pré-tratamento físico-químico de efluentes industriais...
TRANSCRIPT

UNIVERSIDADE DE PASSO FUNDO
Bárbara Maria Fritzen Gomes
Pré-Tratamento Físico-Químico de Efluentes Industriais de um Abatedouro de Bovinos
Passo Fundo Passo Fundo
2010

Bárbara Maria Fritzen Gomes
Pré-Tratamento Físico-Químico de Efluentes Industriais de um Abatedouro de Bovinos
Trabalho de conclusão de curso submetido à Universidade de Passo Fundo como um dos requisitos para conclusão do curso de Engenharia Ambiental. Orientador: Prof. Dr. Vandré Barbosa Brião Co-orientador: Prof. Dr. Marcelo Hemkemeier
Passo Fundo 2010

Bárbara Maria Fritzen Gomes
Pré-Tratamento Físico-Químico de Efluentes Industriais de um Abatedouro de Bovinos e Suínos
Trabalho de conclusão de curso submetido à Universidade de Passo Fundo como um dos requisitos para conclusão do curso de Engenharia Ambiental. Orientador: Prof. Dr. Vandré Barbosa Brião Co-orientador: Prof. Dr. Marcelo Hemkemeier
Passo Fundo, Aprovado em Dezembro de 2010.
Banca Examinadora
_____________________________________ Prof. Dr. Vandré Barbosa Brião
_____________________________________ Prof. Dr. Marcelo Hemkemeier
______________________________________ Prof. Ricardo Salami Debastiani

RESUMO
No processamento industrial de abatedouros são gerados resíduos poluentes causadores de impactos ambientais negativos. No entanto, a questão mais relevante no processo de abate é a geração de efluentes. O uso de processos físico-químicos mostra-se como uma alternativa atual para o tratamento das águas residuárias geradas, mas ainda pouco pesquisado a nível mundial. O presente trabalho apresenta uma proposta de avaliação da eficiência do processo físico-químico como pré-tratamento de efluentes de abatedouros de bovinos, baseado em processos de coagulação e floculação, através da caracterização do efluente bruto e análises dos efluentes tratados. Além disso, realizou-se a seleção da melhor combinação de coagulantes e auxiliares de floculação, verificando qual das combinações apresenta melhor custo-benefício para o tratamento deste tipo de efluente. O experimento testou duas variáveis independentes de tipo de reagente e tipo de auxiliar de floculação, em dois níveis, sendo realizados quatro experimentos, os quais obtiveram como variáveis de resposta a cada teste, Demanda Química de Oxigênio (DQO), Nitrogênio (N), Fósforo (P), Sólidos Suspensos, Turbidez, Cor e Óleos e Graxas (O&G). O coagulante que apresentou melhor resultado, considerando aspectos qualitativos, quantitativos e econômicos foi o cloreto férrico, tendo como auxiliar de floculação o Ativador Q, sendo esta combinação a que demonstra melhor custo-benefício para o tratamento físico-químico de efluentes do abate de bovinos.
Palavras-chave: Abatedouro. Efluentes Industriais. Coagulação e Floculação.

ABSTRACT
In the industrial processing of abattoir, pollutant wastes are generated, which ones cause negative environmental impacts. However, the most important issue in the slaughtering process is the generation of effluents. The use of physical and chemical processes shows itself as a modern alternative for the treatment of generated wastewater, but there is little research worldwide. This paper proposes to assess the efficiency of the physical-chemical process as pretreatment of wastewater from slaughterhouses for cattle, based on the process of coagulation and flocculation by characterization of the wastewater and analysis of the treated effluent. Moreover, there was the selection of the best combination of coagulants and flocculant aids, checking which combination has a better cost-effective for the treatment of such effluent. The experiment tested two independent variables of type of reagent and type of flocculation auxiliary, on two levels and were performed four experiments, which get as response variables for each test, Chemical Oxygen Demand (COD), Nitrogen (N), Phosphorus (P), Suspended Solids, Turbidity, Color and Oil and Grease (O & G). The coagulant best result, considering qualitative, quantitative and economical issues was ferric chloride, with the help of Ativator Q, and this combination shows the most cost-effective for the physical-chemical treatment for wastewater from cattle slaughter.
Keywords: Slaughterhouse. Wastewater. Coagulation and Flocculation.

A Sarah,
a maior benção de minha vida.

AGRADECIMENTOS
Primeiramente a DEUS, pelo conforto e paz concedidos durante os momentos em que
o recorri.
Aos meus queridos, mãe e avós, Elisa Maria Fritzen (in memoriam), Antônio Fritzen
(in memoriam) e Hedi Schuster Fritzen, pelo valioso exemplo de obstinação pela vida e amor
familiar.
Com amor, a minha filha Sarah Fritzen Kochem, pelo companheirismo, compreensão,
amizade e apoio em todos os momentos de nossa convivência harmoniosa.
Ao meu tio José Gilberto Fritzen e minha tia Vanise Beatriz Fritzen pelo constante
apoio e pelos momentos de alegria e a constante preocupação com meu bem-estar.
Ao Professor Ricardo Debastiani, pela oportunidade de trabalhar com ele e pelo
grande exemplo de intelectualidade e inteligência, dedicação, companheirismo e
comportamento resoluto.
Ao Professor Doutor Vandré Brião pela boa vontade em ensinar e ajudar e grande
apoio técnico necessário para a elaboração desse trabalho.
Às inigualáveis amigas Alexandra Silva, Taís Caroline Silva, Juliana Guadagnin,
Raquel Camera e Valéria Tibola, pessoas dedicadas que tanto contribuíram e apoiaram nos
grandes momentos de decisões.
A todos os colegas e amigos: Jonas Magoga, Thiago Bedin, Heberton Junior dos
Santos, Cristiane Tedesco, Francielle Nunes, Francieli Noll, Tamires Carraro, Renato Tauffer,
Evandro Schweig, Marcos Bonamigo, Valter Caetano, Jaqueline Bonatto pela amizade e bons
momentos de descontração.
À Coordenação do Curso de Engenharia Ambiental pela oportunidade de desenvolver
este trabalho, e aos demais professores que compõem o grupo de graduação em engenharia
ambiental.
Ao Departamento do Meio Ambiente do município de Não-Me-Toque pela
acessibilidade e informações valiosas, necessárias para a compreensão desse trabalho.
Aos laboratoristas João e Audali do Curso de Engenharia de Alimentos, bem como aos
colegas Jaerton Santini, Tiago Tondello, Clinei Dal Magro e Rafael Magnan pela dedicação e
boa vontade de auxiliar na realização da parte prática do trabalho.
A toda minha família e as pessoas que de alguma forma contribuíram ou participaram
dessa longa caminhada.

“Tudo Posso Naquele que me Fortalece”.
FILIPENSES 4:13

LISTA DE ILUSTRAÇÕES
Figura 1: Consumo de carnes no Brasil................................................................................. 18 Figura 2: Rebanho efetivo de bovinos e suínos no Brasil ao longo de 20 anos ...................... 19 Figura 3: Rebanho efetivo de bovinos e suínos na região sul do Brasil ao longo de 20 anos .. 19 Figura 4: Rebanho efetivo de bovinos e suínos no estado do Rio Grande do Sul ao longo de 20
anos ............................................................................................................................... 20 Figura 5: Fluxograma do processo de abate de bovinos ........................................................ 23 Figura 6: Distribuição da carga de DQO remanescente por setores industriais do Estado do
Rio Grande do Sul ......................................................................................................... 33 Figura 7: Formação da dupla camada no colóide .................................................................. 36 Figura 8: Caracterização do efluente bruto quanto ao parâmetro de sólidos sedimentáveis .... 49 Figura 9: Ensaios preliminares no Jar Test, com (A) Cloreto férrico + polímero aniônico; (B)
PAC + Ativador Q; (C) Cloreto férrico + Ativador Q ............................................... 50 Figura 10: Aspecto visual do experimento A. ....................................................................... 52 Figura 11: Aspecto visual do efluente do experimento B. ..................................................... 53 Figura 12: Aspecto visual do experimento C. ....................................................................... 54 Figura 13: Teste Tukey HSD para o parâmetro de DQO dos ensaios de coagulação/floculação
com (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q. .................................................................................................. 55
Figura 14: Teste Tukey HSD para o parâmetro de turbidez dos ensaios de coagulação/floculação com (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q. ........................................................................ 56
Figura 15: Teste Tukey HSD para o parâmetro de Cor dos ensaios de coagulação/floculação com (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q. .................................................................................................. 57
Figura 16: Teste Tukey HSD para o parâmetro de Nitrogênio dos ensaios de coagulação/floculação com (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q. ........................................................................ 58
Figura 17: Teste Tukey HSD para o parâmetro de Óleos e Graxas dos ensaios de coagulação/floculação com (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q. ........................................................................ 59
Figura 18: Teste Tukey HSD para o parâmetro de Sólidos Suspensos dos ensaios de coagulação/floculação com (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q. ........................................................................ 60
Figura 19: Teste Tukey HSD para o parâmetro de fósforo dos ensaios de coagulação/floculação com (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q. ........................................................................ 61

LISTA DE TABELAS
Tabela 1: Distribuição do consumo de água em abatedouros (litros/animal).......................... 30 Tabela 2: Consumo de água para o abate de animais em diversos países (m³/animal) ............ 31 Tabela 3: Concentrações médias de poluentes em efluentes de abatedouros de bovinos e
suínos (por animal abatido) ............................................................................................ 32 Tabela 4: Características dos reagentes usados nos ensaios de coagulação/floculação ........... 42 Tabela 5: Médias e desvios padrão das concentrações do efluente bruto ............................... 48 Tabela 6: Volumes de reagentes utilizados nos ensaios de coagulação/floculação e ajuste de
pH (ml/l). ....................................................................................................................... 51 Tabela 7: Concentrações reagentes utilizados nos ensaios de coagulação/floculação (mg/l). . 51 Tabela 8: Médias e desvios padrão das concentrações resultantes dos parâmetros físico-
químicos após os ensaios de coagulação/floculação com (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q. ........................ 55
Tabela 9: Eficiências médias de remoção dos parâmetros analisados. ................................... 62 Tabela 10: Valores comerciais dos coagulantes e auxiliares de floculação. ........................... 62 Tabela 11: Custos totais de cada combinação de reagentes por metro cúbico de efluente
tratado. .......................................................................................................................... 63 Tabela 12: Valores “p” para a comparação de médias de concentração final pelo Teste Tukey
para a variável de resposta DQO. ................................................................................... 74 Tabela 13: Valores “p” para a comparação de médias de concentração final pelo Teste Tukey
para a variável de resposta turbidez. ............................................................................... 74 Tabela 14: Valores “p” para a comparação de médias de concentração final pelo Teste Tukey
para a variável de resposta cor........................................................................................ 74 Tabela 15: Valores “p” para a comparação de médias de concentração final pelo Teste Tukey
para a variável de resposta nitrogênio. ............................................................................ 75 Tabela 16: Valores “p” para a comparação de médias de concentração final pelo Teste Tukey
para a variável de resposta fósforo total.......................................................................... 75 Tabela 17: Valores “p” para a comparação de médias de concentração final pelo Teste Tukey
para a variável de resposta óleos e graxas. ...................................................................... 75 Tabela 18: Valores “p” para a comparação de médias de concentração final pelo Teste Tukey
para a variável de resposta sólidos suspensos. ................................................................ 76

LISTA DE QUADRO
Quadro 1: Planejamento experimental 22 .............................................................................. 42 Quadro 2: Avaliação dos resultados dos experimentos quanto à concentração final dos
parâmetros dos efluentes tratados e avaliação estatística................................................. 61

SUMÁRIO
1 INTRODUÇÃO ............................................................................................................. 13 2 REVISÃO BIBLIOGRÁFICA ....................................................................................... 17
2.1 SETOR CÁRNEO ............................................................................................ 17 2.2 ABATEDOUROS ............................................................................................. 21
2.2.1 Processo produtivo .......................................................................................... 22 2.2.1.1 Abate de bovinos ....................................................................................... 22 2.1.1.1.1 Transporte e descanso ............................................................................ 24 2.1.1.1.2 Condução e lavagem dos animais .......................................................... 25 2.1.1.1.3 Atordoamento e insensibilização ........................................................... 25 2.1.1.1.4 Sangria .................................................................................................. 26 2.1.1.1.5 Esfola .................................................................................................... 27 2.1.1.1.6 Evisceração ........................................................................................... 27 2.1.1.1.7 Lavagem e inspeção da carcaça ............................................................. 28 2.1.1.1.8 Refrigeração e expedição ....................................................................... 28
2.1.2 Geração de efluentes em abatedouros .............................................................. 29 2.1.2.1 Aspectos Quantitativos .............................................................................. 30 2.1.2.2 Aspectos Qualitativos ................................................................................ 31
2.3 TRATAMENTO DE EFLUENTES INDUSTRIAIS ......................................... 33 2.3.1 Tratamento Físico-Químico ............................................................................. 34
2.3.1.1 Definição de tratamento físico-químico ..................................................... 34 2.3.1.2 Coagulação e Floculação ........................................................................... 35 2.3.1.3 Coagulantes e Floculantes ......................................................................... 38 2.3.1.4 Auxiliares de Floculação ........................................................................... 39
3 MATERIAL E MÉTODOS ........................................................................................... 41 3.1 EFLUENTE ...................................................................................................... 41 3.2 COAGULANTES E AUXILIARES DE FLOCULAÇÃO ................................. 41 3.3 PROCEDIMENTO EXPERIMENTAL ............................................................. 43
3.3.1 Testes Preliminares ......................................................................................... 43 3.3.2 Ensaios Experimentais .................................................................................... 43
3.4 ENSAIOS ANALÍTICOS ................................................................................. 44 3.4.1 Demanda Química de Oxigênio ....................................................................... 44 3.4.2 Nitrogênio Total Kjeldahl ............................................................................... 44 3.4.3 Fósforo Total .................................................................................................. 45 3.4.4 Óleos e graxas ................................................................................................. 45 3.4.5 Sólidos Suspensos ........................................................................................... 46 3.4.6 Sólidos sedimentáveis ..................................................................................... 46 3.4.7 pH ................................................................................................................... 46 3.4.8 Cor .................................................................................................................. 46 3.4.9 Turbidez.......................................................................................................... 47
4 RESULTADOS E DISCUSSÃO ................................................................................... 48 4.1 CARACTERIZAÇÃO DO EFLUENTE BRUTO ............................................. 48 4.2 TESTES PRELIMINARES ............................................................................... 49 4.3 ENSAIOS EXPERIMENTAIS .......................................................................... 51 4.4 EFICIÊNCIA DE REMOÇÃO .......................................................................... 62 4.5 AVALIAÇÃO ECONÔMICA .......................................................................... 62 4.6 SELEÇÃO DOS REAGENTES ........................................................................ 63
5 CONCLUSÃO ............................................................................................................... 65 REFERÊNCIAS BIBLIOGRÁFICAS .................................................................................. 67

13
1 INTRODUÇÃO
O constante crescimento populacional no Brasil e no mundo tem ocasionado uma
maior demanda de produtos alimentares, dentre estes, carne e seus derivados, resultando um
incremento na produção mundial e, inclusive, nacional.
O efetivo rebanho de bovinos no Brasil tem aumentado ao longo das últimas décadas,
determinando a posição do Brasil à frente do ranking de maior rebanho bovino comercial do
mundo. Desta forma, a produção de carne bovina de corte aumentou significantemente nos
últimos anos, constituindo uma atividade econômica de grande relevância que se traduz no
surgimento de um número crescente de abatedouros, seja de suínos, bovinos ou de aves
(AGROCARNES, 200?; FERREIRA et al, 2002).
O incremento na produção nacional das indústrias deste setor acarreta em
preocupações com a conservação ambiental, uma vez que os principais impactos ambientais
negativos relacionados ao abate de animais bovinos estão relacionados com a geração de
efluentes líquidos, que constituem, pela sua composição, fontes de poluição e contaminação
que ameaçam constantemente o meio ambiente, e em particular, os corpos receptores, tais
como solo, águas subterrânea e superficial (DIAS, 1999; FERREIRA et al, 2002).
As águas residuárias do processamento de produtos animais são altamente poluidoras,
podendo conter gordura, sólidos orgânicos e inorgânicos (MATOS, 2005), apresentando altos
valores de DBO5 (Demanda Bioquímica de Oxigênio) e DQO (Demanda Química de
Oxigênio) (SENAI, 2003). Isto pode acarretar impactos ambientais negativos sobre os corpos
hídricos, tais como diminuição do oxigênio dissolvido no meio; alteração da temperatura e
aumento da concentração de sólidos suspensos (aumento da turbidez) e sólidos dissolvidos
totais na água; eutrofização dos corpos hídricos e proliferação de doenças veiculadas pela
água (MATOS, 2005).
Como toda indústria, os abatedouros necessitam tratar seus efluentes, procurando
garantir a adequação aos padrões previstos pela legislação. Entretanto, os sistemas atuais e
convencionais de tratamento de efluentes no setor de abatedouros apresentam sérias
dificuldades no atendimento a questões legais no âmbito ambiental, de modo que seus
efluentes finais, geralmente, não tem qualidade suficiente para atender aos padrões de emissão
e qualidade preconizados na legislação ambiental brasileira (SANTOS, 2006). Além disso, os
custos dos métodos de tratamento disponíveis para se atingir tais padrões são elevados e os

