modelo de gestÃo de estoques em uma empresa de...
TRANSCRIPT

MODELO DE GESTÃO DE ESTOQUES
EM UMA EMPRESA DE FERRAGENS E
PRODUTOS METALÚRGICOS DE
PEQUENO PORTE
Ana Carolina Sgambato Cunha (UnB )
Izabela de Freitas Moreira (UnB )
Ana Luisa Dias Ribeiro (UnB )
Ana Cristina Oliveira Rodrigues (UnB )
Danilo Caixeta Gomes (UnB )
Este artigo tem como objetivo apresentar uma maneira de definir um
modelo de gestão do estoque dos produtos de linha selecionados a
partir da curva ABC, a fim de atender as demandas dos clientes,
minimizando o risco de uma venda perdida pella falta de produto final
no estoque para uma empresa que atua no segmento de produtos
metalúrgicos. Para o desenvolvimento desta, analisaram-se os dados
referentes à demanda no período de um ano e aplicou-se o modelo de
lote econômico de produção. A abordagem da pesquisa foi quantitativa
e utilizou-se como estratégia de pesquisa um estudo de caso,
selecionou-se e aplicou-se um modelo de gestão de estoques em um
objeto de estudo, empresa de pequeno porte, para analisar-se a
funcionalidade desse modelo. A técnica para coleta de dados foi
observação in loco e entrevistas. Os resultados da aplicação foram o
ponto de ressuprimento e a quantidade a ser ressuprida, lote
econômico para cada produto analisado. Os resultados finais da
aplicação do método proposto podem variar de acordo com o objeto de
estudo e com as hipóteses a serem fixadas.
Palavras-chaves: gestão de estoques, modelo de lote econômico de
produção, empresa de pequeno porte
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
2
1. Introdução
A perda de uma venda devido à indisponibilidade de um produto para atender a demanda de
um cliente gera inúmeros prejuízos para a empresa que vão muito além do valor do item não
vendido. Entre a série de complicações decorrentes da falta de produto, pode-se destacar o
resultado negativo para marca e a perda de fidelidade dos clientes que comumente acabam
recorrendo aos concorrentes. Por esse motivo, empresas que trabalham com pronta entrega
precisam de um gerenciamento do estoque de seus produtos comerciais adequados para poder
suprir a demanda e não acarretar elevados custos de estocagem por excesso.
Investir em estoques não se mostra mais uma atividade lucrativa visto que, com a redução das
taxas de inflação da última década, os preços dos produtos não variam significativamente com
a subida dos preços das tabelas dos fornecedores, como ocorria na época inflacionária.
Portanto, para evitar que o capital da empresa fique parado desnecessariamente, destaca-se a
importância do estudo aprofundado para propor um modelo que seja capaz prever o
comportamento da demanda para saber a quantidade e o tempo que cada produto deve ser
produzido/adquirido.
A empresa abordada atua no ramo de ferragens e produtos metalúrgicos em Brasília,
produzindo e vendendo produtos de linha a pronta entrega e dobras especiais sob encomenda.
O negócio da empresa divide-se entre o estabelecimento fabril e a loja de varejo onde são
comercializados os produtos fabricados, além de outros itens de revenda.
O grande desafio que essa empresa esbarra é atender a demanda dos clientes cada vez mais
crescente, principalmente para a compra de itens a pronta entrega. Não há um estudo do
comportamento da demanda que possibilite planejar e controlar a produção, evitando que falte
ou exceda o número de produtos no estoque. Todo o controle que a empresa possui,
atualmente, restringe-se a dados aleatórios e intuitivos de domínio exclusivo da diretora do
negócio, não havendo nenhum modelo de gestão ou artefato de controle do estoque de
produtos finais de linha para saber planejar a quantidade e o tempo que eles devem ser
fabricados para atender a demanda dos clientes da loja.
