tecnologia de montagem mecânica - formare.org.br · 4 tecnologia de montagem mecânica ser humano...
TRANSCRIPT

Tecnologia de Montagem Mecânica

Coordenação do Programa Formare Beth Callia
Coordenação Pedagógica Zita Porto Pimentel
Coordenação da Área Técnica – UTFPR Alfredo Vrubel
Elaboração e edição VERIS Educacional S.A. Rua Vergueiro, 1759 2º andar 04101 000 São Paulo SP www.veris.com.br
Coordenação Geral Marcia Aparecida Juremeira Conrado
Rosiane Aparecida Marinho Botelho
Coordenação Técnica deste caderno Francisco Carlos D’Emilio Borges
Revisão Pedagógica Nizi Voltareli Morselli
Autoria deste caderno Edivaldo Giacon Christovam Paschoal Filho
Produção Gráfica Amadeu dos Santos
Eliza Okubo Aldine Fernandes Rosa
Apoio MEC – Ministério da Educação
FNDE – Fundo Nacional de Desenvolvimento da Educação PROEP – Programa de Expansão da Educação Profissional
G429p Giacon, Edivaldo Planejamento e Gestão da Manufatura: Projeto Formare / Edivaldo Giacon; Christovam Paschoal Filho – São Paulo: Veris Educacional, 2007.
102p. :il. Color.:30cm. (Fundação Iochpe / Cadernos Formare) Inclui exercícios e glossário Bibliografia ISBN 978-85-60890-60-6
1. Ensino Profissional 2. Indústria de Manufatura e Processo Contínuo 3. Layout e Método de Trabalho em Produção-Montagem 4. Planejamento – Gestão da Manufatura I. Paschoal Filho, Christovam II. Projeto Formare III. Título IV. Série
CDD-371.426
Iniciativa Realização
Fundação IOCHPE Al. Tietê, 618 casa 3, Cep 01417-020, São Paulo, SP
www.formare.org.br
Tecnologia de Montagem Mecânica 3
Formare: uma escola para a vida
Ensinar a aprender não podem dar-se fora da procura, fora da boniteza e da alegria.
A alegria não chega apenas com o encontro do achado, mas faz parte do processo de busca.
Paulo Freire
Hoje a educação é concebida em uma perspectiva ampla de desenvolvimento humano e não apenas como uma das condições básicas para o crescimento econômico.
O propósito de uma escola é muito mais o desenvolvimento de competências pessoais para o planejamento e realização de um projeto de vida do que apenas o ensino de conteúdos disciplinares.
Os conteúdos devem ser considerados na perspectiva de meios e instrumentos para conquistas individuais e coletivas nas áreas profissional, social e cultural.
A formação de jovens não pode ser pensada apenas como uma atividade intelectual. É um processo global e complexo, onde conhecer, refletir, agir e intervir na realidade encontram-se associados.
Ensina-se pelos desafios lançados, pelas experiências proporcionadas, pelos problemas sugeridos, pela ação desencadeada, pela aposta na capacidade de aprendizagem de cada um, sem deixar de lado os interesses dos jovens, suas concepções, sua cultura e seu desejo de aprender.
Aprende-se a partir de uma busca individual, mas também pela participação em ações coletivas, vivenciando sentimentos, manifestando opiniões diante dos fatos, escolhendo procedimentos, definindo metas.
O que se propõe, então, não é apenas um arranho de conteúdos em um elenco de disciplinas, mas a construção de uma prática pedagógica centrada na formação.
Nesta mudança de perspectiva, os conteúdos deixam de ser um fim em si mesmos e passam a ser instrumentos de formação.
Essas considerações dão à atividade de aprender um sentido novo, onde as necessidades de aprendizagem despertam o interesse de resolver questões desafiadoras. Por isso uma prática pedagógica deve gerar situações de aprendizagem ao mesmo tempo reais, diversificadas provocativas. Deve possibilitar, portanto, que os jovens, ao dar opiniões, participar de debates e tomar decisões, construam sua individualidade e se assumam como sujeitos que absorvem e produzem cultura.
Segundo Jarbas Barato, a história tem mostrado que a atividade humana produz um saber “das coisas do mundo”, que garantiu a sobrevivência do

4 Tecnologia de Montagem Mecânica
ser humano sobre a face da Terra e, portanto, deve ser reconhecido e valorizado como a “sabedoria do fazer”.
O conhecimento proveniente de uma atividade como o trabalho, por exemplo, nem sempre pode ser traduzido em palavras. Em geral, peritos têm dificuldade em descrever com clareza e precisão sua técnica. É preciso vê-los trabalhar para “aprender com eles”.
O pensar e o fazer são dois lados de uma mesma moeda, dois pólos de uma mesma esfera. Possuem características próprias, sem pré-requisitos ou escala de valores que os coloquem em patamares diferentes.
Teoria e prática são modos de classificar os saberes insuficientes para explicar a natureza de todo o conhecimento humano. O saber proveniente do fazer possui uma construção diferente de outras formas que se valem de conceitos, princípios e teorias, nem sempre está atrelado a um arcabouço teórico.
Quando se reconhece a técnica como conhecimento, considera-se também a atividade produtiva como geradora de um saber específico e valoriza-se a experiência do trabalhador como base para a construção do conhecimento naquela área. Técnicas são conhecimentos processuais, uma dimensão de saber cuja natureza se define como seqüência de operações orientadas para uma finalidade.
O saber é inerente ao fazer, não uma decorrência dele.
Tradicionalmente, os cursos de educação profissional eram rigidamente organizados em momentos prévios de “teoria” seguidos de momentos de “prática”. O padrão rígido “explicação (teoria) antes da execução (prática)” era mantido como algo natural e inquestionável. Profissões que exigem muito uso das mãos eram vistas como atividades mecânicas, desprovidas de análise e planejamento.
Autores estão mostrando que o aprender fazendo gera trabalhadores competentes e a troca de experiências integra comunidades de prática nas quais o saber “distribuído por todos” eleva o padrão da execução. Por isso, o esforço para o registro, organização e criação de uma rede de apoio, uma teia comunicativa de “relato de práticas” é fundamental.
Dessa forma, o uso do paradigma da aprendizagem corporativa faz sentido e é muito mais produtivo. A idéia da formação profissional no interior do espaço de trabalho é, portanto, uma proposição muito mais adequada, inovadora e ousada do que a seqüência que propõe primeiro a teoria na sala de aula, depois a prática.
Atualmente, as empresas têm investido na educação continuada de seus funcionários na expectativa de que esse esforço contribua para melhorar os negócios. A formação de quadros passou a ser, nesses últimos anos, atividade central nas organizações que buscam o conhecimento para impulsionar seu desenvolvimento. No entanto, raramente se percebe que um dos conhecimentos mais importantes é aquele que está sendo construído pelos seus funcionários no exercício cotidiano de suas funções, é aquele que está concentrado na própria empresa.

Tecnologia de Montagem Mecânica 5
A empresa contrata especialistas, adquire tecnologias, desenvolve práticas de gestão, inaugura centros de informação, organiza banco de dados, incentiva inovações. Vai acumulando, aos poucos, conhecimento e experiências que, se forem apoiadas com recursos pedagógicos, darão à empresa a condição de excelência como “espaço de ensino e aprendizagem”.
Criando condições para identificar, registrar, organizar e difundir esse conhecimento, a organização poderá contribuir para o aprimoramento da formação profissional.
Convenciona-se que a escola é o lugar onde se ensina e a empresa é onde se produz bens, produtos e serviços. Deste ponto de vista, o conhecimento seria construído na escola, e caberia à empresa o aprimoramento de competências destinadas à produção. Esta é uma visão acanhada e restritiva de formação profissional que não reconhece e não explora o potencial educativo de uma organização.
Neste cenário, a Fundação IOCHPE, em parceria com a UTFPR – Universidade Tecnológica Federal do Paraná, desenvolve a proposta pedagógica Formare, que apresenta uma estrutura curricular composta de conteúdos integrados: um conjunto de disciplinas de formação geral (Higiene, Saúde e Segurança; Comunicação e Relacionamento; Fundamentação Numérica; Organização Industrial e Comercial; Informática e Atividades de Integração) e um conjunto de disciplinas de formação específica.
O curso Formare pretende ser uma escola que ofereça aos jovens uma preparação para a vida. Propõe-se desenvolver não só competências técnicas, mas também habilidades que lhes possibilitem estabelecer relações harmoniosas e produtivas com todas as pessoas, que os tornem capazes de construir seus sonhos e metas, além de buscar as condições para realizá-los no âmbito profissional, social e familiar.
A proposta curricular tem a intenção de fortalecer, além das competências técnicas, outras habilidades:
1. Comunicabilidade – Capacidade de expressão (oral e escrita) de conceitos, idéias e emoções de forma clara, coerente e adequada ao contexto;
2. Trabalho em equipe – Capacidade de levar o seu grupo a atingir os objetivos propostos;
3. Solução de problemas – Capacidade de analisar situações, relacionar informações e resolver problemas;
4. Visão de futura – Capacidade de planejar, prever possibilidades e alternativas;
5. Cidadania – Capacidade de defender direitos de interesse coletivo.
Cada competência é composta por um conjunto de habilidades que serão desenvolvidas durante o ano letivo, por meio de todas as disciplinas do curso.

6 Tecnologia de Montagem Mecânica
Para finalizar, ao integrar o ser, o pensar e o fazer, os cursos Formare ajudam os jovens a desenvolver competências para um bom desempenho profissional e, acima de tudo, a dar sentido à sua própria vida. Dessa forma, esperam contribuir para que eles tenham melhores condições para assumir uma postura ética, colaborativa e empreendedora em ambientes instáveis como os de hoje, sujeitos a constantes transformações.
Equipe FORMARE

Tecnologia de Montagem Mecânica 7
Sobre o caderno
Você, educador voluntário, sabe que boa parte da performance dos jovens no mundo do trabalho dependerá das aprendizagens adquiridas no espaço de formação do Curso em desenvolvimento em sua empresa no âmbito do Projeto Formare.
Por isso, os conhecimentos a serem construídos foram organizados em etapas, investindo na transformação dos jovens estudantes em futuros trabalhadores qualificados para o desempenho profissional.
Antes de esse material estar em suas mãos, houve a definição de uma proposta pedagógica, que traçou um perfil de trabalhador a formar, depois o delineamento de um plano de curso, que construiu uma grade curricular, destacou conteúdos e competências que precisam ser desenvolvidos para viabilizar o alcance dos objetivos estabelecidos e então foram desenhados planos de ensino, com vistas a assegurar a eficácia da formação desejada.
À medida que começar a trabalhar com o Caderno, perceberá que todos os encontros contêm a pressuposição de que você domina o conteúdo e que está recebendo sugestões quanto ao modo de fazer para tornar suas aulas atraentes e produtoras de aprendizagens significativas. O Caderno pretende valorizar seu trabalho voluntário, mas não ignora que o conhecimento será construído a partir das condições do grupo de jovens e de sua disposição para ensinar. Embora cada aula apresente um roteiro e simplifique a sua tarefa, é impossível prescindir de algum planejamento prévio. É importante que as sugestões não sejam vistas como uma camisa de força, mas como possibilidade, entre inúmeras outras que você e os jovens do curso poderão descobrir, de favorecer a prática pedagógica.
O Caderno tem a finalidade de oferecer uma direção em sua caminhada de orientador da construção dos conhecimentos dos jovens, prevendo objetivos, conteúdos e procedimentos das aulas que compõem cada capítulo de estudo. Ele trata também de assuntos aparentemente miúdos, como a apresentação das tarefas, a duração de cada atividade, os materiais que você deverá ter à mão ao adotar a atividade sugerida, as imagens e os textos de apoio que poderá utilizar.
No seu conjunto, propõe um jeito de fazer, mas também poderá apresentar outras possibilidades e caminhos para dar conta das mesmas questões, com vistas a encorajá-lo a buscar alternativas melhor adequadas à natureza da turma.
Como foi pensado a partir do planejamento dos cursos (os objetivos gerais de formação profissional, as competências a serem desenvolvidas) e dos planos de ensino disciplinares (a definição do que vai ser ensinado, em que seqüência e intensidade e os modos de avaliação), o Caderno pretende auxiliá-lo a realizar um plano de aula coerente com a concepção do Curso, preocupado em investir na formação de futuros trabalhadores habilitados ao exercício profissional.
8 Tecnologia de Montagem Mecânica
O Caderno considera a divisão em capítulo apresentada no Plano de Ensino e o tempo de duração da disciplina, bem como a etapa do Curso em que ela está inserida. Com esta idéia do todo, sugere uma possibilidade de divisão do tempo, considerando uma aula de 50 minutos.
Também, há avaliações previstas, reunindo capítulos em blocos de conhecimentos e oferecendo oportunidade de síntese do aprendido. É preciso não esquecer, no entanto, que a aprendizagem é avaliada durante o processo, através da observação e do diálogo em sala de aula. A avaliação formal, prevista nos cadernos, permite a descrição quantitativa do desempenho dos jovens e também do educador na medida em que o “erro”, muitas vezes, é indício de falhas anteriores que não podem ser ignoradas no processo de ensinar e aprender.
Recomendamos que, ao final de cada aula ministrada, você faça um breve registro reflexivo, anotando o que funcionou e o que precisou ser reformulado, se todos os conteúdos foram desenvolvidos satisfatoriamente ou se foi necessário retomar algum, bem como outras sugestões que possam levar à melhoria da prática de formação profissional e assegurar o desenvolvimento do trabalho com aprendizagens significativas para os jovens. Esta também poderá ser uma oportunidade de você rever sua prática como educador voluntário e, simultaneamente, colaborar para a permanente qualificação dos Cadernos. É um desafio-convite que lhe dirigimos, ao mesmo tempo em que o convidamos a ser co-autor da prática que aí vai sugerida.
Características do Caderno
Cada capítulo ou unidade possui algumas partes fundamentais, assim distribuídas:
Página de apresentação do capítulo: Apresenta uma síntese do assunto e os objetivos a atingir, destacando o que os jovens devem saber e o que se espera que saibam fazer depois das aulas. Em síntese, focaliza a relevância do assunto dentro da área de conhecimento tratada e apresenta a relação dos saberes, das competências e habilidades que os jovens desenvolverão com o estudo da unidade.
A seguir, as aulas são apresentadas através de um breve resumo dos conhecimentos a serem desenvolvidos em cada aula. Sua intenção é indicar aos educadores o âmbito de aprofundamento da questão, sinalizando conhecimentos prévios e a contextualização necessária para o tratamento das questões da aula. No interior de cada aula aparece a seqüência de atividades, marcadas pela utilização dos ícones que seguem:

Tecnologia de Montagem Mecânica 9
_____________________________________________
Indica quais serão os objetivos do tópico a ser abordado, bem como o objetivo de cada aula.
_____________________________________________
Exploração de links na internet – Remete a pesquisas em sites onde educador e aluno poderão buscar textos e/ou atividades como reforço extraclasse ou não.
_____________________________________________
Apresenta artigos relacionados à temática do curso, podendo-se incluir sugestões de livros, revistas ou jornais, subsidiando, dessa maneira o desenvolvimento das atividades propostas. Permite ao educador explorar novas possibilidades de conteúdo. Se achar necessário, o educador poderá fornecer esse texto para o aluno reforçando, assim, o seu aprendizado.
_____________________________________________
Traz sugestão de exercício ou atividade para fechar uma aula para que o aluno possa exercitar a aplicação do conteúdo.
_____________________________________________
Traz sugestão de avaliação extraclasse podendo ser utilizada para fixação e integração de todos os conteúdos desenvolvidos.
_____________________________________________
Traz sugestão de avaliação, podendo ser apresentada ao final de um conjunto de aulas ou tópicos; valerão nota e terão prazo para serem entregues.
_____________________________________________
Indica, passo a passo, as atividades propostas para o educador. Apresenta as informações básicas, sugerindo uma forma de desenvolvê-las. Esta seção apresenta conceitos relativos ao tema tratado, imagens que têm a finalidade de se constituir em suporte para as explicações do educador (por esse motivo todas elas aparecem anexas num CD, para facilitar a impressão em lâmina ou a sua reprodução por recurso multimídia), exemplos das aplicações dos conteúdos, textos de apoio que podem ser multiplicados e entregues aos jovens, sugestões de desenvolvimento do conteúdo e atividades práticas, criadas para o estabelecimento de relações entre os saberes. No passo a passo, aparecem oportunidades de análise de dados, observação e descrição de objetos, classificação, formulação de hipóteses, registro de experiências, produção de relatórios e outras práticas que compõem a atitude científica perante o conhecimento.
_____________________________________________

10 Tecnologia de Montagem Mecânica
______________________________________________
Indica a duração prevista para a realização do estudo e das tarefas de cada passo. É importante que fique claro que esta é uma sugestão ideal, que abstrai quem é o sujeito ministrante da aula e quem são os sujeitos que aprendem, a rigor os que mais interessam nesse processo. Quando foi definida, só levou em consideração o que era possível no momento: o conteúdo a ser desenvolvido, tendo em vista o número de aulas e o plano de ensino da disciplina. No entanto você juntamente com os jovens que compõem a sua turma têm liberdade para alterar o que foi sugerido, adaptar as sugestões para o seu contexto, com as necessidades, interesses, conhecimentos prévios e talentos especiais do seu grupo.
______________________________________________
O glossário contém informações e esclarecimentos de conceitos e termos técnicos. Tem a finalidade de simplificar o trabalho de busca do educador e, ao mesmo tempo, incentivá-lo a orientar os jovens para a utilização de vocabulário apropriado referente aos diferentes aspectos da matéria estudada. Aparece ao lado na página em que é utilizado e é retomado ao final do Caderno, em ordem alfabética.
______________________________________________
Remete para exercícios que objetivam a fixação dos conteúdos desenvolvidos. Não estão computados no tempo das aulas, e poderão servir como atividade de reforço extraclasse, como revisão de conteúdos ou mesmo como objeto de avaliação de conhecimentos.
______________________________________________
Notas que apresentam informações suplementares relativas ao assunto que está sendo apresentado.
______________________________________________
Idéias que objetivam motivar e sensibilizar o educador para outras possibilidades de explorar os conteúdos da unidade. Têm a preocupação de sinalizar que, de acordo com o grupo de jovens, outros modos de fazer podem ser alternativas consideradas para o desenvolvimento de um conteúdo.
______________________________________________
Traz as idéias-síntese da unidade, que auxiliam na compreensão dos conceitos tratados, bem como informações novas relacionadas ao que se está estudando.
______________________________________________
Apresenta materiais em condições de serem produzidos e entregues aos jovens, tratados, no interior do caderno, como texto de apoio.
______________________________________________

Tecnologia de Montagem Mecânica 11
Em síntese, você educador voluntário precisa considerar que há algumas competências que precisam ser construídas durante o processo de ensino aprendizagem, tais como:
conhecimento de conceitos e sua utilização; análise e interpretação de textos, gráficos, figuras e diagramas; transferência e aplicação de conhecimentos; articulação estrutura-função; interpretação de uma atividade experimental.
Em vista disso, o conteúdo dos Cadernos pretende favorecer:
conhecimento de propriedade e de relações entre conceitos; aplicação do conhecimento dos conceitos e das relações entre eles; produção e demonstração de raciocínios demonstrativos; análise de gráficos; resolução de gráficos; identificação de dados e de evidências relativas a uma atividade
experimental; conhecimento de propriedades e relações entre conceitos em uma
situação nova. Como você deve ter concluído, o Caderno é uma espécie de obra aberta, pois está sempre em condições de absorver sugestões, outros modos de fazer, articulando os educadores voluntários do Projeto Formare em uma rede que consolida a tecnologia educativa que o Projeto constitui.
Desejamos que você possa utilizá-lo da melhor forma possível e que tenha a oportunidade de refletir criticamente sobre ele, registrando sua colaboração e interagindo com os jovens de seu grupo a fim de investirmos todos em uma educação mais efetiva e na formação de profissionais mais competentes e atualizados para os desafios do mundo contemporâneo.

