os sistemas de manufatura enxuta e de gestÃo da … · quadro 1 apresenta as seções de 4 a 8 e...
TRANSCRIPT
OS SISTEMAS DE MANUFATURA
ENXUTA E DE GESTÃO DA
QUALIDADE COLABORANDO PARA A
MELHORIA DO DESEMPENHO DE UMA
ORGANIZAÇÃO DA INDÚSTRIA
AERONÁUTICA BRASILEIRA
Luciane de Oliveira Cunha (ITA)
Joao Murta Alves (ITA)
O objetivo deste artigo é apresentar como os sistemas de Manufatura
Enxuta e Gestão da Qualidade, podem auxiliar uma organização
manufatureira a melhorar o seu desempenho, por meio da redução do
percentual de não conformidade e do Lead Timee. Sendo assim, foi
proposto um método para utilizar os sistemas em conjunto, com
aplicação em uma organização de pequeno porte da indústria
aeronáutica brasileira. Os resultados parciais mostram uma melhora
no desempenho da organização, tendo em vista a redução do
percentual de não conformidade e do Lead Time.
Palavras-chaves: Manufatura Enxuta, Gestão da Qualidade. Indústria
Aeronáutica Brasileira.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
2
1. Introdução
As organizações componentes da cadeia de suprimentos de indústria aeronáutica necessitam
aprimorar seus processos para sobrevivessem no mercado competitivo e globalizado. Este
aprimoramento pode ser alcançado com o auxilio da certificação do Sistema de Gestão da
Qualidade (SGQ). Esta certificação foi realizada durante muitos anos, em conformidade com
a norma ISO 9001. No entanto, em 1998, foi fundado o International Aerospace Quality
Group (IAQG). Esta entidade assumiu a responsabilidade de elaborar uma norma específica
para o setor aeronáutico, a AS 9100 "Quality Management Systems - Aerospace -
Requirements", que no Brasil foi publicada pela ABNT, como NBR 15100 "Sistema da
Qualidade – Aeroespacial – Modelo para a Garantia da Qualidade em Projeto,
Desenvolvimento, Produção, Instalação e Serviços Associados" (ABNT, 2004).
A NBR 15100/AS 9100 é utilizada, pelos organismos acreditados de certificação para avaliar
a capacidade das organizações em atender os requisitos do cliente, os regulamentares e os da
própria organização (ABNT, 2004). Os organismos também são responsáveis por cadastrar,
no banco de dados Online Aerospace Supplier Information System (OASIS), as informações
referentes ao processo de auditoria.
Com base nas informações disponíveis no OASIS, em 2008, existiam 8344 organizações
certificadas no mundo. Dentre estas, as organizações das Américas, que incluem as
organizações certificadas no Brasil, pelo organismo de certificação XYZ (nome fictício),
apresentavam um alto percentual de não conformidades na Seção 7 (Realização do Produto),
mais especificamente no Requisito 7.5 (Produção e Fornecimento de Serviço) (IAQG, 2008).
Por este motivo, o foco deste trabalho foi na seção 7 (Realização do Produto).
Entretanto, não basta apenas focar na redução do percentual de não conformidades. As
organizações da indústria aeronáutica brasileira também precisam reduzir o Lead Time (LT)
para melhorar o tempo de resposta ao mercado.
Portanto, para se alcançar a redução do percentual de não conformidades e do Lead Time é
importante a utilização do SQG em conjunto com outros sistemas. Dentre estes sistemas
destaca-se a Manufatura Enxuta (ME), que surgiu na Toyota, e busca reduzir o tempo entre o
pedido de fabricação do cliente e a entrega do produto acabado, por meio da eliminação dos
desperdícios (MATHAISEL; COMM, 2000).
O objetivo deste trabalho é mostrar que a utilização dos Sistemas de ME e SGQ, pode ajudar
uma organização manufatureira a reduzir o percentual de não conformidades e o Lead Time.
Para alcançar este objetivo foi proposto um método de utilização dos dois sistemas com
aplicação na ABC Usinagem (nome fictício), uma organização de pequeno porte componente
da cadeia de suprimentos da indústria aeronáutica brasileira.
A proposta metodológica concebida e implementada neste trabalho, do ponto de vista de sua
natureza é uma pesquisa aplicada. Pela forma de abordagem do problema é qualitativa. Com
relação aos seus objetivos é exploratória e de acordo com os procedimentos técnicos é
bibliográfica e pesquisa ação.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
3
O presente trabalho está estruturado em cinco seções. A Seção 2 apresenta o referencial
teórico, referente ao SGQ e a ME, que fundamenta o trabalho. A Seção 3 apresenta o método
proposto que utiliza os conceitos abordados na Seção 2. A Seção 4 apresenta a análise crítica
do método proposto e os resultados parciais alcançados. Finalmente, na Seção 5 são
apresentadas as conclusões e as sugestões para a continuidade do trabalho.
2. Referencial Teórico
2.1. O Sistema de Gestão da Qualidade (SGQ)
A International Organization for Standardization (ISO) elaborou o modelo normativo para a
área de Gestão da Qualidade, que ficou conhecido como a série 9000 (CARVALHO, 2005).
As normas desta série foram criadas para serem utilizadas em organizações de todos os
segmentos e tipos, entretanto, alguns segmentos sentiram a necessidade de padronizar
procedimentos particulares, criando padrões próprios de referência para avaliação de Sistemas
da Qualidade (AMATO, 2001).
Este foi o caso do setor aeroespacial que, por meio do IAQG, elaborou a norma AS 9100,
traduzida no Brasil como NBR 15100.