O presente artigo visa demonstrar a aplicação de um modelo de gestão de estoques bem como
as variáveis que influenciam na escolha do mesmo.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
3
2. Revisão teórica
Uma das formas de se pensar classificação de importância de itens de estoque é a chamada
curva ABC ou Curva de Pareto Segundo Corrêa (2012), a técnica ABC é uma forma de
classificar todos os itens de estoque de determinado sistema de operações em três grupos,
baseado em seu valor total anual de uso. Pode-se basear também na receita gerada por cada
produto em determinado período, desta forma, percebe-se que em torno de 20% dos produtos
representam 80% da receita total, sendo eles produtos de extrema importância, os quais são
classificados como produtos da classe A; na classe B, têm-se produtos de importância média,
aproximadamente 30% dos produtos representando 10% da receita total; e, por fim, a classe C
com 50% dos produtos que representam 10% da receita total.
Para atender a demanda do mercado de forma imediata, é necessário que se tenha uma visão
futura da mesma possibilitando a antecipação da produção ou compra dos produtos desejados.
Esta visão pode se dar através de uma previsão para os itens que não dependem de fatores que
estejam sob controle da operação ou pode ser calculada com base em fatores sob controle da
operação. Segundo Corrêa (2012), a demanda dos itens que exigem uma previsão é chamada
de independente e a outra de dependente.
Segundo Slack (2002), estoque é definido como a acumulação armazenada de recursos
materiais em um sistema de transformação. Segundo Corrêa (2012), há inúmeros tipos de
estoques em processos de operações que, de forma simplificada, podem ser divididos em
quatro grandes categorias. A primeira categoria seria estoques de matérias primas e
componentes comprados que abrange os itens utilizados nos processos de transformação em
produtos acabados. A segunda categoria constitui dos estoques de material em processo, ou
seja, itens que já entraram no processo produtivo, mas que ainda não são produtos acabados.
A terceira seriam os estoques de produtos acabados cujo processamento foi completado
integralmente. Referem-se ao estágio final do processo produtivo e já passaram por todas as
fases, como matéria-prima, materiais em processamento, materiais semi-acabados, materiais
acabados e produtos acabados. Por fim, a quarta categoria engloba os estoques de materiais
para MRO (manutenção, reparo e operação). Estes não são considerados componentes diretos
do processo de transformação dos produtos, mas servem de apoio à atividade produtiva, ou
seja, formado por peças e componentes empregados no processo produtivo, sem integrar o
produto final. Todos esses tipos de estoques estão inter-relacionados dentro de um processo

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
4
produtivo, fazendo com que todas as decisões tomadas sobre um dos tipos, influenciem os
outros.
Segundo Corrêa (2012), as razões para o surgimento de estoque são:
Falta de coordenação entre fases de um processo: muitas vezes a disponibilidade de
um fornecedor em entregar certa matéria prima seja de lotes fixos, logo a curva de
suprimento será diferente da curva de consumo do comprador;
Incertezas: pedidos podem ser colocados em curto prazo, sendo necessários estoques
para fazer frente às incertezas;
Especulação: às vezes uma empresa pode antecipar a alta dos preços pela escassez e
armazenar um estoque especulativo para fazer lucro;
Disponibilidade no canal de distribuição: a fábrica de certo produto pode estar distante
do mercado de consumo. Portanto são necessárias operações logísticas de
armazenamento em portos e armazéns.
Para que o estoque possa atender às necessidades da demanda é preciso definir o momento do
ressuprimento e a quantidade a ser ressuprida. O momento de ressuprimento, ponto de
reposição, corresponde ao nível de estoque que ao ser atingido indica o momento de iniciar a
produção de um novo lote. E a quantidade a ser ressuprida é a quantidade de unidades do
produto que compõe este lote. Há diversos tipos de sistemas de gestão de estoques, os quais
atendem as restrições de cada tipo de demanda e de estoque. Portanto, os sistemas de gestão
de estoques definem tais pontos de forma a maximizar o ganho da empresa, mantendo a
quantidade necessária no momento certo. Segundo Corrêa (2012), as principais definições
para a gestão de estoques de determinado item referem-se a quando e quanto ressuprir esse
item, à medida que ele vai sendo consumido pela demanda. A questão é tentar, tanto quanto se
possa, coordenar consumo e suprimento do item em questão.
Segundo Corrêa (2012), o modelo de ponto de reposição funciona da seguinte forma: todas as
vezes que determinada quantidade do item é retirada do estoque, verifica-se a quantidade
restante. Se essa quantidade é menor que uma predeterminada (chamada “ponto de
ressuprimento”), produz-se internamente determinada quantidade, chamada “lote de
ressuprimento”.