14
investimentos nesta área são baixos, como em muitos países em desenvolvimento
(CHERNICHARO, 1997).
No Brasil, ainda, os sistemas mais adotados como tratamento secundário em estações
de tratamento de efluentes de agroindústrias são as lagoas de estabilização, as quais fazem uso
de processos biológicos anaeróbios e facultativos.
Os processos anaeróbios, usados na atualidade (lagoas facultativas e anaeróbias),
apresentam inúmeras desvantagens em relação aos demais processos de tratamento,
destacando-se que, as árqueas metanogênicas, principais microrganismos envolvidos no
processo anaeróbio, são suscetíveis à inibição por um grande número de compostos, sendo
que no caso de efluentes de abatedouros, a gordura, ácidos graxos livres na solução, nitratos e
sulfatos diminuem a biodegradabilidade do efluente, causando sérios problemas operacionais
e funcionais, além de importantes efeitos tóxicos (CHERNICHARO, 1997; RIGO, 2004).
Além disso, a partida do processo pode ser lenta na ausência de lodo de semeadura adaptado,
necessitando de longos períodos de aclimatação para entrar em regime (CHERNICHARO,
1997).
O tratamento anaeróbio também aumenta as possibilidades de geração de maus
odores, devido à geração de gases poluentes como o gás metano (CHERNICHARO, 1997;
MASSÉ et al., 2000; CAMPELLO, 2009); de proliferação de insetos (VON SPERLING,
1996), de geração de efluente com aspecto desagradável (CHERNICHARO, 1997), devendo
haver um afastamento razoável de residências circunvizinhas (VON SPERLING, 1996).
Outra desvantagem dos sistemas anaeróbios, em relação aos demais, é a necessidade
de grandes áreas para a instalação (BRAILE; CAVALCANTI, 1993), bem como geralmente é
necessária outra unidade para o pós-tratamento do efluente, uma vez que a remoção de
nitrogênio, fósforo e patogênicos é insatisfatória (CHERNICHARO, 1997; SANTOS, 2006),
apresentando dificuldades de satisfazer padrões de lançamento mais restritivos (VON
SPERLING, 1996).
A temperatura é uma das variáveis mais importantes em processos biológicos, porque
dela dependem as taxas com que se desenvolvem as reações bioquímicas que determinam a
velocidade de crescimento dos microrganismos e de utilização de substratos. Dentre os
principais efeitos da temperatura incluem-se as alterações na velocidade do metabolismo das
bactérias, no equilíbrio iônico e na solubilidade dos substratos, principalmente de lipídios.
Como o estado do Rio Grande do Sul apresenta clima temperado, com ocorrências de
temperaturas mínimas no período sazonal do inverno este tipo de tratamento secundário tem
15
sua eficiência afetada, devido à limitação quanto às ações corretivas para esta condicionante
(SANTOS, 2006; CAMPOS, 1999).
A dificuldade no controle operacional devido à complexidade das interações dos
microrganismos e pelo fato destas unidades serem controladas apenas pela vazão dos
efluentes aumentam ainda mais as desvantagens da implantação desses sistemas atuais. Além
disso, devido à suspensão da biomassa (arraste) ocorrem alguns problemas operacionais como
flotação do lodo ou toxicidade de compostos intermediários formados (HU et al., 2002 apud
RIGO, 2004; RIGO, 2004; PHILIPPI, 2007). Outro problema é que a simplicidade
operacional pode trazer o descaso na manutenção (VON SPERLING, 1996).
Desta forma, considerando as peculiaridades das características dos efluentes de
abatedouros, identifica-se a necessidade da viabilização de sistemas eficientes para o
tratamento das águas residuárias deste setor industrial, uma vez que a possibilidade de se
desenvolver tecnologias mais eficientes para o tratamento de efluentes poderá reduzir o
investimento inicial das empresas e também seus custos operacionais para manter os
sistemas em funcionamento, além de permitir que as mesmas se adaptem às normas
ambientais e, conseqüentemente, venham a contribuir para a redução do impacto ambiental
dessas atividades como um todo (HENZE, 1997 apud RIGO, 2004).
De acordo com Levine et al. (1991) apud Santos (2006), para que se obtenha melhor
desempenho das unidades de tratamento de efluentes subseqüentes, é importante a inclusão de
etapas anteriores que possam selecionar uma faixa de tamanho de partículas que ofereça
vantagem à cinética do processo secundário (biológico) de tratamento. Dentre as medidas
possíveis de serem adotadas, destacam-se o uso de coagulante químico, quebra de partículas
por bombeamento, desintegração por ultra-som, filtração do efluente primário, dentre outras,
ou seja, processos físico-químicos.
Os sistemas físico-químicos, como tratamento preliminar do efluente, permitem um
maior controle devido ao ajuste das dosagens, embora ocorra uma geração maior de lodo
(VON SPERLING, 1997), o qual, devido a suas características químicas (alta concentração de
proteínas), pode ser usado na fabricação de ração animal pela própria empresa ou, até mesmo,
vendido para empresas especializadas no processamento de subprodutos do setor cárneo,
trazendo ganhos econômicos à empresa, transformando um antigo resíduo descartável em co-
produto do processo industrial.
Outro aspecto importante dos métodos de tratamento que empregam processos físico-
químicos se refere aos custos, pois necessitam de menor investimento inicial, embora
apresentem maior custo operacional (DE HAAS et al., 2000 apud SANTOS, 2006).

16
Entretanto, considerando as taxas de juros para financiamentos, em torno de 8%, sistemas
com investimento inicial tornam-se potencialmente mais atrativos, principalmente para a
etapa inicial do projeto (SANTOS, 2006).
Devido à vasta gama de floculantes e coagulantes disponíveis para o processo físico-
químico de tratamento de efluentes, há a necessidade de avaliar qual produto químico
apresenta maior eficiência de remoção de carga orgânica e poluente, aliada ao melhor custo -
beneficio para o tratamento das águas residuárias do processo de abate de animais.
O objetivo do trabalho foi avaliar técnica e economicamente combinações entre dois
tipos de coagulantes, cloreto férrico e policloreto de alumínio, e dois tipos de auxiliares de
floculação, polímeros aniônicos e Ativador Q, comercialmente vendidos para o tratamento
físico-químico como pré-tratamento de efluentes de abatedouros bovinos, analisando as
características físico-químicas do efluente bruto e dos efluentes tratados para a determinação
da eficiência dos reagentes utilizados.
17
2 REVISÃO BIBLIOGRÁFICA
2.1 SETOR CÁRNEO
O consumo de alimentos cresce no mundo todo, sendo que o principal grupo de
produtos alimentares onde houve aumento da quantidade consumida per capita é, sem dúvida,
o das carnes. Como muitos estudos já demonstraram, quando há uma melhoria na renda dos
estratos médios e inferiores da sociedade tende a haver um maior consumo de proteína
animal, tais como gordura e carne (BLEIL, 1998; MALUF, 2000?). Os fundamentos da teoria
econômica apontam que o consumo de carne é influenciado principalmente pela renda per
capita da população e pelo preço das mesmas (ZEN et al., 2008).
Nos últimos anos ocorreram, no entanto, muitos fatores concorrenciais que
favoreceram o desenvolvimento do setor de carnes no país, que, favorecidos pelas políticas
públicas das décadas anteriores, ocasionaram a “modernização” do setor. O desenvolvimento
de novas tecnologias por centros de pesquisas, o processo de profissionalização do mercado
(desde os fornecedores de insumos até o varejo) e a segmentação da produção (alianças
comerciais) e do consumo foram importantes para a cadeia produtiva da bovinocultura de
corte brasileira, qualificando-a para os mercados nacional e internacional (POLAQUINI et al.,
2006).
Carnes bovinas, atualmente, representam o maior percentual de consumo no Brasil,
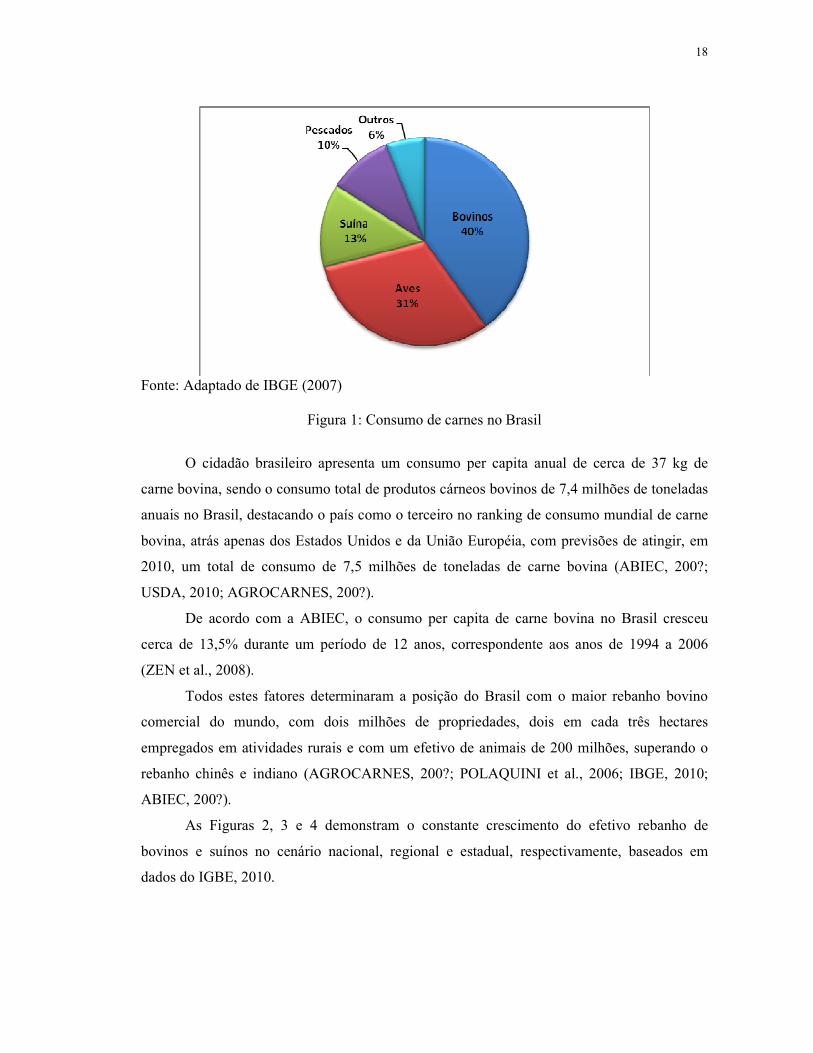
seguido do setor avícola, suíno e de pesca. A figura a seguir apresenta os percentuais
correspondentes do consumo cárneo nacional.
18
Fonte: Adaptado de IBGE (2007)
Figura 1: Consumo de carnes no Brasil
O cidadão brasileiro apresenta um consumo per capita anual de cerca de 37 kg de
carne bovina, sendo o consumo total de produtos cárneos bovinos de 7,4 milhões de toneladas
anuais no Brasil, destacando o país como o terceiro no ranking de consumo mundial de carne
bovina, atrás apenas dos Estados Unidos e da União Européia, com previsões de atingir, em
2010, um total de consumo de 7,5 milhões de toneladas de carne bovina (ABIEC, 200?;
USDA, 2010; AGROCARNES, 200?).
De acordo com a ABIEC, o consumo per capita de carne bovina no Brasil cresceu
cerca de 13,5% durante um período de 12 anos, correspondente aos anos de 1994 a 2006
(ZEN et al., 2008).
Todos estes fatores determinaram a posição do Brasil com o maior rebanho bovino
comercial do mundo, com dois milhões de propriedades, dois em cada três hectares
empregados em atividades rurais e com um efetivo de animais de 200 milhões, superando o
rebanho chinês e indiano (AGROCARNES, 200?; POLAQUINI et al., 2006; IBGE, 2010;
ABIEC, 200?).
As Figuras 2, 3 e 4 demonstram o constante crescimento do efetivo rebanho de
bovinos e suínos no cenário nacional, regional e estadual, respectivamente, baseados em
dados do IGBE, 2010.

19
0
25.000
50.000
75.000
100.000
125.000
150.000
175.000
200.000
1978
1988
1990
1991
1992
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
Bovinos
Suínos
Fonte: Adaptado de IBGE (2010)
Figura 2: Rebanho efetivo de bovinos e suínos no Brasil ao longo de 20 anos
0
3.000
6.000
9.000
12.000
15.000
18.000
21.000
24.000
27.000
30.000
33.000
36.000
1978
1988
1990
1991
1992
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
Bovinos
Suínos
Fonte: Adaptado de IBGE (2010)
Figura 3: Rebanho efetivo de bovinos e suínos na região sul do Brasil ao longo de 20 anos

20
0
1.500
3.000
4.500
6.000
7.500
9.000
10.500
12.000
13.500
15.000
1978
1988
1990
1991
1992
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
Bovinos
Suínos
Fonte: Adaptado de IBGE (2010) Figura 4: Rebanho efetivo de bovinos e suínos no estado do Rio Grande do Sul ao longo de 20
anos
Segundo o Anuário DBO (2002), anualmente, são abatidos 32 a 34 milhões de
cabeças, movimentando em torno de R$ 12 bilhões, se somadas às receitas com cortes de
carne, couro, miúdos e outros subprodutos.
Dentro do complexo carnes, investigado pela Pesquisa Trimestral do Abate de
Animais, o abate de bovinos registrou variações positivas nos seus indicadores, sendo que
houve um aumento de 10% no abate de bovinos no terceiro trimestre em relação ao mesmo
período de 2009. Esse aumento confirma tendência de retomada do crescimento, após a forte
retração do mercado iniciada no 3° trimestre de 2008. (IBGE, 2010).
Conforme dados apresentados pelo United States Department of Agriculture (USDA)
citado por Schlesinger (2010), a produção mundial de carne bovina aumentou 18% nos
últimos 20 anos, passando de 51 milhões de toneladas (peso-carcaça equivalente) em 1990 a
58,5 milhões em 2008, girando, desde 2006, em torno de 58 a 59 milhões de toneladas anuais.
No Brasil, entre 1990 e 2008, a produção de carne bovina mais que dobrou, passando
de 4,1 para mais de 9,3 milhões de toneladas, com ritmo de crescimento bem superior ao de
sua população e de seu consumo. Esta combinação de fatores permitiu que o Brasil se
tornasse o maior exportador mundial, ultrapassando a Austrália, a partir de 2004
(SCHLESINGER, 2010; IBGE, 2007), tendo em vista que a tecnologia de processamento de
carnes no Brasil está entre as mais avançada do mundo (BELIK, 1994).
21
A produção animal para corte no Brasil é uma atividade econômica de grande
relevância que se traduz no surgimento de um número crescente de abatedouros, seja de
suínos, bovinos ou de aves (FERREIRA et al, 2002).
2.2 ABATEDOUROS
A indústria de abatedouros é uma das atividades mais antigas da humanidade (RIGO,
2004), sendo que desde a origem do homem, a carne faz parte da sua alimentação
(MALDANER, 2008).
O abate de animais é realizado para obtenção de carne e de seus derivados, destinados
ao consumo humano. Esta operação, bem como os demais processamentos industriais da
carne, é regulamentada por uma série de normas sanitárias destinadas a dar segurança
alimentar aos consumidores destes produtos (TRAMONTINI, 2000).
Pacheco e Yamanaka (2008) definem abatedouros (ou matadouros) como unidades
que realizam o abate dos animais, produzindo carcaças (carne com ossos) e vísceras
comestíveis, porém sem industrializar a carne.
Matadouros podem ser definidos como estabelecimentos dotados de instalações
adequadas para a matança de quaisquer das espécies de açougue, visando o fornecimento de
carne em natureza ao comércio interno, com ou sem dependências para industrialização de
acordo com o Decreto nº30.691/52, tendo em vista o que dispõe a Lei Federal nº1.283/50, que
especifica a inspeção industrial e sanitária dos produtos de origem animal, através do Art. 21.
(MAPA, 200?).
Para SENAI (2003), as instalações completas para o abate envolvem: currais e anexos
(currais de chegada e seleção curral de observação e departamento de necropsia); rampa de
acesso à matança (com chuveiro e seringas); área de atordoamento (boxe de atordoamento e
área de vômito); sala de matança com subseções (sangria, esfola, evisceração, toalete, seções
de miúdos); sala de desossa; expedição e setor de utilidades (instalações frigoríficas, caldeira,
abastecimento de água, estação de tratamento de efluentes, lavagem de caminhões); áreas
anexas (processamento de subprodutos: farinha de sangue e de osso, sebo, triparia, bucharia,
couro, entre outras).
22
2.2.1 Processo produtivo
O abate de bovinos, assim como de outras espécies animais, é realizado para a
obtenção de carne e de seus derivados, destinados ao consumo humano (PACHECO;
YAMANAKA, 2008).
2.2.1.1 Abate de bovinos
Para o abate de bovinos são realizados, basicamente, os seguintes procedimentos:
recepção dos animais e dieta hídrica nos currais, condução e lavagem dos animais,
atordoamento, sangria, esfola, evisceração, corte da carcaça, refrigeração e expedição e
transporte adequado do produto. O fluxograma Figura 5 demonstra o processo de abate de
animais bovinos.