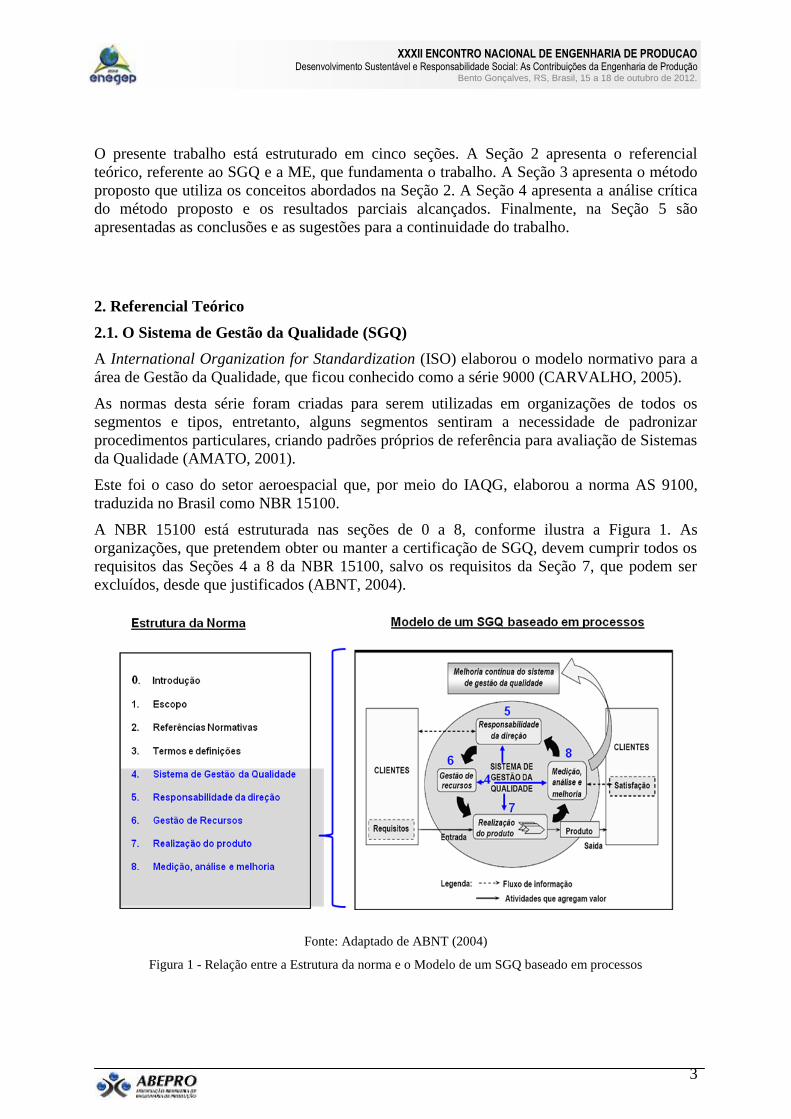
A NBR 15100 está estruturada nas seções de 0 a 8, conforme ilustra a Figura 1. As
organizações, que pretendem obter ou manter a certificação de SGQ, devem cumprir todos os
requisitos das Seções 4 a 8 da NBR 15100, salvo os requisitos da Seção 7, que podem ser
excluídos, desde que justificados (ABNT, 2004).
Fonte: Adaptado de ABNT (2004)
Figura 1 - Relação entre a Estrutura da norma e o Modelo de um SGQ baseado em processos
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
4
A NBR 15100 utiliza a abordagem de processos apresentada na Figura 1, para o
desenvolvimento, implementação e melhoria da eficácia do SGQ (ABNT, 2004). Este modelo
baseado em processos mostra as ligações dos processos apresentados nas seções 4 a 8 da
norma. A abordagem de processos permite o controle contínuo sobre a ligação entre os
processos individuais, bem como a combinação e interação entre eles (ABNT, 2000). O
Quadro 1 apresenta as seções de 4 a 8 e os requisitos da NBR 15100.
O SGQ só poderá ser eficaz se, no seu comando, estiver uma Alta Direção comprometida com
o seu desenvolvimento, implementação e melhoria contínua (FERREIRA, 2005). Além disso,
deve designar um Representante da Direção (RD), para garantir a boa governança do SGQ.
A implementação do SGQ deve ser uma decisão estratégica da organização e, por isso, a Alta
Direção pode utilizar os oito princípios da Gestão da Qualidade para conduzir a organização à
melhoria do seu desempenho. Estes princípios, definidos na ABNT (2005a), são apresentados
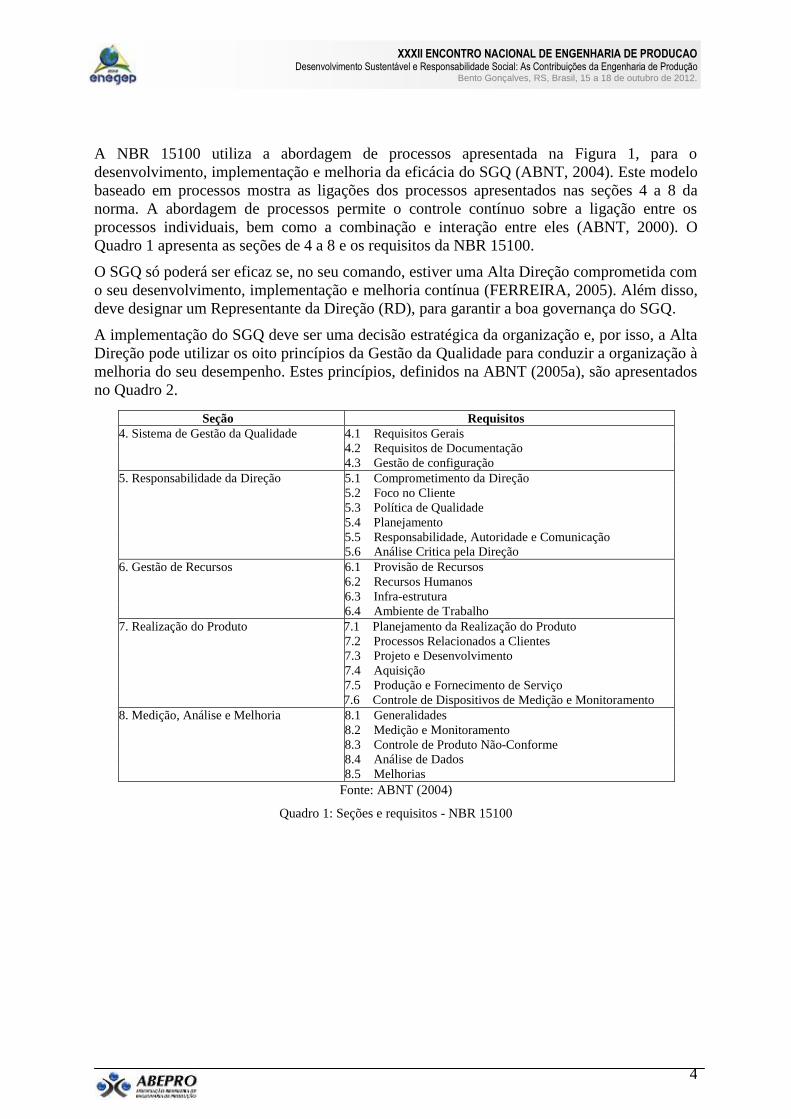
no Quadro 2.
