pré-tratamento alcalino do bagaço de cana-de-açúcar em reator...
TRANSCRIPT

U N I V E R S I D A D E D E S Ã O P A U L O
E s c o l a d e E n g e n h a r i a d e L o r e n a – E E L
Trabalho de Conclusão de Curso (TCC II)
Engenharia Química
Pré-tratamento alcalino do bagaço de cana-de-açúcar em Reator de
Leito Fixo Percolado: avaliação do efeito da temperatura e
concentração de NaOH na digestibilidade enzimática do material
ISAAC DE SOUZA SILVA
Lorena - SP
2014
2014
ISAAC DE SOUZA SILVA
Pré-tratamento alcalino do bagaço de cana-de-açúcar em Reator de
Leito Fixo Percolado: avaliação do efeito da temperatura e
concentração de NaOH na digestibilidade enzimática do material
Monografia apresentada à Escola de Engenharia de Lorena – Universidade
de São Paulo, como requisito para obtenção do título de Engenheiro
Químico
Orientador: Prof°. Dr. Júlio César dos Santos

EPÍGRAFE
“Que os vossos esforços desafiem as impossibilidades, lembrai-vos de que as grandes coisas do homem foram conquistadas do que parecia impossível”.
(Charles Chaplin)
AGRADECIMENTOS
Ao Senhor Jesus Cristo, amigo sempre presente, sem o qual nada teria feito.
Aos meus pais, familiares, amigos, professores e colegas de faculdade pelo incentivo a cada dia.
Ao Prof. Dr. Júlio César dos Santos pelo apoio durante a orientação.
À Escola de Engenharia de Lorena, em especial ao Laboratório do Prof. Dr. Silvio Silvério, cuja estrutura pôde me auxiliar nos experimentos e nas análises necessárias à execução do projeto.
Aos alunos de Iniciação Científica, Mestrado e Doutorado desse Laboratório, que me auxiliaram nos momentos mais difíceis da parte experimental, em especial ao doutorando Felipe Antunes que me auxiliou na condução do projeto e no empréstimo de materiais para execução dos experimentos.

SILVA, I. S. Pré-tratamento alcalino do bagaço de cana-de-açúcar em Reator de Leito Fixo Percolado: avaliação do efeito da temperatura e concentração de NaOH na digestibilidade enzimática do material. 2014. 42 f. Monografia – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2014.
RESUMO
Estudos referentes à produção de etanol a partir de materiais lignocelulósicos (chamado “de segunda geração”) inserem-se no contexto do desenvolvimento de processos de obtenção de combustíveis a partir de fontes renováveis, tema de grande interesse mundial devido a problemas econômicos, geopolíticos e ambientais associados ao uso de fontes fósseis, particularmente o petróleo. A produção deste álcool, no entanto, possui algumas etapas críticas para sua viabilidade, como a necessidade de um pré-tratamento capaz de tornar a estrutura do material mais acessível a agentes capazes de hidrolisar os polissacarídeos constituintes em açúcares fermentescíveis. Neste projeto, foi proposta a avaliação do pré-tratamento alcalino do bagaço de cana-de-açúcar em reator de leito percolado para a produção de etanol de segunda geração. O processo foi conduzido em modo semicontínuo em reator de coluna sob diferentes condições de temperatura e concentração do álcali hidróxido de sódio. O objetivo foi verificar a modificação composicional do material após o pré-tratamento e o efeito deste na digestibilidade da celulose em processo enzimático subsequente. Fez-se um planejamento experimental em diferentes condições de temperatura e concentração de hidróxido de sódio, tendo como variável resposta a concentração de glicose, em gramas por litro, produzida na etapa de hidrólise enzimática. Observou-se que através dos resultados obtidos nos experimentos que condições, razoavelmente, brandas de temperatura e concentração avaliadas neste trabalho(40°C e 0,1mol/L) são bem mais eficazes para o efeito da hidrólise do que condições extremas(80°C e 1mol/L). Palavras-chave: Pré-tratamento da biomassa, etanol de segunda geração, bagaço de cana-de-açúcar.

SILVA, I. S. Alkali Pretreatment of the Bagasse of Sugar in Packed Bed Flow Reactor: evaluation of the effect of temperature and NaOH concentration on the enzymatic digestibility of the material. 2014. 42 p. Monograph - Engineering School of Lorena, University of São Paulo, Lorena, 2014.
ABSTRACT
Studies on the production of ethanol from lignocellulosic materials (called "second generation") are located in the development of processes for the production of fuels from renewable sources, subject of great interest worldwide due to economic problems, geopolitical and environment associated with the use of fossil fuels, particularly oil. The production of alcohol, however, has some critical stages in their viability and the need for a pre-treatment to make the structure of the material more accessible to agents capable of hydrolyzing the constituent polysaccharides into fermentable sugars. In this project, the assessment of alkali pretreatment of bagasse cane sugar leachate reactor for the production of second generation ethanol bed was proposed. The process was conducted in semi-continuous mode reactor column under different conditions of temperature and concentration of alkali sodium hydroxide. The objective was to verify the compositional modification of the material after pretreatment and the effect of this on the digestibility of cellulose in subsequent enzymatic process. There was an experimental design under different conditions of temperature and concentration of sodium hydroxide having variable in response to glucose concentration in grams per liter produced in the enzymatic hydrolysis step. It was observed that the results obtained through experiments that the conditions reasonably mild temperature and concentration assessed in this study (40 ° C, and 0.1 mol / L) are more effective for the effect of hydrolysis than extreme conditions (80 ° C and 1 mol / L).
Keywords: Pre-treatment of biomass, second generation ethanol, bagasse from sugar.

LISTA DE FIGURAS
Figura 01- Vista explodida da parede celular e toda estrutura lignocelulósica..............16
Figura 02- A estrutura molecular da molécula da lignina..........................................16
Figura 03- Visão molecular do material lignocelulósico..............................................18
Figura 04- A molécula da celulose e suas ligações equatoriais......................................19
Figura 05- Esquema de pré-tratamento do material lignocelulósico para aumento de sua
digestibilidade enzimática...............................................................................................23
Figura 06- Representação esquemática do reator horizontal de hidrólise ácida de
biomassa..........................................................................................................................26
Figura 07- Esquema de funcionamento da bomba peristática........................................28
Figura 08- Reator de coluna utilizado na percolação de NaOH no bagaço de cana......31
Figura 09- Gráfico de pareto estimativas de efeitos para análise de erro puro..............34

LISTA DE TABELAS
Tabela 01-Tipos de pré-tratamento e suas respectivas vantagens e desvantagens.........25
Tabela 02-Variação de níveis em função da temperatura e concentração do álcali.......28
Tabela 03-Matriz do planejamento fatorial 22................................................................29
Tabela 04-Temperatura densidade e volume do balão...................................................32
Tabela 05-Respectivas concentrações de glicose obtidas a partir do CLAE..................33
Tabela 06-Análise de variâncias dos resultados obtidos no experimento......................34
Tabela 07-Estimativa de efeitos.....................................................................................34

LISTA DE ABREVIATURAS E SIGLAS
ANOVA- Análise de variância
CBP- Bioprocesso consolidado
CLAE ou HPLC- Cromatografia Líquida de alta Eficiência
DEBIQ- Departamento de Biotecnologia
EEL- Escola de Engenharia de Lorena
FCC- Craqueamento Catalítico Fluidizado
GMBio- Grupo de Microbiologia aplicada a Processos
NREL- Laboratório Nacional de Energia Renováveis
pH- Potencial Hidrogeniônico
SHF- Hidrólise e Fermentação em Separado
SSCF- Sacarificação com Co-fermentação Simultânea
SSF- Sacarificação e Fermentação simultâneas
USP-Universidade de São Paulo
UV- Ultravioleta

LISTA DE SÍMBOLOS
NaOH = Hidróxido de Sódio
Ca(OH)2 = Hidróxido de Cálcio
v = velocidade média do fluido no leito poroso;
K = constante que depende das propriedades do fluído e do leito poroso;
(-P) = queda de pressão através do leito;
L = percurso realizado no leito poroso.
ε = fração de vazios
Re = Números de Reynolds
B = coeficiente de permeabilidade, que depende apenas das propriedades físicas do leito poroso.
μf = viscosidade do fluído
g = aceleração gravitacional (9,8 m/s2)
Dp = Diâmetro da partícula
Dl = Diâmetro do leito
S = Área da secção transversal
Φ = esfericidade da partícula
Σ = somatório
n = número de termos

ÍNDICE
1. INTRODUÇÃO.........................................................................................................................12
1.1 Justificativa.......................................................................................................................13
2. OBJETIVOS..............................................................................................................................14
2.1 Objetivo geral...................................................................................................................14
2.2 Objetivo específico...........................................................................................................14
3. REVISÃO BIBLIOGRÁFICA........................................................................................................16
3.1. Materiais lignocelulósicos e o aproveitamento da cana-de-açúcar..................................16
3.1.1. A cana-de-açúcar......................................................................................................17
3.1.2 O bagaço de cana......................................................................................................15
3.1.3 A estrutura dos materiais lignocelulósicos................................................................15
3.1.3.1. A Lignina.......................................................................................................16
3.1.3.2. A hemicelulose...................................................................................17
3.1.3.3. A celulose......................................................................................................17
3.2. O aproveitamento do bagaço-de-cana................................................................................19
3.3. Pré-tratamento dos materiais lignicelulósicos....................................................................19
3.4. Biorrefinarias........................................................................................................................20
3.5. Produção de etanol de segunda geração.............................................................................20
3.6. Rotas de processamento do etanol......................................................................................21
3.7. Pré-tratamento da biomassa vegetal...................................................................................23
3.8. Reatores empregados no tratamento da biomassa vegetal visando-se à produção de etanol..........................................................................................................................................25
4. METODOLOGIA.......................................................................................................................27
4.1. Matéria-prima....................................................................................................................27
4.2 Experimentos preliminares.................................................................................................27

ÍNDICE
4.2.1. Densidade esqueletal..................................................................................................27
4.2.2.Aferição da vazão de trabalho e operação da bomba do reator..................................27
4.2.3. Planejamento de Experimentos...................................................................................28
4.3. Pré-tratamento alcalino de bagaço de cana utilizando um reator de leito fixo percolado....................................................................................................................................28
4.4. Pré-tratamento de bagaço de cana utilizando reator de leito fixo percolado.................30
4.5. Hidrólise enzimática e análises.........................................................................................31
5. RESULTADOS E DISCUSSÕES...................................................................................................33
5.1.Resultados da densidade esqueletal.................................................................................33
5.2. Resultado do planejamento 22.........................................................................................33
6.CONCLUSÃO.............................................................................................................................35
7. REFERÊNCIAS BIBLIOGRÁFICAS..............................................................................................35
8. SUGESTÕES PARA TRABALHOS FUTUROS..............................................................................35