23
Fonte: Adaptado de Pacheco e Yamanaka (2008)
Figura 5: Fluxograma do processo de abate de bovinos
Esfola
Evisceração
Corte da Carcaça
Refrigeração
Expedição
Água, Produtos de limpeza
Água, Produtos de limpeza,
Ar comprimido
Água
Água, eletricidade, gases refrigerantes, produtos
de limpeza
Couro, cabeça, chifres, cascos Efluentes líquidos
Vísceras, Efluentes líquidos
Efluentes líquidos
Efluentes líquidos
Atordoamento
Sangria
Água, Produtos de limpeza
Água, Produtos de limpeza
Vômito, urina, Efluentes líquidos
Sangue Efluentes líquidos
Recepção e Descanso
Condução e Lavagem
Água, Desinfetante
s
Água, Desinfetante
s
Esterco, urina, Efluentes líquidos
Esterco, urina, Efluentes líquidos
Bovinos
Entradas Saídas

24
Através do fluxograma, que demonstra as entradas e saídas do processo de abate,
pode-se observar que a geração de efluentes é um aspecto ambiental relevante, uma vez que
ocorre em todas as fases do processo, constituindo um efluente heterogêneo, devido a suas
origens.
A seguir descrevem-se todos os processos do abate de bovinos.
2.1.1.1.1 Transporte e descanso
O gado é transportado em caminhões adaptados e específicos para tal, até os
abatedouros, sendo descarregados nos currais e pocilgas de recepção por meio de rampas
adequadas. Dependendo da distância percorrida, os animais devem permanecer nestas
instalações de 16 a 24 horas a partir do desembarque (PACHECO; YAMANAKA, 2008).
De acordo com Arruda (2004), este período é destinado ao descanso, jejum e dieta
hídrica. Tal procedimento tem como objetivos a diminuição do conteúdo estomacal e
intestinal (PACHECO; YAMANAKA, 2008), permitindo maior facilidade no processo de
evisceração e diminui o risco de contaminação microbiana devido às fezes (ARRUDA, 2004)
e a recuperação do estresse gerado pelas perturbações surgidas pelo deslocamento desde o
local de origem até o estabelecimento de abate (GIL; DURÃO, 1985), recuperando as
reservas de glicogênio muscular, uma vez que as condições de estresse reduzem tais reservas
antes do abate (BRAY et al., 1989 apud ROÇA, 200?), melhorando a qualidade da carne.
A limpeza dos currais e pocilgas de recepção é realizada removendo-se o esterco e
outras sujidades, separando-os para disposição adequada, e em seguida é realizada uma
lavagem com água no local, sendo o efluente destinado à ETE.
Após a descarga dos animais, os caminhões são limpos por razões higiênicas e de
assepsia, em área especial para a lavagem dos mesmos. Os efluentes desta lavagem são
destinados à estação de tratamento de efluentes da unidade, fazendo parte da linha verde
(PACHECO; YAMANAKA, 2008).
Os efluentes oriundos dos currais e mangueiras são denominados como efluentes da
linha verde, uma vez que não apresentam sangue em sua composição.
25
2.1.1.1.2 Condução e lavagem dos animais
Segundo Pacheco e Yamanaka (2008), em seguida ao repouso os animais são
conduzidos para uma passagem cercada, conduzidos em direção ao abate. Esta passagem vai
afunilando-se, de forma que, na entrada da sala de abate, os animais andem em fila única.
Durante o percurso, os animais são lavados com jatos e/ou sprays de água clorada sob
pressão regulada (PACHECO; YAMANAKA, 2008). Este banho tem caráter sanitário, com o
objetivo de limpar a pele do animal, assegurando uma esfola higiênica, reduzindo a poeira e
sujidades na sala de abate (STEINER, 1983 apud ROÇA, 200?), bem como realiza a
vasoconstrição periférica e a vasodilatação internado animal, ajudando na sangria
(MALDANER, 2008).
As águas residuárias da condução e lavagem dos animais é considerada oriunda da
linha verde, podendo ser agregadas ao efluente dos currais e devendo ser destinadas ao
tratamento específico para este tipo de efluente.
2.1.1.1.3 Atordoamento e insensibilização
O atordoamento consiste em colocar o animal em um estado de inconsciência, que
perdure até o fim da sangria, não causando sofrimento desnecessário e promovendo uma
sangria tão completa quanto possível (GIL; DURÃO, 1985).
Um dos métodos mais utilizado para a insensibilização do animal é a concussão
cerebral, através de lesão encefálica provocada pela compressão das meninges como
conseqüência de um meio mecanizado de um golpe sobre o encéfalo. O instrumento mais
comum é a marreta de ação humana. A execução é rápida, deixando o animal inconsciente,
porém com atividade cardíaca e respiratória (PACHECO; YAMANAKA, 2008).
A lesão encefálica ou injúria cerebral difusa, provocada pela pancada súbita e pelas
alterações intracranianas, resultados da deformação rotacional do cérebro, promove a
descoordenação motora e a inconsciência, porém, mantém as atividades cardíaca e
respiratória, de acordo com SENAI (2003).
26
Durante este processo, os animais podem regurgitar ou urinar, devendo a instalação ser
lavada em seguida ao abate, gerando um efluente verde, o qual poderá ser tratado juntamente
com os anteriores.
Após esta operação, a parede do box é aberta e o animal atordoado cai para um pátio,
ao lado do box, de onde é içado com auxílio de uma corrente presa a uma das patas traseiras
(PACHECO; YAMANAKA, 2008). Neste momento, pode ocorrer regurgitação, devendo o
local ter água em abundância para lavagem (MUCCIOLO, 1985).
SENAI (2003), no manual de produção mais limpa destinada a empresas de abate
animal, recomenda não acumular carcaças atordoadas, sendo que o tempo entre o
atordoamento e a sangria não deve ser superior a 1,5 minutos.
2.1.1.1.4 Sangria
Após a etapa de insensibilização do animal, o mesmo é encaminhado para o
procedimento de sangria. Roça (200?) afirma que a sangria é realizada pela abertura saginal
da barbela e secção de grandes vasos sangüíneos do pescoço com o auxílio de uma faca.
O sangue que escorre do animal suspenso deve ser coletado em uma calha específica e
direcionado para armazenamento em tanques, gerando de 15 a 20 litros de sangue por animal,
pois se este procedimento é realizado de forma correta, ocorre a remoção de cerca de 60% do
sangue do animal (MALDANER, 2008).
O sangue oriundo deste procedimento deve ser coletado e armazenado para posterior
comercialização in natura para indústrias de processamento, uma vez que se misturado ao
efluente industrial aumenta significantemente a carga poluidora do mesmo.
Caso este subproduto não seja eficientemente coletado, será misturado ao efluente
desta unidade do processo de abate, aumentando a carga orgânica do efluente expressa em
DBO e DQO, dificultando os processos seqüenciais de tratamento do efluente.
O efluente gerado nesta etapa do processo é caracterizado como oriundo da linha
vermelha, devendo sofrer processos diferenciados dos processos para a linha verde.

27
2.1.1.1.5 Esfola
Após a morte do animal por falta de oxigenação no cérebro, é realizado o processo de
esfola, que consiste na remoção do couro por separação do panículo subcutâneo e
desarticulação da cabeça, sendo, primeiramente, cortadas as patas dianteiras para
aproveitamento dos mocotós (PACHECO; YAMANAKA, 2008; ROÇA, 200?). Maldaner
(2008) cita que tal procedimento pode ocorrer de forma mecanizada ou manual com o auxílio
facas, mas tomando cuidados básicos para evitar a contaminação da carcaça por pêlos ou
algum resíduo fecal.
Atualmente, no Brasil, a esfola é realizada principalmente pelo sistema aéreo, ou seja,
com o bovino suspenso no trilho, dando evidentes vantagens do ponto de vista higiênico –
sanitário e tecnológico (SENAI, 2003).
Por questões sanitárias, nesta etapa, água é usada como insumo, a fim de realizar uma
limpeza preliminar da carcaça, evitando a contaminação desta com pêlos e resíduos fecais, um
acréscimo no volume de efluentes gerados na linha vermelha.
2.1.1.1.6 Evisceração
Seguindo o processo, as carcaças dos animais vão para a fase de evisceração, quando
ocorre a abertura da cavidade torácica, abdominal e pélvica, com o auxílio de serra elétrica ou
manualmente. A evisceração envolve também a remoção das vísceras abdominais e pélvicas,
além dos intestinos, bexiga e estômagos (ROÇA, 200?; MALDANER, 2008; PACHECO;
YAMANAKA, 2008).
Segundo Maldaner (2008), as vísceras são separadas em vísceras brancas (intestino,
estômago, bexiga, baço e pâncreas) e vísceras vermelhas (coração, língua, pulmões e fígado).
Novamente, ocorre a geração de efluentes, devido ao uso de água para garantir
premissas de higiene.

28
2.1.1.1.7 Lavagem e inspeção da carcaça
De acordo com Pacheco e Yamanaka (2008), retiradas as vísceras, as carcaças são
serradas longitudinalmente ao meio, seguindo o cordão espinal. Então, as meias carcaças
passam por um processo de limpeza, no qual pequenas aparas de gordura com alguma carne e
outros apêndices (tecidos sem carne) são removidos com facas, e são lavadas com água
pressurizada, para remoção de partículas ósseas, coágulos e pêlos, ocorrendo a geração de
efluentes compostos por estas pequenas partículas. Este efluente deve ser tratado em conjunto
aos demais efluentes da linha vermelha.
Em seguida são submetidas ao processo de toalete para remoção dos rins, rabo,
gorduras e medula. Segundo o SENAI (2003), o toalete é uma operação que visa melhorar a
apresentação do corte da carne, ou seja, são retirados gorduras, pelancas e retalhos de carne.
As meias carcaças são inspecionadas e levam o carimbo do Serviço de Inspeção
Federal (SIF), de acordo com Pacheco e Yamanaka (2008).
2.1.1.1.8 Refrigeração e expedição
Imediatamente após o abate, a carcaça precisa ser resfriada para impedir a
deterioração, ou seja, evitar o crescimento microbiológico, uma vez que a temperatura interna
normalmente gira em torno de 38 °C. As câmeras de resfriamento são mantidas a
temperaturas entre –4 e 0 °C, sendo que a temperatura da câmera sempre deverá ser menor
que 3 °C por um período de cerca de 24 a 48 horas (PACHECO; YAMANAKA, 2008;
MALDANER, 2008).
De acordo com SENAI (2003), as carcaças devem permanecer em repouso por 12
horas, em sala refrigerada para aumentar a maciez da carne. Após esse período as carcaças
podem seguir dois destinos: embaladas, seguindo para a expedição ou separadas em cortes
padronizados e posteriormente embaladas.
A câmara de resfriamento necessita estar sempre em condições higiênicas adequadas,
devendo receber constantemente lavagens e limpezas. Desta forma, ocorre um aumento no
volume de efluente gerado na linha vermelha.

29
O transporte compõe a parte final do processo industrial de abate, devendo ser
realizado em caminhões devidamente equipados e adequados para a função (PACHECO;
YAMANAKA, 2008).
2.1.2 Geração de efluentes em abatedouros
A água é um fator indispensável para o funcionamento de indústrias, como a
frigorífica, onde desempenha diversas funções (BRAILE; CAVALCANTI, 1993). O processo
de abate de bovinos apresenta um elevado consumo de água, a fim de manter procedimentos
de higienização dos produtos e locais de realização das atividades. Em conseqüência ao
consumo deste insumo, ocorre uma alta geração de efluentes por unidade animal abatida.
Para Pacheco e Yamanaka (2008) e SENAI (2003) os padrões de higiene sanitários
das autoridades sanitárias em áreas críticas dos abatedouros são os principais fatores que
resultam no uso de grande quantidade de água, uma vez que para as práticas de lavagem são
requeridos elevados volumes de água.
O consumo de água varia bastante de unidade para unidade em função de vários
aspectos: tipo de unidade (frigorífico com/sem abate, com/sem graxaria, etc.), tipos de
equipamentos e tecnologias em uso, “layout” da planta e de equipamentos, procedimentos
operacionais, etc. Em geral, estabelecimentos que exportam têm práticas de higiene mais
rigorosas (SENAI, 2003).
Da mesma forma que em outros ramos da indústria, em empreendimentos de abate de
animais, o elevado consumo de água acarreta grandes volumes de efluentes, sendo que uma
faixa de 80 a 95% da água que consumida pode ser descarregada como efluente líquido
(UNEP, 2000), pois após sua utilização, a água utilizada no processo produtivo se torna um
veículo de poluição, principalmente de matéria orgânica gerada durante as atividades da
indústria (BRAILE; CAVALCANTI, 1993).
A carga poluidora e o volume dos efluentes líquidos de qualquer frigorífico dependem
dos processos industriais, e basicamente possuem gorduras e proteínas em elevadas
quantidades, o que resulta em altos teores de DQO (RINZEMA et al., 1994 apud RIGO,
200?).

30
2.1.2.1 Aspectos Quantitativos
Segundo Scarassati et al. (2003), em abatedouros de suínos e bovinos, os efluentes são
gerados nas seguintes etapas do processo industrial:
a) águas de Banho: utilizadas para lavar e acalmar os animais antes do abate, as
quais contêm pequena quantidade de fezes e terra;
b) limpeza de pocilgas e currais: águas residuárias que contêm fezes e terra;
c) lavagem da sala da sangria: de geração contínua e constituída por água e sangue,
apresentando elevada carga orgânica;
d) lavagem da carcaça: usadas para a limpeza das vísceras e da carcaça, as quais
contêm sangue e a maior parte conteúdo estomacal;
e) limpeza dos equipamentos: utilizadas para lavagem das instalações do matadouro
durante o abate e como limpeza final, ocorrendo um elevado volume destas.
No processo de abate de bovinos é consumido um volume de 500 a 2.500 litros de
água por animal. Por sua vez, para o abate de suínos este valor é menor variando de 400 a
1.200 por animal abatido. Estes consumos de água são distribuídos durante o processo
produtivo, como mostra a Tabela 1.
Tabela 1: Distribuição do consumo de água em abatedouros (litros/animal) Setor Bovinos
Sala de abate 900 Demais dependências 1.000
Anexos externos 600 Total 2.500
Fonte: Scarassati et al. (2003); Matos (2005).
De acordo com o Manual de Produção mais limpa para abatedouros do SENAI (2003),
o Brasil apresenta uma faixa de consumo de água bem variável, no entanto dentro da média de
outros países (Tabela 2).

31
Tabela 2: Consumo de água para o abate de animais em diversos países (m³/animal) Indicador Bovinos
Brasil 0,6 – 6,0 Estados Unidos 1,7 – 6,7
Europa 2,0 – 6,0 Alemanha 0,3 – 2,5 Dinamarca 0,9
Fonte: USDA (2010)
O Brasil apresenta um consumo de água para o abate de bovino dentro da faixa média
entre os países demonstrados. Destaca-se que quanto mais exigentes as normas sanitárias,
maior o consumo de água para garantia das mesmas.
2.1.2.2 Aspectos Qualitativos
A carga poluidora e o volume dos efluentes líquidos de qualquer frigorífico
dependem dos processos industriais, no entanto para Braile & Cavalcanti (1993), as
características gerais dos efluentes líquidos decorrentes dos vários processos empregados na
indústria frigorífica apresentam similaridades.
Braile e Cavalcanti (1993) citam que a composição detalhada desses efluentes é
influenciada pelos diferentes processos produtivos; da quantidade e tipo de carne processada;
das condições e tipos de equipamentos utilizados; das práticas de redução da carga poluidora
e do volume de efluentes; do gerenciamento e postura da indústria quanto às práticas de
gestão ambiental; da quantidade de água utilizada nas operações de limpeza e no sistema de
refrigeração, dentre outros.
Os efluentes líquidos de matadouros e frigoríficos são constituídos por: águas de
lavagem oriundas das diversas etapas da produção; detergentes e desinfetantes usados nas
operações de lavagem e sanitização; material terroso, fezes, urina, rúmen, vômitos, partículas
da carcaça e pêlos nas operações de lavagem e sanitização dos animais, cevas e pocilgas;
lubrificantes empregados em determinados equipamentos; subprodutos obtidos na produção,
tais como resíduos gordurosos, sangue e proteínas (BRAILE; CAVALCANTI, 1993;
SENAI, 2003; MATOS, 2005).

