glicose é
especificada como na equação 3.5 e a da hemicelulose residual em pentose como
na equação 3.6. Além disso, segundo Palacios (2011) a conversão da reação
representada pela equação 3.5 foi de 69,2% enquanto a representada pela
equação 3.6 foi de 46,9%.
C6H10O5 + H2O C6H12O6 (3.5)
C5H8O4 + H2O C5H10O5 (3.6)
3.3.3. Concentração do Licor de Hexoses
O Licor de hexoses obtido como produto na etapa de hidrólise deve ser
concentrado para que seja utilizado na etapa de fermentação. Esse processo é
realizado em um sistema composto por um pré-evaporador mais quatro

58
evaporadores de múltiplo efeito, os quais concentram o licor que depois é diluído a
aproximadamente 25% em massa. A diluição do licor possibilita a redução do
impacto de inibidores formados na etapa de hidrólise (HMF e furfural) na
fermentação (DIAS, 2008).
3.3.4. Fermentação
Na simulação da fermentação foi feita baseada nos estudos de Grootjen et
al. (1991), Kuhad et al. (2011) e Dias (2008). Nesses estudos a fermentação da
glicose e da xilose foram feitas em reatores separados, já que mesmo utilizando a
S. cerevisiae geneticamente modificada, que é capaz de fermentar também as
pentoses, pode haver seletividade maior da levedura pela hexose do que pela
pentose, além da alta concentração de etanol no fermentador inibir a ação dos
microrganismos.
As reações e conversões foram baseadas mais especificamente nos estudos
de Dias (2008) e Kuhad et al. (2011), como mostrado nos tópicos a seguir:
1) Inicialmente a conversão de hexoses em álcool ocorre de acordo com a
equação 3.7 a uma conversão de 90,48%.
C6H12O6 2C2H5OH5 + 2CO2 (3.7)
2) Durante a fermentação também são formados alguns subprodutos, como,
Glicerol, Ácido Succínico, Ácido Acético e Álcool isso-amílico. As
conversões das reações representadas pelas equações 3.8 a 3.11 foram
consideradas 2,67%; 0,29%; 1,19% e 0,00031% respectivamente. Como
não existem íons no banco de dados do software, a presença dos íons H+
foi substituída pelo hidrogênio.

59
Glicerol: C6H12O6 +4H+ 2C3H8O3 (3.8)
Ácido Succínico: C6H12O6 +2H2O C4H6O4 + 2CO2 +10H++10e- (3.9)
Ácido Acético: C6H12O6 +2H2O 2C2H4O2 + 2CO2 +8H++8e- (3.10)
Álcool Iso-amílico:
C6H12O6 0,795C5H12O + 2,025CO2 + 1,155H2O +0,15H++0,15e- (3.11)
3) Além disso, existe a formação de leveduras de acordo com a equação
3.12. Durante o processo, a conversão de formação foi considerada como
sendo de 1,37%. Considerou-se ainda que o nitrogênio presente no mosto
está na forma de amônio, contido nas impurezas.
0,1485C6H12O6 + 0,145NH4++0,1087CO2CH1,8O0,9N0,145 + 0,2087H2O +0,145H+ (3.12)
4) Segundo Kuhad et al. (2011) a equação 3.13 mostra a conversão da
pentose a álcool (foi adotado um valor de 66%).
3C5H10O5 5C2H5OH + 5CO2 (3.13)
3.3.5. Destilação
No processo de destilação, o objetivo foi a obtenção do AEHC (álcool etílico
hidratado carburante). Esta foi simulada considerando-se um sistema similar ao
realizado na indústria, como mostrado na Figura 14 da seção 2.4.4. Dessa forma,
a Tabela 8 mostra os parâmetros utilizados nessa etapa. A simulação foi baseada
nos estudos de Dias (2008).