12 Tecnologia de Montagem Mecânica

Tecnologia de Montagem Mecânica 13
A educação profissional precisa acompanhar os avanços que têm ocorrido no mundo profissional. A modernidade da indústria exige permanente e constante atualização dos profissionais da área de manufatura industrial.
Após o período de inflação alta e com o crescimento do País faz-se necessário o direcionamento para dentro da organização e uma das áreas que mais têm recebido destaque é a manufatura, com o intuito de redução de custos para aumentar a competitividade no mercado interno como também no mercado externo, já que, as indústrias estão às voltas para o mundo globalizado.
Com a era da Internet a informação é de fácil acesso, então participar das inovações e encurtar distâncias com o mundo tornou-se fácil. É de vital importância aos profissionais participarem de feiras, exposições, chat, cursos online, pesquisas na rede para o aumento do conhecimento, como também participar da velocidade de inovações.
Esse é o objetivo desse caderno: apresentar os fundamentos da indústria de manufatura como assunto contemporâneo e atual, proporcionando que os jovens façam sua investigação no mundo industrial.
Com a participação efetiva dos jovens mais a interação com o educador, o conhecimento será transmitido de forma clara e precisa para fácil assimilação.
Introdução


Tecnologia de Montagem Mecânica 15
1 Indústria de Manufatura e Processo Contínuo Primeira Aula
Administração da Produção – Processo..........................................................23 Processo contínuo – Processo discreto ..........................................................23
Segunda Aula Manufatura por processo.................................................................................25
Terceira Aula Levantamento de questões orientadoras da observação dos jovens..................27
Quarta Aula Tipos de instalações e ambientes de trabalho.................................................28 Tipos de equipamentos e nível de automação ................................................30 Planejamento da produção e venda ................................................................32 Mercado interno e mercado externo...............................................................33
Quinta Aula Conceito de cadeia produtiva ..........................................................................35 Conceito de logística de suprimento................................................................36 Conceito de logística de produção...................................................................39 Conceito de logística de distribuição ...............................................................39
Sexta Aula Planejamento e Organização do Painel ..........................................................40
2 Layout
Sumário
Sumário

16 Tecnologia de Montagem Mecânica
Tec. de Montagem Mecânica17
1 Ferramentas e Técnicas de Montagem Mecânica
Primeira Aula Apresentação ...................................................................................................45 Critérios preventivos básicos............................................................................46
Segunda Aula Tipos de Martelos e Alicates ............................................................................48 Ferramentas de golpear e pinçar .....................................................................48 Alicates .............................................................................................................50
Terceira Aula Ferramentas de aperto e desaperto .................................................................52
Quarta Aula Prensa de montagem .......................................................................................56 Torquímetros ....................................................................................................58
Quinta Aula Parafusadeiras .................................................................................................60 Marteletes.........................................................................................................61
Sexta Aula Saca-polia.........................................................................................................62
Sétima Aula Desenhos .........................................................................................................64
Oitava Aula Documentos de montagem e controle..............................................................67
Nona Aula Dispositivos ......................................................................................................68
Décima Aula Retentores ........................................................................................................70 Selo mecânico ..................................................................................................71
Décima Primeira Aula Variador de velocidade.....................................................................................72 Redutor de velocidade......................................................................................73
Décima Segunda Aula Recomendações para a montagem de conjuntos ............................................74
Décima Terceira a Décima Quinta Aulas Processo de fixação em Montagem e Desmontagem......................................75
Sumário

18 Tecnologia de Montagem Mecânica
Décima Sexta Aula Elaboração de relatório referente as fixações e montagens ............................76
Décima Sétima a Décima Nona Aulas Exercício das técnicas de montagem e a utilização de ferramentas................77
Vigésima Aula Elaboração de relatório referente as montagens .............................................78
Vigésima Primeira e Vigésima Segunda Aulas Exercícios em situação real supervisionados...................................................79
Vigésima Terceira Aula Avaliação através da elaboração de relatório ..................................................80
2 Layout e Método de Trabalho em Produção-Montagem Primeira Aula
Tipos de layout .................................................................................................83 Segunda Aula
Princípio da economia de movimento ..............................................................88 Princípio do fluxo progressivo ..........................................................................88 Princípio da flexibilidade...................................................................................89 Princípio da integração.....................................................................................89
Terceira Aula Tempos e movimentos .....................................................................................89 Balanço de linha ...............................................................................................90
Quarta Aula Condições ambientais ......................................................................................91 Condições ergonômicas ...................................................................................92 Documentação de processo e controle ............................................................93
Quinta Aula Planejamento e Organização de Painel ...........................................................94
Sexta Aula Apresentação do painel....................................................................................94
Sétima Aula Avaliação teórica ..............................................................................................97
3 Simulação: produção-montagem de produto Primeira Aula
PCP – Planejamento e controle da produção ..................................................101 Segunda Aula
Composição do planejamento e controle da produção ....................................105 Terceira Aula
Tec de Montagem Mecânica 19
Administração de materiais ..............................................................................110 Quarta Aula
Custos ..............................................................................................................113 Quinta Aula
Definição de preço de venda............................................................................117 Sexta Aula
Definir custos de produção e venda ..................................................................119 Sétima Aula
Visita técnica ....................................................................................................119 Oitava Aula
Avaliação por meio da elaboração de relatório ................................................120 Nona Aula
Planejamento da produção e levantamento de custos.....................................120 Décima e Décima Primeira Aulas
Simulação de produção e montagem do produto.............................................123 Décima Segunda Aula
Relato das atividades .................................................................................... 126 Décima Terceira a Décima Sétima Aulas
Planejamento, simulação de produção e montagem do produto .................. 127 Décima Oitava Aula
Avaliação por meio da elaboração de relatório ............................................. 127

20 Tecnologia de Montagem Mecânica
Tecnologia de Montagem Mecânica 21
Serão apresentados os conceitos e exemplos de indústria de processo contínuo e discreto, relacionando com atividade prática, de modo que o jovem vivencie essas atividades no ambiente industrial, assim como os aspectos organizacionais e produtivos aspectos logísticos, culminando com uma apresentação prática de uma indústria.
Conceituar e exemplificar a indústria de processo contínuo e discreto, aplicando através de visitação a essa indústria.
Verificar as implicações organizacionais e produtivas referente aos tipos de instalações e ambientes de trabalho; tipos de equipamentos e automação do processo; planejamento da produção e venda; mercado interno e mercado externo.
Conceituar os aspectos logísticos da cadeia produtiva em questão, conhecendo os tipos de matérias-primas e fornecedores, a logística de suprimento, produção e a logística de distribuição.
Aplicar os conceitos acima através de uma aplicação prática com a realização de um painel abrangendo a indústria de processo contínuo e de processo discreto.
Objetivos
1 Indústria de Manufatura e Processo Contínuo

22 Tecnologia de Montagem Mecânica

Tecnologia de Montagem Mecânica 23
Administração da Produção – Processo Processo contínuo – Processo discreto Conceito O que é administração da produção?
É atividade responsável pelo fluxo de materiais e programação da operação.
Segundo Slack (1996, p.34), a produção é a função central das organizações já que é aquela que vai se incumbir de alcançar o objetivo principal da empresa, ou seja, sua razão de existir.
A função produção se preocupa principalmente com os seguintes assuntos:
• Estratégia de produção – As diversas formas de organizar a produção para atender à demanda e ser competitivo.
• Projeto de produtos e serviços – Criação e melhora de produtos e serviços.
• Sistemas de produção – Arranjo físico e fluxos produtivos.
• Arranjos produtivos – Produção artesanal, produção em massa e produção enxuta.
• Ergonomia.
• Estudo de tempos e movimentos.
• Planejamento da produção – Planejamento de capacidade, agregado, plano mestre de produção e seqüenciamento.
• Planejamento e controle de projetos.
Processo é a seqüência de passos, tarefas e atividades que convertem entradas de fornecedores em uma saída. Exemplos de processos incluem a formação, preparação, tratamento ou melhora de materiais em suas
Nessa aula os jovens conhecerão os conceitos e exemplos de indústria de processo contínuo e discreto.
Primeira Aula
50 min
Passo 1 / Aula Teórica

24 Tecnologia de Montagem Mecânica
características físicas ou químicas, resultando em sua transformação.
O processo produtivo consiste na transformação de entradas (de materiais e serviços) em saídas (de outros materiais e serviços).
Transformação é o uso de recursos para mudar o estado ou condição de algo para produzir saídas. A maioria das operações produz tanto produtos como serviços. Os processos de transformação podem ser de vários tipos:
• De materiais – Processam suas propriedades físicas (forma, composição, características), localização (empresas distribuidoras ou de frete) ou posse (empresas de varejo).
• De informações – Processam a forma da informação (exemplo: contadores), localização (exemplo: empresa de telecomunicações) ou posse (exemplo: consultoria, serviços de notícias, etc).
• De consumidores – Processam condições físicas (exemplo: médicos), de localização (acomodação, exemplo: hotéis), de estado psicológico (indústria do entretenimento), etc.
Para fazermos o planejamento do processo devemos decidir sobre o tipo básico de organização do processamento da produção a ser usado para produzir cada produto. Os tipos comuns de organização de processamento da produção são o focalizado no produto, no processo e a tecnologia de grupo/manufatura celular.
A expressão focalizado no produto é usada para descrever um tipo de organização de processamento da produção em que os departamentos de produção são organizados de acordo com produto/serviço produzido, portanto todas as etapas para produzir produto/serviço são organizadas num departamento de produção.
A produção focalizada no produto é às vezes chamada linha de montagem ou produção contínua.
A organização focalizada no produto é aplicada a duas formas gerais de produção: manufatura discreta e manufatura por processo.
Manufatura discreta – Significa a manufatura de produtos distintos ou separados, exemplo de automóveis e lavadoras de louças. Tem como característica a produção em lotes, o que exige que o sistema seja modificado para outros produtos entres lotes. Ou o sistema também é dedicado somente a um produto e tem como expressão linha de produção ou linha de montagem.

Tecnologia de Montagem Mecânica 25
Manufatura por processo Os fluxos de materiais se movem entre operações de produção, como, por exemplo, peneiramento, moagem, cozimento, mistura, fermentação, etc. Geralmente ocorrem nas indústrias de alimentos, produtos químicos, refino de petróleo, produtos petroquímicos, plásticos, papel e cimento bem como nas cervejarias.
Na tabela a seguir demonstra-se este exemplo:
Tabela 1 – Exemplo de manufatura de processo Os sistemas focalizados no processo são chamados de sistemas de produção intermitentes ou job-shop, ou seja, começa e pára.
Recebimento Fundição Tratamento
Térmico Fabricação Pintura Embalagem e
Despacho
Tarefa X
Tarefa Y
Os conceitos e exemplos de indústria de processo contínuo, através de exemplos e também de visitação ao processo fabril, serão os objetivos dessa aula.
Segunda Aula
Fig. 1 – Exemplos de linhas de montagem.
Fonte – ww
w.google.com
.br/imagens
50 min
Passo 1 / Aula Teórica

26 Tecnologia de Montagem Mecânica
Conforme gráfico abaixo, vemos a relação do tipo de projeto de processo e diversidade de produto e do tamanho de lote.
Fig. 2 – Sistema de Produção Intermitente.
Fonte: Gaither N
.,Fraizer G., Adm
inistração da Produção e O
perações . 8ª
edição.Editora
Pioneira
Fig. 3 – do tipo de projeto de processo e tamanho de lote.

Tecnologia de Montagem Mecânica 27
Tabela 2 – Elaborado pelo autor O quadro acima apresenta os tipos de produção, características de processo, nível de mão–de-obra, equipamento e nível de automação.
Levantamento de questões orientadoras da observação dos jovens Preparar os jovens para observarem os processos produtivos a partir dos conceitos aprendidos anteriormente; verificar as diferenças entre processo discreto e contínuo para depois propor uma discussão entre eles.
Nessa aula haverá visita técnica onde os jovens devem realizar entrevistas com os técnicos da indústria, com o objetivo de verificar os conceitos aprendidos.
Terceira Aula
10 min
Passo 1 / Organização da Turma

28 Tecnologia de Montagem Mecânica
O educador deve caminhar com os jovens pelos dois processos explorados e apresentar as características principais assim como os objetivos de cada um deles.
Tipos de instalações e ambientes de trabalho Conceito Atualmente os Layouts das instalações têm como principal objetivo produzir produtos/serviços que atendam às necessidades dos clientes, produzindo rapidamente e entregando no tempo certo.
Planejar o Layout das instalações significa posicionar todos os equipamentos, utilidades, estações de trabalho, áreas de estocagem, escritórios e ainda o fluxo de matérias e pessoas dentro da indústria.
A seguir, alguns objetivos dos Layouts das instalações:
• Fornecer suficiente capacidade de produção.
• Reduzir o custo de manuseio de materiais.
• Garantir espaço para as máquinas de produção.
• Garantir saúde e segurança para os empregados.
• Permitir facilidade de manutenção, supervisão e elevada utilização e produtividade da mão-de-obra, das máquinas e do escopo.
• Flexibilidade de produto e volume.
Nessa aula serão discutidos os aspectos organi-zacionais e produtivos fazendo-se uma relação entre tipos de instalações e ambiente de trabalho, tipos de equipamentos e nível de automação, planejamento da produção e venda e mercado interno e externo.
Quarta Aula
40 min
Passo 2 / Realização da Visita
50 min
Passo 1 / Aula Teórica

Tecnologia de Montagem Mecânica 29
O Layout das instalações é afetado diretamente pelo manuseio de materiais que devem seguir algumas regras, como mencionadas:
• Se possível, seguir movimentos lineares, minimizando ziguezagues ou retornos.
• Processos de produção devem ser organizados de forma lineares.
• Facilitar o manuseio dos materiais com pouco esforço humano.
• Minimizar o número de vezes que o material caminha dentro da organização.
• Não transportar cargas vazias. Existem quatro tipos básicos de Layouts para as instalações: processo, produto, manufatura celular e posição fixa.
O Layout de processo e produto está vinculado ao que vimos anteriormente nas aulas 1 e 2.
Podemos acrescentar que no Layout de processo os funcionários devem ser altamente qualificados e ter uma supervisão constante. Outra característica diz respeito ao longo período do processo produtivo com grandes estoques intermediários.
Quanto ao Layout por produtos, as máquinas estão dispostas para produzir uma operação e não requerem uma supervisão pequena. As atividades não são contÍnuas e só requerem planejamento depois de cumpridas as atividades.
O Layout celular dar-se-á pelo agrupamento de máquinas numa mesma célula onde produzem uma família de peças, e geralmente os trabalhadores são treinados para ficar nessa célula durante um determinado período. Os trabalhadores fazem a manutenção das máquinas e a quantidade de material em processo é mínima.
O Layout por posição fixa tem como característica a peça/máquina a ser construída numa posição fixa e o deslocamento ocorre para os funcionários com os materiais que serão agregados. Podemos citar como exemplo aeronaves, navios, pontes. Geralmente o sistema de produção é por projeto.
As condições do ambiente estão relacionadas com o nível de ruído, música, iluminação, temperatura e cheiro, que podem afetar o desempenho e o moral dos funcionários, assim como as percepções do cliente quanto ao serviço: quanto tempo ficam e quanto tempo gastam. Atualmente as fábricas estão sendo construídas onde os funcionários possam ter a sensação da luz solar.

30 Tecnologia de Montagem Mecânica
Por isso algumas delas são totalmente envidraçadas. As máquinas por sua vez são cada vez menos barulhentas ou apresentam um nível de ruído baixo. Muito tem sido pensado sobre ergonomia para não provocar doenças relacionadas ao trabalho.
Tipos de equipamentos e nível de automação Conceito Automação é um sistema de equipamentos eletrônicos e/ou mecânicos que controla seu próprio funcionamento, quase sem a intervenção humana.
A automação é diferente da mecanização. A mecanização consiste no uso de máquinas para realizar um trabalho, substituindo o esforço físico. Já a automação possibilita fazer um trabalho por meio de máquinas controladas automaticamente, capazes de se regularem sozinhas.
Comente que atualmente as portas dos ônibus são acionadas por meio de botões que acionam pistões para abri-las. Antigamente esse processo era feito através de alavancas. Atualmente as portas dos elevadores sentem a presença do ser humano e não fecham se não estiverem todos para dentro ou fora do elevador.
Fonte – http://medienservice.land-der-ideen
.de/ME
DIA
/thumbs/7657,0_x_100__100.jpg
Fig. 4 – Essa fábrica além de envidraçada possui placas de captação de energia solar para os prédios administrativos, pois é uma energia limpa e renovável.
Fonte – http://ww
w.lapreferida.cl/im
g/fqs1.jpgFig. 5 – Outro exemplo de fábrica envidraçada.

Tecnologia de Montagem Mecânica 31
Apresentamos na próxima página alguns exemplos de sistemas que podem ser automatizados e alguns elementos.
Existem diversas aplicações nos ramos industriais como máquinas CNC, robôs, CLP, equipamentos pneumáticos, elétricos, acionadores, fotocélulas e tantos outros.
Toda automatização tem uma finalidade específica para atender a uma regra ou a uma tarefa repetitiva que não pode ter um desvio da operação.
Na figura a seguir serão apresentados sistemas automatizados de uma usina de álcool, controlada automaticamente.
Fonte–
http://ww
w.poleira.com
/images/com
mun/D
CS
.jpg
Fig. 6 – Exemplo de processo contínuo.

32 Tecnologia de Montagem Mecânica
OPERAÇÃO SISTEMAS DE AUTOMAÇÃO
Fig. 7 – Exemplos de automação industrial
Planejamento da produção e venda O que fazem os sistemas de administração da produção?
Os sistemas de administração da produção são os sistemas de informação para apoio à tomada de decisões, táticas e operacionais, referentes às seguintes questões logísticas básicas:
• O que produzir e comprar.
• Quanto produzir e comprar.
• Quando produzir e comprar.
• Com que recursos produzir.

Tecnologia de Montagem Mecânica 33
para que sejam atingidos os objetivos estratégicos da organização.
Os três sistemas mais empregados atualmente na administração de produção nas empresas são os seguintes:
• Sistemas MRP II/ERP, que se baseiam fundamentalmente na lógica do cálculo de necessidades de recursos a partir das necessidades futuras de produtos.
• Sistemas just-in-time, de inspiração japonesa.
• Sistemas de programação da produção com capacidade finita, que se utilizam fundamentalmente das técnicas de simulação em computador, os famosos sistemas APS (Advanced Planning Scheduling).
Todo sistema de administração da produção deve ser capaz de dar suporte para o planejador, junto com a organização, tomar algumas decisões como:
• Calcular e planejar as necessidades futuras de capacidade produtiva da organização.
• Calcular e planejar os materiais comprados.
• Calcular os níveis de estoque de matérias-primas, materiais em processo e produtos acabados.
• Planejar a produção utilizando os recursos de forma, ou seja, maximizando a utilização produtiva.
• Cumprir os prazos acordados com os clientes.
• Informar os clientes caso haja algum problema no não atendimento dos produtos vendidos.
Mercado interno e mercado externo Conceito O que é mercado? Pode-se dividir as unidades econômicas em dois grandes grupos de acordo com a sua função – compradores e vendedores. Os compradores abrangem os consumi-dores, aqueles que adquirem bens e serviços, e as empresas que adquirem mão–de-obra, capital e matérias-primas que utilizam para produzir bens e serviços. Em conjunto, compradores e vendedores interagem, originando os mercados. Mercado é um grupo de compradores e vendedores que, por meio de suas reais

34 Tecnologia de Montagem Mecânica
ou potenciais interações, determina o preço de um produto ou conjunto de produtos.
Qual a extensão de um mercado?
A extensão de um mercado refere-se aos seus limites, tanto geográficos quanto em termos de gama de produtos que nele são oferecidos.
• Mercado interno – Situado dentro das divisas geográficas de um país, onde as empresas produzem seus produtos e serviços para serem vendidos dentro do país.
• Mercado externo – Onde as empresas vendem seus produtos fora do país de fabricação.
O que afeta o mercado interno e externo nos aspectos organizacionais e produtivos?
Quando se produz produtos e serviços para o mercado interno e externo sempre estamos vulneráveis à demanda, porém quando se produz para o mercado externo significa que se tem bons produtos/serviços com custos bastante competitivos o que beneficia a empresa, pois ela geralmente recebe por uma moeda mais forte que a interna e paga seus custos na moeda local, principalmente mão–de-obra, e assim torna-se fonte de suprimento para vários outros países.
No aspecto organizacional é de importância relevante, pois seus funcionários com certeza terão relacionamento com outras culturas para um atendimento de serviço ou mesmo extensão, o que os valoriza. Outro aspecto importante é a previsibilidade da demanda em função de a economia dos outros países estarem mais estabilizadas que a nossa, portanto a continuidade do emprego é mais forte e constante.
Balança comercial – É o total de dinheiro que entra e sai de um país, na forma de importações e exportações de produtos, serviços, capital financeiro, bem como transferências comerciais. Fonte: Ministério do Desenvolvimento Aspectos logísticos O conceito de logística surgiu na Segunda Guerra Mundial quando os países necessitavam de uma infra-estrutura para envio de suprimentos (alimentação, vestuário, armas e tudo de consumo) para os soldados em guerra. Além disso, se fazia necessário estudar a quantidade de envio e modo de transporte. A partir desse instante começa a surgir uma nova matéria de vital importância no mundo dos negócios que vem passando por transformações nos seus conceitos. Nesse bloco será
Tecnologia de Montagem Mecânica 35
aprofundado o conceito de SCM (Supply Chain Management), logística de suprimentos, logística de produção e logística de distribuição.
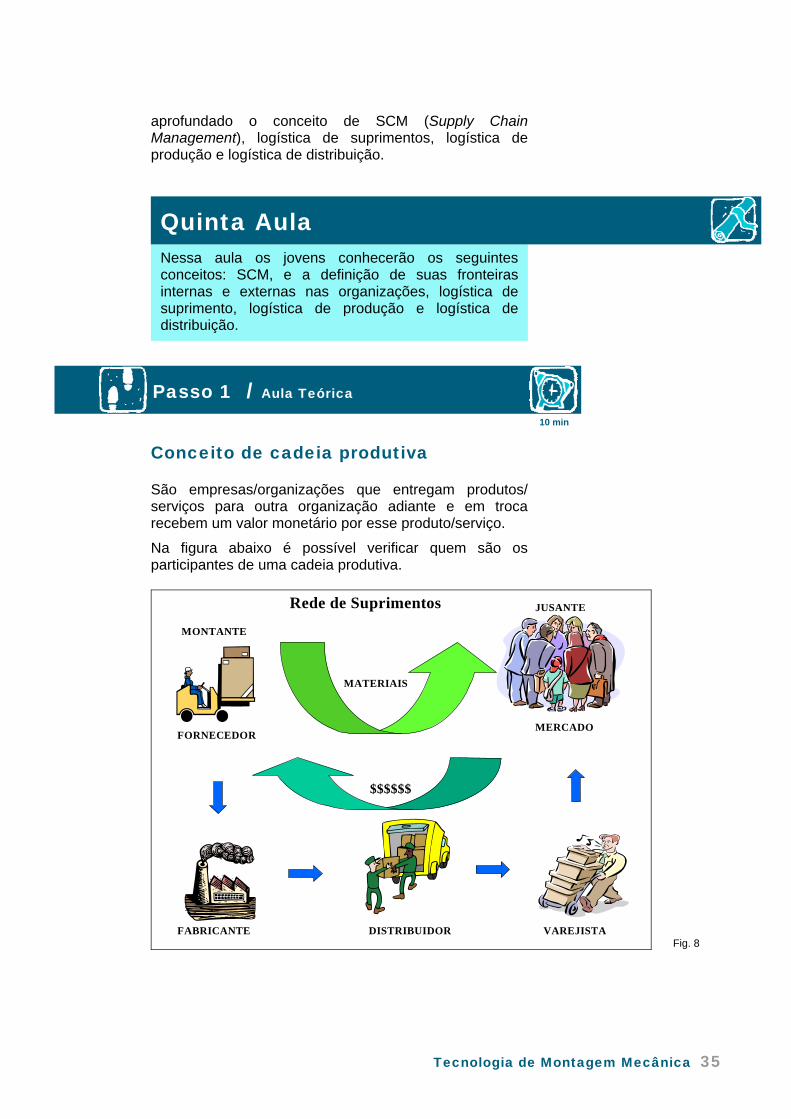
Conceito de cadeia produtiva São empresas/organizações que entregam produtos/ serviços para outra organização adiante e em troca recebem um valor monetário por esse produto/serviço.
Na figura abaixo é possível verificar quem são os participantes de uma cadeia produtiva.
Rede de Suprimentos
FORNECEDOR
FABRICANTE DISTRIBUIDOR
MERCADO
VAREJISTA
MONTANTE
JUSANTE
MATERIAIS
$$$$$$
Nessa aula os jovens conhecerão os seguintes conceitos: SCM, e a definição de suas fronteiras internas e externas nas organizações, logística de suprimento, logística de produção e logística de distribuição.
Quinta Aula
Fig. 8
10 min
Passo 1 / Aula Teórica
36 Tecnologia de Montagem Mecânica
Observa-se que os materiais percorrem a cadeia produtiva de montante para jusante e que há um fluxo de informação de jusante para montante. Em cada etapa tem atividades/relacionamentos entre os atores. Supply Chain Management (SCM - Gestão da Cadeia de Suprimentos) tem representado uma nova e promissora fronteira para empresas interessadas na obtenção de vantagens competitivas de forma efetiva, e pode ser considerada uma visão expandida, atualizada, abrangendo a gestão de toda a cadeia produtiva de uma forma estratégica e integrada. SCM pressupõe, fundamentalmente, que as empresas devem definir suas estratégias competitivas e funcionais através de seus posicionamentos (tanto como fornecedores, quanto como clientes) dentro das cadeias produtivas nas quais se inserem. Assim é importante ressaltar que o escopo da SCM abrange toda a cadeia produtiva, incluindo a relação da empresa com seus fornecedores e clientes, e não apenas a relação com os seus fornecedores.
SCM também introduz uma importante mudança no paradigma competitivo, na medida em que considera que a competição no mercado ocorre, de fato, no nível das cadeias produtivas e não apenas no nível das unidades de negócios (isoladas).
Processos-chave de responsabilidade de SCM:
• Relacionamento com os clientes.
• Serviço aos clientes.
• Administração da demanda.
• Atendimento de pedidos.
• Administração do fluxo de produção.
• Compras/suprimento.
• Desenvolvimento de novos produtos.
Conceito de logística de suprimento Essa atividade dentro das empresas/organizações geralmente tem a denominação de Compras ou Suprimentos e tem como objetivos principais:
• Negociação com seus fornecedores dos produtos/ serviços para sua atividade.
• Determinação das políticas de estoque de matérias-primas.