32
Sendo assim, os efluentes gerados nos processos de abate de bovinos caracterizam-se
principalmente por apresentar alta carga orgânica, devido à presença de sangue, gordura,
esterco, conteúdo estomacal não-digerido e conteúdo intestinal; alto conteúdo de gordura
(material flotável); flutuações de pH em função do uso de agentes de limpeza ácidos e
básicos; altos teores de nitrogênio, fósforo e sal; flutuações de temperatura; alta concentração
de sólidos sedimentáveis e suspensos; presença de microrganismos patógenos, no entanto é
livre de material tóxico (SCARASSATI et al., 2003; PACHECO; YAMANAKA, 2008;
SENAI, 2003; MASSE et al., 2000).
As concentrações médias de poluentes em efluentes de abatedouros de bovinos podem
ser visualizadas na tabela abaixo.
Tabela 3: Concentrações médias de poluentes em efluentes de abatedouros de bovinos e suínos (por animal abatido)
Parâmetro (unidade) Abate Bovino Vazão (l) 500 – 2.5004
Carga poluidora (kg DBO) 2,764 DBO5 (mg/l) 2.0001
1.100 – 5.5204 DQO (mg/l) 4.0001
Sólidos Suspensos (mg/l) 1.6001 2.135 – 2.7002
Nitrogênio Total (mg/l) 1801 534 – 7352
Fósforo Total (mg/l) 271
Óleos e Graxas (mg/l) 2701 pH 7,21
7,0 – 7,12 6,0 – 8,03
Sólidos totais 4892 – 71212 Sólidos voláteis 3647 – 57242
Sólidos suspensos voláteis 1936 – 24272 Amônia 89 – 2462 CaCO3 917 – 10562
Proteínas 288 – 5302 1Pacheco e Yamanaka (2008); 2Masse et al. (2000); 3Maldaner (2008); 4FEPAM (1997).
Devido à sua constituição, estes despejos são altamente putrescíveis, começando a
decompor-se em poucas horas, com cheiro nauseabundo que torna irrespirável o ambiente nos
arredores de tais estabelecimentos. Indiscutivelmente, os efluentes de matadouros e
33
frigoríficos são responsáveis pela pior imagem que o público tem desses estabelecimentos e as
autoridades sanitárias nele vêem o grande poluidor dos mananciais das águas de
abastecimento (BNB, 1999).
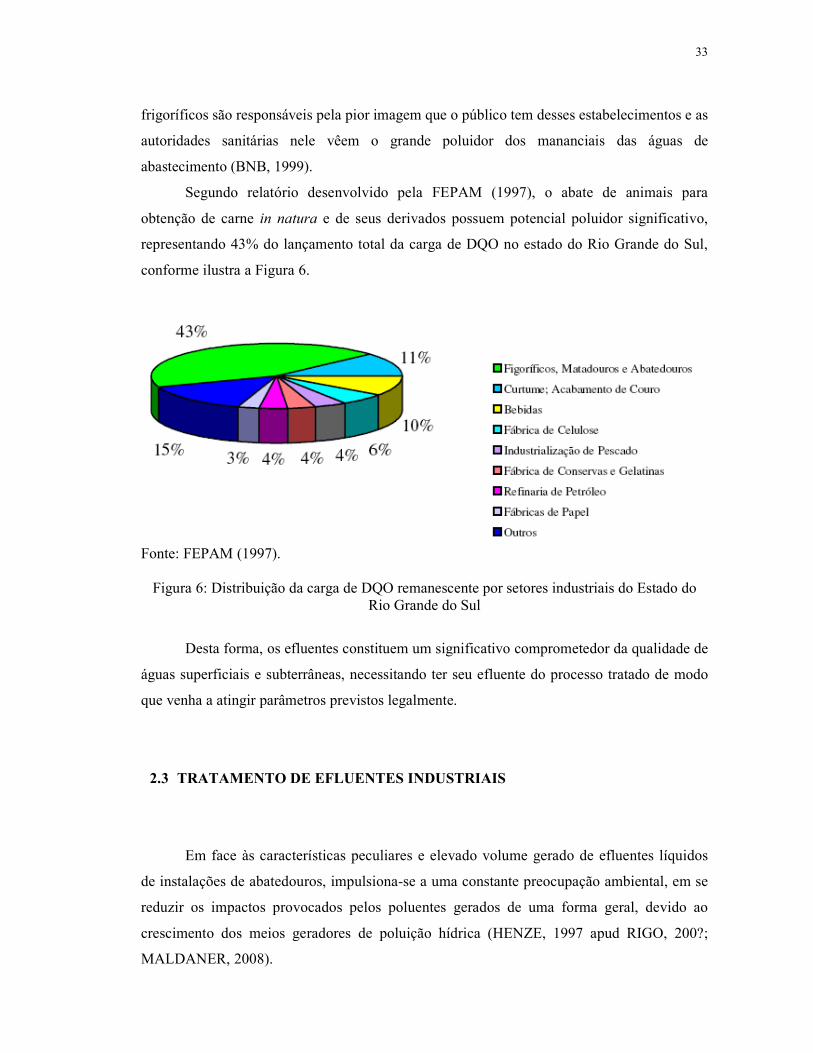
Segundo relatório desenvolvido pela FEPAM (1997), o abate de animais para
obtenção de carne in natura e de seus derivados possuem potencial poluidor significativo,
representando 43% do lançamento total da carga de DQO no estado do Rio Grande do Sul,
conforme ilustra a Figura 6.
Fonte: FEPAM (1997).
Figura 6: Distribuição da carga de DQO remanescente por setores industriais do Estado do Rio Grande do Sul
Desta forma, os efluentes constituem um significativo comprometedor da qualidade de
águas superficiais e subterrâneas, necessitando ter seu efluente do processo tratado de modo
que venha a atingir parâmetros previstos legalmente.
2.3 TRATAMENTO DE EFLUENTES INDUSTRIAIS
Em face às características peculiares e elevado volume gerado de efluentes líquidos
de instalações de abatedouros, impulsiona-se a uma constante preocupação ambiental, em se
reduzir os impactos provocados pelos poluentes gerados de uma forma geral, devido ao
crescimento dos meios geradores de poluição hídrica (HENZE, 1997 apud RIGO, 200?;
MALDANER, 2008).
34
A fim de remover substâncias indesejáveis da águas residuárias ou transformá-las em
outras formas ambientalmente aceitáveis, procurando garantir a adequação aos padrões
previstos pela legislação (Resolução № 357/05 e 397/08 do CONAMA, que trata dos limites e
concentrações nos efluentes e nos corpos receptores em função de sua classe e CONSEMA
128/06), utiliza-se de sistema de tratamento de efluentes industriais, o qual é constituído por
uma série de operações e processos que são empregados para a remoção de substâncias
indesejáveis da água ou para sua transformação em outras formas aceitáveis (PHILIPPI et al.,
2007).
De acordo com Nunes (2008), as estações de tratamentos de efluentes tradicionais
costumam ser divididas em quatro etapas:
a) Tratamento preliminar: ocorre retenção de material grosseiro, flutuantes e material
mineral sedimentável. Utiliza-se para isto grades, desarenadores (caixa de areia), caixas de
retenção de óleo e gordura e peneiras.
b) Tratamento primário: consiste na remoção de matéria orgânica em suspensão. Os
processos ocorrem através de decantação primária, precipitação química, flotação e
neutralização.
c) Tratamento secundário: separação da matéria orgânica dissolvida e em suspensão.
Os procedimentos mais conhecidos nesta etapa são os processos de lagoas de estabilização,
lodo ativado, sistemas anaeróbios com alta eficiência de remoção do carbono orgânico, filtros
biológicos, lagoas aeradas e precipitação química.
d) Tratamento terciário: é aplicado quando se pretende obter um efluente de alta
qualidade, ou a remoção de outras substâncias contidas nas águas residuárias. Pode ocorrer
através de adsorção de carvão ativo, osmose inversa, eletrodiálise, troca iônica, filtros de
areia, remoção de nutrientes, oxidação química e remoção de organismos patogênicos.
2.3.1 Tratamento Físico-Químico
2.3.1.1 Definição de tratamento físico-químico
O processo de tratamento físico-químico de efluentes ocorre quando há a utilização de
produtos químicos a fim de aumentar a eficiência da remoção de um elemento ou substância,

35
modificar seu estado ou estrutura, ou simplesmente alterar suas características químicas
(PHILIPPI et al., 2007). Santos (2006) afirma que o objetivo deste tratamento físico-químico
é melhorar a eficiência do tratamento (decantador) primário por coagulação – remoção de
constituintes associados aos sólidos em suspensão e colóides, como DBO, o que reduz a
quantidade de material orgânico a ser tratada aerobiamente – além de promover a remoção de
fósforo.
Os processos físico-químicos são eficientes na remoção de sólidos em suspensão
coloidal ou mesmo dissolvidos, substâncias que causam odor, cor e turbidez, substâncias
odoríferas, metais pesados, óleos emulsionados, ácidos, álcalis (SANTOS, 2006; PHILIPPI et
al., 2007).
2.3.1.2 Coagulação e Floculação
Barros e Nozaki (2002) afirmam que a floculação e a coagulação consistem na
clarificação das águas pelo arraste do material finamente dividido em suspensão por agentes
coagulantes. Segundo Nunes (2008), este processo ocorre uma vez que a estabilidade dos
colóides é devido a forças eletrostáticas, desta forma a adição de cargas no sistema tende a
desestabilizar estas forças, neutralizando-as, e proporcionando a coagulação do colóide,
formando o floco.
A coagulação o processo de mistura rápida de um coagulante, resultando na
desestabilização da matéria coloidal e dos sólidos suspensos finos; é o momento inicial da
aglutinação das partículas. A coagulação é a redução das cargas negativas, sendo o ponto
inicial para a floculação, e ocorre antes da formação visível do floco (BRIÃO, 2006),
incluindo reações e mecanismos envolvidos na desestabilização química de partículas
coloidais e na formação de partículas maiores através da floculação pericinética (METCALF;
EDDY, 2003).
A coagulação química em sistemas de tratamento de efluentes geralmente tem por
objetivo a desestabilização e remoção de partículas coloidais em um sistema aquoso, pois a
maior parte dessas partículas apresenta carga, a qual induz forças de repulsão elétrica entre
partículas coloidais similares, senta esta a principal causa da estabilidade dos colóides
(O’MELIA, 1970 apud SANTOS, 2006), preparando, assim, o efluente para etapas
subseqüentes do processo de tratamento (NIETO, 200?).

36
As partículas coloidais presentes em meio aquoso possuem cargas superficiais
eletronegativas, estas são equilibradas por cargas presentes na fase líquida, formando assim a
dupla camada elétrica. As forças de difusão e de atração eletrostática dispersam as cargas ao
redor de cada partícula formando a camada difusa (Figura 7) (REALI, 2005 apud FABRETI,
2006).
Fonte: Fabreti (2006)
Figura 7:Formação da dupla camada no colóide
Quando ocorre a interação entre duas partículas coloidais, devido ao movimento
browniano que as mantêm em constante movimento, atuam sobre elas forças de atração
(Forças de Van der Waals) e forças de repulsão, produzindo uma barreira de energia

37
(Potencial) que impede a agregação entre as partículas e consequentemente a formação de
flocos (FABRETI, 2006).
Segundo Fabreti (2006), desta forma, coagulação nada mais é do que o processo de
superação dessas barreiras de repulsão, fazendo com que as forças de atração predominem,
permitindo assim a agregação entre as partículas coloidais. Para isso é necessário adicionar
um coagulante através de mistura rápida a fim de desestabilizar os colóides e sólidos em
suspensão no meio líquido, e assim iniciar o processo de formação de flocos.
Brião (2006) afirma que a coagulação é de extrema complexidade. Basicamente, há
três mecanismos simultâneos ocorrendo:
a) desestabilização das cargas até que o Potencial Zeta seja menor que as forças de
Van der Walls, permitindo a coalescência das partículas;
b) aproximação entre as partículas devido ao movimento Browniano, favorecendo a
interação entre grupamentos ativos dos colóides, formando pontes e favorecendo a
formação dos flocos;
c) contato entre as partículas causado pelo movimento do fluido (agitação).
Por sua vez, a floculação é o segundo estágio do processo físico-químico, onde as
partículas coloidais já desestabilizadas são colocadas em contato para que ocorra a formação
de flocos, de modo a permitir o aumento do seu tamanho físico, alterando, desta forma, a sua
distribuição granulométrica (FERREIRA FILHO, 2006). A floculação é a suave agitação e
leve movimentação para agregar as partículas finas e colóides desestabilizados na coagulação,
para formar um floco de rápida sedimentação (NUNES, 2008).
No processo de agregação entre as partículas deve haver uma agitação suficiente para
que ocorra a colisão entre as mesmas permitindo a formação do floco, porém o excesso de
agitação, seja no tempo e/ou no gradiente de velocidade, pode causar a ruptura dos flocos,
dessa forma a eficiência do processo estará comprometida. Sendo assim, esta unidade deve ser
de mistura lenta, a fim de favorecer a agregação das partículas e evitar a ruptura dos flocos
formados, requerendo um maior tempo e um menor gradiente de velocidade (FABRETI,
2006).
Esta unidade é usualmente constituída de um tanque com agitação, no qual ocorre o
processo de coagulação, tendo em seguida um tanque de floculação, onde a mistura deve ser
lenta, sendo constituída geralmente por chicanas longitudinais, permitindo a aglomeração dos
microflocos. Para finalizar a unidade de coagulação/floculação, pode haver um tanque de
sedimentação, a fim de que, através de operações unitárias, o efluente clarificado possa ser
separado do lodo (FERREIRA FILHO, 2006).

38
2.3.1.3 Coagulantes e Floculantes
Tendo em vista que grande parte dos colóides presentes em efluentes industriais possui
carga negativa, a otimização do processo de coagulação através da redução do Potencial Zeta
pode ser induzida adicionando-se ao sistema cátions de alta valência, com o uso de
componentes químicos (NUNES, 2008).
Santos (2006) afirma que os coagulantes podem ser sais, como os de alumínio e ferro,
que, em meio aquoso, formam complexos hidroxi-metálicos carregados positivamente, os
quais se polimerizam e são polivalentes, possuindo cargas altamente positivas e sendo
adsorvidos na superfície do colóide.
Nos coagulantes metálicos, a polimerização se inicia no contato com o meio líquido,
vindo a seguir a etapa de adsorção dos colóides existentes no meio (PHILIPPI, 2007).
Os sais metálicos mais comumente empregados na coagulação/precipitação de
efluentes são: sulfato de alumínio, cloreto de alumínio, hidróxido de cálcio, cloreto férrico,
sulfato férrico, sulfato ferroso e aluminato de sódio (SANTOS, 2006).
O cloreto férrico (FeCl3) tem seu uso primário no tratamento físico-químico de
coagulação de esgotos sanitários e industriais, apresentando características como coloração
preto esverdeada, inodoro e alta corrosividade (CETESB, 2001; RHEDANI, 200?).
A reação a quente do ácido clorídrico concentrado com o minério de ferro (hematita–
Fe2O3), seguida de resfriamento e filtração proporciona a produção de cloreto férrico (FeCl3)
com elevado índice de pureza. A concentração final do produto é determinada em torno de
40% em peso de FeCl3 (PAVANELLI, 2000). A utilização de FeCl3 reduz drasticamente a
cor, turbidez, quantidade de sólidos suspensos, DBO, além de eliminar fosfatos (GERLOFF,
2008)
Segundo Guimarães e Libânio (2005?), com maior intensidade a partir de 1990, tem
sido estudada a alternativa da aplicação do policloreto de alumínio - embora seu emprego date
do final da década de 1960 no Japão -, com bons resultados na remoção de cor para amplo
espectro de pH de coagulação.
O policloreto de alumínio (PAC) é um coagulante que contem uma alcalinidade
intrínseca, o que pode melhorar a qualidade do floco, dependendo da necessidade de pré-
alcalinizar a água, havendo uma otimização do processo permitindo a parada de aplicação da
cal na correção do pH e a redução nos custos operacionais, com o aumento do pH de
coagulação química (CESCO; MATSUMOTO, 200?; ARDISSON et al., 200?).
39
2.3.1.4 Auxiliares de Floculação
Dificuldades com a coagulação, freqüentemente, ocorrem devido aos precipitados de
baixa decantação, ou flocos frágeis que são facilmente fragmentados sob forças hidráulicas,
nos decantadores e filtros de areia (CESCO; MATSUMOTO, 200?).
Os auxiliares de coagulação beneficiam a floculação, aumentando a decantação e o
enrijecimento dos flocos, sendo que os materiais mais utilizados são os polieletrólitos, a sílica
ativada, agentes adsorventes de peso e oxidantes (GERLOFF, 2008).
Vanacôr (2005) cita que o polímero aniônico é aquele que, quando dissolvido em
água, se ioniza, adquirindo carga negativa e atuando como um autêntico anion, sendo a carga
negativa ligada ao corpo do polímero, os quais são adsorvidos em qualquer superfície.
Os polímeros aniônicos são polieletrólitos com massas molares típicas entre 12-15 mg.
mol-1, comercialmente disponíveis na forma sólida (granular) (ENTRY et al., 2002).
A forma principal como os polímeros aniônicos desestabilizam as partículas
carregadas negativamente é através da formação de pontes sobre os espaços causados pelas
forças de repulsão (VANACÔR, 2005).
Estes polímeros em geral são efetivos dentro de uma ampla faixa de pH, cujas
características aniônicas permitem a neutralização de cargas positivas presentes na superfície
das partículas suspensas em meio aquoso. Além disso, por efeitos de adsorção e formação de
pontes intermoleculares de partículas em suspensão, é possível formar flocos maiores que
serão mais facilmente separados do meio. (BIGGS et al., 2000).
De acordo com Steinmetz (2007), o Ativador Q®, da empresa Brazilian Wattle
Extracts, também conhecido como poliacrilamida, possui caráter catiônico, comercialmente
disponível na forma sólida e granular, devendo sua solução ser preparada através de
dissolução em água, sob leve agitação durante 60 min.
Algumas características do Ativador Q apresentadas pelo fornecedor do produto
(BWE, 2002) são listadas a seguir
a) não incorpora sais, sulfatos, carbonatos e alumínio no processo de tratamento;
b) por sua característica na composição química, atua quelando metais, desta forma
reduz os metais normalmente contidos na água bruta, principalmente ferro;
c) não altera significativamente o pH da água tratada. Esta facilidade é um diferencial
importante, principalmente quando se tem variações de carga orgânica da água
40
bruta, pois na necessidade de se aumentar a dosagem de floculante não há a
preocupação de corrigir o pH da água tratada ou então realizar pré-alcalinização;
d) produto orgânico, gerando lodos passiveis de serem dispostos em solo –
landfarming;
e) a solução aquosa de trabalho deste reagente é totalmente solúvel em água, não
formando precipitados ou materiais insolúveis, bem como não é corrosivo, o que
acarreta menor manutenção nas bombas dosadoras;
f) é comercializado na forma líquida, sendo este um aspecto diferencial, pois sua
dissolução em água é instantânea, sem agitação vigorosa na preparação da solução
aquosa de trabalho;
g) pela sua forma de comercialização líquida, não é higroscópio, de fácil manipulação
e de baixo impacto à saúde ocupacional dos operadores (não há formação de pó);
h) pela sua característica orgânica, não adiciona íons na água tratada, ou seja, a água
tratada possui baixa condutividade.
Devido às inúmeras vantagens apresentadas pelo Ativador Q, tem-se utilizado muito
este coagulante no tratamento de águas residuárias, como auxiliar de coagulação e, até
mesmo, como coagulante principal em processos físico-químicos.

