escola de engenharia de lorena – eel - sistema...
TRANSCRIPT
U N I V E R S I D A D E D E S Ã O P A U L O
Escola de Engenhar ia de Lorena – EEL
Análise de Risco Simplificada de Tanque de Dissulfe to de Carbono
em Planta Industrial Produtiva
Lorena
2013

Juliana Esteves da Silva
ANÁLISE DE RISCO SIMPLIFICADA DE TANQUE DE DISSULFE TO
DE CARBONO EM PLANTA INDUSTRIAL PRODUTIVA
Monografia apresentada à Escola de
Engenharia de Lorena da Universidade
de São Paulo, como requisito para
graduação no curso de Engenharia
Química.
Área de Concentração: Segurança de
Processo
Orientador: Prof. MSc. Antonio Carlos
da Silva
Lorena
2013
AGRADECIMENTOS
Primeiramente agradeço aos meus pais que priorizaram meus estudos e
reforçaram valores; sempre deram apoio às minhas decisões, que me levaram a
alcançar todos os meus objetivos até agora.
Ao professor orientador, Antonio Carlos da Silva, pelo suporte e
direcionamento durante todo o trabalho.
Aos colegas de trabalho, principalmente ao Engenheiro de Operações –
Guilherme Barbosa, da planta da Dow AgroSciences de Jacareí – que permitiu a
realização deste trabalho, passou conhecimentos e referências em segurança de
processo, e deu suporte para o desenvolvimento deste trabalho.
Da Silva, J. E. Análise de Risco Simplificada de Tanque de Dissulfeto de Carbono em Planta Industrial Produtiva. Monografia para graduação no curso de Engenharia Química – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2013.
RESUMO
As indústrias químicas, petroquímicas e de petróleo apresentam riscos
inerentes, como a utilização e manuseio de produtos inflamáveis, explosivos,
corrosivos e tóxicos que, eventualmente, podem provocar explosões, incêndios e
dispersões tóxicas com graves consequências às pessoas, ao meio ambiente e a bens
materiais. Assim, o uso cada vez mais frequente de tecnologias sofisticadas e
materiais cada vez mais resistentes requer, então, uma abordagem gerencial e
sistêmica ao tratamento dos problemas relativos à perda de confinamento de matéria
e/ou energia. A história contém diversos acidentes com grande impacto na sociedade
e na indústria em geral. Devido às inovações da indústria química com a utilização de
produtos químicos mais complexos, o aumento de pressões de
fornecimento/operação, entre outras, são necessárias também novas tecnologias
para garantir a segurança dos processos. Levando em consideração o histórico de
acidentes de segurança de processo, muitos deles com resultados catastróficos,
ferramentas para análise e gerenciamento dos riscos veem sendo desenvolvidas e
aplicadas cada vez mais amplamente nas indústrias, especialmente químicas. Este
trabalho buscou identificar os riscos intrínsecos de químicos perigosos manuseados
dentro de um processo, analisou estes riscos de maneira a identificar as proteções
necessárias para gerenciamento destes riscos focando a área de maior inventário
destes materiais presentes na planta avaliada. Foram utilizadas as ferramentas F&EI
(Fire and Explosion Index), CEI (Chemical Exposure Index); os índices F&EI e CEI
deram a base para posterior análise dos riscos e das proteções necessárias para o
gerenciamento destes riscos utilizando outra ferramenta chamada LOPA (Layer of
Protection Analysis). Foi demostrado que as ferramentas são adequadas para análise
de risco quantitativa e que a planta encontra-se em níveis aceitáveis de segurança.
Palavras-chave: Análise de Risco, Segurança de Processo, F&EI, CEI, LOPA.

ABSTRACT
The chemical, petrochemical and oil industries present inherent risks, such as
the use and handling of flammable, explosive, corrosive and toxic substances that
eventually can cause explosions, fires and toxic dispersions with serious
consequences to people, the environment and material assets. Thus, the increasingly
frequent use of sophisticated technologies and materials with better resistant requires
a systemic approach to the management and treatment of problems related to loss of
confinement of matter and/ or energy. The story contains several accidents with major
impact on society and the industry in general. Due to innovations in the chemical
industry using more complex chemicals, the increasing the supply/ operation pressure
among others, also new technologies are needed to ensure the safety of processes.
Taking into consideration the history of process safety accidents, many with
catastrophic results, tools for analyzing and managing the risks are being developed
and increasingly widely applied in industries, particularly chemical. This study aimed
to identify the intrinsic hazards of hazardous chemical in a process, analyzed these
risks in order to identify the protections necessary for managing these risks focusing
on the area of greatest inventory of these materials present in the plant evaluated. The
tools F&EI (Fire and Explosion Index), CEI (Chemical Exposure Index) were used;
F&EI and CEI gave the basis for further analysis of the risks and protections needed
to manage these risks by using another tool called LOPA (Layer of Protection
Analysis). It was shown that the tools are suitable for quantitative risk analysis and the
plant is at acceptable safety levels.
Keywords: Risk Analysis, Process Safety, F&EI, CEI, LOPA.
LISTA DE ABREVIATURAS E SIGLAS
F&EI Fire and Explosion Index (Índice de Fogo e Explosão)
CEI Chemical Exposure Index (Índice de Exposição Química)
LOPA Análise das Camadas de Proteção (Layer of Protection Analysis)
IPL Camada de Proteção Independente (Independent Protection Layer)
MF Material Factor (Fator do material)
ANSI American National Standard Institute
ASME American Society fo Mechanical Engineers
ASTM American Society for Testing and Materials
NFPA National Fire Protection Association
PTS Permissão de Trabalho Seguro
TF Target Factor (Dow)
BPCS Basic Process Control System (Sistema Básico de Controle de
Processo)
RAST Risk Analysis Screening Tool
CS2 Dissulfeto de Carbono
lb Libras
kg Quilos
s Segundo
min Minuto
h hora
m² metro quadrado
m³ metro cúbico
in polegada
psi libra por polegada quadrada
ton tonelada
LISTA DE TABELAS
Tabela 1 - Grau de Risco para F&EI (F&EI Guide, 1994). ........................................ 23
Tabela 2 - Penalidades para explosão de pó (F&EI Guide, 1994). ........................... 32
Tabela 3 - Penalidade para Sistema de Aquecimento por Troca Térmica com Óleo
Quente (F&EI Guide, 1994). ...................................................................................... 44
Tabela 4 - Categorias de acordo com a consequência de um evento (AIChE/CCPS,
2001). ........................................................................................................................ 69
Tabela 5 - Valores típicos de frequência em relação ao evento iniciador (AIChE/CCPS,
2001). ........................................................................................................................ 74
Tabela 6 - Exemplos de IPLs Passivos (AIChE/CCPS, 2001)................................... 78
Tabela 7 - Exemplos de IPLs Ativos (AIChE/CCPS, 2001). ...................................... 79
Tabela 8 – Propriedades Físico-Químicas do Dissulfeto de Carbono (Elekeiroz, 2008).
.................................................................................................................................. 85
Tabela 9 – Dados Toxicológicos do Dissulfeto de Carbono (Elekeiroz, 2008). ......... 86
Tabela 10 - Dados gerais da instalação. ................................................................... 88
Tabela 11 – Resumo Cenário #1 ............................................................................. 102
Tabela 12 – Resumo Cenário #2 ............................................................................. 104
Tabela 13 – Resumo Cenário #3 ............................................................................. 106
Tabela 14 – Resumo Cenário #4 ............................................................................. 108
Tabela 15 – Resumo Cenário #5 ............................................................................. 110
LISTA DE FIGURAS
Figura 1- Fluxograma do Gerenciamento de Riscos (FLORENCE, 2005). ............... 15
Figura 2 - Explosão em fábrica da Carbide Industries em 2011 (CSB, 2013) ........... 16
Figura 3 - Imagem ilustrativa da solda (CSB, 2013). ................................................. 17
Figura 4 - Mangueira de aço que rompeu (CSB, 2013). ............................................ 18
Figura 5 - Planta de Veolia após explosão (CSB, 2013). .......................................... 19
Figura 6 - Fotos da explosão na planta da West Fertilizer (TA, 2013). ..................... 20
Figura 7 – Bombeiros tentam controlar incêndio em São Francisco do Sul (TvFolha,
2013). ........................................................................................................................ 20
Figura 8 - Penalidade de pressão para líquidos inflamáveis e combustíveis (F&EI
Guide, 1994). ............................................................................................................. 33
Figura 9 - Líquidos ou gases no processo (F&EI Guide, 1994). ................................ 36
Figura 10 - Esquema típico de instalação (CEI Guide, 1993). .................................. 49
Figura 11 - Possíveis cenários de vazamento (CEI Guide, 1993). ............................ 50
Figura 12 – Comportamento típico para vazamento (CEI Guide, 1993). ................... 50
Figura 13 - CEI versus Quantidade Vaporizada (AQ) (CEI Guide, 1993). ................. 58
Figura 14 - CEI para alguns químicos em cenário de vazamento com 2 polegadas de
diâmetro (CEI Guide, 1993)....................................................................................... 59
Figura 15 – Camadas de defesa contra um possível acidente (AIChE/CCPS, 2001).
.................................................................................................................................. 61
Figura 16 – Fluxograma do LOPA (AIChE/CCPS, 2001). ......................................... 63
Figura 17 – Os Passos do LOPA (AIChE/CCPS, 2001). ........................................... 64
Figura 18 - Consequência típica para um vazamento de material inflamável/ tóxico
(AIChE/CCPS, 2001). ................................................................................................ 67
Figura 19 - Fluxograma método LOPA (AIChE/CCPS, 2001). .................................. 71
Figura 20 - Possíveis eventos iniciadores (AIChE/CCPS, 2001). .............................. 73
Figura 21 - Fluxograma LOPA (AIChE/CCPS, 2001). ............................................... 76
Figura 22 - Fluxograma do armazenamento de Dissulfeto de Carbono. ................... 90
Figura 23 - Imagem ilustrativa da ferramenta interna utilizada para análise (Dow RAST,
2012). ........................................................................................................................ 92
Figura 24 - Target Factor versus Consequência (Dow CHEF, 2012). ....................... 94
Figura 25 - Imagem ilustrativa do resultado do cálculo para F&EI (Dow RAST, 2012).
.................................................................................................................................. 95
Figura 26 - Imagem ilustrativa do resultado do cálculo para CEI (Dow RAST, 2012).
.................................................................................................................................. 98
Figura 27 – Valores de ERPG para Dissulfeto de Carbono (CEI Guide, 1993). ........ 99
Figura 28 – Simulação ilutrativa para cenário #1. ................................................... 103
Figura 29 – Simulação ilustrativa para cenário #2. .................................................. 105
Figura 30 – Simulação ilustrativa para cenário #3. .................................................. 107
Figura 31 – Simulação ilustrativa para cenário #4. .................................................. 109
Figura 32 – Simulação ilustrativa para cenário #5. .................................................. 111
Figura 33 – Resumo geral da análise do LOPA. ..................................................... 112
SUMÁRIO
1 INTRODUÇÃO .............................................................................................. 11
1.1 Objetivos ......................................... ........................................................ 12
1.1.1 Objetivo Geral .................................... ............................................. 12
1.1.2 Objetivos Específicos ............................. ....................................... 12
1.2 Justificativa ..................................... ........................................................ 13
2 REVISÃO BIBLIOGRÁFICA ............................. ........................................... 14
2.1 Definição de Risco ................................ .................................................. 14
2.2 Gerenciamento de Riscos ........................... ........................................... 14
2.3 Acidentes Recentes de Segurança de Processo ....... .......................... 15
2.4 Índice de Fogo e Explosão – F&EI .................. ...................................... 21
2.4.1 Cálculo do F&EI ................................... ........................................... 22
2.5 Índice de Exposição Química – CEI ................. ..................................... 46
2.5.1 Cálculo do CEI .................................... ............................................ 46
2.6 Análise das Camadas de Proteção – LOPA ............ ............................. 60
2.6.1 O que é o LOPA? ................................... ......................................... 60
2.6.2 O que o LOPA faz? ................................. ........................................ 62
2.6.3 Como o LOPA funciona .............................. ................................... 63
3 METODOLOGIA ....................................... .................................................... 84
3.1 Propriedades do Dissulfeto de Carbono (CS2) ....... ............................. 85
3.2 Aplicabilidade das Ferramentas .................... ........................................ 86
3.3 Coleta dos dados operacionais ..................... ........................................ 87
3.4 Aplicação de Ferramenta Interna (RAST) ............ ................................. 91
3.4.1 Dow LOPA Target Factor como estimativa de consequên cia .... 92
3.4.2 Fator Dow de Projeto .............................. ....................................... 94
4 RESULTADOS E DISCUSSÕES ........................... ...................................... 95
4.1 Resultado do Cálculo do F&EI dado pela ferramenta . ........................ 95
4.1.1 Cálculo do Fator de Dano para o Tanque de CS 2 ........................ 97
4.2 Resultado do Cálculo do CEI dado pela ferramenta .. .......................... 97
4.3 Escolha de piores cenários do LOPA ................ ................................. 100
4.3.1 Análise das Camadas de Proteção (LOPA) ............ .................... 101
4.3.2 Resumo da Análise dos Cenários do LOPA ............ .................. 112
5 CONCLUSÃO ......................................... .................................................... 113
REFERÊNCIAS BIBLIOGRÁFICAS ........................ ........................................... 114
11
1 INTRODUÇÃO
Muitos esforços têm sido feitos no sentido de prevenir acidentes e mitigar
suas consequências. No setor industrial, as companhias têm procurado meios de
operar com segurança e qualidade, demonstrando a importância de um
gerenciamento de segurança proativo, que tenha como foco a prevenção.
Incêndios e dispersões tóxicas, estes dois envolvendo combustão de
produtos químicos e formação de plumas de produtos tóxicos, segundo dados do
MARS e do MHAB/JRC, das Comunidades Europeias, estiveram presentes em
98,4% dos 121 acidentes industriais catastróficos registrados.
Existem diversas técnicas atualmente utilizadas para a identificação e
análise de riscos, algumas mais voltadas para estágios iniciais do projeto e outros
para estágios mais avançados. O objetivo é determinar os perigos, prever os
cenários acidentais e julgar se os mecanismos de segurança existentes são
capazes de garantir o nível de risco aceitável pela companhia e pelos órgãos
reguladores locais.
Desde a primeira edição do guia para classificação de risco “Fire &
Explosion Index Hazard Classification Guide” em 1964, criado pela empresa Dow
Química (The Dow Chemical Company), o Índice de Fogo e Explosão (Fire and
Explosion Index – F&EI) evoluiu através dos 29 anos a um complexo índice que
indica um valor relativo de risco para perdas de uma unidade de processo individual
devido a potenciais explosões e fogo. O propósito primordial do F&EI é servir como
um guia para seleção de métodos de proteção.
Este índice tem sido amplamente usado na Dow e fora dela. Este é o índice
de perigo principal reconhecido pela indústria química. O F&EI atual fornece
informação chave para ajudar a avaliar o risco total para fogo e explosão e é uma
das mais utilizadas para avaliação do potencial de equipamentos de processo e
seu conteúdo.
Como resultado de vários incidentes petroquímicos ocorridos em meados
de 1980, o Índice de Exposição Química (Chemical Exposure Index - CEI) foi
desenvolvido e publicado internamente na Dow Química (The Dow Chemical
12
Company) em Maio de 1986. Juntamente com o Índice de Fogo e Explosão (F&EI),
estes dois guias têm servido como um fator para avaliar o perigo potencial de
instalações ou mudanças em instalações.
O CEI e o F&EI foram tornados disponíveis para todas as partes
interessadas através do Instituto Americano de Engenheiros Químicos (AIChE). De
fato vários países fazem referência ao F&EI e CEI em seus respectivos
regulamentos.
A análise dos cenários que poderiam levar a possíveis acidentes de
segurança de processos e suas respectivas camadas de prevenção e proteção
utilizando a ferramenta LOPA finalizou o trabalho.
1.1 Objetivos
1.1.1 Objetivo Geral
Este trabalho teve por objetivo caracterizar a matéria-prima dissulfeto de
carbono em relação a sua periculosidade (inflamabilidade/ toxicidade) presente em
uma planta de fabricação de fungicida baseando-se em dados físico-químicos dos
mesmos com posterior identificação e análise qualitativa dos riscos da instalação
do tanque de dissulfeto de carbono, focando na área de estocagem de produtos
perigosos, bem como seu gerenciamento utilizando ferramentas específicas.
1.1.2 Objetivos Específicos
Para realizar esta análise o processo foi estudado focando identificar os
riscos associados à substância mais perigosa manuseada (CS2), realizado
levantamento de dados de equipamentos, operacionais e da planta que foram
utilizados no cálculo dos índices F&EI e CEI a partir de suas respectivas
ferramentas; este gerou índices numéricos a partir de dados de instalação e
operacionais dos equipamentos. Em uma segunda fase do estudo, utilizando-se
das informações coletadas e geradas na primeira fase, uma análise de risco
simplificada foi realizada utilizando a ferramenta LOPA.
13
1.2 Justificativa
O desenvolvimento tecnológico possibilitou a operação a altas pressões e
temperaturas, com substâncias mais reativas e perigosas, fornecendo ao mercado
consumidor maior número de produtos e com maior qualidade. Por outro lado,
essas características trouxeram maiores problemas de segurança às instalações;
ou seja, observou-se aumento no número e severidade dos acidentes. Estes
acidentes podem ser causados por falhas na integridade física de equipamentos,
caracterizado por rupturas, vazamentos ou descontroles operacionais que leva a
perda de contenção de produtos perigosos e a consequência como incêndios,
explosões e intoxicações; estes tipos de acidentes são classificados como
acidentes de Segurança de Processo.
Este tipo de acidente, de Segurança de Processo, é focado em eventos
com maior capacidade de dano e, portanto, maior criticidade. Historicamente há
diversos casos de acidentes de processo que causaram grandes tragédias. De 23
investigações realizadas pela CSB (Chemical Safety Board, 2013), a falha na
análise de perigos foi identificada como causa de 12.
Este trabalho serviu de contribuição para trabalhos voltados à segurança
de processo para a planta de Dithane - Jacareí do negócio Dow AgroSciences da
empresa Dow Química (The Dow Chemical Company).
14
2 REVISÃO BIBLIOGRÁFICA
2.1 Definição de Risco
Há uma grande confusão sobre os conceitos utilizados para a definição de
risco e perigo, normalmente empregados para representar algo que pode gerar
algum tipo de dano. Contudo, seus significados são completamente distintos.
Perigo é uma fonte potencial de dano, como, por exemplo, um choque elétrico
produzido por um equipamento durante procedimento cirúrgico. O risco é um valor
estimado que leva em consideração a probabilidade de ocorrência de um dano e a
gravidade de tal dano (FLORENCE, 2005).
Apesar de não haver uma definição geral e definitiva, o risco pode ser
considerado como a medida da probabilidade e da severidade de um efeito adverso
para a vida, para a saúde, para os bens materiais ou para o ambiente. Em geral, o
risco é estimado através da conjugação de três elementos básicos: (i) cenário, (ii)
probabilidade de ocorrência do evento e (iii) pelas conseqüências associadas.
Assim, o risco depende da probabilidade de ruptura, bem como das suas
consequências (PARDO, 2009).
2.2 Gerenciamento de Riscos
A Gestão de Riscos pode ser definida como o conjunto de procedimentos
que visa controlar, monitorar e hierarquizar os riscos associados aos projetos e
obras. Nesse sentido, a gestão de riscos identifica e quantifica os riscos e
consequências (PARDO, 2009).
Corresponde ao processo de controle de riscos compreendendo a
formulação e a implantação de medidas e procedimentos técnicos e administrativos
que tem como principal objetivo prevenir, reduzir e controlar os riscos, bem como
manter uma instalação operando dentro dos padrões de segurança considerados
toleráveis ao longo de sua vida útil (ESTEVES, 2004).
15
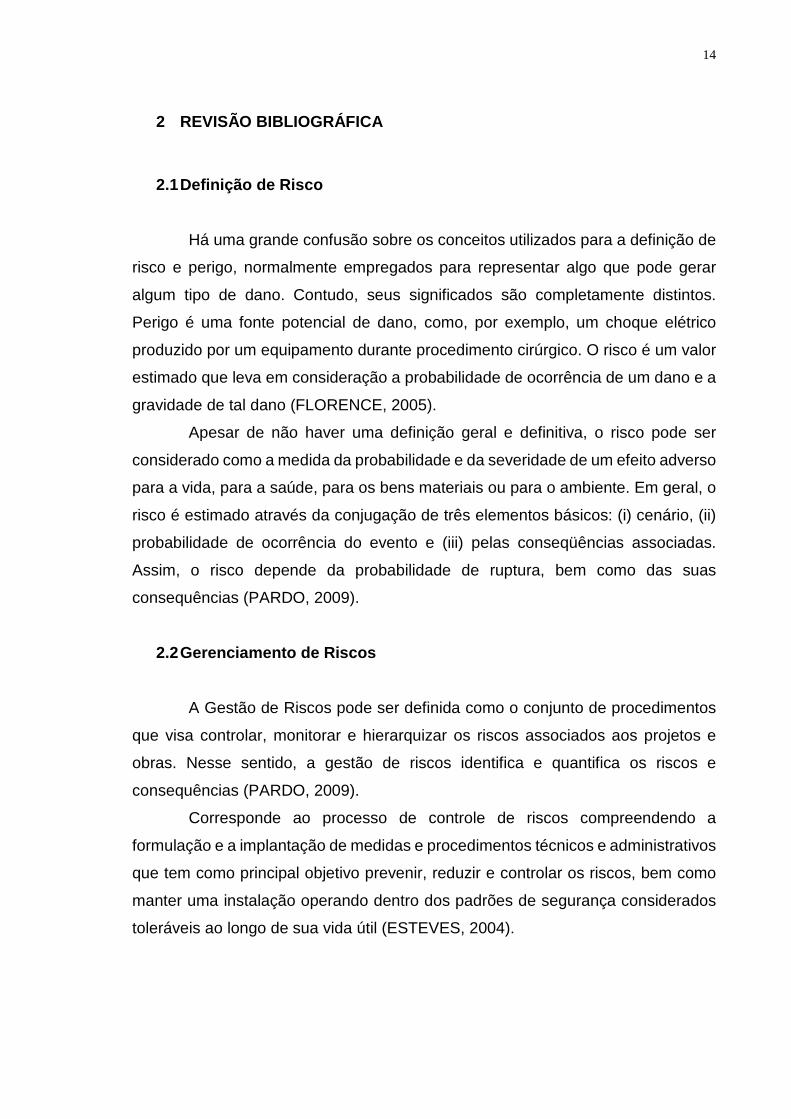
O controle de riscos no gerenciamento é efetivado através de uma Técnica
de Análise de Riscos – ferramentas empregadas na identificação, avaliação e
recomendações aplicadas para instalações industriais ou outras atividades que
possam gerar riscos.
Figura 1- Fluxograma do Gerenciamento de Riscos (FLORENCE, 2005).
2.3 Acidentes Recentes de Segurança de Processo
A fim de ilustrar a importância de investimentos em segurança de
processos, incluindo análises e avaliações de risco, será mostrado alguns
acidentes recentes de segurança de processo em plantas químicas.
16
Explosão em fábrica da Carbide Industries
Figura 2 - Explosão em fábrica da Carbide Industries em 2011 (CSB, 2013)
Ocorreu uma grande explosão nas Indústrias Carbide que matou dois
trabalhadores e feriu outros dois em Março de 2011, resultado de uma falha da
empresa em investigar explosões similares porém menores ao longo dos anos
enquanto adiava uma manutenção crucial de um grande forno elétrico que explodiu,
de acordo com relatório final do Conselho de Segurança Química Americano (CSB)
(CSB, 2013).
As mortes e ferimentos provavelmente resultaram de um vazamento de
água para dentro do arco elétrico do forno causando um evento de sobrepressão,
lançando o conteúdo do forno aquecido a aproximadamente 3800 graus
Fahrenheit. Juntamente com o carbonato de cálcio derretido, o forno expeliu
detritos de pó e gases quentes, que explodiu através do painel duplo de vidro
reforçado da sala de controle que estava localizada a apenas 12 pés acima do
venteio do forno. Os dois trabalhadores que estavam dentro da sala morreram em
24 horas por queimaduras graves (CSB, 2013).
17
Explosão com Trabalho à Quente na DuPont
Figura 3 - Imagem ilustrativa da solda (CSB, 2013).
Em Novembro de 2010 dois contratados estavam soldando o topo de um
tanque de pasta de 10,000 galões quando faíscas ignitaram vapores inflamáveis
dentro do tanque, causando uma explosão que matou um contratado e feriu
seriamente outro (CSB, 2013).
No relatório da CSB, deficiências foram encontradas no processo de
liberação de permissão de trabalho seguro (PTS) e procedimentos que
contribuíram para o acidente. Os contratados estavam soldando o topo de um
tanque de polímero em pasta de 10,000 galões na área de processo quando faíscas
ignitaram vapor inflamável de fluoreto de vinila que havia se acumulado dentro do
tanque, provocando uma explosão. O empregado DuPont que assinou a liberação
(PTS) de trabalho à quente não tinha conhecimento do processo em que o tanque
estava conectado e seus riscos associados. Apesar de tanque a ser soldado estar
bloqueado do processo, uma linha de “overflow” entre o tanque adjacente continuou
conectado, permitindo acúmulo de vapor inflamável dentro do tanque onde a solda
estava sendo feita (CSB, 2013).

18
Vazamento Tóxico em planta da DuPont
Figura 4 - Mangueira de aço que rompeu (CSB, 2013).
Em 23 de Janeiro de 2010, houve um vazamento de fosgênio altamente
tóxico, expondo um operador experiente na planta da DuPont em Belle, West
Virginia e resultando em sua morte um dia depois. Uma mangueira de aço trançado
conectado a um tanque de uma tonelada de fosgênio rompeu repentinamente,
liberando fosgênio para o ar. Um operador que foi exposto ao químico foi
transportado para o hospital, onde morreu no dia seguinte. O fosgênio liberado
causou dois outros acidentes na mesma planta na mesma semana, incluindo um
vazamento de clorometano da unidade F3455, que não foi detectado por vários
dias, e um vazamento na unidade de ácido sulfúrico. A planta anunciou durante o
final de semana que um número de unidades de processo seriam fechadas
imediatamente para verificações de segurança (CSB, 2013).
A série de acidentes começou em 22 de Janeiro de 2010 quando um alarme
soou levando operadores a descobrir que 2,000 libras de clorometano, um gás
tóxico e extremamente inflamável, havia vazado sem conhecimento para a
atmosfera por cinco dias. Na manhã seguinte, trabalhadores descobriram um
vazamento em uma tubulação de ácido sulfúrico concentrado (oleum), produzindo
uma nuvem de trióxido de enxofre. O vazamento de fosgênio ocorreu no dia
seguinte, e o trabalhador exposto morreu no fim da tarde do dia seguinte no hospital
(CSB, 2013).
A mangueira de fosgênio que rompeu em frente ao trabalhador deveria ser
trocada pelo menos a cada mês. Mas a mangueira que falhou estava em serviço
19
por sete meses. Além disso, o tipo de mangueira envolvida no acidente era
suscetível à corrosão por fosgênio (CSB, 2013).
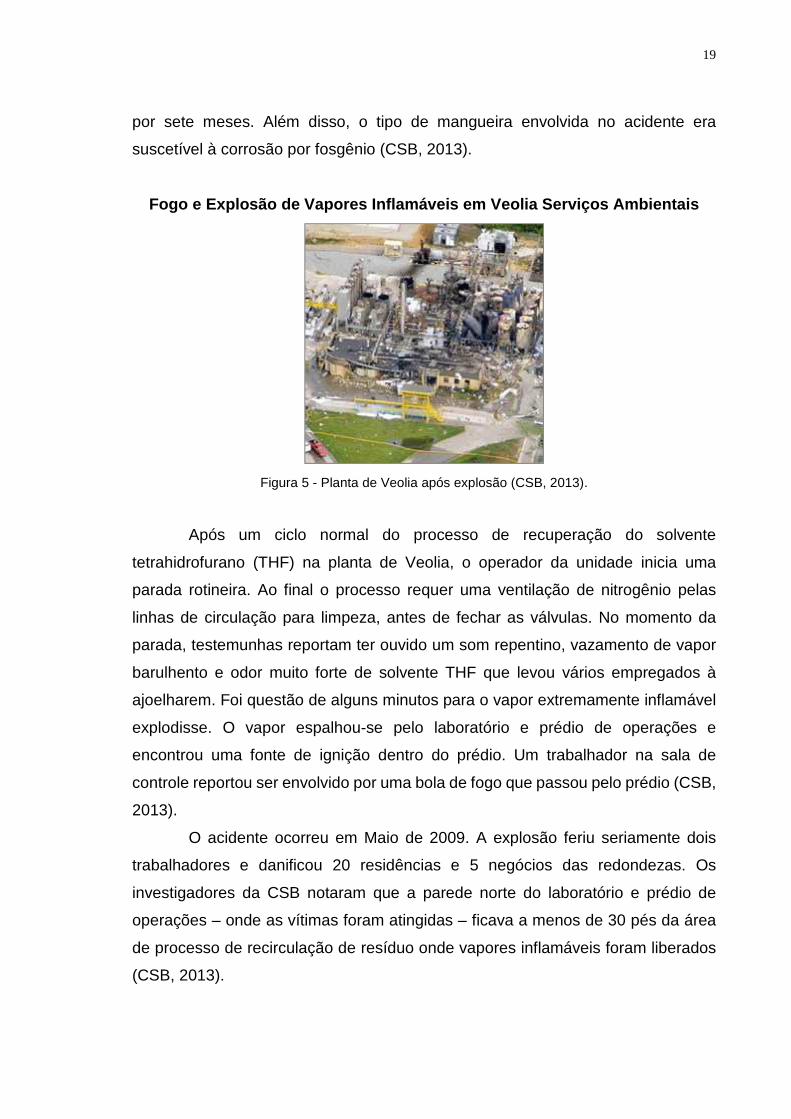
Fogo e Explosão de Vapores Inflamáveis em Veolia Se rviços Ambientais
Figura 5 - Planta de Veolia após explosão (CSB, 2013).
Após um ciclo normal do processo de recuperação do solvente
tetrahidrofurano (THF) na planta de Veolia, o operador da unidade inicia uma
parada rotineira. Ao final o processo requer uma ventilação de nitrogênio pelas
linhas de circulação para limpeza, antes de fechar as válvulas. No momento da
parada, testemunhas reportam ter ouvido um som repentino, vazamento de vapor
barulhento e odor muito forte de solvente THF que levou vários empregados à
ajoelharem. Foi questão de alguns minutos para o vapor extremamente inflamável
explodisse. O vapor espalhou-se pelo laboratório e prédio de operações e
encontrou uma fonte de ignição dentro do prédio. Um trabalhador na sala de
controle reportou ser envolvido por uma bola de fogo que passou pelo prédio (CSB,
2013).
O acidente ocorreu em Maio de 2009. A explosão feriu seriamente dois
trabalhadores e danificou 20 residências e 5 negócios das redondezas. Os
investigadores da CSB notaram que a parede norte do laboratório e prédio de
operações – onde as vítimas foram atingidas – ficava a menos de 30 pés da área
de processo de recirculação de resíduo onde vapores inflamáveis foram liberados
(CSB, 2013).
20
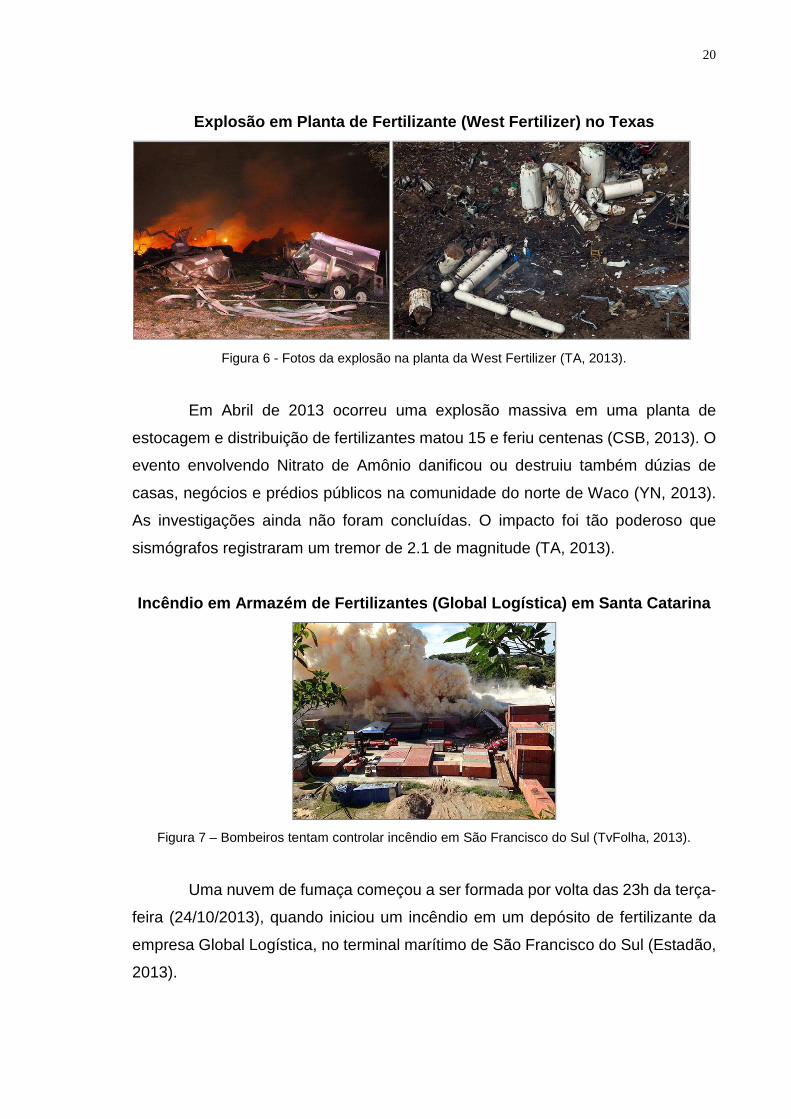
Explosão em Planta de Fertilizante (West Fertilizer ) no Texas
Figura 6 - Fotos da explosão na planta da West Fertilizer (TA, 2013).
Em Abril de 2013 ocorreu uma explosão massiva em uma planta de
estocagem e distribuição de fertilizantes matou 15 e feriu centenas (CSB, 2013). O
evento envolvendo Nitrato de Amônio danificou ou destruiu também dúzias de
casas, negócios e prédios públicos na comunidade do norte de Waco (YN, 2013).
As investigações ainda não foram concluídas. O impacto foi tão poderoso que
sismógrafos registraram um tremor de 2.1 de magnitude (TA, 2013).
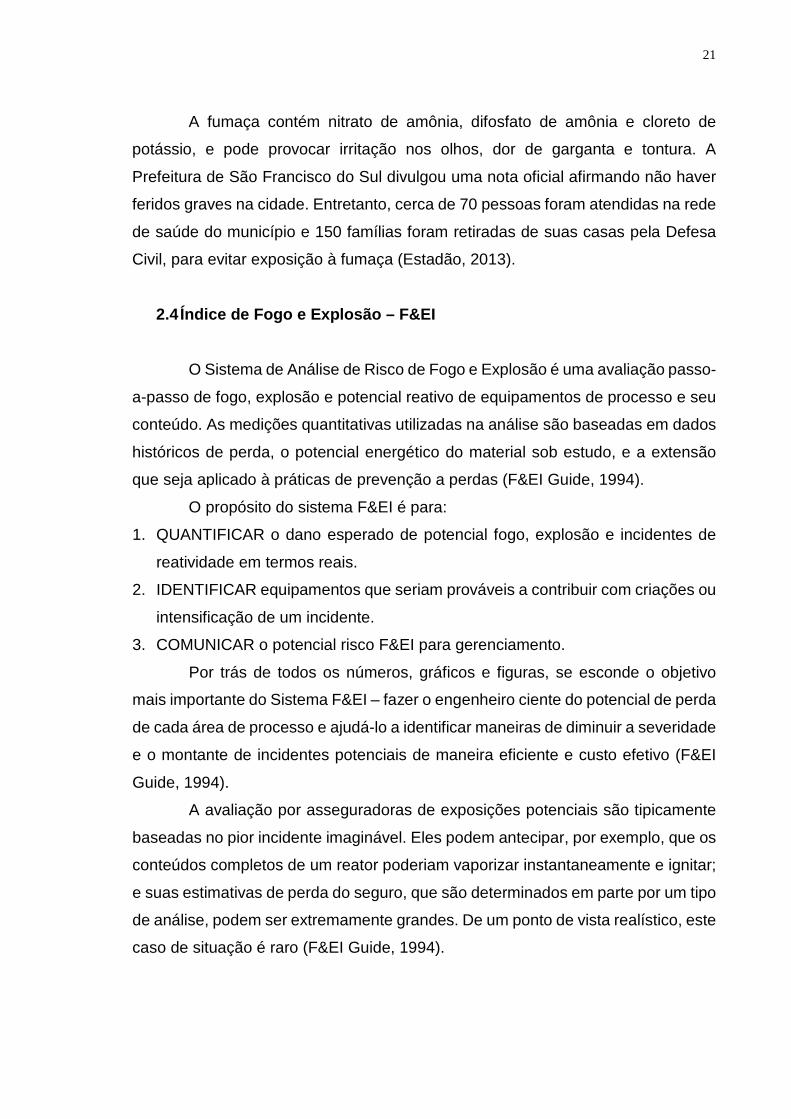
Incêndio em Armazém de Fertilizantes (Global Logíst ica) em Santa Catarina
Figura 7 – Bombeiros tentam controlar incêndio em São Francisco do Sul (TvFolha, 2013).
Uma nuvem de fumaça começou a ser formada por volta das 23h da terça-
feira (24/10/2013), quando iniciou um incêndio em um depósito de fertilizante da
empresa Global Logística, no terminal marítimo de São Francisco do Sul (Estadão,
2013).