12
1. INTRODUÇÃO
Esse projeto de graduação visa à avaliação de uma alternativa para produção de etanol a partir de bagaço de cana-de-açúcar. O etanol desperta interesse por ser uma opção interessante de combustível líquido para veículos automotores com potencial para mitigação de problemas ambientais causados pelo uso de combustíveis fósseis, os quais apresentam também problemas relacionados ao petróleo constituir-se em uma fonte de carbono e energia não renovável com reservas limitadas e à instabilidade política em países produtores.
O Brasil encontra-se em uma posição privilegiada no cenário mundial com relação à produção de etanol, isso ocorre devido ao seu clima tropical e ausência de concorrência na indústria alimentícia. Pois obtemos etanol a partir da cana-de-açúcar, ao contrário de outros países produtores como os EUA que obtém etanol, respectivamente, a partir do milho. Além disso, o Brasil possui uma tecnologia bem estabelecida para obtenção deste por processo fermentativo usando caldo de cana-de-açúcar ou melaço (MINISTÉRIO DA AGRICULTURA, 2013).
Há, no entanto, intenso trabalho de pesquisa sendo realizado para a produção deste combustível a partir de biomassa vegetal, o chamado “etanol de segunda geração”. A biomassa vegetal corresponde a materiais como resíduos agrícolas e florestais e, no caso do Brasil, o bagaço de cana-de-açúcar é um produto abundante da indústria sucroalcooleira cujo uso na produção de etanol pode resultar em aumento no rendimento deste produto por tonelada de cana(CLAASSEN et al., 1999; BRETHAUER e WYMAN, 2010).
A biomassa vegetal de resíduos agrícolas e florestais compõe-se do chamado material lignocelulósico. A principal fração constituinte destes materiais corresponde à celulose, uma macromolécula composta por unidades de glicose. Durante o processo fermentativo, a glicose é transformada em etanol, sendo necessário, portanto, a hidrólise prévia da celulose. Além desta fração macromolecular, lignocelulósicos possuem cerca de 30% de hemicelulose, um polímero amorfo composto de xilose, arabinose, galactose, manose. Além disso, cerca de 20% do material é composto por lignina, macromolécula polifenólica cuja quebra não resulta em substâncias fermentáveis. Celulose, hemicelulose e lignina forma uma estrutura fechada que dificulta a hidrólise de suas frações carboidrato(SCHLITTER, 2006).
A hidrólise da celulose tem sido feita com o uso de enzimas, necessitando, no entanto, ser precedida por um pré-tratamento capaz de tornar a estrutura do material mais acessível às enzimas. Geralmente esse pré-tratamento é feito em um meio com ácido diluído, em um processo sob

13
condições de elevada temperatura e pressão, somando-se a isso as condições ácidas que exigem equipamento especial, com custo elevado e ainda gera resíduos que provocam inibição enzimática nas etapas subsequentes do processo(SAHA et al., 2005; ALVIRA et al., 2010). Neste projeto, será avaliado o uso de pré-tratamento alcalino com hidróxido de sódio, o qual pode ser feito sob condições brandas de temperatura e pressão. O material pré-tratado será submetido à hidrólise enzimática e pode ser empregado na produção de etanol pela levedura Saccharomyces cerevisiae (TAHERZADEH e KARIMI, 2008).
O processo de pré-tratamento foi realizado em modo semicontínuo em um reator de leito fixo composto por bagaço de cana-de-açúcar, o qual foi percolado com solução de hidróxido de sódio. Reatores de coluna com leito empacotado têm sido tradicionalmente usados em diversos processos catalíticos em larga escala, devido a sua alta eficiência, baixo custo e facilidade de construção e operação(BALCÃO et al., 1996). Em geral, requerem um mínimo de equipamentos auxiliares e são muito eficientes. O leito percolado, no qual o material sólido é mantido como um leito fixo, já foi relatado para pré-tratamento ácido da biomassa, porém há poucos trabalhos com pré-tratamento alcalino de bagaço de cana-de-açúcar(ZHU et al., 2004).
1.1. JUSTIFICATIVA
Atualmente, Estados Unidos e Brasil são os principais produtores mundiais de etanol, o qual é obtido a partir de matéria prima amilácea no caso dos Estados Unidos (milho) e caldo de cana-de-açúcar ou melaço rico em sacarose no caso do Brasil. Este é o etanol chamado “de primeira geração”, o qual apresenta desvantagens especialmente no caso do uso do milho, uma vez que a produção de combustível passa a concorrer com a de alimentos, resultando em encarecimento destes pela sua importância em toda a cadeia relacionada a produtos alimentícios. Assim, atenção especial tem sido dada ao chamado “etanol de segunda geração”, obtido a partir de matérias primas lignocelulósicas, as quais incluem resíduos agrícolas e florestais, material abundante e que é muitas vezes desperdiçado. Mesmo no Brasil, cuja produção a partir de melaço e caldo de cana-de-açúcar não apresenta as mesmas desvantagens referentes ao uso do milho, a viabilização da produção a partir da biomassa vegetal pode ser interessante, podendo aumentar o rendimento global das usinas produtoras e representar uma opção para uso do bagaço de cana-de-açúcar, subproduto gerado nestas empresas (MINISTÉRIO DA AGRICULTURA, 2013).
A produção de etanol a partir de material lignocelulósicos, no entanto, requer o desenvolvimento de tecnologia adequada para a hidrólise das frações carboidrato macromoleculares, a partir das quais se podem obter os açúcares fermentescíveis, tanto hexoses (a partir da celulose) quanto pentoses (a partir da hemicelulose). Particularmente com relação à celulose, esta pode ser

14
hidrolisada em moléculas de glicose pela ação de enzimas em um processo ambientalmente amigável sob condições brandas. A glicose obtida pode então ser convertida em etanol pelo uso de leveduras. O processo enzimático, no entanto, requer uma etapa prévia de tratamento da matéria-prima para modificação da estrutura fechada do material, permitindo acesso às enzimas(BUCKERIDGE et al., 2008). Este pré-tratamento tem sido feito principalmente pelo uso de ácidos diluídos, em um processo sob condições de elevada temperatura e pressão, somando-se a isso as condições ácidas que exigem equipamento especial (WYMAN et al., 2005; MODENBACH e NOKES, 2012).
Uma alternativa que pode resultar em aumento da digestibilidade enzimática do material sob condições menos severas corresponde ao uso de pré-tratamento alcalino. Neste caso, álcalis como o hidróxido de sódio podem ser empregados sob pressão atmosférica até mesmo sob temperatura ambiente (TAHERZADEH e KARIMI, 2008) .
Neste contexto, e considerando-se que o estudo do desenvolvimento de processos em reatores é fundamental para sua viabilidade industrial, fez-se um estudo de pré-tratamento alcalino do bagaço de cana-de-açúcar em reator de leito fixo percolado visando-se ao aumento de sua digestibilidade enzimática.
2. OBJETIVOS
2.1 OBJETIVO GERAL
Avaliar o desempenho do pré-tratamento alcalino do bagaço de cana-de-açúcar em um reator de leito fixo percolado com solução de NaOH, visando-se contribuir para o desenvolvimento de tecnologia de produção de etanol de segunda geração usando matéria-prima lignocelulósica, que nesse caso seria o bagaço de cana-de-açúcar.
2.2 OBJETIVOS ESPECÍFICOS
1. Avaliar a utilização de um reator de leito fixo percolado para o pré-tratamento do bagaço de cana-de-açúcar por processo alcalino sob diferentes condições de temperatura e concentração de álcali;
2. Avaliar o efeito do pré-tratamento na digestibilidade enzimática da celulose.

15
3. REVISÃO BIBLIOGRÁFICA
3.1. Materiais lignocelulósicos e aproveitamento do bagaço de cana-de-
açúcar
3.1.1. A cana-de-açúcar
A cana de açúcar é um vegetal pertencente ao gênero Saccharum L. e da família Poacea (milho, arroz, sorgo e outras gramíneas). Existem pelo menos 6 espécies do gênero sendo que a cana seria um híbrido específico, tal espécie é originária do Sudeste Asiático sendo a principal matéria-prima para fabricação de açúcar e álcool (SCHLITTLER, 2006). A sua reprodução se faz assexuadamente, em outras palavras, através de colmos e sementes que, pela brotação de seus genes dão origem aos colmos primários dos quais surgem os secundários, depois os terciários, até a formação da touceira (SCHLITTLER, 2006). Podendo atingir até cerca de 5 metros de altura , apresentando tonalidades de cores diferentes. Possui em sua estrutura física água e açúcares concentrado em seus colmos, sendo que a sacarose o carboidrato predominante. As fibras também são abundantes e estão distribuídas em todo vegetal principalmente nas partes duras. Sua composição química é bastante variável quanto à proporção dos elementos; porém, quantitativa e qualitativamente, exibe regularidade em todas as variedades (SCHLITTER, 2006).
3.1.2. O bagaço de cana
O bagaço de cana seria um subproduto remanescente da moagem de colmos da cana-de-açúcar. É obtido na saída do moinho das destilarias e usinas, constituindo de partículas de tamanho diferente. Depende muito do número de moagens realizadas e tamanho dos equipamentos (SCHLITTER, 2006). Em relação ao aspecto morfológico do bagaço, há uma conformidade com a estrutura da cana onde se encontram fibras exteriores do colmo ou da casca, feixes fibrovasculares e outras formas fibrosas que dão resistência ao colmo vegetal. Nesta estrutura fibrosa existem frações de polissacarídeos feitos de hemiceluloses e celulose, infiltradas por macromoléculas e alcoóis aromáticos denominado ligninas (LEE, 1997). Em proporções menores encontram-se resinas, taninos, ácidos graxos, fenóis e compostos nitrogenados e sais minerais. A composição química do bagaço depende das condições climáticas a que esteve exposta a cana como também do tipo de microorganismo. O bagaço é composto por 36% de celulose, 32% de hemicelulose, 19% de lignina e 13% de ceras proteínas e cinzas (SCHLITTER, 2006).
3.1.3. A estrutura dos materiais lignocelulósicos