De acordo com Corrêa (2012), podem-se estabelecer os parâmetros para um modelo de gestão
de estoques por meio de uma abordagem de custos. Estes custos são divididos em custos fixos

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
5
(Cf) e custos de estocagem (Ce). Custo fixo é um custo que não varia com a quantidade
ressuprida. De acordo com Corrêa (2012), custo unitário anual de estocagem é o custo de
armazenagem em um ano de uma unidade de determinado produto.
Para mitigar os riscos de uma venda perdida devido à falta de estoques diante de alguma razão
de surgimento de estoques, torna-se necessário manter níveis de estoque suficientes,
chamados de estoques de segurança. Tais estoques de segurança influenciam no ponto de
reposição.
3. Metodologia
O Modelo Gestão de Estoques pode ser desenvolvido por três fases: o Diagnóstico da situação
atual; o Estudo da gestão de estoques; e a construção do Modelo de gestão de estoques.
3.1. Diagnóstico da Situação Atual da Empresa
O diagnóstico da situação atual contempla a classificação dos produtos obtida com base em
dados coletados de demandas dos produtos e suas receitas. Por se tratar de um número muito
grande de itens, foi feita essa classificação por critério de importância, de forma que se
pudessem definir quais eram os itens que merecessem maior atenção em sua gestão. Isso
porque (Corrêa, 2012) o ganho marginal por uma gestão mais apertada é mais compensador
para determinados itens que para outros. Tal classificação é feita a partir da curva ABC.
Conforme Martins (2006), a construção da curva ABC compreende três fases distintas:
Elaboração da tabela mestra; Construção do Gráfico; e Interpretação do Gráfico. A elaboração
da tabela mestra consiste na ordenação do total da receita de cada produto por ordem
decrescente de valor e, em seguida, obtenção do total da receita acumulada, obtendo a coluna
de porcentagem sobre o valor acumulado total, que fará parte da construção da Curva ABC.
Tabela 1 – Cabeçalho da Tabela Mestra
Fonte: Adaptado de Martins (2006)
Com base na tabela mestra, o gráfico 1 é construído da seguinte forma: para o eixo das
ordenadas, fica reservado o percentual de valores e, para o eixo das abscissas, o percentual de
quantidade de produtos, definindo-se os produtos Classe A, B e C.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
6
Gráfico 1 - Curva ABC
Para os produtos da classe A, analisa-se a demanda de cada produto periodicamente a partir
da confecção de gráficos “período x demanda”. A partir desses insumos, realiza-se uma
análise qualitativa dos itens a fim de identificar situações atípicas não detectadas pela curva
ABC, podendo excluir ou não esses produtos conforme a validação de especialistas segundo
sua a experiência.
3.2. Estudo da Gestão de Estoques
O estudo da gestão de estoques contempla a definição do tipo de demanda, do tipo de estoque
e das razões para surgimentos e manutenção do estoque. Esse estudo contribui para a
definição do modelo de gestão de estoques mais apropriado para cada caso.
A demanda dos produtos deve ser classificada em dependente ou independente. O estoque a
ser gerenciado também deve ser classificado. Estes fatores influenciam na escolha da forma
de determinar o momento de ressuprimento e a quantidade a ser ressuprida, que diferencia os

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
7
diversos sistemas de gestão de estoques disponíveis. No caso estudado, têm-se itens de
demanda independente, fabricados internamente, compondo estoque de produtos acabados
(produtos prontos para serem comercializados). Com isso, conclui-se que, neste caso, o
modelo de gestão de estoque mais apropriado é o Modelo de Reposição por Lote Econômico
de Produção e que há a necessidade de estoque de segurança devido à incerteza do
ressuprimento do produto e a variabilidade da demanda, minimizando o risco de uma venda
perdida pela falta de produto final no estoque.