21
A fumaça contém nitrato de amônia, difosfato de amônia e cloreto de
potássio, e pode provocar irritação nos olhos, dor de garganta e tontura. A
Prefeitura de São Francisco do Sul divulgou uma nota oficial afirmando não haver
feridos graves na cidade. Entretanto, cerca de 70 pessoas foram atendidas na rede
de saúde do município e 150 famílias foram retiradas de suas casas pela Defesa
Civil, para evitar exposição à fumaça (Estadão, 2013).
2.4 Índice de Fogo e Explosão – F&EI
O Sistema de Análise de Risco de Fogo e Explosão é uma avaliação passo-
a-passo de fogo, explosão e potencial reativo de equipamentos de processo e seu
conteúdo. As medições quantitativas utilizadas na análise são baseadas em dados
históricos de perda, o potencial energético do material sob estudo, e a extensão
que seja aplicado à práticas de prevenção a perdas (F&EI Guide, 1994).
O propósito do sistema F&EI é para:
1. QUANTIFICAR o dano esperado de potencial fogo, explosão e incidentes de
reatividade em termos reais.
2. IDENTIFICAR equipamentos que seriam prováveis a contribuir com criações ou
intensificação de um incidente.
3. COMUNICAR o potencial risco F&EI para gerenciamento.
Por trás de todos os números, gráficos e figuras, se esconde o objetivo
mais importante do Sistema F&EI – fazer o engenheiro ciente do potencial de perda
de cada área de processo e ajudá-lo a identificar maneiras de diminuir a severidade
e o montante de incidentes potenciais de maneira eficiente e custo efetivo (F&EI
Guide, 1994).
A avaliação por asseguradoras de exposições potenciais são tipicamente
baseadas no pior incidente imaginável. Eles podem antecipar, por exemplo, que os
conteúdos completos de um reator poderiam vaporizar instantaneamente e ignitar;
e suas estimativas de perda do seguro, que são determinados em parte por um tipo
de análise, podem ser extremamente grandes. De um ponto de vista realístico, este
caso de situação é raro (F&EI Guide, 1994).
22
O sistema F&EI da Dow tenta determinar a máxima perda real que pode
ocorrer a uma planta de processo (ou unidade de processo) ou planta relacionada
– uma perda que poderia realmente ser experimentada sob condições mais
adversas de operação. O cálculo é baseado em dados quantificáveis. Taxas finitas
de vazamento, temperatura de processo em relação ao ponto de ebulição, “flash
point” e reatividade do material são apenas alguns de muitos contribuintes para um
provável incidente (F&EI Guide, 1994).
Apesar de o sistema F&EI ser desenhado principalmente para qualquer
operação em que um material inflamável, combustível ou reativo seja estocado,
manuseado ou processado, ele pode ser utilizado também para analisar o potencial
de perda para plantas de tratamento de resíduos, sistemas de distribuição, linhas
de processo, transformadores, caldeiras, entre outros. O sistema pode ser utilizado
também para avaliações de pequenos processos com inventários modestos com
materiais potencialmente perigosos; sua aplicação para plantas piloto é altamente
recomendada. O sistema pode ser aplicado em manuseio de um mínimo de 1000
lb (454 kg) de um material inflamável ou reativo (F&EI Guide, 1994).
Uma palavra de cuidado está em função daqueles que planejam utilizar o
sistema F&EI para avaliações de risco de plantas. Bom senso e bom julgamento
devem ser utilizados durante o cálculo atual e na interpretação dos resultados.
Perigos de processo que contribuem para a magnitude e probabilidade das perdas
são quantificados como “penalidades” para fornecer fatores para computar. Nem
toda penalidade pode ser aplicável para uma situação em especial e talvez algumas
tenham que ser ajustadas (F&EI Guide, 1994).
Uma planilha de Excel foi desenvolvida para facilitar o cálculo do F&EI e
outras informações para análise de risco.
2.4.1 Cálculo do F&EI
O cálculo Índice de Fogo e Explosão é utilizado para estimar o dano que
poderia provavelmente resultar de um incidente em uma planta de processo. Os
vários fatores contribuintes, como o tipo de reação, temperatura de processo,
pressões, quantidades de combustível, etc., indica a probabilidade e magnitude
23
potencial de uma liberação de um combustível ou energia resultando de uma falha
de controle de processo, falha de equipamento ou vibração ou outras fontes de
fadiga (F&EI Guide, 1994).
Efeitos de fogo e/ou explosão combustível/ar, seguindo o vazamento de um
material inflamável e sua ignição, são categorizados de acordo com as causas
imediatas:
a. Uma onda de explosão (“blast wave”) ou deflagração,
b. Exposição de fogo do vazamento original,
c. Impacto na tubulação e equipamento de explosão de vaso,
d. Outras liberações de combustível como eventos secundários.
Os eventos secundários se tornam mais significantes com o aumento do
Fator de riscos da unidade de processo e do Fator Material.
O F&EI é produto do Fator de risco da unidade de processo (F3) e Fator
Material (MF). O F&EI será relacionado com o Raio de Exposição posteriormente.
A Tabela 01 é uma lista dos valores de F&EI versus uma descrição do grau
de risco que dá uma ideia relativa da severidade do F&EI (F&EI Guide, 1994).
Tabela 1 - Grau de Risco para F&EI (F&EI Guide, 1994).
Índice do F&EI Grau do Risco
1 – 60 Leve
61 – 96 Moderado
97 – 127 Intermediário
128 – 158 Alto
159 – maior Severo
2.4.1.1 Determinação do Fator Material
O Fator Material (Material Factor - MF) é valor básico inicial na computação
do F&EI e outros valores de análise de risco. O MF é uma medida da taxa intrínseca
da energia potencial liberada por um fogo ou explosão produzida por combustão
ou reação química (F&EI Guide, 1994).
24
O MF é obtido da classificação de inflamabilidade e instabilidade de acordo
com NFPA 704. Geralmente, a classificação de inflamabilidade e instabilidade são
para temperatura ambiente. É reconhecido que os riscos de fogo e de reação de
um material aumentam acentuadamente com a temperatura. O risco de fogo de um
líquido combustível em uma temperatura acima de seu “flash point” é equivalente
ao de um líquido inflamável a temperatura ambiente. Taxas de reação também
aumentam muito acentuadamente com a temperatura. Se a temperatura do
material em que o MF é baseado acima de 60°C, um certo ajuste pode ser
necessário (F&EI Guide, 1994).
Há uma lista interna de MFs com um grande número de compostos
químicos e materiais, e estes serão utilizados na maior parte dos casos. Se o
material não estiver listado, a classificação de inflamabilidade e instabilidade pode
ser encontrado no NFPA 325M ou NFPA 49 com ajuste de temperatura, se
apropriado, e utilizado com a Tabela 1 para determinar o MF. Se o material é um
pó combustível, utilize o “Dust Hazard Class Number” (St number) em vez da
classificação de inflamabilidade (F&EI Guide, 1994).
2.4.1.2 Riscos Gerais de Processo
Riscos de Processo Gerais são fatores que desempenham uma função
primária na determinação da magnitude de um incidente com perda.
Seis itens são listados como riscos contribuintes que são aplicáveis para a
maior parte das situações de processo. Apesar de não ser necessário penalizar
para cada parte desta sessão, estes itens tem desempenhado historicamente
grandes papéis em incidentes de fogo e explosão, e avaliação cuidadosa de uma
Unidade de Processo particular em questão é de extrema importância (F&EI Guide,
1994).
Lembre-se, para avaliar o risco de exposição de qualquer Unidade de
Processo realisticamente, cada Risco de Processo Geral deve ser aplicado sob as
condições normais de operação mais perigosas que pode ocorrer durante a
25
associação de um Fator Material específico com a Unidade de Processo a ser
analisada (F&EI Guide, 1994) .
2.4.1.2.1 Reações Químicas Exotérmicas
Dê esta penalidade somente se a Unidades de Processo em questão é um
reator em que uma reação química ocorre. Os riscos de reatividade do material
sendo avaliado é inerente ao MF (F&EI Guide, 1994).
1. EXOTERMIA BRANDA requer penalidade de 0.30.
Exemplos incluem: hidrogenação, hidrólise, isomerização, sulfonação,
neutralização.
2. EXOTERMIA MODERADA requer penalidade de 0.50.
Exemplos incluem: alquilação, esterificação, oxidação, polimerização,
condensação.
3. EXOTERMIA CRÍTICA PARA CONTROLAR requer penalidade de
1.00.
Estas são uma classe de reações em que um potencial significante de fogo
e explosão poderia existir se o controle fosse perdido. Exemplo: halogenação.
4. EXOTERMIA PARTICULARMENTE SENSÍVEIS, que são reações
exotérmicas bastante perigosas, requer penalidade de 1.25. Exemplo: Nitração.
2.4.1.2.2 Processos Endotérmicos
Uma penalidade de 0.20 é dado para um processo endotérmico em um
reator. Nota: Esta penalidade se aplica unicamente para reatores. Quando a
energia absorvida em um processo endotérmico fornecido pela combustão de um
sólido, líquido ou gás combustível, a penalidade aumenta para 0.40. Exemplos
incluem: Calcinação, eletrólise, pirólise (F&EI Guide, 1994).
2.4.1.2.3 Manuseio e Transferência de Material
26
Este item é avaliado considerando o potencial de fogo envolvendo a
Unidade de Processo pertinente durante o manuseio, transferência e estocagem
de materiais (F&EI Guide, 1994).
Qualquer operação de carregamento ou descarregamento envolvendo
inflamáveis Classe I ou GNV onde as linhas de transferência são conectadas e
desconectadas recebem penalidade de 0.50 (F&EI Guide, 1994).
1. Onde a introdução de ar durante adição manual de alguns
ingredientes em centrífugas, reatores em batelada ou misturas em batelada podem
criar um risco de inflamabilidade ou reatividade, uma penalidade de 0.50 é aplicada.
Nota: Esta penalidade é aplicada mesmo o equipamento sendo ou não
inertizado.
2. Graduações de penalidades baseadas em riscos de fogo de materiais
são aplicados à armazéns de estocagem ou local de armazenagem de diversos
itens.
a. Uma penalidade de 0.85 é aplicado para líquidos ou gases
inflamáveis classificados como 3 ou 4 para inflamabilidade. Esta categoria inclui
tambores, cilindros, containers portáteis e recipientes aerossol.
b. Uma penalidade de 0.65 é aplicada para sólidos combustíveis
com classificação 3 para inflamabilidade.
c. Uma penalidade de 0.40 é aplicada para sólidos combustíveis
com classificação 2 para inflamabilidade.
d. Uma penalidade de 0.25 é dada à líquidos combustíveis (flash
point em vaso fechado acima de 37.8 °C e abaixo de 60 °C.
Se qualquer um dos itens acima são estocados sem sprinklers, adicione
0.20 na penalidade. Esta área não considera tanques de estocagem normais (F&EI
Guide, 1994).
2.4.1.2.4 Unidades de Processo Fechadas ou Cobertas
A manutenção de construções livremente ventiladas e abertas para áreas
em que líquidos e gases inflamáveis são processados irão permitir dissipação
27
rápida de qualquer liberação de vapores, desse modo reduzindo o potencial de
explosão da unidade. Coletores de poeira e filtros deveriam também estar
localizados em uma área aberta longe de outros equipamentos (F&EI Guide, 1994).
Uma área fechada é identificada como qualquer área com teto com três ou
mais lados ou uma área cercada por uma estrutura em teto com paredes em todos
os lados (F&EI Guide, 1994).
Mesmo que a ventilação mecânica seja devidamente projetada não é tão
efetivo quanto construção aberta; mas se um Sistema mecânico de ventilação é
projetado de tal maneira que todos os inflamáveis são coletados e dispersados, a
penalidade pode ser reduzida (F&EI Guide, 1994).
As categorias de penalidades seguem:
1. Quando filtros de pó ou coletores são estão localizados dentro de
espações fechados, uma penalidade de 0.50 é aplicada.
2. Qualquer processo em que líquidos inflamáveis são manuseados em
temperaturas acima de seu ponto de fulgor em um espaço fechado
recebe uma penalidade de 0.30. Para quantidades de líquidos acima de
10M lb., uma penalidade de 0.45 é usada.
3. Qualquer processo em que gás de petróleo liquefeito (LPG) ou qualquer
líquido inflamável em temperaturas acima de seu ponto de ebulição são
manuseados em um local fechado requer uma penalidade de 0.60. Para
quantidades de líquido acima de 4,535 kg (3.8 m³), uma penalidade de
0.90 é usada.
4. Onde há instalação com projeto apropriado de ventilação mecânica, as
penalidades listadas acima em 1. e 3. Pode ter redução de 50%.
2.4.1.2.5 Acesso
Equipamento de emergência deve estar prontamente acessíveis à área
da Unidade de Processo. Acesso por pelo menos dois lados é considerado
“Requisito Mínimo”. Considerações fortes devem ser feitas à esta penalidade para
Unidades de Processo maiores localizadas em áreas fechadas (F&EI Guide, 1994).
28
Pelo menos um dos acessos deve ser por uma rodovia. Um bocal monitor
que permaneceria facilmente acessível e operacional durante um fogo poderia ser
considerado um segundo acesso (F&EI Guide, 1994).
Todas as áreas de processo acima de 925 m² não tendo acesso adequado
recebem uma penalidade de 0.35. Todos os armazéns acima de 2,312 m² não
tendo acesso adequado recebem uma penalidade de 0.35 (F&EI Guide, 1994).
2.4.1.2.6 Controle de Drenagem e Vazamento
Esta sessão lista penalidades por condições de operação que podem
causar grandes vazamentos de líquidos inflamáveis e combustíveis que seriam
retidos ao redor ou perto de equipamentos de processo. Projeto inadequado de
drenagem tem sido um fator contribuinte em um grande número de perdas
envolvendo vazamentos de líquido (F&EI Guide, 1994).
Estas penalidades são aplicadas somente se a Unidade de Processo tem
flash point abaixo de 60°C ou se o material é processado acima de seu flash point
(F&EI Guide, 1994).
Seleção da penalidade:
a. Contenção, que é projetado para prevenir um vazamento de ir para
outras áreas mas expõe todos os equipamentos dentro do dique, recebe
penalidade de 0.50.
b. Geralmente, uma área plana ao redor da unidade de processo
possibilitará que o vazamento se espalhe, expondo grandes áreas ao fogo se
ignitado. Uma penalidade de 0.50 é requerida nesta situação.
c. Uma contenção que cerca três lados de uma área e direciona o
vazamento para uma bacia de captação ou uma vala de drenagem não exposta
não recebe penalidade se seguir o seguinte critério:
i. Mínimo de 2% de declive para superfícies de terra ou 1% para
superfícies rígidas.
29
ii. Distância do equipamento para o ponto mais próximo da bacia ou da
vala de 15 m. Esta distância pode ser reduzida se parece de incêndio está
instalada.
iii. A bacia de contenção deve ter capacidade suficiente.
Se o critério acima é parcialmente cumprido, uma penalidade de 0.25 pode ser
aplicada.
d. Se uma bacia ou vala expõe linhas de utilizadas ou não atende os
requerimentos de distância, uma penalidade de 0.50 é aplicada.
De maneira geral, drenagem excelente é requerida para que penalidades
sejam evitadas (F&EI Guide, 1994).
Uma vez que todos os riscos de processo foram avaliados, um cálculo deve
ser feito com a soma do fator base e todos os fatores de penalidade aplicados nesta
sessão em Riscos de Processo Gerais. O total deve ser inserido na caixa chamada
“General Process Hazards Factor (F1)” ou “Fator de Risco de Processo Geral (F1)”
no formulário F&EI (F&EI Guide, 1994).
2.4.1.3 Riscos Especiais de Processo
Riscos de processo especiais são fatores que contribuem principalmente
para a probabilidade de um incidente com perda. Eles consistem em condições
específicas de processo que tem se mostrado ser as principais causas de
incidentes com fogo e explosão. São doze itens listados nesta sessão (F&EI Guide,
1994).
2.4.1.3.1 Material(ais) tóxico(s)
Materiais tóxicos podem complicar a resposta do pessoal de
emergência, reduzindo assim sua habilidade para investigar ou mitigar o dano
durante um incidente. Use 0.20 x Classificação para Saúde como penalidade. Para
misturas, use o componente com maior Classificação para Saúde (F&EI Guide,
1994).
30
A Classificação para Saúde do material é definido na NFPA 704 ou dado
pela NFPA 325M ou NFPA 49 (F&EI Guide, 1994).
2.4.1.3.2 Pressão Sub-Atmosférica
Esta sessão específica aplica-se para uma condição de processo onde um
vazamento de are m um Sistema cria um perigo. Um perigo pode resultar do
contato do ar com um material sensível à umidade ou à oxigênio ou para formação
de misturas inflamáveis através da introdução de ar. Esta penalidade é aplicada
somente se a pressão absoluta é menor que 500mmHg (equivalente a 10inHg de
vácuo). A penalidade é 0.50 (F&EI Guide, 1994).
Se a penalidade é aplicada, não duplique ou repita a penalidade na Sessão
C abaixo, “Operação no range de inflamabilidade ou próxima deste”, ou na Sessão
E, “Pressão de Alívio” (F&EI Guide, 1994).
2.4.1.3.3 Operação na faixa de inflamabilidade ou p róxima deste
Há certas condições de operação que pode causar entrada de ar que e ser
arrastado para o Sistema. A introdução ou entrada de ar poderia levar a formação
de mistura inflamável e criar um risco. Esta sessão pretende cobrir as condições a
seguir para líquidos inflamáveis e combustíveis (F&EI Guide, 1994).
Tanque de armazenamento de inflamáveis com líquido de classe 3 ou 4,
onde ar pode ser aspirado para dentro do tanque durante desligamento da bomba
ou resfriamento repentino do tanque. A penalidade é 0.50 (F&EI Guide, 1994).
Estocagem de líquidos combustíveis a temperaturas acima de seu flash
point (vaso fechado) sem inertização podem também requerer uma penalidade de
0.50 (F&EI Guide, 1994).
Se inertizado, Sistema fechado de recuperação de vapor é utilizado e sua
vedação contra ar é segura, penalidade não é aplicada. Veja próximo parágrafo
(F&EI Guide, 1994).
Equipamento de processo ou tanque de armazenamento de processo que
poderia estar no range de inflamabilidade ou próximo dele somente no evento de
31
falha de instrumento ou equipamento requer penalidade de 0.30 (F&EI Guide,
1994).
Qualquer unidade de processo que depende de purga inerte para manter-
se for a do range de inflamabilidade requer uma penalidade de 0.30. Esta
penalidade também se aplica para navio ou carro tanque. Penalidade não é
aplicada aqui se a penalidade especificada em B. (Pressão Sub-Atmosférica) já foi
dada (F&EI Guide, 1994).
Processos ou operações que estão por natureza sempre no range de
inflamabilidade ou próximo a ele, mesmo que purga não seja praticada ou foi eleito
não purgar, recebe penalidade de 0.80 (F&EI Guide, 1994).
2.4.1.3.4 Explosão de Pó
A máxima taxa de aumento de pressão e máxima pressão gerada por pó
são muito influenciada pelo tamanho de particular. Em geral, quanto mais fino o pó,
maior o risco causado pelo rápido aumento da taxa de pressão e atingimento de
máximas pressões (F&EI Guide, 1994).
As penalidades listadas nesta sessão pretendem ser aplicadas para
qualquer Unidade de Processo envolvendo operações de manuseio de pó:
transferência, “blending”, moagem, envase, etc. (F&EI Guide, 1994).
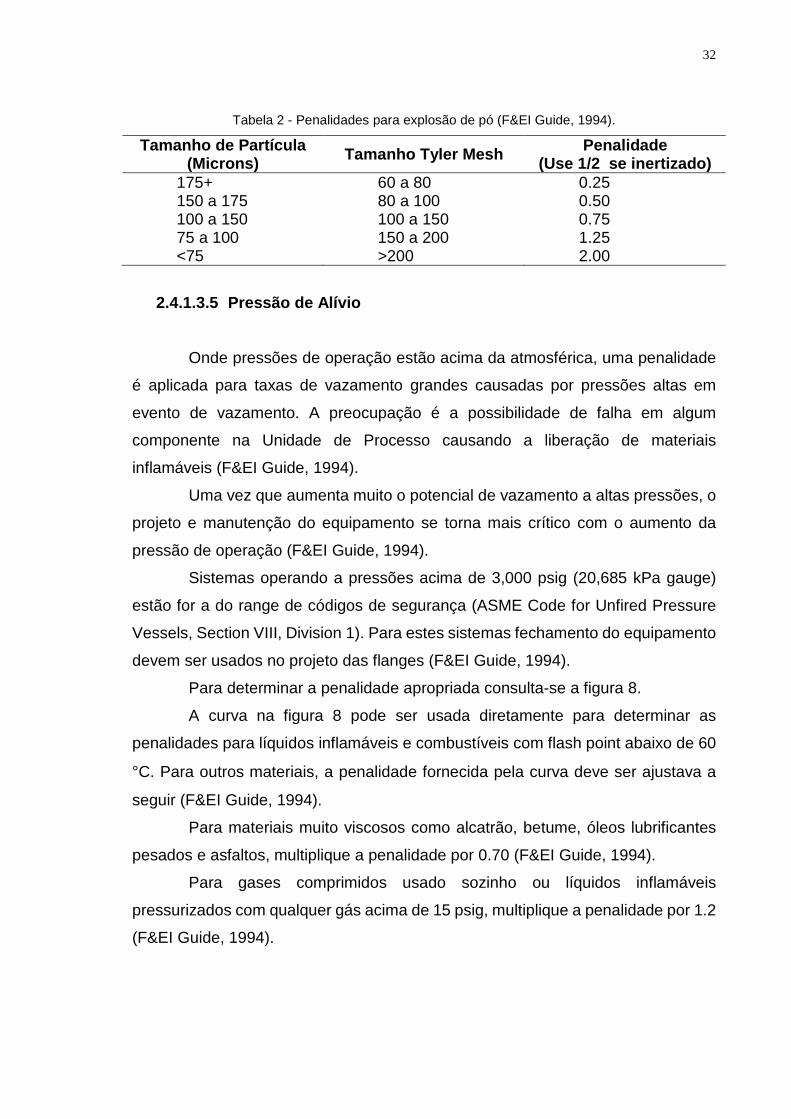
Todos os pós possuem range de tamanho de particular. Para determinar a
penalidade, use 10% do tamanho; isto é, o tamanho de partícula em que 90% do
pó é mais grossa e 10% é mais fino. Veja a Tabela 3 para penalidades apropriadas
(F&EI Guide, 1994).
A menos que testes de explosão de pó tenham mostrado que não há risco
de explosão de pó, penalidades para pó devem ser aplicadas (F&EI Guide, 1994).
32
Tabela 2 - Penalidades para explosão de pó (F&EI Guide, 1994).
Tamanho de Partícula Tamanho Tyler Mesh Penalidade (Microns) (Use 1/2 se inertizado)
175+ 60 a 80 0.25 150 a 175 80 a 100 0.50 100 a 150 100 a 150 0.75 75 a 100 150 a 200 1.25 <75 >200 2.00
2.4.1.3.5 Pressão de Alívio
Onde pressões de operação estão acima da atmosférica, uma penalidade
é aplicada para taxas de vazamento grandes causadas por pressões altas em
evento de vazamento. A preocupação é a possibilidade de falha em algum
componente na Unidade de Processo causando a liberação de materiais
inflamáveis (F&EI Guide, 1994).
Uma vez que aumenta muito o potencial de vazamento a altas pressões, o
projeto e manutenção do equipamento se torna mais crítico com o aumento da
pressão de operação (F&EI Guide, 1994).
Sistemas operando a pressões acima de 3,000 psig (20,685 kPa gauge)
estão for a do range de códigos de segurança (ASME Code for Unfired Pressure
Vessels, Section VIII, Division 1). Para estes sistemas fechamento do equipamento
devem ser usados no projeto das flanges (F&EI Guide, 1994).
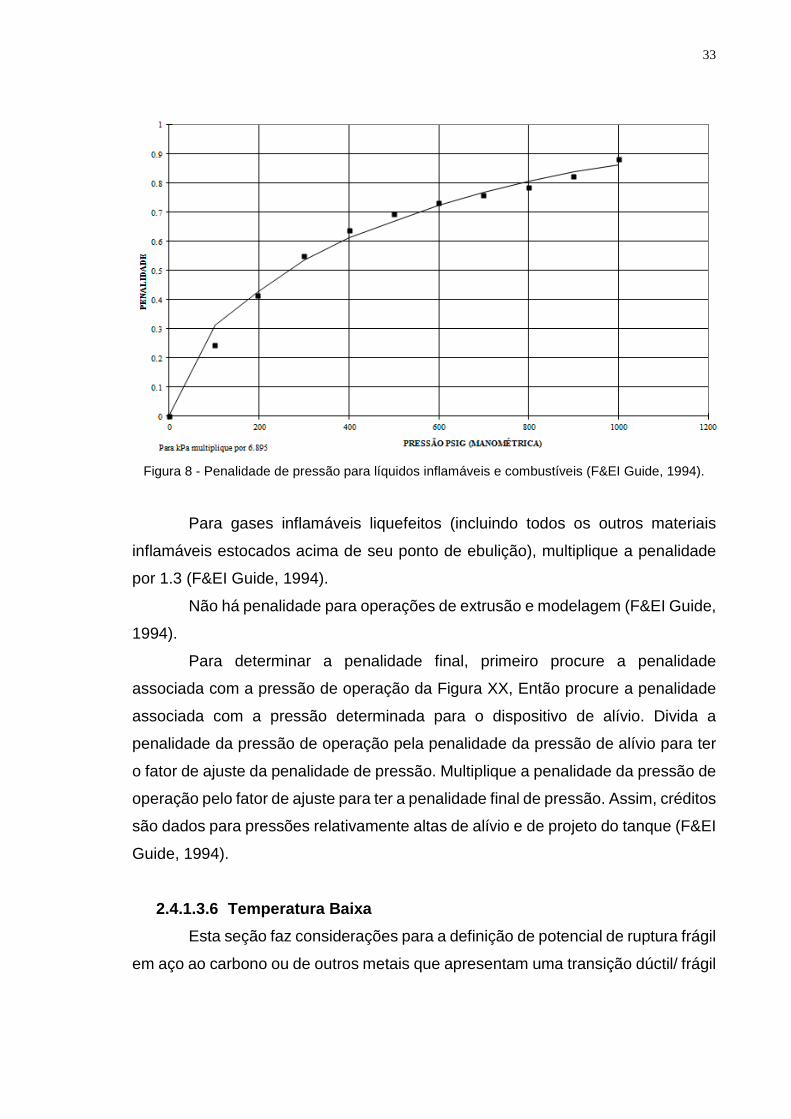
Para determinar a penalidade apropriada consulta-se a figura 8.
A curva na figura 8 pode ser usada diretamente para determinar as
penalidades para líquidos inflamáveis e combustíveis com flash point abaixo de 60
°C. Para outros materiais, a penalidade fornecida pela curva deve ser ajustava a
seguir (F&EI Guide, 1994).
Para materiais muito viscosos como alcatrão, betume, óleos lubrificantes
pesados e asfaltos, multiplique a penalidade por 0.70 (F&EI Guide, 1994).
Para gases comprimidos usado sozinho ou líquidos inflamáveis
pressurizados com qualquer gás acima de 15 psig, multiplique a penalidade por 1.2
(F&EI Guide, 1994).
33
Figura 8 - Penalidade de pressão para líquidos inflamáveis e combustíveis (F&EI Guide, 1994).
Para gases inflamáveis liquefeitos (incluindo todos os outros materiais
inflamáveis estocados acima de seu ponto de ebulição), multiplique a penalidade
por 1.3 (F&EI Guide, 1994).
Não há penalidade para operações de extrusão e modelagem (F&EI Guide,
1994).
Para determinar a penalidade final, primeiro procure a penalidade
associada com a pressão de operação da Figura XX, Então procure a penalidade
associada com a pressão determinada para o dispositivo de alívio. Divida a
penalidade da pressão de operação pela penalidade da pressão de alívio para ter
o fator de ajuste da penalidade de pressão. Multiplique a penalidade da pressão de
operação pelo fator de ajuste para ter a penalidade final de pressão. Assim, créditos
são dados para pressões relativamente altas de alívio e de projeto do tanque (F&EI
Guide, 1994).
2.4.1.3.6 Temperatura Baixa
Esta seção faz considerações para a definição de potencial de ruptura frágil
em aço ao carbono ou de outros metais que apresentam uma transição dúctil/ frágil
34
para no seu comportamento de fratura a baixas temperaturas. Além de uma
reduzida resistência do metal provocada pela exposição a temperaturas inferiores
à de transição dúctil à frágil, o nível da tensão, a taxa de carregamento, e na
presença de uma concentração de tensões, também são críticos para a ocorrência
de fratura quebradiça (F&EI Guide, 1994).
Nas ligas de aço de carbono, a temperatura de transição dúctil-frágil é
altamente dependente da composição do aço e como foi processada. Cada forma
de produto ou lote de aço é, por conseguinte, única, e a temperatura de transição
dúctil-frágil deve ser determinada experimentalmente, tipicamente por meio de
testes de impacto Charpy (F&EI Guide, 1994).
O potencial para a fratura frágil de equipamentos de processo tem sido
reconhecido há algum tempo, e é dirigida pelo desenho e códigos de construção
são comumente utilizados para este tipo de equipamentos, através da exigência de
que a temperatura mínima de projeto de ser especificada. Portanto, equipamento
projetado e construído de acordo com estes códigos devem apresentar um risco
aceitavelmente baixo de fratura frágil quando operado dentro dos parâmetros do
projeto original. Este deve ser o caso na maioria das situações (F&EI Guide, 1994).
Então, nenhuma penalidade deve ser utilizada se o material é apropriado
para a menor temperatura de operação. Nenhuma penalidade deve ser aplicada se
seguir algum dos critérios abaixo (F&EI Guide, 1994).
Uma avaliação cuidadosa foi feita e não há possibilidade de temperaturas
abaixo da temperatura de transição existir em condições normais ou não, ou
O equipamento é projetado, construído, e operado de acordo com um
código conhecido que direciona o potencial para fratura frágil (F&EI Guide, 1994).
A temperatura mínima do metal é menor ou igual a -18 °C ou maior que -
29 °C e a espessura do metal é menor que 13 mm se as regras do código são
seguidas (F&EI Guide, 1994).
Alternativamente, as seguintes penalidades são aplicadas se um critério
abaixo não é seguido (F&EI Guide, 1994).
Para processos utilizando construção em aço carbono e operado abaixo da
temperatura mínima para o qual foi projetado, ou se a temperatura de projeto não
é conhecida, a penalidade é de 0.30 (F&EI Guide, 1994).
35
Se não há dados disponíveis, uma temperatura mínima de projeto do 10°C
deve ser aplicada (F&EI Guide, 1994).
Para materiais que não aço carbono onde a temperatura de operação é
igual ou menor que a temperatura de transição, utilize uma penalidade de 0.20
(F&EI Guide, 1994).
2.4.1.3.7 Quantidade de Material Inflamável/ Instáv el
Esta sessão considera a exposição adicional à uma área conforme
quantidades de material inflamável e instável na unidade de processo aumenta. Há
três categorias nesta sessão, cada uma avaliada por uma curva de penalidade
separada. Aplique somente uma penalidade para a sessão toda, baseado no
material que foi selecionado como o Fator Materia (F&EI Guide, 1994).
2.4.1.3.7.1 Líquidos e Gases no Processo
Esta sessão aplica uma penalidade à uma quantidade de material que pode
vazar e criar um risco de fogo, ou que pode, na exposição ao fogo, criar um evento
de reatividade química. A penalidade se aplica a qualquer operação de processo,
incluindo bombeamento para tanques pulmão, e é válido aos seguintes materiais
quando são selecionados como MF (F&EI Guide, 1994).
a. Líquidos inflamáveis e líquidos combustíveis com ponto de fulgor abaixo
de 60 °C.
b. Gases inflamáveis.
c. Gases inflamáveis liquefeitos.
d. Líquidos combustíveis com ponto de fulgor de vaso fechado acima de 60
°C quando a temperatura de processo é acima do ponto de fulgor do
material.
e. Materiais reativos considerando sua classe de inflamabilidade (Classe
de Instabilidade NFPA= 2, 3 ou 4).
36
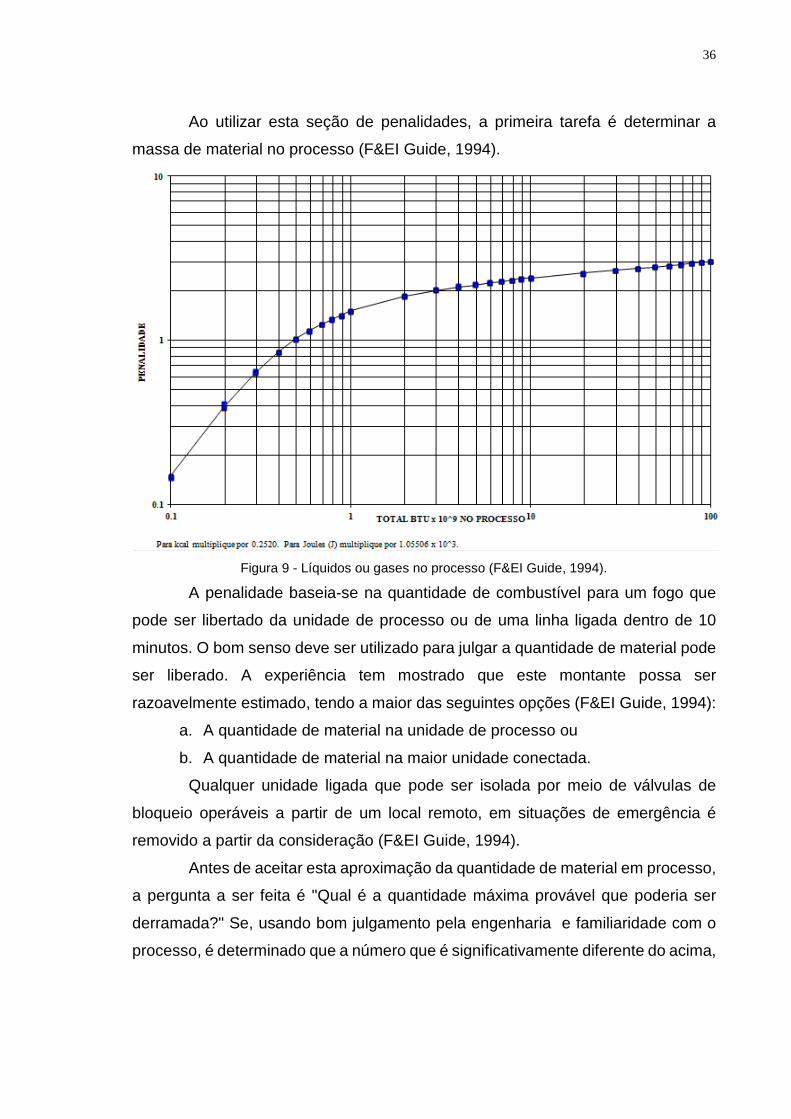
Ao utilizar esta seção de penalidades, a primeira tarefa é determinar a
massa de material no processo (F&EI Guide, 1994).
Figura 9 - Líquidos ou gases no processo (F&EI Guide, 1994).
A penalidade baseia-se na quantidade de combustível para um fogo que
pode ser libertado da unidade de processo ou de uma linha ligada dentro de 10
minutos. O bom senso deve ser utilizado para julgar a quantidade de material pode
ser liberado. A experiência tem mostrado que este montante possa ser
razoavelmente estimado, tendo a maior das seguintes opções (F&EI Guide, 1994):
a. A quantidade de material na unidade de processo ou
b. A quantidade de material na maior unidade conectada.
Qualquer unidade ligada que pode ser isolada por meio de válvulas de
bloqueio operáveis a partir de um local remoto, em situações de emergência é
removido a partir da consideração (F&EI Guide, 1994).
Antes de aceitar esta aproximação da quantidade de material em processo,
a pergunta a ser feita é "Qual é a quantidade máxima provável que poderia ser
derramada?" Se, usando bom julgamento pela engenharia e familiaridade com o
processo, é determinado que a número que é significativamente diferente do acima,
37
use o último número, tendo a certeza de documentar a sua validade. Lembre-se, o
bom senso e familiaridade com o processo vai sempre levar a uma forma mais
realista de aproximação. Note que, contudo, se a instabilidade (reatividade) está
envolvida, a quantidade preocupante é a quantidade de material normalmente no
interior da unidade do processo (F&EI Guide, 1994).
Para estabelecer o valor a ser aplicado usando a Figura 3, multiplique a
quantidade de material inflamável/ combustível pelo calor de combustão do material
Hc (em BTU/lb) para obter o total BTU x 109. Uma estimativa do Hc pode ser feita
através de uma analogia cuidadosa com material similar ou utilizando outras
tecnologias disponíveis na literatura (F&EI Guide, 1994).
Coloque a quantidade de material inflamável/ instável no campo “G” em
Riscos de Processo Especiais. Para determinar o Hc em BTU/lb para cal/gm mol,
multiplicar por 1,800 e dividir pelo peso molecular (F&EI Guide, 1994).
A penalidade é determinada entrando com a energia da Unidade de
Processo (BTU x 109) na Figura 3. O ponto de interseção com a curva indica a
penalidade. A equação para plotar este gráfico de Total BTU x 109 no Processo (X)
versus Penalidade (Y) é:
logY = 0.17179 + 0.42988(logX) – 0.37244(logX)2 + 0.17712(log X)3 –
0.029984(logX)4
2.4.1.3.7.2 Estocagem de Líquidos ou Gases (fora da área de processo)
Líquidos, gases ou gases liquefeitos inflamáveis e combustíveis estocados
for a da área de processo recebem uma penalidade menor do que aqueles “no
processo” ou categoria 2. G.1, desde que não há processo envolvido. O
envolvimento com o processo contribuí com a probabilidade de um incidente. O MF
do material na categoria 2.G.2 incluem estoque de matéria-prima em tambores ou
tanques, material em parquet de tancagem e materiais em containers (F&EI Guide,
1994).
A penalidade é determinada entrando com o total de BTU (quantidade de
material esticado vezes um fator Hc) na Figura 4 em qualquer tanque de
38
estocagem. Em caso de containers portáteis, use a quantidade total de material
estocada em containers (F&EI Guide, 1994).