16
A parede celular da biomassa vegetal, que seria basicamente o cerne dos materiais lignocelulósicos, é constituída por três principais componentes macromoleculares: celulose, hemicelulose e lignina, e apresentam uma estrutura lamelar, em que são distribuídos seus componentes(Fig.1). A hemicelulose e a celulose predominam na região da parede celular e a lignina se distribui por toda a estrutura, apresentando concentração máxima na lamela média. Geralmente, tal estrutura é subdividida em lamela média, parede primária, parede secundária e parede terciária, sendo que a distribuição da celulose, das hemicelulose e da lignina varia consideravelmente entre essas camadas(FENGEL e WEGENER, 1989)
Figura 1. Vista explodida da parede celular e toda estrutura lignocelulósica (Adaptado de Sobiologia)
3.1.3.1. A Lignina
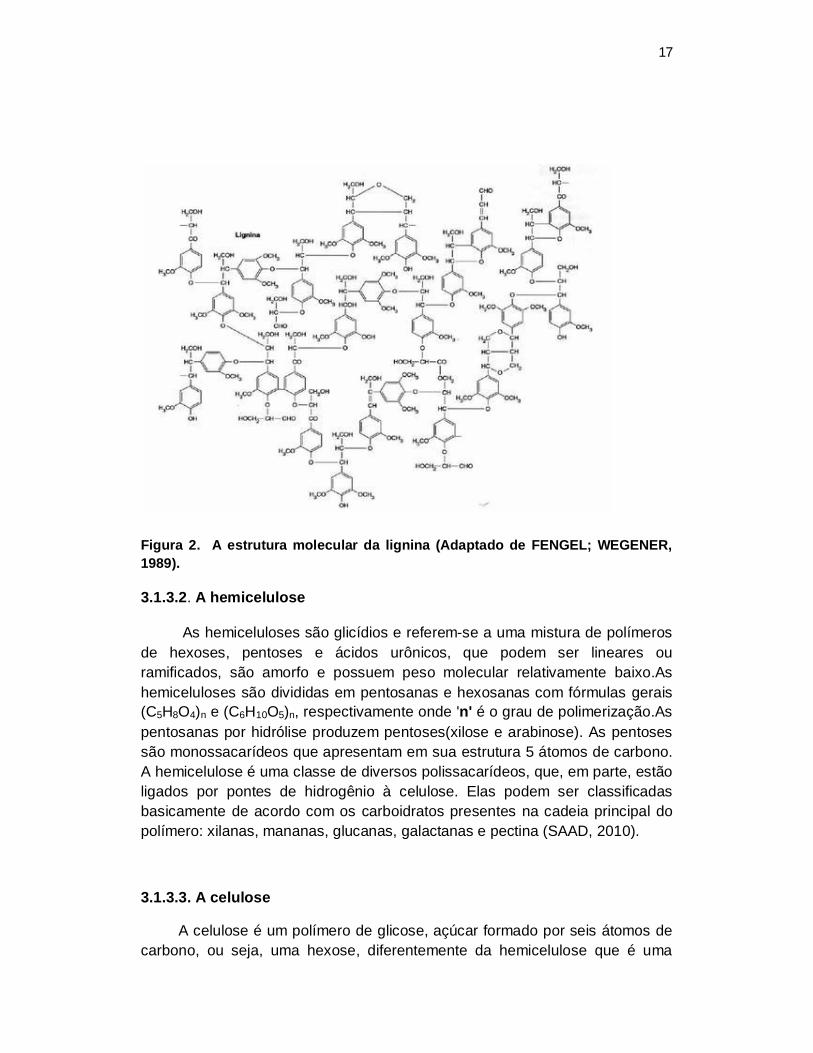
A lignina é composta basicamente de unidades de fenilpropano formando uma macromolécula tridimensional amorfa, representando 20 a 30% da massa dos materiais lignocelulósicos. Ela possui uma função estrutural (Fig. 2) no complexo celular da parede de plantas superiores, agindo como uma cola que confere coesão ao conjunto de células (FENGEL; WEGENER, 1989). Os precursores da biossíntese das ligninas são os alcoóis coniferílico, sinapirílicos e p-cumarílico. A lignina é formada através de polimerização radicalar destes precursores (FREUDENBERG, 1968). Ocorre uma complexidade em relação à estrutura da lignina e ainda não é conhecida completamente. Existem dois tipos de lignina, de madeira duras e de madeiras moles, respectivamente, originárias de plantas angiospermas e gimnospermas (FENGEL; WEGENER, 1989).
17
Figura 2. A estrutura molecular da lignina (Adaptado de FENGEL; WEGENER, 1989).
3.1.3.2. A hemicelulose
As hemiceluloses são glicídios e referem-se a uma mistura de polímeros de hexoses, pentoses e ácidos urônicos, que podem ser lineares ou ramificados, são amorfo e possuem peso molecular relativamente baixo.As hemiceluloses são divididas em pentosanas e hexosanas com fórmulas gerais (C5H8O4)n e (C6H10O5)n, respectivamente onde 'n' é o grau de polimerização.As pentosanas por hidrólise produzem pentoses(xilose e arabinose). As pentoses são monossacarídeos que apresentam em sua estrutura 5 átomos de carbono. A hemicelulose é uma classe de diversos polissacarídeos, que, em parte, estão ligados por pontes de hidrogênio à celulose. Elas podem ser classificadas basicamente de acordo com os carboidratos presentes na cadeia principal do polímero: xilanas, mananas, glucanas, galactanas e pectina (SAAD, 2010).
3.1.3.3. A celulose
A celulose é um polímero de glicose, açúcar formado por seis átomos de carbono, ou seja, uma hexose, diferentemente da hemicelulose que é uma
18
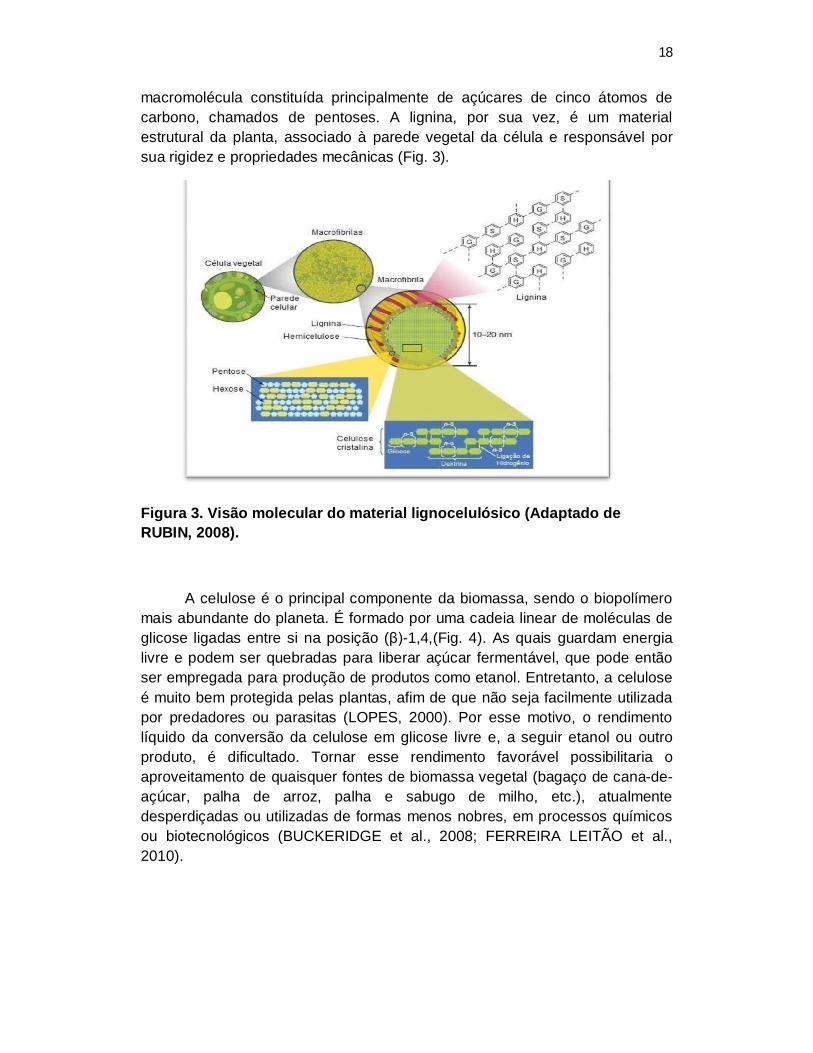
macromolécula constituída principalmente de açúcares de cinco átomos de carbono, chamados de pentoses. A lignina, por sua vez, é um material estrutural da planta, associado à parede vegetal da célula e responsável por sua rigidez e propriedades mecânicas (Fig. 3).
Figura 3. Visão molecular do material lignocelulósico (Adaptado de RUBIN, 2008).
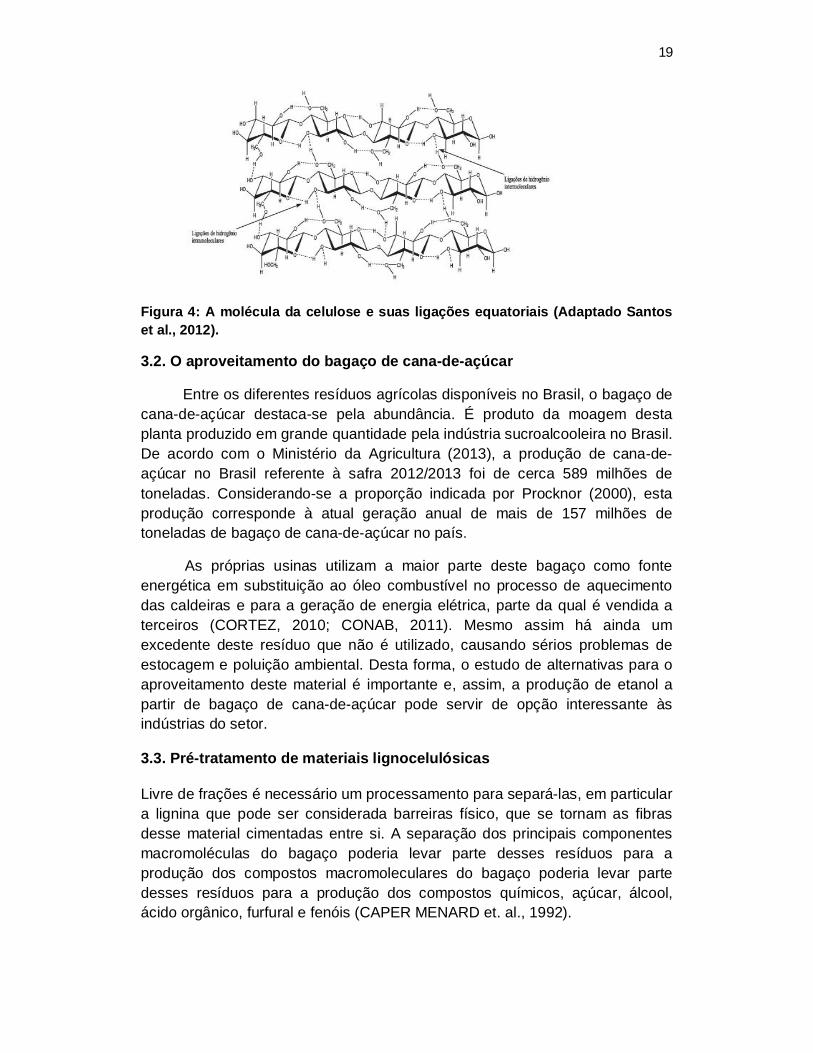
A celulose é o principal componente da biomassa, sendo o biopolímero mais abundante do planeta. É formado por uma cadeia linear de moléculas de glicose ligadas entre si na posição (β)-1,4,(Fig. 4). As quais guardam energia livre e podem ser quebradas para liberar açúcar fermentável, que pode então ser empregada para produção de produtos como etanol. Entretanto, a celulose é muito bem protegida pelas plantas, afim de que não seja facilmente utilizada por predadores ou parasitas (LOPES, 2000). Por esse motivo, o rendimento líquido da conversão da celulose em glicose livre e, a seguir etanol ou outro produto, é dificultado. Tornar esse rendimento favorável possibilitaria o aproveitamento de quaisquer fontes de biomassa vegetal (bagaço de cana-de-açúcar, palha de arroz, palha e sabugo de milho, etc.), atualmente desperdiçadas ou utilizadas de formas menos nobres, em processos químicos ou biotecnológicos (BUCKERIDGE et al., 2008; FERREIRA LEITÃO et al., 2010).
19
Figura 4: A molécula da celulose e suas ligações equatoriais (Adaptado Santos et al., 2012).
3.2. O aproveitamento do bagaço de cana-de-açúcar
Entre os diferentes resíduos agrícolas disponíveis no Brasil, o bagaço de cana-de-açúcar destaca-se pela abundância. É produto da moagem desta planta produzido em grande quantidade pela indústria sucroalcooleira no Brasil. De acordo com o Ministério da Agricultura (2013), a produção de cana-de-açúcar no Brasil referente à safra 2012/2013 foi de cerca 589 milhões de toneladas. Considerando-se a proporção indicada por Procknor (2000), esta produção corresponde à atual geração anual de mais de 157 milhões de toneladas de bagaço de cana-de-açúcar no país.
As próprias usinas utilizam a maior parte deste bagaço como fonte energética em substituição ao óleo combustível no processo de aquecimento das caldeiras e para a geração de energia elétrica, parte da qual é vendida a terceiros (CORTEZ, 2010; CONAB, 2011). Mesmo assim há ainda um excedente deste resíduo que não é utilizado, causando sérios problemas de estocagem e poluição ambiental. Desta forma, o estudo de alternativas para o aproveitamento deste material é importante e, assim, a produção de etanol a partir de bagaço de cana-de-açúcar pode servir de opção interessante às indústrias do setor.
3.3. Pré-tratamento de materiais lignocelulósicas
Livre de frações é necessário um processamento para separá-las, em particular a lignina que pode ser considerada barreiras físico, que se tornam as fibras desse material cimentadas entre si. A separação dos principais componentes macromoléculas do bagaço poderia levar parte desses resíduos para a produção dos compostos macromoleculares do bagaço poderia levar parte desses resíduos para a produção dos compostos químicos, açúcar, álcool, ácido orgânico, furfural e fenóis (CAPER MENARD et. al., 1992).