3.3. Modelo de Gestão de Estoques
Inicialmente, é necessário coletar as informações do estado atual, observando os fluxos reais
de material e de informação. Para o mapeamento dos processos e levantamento dos tempos de
fabricação e movimentação de cada um dos produtos selecionados pode-se optar pelo
agrupamento em famílias de produtos levando em consideração a similaridade do
processamento e utilização de equipamentos comuns (Rother e Shook, 2003). Com o objetivo
de simplificar essa união dos produtos em algumas famílias, pode-se utilizar a matriz de
família de produtos com base na proposta por Womack (2001).
Tabela 2 - Exemplo de matriz de produtos com produtos metalúrgicos

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
8
O resultado obtido após o término do preenchimento da Matriz da Família de Produtos foi
coerente com o esperado empiricamente, pois os produtos de cada família possuem relação
direta por se tratarem do mesmo produto apenas com medidas diferentes. Como pode ser
observado na matriz (tabela 2), as famílias de produtos foram destacadas por cores totalizando
6 famílias: Família das Colunas (azul), Família das Chapas Corrugadas (amarela), Família dos
Trilhos Stanley (rosa), Família do Ferro U Eletrônico (roxo), Família das Chapas de
Acabamento(verde) e Família da Veneziana (cinza).
A partir do estudo das etapas de fabricação do produto, por meio de medições e entrevistas
com os funcionários responsáveis, é possível realizar o mapeamento de tais processos que
auxiliam na construção do fluxo de fabricação do produto, obtendo o tempo de cada uma
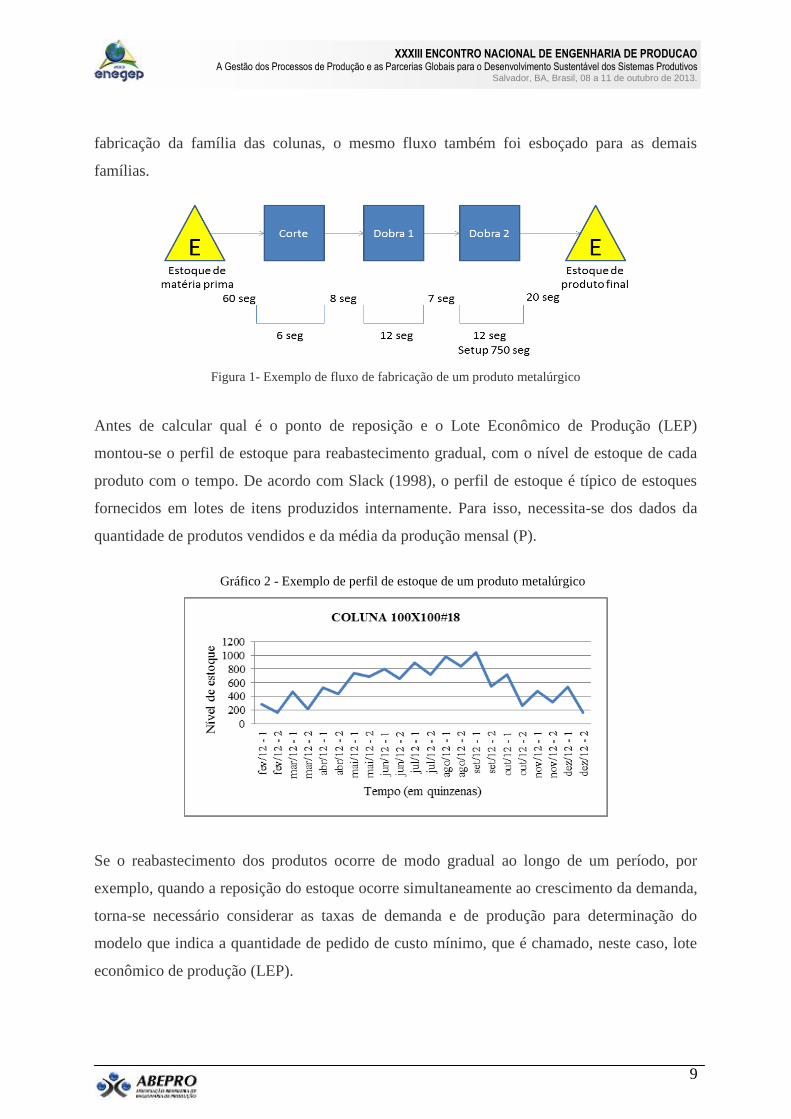
dessas etapas incluindo o tempo de setup das máquinas. A figura 1 ilustra o fluxo de
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
9
fabricação da família das colunas, o mesmo fluxo também foi esboçado para as demais
famílias.
