relatorio de conclusão de curso eletromecânica - centecon
TRANSCRIPT
CENTECON
CENTRO DE EDUCAÇÃO
TECNICA E PROFISSIONAL DE CONTAGEM
RELATÓRIO DE CONCLUSÃO DE CURSO
FERNANDO CARLOS DE ANDRADE
CONTAGEM
2014
2
CENTECON
CENTRO DE EDUCAÇÃO
TECNICA E PROFFISSIONAL DE CONTAGEM
RELATÓRIO DE CONCLUSÃO DE CURSO
ESTÁGIARIO: FERNANDO CARLOS DE ANDRADE
ENDEREÇO: RUA LINDOLFO DE AZEVEDO, Nº1001, JARDIM AMERICA, BH-MG.
CURSO: TECNICO EM ELETROMECÂNICA
ANO DE CONCLUSÃO DO CURSO: 2014
LOCAL DO ESTÁGIO: JABIL DO BRASIL INDÚSTRIA ELETROELETRÔNICA LTDA
ENDEREÇO: RODOVIA FERNÃO DIAS – BR381, KM 433, JARDIM DAS ALTEROSAS – BETIM – MG.
SETOR: ENGENHARIA DE MANUFATURA
PERIODO: 01/07/2009 A 15/05/2014
NOME DO SUPERVISOR DE ESTAGIO: LEONARDO PAULO DE REZENDE
DATA DA ENTREGA: 15/05/2014
3
SUMÁRIO
4
Item Títulos Paginas
1 Introdução-----------------------------------------------------------------------6
2 Desenvolvimento -------------------------------------------------------------7
3 Descrição das Atividades Desenvolvidas-------------------------------8
3.1 Suporte direto à linha de produção---------------------------------------8
3.1.1 Atuando no rendimento da linha-------------------------------------------8
3.2 Suporte indireto à linha de produção-------------------------------------9
3.2.1 Ficha de Instrução-------------------------------------------------------------9
3.2.2 Desvio de Processo-----------------------------------------------------------9
3.2.2.1 Estudo de caso----------------------------------------------------------------10
3.3 Crono-análise da linha de produção-------------------------------------11
3.3.1 Balanceamento de uma linha de produção----------------------------11
3.4 Manutenções em equipamentos e maquinas-------------------------13
3.4.1 Manutenção preventiva e execução das tarefas--------------------14
3.5 Implementando novas tecnologias---------------------------------------17
4 DFX – Design For X ---------------------------------------------------------18
4.1 DFM – Design For Manufacturing ---------------------------------------18
4.2 DFA – Design For Assembly ---------------------------------------------19
4.3 DFQ – Design For Quality -------------------------------------------------20
4.4 DFT – Design For Testability ---------------------------------------------21
5
4.5 Design For Service ----------------------------------------------------------23
5 Lean Manufacturing ---------------------------------------------------------24
5.1 Definição e formas de desperdícios-------------------------------------26
5.1.1 Superprodução----------------------------------------------------------------26
5.1.2 Estoque-------------------------------------------------------------------------26
5.1.3 Sobre-processamento-------------------------------------------------------27
5.1.4 Retrabalhos--------------------------------------------------------------------27
5.1.5 Transporte----------------------------------------------------------------------27
5.1.6 Espera--------------------------------------------------------------------------28
5.1.7 Movimentação----------------------------------------------------------------28
5.2 Princípios do Lean Manufacturing---------------------------------------28
5.2.1 Valor-----------------------------------------------------------------------------28
5.2.2 Mapa de fluxo de valor------------------------------------------------------29
5.2.3 Fluxo-----------------------------------------------------------------------------29
5.2.4 Sistema Puxado de Produção---------------------------------------------30
5.2.5 Melhoria Continua-------------------------------------------------------------30
5.3 Kaizen----------------------------------------------------------------------------30
6 Conclusão-----------------------------------------------------------------------32
7 Referências---------------------------------------------------------------------33
8 Anexos---------------------------------------------------------------------------34
6
1. INTRODUÇÃO
O objetivo deste relatório é demonstrar, em nível de pesquisa, o aprendizado através do
7
contato e conhecimentos na área da eletromecânica juntamente com as funções de
estágio desenvolvidas dentro da empresa.
O curso oferece ao aluno a visão básica do mundo da eletromecânica, enquanto o
estágio oferece a ele um aprofundamento na área de sua escolha; além de lhe dar a
oportunidade de conhecer o funcionamento de uma grande empresa, travar contatos e
obter conhecimentos que podem ser muito importantes no futuro.
Neste relatório serão descritas as atividades desempenhadas por mim como integrante
da área de Engenharia de Manufatura. Onde suporto a manufatura de Placas de
Circuito Impresso em assuntos relacionados à suporte direto e indireto à linha de
produção e operação de máquinas, definição métodos e processos para agregar
insumos, realização de Crono-análises, balanceamentos de linhas de produção,
realização manutenções Preventivas, Preditivas e Corretivas, supervisão de
manutenções em equipamentos e máquinas e implementação de novas tecnologias
para montagens de Placas de Circuito Impresso.
Bem como a utilização de técnicas de design de projetos. Garantindo assim que os
diversos aspectos do ciclo de vida estejam considerados na concepção do produto.
E encerrando, métodos utilizados para obtenção de melhores resultados a baixo custo,
alta qualidade e satisfação do cliente mais precisamente intitulado Lean Manufacturing.
2. DESENVOLVIMENTO
O setor de Engenharia de Manufatura tem por objetivo definir métodos e processos
8
para agregação de insumos a fim de se obter um produto final e buscar sempre a
melhoria continua do processo de manufatura do produto.
A Engenharia de Manufatura é o setor responsável pelo recebimento das diretrizes
fornecidas pela OMS para fabricação de seus produtos denominadas ECO(Engineering
Change Order – Ordem de Mudança de Engenharia) e METH (Método de montagem –
Descrição disponibilizada pela OEM para montagem de Circuitos Eletrônicos ou
componentes mecânicos), e adequação dessas diretrizes para o processo de
manufatura do produto.
Documentando internamente e repassando as mudanças requeridas aos montadores e
montadoras de uma forma que não haja duvida em relação ao processo.
É responsabilidade da Engenharia de Manufatura a capacitação de montadores para
atuação nos postos de trabalho envolvidos no processo de montagem do produto.
Buscar novas tecnologias que diminuam WIP (Work In Process – Produtos em linha de
montagem ou para dos no reparo), aumente a qualidade do produto, diminuam o custo
de produção e melhorem a ergonomia dos postos de trabalho e validando as ações
realizadas com dados que comprovem sua eficácia no processo.
Realizar e supervisionar manutenções corretivas e preventivas em equipamentos
eletrônicos e maquinas Hidro-mecatrônicas, e desenvolver documentos demonstrando
os procedimentos para manutenções.
3. DESCRIÇÃO DAS ATIVIDADES DESENVOLVIDAS:
Dar suporte direto e indireto à linha de produção e operação de máquinas.
9
Definir métodos e processos para agregar insumos.
Realizar a Crono-análise da linha de produção efetuando o balanceamento da
mesma.
Implementar novas tecnologias.
3.1 Suporte direto à linha de produção
Acompanhamento do processo produtivo, auxiliando a manufatura quanto a dúvidas e
dificuldades no processo de montagem eletrônica e mecânica de componentes.
Capacitação e treinamento de operadores(as) nos postos de montagem e inspeção e
operação de equipamentos.
Análise de falhas em grande escala, de forma a buscar as possíveis causas das
mesmas, que podem estar ligadas a erros de montagem dos operadores, PCB´s com
falha Provenientes do processo SMT e/ou PTH (Pass Through Hole – Passagem pelo
orifício – Inserção Manual de Componentes), componentes eletrônicos e mecânicos
defeituosos vindos dos fornecedores, placas defeituosas e equipamentos que possam
estar causando falhas nos testes de funcionalidade dos produtos.