60
Tabela 8- Parâmetros do processo de destilação.
Parâmetros da Destilação
COLUNA A1
Número de pratos 8
Pressão no topo (kPa) 136,3
Pressão no fundo (KPa) 139,3
COLUNA A
Número de pratos 18
Pressão no topo (kPa) 139,3
Pressão no fundo (KPa) 152,5
Posição de retirada da flegma vapor 17
Fração mássica de etanol na vinhaça 0,0002
Recuperação do etanol no vapor de flegma (%) 76
COLUNA D
Número de pratos 6
Pressão no topo (kPa) 133,8
Pressão no fundo (KPa) 136,3
Temperatura do condensador (ºC) 35
Fração do álcool pesado reciclada para a coluna 0,99
COLUNA DE RETIFICAÇÃO
(B+B1)
Número de pratos 45
Pressão no topo (kPa) 116
Pressão no fundo (KPa) 135,7
Posição de alimentação da flegma líquida 23
Posição de alimentação da flegma vapor 23
Posição de retirada do óleo fúsel 4
Fração mássica de etanol no AEHC 0,935
Fonte: Do autor.
3.4. Análise Econômica
Para a determinação do MESP (minimum etanol selling price- preço mínimo
de venda do etanol), os cálculos foram baseados no relatório econômico
desenvolvido pelo National Renewable Energy Laboratory (NREL), 2011. Neste
relatório, é descrito um trabalho no qual foi realizado uma análise do fluxo de caixa
que envolveu parâmetros como investimento total em capital, capital de giro, os
custos variáveis de operação e os custos fixos de operação.
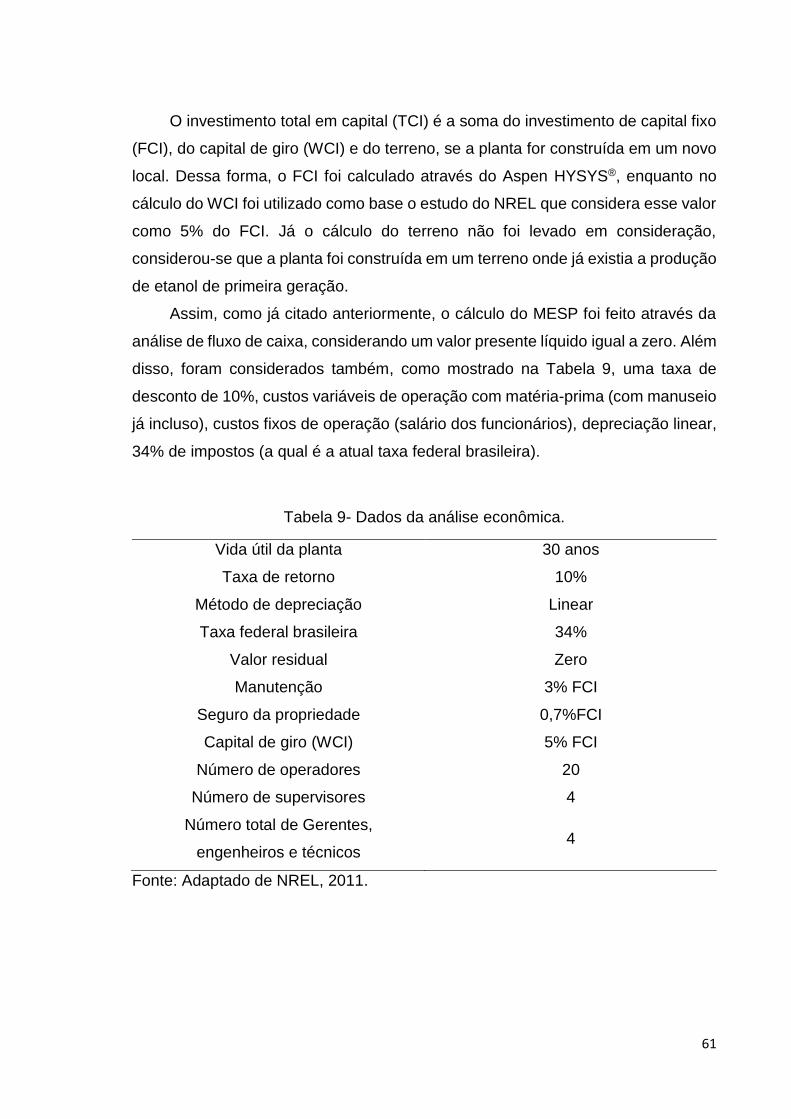
61
O investimento total em capital (TCI) é a soma do investimento de capital fixo
(FCI), do capital de giro (WCI) e do terreno, se a planta for construída em um novo
local. Dessa forma, o FCI foi calculado através do Aspen HYSYS®, enquanto no
cálculo do WCI foi utilizado como base o estudo do NREL que considera esse valor
como 5% do FCI. Já o cálculo do terreno não foi levado em consideração,
considerou-se que a planta foi construída em um terreno onde já existia a produção
de etanol de primeira geração.
Assim, como já citado anteriormente, o cálculo do MESP foi feito através da
análise de fluxo de caixa, considerando um valor presente líquido igual a zero. Além
disso, foram considerados também, como mostrado na Tabela 9, uma taxa de
desconto de 10%, custos variáveis de operação com matéria-prima (com manuseio
já incluso), custos fixos de operação (salário dos funcionários), depreciação linear,
34% de impostos (a qual é a atual taxa federal brasileira).
Tabela 9- Dados da análise econômica.
Vida útil da planta 30 anos
Taxa de retorno 10%
Método de depreciação Linear
Taxa federal brasileira 34%
Valor residual Zero
Manutenção 3% FCI
Seguro da propriedade 0,7%FCI
Capital de giro (WCI) 5% FCI
Número de operadores 20
Número de supervisores 4
Número total de Gerentes,
engenheiros e técnicos 4
Fonte: Adaptado de NREL, 2011.

62
4. RESULTADOS E DISCUSSÕES
4.1. Pré- Tratamento
A corrente de alimentação de bagaço (BA1) na simulação foi de 100 ton/h, e
para isso, adotou-se 250 kg de bagaço produzido por dia com 50% de umidade.
No reator foi adicionado o bagaço com 50% de umidade e composição citada
na seção 3.2 e, com o material lignocelulósico também foi adicionado vapor
saturado (VP1) a 12,5 bar e manteve-se a temperatura do processo constante em
aproximadamente 190ºC. O produto da pré-hidrólise então foi lavado com água
(H2O_1) a uma vazão duas vezes maior que a do produto, para que isso fosse
possível foi necessário usar a ferramenta SET presente no simulador. Em seguida
essa corrente foi transferida para um filtro no qual a corrente líquida (PR7) foi
separada da pasta de sólidos (PR4). No simulador, como filtro, foi utilizada a
ferramenta component splitter, sendo assim possível determinar que as frações
recuperadas na pasta (PR4) fossem de 80% de água, além de 90% dos sólidos
solúveis e 1% de celulose e hemicelulose não reagidas. O fluxograma dessa etapa
está representado na Figura 17 e as correntes resultantes dessa etapa são
mostradas na Tabela 10.
Fonte: Do autor.
Figura 17- Fluxograma da etapa de pré-tratamento.