Tecnologia de Montagem Mecânica 37
Conceito e responsabilidades de compras A área de compras é vista hoje pela maioria das organizações como uma área estratégica e de vital importância para as grandes corporações, entretanto algumas ainda não consideram como sendo importante, mas trata-se de uma questão de tempo para verificar os benefícios e vantagens estratégicas que a mesma pode contribuir para o negócio da empresa.
A grande maioria das organizações atualmente adquire em torno de 60% a 80% de produtos e serviços através das áreas de compras. Isto tem aumentado a responsabilidade desta área assim como as razões para esta tendência no quadro abaixo:
Gasto Total das Organizações Mão–de-obra e gastos indiretos
Recursos adquiridos externamente
Em redução devido a:
• Automação.
• Aumento da produtividade.
• Aumento da competitividade através de melhores práticas.
Em crescimento devido a:
• Maior especialização por parte das organizações de compras.
• Políticas de terceirização.
• Foco nas competências centrais.
• Desenvolvimento de fornecedores especializados.
• Acesso mais fácil ao mercado de suprimento mundial.
• A tecnologia complexa dificulta a capacidade de fabricar.
• Coordenação mais estreita de fornecedores-chave. A grande maioria das organizações tem feito movimentos de aquisição e/ou fusões com outras organizações no sentido de concentração de mercado com objetivos óbvios de concentração nas competências centrais assim como na aquisição de economia de escala, fazendo que a área de compras tenha uma importância maior dentro das organizações.
Explicitando melhor os principais objetivos da área de compras:
• Suprir a organização com um fluxo de matérias e serviços para atendimento das necessidades.
• Assegurar a continuidade do fluxo e também desenvolver novas fontes de suprimentos para também atender às necessidades planejadas e também as emergentes.
• Comprar com o preço justo eticamente.
• Administrar estoques para proporcionar o melhor nível de serviço.
Tabela 3
38 Tecnologia de Montagem Mecânica
• Manter bons relacionamentos com todas as áreas, fornecendo e recebendo informações que visem a melhor da aquisição e ao melhor produto.
• Selecionar os melhores fornecedores do mercado.
• Ajudar a desenvolver novos produtos.
• Manter o equilíbrio entre valor/qualidade.
• Monitorar as tendências do mercado de suprimentos como também do valor dos produtos e serviços adquiridos.
• Negociar com os fornecedores que visem à busca incessante de melhores resultados e desempenho dos produtos e serviços.
Uma operação de compras estratégica proativa pode dar à organização uma vantagem competitiva ao reduzir o desperdício na cadeia de valor. Entretanto as estratégias de compras não podem ser desenvolvidas isoladamente. Elas precisam estar integradas à estratégia corporativa para ser bem-sucedidas.
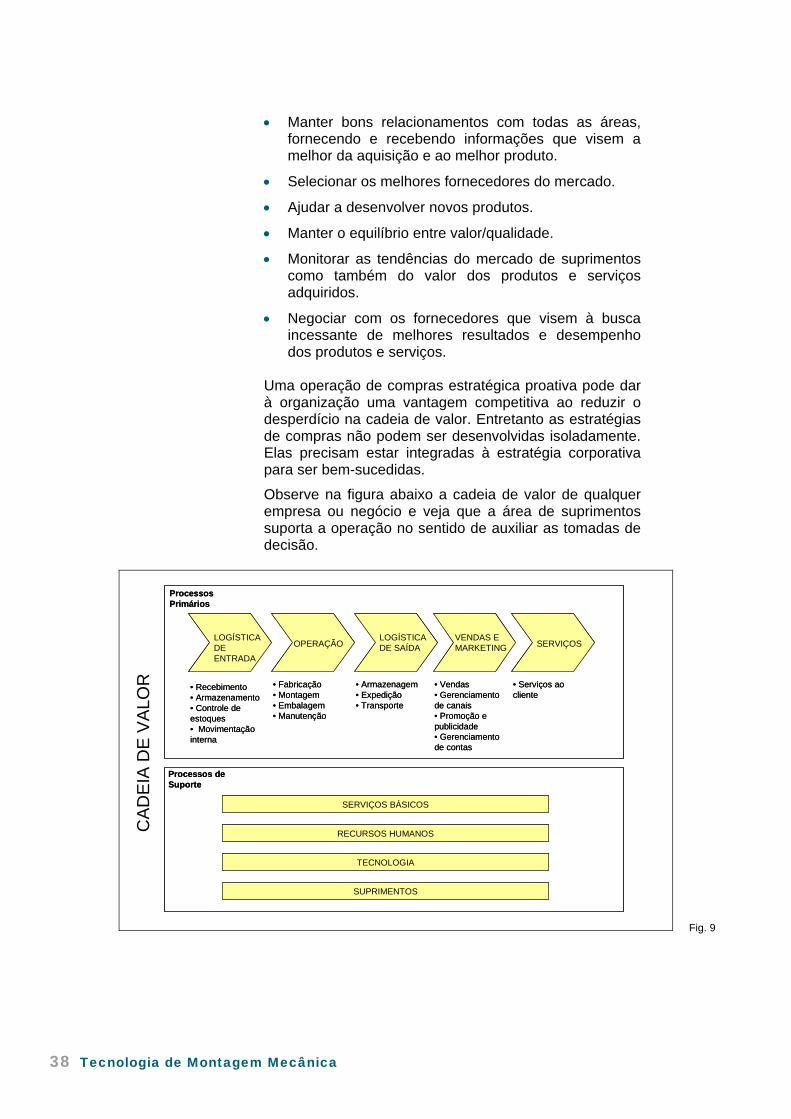
Observe na figura abaixo a cadeia de valor de qualquer empresa ou negócio e veja que a área de suprimentos suporta a operação no sentido de auxiliar as tomadas de decisão.
SUPRIMENTOS
TECNOLOGIA
RECURSOS HUMANOS
SERVIÇOS BÁSICOS
Processos de Suporte
SUPRIMENTOS
TECNOLOGIA
RECURSOS HUMANOS
SERVIÇOS BÁSICOS
Processos de Suporte
LOGÍSTICA DE ENTRADA
OPERAÇÃOLOGÍSTICA DE SAÍDA
VENDAS E MARKETING SERVIÇOS
Processos Primários
• Recebimento• Armazenamento• Controle de estoques• Movimentação interna
• Fabricação• Montagem• Embalagem• Manutenção
• Armazenagem• Expedição• Transporte
• Vendas• Gerenciamento de canais• Promoção e publicidade• Gerenciamento de contas
• Serviços ao cliente
LOGÍSTICA DE ENTRADA
OPERAÇÃOLOGÍSTICA DE SAÍDA
VENDAS E MARKETING SERVIÇOS
Processos Primários
• Recebimento• Armazenamento• Controle de estoques• Movimentação interna
• Fabricação• Montagem• Embalagem• Manutenção
• Armazenagem• Expedição• Transporte
• Vendas• Gerenciamento de canais• Promoção e publicidade• Gerenciamento de contas
• Serviços ao cliente
CA
DE
IA D
E V
ALO
R
Fig. 9
Tecnologia de Montagem Mecânica 39
Conceito de logística de produção A logística de produção deve se responsabilizar por responder a quatro questões básicas:
• O que produzir e comprar.
• Quanto produzir e comprar.
• Quando produzir e comprar.
• Com que recursos produzir. A logística de produção deve ser capaz de:
• Calcular e planejar as necessidades futuras de capacidade produtiva da organização.
• Calcular e planejar os materiais comprados.
• Calcular os níveis de estoque de matérias-primas, materiais em processo e produtos acabados.
• Planejar a produção utilizando os recursos de forma, ou seja, maximizando a utilização produtiva.
• Cumprir os prazos acordados com os clientes.
• Informar os clientes caso haja algum problema no não atendimento dos produtos vendidos.
Outra atividade principal dentro da logística de produção é a atividade programação da produção. Onde existem diversas maneiras para essa atividade, não vamos entrar em detalhes.
Os objetivos da programação da produção são:
• Cumprir as datas de entrega.
• Minimizar o tempo de entrega (lead time).
• Minimizar o tempo de setup.
• Minimizar o estoque em processo.
• Maximizar a utilização da capacidade produtiva.
Conceito de logística de distribuição Depois de comprar as matérias-primas, produzir e ter os produtos acabados esta fase da logística entra em ação, pois trata da distribuição dos produtos para os clientes.
A logística de distribuição é responsável por escolher qual modal, ou seja, meio de transporte, será utilizado para escoar os produtos.
40 Tecnologia de Montagem Mecânica
Modais:
• Aquaviário.
• Ferroviário.
• Rodoviário.
• Aeroviário.
• Dutoviário. Os modais podem ser utilizados através de combinação entre si para atingir o objetivo de entrega do produto no seu destino final.
Os serviços de distribuição também passam por definição de custos, os quais devem ser escolhidos para minimizá-los na modalidade escolhida e também em função do estoque.
Dentre outras atividades da logística de distribuição é também de sua responsabilidade fazer a roteirização do veiculo com objetivo de minimizar o custo de frete.
No momento de se fazer a distribuição dos produtos podemos optar por contratar uma empresa de logística verificando suas condições, se possui um equipamento apropriado para o transporte do produto e cumprimento do nível de serviço.
Pode ocorrer a necessidade de consolidar cargas, ou seja, reduzir os lotes de entregas com outros produtos ou aproveitar melhor o espaço disponível do equipamento utilizado.
Com a era da informática, atualmente as empresas que prestam serviço de logística de distribuição possuem equipamentos rastreadores em seus veículos que trazem um serviço de segurança de carga e também reduzem custo para verificação da rota adotada.
Nessa atividade separar a turma em grupo de três ou quatro jovens.
Nessa aula os jovens organizarão um painel sobre características da indústria de processo e de manufatura.
Sexta Aula
50 min
Passo 1 / Planejamento e Organização do Painel

Tecnologia de Montagem Mecânica 41
Solicitar que eles apresentem um painel gráfico sobre as características da indústria de processo e de manufatura.
Para isso os jovens, após participarem de todas as aulas expositivas, deverão expor os principais tópicos abordados na visita.
Espera-se que os jovens abordem os tópicos: Conceitos e exemplos de indústria de processo contínuo e discreto
• Processo contínuo
• Processo discreto
• Exemplos Aspectos organizacionais /produtivos
• Tipos de instalações x ambientes de trabalho
• Tipos de equipamentos x nível de automação
• Planejamento da produção x venda
• Mercado interno x mercado externo Aspectos logísticos
• Tipos de matérias-primas x fornecedores.
• Logística de produção x logística de distribuição.

42 Tecnologia de Montagem Mecânica

Tec. de Montagem Mecânica 43
Serão apresentados os objetivos referentes às ferramentas utilizadas para montagem e desmontagem de conjuntos mecânicos e eletromecânicos em indústrias de manufatura, bem como suas características, tipos, classificação e técnicas para utilização.
Reconhecer ferramentas, sua forma de classificação, armazenamento e conservação.
Identificar tipos e aplicação de martelos, alicates, chaves, e outras ferramentas manuais.
Identificar tipos e aplicação de parafusadeiras e marteletes.
Identificar tipos e características de documentos de montagem.
Identificar tipos e características de peças, componentes, dispositivos e conjuntos mecânicos.
Reconhecer técnicas para montagem e desmontagem de conjuntos mecânicos.
Reconhecer a importância e a necessidade de se utilizar técnicas de fixação controladas por torquímetros.
2 Ferramentas e Técnicas de Montagem Mecânica
Objetivos

44 Tecnologia de Montagem Mecânica
Tec de Montagem Mecânica 45
As ferramentas manuais podem ser definidas como utensílios de trabalho utilizados geralmente de forma individual e que requerem unicamente para o seu acionamento a força motriz humana. Diante da multiplicidade de ferramentas manuais, as mais comuns podem ser subdivididas em:
• Ferramentas de golpe – martelos, cinzéis, etc.
• Ferramentas com borda afiada – facas, machados, formões, etc.
• Ferramentas de torção – chaves de fenda, chaves de boca, etc.
• Ferramentas de pinçamento – alicates, tenazes, torquês, etc.
Os riscos de acidentes originados pela utilização das ferramentas manuais são quantitativamente altos.
Os riscos mais importantes consistem, sobretudo, em golpes e cortes nas mãos e outras partes do corpo, lesões oculares por projeções de partículas e distensões por movimentos violentos. Principais causas: • Utilização inadequada das ferramentas.
• Utilização de ferramentas defeituosas ou de baixa qualidade.
• Manutenção inadequada.
• Armazenamento e transporte deficientes.
Nessa aula serão apresentados a classificação e os cuidados no uso, aquisição, conservação, armazena-mento, manutenção e transporte de ferramentas manuais
Primeira Aula
50 min
Passo 1 / Aula Teórica

46 Tecnologia de Montagem Mecânica
Critérios preventivos básicos Com o objetivo de eliminar ou reduzir ao mínimo os riscos derivados da utilização de ferramentas manuais, deve-se realizar um programa de prevenção que contemple as fases de aquisição, uso, manutenção e transporte desses utensílios de trabalho. 1 A pessoa encarregada da aquisição de ferramentas
manuais deve conhecer o trabalho a ser realizado pelas ferramentas, possuir idéias básicas sobre os distintos tipos de ferramentas para adquirir as mais adequadas às necessidades de seu uso e buscar fornecedores que garantam uma boa qualidade.
2 Ao iniciar qualquer tarefa deve-se escolher, sempre, a ferramenta apropriada e revisar seu estado de conservação.
3 O treinamento dos trabalhadores pelas chefias intermediárias quanto ao uso de ferramentas é fundamental, além do que, entre outras coisas, devem ser tomadas as seguintes precauções:
4 Escolher a ferramenta adequada ao trabalho a ser realizado, considerando a forma, peso e as dimensões do ponto de vista ergonômico. .
5 As ferramentas não devem ser utilizadas para fins diversos dos previstos e nem devem ultrapassar a função para a qual foram desenhadas.
6 Comprovar que os cabos não estejam estilhaçados nem rachados e que estejam perfeitamente encaixados e solidamente fixados à ferramenta (martelos, chaves de fenda, serras, limas, etc.).
7 Verificar que os mordentes, bocas e braços das ferramentas de aperto estejam sem deformações (alicates, chaves de boca, chaves de fenda, etc.).
8 Cuidar para que as ferramentas de corte ou de bordo afiado estejam perfeitamente afiadas.
9 Ter em conta que as cabeças metálicas não devem ter rebarbas.
10 Verificar o estado dos “dentes” das limas e serras.
11 Se for necessário o uso de Equipamentos de Prote-ção Individual (EPI), verificar se são certificados.
12 Quando for necessário o uso de ferramentas com proteção isolante, verificar se existe o risco de contato elétrico.

Tec de Montagem Mecânica 47
13 Usar ferramentas antifaísca em ambientes com vapores ou gases inflamáveis.
Armazenamento • Guardar as ferramentas em ordem, em caixas, painéis
ou estantes onde cada uma tenha o seu lugar.
• Não se deve colocar ferramentas em locais de passagem, escadas ou outros lugares elevados se há o risco de queda das mesmas sobre os trabalhadores.
• A melhor solução é manter o controle centralizado em um só lugar, mas, se não for possível, deve-se verificar periodicamente a sua localização e estado de conservação. As ferramentas de uso pessoal são geralmente melhor conservadas.
Manutenção e reparação • Revisar periodicamente o estado das ferramentas.
• Reparar os defeitos quando possível ou descartar a ferramenta.
• Não fazer reparos provisórios que produzam risco de acidentes.
• Os reparos devem ser realizados sempre que preciso, por pessoal especializado.
Transporte Para o transporte de ferramentas deve-se observar o seguinte:
• Utilizar caixas, bolsas ou cinturões especialmente desenhados.
• Para ferramentas de corte ou afiadas usar bainhas.
• Nunca transportá-las no bolso da roupa.
• Ao subir ou descer de uma escada manual, deve-se utilizar bolsas que deixem as duas mãos livres.

48 Tecnologia de Montagem Mecânica
Ferramentas de golpear e pinçar
Martelos
São ferramentas utilizadas para golpear objetos possuindo, conforme o uso ao qual se destina, inúmeros tamanhos, formatos e materiais de composição, tendo todos a característica comum do formato, que consiste de um cabo ao qual se fixa a cabeça, através de um olhal.
O cabo do martelo ajuda de muitas formas. Mantém as mãos do usuário longe do ponto de impacto. Possui uma área grande, onde a mão pode segurar com segurança. Sua função mais importante, porém, é permitir seja impressa maior velocidade a cada golpe. O empecilho maior ao comprimento do cabo é a falta de espaço que eventualmente ocorra para se balançar o martelo. Por essa razão as marretas usadas em espaços abertos podem ter um cabo mais longo do que o martelo de carpintaria. Outro empecilho existe, porém não tão evidente: quanto mais longo for o cabo menos precisa fica a mira para se acertar o alvo. Cabos maiores também cansam mais rapidamente, no uso sucessivo.
Alguns cuidados devem ser tomados no uso de martelos para assegurar uma longevidade de seu uso e segurança do operador, tais como:
1 Sempre usar óculos de segurança para proteção.
2 Nunca golpear um martelo contra o outro.
3 Nunca golpear com as laterais do martelo.
4 Sempre golpear o martelo perpendicularmente à superfície ou ferramenta de contato. Isso evita o desgaste prematuro da face de impacto, bem como seu lasqueamento.
Nessa aula serão apresentadas duas ferramentas de golpear e pinçar: os tipos de martelos e alicates mais utilizados nas operações de montagem.
Segunda Aula
50 min
Passo 1 / Aula Teórica

Tec de Montagem Mecânica 49
5 Nunca usar martelos de bordas macias ou de madeira para pregar ou assentar pinos metálicos.
Abaixo, alguns tipos de martelos e suas aplicações:
Fig. 1
Martelo de bola – Amplamente utilizado em mecânica, ferramentaria, serralheria e caldeiraria, entre outras, para formar ou endireitar peças e chapas planas ou côncavas. Ideal para golpear talhadeiras, saca-pinos e punções.
Fig. 2
Martelo de pena – Utilizado, principalmente, em ajuste de peças em mecânica nos trabalhos em área determinada (cantos) sem atingir as áreas adjacentes.
Fig. 3
Martelo chapeador face plana – Indispensáveis nos serviços de funilaria e chapeamento.
Fig. 4
Martelo chapeador pena cruzada – Indispensáveis nos serviços de funilaria e de chapeamento.
Fig. 5
Martelo de bordas plásticas em poliuretano (também encontrado confeccionado em outros materiais macios, tais como: alumínio, cobre, etc.) – Para trabalhos em manutenções nos quais não se deseja deformações nas peças a serem trabalhadas.