3.1.1 Atuando no rendimento da linha
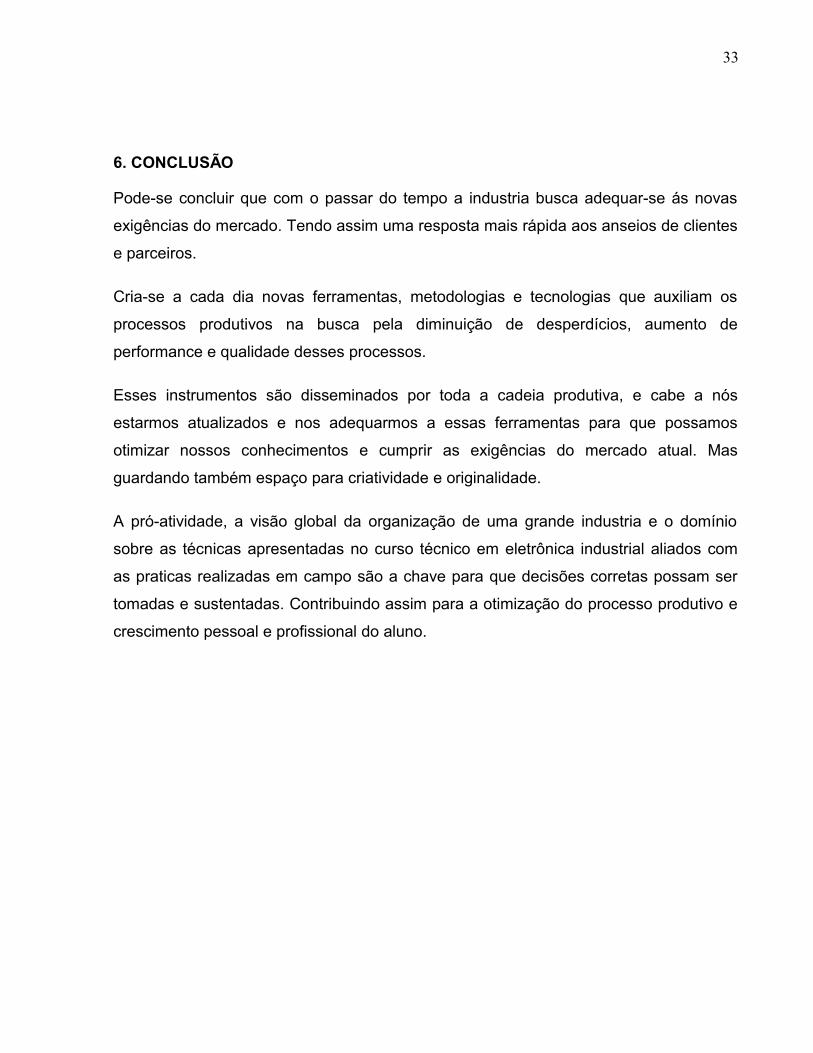
O principal indicador de rendimento de uma linha de montagem Jabil é o FPY (First
Pass Yeld – Indice de aprovação em primeiro teste.).
O FPY é o percentual de produtos montados sem apresentar defeitos.
Eq. (1)
( ) 100xmontadosprodutos
defeitocommontadosprodutosmontadosprodutosFPY
−=
Vide anexo figura 1.
Nota-se no Anexo Figura 1 que na Hora 09 houve uma acentuada queda no FPY de
97,5% para 94,3%, os PCB´s reprovados na hora são encaminhadas ao reparo para
analise. Após o analise é coletado do software SCP (Sistema de Controle de Produção)
os dados identificados no reparo.
10
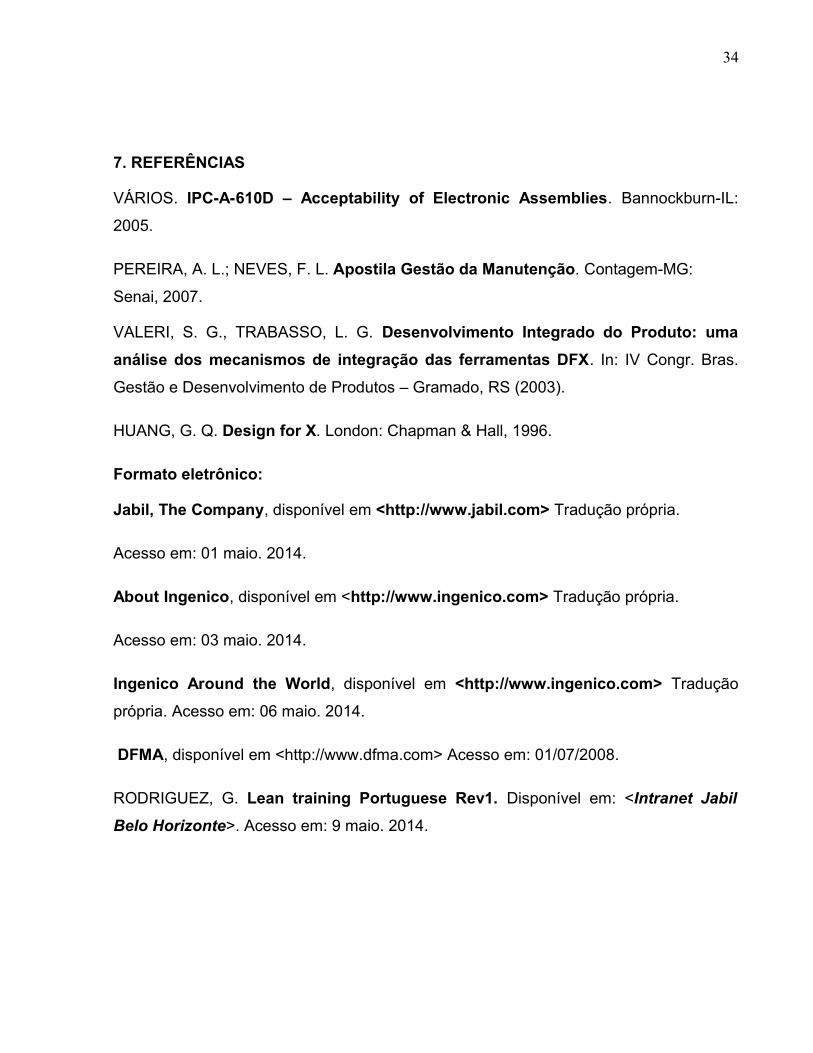
Verifica-se o diagnóstico no SCP, e junto ao reparo e é identificado que o componente
SMD (Surface Mount Device – Dispositivo de Montagem de Superfície) SQUARE
BUZZER 8,7x8,7mm H.4,0mm/CI Lead Free apresentava alta impedância um defeito
proveniente do fabricante, pois o componente ao ser soldado no PCB não suportava a
temperatura máxima do perfil de soldagem de 285ºC do forno que apresentava uma
temperatura menor do que a máxima especificada pelo fabricante de 315º.
Posteriormente o lote do componente foi segregado da produção. Mas o FPY da
produção do dia continuou abaixo da meta devido a muitas placas que foram montadas
com o componente estarem em WIP.
3.2 Suporte indireto à linha de produção
3.2.1 Ficha de Instrução
Elaboração de manuais de montagem de PCBs e operações de maquinas
denominados Ficha de Instrução (FI).
A Ficha de Instrução é um conjunto de procedimentos elaborados pela Engenharia de
Manufatura que servem como diretrizes para a montagem do produto ou operação de
maquinas. Para cada produto há uma ficha de instrução que procedimenta passo a
passo a montagem eletrônica e mecânica do produto,
A ficha de instrução é um documento fundamental para a montagem de placas, pois
nela está descrita todas as atividades e procedimentos de montagem dos produtos. A
ficha de instrução é um documento oficial da Jabil, que deve ser seguido pela
manufatura e mantido a salvo dos concorrentes devido à alta competitividade do ramo.
3.2.2 Desvio de Processo
Elaboração de Desvios de Processo, documentos que procedimentam e formalizam
determinadas atividades que não fazem parte da rotina comum de produção; tais como
retrabalhos, inspeções funcionais e de qualidade em produtos nossos ou de terceiros
que sejam agregados aos nossos produtos e que possam causar problemas aos
clientes, estabelecimento de padrões para a rejeição ou aprovação de falhas em PCBs.
Antes da aprovação e execução os Desvios de Processo devem ser revisados a
11
aprovados e comunicados a todas as áreas envolvidas no processo.
A verificação dos Desvios de Processo fica a cargo da Engenharia de Qualidade que
avaliarão aspectos de aceitabilidade das ações realizadas bem como a efetividade na
contenção do problema.
A aprovação é feita pelo representante da Manufatura que avaliará a possibilidade de
realizar as ações e executará os procedimentos descritos no desvio.