20
O material lignocelulósico de resíduos agrícolas e florestais é, muitas vezes, desperdiçado, resultando em problemas ambientais. O aproveitamento desta biomassa vegetal pode ser feito em processos para a obtenção de etanol e diferentes produtos, em indústrias que seriam chamadas biorrefinarias (EMBRAPA, 2011).
3.4. Biorrefinarias
De acordo com Cavalheiro; Duarte e Gírio (2008), biorrefinaria é um conceito global de um processo integrado e diversificado no quais materiais lignocelulósicos são convertidos em uma ampla variedade de produtos de interesse, em um paralelo com as refinarias de petróleo e está ligado a evolução da química verde. Essa seria a otimização do uso de recursos naturais e minimização de efluentes. Além disso, esse conceito tem uma área de abrangência relevante desde processos de pré-tratamento para produzir polímeros como a lignina, celulose e hemicelulose que servirão de matéria-prima para produção de pentoses e hexoses; até o processamento térmico na formação do bio-óleo ou bio-carvão. Tais produtos servirão de base para produção de combustíveis, produtos farmacêuticos, insumos químicos e monômeros para a indústria de polímeros, através dos processo de hidrólise enzimática e fermentação (EMBRAPA, 2011).
3.5. Produção de etanol de segunda geração
Chama-se etanol de segunda geração àquele obtido a partir de açúcares fermentáveis oriundos da hidrólise das frações macromoleculares da biomassa vegetal. Desta forma, o processo de produção de etanol de segunda geração é uma opção interessante para utilização de resíduos ou subprodutos agrícolas ou florestais, como palha e bagaço de cana-de-açúcar, palha e sabugo de milho, entre outros, os quais constituem a mais abundante fonte renovável de carbono no planeta (CLAASSEN et al., 1999; BRETHAUER e WYMAN, 2010).
Ressalta-se que o processamento de matérias-primas açucaradas e amiláceas nas usinas de álcool que empregas tecnologias de primeira geração (uso de caldo de cana-de-açúcar, melaço ou hidrolisado de amido de milho, por exemplo), geram resíduos de composição lignocelulósica que podem incrementar a produção de etanol, na medida em que possuem polissacarídeos (celulose e hemicelulose) em sua composição, passíveis de processos de hidrólise e fermentação. Este é um aspecto de capital importância, que justifica o enorme interesse no aproveitamento dessa biomassa residual, já que se pode incrementar a relação de etanol produzido por matéria-prima utilizada no processo tecnológico (CASTRO, 2006).

21
Como mencionado anteriormente, a celulose é o principal componente da parede celular da biomassa vegetal e, após sua hidrólise, a glicose obtida pode ser transformada em etanol por fermentação empregando os mesmos microrganismos tradicionalmente utilizados nas usinas de álcool. No processo de obtenção de etanol celulósico, é necessário, portanto, “desmontar” a parede celular para utilizar os polissacarídeos como fonte de açúcares fermentáveis (BUCKERIDGE et al., 2008). Isto pode ser feito empregando-se celulases, em um processo enzimático sob temperatura e pressão amenas. No entanto, para que as enzimas tenham acesso ao substrato, é necessária uma etapa de pré-tratamento do material, a qual torna sua estrutura mais susceptível à hidrólise biocatalítica (AGBOR et al., 2011; GALBE e ZACCHI, 2012). Dependendo do pré-tratamento, pode-se ainda obter um hidrolisado rico em açúcares oriundos da hemicelulose, em especial pentoses, os quais podem ser utilizados para a produção de etanol por microrganismos específicos, aumentando o rendimento global do processo, ou até mesmo na obtenção de outros produtos de valor econômico e social (SKOOG e HAHN-HÄGERDAL, 1988; WINKELHAUSEN e KUSMANOVA, 1998).
Após a hidrólise enzimática da celulose, o meio rico em glicose obtido (mosto) pode ser transformado em etanol no processo fermentativo. Segundo Ferreira (2010), a etapa do processo fermentativo pode ser feito conduzido tanto em batelada simples quanto em batelada semicontínua ou processo contínuo.
O líquido resultante após processo fermentativo pode então, do mesmo modo que nas tecnologias convencionais de produção de etanol, ser destilado para concentração do etanol até o nível determinado ou até o limite possível, o azeótropo etanol-água (95,5% de etanol). Este azeótropo é comumente comercializado como etanol hidratado, sendo possível a sua utilização direta nos motores automotivos. No entanto, para ser misturado à gasolina o etanol necessita estar na sua forma anidra, cuja obtenção se dá por meio de processos de desidratação como o arraste com benzeno (muito poluente) ou o uso de absorventes regeneráveis, através de zeólitas, onde ocorre um processo de adsorção da água (PEREIRA JR., 1991).
3.6. Rotas de processamento de etanol
A obtenção de etanol a partir dos materiais lignocelulósicos permite diferentes estratégias de processamento. Devido à presença de diferentes açúcares, muitas vezes se faz necessário o emprego de enzimas simultaneamente à ação de microrganismos. Pode-se ainda utilizar diferentes microrganismos em etapas sucessivas, de maneira a se aproveitar ao máximo à matéria-prima disponível (FERREIRA, 2010). Na literatura são apontadas quatro estratégias para obtenção de etanol de material lignocelulósico:
22
Hidrólise e Fermentação em Separado (SHF): a hidrólise do material lignocelulósico ocorre num estágio separado da fermentação. Nesta estratégia, a etapa de hidrólise pode ser realizada química ou enzimaticamente. Ao ser utilizado um agente químico como catalisador da clivagem da macroestrutura no processo, são formados compostos inibidores de fermentação. Por isso, segundo a severidade da hidrólise, podem ser requeridas etapas de destoxificação posterior, o que não permite fermentação simultânea. A hidrólise enzimática, geralmente, é conduzida nas condições ótimas de pH e temperatura das celulases. A dificuldade deste processo reside no acúmulo da glicose e polissacarídeos, provenientes da mesma hidrólise, que atuam como inibidores enzimáticos de algumas enzimas envolvidas, decorrendo numa hidrólise incompleta da celulose. Uma vez terminada a hidrólise, o resíduo sólido é separado e o sobrenadante é empregado para fermentação por microrganismos (WINGREN et al. 2003; MCMILLAN, 2004);
Sacarificação e Fermentação Simultâneas (SSF): neste processo, a sacarificação e fermentação da fração celulósica ocorrem numa única etapa, sendo realizada enzimaticamente a hidrólise da macromolécula, evitando a formação de inibidores, e possibilitando o sinergismo com o microrganismo fermentador. Em etapas separadas são realizadas a clivagem e hidrólise da hemicelulose, assim como a fermentação dos açúcares gerados neste processo. As enzimas empregadas no processo, o complexo celulósico, são também produzidas separadamente. E também, elas têm como função a hidrólise da celulose até os monômeros de glicose. A glicose produzida inibe as enzimas β-glucosidases interrompendo o processo hidrolítico. O microrganismo, ao consumir esta glicose, reativa o processo enzimático e é obtido o produto desejado no processo fermentativo (WINGREN et al. 2003). Nessa sinergia entre enzima e microrganismo durante o SSF, favorece: A redução da inibição enzimática pela glicose formada, devido à
inexistência do acúmulo desses açúcares no meio; A diminuição da complexidade do processo pela existência de
uma única etapa; A minimização dos riscos de contaminação, devido às baixas
concentrações de açúcar livre no meio; o alcance de maiores índices de conversão à glicose, pois os
equilíbrios das reações enzimáticas são deslocados no sentido de formação de mais produto, visto que a glicose é concomitantemente consumida(FERREIRA, 2010).
Sacarificação com Co-fermentação Simultânea (SSCF): representa um aumento da integração em relação ao SSF, já que a fermentação das pentoses e da glicose ocorre no mesmo reator e devem-se utilizar

23
ferramentas da biotecnologia para fabricar organismos capazes de fermentar simultaneamente pentoses e hexoses(GARCIA; ROSA, 2009).
Bioprocesso Consolidado (CBP): o máximo de integração é atingido com essa rota, na qual todas as operações de caráter biológico que seriam as 4 etapas: hidrólise da celulose, hidrólise da hemicelulose, fermentação das pentoses e hexoses e a produção de enzimas são realizadas em um único reator(GARCIA; ROSA, 2009).
Das etapas descritas, a limitante da tecnologia de produção de etanol de segunda geração é, justamente, a hidrólise das frações macromoleculares para obtenção dos açúcares monoméricos. Neste caso, para obtenção do etanol celulósico, o pré-tratamento destaca-se como fundamental para aumentar a digestibilidade enzimática desta fração constituinte do material.
3.7. Pré-tratamento da biomassa vegetal
Figura 5. Esquema de pré-tratamento do material lignocelulósico para aumento de sua digestibilidade enzimática (Adaptado de TAHERZADEH e KARIMI, 2008).
O desenvolvimento atual do processo de produção de etanol a partir da celulose tem sido direcionado à hidrólise enzimática desta macromolécula. Conforme explicado anteriormente, a hidrólise enzimática ocorre de forma limitada no material in natura, pois a estrutura fechada do material dificulta o acesso da enzima ao substrato(AGBOR et al., 2011; GALBE e ZACCHI, 2012). Assim, uma etapa de pré-tratamento é necessária, visando-se ao aumento da digestibilidade enzimática do material (Fig. 5).