63
Tabela 10- Vazão das correntes resultantes da pré-tratamento
Nome da corrente Vazão (ton/h)
PR7 86,10
PR4 51,89
Fonte: Do autor.
4.2. Hidrólise enzimática
A temperatura no reator de hidrólise enzimática foi mantida em 50ºC e a
quantidade de enzima (CEL) adicionada no processo foi determinada pela razão
0,114g/g polpa pré-tratada (PR4) e a ferramenta ADJUST controlou a fração de
sólidos na corrente PR9 em 0,5. Posteriormente, o produto da hidrólise (PR8)
passou por um filtro onde o licor de hexoses (PR9) foi separado da torta de lignina,
essa torta saiu do filtro com 70% de umidade segundo Palacios (2011). O
fluxograma do processo é apresentado na Figura 18 e as vazões de saída são
mostradas na Tabela 11.
Fonte: Do autor.
Figura 18- Fluxograma do processo de hidrólise enzimática

64
Tabela 11- Vazão das correntes resultantes da hidrólise enzimática.
Fonte: Do autor.
4.3. Concentração do Licor de Hexoses
Na simulação dessa etapa do processo, foi necessário adotar um sistema
composto por um separador, uma válvula para a redução de pressão e um trocador
de calor para representar um sistema real de evaporação.
No pré-evaporador foi usado o vapor de escape para aquecê-lo (D6), em
seguida o licor concentrado foi despressurizado e então aquecido com vapor que
sai do topo do separador. Esta mesma ação foi repetida nos próximos 4
evaporadores, até que a concentração mássica final de glicose fosse de
aproximadamente 25% (LC13).
O licor obtido foi então pressurizado a 1 atm (PR14) e resfriado a uma
temperatura de 30ºC.As pressões utilizadas no pré-evaporador e nos 4
evaporadores estão apresentadas na Tabela 12 e o fluxograma dessa etapa na
Figura 19.
Tabela 12- Pressões no sistema de evaporação de múltiplo efeito.
Fonte: Do autor.
Nome da corrente Vazão (ton/h)
LIGNINA 59,65
PR9 163,20
pré-evaporador 1º efeito 2º efeito 3º efeito 4º efeito
Pressão
(KPa) 156,9 117,70 72,96 38,66 5,358

65
Fonte: Do autor.
Na Tabela 13 estão as vazões de saída do licor concentrado em cada um dos
efeitos.
Tabela 13- Vazões do licor na saída de cada evaporador.
pré-evaporador 1º efeito 2º efeito 3º efeito 4º efeito
Vazão Licor
(ton/h) 18,03 17,84 17,37 17,04 15,98
Fonte: Do autor.
4.4. Fermentação
Nessa etapa, a fermentação da pentose e da glicose foi feita
separadamente, como mostrado nas Figuras 20 e 21 respectivamente. A conversão
da glicose a etanol foi de 90,48% e a temperatura do fermentador foi mantida em
34ºC, o que permitiu uma obtenção de maiores teores alcóolicos para vinho. A
fração mássica de etanol no vinho originado da fermentação das hexoses foi de
6,29%. Já a conversão da pentose a EtOH (etanol) foi de 66% e a solução de
pentose foi adicionada no fermentador a uma concentração de 80g/L, sendo que a
temperatura mantida no fermentador foi de 30ºC. Assim, foi obtido um vinho com
Figura 19- Sistema de concentração das hexoses.

66
2,59% em massa. Ambos os reatores deveriam operar a baixas temperaturas já
que as reações que acontecem nessa etapa são exotérmicas. Para isso, foi
necessário acoplar um sistema de refrigeração em ambos fermentadores (D15 e
D16).
Os gases, como mostrado nas Tabelas 14 e 15, que saíram dos dois
fermentadores foram misturados e direcionados a uma coluna de absorção para
que o etanol nele presente fosse recuperado. Para isso, nessa torre o gás foi lavado
com H2O, o qual arrastou o álcool para a corrente líquida.
Já as correntes líquidas de ambas fermentações também foram
misturadas, como mostrado na Figura 22 e Tabela 16, e direcionadas para um
sistema de separação, que foi responsável por separar a levedura do vinho. Esse
sistema é composto por duas centrífugas. Na primeira centrífuga, a fração
volumétrica de líquido no produto de fundo foi de 18%, formando assim o creme de
leveduras. Em seguida o creme recebeu água de lavagem na proporção de 1:1 (foi
utilizada a ferramenta SET para controlar a proporção), e então essa mistura foi
enviada para a segunda centrífuga na qual o produto de fundo foi obtido com 15%
de células. Assim, esse produto líquido obtido da separação foi misturado com o a
corrente líquida da coluna de absorção e direcionado até as torres de destilação.
Na seção de tratamento da levedura, foi feita a adição de pequena quantidade
de amônia, de forma que a fração mássica de amônia no “pé-de-cuba” fosse de
0%. Além disso, também foi adicionada na cuba uma solução de 98% de H2SO4.
Então, o fermento tratado voltou como reciclo para os dois fermentadores.
Fonte: Do autor.
Figura 20- Processo de fermentação das pentoses

67
Tabela 14- Vazões do sistema de fermentação das pentoses.
Fonte: Do autor.
Fonte: Do autor.
Tabela 15- Vazões do sistema de fermentação das hexoses.
Fonte: Do autor.
Nome da corrente Vazão (ton/h)
GAS2 3,949
PR23 163,9
Nome da corrente Vazão (ton/h)
GAS1 6,765
PR18 105,2
Figura 21- Processo de fermentação das hexoses.

68
Figura 22- Etapas de recuperação do etanol da corrente gasosa e tratamento da levedura.
Fonte: Do autor.
Tabela 16- Vazões resultantes das duas fermentações.
Nome da corrente Vazão (ton/h)
PR29 217,2
Fonte: Do autor.
4.5. Destilação
O processo de destilação foi simulado de maneira semelhante ao apresentado
na seção 2.4.4. Inicialmente o vinho foi pré-aquecido com a corrente de vinhaça e
posteriormente aquecido até a temperatura de 92ºC. Essa corrente pré-aquecida
(PR29) então foi alimentada na coluna de destilação A1. A corrente gasosa que

69
saiu pelo topo de A1 (PR36) serviu de alimentação para a coluna D, enquanto a
corrente líquida (PR35) serviu como alimentação para a coluna A.
Na coluna A se originaram 3 correntes, uma delas, a PR40, que serviu como
refluxo para a coluna A1, enquanto a corrente PR43 (flegma vapor) serviu como
alimentação para a coluna de retificação e a corrente PR42, que é a corrente de
vinhaça com teor alcóolico em torno de 0,02% em massa e foi usada para pré-
aquecer o vinho.
A coluna D gerou como produto de fundo a corrente PR39 (flegma líquida),
que também alimentou junto com a flegma vapor a coluna de retificação. Como
produtos de topo se originou uma corrente de GASES constituída principalmente
de CO2 e outra corrente PR38, originando o álcool de segunda.
A coluna de retificação B e B1 foi simulada como sendo uma única coluna,
como mostrado na Figura 23, pois elas possuem diâmetros iguais e estão
localizadas uma sobre a outra (DIAS, 2008).
Fonte: Do autor.
Figura 23- Etapa de destilação do etanol.