Figura 1- Exemplo de fluxo de fabricação de um produto metalúrgico
Antes de calcular qual é o ponto de reposição e o Lote Econômico de Produção (LEP)
montou-se o perfil de estoque para reabastecimento gradual, com o nível de estoque de cada
produto com o tempo. De acordo com Slack (1998), o perfil de estoque é típico de estoques
fornecidos em lotes de itens produzidos internamente. Para isso, necessita-se dos dados da
quantidade de produtos vendidos e da média da produção mensal (P).
Se o reabastecimento dos produtos ocorre de modo gradual ao longo de um período, por
exemplo, quando a reposição do estoque ocorre simultaneamente ao crescimento da demanda,
torna-se necessário considerar as taxas de demanda e de produção para determinação do
modelo que indica a quantidade de pedido de custo mínimo, que é chamado, neste caso, lote
econômico de produção (LEP).
Gráfico 2 - Exemplo de perfil de estoque de um produto metalúrgico
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
10
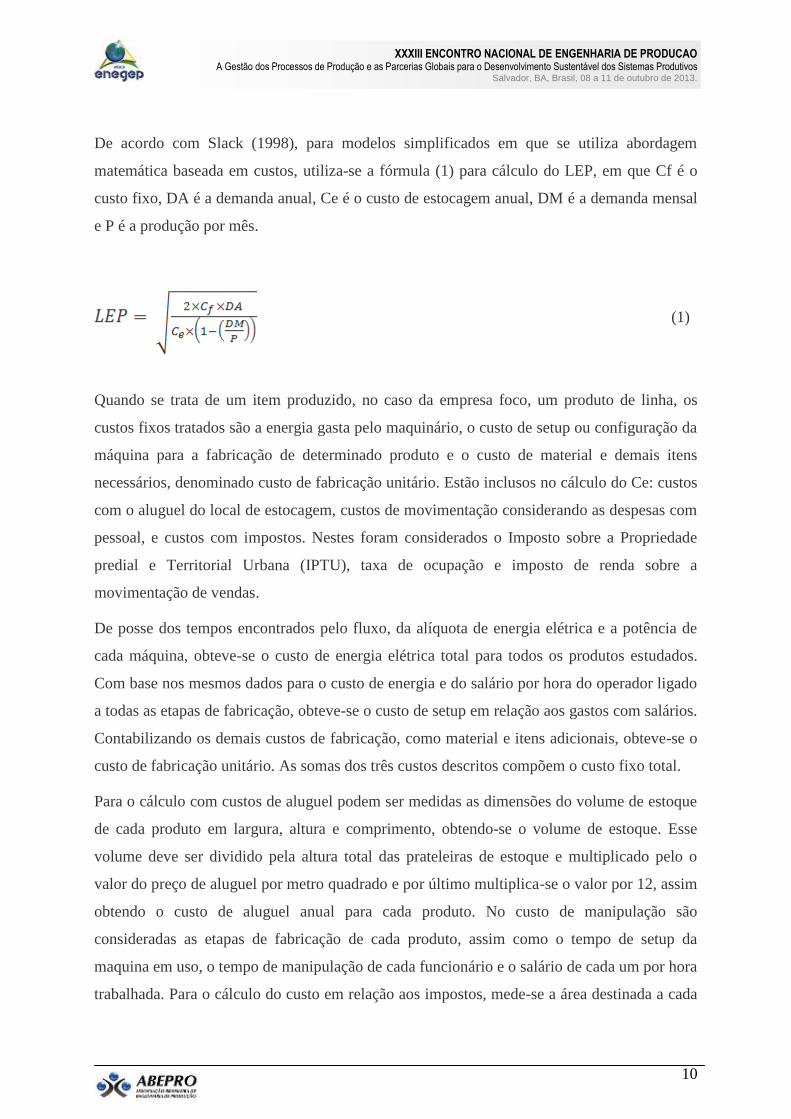
De acordo com Slack (1998), para modelos simplificados em que se utiliza abordagem
matemática baseada em custos, utiliza-se a fórmula (1) para cálculo do LEP, em que Cf é o
custo fixo, DA é a demanda anual, Ce é o custo de estocagem anual, DM é a demanda mensal
e P é a produção por mês.