24
O resultado desejável da etapa de pré-tratamento é um rendimento máximo de açúcar após a hidrólise enzimática minimizando a perda de açúcares e a formação de produtos inibidores (SAAD, 2010).
Diferentes tipos de pré-tratamento têm sido estudados, sendo que os processos ácidos, especialmente com ácido sulfúrico diluído, são os mais comumente utilizados para resíduos agroindustriais (WYMAN et al., 2005; MODENBACH e NOKES, 2012). Durante o pré-tratamento ácido, a hemicelulose é hidrolisada a seus respectivos monossacarídeos, enquanto a lignina condensa e precipita (ZEEMAN, 2009). O resultado é um sólido chamado celulignina, o qual é mais facilmente hidrolisado pelas celulases.
Além de ácido sulfúrico, trabalhos têm sido relatados com outros compostos, como ácido clorídrico e fosfórico, e as faixas de temperatura estudadas variam em faixas como 120°C-180°C (ALVIRA et al., 2010). As condições empregadas neste tipo de tecnologia apresentam, no entanto, desvantagens, como o obviamente elevado consumo energético, a necessidade de equipamentos especiais resistentes à corrosão, a degradação de açúcares em compostos como furfural e hidróxi-metil-furfural (HMF) e a degradação de compostos aromáticos da lignina, os quais podem ser carreados a etapas subsequentes, reduzindo sua eficiência e produtividade (SAHA et al., 2005; ALVIRA et al., 2010). A Tabela 1, na página seguinte, informa todos os pré-tratamentos já estudados na literatura e suas respectivas vantagens e desvantagens.
Estas desvantagens podem ser contornadas com outras opções de pré-tratamento, como explosão a vapor e hidrotermólise, uso de bases e solventes para remoção, ao menos parcial, da hemicelulose ou lignina ou para quebra da estrutura da celulose, água quente sob pressão (“liquid hot water”), processos com solventes orgânicos (organossolve), usos de líquidos iônicos e fracionamento da celulose baseado em solventes (AGBOR et al., 2011).
Entre estas opções, foi propostas trabalho o emprego de processo alcalino. Tratamentos alcalinos são normalmente realizados com soluções de NaOH, Ca(OH)2 e amônia e podem aumentar de forma eficiente a digestibilidade enzimática da celulose (TAHERZADEH e KARIMI, 2008). São operados sob ampla faixa de condições, com temperaturas variando de ambiente a 150°C (MODENBACH e NOKES, 2012). O pré-tratamento alcalino aumenta efetivamente a área da superfície pelo intumescimento da biomassa, enquanto reduz o grau de polimerização e cristalinidade da fração da celulose, além de aumentar a superfície de contato. A fração hemicelulose pode ser parcialmente solubilizada ou hidrolisada sob fortes condições alcalinas, sendo que as ligações entre a lignina e carboidratos são quebradas, e alguma lignina é solubilizada (GALBE e ZACHI, 2007; OGEDA e PETRI, 2010).

25
Uma vantagem importante do uso de pré-tratamentos alcalinos de biomassa é não ser necessário o uso de equipamentos especializados, uma vez que reagentes alcalinos tipicamente não causam corrosão como ácidos diluídos (MODENBACH e NOKES, 2012). Entre as desvantagens pode-se citar o custo do reagente, o qual normalmente precisa ser usado em grande quantidade, o que torna necessária uma etapa de recuperação (SIERRA RAMIREZ, 2005).
TABELA 1: Tipos de pré-tratamento da biomassa e suas respectivas vantagens e desvantagens (Adaptado de Santos et. al., 2012)
Neste projeto, foi proposto o desenvolvimento de processo alcalino com NaOH sob condições amenas de pressão e temperatura em reator de coluna com leito percolado (“packed-bed flow-through reactor”). De fato, a escolha do reator é de fundamental importância para a viabilidade do processo em escala industrial (NEMEC; LEVEC, 2005).
3.8. Reatores empregados no pré-tratamento da biomassa vegetal visando-se à produção de etanol de segunda geração
Para o pré-tratamento, no qual, de uma forma geral, busca-se a remoção da lignina do material e uma desestruturação da estrutura cristalina da celulose

26
para favorecer a hidrólise posterior, há, conforme discutido, uma série de possibilidades, com o uso de agentes físicos ou químicos ou uma combinação destes (DIAS, 2008; BNDES e CGEE, 2008). Para cada caso haverá uma série de considerações a serem feitas na seleção do reator. Para o caso do pré-tratamento por hidrólise ácida diluída, por exemplo, têm sido desenvolvidos reatores para trabalho sob elevada pressão e com maior teor de sólidos (MODENBACH e NOKES, 2012). Em um trabalho da década de 90, Hsu et al. (1996) descreveram um reator horizontal de 100 L construído especificamente para o pré-tratamento de lignocelulósicos em meios com 10-15% de sólidos. Foram testadas amostras de madeira dura e de “switchgrass”, sendo que os resultados reproduziram bem testes anteriores feitos em reatores de 1 L. A título de ilustração, uma representação esquemática do reator desenvolvido por estes autores é apresentada na Figura 9, conforme consta no artigo publicado. Em outro trabalho, Zhu et al. (2004) utilizaram um reator de percolação para o pré-tratamento da palha de milho com ácido sulfúrico diluído. Outros trabalhos têm sido publicados empregando-se diferentes tecnologias de pré-tratamento e diversas configurações de reator (INGRAM et al., 2009; NREL, 2013).
Figura 6. Representação esquemática do reator horizontal de hidrólise ácida de biomassa desenvolvido por Hsu et al. (1996)
Reatores de coluna apresentam a vantagem de serem inerentemente operados com elevados teores de sólido. Entre estes, o leito fixo ou empacotado tem sido tradicionalmente usado para a maioria dos reatores catalíticos em larga escala, devido a sua alta eficiência, baixo custo e facilidade de construção e operação. Ele requer um mínimo de equipamentos auxiliares e é muito eficiente. Estes reatores apresentam ainda baixo custo e facilidade de construção, manutenção e operação (BALCÃO et al., 1996). Algumas desvantagens para estes sistemas, entretanto, podem ser citadas, como a

27
facilidade de obstrução do leito, aparecimento de caminhos preferenciais e fluxos de calor e massa ineficientes (ZANIN, 1989). O leito percolado (“packed-bed flow-through reactor”), no qual o material sólido é mantido como um leito fixo, já foi relatado para pré-tratamento ácido da biomassa (ZHU et al., 2004), porém há escassez de trabalhos neste sentido. Sua escolha para este projeto é devida à possibilidade de uso de um teor de sólido bastante elevado.
4. Metodologia
4.1 Matéria-prima
Foram utilizados amostras de bagaço de cana-de-açúcar provenientes de uma usina de açúcar e álcool de Sertãozinho, e que foi disponibilizado para o Grupo de Microbiologia Aplicada e Bioprocessos – GMBio do LOT/EEL/USP.
Para uso nos experimentos, o bagaço de cana-de-açúcar foi moído em moinho de facas e o material obtido foi previamente caracterizado com relação à granulometria em peneiras padrão série Tyler para melhorar a superfície de contato. Antes da moagem, este possuía mais de 35 % de suas partículas com diâmetro médio maior que 3,3 mm, sendo que mais de 70% das partículas apresentavam diâmetro médio igual ou superior a 1,24 mm. Após a moagem, mais de 75% das partículas apresentaram diâmetro médio igual ou inferior a 0,62 mm.
4.2 Experimentos Preliminares
4.2.1 Densidade Esqueletal
Nessa etapa foi utilizado um balão volumétrico de 100mL. Neste balão foram inseridos 1,189g de bagaço e uma quantidade de água suficiente para completar o volume do balão, sendo submetido a um vácuo de cerca de 400mmHg por 5min, para remoção do ar dissolvido na água e contido nos espaços inter e intraparticular(poros). Com base nos dados obtidos, estimou-se a densidade esqueletal do bagaço de cana-de-açúcar empregado nos experimentos.
4.2.2 Aferição da vazão de trabalho e operação da bomba do reator
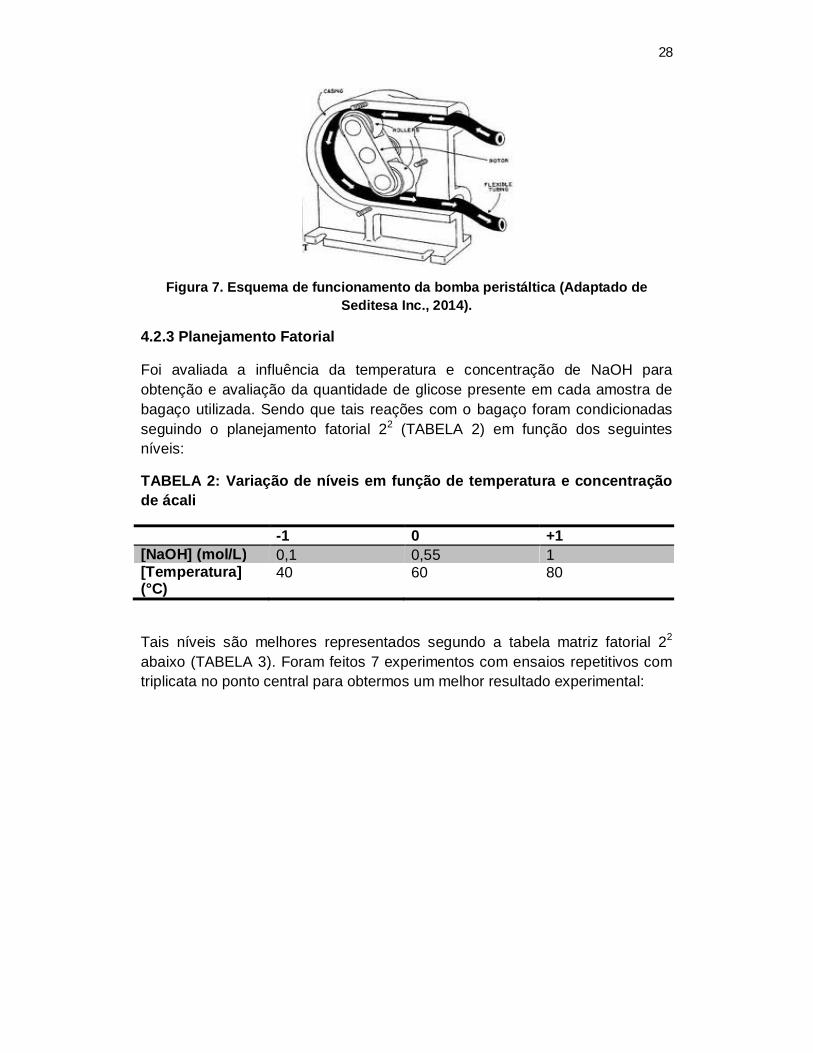
Foi empregada uma bomba peristáltica (Fig. 1) para percolação da solução alcalina no interior do reator. Para o ajuste da vazão, esta foi medida diretamente usando uma proveta de 1000 mL e um cronômetro, para cada ajuste da bomba. Foi definida uma vazão de carregamento de 54,05mL/min e uma vazão de trabalho de 11,45mL/min. Mangueiras de silicone foram utilizadas para resistência ao ataque químico do NaOH.
28
Figura 7. Esquema de funcionamento da bomba peristáltica (Adaptado de Seditesa Inc., 2014).
4.2.3 Planejamento Fatorial
Foi avaliada a influência da temperatura e concentração de NaOH para obtenção e avaliação da quantidade de glicose presente em cada amostra de bagaço utilizada. Sendo que tais reações com o bagaço foram condicionadas seguindo o planejamento fatorial 22 (TABELA 2) em função dos seguintes níveis:
TABELA 2: Variação de níveis em função de temperatura e concentração de ácali
-1 0 +1 [NaOH] (mol/L) 0,1 0,55 1 [Temperatura] (°C)
40 60 80
Tais níveis são melhores representados segundo a tabela matriz fatorial 22 abaixo (TABELA 3). Foram feitos 7 experimentos com ensaios repetitivos com triplicata no ponto central para obtermos um melhor resultado experimental:

29
TABELA 3: Matriz do Planejamento Fatorial 22
Experimento [NaOH] [Temperatura] 1 - - 2 + - 3 - + 4 + + 5 0 0 6 0 0 7 0 0
A análise dos testes estatísticos foi realizada utilizando-se o programa STATISTICA versão 5.1. Os resultados foram expressos em tabelas de estimativas de efeitos, erros padrão (Teste t de Student), e ainda tabela de análise de variância ANOVA, sendo utilizados os seguintes parâmetros:
SQ= Soma dos quadrados:
GL= graus de liberdade:
SMQ= Soma das médias dos quadrados
F= razão sobre a soma das médias dos quadrados dos efeitos sobre a soma da média dos erros;
F= QME/QMD
R2=Coeficiente de determinação:
t = coeficiente t-Student