Quando dois ou mais tanques estão localizados em um dique comum que
não irá drenar para um reservatório adequadamente, use um total de BTU de todos
os tanques dentro do dique para obter a penalidade na figura 4 (F&EI Guide, 1994).
Materiais instáveis deveriam ser avaliados da mesma maneira que 2.G.1
usando o calor de combustão e Curva A da figura 4 para determinar a penalidade
apropriada (F&EI Guide, 1994).
Se mais de uma substância está sendo abordada, use o Total de BTU e
encontre a penalidade mostrada no ponto de interseção com a maior curva indicada
para cada material individual usando a figura 4 (F&EI Guide, 1994).
As equações para as Curvas A, B e C na figura 4 para BTU X 109 no
Processo (X) versus Penalidade (Y) são:
Curva A: logY = – 0.289069 + 0.472171(log X) – 0.074585(log X)2 –
0.018641(logX)3
Curva B: logY = – 0.403115 + 0.378703(log X) – 0.046402(log X)2 –
0.015379(log X)3
Curva C: log Y = – 0.558394 + 0.363321(log X) – 0.057296(log X)2 –
0.010759(log X)3
2.4.1.3.7.3 Estoque de sólidos combustíveis/ Proces samento de sólidos
Esta categoria abrange os requisitos de penalidade para diversas
quantidades de sólidos armazenados e para as poeiras encontradas em uma
Unidade de Processo quando o sólido ou pó envolvido é o material base para o MF.
As medições usadas nesta avaliação de grande penalidade são a densidade do
material e a facilidade de ignição e à sua capacidade para sustentar a chama (F&EI
Guide, 1994).
O peso total, em quilos de sólidos armazenados ou de pó contido dentro da
unidade de processo é utilizado com a Figura 5 para determinar a penalidade. Se
a densidade do material é inferior a 160,2 kg/m3, utilize a curva A, se for maior do
que 160,2 kg/m3, utilize a curva B (F&EI Guide, 1994).
39
Embora seja verdade que a carga de incêndio (tanto em termos de BTUs e
libras por pé cúbico) é muito menor para espuma ou caixas que por polietileno
ensacado ou metilcelulose em pó, caixas de espuma e papelão são muito mais
fáceis de inflamar e sustentar chama mais facilmente do que os materiais mais
densos. Em suma, porque esses materiais leves representam um maior risco de
incêndio do que os mais pesados, eles possuem uma penalidade maior, embora
menos quilos são armazenados (F&EI Guide, 1994).
As equações para a Figura 5 para as curvas A e B de combustíveis sólidos
versus penalidade para Curvas A e B são:
Curva A:
log Y = 0.280423 + 0.464559(log X) – 0.28291(log X)2 + 0.066218(log X)3
Curva B:
log Y = –0.358311+ 0.459926(log X) – 0.141022(log X)2 + 0.02276(log X)3
2.4.1.3.8 Corrosão e Erosão
Embora bom projeto fazer concessões para corrosão e erosão, alguns
problemas de corrosão/ erosão ainda podem ocorrer em certos processos (F&EI
Guide, 1994).
A taxa de corrosão é considerada como sendo a soma das taxas de
corrosão externa e interna. Cuidado para não esquecer os possíveis efeitos de
pequenas impurezas no fluxo de processo que podem causar maior do que a
corrosão interna normal e a possibilidade de corrosão externa devido à
decomposição química da tinta. Porosidade dos tijolos e imperfeições no
revestimento de plástico são os locais prováveis de corrosão acelerada (F&EI
Guide, 1994).
As seguintes penalidades de aplicam.
Para taxa de corrosão menor que 0.0127 mm/yr com risco de erosão local,
a penalidade é 0.10 (F&EI Guide, 1994).
Para taxa de corrosão acima de 0.0127 mm/yr e menor que 0.0254 mm/yr,
a penalidade é 0.20 (F&EI Guide, 1994).

40
Para taxa de corrosão maior que 0.0254 mm/yr, a penalidade é 0.50 (F&EI
Guide, 1994).
Se há risco de desenvolver fratura por stress/ corrosão, aplique penalidade
de 0.75. Isto é comum em áreas de processo expostas à contaminação por vapor
de Cloro durante períodos prolongados (F&EI Guide, 1994).
Onde revestimento é requerido para prevenir corrosão, uma penalidade de
0.20 é aplicada. No entanto, se o revestimento é simplesmente para proteger a
produto por questão de cor, nenhuma penalidade é aplicada (F&EI Guide, 1994).
2.4.1.3.9 Vazamento – Joints and Packing
Gaxetas, vedações de juntas ou eixos e “packing” podem ser fontes
de vazamentos de materiais inflamáveis ou combustíveis, particularmente quando
ocorre o ciclo térmico e de pressão. Um fator de penalidade deve ser escolhido de
acordo com o projeto da unidade de processo em estudo e do material a ser usado
no processo. As seguintes penalidades devem ser aplicadas (F&EI Guide, 1994).
1. Onde a bomba e os selos são susceptíveis de dar algum vazamento de
menor importância, ou para processos com uma junta de dilatação que tem fole de
metal duplo com monitoramento de pressão entre fole *, a pena é de 0,10 (F&EI
Guide, 1994).
2. Para os processos conhecidos por dar problemas de vazamento
regulares em bombas, compressores e juntas de flange, a pena é de 0,30 (F&EI
Guide, 1994).
3. Para os processos em que a ciclagem térmica e de pressão ocorre, a
pena é de 0,30 (F&EI Guide, 1994).
4. Se o material na unidade de processo está penetrando na natureza ou é
uma pasta abrasiva, que pode causar problemas com a vedação intermitentes e se
a unidade de processo utiliza um vedante do eixo de rotação ou de “packing”, a
pena é de 0,40 (F&EI Guide, 1994).
5. Para os processos com uma junta de dilatação que tem fole de metal
dupla sem monitoramento de pressão entre fole *, a pena é de 0,50 (F&EI Guide,
1994).
41
6. Para os processos com uma junta de dilatação que tem um fole de um
único metal * ou mangueira flexível metálica*, a pena é de 1,00 (F&EI Guide, 1994).
7. Para qualquer Unidade de Processo que tem óculos de visão, ou tem um
conjunto de foles ou juntas de dilatação com botas de borracha ou de materiais
flexíveis *, a pena é de 1,50 (F&EI Guide, 1994).
*Os fatores de penalização acima para juntas de dilatação assumem que
eles são visualmente inspecionados anualmente. Se estas juntas de dilatação não
são visualmente inspecionados anualmente, os fatores de penalização deve ser
duplicada (F&EI Guide, 1994).
2.4.1.3.10 Uso de Equipamento com Chama
A presença de equipamentos com chama em um processo adiciona uma
probabilidade adicional de ignição quando líquidos, vapores ou poeiras inflamáveis
e combustíveis são liberados (F&EI Guide, 1994).
A penalidade é aplicada em uma de duas maneiras: primeira, para o
equipamento em si quando a unidade de processo para o cálculo do F&EI, e
segunda, para as diversas unidades de processo na proximidade do equipamento
com chama. A distância em pés a partir de um ponto provável de vazamento na
Unidade de Processo a ser avaliada para a entrada de ar do equipamento é a
distância referenciada a partir das equações para as curvas A-1 e A2.(F&EI Guide,
1994).
1. A curva A-1 (Figura 6) é usada:
a) Para cada unidade de processo no qual o material poderia ser liberado
acima do seu ponto de fulgor.
b) para qualquer unidade de processo no qual o material é um pó
combustível.
2. A curva A-2 (Figura 6) é usada:
a) Para cada unidade de processo no qual o material poderia ser liberado
acima do seu ponto de ebulição.
42
A penalidade é determinada construindo um gráfico ou pelas equações
para as curvas A-1 ou A-2, com a distância a partir de uma fonte potencial de
vazamento para a entrada de ar do equipamento e lendo a pena a partir da
intersecção com a curva adequada (A-1 ou A-2). (F&EI Guide, 1994).
As equações para as curvas A-1 e A-2 para a distância da fonte de possível
vazamento (X) e Penalidade (Y) são:
Curva A-1 : log . . .Y
X X X= −
+
−
33243
210375127
210142523
210
2 3
Curva A-2 : log . . .Y
X X X= −
−
+
0 3745
2102 70212
2102 09171
210
2 3
Se o equipamento com chama (no processo) em si é a unidade de
processamento a ser avaliada, a distância entre a fonte possível de fugas se torna
zero. Se o equipamento está a aquecer um material inflamável ou combustível, a
pena é de 1,00, mesmo que o material não é aquecido acima do seu ponto de
fulgor. A penalidade “J” não é aplicada ao lado do fogo (F&EI Guide, 1994).
No entanto, qualquer outra situação abrangida por esta secção envolvendo
um material processado abaixo do seu ponto de fulgor não recebe nenhuma
penalidade (F&EI Guide, 1994).
Se um equipamento com chama está localizado dentro da área de processo
e existe uma possibilidade de que o material na unidade de processo selecionada
como MF pode ser liberada acima do seu ponto de fulgor, é necessário uma
penalidade mínima de 0,10, independentemente da distância percorrida (F&EI
Guide, 1994).
Equipamentos com chama com projeto de "queimador de pressão" exigirá
apenas 50% da penalidade prevista para o projeto de queimador padrão, desde a
entrada de ar é seja 10 pés (3 m) ou mais e não é exposta à fontes potenciais de
vazamento. Entretanto, a penalidade de 50% não pode ser aplicada quando o
aquecedor é a Unidade de Processo a ser avaliada (F&EI Guide, 1994).
43
2.4.1.3.11 Sistema de aquecimento por troca térmica com óleo quente.
Desde a maioria dos óleos quentes (troca de calor) irão queimar e são
frequentemente usados acima de seus pontos de fulgor ou ponto de ebulição, eles
representam um perigo adicional em qualquer Unidade de Processo que os utiliza.
As penalidades nesta seção são baseadas na quantidade e da temperatura do
fluido de permuta de calor utilizado na unidade a ser avaliada (F&EI Guide, 1994).
Nenhuma penalidade é aplicada se o óleo quente é incombustível ou, se
um líquido combustível, é sempre usado abaixo do seu ponto de fulgor. No entanto,
a possibilidade de formação de neblinas deve ser considerada (F&EI Guide, 1994).
A quantidade a ser usada com a Tabela 3 para determinar a penalidade é
dada pelo menor dos:
Um vazamento de 15 minutos por um rompimento da linha de serviço da
Unidade de Processo ou
O inventário de óleo quente ativo no sistema.
A porção do sistema de troca de calor por óleo quente, que pode ser
classificada como "armazenamento", não é usado na determinação da capacidade
ativa a menos que esteja ligada a Unidade de Processo durante a maior parte do
tempo.
Recomenda-se que o F&EI para o sistema de circulação de óleo quente
em si seja determinado, incluindo o tanque ativo (não armazenamento), as bombas
e tubulação de distribuição/retorno. Essas determinações têm historicamente
levado a grandes valores de F&EI. Se o sistema de troca de óleo quente em si é a
unidade de processamento de ser avaliada, nenhuma penalidade é dada para esta
seção. No entanto, se um sistema de troca de óleo quente é localizado na área da
Unidade de Processo avaliada, a pena para a Secção J será aplicada (F&EI Guide,
1994).
44
Tabela 3 - Penalidade para Sistema de Aquecimento por Troca Térmica com Óleo Quente (F&EI
Guide, 1994).
Quantidade Galões (m3)
Penalidade Acima do Ponto
de Fulgor
Penalidade no ou Acima do Ponto
de Ebulição < 5,000 (< 18.9) 0.15 0.25 5,000 a 10,000 (18.9 a 37.9) 0.30 0.45 10,000 a 25,000 (37.9 a 94.6) 0.50 0.75 > 25,000 (94.6) 0.75 1.15
2.4.1.3.12 Equipamento Rotativo
Esta seção reconhece a exposição de risco de Unidades de Processo
incorporando grandes pedaços de equipamentos rotativos. Embora fórmulas não
tenham sido desenvolvidas para avaliar todos os tipos e tamanhos de equipamento
rotativo, há evidência estatística indicando que as bombas e compressores para
além de um determinado tamanho são passíveis de contribuir para um incidente
com perda (F&EI Guide, 1994).
A penalidade de 0,50 é aplicada às Unidades de Processo que utilizam ou
são:
a. Um compressor acima de 600 hp (456 kW).
b. Uma bomba que exceda 75 hp (56 kW).
c. Agitadores (misturadores) e bombas de circulação em que a falha pode
criar uma exotermia devido à falta de resfriamento por interrupção da
mistura ou da circulação do líquido refrigerante.
d. Outro equipamento rotativo de alta velocidade com um histórico
significante de perda; por exemplo, centrífugas.
Uma vez que todos os riscos de processo especiais foram avaliados, um
cálculo será feito com a soma do fator de base e todos os fatores de penalidade
aplicados nesta secção. O total deve ser colocado no campo chamado “Fator de
Risco de Processo Especial (F2)” no formulário do F&EI (F&EI Guide, 1994).
45
2.4.2 O Raio de Exposição
O F&EI é convertido no Raio de Exposição multiplicando o F&EI pelo fator
0.84. Este raio de exposição deve ser mostrado em “plot plans” para a unidade de
manufatura como item primordial o equipamento de processo como centro do
círculo usando o Raio de Exposição. Os círculos deveriam ser desenhados para
cada unidade de processo a ser analisado na unidade de manufatura (F&EI Guide,
1994).
Quando a unidade de processo a ser avaliada é uma parte pequena de um
equipamento, o raio de exposição pode ser considerado começar do começo do
item. O raio de exposição para equipamentos grandes se estenderia para fora da
superfície do equipamento para uma distância igual a que deveria ser considerado
como o “raio”. A área adicional é adicionada à área original da unidade de processo
para determinar a área de exposição. Para casos específicos, o centro da área de
exposição é geralmente um ponto de vazamento (F&EI Guide, 1994).
2.4.3 A Área de Exposição
O Raio de Exposição define uma Área de Exposição. A Área de Exposição
é calculada pela equação (F&EI Guide, 1994):
Area R= π 2 (m2)
A área que contém o equipamento que pode ser exposto à fogo ou
explosão de combustível-ar gerado na unidade de processo a ser avaliada. Para
avaliação do equipamento que pode ser danificado em um fogo ou explosão, na
verdade o volume é considerado (F&EI Guide, 1994).
É sabido que um incidente de fogo e/ou explosão não se espalha em um
círculo perfeito produzindo danos iguais em todas as direções. Os danos reais
podem ser afetados pela posição do equipamento, direção do vento e Sistema de
drenagem, todos fatores importantes influenciando projeto de prevenção de perdas.
No entanto, o círculo nos dá uma boa base para cálculo de valores (F&EI Guide,
1994).
46
2.4.4 Determinação do Fator de Dano
O Fator de Dano é determinado através de uma relação entre o Fator de
Risco da Unidade de Processo (F3) e o Fator Material (MF). O Fator de Dano (Y) é
dado a partir do F3 (X) através de equações para cada MF (F&EI Guide, 1994).
O Fator de Dano representa o efeito global de dano do fogo somado à
explosão resultado de um vazamento de combustível ou energia reativa da unidade
de processo (F&EI Guide, 1994).
Com o aumento do Fator Material (MF) e Fator de Risco da Unidade de
Processo (F3), o fator de dano irá aumentar de 0.01 a 1.00 (F&EI Guide, 1994).
2.5 Índice de Exposição Química – CEI
O Índice de Exposição Química (CEI – Chemical Exposure Index) fornece
um método simples para classificação do potencial de perigo agudo à saúde para
pessoas em plantas vizinhas ou comunidades para incidentes hipotéticos de
liberação química. Esta não é uma medida absoluta de risco. O sistema CEI irá
fornecer um método de classificar um perigo relativo a outro. Isto NÃO pretende
definir se um local é seguro ou não (CEI Guide, 1993).
O CEI é utilizado:
• Para conduzir um Processo de Análise de Risco inicial.
• Em cálculos do Índice de Classificação de Distribuição (DRI).
• Para todos os locais em processo de revisão, que fornece a oportunidade
de fazer recomendações para eliminar, reduzir ou mitigar vazamentos.
• Em Planejamento de Resposta de Emergência.
2.5.1 Cálculo do CEI
2.5.1.1 Cenários para estimar a taxa de liberação d e nuvem tóxica
47
O propósito da seleção de cenário é determinar qual tubulação de processo
ou equipamento tem o maior potencial hipotético para liberação de quantidades
significativas de químico tóxico.
Condições de processo como temperatura, pressão e estado físico devem
ser considerados assim como tamanho da tubulação desde que tenham impacto
na taxa de liberação (CEI Guide, 1993).
Seleção de Cenário para CEI: Selecione o cenário que dê a maior taxa
de liberação de nuvem tóxica.
1. Tubulação de processo
Ruptura da tubulação de processo com maior diâmetro:
> Menores de 2 polegadas – ruptura total
> De 2 a 4 polegadas – ruptura de 2 polegadas
> Maiores que 4 polegadas – ruptura de área de 20% da secção
transversal.
2. Magotes
Ruptura total
3. Dispositivos de alívio de emergência aliviando diretamente para a
atmosfera
Calculada taxa de liberação total à pressão de alívio. Assume-se que todo
o material liberado é vaporizado.
4. Tanques
Ruptura baseada na maior tubulação de processo ligada ao tanque
utilizando o critério de tubulações acima.
5. “Overflow” de tanque e espirros
6. Outros
Os cenários pode ser estabelecido baseado na experiência da planta ou
da tecnologia, eles podem ser o resultado de uma revisão ou derivado de
um estudo de análise de perigos. Eles também podem ser baseados na
experiência de outra tecnologia se o evento poderia ocorrer nesta
unidade.
O tratamento de liberações contínuas de duração instantânea ou muito
curta é simplificada para o cálculo do CEI. Liberações de todos os cenários são
48
considerados continuar por pelo menos 5 minutos. Se uma liberação é instantânea
ou excede o inventário total durante este tempo, a taxa de liberação é calculada
dividindo o inventário total por 5 minutos (CEI Guide, 1993).
Depois desta avaliação, escolha a maior taxa de liberação apara o cálculo
do CEI (CEI Guide, 1993).
2.5.1.2 Emergency Response Planning Guidelines (ERP G)
A Associação Americana de Higiene Industrial (AIHA) publicou os valores
dos Guias para Planejamento de Resposta a Emergência (ERPG) que pretende
prover estimativas de faixas de concentração onde foram observados
antecipadamente efeitos adversos (CEI Guide, 1993).
Os guias foram feitos para determinar prioridades, avaliar a adequação de
contenção, identificar áreas contra o vento que possam ser utilizadas durante uma
liberação e desenvolver planos de resposta a emergência. A necessidade de um
ERPG é baseada na volatilidade do químico, sua toxicidade, a quantidade que pode
ser liberada e a percepção do público ao risco em potencial (CEI Guide, 1993).
As definições dos ERPGs seguem:
ERPG-1 é a concentração máxima no ar, abaixo do qual se acredita que
quase todos os indivíduos podiam ser expostos durante uma hora sem
experimentar outros efeitos adversos brandos e transientes sobre a saúde ou
perceber claramente um odor desagradável (CEI Guide, 1993).
ERPG-2 é a concentração máxima no ar, abaixo do qual acredita-se que
quase todos os indivíduos podem ser expostos por até uma hora sem experimentar
ou desenvolver efeitos irreversíveis ou outro efeito grave para a saúde ou sintomas
que possam prejudicar sua capacidade de tomar medidas de proteção (CEI Guide,
1993).
ERPG-3 representa a concentração máxima no ar, abaixo do qual se
acredita que quase todos os indivíduos podem ser expostos durante até uma hora
sem experimentar ou desenvolver efeitos para a saúde que ameaçam a vida (CEI
Guide, 1993).
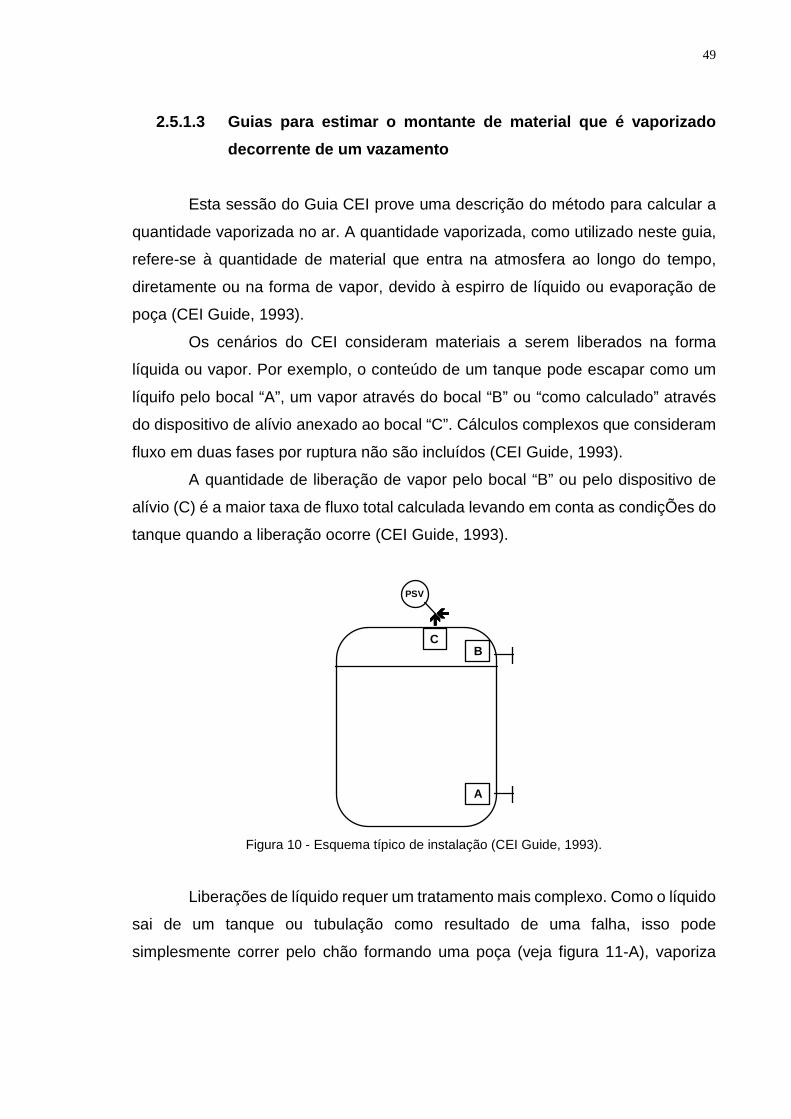
49
2.5.1.3 Guias para estimar o montante de material q ue é vaporizado
decorrente de um vazamento
Esta sessão do Guia CEI prove uma descrição do método para calcular a
quantidade vaporizada no ar. A quantidade vaporizada, como utilizado neste guia,
refere-se à quantidade de material que entra na atmosfera ao longo do tempo,
diretamente ou na forma de vapor, devido à espirro de líquido ou evaporação de
poça (CEI Guide, 1993).
Os cenários do CEI consideram materiais a serem liberados na forma
líquida ou vapor. Por exemplo, o conteúdo de um tanque pode escapar como um
líquifo pelo bocal “A”, um vapor através do bocal “B” ou “como calculado” através
do dispositivo de alívio anexado ao bocal “C”. Cálculos complexos que consideram
fluxo em duas fases por ruptura não são incluídos (CEI Guide, 1993).
A quantidade de liberação de vapor pelo bocal “B” ou pelo dispositivo de
alívio (C) é a maior taxa de fluxo total calculada levando em conta as condiçÕes do
tanque quando a liberação ocorre (CEI Guide, 1993).
Figura 10 - Esquema típico de instalação (CEI Guide, 1993).
Liberações de líquido requer um tratamento mais complexo. Como o líquido
sai de um tanque ou tubulação como resultado de uma falha, isso pode
simplesmente correr pelo chão formando uma poça (veja figura 11-A), vaporiza
CB
A
PSV
����
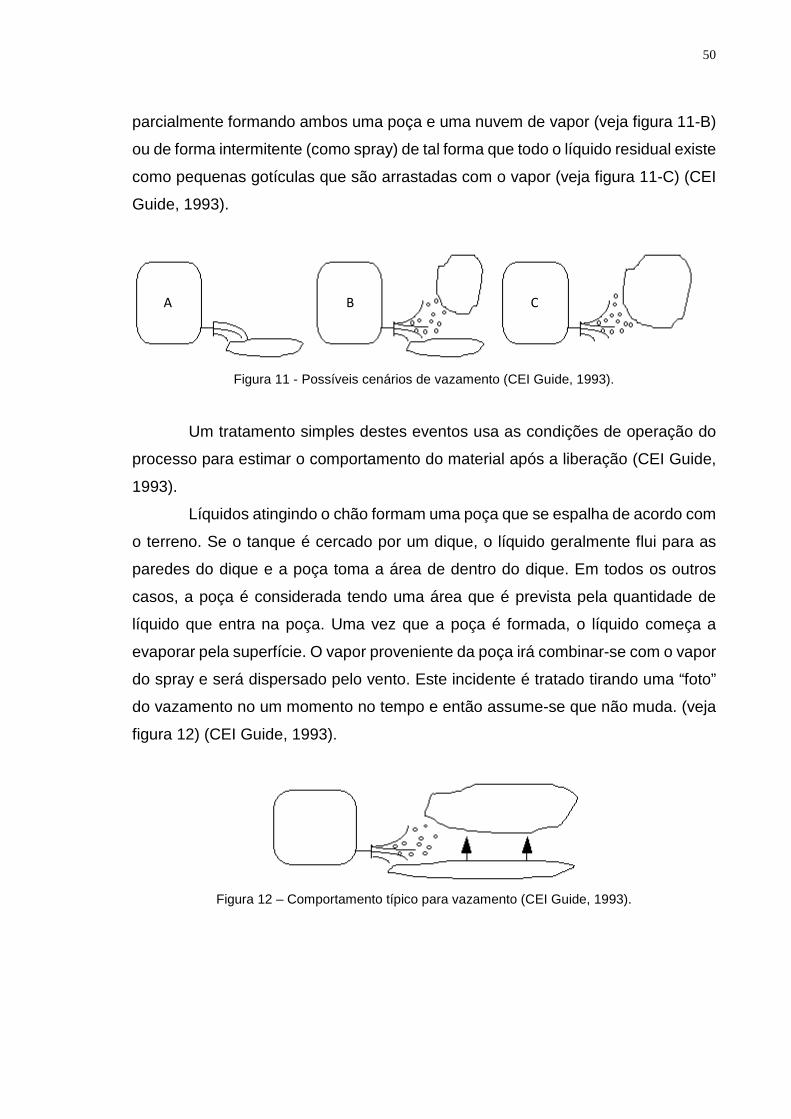
50
parcialmente formando ambos uma poça e uma nuvem de vapor (veja figura 11-B)
ou de forma intermitente (como spray) de tal forma que todo o líquido residual existe
como pequenas gotículas que são arrastadas com o vapor (veja figura 11-C) (CEI
Guide, 1993).
Figura 11 - Possíveis cenários de vazamento (CEI Guide, 1993).
Um tratamento simples destes eventos usa as condições de operação do
processo para estimar o comportamento do material após a liberação (CEI Guide,
1993).
Líquidos atingindo o chão formam uma poça que se espalha de acordo com
o terreno. Se o tanque é cercado por um dique, o líquido geralmente flui para as
paredes do dique e a poça toma a área de dentro do dique. Em todos os outros
casos, a poça é considerada tendo uma área que é prevista pela quantidade de
líquido que entra na poça. Uma vez que a poça é formada, o líquido começa a
evaporar pela superfície. O vapor proveniente da poça irá combinar-se com o vapor
do spray e será dispersado pelo vento. Este incidente é tratado tirando uma “foto”
do vazamento no um momento no tempo e então assume-se que não muda. (veja
figura 12) (CEI Guide, 1993).
Figura 12 – Comportamento típico para vazamento (CEI Guide, 1993).
A B C
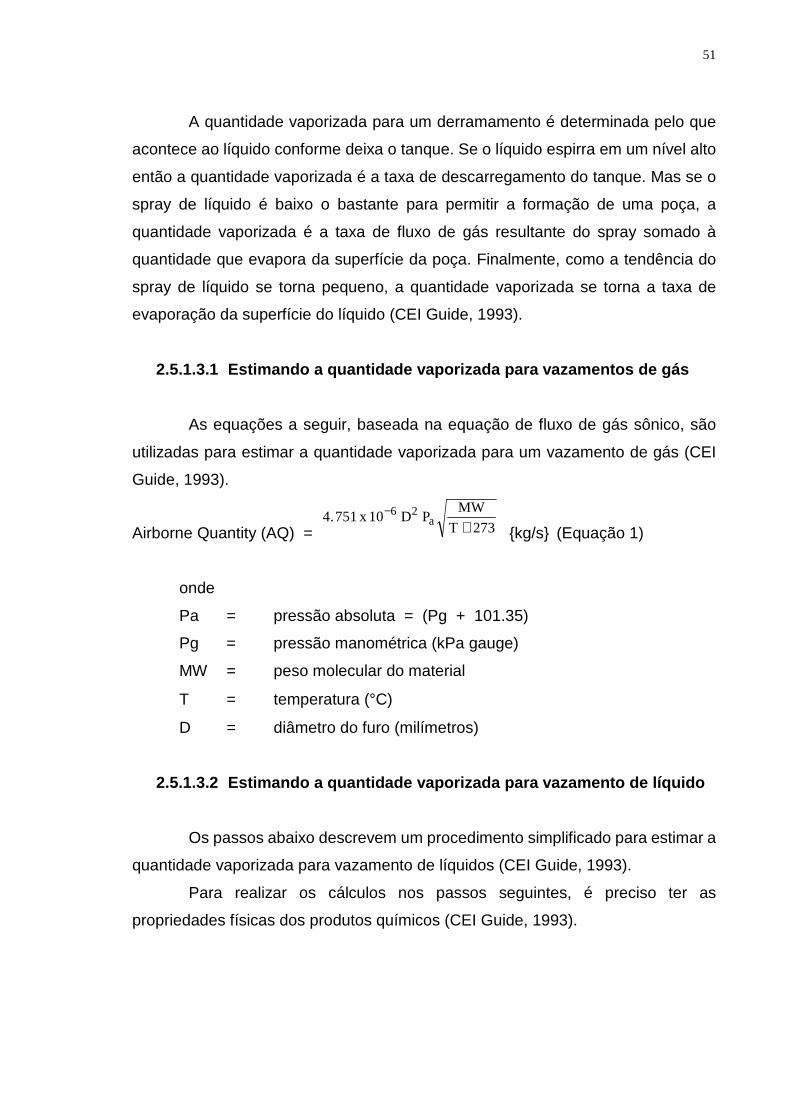
51
A quantidade vaporizada para um derramamento é determinada pelo que
acontece ao líquido conforme deixa o tanque. Se o líquido espirra em um nível alto
então a quantidade vaporizada é a taxa de descarregamento do tanque. Mas se o
spray de líquido é baixo o bastante para permitir a formação de uma poça, a
quantidade vaporizada é a taxa de fluxo de gás resultante do spray somado à
quantidade que evapora da superfície da poça. Finalmente, como a tendência do
spray de líquido se torna pequeno, a quantidade vaporizada se torna a taxa de
evaporação da superfície do líquido (CEI Guide, 1993).
2.5.1.3.1 Estimando a quantidade vaporizada para va zamentos de gás
As equações a seguir, baseada na equação de fluxo de gás sônico, são
utilizadas para estimar a quantidade vaporizada para um vazamento de gás (CEI
Guide, 1993).
Airborne Quantity (AQ) = 4 751 10
2736 2. x D P
MW
T−
+a {kg/s} (Equação 1)
onde
Pa = pressão absoluta = (Pg + 101.35)
Pg = pressão manométrica (kPa gauge)
MW = peso molecular do material
T = temperatura (°C)
D = diâmetro do furo (milímetros)
2.5.1.3.2 Estimando a quantidade vaporizada para va zamento de líquido
Os passos abaixo descrevem um procedimento simplificado para estimar a
quantidade vaporizada para vazamento de líquidos (CEI Guide, 1993).
Para realizar os cálculos nos passos seguintes, é preciso ter as
propriedades físicas dos produtos químicos (CEI Guide, 1993).
52
Passo 1: Determinar a taxa de fluxo de líquido send o liberado
A taxa de liberação de líquido (L) é dada pelas equações a seguir.
Estas equações consideram que a liberação por todos os cenários irão
perdurar por pelo menos cinco minutos antes que as liberações possam ser
interrompidas. Se uma liberação de cinco minutes exceder o inventário total, a taxa
de liberação é calculada dividindo o inventário total por cinco minutos (CEI Guide,
1993).
L x D
Phl
g
l= +−9 44 10
10009 87 2. .ρ
ρ∆
{kg/s} (Equação 2)
onde
Pg = pressão manométrica (kPa)
(Nota: para um tanque aberto para a atmosfera Pg = 0)
ρl = densidade do líquido na temperatura de operação (kg/m3)
∆h = altura de líquido acima do ponto de liberação (metros)
D = diâmetro do furo (milímetros)
Passo 2: Determinar o total de líquido liberado.
O montante total de material contribuindo para a formação da poça deve
ser estimado a fim de determinar o tamanho da poça. Se um vazamento é grande
o bastante para esvaziar o tanque em menos de 15 minutos (incluindo vazamentos
muito grandes que ocorrem em menos de 5 minutos), a massa do líquido entrando
na poça é o inventário total do tanque. Para uma liberação continua de longa
duração (durando mais de 15 minutos) considera-se que a poça atinge um tamanho
final em 15 minutos. Neste caso, a massa que determina o tamanho da poça é a
taxa de liberação multiplicado por 15 minutos (900 segundos) (CEI Guide, 1993).
A liberação total de líquido (WT) é o inventário do tanque (o tanque é
esvaziado em menos de 15 minutos) ou dado por:
W LT = 900 {kg} (Equação 3)
onde
L = taxa de fluxo de líquido (kg/s)
53
Compare o WT calculado com o inventário do Sistema envolvido neste
vazamento. O total de líquido considerado estar envolvido no vazamento é o menor
destes dois valores (CEI Guide, 1993).
WT = menor que WT calculado ou inventário do sistema
Passo 3: Calcular a fração espirrada.
Compare a temperatura de operação do líquido com seu ponto de ebulição.
Se a temperatura é menos que o ponto de ebulição, a fração espirrada é zero. Vá
para o Passo 4, Equação 6. Se a temperatura é maior que o ponto de ebulição,
calcule a fração espirrada (FV) (CEI Guide, 1993).
A fração do líquido que irá espirrar (FV) quando liberado é dado por:
( )FC
HT Tv
p
vs b= −
(Equação 4)
onde
Tb = ponto de ebulição do líquido °C
Ts = temperatura de operação do líquido °C
Cp = capacidade térmica média do líquido J/kg/°C
Hv = calor de vaporização do líquido J/kg
Como o spray ocorre, parte do líquido serão gotículas arrastadas. Algumas
das gotículas são tão pequenas que viajam com o vapor enquanto as gotículas
maiores caem no chão e são coletadas na poça. Como uma aproximação, o
montante de material que fica no vapor é cinco vezes a quantidade espirrada.
Portanto, se 20% do material espirra, todo a corrente vaporiza-se e a poça não se
forma (CEI Guide, 1993).
A quantidade vaporizada produzida pelo spray (AQf) é dada por:
AQ F Lf v= 5 ( ) ( ) {kg/s} (Equação 5)
onde
L = taxa de fluxo de líquido (kg/s)
Se Fv > 0.2 então AQf = L e a poça não se forma. Vá ao Passo 6.
54
Passo 4: Determinar o tamanho da poça.
A massa total de líquido que entra na poça (Wp) é dado por:
W W Fp T v= −( )1 5 {kg} (Equação 6)
onde
WT = total de líquido liberado (kg)
Fv = fração espirrada
Note que se não há spray de material, Wp = WT (kg)
O tamanho da poça é aproximado assumindo que a poça tem um
centímetro de profundidade. Se o derramamento é em uma área dicada e de
tamanho suficiente, então o tamanho da poça é igual a área do dique (CEI Guide,
1993).
A área da poça (Ap) é dada por:
Pool Area AW
pp
l( ) = 100
ρ {m2} (Equação 7)
onde
Wp = massa total que entra na poça (kg)
ρl = densidade (kg/m3)
Passo 5: Determinar a quantidade evaporada da super fície da poça.
A quantidade evaporada da superfície da poça (AQp) é dada por (CEI
Guide, 1993):
( )AQ x AMW P
Tp pv =
+−9 0 10
2734 0 95.
( ).
{kg/s} (Equação 8)
onde
Ap = área da poça (m2)
MW = peso molecular
Pv = pressão de vapor do líquido na temperatura característica da poça
(kPa)
T = temperatura característica da poça (°C) (veja Condições 1 e 2)
55
Condição 1
Se o líquido está na temperatura ambiente ou acima mas abaixo do seu
ponto de ebulição, a temperatura característica da poça é igual a temperatura de
operação (CEI Guide, 1993).
Condição 2
Se o líquido está em seu ponto de ebulição ou acima, a temperatura
característica da poça é a temperatura de ebulição do líquido à pressão atmosférica
(CEI Guide, 1993).
Passo 6: Calcular a quantidade total vaporizada no ar.
A quantidade total vaporizada no ar (AQ) é calculada por:
AQ AQ AQf p= + {kg/s} (Equação 9)
onde
AQf = quantidade vaporizada resultante do spray (kg/s)
AQp = quantidade evaporada da superfície da poça (kg/s)
Se quantidade vaporizada no ar total é maior que a taxa de fluxo de líquido
(L), determina-se AQ = L (CEI Guide, 1993).
2.5.1.4 Índice de Exposição Química
Todos os cálculos do CEI considera-se uma dissipação pelo vento de 5 m/s
e condições climáticas neutras (CEI Guide, 1993).
O Índice de Exposição Química é dado por:
CEIAQ= 655 1.
ERPG-2 (Equação 10)
onde
AQ = quantidade vaporizada no ar (kg/s)
ERPG-2 = valor tabelado (mg/m3)
Se o valor do CEI calculado é maior que 1000, determina-se CEI = 1000
(CEI Guide, 1993).