41
3 MATERIAL E MÉTODOS
3.1 EFLUENTE
Tendo em vista que o empreendimento a ser implantado o sistema de tratamento de
efluentes ainda não está em operação, o efluente empregado em todos os experimentos foi
coletado em um abatedouro de bovinos no Município de Nova Boa Vista (RS). Foi realizada
uma coleta na saída do efluente bruto da linha vermelha, ou seja, sem ser submetido a
qualquer tipo de unidade de tratamento.
A coleta foi realizada no dia 23 de novembro de 2010, durante o horário de operação
do abatedouro, seguindo instruções da NBR 9898/87, da ABNT e formando uma amostra
composta de 5 litros. A amostra foi acondicionada em um recipiente e mantida resfriada. Em
seguida, a amostra foi encaminhada para a realização das análises no laboratório do Curso de
Engenharia de Alimentos da UPF.
3.2 COAGULANTES E AUXILIARES DE FLOCULAÇÃO
Para os ensaios de coagulação/floculação foram utilizados dois tipos de coagulantes,
cloreto férrico (CF–PIX) e policloreto de alumínio (PAC), juntamente com dois tipos de
auxiliares de floculação, polímero aniônico (A130) e poliacrilamida (Ativador Q®). Ambos
os coagulantes e o polímero aniônico foram fornecidos pela empresa KEMIRA S/A, por sua
vez o Ativador Q® pela empresa Brazilian Wattle Extracts.
A Tabela 4 apresenta as principais características dos reagentes utilizados.

42
Tabela 4: Características dos reagentes usados nos ensaios de coagulação/floculação Reagente Nome Comercial Concentração do
produto Concentração da
solução Cloreto Férrico [FeCl3]
CF-PIX 195 g. L-1 Fe3+
19,5 g. L-1 Fe3+
Policloreto de Alumínio
PAC 23,25% Al2O3
7,67% Al2O3
Polímero Aniônico
A130 - 2 g/l
Poliacrilamida Ativador Q ou Veta Organic
- 7 mg/l
Fonte: Kemira (2010); BWE (2010)
O experimento consistiu em testar duas variáveis independentes, tipo de coagulante e
tipo de auxiliar de floculação, em dois níveis, constituindo um planejamento 22. O Quadro 1
demonstra o planejamento experimental.
Quadro 1: Planejamento experimental 22
Sendo assim, foram realizados quatro experimentos em duplicata, os quais tiveram
como variáveis de resposta, a cada teste, Demanda Química de Oxigênio (DQO), Nitrogênio
(N), Fósforo (P), Cor, Turbidez, Sólidos Suspensos (SS) e Óleos e Graxas (O&G), parâmetros
que serão descritos no item 3.4.
Posteriormente à obtenção dos resultados foi realizada uma avaliação estatística,
através de análise de variância e teste de Tukey, disponíveis em um software de estatística,
considerando também a avaliação qualitativa das amostras tratadas, bem como valores
comerciais relacionados a volumes de reagentes necessários para o processo físico-químico,
objetivando a seleção da combinação de coagulante e auxiliar de floculação com melhor
custo-benefício para o tratamento físico-químico.
Experimento Coagulante Auxiliar de Floculação A Cloreto Férrico (-1) Polímero aniônico (-1) B Cloreto Férrico (-1) Ativador Q (+1) C Cloreto de Polialumínio (+1) Polímero aniônico (-1) D Cloreto de Polialumínio (+1) Ativador Q (+1)

43
3.3 PROCEDIMENTO EXPERIMENTAL
3.3.1 Testes Preliminares
Inicialmente, foram realizados testes para verificar a possibilidade de uso das
concentrações comercial das substâncias químicas a serem avaliadas (coagulantes), bem como
a o comportamento das combinações previstas. Tais testes foram realizados com efluente
bruto, adicionando-se crescentemente o coagulante e, em seguida, o auxiliar de floculação,
sendo as dosagens seqüenciais aplicadas de 1 ml e 2,5 ml, respectivamente.
Os valores de pH das amostras foram determinados antes do início do teste de jarro,
tendo em vista que com a adição de coagulantes ao processo ocorre uma acidificação do meio,
ou seja, o pH é reduzido significantemente, as amostras tiveram seu pH ajustado, tornando o
meio mais alcalino (pH de 8,0 a 9,0) através da adição de hidróxido de sódio (NaOH de 1
mol/l), para que quando adicionado o coagulante, o pH não se afastasse muito da faixa ótima
pretendida para o processo de coagulação do efluente.
3.3.2 Ensaios Experimentais
O equipamento de Jar Test, para realização das análises deste projeto, foi ajustado com
um gradiente de velocidade inicial de 120 rpm em um tempo de um minuto com o objetivo de
realizar a coagulação, e um segundo gradiente de velocidade de 20 rpm para um tempo de
cinco minutos, a fim de ocorrer o processo de floculação.
Considerando que, com a adição de reagentes coagulantes e floculantes, o meio
acidifica-se, monitorou-se o parâmetro pH durante o Jar Test, com o objetivo de manter o pH
na faixa de 8,0 nos testes com PAC e na faixa de 6,0 quando usado o cloreto férrico, faixas de
pH em que ocorre um melhor resultado de coagulação, sendo necessários novos ajustes de pH
com hidróxido de sódio ao longo da realização dos testes.
Primeiramente, após início da agitação, foram adicionados os coagulantes,
monitorando e ajustando concomitantemente o pH. Em seguida, ou seja, cerca de 10 segundos
após a adição do coagulante, acrescentou-se o auxiliar de floculação. Depois do final do
44
processo de floculação, as amostras permaneceram em descanso, a fim de ocorrer a
sedimentação dos flocos e, posteriormente, avaliar qualitativamente os resultados obtidos.
3.4 ENSAIOS ANALÍTICOS
As amostras de efluente tratado foram analisadas quanto aos parâmetros de Demanda
Química de Oxigênio (DQO), Óleos e Graxas, Sólidos Suspensos, Fósforo Total, Nitrogênio
Total Kjeldahl, pH, Cor e Turbidez. Por sua vez o efluente bruto, além dos parâmetros
anteriormente citados, foi caracterizado em função dos Sólidos Sedimentáveis presentes. Os
parâmetros analisados são alguns dos recomendados para caracterização de efluentes de
matadouros e indústrias de produtos cárneos, segundo a FEPAM (2003).
Os experimentos foram realizados em duplicata, sendo as amostras do efluente bruto
homogeneizadas e levadas à temperatura ambiente. No entanto, as amostras dos efluentes
tratados não foram homogeneizadas, coletando-se apenas o clarificado do processo de
tratamento. Estas análises foram realizadas no dia seguinte aos procedimentos de Jar Test.
3.4.1 Demanda Química de Oxigênio
A DQO foi quantificada pelo método micrométrico segundo American Public Health
Association (APHA, 2005), por meio da digestão em refluxo fechado com dicromato de
potássio (K2Cr2O7) em meio ácido (H2SO4), e quantificação fotométrica a 600 nm.
As amostras dos efluentes tratados não foram diluídas, por sua vez o efluente bruto foi
diluído 100 vezes, a fim de apresentar uma DQO dentro da curva padrão para este parâmetro.
3.4.2 Nitrogênio Total Kjeldahl
O conteúdo de nitrogênio foi quantificado por método padrão (APHA, 2005), por meio
da digestão ácida da amostra e posterior destilação e titulação. A técnica consiste basicamente

45
em digerir a amostra, sem diluições, sob condições severas (meio fortemente ácido sob
aquecimento), na presença de um catalisador, produzindo o íon amônio. É adicionado
hidróxido de sódio de modo a tornar o meio alcalino, e a amostra é então destilada,
volatilizando o amônio que é recolhido em ácido bórico ou ácido sulfúrico. A quantificação
da amônia é realizada através de titulação, eletrodo seletivo ou através de métodos
colorimétricos, o que dependerá da concentração de nitrogênio na amostra original.
3.4.3 Fósforo Total
Para determinação do fósforo total a amostra foi digerida pelo método do persulfato de
potássio (K2S2O8), para a conversão do fósforo para a forma de fosfato. A concentração de
fosfato foi determinada pelo método do Reagente de Armstrong e do ácido ascórbico
(C2H4O2), descrito pela APHA (2005).
O efluente bruto para determinação do fósforo total foi diluído 100 vezes, por sua vez
as demais amostras foram diluídas 10 vezes.
3.4.4 Óleos e graxas
O método utilizado para a análise do teor de óleos e graxas em águas e efluentes foi a
gravimetria (método de Soxleth) pelo princípio de extração contínua a quente, utilizando n-
hexano como solvente, segundo procedimento padrão (APHA, 2005). A amostra, sem
diluições, foi acidificada e filtrada, e o papel-filtro que retém os óleos e graxas foi levado para
extração com n-hexano em um aparato chamado de extrator de Soxleth. Após, os voláteis
(resíduos de solvente) foram separados por evaporação abaixo de 103ºC, pesando-se o papel-
filtro com os resíduos de óleos e graxas.

46
3.4.5 Sólidos Suspensos
O teor de sólidos suspensos totais presentes no efluente será determinado através do
método de filtração a vácuo, com o uso de cadinhos de Gooch com um filtro. Este método é
descrito por APHA (2005).
3.4.6 Sólidos sedimentáveis
Os sólidos sedimentáveis são caracterizados como aqueles que sejam capazes de
sedimentar em um período de uma hora (VON SPERLING, 1996). Desta forma, foram
medidos através do método de gravimetria em cone Imhoff, considerando o volume de sólidos
que sedimentam no cone durante o período de uma hora e expresso em mg/l, de acordo com
os procedimentos recomendados por APHA (2005).
3.4.7 pH
A concentração hidrogeniônica foi determinada pelo método eletrométrico, usando o
potenciômetro (pH METER TEC-2), de marca TECNA, de um eletrodo comparado com um
eletrodo padrão. A metodologia de análise é baseada nos procedimentos da APHA (2005).
3.4.8 Cor
O método para avaliação da cor do efluente foi o espectrofotométrico, o qual possui
maior precisão na análise em relação aos demais métodos. Para a leitura deste parâmetro, o
efluente bruto teve que ser diluído 10 vezes, para estar na faixa de leitura do equipamento de
avaliação. Para as demais amostras não ocorreu a necessidade de diluição.

47
3.4.9 Turbidez
O método para avaliação da turbidez do efluente foi o espectrofotométrico, o qual
possui maior precisão na análise em relação aos demais métodos. Não houve a necessidade de
diluição das amostras a serem analisadas.

48
4 RESULTADOS E DISCUSSÃO
4.1 CARACTERIZAÇÃO DO EFLUENTE BRUTO
As médias dos resultados dos parâmetros de caracterização do efluente bruto estão
apresentadas na Tabela 5.
Tabela 5: Médias e desvios padrão das concentrações do efluente bruto Parâmetro Valor DQO (mg/l) 30146,8 ± 966,77
Óleos e Graxas (mg/l) 561± 224,86 Cor (Hz) 3026,667± 37,86
Turbidez (NTU) 402± 30,20 Sólidos suspensos (mg/l) 1953,3± 2276,96
Sólidos sedimentáveis (mg/l) 90± 14,14 Fósforo total (mg/l) 42,111± 0,24
Nitrogênio total Kjeldahl (mg/l) 137,5± 17,68 pH 7,046667± 0,04
De acordo com Pacheco e Yamanaka (2008), os valores de DQO para efluentes do
abate de animais suínos e bovinos encontra-se na faixa 2.500 a 4.000 por animal abatido.
Contudo, o efluente analisado apresentou uma DQO elevadíssima em relação a dados
literários, demonstrando que o efluente bruto dos experimentos apresentava alta carga
orgânica. Esta discrepância ocorreu, uma vez que no abatedouro de origem do efluente não há
um eficiente sistema de coleta de sangue, ocasionando um acréscimo neste parâmetro do
efluente bruto, uma vez que o sangue apresenta DQO em torno de 400 g/l (PACHECO;
YAMANAKA, 2008). Além disso, o efluente coletado é oriundo apenas da linha vermelha,
desconsiderando os efluentes da linha verde.
A concentração de sólidos suspensos no efluente bruto apresentou-se dentro da faixa
prevista na literatura, ou seja, entre 1.600 a 2.700 mg/l (PACHECO; YAMANAKA, 2008;
MASSE et al., 2000).
O parâmetro de nitrogênio total foi menor que o previsto na literatura, o qual apresenta
valores de 150 a 735 mg/l (PACHECO; YAMANAKA, 2008; MASSE et al., 2000). Por sua
vez, o fósforo total apresentou-se bem acima dos valores encontrados na literatura, de 25
mg/l.