70
No topo dessa coluna foi obtido o AEHC com fração mássica de etanol de
aproximadamente 93,5%, com vazão mostrada na Tabela 17. Ainda na parte
superior, foi obtida uma corrente de óleo fúsel (OL_FUS) e, como produto de fundo,
foi obtido a flegmaça (FLEG) com baixo teor alcóolico.
Tabela 17- Vazões da etapa de destilação.
Nome da corrente Vazão (ton/h)
AEHC 3,327
FLEG 57,88
Fonte: Do autor.
4.6. Avaliação Econômica
Para a avaliação econômica foi utilizada a ferramenta de avalição presente no
próprio software de simulação (Aspen HYSYS® V8.0), que determinou o capital fixo
em investimento (FCI), como mostrado na Tabela 18. Além disso, o HYSYS®
também possibilitou o cálculo do valor dos gastos com utilidades no decorrer do
ano, considerando que a quantidade de horas trabalhada nesse período foi de
8.000 horas, como mostra a Figura 25.
Tabela 18- Custos calculados pelo HYSYS®.
Parâmetros Custos
FCI 27.025.000 USD
Custo com utilidades 44.650.600 USD/ano
Fonte: Do autor.

71
Figura 24- Parâmetros para avaliação econômica.
Fonte: Do autor.
Assim, sabendo o valor do FCI e das utilidades, foi possível a determinação
do valor mínimo de venda do etanol hidratado, produzido na simulação. Os passos
adotados para esse cálculo, foram:
1) Calculou-se o valor do investimento total em capital, assim como foi feito
no estudo realizado por Aden et. al., 2011, que considerou o WCI como
sendo 5% do FCI. Assim:
TCI= FCI+ 5% FCI (3.14)
TCI= 27,025 MM$+ 5% 27,025 MM$
TCI= 28,376 MM$
2) Estimou-se o preço do salário dos funcionários, também de baseando no
estudo do NREL (ADEN et. al., 2011):
1. Gerente= 35392,25 $/ano
2. Engenheiro= 16853,5 $/ano
3. Supervisor de manutenção= 23723,5 $/ano
4. Supervisor de turno= 4x 11556,75 $/ano= 46227 $/ano
5. Técnico de laboratório= 9630,5 $/ano
6. Operador= 20x 9630,5= 192610 $/ano

72
Salário total= 0,324 MM$/ano
3) Também foi estimado outros custos operacionais:
1. Manutenção= 3% FCI= 3%27,025= 0,810 MM$
2. Seguro da propriedade= 0,7%FCI=0,7%27,025= 0,189 MM$
4) Calculou-se os custos com matéria-prima e utilidades:
1. Utilidades=44,651 MM$
2. Bagaço= 17,1$/ton x 8.000 h x 100ton/h= 13,680 MM$
3. Levedura= (10,44+8,082) m³ x 890,97$/m³= 0,0165 MM$
5) Determinou-se os custos operacionais totais:
TOC= Salário + Manutenção + Seguro + Matérias-primas (3.15)
TOC= 59,67 MM$
6) Calculou-se a depreciação (DC) para vida útil dos equipamentos de 30
anos:
DC= FCI/vida útil (3.16)
DC= 27,025/30= 0,9 MM$
7) Estimou-se o retorno sobre investimento (ROI) com uma taxa de retorno
(DR) de 10% e vida útil (VU) de 30 anos:
ROI = DR(1+DR)VU
(1+DR)VU−1 x TCI (3.17)
ROI = 3,010 MM$

73
8) Determinou-se o imposto de renda (IT) e o imposto no Brasil (TR) foi
considerado como 34%:
IT=TR x (BR-TOC-DC) (3.18)
IT= 0,34BR- 20,594
9) Calculou-se o ponto sem perdas ou ganhos (Breakeven Point- BR) como
sendo igual à receita total para determinar o preço mínimo de venda do
etanol (MESP):
BR= TOC+ROI+IT (3.19)
BR= 59,67+ 3,010+0,34BR-20,594
BR= 63,77 MM$
10) Assim, sabendo que o volume de etanol produzido foi de 33,000 MML no
ano, determinou-se o valor do MESP por litro:
MESP= BR/ Volume (L) (3.20)
𝑀𝐸𝑆𝑃 = 63,77
33= 1,93$/𝐿
Assim, o valor do etanol hidratado comercializado no Brasil segundo a
Cepea (2015) é de 0,459$/L, e aproximadamente 4 vezes menor do que o valor do
etanol produzido na simulação (1,93$/L) realizada no presente trabalho. Porém,
isso não significa que o etanol de segunda geração não é uma alternativa para o
aumento da produtividade nas destilarias, isso porque foi também observado nesse
trabalho que o fator responsável pelo alto preço do etanol produzido na simulação
foi o valor das utilidades, a qual pode ser facilmente reduzida através da otimização
do processo, através de cogeração de energia por meio da lignina produzida ou por
integração de energia dentro do próprio processo produtivo. A participação dos
custos com equipamentos, utilidades, matérias-primas, manutenção, salário e
seguro estão representados na Figura 25.