30
4.3. Pré-tratamento alcalino de bagaço de cana-de-açúcar em reator de leito fixo percolado
O hidrolisado foi obtido através de um reator de coluna (Fig. 11), com capacidade de 1190mL, que foi montado empregando-se vidraria disponível nos laboratórios do Grupo de Microbiologia Aplicada e Bioprocessos – GMBio do LOT/EEL/USP. Os ensaios foram executados em modo semicontínuo, com alimentação ascendente contínua de líquido alcalino, o qual foi continuamente removido no topo da coluna. No início do processo, 108g de bagaço de cana-de-açúcar moído foi carregado no reator, sendo ajustadas a temperatura e a vazão de alimentação de solução de NaOH, promovida e controlada por bomba peristáltica por cerca de 2 horas e meia em temperatura variável de acordo com o planejamento estatístico. Ao final do processo, o bagaço de cana-de-açúcar deslignificado foi descarregado, submetido à filtração a vácuo com lavagem com água destilada e previamente seco por 24 horas em temperatura ambiente. Após essas etapas, o bagaço foi congelado a uma temperatura de 5°C negativos.
Após essa etapa, em todos os casos, o material pré-tratado foi descongelado e depois aferido a umidade de cada amostra para efeito de cálculo da quantidade exata da amostra a ser inserida no Erlenmeyer de 50mL, sendo então empregado nas etapas de hidrólise enzimática e fermentação. Isso será melhor explicado na próxima etapa.
Em relação a uma comparação entre a utilização do material pré-tratado e não tratado, segundo experimentos de Rocha et. al., (2009) através do método de caracterização é possível comparar o rendimento da hidrólise do material pré-tratado em relação ao material sem pré-tratamento, há uma diferença qualitativa e quantitativa que inviabiliza o método sem o pré-tratamento.

31
Figura 8. Reator de coluna utilizado na percolação do NaOH no bagaço de cana-de-açúcar(Imagem cedida do Laboratório do Prof. Dr. Sílvio Silvério GMBio-LOT/EEL-USP)
4.4. Hidrólise enzimática e análises
A etapa de hidrólise do sólido obtido no pré-tratamento foi conduzida em frascos Erlenmeyer de 50 mL onde foi empregado um coquetel enzimático comercialmente disponível contendo 15 mL de meio reacional constituído por suspensão aquosa 2% de bagaço de cana-de-açúcar pré-tratado ou massa seca (sendo que tais volumes e quantidades mássicas variam conforme cada experimento), 50 mM tampão citrato pH = 4,5, 10 FPU enzimas/g de bagaço pré-tratado, empregando-se coquetel enzimático comercial Dyadic® Cellulase CP CONC (Dyadic International, Inc., Jupiter, Flórida, EUA).
Antes de fazer essa etapa as 7 amostras de bagaço foram descongeladas em temperatura ambiente. Após essa etapa, foram medidos os percentuais de umidade de cada amostra, empregando balança de infravermelho. Calculando os percentuais foi possível determinar a massa a ser inserida no Erlenmeyer de 50mL. Os experimentos foram realizados em incubadora de movimento rotatório (Quimis Q816M20, Quimis Aparelhos Científicos, Diadema, SP, Brasil), sob condições de 50º C e 150 rpm, por 24 horas onde foram coletadas as amostras conforme as condições e composição descrita por Santos et. al. (2011).
32
Essas amostras contendo a mistura reacional foram filtradas em um Funil de Büchner com um papel de filtro qualitativo. E foram coletadas e analisadas através de um CLAE para verificar a quantidade de glicose conforme Medina (2013). A partir dessa quantidade obtida de glicose foi possível ter uma noção da quantidade de etanol que poderá ser produzida a partir da hidrólise enzimática, em outras palavras, quanto maior a quantidade de glicose obtida maior será a produção de etanol que pode ser produzida.
5. Resultados e discussões:
5.1 Densidade esqueletal
A densidade esqueletal ou densidade específica verdadeira, corresponde à massa específica das partículas excluindo os poros. Seria a massa específica do esqueleto das partículas se esta tiver poros no seu interior. Nas partículas não porosas as massas específicas das partículas se esta tiver poros em seu interior ou na camada externa. Nas partículas não porosas a massa específica de cada partícula é similar a massa específica esqueletal, porém nas porosas a massa esqueletal é maior(RANGEL MOREIRA, 2007).
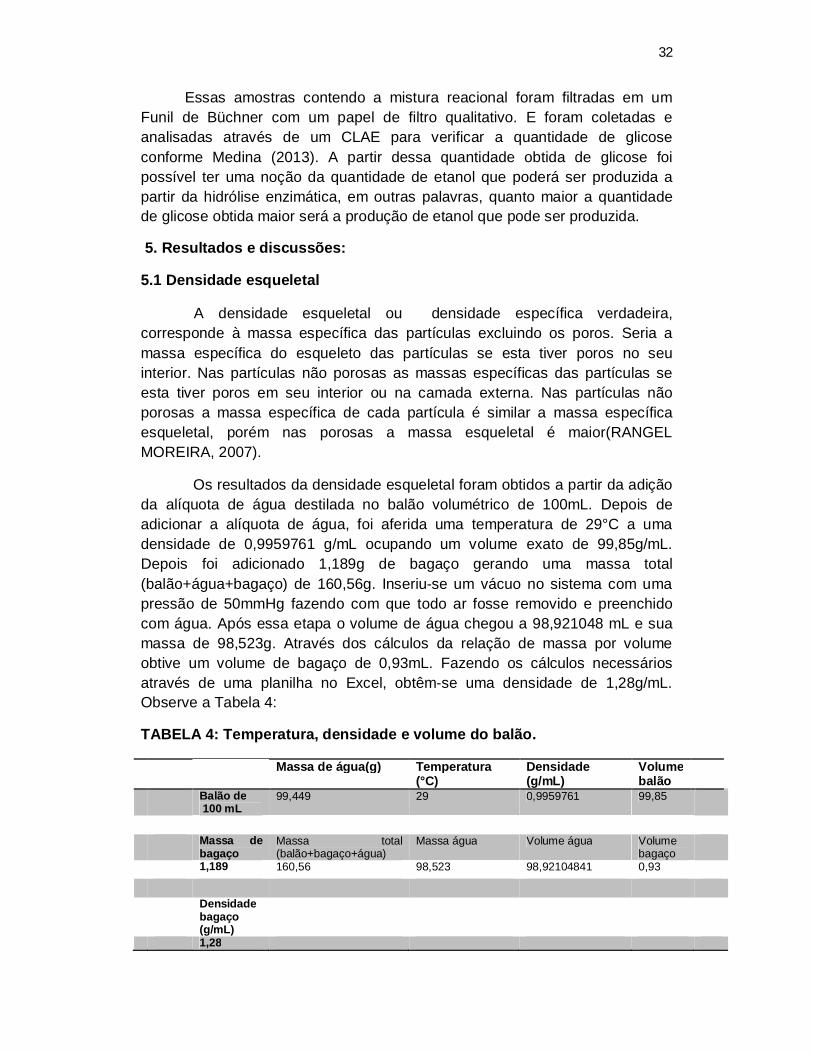
Os resultados da densidade esqueletal foram obtidos a partir da adição da alíquota de água destilada no balão volumétrico de 100mL. Depois de adicionar a alíquota de água, foi aferida uma temperatura de 29°C a uma densidade de 0,9959761 g/mL ocupando um volume exato de 99,85g/mL. Depois foi adicionado 1,189g de bagaço gerando uma massa total (balão+água+bagaço) de 160,56g. Inseriu-se um vácuo no sistema com uma pressão de 50mmHg fazendo com que todo ar fosse removido e preenchido com água. Após essa etapa o volume de água chegou a 98,921048 mL e sua massa de 98,523g. Através dos cálculos da relação de massa por volume obtive um volume de bagaço de 0,93mL. Fazendo os cálculos necessários através de uma planilha no Excel, obtêm-se uma densidade de 1,28g/mL. Observe a Tabela 4:
TABELA 4: Temperatura, densidade e volume do balão.
Massa de água(g) Temperatura (°C)
Densidade (g/mL)
Volume balão
Balão de 100 mL
99,449 29 0,9959761 99,85
Massa de
bagaço Massa total (balão+bagaço+água)
Massa água Volume água Volume bagaço
1,189 160,56 98,523 98,92104841 0,93 Densidade
bagaço (g/mL)
1,28
33
5.2 Resultados do planejamento 22
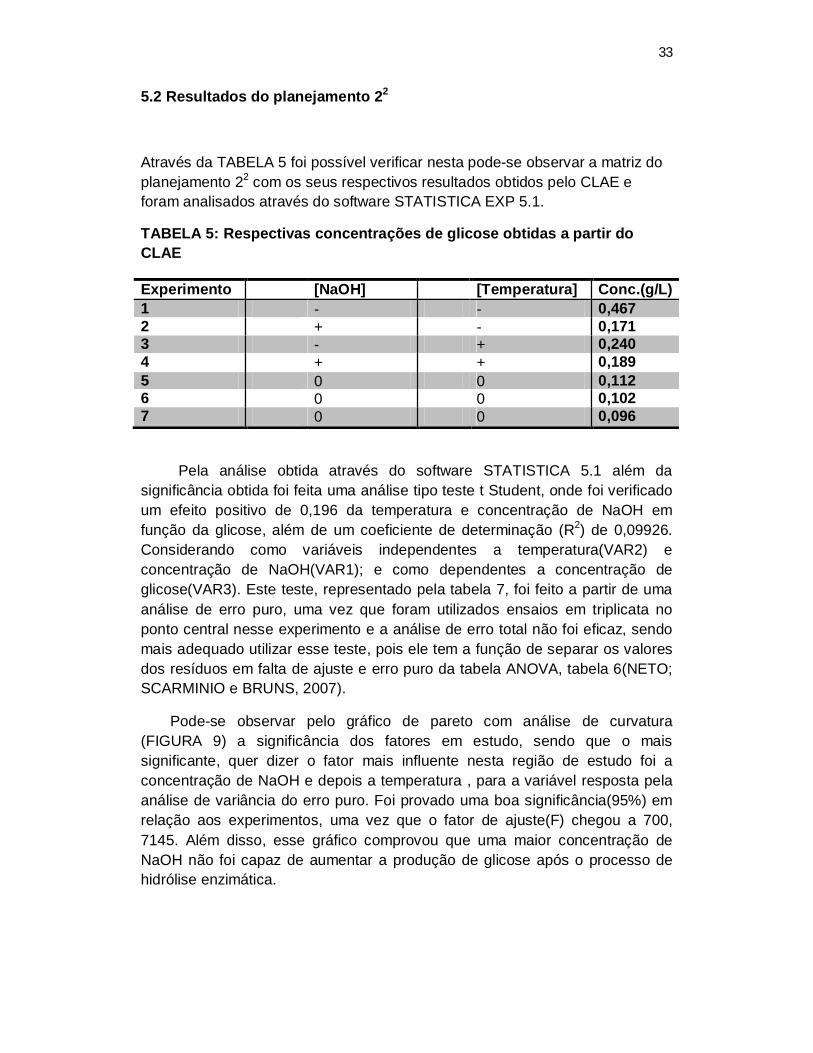
Através da TABELA 5 foi possível verificar nesta pode-se observar a matriz do planejamento 22 com os seus respectivos resultados obtidos pelo CLAE e foram analisados através do software STATISTICA EXP 5.1.
TABELA 5: Respectivas concentrações de glicose obtidas a partir do CLAE
Pela análise obtida através do software STATISTICA 5.1 além da significância obtida foi feita uma análise tipo teste t Student, onde foi verificado um efeito positivo de 0,196 da temperatura e concentração de NaOH em função da glicose, além de um coeficiente de determinação (R2) de 0,09926. Considerando como variáveis independentes a temperatura(VAR2) e concentração de NaOH(VAR1); e como dependentes a concentração de glicose(VAR3). Este teste, representado pela tabela 7, foi feito a partir de uma análise de erro puro, uma vez que foram utilizados ensaios em triplicata no ponto central nesse experimento e a análise de erro total não foi eficaz, sendo mais adequado utilizar esse teste, pois ele tem a função de separar os valores dos resíduos em falta de ajuste e erro puro da tabela ANOVA, tabela 6(NETO; SCARMINIO e BRUNS, 2007).
Pode-se observar pelo gráfico de pareto com análise de curvatura (FIGURA 9) a significância dos fatores em estudo, sendo que o mais significante, quer dizer o fator mais influente nesta região de estudo foi a concentração de NaOH e depois a temperatura , para a variável resposta pela análise de variância do erro puro. Foi provado uma boa significância(95%) em relação aos experimentos, uma vez que o fator de ajuste(F) chegou a 700, 7145. Além disso, esse gráfico comprovou que uma maior concentração de NaOH não foi capaz de aumentar a produção de glicose após o processo de hidrólise enzimática.
Experimento [NaOH] [Temperatura] Conc.(g/L) 1 - - 0,467 2 + - 0,171 3 - + 0,240 4 + + 0,189 5 0 0 0,112 6 0 0 0,102 7 0 0 0,096