Seção Requisitos
4. Sistema de Gestão da Qualidade 4.1 Requisitos Gerais
4.2 Requisitos de Documentação
4.3 Gestão de configuração
5. Responsabilidade da Direção 5.1 Comprometimento da Direção
5.2 Foco no Cliente
5.3 Política de Qualidade
5.4 Planejamento
5.5 Responsabilidade, Autoridade e Comunicação
5.6 Análise Critica pela Direção
6. Gestão de Recursos 6.1 Provisão de Recursos
6.2 Recursos Humanos
6.3 Infra-estrutura
6.4 Ambiente de Trabalho
7. Realização do Produto 7.1 7.1 Planejamento da Realização do Produto
7.2 Processos Relacionados a Clientes
7.3 Projeto e Desenvolvimento
7.4 Aquisição
7.5 Produção e Fornecimento de Serviço
7.6 Controle de Dispositivos de Medição e Monitoramento
8. Medição, Análise e Melhoria 8.1 Generalidades
8.2 Medição e Monitoramento
8.3 Controle de Produto Não-Conforme
8.4 Análise de Dados
8.5 Melhorias
Fonte: ABNT (2004)
Quadro 1: Seções e requisitos - NBR 15100

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
5
Princípio Descrição
Foco no Cliente Organizações dependem de seus clientes e, portanto, convém que
entendam as necessidades atuais e futuras do cliente, os seus
requisitos e procurem exceder as suas expectativas.
Liderança Líderes estabelecem unidade de propósito e o rumo da
organização. Convém que eles criem e mantenham um ambiente
interno, no qual as pessoas possam estar totalmente envolvidas no
propósito de atingir os objetivos da organização.
Envolvimento de
Pessoas
Pessoas de todos os níveis são a essência da organização, e seu
total envolvimento possibilita que as suas habilidades sejam
usadas para o benefício da organização.
Abordagem de Processo Um resultado desejado é alcançado mais eficientemente quando as
atividades e os recursos relacionados são gerenciados como um
processo.
Abordagem Sistêmica
para a Gestão
Identificar, entender e gerenciar processos inter-relacionados
como um sistema contribui para a eficácia e eficiência da
organização no sentido desta atingir seus objetivos.
Melhoria Contínua Convém que a melhoria contínua do desempenho global da
organização seja seu objetivo permanente.
Abordagem Factual para
Tomada de Decisão
Decisões eficazes são baseadas na análise de dados e informações.
Benefícios Mútuos nas
Relações com
Fornecedores
Uma organização e seus fornecedores são interdependentes, e uma
relação de benefícios mútuos aumenta a habilidade de ambos em
agregar valor.
Fonte: Adaptado da ABNT (2005a)
Quadro 2: Princípios da Gestão da Qualidade
Por meio da aplicação do modelo de gestão da qualidade, a organização procura identificar os
processos do seu negócio, integrá-los e trabalhar para atingir seus objetivos estratégicos e os
objetivos de seus clientes, além do atendimento aos requisitos de produtos e outros requisitos
aplicáveis, tendo a eficácia e a melhoria contínua como premissas básicas (ABNT, 2005b).
Para alcançar a eficácia e a melhoria contínua, a organização pode implementar o sistema de
ME, que associado ao SGQ pode permitir que a organização torne-se cada vez mais robusta e
competitiva.
2.2 O Sistema de Manufatura Enxuta
O Sistema de ME foi criado no Japão, pela Toyota, e procura combinar as vantagens da
produção artesanal e da produção em massa, evitando os altos custos da primeira e a rigidez
da segunda. Desta maneira, a ME emprega equipes de trabalhadores multiqualificados e
máquinas flexíveis, capazes de produzir grandes volumes de produtos de ampla variedade, ou
seja, fabrica mais produtos com menos recursos (WOMACK; JONES; ROOS, 2004).
De acordo com Ohno (1997), o lucro só pode ser alcançado com a redução de custos. Essa
redução pode ser obtida por meio da eliminação de desperdícios na produção. O desperdício,
segundo Marchwinski e Shook (2003), pode ser definido como qualquer atividade que
consome recursos, mas não agrega valor ao cliente.
Os desperdícios estão por toda parte e, uma das maneiras de combatê-los, pode ser por meio
do Pensamento Enxuto, que pode ser definido como “uma forma de especificar valor, alinhar
na melhor sequência as ações que criam valor, realizar essas atividades sem interrupção toda
vez que alguém as solicita e realizá-las de forma cada vez mais eficaz” (WOMACK; JONES,
2004, p. 3). Em outras palavras, o Pensamento Enxuto significa fazer cada vez mais com cada
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
6
vez menos (esforço humano, equipamento, tempo e espaço) e procurar cada vez mais atender
aos requisitos dos clientes (WOMACK; JONES, 2004).