Após a aprovação os Desvios de Processo são enviados à Central de Controle de
Documentos, para que possam ser arquivados e posteriormente acessados. Os desvios
são ações para contenção de um problema eles têm previsão de fim de utilização, ao
fim desse período eles têm de ser retirados da linha de produção, renovados ou caso
passem a fazer parte do processo em definitivo ser inserido na Ficha de Instrução do
Produto.
A Engenharia de Manufatura também é a responsável em capacitar os operadores(as)
a executar as atividades de acordo com os procedimentos estabelecidos nos Desvios
de Processo.
Exemplo de Desvio de Processo elaborado vide anexo 2:
3.2.2.1 Estudo de caso
O desvio de processo para posicionamento do Jumper (anexo2) foi elaborado para
sanar uma falha ocorrida no Box Building (Área de produção de produto acabado
Placas mais Partes Mecânicas).
Foi notado que havia uma grande incidência do Jumpers feito com um fio de diâmetro
AWG30 arrancados na área de Box Building.
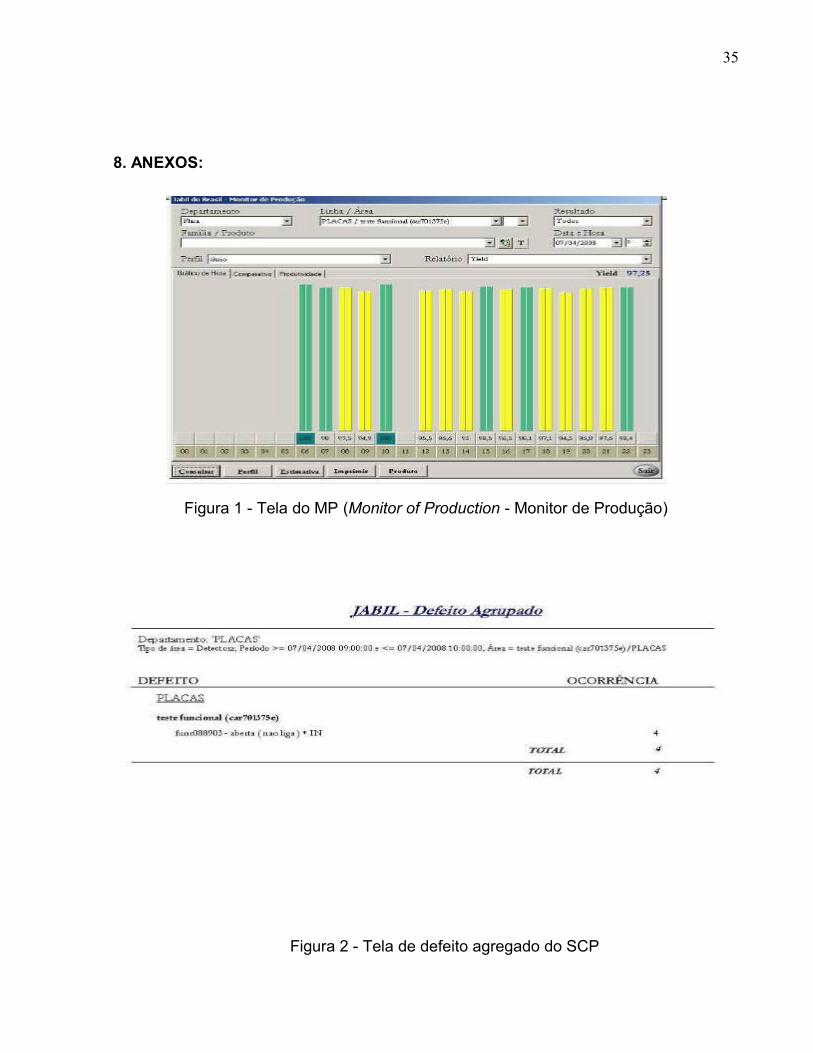
Observou-se que no Meth enviado pelo OEM´s Ingenico o Jumper era posicionado
próximo ao vão do PCB utilizado pelas travas de uma carcaça plástica para fixação ao
PCB – Anexo figura 3. Um pequeno deslocamento do Jumper o colocava na rota da
trava que ao posicionar-se no PCB arrancava o Jumper da solda.
12
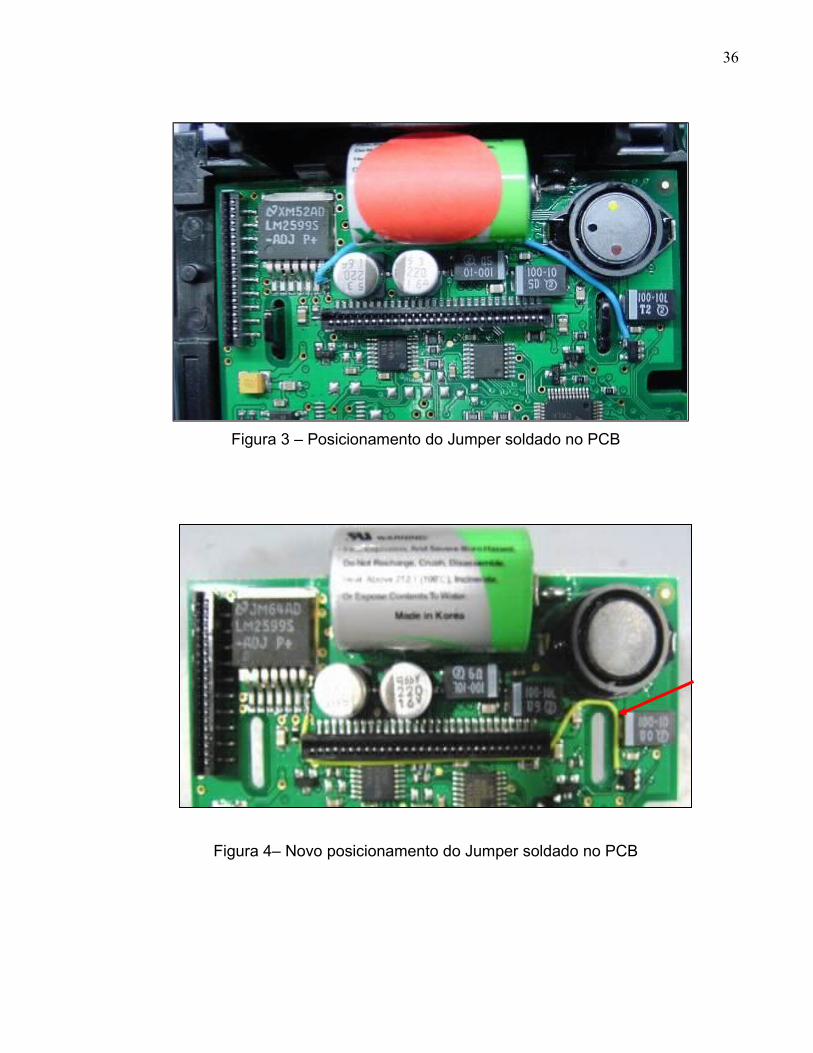
Foi desenvolvido em conjunto com a Engenharia de Manufatura do Box Building uma
nova forma para o posicionamento do Jumper (Anexo figura 4) que era posicionado
distante do vão das travas e também respeitava as regras de aceitabilidade de
montagem descritas no IPC-A-610-REV D.
Como impacto na produção no Box Building foi notado o aumento do FPY e a
diminuição do índice de rejeição dos PCB.
O impacto na Área de placas foi um aumento do comprimento do fio utilizado na
soldagem do Jumper que antes era de 45 mm e após mudança passou a ser de 55 mm.
Com isso a estrutura de montagem do produto foi alterada para contemplar o aumento
no consumo do item.
Avisou-se a OEM sobre a alteração no processo de montagem do Jumper, a mesma
validou a nova forma de montagem. Posteriormente o procedimento descrito no Desvio
foi incorporado à FI e tornou-se um procedimento padrão para a montagem do PCB.
3.3 Crono-análise da linha de produção
O objetivo da Crono-análise e balanceamento de uma linha de produção é a adequação
da linha à demanda do cliente, para que não haja diferença entre os produtos que
entrem na linha de produção e os produtos que são vendidos no mercado, atendendo
aos pedidos dos clientes sem utilizar recursos em demasia.
3.3.1 Balanceamento de uma linha de produção
Na primeira etapa há a necessidade de definir qual a demanda prevista para a família
de produto requerida pelo cliente.