50 Tecnologia de Montagem Mecânica
Fig. 6
Martelo de borracha (também encontrado confeccionado em madeira) – Para trabalhos em manutenção nos quais não se deseja deformações nas peças a serem trabalhadas.
Fig. 7
Marreta – Utilizada em trabalhos mais pesados, geralmente na construção civil. Possui puçá aplicação na indústria mecânica.
Alicates
Alicate universal É o modelo mais conhecido e usado de toda família de alicates. Os tipos existentes no mercado variam principalmente no acabamento e formato da cabeça. Os braços podem ser plastificados ou não. Quanto ao acabamento, esse alicate pode ser oxidado, cromado, polido ou simplesmente lixado.
O alicate universal é utilizado para segurar, cortar e dobrar.
Alicate de pressão
É uma ferramenta manual destinada a segurar, puxar, dobrar e girar objetos de formatos variados. Em trabalhos leves, tem a função de uma morsa. Possui regulagem de
Fig. 8

Tec de Montagem Mecânica 51
abertura das garras e variação no tipo de mordente, segundo o fabricante.
Alicates para anéis de segmento interno e externo
É uma ferramenta utilizada para remover anéis de segmento, também chamados de anéis de segurança ou anéis elásticos. O uso desses alicates exige bastante atenção, pois suas pontas, ao serem introduzidas nos furos dos anéis, podem fazer com que eles escapem abruptamente, atingindo pessoas que estejam por perto.
Os alicates para anéis de segmento interno e externo podem apresentar as pontas retas ou curvas.
Nessa aula serão apresentados o conceito de ferramentas de aperto e os tipos de chaves mais utilizadas na montagem de conjuntos.
Terceira Aula
Fig. 9
Fig. 10
52 Tecnologia de Montagem Mecânica
Ferramentas de aperto e desaperto
Em manutenção mecânica, é comum se usar ferramentas de aperto e desaperto em parafusos e porcas.
Para cada tipo de parafuso e de porca há uma correspondente chave adequada às necessidades do trabalho a ser realizado. Isso ocorre porque tanto as chaves quanto as porcas e os parafusos são fabricados dentro de normas padronizadas mundialmente.
Pois bem, para assegurar o contato máximo entre as faces da porca e as faces dos mordentes das chaves de aperto e desaperto, estas deverão ser introduzidas a fundo e perpendicularmente ao eixo do parafuso ou rosca.
No caso de parafusos ou porcas com diâmetros nominais de até 16 mm, a ação de uma única mão na extremidade do cabo da chave é suficiente para o travamento necessário. Não se deve usar prolongadores para melhorar a fixação, pois essa medida poderá contribuir para a quebra da chave ou o rompimento do parafuso.
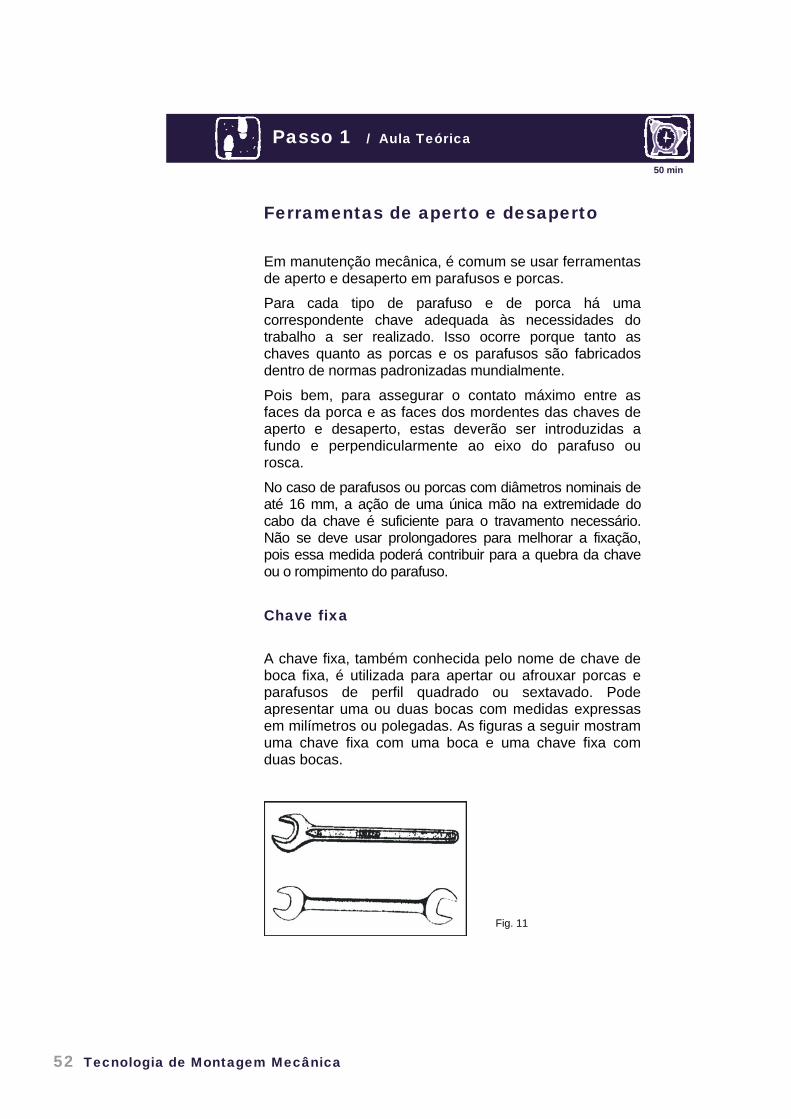
Chave fixa
A chave fixa, também conhecida pelo nome de chave de boca fixa, é utilizada para apertar ou afrouxar porcas e parafusos de perfil quadrado ou sextavado. Pode apresentar uma ou duas bocas com medidas expressas em milímetros ou polegadas. As figuras a seguir mostram uma chave fixa com uma boca e uma chave fixa com duas bocas.
50 min
Passo 1 / Aula Teórica
Fig. 11

Tec de Montagem Mecânica 53
Chave combinada
A chave combinada também recebe o nome de chave de boca combinada. Sua aplicação envolve trabalhos com porcas e parafusos, sextavados ou quadrados. A chave combinada é extremamente prática, pois possui em uma das extremidades uma boca fixa, e na outra extremidade uma boca estrela. A vantagem desse tipo de chave é facilitar o trabalho, porque se uma das bocas não puder ser utilizada em parafusos ou porcas de difícil acesso, a outra boca poderá resolver o problema. A seguir mostramos um jogo de chaves combinadas.
Chaves fixas, chaves estrelas e chaves combinadas não devem ser batidas com martelos. Se martelarmos essas chaves o risco de quebrá-las é alto.
Se houver necessidade de martelar uma chave de aperto e desaperto para retirar um parafuso ou uma porca de um alojamento, devem-se usar as chamadas chaves de bater, que são apropriadas para receberem impactos.
Chave soquete
Dentro da linha de ferramentas mecânicas, esse tipo é o mais amplo e versátil, em virtude da gama de acessórios oferecidos, que tornam a ferramenta prática. Os soquetes podem apresentar o perfil sextavado ou estriado e adaptam-se facilmente em catracas, manivelas, juntas universais, etc., pertencentes à categoria de acessórios.
Dentro da categoria de soquetes, há os de impacto que possuem boca sextavada, oitavada, quadrada e tangencial, com ou sem ímã embutido. Esses soquetes são utilizados em parafusadeiras, em chaves de impacto elétricas ou pneumáticas, pois apresentam paredes reforçadas. Os soquetes de impacto apresentam
Fig. 12
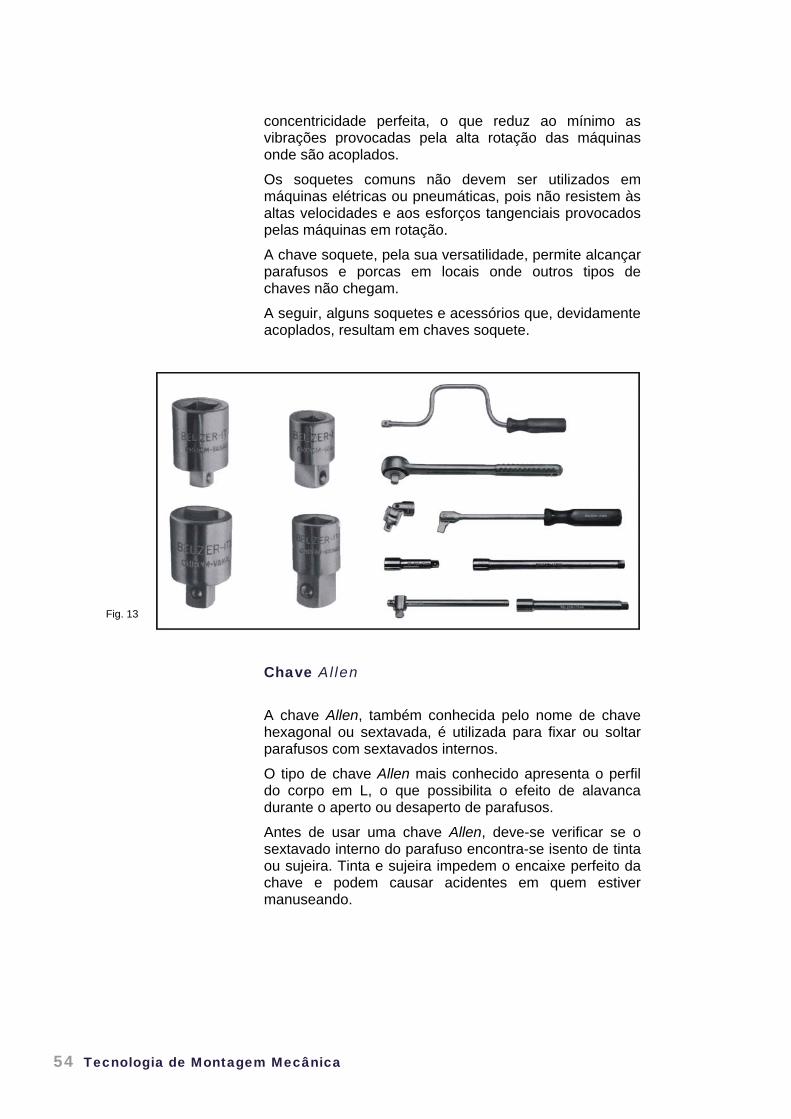
54 Tecnologia de Montagem Mecânica
concentricidade perfeita, o que reduz ao mínimo as vibrações provocadas pela alta rotação das máquinas onde são acoplados.
Os soquetes comuns não devem ser utilizados em máquinas elétricas ou pneumáticas, pois não resistem às altas velocidades e aos esforços tangenciais provocados pelas máquinas em rotação.
A chave soquete, pela sua versatilidade, permite alcançar parafusos e porcas em locais onde outros tipos de chaves não chegam.
A seguir, alguns soquetes e acessórios que, devidamente acoplados, resultam em chaves soquete.
Chave Allen
A chave Allen, também conhecida pelo nome de chave hexagonal ou sextavada, é utilizada para fixar ou soltar parafusos com sextavados internos.
O tipo de chave Allen mais conhecido apresenta o perfil do corpo em L, o que possibilita o efeito de alavanca durante o aperto ou desaperto de parafusos.
Antes de usar uma chave Allen, deve-se verificar se o sextavado interno do parafuso encontra-se isento de tinta ou sujeira. Tinta e sujeira impedem o encaixe perfeito da chave e podem causar acidentes em quem estiver manuseando.
Fig. 13

Tec de Montagem Mecânica 55
Chave de fenda Phillips
A extremidade da haste, oposta ao cabo, nesse modelo de chave, tem a forma em cruz. Esse formato é ideal para os parafusos Phillips que apresentam fendas cruzadas.
Chave de fenda com sextavado
É uma ferramenta utilizada em mecânica para apertar e soltar parafusos grandes quando se exige o emprego de muita força. Com o sextavado na haste, o operador pode, usando uma chave de boca fixa, aumentar o torque da ferramenta sem precisar de maior esforço. Esse modelo também é encontrado com a fenda cruzada (modelo Phillips).
Tanto as chaves de fenda Phillips quanto as chaves de fenda com sextavado não devem ser utilizadas como talhadeiras ou alavancas.
Fig. 14
Fig. 15
Fig. 16

56 Tecnologia de Montagem Mecânica
Prensa de montagem Nos processos de montagem de conjuntos e subconjuntos mecânicos muitas vezes é necessária a utilização de ferramentas e de dispositivos para fixar as peças, manter alinhamentos e auxiliar a união. Dentre inúmeros modelos e tamanhos, inclusive muitos construídos especialmente, abaixo são apresentados os mais comuns na indústria mecânica.
50 min
Passo 1 / Aula Teórica
Nessa aula serão apresentados os conceitos, tipos e aplicações de prensas de montagem, ferramentas de fixação e torquímetros.
Quarta Aula
Fig. 17– Prensas hidráulicas para montagem

Tec de Montagem Mecânica 57
Fig. 18 – Prensas pneumáticas para montagem
Fig. 19 – Grampo sargento tipo “C”
Fig. 20 – Grampos especiais para montagem

58 Tecnologia de Montagem Mecânica
Torquímetros
Quando é necessário medir o aperto de um parafuso ou porca, a ferramenta indicada é o torquímetro. O uso do torquímetro evita a formação de tensões e a conseqüente deformação das peças em serviço.
O torquímetro trabalha com as seguintes unidades de medidas: Newton X Metro (N . m); Libra-força X Polegada (Lbf . in); Quilograma-força X Metro (kgf . m). Ao se usar o torquímetro, é importante verificar se o torque é dado em parafuso seco ou lubrificado.
As figuras a seguir mostram alguns tipos de torquímetros.
Fig. 21 – Alicate para fixação, com trava
Fig. 22 – Grampo especial para montagem
Fig. 23 – Indicador de escala

Tec de Montagem Mecânica 59
Os torquímetros devem ser utilizados somente para efetuar o aperto final de parafusos, sejam eles de rosca direita ou esquerda. Para encostar o parafuso ou porca, devem-se usar outras chaves.
Os torquímetros jamais deverão ser utilizados para afrouxar, pois se a porca ou parafuso estiver danificado, o torque aplicado poderá ultrapassar o limite da chave, produzindo danos ou alterando a sua exatidão, pois são relativamente sensíveis e por isso devem ser protegidos contra choques.
Recomendações finais As características originais das ferramentas devem ser mantidas, por isso não devem ser aquecidas, limadas ou esmerilhadas.
Se um mecânico de manutenção necessitar de uma ferramenta que tenha uma espessura mais fina ou uma inclinação especial, ele deverá projetar um novo modelo de ferramenta ou então modificar o projeto da máquina
Fig. 24 – Relógio
Fig. 25 – Automático

60 Tecnologia de Montagem Mecânica
para que, em futuras manutenções, possa usar as ferramentas existentes no mercado.
Parafusadeiras Essas máquinas de acionamento elétrico ou pneumático têm revolucionado os processos de montagem e desmontagem de peças, pois imprimem maior velocidade aos trabalhos, reduzindo tempo e evitando que o operador realize grandes esforços físicos. Elas são muito versáteis, pois permitem a troca rápida de ferramentas intercambiáveis para diferentes tipos de parafusos, além de poder ser transportadas facilmente e operadas em vários locais e situações, pois muitas já se apresentam em versões com bateria de longa duração.
50 min
Passo 1 / Aula Teórica
Nessa aula serão apresentados os conceitos, tipos e aplicações de parafusadeiras e marteletes.
Quinta Aula
Fig. 26 – Parafusadeira com bateria

Tec de Montagem Mecânica 61
Marteletes
Os martelos e marteletes são usados em operações de perfuração e rompimento em alvenaria e concreto. Equipamentos eletropneumáticos são aqueles em que o motor é alimentado pela energia elétrica e o impacto conta com o ar comprimido para obter maior força e melhor ação nas operações em concretos.
Assim funcionam os marteletes e martelos. Esses equipamentos são para uso profissional e industrial, permitindo o uso contínuo por várias horas.
Essas ferramentas são rolamentadas, possuem desenho ergonômico, engrenagens helicoidais para maior vida útil e os demais componentes dimensionados para trabalhos pesados.
Fig. 27 – Parafusadeira com acionamento elétrico
Fig. 28 – Parafusadeira com acionamento pneumático
Fig. 29 – Parafusadeira com acionamento pneumático – Tipo pistola

62 Tecnologia de Montagem Mecânica
Saca-polia
As polias, após muitas horas de uso, podem oferecer resistência para sair dos eixos nos quais estejam montadas, para isso, visando não danificar a polia, pois na maioria das vezes essas polias são fabricadas em materiais mais frágeis (alumínio, ferro fundido), existe uma ferramenta chamada saca-polia.
São encontradas mais comumente nas versões de duas ou três garras, sendo que o modelo com três garras é o
50 min
Passo 1 / Aula Teórica
Nessa aula serão apresentados os conceitos, tipos e aplicações de saca-polias, saca-rolamentos e molas.
Sexta Aula
Fig. 30 – Martelete de acionamento elétrico
Fig. 31 – Martelete de acionamento pneumático e ferramentas
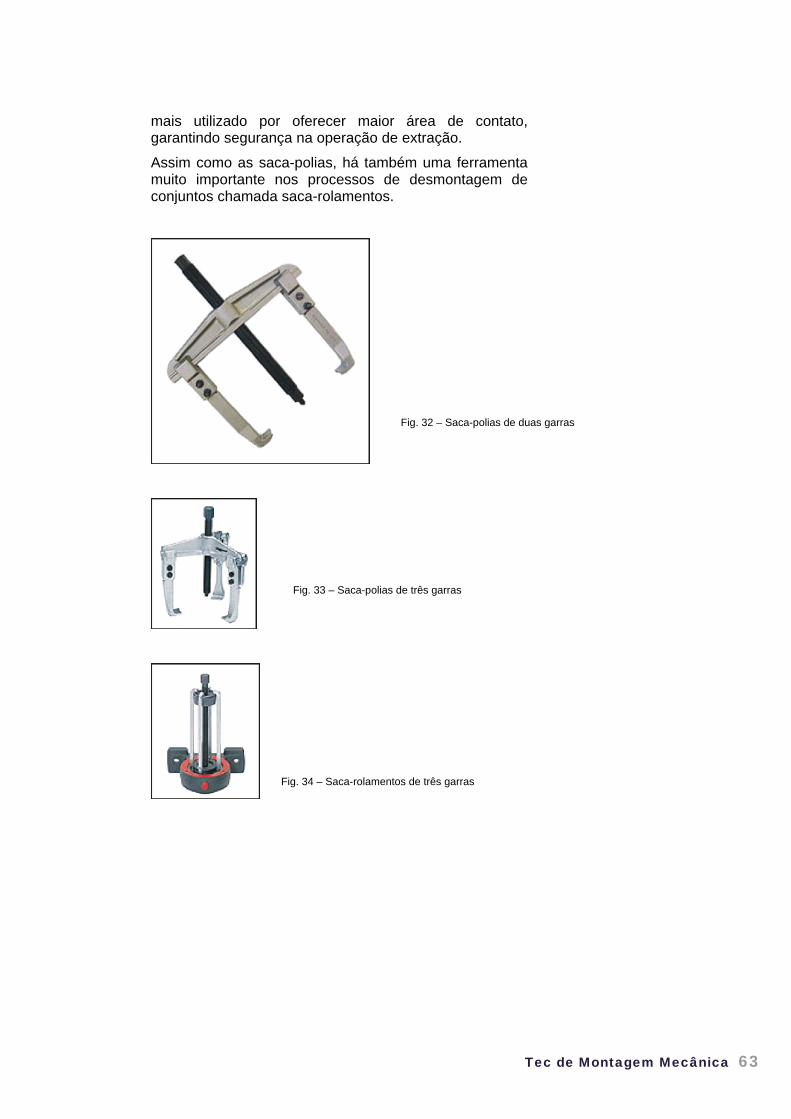
Tec de Montagem Mecânica 63
mais utilizado por oferecer maior área de contato, garantindo segurança na operação de extração.
Assim como as saca-polias, há também uma ferramenta muito importante nos processos de desmontagem de conjuntos chamada saca-rolamentos.
Fig. 32 – Saca-polias de duas garras
Fig. 33 – Saca-polias de três garras
Fig. 34 – Saca-rolamentos de três garras

64 Tecnologia de Montagem Mecânica
Desenhos O profissional que atua na montagem de peças e conjuntos necessita diariamente de: • Dimensionar o tempo de montagem
• Relacionar as peças e componentes
• Descrever a seqüência das operações
• Explicar o funcionamento dos conjuntos e subconjuntos
50 min
Passo 1 / Aula Teórica
Nessa aula serão apresentados os tipos e aplicações de desenhos de montagem.
Sétima Aula
Fig. 35 – Molas de compressão
Fig. 36 – Molas de tração