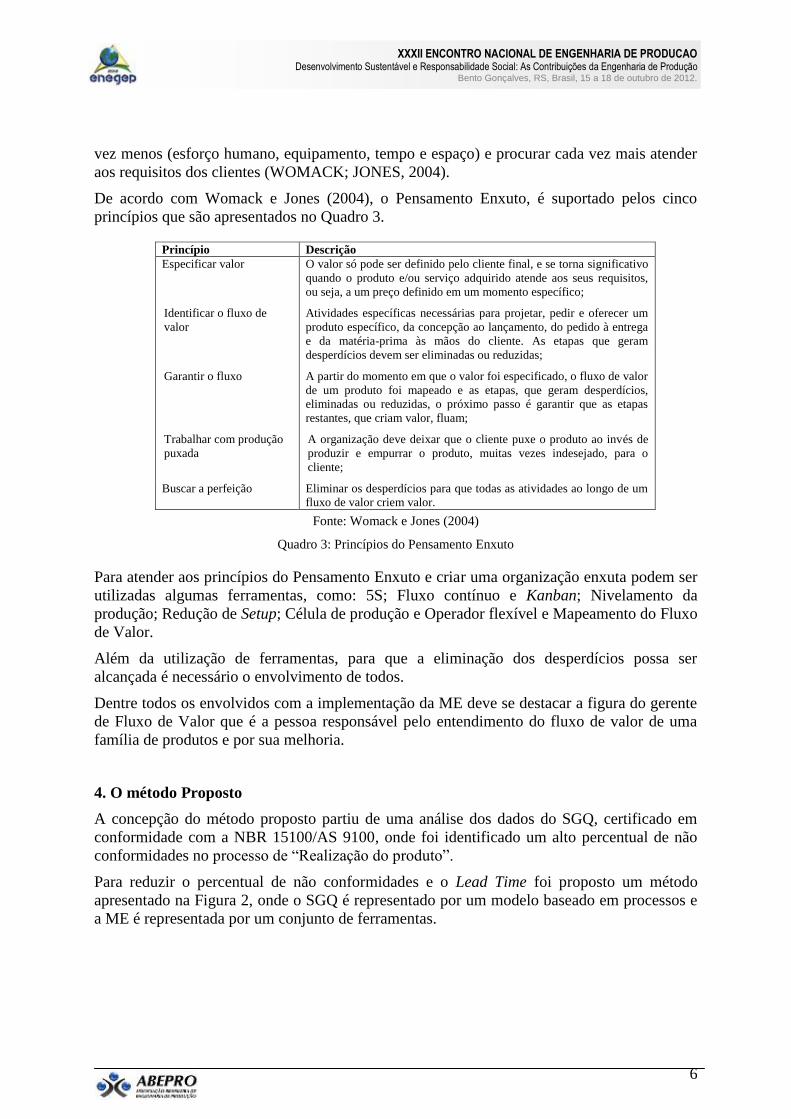
De acordo com Womack e Jones (2004), o Pensamento Enxuto, é suportado pelos cinco
princípios que são apresentados no Quadro 3.
Princípio Descrição
Especificar valor O valor só pode ser definido pelo cliente final, e se torna significativo
quando o produto e/ou serviço adquirido atende aos seus requisitos,
ou seja, a um preço definido em um momento específico;
Identificar o fluxo de
valor Atividades específicas necessárias para projetar, pedir e oferecer um
produto específico, da concepção ao lançamento, do pedido à entrega
e da matéria-prima às mãos do cliente. As etapas que geram
desperdícios devem ser eliminadas ou reduzidas;
Garantir o fluxo A partir do momento em que o valor foi especificado, o fluxo de valor
de um produto foi mapeado e as etapas, que geram desperdícios,
eliminadas ou reduzidas, o próximo passo é garantir que as etapas
restantes, que criam valor, fluam;
Trabalhar com produção
puxada A organização deve deixar que o cliente puxe o produto ao invés de
produzir e empurrar o produto, muitas vezes indesejado, para o
cliente;
Buscar a perfeição Eliminar os desperdícios para que todas as atividades ao longo de um
fluxo de valor criem valor.
Fonte: Womack e Jones (2004)
Quadro 3: Princípios do Pensamento Enxuto
Para atender aos princípios do Pensamento Enxuto e criar uma organização enxuta podem ser
utilizadas algumas ferramentas, como: 5S; Fluxo contínuo e Kanban; Nivelamento da
produção; Redução de Setup; Célula de produção e Operador flexível e Mapeamento do Fluxo
de Valor.
Além da utilização de ferramentas, para que a eliminação dos desperdícios possa ser
alcançada é necessário o envolvimento de todos.
Dentre todos os envolvidos com a implementação da ME deve se destacar a figura do gerente
de Fluxo de Valor que é a pessoa responsável pelo entendimento do fluxo de valor de uma
família de produtos e por sua melhoria.
4. O método Proposto
A concepção do método proposto partiu de uma análise dos dados do SGQ, certificado em
conformidade com a NBR 15100/AS 9100, onde foi identificado um alto percentual de não
conformidades no processo de “Realização do produto”.
Para reduzir o percentual de não conformidades e o Lead Time foi proposto um método
apresentado na Figura 2, onde o SGQ é representado por um modelo baseado em processos e
a ME é representada por um conjunto de ferramentas.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
7
Figura 2 - Método Proposto – Utilização da ME e do SGQ
Esta figura ressalta a necessidade de integração dos dois sistemas o que é representado,
inicialmente, pelo elo de comunicação (Seta 1) entre o gerente de fluxo de valor (responsável
pela ME) e o RD (responsável pelo SGQ), que em conjunto analisam as informações dos dois
sistemas e levantam as ações necessárias para buscar a melhoria, visando a otimização de
recursos (tempo, pessoas, equipamentos e financeiros). Estes dados são encaminhados a Alta
Direção (responsável pela organização e representada no Processo 5 do SGQ). A Alta
Direção, a partir da análise dos dados, aprova a liberação de recursos para que as ações de
melhoria sejam implementadas. Em seguida, a aplicação dos recursos é gerenciada para que
os objetivos sejam alcançados (isto é realizado no Processo 6 do SGQ). O outro elo de
comunicação (Seta 2) representa a aplicação das ferramentas da ME no processo 7 do SGQ.
Esta aplicação visa aprimorar o processo produtivo, pela eliminação dos desperdícios. A
seguir, no processo 8 do SGQ são realizadas as medições e análises, necessárias para a
identificação de oportunidades de melhoria, que são encaminhadas para a Alta Direção. Deste
modo, o ciclo é reiniciado buscando a melhoria contínua. Além disto, no processo 4 do SGQ
estão os requisitos necessários para administração e documentação do SGQ e estes requisitos
estão relacionados com os outros processos (5, 6, 7 e 8) do SGQ.