Após a definição de demanda é necessário avaliar o tempo disponível para entrega
dos produtos. Com esses dois dados obtêm-se o Takt Time.
O Takt Time é o tempo de produção de cada produto para que a demanda da produção
seja suprida utilizando todo o tempo disponível de produção sem que ocorram atrasos
na entrega da demanda para o cliente.
Eq. (2)
13
Exemplo:
Para atender a demanda solicitada é necessário que a cada 59 segundos uma peça
esteja pronta para entrega.
Obs: o resultado do Takt Time proveniente da Eq. (2) é um tempo ideal para a produção
que não leva em conta as paradas de linha por diversos motivos, ao calcular um Takt
Time para a linha de produção deve-se levar em conta paradas para manutenções,
problemas de qualidade e disponibilidade de materiais. Todos esses fatores diminuem o
tempo disponível para produção e devem ser descontadas do Takt Time ideal.
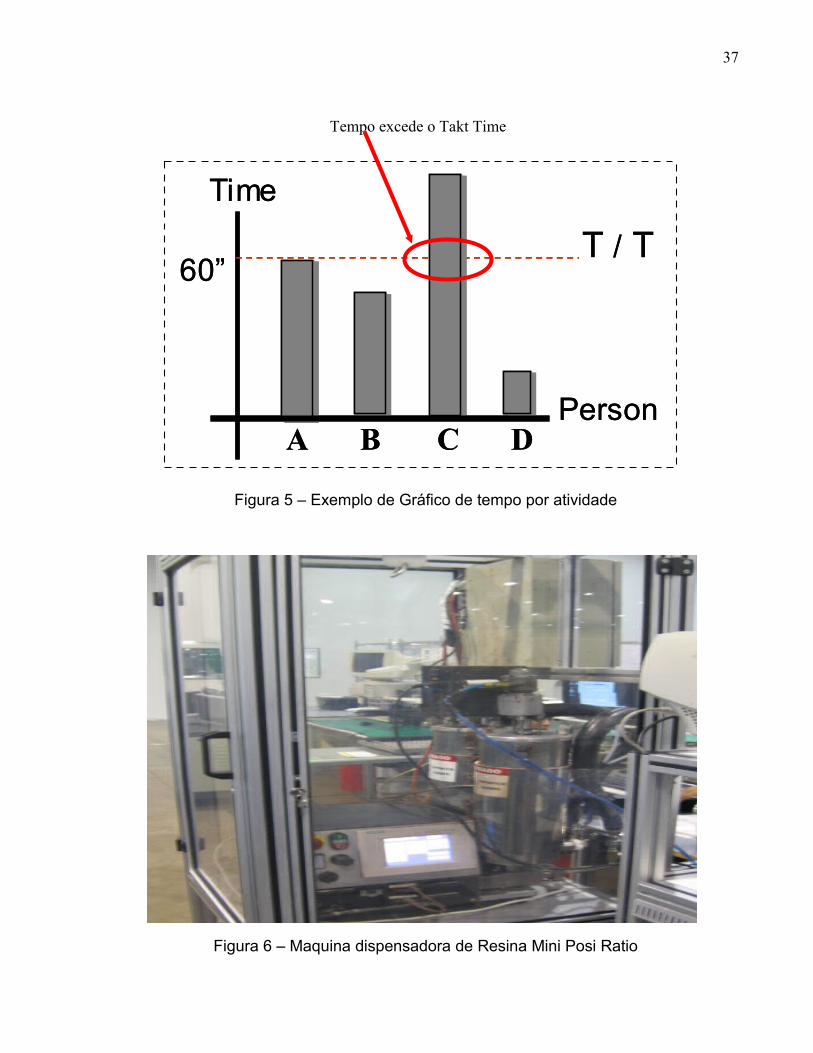
Compara-se o Takt Time para a nova demanda, com os tempos das atividades
necessárias para a produção de cada peça, caso o tempo necessário para realização
da atividade seja maior que o Takt Time essa atividade deve ser re-balanceada ou
outros recursos direcionados para que a mesma se enquadre na nova demanda de
produção.
Os tempos para realização das atividades devem ser os mais próximos possíveis
para evitar desperdícios como tempo de espera, estoques ou excesso de produção.
O Anexo figura 5 mostra um gráfico de tempo por atividade de um dado processo. Nota-
se que a atividade C leva um maior tempo para ser completada em relação ao Takt
Time. Teoricamente este posto não alcançaria a demanda de produtos no tempo
disponível para entrega.
Soluções para esta atividade seria a distribuição de parte do processo realizado na
atividade nas demais atividades, aumento do tempo disponível para realizar a atividade
(revezamento de horários de refeição, ou jornada em três turnos), duplicação da
Tempo disponível
Demanda de peçasTAKT Time =
27.000 seg
460 pcs= 59 seg/pcTAKT Time =
14
atividade ou equipamento.
3.4 Manutenções em equipamentos e maquinas
A Jabil conta com um rigoroso sistema de manutenção de maquinas e equipamentos
baseado no conceito da TPM, onde os operadores são treinados para atuarem como
mantenedores em primeiro nível.
Esse tipo de intervenção se mostra benéfico tanto para a Jabil que ganha um
funcionário polivalente e diminui seus custos com mão de obra quanto para o
funcionário que resulta em benefícios como autoconfiança, aumenta a atenção e
satisfação no trabalho e adquirem novas habilidades. Como representante da
Engenharia e mantenedor oficial dos equipamentos é de responsabilidade do técnico
capacitar os operadores a conduzir as manutenções de forma voluntária e realizar
atividades como:
Operação correta das maquinas e equipamentos.
Aplicação do 5s no equipamento e posto de trabalho.
Execução de regulagens, manutenções e reparos simples.
Set-Ups.
Como mantenedor atuo nas manutenções Preventivas, Preditivas e Corretivas em
maquinas e equipamentos Hidro-mecatrônicas, realizando manutenções, comprando
peças sobressalentes e realizando modificações que adaptem as maquinas e
equipamentos à nossa necessidade a melhoram o rendimento das maquinas.
Tendo em vista que a maior parte das maquinas que possuímos serem importadas e
suas peças sobressalentes terem alto preço e impostos, buscamos constantemente a
nacionalização de peças reduzindo assim nosso custo.
Cada maquina na Jabil possui um registro de controle manual da manutenção
preventiva que deve ser seguido nas intervenções para manutenções preventivas e
preventivas. A periodicidade e itens da manutenção são baseados nos manuais e
recomendações do fabricante e na experiência obtida durante os eventos de defeitos
15
sistemáticos provenientes de falhas de projeto, severidade do trabalho realizado ou
longos períodos ininterruptos de funcionamento.
Exemplo de Registro de manutenção preventiva vide anexo 3:
3.4.1 Manutenção preventiva e execução das tarefas.
Temos o registro de manutenção da maquinas dispensadora de resina bi-componente
Posi Ratio Mini fabrica pela empresa Liquid Control. A maquina citada é utilizada no
processo de resinagem dos módulos de segurança para os terminais POS da Ingenico.
Essa resinagem é realizada para a proteção do circuito que armazena os dados de
transações e senhas dos usuários do POS, Vide Anexo figura 6.
Para cada tarefa descrita no registro de manutenção preventiva há uma freqüência de
realização determinada. Dentre estas temos as manutenções de baixa complexidade
realizadas no período de cada turno executas de pelos Operadores da Maquina
(mantenedores em 1º nível). As tarefas semanais e mensais que apresentam uma
maior complexidade e são realizadas pelos mantenedores específicos.
Após a realização da tarefa o responsável pela execução deve marcar o retângulo
proporcional ao período de execução tendo assim um controle visual das manutenções
que pode ser facilmente consultado por todos que ser interessem.
Tarefas realizadas por turno:
Verificar a existência de água no filtro, esvaziá-los se necessário.
Cada turno deve monitorar a existência de água no filtro da maquina para que se possa
evitar a diminuição na capacidade de desumidificação do ar comprimido prevenindo
assim o acumulo de umidade no circuito pneumático.
Verificar o Nível de Resina e Catalisador nos tanques, repor se necessário,
consultar as Fis de resinagem 15-MN30-INGP-921 e 15-MN30-INGP-1041
Verificar e abastecer os tanques da maquina com as respectivas partes da resina Bi-
componente. Para tal tarefa utilizar as FI´s 15-MN30-INGP-921 e 15-MN30-INGP-1041,
que fornecem os procedimento para operação da maquina e resinagem dos módulos.