56
2.5.1.5 Distância de Risco
A Distância de Risco (HD) é a distância para a concentração ERPG-1, -2
ou -3 e é derivada da seguinte equação (CEI Guide, 1993):
HD 6551AQ
ERPG=
{metros} (Equação 11)
onde
AQ = quantidade vaporizada no ar (kg/s)
ERPG = ERPG-1, ERPG-2 ou ERPG-3 (mg/m3)
Se HD é maior que 10,000 metros, determina-se HD = 10,000 metros (CEI
Guide, 1993).
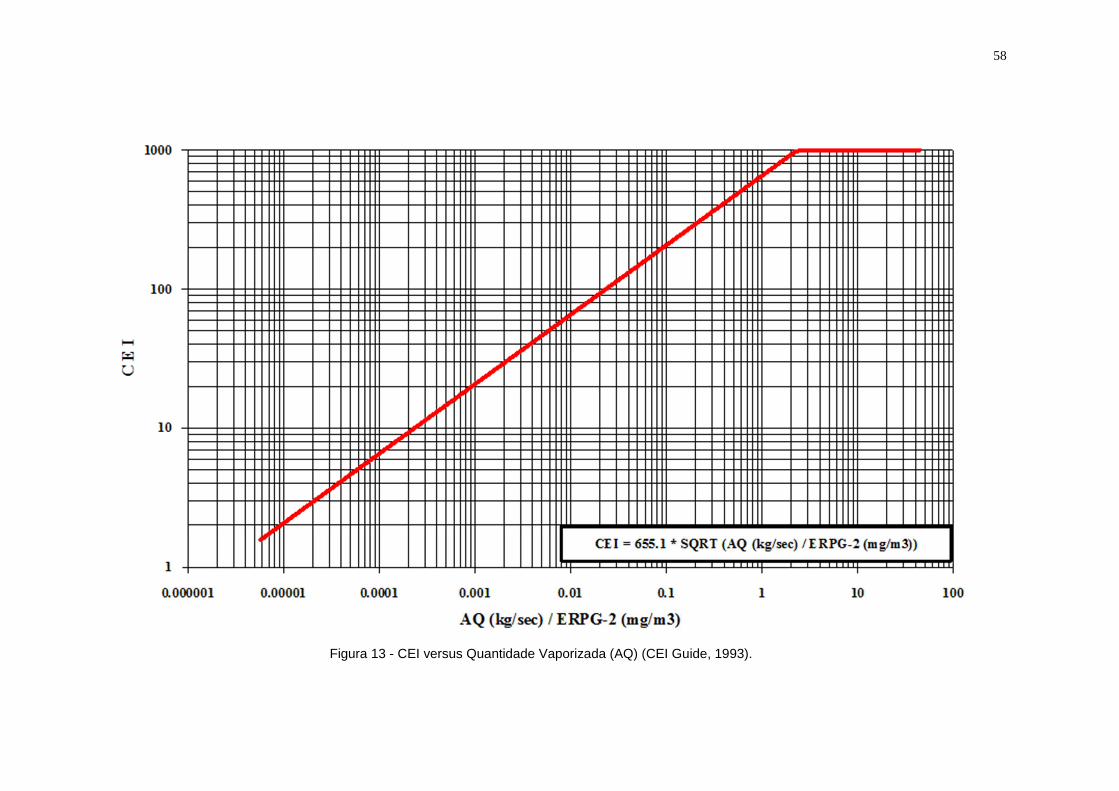
58
Figura 13 - CEI versus Quantidade Vaporizada (AQ) (CEI Guide, 1993).
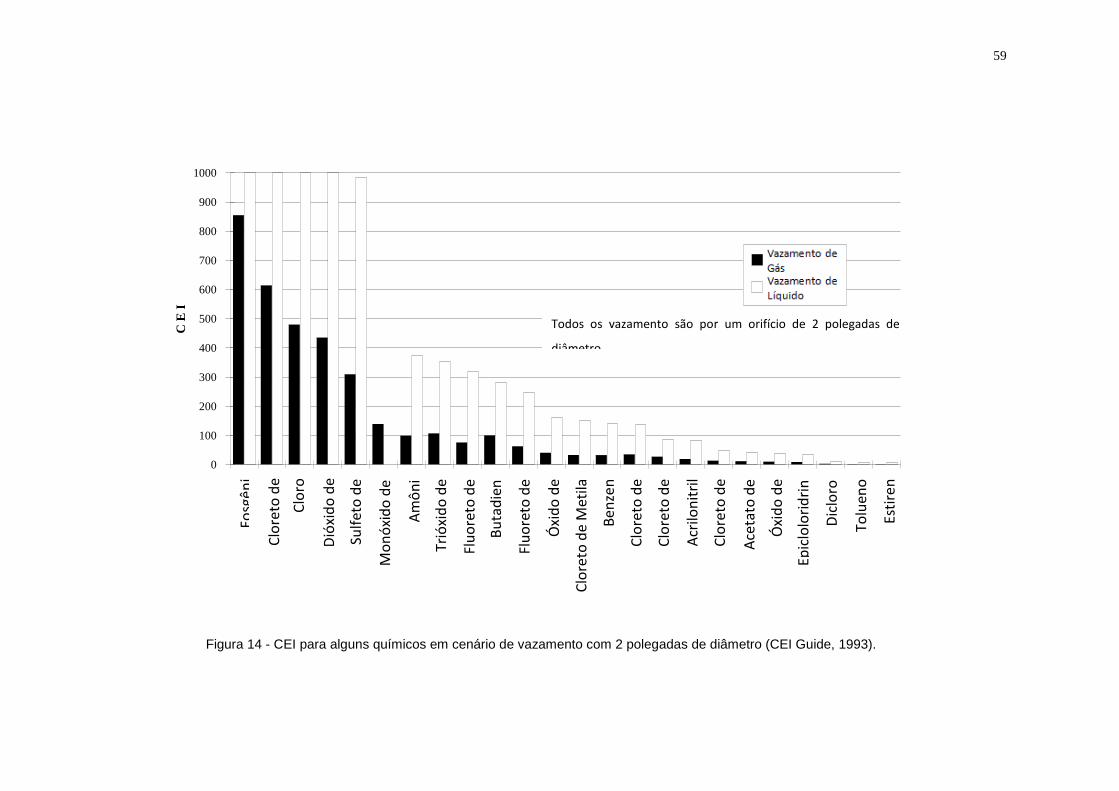
59
Figura 14 - CEI para alguns químicos em cenário de vazamento com 2 polegadas de diâmetro (CEI Guide, 1993).
C E
I
0
100
200
300
400
500
600
700
800
900
1000
Pho
sgen
e
Hyd
roge
n ch
lori
de
Chl
orin
e
Sulp
hur
diox
ide
Hyd
roge
n su
lfid
e
Car
bon
mon
oxid
e
Am
mon
ia
Sulp
hur
trio
xide
Hyd
roge
n fl
uori
de
But
adie
ne
Sulf
uryl
flu
orid
e
Eth
ylen
e ox
ide
Met
hyl c
hlor
ide
Ben
zene
All
yl c
hlor
ide
Vin
ylid
ene
chlo
ride
Acr
ylon
itri
le
Vin
yl c
hlor
ide
Vin
yl a
ceta
te
Prop
ylen
e ox
ide
Epi
chlo
rohy
drin
Eth
ylen
e di
chlo
ride
Tol
uene
dii
socy
anat
e
Styr
ene
Gas Release
Liquid Release
All releases are from a 2 in. diameter hole.Storage conditions are 25 degrees C and saturated.
Todos os vazamento são por um orifício de 2 polegadas de
diâmetro.
Fosg
êni
Clo
reto
de
Clo
ro
Dió
xid
o d
e
Sulf
eto
de
Mo
nó
xid
o d
e
Am
ôn
i
Trió
xid
o d
e
Flu
ore
to d
e
Bu
tad
ien
Flu
ore
to d
e
Óxi
do
de
Clo
reto
de
Met
ila
Ben
zen
Clo
reto
de
Clo
reto
de
Acr
ilon
itri
l
Epic
lolo
rid
rin
Clo
reto
de
Ace
tato
de
Óxi
do
de
Dic
loro
Tolu
eno
Esti
ren
60
2.6 Análise das Camadas de Proteção – LOPA
A Análise das Camadas de Proteção – LOPA (Layer of Protection Analysis) - não
é apenas mais uma ferramenta de análise de perigos ou de risco. É uma ferramenta
semiquantitativa de engenharia utilizada para assegurar que o risco de um processo é
suficientemente mitigado a um nível aceitável. O LOPA é uma metodologia racional, que
proporciona um meio rápido e eficaz de identificação das camadas de proteção que
reduzem a frequência e/ou a consequência de incidentes perigosos; fornece critérios e
restrições específicos para a avaliação das camadas de proteção independentes,
eliminando a subjetividade de métodos qualitativos a um custo substancialmente menor,
comparado ao custo de técnicas quantitativas completas (VASCONCELOS, 2008).
2.6.1 O que é o LOPA?
O propósito primário do LOPA é determinar se existem camadas de proteção
suficientes para fazer frente a um cenário de acidente. Dependendo da complexidade do
processo e da severidade do acidente, podem ser necessárias uma ou diversas camadas
de proteção, de forma que o risco de acidente se torne tolerável (SOARES, 2010).
O LOPA é uma forma simplificada de avaliação de risco. Tipicamente a LOPA
utiliza categorias de ordens de grandeza para frequência de eventos iniciadores,
severidade da consequência, e probabilidade de falha das camadas de proteção
independente (IPL - independent protection layers) para aproximar o risco de um cenário
(AIChE/CCPS, 2001).
Assim como muitos outros métodos de análise de risco, o propósito principal do
LOPA é determinar se há camadas de proteção suficiente contra um cenário de acidente
(o risco pode ser tolerado?). Como ilustrado na figura 15 muitos tipos de camadas de
proteção são possíveis. Um cenário pode requerer uma ou muitas camadas de proteção
dependendo da complexidade do processo e severidade potencial de uma
consequência. Note que para um cenário, apenas uma camada de proteção deve ter
sucesso para que a consequência seja prevenida. No entanto, se nenhuma camada for
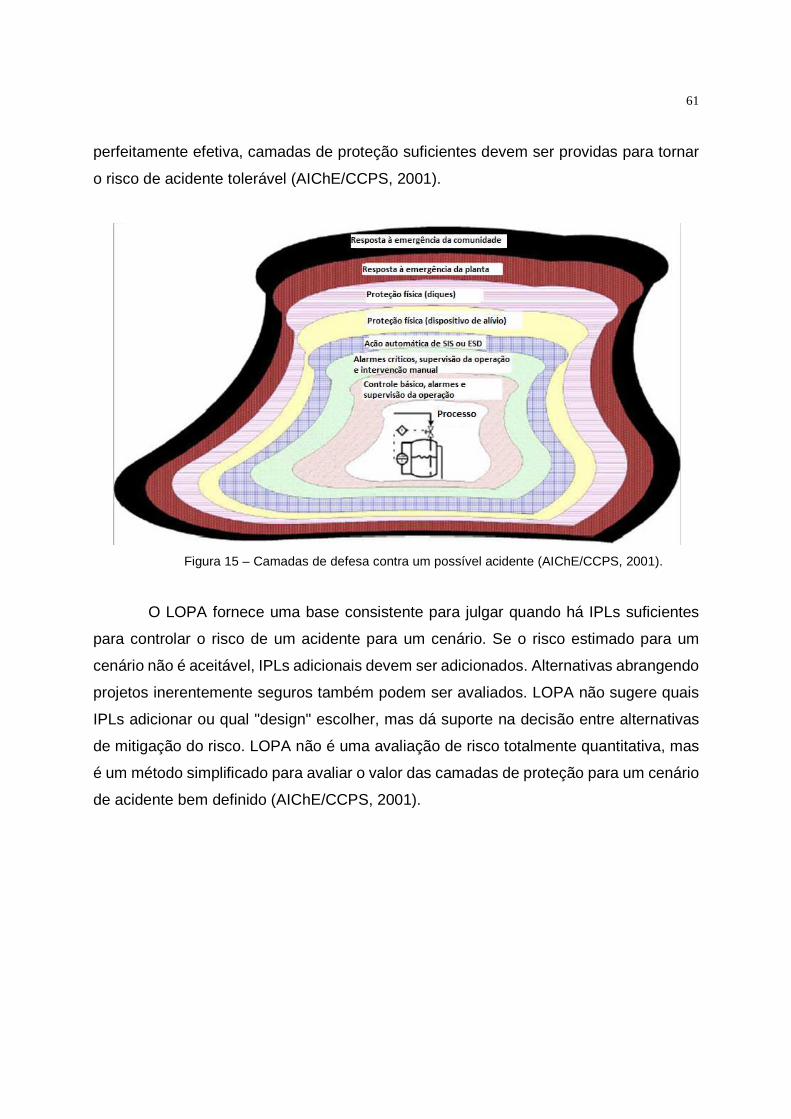
61
perfeitamente efetiva, camadas de proteção suficientes devem ser providas para tornar
o risco de acidente tolerável (AIChE/CCPS, 2001).
Figura 15 – Camadas de defesa contra um possível acidente (AIChE/CCPS, 2001).
O LOPA fornece uma base consistente para julgar quando há IPLs suficientes
para controlar o risco de um acidente para um cenário. Se o risco estimado para um
cenário não é aceitável, IPLs adicionais devem ser adicionados. Alternativas abrangendo
projetos inerentemente seguros também podem ser avaliados. LOPA não sugere quais
IPLs adicionar ou qual "design" escolher, mas dá suporte na decisão entre alternativas
de mitigação do risco. LOPA não é uma avaliação de risco totalmente quantitativa, mas
é um método simplificado para avaliar o valor das camadas de proteção para um cenário
de acidente bem definido (AIChE/CCPS, 2001).
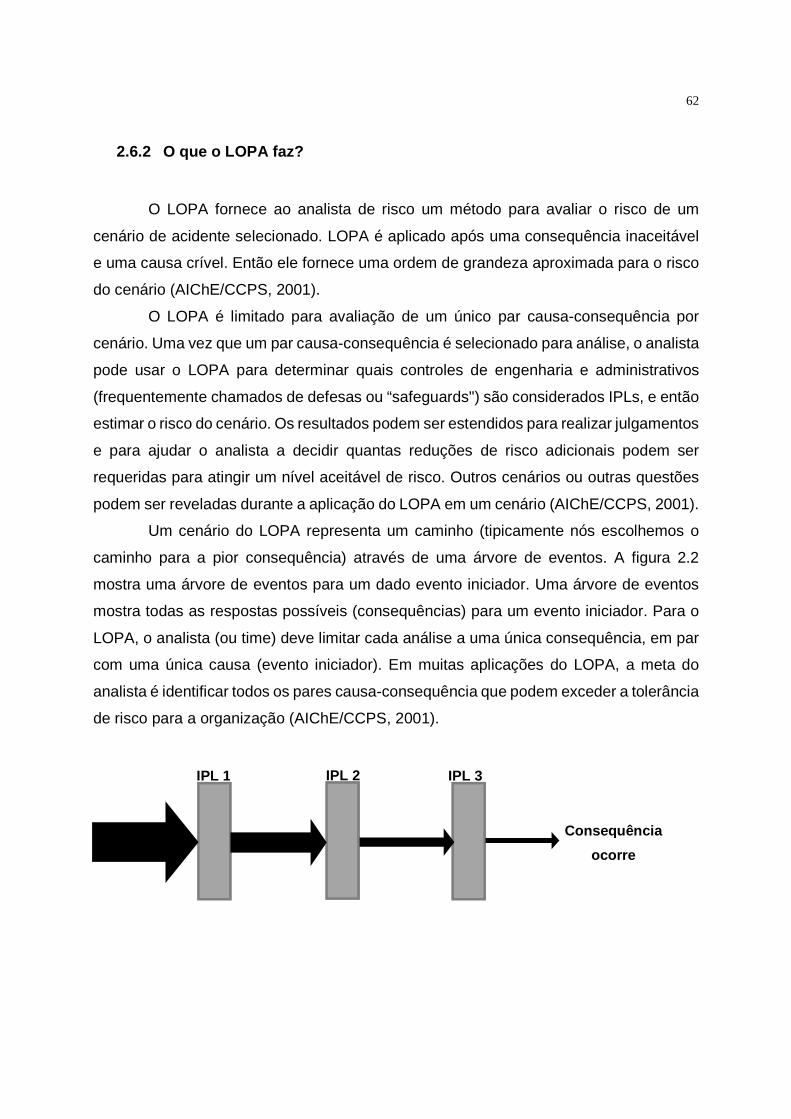
62
2.6.2 O que o LOPA faz?
O LOPA fornece ao analista de risco um método para avaliar o risco de um
cenário de acidente selecionado. LOPA é aplicado após uma consequência inaceitável
e uma causa crível. Então ele fornece uma ordem de grandeza aproximada para o risco
do cenário (AIChE/CCPS, 2001).
O LOPA é limitado para avaliação de um único par causa-consequência por
cenário. Uma vez que um par causa-consequência é selecionado para análise, o analista
pode usar o LOPA para determinar quais controles de engenharia e administrativos
(frequentemente chamados de defesas ou “safeguards") são considerados IPLs, e então
estimar o risco do cenário. Os resultados podem ser estendidos para realizar julgamentos
e para ajudar o analista a decidir quantas reduções de risco adicionais podem ser
requeridas para atingir um nível aceitável de risco. Outros cenários ou outras questões
podem ser reveladas durante a aplicação do LOPA em um cenário (AIChE/CCPS, 2001).
Um cenário do LOPA representa um caminho (tipicamente nós escolhemos o
caminho para a pior consequência) através de uma árvore de eventos. A figura 2.2
mostra uma árvore de eventos para um dado evento iniciador. Uma árvore de eventos
mostra todas as respostas possíveis (consequências) para um evento iniciador. Para o
LOPA, o analista (ou time) deve limitar cada análise a uma única consequência, em par
com uma única causa (evento iniciador). Em muitas aplicações do LOPA, a meta do
analista é identificar todos os pares causa-consequência que podem exceder a tolerância
de risco para a organização (AIChE/CCPS, 2001).
IPL 1 IPL 2 IPL 3
Consequência
ocorre
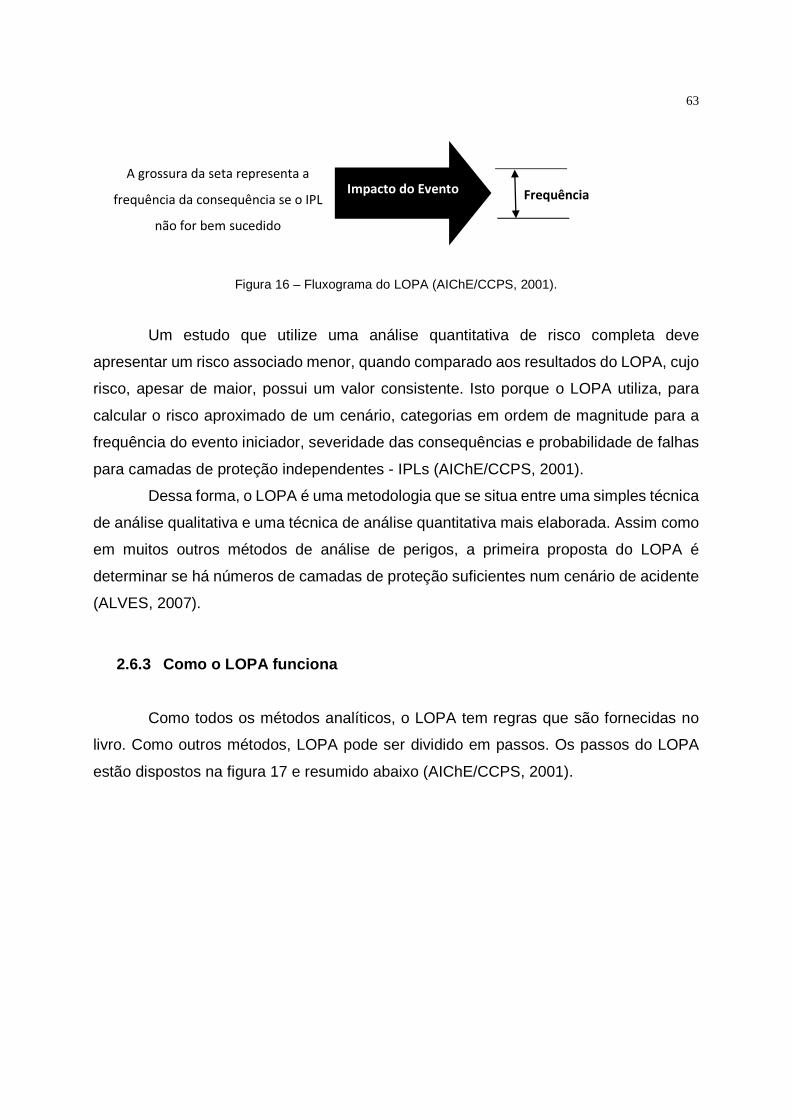
63
Figura 16 – Fluxograma do LOPA (AIChE/CCPS, 2001).
Um estudo que utilize uma análise quantitativa de risco completa deve
apresentar um risco associado menor, quando comparado aos resultados do LOPA, cujo
risco, apesar de maior, possui um valor consistente. Isto porque o LOPA utiliza, para
calcular o risco aproximado de um cenário, categorias em ordem de magnitude para a
frequência do evento iniciador, severidade das consequências e probabilidade de falhas
para camadas de proteção independentes - IPLs (AIChE/CCPS, 2001).
Dessa forma, o LOPA é uma metodologia que se situa entre uma simples técnica
de análise qualitativa e uma técnica de análise quantitativa mais elaborada. Assim como
em muitos outros métodos de análise de perigos, a primeira proposta do LOPA é
determinar se há números de camadas de proteção suficientes num cenário de acidente
(ALVES, 2007).
2.6.3 Como o LOPA funciona
Como todos os métodos analíticos, o LOPA tem regras que são fornecidas no
livro. Como outros métodos, LOPA pode ser dividido em passos. Os passos do LOPA
estão dispostos na figura 17 e resumido abaixo (AIChE/CCPS, 2001).
Impacto do Evento Frequência A grossura da seta representa a
frequência da consequência se o IPL
não for bem sucedido
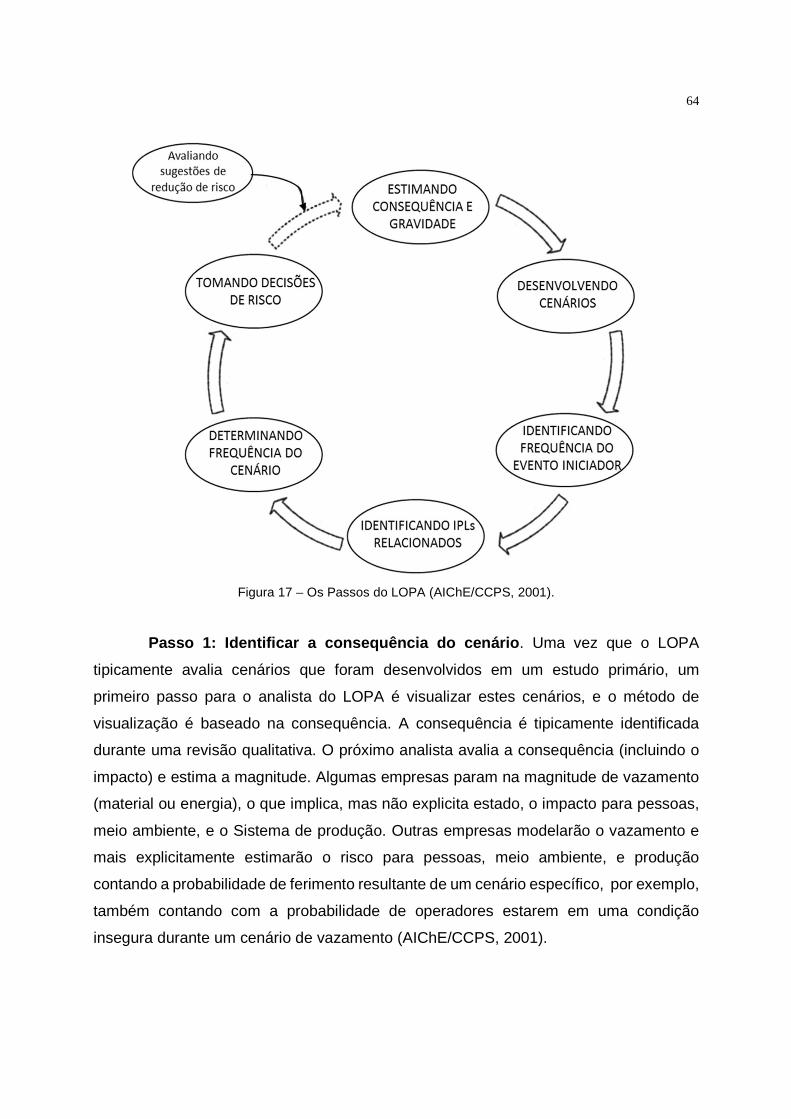
64
Figura 17 – Os Passos do LOPA (AIChE/CCPS, 2001).
Passo 1: Identificar a consequência do cenário . Uma vez que o LOPA
tipicamente avalia cenários que foram desenvolvidos em um estudo primário, um
primeiro passo para o analista do LOPA é visualizar estes cenários, e o método de
visualização é baseado na consequência. A consequência é tipicamente identificada
durante uma revisão qualitativa. O próximo analista avalia a consequência (incluindo o
impacto) e estima a magnitude. Algumas empresas param na magnitude de vazamento
(material ou energia), o que implica, mas não explicita estado, o impacto para pessoas,
meio ambiente, e o Sistema de produção. Outras empresas modelarão o vazamento e
mais explicitamente estimarão o risco para pessoas, meio ambiente, e produção
contando a probabilidade de ferimento resultante de um cenário específico, por exemplo,
também contando com a probabilidade de operadores estarem em uma condição
insegura durante um cenário de vazamento (AIChE/CCPS, 2001).
65
Passo 2 : Selecionar um cenário de acidente . O LOPA é aplicado para um
cenário de cada vez. O cenário pode vir de outras análises (como análises qualitativas),
mas o cenário descreve um único par causa-consequência (AIChE/CCPS, 2001).
Passo 3: Identificar o evento iniciador do cenário e determ ine a frequência
do evento iniciador (eventos por ano) . O evento iniciador deve levar à consequência
(dada a falha de todas as salvaguardas). A frequência deve levar em conta os aspectos
de experiência do cenário, como a frequência do modo de operação para o qual o cenário
é válido. A maior parte das empresas fornecem guias para estimar a frequência para ter
consistência nos resultados do LOPA (AIChE/CCPS, 2001).
Passo 4: Identificar os IPLs e estime a probabilidade de fa lha em demanda
para cada IPL . Lembre-se que LOPA é a abreviação para “análise das camadas de
proteção”. Alguns cenários de acidentes irão requerer somente um IPL, enquanto outros
podem requerer muitos IPLs, ou IPLs com probabilidade muito baixa de falha em
demanda, para atingir um risco tolerável para o cenário. Reconhecendo as salvaguardas
existentes que atendem os requisitos de IPLs para um dado cenário é o coração do
LOPA. Muitas empresas fornecem valores pré-determinados de IPLs para o uso do
analista, então o analista pode escolher valores que melhor se encaixem no cenário a
ser analisado (AIChE/CCPS, 2001).
Passo 5: Estimar o risco do cenário pela combinação matemát ica da
consequência, evento iniciador, e dados de IPL . Outros fatores podem ser incluídos
durante o cálculo, dependendo da definição da consequência. Abordagens incluem
métodos com fórmulas aritméticas e gráficas. Considerando os métodos, muitas
empresas fornecem um formulário padrão para documentar resultados (AIChE/CCPS,
2001).
Passo 6 : Avaliar o risco de chegar a uma decisão sobre o c enário . Isto incluí
comparação do risco do cenário ao critério de tolerância ao risco da empresa/ ou
relacionado aos “targets” (AIChE/CCPS, 2001).
66
2.6.3.1 ESTIMANDO A CONSEQUÊNCIA E GRAVIDADE
2.6.3.1.1 Propósito
Um componente do risco de qualquer cenário de acidente é sua consequência.
No LOPA, a consequência é estimada por uma ordem de magnitude da gravidade, que
requer muito menos esforço do que a modelagem matemática, e ainda assim facilita a
comparação do risco de diferentes cenários. Esta secção cita os vários tipos de análises
de consequência usado no LOPA. Este é o primeiro passo do método LOPA
(AIChE/CCPS, 2001).
2.6.3.1.2 Consequências de Interesse
Consequências são os resultados indesejáveis de cenários de acidentes. Uma
dos primeiras decisões que uma organização deve fazer ao implementar o LOPA é como
definir o ponto final da consequência. Algumas empresas param na perda de contenção;
outras estimam o impacto final em termos de ferimento ou dano. O cenário mais comum
de interesse para o LOPA em indústrias de processo químico é a perda de contenção de
material perigoso ou energia. Perda de contenção pode ocorrer por uma variedade de
mecanismos como um vazamento de um tanque, ruptura de uma tubulação, e elevação
de uma válvula de alívio. A consequência típica para um vazamento de material
inflamável/ tóxico é mostrado na figura 18 a seguir (AIChE/CCPS, 2001).
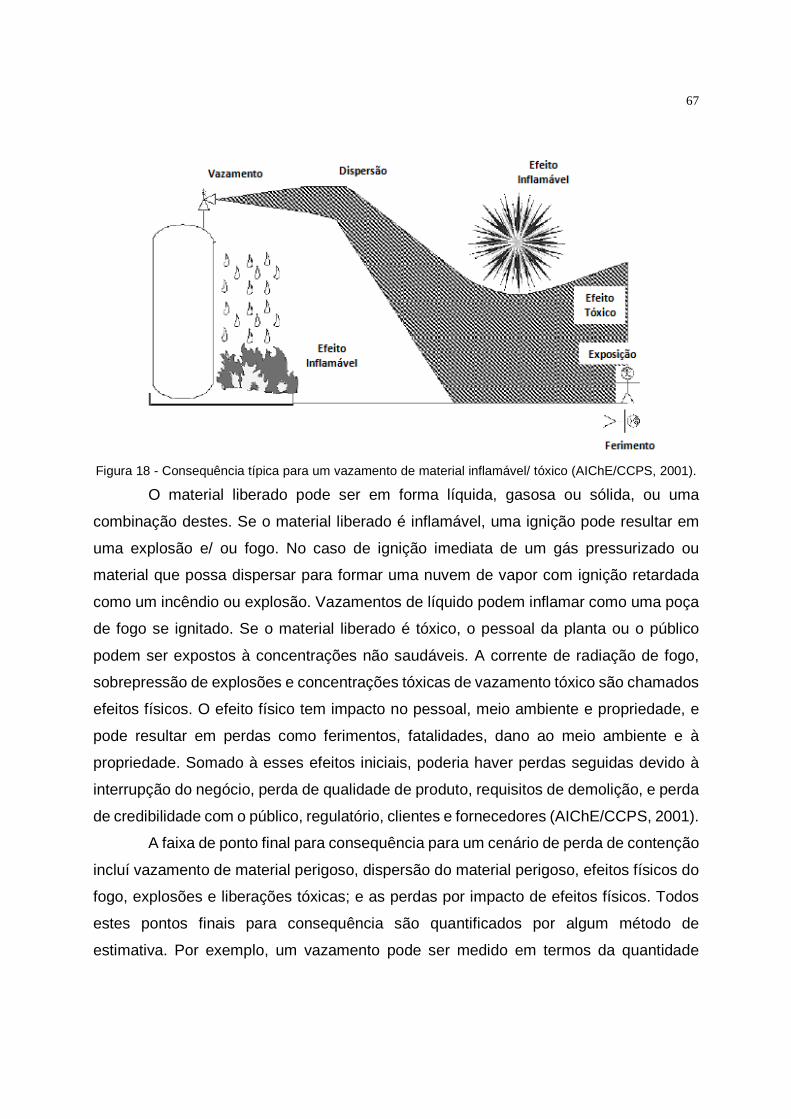
67
Figura 18 - Consequência típica para um vazamento de material inflamável/ tóxico (AIChE/CCPS, 2001).
O material liberado pode ser em forma líquida, gasosa ou sólida, ou uma
combinação destes. Se o material liberado é inflamável, uma ignição pode resultar em
uma explosão e/ ou fogo. No caso de ignição imediata de um gás pressurizado ou
material que possa dispersar para formar uma nuvem de vapor com ignição retardada
como um incêndio ou explosão. Vazamentos de líquido podem inflamar como uma poça
de fogo se ignitado. Se o material liberado é tóxico, o pessoal da planta ou o público
podem ser expostos à concentrações não saudáveis. A corrente de radiação de fogo,
sobrepressão de explosões e concentrações tóxicas de vazamento tóxico são chamados
efeitos físicos. O efeito físico tem impacto no pessoal, meio ambiente e propriedade, e
pode resultar em perdas como ferimentos, fatalidades, dano ao meio ambiente e à
propriedade. Somado à esses efeitos iniciais, poderia haver perdas seguidas devido à
interrupção do negócio, perda de qualidade de produto, requisitos de demolição, e perda
de credibilidade com o público, regulatório, clientes e fornecedores (AIChE/CCPS, 2001).
A faixa de ponto final para consequência para um cenário de perda de contenção
incluí vazamento de material perigoso, dispersão do material perigoso, efeitos físicos do
fogo, explosões e liberações tóxicas; e as perdas por impacto de efeitos físicos. Todos
estes pontos finais para consequência são quantificados por algum método de
estimativa. Por exemplo, um vazamento pode ser medido em termos da quantidade
68
liberada; dispersão em termos de dispersão distância/ área (para concentrações
específicas); e as perdas em termos de número de feridos ou fatalidades, dano à
propriedade, perdas financeiras ou perdas indiretas (AIChE/CCPS, 2001).
2.6.3.1.3 Avaliação da Consequência pelo LOPA
Avaliação da consequência é parte integral de qualquer metodologia de
avaliação de risco. Quais consequências devem ser avaliada, e quão rigorosas são as
consequências depende de vários fatores, incluindo o risco associado com os cenários
de acidentes, e a metodologia de avaliação de risco adotada pela organização, e os
recursos que a organização espera gastar para refinar a estimativa. Os tipos diferentes
de avaliação de consequência são (AIChE/CCPS, 2001):
• Tamanho do vazamento/ caracterização
• Estimativa simplificada de ferimento/ fatalidade
• Estimativa com ajustes simplificada de ferimento/ fatalidades
• Estimativas detalhadas de ferimento/ fatalidade
Cada um destes métodos tem suas vantagens e desvantagens. O método usado
para categorização deve ser consistente com o critério de tolerância de risco da empresa
(AIChE/CCPS, 2001).
Qualquer organização implementando o LOPA deveria considerar
cuidadosamente o nível de detalhe para análise de consequência, já que esta escolha
pode afetar significativamente o nível de esforço e treinamento requerido. Algumas
empresas escolhem parar a análise na identificação e quantificação do tipo e tamanho
do vazamento. Seu critério de tolerância ao risco considera que vazamentos de certas
magnitudes possuem uma certa probabilidade de causar dano ao meio ambiente,
pessoas, ou produção/ ativos. Nestas empresas, o critério de tolerância ao risco primário
se combina com o fato de que a caracterização da consequência para no “vazamento”.
Outras escolhem representar explicitamente a probabilidade de algum evento de impacto
(ex. ferimento à empregado), e embora suas categorias de consequência são também
mais explicitas no grau de ferimento ocorrido. Devemos notar que cada abordagem pode
fornecer decisões comparáveis de risco (AIChE/CCPS, 2001).
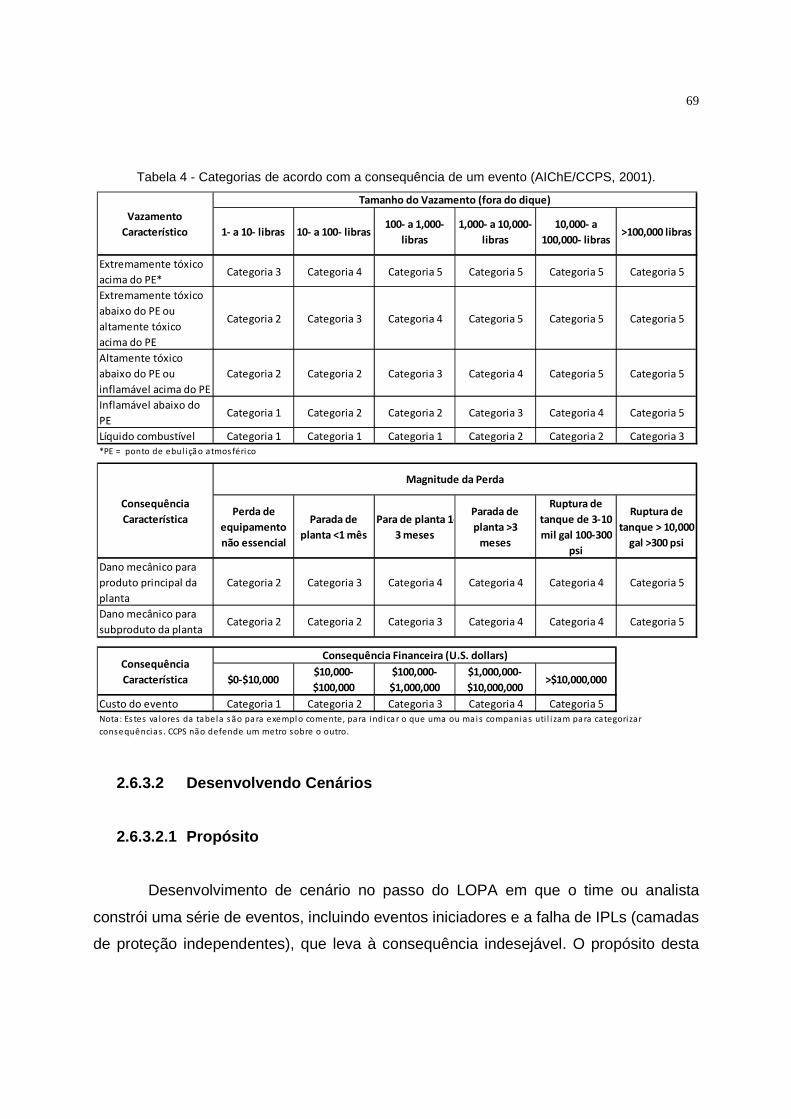
69
Tabela 4 - Categorias de acordo com a consequência de um evento (AIChE/CCPS, 2001).