O detalhamento da integração dos princípios da ME e do SGQ é apresentado no Quadro 4.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
8
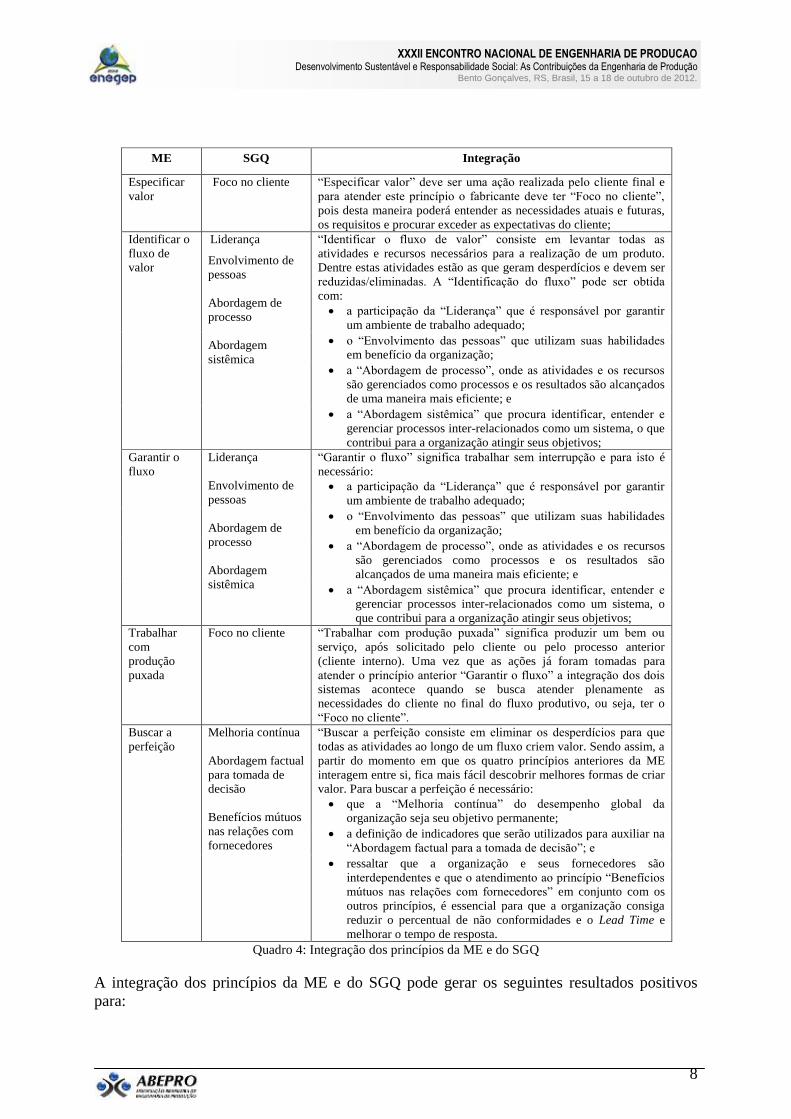
ME SGQ Integração
Especificar
valor
Foco no cliente “Especificar valor” deve ser uma ação realizada pelo cliente final e
para atender este princípio o fabricante deve ter “Foco no cliente”,
pois desta maneira poderá entender as necessidades atuais e futuras,
os requisitos e procurar exceder as expectativas do cliente;
Identificar o
fluxo de
valor
Liderança
Envolvimento de
pessoas
Abordagem de
processo
Abordagem
sistêmica
“Identificar o fluxo de valor” consiste em levantar todas as
atividades e recursos necessários para a realização de um produto.
Dentre estas atividades estão as que geram desperdícios e devem ser
reduzidas/eliminadas. A “Identificação do fluxo” pode ser obtida
com:
a participação da “Liderança” que é responsável por garantir
um ambiente de trabalho adequado;
o “Envolvimento das pessoas” que utilizam suas habilidades
em benefício da organização;
a “Abordagem de processo”, onde as atividades e os recursos
são gerenciados como processos e os resultados são alcançados
de uma maneira mais eficiente; e
a “Abordagem sistêmica” que procura identificar, entender e
gerenciar processos inter-relacionados como um sistema, o que
contribui para a organização atingir seus objetivos;
Garantir o
fluxo
Liderança
Envolvimento de
pessoas
Abordagem de
processo
Abordagem
sistêmica
“Garantir o fluxo” significa trabalhar sem interrupção e para isto é
necessário:
a participação da “Liderança” que é responsável por garantir
um ambiente de trabalho adequado;
o “Envolvimento das pessoas” que utilizam suas habilidades
em benefício da organização;
a “Abordagem de processo”, onde as atividades e os recursos
são gerenciados como processos e os resultados são
alcançados de uma maneira mais eficiente; e
a “Abordagem sistêmica” que procura identificar, entender e
gerenciar processos inter-relacionados como um sistema, o
que contribui para a organização atingir seus objetivos;
Trabalhar
com
produção
puxada
Foco no cliente “Trabalhar com produção puxada” significa produzir um bem ou
serviço, após solicitado pelo cliente ou pelo processo anterior
(cliente interno). Uma vez que as ações já foram tomadas para
atender o princípio anterior “Garantir o fluxo” a integração dos dois
sistemas acontece quando se busca atender plenamente as
necessidades do cliente no final do fluxo produtivo, ou seja, ter o
“Foco no cliente”.
Buscar a
perfeição
Melhoria contínua
Abordagem factual
para tomada de
decisão
Benefícios mútuos
nas relações com
fornecedores
“Buscar a perfeição consiste em eliminar os desperdícios para que
todas as atividades ao longo de um fluxo criem valor. Sendo assim, a
partir do momento em que os quatro princípios anteriores da ME
interagem entre si, fica mais fácil descobrir melhores formas de criar
valor. Para buscar a perfeição é necessário:
que a “Melhoria contínua” do desempenho global da
organização seja seu objetivo permanente;
a definição de indicadores que serão utilizados para auxiliar na
“Abordagem factual para a tomada de decisão”; e
ressaltar que a organização e seus fornecedores são
interdependentes e que o atendimento ao princípio “Benefícios
mútuos nas relações com fornecedores” em conjunto com os
outros princípios, é essencial para que a organização consiga
reduzir o percentual de não conformidades e o Lead Time e
melhorar o tempo de resposta.
Quadro 4: Integração dos princípios da ME e do SGQ
A integração dos princípios da ME e do SGQ pode gerar os seguintes resultados positivos
para:

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
9
- Organização: ganha com o aprimoramento do processo produtivo, com a redução do
percentual de não conformidades e do Lead Time e também com a melhoria no tempo de
resposta, o que permite produzir mais com menos recursos;
- Clientes: tem seus requisitos atendidos e/ou excedidos, tendo assim capacidade para
oferecer ao mercado produtos mais competitivos;
- Indústria aeronáutica: com produtos mais competitivos, pode aumentar sua participação
no mercado nacional e internacional. Além de contribuir para a disseminação de
tecnologias para outras indústrias, também possibilita o desenvolvimento de instituições de
ensino, centros de pesquisas, serviços de informática e de suporte, etc.