74
Figura 25- Participação no custo final (%).
Fonte: Do autor.
Dessa forma, estudos como o realizado por Palacios (2011) mostraram que
a integração térmica do processo promove um aumento na produção de etanol
como consequência a redução no consumo de vapor. Além disso, foi observado
nesse mesmo trabalho que existe um grande consumo de água nas etapas de
hidrólise enzimática e pré-tratamento a explosão a vapor, mas que seria possível o
reuso de água no processo de hidrólise integrado à destilaria convencional, além
da recuperação da água do vapor na etapa de pré-tratamento.
Assim, avaliando os pontos críticos com o consumo das utilidades no
processo de etanol de segunda geração, pode-se estudar a possibilidade de
integração de energia ou reuso de certas correntes do processo, como o exemplo
citado acima, a reutilização da água do vapor do pré-tratamento, tornando possível
a redução do custo do produto final.
4.7. Acréscimo na produção do etanol quando processos 2G são
integrados a processos 1G
Considerando-se os resultados obtidos por Dias (2008) e Miranda (2011),
que propuseram o uso somente da celulose para a obtenção do etanol de segunda
EQUIPAMENTO31%
WCI1%
OP FIXOS1%
UTILIDADES51%
MP16%
PARTICIPAÇÃO NO CUSTO FINAL (%)
EQUIPAMENTO
WCI
OP FIXOS
UTILIDADES
MP

75
geração (2G) em um processo integrado a usinas de etanol 1G, pôde-se verificar
que o uso do material lignocelulósico como matéria prima aumentou em 17% e
26%, respetivamente, a produção do álcool em relação ao uso apenas do caldo.
Enquanto isso, no presente trabalho, considerando-se que, para cada
tonelada de cana é possível produzir 86L de etanol de primeira geração (1G)
(ANDRIETTA, 2015), e que 12000 toneladas dessa matéria-prima foram utilizadas
por dia para a produção de etanol. O uso do bagaço de cana-de-açúcar resulta em
aumento de 31,73% na produção de etanol (136,445L/ton. de bagaço),
considerando-se o álcool produzido logo após fermentação, e aumenta em
aproximadamente 9,59%, considerando-se o álcool produzido após o processo de
destilação (ocorreram perdas durante o processo de separação e a eficiência
dessas torres foram baixas). Deste aumento após a fermentação, 12,40% (42,645
MML) é devido à produção do etanol a partir da hemicelulose e 19,33% (66,511
MML) a partir da celulose, o que mostra o potencial da produção de etanol de
segunda geração para produzir mais etanol por uma mesma área plantada de cana-
de-açúcar.

76
5. CONCLUSÕES
No presente trabalho foi realizada a simulação através do software Aspen
HYSYS® V8.0 da produção do etanol a partir da celulose e da hemicelulose.
Fizeram parte desse processo as etapas de pré-tratamento (explosão a vapor) do
bagaço, hidrólise enzimática, fermentação alcóolica da hexose e da pentose
(realizadas separadamente) e destilação. A configuração pré-tratamento e hidrólise
em seprado possibilitou o aproveitamento da pentose em uma fermentação em
paralelo com a das hexoses, evitando o problema de inibição ou repressão
catabólica durante a fermentação. Com o pré-tratamento, fez- se a separação da
hemicelulose e da lignina, permitindo obter-se um licor de hexoses de melhor
qualidade; além da pré-hidrólise tornar a suspensão de celuloses susceptível à
ação da hidrólise enzimática.
Nesse trabalho foi possível colocar em prática muitos fundamentos da
engenharia, como, balanço de massa, operações unitárias, cálculo da vazão de
solvente na torre de absorção, além de alguns princípios de engenharia econômica
para o cálculo do preço mínimo de venda do etanol.
Assim, por meio da simulação e dos cálculos econômicos, pôde-se observar
que os valores de enzimas, matéria-prima e leveduras não são os principais
responsáveis por elevar o preço do etanol de segunda geração, mas sim o custo
com utilidades. Dessa forma, devem ser realizados trabalhos visando-se à redução
dos gastos com vapor, água industrial e energia elétrica, através do estudo na
otimização do processo e análises de cogeração ou integração de energia,
diferente do que aconteceria, por exemplo, se as leveduras fossem as principais
responsáveis pelo alto MESP, já que as mesmas necessitam de grande
investimento em pesquisa para torna-las mais produtivas, mais baratas e que
menos susceptíveis a inibição.

77
5.1. Sugestões para Trabalhos Futuros
1. Buscar alternativas de otimizar o processo estudado no presente trabalho,
por exemplo, com a integração de energia em alguns pontos da planta.
2. Estudar diferentes tipos de configurações do processo de pré-tratamento,
hidrólise e fermentação.
3. Realizar a análise termodinâmica do processo, permitindo identificar os
custos financeiros e encontrar o ponto ótimo para melhorar a produtividade
do processo.
4. Realizar a análise detalhada das torres de destilação do processo,
incluindo, a eficiência na separação dos componentes e a eficiência
energética das colunas.
5. Analisar de forma mais profunda e detalhada a viabilidade do processo
realizado no presente trabalho.

78
6. REFERENCIAS
ADEN, A. et al. Process Design and Economics for Biochemical Conversion of
Lignocellulosic Biomass to Ethanol. National Renewable Energy Laboratory
(NREL), p. 1-69, 2011.
AGUILAR, R. et al. Kinetic study of the acid hydrolysis of sugar cane bagasse.
Journal of Food Engineering, v. 55, n. 4, p. 309-318, 2002.
AGUILAR, R. et al. Kinetic study of the acid hydrolysis of sugar cane bagasse.
Jornal of food engineering, v.74, p. 78-88, 2006.
ALVIRA, P.; TOMÁS-PEJÓ, E.; BALLESTEROS, M.; NEGRO, M. J. Pretreatment
technologies for an efficient bioethanol production process based on enzymatic
hydrolysis: A review. Bioresource Technology, v.101, p.4581-4861, 2010.
ALVIRA, P. et al. Pretreatment Technologies for na eficiente bioethanol production
process based on enzymatic hydrolysis: a review. Bioresource Technology,
v.101, p. 51- 61, 2011.
ANDRIETTA, S. R. Modelagem, simulação e controle de fermentação alcóolica
contínua em escala industrial. 1994. 178f. Tese Doutorado- Faculdade de
Engenharia de Alimentos, Universidade Estadual de Campinas, Campinas, 1994.
ANDRIETTA, S. R. BIOEN- Workshop on Process for Ethanol Production-
FAPESP. Disponível em: <http://www.fapesp.br/eventos/2009/09/10_bioen/
Silvio_Roberto.pdf >. Acesso em: 15 de Novembro de 2015.