Para tarefa utilizar espátula para raspagem do tambor utilizado para armazenamento do
16
bicomponete e EPI´s (Equipamento de Proteção Pessoal – Equipamentos para
proteção individual e proteção aos produtos) como óculos de segurança, luvas, quarda-
pó.
Setar parametros de operação conforme Fis de resinagem 15-MN30-INGP-1041
e 15-MN30-INGP-921.
Ajuste dos parâmetros de operação da maquina:
Pressão de entrada da maquina.
Temperatura do tanque de parte A (resina).
Temperatura do tanque de parte B(catalisador).
Temperatura da mangueira de parte A (resina).
Temperatura da mangueira de parte B(catalisador).
Quantidade da purga stroke 1 (utilizada no enchimento do contêiner do módulo de
segurança).
Quantidade da purga stroke 2 (utilizada para complemento do container de módulo de
segurança).
Verificar a limpeza da máquina, caso existir sujeira ou produtos derramados
sobre a máquina ou na mesa de apoio, efetuar a limpeza.
Executar a limpeza da maquina e posto de operação ajudando assim a detecção visual
de defeitos e qualidade visual do posto.
Fazer teste de proporção e peso da mistura caso esteja fora do especificado
acionar Tec. / Eng . Registrar no formulário de anexo das FIs de resinagem 15-
MN30-INGP-921 e 15-MN30-INGP-1041.
Realizar teste de proporção entre os dois componentes da resina epóxi para validação
da maquina, e exatidão do processo de cura da resina.
Utilizando uma balança de precisão verificar o peso de dois copos descartáveis vazios,
os dois devem ter exatamente o mesmo peso, após verificar os pesos dos copos zerar
a Balança de Precisão. Realizar quatro purgas consecutivas e na quarta utilizar os
17
copos descartáveis para retirar os dois componentes separadamente. Verificar os
pesos das amostras, anotar os respectivos pesos para cálculo.
Eq. (3)
O resultado obtido utilizando a equação 3 deve estar entre 0,96 nível aceitável baixo e
1,02 nível aceitável alto e resultado alvo igual a 0,99 conforme Anexo 4 15-MN80-INGJ-
1837-A Carta de Verificação de Proporção.
Caso o resultado seja diferente dos valores descritos a Engenharia de Manufatura deve
ser acionada para realizar os ajustes dos parâmetros de proporção.
Retirar amostra de resina, anotar data e hora e coloca-lá para curar na estufa.
Após ajuste da proporção, deve-se retirar uma amostra de resina instalando o bico
misturador na maquina e enchendo um copo descartável pequeno para que
posteriormente esse registro possa ser verificado.
Retirar excesso de graxa e/ou dos pistons lubrificá-los, e fazer a limpeza geral da
maquina e seus acessórios.
Lubrificar os pistons da maquina de resinagem Posiratio Mini utilizando graxa SBS-2
após aplicação retirar possíveis excessos. Com o objetivo de aumentar a vida útil
dos pistons e ter uma melhor monitoração visual da maquina deve-se realizar
limpeza da estrutura externa da maquina de resinagem utilizando papel toalha.
Tarefas realizadas semanalmente:
Verificar a correta fixação dos termopares e bulbos dos termostatos de
segurança nas áreas de aquecimento do equipamento e corrigir se necessário.
Como a maquina utiliza-se de um sistema de aquecimento dos tanques, é de extrema
Peso da Parte A (Resina)Peso da Parte B (Catalisador)
Proporção componentes = da resina epóxi
18
importância que os termopares do sistema de controle estejam fixados em posição de
leitura privilegiada. Posicionar caso necessário os bulbos do sistema de segurança
contra sobre-aquecimento. Termospares e bulbos devem ser posicionados onde não
haja sujeira ou folga em relação ao tanque, para que não ocorram erros de leitura da
temperatura pelo controlador e possível superaquecimento do sistema e componentes
da resina epóxi já que a mesma entra em ponto de fulgor há 120ºC tendo assim risco
de explosão.
Abrir o módulo de proteção de superaquecimento e certificar-se que os setpoints
de temperatura dos termostatos não foram alterados. Eles deverão estar
travados com silicone e ajustados em no máximo 60 graus.
Realizar a verificação de setpoints do sistema de segurança efetuando ajuste caso
necessário.
Tarefas realizadas mensalmente:
Verificar a existência de vazamento ou desgaste das partes no TwinMixer e dos
pistons, havendo desmontar verificar reparos substituí-los se necessário.
Vasculhar componentes a procura de vazamentos que possam provocar a diminuição
de performance da maquina e/ou confiabilidade.
3.5 Implementando novas tecnologias
Buscando o constante aperfeiçoamento dos processos de manufatura de PCB´s, tem
se a necessidade de estudos e implementações de técnicas e recursos inovadores que
possibilitem uma melhor performance do sistema produtivo.
Um dos exemplos dessa busca foi a implantação de um sistema de Depanalização de
PBC´s automático que nos possibilitou extinguir um problema freqüente um dos
produtos manufaturados pela Jabil. O problema era causado pela depanalização semi-
automatica que era executada utilizando um equipamento chamado Nibble. Um cilindro
pneumático com uma pequena foice acoplada ao seu pistão, quando esse cilindro é
acionado e retrocede a foice corta os picotes separando o PCB da borda. Devido à
força, do corte ser alta, o PCB estava sendo puxado para baixo fazendo que os LED´s
19
da parte inferior fosse arrancado em contato com o sistema de proteção do
equipamento. Verificamos que havia em nossa fabrica um equipamento moderno de
depanalização que não era utilizado devido ao projeto para qual foi demandado não ter
tido prosseguimento por parte da OEM. Desenvolvemos em conjunto com um
fornecedor um fixture (molde de sustentação e fixação de PBC´s) e criamos a
programação para o equipamento.
Na etapa de verificação do ciclo PDCA notamos que alem de sanar o problema com a
quebra de LED´s e retrabalhos, tivemos um ganho em mão de obra por não
necessitarmos de uma segunda operadora para retirada de rebarbas dos PCB´s.
4. DFX – Design For X
DFX é um conjunto de técnicas geralmente aplicadas nas fases iniciais do
Desenvolvimento Integrado do Produto, para garantir que os diversos aspectos do ciclo
de vida estejam considerados no produto, tais como o desenvolvimento do produto,
processos de manufatura, qualificação do produto, confiabilidade, suportabilidade, meio
ambiente e testabilidade “(VALERI, 2003)”. Estas técnicas são, normalmente, utilizadas
em parceria com conceitos da engenharia simultânea, já que diferentes demandas são
consideradas em etapas iniciais do desenvolvimento do produto.
4.1 DFM – Design For Manufacturing
“No projeto para a manufatura, DFM, visam-se alternativas que facilitem a otimização
do sistema de manufatura como um todo” (VALERI, 2003).
Esta técnica deve ser utilizada para minimizar o custo do produto sem sacrificar a
qualidade. Isto é feito através da comparação de materiais e processos que compõem o
produto em desenvolvimento. Segue abaixo uma lista de diretrizes que podem ser
utilizadas para que o DFM seja devidamente aplicado (VALERI, 2003):
Minimizar o número de peças e variáveis;
Desenvolver produtos modulares e multifuncionais;
20
Minimizar direções de montagem e excesso de fixações;
Minimizar manuseio e ajustes;
Avaliar os métodos de montagem.
As dificuldades encontradas na implementação desta técnica estão diretamente
relacionadas à falta de comunicação entre Engenharia de Produto e a Engenharia de
Manufatura. Deve existir uma comunicação freqüente entre as engenharias, para que
processos de difícil execução dos produtos já existentes ou que gerem altos custos
sejam considerados no momento da escolha de novos “designs”.
No processo de DFM para PCB´s são utilizados um conjunto de orientações na
tentativa de reduzir custos e assegurar a qualidade na etapa de fabricação. Ao fazê-lo,
prováveis problemas de produção podem ser abordados durante a fase de concepção.