4. Análise crítica do método e dos resultados parciais alcançados
Neste trabalho para a aplicação do método proposto foi utilizada a ABC Usinagem, uma
organização de pequeno porte, componente da cadeia de suprimentos.
A implementação deste método foi estruturada em nove passos que serão apresentados a
seguir.
4.1. Passo 1 - Obter o Comprometimento da Alta Direção e dos Funcionários
Inicialmente, foi apresentada à Alta Direção, a proposta e os objetivos da implementação do
método para buscar o seu entendimento e apoio. O comprometimento da Alta Direção é
essencial para obter êxito nos programas de Qualidade (PINTO, CARVALHO e HO, 2006;
SOUZA, ALVES e SILVA, 2011; BHUIYAN; BAGHEL, 2005).
Em seguida, para fazer o alinhamento estratégico foram analisados os dados do SGQ da
organização.
Finalmente, iniciou-se o treinamento, de todos os envolvidos, nos conceitos básicos da ME
com foco na ferramenta “Organização do local de trabalho – 5S”.
4.2. Passo 2 - Identificar uma Família de Produtos
O próximo passo foi a identificação de uma família de produtos e, para isso, foram analisados
os 800 produtos fabricados pela organização. Esses produtos foram agrupados em 16 famílias
e, uma delas, foi selecionada para a aplicação do método.
A seleção levou em consideração uma família com um nível de processamento menos
complexo, porém representativa.
4.3. Passo 3 - Designar o Gerente do Fluxo de Valor
Em seguida, foi designado o gerente, responsável pelo Mapeamento do Fluxo de Valor e de
sua melhoria.
4.4. Passo 4 - Desenhar o Mapa do Estado Atual
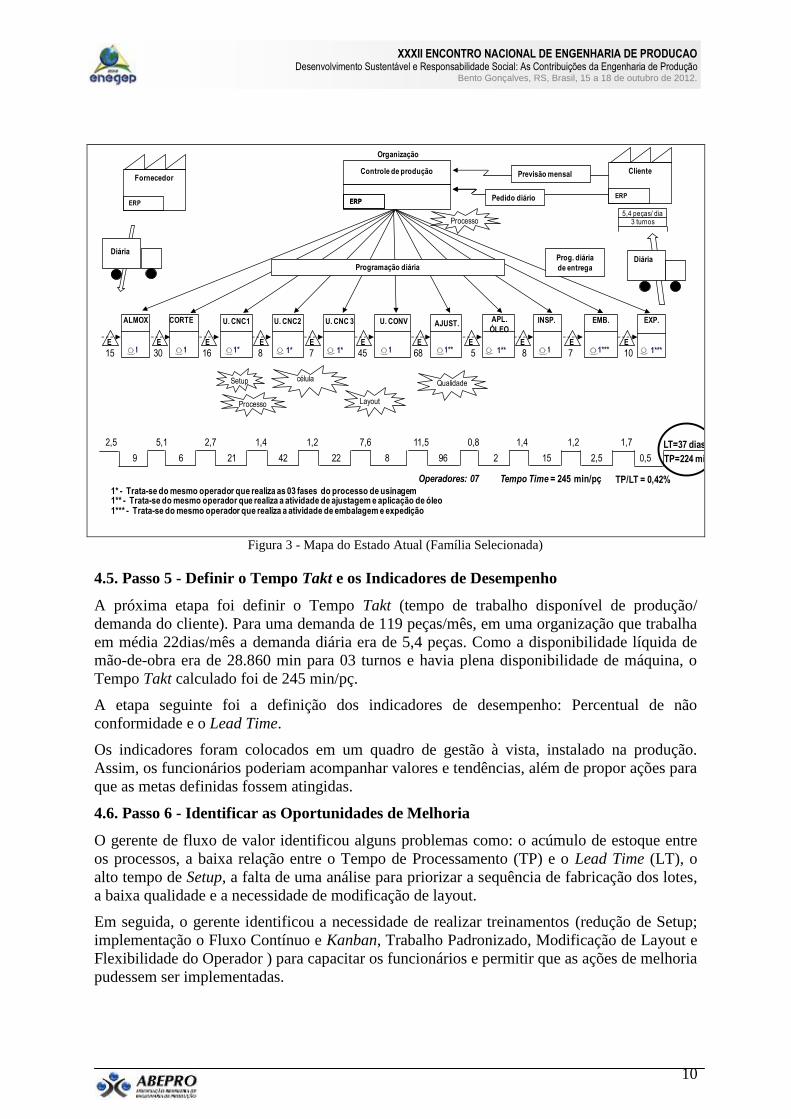
O gerente coletou todas as informações referentes ao processo produtivo da família
selecionada, para entender o fluxo e ter condições de desenhar o Mapa do Estado Atual
apresentado na Figura 3.
O desenho do mapa seguiu o padrão utilizado por Rother e Shook (1999) e Rother e Harris
(2002) para representarem os processos e os fluxos de valor.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
10
2,5 5,1 2,7 1,4 1,2 7,6 11,5 0,8 1,4 1,2 1,7
ClienteControle de produção
Diária
LT=37 dias
TP=224 min
DiáriaProg. diária
de entrega
U. CONV AJUST. INSP. EMB. EXP.
Organização
ERP
1
U. CNC1 U. CNC2 U. CNC 3 APL.
ÓLEO
9 6 21 42 22 8 96 2 15 2,5 0,5
ERP
ALMOX
E1
CORTE
E E1
E E1
E E1 1 1
EEEE
Programação diária
15 30 16 8 7 45 68 5 8 7 10
Fornecedor
ERP
Previsão mensal
Pedido diário
5,4 peças/ dia3 turnos
Tempo Time = 245 min/pç TP/LT = 0,42%
ERP
Processo
Qualidade
Processo
Setup célula
Layout
1 1 1* 1 1** 1 1***
Operadores: 07
1* 1* 1**
1* - Trata-se do mesmo operador que realiza as 03 fases do processo de usinagem1** - Trata-se do mesmo operador que realiza a atividade de ajustagem e aplicação de óleo
1***
1*** - Trata-se do mesmo operador que realiza a atividade de embalagem e expedição
Figura 3 - Mapa do Estado Atual (Família Selecionada)
4.5. Passo 5 - Definir o Tempo Takt e os Indicadores de Desempenho
A próxima etapa foi definir o Tempo Takt (tempo de trabalho disponível de produção/
demanda do cliente). Para uma demanda de 119 peças/mês, em uma organização que trabalha
em média 22dias/mês a demanda diária era de 5,4 peças. Como a disponibilidade líquida de
mão-de-obra era de 28.860 min para 03 turnos e havia plena disponibilidade de máquina, o
Tempo Takt calculado foi de 245 min/pç.