79
AVELLA, R.; SCODITTI, E. The Italian steam explosion program at ENEA. Biomass
and Bioenergy, v.14, n.3, p. 289-293, 198.
BRACANTI, L. A questão energética. São Paulo, 2009. Disponível em: <http://
http://lucasbrancati.blogspot.com.br/2009/03/questao-energetica.html>. Acesso
em: 15 Novembro 2015.
CASH FLOW THROUGH FORMULAS. Disponível em: <
http://www.ou.edu/class/che-design/design1/cost-est.htm>. Acesso em: 15 de
Novembro de 2015.
CARDONA, C.A.; E SANCHEZ O.J. Energy consumption analysis of integrated
flowsheets for production of fuel ethanol from lignocellulosic biomass. Energy, v.
31, p. 2447–2459, 2006.
CARRASCO, C.; BAUDEL, H.M.; SENDELIUS, J.; MODIG, T.; ROSLANDER C.;
GALBE, M.; HAHN-HAGERDAL, B.; ZACCHI, G.; LIDEN, G. SO2-catalyzed steam
pretreatment and 204 fermentation of enzymatically hydrolyzed sugarcane
bagasse. Enzyme and Microbial Technology, n. 46, p. 64–73, 2010.
CEMIG. Alternativas energéticas. Uma visão CEMIG. Disponível em:
<http://www.cemig.com.br/ptbr/A_Cemig_e_o_Futuro/inovacao/Alternativas_Energ
eticas/Documents/Alternativas%20Energ%C3%A9ticas%20%20Uma%20Visao%2
0Cemig.pdf/>. Acesso em 17 Setembro 2014.
CEPEA. Centro de estudos avançados em economia aplicada. Ethanol.
Disponível em: <http://cepea.esalq.usp.br/english/ethanol/>. Acesso em: 26 de
Novembro de 2015.
CHANDRAKANT, P.; BISARIA, V. S. Simultaneous Bioconversion of Cellulose
and Hemicellulose to Ethanol, India, Indian Institute of Technology, 1998.

80
CHEMICAL ENGINEERING. Washington, American Chemical Society, 1956-
Mensal. ISSN 0021-9568.
CHEN, H.; HAN, Y.; XU, J. Simultaneous saccharification and fermentation of steam
exploded wheat straw pretreated with alkaline peroxide. Process Biochemistry, v.
5- 9, 2008.
CHERUBINI, F. The biorefinery concept: Using biomass instead of oil for producing
energy and chemicals. Energy conversion and management, v.51, p. 1412-1421,
2010.
Companhia Nacional de Abastecimento (CONAB). Acompanhamento da safra
brasileira. Disponível em: <http://www.conab.gov.br/OlalaCMS/uploads/arquivos/
13_08_08_09_39_29_boletim_cana_portugues_-_abril_2013_1o_lev.pdf >.
Acesso em: 15 de Novembro de 2015.
DIAS, M. O. S. Desenvolvimento e otimização de processos de produção do
etanol de primeira e segunda geração e eletricidade a partir da cana- de-
açúcar. 2011. 253f. Tese Doutorado- Faculdade de Engenharia Química, Unidade
Estadual de Campinas, Campinas, 2011.
DIAS, M. O. S. Simulação do processo de produção de etanol a partir do
açúcar e do bagaço, visando a integração do processo e a maximização da
produção de energia e excedentes do bagaço. 2008. 253f. Tese Mestrado-
Faculdade de Engenharia Química, Unidade Estadual de Campinas, Campinas,
2008.
EMBRAPA. Etanol lignocelulósico. Disponível em: <http://www.infoteca.cnptia.
embrapa.br /bitstream/doc/887226/1/Etanolcelulosico.pdf>. Acesso em: 15 de
Novembro de 2015.
ENGINEERING NEWS-RECORD. New York, BNP Media II LLC, 1917- Semanal.
ISSN 0891-9526.