2.6.3.2 Desenvolvendo Cenários
2.6.3.2.1 Propósito
Desenvolvimento de cenário no passo do LOPA em que o time ou analista
constrói uma série de eventos, incluindo eventos iniciadores e a falha de IPLs (camadas
de proteção independentes), que leva à consequência indesejável. O propósito desta
1- a 10- libras 10- a 100- libras100- a 1,000-
libras
1,000- a 10,000-
libras
10,000- a
100,000- libras>100,000 libras
Extremamente tóxico
acima do PE*Categoria 3 Categoria 4 Categoria 5 Categoria 5 Categoria 5 Categoria 5
Extremamente tóxico
abaixo do PE ou
altamente tóxico
acima do PE
Categoria 2 Categoria 3 Categoria 4 Categoria 5 Categoria 5 Categoria 5
Altamente tóxico
abaixo do PE ou
inflamável acima do PE
Categoria 2 Categoria 2 Categoria 3 Categoria 4 Categoria 5 Categoria 5
Inflamável abaixo do
PECategoria 1 Categoria 2 Categoria 2 Categoria 3 Categoria 4 Categoria 5
Líquido combustível Categoria 1 Categoria 1 Categoria 1 Categoria 2 Categoria 2 Categoria 3*PE = ponto de ebul i çã o atmos férico
Perda de
equipamento
não essencial
Parada de
planta <1 mês
Para de planta 1-
3 meses
Parada de
planta >3
meses
Ruptura de
tanque de 3-10
mil gal 100-300
psi
Ruptura de
tanque > 10,000
gal >300 psi
Dano mecânico para
produto principal da
planta
Categoria 2 Categoria 3 Categoria 4 Categoria 4 Categoria 4 Categoria 5
Dano mecânico para
subproduto da plantaCategoria 2 Categoria 2 Categoria 3 Categoria 4 Categoria 4 Categoria 5
$0-$10,000$10,000-
$100,000
$100,000-
$1,000,000
$1,000,000-
$10,000,000>$10,000,000
Custo do evento Categoria 1 Categoria 2 Categoria 3 Categoria 4 Categoria 5
Consequência
Característica
Consequência Financeira (U.S. dollars)
Nota: Es tes valores da tabela s ão pa ra exemplo comente, para indica r o que uma ou mais compania s uti l i zam pa ra categorizar
consequências . CCPS não defende um metro sobre o outro.
Vazamento
Característico
Tamanho do Vazamento (fora do dique)
Consequência
Característica
Magnitude da Perda
70
secção é descrever os componentes do cenário e dá exemplos de como os cenários
podem ser desenvolvidos da avaliação de perigos e outras fontes. Esta sessão aborda
o Passo 2 do processo do LOPA (AIChE/CCPS, 2001).
2.6.3.2.2 Cenários do LOPA e Componentes
Um cenário é um evento não planejado ou sequência de eventos que podem
resultar em consequência indesejável. Cada cenário consiste de dois elementos
(AIChE/CCPS, 2001).
• Um evento iniciador (ex. falta de refrigeração) que começa a cadeia de
eventos e
• A consequência (o potencial para sobrepressão do sistema, vazamento de
material tóxico ou inflamável para a atmosfera, fatalidade, etc.) que resulta na
continuação da cadeia de eventos sem interrupção.
Conceitos inerentemente seguros buscam reduzir o risco eliminando cenários,
usualmente prevenindo ou reduzindo a consequência de um evento iniciador. Por
exemplo, se um processo é modificado para reduzir significantemente o inventário de um
material tóxico que possa ser liberado, a consequência, e então o risco, associados com
a ruptura do tanque pode ser reduzido significativamente (AIChE/CCPS, 2001).
Cada cenário deve ter um par evento iniciador/ consequência único. Se o mesmo
evento iniciador pode resultar em consequências diferentes, cenários adicionais devem
ser desenvolvidos. Em alguns casos muitos cenários podem vir de um evento iniciador
comum (ex. perda das utilidades de uma planta) e cenários separados devem ser
desenvolvidos para seções individuais de uma planta (AIChE/CCPS, 2001).
Além do evento iniciador e consequência, o cenário deve também incluir:
• Eventos possíveis (Enabling Event) ou condições que podem ocorrer ou
estar presente antes do evento iniciador poder resultar na consequência
• A falha de salvaguardas (que pode ser IPLs). Nem todas as salvaguardas
são IPLs, mas todos os IPLs são salvaguardas.
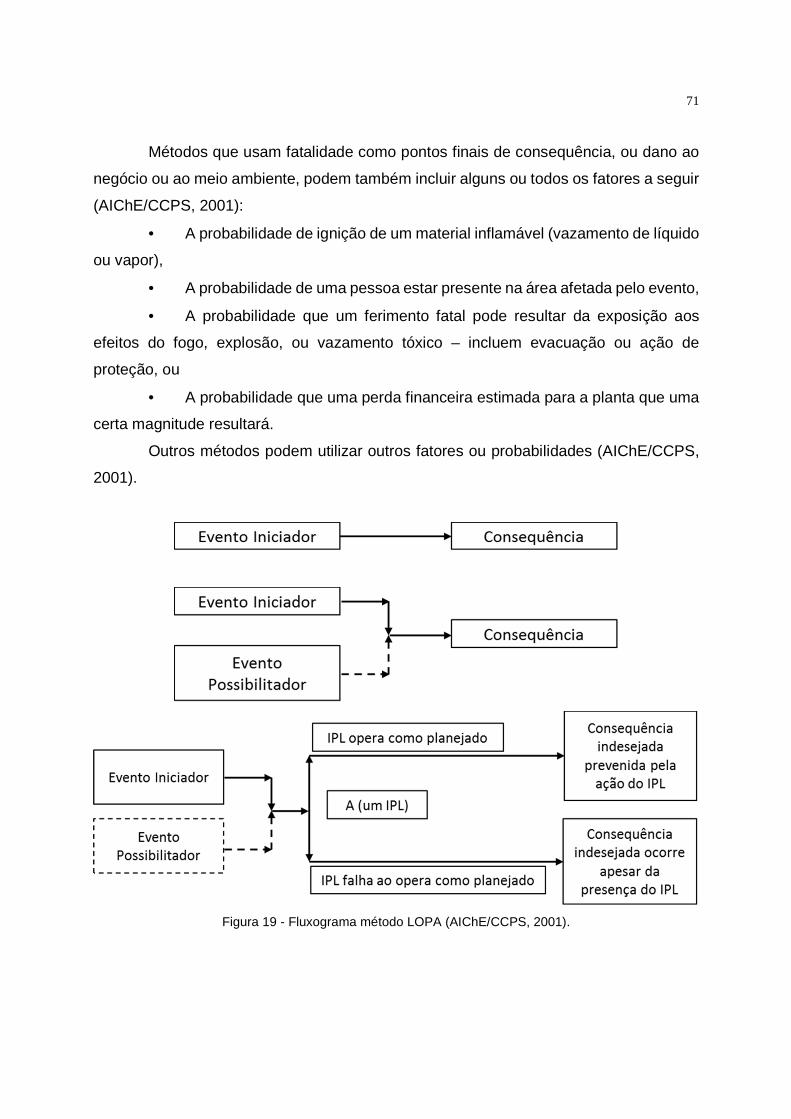
71
Métodos que usam fatalidade como pontos finais de consequência, ou dano ao
negócio ou ao meio ambiente, podem também incluir alguns ou todos os fatores a seguir
(AIChE/CCPS, 2001):
• A probabilidade de ignição de um material inflamável (vazamento de líquido
ou vapor),
• A probabilidade de uma pessoa estar presente na área afetada pelo evento,
• A probabilidade que um ferimento fatal pode resultar da exposição aos
efeitos do fogo, explosão, ou vazamento tóxico – incluem evacuação ou ação de
proteção, ou
• A probabilidade que uma perda financeira estimada para a planta que uma
certa magnitude resultará.
Outros métodos podem utilizar outros fatores ou probabilidades (AIChE/CCPS,
2001).
Figura 19 - Fluxograma método LOPA (AIChE/CCPS, 2001).
72
2.6.3.2.3 Identificando e Desenvolvendo Cenários Ca ndidatos
2.6.3.2.3.1 Propósito
O propósito desta secção é duplo. Primeiro, fornece guia para identificar as
verdadeiras causas iniciadoras (chamada evento iniciador no LOPA) dos cenários de
incidente, e Segundo, fornece guia para estimar a frequência dos eventos iniciadores.
Esta secção se refere ao Passo 3 da metodologia do LOPA (AIChE/CCPS, 2001).
2.6.3.2.3.2 Eventos Iniciadores
Tipos de Eventos Iniciadores
Eventos iniciadores são agrupados em três tipos gerais: eventos externos, falhas
de equipamento, e falhas humanas (também chamado ações inapropriadas)
(AIChE/CCPS, 2001).
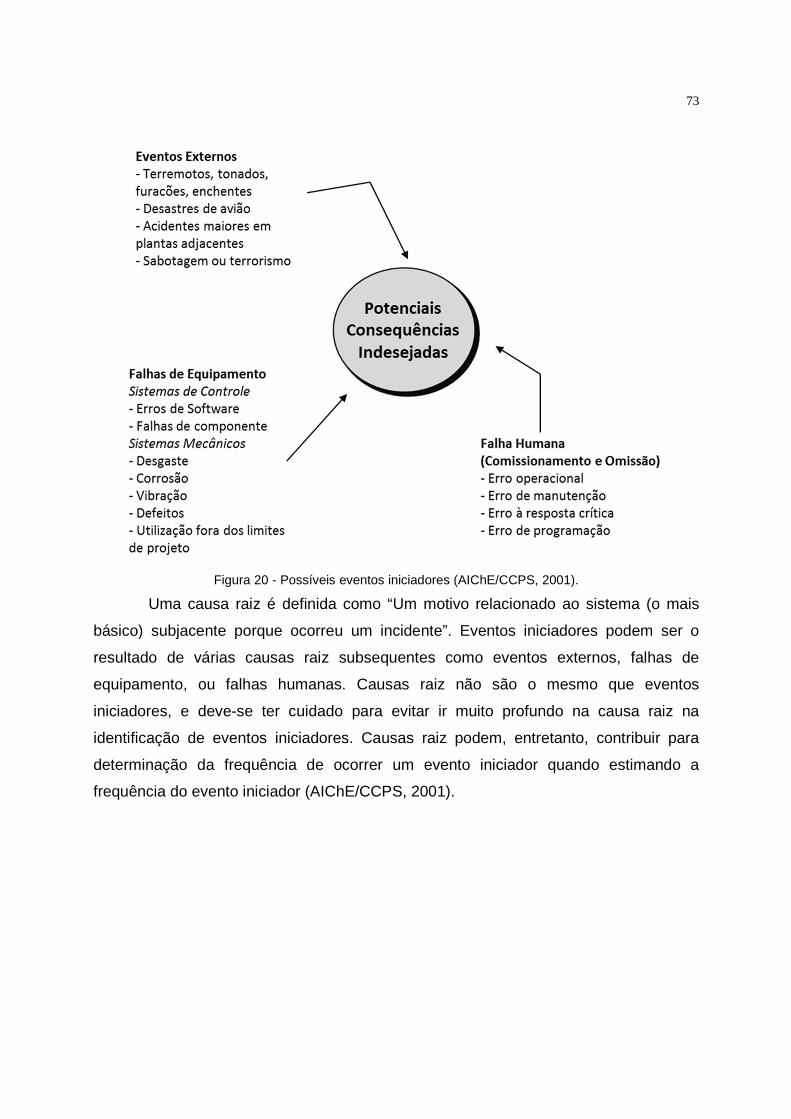
73
Figura 20 - Possíveis eventos iniciadores (AIChE/CCPS, 2001).
Uma causa raiz é definida como “Um motivo relacionado ao sistema (o mais
básico) subjacente porque ocorreu um incidente”. Eventos iniciadores podem ser o
resultado de várias causas raiz subsequentes como eventos externos, falhas de
equipamento, ou falhas humanas. Causas raiz não são o mesmo que eventos
iniciadores, e deve-se ter cuidado para evitar ir muito profundo na causa raiz na
identificação de eventos iniciadores. Causas raiz podem, entretanto, contribuir para
determinação da frequência de ocorrer um evento iniciador quando estimando a
frequência do evento iniciador (AIChE/CCPS, 2001).
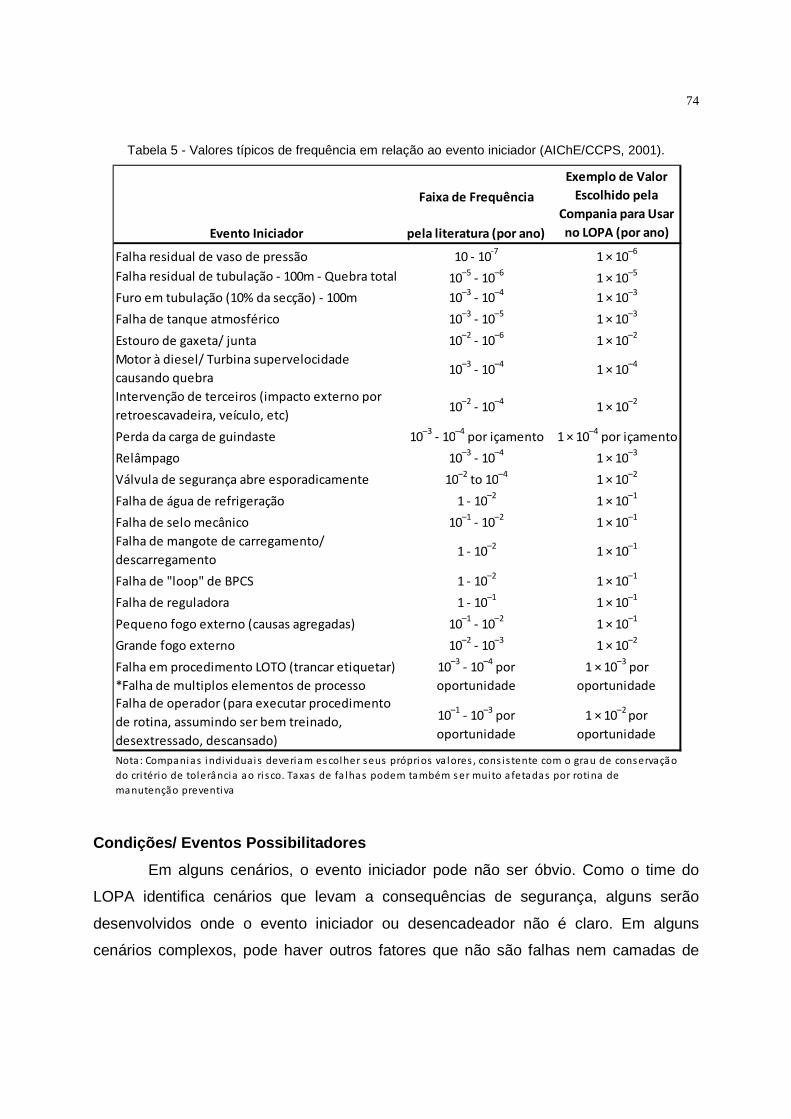
74
Tabela 5 - Valores típicos de frequência em relação ao evento iniciador (AIChE/CCPS, 2001).
Condições/ Eventos Possibilitadores
Em alguns cenários, o evento iniciador pode não ser óbvio. Como o time do
LOPA identifica cenários que levam a consequências de segurança, alguns serão
desenvolvidos onde o evento iniciador ou desencadeador não é claro. Em alguns
cenários complexos, pode haver outros fatores que não são falhas nem camadas de
Faixa de Frequência
Evento Iniciador pela literatura (por ano)
Falha residual de vaso de pressão 10 - 10-7
1 × 10–6
Falha residual de tubulação - 100m - Quebra total 10–5
- 10–6
1 × 10–5
Furo em tubulação (10% da secção) - 100m 10–3
- 10–4
1 × 10–3
Falha de tanque atmosférico 10–3
- 10–5
1 × 10–3
Estouro de gaxeta/ junta 10–2
- 10–6
1 × 10–2
Motor à diesel/ Turbina supervelocidade
causando quebra10
–3 - 10
–41 × 10
–4
Intervenção de terceiros (impacto externo por
retroescavadeira, veículo, etc)10
–2 - 10
–41 × 10
–2
Perda da carga de guindaste 10–3
- 10–4
por içamento 1 × 10–4
por içamento
Relâmpago 10–3
- 10–4
1 × 10–3
Válvula de segurança abre esporadicamente 10–2
to 10–4
1 × 10–2
Falha de água de refrigeração 1 - 10–2
1 × 10–1
Falha de selo mecânico 10–1
- 10–2
1 × 10–1
Falha de mangote de carregamento/
descarregamento1 - 10
–21 × 10
–1
Falha de "loop" de BPCS 1 - 10–2
1 × 10–1
Falha de reguladora 1 - 10–1
1 × 10–1
Pequeno fogo externo (causas agregadas) 10–1
- 10–2
1 × 10–1
Grande fogo externo 10–2
- 10–3
1 × 10–2
Falha em procedimento LOTO (trancar etiquetar)
*Falha de multiplos elementos de processo
10–3
- 10–4
por
oportunidade
1 × 10–3
por
oportunidade
Falha de operador (para executar procedimento
de rotina, assumindo ser bem treinado,
desextressado, descansado)
10–1
- 10–3
por
oportunidade
1 × 10–2
por
oportunidade
Exemplo de Valor
Escolhido pela
Compania para Usar
no LOPA (por ano)
Nota: Companias individuai s deveriam es colher seus próprios va lores , cons is tente com o grau de conservação
do cri tério de tolerância ao ri sco. Taxas de fa lhas podem também s er muito afetadas por rotina de
manutenção preventiva
75
proteção. Estes fatores são chamados de condições ou eventos possibilitadores
(Enabling Events), e consiste em operações ou condições que não causam diretamente
o cenário, mas que deve estar presente ou ativo para que o cenário proceda. Eventos
possibilitadores são expressos como probabilidades, e podem incluir coisas como modo
de operação (partida e parade) ou a operação sendo em uma fase específica. Nestes
casos, o evento iniciador pode ser a combinação de um evento possibilitador
(probabilidade) e uma falha subsequente ou ação inapropriada (frequência). Algumas
companhias usam eventos possibilitadores para modificar a frequência do evento
iniciador. Algumas não por conta da complexidade do resultado e potencial para
subestimar a frequência do evento iniciador (AIChE/CCPS, 2001).
A procura pelo evento iniciador envolve identificação do evento de risco cuja
frequência de ocorrer é o fator chave que direciona o cenário (AIChE/CCPS, 2001).
A probabilidade de um erro depende do número de vezes ao ano que a operação
ou atividade é realizada. Entretanto, se uma tarefa é feita mais frequentemente, muitos
fatores influenciam a probabilidade de um erro ocorrer durante a tarefa, e qualquer
melhoria nas habilidades como resultado de realizar a tarefa mais frequentemente pode
ser mais do que compensado pelo grande número de oportunidades para erro. Assim,
alguns analistas do LOPA usam somente alguns valores discretos para erro humano, do
que ajustar a frequência do evento possibilitador. Isto evita subestimar a probabilidade
para um erro humano em tarefas realizadas somente algumas vezes ao ano. Além disso,
estimativa de probabilidade de erro para uma tarefa complexa é frequentemente muito
difícil e for a do escopo do LOPA. A organização deve desenvolver um conjunto
consistente de regras para estimar a probabilidade de erro humano, e então aderir estas
regras ao LOPA (AIChE/CCPS, 2001).
2.6.3.2.4 IDENTIFICANDO CAMADAS INDEPENDENTES DE PR OTEÇÃO
2.6.3.2.4.1 Propósito
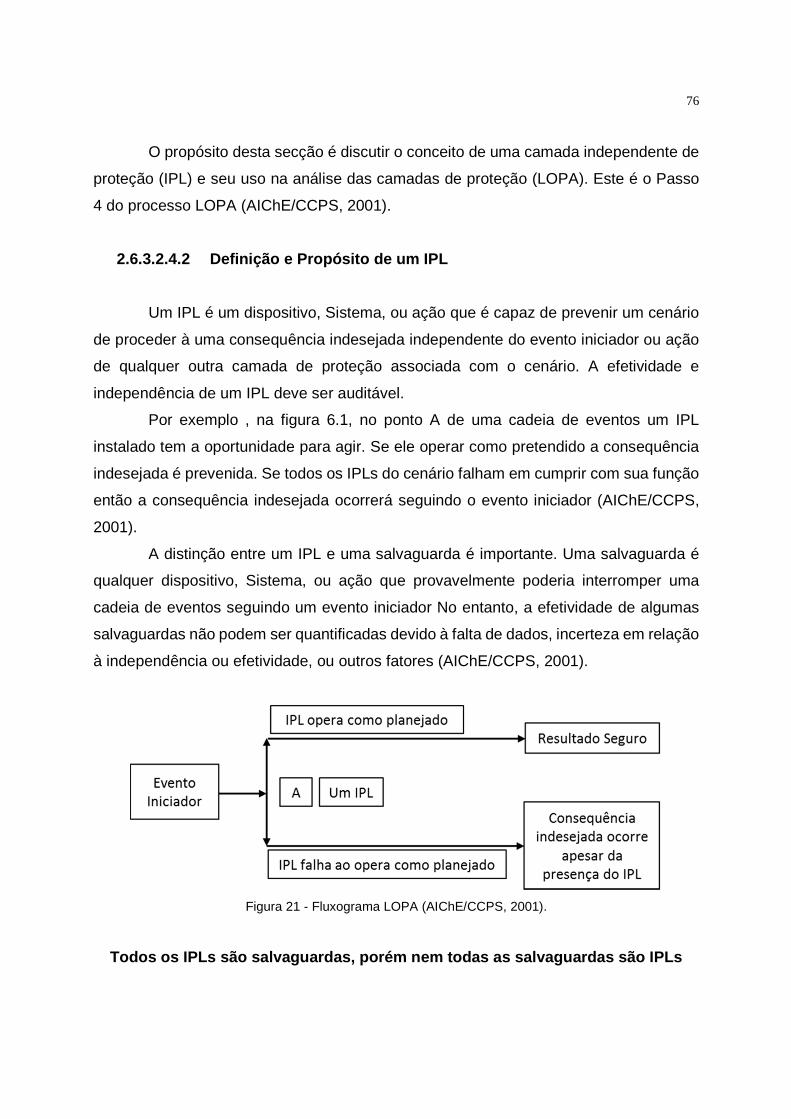
76
O propósito desta secção é discutir o conceito de uma camada independente de
proteção (IPL) e seu uso na análise das camadas de proteção (LOPA). Este é o Passo
4 do processo LOPA (AIChE/CCPS, 2001).
2.6.3.2.4.2 Definição e Propósito de um IPL
Um IPL é um dispositivo, Sistema, ou ação que é capaz de prevenir um cenário
de proceder à uma consequência indesejada independente do evento iniciador ou ação
de qualquer outra camada de proteção associada com o cenário. A efetividade e
independência de um IPL deve ser auditável.
Por exemplo , na figura 6.1, no ponto A de uma cadeia de eventos um IPL
instalado tem a oportunidade para agir. Se ele operar como pretendido a consequência
indesejada é prevenida. Se todos os IPLs do cenário falham em cumprir com sua função
então a consequência indesejada ocorrerá seguindo o evento iniciador (AIChE/CCPS,
2001).
A distinção entre um IPL e uma salvaguarda é importante. Uma salvaguarda é
qualquer dispositivo, Sistema, ou ação que provavelmente poderia interromper uma
cadeia de eventos seguindo um evento iniciador No entanto, a efetividade de algumas
salvaguardas não podem ser quantificadas devido à falta de dados, incerteza em relação
à independência ou efetividade, ou outros fatores (AIChE/CCPS, 2001).
Figura 21 - Fluxograma LOPA (AIChE/CCPS, 2001).
Todos os IPLs são salvaguardas, porém nem todas as salvaguardas são IPLs
77
A efetividade de um IPL é quantificada em termos de sua probabilidade de falha
em demanda (PFD) que é definida como a probabilidade que um Sistema (no caso de
um IPL) falhará em cumprir uma função específica em demanda. O PFD é um número
adimensional entre 0 e 1. Quanto menos o valor do PFD, maior a redução na frequência
da consequência para uma dada frequência de evento iniciador. A “redução na
frequência” atingida por um IPL é algumas vezes chamada de “fator de redução de risco”
(AIChE/CCPS, 2001).
A figura 2.1 mostra as camadas de salvaguardas que podem ser empregadas
para prevenir ou minimizar os efeitos de incidentes. Salvaguardas podem ser
classificadas como (AIChE/CCPS, 2001):
• Ativa ou passiva,
• Preventiva (pré-vazamento) ou mitigativa (pós-vazamento)
Para o propósito de considerar como eles agem ou quão efetivos são em reduzir
a frequência ou consequência de um evento iniciador (AIChE/CCPS, 2001).
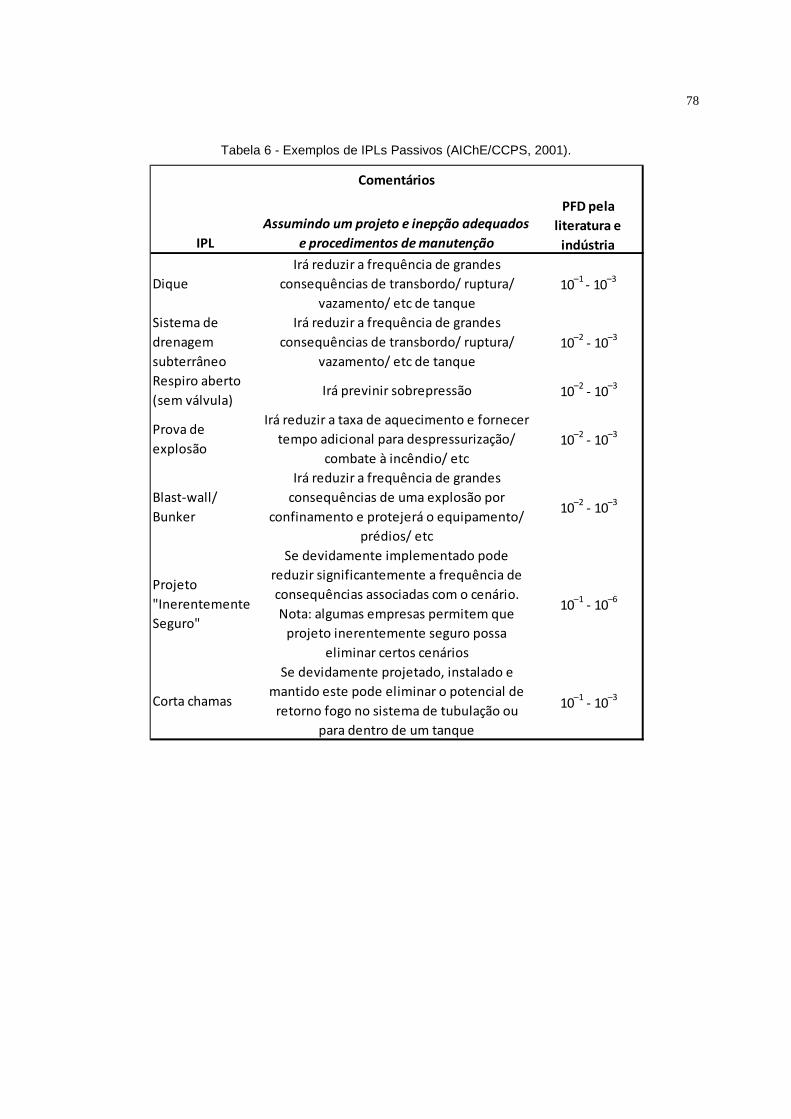
78
Tabela 6 - Exemplos de IPLs Passivos (AIChE/CCPS, 2001).
Comentários
IPL
Assumindo um projeto e inepção adequados
e procedimentos de manutenção
Dique
Irá reduzir a frequência de grandes
consequências de transbordo/ ruptura/
vazamento/ etc de tanque
10–1
- 10–3
Sistema de
drenagem
subterrâneo
Irá reduzir a frequência de grandes
consequências de transbordo/ ruptura/
vazamento/ etc de tanque
10–2
- 10–3
Respiro aberto
(sem válvula)Irá previnir sobrepressão 10
–2 - 10
–3
Prova de
explosão
Irá reduzir a taxa de aquecimento e fornecer
tempo adicional para despressurização/
combate à incêndio/ etc
10–2
- 10–3
Blast-wall/
Bunker
Irá reduzir a frequência de grandes
consequências de uma explosão por
confinamento e protejerá o equipamento/
prédios/ etc
10–2
- 10–3
Projeto
"Inerentemente
Seguro"
Se devidamente implementado pode
reduzir significantemente a frequência de
consequências associadas com o cenário.
Nota: algumas empresas permitem que
projeto inerentemente seguro possa
eliminar certos cenários
10–1
- 10–6
Corta chamas
Se devidamente projetado, instalado e
mantido este pode eliminar o potencial de
retorno fogo no sistema de tubulação ou
para dentro de um tanque
10–1
- 10–3
PFD pela
literatura e
indústria
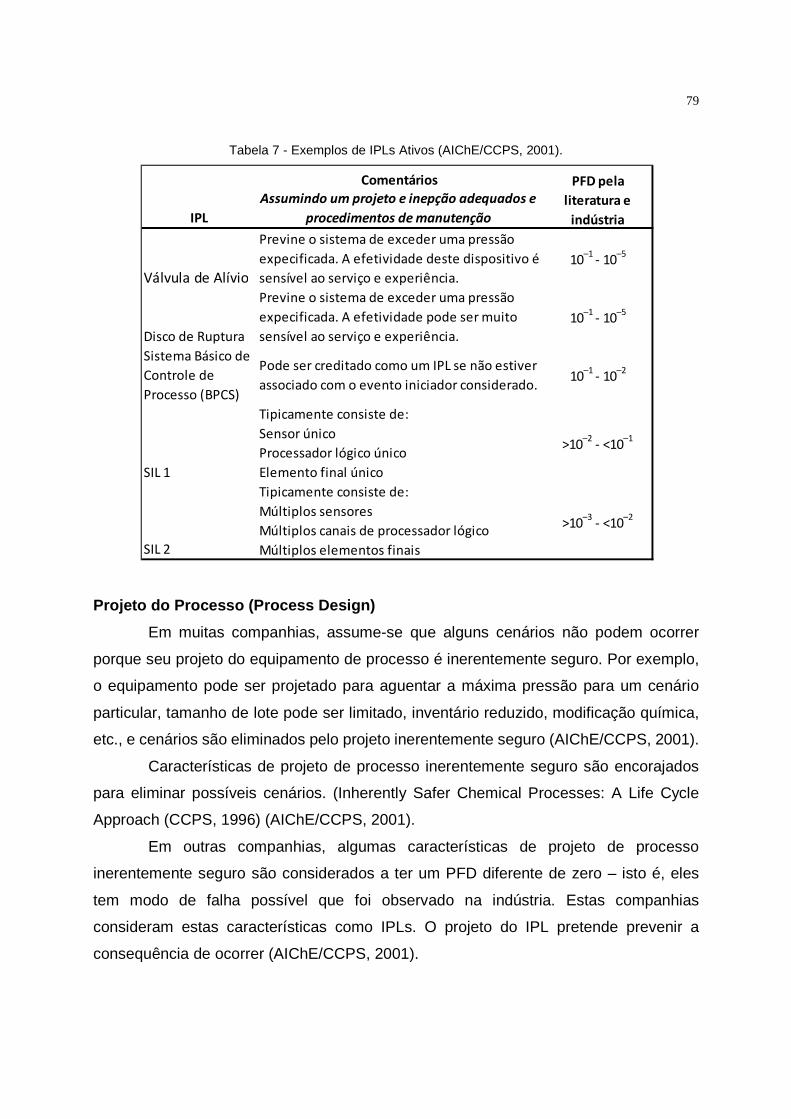
79
Tabela 7 - Exemplos de IPLs Ativos (AIChE/CCPS, 2001).
Projeto do Processo (Process Design)
Em muitas companhias, assume-se que alguns cenários não podem ocorrer
porque seu projeto do equipamento de processo é inerentemente seguro. Por exemplo,
o equipamento pode ser projetado para aguentar a máxima pressão para um cenário
particular, tamanho de lote pode ser limitado, inventário reduzido, modificação química,
etc., e cenários são eliminados pelo projeto inerentemente seguro (AIChE/CCPS, 2001).
Características de projeto de processo inerentemente seguro são encorajados
para eliminar possíveis cenários. (Inherently Safer Chemical Processes: A Life Cycle
Approach (CCPS, 1996) (AIChE/CCPS, 2001).
Em outras companhias, algumas características de projeto de processo
inerentemente seguro são considerados a ter um PFD diferente de zero – isto é, eles
tem modo de falha possível que foi observado na indústria. Estas companhias
consideram estas características como IPLs. O projeto do IPL pretende prevenir a
consequência de ocorrer (AIChE/CCPS, 2001).
Comentários
IPL
Assumindo um projeto e inepção adequados e
procedimentos de manutenção
Válvula de Alívio
Previne o sistema de exceder uma pressão
expecificada. A efetividade deste dispositivo é
sensível ao serviço e experiência.
10–1
- 10–5
Disco de Ruptura
Previne o sistema de exceder uma pressão
expecificada. A efetividade pode ser muito
sensível ao serviço e experiência.
10–1
- 10–5
Sistema Básico de
Controle de
Processo (BPCS)
Pode ser creditado como um IPL se não estiver
associado com o evento iniciador considerado.10
–1 - 10
–2
SIL 1
Tipicamente consiste de:
Sensor único
Processador lógico único
Elemento final único
>10–2
- <10–1
SIL 2
Tipicamente consiste de:
Múltiplos sensores
Múltiplos canais de processador lógico
Múltiplos elementos finais
>10–3
- <10–2
PFD pela
literatura e
indústria
80
Sistema Básico de Controle de Processo (BPCS)
O Sistema básico de controle de processo (BPCS), incluindo controles manuais
normais, é a primeira proteção durante operação normal. O BPCS é projetado para
manter o processo em condição segura de operação. A operação normal de um “loop”
de controle BPCS pode ser creditado como um IPL se atender o critério apropriado (um
BPCS pode ser um evento iniciador). Quando considerar usar o BPCS como um IPL, o
analista deve avaliar a efetividade do controle de acesso e do Sistema de segurança
como erro humano pode degradar a performance do BPCS (AIChE/CCPS, 2001).
Alarmes Críticos e Intervenção Humana
Estes sistemas são o Segundo nível de proteção durante operação normal e
deve ser ativado pelo BPCS. Ação do operador, iniciado por alarmes ou observação,
pode ser creditado como um IPL quando diversos critérios são satisfeitos para assegurar
a efetividade da ação (ex. Independência). Procedimentos e treinamento pode melhorar
a performance de sistemas humanos, mas procedimentos somente não são um IPL
(AIChE/CCPS, 2001).
Função Instrumentada de Segurança (SIF)
Um SIF é uma combinação de sensores, processadores (logic solver), e
elementos finais com um nível de integridade segura específica que detecta uma
condição “fora do limite”(anormal) e traz o processo para um estado seguro. Um SIF é
funcionalmente independendo do BPCS. Um SIF é normalmente considerado um IPL e
o projeto do Sistema, o nível de redundância, e a quantidade e tipo de testes
determinarão o PDF que o SIF recebe no LOPA.
Proteção Física (Válvulas de Alívio, Disco de Ruptura, etc.) (AIChE/CCPS,
2001).
Estes dispositivos, quando apropriadamente dimensionados, projetados e
mantidos, são IPLs que podem fornecer um alto grau de proteção contra sobrepressão
em serviços limpos. Entretanto, sua efetividade pode ser prejudicada em serviços sujos
ou corrosivos, se válvulas de bloqueio são instaladas abaixo da válvula de alívio, ou se
81
as atividades de inspeção e manutenção são de baixa qualidade. Se o fluxo de um
dispositivo de alívio é descarregado para a atmosfera, consequências adicionais podem
ocorrer que precisarão ser examinadas (AIChE/CCPS, 2001).
Resposta a Emergência da Planta
Estas características (brigada de incêndio, sistemas de deluge manual,
evacuação da planta, etc.) não são normalmente consideradas como IPLs desde que
elas tenham ativação após o vazamento inicial e há variáveis suficientes (ex. Tempo
retardado) afetando sua efetividade na mitigação do cenário (AIChE/CCPS, 2001).
2.6.3.2.4.3 REGRAS DO IPL
Para ser considerado um IPL, um dispositivo, Sistema, ou ação deve ser
(AIChE/CCPS, 2001):
• Efetivo em prevenir a consequência quando funciona conforme projetado,
• Independente do evento iniciador e dos componentes de qualquer outro
IPL já considerado para o mesmo cenário,
• Auditável ; a efetividade assumida em termos de prevenção de
consequência e PFD deve ser capaz de validação de alguma maneira (por
documentação, revisão, testes, etc.)
2.6.3.2.5 DETERMINANDO A FREQUÊNCIA DOS CENÁRIOS
2.6.3.2.5.1 Propósito
Esta sessão mostra como usar o cenário identificado e camadas independentes
de proteção (IPLs) descritas em sessões anteriores para calcular a frequência do cenário
mitigado. Isto incluí cálculos para o Sistema existente ou projetado e para o Sistema
modificado ou projetado após incorporação de mudanças recomendadas. Os cálculos
podem ser quantitativos utilizando estimativas numéricas ou pode-se usar tabelas
82
(lookup tables). Esta sessão refere-se ao Passo 5 da metodologia LOPA (AIChE/CCPS,
2001).
2.6.3.2.5.2 Determinação de Risco e Frequência atra vés de Tabela (Lookup
Table)
O risco ou frequência do cenário pode ser determinado qualitativamente usando
tabelas de referência. Tipicamente, tabelas como estas podem também incluir um
“target” (alvo) de números de IPLs para categorias de risco diferentes. Algumas matrizes
podem incluir a frequência da consequência. Categorias na matriz podem incluir
(AIChE/CCPS, 2001):
• A frequência do evento iniciador do cenário,
• A gravidade da consequência do cenário,
• O número requerido de IPLs (ou créditos IPL) para uma cada categoria (a
categoria de risco é dada pela frequência do evento iniciador e gravidade da
consequência do cenário),
• A frequência da consequência.