49
Os óleos e graxas analisados do efluente coletado apresentaram concentração média de
mais que o dobro dos dados encontrados na literatura, ou seja de 270 mg/l, segundo Pacheco e
Yamanaka (2008), podendo ser devido a falta de coleta eficiente de subprodutos no processo
de abate, aumentando a quantidade de gordura no efluente bruto.
O parâmetro de pH das amostras de efluente bruto apresentou-se constantemente
neutro, ou seja, na faixa de 7,0 como demonstram Pacheco e Yamanaka (2008), Masse et al.
(2000) e Maldaner (2008). A Figura 8 demonstra o resultado da análise de sólidos
sedimentáveis presentes no efluente, demonstrando a elevada concentração deste parâmetro
no efluente bruto.
Figura 8: Caracterização do efluente bruto quanto ao parâmetro de sólidos sedimentáveis
Desta forma, pode-se considerar que o efluente bruto da linha vermelha do processo de
abate de animais caracteriza-se por apresentar altas concentrações dos parâmetros avaliados,
constituindo, se não tratado, um passivo ambiental para o empreendimento.
4.2 TESTES PRELIMINARES
Através destes testes, constatou-se que o cloreto férrico comercial deveria ser diluído
duas vezes antes de sua aplicação. Por sua vez, o PAC e os auxiliares de floculação poderiam
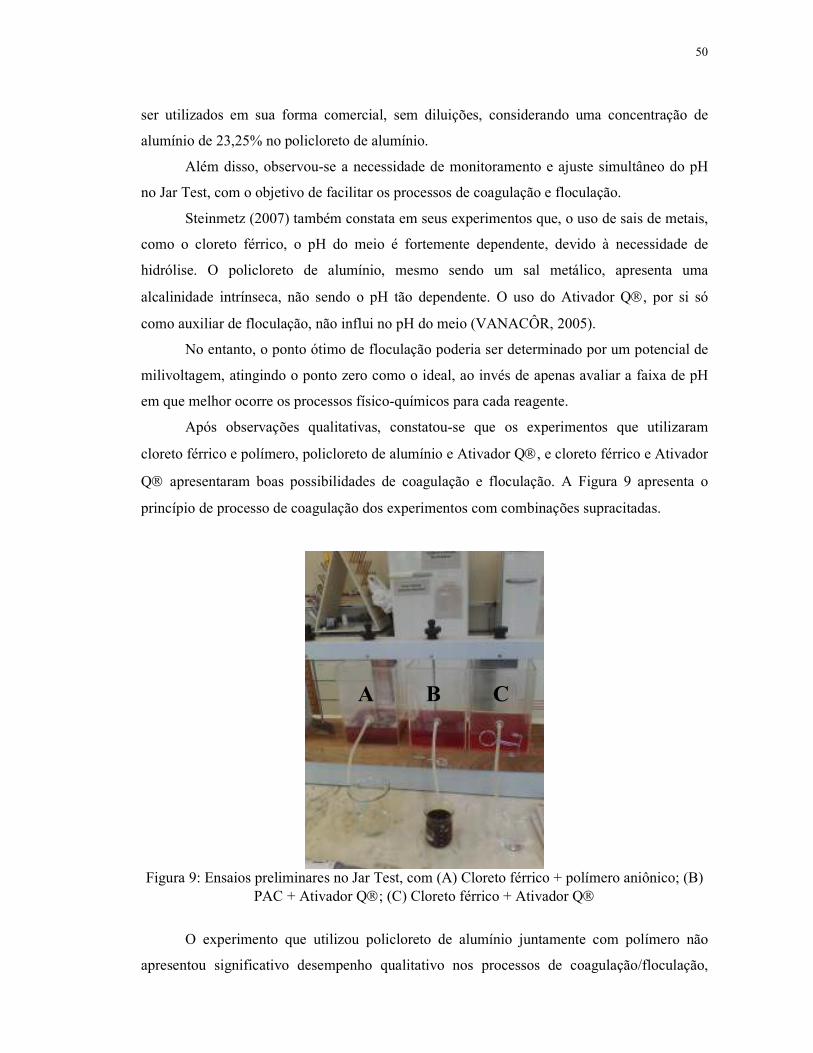
50
ser utilizados em sua forma comercial, sem diluições, considerando uma concentração de
alumínio de 23,25% no policloreto de alumínio.
Além disso, observou-se a necessidade de monitoramento e ajuste simultâneo do pH
no Jar Test, com o objetivo de facilitar os processos de coagulação e floculação.
Steinmetz (2007) também constata em seus experimentos que, o uso de sais de metais,
como o cloreto férrico, o pH do meio é fortemente dependente, devido à necessidade de
hidrólise. O policloreto de alumínio, mesmo sendo um sal metálico, apresenta uma
alcalinidade intrínseca, não sendo o pH tão dependente. O uso do Ativador Q, por si só
como auxiliar de floculação, não influi no pH do meio (VANACÔR, 2005).
No entanto, o ponto ótimo de floculação poderia ser determinado por um potencial de
milivoltagem, atingindo o ponto zero como o ideal, ao invés de apenas avaliar a faixa de pH
em que melhor ocorre os processos físico-químicos para cada reagente.
Após observações qualitativas, constatou-se que os experimentos que utilizaram
cloreto férrico e polímero, policloreto de alumínio e Ativador Q, e cloreto férrico e Ativador
Q apresentaram boas possibilidades de coagulação e floculação. A Figura 9 apresenta o
princípio de processo de coagulação dos experimentos com combinações supracitadas.
Figura 9: Ensaios preliminares no Jar Test, com (A) Cloreto férrico + polímero aniônico; (B)
PAC + Ativador Q; (C) Cloreto férrico + Ativador Q
O experimento que utilizou policloreto de alumínio juntamente com polímero não
apresentou significativo desempenho qualitativo nos processos de coagulação/floculação,
A B C

51
após ensaios preliminares, não sendo realizado tal experimento posteriormente em caráter
experimental.
4.3 ENSAIOS EXPERIMENTAIS
Os volumes de reagentes usados no Jar Test, a fim de realizar a coagulação, floculação
e ajuste do pH, estão descritos na Tabela 6, bem como as concentrações respectivas na Tabela
7.
Tabela 6: Volumes de reagentes utilizados nos ensaios de coagulação/floculação e ajuste de pH (ml/l).
1 (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q
Tabela 7: Concentrações reagentes utilizados nos ensaios de coagulação/floculação (mg/l).
1 (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q
Molina (2010) constatou que a concentração de polímero aniônico, que apresentou
melhor desempenho, em conjunto com um sal de metal, foi de 2 a 3 mg/l, para efluente
sanitário.
Por sua vez, Vanacôr (2005) verificou que o Ativador Q apresenta variações nas
concentrações necessárias para o tratamento de águas para o abastecimento público, podendo
ser isto atribuído ao fato de este polímero ser produzido por uma empresa de pequeno porte,
sem rígido controle de qualidade de fabricação.
Através de avaliações visuais, pode-se constatar que, logo em seguida ao início do
processo de floculação do experimento A, ocorreu a formação de flocos com aparente
densidade maior que o efluente clarificado. Após repouso, ocorreu a formação de lodo denso,
o qual estava qualitativamente separado do clarificado, o que pode ser visualizado na Figura
10.
Experimento NaOH Coagulante Auxiliar de floculação A 15,0 3,0 5,0 B 20 7,0 20 C 15,0 3,0 20
A B C Coagulante 58,5 585,0 58,5
Auxiliar de floculação 10,0 0,14 0,14

52
Figura 10:Aspecto visual do experimento A.
Carrara e Bresaola Jr. (199?) constatam que o uso de cloreto férrico em conjunto com
polímeros aniônicos reduz o volume de lodo gerado, bem como que esta é a melhor
combinação no tratamento de águas residuárias em galvanoplastia.
Para o experimento B, a avaliação qualitativa demonstrou que os flocos eram
pequenos e pouco densos, não ocorrendo uma boa coagulação e floculação do efluente,
apresentando um lodo bastante volumoso (Figura 11). Após o período de repouso do efluente,
pode-se constatar uma nítida separação de fases, no entanto, com pequena agitação já ocorria
novamente um princípio de homogeneização.
Cloreto férrico + polímero aniônico

53
Figura 11:Aspecto visual do efluente do experimento B.
A ineficiência no processo de floculação do experimento B pode ser resultado do
baixo tempo aplicado no Jar Test, o qual deveria estar na faixa de 15 minutos.
Qualitativamente, os resultados do experimento C foram positivos, tendo em vista que,
logo após a adição do coagulante, flocos densos se formaram, os quais formaram o lodo,
separado fisicamente da água clarificada, o que está apresentado na Figura 12. No entanto,
visualmente esta combinação apresentou menor velocidade de sedimentação dos flocos, bem
como por apresentar flocos mais finos, no momento da coleta das amostras ocorreu uma
pequena mistura do clarificado e do lodo.
PAC + Ativador Q

54
Figura 12:Aspecto visual do experimento C.
Para a escolha da melhor combinação de reagentes para o processo de coagulação e
floculação em efluente de abatedouro, considerou-se os menores valores de concentração dos
parâmetros analisados em cada amostra de experimento, sendo assim os dados estatísticos
foram considerados quanto às concentrações finais de cada parâmetro a ser avaliado. Os
dados das análises estatísticas apresentam-se no Apêndice A.
No entanto, a fim de verificar a validade das escolhas utilizou-se um software de
estatística, com o teste de variância e Tukey HSD, podendo-se analisar se as diferenças entre
os valores eram realmente significantes. Através do teste Tukey HSD, pode-se observar os
valores considerados estatisticamente iguais em função da curva de Fisher, ou seja, que estão
dentro da faixa de 5% da curva.
A Tabela 8 demonstra as concentrações médias dos parâmetros físico-químicos
analisados das amostras dos efluentes tratados, bem como seu desvio padrão (δ).
Cloreto férrico + Ativador Q

55
Tabela 8: Médias e desvios padrão das concentrações resultantes dos parâmetros físico-químicos após os ensaios de coagulação/floculação com (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q.
CE A B C DQO (mg/l) 4204,6 ± 645 (a) 1376,7 ± 6,6 (b) 1044,8 ± 4,4 (b)
Turbidez (NTU) 4,5 ± 0,71(a) 7,5 ± 0,71(b) 7,0 ± 0(b) Cor (Hz) 27,0 ± 1,41(a) 26,0 ±1,41(a) 44,0 ± 2,83(b) N (mg/l) 19,6 ±2,38(a) 29,12 ±1,58(a) 56,0 ± 7,92(b) P (mg/l) 2,09 ± 0,41 (a) 1,39 ± 0,097(a) 1,989 ± 0,74(a)
Óleos e Graxas (mg/l)
200,0 ±22,63(a) 115,0 ±15,56(b) 151 ± 12,73(b)
SS (mg/l) 210,0 ± 14,14(a) 192,5 ±17,7(a) 235,0 ± 7,1(a) 1 índices iguais em mesma linha representam valores estatisticamente iguais.
Apesar da grande remoção das variáveis de resposta, as concentrações obtidas ainda
não atendem os parâmetros preconizados na Resolução 128/2006 do Consema.
Para a Demanda Química de Oxigênio, a condição experimental que demonstrou
menor concentração no efluente tratado foi a combinação de cloreto férrico e Ativador Q.
Entretanto, este experimento demonstrou ser estatisticamente igual ao experimento com PAC
e Ativador Q, como pode ser observado na Figura 13.
Figura 13:Teste Tukey HSD para o parâmetro de DQO dos ensaios de coagulação/floculação com (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico +
Ativador Q.

56
Considerando que qualitativamente o experimento C apresentou melhores respostas,
devido a formação dos flocos e sedimentação, escolheu-se como melhor resultado o uso do
cloreto férrico e Ativador Q.
A BWE, através de experimentos de verificação da eficiência de seus produtos,
evidenciou uma redução média de DQO de 62,7% com o sistema inorgânico (uso de sais de
metal) e 84,6% com o sistema orgânico (Ativador Q), ocorrendo ainda a redução de
consumo de insumos químicos.
Em relação à turbidez dos efluentes tratados, os valores mais baixos obtidos foram
com o uso de cloreto férrico e polímero aniônico, não apresentando outro experimento com
valores estatísticos iguais (Figura 14).
Figura 14:Teste Tukey HSD para o parâmetro de turbidez dos ensaios de
coagulação/floculação com (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q.
Desta forma, considera-se que a combinação mais eficiente para remoção de turbidez
do efluente é o experimento A.
Santos et al. (2004?) obteve bons resultados para variáveis como turbidez e cor na
coagulação de água a ser tratada com cloreto férrico e polímeros orgânicos, demonstrando
eficiências acima de 80%. Além disso, Molina (2010) consegui uma melhor eficiência de
remoção com um tempo de 3 minutos a 120 rpm.
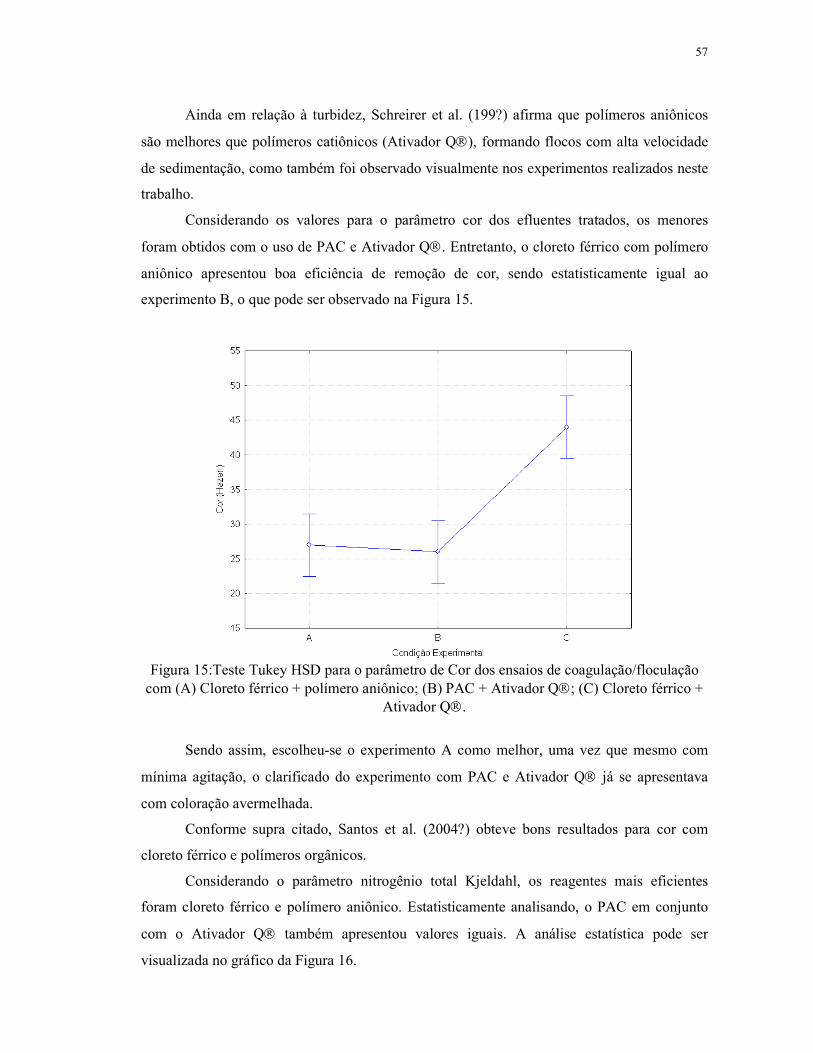
57
Ainda em relação à turbidez, Schreirer et al. (199?) afirma que polímeros aniônicos
são melhores que polímeros catiônicos (Ativador Q), formando flocos com alta velocidade
de sedimentação, como também foi observado visualmente nos experimentos realizados neste
trabalho.
Considerando os valores para o parâmetro cor dos efluentes tratados, os menores
foram obtidos com o uso de PAC e Ativador Q. Entretanto, o cloreto férrico com polímero
aniônico apresentou boa eficiência de remoção de cor, sendo estatisticamente igual ao
experimento B, o que pode ser observado na Figura 15.
Figura 15:Teste Tukey HSD para o parâmetro de Cor dos ensaios de coagulação/floculação
com (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q.
Sendo assim, escolheu-se o experimento A como melhor, uma vez que mesmo com
mínima agitação, o clarificado do experimento com PAC e Ativador Q já se apresentava
com coloração avermelhada.
Conforme supra citado, Santos et al. (2004?) obteve bons resultados para cor com
cloreto férrico e polímeros orgânicos.
Considerando o parâmetro nitrogênio total Kjeldahl, os reagentes mais eficientes
foram cloreto férrico e polímero aniônico. Estatisticamente analisando, o PAC em conjunto
com o Ativador Q também apresentou valores iguais. A análise estatística pode ser
visualizada no gráfico da Figura 16.

58
Figura 16:Teste Tukey HSD para o parâmetro de Nitrogênio dos ensaios de
coagulação/floculação com (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q.
Observando o aspecto qualitativo das amostras com uso de cloreto férrico e polímero
aniônico e de PAC Ativador Q, optou-se pelo experimento A.
O parâmetro de óleos e graxas obteve melhores resultados de remoção com o uso de
cloreto férrico e Ativador Q, tendo como valor estatisticamente igual as concentrações
obtidas com o uso de PAC e Ativador Q (Figura 18).

59
Figura 17:Teste Tukey HSD para o parâmetro de Óleos e Graxas dos ensaios de
coagulação/floculação com (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q.
Novamente, optou-se pelo experimento com uso de cloreto férrico e Ativador Q,
devido ao aspecto qualitativo do efluente tratado com PAC e Ativador Q.
Em relação aos óleos e graxas, a BWE com o uso de Ativador Q, obteve boas
eficiências de remoção, chegando a alcançar 95,4%. No entanto, ocorre uma maior geração de
lodo, o que atualmente não se constitui mais em um problema e, sim, pode ser tratado como
um subproduto do processo industrial.
Para o parâmetro de sólidos suspensos não houve nenhum experimento que se destaca
em relação a sua remoção, apresentados todos valores estatisticamente iguais, como pode ser
visto na figura a seguir.
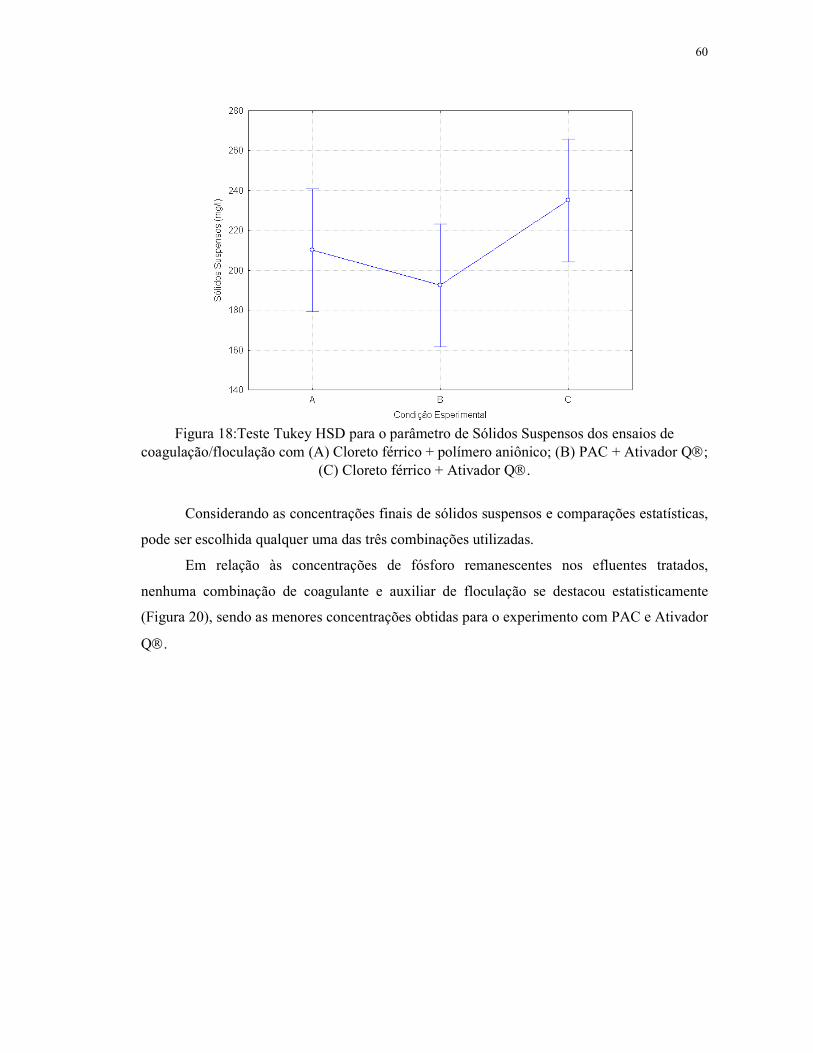
60
Figura 18:Teste Tukey HSD para o parâmetro de Sólidos Suspensos dos ensaios de
coagulação/floculação com (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q.
Considerando as concentrações finais de sólidos suspensos e comparações estatísticas,
pode ser escolhida qualquer uma das três combinações utilizadas.
Em relação às concentrações de fósforo remanescentes nos efluentes tratados,
nenhuma combinação de coagulante e auxiliar de floculação se destacou estatisticamente
(Figura 20), sendo as menores concentrações obtidas para o experimento com PAC e Ativador
Q.