81
FENGEL, D.; WEGENER, G. Wood: Chemistry, Ultrastructure, Reactions,
Berlin, v.23, p.601-602, 1989.
FU, N.; PERIS, P.; MARKHAM, J.; BAVOR, J. A novel co- culture process with
Zymomonas mobilis and Pichia stipitis for efficient etanol production on glucose/
xylose mixture. Enzyme and Microbial Technology, v.45, p. 210-217, 2009.
GARÍA HORTAL, J.A. Constituyentes Fibrosos de pastas y papele. Departamento
de ingenieria têxtil y papelera. Especialidad papelera y Gráfica, Terrasa, 1994.
GÍRIO, F. M.; FONSECA, C.; CARVALHEIRO, F.; DUARTE, L. C.; MARQUES, S.;
BOGEL- LUKASIK, R. Hemicelluloses for fuel etanol: A review. Bioresource
Technology, v. 13, p. 101, 2010.
GONG, C. S.; CAO, N. J.; DU, J.; TSAO, G. T. Ethanol production from renewable
resources. Biofuels. Advances in Biochemical Engineering; Biotechnology,
Berlin, p. 207- 242, 1999.
GOSLING, I. Process Simulation and Modeling for Industrial Bioprocessing: Tools
and Techniques. Industrial Bioprocessing, v. 1, 2005.
GOUVÊIA, V. L. R. Modelagem Dinâmica de Bioprocessos por Modelos
Híbridos. 2000. 91f. Dissertação Mestrado- Faculdade de Engenharia Química,
Universidade Estadual de Campinas, Campinas, 2000.
GROOTJEN, D. R. J.; JASEN, M. L.; VAN DER LANS, R. G. J. M.; LUYBEN, K. Ch.
A. M. Reactors in series for the complete conversion of glucose/xylose mixtures by
Pichia Stipitis and Saccharomyces cerevisiae. Enzyme Microbiology Technology,
v.13, p. 828-833, 1991.
82
HAMELINCK, C. N.; VAN HOOIJDONK, G.; FAAIJ, A. P. C. Ethanol from
lignocellulosic biomass: techno- economic performance in short-, middle- and long-
term. Biomass and Bioenergy, v. 28, p. 384-410, 2005.
HENDRIKS, A.T. W.M., ZEEMAN, G. Pretreatments to enhance the digestibility of
lignocellulosic biomass. Bioresource Technology, v.100, p. 10- 18, 2009.
INTELLIGEN, INC. Papers and product Literature. Scotch Plains, New Jersey.
Disponível em:<http://www.intelligen.com/literature.html>. Acesso em: 15 de
Novembro de 2015.
KONTOGEORGIS, G. M. Association Models – The CPA Equation of State.
Computer Aided Property Estimation for Process and Product Design, v.19, p.
113- 138, 2004.
KUHAD, R. et al. Bioethanol production from pentoses sugars: Current status and
future prospects. Renewable & Sustainable Energy Reviews, v. 15, p. 4950-
4962, 2011.
LIMA, U.A.; BASSO, L. C.; AMORIM, H. V. Biotecnologia Industrial: Processos
Fermentativos e Enzimáticos, São Paulo, v.3, p. 5-18, 2001.
LIN, W. R. et al. Purification and characterization of acetate kinase from Clostridium
thermocellum. Tetrahedron Letters, v. 54, p. 15915- 15925, 1998.
LORA, J. S.; GLASSER, W. G.; Polymer environment. v. 10, p.39, 2002.
LUYBEN, W. L. Process Modeling, Simulation and control for chemical
engineers.2ª Ed. McGraw-Hill International, 1996.
MAGNUSSON, H. Process simulation in Aspen Plus of an integrated ethanol
and CHP plant. Umea University, Sweden, 444 p., 2005.

83
MEIRELLES, A. J. A. Expansão da produção de bioetanol e melhoria
tecnológica da destilação alcóolica. In: FAPESP. Workshop do Projeto Diretrizes
de Políticas Públicas para a Agroindústria Canavieira do Estado de São Paulo:
Produção de etanol, Lorena, 2006. Disponível em:
<http://www.apta.sp.gov.br/cana/>. Acesso em: 15 de Novembro de 2015.
MINISTÉRIO DA AGRICULTURA. Acompanhamento da Produção
Sucroalcooleira. Disponível em: <http://www.agricultura.gov.br/desenvolvimento-
sustentavel/agroenergia/acompanhamento-producao-canavieira>. Acesso em: 15
de Novembro de 2015.
MIRANDA, F. Contribuição do estudo exergético no processo produtivo de
etanol de segunda geração. 2011. 109f. Dissertação de Mestrado- Universidade
Federal de Pernambuco, Recife, 2011.
MONCADA, J.; EL- HALWAGI, M. M.; CARDONA, C. A. Techno- economic analysis
for a sugarcane biorefinery: Colombian case. Bioresource Technology, v.135, p.
533- 543, 2013.
NELSON, D. L.; COX, M. Lehninger: Princípios de Bioquímica. 3ed. São Paulo:
Sarvier, p.524, 2002.
OIL & GAS JOURNAL. Oklahoma, Offshore Magazine, 1902- Semanal. ISSN 0030-
1388.
OLIVEIRA, M.; VASCONCELOS, Y. Revolução no canavial: novas usinas,
variedades mais produtivas e pesquisas genéticas são as soluções para aumentar
a oferta de álcool. Revista Pesquisa FAPESP, São Paulo, v. 122, 2006.

84
OLIVEIRA, M.B. Modeling Phase Equilibria Relevant to Biodiesel Production: A
Comparison of gE Models, Cubic EoS, EoS-gE and Association EoS. Industrial &
Engineering Chemistry Research, v.50, p. 2348-2358, 2011
OLSSON, L.; JORGENSEN, H.; KROGHM K.; ROCA, C. Bioethanol production
from lignocellulosic material, in Polysaccharides: Structural Diversity na
Functional Versatility. Ed. Dekker: New York, p. 957- 993, 2004.
OTT, E.; SPURLIN, H.M.; GRAFFLIN, M.W. Cellulose and cellulose derivatives.
Ed. Interscience Publishers: New York, Parte I, 1963.
PALACIOS, R. B. Modelagem e integração energética do processo de
produção de etanol a partir da biomassa da cana-de-açúcar. 2011. 262f. Tese
Doutorado- Faculdade de Engenharia Mecânica, Universidade Estadual de
Campinas, Campinas, 2011.
PALMQVIST, E.; HAHN-HAGERDAL, B. Fermentation of lignocellulosic
hydrolysates. I: inhibition and detoxification. Bioresource Technology, p. 17-24,
2007.
Plano Decenal de Expansão de Energia (PDE). Disponível em:
<http://www.epe.gov.br/pdee/forms/epeestudo.aspx>. Acesso em: 15 de Novembro
de 2015.
PELAEZ SAMANIEGO, M.R. Uso de biocombustível da pirolise rápida da palha
de cana em um motor de ciclo Otto. 2007. 207f. Dissertação Mestrado -
Faculdade de Engenharia Mecânica, Universidade Estadual de Campinas,
Campinas, 2007.
PENG, F.; PENG, P.; XU, F.; SUN, R. Fractional purification and bioconversion of
hemicelluloses. Biotechnology Advances, v.30, p.879–903, 2012.