Tentando assim contorná-los. Idealmente, orientações de DFM levam em conta os
processos e as capacidades da indústria transformadora. Por isso, DFM está em
constante evolução. As EMS´s evoluem de tal maneira que os processos tendem a
tornar-se mais baratos. DFM normalmente é utilizado para reduzir esses custos. Por
exemplo, se um processo pode ser feito automaticamente por máquinas (SMT), tal
processo é susceptível a ser mais barato do que fazê-lo manualmente.
4.2 DFA – Design For Assembly
DFA tem por objetivo diminuir o custo com a montagem do produto e torna - lá mais
otimizada. Alguns critérios para DFA são definidos da seguinte forma:
Minimizar o número de componentes;
Minimizar elementos de fixação;
Prover acesso fácil;
Utilizar peças simétricas ou exageradamente assimétricas;
Facilitar Transporte;
21
Simples manipulação;
Alinhamento facilitado;
Evitar obstruções visuais á montagem das peças;
Evitar Reajustes.
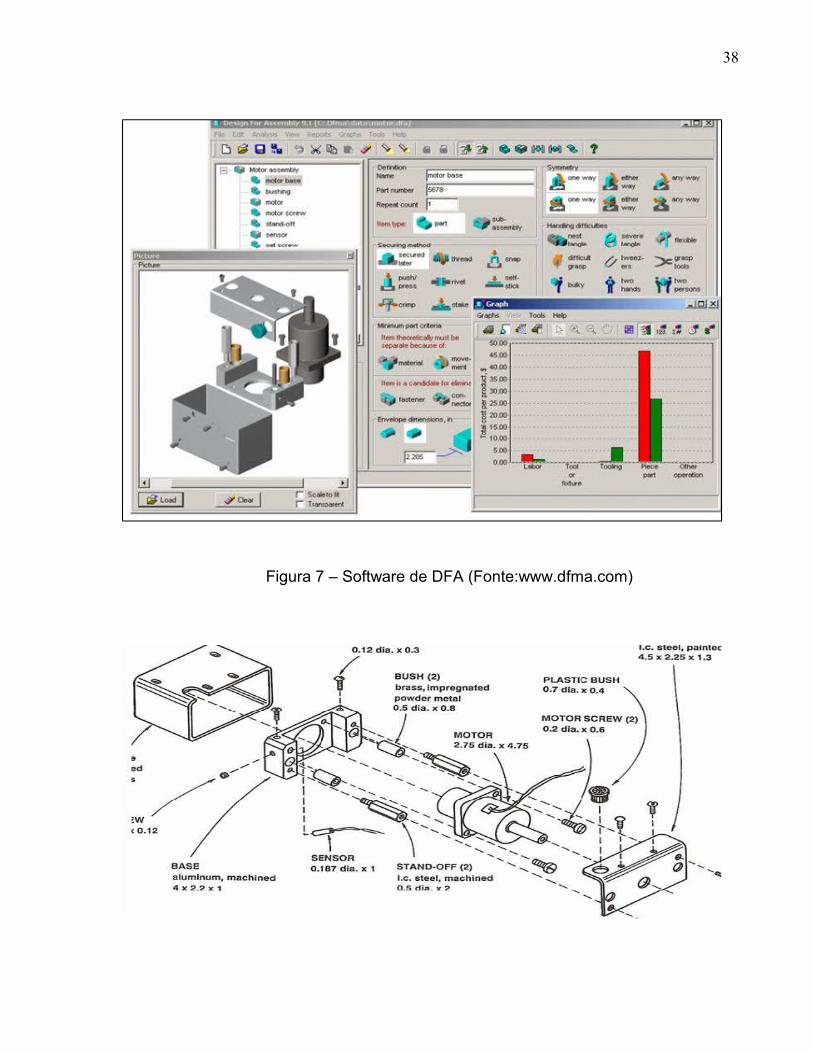
Após seguir os critérios acima, a equipe de projeto pode utilizar índices para mensurar
o tempo /custo de montagem, seja através de tabelas padrões encontradas na
literatura, ou mesmo com o uso de softwares especializados no assunto. A composição
do tempo de montagem pelos índices torna possível comparar diferentes projetos
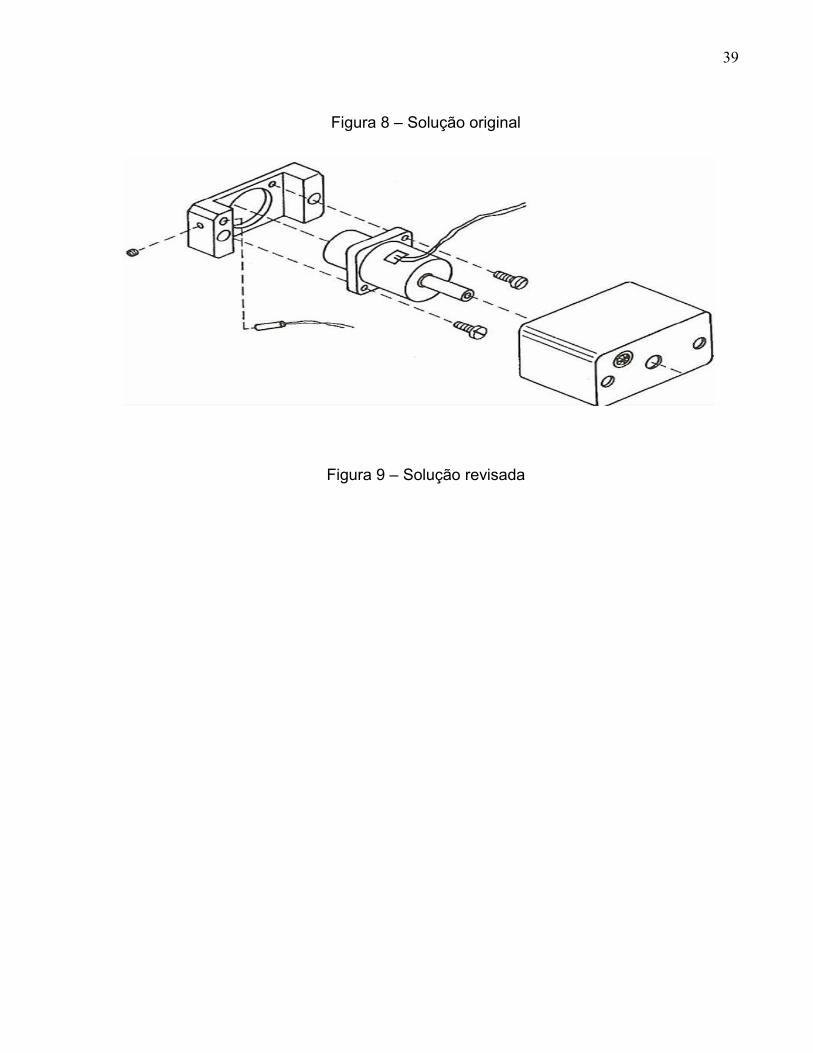
podendo facilitar a escolha da melhor solução ou até revisá-las. Para entender melhor
os resultados obtidos com as técnicas de DFA, basta comparar a diferença de
conceitos encontradas em Anexo nas figuras 8 e 9 (HUANG). Enquanto a solução
apresentada na Figura 12 teria um tempo de montagem igual a 160 segundos e um
custo em peças de U$35,44, a solução revisada teve o tempo de montagem reduzido
para 46 segundos, diminuindo também o custo de peças para U$ 21,73. Assim ficam
comprovados os benefícios que o DFA pode trazer quando utilizado nas fases iniciais
do desenvolvimento do produto. Uma das formas mais comuns de contornar problemas
de DFA é a utilização de dispositivos Poka-Yoke (técnica para que os erros humanos
no trabalho NÃO se convertam em defeitos).
4.3 DFQ – Design For Quality
No projeto de manufatura, métodos e ferramentas de qualidade são amplamente
aceitos no meio industrial e são utilizados para (VALERI):
Projetar seguindo os requisitos dos clientes;
Projetar produtos robustos;
22
Melhorar continuamente a confiabilidade e desempenho do produto para superar
as expectativas dos clientes
Agregar mais valor ao produto.
Dois métodos podem ser considerados como os principais para atingir as diretrizes
expostas acima, são eles o método de Taguchi e o QFD (Quality Function Deployment).
Na metodologia de Taguchi, três fatores principais são abordados:
Projeto do sistema – determinação da configuração básica do produto através de
princípios científicos e de engenharia;
Projeto sobre os parâmetros – são determinados os valores dos parâmetros para
o produto;
Projeto por tolerâncias – escolha sobre a variação de valores nominais de
projeto.