Durante o desenvolvimento do método, o crédito para IPL é calculado a partir do
PFD do IPL usando a relação (AIChE/CCPS, 2001):
1 IPL credit ≡ 1 × 10-2 PFD
2.6.3.2.6 Usando o LOPA para tomar decisões
Este capítulo apresenta abordagens para utilizar os resultados calculados como
dados para tomar decisões. O método descrito nesta secção pode ser usado para tomar
decisões para atingir níveis mais baixos de risco que seja tolerável pela organização.
Esta sessão se refere ao Passo 6 do método LOPA (AIChE/CCPS, 2001).
Para qualquer abordagem, análise de custo-benefício pode ser uma ferramenta
adicional para ajudar a decisão final de redução de risco (AIChE/CCPS, 2001).
83
Chega a hora de tomar decisões depois dos cenários terem sido
completamente desenvolvidos e o risco existente ter sido calculado, como descrito
anteriormente (AIChE/CCPS, 2001).
Ao final de qualquer estudo, qualitativo ou quantitativo, as decisões em
relação à risco normalmente cai em uma das seguintes categorias (AIChE/CCPS, 2001):
a. Gerenciar o risco residual – continuar os sistemas de gerenciamento que
mantém o risco em seu nível atual (presumidamente tolerável).
b. Modificar (mitigar) o risco para torná-lo tolerável.
c. Abandonar o risco (negócios, processos, etc.) porque o risco é muito alto.
Decisões de abandonar operações são normalmente feitas como resultado de
outros estudos como avaliação de risco quantitativa (CPQRA). LOPA, por outro lado, é
normalmente aplicado para determinar se um cenário está no critério de tolerância ao
risco ou se o risco deve ser reduzido (AIChE/CCPS, 2001).
Comparando o Risco Calculado com o Critério de Tole rância ao Risco
Para este tipo de tomada de decisão, o risco calculado é comparado com o
critério para o risco que se relaciona com algumas medidas de máximo risco por cenário
que a companhia irá tolerar. Isto pode ter a forma de uma matriz, um máximo risco
tolerável por cenário, ou um requisito para um número específico de IPLs, dado pela
frequência do evento iniciador e a gravidade das consequências. Se o risco calculado é
menor que o critério de risco, o cenário é julgado para ter um risco baixo o suficiente ou
ter mitigação suficiente (ou IPLs), que mitigação adicional não é necessária. Se, no
entanto, o risco calculado excede o critério de risco, o cenário é julgado para requisitar
mitigação adicional (ou mais forte) (IPLs), ou requisitar mudanças no projeto para tornar
o processo inerentemente seguro, reduzindo então a frequência ou consequência do
cenário (AIChE/CCPS, 2001).
84
3 METODOLOGIA
Um estudo de caso foi a metodologia escolhida para este trabalho, e pode ser
definido como a “exploração de um sistema limitado ou um caso (ou múltiplos casos) que
envolve coleta de dados em profundidade e múltiplas fontes de informação em um
contexto”. A noção de sistema limitado está relacionada com a definição de tempo e
espaço, e o ‘caso’ pode ser compreendido por um evento, uma atividade ou indivíduos
(YIN, 2005).
As múltiplas fontes de informação – ou evidências – são constituídas por
entrevistas, observações, documentos e reportagens. A definição de ‘contexto do caso’
envolve as situações em que se encontra o caso a ser estudado, como referências
históricas, sociais, econômicas, entre outras. Se trata do método que está preocupado
em responder a questões do tipo “como” e “por quê”, em uma situação na qual o
pesquisador “tem pouco controle sobre os acontecimentos e quando o foco se encontra
em fenômenos contemporâneos inseridos em algum contexto da vida real”. O estudo de
caso é um tipo de investigação empírica cujos limites de fenômeno e contexto não estão
claramente definidos (YIN, 2005).
Existe uma classificação dos três tipos de estudo de caso, que podem ser: (1)
exploratório, (2) descritivo, e (3) explanatório (ou explicativo). No entanto, tais definições
não carregam nenhum peso hierárquico, e estas estratégias muitas vezes se sobrepõem,
não havendo, portanto, uma limitação objetiva entre elas. Cada estratégia, por sua vez,
tende a resolver problemas diferentes. No primeiro caso, deseja-se conhecer com maior
profundidade questões pouco conhecidas. Já o segundo está mais preocupado com a
descrição da situação, e o terceiro caso se volta a possibilidades de explicação de causas
(YIN, 2005).
Neste trabalho pode-se dizer que o caso em questão será uma instalação de
dissulfeto de carbono e seu estudo se baseará principalmente no tipo (3) explanatório,
onde possíveis cenários para eventos envolvendo fogo/ explosão ou intoxicação nesta
instalação, as causas dos mesmos assim como ações preventivas/ mitigativas foram
estudadas. Dados da instalação, do equipamento e condições operacionais do tanque
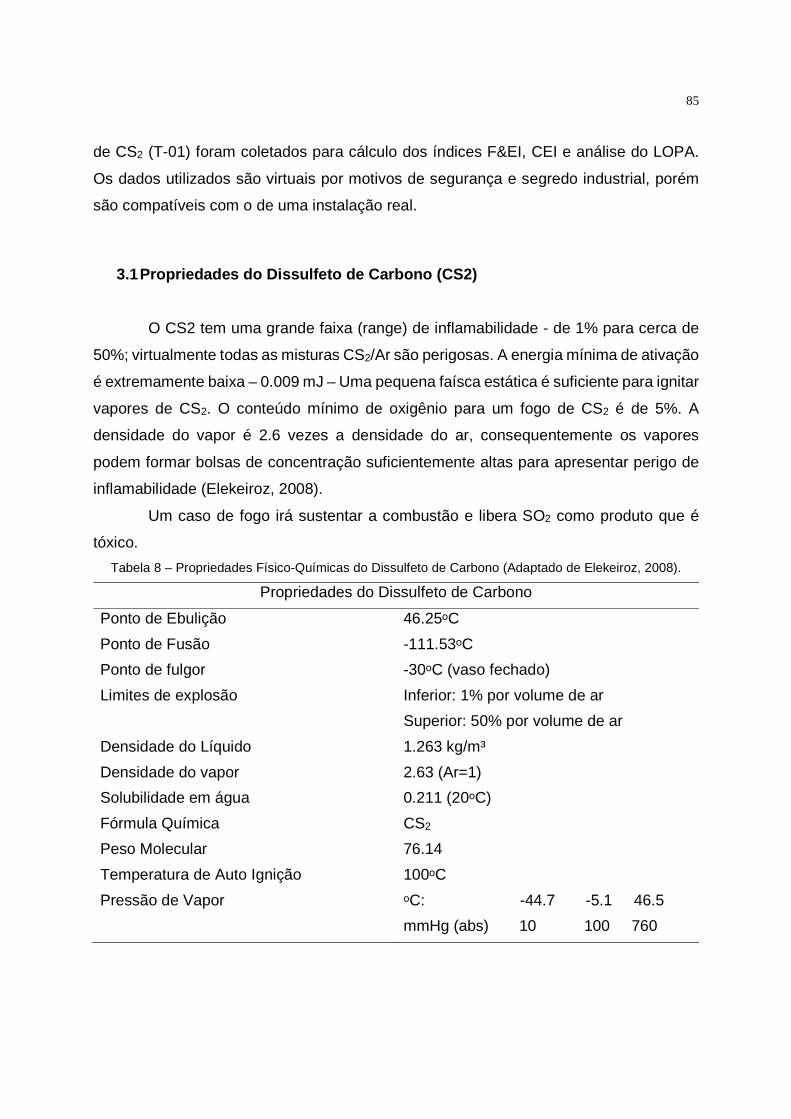
85
de CS2 (T-01) foram coletados para cálculo dos índices F&EI, CEI e análise do LOPA.
Os dados utilizados são virtuais por motivos de segurança e segredo industrial, porém
são compatíveis com o de uma instalação real.
3.1 Propriedades do Dissulfeto de Carbono (CS2)
O CS2 tem uma grande faixa (range) de inflamabilidade - de 1% para cerca de
50%; virtualmente todas as misturas CS2/Ar são perigosas. A energia mínima de ativação
é extremamente baixa – 0.009 mJ – Uma pequena faísca estática é suficiente para ignitar
vapores de CS2. O conteúdo mínimo de oxigênio para um fogo de CS2 é de 5%. A
densidade do vapor é 2.6 vezes a densidade do ar, consequentemente os vapores
podem formar bolsas de concentração suficientemente altas para apresentar perigo de
inflamabilidade (Elekeiroz, 2008).
Um caso de fogo irá sustentar a combustão e libera SO2 como produto que é
tóxico.
Tabela 8 – Propriedades Físico-Químicas do Dissulfeto de Carbono (Adaptado de Elekeiroz, 2008).
Propriedades do Dissulfeto de Carbono
Ponto de Ebulição 46.25ᵒC
Ponto de Fusão -111.53ᵒC
Ponto de fulgor -30ᵒC (vaso fechado)
Limites de explosão Inferior: 1% por volume de ar
Superior: 50% por volume de ar
Densidade do Líquido 1.263 kg/m³
Densidade do vapor 2.63 (Ar=1)
Solubilidade em água 0.211 (20ᵒC)
Fórmula Química CS2
Peso Molecular 76.14
Temperatura de Auto Ignição 100ᵒC
Pressão de Vapor ᵒC: -44.7 -5.1 46.5
mmHg (abs) 10 100 760

86
O contato de dissulfeto de carbono com os olhos pode causar severa irritação; a
absorção pela pele pode causar danos ao sistema nervoso periférico; inalação pode
causar dores de cabeça, inconsciência, convulsão, parade respiratória, narcose e morte;
sua ingestão pode levar à náuseas, vômitos e vertigens. A repetida exposição pode
causar efeitos neurotóxicos caracterizados por nervosismo, irritabilidade, tremores,
indigestão, dor de cabeça, perda de apetite, polineurites e psicoses. Danos ao sistema
nervoso central, sistema cardiovascular e aos olhos é possível. Perigoso para o Sistema
reprodutivo humano; em casos de exposição crônica pode ocorrer distúrbios menstruais,
aborto espontâneo e nascimento prematuro (Elekeiroz, 2008).
Tabela 9 – Dados Toxicológicos do Dissulfeto de Carbono (Elekeiroz, 2008).
Dados Toxicológicos *LDlo: 14mg/kg (Humano – oral)
*LDlo: 4.000 ppm (30 minutos) humano
(inalação)
*LDlo: a menor dose para matar um animal.
3.2 Aplicabilidade das Ferramentas
Baseando-se nas propriedades fisico-químicas do CS2 citadas anteriormente,
principalmente características de inflamabilidade e toxicidade, fica claro que as
ferramentas F&EI e CEI são aplicáveis para este químico; a primeira trata de riscos
associados com fogo e explosão, e sendo o CS2 altamente inflamável apresentando
energia de ativação muito baixa (0.009 mJ), F&EI será uma ferramenta útil para análise
de cenários envolvendo fogo com CS2. O CS2 é também bastante tóxico, de maneira
que a CEI será também uma ferramenta útil para análise de risco, porém neste caso
envolvendo cenários de liberação de nuvem tóxica levando à intoxicação.
Após a aplicação das ferramentas F&EI e CEI, uma análise mais profunda será
requerida para os cenários mais complexos e com piores consequências (identificados
no F&EI e CEI), isso para garantir que esta operação é segura o suficiente. A análise
com o LOPA trata melhor entendimento do cenário – seu evento iniciador, consequência
e frequência - levando a um melhor julgamento.
87
3.3 Coleta dos dados operacionais
O dissulfeto de carbono é comprado do fornecedor e levado até a planta através
de empresa transportadora por um caminhão isotanque projetado para transporte deste
químico. O volume máximo deste caminhão é de 15 m³, que é descarregado para o
tanque de armazenamento de CS2 (T-01) da planta. Este tanque tem capacidade de 48
m³ e está instalado dentro de um dique de 300 m³ onde fica imerso em água. O tanque
também é mantido com água em seu interior, além do CS2, e como o CS2 é mais denso
que a água este se mantém no fundo do tanque sempre coberto por uma camada de
água. Ao chegar no site, o caminhão passa direto na portaria e estaciona na doca de
descarregamento próximo ao tanque, onde o sistema de “deluge” é ligado para resfriar
o caminhão. Depois de algum tempo neste estado o caminhão é aterrado; os mangotes
de descarregamento e equalização são conectados ao caminhão por operador treinado
e experiente, ambos na parte superior do caminhão. A bomba de descarregamento (P-
01) é então ligada; esta bomba manda água do dique para dentro do caminhão, entrando
por cima, que então pressiona o líquido. A tubulação de saída de CS2 do caminhão é
feita através de “dip pipe” pela pressão exercida pela água bombeada para dentro do
caminhão, que é então enviado para dentro do tanque T-01. O caminhão descarregado
fica cheio de água e retorna ao fornecedor.
Para enviar o CS2 do tanque de armazenamento para o processo utiliza-se
basicamente o mesmo sistema do descarregamento. Uma bomba, chamada “bomba de
processo”(P-02), bombeia água do dique para dentro do tanque T-01 pela parte superior
deste. A pressão exercida no tanque “empurra” o CS2 que está na parte inferior do tanque
que sai deste também através de “dip pipe” e vai pela linha para o processo. Para que
não fique CS2 estagnado nas linhas (o prédio produtivo se localiza longe da tancagem
de dissulfeto de carbono) estas são lavadas com água, que faz com que o CS2 residual
das linhas retorne para o tanque e fique somente água nestas linhas. Há também uma
bóia que repõe possíveis perdas de água do dique e garantir que este sempre esteja
cheio de água; está boia está localizada de maneira tal que um metro de altura do dique
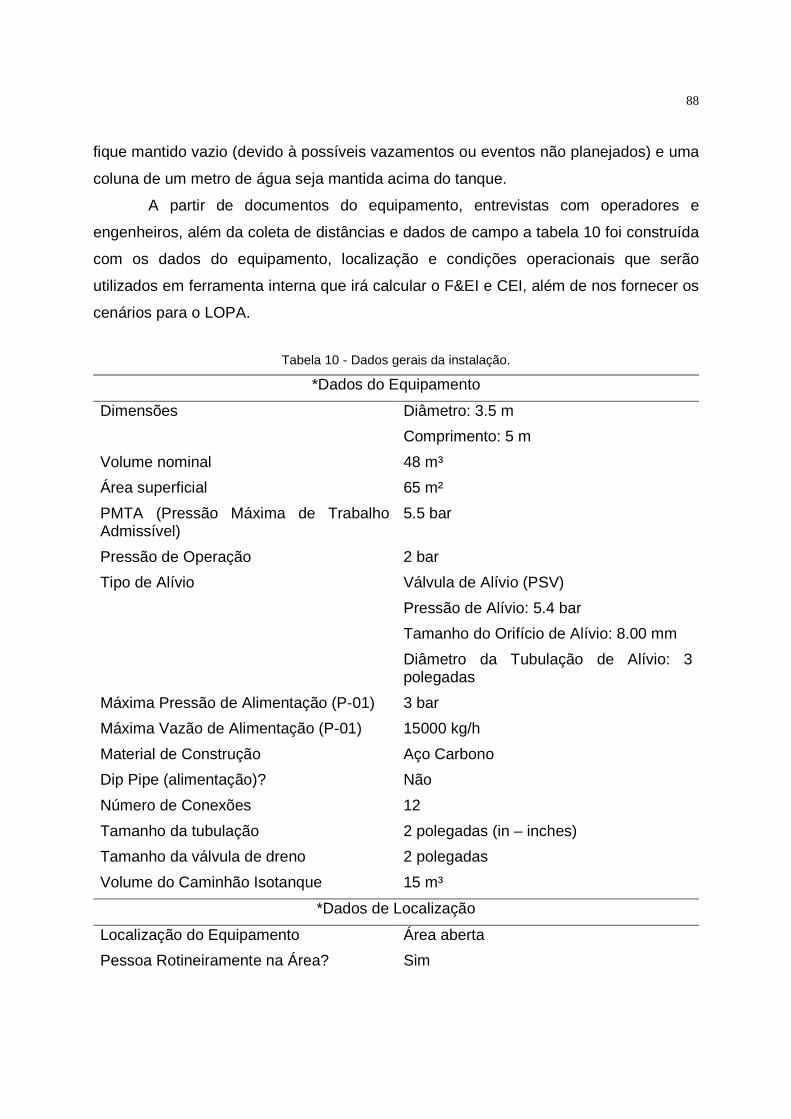
88
fique mantido vazio (devido à possíveis vazamentos ou eventos não planejados) e uma
coluna de um metro de água seja mantida acima do tanque.
A partir de documentos do equipamento, entrevistas com operadores e
engenheiros, além da coleta de distâncias e dados de campo a tabela 10 foi construída
com os dados do equipamento, localização e condições operacionais que serão
utilizados em ferramenta interna que irá calcular o F&EI e CEI, além de nos fornecer os
cenários para o LOPA.
Tabela 10 - Dados gerais da instalação.
*Dados do Equipamento
Dimensões Diâmetro: 3.5 m
Comprimento: 5 m
Volume nominal 48 m³
Área superficial 65 m²
PMTA (Pressão Máxima de Trabalho Admissível)
5.5 bar
Pressão de Operação 2 bar
Tipo de Alívio Válvula de Alívio (PSV)
Pressão de Alívio: 5.4 bar
Tamanho do Orifício de Alívio: 8.00 mm
Diâmetro da Tubulação de Alívio: 3 polegadas
Máxima Pressão de Alimentação (P-01) 3 bar
Máxima Vazão de Alimentação (P-01) 15000 kg/h
Material de Construção Aço Carbono
Dip Pipe (alimentação)? Não
Número de Conexões 12
Tamanho da tubulação 2 polegadas (in – inches)
Tamanho da válvula de dreno 2 polegadas
Volume do Caminhão Isotanque 15 m³
*Dados de Localização
Localização do Equipamento Área aberta
Pessoa Rotineiramente na Área? Sim
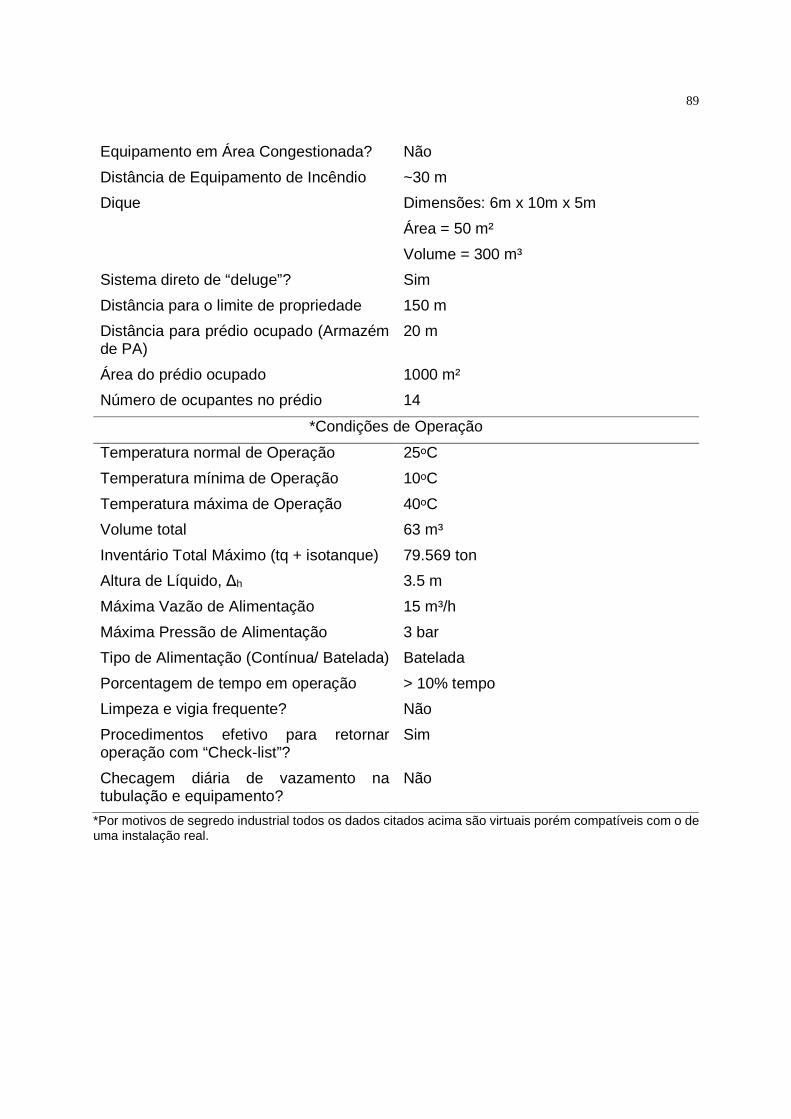
89
Equipamento em Área Congestionada? Não
Distância de Equipamento de Incêndio ~30 m
Dique Dimensões: 6m x 10m x 5m
Área = 50 m²
Volume = 300 m³
Sistema direto de “deluge”? Sim
Distância para o limite de propriedade 150 m
Distância para prédio ocupado (Armazém de PA)
20 m
Área do prédio ocupado 1000 m²
Número de ocupantes no prédio 14
*Condições de Operação
Temperatura normal de Operação 25ᵒC
Temperatura mínima de Operação 10ᵒC
Temperatura máxima de Operação 40ᵒC
Volume total 63 m³
Inventário Total Máximo (tq + isotanque) 79.569 ton
Altura de Líquido, Δh 3.5 m
Máxima Vazão de Alimentação 15 m³/h
Máxima Pressão de Alimentação 3 bar
Tipo de Alimentação (Contínua/ Batelada) Batelada
Porcentagem de tempo em operação > 10% tempo
Limpeza e vigia frequente? Não
Procedimentos efetivo para retornar operação com “Check-list”?
Sim
Checagem diária de vazamento na tubulação e equipamento?
Não
*Por motivos de segredo industrial todos os dados citados acima são virtuais porém compatíveis com o de uma instalação real.
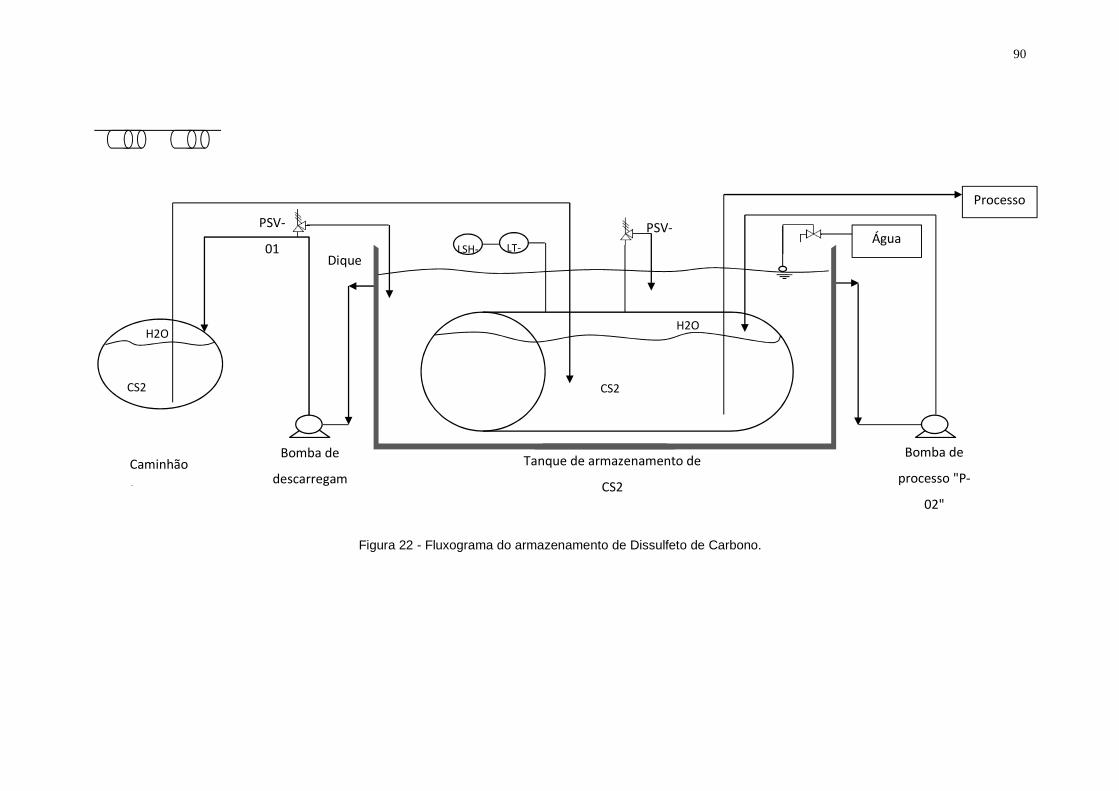
90
Figura 22 - Fluxograma do armazenamento de Dissulfeto de Carbono.
PSV-
01 PSV-
02 Água
Bomba de
descarregam
ento "P-01"
Bomba de
processo "P-
02"
Dique
H2O
CS2 CS2
H2O
Caminhão
isotanque
Tanque de armazenamento de
CS2
Processo
LT-LSH-
91
3.4 Aplicação de Ferramenta Interna (RAST)
Os dados citados anteriormente (sessões 3.1 e 3.3) para a instalação –
equipamento, localização e condições operacionais – foram inseridos em uma
ferramenta interna (RAST) que utiliza esses dados para calcular os índices F&EI e
CEI e também fornece, de acordo com o equipamento, os piores cenários para o
LOPA. Os dados do químico (CS2) são carregados automaticamente ao selecioná-
lo.
A ferramenta RAST se trata de uma planilha em Excel que utiliza macros
que contém fórmulas e considerações citadas e exemplificadas na revisão
bilbiográfica bem como dados físico-químicos das substâncias.
Alguns dos itens necessários para completar todas as informações
requeridas pela ferramenta são de definição interna da empresa e não foram
tratados neste trabalho pois não impactam diretamente nos resultados que serão
apresentados. Abaixo segue uma imagem ilustrativa das informações requeridas e
dos campos preenchidos.

92
3.4.1 Dow LOPA Target Factor como estimativa de con sequência
A Dow utiliza suas próprias categorias para os cenários, chamado de
“Target Factor” ou TF, onde transforma níveis de consequências em números;
números estes que são utilizados como parâmetro para saber qual o nível de
Exclude Mech Integrity Scenarios? No Report Target Factor 4 Cases? Yes
Equipment Type =
Plant Section or Sub-Area Equipment Tag = Operating Temperature = 25 C
P&ID Number Equipment Volume = 48 cu m Operating Pressure (gauge) = 2 bar
Equipment Location = Outdoors MAWP (gauge) = 5.5 bar Total Inventory = 79570 Kg
Personnel Routinely in Area? Yes Flat bottom non-anchored tank? Liquid Head, ∆h = 3.5 m
Effective Egress from Process Areas? Yes Relief Set Press (gauge) = 4.8 bar Maximum Feed Press (gauge) = 3 bar
Equipment in Highly Congested Area? No Relief Size (eq diameter) = 8 mm Maximum Feed Rate = 15000 Kg/hr
Distance from Fired Equipment = within 30 m (100 ft) Relief Type = Type of Feed (Batch or Continuous)
Access for Emergency Services? Partially Adequate Relief Tail Pipe Diameter = 3 in Non-Ignitable Atmosphere? Yes
Spills to Soil Require Remediation? No Relief Discharge Elevation = 4 m Downstream Pressure (gauge) =
Potential for Water Contamination? No Relief Discharges to = Max Pad Gas Pressure (gauge)=
Dike Area = 50 sq m Full Vacuum Rated? No Maximum Pad Gas Rate =
Drainage to Remote Area? No Material of Construction Equipment Vents to .. =
Approved/Directed Firewater Spray? Yes Corrosive or Stress Cracking Potential? Yes Susceptible to Vibration Fatigue? No
Equipment greater than 30 ft elevation? No Dip Pipe or Bottom Fill? No
Qty Other Flammable Liquids in Area 0 Kg Nozzle or Pipe Size = 2 in
Enclosed Process Volume = Number of Nozzles or Connections = 12
Enclosed Process Ventilation = changes/hr Pipe Length =
No. Enclosed Area Personnel = 2 Drain Valve Size 2 in
Distance to Fence Line = 150 m Piping NOT Vulnerable to Damage?
Toxic Enabling Factor = -1 Primarily Screwed Connections? No
Distance to Occupied Bldg or Area = 20 m Expansion Joint Used?
Occupied Bldg or Area Size = 1000 sq m Sight Glass Used? No
Occupied Bldg Type = Type 1 Equipment Connection =
Occupied Bldg Ventilation Rate = changes/hr Replace Cost & Business Loss
Centralized Ventilation Shut-Off? User Equipment Surface Area = 65 sq m
Number of Building Occupants = 14 Insulated? No
Distance to Occupied Bldg 2 Heat Transfer Area = Percent of Time in Operation =
Occupied Bldg 2 Type = Overall U = No
Number of Occupants Bldg 2 = Heating Media T = Yes
Motor Power = No
Remote Start Pump?
Automated Suction & Discharge?
Seal Type =
Greater than 10%
Frequent Turnaround or Cleanout?
Effective RTO Procedures with Checklists?
Daily check of piping and equipment for leaks?
Design Standards/Operating Procedures
Safety Valve Batch
Outdoors-Upwards
Carbon Steel Immediate Area
Equipment Data
Site/Location Data Vessel/Tank Process/Operating Conditions
T-01
Session Date Session Partipants
10/9/2013 Juliana Esteves da Silva
Process Description
Tanque de CS2
Figura 23 - Imagem ilustrativa da ferramenta interna utilizada para análise (Dow RAST, 2012).
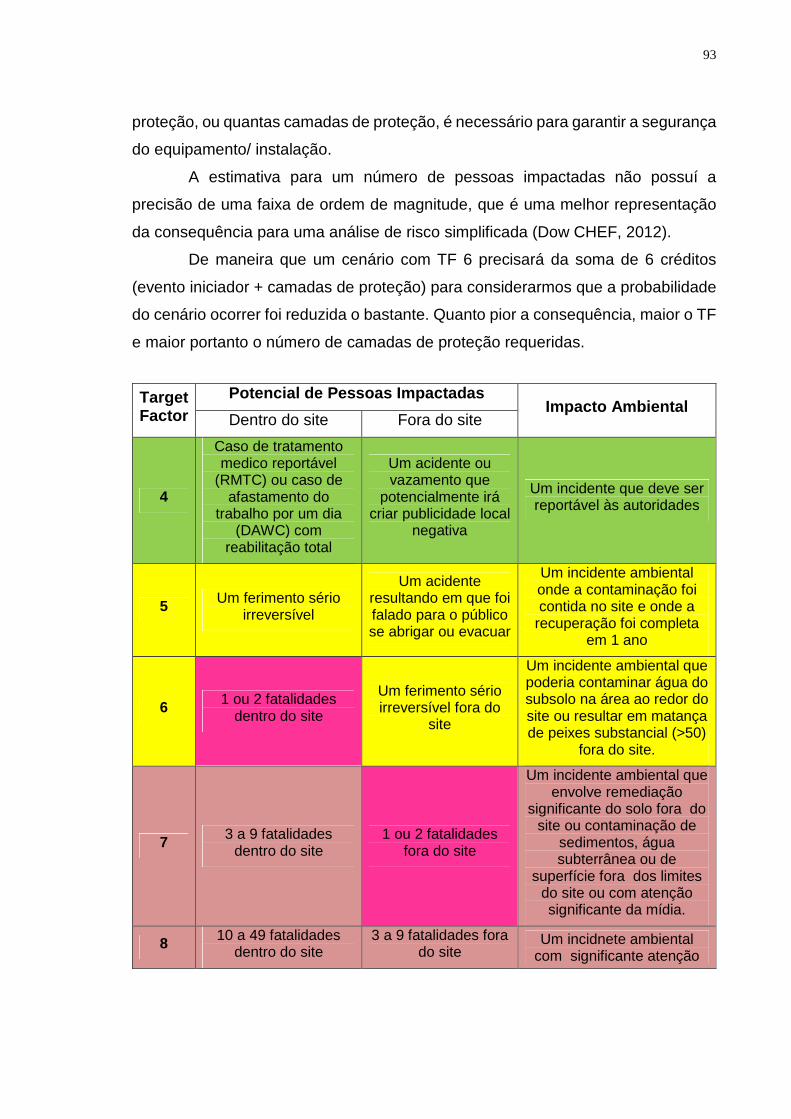
93
proteção, ou quantas camadas de proteção, é necessário para garantir a segurança
do equipamento/ instalação.
A estimativa para um número de pessoas impactadas não possuí a
precisão de uma faixa de ordem de magnitude, que é uma melhor representação
da consequência para uma análise de risco simplificada (Dow CHEF, 2012).
De maneira que um cenário com TF 6 precisará da soma de 6 créditos
(evento iniciador + camadas de proteção) para considerarmos que a probabilidade
do cenário ocorrer foi reduzida o bastante. Quanto pior a consequência, maior o TF
e maior portanto o número de camadas de proteção requeridas.
Target Factor
Potencial de Pessoas Impactad as Impacto Ambiental
Dentro do site Fora do site
4
Caso de tratamento medico reportável
(RMTC) ou caso de afastamento do
trabalho por um dia (DAWC) com
reabilitação total
Um acidente ou vazamento que
potencialmente irá criar publicidade local
negativa
Um incidente que deve ser reportável às autoridades
5 Um ferimento sério irreversível
Um acidente resultando em que foi falado para o público se abrigar ou evacuar
Um incidente ambiental onde a contaminação foi contida no site e onde a
recuperação foi completa em 1 ano
6 1 ou 2 fatalidades dentro do site
Um ferimento sério irreversível fora do
site
Um incidente ambiental que poderia contaminar água do subsolo na área ao redor do site ou resultar em matança de peixes substancial (>50)
fora do site.
7 3 a 9 fatalidades dentro do site
1 ou 2 fatalidades fora do site
Um incidente ambiental que envolve remediação
significante do solo fora do site ou contaminação de
sedimentos, água subterrânea ou de
superfície fora dos limites do site ou com atenção significante da mídia.
8 10 a 49 fatalidades dentro do site
3 a 9 fatalidades fora do site
Um incidnete ambiental com significante atenção
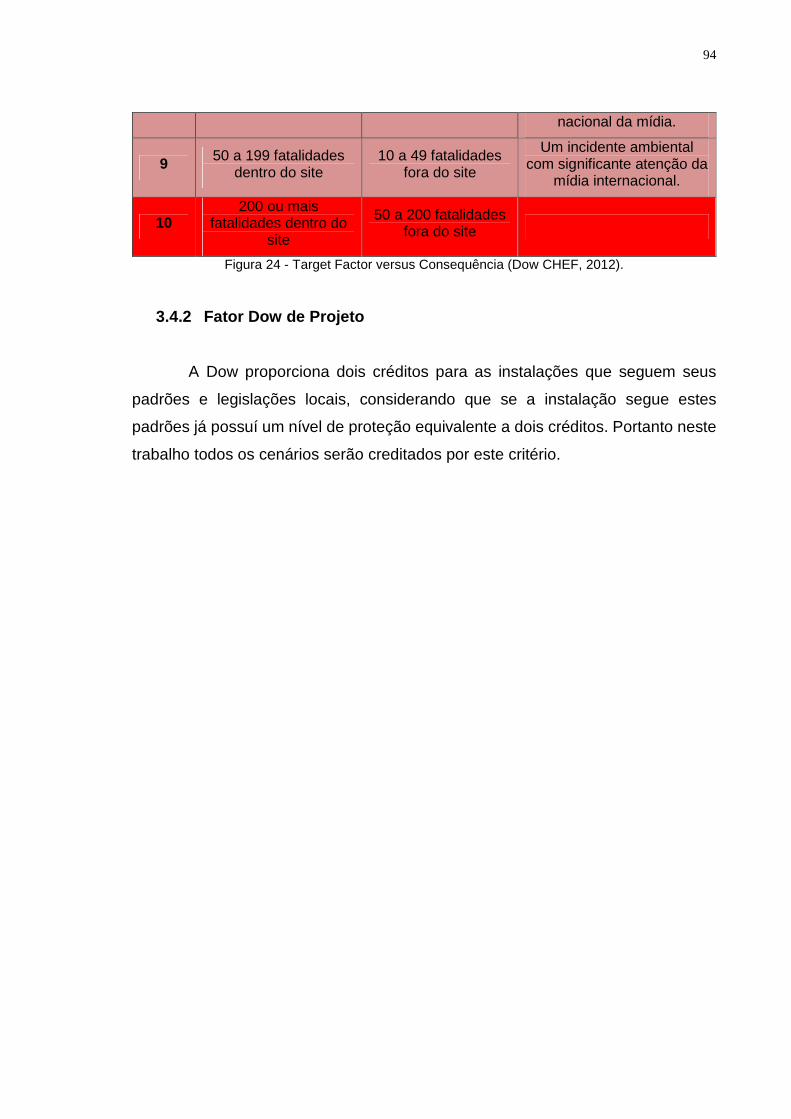
94
nacional da mídia.
9 50 a 199 fatalidades dentro do site
10 a 49 fatalidades fora do site
Um incidente ambiental com significante atenção da
mídia internacional.
10 200 ou mais
fatalidades dentro do site
50 a 200 fatalidades fora do site
Figura 24 - Target Factor versus Consequência (Dow CHEF, 2012).
3.4.2 Fator Dow de Projeto
A Dow proporciona dois créditos para as instalações que seguem seus
padrões e legislações locais, considerando que se a instalação segue estes
padrões já possuí um nível de proteção equivalente a dois créditos. Portanto neste
trabalho todos os cenários serão creditados por este critério.