Tec de Montagem Mecânica 65
• Orientar outras pessoas no que se refere à montagem e desmontagem
• Requisitar peças e componentes baseados em desenhos técnicos ou no manual de montagem
Os conjuntos mecânicos nada mais são do que combi-nações variadas dos diversos elementos de máquinas.
Educador, é necessário selecionar diversos desenhos na empresa para demonstrar aos jovens para que eles possam manuseá-los. Desenhos de peças, de detalhes de conjuntos, etc.
Fig. 37 – Desenho técnico em projeção ortográfica
Fig. 38 – Desenho do conjunto “explodido” em perspectiva isométrica

66 Tecnologia de Montagem Mecânica
Fig. 39 – Desenho do conjunto montado em perspectiva isométrica
Fig. 40 – Desenho técnico de conjunto mecânico em projeção ortográfica
Fig. 41 – Desenho técnico de conjunto mecânico em perspectiva isométrica

Tec de Montagem Mecânica 67
Documentos de montagem e controle
Nas indústrias de manufatura que trabalham com a confecção de peças e componentes e na montagem de conjuntos que se agregaram a maquinas e equipamentos, essas operações de montagem são normalizadas por meio de procedimentos para garantir a uniformidade dos produtos e muitos desses documentos compõem o sistema de gestão da qualidade da empresa.
Hoje, para as empresas se manterem no mercado é imprescindível que elas tenham sua qualidade reconhecida por órgãos certificadores. Essa certificação é importante para o reconhecimento da qualidade dos produtos e serviços de determinada empresa pelos seus clientes e fornecedores.
Dentre esses documentos estão, além dos desenhos estudados na aula anterior, as:
• Folhas de procedimentos de operação o Explicação dos passos de cada operação o Explicação dos pontos-chaves de cada passo,
tais como dicas, “macetes” e cuidados
• Procedimentos e instruções de montagem e desmontagem
• Parâmetros de regulagem e controle, tais como o Limite de torque o Aplicação de lacre o Regulagem de instrumentos o Tolerâncias dimensionais e geométricas
• Documentos de registro o Relatórios o Ordens de serviço
50 min
Passo 1 / Aula Teórica
Nessa aula serão apresentados os tipos, as características e importância dos documentos de montagem e de controle
Oitava Aula

68 Tecnologia de Montagem Mecânica
o Ordens de fabricação o Homologação de serviços
Cada empresa possui seus próprios formulários, variando em formato e em conteúdo, porém, em síntese, são muito parecidos. Assim, conhecendo os documentos de sua empresa, ao se transferir para outra indústria perceberá que há pouca diferença de uma empresa para outra.
Educador, selecione e distribua para os jovens cópia dos formulários utilizados na empresa, de preferência documentos reais já preenchidos para que eles percebam a realidade da empresa.
Dispositivos
O termo dispositivo aparece no dicionário com a seguinte descrição: “Qualquer peça ou mecanismo de uma máquina destinado a uma função especial.” Dicionário Michaelis, 1998.
Assim sendo, nas operações de montagem, são conjuntos fabricados especificamente para facilitar a montagem das peças e para controlar alinhamentos, formato, dimensões e tolerâncias das peças nos conjuntos.
Seu uso é muito comum, pois otimiza o tempo, diminui o risco de falha humana, evita acidentes e garante uniformidade.
É difícil exemplificar os dispositivos, pois sua aplicação, formato e dimensões são infindáveis, porém segue abaixo alguns exemplos:
50 min
Passo 1 / Aula Teórica
Nessa aula serão apresentados os conceitos e aplicação de dispositivos de controle e aferição.
Nona Aula

Tec de Montagem Mecânica 69
Fig. 42 – Dispositivo para montagem
Fig. 43 – Dispositivo para medição
Fig. 44 – Dispositivo para medição

70 Tecnologia de Montagem Mecânica
Retentores
Os retentores têm a função principal de reter óleos, graxas e outros tipos de fluidos, que devem ser contidos no interior de uma máquina, evitando também a entrada de impurezas do meio externo como por exemplo: terra, areia, poeira, etc.Utilizados nos mais variados segmentos, estão presentes no dia-a-dia de todos nós. Desde carros, caminhões, ônibus, motocicletas, máquinas agrícolas, até eletrodomésticos, aviões e máquinas industriais.
Para aplicação dos retentores, o uso adequado do tipo de borracha é um dos fatores fundamentais que garantem a eficiência dos retentores.
Tipos existentes
Nitrilica Poliacrilica Silicone Fluorelastômero
Compatível Óleos minerais, graxas, óleo diesel e água
Óleos de transmissão e
motor
Especifica na vedação de
óleos do motor
Melhor vedador de óleos e
combustíveis
Resistência térmica
De 40ºC a 100ºC
De 40ºC a 150ºC
De 65ºC a 150ºC
De 35ºC a 180ºC
Tabela 1
50 min
Passo 1 / Aula Teórica
Nessa aula serão apresentados os tipos e aplicações de retentores e selos mecânicos.
Décima Aula
Fig. 45 – Retentor do tipo gaxeta
Font
e: S
abó

Tec de Montagem Mecânica 71
Selo mecânico
Os selos mecânicos são utilizados com vantagens em relação às gaxetas, pois não permitem vazamentos e podem trabalhar sob grandes velocidades e em temperaturas e pressões elevadas, sem apresentarem desgastes consideráveis. Eles permitem a vedação de produtos tóxicos e inflamáveis.
Selos mecânicos são componentes, geralmente utilizados em bombas e equipamentos industriais que operam com temperaturas de trabalho de – 40 até 280ºC e pressão de até 125 psi, para líquidos como: água, óleos, produtos químicos, alimentícios, entre outros. Utilizados em indústrias alimentícias, químicas, usinas de açúcar, minerações, construção civil, estações de tratamento de água, esgoto, etc.
Fig. 47 – Selos mecânicos
Fig. 46 – Partes que compõem a gaxeta

72 Tecnologia de Montagem Mecânica
Variador de velocidade
Trata-se de um conjunto mecânico constituído por diversos elementos de máquinas. Sua função é permitir a variação da velocidade de trabalho de outros elementos, sem perdas de muito tempo na troca de rotações, desacelerações, paradas, troca de alavancas e novas acelerações.
Assim como a embreagem do carro na mudança das marchas, a variação de velocidade é executada com a máquina em movimento com baixa carga.
50 min
Passo 1 / Aula Teórica
Nessa aula serão apresentados os conceitos, tipos e aplicações de variadores e redutores de velocidade.
Décima Primeira Aula
Fig. 48 – Selos mecânicos
Fig. 49 – Selos mecânicos

Tec de Montagem Mecânica 73
Variador com transmissão por correia: a mudança gradual da rotação na transmissão por correia obtém-se variando o diâmetro de contato da correia com as polias. As distâncias entre eixos podem permanecer variáveis ou fixas.
Variador por roda de fricção: transmite o momento de giro por fricção entre duas árvores paralelas ou que se cruzam a distâncias relativamente curtas.
Redutor de velocidade É conhecido por redutor o conjunto de coroa e parafuso com rosca sem-fim ou de engrenagens acondicionado em uma carcaça com sistema de lubrificação e destinado a reduzir a velocidade.
Fig. 50 – Redutor de velocidade
Fig. 51 – Redutor de velocidade
Fig. 52 – Variadores e Redutores de velocidade
74 Tecnologia de Montagem Mecânica
Recomendações para a montagem de conjuntos 1 Verificar se todos os elementos a serem montados
encontram-se perfeitamente limpos, bem como o ferramental.
2 Selecionar as ferramentas adequadas para a montagem, verificando seu estado, antes do uso.
3 Examinar os conjuntos a serem montados para se ter uma idéia exata a respeito das operações a serem executadas.
4 Consultar planos ou normas de montagem, caso existam.
5 Examinar em primeiro lugar a ordem de colocação das diferentes peças antes de começar a montagem, desde que não haja planos e normas relativas à montagem.
6 Verificar se nos diferentes elementos mecânicos há pontos de referência. Se houver, efetuar a montagem segundo as referências existentes.
50 min
Passo 1 / Aula Teórica
Nessa aula serão apresentados os procedimentos para realização de montagem de conjuntos.
Décima Segunda Aula
Fig. 53 – Câmbio de automóvel
Tec de Montagem Mecânica 75
7 Evitar a penetração de impurezas nos conjuntos montados, protegendo-os adequadamente.
8 Fazer testes de funcionamento dos elementos, conforme a montagem for sendo realizada, para comprovar o funcionamento perfeito das partes. Por exemplo, verificar se as engrenagens estão se acoplando sem dificuldade. Por meio de testes de funcionamento dos elementos, é possível verificar se há folgas e se os elementos estão dimensionalmente adequados e colocados nas posições corretas.
9 Lubrificar as peças que se movimentam para evitar desgastes precoces causados pelo atrito dos elementos mecânicos.
Caso não haja manual de instruções ou esquema de montagem, deve-se proceder da seguinte forma: 1 Fazer uma análise detalhada do conjunto antes de
desmontá-lo.
2 Fazer um croqui mostrando como os elementos serão montados no conjunto.
3 Anotar os nomes dos elementos à medida que vão sendo retirados do conjunto.
Educador, 1 Providencie previamente alguns conjuntos mecânicos e eletromecânicos, do cotidiano da empresa, de modo que
permitam aos jovens a realização de fixações com diferentes tipos de parafusos, porcas e arruelas e que possibilite a utilização de torquímetro.
2 Procure contextualizar com problemas apresentados, reais ou fictícios, do dia-a-dia da empresa. 3 Crie situações onde todos os jovens possam exercitar a montagem
150 min
Passo 1 / Aula prática com demonstração
Nessas três aulas serão montados e desmontados conjuntos eletromecânicos, com o objetivo de propor-cionar aos jovens habilidades nos processos de fixa-ção, seguindo normas e procedimentos da empresa.
Décima Terceira a Décima Quinta Aulas
76 Tecnologia de Montagem Mecânica
Observação: • Proponha, no mínimo, três fixações diferentes para
cada aluno.
• Antes de iniciar os trabalhos, oriente os jovens no sentido de providenciarem:
o Lista de ferramentas a serem utilizadas. o Descrição dos componentes do conjunto
mecânico. o Lista de material necessário. o Estimativa de tempo e elaboração de
cronograma das atividades.
Os jovens deverão elaborar um relatório referente às fixações e montagens realizadas por eles.
Dependendo dos recursos disponíveis, o relatório deverá ser formatado em um computador e impresso. Para essa formatação verifique se há formatos padronizados e profissional da área de Comunicação para orientá-los.
O objeto do relatório será a verificação de:
• Características das peças e componentes mecânicos e eletromecânicos utilizados na indústria de manufatura.
• Padrões de organização nas áreas de trabalho.
Educador, oriente passo a passo a montagem e faça a recuperação imediata das posturas, técnicas e ações incorretas. Procure, ao apresentar o resultado dessas avaliações durante o processo, relacioná-las com situações reais e concretas.
50 min
Passo 1 / Planejamento e elaboração de relatório
Nessa aula será realizada a avaliação através da elaboração do relatório referente aos procedimentos de fixação e montagem que os jovens realizaram.
Décima Sexta Aula

Tec de Montagem Mecânica 77
• Segurança do trabalho nas áreas de produção e montagem (EPIs e EPCs).
• Procedimentos e posturas de trabalho identificáveis no processo.
• Relacionar e descrever a aplicação das ferramentas manuais.
Educador, providencie previamente alguns conjuntos mecânicos e eletromecânicos que contenham: anéis elásticos, pinos e chavetas, rolamentos com respectivos acessórios de fixação, retentores e selo mecânico, de preferência aqueles comumente encontrados na empresa, para que, a partir de proposição de problemas apresentados, reais ou fictícios , os jovens possam realizar a desmontagem, a manutenção e a montagem, considerando
• Seqüência de desmontage:
• Limpeza e organização
• Identificação das peças
• Análise dos componentes
• Capacidade de julgamento
• Técnicas de manipulação de ferramentas
Educador, a avaliação tem por objetivo verificar a retenção e assimilação dos conteúdos pelos jovens, mas também a verificação do desempenho do educador. Procure, ao apresentar o resultado das avaliações, relacioná-las com situações reais e concretas.
150 min
Passo 1 / Aula prática com demonstração
Nessas três aulas serão desmontados e montados conjuntos mecânico e eletromecânico, tendo em vista o exercício das técnicas de montagem e a utilização de ferramentas, dispositivos e acessórios.
Décima Sétima a Décima Nona Aulas

78 Tecnologia de Montagem Mecânica
• Aspectos de segurança
• Seqüência de montagem
• Entre outros.
Os jovens deverão elaborar um relatório referente às montagens e desmontagens dos conjuntos mecânicos e eletromecânicos realizadas por eles.
Dependendo dos recursos disponíveis, o relatório deverá ser formatado em um computador e impresso. Para essa formatação lembramos a necessidade de verificar se há formatos padronizados e profissional da área de Comunicação para orientá-los.
O objeto do relatório será a verificação de: • Características das peças e componentes mecânicos
e eletromecânicos utilizados na empresa.
• Padrões de organização nas áreas de trabalho.
• Segurança do trabalho nas áreas de produção e montagem (EPIs e EPCs).
• Procedimentos e posturas de trabalho identificáveis no processo.
• Relacionar e descrever a aplicação das ferramentas manuais.
Educador, Procure selecionar conjuntos que necessite, para sua montagem e desmontagem, a utilização de dispositivos, grampos e prensa.
Se possível, faça essas demonstrações e prática dos jovens na oficina, em situação real de trabalho.
50 min
Passo 1 / Planejamento e elaboração de relatório
Nessa aula será elaborado o relatório referente às montagens realizadas pelos jovens.
Vigésima Aula

Tec de Montagem Mecânica 79
Os jovens deverão executar em situação real de trabalho e supervisionados por profissional da área: • operações de montagem de elementos mecânicos;
• operações de lubrificação de máquinas com óleo e com graxa;
• interpretação de Planos de Montagem e Planos de Lubrificação;
• identificação de elementos padronizados de máquinas, tais como: o correias trapezoidal e dentada o molas de tração e compressão o redutores de velocidade o tipos de engrenagens
Após essas duas aulas, os jovens deverão elaborar um relatório das experiências que tem por objetivo verificar o aproveitamento relativo a este capítulo, portanto eles devem ser orientados para fazerem, nas oficinas, as devidas anotações que subsidiarão a elaboração do relatório.
Educador, a avaliação tem por objetivo verificar a retenção e assimilação dos conteúdos pelos jovens, mas também a verificação do desempenho do educador. Procure, ao apresentar o resultado das avaliações, relacioná-las com situações reais e concretas..
100 min
Passo 1 / Exercício em situação real
Vigésima Primeira e Vigésima Segunda Aulas
Nessas aulas serão realizados os exercícios de operações de montagem e identificação de componentes em situação real de trabalho nos ambientes da empresa, com supervisão de profissional da área, com vistas à elaboração do relatório da visita que será o objeto da avaliação desse capítulo.

80 Tecnologia de Montagem Mecânica
Além das práticas de montagem e lubrificação, os jovens deverão descrever, com base nos fundamentos e práticas, a verificação de: • Características das peças e componentes mecânicos
e eletromecânicos utilizados na empresa.
• Padrões de organização nas áreas de trabalho.
• Segurança do trabalho nas áreas de produção e montagem (EPIs e EPCs).
• Procedimentos e posturas de trabalho identificáveis no processo.
• Relacionar e descrever a aplicação das ferramentas manuais utilizadas na fábrica.
Os jovens serão orientados a elaborar e concluir o relatório que será objeto de avaliação do aproveitamento relativo ao aprendizado que tiverem no ambiente da fábrica.
O relatório deverá estar baseado nas operações executadas na visita.
Dependendo dos recursos disponíveis, o relatório deverá ser formatado em computador e impresso.
Educador, a avaliação tem por objetivo verificar a retenção e assimilação dos conteúdos pelos jovens, mas também a verificação do desempenho do educador. Procure, ao apresentar o resultado das avaliações, relacioná-las com situações reais e concretas.
Educador, você deve preparar previamente os ambientes de estágio e orientar pessoas dos postos de trabalho para atender às perguntas dos jovens de forma clara e objetiva, além, é claro, de respeitarem as áreas de acesso com uso obrigatório de EPI. Uma boa estratégia é, dependendo do número de jovens, organizar grupos para facilitar o deslocamento pela empresa.
50 min
Passo 1 / Planejamento e elaboração de relatório
Nessa aula será realizada a avaliação através da elaboração do relatório das visitas.
Vigésima Terceira Aula

Tec de Montagem Mecânica 81
Serão apresentados conceitos que possibilitarão ao jovem relacionar as características dos Layouts físicos, método de trabalho e organização com as respectivas áreas de produção e montagem.
Reconhecer os tipos de Layout.
Identificar princípios da economia de movimento.
Identificar método de trabalho em manufatura.
Objetivos
3 Layout e Método de Trabalho em Produção-Montagem

82 Tecnologia de Montagem Mecânica
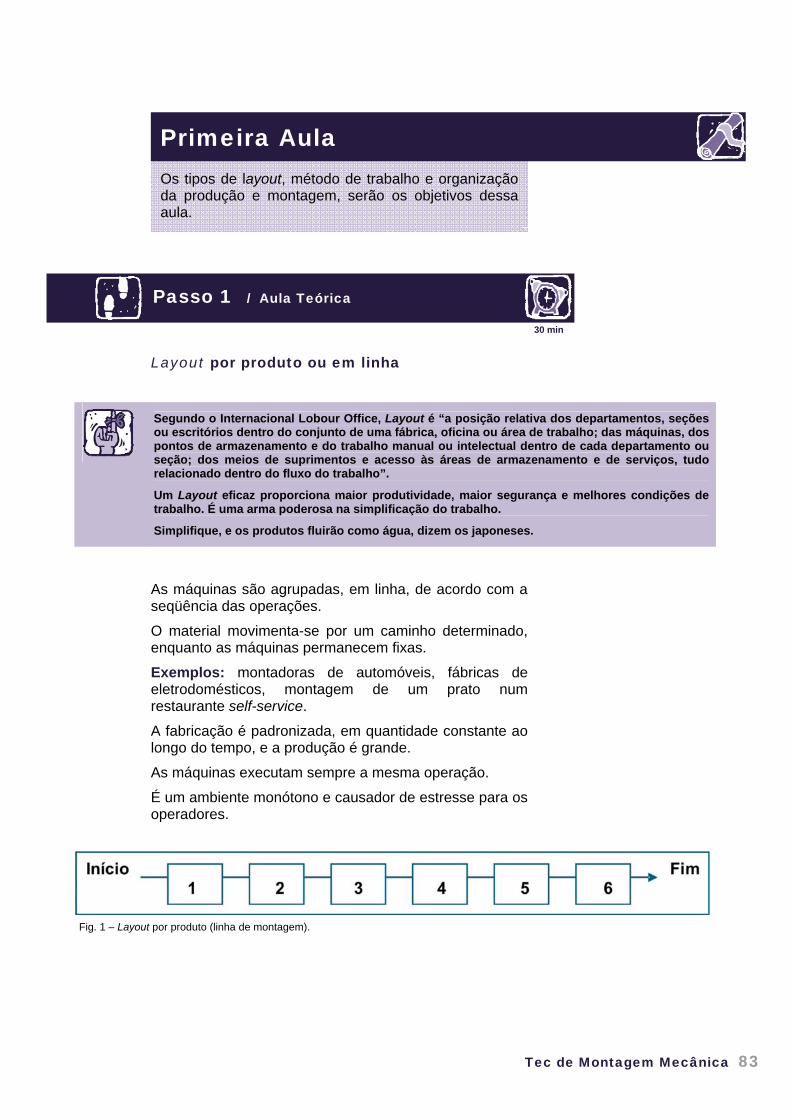
Tec de Montagem Mecânica 83
Layout por produto ou em linha
As máquinas são agrupadas, em linha, de acordo com a seqüência das operações.
O material movimenta-se por um caminho determinado, enquanto as máquinas permanecem fixas.
Exemplos: montadoras de automóveis, fábricas de eletrodomésticos, montagem de um prato num restaurante self-service.
A fabricação é padronizada, em quantidade constante ao longo do tempo, e a produção é grande.
As máquinas executam sempre a mesma operação.
É um ambiente monótono e causador de estresse para os operadores.
Fig. 1 – Layout por produto (linha de montagem).
Segundo o Internacional Lobour Office, Layout é “a posição relativa dos departamentos, seções ou escritórios dentro do conjunto de uma fábrica, oficina ou área de trabalho; das máquinas, dos pontos de armazenamento e do trabalho manual ou intelectual dentro de cada departamento ou seção; dos meios de suprimentos e acesso às áreas de armazenamento e de serviços, tudo relacionado dentro do fluxo do trabalho”.
Um Layout eficaz proporciona maior produtividade, maior segurança e melhores condições de trabalho. É uma arma poderosa na simplificação do trabalho.
Simplifique, e os produtos fluirão como água, dizem os japoneses.
30 min
Passo 1 / Aula Teórica
Os tipos de layout, método de trabalho e organização da produção e montagem, serão os objetivos dessa aula.
Primeira Aula

84 Tecnologia de Montagem Mecânica
Layout por processo ou funcional As máquinas são agrupadas numa mesma área para realizar operações semelhantes.
O material se desloca para buscar os diferentes passos do processo.
Exemplos: fábricas de sapatos, área de tornos em indústrias, setores semelhantes em supermercados (laticínios, enlatados).
A quantidade produzida é de média para baixa comparada ao Layout em linha, e os tipos de produtos variam muito.
Há pouca movimentação do material e as máquinas executam operações diferentes, ajustadas ao tipo e quantidade do produto.
Por ser um Layout flexível, o ambiente de trabalho não é monótono e proporciona uma melhor satisfação para os operadores.
Fig. 2 – Layout por processo ou funcional.
Para produtos diferentes que passam por processos semelhantes, podemos combinar o arranjo por produto e por processo, com o objetivo de se obter um melhor fluxo de produção. Portanto, são utilizadas as vantagens dos dois tipos de Layout.