A etapa seguinte foi a definição dos indicadores de desempenho: Percentual de não
conformidade e o Lead Time.
Os indicadores foram colocados em um quadro de gestão à vista, instalado na produção.
Assim, os funcionários poderiam acompanhar valores e tendências, além de propor ações para
que as metas definidas fossem atingidas.
4.6. Passo 6 - Identificar as Oportunidades de Melhoria
O gerente de fluxo de valor identificou alguns problemas como: o acúmulo de estoque entre
os processos, a baixa relação entre o Tempo de Processamento (TP) e o Lead Time (LT), o
alto tempo de Setup, a falta de uma análise para priorizar a sequência de fabricação dos lotes,
a baixa qualidade e a necessidade de modificação de layout.
Em seguida, o gerente identificou a necessidade de realizar treinamentos (redução de Setup;
implementação o Fluxo Contínuo e Kanban, Trabalho Padronizado, Modificação de Layout e
Flexibilidade do Operador ) para capacitar os funcionários e permitir que as ações de melhoria
pudessem ser implementadas.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
11
As oportunidades de melhoria foram levadas para a reunião de análise crítica do SGQ, onde a
Alta Direção, com base nos dados apresentados, definiu quais melhorias e como e quando
poderiam ser implementadas. Desta maneira, foi definido que, inicialmente, seriam realizados
os treinamentos e a modificação do layout.
Cabe destacar que a implementação bem sucedida da ME e a implementação de ações de
melhorias são alcançadas com a participação de todos os funcionários da organização
(NEEDY et al., 2002; GODINHO FILHO e UZSOY, 2009).
4.7. Passo 7 - Desenhar o Mapa do Estado Futuro
O Mapa do Estado Futuro foi elaborado pelo gerente e apresentado na Figura 4.
2 2 2 0 0 0 0 1
ClienteControle de produção
Diária
LT= 7 dias
TP=224 min
DiáriaProg. diária
de entrega
INSP EMB. EXP.
Organização
ERP
1*
APL.
ÓLEO
9 6 189 2 15 2,5 0,5
ERP
ALMOX
.
CORTE
1
Fornecedor
ERP
Previsão mensal
Pedido diário
5,4 peças/ dia3 turnos
Tempo Takt = 245 min / pçTP/LT = 2,22 %
1 **
FIFO FIFO FIFOFIFO
máx 6
peças
máx 12
peçasmáx 12
peças
máx 6
peças
máx 6
peçasmáx 6
peças
máx 6
peças
1***
Operadores: 07 04
1* - Trata-se do mesmo operador que realiza as atividades do almoxarifado e de corte1** - Trata-se do mesmo operador que realiza as atividades de usinagem CNC,usinagem convencional,ajustagem e aplicação de óleo1*** - Trata-se do mesmo operador que realiza a atividade de embalagem e expedição
1* 1 ** 1***
Figura 4 - Mapa do Estado Futuro (Família Selecionada)
4.8. Passo 8 - Implementar Ações de Melhoria
Antes da implementação das melhorias, as máquinas e equipamentos estavam distribuídos ao
longo de uma grande área de produção sem nenhum critério, fazendo com que os operadores
percorressem grandes distâncias do início ao fim do processo de fabricação.
Depois da implementação das melhorias, o que ocorreu durante um período de três meses, a
localização dos processos de aplicação de óleo, inspeção, embalagem e expedição foi
modificada. Além disso, foi implementada a célula, onde foi mantida a máquina de usinagem
CNC, realizada a transferência da máquina de usinagem convencional e criada uma área de
ajustagem específica para esta célula, o que contribuiu para a redução do desperdício de
transporte. Com a implementação da célula, observou-se a necessidade de utilização de um
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
12
suporte de peças dedicado (Suporte 2). Desta maneira, as peças deslizariam entre os processos
(Usinagem CNC/Ajustagem e Usinagem Convencional/Ajustagem), o que reduziria o
desperdício de tempo do operador para retirar a peça do suporte e levá-la para o outro
processo.
4.9. Passo 9 - Buscar a Perfeição
Após a implementação de algumas ações de melhoria, a organização constatou que:
O Lead Time, apesar de não ter alcançado o valor especificado no Mapa de Estado
Futuro (7 dias), apresentou uma redução significativa, ou seja, em um período de nove
meses passou de 37 dias, quando foi medido pela primeira vez este indicador e
desenhado o Mapa de Estado Atual, para 22 dias.
O Percentual de Não conformidade, antes da aplicação do método apresentava um
percentual de não conformidades em média de 1,1%, acima da meta estabelecida pelo
cliente (0,5%). Nos seis meses após a aplicação do método, o percentual de não
conformidades ficou em média 0,3%, abaixo da meta estabelecida pelo cliente.
As não conformidades identificadas foram tratadas de acordo com o requisito 8.5 (8.5.2 –
Ação corretiva). Nesta etapa de eliminação do problema identificado, a utilização de
ferramentas da qualidade como o Diagrama de Causa e Efeito, Gráfico de Pareto e 5W2H foi
de suma importância para a identificação da causa-raiz dos problemas.
As peças não-conformes, identificadas foram analisadas segundo o requisito 8.3 (Produto
Não-Conforme), para que sejam tomadas as ações devidas.
Apesar da implementação de apenas algumas ações de melhoria, já foram obtidos resultados
positivos. No entanto, é importante que as outras oportunidades de melhoria identificadas,
anteriormente, sejam efetivadas para que a organização consiga eliminar e/ou reduzir todos os
desperdícios. As oportunidades de melhoria identificadas, assim como as não conformidades,
foram consolidadas em um relatório e encaminhadas para a reunião de análise crítica do SGQ
(requisito 5.6), assim como foi feito no Passo 6.