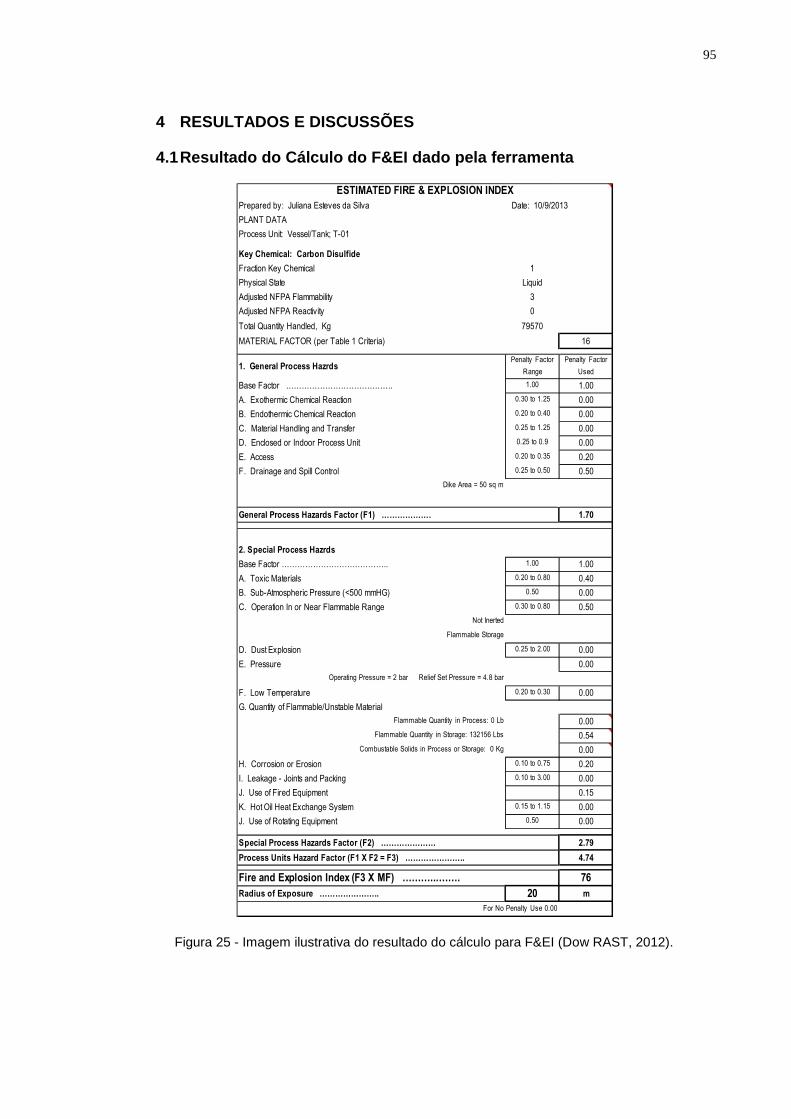
95
4 RESULTADOS E DISCUSSÕES
4.1 Resultado do Cálculo do F&EI dado pela ferramen ta
Figura 25 - Imagem ilustrativa do resultado do cálculo para F&EI (Dow RAST, 2012).
Prepared by: Juliana Esteves da Silva
Key Chemical: Carbon Disulfide
Fraction Key Chemical 1
Physical State Liquid
Adjusted NFPA Flammability 3
Adjusted NFPA Reactivity 0
Total Quantity Handled, Kg 79570
MATERIAL FACTOR (per Table 1 Criteria) 16
1. General Process HazrdsPenalty Factor
Range
Penalty Factor
Used
Base Factor ………………………………….. 1.00 1.00
A. Exothermic Chemical Reaction 0.30 to 1.25 0.00
B. Endothermic Chemical Reaction 0.20 to 0.40 0.00
C. Material Handling and Transfer 0.25 to 1.25 0.00
D. Enclosed or Indoor Process Unit 0.25 to 0.9 0.00
E. Access 0.20 to 0.35 0.20
F. Drainage and Spill Control 0.25 to 0.50 0.50
Dike Area = 50 sq m
General Process Hazards Factor (F1) ………………. 1.70
2. Special Process Hazrds
Base Factor ………………………………….. 1.00 1.00
A. Toxic Materials 0.20 to 0.80 0.40
B. Sub-Atmospheric Pressure (<500 mmHG) 0.50 0.00
C. Operation In or Near Flammable Range 0.30 to 0.80 0.50
Not Inerted
Flammable Storage
D. Dust Explosion 0.25 to 2.00 0.00
E. Pressure 0.00
Operating Pressure = 2 bar Relief Set Pressure = 4.8 bar
F. Low Temperature 0.20 to 0.30 0.00
G. Quantity of Flammable/Unstable Material
Flammable Quantity in Process: 0 Lb 0.00
Flammable Quantity in Storage: 132156 Lbs 0.54
Combustable Solids in Process or Storage: 0 Kg 0.00
H. Corrosion or Erosion 0.10 to 0.75 0.20
I. Leakage - Joints and Packing 0.10 to 3.00 0.00
J. Use of Fired Equipment 0.15
K. Hot Oil Heat Exchange System 0.15 to 1.15 0.00
J. Use of Rotating Equipment 0.50 0.00
Special Process Hazards Factor (F2) ………………… 2.79
Process Units Hazard Factor (F1 X F2 = F3) ………………….. 4.74
Fire and Explosion Index (F3 X MF) ………...……. 76
Radius of Exposure ………………….. 20 m
For No Penalty Use 0.00
ESTIMATED FIRE & EXPLOSION INDEX
Date: 10/9/2013
PLANT DATA
Process Unit: Vessel/Tank; T-01
96
Como resultado do cálculo pela ferramenta foi obtido para a unidade de
processo (tanque de CS2 – T-01) um índice de 76 para o F&EI; este valor é
considerado moderado de acordo com o guia do F&EI - F&EI Guide, 1994.
A ferramenta se baseou no Fator Material (MF) tabelado de 16 para o
dissulfeto de carbono e posteriormente aplicou penalidades de acordo com o que
foi preenchido nos dados da instalação, equipamento e etc.
Em Riscos Gerais de Processo (1. General Process Hazards) foram
aplicadas penalidades de 0.20 para acesso, pois nos dados de entrada o acesso
foi considerado parcial uma vez que há uma série de grades e escada marinheiro
para acessar alguns pontos acima do dique. Ainda nesta sessão foi aplicada
também 0.50 de penalidade pela falta de drenagem do dique para local remoto e
seguro. Todas estas penalidades somam 1.7.
Em Riscos Especiais de Processo (2. Special Process Hazards) foi
considerada penalidade pelo CS2 se tratar de um material tóxico – 0.40 – e
inflamável – 0.50 – com manuseio acima de seu ponto de fulgor. Também foi
aplicada penalidade de 0.54 devido ao inventário de inflamável (132,156 Lb) e como
o CS2 possuí propriedades corrosivas aplicou-se também 0.20 de penalidade.
Estas penalidades somam 2.79.
A partir destes valores de penalidades e do Fator Material o índice para o
F&EI e o raio de exposição foram calculados.
O raio de exposição calculado foi de 20 metros. Este valor é utilizado em
novos projetos para que em um raio de 20 metros não seja alocado nenhum tipo
de material inflamável ou combustível, evitando assim em caso de um incidente ter
eventos em série; da mesma maneira devemos neste raio evitar prédios ocupados
pois, em caso de um evento envolvendo fogo e/ou explosão, as pessoas ocupantes
deste prédio poderiam eventualmente serem atingidas. Quando há o F&EI para
todos os equipamentos da planta seus raios são traçados em um desenho de planta
baixa para ser consultado.
A partir do raio de exposição pode-se considerar uma área de exposição,
que nada mais é que a área circular onde o centro é o equipamento (T-01) e o raio
97
do círculo é igual ao raio de exposição; a área é calculada pela fórmula A=π*R²
(onde A=área de exposição e R=raio de exposição), totalizando 1256,64 m².
A partir do raio/ área de exposição foi estimado, seguindo o guia do F&EI,
o fator de dano.
4.1.1 Cálculo do Fator de Dano para o Tanque de CS 2
Foi visto na revisão bibliográfica que o Fator de Dano é calculado a partir
de equações que variam de acordo com o Fator Material. Para este caso, com MF
igual a 16 e F3 variando de 1 a 8, usamos a seguinte equação:
Y = 0.256741 + 0.019886(X) + 0.011055(X²) - 0.00088(X³)
onde, Y=Fator de Dano e X=F3
Para o F3 dado pela ferramenta igual a 4.74, temos um Fator de Dano igual
a 0.5057.
Isso significa que em caso de fogo/ explosão do tanque de CS2 (T-01)
resultará em danos à cerca de 50.57% de sua área de exposição, compreendendo
635.43 m² danificados.
Desta maneira foi possível ter uma ideia melhor de magnitude e potencial
para esta instalação.
4.2 Resultado do Cálculo do CEI dado pela ferrament a
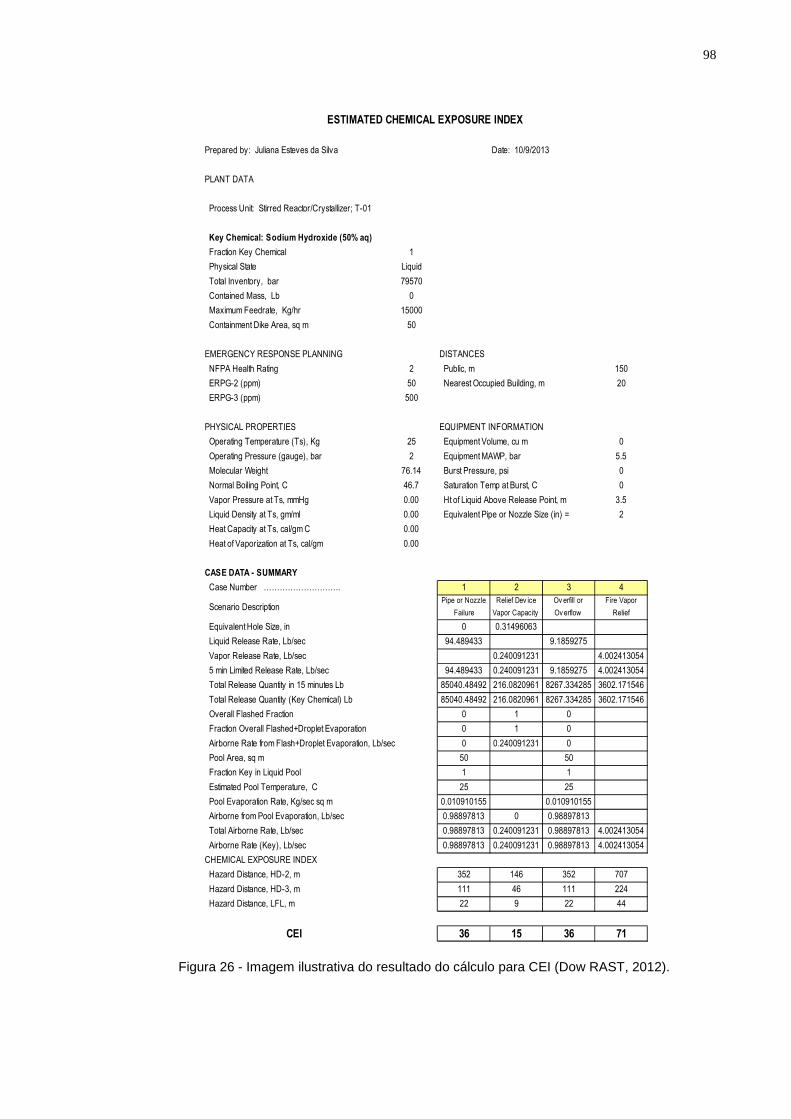
98
Figura 26 - Imagem ilustrativa do resultado do cálculo para CEI (Dow RAST, 2012).
Key Chemical: Sodium Hydroxide (50% aq)
Fraction Key Chemical 1
Physical State Liquid
Total Inventory, bar 79570
Contained Mass, Lb 0
Maximum Feedrate, Kg/hr 15000
Containment Dike Area, sq m 50
EMERGENCY RESPONSE PLANNING DISTANCES
NFPA Health Rating 2 Public, m 150
ERPG-2 (ppm) 50 Nearest Occupied Building, m 20
ERPG-3 (ppm) 500
PHYSICAL PROPERTIES EQUIPMENT INFORMATION
Operating Temperature (Ts), Kg 25 Equipment Volume, cu m 0
Operating Pressure (gauge), bar 2 Equipment MAWP, bar 5.5
Molecular Weight 76.14 Burst Pressure, psi 0
Normal Boiling Point, C 46.7 Saturation Temp at Burst, C 0
Vapor Pressure at Ts, mmHg 0.00 Ht of Liquid Above Release Point, m 3.5
Liquid Density at Ts, gm/ml 0.00 Equivalent Pipe or Nozzle Size (in) = 2
Heat Capacity at Ts, cal/gm C 0.00
Heat of Vaporization at Ts, cal/gm 0.00
CASE DATA - SUMMARY
Case Number ……………………….. 1 2 3 4
Scenario DescriptionPipe or Nozzle
Failure
Relief Dev ice
Vapor Capacity
Ov erfill or
Ov erflow
Fire Vapor
Relief
Equivalent Hole Size, in 0 0.31496063
Liquid Release Rate, Lb/sec 94.489433 9.1859275
Vapor Release Rate, Lb/sec 0.240091231 4.002413054
5 min Limited Release Rate, Lb/sec 94.489433 0.240091231 9.1859275 4.002413054
Total Release Quantity in 15 minutes Lb 85040.48492 216.0820961 8267.334285 3602.171546
Total Release Quantity (Key Chemical) Lb 85040.48492 216.0820961 8267.334285 3602.171546
Overall Flashed Fraction 0 1 0
Fraction Overall Flashed+Droplet Evaporation 0 1 0
Airborne Rate from Flash+Droplet Evaporation, Lb/sec 0 0.240091231 0
Pool Area, sq m 50 50
Fraction Key in Liquid Pool 1 1
Estimated Pool Temperature, C 25 25
Pool Evaporation Rate, Kg/sec sq m 0.010910155 0.010910155
Airborne from Pool Evaporation, Lb/sec 0.98897813 0 0.98897813
Total Airborne Rate, Lb/sec 0.98897813 0.240091231 0.98897813 4.002413054
Airborne Rate (Key), Lb/sec 0.98897813 0.240091231 0.98897813 4.002413054
CHEMICAL EXPOSURE INDEX
Hazard Distance, HD-2, m 352 146 352 707
Hazard Distance, HD-3, m 111 46 111 224
Hazard Distance, LFL, m 22 9 22 44
CEI 36 15 36 71
ESTIMATED CHEMICAL EXPOSURE INDEX
Prepared by: Juliana Esteves da Silva Date: 10/9/2013
PLANT DATA
Process Unit: Stirred Reactor/Crystallizer; T-01
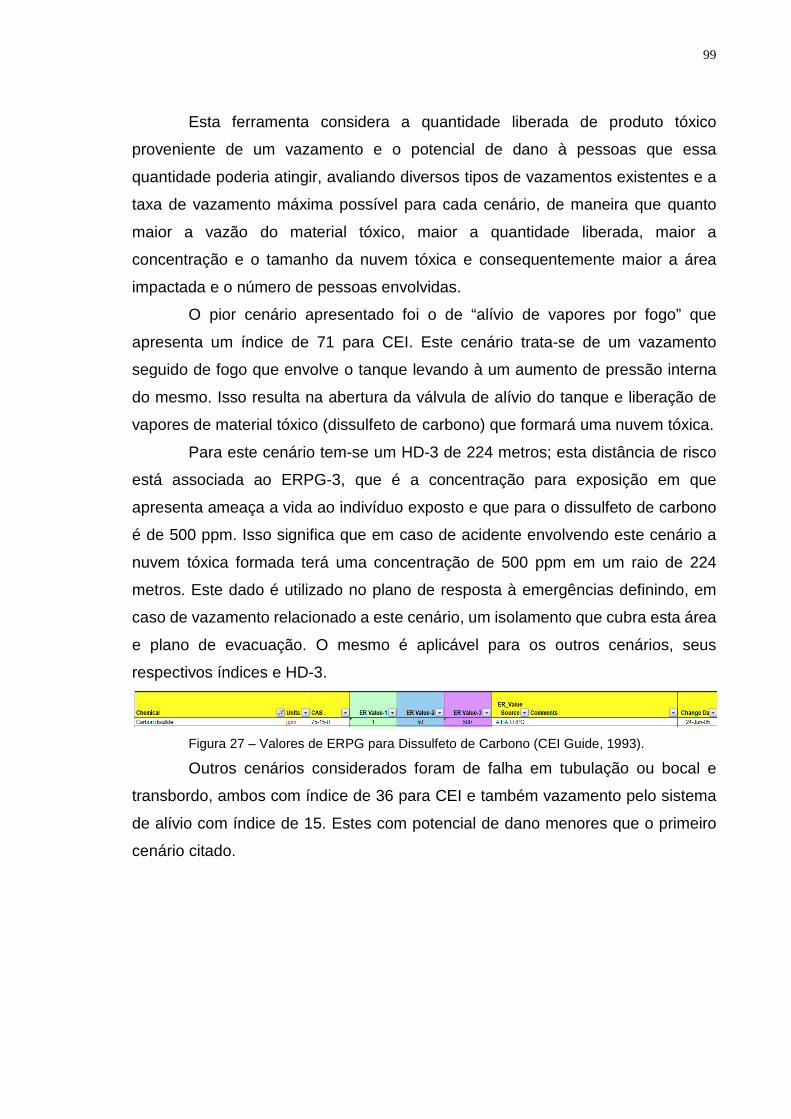
99
Esta ferramenta considera a quantidade liberada de produto tóxico
proveniente de um vazamento e o potencial de dano à pessoas que essa
quantidade poderia atingir, avaliando diversos tipos de vazamentos existentes e a
taxa de vazamento máxima possível para cada cenário, de maneira que quanto
maior a vazão do material tóxico, maior a quantidade liberada, maior a
concentração e o tamanho da nuvem tóxica e consequentemente maior a área
impactada e o número de pessoas envolvidas.
O pior cenário apresentado foi o de “alívio de vapores por fogo” que
apresenta um índice de 71 para CEI. Este cenário trata-se de um vazamento
seguido de fogo que envolve o tanque levando à um aumento de pressão interna
do mesmo. Isso resulta na abertura da válvula de alívio do tanque e liberação de
vapores de material tóxico (dissulfeto de carbono) que formará uma nuvem tóxica.
Para este cenário tem-se um HD-3 de 224 metros; esta distância de risco
está associada ao ERPG-3, que é a concentração para exposição em que
apresenta ameaça a vida ao indivíduo exposto e que para o dissulfeto de carbono
é de 500 ppm. Isso significa que em caso de acidente envolvendo este cenário a
nuvem tóxica formada terá uma concentração de 500 ppm em um raio de 224
metros. Este dado é utilizado no plano de resposta à emergências definindo, em
caso de vazamento relacionado a este cenário, um isolamento que cubra esta área
e plano de evacuação. O mesmo é aplicável para os outros cenários, seus
respectivos índices e HD-3.
Figura 27 – Valores de ERPG para Dissulfeto de Carbono (CEI Guide, 1993).
Outros cenários considerados foram de falha em tubulação ou bocal e
transbordo, ambos com índice de 36 para CEI e também vazamento pelo sistema
de alívio com índice de 15. Estes com potencial de dano menores que o primeiro
cenário citado.
100
4.3 Escolha de piores cenários do LOPA
A escolha dos piores cenários foi realizada a partir dos resultados
apresentados pela ferramenta RAST. A ferramenta nos fornece diversos tipos de
cenários, com consequências e frequências diferentes. Foram escolhidos os
cenários com maior TF e maior frequência (evento iniciador com maior
probabilidade de ocorrer), e consequentemente os cenários que necessitam de um
número maior de camadas de proteção para que seja aceitável.
A ferramenta gerou 40 cenários diferentes, porém a maior parte deles
apresentou cenários parecidos (mesmo evento iniciador ou consequências
parecidas) e alguns deles consequências de proporções menores e/ou frequência
do evento iniciador baixa. Desta maneira foi contemplado para análise os piores
cenários incluindo intoxicação e fogo/ explosão, sendo o pior TF para o tanque de
CS2 nas condições abordadas igual a 8. Além do TF levou-se em consideração
cenários envolvendo consequências e eventos iniciadores diferentes, para garantir
diversidade de cenários na análise. Buscou-se abordar os cenários com diferentes
eventos iniciadores (ex. falha de instrumento, furo no costado do tanque, válvula/
dreno aberto etc.) que levam a diferentes cenários (ex. transbordo, sobrepressão,
explosão) com consequências diferentes (fogo/ explosão e intoxicação) com a
intenção de abordar todos os tipos de cenários possíveis e obter uma análise mais
rica.
Desta maneira os cenários escolhidos para análise são os seguintes:
1- Tanque, T-01, envolvido em um evento de Dreno ou Válvula Aberta
resultando em vazamento de 3960 Lb de vapor de Dissulfeto de Carbono pelo
dreno ou válvula, causado por esquecimento de válvula ou dreno aberto após
manutenção infrequente, resultando em um Vazamento Tóxico Dentro do Site com
pessoal operacional nas proximidades e uma Distância de Impacto Tóxico Grave
(10 vezes a concentração ERPG-3) de 17m com o potencial para 1-2 fatalidades
dentro do site (TF=6).
2- Tanque, T-01, envolvido em um evento de Calor Excessivo -
Exposição à Piscina de Fogo, causado por vazamento de material inflamável acima
de seu ponto de fulgor que pode ignitar, resultando em liberação de 14409 Lb de
101
vapor de Dissulfeto de Carbono pelo Sistema de Alívio com uma taxa de 4 Lb/s com
um tempo estimado para atingir a pressão de abertura do dispositivo de alívio de
29 min e potencial para 3-9 fatalidades dentro do site (TF=7).
3- Tanque, T-01, envolvido em um evento com Excesso de Calor -
Piscina de Fogo, causado por vazamento de material inflamável acima de seu ponto
de fulgor que pode ignitar, resultando em Ruptura do Equipamento em Condições
de Fogo com subsequente vazamento de 4286 Lb de Dissulfeto de Carbono com
uma vazão de 12 Lb/s e tempo estimado de ruptura 49 min. Este incidente poderia
resultar em um Vazamento Tóxico em ambiente fechado com concentração de
26782 ppm dentro do prédio com potencial para 10-49 fatalidades dentro do site
(TF=8).
4- Tanque, T-01, envolvido em um evento de Vazamento de Tubulação
ou Equipamento - Muito Grande com tamanho do furo muito grande (100 mm),
causado por corrosão, fadiga, etc., atingindo uma sobrepressão de 1 psi. Este
incidente poderia resultar em uma Explosão de Nuvem de Vapor incluindo
Sobrepressão pela explosão de no prédio ocupado com potencial para 10-49
fatalidades dentro do site (TF=8).
5- Tanque, T-01, envolvido em um evento de Transbordo, causado por
falha do transmissor de nível (LT-03), resultando em Vazamento pelo Sistema de
Alívio com subsequente liberação de 2269 Lb de Dissulfeto de Carbono com uma
taxa de 0.67 Lb/s. Tempo estimado para atingir a pressão de alívio é 14.4 min. Este
incidente poderia resultar em uma explosão ou piscina de fogo com pessoal
operacional nas proximidades e com distância para impacto grave com inflamável
de 12 m com potencial para 1-2 fatalidades dentro do site (TF=6).
4.3.1 Análise das Camadas de Proteção (LOPA)
Cada um dos cenários escolhidos foi analisado, seus “gaps” foram
identificados e as camadas de proteção independentes (IPLs) aplicáveis foram
utilizadas para fechar os cenários.
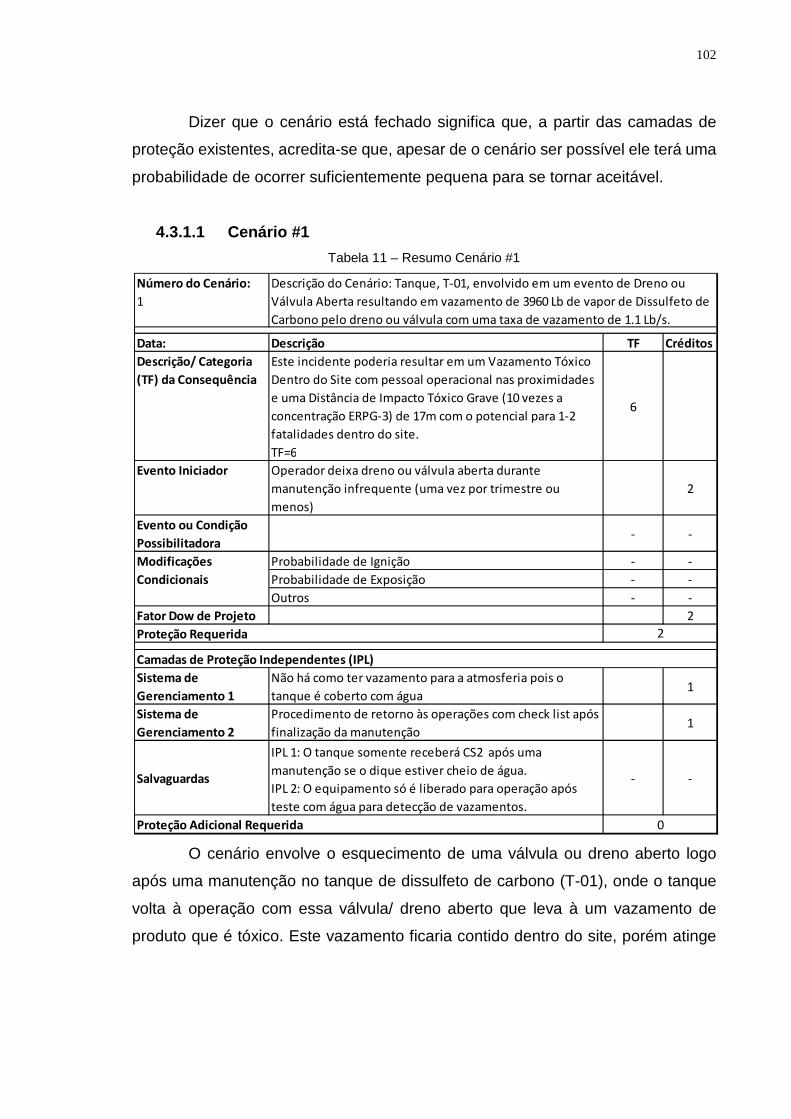
102
Dizer que o cenário está fechado significa que, a partir das camadas de
proteção existentes, acredita-se que, apesar de o cenário ser possível ele terá uma
probabilidade de ocorrer suficientemente pequena para se tornar aceitável.
4.3.1.1 Cenário #1
Tabela 11 – Resumo Cenário #1
O cenário envolve o esquecimento de uma válvula ou dreno aberto logo
após uma manutenção no tanque de dissulfeto de carbono (T-01), onde o tanque
volta à operação com essa válvula/ dreno aberto que leva à um vazamento de
produto que é tóxico. Este vazamento ficaria contido dentro do site, porém atinge
Número do Cenário:
1
Data: Descrição TF Créditos
Descrição/ Categoria
(TF) da Consequência
Este incidente poderia resultar em um Vazamento Tóxico
Dentro do Site com pessoal operacional nas proximidades
e uma Distância de Impacto Tóxico Grave (10 vezes a
concentração ERPG-3) de 17m com o potencial para 1-2
fatalidades dentro do site.
TF=6
6
Evento Iniciador Operador deixa dreno ou válvula aberta durante
manutenção infrequente (uma vez por trimestre ou
menos)
2
Evento ou Condição
Possibilitadora- -
Probabilidade de Ignição - -
Probabilidade de Exposição - -
Outros - -
Fator Dow de Projeto 2
Sistema de
Gerenciamento 1
Não há como ter vazamento para a atmosferia pois o
tanque é coberto com água1
Sistema de
Gerenciamento 2
Procedimento de retorno às operações com check list após
finalização da manutenção1
Salvaguardas
IPL 1: O tanque somente receberá CS2 após uma
manutenção se o dique estiver cheio de água.
IPL 2: O equipamento só é liberado para operação após
teste com água para detecção de vazamentos.
- -
Modificações
Condicionais
Descrição do Cenário: Tanque, T-01, envolvido em um evento de Dreno ou
Válvula Aberta resultando em vazamento de 3960 Lb de vapor de Dissulfeto de
Carbono pelo dreno ou válvula com uma taxa de vazamento de 1.1 Lb/s.
Proteção Adicional Requerida
Proteção Requerida
0
2
Camadas de Proteção Independentes (IPL)
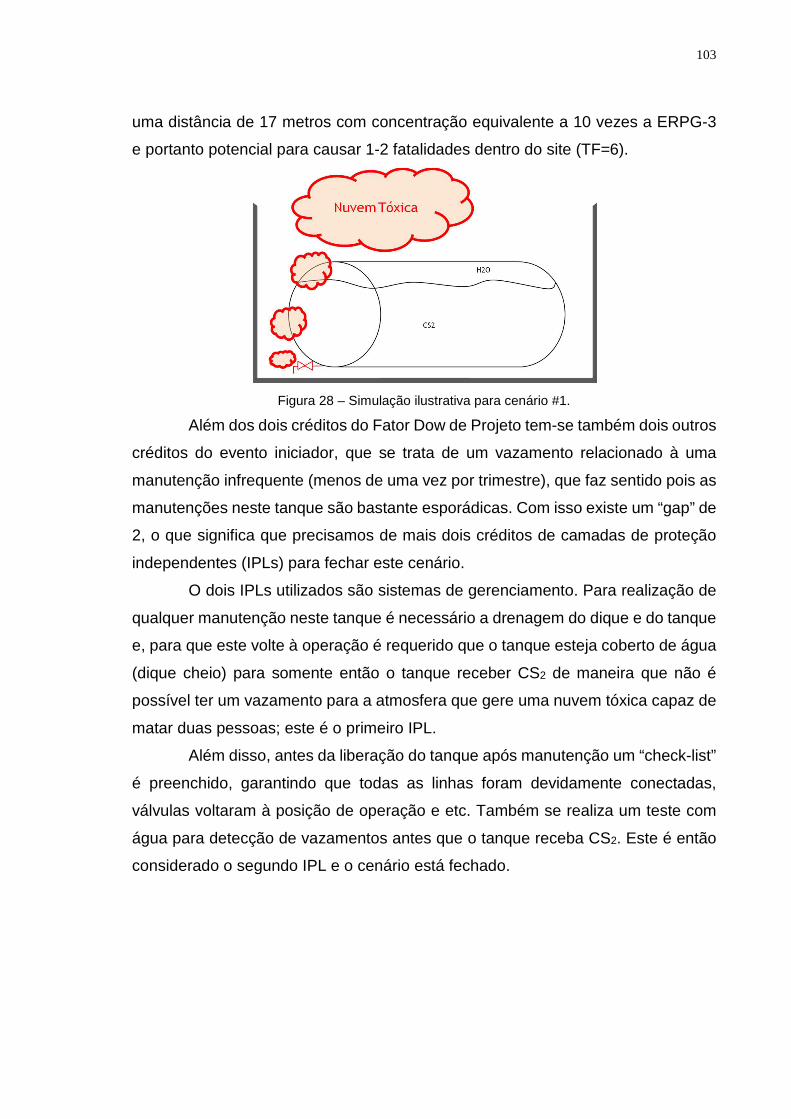
103
uma distância de 17 metros com concentração equivalente a 10 vezes a ERPG-3
e portanto potencial para causar 1-2 fatalidades dentro do site (TF=6).
Figura 28 – Simulação ilustrativa para cenário #1.
Além dos dois créditos do Fator Dow de Projeto tem-se também dois outros
créditos do evento iniciador, que se trata de um vazamento relacionado à uma
manutenção infrequente (menos de uma vez por trimestre), que faz sentido pois as
manutenções neste tanque são bastante esporádicas. Com isso existe um “gap” de
2, o que significa que precisamos de mais dois créditos de camadas de proteção
independentes (IPLs) para fechar este cenário.
O dois IPLs utilizados são sistemas de gerenciamento. Para realização de
qualquer manutenção neste tanque é necessário a drenagem do dique e do tanque
e, para que este volte à operação é requerido que o tanque esteja coberto de água
(dique cheio) para somente então o tanque receber CS2 de maneira que não é
possível ter um vazamento para a atmosfera que gere uma nuvem tóxica capaz de
matar duas pessoas; este é o primeiro IPL.
Além disso, antes da liberação do tanque após manutenção um “check-list”
é preenchido, garantindo que todas as linhas foram devidamente conectadas,
válvulas voltaram à posição de operação e etc. Também se realiza um teste com
água para detecção de vazamentos antes que o tanque receba CS2. Este é então
considerado o segundo IPL e o cenário está fechado.
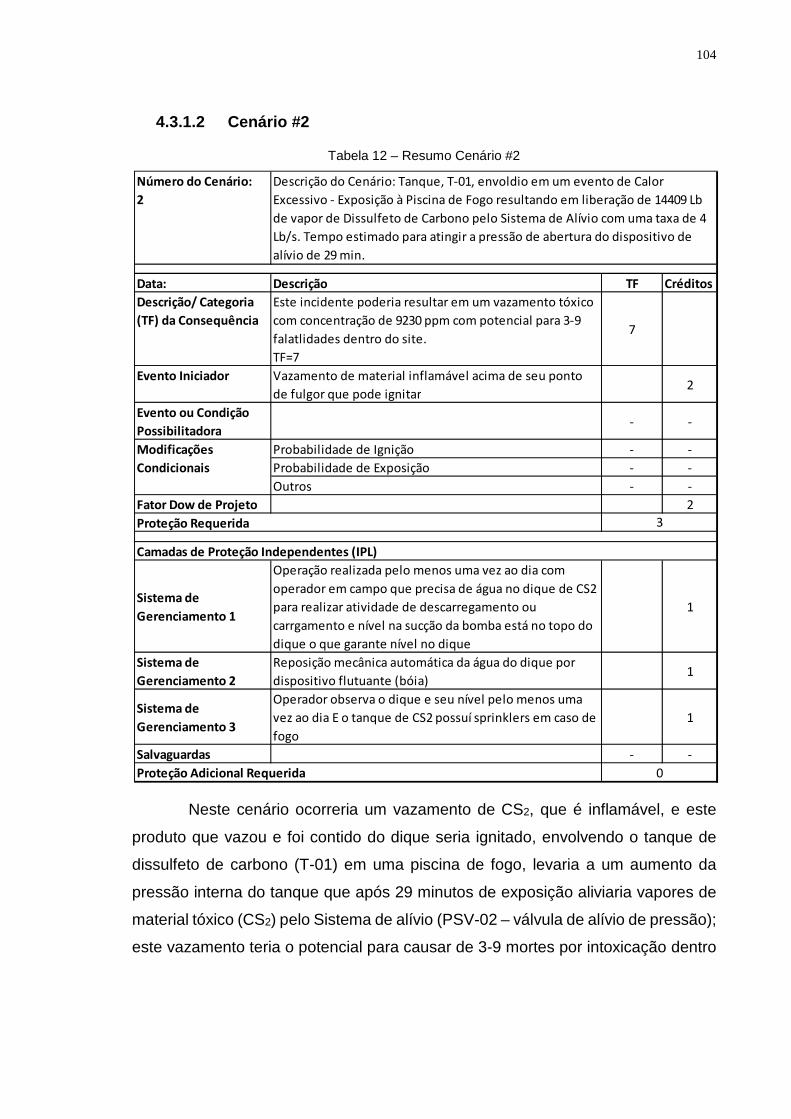
104
4.3.1.2 Cenário #2
Tabela 12 – Resumo Cenário #2
Neste cenário ocorreria um vazamento de CS2, que é inflamável, e este
produto que vazou e foi contido do dique seria ignitado, envolvendo o tanque de
dissulfeto de carbono (T-01) em uma piscina de fogo, levaria a um aumento da
pressão interna do tanque que após 29 minutos de exposição aliviaria vapores de
material tóxico (CS2) pelo Sistema de alívio (PSV-02 – válvula de alívio de pressão);
este vazamento teria o potencial para causar de 3-9 mortes por intoxicação dentro
Número do Cenário:
2
Data: Descrição TF Créditos
Descrição/ Categoria
(TF) da Consequência
Este incidente poderia resultar em um vazamento tóxico
com concentração de 9230 ppm com potencial para 3-9
falatlidades dentro do site.
TF=7
7
Evento Iniciador Vazamento de material inflamável acima de seu ponto
de fulgor que pode ignitar2
Evento ou Condição
Possibilitadora- -
Probabilidade de Ignição - -
Probabilidade de Exposição - -
Outros - -
Fator Dow de Projeto 2
Sistema de
Gerenciamento 1
Operação realizada pelo menos uma vez ao dia com
operador em campo que precisa de água no dique de CS2
para realizar atividade de descarregamento ou
carrgamento e nível na sucção da bomba está no topo do
dique o que garante nível no dique
1
Sistema de
Gerenciamento 2
Reposição mecânica automática da água do dique por
dispositivo flutuante (bóia)1
Sistema de
Gerenciamento 3
Operador observa o dique e seu nível pelo menos uma
vez ao dia E o tanque de CS2 possuí sprinklers em caso de
fogo
1
Salvaguardas - -
Proteção Adicional Requerida 0
Descrição do Cenário: Tanque, T-01, envoldio em um evento de Calor
Excessivo - Exposição à Piscina de Fogo resultando em liberação de 14409 Lb
de vapor de Dissulfeto de Carbono pelo Sistema de Alívio com uma taxa de 4
Lb/s. Tempo estimado para atingir a pressão de abertura do dispositivo de
alívio de 29 min.