85
PEREIRA Jr., N.; COUTO, M.A.P.G.; SANTA ANNA, L.M.M. Biomass of
lignocellulosic composition for fuel etanol production and the context of biorefinery.
Ed. Amiga Digital: Rio de Janeiro. Series on Biotechnology, v.2, 45 p., 2008.
PETRIDES, D. Bioprocess Design and Economics. In : HARRISON, R. G.; TODD,
P. W.; RUDGE, S. R., PETRIDES, D. et al. Bioseparations Science and
Engineering, Cap. 11, 2002.
PHILIPPIDIS, G. P.; SMITH, T. K. Limiting factors in the simultaneous
saccharification and fermentation process for conversion of cellulosic biomass to
fuel ethanol. Applied Biochemistry and Biotechnology, v. 51/52, p. 117- 124,
1995.
PRASAD, S.; ANOOP, S.; JOSHI, H. C. Ethanol as na alternative fuel from
agricultural, industrial and urban residues. Resources, Conservetaion and
Recycling, v. 50, p. 1- 39, 2007.
PRICE, R. M. Algebric Solution of Equilibrium Stage Problems: The Kremser
Equation. Disponível em: <http://facstaff.cbu.edu/rprice/lectures/kremser.html>.
Acesso em: 15 de Novembro de 2015.
RABELO, S.C. Avaliacao e otimizacao de pre-tratamentos e hidrolise
enzimatica do bagaco de cana-de-acucar para a producao de etanol de
segunda geração. 2010. 414f. Tese Doutorado. Faculdade de Engenharia
Quimica, Universidade Estadual de Campinas, Campinas, 2010.
RAMOS, L. P. The chemistry involved in the steam treatment of lignocellulosic
materials. Química Nova, v. 26, p. 863- 871, 2003.
ROITMAN, V. Curso de Formação de Operadores de Refinaria: Operações
Unitárias. PETROBRAS. UnicenP, Curitiba, 50 p., 2002.

86
ROSA, S. E. S; GARCIA, J. L. F. O etanol de segunda geração: limites e
oportunidades. Revista do BNDES, n. 32, p. 117- 156, 2009.
SANTOS, F. A.; QUEIRÓZ, J. H.; COLODETTE, J. L; FERNANDES, S. A.;
GUIMARÃES, V. M.; RESENDE, S. T. Potencial da palha de cana- de- açúcar para
a produção de etanol. Química Nova. v. 35, p. 1004-1010, 2012.
SEABRA, J.E.A. Avaliação técnico-econômica de opções para o
aproveitamento integral da biomassa de cana no Brasil. 2008. 274f. Tese de
doutorado. Campinas- Faculdade de Engenharia Mecânica, Universidade estadual
de Campinas, 2008.
SEIDER W. D.; SEADER J. D.; LEWIN D. R. Product and Process Design
Principles. 2nd Ed. John Wiley & Sons: New Jersey, p. 472-558, 2013.
SOCCOL, C.R. et al. Bioethanol from lignocelluloses: status and perspectives in
Brazil. Bioresourse Technology, v.101, p. 4820- 4825, 2010.
STECKELBERG, C. Caracterização de leveduras de processos de fermentação
alcoólica utilizando atributos de composição celular e características
cinéticas. 2011. 215f. Tese Doutorado- Faculdade de Engenharia Química,
Universidade Estadual de Campinas, Campinas, São Paulo, 2011.
STEVENSON, D. M.; WEIMER, P. J. Isolation and characterization of Trichoderma
strain capable of fermenting cellulose to ethanol. Applied Biochemistry and
Biotechnology, v.59, p. 721- 726, 2002.
SUN, Y.; CHENG, J. Hydrolysis of lignocellulosic materials for ethanol production:
a review. Bioresource Technology. V. 83, p. 1-11, 2002.
SZENGYE, Z.; Tese de Doutorado- Lund University, Suécia, 2000.

87
TOLMASQUIM, M. T. Perspectivas e planejamento do setor energético no Brasil.
Estudos avançados. V. 26, p. 249- 260, 2012.
TREASY Planejamento e Controladoria Online. Disponível em: <
http://www.treasy.com.br/blog/depreciacao-amortizacao-ou-exaustao-conceito-
emimportancia-na-gestao-empresarial>. Acesso em 04 de Outubro de 2015
VASCONCELOS, C. J. G. Simulação, otimização e controle de processos para
a separação de misturas não ideais. 2009. 184f. Dissertação de Mestrado-
Faculdade de engenharia Química, Universidade Estadual de Campinas,
Campinas, 1999.
WENDHAUSEN, R., A.; MORAN, P. J. S.; RODRIGUES, J. A. R.; JOEKES, E.
Continuous process for large-scale preparation of chiral alchools with baker’s yeast.
Journal of Molecular Catalysis B: Enzymatic, n. 5, 1998. p. 69-73
WYMAN, C. E.; DECKER, S. R.; HIMMEL, M. E.; BRADY, J. W.; SKOPEC, C. E.;
VIIKARI, L. Em Polysaccharides: Strutural diversity and functional versatility.
Ed. Dekker: New York, cap. 43, 2005.
ZALDIVAR, J; NIELSEN, J; OLSSON, L; Fuel ethanol production from
lignocellulose: a challenge for metabolic engineering and process integration.
Applied Microbiology and Biotechnology, v.56, p 17- 34, 2001.
ZANDONÁ, A. Caracterização de celulases derivadas de cepas recombinants
de Trichoderma reesei e uso no tratamento de fribras celulósicas comerciais.
Tese de doutorado- Universidade Federal do Paraná, Curitiba, 2001.