(1)
Quando se trata de um item produzido, no caso da empresa foco, um produto de linha, os
custos fixos tratados são a energia gasta pelo maquinário, o custo de setup ou configuração da
máquina para a fabricação de determinado produto e o custo de material e demais itens
necessários, denominado custo de fabricação unitário. Estão inclusos no cálculo do Ce: custos
com o aluguel do local de estocagem, custos de movimentação considerando as despesas com
pessoal, e custos com impostos. Nestes foram considerados o Imposto sobre a Propriedade
predial e Territorial Urbana (IPTU), taxa de ocupação e imposto de renda sobre a
movimentação de vendas.
De posse dos tempos encontrados pelo fluxo, da alíquota de energia elétrica e a potência de
cada máquina, obteve-se o custo de energia elétrica total para todos os produtos estudados.
Com base nos mesmos dados para o custo de energia e do salário por hora do operador ligado
a todas as etapas de fabricação, obteve-se o custo de setup em relação aos gastos com salários.
Contabilizando os demais custos de fabricação, como material e itens adicionais, obteve-se o
custo de fabricação unitário. As somas dos três custos descritos compõem o custo fixo total.
Para o cálculo com custos de aluguel podem ser medidas as dimensões do volume de estoque
de cada produto em largura, altura e comprimento, obtendo-se o volume de estoque. Esse
volume deve ser dividido pela altura total das prateleiras de estoque e multiplicado pelo o
valor do preço de aluguel por metro quadrado e por último multiplica-se o valor por 12, assim
obtendo o custo de aluguel anual para cada produto. No custo de manipulação são
consideradas as etapas de fabricação de cada produto, assim como o tempo de setup da
maquina em uso, o tempo de manipulação de cada funcionário e o salário de cada um por hora
trabalhada. Para o cálculo do custo em relação aos impostos, mede-se a área destinada a cada

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
11
estoque e multiplica-se o valor pela a taxa de IPTU e pela taxa de ocupação. O custo de
estoque em relação aos impostos é obtido somando-se a margem de imposto por área ocupada