Modificações
Condicionais
Proteção Requerida 3
Camadas de Proteção Independentes (IPL)
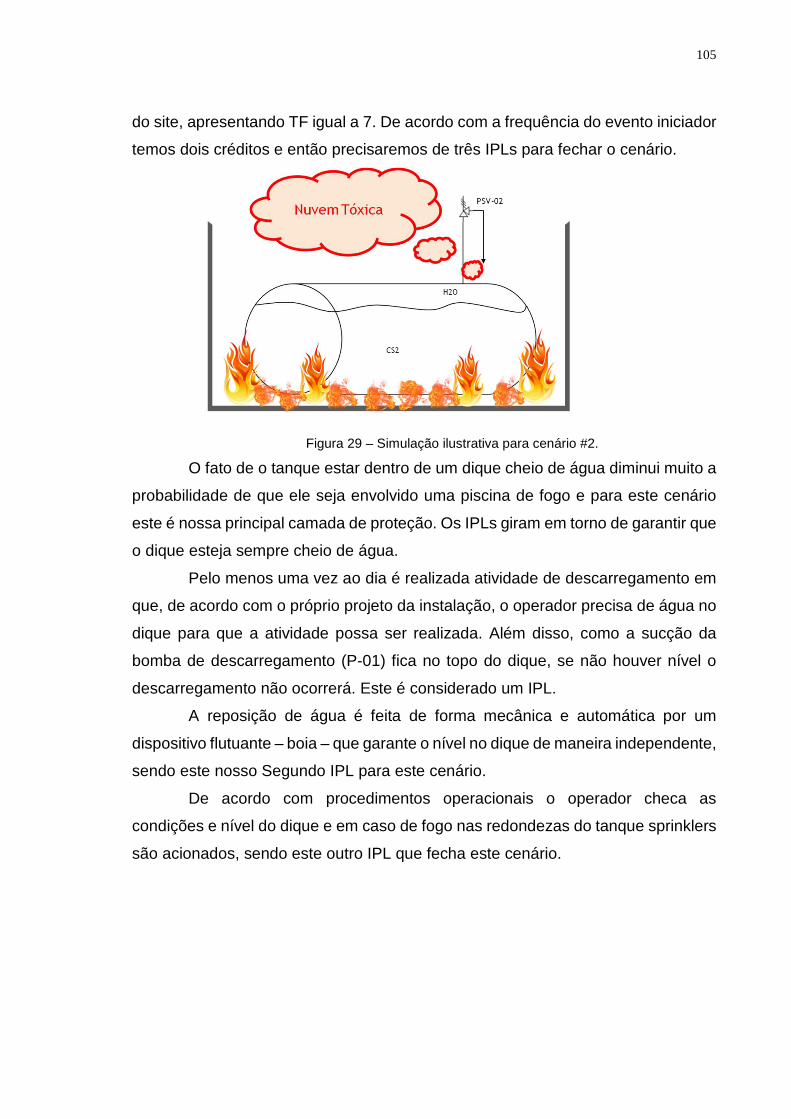
105
do site, apresentando TF igual a 7. De acordo com a frequência do evento iniciador
temos dois créditos e então precisaremos de três IPLs para fechar o cenário.
Figura 29 – Simulação ilustrativa para cenário #2.
O fato de o tanque estar dentro de um dique cheio de água diminui muito a
probabilidade de que ele seja envolvido uma piscina de fogo e para este cenário
este é nossa principal camada de proteção. Os IPLs giram em torno de garantir que
o dique esteja sempre cheio de água.
Pelo menos uma vez ao dia é realizada atividade de descarregamento em
que, de acordo com o próprio projeto da instalação, o operador precisa de água no
dique para que a atividade possa ser realizada. Além disso, como a sucção da
bomba de descarregamento (P-01) fica no topo do dique, se não houver nível o
descarregamento não ocorrerá. Este é considerado um IPL.
A reposição de água é feita de forma mecânica e automática por um
dispositivo flutuante – boia – que garante o nível no dique de maneira independente,
sendo este nosso Segundo IPL para este cenário.
De acordo com procedimentos operacionais o operador checa as
condições e nível do dique e em caso de fogo nas redondezas do tanque sprinklers
são acionados, sendo este outro IPL que fecha este cenário.
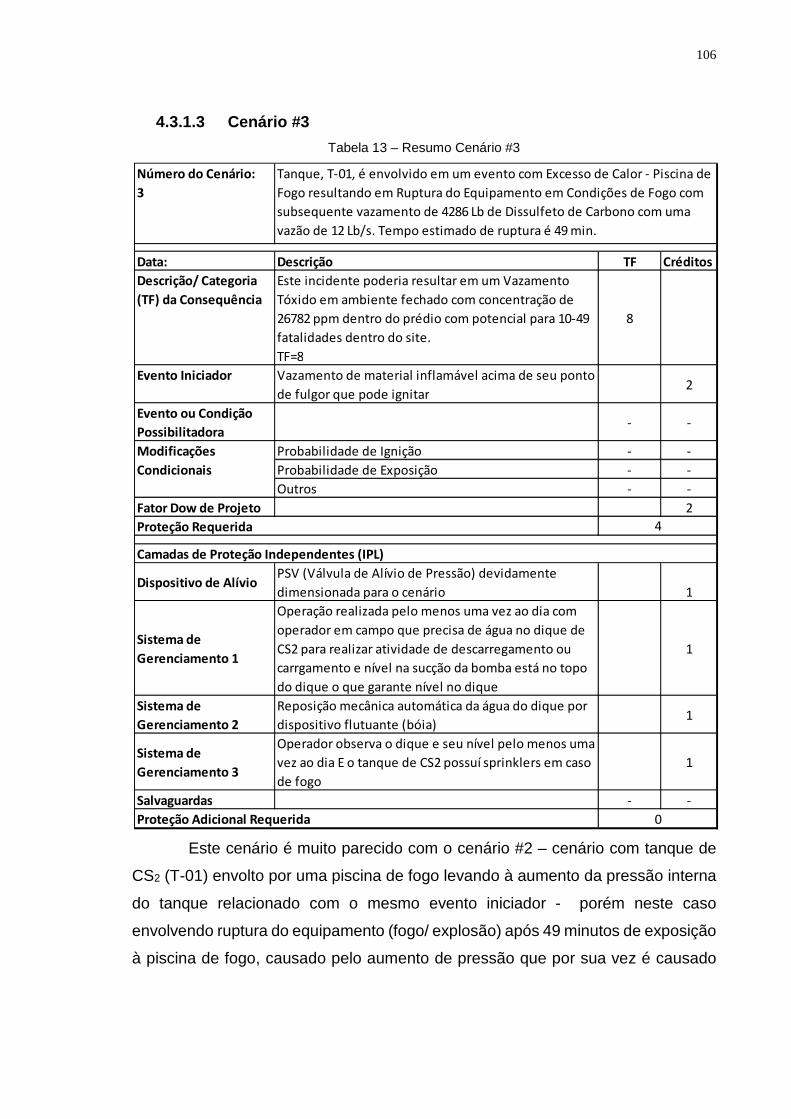
106
4.3.1.3 Cenário #3
Tabela 13 – Resumo Cenário #3
Este cenário é muito parecido com o cenário #2 – cenário com tanque de
CS2 (T-01) envolto por uma piscina de fogo levando à aumento da pressão interna
do tanque relacionado com o mesmo evento iniciador - porém neste caso
envolvendo ruptura do equipamento (fogo/ explosão) após 49 minutos de exposição
à piscina de fogo, causado pelo aumento de pressão que por sua vez é causado
Número do Cenário:
3
Data: Descrição TF Créditos
Descrição/ Categoria
(TF) da Consequência
Este incidente poderia resultar em um Vazamento
Tóxido em ambiente fechado com concentração de
26782 ppm dentro do prédio com potencial para 10-49
fatalidades dentro do site.
TF=8
8
Evento Iniciador Vazamento de material inflamável acima de seu ponto
de fulgor que pode ignitar2
Evento ou Condição
Possibilitadora- -
Probabilidade de Ignição - -
Probabilidade de Exposição - -
Outros - -
Fator Dow de Projeto 2
Dispositivo de AlívioPSV (Válvula de Alívio de Pressão) devidamente
dimensionada para o cenário 1
Sistema de
Gerenciamento 1
Operação realizada pelo menos uma vez ao dia com
operador em campo que precisa de água no dique de
CS2 para realizar atividade de descarregamento ou
carrgamento e nível na sucção da bomba está no topo
do dique o que garante nível no dique
1
Sistema de
Gerenciamento 2
Reposição mecânica automática da água do dique por
dispositivo flutuante (bóia)1
Sistema de
Gerenciamento 3
Operador observa o dique e seu nível pelo menos uma
vez ao dia E o tanque de CS2 possuí sprinklers em caso
de fogo
1
Salvaguardas - -
Camadas de Proteção Independentes (IPL)
Proteção Adicional Requerida 0
Tanque, T-01, é envolvido em um evento com Excesso de Calor - Piscina de
Fogo resultando em Ruptura do Equipamento em Condições de Fogo com
subsequente vazamento de 4286 Lb de Dissulfeto de Carbono com uma
vazão de 12 Lb/s. Tempo estimado de ruptura é 49 min.
Modificações
Condicionais
Proteção Requerida 4
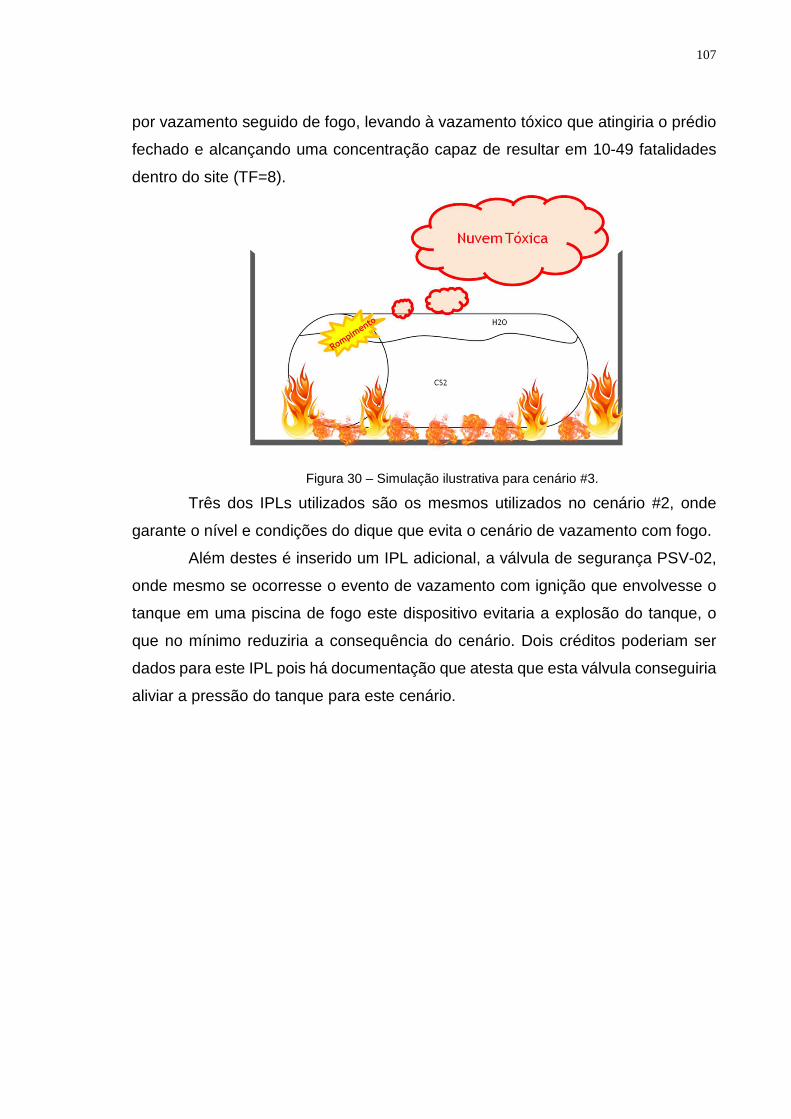
107
por vazamento seguido de fogo, levando à vazamento tóxico que atingiria o prédio
fechado e alcançando uma concentração capaz de resultar em 10-49 fatalidades
dentro do site (TF=8).
Figura 30 – Simulação ilustrativa para cenário #3.
Três dos IPLs utilizados são os mesmos utilizados no cenário #2, onde
garante o nível e condições do dique que evita o cenário de vazamento com fogo.
Além destes é inserido um IPL adicional, a válvula de segurança PSV-02,
onde mesmo se ocorresse o evento de vazamento com ignição que envolvesse o
tanque em uma piscina de fogo este dispositivo evitaria a explosão do tanque, o
que no mínimo reduziria a consequência do cenário. Dois créditos poderiam ser
dados para este IPL pois há documentação que atesta que esta válvula conseguiria
aliviar a pressão do tanque para este cenário.
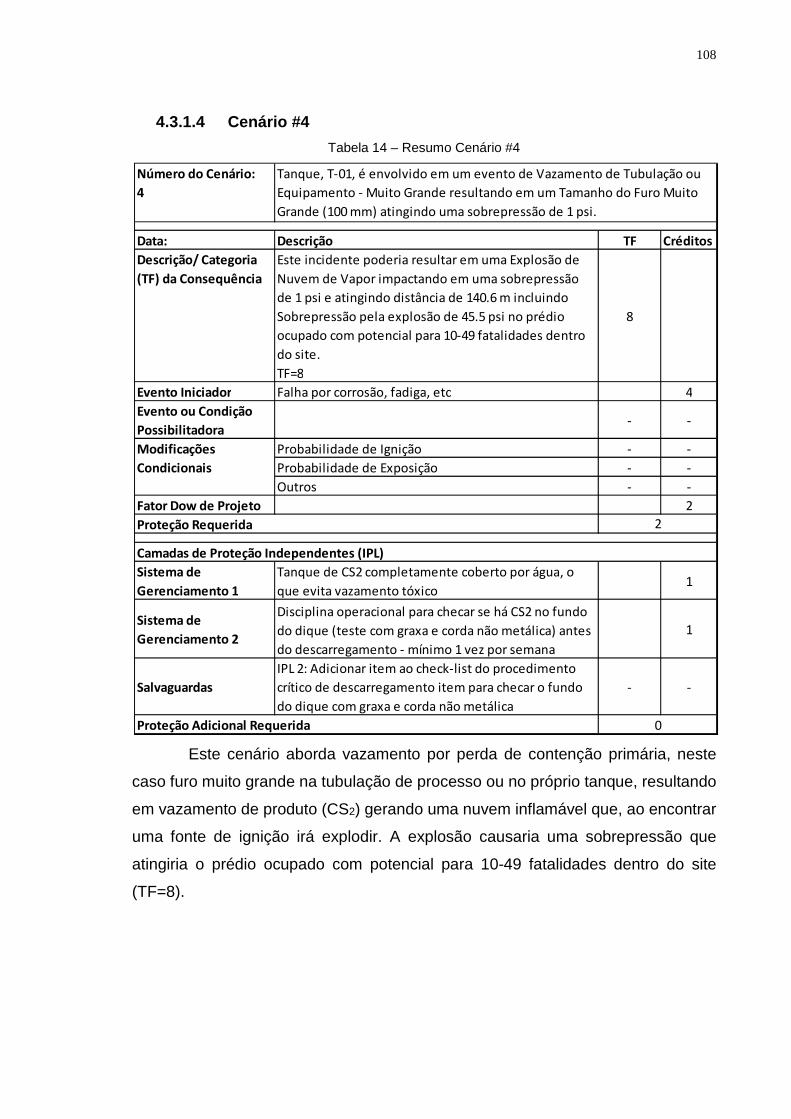
108
4.3.1.4 Cenário #4
Tabela 14 – Resumo Cenário #4
Este cenário aborda vazamento por perda de contenção primária, neste
caso furo muito grande na tubulação de processo ou no próprio tanque, resultando
em vazamento de produto (CS2) gerando uma nuvem inflamável que, ao encontrar
uma fonte de ignição irá explodir. A explosão causaria uma sobrepressão que
atingiria o prédio ocupado com potencial para 10-49 fatalidades dentro do site
(TF=8).
Número do Cenário:
4
Data: Descrição TF Créditos
Descrição/ Categoria
(TF) da Consequência
Este incidente poderia resultar em uma Explosão de
Nuvem de Vapor impactando em uma sobrepressão
de 1 psi e atingindo distância de 140.6 m incluindo
Sobrepressão pela explosão de 45.5 psi no prédio
ocupado com potencial para 10-49 fatalidades dentro
do site.
TF=8
8
Evento Iniciador Falha por corrosão, fadiga, etc 4
Evento ou Condição
Possibilitadora- -
Probabilidade de Ignição - -
Probabilidade de Exposição - -
Outros - -
Fator Dow de Projeto 2
Sistema de
Gerenciamento 1
Tanque de CS2 completamente coberto por água, o
que evita vazamento tóxico1
Sistema de
Gerenciamento 2
Disciplina operacional para checar se há CS2 no fundo
do dique (teste com graxa e corda não metálica) antes
do descarregamento - mínimo 1 vez por semana
1
Salvaguardas
IPL 2: Adicionar item ao check-list do procedimento
crítico de descarregamento item para checar o fundo
do dique com graxa e corda não metálica
- -
Camadas de Proteção Independentes (IPL)
Proteção Adicional Requerida 0
Tanque, T-01, é envolvido em um evento de Vazamento de Tubulação ou
Equipamento - Muito Grande resultando em um Tamanho do Furo Muito
Grande (100 mm) atingindo uma sobrepressão de 1 psi.
Modificações
Condicionais
Proteção Requerida 2
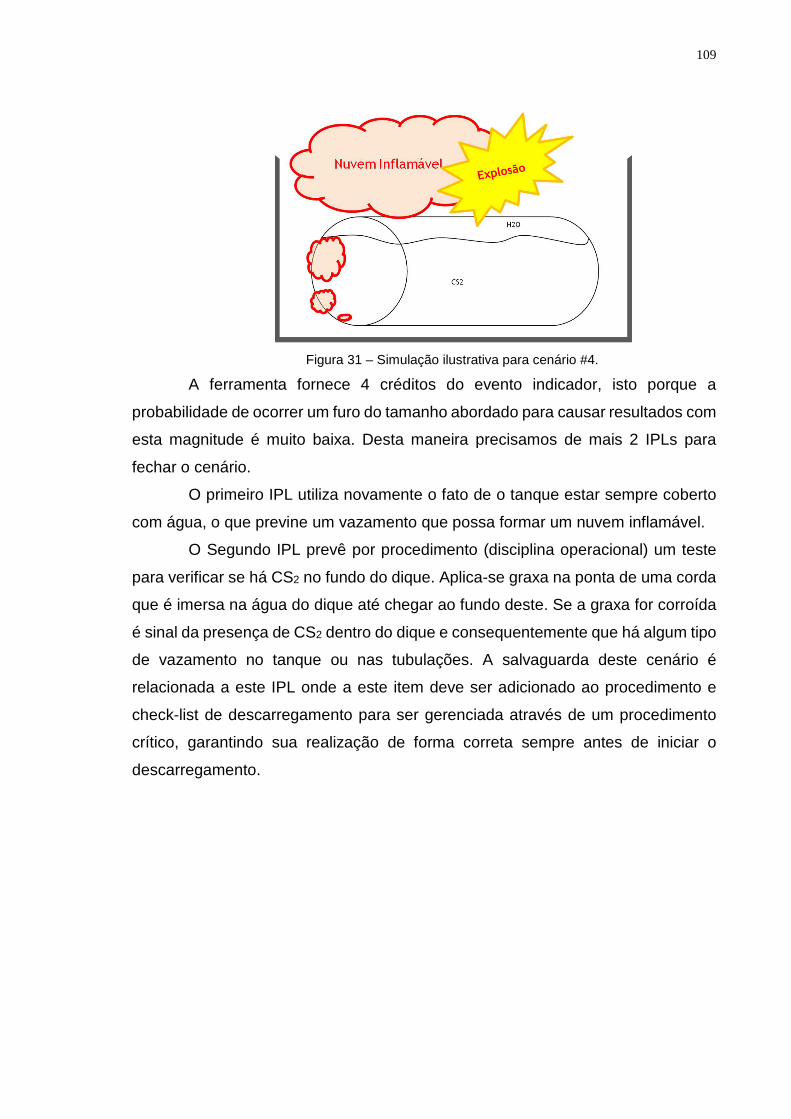
109
Figura 31 – Simulação ilustrativa para cenário #4.
A ferramenta fornece 4 créditos do evento indicador, isto porque a
probabilidade de ocorrer um furo do tamanho abordado para causar resultados com
esta magnitude é muito baixa. Desta maneira precisamos de mais 2 IPLs para
fechar o cenário.
O primeiro IPL utiliza novamente o fato de o tanque estar sempre coberto
com água, o que previne um vazamento que possa formar um nuvem inflamável.
O Segundo IPL prevê por procedimento (disciplina operacional) um teste
para verificar se há CS2 no fundo do dique. Aplica-se graxa na ponta de uma corda
que é imersa na água do dique até chegar ao fundo deste. Se a graxa for corroída
é sinal da presença de CS2 dentro do dique e consequentemente que há algum tipo
de vazamento no tanque ou nas tubulações. A salvaguarda deste cenário é
relacionada a este IPL onde a este item deve ser adicionado ao procedimento e
check-list de descarregamento para ser gerenciada através de um procedimento
crítico, garantindo sua realização de forma correta sempre antes de iniciar o
descarregamento.
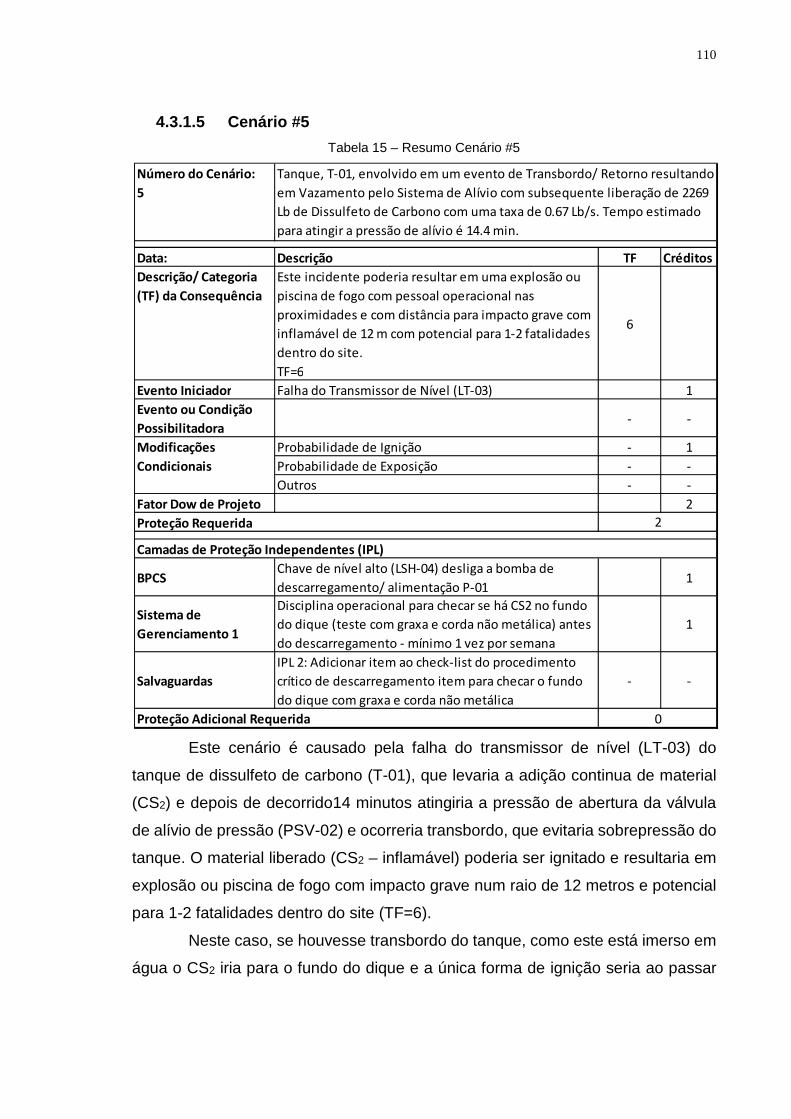
110
4.3.1.5 Cenário #5
Tabela 15 – Resumo Cenário #5
Este cenário é causado pela falha do transmissor de nível (LT-03) do
tanque de dissulfeto de carbono (T-01), que levaria a adição continua de material
(CS2) e depois de decorrido14 minutos atingiria a pressão de abertura da válvula
de alívio de pressão (PSV-02) e ocorreria transbordo, que evitaria sobrepressão do
tanque. O material liberado (CS2 – inflamável) poderia ser ignitado e resultaria em
explosão ou piscina de fogo com impacto grave num raio de 12 metros e potencial
para 1-2 fatalidades dentro do site (TF=6).
Neste caso, se houvesse transbordo do tanque, como este está imerso em
água o CS2 iria para o fundo do dique e a única forma de ignição seria ao passar
Número do Cenário:
5
Data: Descrição TF Créditos
Descrição/ Categoria
(TF) da Consequência
Este incidente poderia resultar em uma explosão ou
piscina de fogo com pessoal operacional nas
proximidades e com distância para impacto grave com
inflamável de 12 m com potencial para 1-2 fatalidades
dentro do site.
TF=6
6
Evento Iniciador Falha do Transmissor de Nível (LT-03) 1
Evento ou Condição
Possibilitadora- -
Probabilidade de Ignição - 1
Probabilidade de Exposição - -
Outros - -
Fator Dow de Projeto 2
BPCSChave de nível alto (LSH-04) desliga a bomba de
descarregamento/ alimentação P-011
Sistema de
Gerenciamento 1
Disciplina operacional para checar se há CS2 no fundo
do dique (teste com graxa e corda não metálica) antes
do descarregamento - mínimo 1 vez por semana
1
Salvaguardas
IPL 2: Adicionar item ao check-list do procedimento
crítico de descarregamento item para checar o fundo
do dique com graxa e corda não metálica
- -
Camadas de Proteção Independentes (IPL)
Proteção Adicional Requerida 0
Tanque, T-01, envolvido em um evento de Transbordo/ Retorno resultando
em Vazamento pelo Sistema de Alívio com subsequente liberação de 2269
Lb de Dissulfeto de Carbono com uma taxa de 0.67 Lb/s. Tempo estimado
para atingir a pressão de alívio é 14.4 min.
Modificações
Condicionais
Proteção Requerida 2
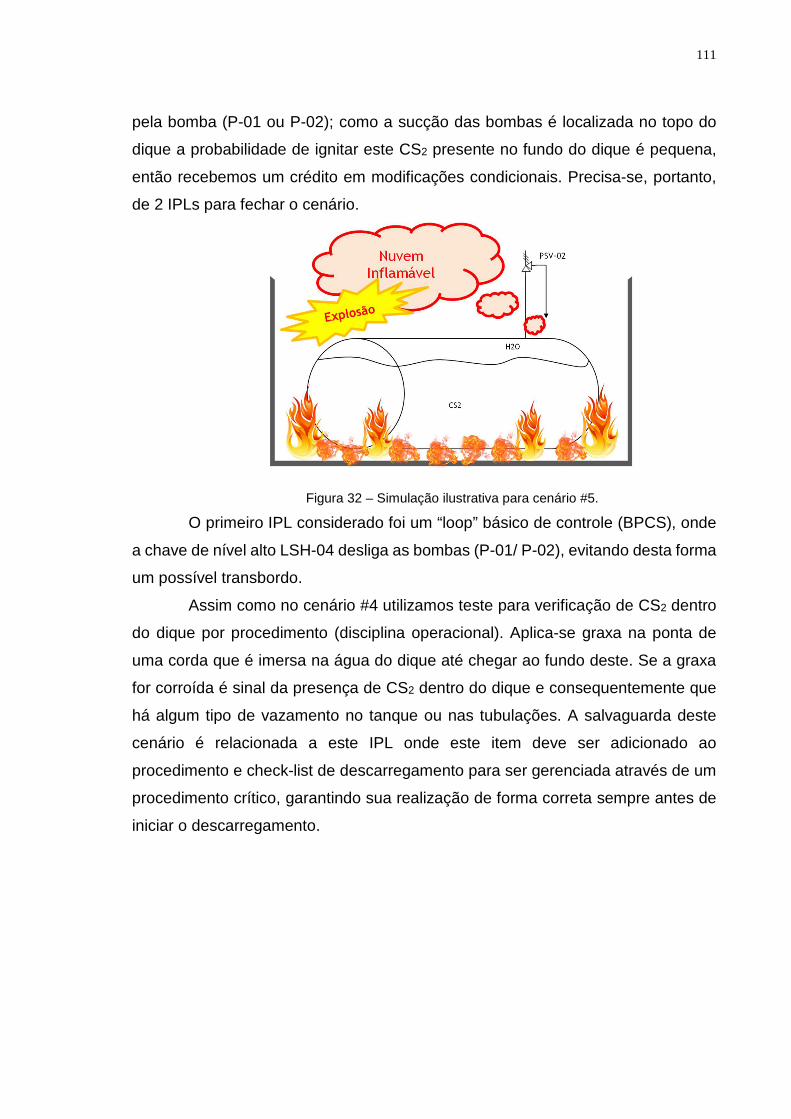
111
pela bomba (P-01 ou P-02); como a sucção das bombas é localizada no topo do
dique a probabilidade de ignitar este CS2 presente no fundo do dique é pequena,
então recebemos um crédito em modificações condicionais. Precisa-se, portanto,
de 2 IPLs para fechar o cenário.
Figura 32 – Simulação ilustrativa para cenário #5.
O primeiro IPL considerado foi um “loop” básico de controle (BPCS), onde
a chave de nível alto LSH-04 desliga as bombas (P-01/ P-02), evitando desta forma
um possível transbordo.
Assim como no cenário #4 utilizamos teste para verificação de CS2 dentro
do dique por procedimento (disciplina operacional). Aplica-se graxa na ponta de
uma corda que é imersa na água do dique até chegar ao fundo deste. Se a graxa
for corroída é sinal da presença de CS2 dentro do dique e consequentemente que
há algum tipo de vazamento no tanque ou nas tubulações. A salvaguarda deste
cenário é relacionada a este IPL onde este item deve ser adicionado ao
procedimento e check-list de descarregamento para ser gerenciada através de um
procedimento crítico, garantindo sua realização de forma correta sempre antes de
iniciar o descarregamento.
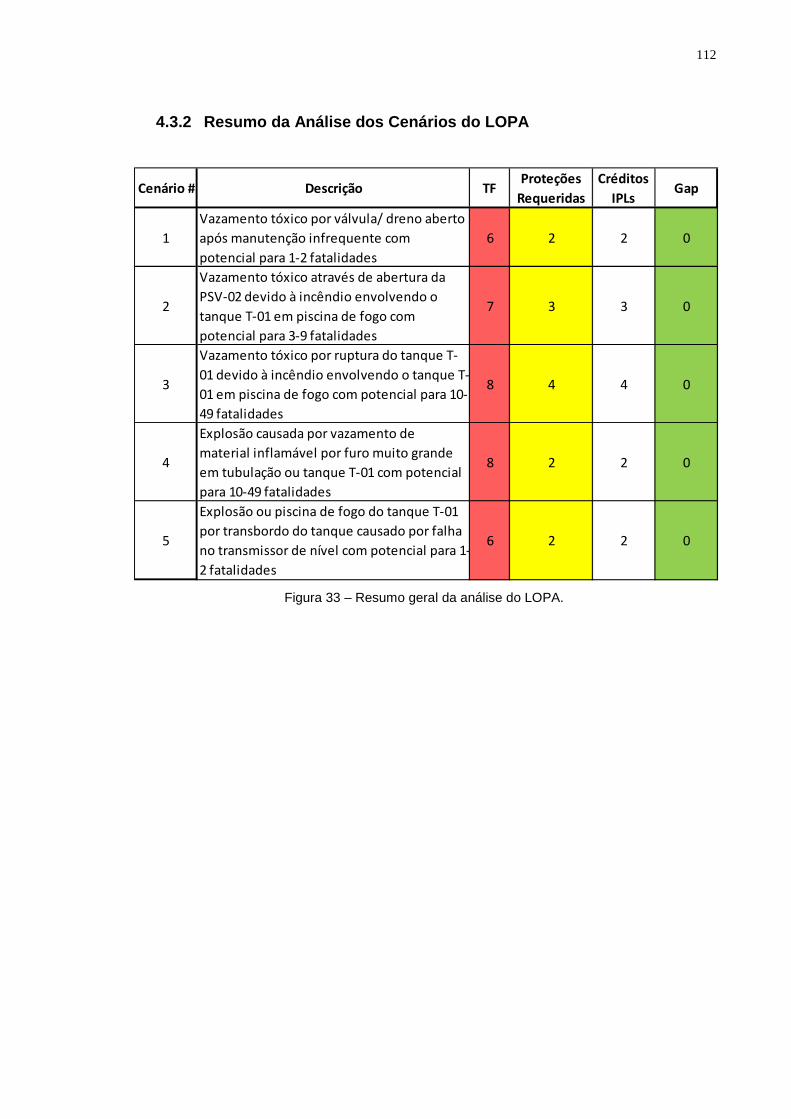
112
4.3.2 Resumo da Análise dos Cenários do LOPA
Figura 33 – Resumo geral da análise do LOPA.
Cenário # Descrição TFProteções
Requeridas
Créditos
IPLsGap
1
Vazamento tóxico por válvula/ dreno aberto
após manutenção infrequente com
potencial para 1-2 fatalidades
6 2 2 0
2
Vazamento tóxico através de abertura da
PSV-02 devido à incêndio envolvendo o
tanque T-01 em piscina de fogo com
potencial para 3-9 fatalidades
7 3 3 0
3
Vazamento tóxico por ruptura do tanque T-
01 devido à incêndio envolvendo o tanque T-
01 em piscina de fogo com potencial para 10-
49 fatalidades
8 4 4 0
4
Explosão causada por vazamento de
material inflamável por furo muito grande
em tubulação ou tanque T-01 com potencial
para 10-49 fatalidades
8 2 2 0
5
Explosão ou piscina de fogo do tanque T-01
por transbordo do tanque causado por falha
no transmissor de nível com potencial para 1-
2 fatalidades
6 2 2 0
113
5 CONCLUSÃO
As ferramentas utilizadas - F&EI, CEI e LOPA – foram essenciais e muito
úteis na análise de risco pois forneceram dados numéricos e de magnitude que
ajudaram a entender o potencial do equipamento (T-01) e químico (CS2)
envolvidos.
Com o resultado do F&EI o risco para fogo/ explosão é considerado
moderado. O armazenamento de material inflamável/ combustível nas
proximidades do tanque T-01 aumentará a magnitude e consequências em caso de
acidente envolvendo fogo/ explosão e a construção de prédio ocupado nas
proximidades faz com que o número de pessoas atingidas em caso de acidente
seja maior; consequentemente ambos aumentam o TF para um dado cenário.
Portanto será evitada a construção de instalações com químicos inflamáveis/
combustíveis em um raio de 20 metros (HD) do tanque de CS2 e também neste raio
não deverá ser construído prédio ocupado. Em caso de fogo/ explosão do tanque
de CS2 (T-01) resultará em danos à cerca de 50.57% de sua área de exposição,
compreendendo 635.43 m² danificados.
Os cenários gerados pelo CEI serão incluídos no plano de resposta à
emergência da planta, juntamente com seus respectivos HD-03 como raio da área
a ser isolada e inclusos em plano de evacuação.
A partir dos resultados da análise de risco pelo LOPA pode-se considerar
que as instalações do tanque de dissulfeto de carbono com capacidade para 48 m3
possuem um nível seguro para operar, desde que não haja modificações nas
instalações (equipamentos, condições operacionais, etc.) e que tudo que foi citado
como camada de proteção esteja funcionando/ operando como descrito. As
salvaguardas deverão ser aplicadas.
114
REFERÊNCIAS BIBLIOGRÁFICAS
ALVES, C.L. Uma Aplicação da Técnica de Análise de Camadas de P roteção (LOPA) na Avaliação de Risco de Incêndios nas Rotas de Cabos de Desligamento de um Reator Nuclear. Dissertação de Mestrado, UFRJ, Rio de Janeiro, 2007. American Institute of Chemical Engineers (AIChE) – Center for Chemical Process Safety (CCPS). Layers of Protection Analysis – Simplified Process Risk Assessment , 2001. CSB - Chemical Safety Board. Disponível em <http://www.csb.gov>. Acesso em: 09/2013. Estadão.com.br (Estadão). Disponível em <http://www.estadao.com.br/noticias/geral,fumaca-da-explosao-em-sc-pode-chegar-a-sao-paulo,1078728,0.htm>. Acesso em: 10/2013 ESTEVES, A. S. Gerenciamento de Riscos de Processo em Plantas de Petroquímicos Básicos – Uma Proposta de Metodologia Estruturada . Dissertação de Mestrado, UFF, Niterói, RJ, 2004. FLORENCE, G.; CALIL, S. J. Uma nova perspectiva no controle dos riscos da utilização de tecnologia médico-hospitalar. Departamento de Engenharia Biomédica, UNICAMP, Campinas, 2005. Folha de São Paulo (TvFolha). Disponível em: <http://www1.folha.uol.com.br/cotidiano/2013/09/1347106-armazem-de-fertilizantes-explode-e-deixa-50-pessoas-intoxicadas-em-sc.shtml>. Acesso em 10/2013. PARDO, J. A. R. Metodologia para Análise e Gestão de Riscos em Proj etos de Pavimentos Ferroviários . Dissertação de Mestrado, UFOP, Ouro Preto, 2009. SOARES, V. B. Análise Crítica das Camadas de Proteção Exigidas pe la NR 13 e sua Adequação para Processos de Extração Supercrí tica . Dissertação de Mestrado (Mestrado em Ciências), URRJ, Seropédica, RJ, 2010.
115
The Atlantic (TA). Disponível em <http://www.theatlantic.com/infocus/2013/04/texass-fertilizer-plant-explosion/100501/>. Acesso em 09/2013. THE DOW CHEMICAL COMPANY, Chemical Exposure Index Guide, 1993 . 2ª edição. THE DOW CHEMICAL COMPANY, Chemical Hazard Engineering Fundamentals (CHEF), 2012 , versão 1.0. THE DOW CHEMICAL COMPANY, Risk Analysis Screening Tool (RAST) for Layer of Protection Analysis (LOPA), 2012 , versão 4.1.4. THE DOW CHEMICAL COMPANY. Fire & Explosion Index Hazard Classification Guide, 1994. VASCONCELOS, F. M., Uma aplicação da Técnica de Análise de Camada de Proteção na Avaliação do Risco do Sistema de Hidrog ênio de Refrigeração do Gerador Elétrico Principal de uma Usina Nuclear , Dissertação de Mestrado, UFRJ, Rio de Janeiro, 2008. Yahoo News (YN). Disponível em http://news.yahoo.com/fema-declares-west-fertilizer-explosion-texas-major-disaster-210144116.html. Acesso em 09/2013.
YIN, R. K. Estudos de caso: planejamento e métodos. Porto Alegre, Bookman, 2005.