Tec de Montagem Mecânica 85
Fig. 3 – Layout combinados
Layout posicional ou por posição fixa O material permanece fixo, enquanto máquinas e operadores se movimentam ao redor dele.
Exemplos: construção de navios, aviões e de grandes máquinas, construção civil, uma cirurgia num hospital, o serviço de restaurante com garçom (à francesa).
É utilizado normalmente, para um produto único.
Montagem em série e em células Uma montagem é chamada em células quando pode ser produzida uma família de produtos, ou seja, produtos semelhantes, num mesmo espaço físico (célula). Máquinas diferentes fabricam o produto inteiro ou partes de um produto.
O material se desloca dentro da célula para ser processado.
Exemplo: produção de móveis sob encomenda.
Na célula, o trabalho é realizado por um grupo de operários que “jogam num mesmo time”. Com isso, a qualidade, a produtividade e a motivação aumentam.
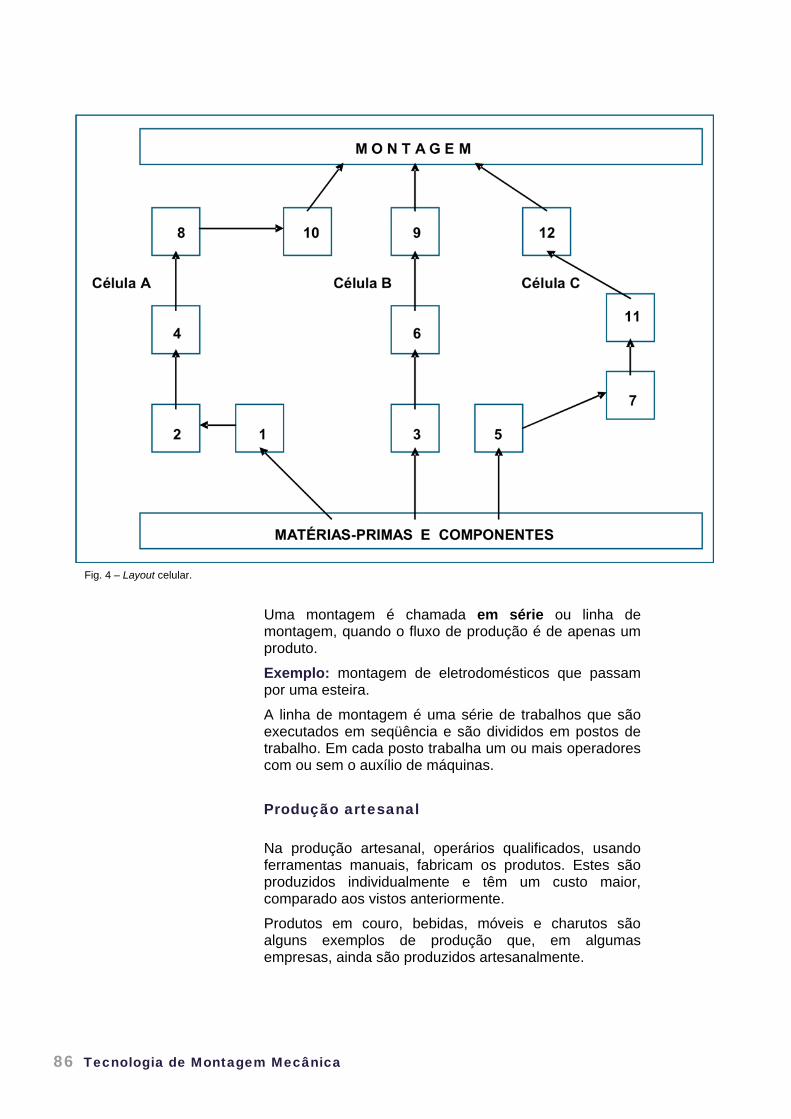
86 Tecnologia de Montagem Mecânica
Fig. 4 – Layout celular.
Uma montagem é chamada em série ou linha de montagem, quando o fluxo de produção é de apenas um produto.
Exemplo: montagem de eletrodomésticos que passam por uma esteira.
A linha de montagem é uma série de trabalhos que são executados em seqüência e são divididos em postos de trabalho. Em cada posto trabalha um ou mais operadores com ou sem o auxílio de máquinas.
Produção artesanal Na produção artesanal, operários qualificados, usando ferramentas manuais, fabricam os produtos. Estes são produzidos individualmente e têm um custo maior, comparado aos vistos anteriormente.
Produtos em couro, bebidas, móveis e charutos são alguns exemplos de produção que, em algumas empresas, ainda são produzidos artesanalmente.
Tec de Montagem Mecânica 87
Estimule a participação dos jovens, solicitando um exemplo real de:
Layout por produto Caso os jovens não tenham um exemplo, cite a montagem de um prato num restaurante self-service.
Layout por processo Caso os jovens não tenham um exemplo, cite uma compra de produtos de limpeza em um supermercado: o carrinho anda e vai sendo abastecido com os diversos produtos que estão numa mesma região.
Layout celular Caso os alunos não tenham um exemplo, cite o processo de produção de móveis sob encomenda que possuem características semelhantes, entretanto, suas formas diferenciam de acordo com os pedidos.
Nessa aula os jovens conhecerão o princípio da economia de movimento, fluxo progressivo, flexibilidade e integração na análise de Layout
Segunda Aula
Educador, escolha voluntários para anotar no quadro branco cada passo dos processos, e estimule a participação dos demais.
20 min
Passo 2 / Atividade sugerida

88 Tecnologia de Montagem Mecânica
Princípio da economia de movimento O trabalho e o local de trabalho devem se adequar ao homem, e não o contrário.
Um Layout eficaz encurta as distâncias entre operários e ferramentas, aumentando a produtividade e reduzindo a fadiga.
Deve existir um lugar definido para todas as ferramentas, os materiais e demais objetos – Ferramentas e materiais devem ser encontrados sempre no mesmo local.
Ferramentas e materiais devem se localizar perto do local de uso – As ferramentas e materiais não devem ficar alinhados; o movimento de um operador é limitado por arcos de círculo.
Deverão ser usados depósitos e alimentadores por gravidade para distribuírem o material mais perto do local de uso – A gravidade faz com que o material escorregue e seja posicionado na frente do operador, sem que ele precise se esticar para pegar uma peça.
A distribuição da peça processada deve ser feita por gravidade sempre que possível – As peças acabadas devem ser dispostas simplesmente largando-as, chegando ao seu destino por gravidade.
Materiais e ferramentas devem ser localizados de forma a permitir a melhor seqüência de movimentos – O material necessário no início de um ciclo deve ser colocado próximo ao ponto em que se dispõe a peça acabada no ciclo anterior.
Devem ser providenciadas condições ambientais adequadas – Luz, ruído, temperatura, umidade.
O assento deve seguir os conceitos ergonômicos.
As condições devem permitir que o operador possa trabalhar sentado e em pé, alternadamente.
Princípio do fluxo progressivo O Layout deve fazer com que o movimento entre uma operação e outra seja contínuo, sem paradas, sem voltas ou cruzamentos, tanto para os operadores quanto para os equipamentos.
50 min
Passo 1 / Aula Teórica

Tec de Montagem Mecânica 89
Para isso, deve-se saber qual é o fluxo do processo dos produtos, isto é, todos os dados de operação: material, tempo por operação, equipamentos e ferramentas necessários para cada componente fabricado. Registrar no papel, passo a passo, todo o processo.
Isso não é tão simples. Envolve fórmulas matemáticas e até programas de computadores.
Princípio da flexibilidade Um Layout deve ser flexível (menos rígido) para atender a mudanças de produto, de mercado, do volume de produção e dos equipamentos e processos.
Princípio da integração A integração entre os diversos setores deve ter a preferência.
Deve-se posicionar os postos de trabalho, de modo que aqueles que apresentem maiores relações entre si fiquem o mais próximo possível uns dos outros.
Tempos e movimentos A medição dos tempos tem como objetivo conhecer o tempo necessário para a realização de um trabalho.
O tempo de execução de uma tarefa pode ser medido pessoalmente com o auxílio de um cronômetro, ou através da análise de uma filmagem da execução dessa tarefa.
50 min
Passo 1 / Aula Teórica
Nessa aula será apresentado o Método de trabalho em manufatura baseado em: tempos e movimentos (máquinas x ferramentas x operador) e balanço de linha (número de postos de trabalho, lead-time).
Terceira Aula

90 Tecnologia de Montagem Mecânica
• Tempo medido, TM, é a média dos tempos cronometrados para a execução de uma tarefa.
• Tolerância, T, é um valor estimado pela empresa para cada operação.
• Fator de avaliação, FA, corrige o tempo medido; tem como base o porcentual 100 e depende de uma avaliação de cada operador.
• Tempo normal TN = TM . FA
• Tempo padrão TP = TN + T Exemplo Para um tempo médio de cinco segundos, uma tolerância de um segundo e um fator de avaliação de 95%, calcular o tempo padrão.
• TM = 5s
• T = 1s
• FA = 0,95
• TN = 5 . 0,95 = 4,75
• TP = 4,75 + 1 = 5,75s
Balanço de linha Para balancearmos uma linha de montagem, necessitamos determinar o tempo de ciclo TC, que é o intervalo de tempo de produção entre duas peças consecutivas.
Exemplo São produzidas 100 peças em duas horas de trabalho.
TC = tempo total de produção / quantidade de peças produzidas nesse intervalo de tempo
TC = 2 x 60 minutos / 100 = 1,2 min / peça
Portanto, a cada 1,2 minutos, a linha produz uma peça.
Tendo-se o tempo de ciclo TC, podemos calcular o número mínimo teórico N de operadores necessários para essa produção:
• N = tempo total para se produzir uma peça (lead-time) / tempo de ciclo.
• Se, no exemplo, o lead-time for de 12 minutos, teremos.
• N = 12 / 1,2 = 10 operadores.
Tec de Montagem Mecânica 91
Em seguida, devemos calcular o número real de operadores NR, e verificar se o número teórico será suficiente para o que a produção necessita. Esse valor é determinado simulando-se uma distribuição de operadores em seus postos de trabalho, de maneira que em cada posto tenha o menor número possível de operadores.
Esse trabalho chama-se balanço de linha e requer experiência e sensibilidade para não sobrecarregar alguns operadores e deixar outros ociosos.
No caso de uma montagem em células, tal problema não ocorreria, pois os operadores mais livres ajudariam os sobrecarregados, havendo uma distribuição mais homogênea das tarefas.
Condições ambientais Foi denominada Ambiência, o conjunto coordenado e atuante de fatores físicos, humanos e políticos que atuam de modo negativo ou positivo no rendimento do trabalho do homem. A iluminação, sonorização, umidade relativa e temperatura fazem parte desse conjunto.
Com relação à iluminação, foram fixados índices em função da natureza dos trabalhos.
O uso correto desses índices de iluminação para cada tipo de tarefa aumenta a eficiência operacional, diminui a fadiga ocular, evita doenças visuais e diminui os acidentes no trabalho.
A iluminação varia para cada tipo de trabalho realizado, mas seja qual for ele, é recomendado um mínimo de 300 lux para iluminação mínima em escritórios, 400 a 600 lux para trabalhos normais e 1000 até 2000 lux para trabalhos de precisão.
30 min
Passo 1 / Aula Teórica
Essa aula tratará das condições ambientais e ergonômicas, bem como a documentação de processo e controle.
Quarta Aula

92 Tecnologia de Montagem Mecânica
Para iluminação acima de 2000 lux, não haverá nenhum tipo de melhora, podendo até haver fadiga visual para o trabalhador.
O aparelho que mede o iluminamento é o Luxímetro.
Um fator que tem íntima relação com o iluminamento é a escolha das cores das paredes, do teto e do chão.
O estudo das cores utilizadas num ambiente de trabalho resultará num melhor aproveitamento da reflexão da luz e, em conseqüência, um eficiente poder de iluminação.
Com relação à temperatura, sabemos que dois corpos próximos, com temperaturas diferentes, buscam o equilíbrio térmico, isto é, o corpo mais quente transfere calor para o corpo mais frio.
O mesmo ocorre com o homem e o seu ambiente de trabalho.
Quando o equilíbrio homem-ambiente se faz sem esforço fisiológico, a sensação é de conforto físico; caso contrário, haverá uma descompensação de energia, causando-lhe desconforto.
Exposições a temperaturas extremas são os casos em que a pessoa se expõe a temperaturas muito altas ou muito baixas.
Quando a temperatura do corpo cai, ocorre a prostração térmica. Isso pode ocorrer, por exemplo, em trabalhos em frigoríficos.
Quando a temperatura do corpo sobe, ocorre a intermação. Isso pode ocorrer, por exemplo, em trabalhos próximos a fontes quentes de calor (fornos).
Tanto o homem quanto a máquina têm uma temperatura ideal para funcionamento.
A temperatura ideal para um bom ambiente de trabalho está entre 20ºC e 24ºC e a umidade relativa do ar entre 40% a 60%.
Esses valores de temperatura e umidade relativa são obtidos através de aparelhos de ar-condicionado. Quando não forem possíveis tais aparelhos, é utilizada a ventilação artificial.
Condições ergonômicas A atropometria, que é a técnica de medição do corpo humano e suas partes, define as medidas para as áreas de trabalho.
Com relação aos assentos, deve-se ter medidas adequadas ao usuário: a largura deve ter a largura do
Lux Um lux é o iluminamento fornecido por uma vela colocada a um metro de uma superfície.

Tec de Montagem Mecânica 93
tórax da pessoa, deve ser reto, com braços, deve ser ajustável e com apoio para os pés; o encosto deve permitir uma postura de relaxamento com apoio flexível para as costas.
A cadeira deve ter rodízios para facilitar o deslocamento.
Os computadores devem ter teclados ergonômicos e ajustáveis, e os monitores devem possuir tela anti-reflexiva e ser inclináveis.
As impressoras geram ruídos e, quando utilizadas continuamente, necessitam de isolação acústica.
Documentação de processo e controle Numa indústria, processo é o percurso realizado por um material desde a sua entrada até a saída.
Operação é cada trabalho realizado num material por operadores ou máquinas.
Portanto, um processo é composto por diferentes operações.
Cada passo do processo deve ser documentado através de um fluxograma.
É exatamente como uma receita de bolo: cada operação é especificada de maneira clara.
Quando precisamos alterar ou encontrar possíveis falhas num processo, vamos direto ao ponto.
Isso nos dá um controle total sobre o processo.
Para fixação dos conceitos, utilize um exemplo real apresentando aos jovens a seguinte situação:
• “Tenho uma festa de casamento.”
• Preciso “colocar no papel” tudo o que deverá ser feito no dia para estar preparado.
• É necessário separar a roupa. Quanto tempo isso vai levar?
• É preciso engraxar os sapatos. Tomar banho, fazer a barba, pentear meus cabelos ou ir a um cabeleireiro. É necessário fazer as unhas?
20 min
Passo 2 / Atividade sugerida

94 Tecnologia de Montagem Mecânica
Peça aos jovens que escrevam no papel todo o fluxo para se prepararem para a festa, e que anotem os tempos de cada item.
Depois abra uma discussão sobre o que cada um escreveu para compararem com seus colegas.
Qual é o tempo total?
A que horas devo iniciar a preparação?
O que pode me fazer atrasar?
Dividir a turma em três grupos e selecionar três produtos com antecedência de uma semana. Não esqueça de avisar os jovens que o trabalho será exposto na próxima aula.
Para dois postos de trabalho escolhidos da fábrica, elaborar painel (análise) relacionando tipo de produção/produto x características do Layout x componentes do método de trabalho.
Nessa aula os grupos apresentarão ao grande grupo o painel confeccionado na aula anterior.
Sexta Aula
Educador, o painel pode ser montado em papel pardo, ou no verso de folhas de rascunho unidas por fita adesiva. A utilização de pincel atômico possibilitará melhor visualização.
50 min
Passo 1 / Planejamento e Organização de painel
Nessa aula os jovens organizarão um painel gráfico sobre produção/produto x características do Layout x componentes do método de trabalho.
Quinta Aula

Tec de Montagem Mecânica 95
Atividades
• Combinar, previamente, a ordem e o tempo de apresentação dos grupos;
• Cada jovem será responsável por uma parte da apresentação.
• Suscitar a discussão entre os grupos.
Ao final das apresentações, fazer uma avaliação oral com os jovens sobre os trabalhos apresentados.
O educador poderá salientar os seguintes itens:
• Postura durante a apresentação;
• Cuidado e dedicação com o trabalho;
• Vocabulário utilizado na apresentação, estimulando-os a se expressarem de forma adequada, evitando gírias;
• Aplicação do conhecimento adquirido.
Faça um comentário geral sobre a apresentação dos alunos, corrija suas posturas e complemente o que foi exposto caso os alunos esqueceram de explorar algum item.
Nessa aula será realizada avaliação teórica referente ao capítulo 2.
Sétima Aula
10 min
Passo 2 / Avaliação
40 min
Passo 1 / Apresentação do painel

96 Tecnologia de Montagem Mecânica

Tec de Montagem Mecânica 97
PROJETO ESCOLA FORMARE
CURSO: .........................................................................................................................
ÁREA DO CONHECIMENTO: Tecnologia de Montagem Mecânica
Nome .............................................................................................Data:....../....../ ......
Avaliação Teórica 1 Descreva detalhadamente, os 4 tipos de Layouts básicos:
2 Escreva com suas palavras o que você entende ser organização:
3 O que são princípios de economia de movimentos?

98 Tecnologia de Montagem Mecânica

Tec de Montagem Mecânica 99
Serão apresentados conceitos de planejamento e controle da produção, relacionando-os com aplicações práticas no planejamento e simulação: produção-montagem de produto.
Conhecer e classificar indústrias de acordo com setores e atividades.
Conhecer como funciona uma linha de produção.
Conhecer equipamentos e rotinas de segurança e estar consciente da sua importância.
Demonstrar postura segura em um ambiente de produção.
Aplicar conceitos de ética profissional nos trabalhos realizados.
Objetivos
4 Simulação: produção-montagem de produto genérico

100 Tecnologia de Montagem Mecânica

Tec de Montagem Mecânica 101
PCP – Planejamento e controle da produção
Um dos fatores de sucesso e eficiência de uma organização está relacionado ao seu sistema produtivo. O sistema produtivo é considerado o coração das organizações, que procuram cada vez mais aperfeiçoar seus sistemas de administração da produção.
O planejamento e o controle da produção estão entre os principais fatores que influenciam a produtividade industrial. As empresas devem adaptar-se às condições de mercado, que mudam constantemente, afetando o tempo disponível para a tomada de decisões.
Poucas áreas dentro da administração empresarial mudaram tanto como a administração da produção nos últimos tempos. Dificilmente dois sistemas de planejamento e controle da produção são iguais. Os principais fatores responsáveis por essa diferenciação são: o tipo de indústria, o tamanho da empresa e as diferenças entre estruturas administrativas.
A revalorização da produção, que tem acontecido nos últimos anos, se deve a três razões básicas:
• A crescente pressão por competitividade que o mercado mundial tem demandado das empresas.
• O potencial competitivo que representa o recente desenvolvimento de novas tecnologias de processo e de gestão de manufatura.
• O desenvolvimento de um melhor entendimento do papel estratégico que a produção pode e deve ter na busca dos objetivos globais da organização.
50 min
Passo 1 / Aula Teórica
Nessa aula será apresentado o que é e qual é a importância do planejamento e controle de produção.
Primeira Aula

102 Tecnologia de Montagem Mecânica
Administração sistêmica
A visão sistêmica da administração considera a organização como um sistema unificado, formado por partes relacionadas entre si e voltado para um determinado fim. Dessa forma, o administrador considera a organização como um todo e fazendo parte de um sistema maior, considerando-a como parte do meio exterior e associando-a à base econômica de uma nação.
A grande vantagem da abordagem sistêmica é que ela ultrapassa os limites de departamentos funcionais bem como ressalta a importância do trabalho como um todo.
Diagramas de fluxo de processo
Para facilitar a definição das fases de um processo são usados os diagramas de fluxo de processo. Tais diagramas possibilitam documentar o fluxo e as diversas atividades, empregando símbolos diferentes para as diversas atividades e permitem detalhar e avaliar melhor o projeto dos processos.
Os diagramas de fluxo simples são utilizados para identificar os principais elementos de um processo.
Fig. 1 Os diagramas com “saídas” de condições são importantes para indicar tomadas de decisões:

Tec de Montagem Mecânica 103
Sistemas de administração da produção
A administração da produção é a atividade que gerencia e organiza de forma eficiente os recursos físicos, humanos, materiais e o capital, mantendo tais recursos fluindo dentro do sistema produtivo e garantindo a obtenção dos objetivos da empresa.
Dessa forma, poderemos considerar o sistema de admi-nistração da produção como uma forma de disponibilizar as informações para a tomada de decisão gerencial, propiciando uma administração eficaz no que se refere a:
• Fluxo de materiais.
• Utilização de mão-de-obra e equipamentos.
• Coordenação das atividades internas com as atividades de fornecedores e distribuidores.
• Comunicação com os clientes buscando relacionar suas necessidades operacionais.
Fig. 2