34
Tabela 6: Análise de variâncias dos resultados obtidos no experimento
SQ GL SMQ F Fator A (VAR1)
0,0301 1
0,030102 460,7487
Fator B (VAR2)
0,01092 1 0,01092 167,1467
Fator C(1 para 2)
0,015006 1 0,01506 229,6875
Falta de Ajuste
0,04578 1 0,04578 700,7145
Erro Puro 0,000131 2 0,000065 Soma dos Quadrados Totais
0,101939 6
Figura 9: Gráfico de pareto das estimativas de efeitos para análise de erro puro
Tabela 7: Tabela de estimativa de efeitos
Fatores Efeitos Erro Padrão (Puro)
t p-valor Intervalo mínimo (95%)
Intervalo máximo (95%)
Coeficiente.
Interceptos 0,196714
0,003055
64,3899
0,000241
0,183569
0,209859
0,196714
Fator A (VAR1)
-0,17350 0,008083 -21,4651 0,002163 -0,208278 -0,138722 -0,086750
Fator B (VAR2)
-0,10450 0,008083 -12,9285
0,005930 -0,139278 -0,069722 -0,052250
Regressão 0,12250 0,008083 15,1554 0,004326 0,087722 0,157278 0,061250
p-valor= representa o menor nível de significância para o qual rejeitamos o teste de resposta inicial
Desta forma, o uso de um reagente em menor concentração e menor temperatura resultou em maior produção de glicose, o que pode ser explicado

35
pela quantidade de glicose obtida a partir das análises do CLAE. Embora a diminuição do fator de conversão provado pelos experimentos seja contrária aos experimentos feitos por reagentes operando em alta concentração (1,0 mol/L) e temperatura extremas(80°C) (MODENBACH e NOKES, 2012). Pôde-se notar que operando em condições mais brandas de temperatura e concentração de álcali obtêm um resultado melhor na obtenção de glicose para conversão em etanol celulósico.
6. Conclusão
Observou-se que o uso o reator de leito fixo percolado permitiu o pré-tratamento do bagaço de cana-de-açúcar com NaOH e resultou em materiais com diferentes digestibilidades por preparação comercial de celulase. O uso de temperatura de 40°C e concentração de hidróxido de sódio de 0,1M resultou em maior concentração de glicose na etapa de hidrólise enzimática. O modelo estatístico de primeira ordem não se mostrou adequado para explicar a variabilidade experimental, sendo que a curvatura significativa indica a possibilidade de que um modelo de ordem superior explique melhor os resultados de concentração de glicose em função da temperatura e concentração de NaOH no pré-tratamento. O potencial de uso do sistema foi demonstrado, tendo sido estabelecidas bases para futuros trabalhos de otimização do processo de pré-tratamento em reator de coluna.
7. Sugestões para trabalhos futuros
Sugiro uma pesquisa mais aprofundada em reatores de leito para conseguirmos acoplar um sistema de reciclo em que possamos aproveitar todo o licor negro (líquido remanescente do processo contendo NaOH) obtido na deslignificação.
Sugiro uma pesquisa na área de enzimologia para obtermos uma hidrólise enzimática mais eficiente produzindo açúcares mais fermentescíveis. Além disso, sugiro um processo de caracterização e rendimento da quantidade de sódio e bagaço utilizados em função da glicose e etanol produzido.
Se possível um planejamento estrela ou até outros tipos de planejamento com mais experimentos, para obtermos resultados estatísticos positivos adequados a este modelo de pré-tratamento utilizando reatores a leito recheados ou fluidizados.
8. Referências bibliográficas

36
AGBOR, V. B.; CICEK, N.; SPARLING, R.; BERLIN, A.; LEVIN, D. B. Biomass pretreatment: Fundamentals toward application. Biotechnology Advances, 29, 675–685, 2011.
ALVIRA, P.; TOMÁS-PEJÓ, E.; BALLESTEROS, M.; NEGRO, M. J. Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: A review. Bioresource Technology, 101, 4581-4861, 2010.
BALCÃO, V. M.; PAIVA, A. L.; MALCATA, F. X. Bioreactors with lipases: State of the art, Enzyme and Microbial Technology, 18, 392-416, 1996.
BNDES e CGEE. Bioetanol de cana-de-açúcar: energia para o desenvolvimento sustentável. Rio de Janeiro, Brasil: BNDES, 2008.
BRETHAUER, S.; WYMAN, C. E. Review: Continuous hydrolysis and fermentation for cellulosic ethanol production. Bioresource Technology, 101, 4862–4874, 2010.
BRUNS, R. E.; NETO, B. B.; SCARMÍNIO I. S. – “Como fazer experimentos”. Editora da Unicamp, Campinas (2001).
BUCKERIDGE et al., As rotas para a produção do etanol celulósico no Brasil. Instituto de Biociências USP, São Paulo 2008, pp.1-27 Disponível em: www.apta.sp.gov.br/cana/coletanea/Buckeridge%5B1%5D.doc
CANILHA, L.; CARVALHO, W.; FELIPE, M. G. A.; ALMEIDA E SILVA, J. B.; GIULIETTI, M. Ethanol production from sugarcane bagasse hydrolysate using Pichia stipitis. Applied Biochemistry and Biotechnology, 92, 161-184, 2010.
CAPEK-MÉNARD et. al., Pretreatment of waste paper for increased ethanol yields. Biotechnology Letters, v 14, p. 985-988, 1992.
CARVALHEIRO F.; DUARTE L. C.; GÍRIO F.M. Hemicellulose biorefineries: a review on biomass pretreatments. INETI, Departamento de Biotecnologia, Unidade de Fisiologia Microbiana e Bioprocessos, Estrada do Paço do Lumiar, 22, 1649-038, Lisboa, Portugal, Novembro 2008, pp.849-864
CASTRO, A. M. Produção e Propriedades de Celulases de Fungos Filamentosos obtidas a partir de Celulignina de Bagaço de Cana-de-Açúcar (Saccharum spp). Dissertação de Mestrado, Universidade Federal do Rio de Janeiro, 2006. CHEN, D.; GUO,. Y.; HUANG, R.; LU, Q; HUANG, J. Pretreatment by ultra-high pressure explosion with homogenizer facilitates cellulase digestion of sugarcane bagasses. Bioresource Technology, 101, 5592–5600, 2010.
CLAASSEN, P.A.M.; VAN LIER, J.B.; CONTRERAS, A.M.L.; VAN NIEL, E.W.J.; SIJTSMA, L.; STAMS, A.J.M.; DE VRIES, S.S.; WEUSTHUIS, R.A. Utilisation of biomass for the supply of energy carriers. Applied Microbiololy and Biotechnology, 52 (6), 741–755, 1999.
37
CONAB. A Geração Termoelétrica com a Queima do Bagaço de Cana-de-Açúcar no Brasil. Análise do Desempenho da Safra 2009-2010. CONAB, 2011. Disponível em:http://www.conab.gov.br/OlalaCMS/uploads/arquivos/11_05_05_15_45_40_geracao_termo_baixa_res..pdf. Acesso em: 22 de maio de 2013.
CORTEZ, L. A. B. Bioetanol de cana-de-açúcar. P&D para produtividade e sustentabilidade. São Paulo: Blucher, 2010, 992 p. ISBN: 9788521205319.
DIAS, M. O. S. Simulação do processo de produção de etanol a partir do açúcar e do bagaço, visando a integração do processo e a maximização da produção de energia e excedentes do bagaço. Campinas, SP: Universidade Estadual de Campinas, 2008, (Dissertação de mestrado), 253p.
EMBRAPA AGROENERGIA: O conceito de biorrefinaria; O potencial e a importância das biorrefinarias; Os resíduos lignocelulósicos, Brasília-DF, 2011. Disponível em: http://www.infoteca.cnptia.embrapa.br/bitstream/doc/908142/1/biorrefinariamodificadoweb.pdf . Acesso em: 04 de julho de 2014.
FENGEL, D., WEGENER, G. Wood Chemistry, Ultrastructure, Reactions. Berlin: Walter de Gruyter, 613 p., 1989.
FERREIRA LEITÃO et al, Biomass Residues in Brazil: Availability and Potential Uses , Instituto Nacional de Tecnologia, Rio de Janeiro/RJ, p. 65-76, 2010.
FERREIRA V. Produção de beta-glucosidase em Saccharomyces cerevisae recombinante e avaliação do seu emprego no processo de hidrólise enzimática simultânea a fermentação para a produção de etanol de segunda geração(Tese de Doutorado), Rio de Janeiro, RJ: UFRJ, Escola de Química, 155 p., 2010.
FREUNDENBERG, K. The constitution and biosynthesis of lignin. In: FREUNDENBERG, K.; NEISH A. C. eds. Constitution and byosinthesis of lignin. Berlin: Spring-Velag, p.12-47, 1968.
GALBE, M.; ZACCHI, G. Pretreatment: The key to efficient utilization of lignocellulosic materials. Biomass and bioenergy, 46, 70-78, 2012.
GARCIA, J. L. F.; ROSA, S. E. F. – “ O etanol de segunda geração: limites e oportunidades”. Revista BNDES. Brasília-DF, 39 p. 117-156, 2009.
HSU TA, HIMMEL M, SCHELL D, FARMER J, BERGGREN M. Design and initial operation of a high-solids, pilot-scale reactor for dilute-acid pretreatment of lignocellulosic biomass. Applied Biochemistry and Biotechnology, 57– 58, p. 3–18, 1996.
IEA. World energy outlook world energy outlook. Paris: International Energy Agency, 2007.