Já no QFD, os requisitos dos clientes são transformados em especificação para o
produto antes da etapa de manufatura. Ao captar os anseios dos clientes, estes são
abordados durante a fabricação do produto. Destas funções são derivados parâmetros
de componentes e conseqüentemente planejamento de produção. Ao final, este método
visa definir quais são as ações a serem tomadas no chão de fábrica para que os pré-
requisitos iniciais sejam plenamente ou parcialmente atendidos no produto final.
4.4 DFT – Design For Testability
O Projeto para Teste é um nome dado às técnicas que acrescentam características
para a testabilidade do hardware durante a concepção dos produtos. A premissa de
adicionar estas características, é que se tornam mais fácil desenvolver e aplicar testes
durante a fabricação do produto. O objetivo das indústrias de manufatura é aplicar
testes que validem o produto e certifiquem que o mesmo não contenha defeitos de
hardware que poderiam, de alguma forma, afetar negativamente o correto
funcionamento do produto.
23
Os testes são aplicados em várias etapas durante o fluxo de fabricação do hardware, e
para certos produtos, pode também ser utilizados para a manutenção em campo do
hardware. Os testes geralmente são realizados por programas que executem os ATE´s
(Automatic Test Equipment) – Teste Automático no Equipamento) ou no caso do
sistema de manutenção, montados no interior do próprio sistema. Além de encontrar as
falhas, os ATE podem indicar a presença de defeitos, os testes podem ser capazes de
registrar informações de diagnóstico sobre a natureza das falhas encontradas. As
informações de diagnóstico podem ser usadas para localizar a fonte da falha.
DFT desempenha um papel importante no desenvolvimento dos programas de teste e
na interface para as aplicações de teste e diagnóstico. A ATPG (Automatic test pattern
generation - Geração do Teste Automático Padrão), são executados mais facilmente se
as apropriadas regras de DFT forem implementadas na fase de concepção do projeto.
A ferramenta de DFT mais utilizada na industria atualmente, pelo menos para os
circuitos digitais, tem por base Estrutura de Teste Paradigma. Esta estrutura não tenta
verificar se a funcionalidade global do circuito está correta. Ao invés disso, ela tenta
certificar se o circuito foi montado corretamente através da verificação de alguns blocos
de baixo nível especificado em uma estrutura Netlist (uma "netlist" descreve a
conectividade de um projeto eletrônico). Por exemplo, há a presença de todas as portas
lógicas especificadas? Operam corretamente? Estão conectadas corretamente? Se há
a estipulação de que a Netlist está correta, o teste estrutural confirma a correta
montagem dos componentes do circuito, e que o circuito deve estar funcionando
corretamente.
4.5 DFS – Design For Service
No DFS, projeto para serviço, visa-se avaliar todos os aspectos de suporte ao produto
24
durante a fase de projeto. Esta ferramenta deve ser utilizada para assegurar que o
produto desenvolvido possa ser devidamente reparado durante a sua vida útil, com
custos razoáveis e baixa complexidade de manutenção, assegurando alta
disponibilidade.
Outras técnicas de DFX podem ser relacionadas a esta, seja por objetivos em comum
ou mesmo pela utilização de diretrizes similares, são elas:
DFMt– Design for Maintainability
DFS – Design for Serviability
DFR – Design for Reliability
As melhorias de processo que podem ser notadas ao aplicar esta técnica são:
Consideração de aspectos ergonômicos;
Projetar não só para o meio produtivo, mas para a manutenção durante a vida
útil;
Consideração de ambientes não controlados – manutenção em oficinas;
Projetar soluções simples que exijam o mais baixo conhecimento no campo para
executar reparo;
Eng. Simultânea – inclusão do engenheiro de serviço / campo no processo de
desenvolvimento do produto;
Aumento do uso de peças pré-existentes.
Já para o produto, as melhorias e impactos observados são os seguintes:
Melhoria na acessibilidade;
Habilidade na detecção e isolamento de falhas;
25
Considerações logísticas – fornecimento de peças de reposição;
Minimização da necessidade de ferramentas especiais;
Produtos simplificados;
Menor número de peças;
Diminuição do número de artigos em estoque para reposição;
Tempo de reparo menor;
Maior disponibilidade do produto.
As formas de atuação desta técnica passam pelo uso do FMEA na identificação de
possíveis problemas de campo, utilização de tempos padrões durante o
desenvolvimento do produto como parâmetro para definição de dificuldade da
manutenção (similar ao DFA – se comparado ao tempo de montagem na produção),
uso de ferramentas virtuais (CAD) para simular aspectos de manutenção ou até mesmo
teste de ferramentas especiais / universais já existentes em possíveis novos produtos.
Além das dificuldades de implementação já apresentadas para o DFM/DFA, o DFS
pode ter a sua implementação dificultada caso as seguintes situações venham a
ocorrer.
Engenheiro de produto normalmente desconhece aspectos de manutenção;
Aspectos produtivos são considerados podendo influenciar negativamente na
manutenção de campo – conflito com DFA em algumas situações;
Pouco recurso para deslocar o engenheiro de campo com bom conhecimento
para auxiliar no desenvolvimento do produto;
Conhecimento de campo fica restrito ao pós-venda, muitas vezes não sendo
utilizado nas fases inicias de projeto (engenharia busca soluções para apagar
26
incêndio).
5. Lean Manufacturing
O Lean ManufacturIng (Manufatura Enxuta) busca sempre a melhoria continua dos
processos produtivos. O Lean é uma filosofia criada no Japão em 1950 com o nome
TPS(Toyota Production System) por Eiji Toyoda, Taichi Ohno e Shigeo Shingo, tendo
foco no mercado e priorizando o que é valor para o cliente atendendo suas
necessidades no menor tempo possível.
O Lean Manufaturing tem seus princípios no:
Respeito pelos empregados: estão dedicando seu valioso tempo à empresa,
merecem estar satisfeitos com seus trabalhos e ter noção de sua importância.
Executar o uso efetivo dos recursos: reconhecer que os recursos são limitados e
finitos.
Aprendizado contínuo: O ciclo onde trabalhadores “aprendem de seus
superiores” e “repassam o que aprendem a seus subordinados”, estes esforços
enraízam-se de modo perene. Tais atividades passam de uma geração a outra.
É aqui onde o “finito” e o “infinito” se encontram.
E eliminar todo o desperdício (MUDA): Detectar e eliminar todo tipo de
desperdício na empresa.
Principalmente o Lean Manufacturing trabalha com metodologias para identificação e
eliminação de desperdícios (MUDA - atividades que não agregam valor).
Com a retirada dos desperdícios reduzimos o tempo de resposta na entrega de
produtos ou serviços com alta qualidade e baixo custo.
5.1 Definição e formas de desperdícios.
A definição de desperdício é:
Todos os objetos e ações que impedem a produção de Produtos;
27
Trabalho que não agrega valor ao cliente é “muda” (desperdício) e somente
eleva o custo.
A grosso modo pode-se dizer que quando se elimina o desperdício e atribuí-se trabalho
no seu lugar, o processo se torna mais LEAN (Enxuto) e reduz o esforço para obtenção
dos resultados desejados. E quando se agrega trabalho sem eliminar o desperdício,
trabalho se torna intenso e somente com esforços adicionais podemos obter
“resultados” desejados.
5.1.1 Superprodução
Produzir além da demanda. O Lean prega que não há sentido na produção se não há
venda dos produtos no mercado.
Superproduções podem ser causadas por estimativas de vendas equivocadas
A superprodução pode provocar estoque de produtos que por um motivo qualquer não
tenham saída no mercado.
O ideal é que se produza a demanda necessária para suprir o cliente.
5.1.2 Estoque
Excesso de matéria prima, produto em processo ou produto acabado, necessitando de
grandes espaços para armazenamento e cuidados especiais.
O excesso de estoque de matéria prima pode causar entre outras coisas:
Defeitos
Compras incorretas
Erros de inventario
O estoque de produtos em processo pode causar:
Defeitos
Paradas de linha
28
Tempo de preparação
O estoque de produtos acabados pode causar:
Retrabalho para adequação de produtos antigos a novas exigências
(retrabalhos)
Não venda devido ao produto se tornar obsoleto
Na maioria dos casos os estoques são utilizados para mascarar desperdícios como:
capacidade do processo, linhas desbalanceadas, má qualidade, problemas de
fornecimento entre outros. Mas quando o estoque é esgotado os problemas citados
aparecem.