O trabalho de pesquisa foi realizado até neste ponto. A organização deve prosseguir
identificando outros desperdícios e aplicando o PDCA para buscar a perfeição e a melhoria
contínua.
O método proposto e aplicado busca ajudar a organização a melhorar o desempenho, pela
redução do percentual de não conformidades e do Lead Time. No entanto, para obter êxito em
sua aplicação é necessário o envolvimento de todos, ou seja, desde o pessoal do chão de
fábrica até a Alta Direção. Além disso, como a aplicação do método pode redundar na
disponibilização de recursos humanos é necessário que a organização tenha um plano para
garantir o aproveitamento desses recursos em outras atividades do processo produtivo. No
caso da ABC Usinagem, este não foi um ponto crítico, pois a organização estava em fase de
expansão.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
13
5. Conclusão
O método proposto reúne os aspectos mais significativos de cada sistema e procura reduzir o
percentual de não conformidades e Lead Time. Além disso, busca otimizar a utilização dos
recursos (tempo, pessoas, equipamentos e financeiros), pois evita-se que as mesmas ações
sejam tomadas de forma independente pelos dois sistemas, disputando a utilização dos
mesmos recursos, que são limitados.
Este método foi aplicado na ABC Usinagem, uma organização que apresentava não
conformidades e necessitava aprimorar seu processo produtivo face às exigências do mercado.
Com base nos resultados parciais obtidos foi possível concluir que a aplicação do método
proposto proporcionou a melhoria do desempenho, o que foi evidenciado com a redução do
Lead Time e do Percentual de Não conformidades. Desta maneira, a organização consegue ser
mais responsiva ao mercado, obtendo assim vantagens competitivas frente aos concorrentes.
Portanto, a utilização dos sistemas, a elaboração do método e o envolvimento das pessoas, o
que inclui desde o pessoal de chão de fábrica até a Alta Direção, são essenciais para ajudar
uma organização a melhorar o seu desempenho.
Finalmente, o método proposto e aplicado apresentou ganhos para a organização ABC
Usinagem, o que pode motivar sua implementação em outras famílias de produtos e em outras
organizações da cadeia de suprimentos da indústria aeronáutica brasileira.
Referências
AMATO, N. J. Manufatura classe mundial: conceitos, estratégias e aplicações. São Paulo:
Atlas, 2001.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR ISO 9000: Sistemas de
gestão da qualidade: fundamentos e vocabulário. Rio de Janeiro, 2005a.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR ISO 9004: sistemas de
gestão da qualidade: diretrizes para a melhoria de desempenho. Rio de Janeiro, 2000.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15100: Sistema de
qualidade: aeroespacial: modelo para garantia da qualidade em projeto, desenvolvimento,
produção, instalação e serviços associados. Rio de Janeiro, 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Grupo de Aperfeiçoamento do
Processo de Certificação. Orientações para a seleção e contratação de serviços de
consultoria, treinamento e certificação de sistemas de gestão da qualidade. Rio de Janeiro,
2005b. Disponível em: <http://www.abntcb25.com.br/docorient1.pdf>. Acesso em: 07 fev.
2008.
BHUIYAN, N.; BAGHEL, A. An overview of continuous improvement: from the past to the
present. Management Decision, v. 43, n. 5, p. 761-771, 2005.
CARVALHO, M.M. Histórico da Gestão da Qualidade. In: CARVALHO, M. M.;
PALADINI, E.P. (Coord.). Gestão da qualidade: teoria e casos. Rio de Janeiro: Elsevier,
2005. cap 1, p. 1-24.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
14
FERREIRA, J. J. A. Modelos Normalizados de Sistema de Gestão. In: CARVALHO, M. M.;
PALADINI, E.P. (Coord.). Gestão da qualidade: teoria e casos. Rio de Janeiro: Elsevier,
2005. cap 5, p. 153-168.
GODINHO FILHO, M.; UZSOY, R. Efeito da redução do tamanho de lote e de programas
de Melhoria Contínua no Estoque em Processo (WIP) e na Utilização: Estudo utilizando uma
abordagem híbrida System Dynamics - Factory Physics. Revista Produção, v. 19, n. 1, p. 214-
229, 2009.
INTERNATIONAL AEROSPACE QUALITY GROUP. Disponível em:
<http://www.iaqg.sae.org/iaqg>. Acesso em: 24 fev. 2008.
MARCHWINSKI, C.; SHOOK, J. Léxico Lean: glossário ilustrado para praticantes do
Pensamento Lean. São Paulo: Lean Institute Brasil, 2003.
MATHAISEL D. F. X.; COMM, C. L. Developing, implementing and transferring lean
quality initiatives from the aerospace industry to all industries. Managing Service Quality, v.
10, n. 4, p. 248-256, 2000.
NEEDY, K. L. et al. Assessing Human Capital: a lean manufacturing example. Engineering
Management Journal, USA, V. 14, n. 3, p. 35-39, sept. 2002.
OHNO, T. O Sistema Toyota de Produção: além da produção e larga escala. Porto Alegre:
Bookman. 1997.
PINTO, S. H. B.; CARVALHO, M. M. de; HO, L. L. Implementação de programas de
qualidade: um survey em empresas de grande porte no Brasil. Revista Gestão &
Produção, São Carlos, v.13, n. 2, p.191-203,mai.-ago. 2006.
ROTHER, M.; HARRIS, R. Criando fluxo contínuo. São Paulo: Lean Institute Brasil, 2002.
ROTHER, M.; SHOOK, J. Aprendendo a enxergar. São Paulo: Lean Institute Brasil, 1999.
SOUZA, J. P. E. ; ALVES, J. M. ; SILVA, M. B. Investigation about Quality in the
Brazilian Aerospace Industry. In: 21st International Conference on Production Research,
2011, Stuttgart, Alemanha. Procedings - 21st International Conference on Production
Research. Stuttgart: Fraunhofer-Informationszentrum Raum und Bau IRB, 2011. v. 01.
WOMACK, J. P.; JONES D. T.; ROOS D. A máquina que mudou o mundo. Rio de Janeiro:
Elsevier, 2004.
WOMACK, J. P.; JONES, D. T. A mentalidade enxuta nas empresas – lean thinking:
elimine o desperdício e crie riqueza. Rio de Janeiro: Campus, 2004.