104 Tecnologia de Montagem Mecânica
O planejamento, organização, direção e acompanha-mento da produção são importantes não só para a orga-nização, mas também, para o indivíduo e para a sociedade como um todo, uma vez que a eficácia desse sistema depende do projeto dos subsistemas componentes e das tarefas desempenhadas pelo trabalhador alocado ao sistema.
Por ser considerado como elemento estratégico dentro de uma organização, o sistema produtivo deve ser projetado de forma compatível com as estratégias da organização.
O PCP, como um elemento central na estrutura adminis-trativa de um sistema de manufatura, é um elemento decisivo para a integração da manufatura e na estratégia das empresas, possibilitando enfrentar as crescentes exigências dos consumidores por melhor qualidade, maior variação de modelos e entregas mais confiáveis.
Independentemente do sistema de manufatura e estrutura administrativa, um conjunto básico de atividades de PCP deve ser realizado. Essas atividades são necessárias para a consecução dos objetivos do PCP, mas não necessariamente deverão estar todas sendo executadas numa área específica. Isso dependerá da configuração organizacional adotada pelo sistema de manufatura.
As atividades devem ter uma hierarquia, isto é, devem ser executadas segundo uma ordem. Os três níveis hierárquicos para o PCP são : • Nível Estratégico (longo prazo)
• Nível Tático (médio prazo).
• Nível Operacional (curto prazo)
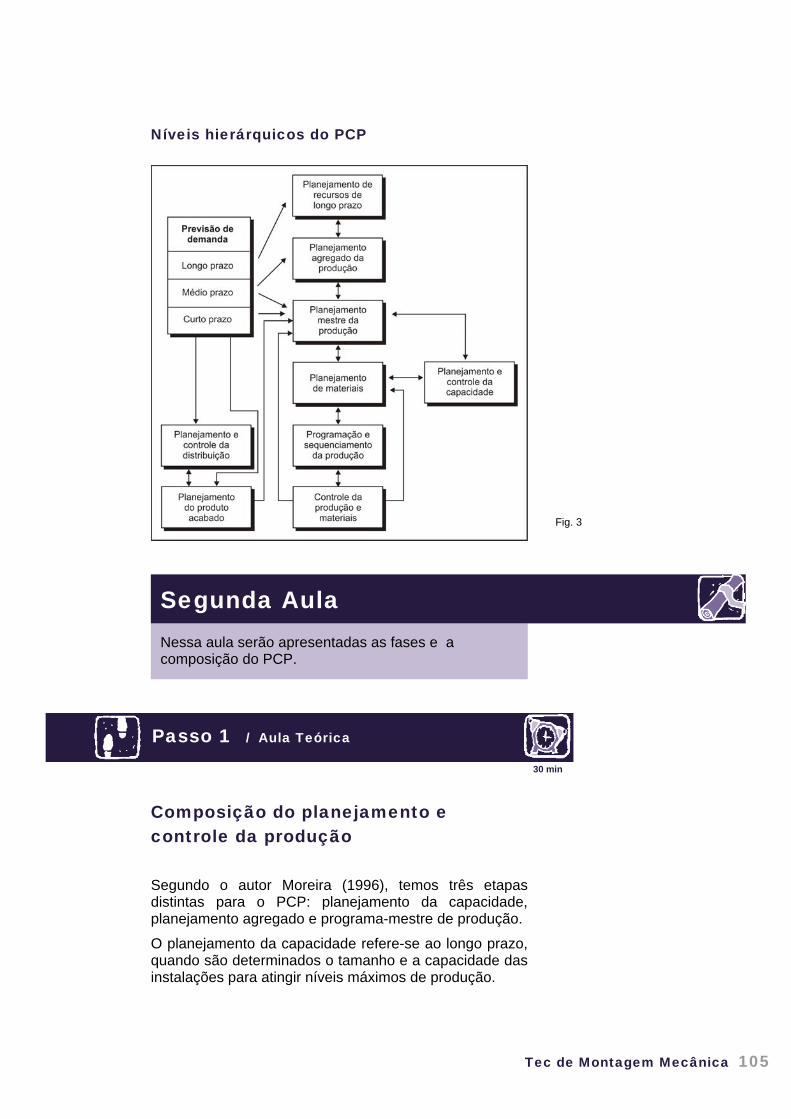
Tec de Montagem Mecânica 105
Níveis hierárquicos do PCP
Composição do planejamento e controle da produção
Segundo o autor Moreira (1996), temos três etapas distintas para o PCP: planejamento da capacidade, planejamento agregado e programa-mestre de produção.
O planejamento da capacidade refere-se ao longo prazo, quando são determinados o tamanho e a capacidade das instalações para atingir níveis máximos de produção.
30 min
Passo 1 / Aula Teórica
Nessa aula serão apresentadas as fases e a composição do PCP.
Segunda Aula
Fig. 3
106 Tecnologia de Montagem Mecânica
O planejamento agregado atua no médio prazo e procura conciliar a restrição da capacidade com a previsão de demanda. Nesse momento, são determinadas as quantidades a fabricar, porém de maneira agregada, sem grandes especificações.
Finalmente, no programa-mestre de produção é que são estabelecidas as datas de entrega, o seqüenciamento da produção, a especificação exata do produto e liberada a produção.
O autor Buffa (1972) atenta para a necessidade do PCP ser um planejamento integrado, isso inclui as preocupações desde a previsão de vendas, passando pela determinação da capacidade das instalações até chegar ao feedback proporcionado pelo controle. Nesse conceito de planejamento integrado, o autor inclui a programação, que é a expansão do planejamento, porém referente a prazos curtos.
Entende-se, daí, que o alcance das atividades de PCP é amplo e são diferentes a longo, médio e curto prazos. Todavia, ao utilizar-se do planejamento integrado, todas as atividades terão o mesmo rumo, definido para alcançar os objetivos já anteriormente propostos.
Slack et all (1997) expõe a necessidade de equilíbrio entre planejamento e controle da produção ao longo do tempo, caracterizando as atividades de longo prazo como planos relativos ao que a empresa pretende fazer, os recursos necessários e quais objetivos atingir.
Nesse nível a ênfase está mais no planejamento do que no controle, porque existe pouco a ser controlado.
Em médio prazo, o PCP preocupa-se em planejar com mais detalhes. De posse da informação das quantidades a fabricar do planejamento de longo prazo, é realizada a transposição desse nível em linhas de produtos e na conseqüente necessidade de materiais e recursos de produção para as mesmas. Salienta-se, aqui, que esses números ainda são considerados de forma agregada.
A desagregação dos planos é efetuada no planejamento de curto prazo. “Nesse estágio, a demanda será avaliada de forma totalmente desagregada” (Slack et all, 1997, p. 322).
Com a desagregação da demanda, devem ser definidos detalhadamente quais produtos manufaturar, a seqüência de suas operações e o momento exato da entrega. Esse nível de planejamento torna difíceis as mudanças de grande escala nos recursos, permitindo, apenas, mudanças no mix de produtos (Tubino, 1999).
Machline et all (1984), abordando sobre a disposição do PCP no tempo, afirma que o PCP deve responder às

Tec de Montagem Mecânica 107
seguintes questões acomodadas ao longo do tempo: o que fazer, quanto fazer, como fazer, onde fazer, quem deve fazer e quando fazer.
Os autores descrevem ainda as fases do PCP na seguinte seqüência: • Na 1ª fase determinam-se os tipos e quantidades dos
produtos a serem fabricados, isto é, decide-se o que e quanto será produzido.
• A 2ª fase é denominada roteiro. É nesse momento que se determina como será fabricado o produto, isso quer dizer que é definido por quais operações o produto passará e também a seqüência das mesmas, respondendo onde fazer e por quem deve ser feito;
• O aprazamento é a fase seguinte. Ele “lida com as datas e os tempos de duração das operações nos diferentes postos de trabalho” (p.261). Essa fase é resultado da combinação das informações das primeiras fases, quais sejam: o que, quanto e como fazer. O aprazamento responde à questão “quando fazer”..
• Após todos esses procedimentos é a ocasião de serem feitas as liberações das ordens de produção. Isso significa que a produção deve ser iniciada seguindo as determinações das fases anteriores.
• A última fase é o controle, que deve acompanhar a produção em todas as suas etapas, para que o planejado seja executado e, se necessário, realizar alguns ajustes e modificações. Essa fase pressupõe a realização do feedback, isto é, comparar e analisar o realizado com o planejado para futuros refinamentos e evoluções na capacidade produtiva.
Observa-se que o PCP é por vezes denominado planejamento e controle da produção, outras vezes programação e controle da produção e ainda planejamento, programação e controle da produção. Erdmann (1998) cita que, apesar de serem originalmente semelhantes, planejamento e programação podem assumir funções distintas: “A primeira poderá estar ligada a projeções gerais e de longo prazo, enquanto a segunda refere-se ao dia-a-dia ou horizontes mais restritos” (p.35). Já o controle é um órgão verificador e corretor dos rumos da produção.
Seguindo essa definição, o autor afirma que de maneira geral e ampla essas funções podem ser divididas da seguinte forma:

108 Tecnologia de Montagem Mecânica
• O que, como e quanto diz respeito a questões relativas a horizontes longos e, portanto, fazem parte do planejamento.
• Onde, por quem, quando, com que materiais e, além disso, o que/quanto (no curto prazo) requerem respostas mais imediatistas e são de competência da programação ou do controle se se entender essa função integrante dessa.
• Ao controle, no sentido restrito do termo, compete a verificação de todas as atividades e etapas, comparando o que foi realizado com o que foi projetado, adotando as medidas necessárias a que os rumos sejam mantidos” (p.35).
Seguem-se, então, de acordo com o mesmo autor, as perguntas que competem ao planejamento responder: a O que produzir?
Essa pergunta é, muitas vezes, definida na realização do planejamento estratégico, e, a partir de então, são determinados todos os outros critérios. Contudo, várias áreas podem influenciar nessa definição, cada uma de acordo com a sua competência. Na busca de soluções ao que produzir, é necessário o conhecimento do projeto do produto, pois este tem todos os dados referentes ao produto e suas especificações, proporcionando a capacidade de análise sobre a viabilidade do mesmo.
b Como produzir?
A determinação de como será feito o produto é realizada pela descrição do processo, ou seja, por quais operações o produto passará e a seqüência destas. Devem ser planejados os postos de trabalho e estudadas as possibilidades de alternativas na seqüência de produção, objetivando maior flexibilidade no processo (Machline et all,1984).
c Quanto produzir?
Essa questão está vinculada à previsão de demanda. É com base na combinação da previsão de demanda, com os meios de influenciar a decisão de compra e com a capacidade das instalações que ela será respondida. Erdmann (1998) salienta que outro fator influenciador na determinação das quantidades a produzir seria uma restrição imposta pela administração da empresa por razões estratégicas. De posse dessas informações e com as datas de

Tec de Montagem Mecânica 109
entrega se aproximando surgem novas necessidades relativas à programação da produção. As questões já contempladas no planejamento aparecem novamente, porém, a ocasião exige respostas a curto prazo.
d Quanto, onde e por quem, qual a necessidade de
materiais?
Utilizando os dados do planejamento, a programação determina a quantidade de produtos a serem fabricados com todas as especificações do produto definidas, onde ocorrerá a fabricação, que pessoas a realizarão e quais os materiais necessários para a produção. Salienta-se, aqui, a necessidade de informações referentes a estoques para a não-ocorrência de prejuízos à produção, tanto relativo à falta de materiais quanto pelo excesso.
e Quando e em que ordem?
A data de entrega acordada é o que definirá essas questões. Existe a possibilidade de se optar por começar o trabalho o mais cedo possível, o mais tarde ou em um período intermediário. A empresa é quem define que opção seguir; porém, a data de entrega acordada deve ser cumprida, porque, provavelmente, é com base nela que o cliente estabelece o seu planejamento. A ordem em que serão manufaturados os produtos também sofre influência direta da data de entrega, pois se o tempo permite a utilização dos recursos na fabricação de produtos já iniciados ou similares ao último que foi produzido, os custos referentes ao setup (custo de preparação de máquinas) serão reduzidos.
A dinamicidade do PCP faz com que essas perguntas exijam respostas, tanto na função planejamento quanto na função programação. Além disso, verifica-se que algumas se complementam estando intimamente interligadas. Essa característica ilustra a necessidade de integração em todas as instâncias do planejamento e a veracidade de todas as informações requeridas.
Baseado na resposta àquelas perguntas, Erdmann (1998, p.38 e 39) estruturou as funções do planejamento, programação e controle da produção. É válido lembrar que o planejamento refere-se a prazos mais longos, preocupando-se com o projeto do produto, o projeto do processo e a definição global de quantidades.

110 Tecnologia de Montagem Mecânica
Administração de materiais
Henry Fayol dizia que administrar é prever, organizar, comandar, coordenar e controlar. Entendemos também que a administração compreende três campos básicos: pessoal, material e financeiro.
Do acima exposto depreende-se que a administração de material é a ramificação da Administração Geral, constituindo-se um importante fator no seu conjunto.
Dentro de uma conceituação moderna, administração de material é uma atividade que abrange a execução e a gestão de todas as tarefas de suprimento, transporte e manutenção do material de uma organização.
A administração do material corresponde, portanto, no seu todo, ao planejamento, organização, direção, coordenação e controle de todas as tarefas necessárias à definição de qualidade, aquisição, guarda, controle e aplicação dos materiais destinados às atividades operacionais de uma organização, seja de natureza militar, industrial, comercial ou de serviços.
A administração do material tem por objetivo:
• Preços baixos.
• Alto giro de estoques.
• Baixo custo de aquisição e posses. .
• Continuidade de suprimento.
• Consistência de qualidade.
• Pouca despesa com pessoal.
• Relações favoráveis com os fornecedores.
• Aperfeiçoamento do pessoal.
50 min
Passo 1 / Aula teórica
O objetivo dessa aula é fazer o jovem conhecer a importância da administração de materiais no processo produtivo.
Terceira Aula
Tec de Montagem Mecânica 111
• Bons registros. A administração de material é a parte da administração geral que trata da área específica dos materiais. Nas empresas é uma atividade integrada da Logística Empresarial, que abrange a execução e gestão de todas as tarefas de suprimento, transporte e manutenção.
Os materiais podem ser classificados conforme a necessidade e cultura de cada empresa. Assim existem classificações segundo diversos critérios.
Quanto à utilização podem se classificar em: equipamentos, material de consumo, matérias-primas e insumos.
Quanto ao valor econômico (não é necessariamente o preço), os materiais podem ser classificados segundo diversos aspectos, tais como facilidade de obtenção, produção nacional ou estrangeira, possibilidade de substitutivos, multiplicidade de emprego, etc.
Quanto ao valor estratégico, pode ser classificada diferentemente se sua utilização está ligada à segurança nacional, se sua existência está ligada à escassez ou à abundância dos vegetais ou de jazidas minerais.
A política de material de cada empresa varia conforme estão classificados os seus materiais e conforme seu ramo de atividade. Contudo, algumas técnicas básicas são comuns e serão tratadas no decorrer desta publicação, naquilo que se aplica à atividade de suprimento.
Assim, uma técnica básica da política de materiais é a padronização dos materiais em uso na organização. Essa padronização se dá pela aplicação de especificações técnicas e pela existência de um programa de classificação e de catalogação de materiais.
Outra política básica é o acompanhamento do ciclo dos materiais. Este programa visa preparar e projetar a introdução dos materiais na organização. Com isso, evita-se dispêndio excessivo de recursos, paralisação da empresa pela falta do referido material, além da eliminação de estoques mortos e sucatas excessivas ao fim da vida útil do material.
Deve-se ter especial atenção ao processo de procura e de obtenção dos materiais. Atualmente, com a tendência de globalização da economia, as fontes fornecedoras multiplicaram-se em número, fazendo com que as equipes encarregadas dessas atividades tenham uma crescente complexidade no seu trabalho.
O transporte faz parte das preocupações básicas do administrador de materiais. Seja ele interno ou externo,
112 Tecnologia de Montagem Mecânica
um baixo desempenho na sua execução pode comprometer a atividade-fim da organização. Deve-se estar sempre atento às modernas técnicas e equipamentos de transporte, além da evolução das relações comerciais com aquelas empresas prestadoras de serviço nessa área, que podem vir a ser empregadas como uma importante maneira de economia de tempo e de recursos.
A armazenagem de materiais também é uma preocu-pação constante do administrador. A armazenagem, embora não se aperceba disso facilmente, tem um custo (posse e conservação da área, conservação dos próprios materiais, custo de pessoal, etc), além do próprio custo do estoque imobilizado. Assim, pela padronização e pelo planejamento, deve-se procurar reduzir a quantidade de material armazenado e aumentar a velocidade com que ele entra e sai dos locais de armazenagem. Deve-se também estar atento às modernas técnicas e equipamentos de armazenagem e de embalagem, para aumento da eficiência e da redução de custos.
A administração de estoques é também uma tarefa da qual o administrador de materiais não se deve descuidar. Sua eficiência leva à redução de materiais armazenados, citada acima, permite uma previsão de consumo e de aquisições, além de permitir todo o planejamento do ciclo de materiais da empresa.
Por fim, pouco adianta a atenção a todas as técnicas da administração de materiais numa empresa, caso ela esteja desorganizada, caso estejam descoordenados seus órgãos internos e caso ela não consiga processar adequadamente seus dados, suas estatísticas e não consiga motivar suficientemente seu pessoal para a realização de um bom trabalho. Assim, destaca-se uma série de providências para que uma organização atinja níveis altos de eficiência na sua atividade: 1 Organização & Métodos – Realiza um estudo sobre
métodos administrativos e de produção na organização, além da adequação da organização aos métodos otimizados e vice-versa. Termos como reengenharia, otimização de processos são versões atuais ou subconjuntos dessa prática.
2 Qualidade – Por qualidade entende-se fundamental-mente o atendimento às necessidades do cliente, seja ele quem for, sejam quais forem suas necessidades (de preço, de prazo, de assistência técnica, etc.). A implantação da qualidade passa pela mudança da mentalidade individual, da cultura coletiva da organização e pela quebra de paradigmas. Só ocorre de cima para baixo, ou seja, com liderança e
Tec de Montagem Mecânica 113
participação efetiva do comando da organização desde os mais altos níveis.
3 Informatização – Trata-se da adoção pela empresa de uma das mais eficientes ferramentas para a gestão e administração modernas. Mas não passa disto, uma ferramenta, que, para ser útil, deve ser empregada segundo suas complexas técnicas, que envolvem o levantamento das necessidades de informação, delimitação das possibilidades versus custo e investimento em pessoal, instalações, programas e equipamentos. Sem investimento balanceado em qualquer um dos itens citados a informatização deixa de ser o paraíso para tornar-se um pesadelo, que vai drenar recursos e energia, sem o retorno esperado e adequado.
Custos São os gastos relativos a bens ou serviço utilizados na produção de outros bens e serviços: são todos os gastos relativos à atividade de produção. Custo de produção – É o custo do que foi produzido no período. Custo de transformação – Representa o esforço da empresa para transformar o material, adquirido do fornecedor, em produto acabado. É a soma da mão-de-obra direta mais os gastos gerais de fabricação (GGF). Custos variáveis (ou diretos) – São os que variam em função de vendas, produção ou serviços prestados. Exemplos: matéria-prima, embalagens, comissões, impostos de vendas, frete sobre as vendas, mão-de-obra (diretamente ligada à produção ou prestação de serviços).
30 min
Passo 1 / Aula Teórica
O objetivo dessa aula é detalhar quais são os custos para se obter um produto ou serviços prestados.
Quarta Aula

114 Tecnologia de Montagem Mecânica
Fig . 4 Custo dos produtos fabricados – Representa a soma dos custos dos produtos fabricados até o momento do encerramento do exercício, ou seja, é o custo da produção do período mais o custo da produção dos períodos anteriores ainda em estoque. Custo dos produtos vendidos – É o custo dos produtos entregues aos clientes no período, ou seja, o custo dos produtos acabados que saíram do depósito. Representa a parcela de custo confrontada com a receita visando à apuração do resultado. Custo fixo – Custos fixos são aqueles cujos valores são os mesmos qualquer que seja o volume e produção da empresa. É o caso, por exemplo, do aluguel da fábrica. Este será cobrado pelo mesmo valor qualquer que seja o nível de produção, inclusive no caso de a fábrica nada produzir.
Fig. 5 Custo indireto – São os custos que dependem de cálculos, rateios ou estimativas para serem apropriados em diferentes produtos, portanto, são os custos que só são apropriados indiretamente aos produtos. O parâmetro utilizado para as estimativas é chamado de base ou critério de rateio.