5.1.3 Sobre-processamento
Operações que não agregam valor ao produto. Demandando um tempo maior que o
necessário para obtenção dos resultados.
Originado por:
Operações padrão mal definidas
Equipamento não adequado
Desbalanceamento
Problemas de DFM/DFA
5.1.4 Retrabalhos
Todos os materiais rejeitados e recursos como mão de obra, eletricidade, tempo e
outros reutilizados no reparo do item.
Originado por:
Defeito no processo
A situação ideal para o processo de manufatura é que não haja retrabalhos ou rejeitos.
5.1.5 Transporte
As perdas por transporte dão-se por excesso de transporte de material interno.
29
Originado por:
Localização de almoxarifado & linhas
Logística de movimento
Localização de máquinas ou equipamentos
Situação ideal é que haja mínimos transportes de materiais.
5.1.6 Espera
Tempo que o material ou matéria primo não está sendo processado.
Originados por:
Tempos de balanceamento incorretos
Tempos em que operadores esperam em filas
Tempos para preparação
Tempos para manutenção de equipamentos, maquinas ou linhas.
A situação ideal é a que não haja demoras ou tempos mortos (tempo em que os
operadores necessitam aguardar o termino de uma atividade).
5.1.7 Movimentação
Tempo por movimentações físicas desnecessárias pelas pessoas devido a uma má
adequação ergonômica.
Originadas por:
Desenho inadequado de estações de trabalho.
A situação ideal é o mínimo de esforço humano possível.
5.2 Princípios do Lean Manufacturing
Princípios para execução do Lean são:
Definir o que é VALOR para o Cliente;
Identificar o MAPA FLUXO DE VALOR para cada Família de produtos;
Estabelecer um FLUXO para o produto;
30
Utilizar um Sistema Puxado de programação;
Gerenciar a PERFEIÇÃO (melhoria contínua);
5.2.1 Valor
Definir o que é valor para o cliente. Conhecer as prioridades do cliente te direciona ao
objetivo a ser alcançado.
Questione como os Produtos e Processos existentes estabelecem uma expectativa de
VALOR para seu Cliente:
Preço Elevado?
Qualidade Pobre?
Prazo de Entrega Irreal?
Capacidade rápida de mudança das necessidades?
Definição de Produto Adequado para o Cliente?
5.2.2 Mapa de fluxo de valor
Identificar o MAPA FLUXO DE VALOR p/ cada Família de produto.
Identificar todos os passos necessários para atender ao pedido da Ordem de produção
até a Entrega
Desafio de cada Passo:
• Porque este passo é necessário?
• O Cliente acredita que o produto seria pior se este passo fosse deixado de
fora? (muitos passos são necessários por que a cultura empresarial é
burocrática e se baseiam em usos de tecnologia e utilização dos ativos)
Desenvolver um Mapa de Fluxo de Valor para estado FUTURO, eliminando tudo que
não agrega valor, passos desnecessários ou eliminação dos desperdícios.
5.2.3 Fluxo
Estabelecer um FLUXO para o produto.
31
Alinhar todos os passos que realmente criam valor e que estes sejam realizados em
uma seqüência rápida. Precisa-se que cada passo no processo seja:
Capaz – Realizar as atividades corretamente todas as vezes (6 Sigma)
Disponível – Ter mão de obra, equipamentos e maquinas sempre
capazes de produzir (Total Productive Maintenance).
Adequado – Com a capacidade do processo adequado à demanda e
com os recursos necessários para a produção no volume correto
5.2.4 Sistema Puxado de Produção
Produzir tendo em vista o que o Cliente quer. Quando ele quiser. Na quantidade
solicitada. E tendo o compromisso com a entrega.
Com a Redução do Lead Time e a Correta especificação de Valores p/ o Cliente, ele
poderá obter exatamente o que quer e quando quer:
CURTO Prazo: nivelar o estoque/adequá-lo a uma demanda de
variação controlada;
MÉDIO Prazo: fabricação Make-to-order com respostas rápidas e
follow up de estoque no cliente;
LONGO Prazo: Usar diagnósticos de analises para manter estável o
relacionamento entre as partes, minimizando surpresas no
fornecimento;
5.2.5 Melhoria continua
Padronizar o processo como um todo para que a as melhorias apareçam. E para que
possam ser visualizadas novas melhorias.
5.3 Kaizen
Definição: “Melhora contínua” aplicada de forma gradual e ordenada, que envolve todos
os membros da organização.
Kaizen é um evento onde os princípios e ferramentas do Lean são aplicadas e
utilizadas.
32
Trata-se da junção de um grupo multidisciplinar reunido para a busca por resultados
estipulados no processo de melhora continua do Lean Manufacturing. Onde cada um
contribui com idéias e experiências dentro do roteiro do evento.
Segue roteiro do evento:
1. Definir objetivos - Preparação prévia
2. Treinamento da equipe
3. Mapeamento e medição da situação atual
4. Observar o processo
5. Desenvolver ações de melhoria
6. Redesenhar diagrama de fluxo
7. Implementar novo layout
8. Preparo na linha e realização de ajustes
9. Medição de resultados
10. Trocas de documentação
11. Apresentação de resultados
12. Celebração.
33
6. CONCLUSÃO
Pode-se concluir que com o passar do tempo a industria busca adequar-se ás novas
exigências do mercado. Tendo assim uma resposta mais rápida aos anseios de clientes
e parceiros.
Cria-se a cada dia novas ferramentas, metodologias e tecnologias que auxiliam os
processos produtivos na busca pela diminuição de desperdícios, aumento de
performance e qualidade desses processos.
Esses instrumentos são disseminados por toda a cadeia produtiva, e cabe a nós
estarmos atualizados e nos adequarmos a essas ferramentas para que possamos
otimizar nossos conhecimentos e cumprir as exigências do mercado atual. Mas
guardando também espaço para criatividade e originalidade.
A pró-atividade, a visão global da organização de uma grande industria e o domínio
sobre as técnicas apresentadas no curso técnico em eletrônica industrial aliados com
as praticas realizadas em campo são a chave para que decisões corretas possam ser
tomadas e sustentadas. Contribuindo assim para a otimização do processo produtivo e
crescimento pessoal e profissional do aluno.
34
7. REFERÊNCIAS
VÁRIOS. IPC-A-610D – Acceptability of Electronic Assemblies. Bannockburn-IL:
2005.
PEREIRA, A. L.; NEVES, F. L. Apostila Gestão da Manutenção. Contagem-MG:
Senai, 2007.
VALERI, S. G., TRABASSO, L. G. Desenvolvimento Integrado do Produto: uma
análise dos mecanismos de integração das ferramentas DFX. In: IV Congr. Bras.
Gestão e Desenvolvimento de Produtos – Gramado, RS (2003).
HUANG, G. Q. Design for X. London: Chapman & Hall, 1996.
Formato eletrônico:
Jabil, The Company, disponível em <http://www.jabil.com> Tradução própria.
Acesso em: 01 maio. 2014.
About Ingenico, disponível em <http://www.ingenico.com> Tradução própria.
Acesso em: 03 maio. 2014.
Ingenico Around the World, disponível em <http://www.ingenico.com> Tradução
própria. Acesso em: 06 maio. 2014.
DFMA, disponível em <http://www.dfma.com> Acesso em: 01/07/2008.
RODRIGUEZ, G. Lean training Portuguese Rev1. Disponível em: <Intranet Jabil
Belo Horizonte>. Acesso em: 9 maio. 2014.
35
8. ANEXOS:
Figura 1 - Tela do MP (Monitor of Production - Monitor de Produção)
Figura 2 - Tela de defeito agregado do SCP
36
Figura 3 – Posicionamento do Jumper soldado no PCB
Figura 4– Novo posicionamento do Jumper soldado no PCB
37
Figura 5 – Exemplo de Gráfico de tempo por atividade
Figura 6 – Maquina dispensadora de Resina Mini Posi Ratio
Time
Person
T / T
A B D
60”
C
Time
Person
T / T
A B D
60”
C
Tempo excede o Takt Time
38
Figura 7 – Software de DFA (Fonte:www.dfma.com)
39
Figura 8 – Solução original
Figura 9 – Solução revisada

40