38
INGRAM, T.; ROGALINSKI, T.; BOCKEMÜHL, V.; ANTRANIKIAN, G.; BRUNNER, G. Semi-continuous liquid hot water pretreatment of rye straw. The Journal of Supercritical Fluids, 48, p. 238–246, 2009.
IPCC, 2007. Summary for policymakers. In: SOLOMON, S., QIN, D., MANNING, M., CHEN, Z., MARQUIS, M., AVERYT, K.B., TIGNOR, M., MILLER, H.L. (Ed.). Climate Change 2007: The Physical Science Basis. Contribution of Working Group I to the Fourth Assessment Report on the Intergovernmental Panel on Climate Change. Cambridge, United Kingdom and New York, NY,USA: Cambridge University Press, 2007.
JORGENSEN, H.; KRISTENSEN, J.B; FELBY, C. Enzymatic conversion of lignocellulose into fermentable sugars: Challenges and opportunities. Biofuels, Bioproducts and Biorefining, 1(2), 119–134, 2007.
LEE, J. Biological Conversion of lignocellulosic biomass to ethanol. Journal of Biotechnology, v56, p.1, 1997.
LOPES C. M. Formas farmacêuticas de liberação modificada: polímeros hidrifílicos. Braz J Pharm Sci. ; 41(2):143-54, 2005.
MARTÍN, C.; PULS, J.; SAAKE, B.; SCHREIBER, A. effect of glycerol preatreatment on component recovery and enzymatic hydrolysis of sugarcane bagasse. Cellulose Chemistry and Technology, 45 (7-8), 487-494, 2011.
MASON, T. J.; LORIMER, J. P. Applied Sonochemistry: The Uses of Power Ultrasound in Chemistry and Processing. Weinheim: Wiley-VCH Verlag GmbH, 2002.
MEDINA, K. J. D. . Lorena/SP: Universidade de São Paulo, Escola de Engenharia de Lorena, 2013, (Tese de Doutorado), 172 p.
MINISTÉRIO DA AGRICULTURA. Acompanhamento da Produção Sucroalcooleira. Disponível na internet em: http://www.agricultura.gov.br/desenvolvimento-sustentavel/agroenergia. Consulta em: 28 de agosto de 2013.
MODENBACH, A.; NOKES, S. E. The Use of High-Solids Loadings in Biomass Pretreatment—A Review. Biotechnology and Bioengineering, 109 (6), 2012.
MOSIER, N.; WYMAN, C.; DALE, B.; ELANDER, R.; LEE, Y. Y.; HOLTZAPPLE, M.; LADISCH, M. Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresource Technology, 96, 673, 686, 2005.
NEMEC D.; LEVEC J. : Flow through packed bed reactors. Chemical Engineering Science. Vol. 60. Issue 24. 6947-6957pp. December 2005.
NOVO, L. P.; GURGEL, L. V. A.; MARABEZI, K.; CURVELO, A. A. S. Delignification of sugarcane bagasse using glycerol–water mixtures to produce pulps for saccharification. Bioresource Technology, 102, 10040–10046, 2011.

39
NREL - NATIONAL RENEWABLE ENERGY LABORATORY. Continual Shrinking-Bed Reactor Boosts Biomass Ethanol. Disponível em: http://www.nrel.gov/docs/legosti/fy97/21221.pdf. Consulta em: 10 de janeiro de 2013a.
NREL - NATIONAL RENEWABLE ENERGY LABORATORY. Standard Biomass Analytical Procedures. Disponível na internet em: http://www.nrel.gov/biomass/analytical_procedures.html. Consulta em: 17 de julho de 2013b.
OGEDA, T. L.; PETRI, D. F. S. HIDRÓLISE ENZIMÁTICA DE BIOMASSA. Química Nova, v. 33, p. 1549-1558, 2010.
OLIET, M.; RODRIGUEZ, F.; GARCIA, J.; GILARRANZ, M.A. The effect of autocatalyzed ethanol pulping on lignin characteristics. J Wood Chem Technol, 21, 81-95, 2001.
PACHECO, T. F. Produção de Etanol: primeira ou segunda geração? EMBRAPA. 2011. Disponível na internet em: http://www.embrapa.br/imprensa/artigos/2011/producao-de-etanol-primeira-ou-segunda-geracao. Consulta em: 22 de maio de 2013.
PANDEY, A., SOCOOL, C. R., NIGAM, P., SOCOOL, V. Biotechnological potential of agro-industrial residues. I: sugarcane bagasse. Bioresource Technology, 74, 69-80, 2000.
PEREIRA JR., N. Investigations of D-xylose fermenting yeasts. 1991.200 p. Tese (Doutorado em Ciências). Department of Chemistry. University of Manchester. UK.
PROCKNOR, C. Subprodutos; o bagaço. STAB, Açúcar, Álcool e Subprodutos, v. 18 (4), p. 14, 2000.
RANGEL MOREIRA N. A. Caracterização da combustão de carvões vegetais em leito fluidizado, Porto-Portugal, Faculdade de Engenharia da Universidade do Porto, (Tese de Doutorado), 209 p. 2007.
RFA – RENEWABLE FUELS ASSOCIATION. Monthly U.S. Fuel Ethanol Production/Demand. Disponível na internet em: http://ethanolrfa.org/pages/monthly-fuel-ethanol-production-demand. Consulta em: 9 de janeiro de 2013.
ROCHA G. J. et. al., Validação da metodologia para caracterização química do bagaço de cana-de-açucar. Quim. Nova, Vol. 32, No. 6, 1500-1503, 2009.
SAAD M. B. W. Avaliação técnica econômica preliminar da produção de etanol via hidrólise enzimática de bagaço de cana. Lorena/SP: Escola de Engenharia de Lorena /USP, (Tese de Doutorado ), p. 36-46, 2010.

40
SAHA, B.C.; ITEN, L. B.; COTTA, M. A.; WU, Y. V. Dilute acid pretreatment, enzymatic saccharification and fermentation of wheat straw to ethanol. Process BiochemISTRY, 40, 3693–3700, 2005.
SANTOS, S. L. Uso da cavitação hidrodinâmica como uma alternativa para a produção de biodiesel. São Bernardo do Campo/SP: Centro Universitário da FEI, 2009, (Dissertação de Mestrado), 79 p.
SANTOS, V. T. O.; ESTEVES, P. J.; MILAGRES, A. M. F.; CARVALHO, W. Characterization of commercial cellulases and their use in the saccharification of a sugarcane bagasse sample pretreated with dilute sulfuric acid. Journal of Industrial Microbiology & Biotechnology, 38, 1089-1098, 2011.
SCHLITTLER, L. A. F. S. Engenharia de um bioprocesso para produção de etanol de cana-de-açúcar, 2006. Tese(Mestrado), Escola de Química, UFRJ, 2006.
SIERRA RAMIREZ et al., Effects of enzyme loading and β-glucosidase supplementation on enzymatic hydrolysis of switchgrass processed by leading pretreatment technologies, Universidad de los Andes, Chemical Engineering Department Grupo de Conversion de Energia, Bogotá, Colombia, p. 11115-11120, 2011.
SILVA, V. S.; GARCIA, C. A.; SILVA, C. M. O destino do bagaço da cana-de-açúcar: um estudo a partir das agroindústrias sucroalcooleiras do Paraná. Revistas em Agronegócios e Meio Ambiente, 3 (1), p. 59-76, 2010.
SKOOG, K.; HAHN-HÄGERDAL, B. Xylose fermentation. Enzyme and Microbial Technology, 10 (2), 66-80, 1988.
SLUITER, J.B.; TEMPLETON, D.W.; SCARLATA, C.J.; WOLFRUM, E.J "Biomass Pretreatment Liquor Composition Method Variability.": 32nd Symposium on Biotechnology for Fuels and Chemicals, Clearwater Beach, FL, April 2010.
SUN, F.; CHEN, H. Organossolv pretreatment by crude glycerol from oleochemicals industry for enzymatic hydrolysis of wheat straw. Bioresource Technology, 99, 5474–5479, 2008.
SUN, Y.; CHENG, J. Hydrolysis of lignocellulosic materials for ethanol production: a review. Bioresource Technology, 83, 1-11, 2002.
.TAHERZADEH, M. J.; KARIMI, K. Pretreatment of Lignocellulosic Wastes to Improve Ethanol and Biogas Production: A Review. International Journal of Molecular Sciences, 9, 1621-1651, 2008.
VILLADSEN, J.; NIELSEN, J.; LIDÉN, G. Bioreaction Engineering Principles. New York, USA: Springer, 3rd ed., 2011.
WINGREN, A.; GALBE, M.; ZACCHI, G. Techno-economic evaluation of producing ethanol from softwood – a comparation of SSF and SHF

41
andidentification of bottlenecks. Biotechnology Program, v. 19, n. 4, p.1109-1117. 2003.
WINKELHAUSEN, E., KUSMANOVA, S. Microbial Conversion of D-Xylose to Xylitol. Journal of Fermentation and Bioengineering, v. 86 (1), p. 1-14, 1998.
WU, L.; ARAKANE, M.; IKE, M.; WADA, M.; TAKAI, T.; GAU, M.; TOKUYASU, K. Low temperature alkali pretreatment for improving enzymatic digestibility of sweet sorghum bagasse for ethanol production. Bioresource Technology, 102, 4793-4799, 2011a.
WU, L.; Li, Y.; ARAKANE, M.; IKE, M.; WADA, M.; TERAJIMA, Y.; ISHIKAWA, S.; TOKUYASU, K. Efficient conversion of sugarcane stalks into ethanol employing low temperature alkali pretreatment method. Bioresource Technology, 102, 11183–11188, 2011b.
WYMAN, C.E. Handbook on Bioethanol: Production and Utilization. Washington: Taylor Francis, p. 417, 1996.
WYMAN, C.E.; DALE, B.E.; ELANDER, R.T.; HOLTZAPPLE, M.; LADISCH, M.R.; LEE, Y.Y. Comparative sugar recovery and fermentation data from laboratory scale application of leading pretreatment technologies. Bioresource Technology, 96, 2026–2032, 2005.
ZANIN, G. M. Sacarificação de amido em reator de leito fluidizado com enzima amiloglicosidase imobilizada. Campinas/SP: Universidade Estadual de Campinas, Faculdade de Engenharia de Alimentos, 1989, (Tese de Doutorado), 454 p.
ZEEMAN G; HENDRIKS A. T. W. M. Pretreatments to enhance the digestibility of lignocellulosic biomass, Wageningen University, Department of Agrotechnology and Food Sciences, Sub-Department of Environmental Technology, EV Wageningen, The Netherlands, p. 10–18, 2009.
ZHANG, J.; CHU, D. Q.; HUANG, J.; YU, Z. C.; DAI, G. C.; BAO, J. Simultaneous saccharification and ethanol fermentation at high corn stover solids loading in a helical stirring bioreactor. Biotechnology and Bioengineering, 105(4), 718-728, 2010.
ZHANG, Z.; WONG, H.; ALBERTSON, P. L.; DOHERTY, O. S.; O’HARA, I. M. Laboratory and pilot scale pretreatment of sugarcane bagasse by acidified aqueous glycerol solutions. Bioresource Technology, 138, 14–21, 2013.
ZHAO, X.; CHENG, K.; LIU, D. Organossolv pretreatment of lignocellulosic biomass for enzymatic hydrolysis. Applied Microbiology and Biotechnology, 82, 815-827, 2009.
ZHU, J.; CHENG, Y. Fluidized beds. In: Multiphase Flow Handbook. CROWE, C. T. (Ed.). Boca Raton, USA: CRC Press, p. 5-55, 2006.

42
ZHU, Y.M.; LEE, Y.Y.; ELANDER, R.T. Dilute-acid pretreatment of corn stover using a high-solids percolation reactor. Applied Biochemistry and Biotechnology, 117(2), 103–114. 2004.