61
Figura 19:Teste Tukey HSD para o parâmetro de fósforo dos ensaios de
coagulação/floculação com (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q.
Então, em relação ao fósforo total pode ser escolhido qualquer um dos três
experimentos.
Após análise do comportamento e resultados dos experimentos, podemos observar que
para cada parâmetro um experimento é mais eficiente, o que pode ser visto na Quadro 2.
Quadro 2:Avaliação dos resultados dos experimentos quanto à concentração final dos parâmetros dos efluentes tratados e avaliação estatística.
CE DQO Turbidez Cor N P O&G SS A X X X X X B X X C X X X X
1 (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q
Através destas avaliações realizadas, como pode ser visto no Quadro 2, a combinação
que demonstrou melhor desempenho técnico para o tratamento de efluentes de abatedouros
foi o uso de cloreto férrico e polímero aniônico, embora tenha removido uma menor DQO.
Além disso, Schoenhals et al. (2006) realizaram um estudo específico para a etapa de
coagulação em efluentes de frigoríficos de frango. Demonstraram que o cloreto férrico é mais
eficiente que o PAC, demonstrando superior eficiência na redução de DQO.
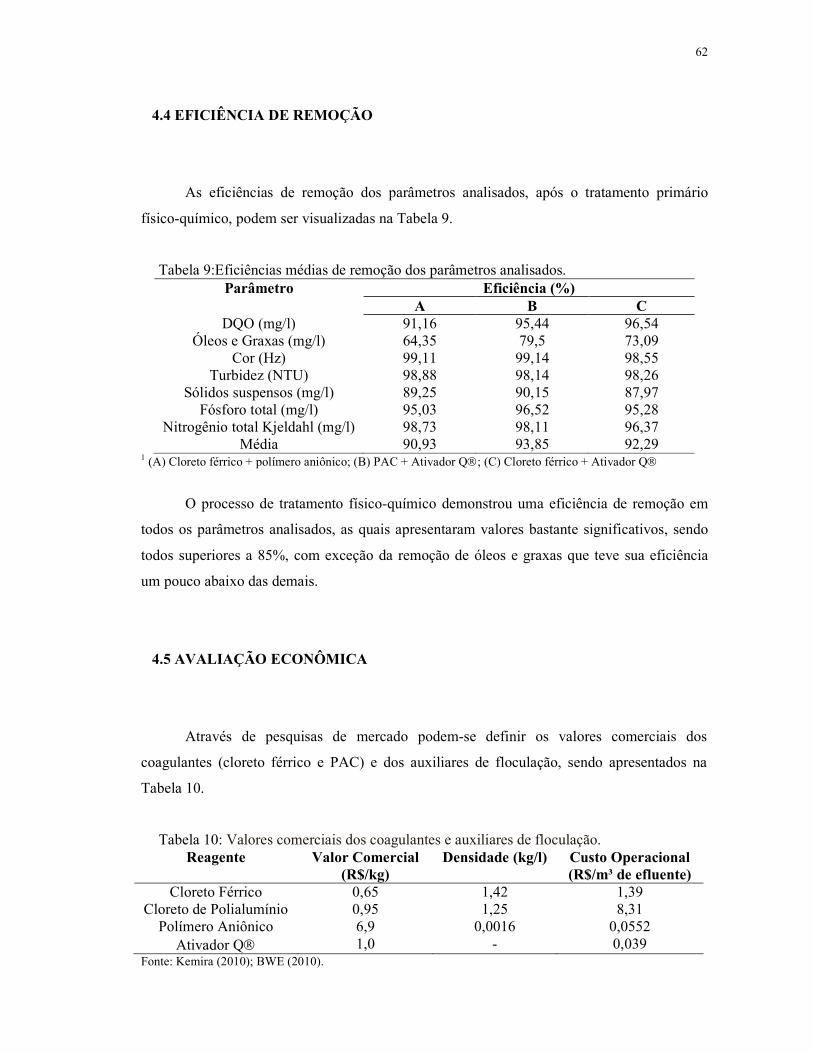
62
4.4 EFICIÊNCIA DE REMOÇÃO
As eficiências de remoção dos parâmetros analisados, após o tratamento primário
físico-químico, podem ser visualizadas na Tabela 9.
Tabela 9:Eficiências médias de remoção dos parâmetros analisados. Parâmetro Eficiência (%)
A B C DQO (mg/l) 91,16 95,44 96,54
Óleos e Graxas (mg/l) 64,35 79,5 73,09 Cor (Hz) 99,11 99,14 98,55
Turbidez (NTU) 98,88 98,14 98,26 Sólidos suspensos (mg/l) 89,25 90,15 87,97
Fósforo total (mg/l) 95,03 96,52 95,28 Nitrogênio total Kjeldahl (mg/l) 98,73 98,11 96,37
Média 90,93 93,85 92,29 1 (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q
O processo de tratamento físico-químico demonstrou uma eficiência de remoção em
todos os parâmetros analisados, as quais apresentaram valores bastante significativos, sendo
todos superiores a 85%, com exceção da remoção de óleos e graxas que teve sua eficiência
um pouco abaixo das demais.
4.5 AVALIAÇÃO ECONÔMICA
Através de pesquisas de mercado podem-se definir os valores comerciais dos
coagulantes (cloreto férrico e PAC) e dos auxiliares de floculação, sendo apresentados na
Tabela 10.
Tabela 10: Valores comerciais dos coagulantes e auxiliares de floculação. Reagente Valor Comercial
(R$/kg) Densidade (kg/l) Custo Operacional
(R$/m³ de efluente) Cloreto Férrico 0,65 1,42 1,39
Cloreto de Polialumínio 0,95 1,25 8,31 Polímero Aniônico 6,9 0,0016 0,0552
Ativador Q 1,0 - 0,039 Fonte: Kemira (2010); BWE (2010).

63
Com os custos operacionais obtidos com as volumes de reagentes, bem como
concentrações dos mesmos, pode-se constatar o custo operacional total de cada combinação
de coagulantes e auxiliares de floculação para o tratamento físico-químico de efluente de
abatedouro de bovino, como demonstrado na Tabela 11.
Tabela 11: Custos totais de cada combinação de reagentes por metro cúbico de efluente tratado.
A B C Custo Total (R$/m³ de efluente tratado)
1,45 8,35 1,43 1 (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q
Desta forma, pode-se verificar que a combinação com menor custo operacional é a do
experimento C, a qual usou como coagulante o cloreto férrico e como auxiliar de floculação o
Ativador Q, sendo o mais economicamente viável para aplicação no pré-tratamento em
indústrias do setor cárneo.
No entanto, o cloreto férrico juntamente com o polímero aniônico apresentou um
custo operacional bem próximo ao do experimento C.
4.6 SELEÇÃO DOS REAGENTES
Considerando os aspectos previstos, pode-se constatar que a combinação que
apresentou melhor custo-benefício para o tratamento de efluente originados na linha vermelha
de abatedouros de bovinos e suínos é o cloreto férrico, como coagulante, e o Ativador Q,
atuando como auxiliar de floculação.
Esta combinação foi selecionada tendo em vista que apresentou um bom desempenho
qualitativo, formando flocos densos, os quais apresentaram um baixo tempo de sedimentação,
formando um lodo visivelmente separado do clarificado logo após o processo de tratamento.
Outro aspecto importante, é que esta combinação de reagentes apresentou elevada
eficiência de remoção em todas variáveis de resposta do experimento, mas principalmente da
DQO do efluente bruto, parâmetro que mede o oxigênio equivalente ao conteúdo de matéria
orgânica de uma amostra que é suscetível à oxidação por um forte oxidante químico,
demonstrando o potencial poluidor de lançamento do efluente.

64
Além disso, dentre os experimentos com as combinações de reagentes, o que
demonstrou menor custo econômico foi o que utilizou cloreto férrico e Ativador Q no
processo de coagulação/floculação. No entanto, prévia ou concomitante ao uso dos reagentes
há a necessidade de alcalinização do meio, a fim de facilitar o processo físico-químico.
Contudo, ainda são escassas pesquisas acadêmicas envolvendo o uso destes reagentes
no tratamento de efluentes de abatedouros de bovinos e suínos, demonstrando um maior uso
no tratamento de outros ramos da indústria, como setores metal-mecânico, de galvanoplastia,
e até mesmo no tratamento de água para abastecimento público.

65
5 CONCLUSÃO
Tendo em vista os objetivos propostos e considerando os resultados descritos neste
trabalho, conclui-se que a aplicação das três combinações de reagentes testadas para o
processo físico-químico no tratamento de efluentes industriais de abatedouros de suínos e
bovinos são efetivas para a separação de fases e redução de concentrações de carga poluidora
e parâmetros investigados neste trabalho. No entanto a associação de resultados de análises e
de qualificação visual do efluente final possibilitou a seleção da melhor combinação de
reagentes.
Após avaliar resultados técnicos e econômicos dos reagentes, selecionou-se como
coagulante, o cloreto férrico, com melhor custo-benefício para o pré-tratamento de efluentes
de abatedouros, o qual deve ser auxiliado pelo Ativador Q.
Com a caracterização do efluente e análise físico-química das amostras de clarificado
resultantes, foram verificadas eficiências de remoção de concentrações de cor, turbidez, DQO,
sólidos suspensos, nitrogênio total e fósforo na fração líquida clarificada superiores a 85%,
com exceção de óleos e graxas, cuja remoção foi em torno de 70%. No entanto, os parâmetros
analisados ainda não se enquadram no que é estabelecido pelo padrão de potabilidade vigente
no País, apresentando caráter preliminar ao tratamento, como já previsto.
O processo físico-químico de coagulação/floculação, aplicado a águas residuárias de
abatedouros de animais (bovinos e suínos), demonstrou uma boa eficiência de tratamento,
apresentando remoções nos parâmetros avaliados consideravelmente elevadas. Desta forma,
unidades que tem como princípio este tipo de tratamento podem ser usadas em instalações
destinadas ao processo de abate de bovinos, diminuindo significantemente a carga orgânica do
efluente.
Entretanto, estas unidades devem ser consideradas com caráter preliminar, havendo a
necessidade de um tratamento secundário no sistema de tratamento destes efluentes. Uma
possibilidade é a utilização de um tratamento biológico a montante da unidade de tratamento
físico-químico, combinação que apresenta boa redução da matéria orgânica solúvel do
efluente, permitindo que o sistema tenha uma boa eficiência final em relação à matéria
orgânica e também em relação ao fósforo, obtendo-se um resultado com boa qualidade a um
custo global menor do que o de sistemas convencionais.

66
Por ser caracterizado como uma das partes integrantes de um sistema de tratamento, a
combinação da aplicação de processos físico-químicos com outras técnicas de tratamento de
tratamento secundário biológico, sejam aeróbias ou anaeróbias, permitirá o descarte das águas
residuárias conforme parâmetros exigidos pela legislação ambiental vigente.
Algumas considerações e recomendações são feitas para trabalhos posteriores,
considerando que o tempo de agitação lenta na floculação influencia na formação dos flocos,
desta forma poderia ser aplicado um tempo maior (cerca de 15 minutos) para um gradiente de
velocidade 20 rpm.
Uma avaliação do impacto da adição do Ativador Q® sobre o processo de
coagulação/floculação poderia ser realizada, uma vez que ao contrário dos polímeros
aniônicos e catiônicos, este auxiliar de floculação não apresenta carga eletrostática.

67
REFERÊNCIAS BIBLIOGRÁFICAS ABIEC. Associação Brasileira das Indústrias Exportadoras de Carnes. Apresenta informações sobre o setor cárneo bovino no Brasil. Disponível em: < http://www.abiec.com.br >. Acesso em 18 set. 2010. ABNT. Associação Brasileira de Normas Técnicas. NBR 9898: preservação e técnicas de amostragem de efluentes líquidos e corpos receptores - procedimento. Rio de Janeiro, 1987. da ABNT AGROCARNES. Apresenta informações sobre Carnes, Grãos e outros Produtos Agrícolas e Agroindustriais, Tecnologias, Exportação e Importação. Disponível em: <http://www.agrocarnes.com.br/carnes.htm>. Acesso em 18 set. 2010. ANDRADE, C. A. G. Processamento de carne suína. Relatório do estágio curricular (Curso de Engenharia de Alimentos) – Universidade de Passo Fundo, Passo Fundo, 2007. ANUÁRIO DBO 2002 = BALANÇO DA PECUÁRIA EM 2001 DEIXA BOM SALDO E ESPAÇO PARA CRESCER. São Paulo: DBO Editores Associados Ltda., n.256, 2002, p.13. APHA. Standard Methods for the Examination of Water and Wastewater. 21. ed. New York:, McGraw HILL, 2005. ARDISSON, A. F.; ALVES, A. G.; REIS, J.C. Utilização de cloreto de polialumínio na pré-coagulação química em uma estação de tratamento de água - ETA: Estudo de caso. 200?. ARRUDA, V. C. M. Tratamento anaeróbio de efluentes gerados em matadouros de bovinos. 2004. 148 f. Dissertação (Curso de Pós-Graduação do Departamento de Engenharia Civil) – Universidade Federal de Pernambuco, Recife. 2004. BARROS, J. B.; NOZAKI, J. Redução de poluentes de efluentes das indústrias de papel e celulose pela floculação/coagulação e degradação fotoquímica. Química Nova – São Paulo, Vol. 25, n.5, 2002. BELIK, W. Agroindústria e reestruturação industrial no Brasil: elementos para uma avaliação.Cadernos de Ciência & Tecnologia, Brasília, Vol. 11, n.1/3, p. 58-75, 1994. BIGGS, S.; HABGOOD, M.; JAMESON, G. L.; YAN, Y. Aggregate structures formed via a bridging flocculation mechanism. Chemical Engineering Journal, [S.I], n. 80, p. 13-22. 2000.