pelo estoque de cada produto em relação ao IPTU e à taxa de ocupação, com o total de vendas
daquele produto no ano anterior. O valor resultante desta operação é dividido por 1000 e
assim se obtém o custo total anual com impostos. O custo de estocagem (Ce) é obtido com a
soma dos três custos calculados anteriormente (aluguel, manipulação e impostos).
Considerando-se os custos totais envolvidos no gerenciamento do sistema de estoques, tem-se
o custo de armazenagem (Ca), o custo de produção (Cp) e o custo total (Ct). De acordo com
Slack (1998), as fórmulas para cálculo dos citados custos são as seguintes:
Custo de armazenagem:
(2)
Custo de produção:
(3)
Custo total:
(4)
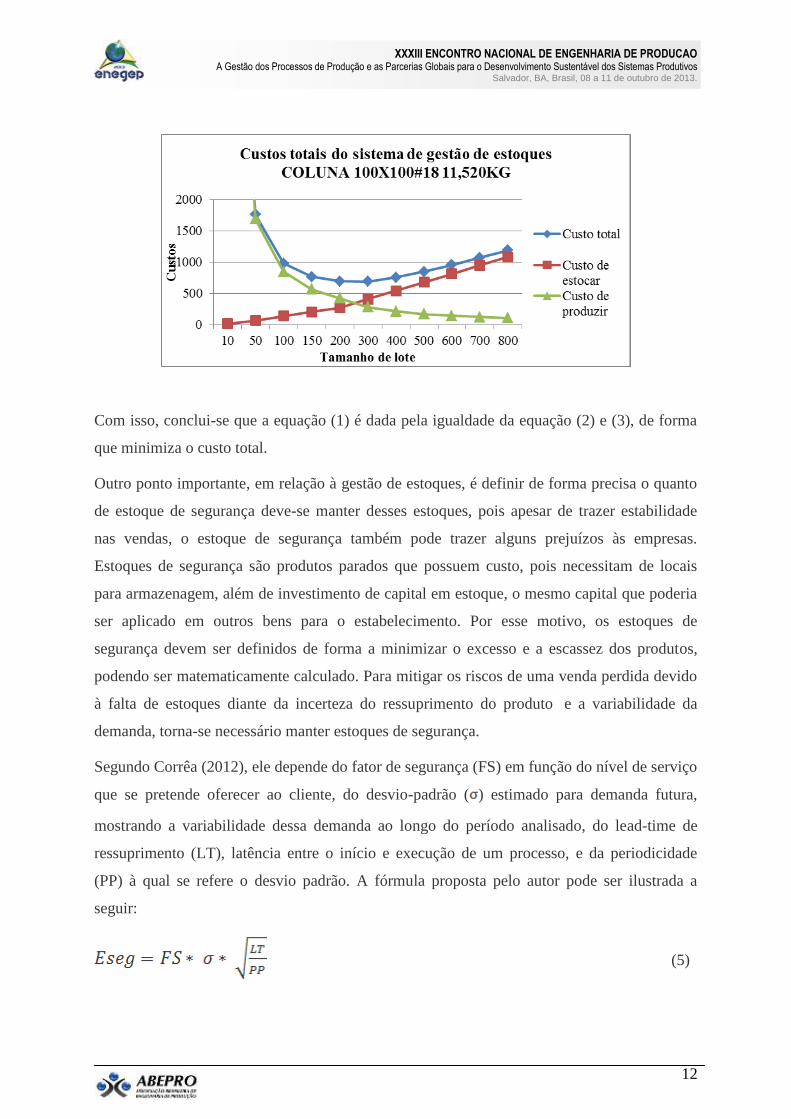
São aplicadas as três fórmulas acima para tamanhos de lotes diferentes. Com os valores
encontrados, plota-se o gráfico de custos totais do sistema. Este gráfico indica, no ponto de
intersecção das curvas de custo de armazenagem e de custo de produção, o mínimo custo total
e o lote econômico a ser produzido.
Gráfico 3 - Exemplo de gráfico de custos totais do sistema para um produto metalúrgico
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
12
Com isso, conclui-se que a equação (1) é dada pela igualdade da equação (2) e (3), de forma
que minimiza o custo total.
Outro ponto importante, em relação à gestão de estoques, é definir de forma precisa o quanto
de estoque de segurança deve-se manter desses estoques, pois apesar de trazer estabilidade
nas vendas, o estoque de segurança também pode trazer alguns prejuízos às empresas.
Estoques de segurança são produtos parados que possuem custo, pois necessitam de locais
para armazenagem, além de investimento de capital em estoque, o mesmo capital que poderia
ser aplicado em outros bens para o estabelecimento. Por esse motivo, os estoques de
segurança devem ser definidos de forma a minimizar o excesso e a escassez dos produtos,
podendo ser matematicamente calculado. Para mitigar os riscos de uma venda perdida devido
à falta de estoques diante da incerteza do ressuprimento do produto e a variabilidade da
demanda, torna-se necessário manter estoques de segurança.