Tec de Montagem Mecânica 115
Custo padrão – É um custo determinado da forma mais científica possível pela engenharia de produção da empresa, dentro de condições ideais de qualidade dos materiais, de eficiência da mão-de-obra, com o mínimo de desperdício de todos os insumos envolvidos. Custo padrão corrente – Situa-se entre o ideal e o estimado. Ao contrário deste último, para fixar o corrente, a empresa deve proceder a estudos para uma avaliação da eficiência da produção. Por outro lado, ao contrário do ideal, leva em consideração as deficiências que reconhecidamente existem, mas que podem ser sanadas pela empresa, pelo menos a curto e médio prazos. Esse tipo de custo-padrão pode ser considerado o mais adequado para fins de controle. Custo padrão estimado – É aquele determinado simplesmente através de uma projeção, para o futuro, de uma média dos custos observados no passado, sem qualquer preocupação de se avaliar se ocorreram ineficiências na produção. Custo primário – É a soma da matéria-prima mais a mão-de-obra direta. Custo semifixo – Custos semifixos são custos que são fixos numa determinada faixa de produção, mas que variam se há uma mudança nessa faixa. Custo semivariável – Custos semivariáveis são custos que variam com o nível de produção, mas que, entretanto, têm uma parcela fixa que existe mesmo que não haja produção. É o caso, por exemplo, da conta de energia elétrica da fábrica, na qual a concessionária cobra uma taxa mínima mesmo que nada seja gasto no período, embora o valor da conta dependa do número de quilowatts consumidos e, portanto, do volume de produção da empresa. Custo variável – Custos variáveis são aqueles cujos valores se alteram em função do volume de produção da empresa. Exemplo: matéria-prima consumida. Se não houver quantidade produzida, o custo variável será nulo. Os custos variáveis aumentam à medida que a produção aumenta. Ponto de equilíbrio – Significa a quantidade que equilibra a receita total com a soma dos custos e despesas relativos aos produtos vendidos. Margem de contribuição – É o valor ou percentual do preço de venda com que cada produto contribui para a

116 Tecnologia de Montagem Mecânica
absorção das despesas fixas, depois de deduzidos todos os custos e despesas variáveis.
Procure apresentar aos jovens exemplos de preço de venda de produtos presentes no cotidiano deles.
Estoque – Os estoques são um dos itens mais significativos do investimento em ativo circulante de qualquer empresa industrial. Da mesma forma que o contas a receber, existe uma relação direta e de interdependência entre as vendas e os estoques. No entanto, enquanto o contas a receber cresce após a venda, o nível de estoques cresce antes de a venda ocorrer, fato gerador de uma diferença fundamental.
Tipos de estoque 1 Matéria-Prima – Qualquer tipo de indústria tem
algum tipo de matéria-prima em seu estoque. O nível de cada tipo vai depender da análise de vários fatores.
2 Produto em fabricação – Compreende o estoque de
todos os itens que estão sendo utilizados no processo produtivo. Existe uma relação direta entre a duração do ciclo de produção e o nível médio de estoque de produção em elaboração, isto é, quanto maior for o ciclo de produção, maior será o nível de estoque de produtos em fabricação.
3 Produtos acabados – O estoque de produtos
acabados compreende os produtos já terminados, mas ainda não vendidos. Como na maioria das empresas industriais, a produção ocorre antes da venda, o nível de produtos acabados é determinado pelas projeções de vendas, pela capacidade de produção e pelo nível de investimentos requeridos em produtos acabados.
O objetivo dessa aula é verificar o entendimento dos jovens sobre custos de venda e de produção, apresentando alguns exemplos.
Quinta Aula
Tec de Montagem Mecânica 117
Definição de preço de venda Estabelecer o preço de venda de produtos ou serviços consiste em tarefa complexa, uma vez que, para sua elaboração, é necessário considerar vários fatores tais como: características; demanda (fator cliente); existência ou não de concorrentes; e principalmente o custo de produção.
O custo de produção é uma variável que desempenha um papel imprescindível, pois salvo do ponto de vista estratégico, não se espera vender o produto abaixo do custo.
Outra variável que deve ser considerada importante ao se decidir o preço de produtos ou serviços é a competitividade. Trata-se de um grande desafio dos gestores, por isso, antes de formar preço e definir suas políticas de vendas, as empresas devem fazer um diagnóstico, o mais completo possível, acerca do mercado que atuam, do ambiente externo que está inserida, da concorrência, além de seus próprios pontos fortes e fracos existentes em sua estrutura patrimonial. Busca-se, portanto, abordar o referido tema discutindo o assunto proposto, dando ênfase às variáveis custo-cliente e concorrente.
Para definir o preço de venda de um produto ou serviço, é necessário conhecer, primeiramente, os custos de produção ou os custos dos serviços prestados.
Preço de venda calculado por meio de fórmulas serve apenas como um referencial de comparação com os preços de mercado e, também, para avaliar se a estrutura de custos da empresa é competitiva.
Para definir o preço de venda é necessário conhecer, primeiramente, os custos de produção ou os custos dos serviços prestados.
A produção de um lote de um item em um período consome uma quantidade fixa de recurso (por exemplo, tempo de preparação de máquina) e uma quantidade de recurso proporcional ao tamanho do lote. Os custos envolvidos na produção de um lote de um item em um período são: custo fixo de produção independente do tamanho de um lote, custo variável de produção que é proporcional ao tamanho do lote e custo de estoque.
50 min
Passo 1 / Aula teórica

118 Tecnologia de Montagem Mecânica
Após determinar os custos de produção é preciso considerar a carga tributária, como o ICMS, o PIS e outros. Também não podemos esquecer de considerar as despesas de comercialização, como por exemplo, a comissão dos vendedores. Não devemos esquecer que o preço de venda também precisa cobrir as despesas fixas. Finalmente, deve-se estimar a lucratividade desejada. O empresário deverá comparar o preço de venda calculado com os preços praticados pelo mercado e, caso seja necessário, deverá ajustar seu preço e custo para manter a empresa mais competitiva.
Tipo de despesa
Dados Valores % Total
Faturamento previsto 100% R$ 30.000,00
Despesas fixas ------------ R$ 6.000,00 20% 20%
ICMS ------------ 18%
Imposto simples ------------ 6,3% Despesas variáveis
Comissões ------------ 5%
29,3%
Supervisão R$ 2.000,00 6,66% Custos indiretos Materiais de
consumo R$ 700,00 2,33% 9%
Matérias-primas R$ 6,00 (sem ICMS) ---- Custos diretos
(unitário) Mão-de-obra R$ 4,00 ----
R$ 10,00
Lucro 5% 5%
Tabela 1 – Exemplo de Cálculo do Preço de Venda.
Calculando-se o preço de venda a partir dos custos, poderemos chegar a um preço de venda incompatível com o mercado e, portanto, sem condições de competir com a concorrência. Nesse caso será necessário analisar a situação dos custos e despesas da empresa perante os preços de mercado, calculando a margem de contribuição e o faturamento de equilíbrio. Esses cálculos levam em conta todos os custos de produção e os preços praticados pelos concorrentes, chegando-se na margem de lucro aceitável.

Tec de Montagem Mecânica 119
Solicitar aos jovens que definam os custos de produção e venda de produto simples definido pelo educador.
O produto deve ser conhecido por todos os jovens.
Como exemplo é possível citar a confecção de pipas, que a maioria deles já deve ter confeccionado ou pelo menos sabe o que é e quais os materiais necessários para a confecção.
Disponibilizar aos jovens o preço médio das matérias-primas e mão-de-obra utilizadas.
A partir das noções teóricas apresentadas, realize uma visita ao setor de PCP da empresa para que os jovens identifiquem as fases e a importância desse setor para a produção.
É fundamental explicar o objetivo da visita e que as observações deverão ser registradas em relatório.
Os aspectos a serem observados serão preparados antecipadamente, e o educador deverá orientar os jovens para a formulação de questões que procurarão responder no decorrer da visita.
50 min
Passo 1 / Visita técnica
O objetivo dessa aula é possibilitar que os jovens verifiquem na prática quais as fases, como são feitos os planejamentos da produção e qual sua influência no produto final.
Sétima Aula
50 min
Passo 1 / Aula prática
O objetivo dessa aula é verificar o entendimento dos jovens sobre custos de venda e produção, solicitando que eles definam custos de alguns produtos sugeridos.
Sexta Aula

120 Tecnologia de Montagem Mecânica
É possível que algumas fases do PCP não sejam facilmente identificadas pelos jovens, cabendo ao educador organizar a visita de forma a possibilitar ao jovem a fácil identificação do que foi apresentado nas aulas teóricas.
O acompanhamento do grupo por um especialista de cada setor possibilita respostas mais pertinentes aos questionamentos dos jovens, além de proporcionar maior segurança no ambiente produtivo.
O educador deverá orientar os jovens sobre a forma de apresentação dos relatórios, e que os mesmos serão objetos de avaliação deste capítulo.
Planejamento da produção e levantamento de custos
O educador deverá dividir os jovens em grupos, definindo os diferentes papéis que cada um deverá desempenhar nessa atividade, de acordo com as orientações a seguir:
50 min
Passo 1 / Aula teórica-prática
O objetivo dessa aula é possibilitar que os jovens vivenciem o que é planejar e organizar a produção de um item.
Nona Aula
50 min
Passo 1 / Avaliação
Nessa aula será realizada a avaliação por meio da elaboração de um relatório de visita.
Oitava Aula

Tec de Montagem Mecânica 121
Perfil de cliente – Esse poderá ser desempenhado pelo educador, que deverá encomendar um lote de produtos para cada equipe de planejamento. Para que os objetivos sejam cumpridos será necessário que o cliente solicite produtos com características específicas, que exijam conhecimentos ensinados nas aulas anteriores. Mais adiante serão apresentados maiores detalhes sobre os produtos. Perfil de planejamento – O educador deverá dividir a sala em grupos com números iguais de jovens. Esses grupos serão os responsáveis pelo planejamento da produção de um lote de produtos, encomendados pelo cliente. O educador deverá escolher em cada grupo um aluno que terá de exercer a função de especialista. Perfil de auditoria – Escolher em cada grupo um aluno que terá o papel de verificar se os dados apresentados pelo grupo de planejamento realmente refletem o ocorrido. Deixar claro que esses jovens serão auxiliares do educador, não devendo participar nem interferir no planejamento do grupo. Perfil de especialista – Esses jovens deverão conhecer muito bem as características do produto e qual o melhor processo para produzi-lo. O grupo de planejamento poderá contratar, sempre que necessário, a orientação do especialista. A contratação da assessoria deverá ser feita por minuto e o custo dessa contratação deverá ser incluído na composição de custo do produto. O valor por minuto deverá ser igual para todos os especialistas e deverá ser fixado previamente pelo educador (R$ 5,00 por minuto por exemplo). Quanto mais o grupo de planejamento fizer uso desse serviço maior será o custo do produto, porém maior a possibilidade de obter produtos conformes. Produto – Os produtos deverão ser os mesmos para todas as equipes e serão encomendados levando-se em conta as características técnicas dos mesmos, sem, no entanto, deixar explícito qual produto deverá ser feito. Como exemplo, pode-se solicitar a confecção de um artefato de proteção para os pés, que sejam adequados para longas caminhadas, sem que se diga o interesse em pares de tênis. Dessa forma estaremos estimulando os jovens a transformarem os dados técnicos em produtos que representem soluções aos problemas apresentados, além da oportunidade de produzirem algo inovador.
O lote de produtos que deverá ser encomendado deverá ser estimado pelo educador, dependendo da quantidade de jovens de cada grupo.
122 Tecnologia de Montagem Mecânica
Matéria-prima e equipamentos – Para essa aula o educador deverá fornecer aos grupos tabela de preços das matérias-primas e equipamentos necessários para a confecção dos produtos.
Deverá providenciar também para a fase de execução, as matérias primas e equipamentos em quantidade suficiente, para que os grupos possam produzir o que planejaram, considerando a possibilidade de um percentual de perdas. Mão-de-obra – Todos os grupos deverão receber uma tabela com os valores da mão-de-obra de cada fase da produção, incluindo o planejamento, controle de qualidade e a assessoria do especialista. O número de pessoas envolvidas na produção não deve exceder o número de jovens pertencentes ao grupo, não se esquecendo que o auditor não faz parte do grupo. Tempos previstos – O planejamento deverá ser elaborado pelos grupos em um prazo máximo definido pelo educador. A sugestão é que sejam usados 10 minutos para orientação dos jovens e 40 minutos para elaboração do planejamento. Atividade – Após a orientação, os jovens deverão elaborar o planejamento e a organização da produção dos itens contratados pelo cliente, obedecendo rigorosamente os prazos estipulados. Lembrar aos jovens que se uma empresa não cumprir os prazos de entrega dos produtos terá de arcar com multas previstas em contrato. Cabe ao educador, se julgar pertinente, estabelecer multas para atraso de entrega de atividades. Nesse caso, os valores das multas serão subtraídos do lucro obtido pela empresa.
O planejamento deverá conter: • Quantidade de mão-de-obra a ser utilizada, com
levantamento de custos. • Quantidade de matéria-prima e equipamentos com os
devidos custos.
• Estimativa de tempo e valores de contratação de assessoria, tanto na fase de planejamento como na de produção.
• Diagrama de fluxo do processo.
• Definição do tipo de Layout que será utilizado na produção.
Tec de Montagem Mecânica 123
Simulação de produção e montagem do produto Após a elaboração do planejamento da produção, os grupos deverão organizar a produção segundo o fluxo do processo e o Layout estabelecido por eles. O educador e os auditores deverão acompanhar o processo, observando os seguintes aspectos: • Organização dos postos de trabalho.
• Padronização do produto.
• Método de trabalho e Layout.
• Organização, limpeza e segurança.
• Defeitos e desperdícios.
• Produção durante o tempo estabelecido pelo educador.
• Conformidade dos produtos e atendimento da expectativa do cliente.
Sugestão de produto: Para facilitar a preparação da matéria-prima e equipamentos, deve-se apresentar como sugestão de produto um avião de papel.
A solicitação do cliente deverá ser de um artefato de papel, elaborado em duas partes, utilizando como matéria-prima uma folha de sulfite A4. Ao ser lançado ao ar, o artefato deverá percorrer em linha reta uma distância de pelo menos 10 metros, seguindo a mesma trajetória e altura em que foi lançado.
Como nem todos os modelos de avião de papel conseguem atender a essas especificações, os grupos
100 min
Passo 1 / Atividade prática
O objetivo dessas aulas é possibilitar que os jovens vivenciem a produção de um item, segundo planejamento previamente definido.
Décima e Décima Primeira Aulas

124 Tecnologia de Montagem Mecânica
que desejarem deverão contratar a assessoria dos especialistas. Os especialistas deverão receber previamente o modelo de avião e seu processo de elaboração que atende esses requisitos.
Como fazer o artefato solicitado pelo cliente

Tec de Montagem Mecânica 125

126 Tecnologia de Montagem Mecânica
O educador deverá conscientizar os jovens da impor-tância dessa fase e motivá-los para que apresentem suas percepções sobre a dinâmica aplicada. Cada jovem terá sua própria percepção sobre a dinâmica e a socialização das experiências contribuirá para a produção do relatório da atividade.
O objetivo dessas aulas é possibilitar que os jovens apliquem as experiências e os relatos da simulação anterior em uma nova situação com variáveis diferentes.
Décima Terceira a Décima Sétima Aulas
Educador, a apresentação dos jovens, apesar de importante, não deve acontecer de forma obrigatória. O educador deverá coordenar essa atividade em um clima de informalidade, sem, no entanto, deixar que os jovens saiam do tema proposto.
50 min
Passo 1 / Relato das atividades
O objetivo dessa aula é possibilitar aos jovens a exposição do que observaram com a simulação de montagem.
Décima Segunda Aula
Tec de Montagem Mecânica 127
Planejamento, simulação de produção e montagem do produto Baseado nas experiências vivenciadas e relatos proporcionados pela simulação anterior, os jovens deverão realizar novas produções.
O educador deverá propor um novo lote de produtos com características diferentes do anterior (forma e dimensões do produto, restrições de materiais e ferramentas, valor de compra do produto). A determinação do tamanho do lote de produtos deverá levar em conta a complexidade do produto, tempo, materiais e equipamentos disponíveis para a simulação.
Após a elaboração do planejamento da produção, os grupos deverão organizar a produção segundo o fluxo do processo e o Layout estabelecido por eles. O educador e os auditores deverão acompanhar o processo, como na simulação anterior.
Para essa produção os jovens deverão ser organizados em grupos para o planejamento, organização e montagem dos produtos solicitados.
Trocar os planejamentos entre os grupos é uma boa estratégia para verificar se eles contêm as informações necessárias. A troca permite que um grupo execute o que foi planejado por outro, simulando dessa forma o que ocorre em um ambiente produtivo
Nessa aula será realizada a avaliação por meio da elaboração de um relatório sobre as atividades desenvolvidas.
Décima Oitava Aula
250 min
Passo 1 / Atividade prática

128 Tecnologia de Montagem Mecânica
O educador deverá orientar os jovens sobre a forma de apresentação dos relatórios, e informar que os mesmos serão objetos de avaliação deste capítulo.
250 min
Passo 1 / Elaboração de relatório
Instruções para elaboração do relatório O relatório deve conter: • breve introdução;
• desenvolvimento das atividades;
• conclusão sobre o aprendizado realizado.

Tec de Montagem Mecânica 129
Capítulo 3 1 Existem quatro tipos básicos de Layout para as instalações: processo, produto,
manufatura celular e posição fixa. O Layout de processo e produto está vinculado ao que foi visto anteriormente nas aulas 1 e 2. Pode-se acrescentar que no Layout de processo os funcionários devem ser altamente qualificados e ter uma supervisão constante. Outra característica diz respeito ao longo período do processo produtivo com grandes estoques intermediários Quanto ao Layout por produtos, as máquinas estão dispostas para produzir uma operação e não requerem uma supervisão pequena. As atividades não são contínuas e só requerem planejamento depois de cumpridas as atividades. O Layout celular dar-se-á pelo agrupamento de máquinas numa mesma célula onde produzem uma família de peças e geralmente os trabalhadores são treinados para ficarem nessa mesma célula durante um determinado período os mesmos fazem as manutenções das máquinas e a quantidade de material em processo é mínima. O Layout por posição fixa tem como característica a peça/máquina a ser construída numa posição fixa e o deslocamento ocorre para os funcionários e os materiais que serão agregados. Pode-se citar como exemplos aeronaves, navios, pontes. Geralmente o sistema de produção é por projeto.
2 Organizar significa pensar antes de iniciarmos a tarefa. Mas pensar em quê?
• Na maneira mais simples de fazer a tarefa, evitando complicações ou controles exagerados.
• No modo mais barato de fazer a tarefa.
• No meio menos cansativo para quem vai realizar a tarefa.
• Num procedimento que seja mais rápido.
• Em obter a melhor qualidade e o resultado mais confiável.
• Na maneira menos perigosa de fazer a tarefa.
• Numa forma de trabalho que não prejudique o meio ambiente, ou seja, que não cause poluição
3 São princípios que orientam procedimentos para reduzir movimentos do profissional e aumentar a produtividade. A idéia básica desses princípios é a de que não se deve fazer nada que seja desnecessário. Normalmente, esses princípios são empregados em trabalhos contínuos, manuais e em pequenas montagens.
Gabarito da Avaliação

130 Tecnologia de Montagem Mecânica

Tec de Montagem Mecânica 131
Lux Um lux é o iluminamento fornecido por uma vela colocada a um metro de uma superfície.
Glossário

132 Tecnologia de Montagem Mecânica
Tec de Montagem Mecânica 133
CASILLAS, A. L. Máquinas: Formulário Técnico. São Paulo: Mestre Jou, 1987.
CUNHA, L. S.; CRAVENCO, M. P. Manual Prático do Mecânico. São Paulo: Editora Hemus, 2006.
FUNDAÇÃO ROBERTO MARINHO; SENAI-SP. Elementos de Máquinas. São Paulo: Editora Globo, 1996. (Telecurso 2000 - Profissionalizante. Mecânica).
FUNDAÇÃO ROBERTO MARINHO; SENAI-SP. Leitura e Interpretação de Desenho. Volumes 1, 2 e 3. São Paulo: Editora Globo, 1996. (Telecurso 2000 - Profissionalizante. Mecânica).
FUNDAÇÃO ROBERTO MARINHO; SENAI-SP. Manutenção. São Paulo: Editora Globo, 1996. (Telecurso 2000 - Profissionalizante. Mecânica).
FUNDAÇÃO ROBERTO MARINHO; SENAI-SP. Metrologia. São Paulo: Editora Globo, 1996. (Telecurso 2000 - Profissionalizante. Mecânica).
FUNDAÇÃO ROBERTO MARINHO; SENAI-SP. Normalização. São Paulo: Editora Globo, 1996. (Telecurso 2000 - Profissionalizante. Mecânica).
GARCIA, Carlos Alberto; Plant Layout Fundacentro, 1980, São Paulo – SP, 2ª edição
OLIVÉRIO, José Luiz; Projeto de Fábrica IBLC, 1985, São Paulo – SP
OLIVÉRIO, José Luiz; Produtos Processos e Instalações Industriais - Ivan Rossi Editora
SCHEY, John A.; Introduction to Manufacturing Processes - McGraw-Hill Book Company, 1987, Second Edition
VIEIRA, Augusto Cesar Gadelha; Manual de Layout - CNI, 1976, Rio de Janeiro
Sites para consulta: http://www.maquinaspompeia.com.br/produtos.html
http://oportunidadesfinanceiras.ws/page3.html
http://www.belzer.com.br/
http://www.bosch.com.br
http://www.hilti.pt/holpt/modules/editorial/edit_listpage.jsp?catname=/products/screw_fastening
http://www.tramontina.com.br/tramontinapro/home/index.aspx
http://www.dewalt.com.br/products/Cata/listProdDeta.asp?prodID=DW255
http://www.destaco-ema.com.br/i_produtos.htm
http://www.fidia.it/brazil/acc_br_tms.htm
http://www.hidrotechsp.com.br/produtos2.htm
http://paginas.fe.up.pt/~tavares/ensino/CFAC/2001-2002/Works/Draw/Draw.htm
Referências

134 Tecnologia de Montagem Mecânica
http://www.portal.sebrae.com.br/
http://www.fiama.edu.br/revista/2005/Dados/comunicacoes/formapreco.htm
http://www.eps.ufsc.br/disserta96/eliane/cap2/cap2.htm
http://www.portaldecontabilidade.com.br/tematicas/controlesinternos.htm
http://www.pde.com.br/conceitos.php
http://inutilidades.hex.com.br/frame/?url=http%3A%2F%2Fwww.zurqui.co.cr%2Fcrinfocus%2Fpaper%2Fair-bld1.html
http://teses.eps.ufsc.br/defesa/pdf/4165.pdf
http://www.faculdadesenergia.com.br/espaco_professor/otavio/adm_mat_1.pdf