68
BLEIL, Susana Inez. O padrão alimentar ocidental: considerações sobre a mudança de hábitos no Brasil. Revista Cadernos de Debate – Núcleo de Estudos e Pesquisas em Alimentação da UNICAMP, Vol. VI, p. 1-25, 1998. BNB. BANCO DO NORDESTE. Manual de Impactos Ambientais.1. ed. Coord. Ademir Costa. Fortaleza: Banco do Nordeste, 1999. 297p. BRAILE, P.M.; CAVALCANTI, J.E.W.A. Manual de tratamento de águas residuárias industriais. São Paulo: CETESB, 1993. 764 p. BRIÃO, V. B. Tratamento Primário de Efluentes. Material de apoio à disciplina de Gestão e Tratamento de Resíduos do curso de Química, Universidade de Passo Fundo, Passo Fundo, 2006. BWE. Tratamento de água potável. BWE – Indústria Química, catálogo. Canoas, RS-BR, 4p. 2002. CAMPELLO, R. P. Desempenho de Reatores Anaeróbios de Manto de Lodo (UASB) Operando Sob Condições de Temperaturas Típicas de Regiões de Clima Temperado. 2009. Dissertação (Programa de Pós-Graduação em Recursos Hídricos e Saneamento Ambiental) – Universidade Federal do Rio Grande do Sul, Porto Alegre. 2009. CAMPOS, José Roberto; PEREIRA, José Almir Rodrigues. Reator anaeróbio de leito expandido/fluidizado. In: Tratamento de esgotos sanitários por processo anaeróbio e disposição controlada no solo. Rio de Janeiro : PROSAB, 1999. p. 199 - 219. CARRARA, S. M. C. M.; BRESAOLA JR., R. Técnicas de tratamento para reuso de águas residuárias de processos de galvanoplastia. XXI Congresso Brasileiro de Engenharia Sanitária e Ambiental, [S.I.], 199??. CENSO agropecuário 2006. Banco de dados agregados do IBGE. Disponível em: <http://www.sidra.ibge.gov.br/bda/e2000/default.asp> Acesso em: 28 ago. 2010. CENSO demográfico 2007. Banco de dados agregados do IBGE. Disponível em: <http://www.sidra.ibge.gov.br/bda/e2000/default.asp> Acesso em: 28 ago. 2010. CESCO, D. D.; MATSUMOTO, T. Análise da formação de TRM em uma ETA com pré e pós-cloração na presença de matéria orgânica natural. 24º Congresso Brasileiro de Engenharia Sanitária e Ambiental - Associação Brasileira de Engenharia Sanitária e Ambiental, [200?].
69
CETESB. Companhia de Tecnologia de Saneamento Ambiental. Apresenta informações técnicas sobre o produto químico, cloreto férrico. 2001. Disponível em: <http://www.cetesb.sp.gov.br/emergencia/produtos/ficha_completa1.asp?consulta=CLORETO%20F%C9RRICO>. Acesso em 12 nov. 2010. CHERNICHARO, C. A. L. Princípios do tratamento biológico de águas residuárias, Vol. 5, Reatores anaeróbios, 1ª edição, DESA-UFMG, Minas Gerais, 1997. COMENTÁRIO Agroindústria 2007. Banco de dados agregados do IBGE. Disponível em <http://www.sidra.ibge.gov.br/bda/e2000/default.asp> Acesso em: 30 ago. 2010. CONAMA. Resolução № 357/05. Brasília, DF: Conselho Nacional de Meio Ambiente, 2005. _______. Resolução № 397/08. Brasília, DF: Conselho Nacional de Meio Ambiente, 2008. CONSEMA. Resolução № 128/06. Porto Alegre, RS: Conselho Estadual de Meio Ambiente, 2006. DIAS, M. C. O. Manual de Impactos Ambientais. Fortaleza: BANCO DO NORDESTE, 1999, P. 49-67. ENTRY, J. A.; SOJKA, R.E.; WATWOOD, M.; ROSS, C. Polyacrylamide preparations for protection of water quality threatened by agricultural runoff contaminants. Environment Pollution, [S.I.], n. 120, p. 191-200, 2002. FABRETI, A. A. Pós-tratamento de efluente de lagoa de estabilização através de processo físico-químico. 2006. 179f. Dissertação (Mestrado em Engenharia) – Universidade de São Paulo, São Paulo. 2006. FEPAM. Fundação Estadual de Proteção Ambiental. Relatório Técnico. Porto Alegre, 1997. _______. Fundação Estadual de Proteção Ambiental, 2003. Licença de operação LO No. 2815/2003 – DL. FERREIRA, I. V. et al. Impactos ambientais de abatedouros e medidas mitigadoras. XXVIII Congresso Interamericano de Ingeniería Sanitária y Ambiental, Cancun, 2002.
70
FERREIRA FILHO, S.S. Otimização do processo de coagulação e floculação visando a minimização de resíduos sólidos em estações de tratamento de água. 2006. Projeto de Pesquisa - Universidade de São Paulo, São Paulo. 2006. GERLOFF, Jamur. Reutilização de água de resfriamento de carcaças de frango. 2008. 161 f. Dissertação (Curso de pós-graduação em Engenharia Química) - Universidade Federal de Santa Catarina, Florianópolis. 2008. GIL, J.I., DURÃO, J.C. Manual de inspeção sanitária de carnes. Lisboa: Fundação Caloustre Gulbenkian, 1985. 563p. GUIMARÃES, L. F.; LIBÂNIO, M. Avaliação do emprego da coagulação com cloreto de polialumínio na perspectiva de reuso de efluente de lagoa de estabilização. XXIV Congresso Brasileiro de Engenharia Sanitária e Ambiental, [S.I.], 2005?. IBGE, Instituto Brasileiro de Geografia e Estatística, 2007. Disponível em <http://www.ibge.gov.br/home/>. Acesso em: 16 set. 2010. INDICADORES IBGE: Estatística da Produção Pecuária 2010. Disponível em http://www.sidra.ibge.gov.br/bda/e2000/default.asp. Acesso em: 30 ago. 2010. KEMIRA. Apresenta informações sobre a empresa multinacional fabricante de produtos químicos para o tratamento de água. Disponível em: < http://www.kemira.com>. Acesso em 30 nov. 2010. MAPA, Ministério da Agricultura, Pecuária e Abastecimento. Apresenta informações sobre a agricultura e pecuária no Brasil. Disponível em: <www.agricultura.org.br>. Acesso em: 02 set. 2010. MALDANER, T. L. Levantamento das alternativas de minimização dos impactos gerados pelos efluentes de abatedouros e frigoríficos. 2008. 69 f. Monografia (Curso de Especialização “Lato sensu” em Higiene e Inspeção de Produtos de Origem Animal) – Universidade Castelo Branco, Brasília. 2008. MALUF, Renato S. Consumo de alimentos no Brasil: traços gerais e ações públicas de segurança alimentar. Brasília, IDEC, 2000?. MASSÉ, D. I.; MASSE, L.; BOURGEOIS, N. Anaerobic processing of slaughterhouse wastewater in a SBR. Dairy and Swine Research and Development Centre, Agriculture and Agri-Food Canada. Quebec, 2000.

71
MATOS, A. T. Tratamento de resíduos agroindustriais. Curso sobre tratamento de resíduos agroindustriais, Departamento de Engenharia Agrícola e Ambiental, UFV, Viçosa, 2005. METCALF & EDDY, INC. Wastewater Engineering – Treatment, Disposal and Reuse, 4rd ed., McGraw-Hill, 2003. MOLINA, T. Caracterização e tratamento da água de lavagem de filtros de ETA com o uso de polímeros sintéticos e amido de batata. V Encontro de Engenharia e Tecnologia dos Campos Gerais, [S.I], 2010. MUCCIOLO, P. Carnes: estabelecimentos de matança e de industrialização. São Paulo:Íncone, 1985. 102p. NIETO, R. Tratamento de Efluentes Líquidos. Workshops Meio Ambiente, CETESB-CIESP, São Paulo, [200?]. NUNES, J. A. Tratamento físico-químico de águas residuárias industriais. 5. ed. Sergipe: Gráfica e Editora, 2008. 315 p. PACHECO, J. W. F.; YAMANAKA, H. T. Guia técnico ambiental de abate (bovino e suíno). Série P+L – CETESB. São Paulo, 2008. PAVANELLI, G. Eficiência de diferentes tipos de coagulantes na coagulação, floculação e sedimentação de água com cor e turbidez elevada. 2000. Dissertação (Programa de Mestrado da Escola de Engenharia de São Carlos) - Universidade de São Paulo, São Carlos. 2000. PHILIPPI, A. J; ROMÉRO, M. A.; BRUNA, G. C. Curso de gestão ambiental. 2. reimp. Barueri: Manole, 2007. 1045 p. POLAQUINI, L. E. M.; SOUZA, J. G.; GEBARA, J. J. Transformações técnico-produtivas e comerciais na pecuária de corte brasileira a partir da década de 90. Revista Brasileira de Zootecnia – Sociedade Brasileira de Zootecnia, [S.I.], Vol. 35, n. 1, p. 321-327, 2006. RHEDANI Química. Apresenta informações a respeito de produtos comercializados. Disponível em:< www.rhedani.com.br>. Acesso em: 15 out. 2010. RIGO, Elisandra. Aplicação de lípases como auxiliar no pré-tratamento de efluentes de frigoríficos de suínos e bovinos. 2004. 95 f. Dissertação (Programa de Mestrado em

72
Engenharia de Alimentos) – Universidade Regional Integrada do Alto Uruguai, Erechim. 2004. ROÇA, R. O. Abate de bovinos. Laboratório de Tecnologia dos Produtos de Origem Animal, UNESP, Botucatu, [200?]. SANTOS, H. R. Coagulação/precipitação de efluentes de reator anaeróbio de leito expandido e de sistema de lodo ativado precedido de reator UASB, com remoção de partículas por sedimentação ou flotação. 2006. 331 f. Tese (Programa de Doutorado em Hidráulica e Saneamento) – Escola de Engenharia de São Carlos da Universidade de São Paulo, São Carlos. 2006. SANTOS, E. P. C. C.; AVELINO, V. L. ; PÁDUA, V. L. Teste de diferentes tipos de coagulantes em escala de bancada. Universidade Federal de Minas Gerais: Belo Horizonte. 2004?. SCARASSATI, D. et al. Tratamento de efluentes de matadouros e frigoríficos. III Fórum de Estudos Contábeis, Faculdades Integradas Claretianas, Rio Claro, 2003. SCHLESINGER, S. Onde pastar? O gado bovino no Brasil. Rio de Janeiro: FASE, 2010. Disponível em:< www.boell-latinoamerica.org/web/136.html>. SCHREIRER, J. et al. Tratamento físico-químico de águas residuárias provenientes da foscação de vidro, visando o reuso. XXI Congresso Brasileiro de Engenharia Sanitária e Ambiental, [S.I.], 199?. SCHOENHALS, M., SENA, R. F., JOSÉ, H. J. Avaliação da eficiência do processo de coagulação/flotação aplicado como tratamento primário de efluentes de abatedouro de frangos. Engenharia Ambiental – Espírito Santo do Pinhal, v. 3, n. 2, p. 005-024. 2006. SENAI. Princípios básicos de produção mais limpa em matadouros frigoríficos. Série Manuais de Produção Mais Limpa. Centro Nacional de Tecnologias Limpas, Porto Alegre, 2003. STEINMETZ, Ricardo Luís Radis. Aplicação de polieletrólitos para a separação de metais em efluentes da suinocultura. 2007. 69 f. Dissertação (Programa de Pós-Graduação em Química) – Universidade Federal de Santa Maria, Santa Maria. 2007. TRAMONTINI, P. Consumo da carne suína: a experiência brasileira. 5º Seminário Internacional de Suinocultura, São Paulo, 2000.

73
UNEP – UNITED NATIONS ENVIRONMENT PROGRAMME; DEPA – DANISH ENVIRONMENTAL PROTECTION AGENCY; COWI Consulting Engineers and Planners AS, Denmark. Cleaner production assessment in meat processing. Paris: UNEP, 2000. Disponível em <http://www.agrifood-forum.net/publications/guide/index.htm>. Acesso em: 19 set. 2010. USDA. United States Departament Agriculture. Apresenta informações sobre o setor cárneo bovino no mundo. Disponível em: < http://www.usdabrazil.org.br >. Acesso em 18 set. 2010. VANACÔR, Romualdo Nunes. Avaliação do coagulante orgânico Veta Organic utilizado em uma estação de tratamento de água para abastecimento público. 2005. 188 f. Dissertação (Programa de Pós-Graduação em Engenharia de Recursos Hídricos e Saneamento Ambiental) – Universidade Federal do Rio Grande do Sul, Porto Alegre. 2005. VON SPERLING, M (1996). Introdução à Qualidade das Águas e ao Tratamento de Esgotos, Vol. 1. Belo Horizonte: Departamento de Engenharia Sanitária e Ambiental – UFMG, 1996. 243 p. _______ (1997). Princípios do Tratamento Biológico de Águas Residuárias – Lodos Ativados, Vol. 4. Belo Horizonte: Departamento de Engenharia Sanitária e Ambiental – UFMG, 1997. ZEN, S.; MENEZES, S. M.; CARVALHO, T. B. Perspectivas de consumo de carne bovina no Brasil. XLVI Congresso da Sociedade Brasileira de Economia, Administração e Sociologia Rural, Rio Branco, 2008.

74
APÊNDICE A
A Tabela 12 apresenta os valores “p” para a comparação de médias utilizadas pelo
Teste Tukey para a variável de resposta DQO.
Tabela 12: Valores “p” para a comparação de médias de concentração final pelo Teste Tukey para a variável de resposta DQO.
A B C A 0,009794 0,007169 B 0,009794 0,681349 C 0,007169 0,681349
Média 4204,6 1376,7 1044,8 1 (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q
A Tabela 13 apresenta os valores “p” para a comparação de médias utilizadas pelo
Teste Tukey para a variável de resposta turbidez.
Tabela 13: Valores “p” para a comparação de médias de concentração final pelo Teste Tukey para a variável de resposta turbidez.
A B C A 0,045672 B 0,028114 0,028114 0,694620 C 0,045672 0,694620
Média 4,5 7,5 7,0 1 (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q
A Tabela 14 apresenta os valores “p” para a comparação de médias utilizadas pelo
Teste Tukey para a variável de resposta cor.
Tabela 14: Valores “p” para a comparação de médias de concentração final pelo Teste Tukey para a variável de resposta cor.
A B C A 0,876626 0,007143 B 0,876626 0,006079 C 0,007143 0,006079
Média 27,0 26,0 44,0 1 (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q
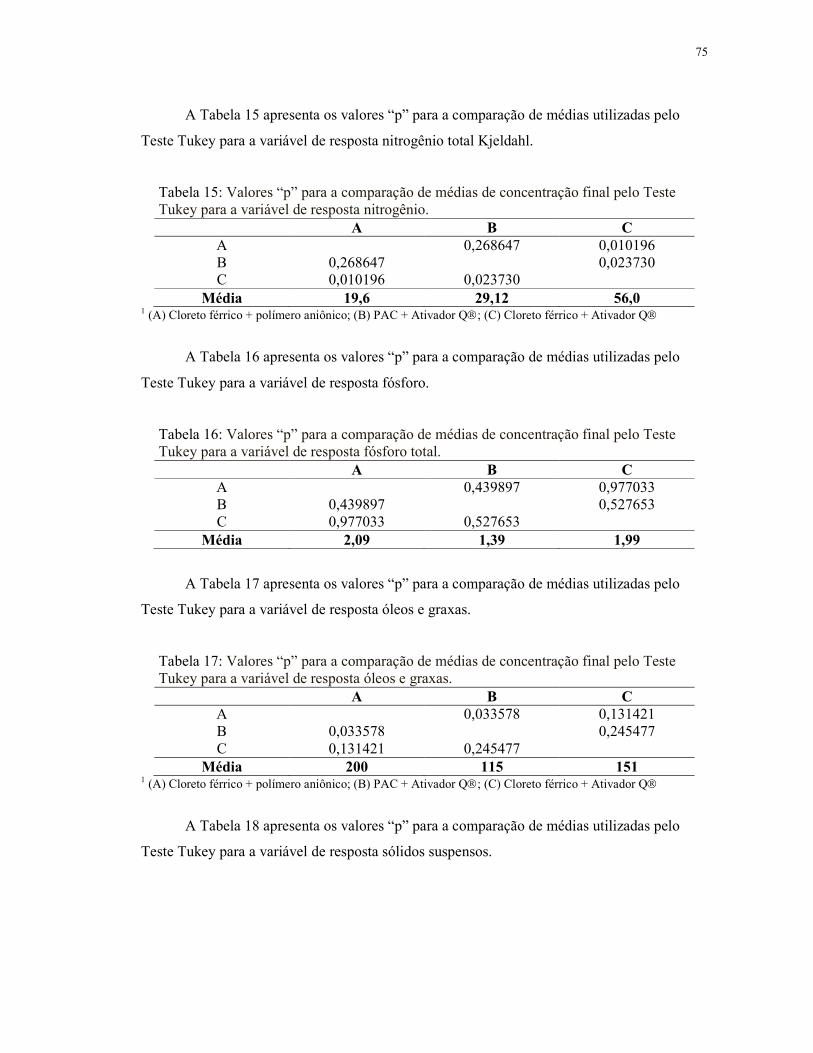
75
A Tabela 15 apresenta os valores “p” para a comparação de médias utilizadas pelo
Teste Tukey para a variável de resposta nitrogênio total Kjeldahl.
Tabela 15: Valores “p” para a comparação de médias de concentração final pelo Teste Tukey para a variável de resposta nitrogênio.
A B C A 0,268647 0,010196 B 0,268647 0,023730 C 0,010196 0,023730
Média 19,6 29,12 56,0 1 (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q
A Tabela 16 apresenta os valores “p” para a comparação de médias utilizadas pelo
Teste Tukey para a variável de resposta fósforo.
Tabela 16: Valores “p” para a comparação de médias de concentração final pelo Teste Tukey para a variável de resposta fósforo total.
A B C A 0,439897 0,977033 B 0,439897 0,527653 C 0,977033 0,527653
Média 2,09 1,39 1,99
A Tabela 17 apresenta os valores “p” para a comparação de médias utilizadas pelo
Teste Tukey para a variável de resposta óleos e graxas.
Tabela 17: Valores “p” para a comparação de médias de concentração final pelo Teste Tukey para a variável de resposta óleos e graxas.
A B C A 0,033578 0,131421 B 0,033578 0,245477 C 0,131421 0,245477
Média 200 115 151 1 (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q
A Tabela 18 apresenta os valores “p” para a comparação de médias utilizadas pelo
Teste Tukey para a variável de resposta sólidos suspensos.

76
Tabela 18: Valores “p” para a comparação de médias de concentração final pelo Teste Tukey para a variável de resposta sólidos suspensos.
A B C A 0,495022 0,302625 B 0,495022 0,104290 C 0,302625 0,104290
Média 210,0 192,5 235,0 1 (A) Cloreto férrico + polímero aniônico; (B) PAC + Ativador Q; (C) Cloreto férrico + Ativador Q