Segundo Corrêa (2012), ele depende do fator de segurança (FS) em função do nível de serviço
que se pretende oferecer ao cliente, do desvio-padrão ( ) estimado para demanda futura,
mostrando a variabilidade dessa demanda ao longo do período analisado, do lead-time de
ressuprimento (LT), latência entre o início e execução de um processo, e da periodicidade
(PP) à qual se refere o desvio padrão. A fórmula proposta pelo autor pode ser ilustrada a
seguir:
(5)
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
13
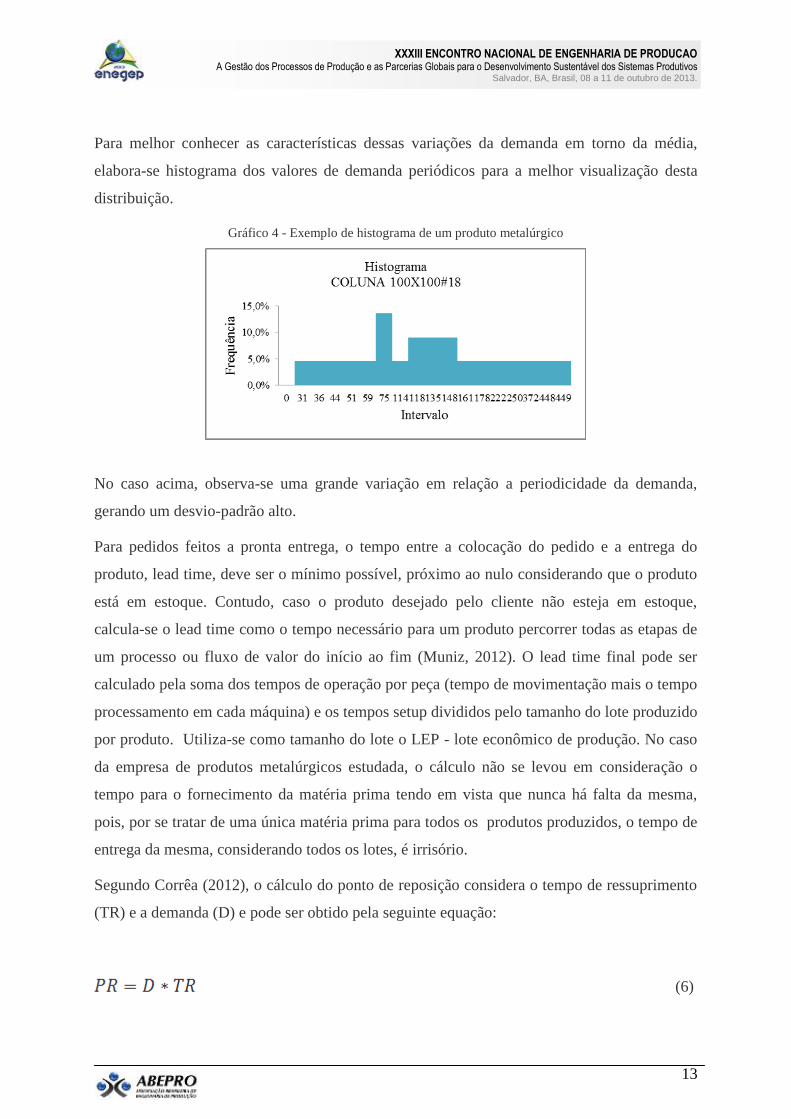
Para melhor conhecer as características dessas variações da demanda em torno da média,
elabora-se histograma dos valores de demanda periódicos para a melhor visualização desta
distribuição.
Gráfico 4 - Exemplo de histograma de um produto metalúrgico
No caso acima, observa-se uma grande variação em relação a periodicidade da demanda,
gerando um desvio-padrão alto.
Para pedidos feitos a pronta entrega, o tempo entre a colocação do pedido e a entrega do
produto, lead time, deve ser o mínimo possível, próximo ao nulo considerando que o produto
está em estoque. Contudo, caso o produto desejado pelo cliente não esteja em estoque,
calcula-se o lead time como o tempo necessário para um produto percorrer todas as etapas de
um processo ou fluxo de valor do início ao fim (Muniz, 2012). O lead time final pode ser
calculado pela soma dos tempos de operação por peça (tempo de movimentação mais o tempo
processamento em cada máquina) e os tempos setup divididos pelo tamanho do lote produzido
por produto. Utiliza-se como tamanho do lote o LEP - lote econômico de produção. No caso
da empresa de produtos metalúrgicos estudada, o cálculo não se levou em consideração o
tempo para o fornecimento da matéria prima tendo em vista que nunca há falta da mesma,
pois, por se tratar de uma única matéria prima para todos os produtos produzidos, o tempo de
entrega da mesma, considerando todos os lotes, é irrisório.
Segundo Corrêa (2012), o cálculo do ponto de reposição considera o tempo de ressuprimento
(TR) e a demanda (D) e pode ser obtido pela seguinte equação:
(6)

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
14
Com o intuito de garantir a minimização do efeito ocasionado pela variabilidade da demanda
e do tempo de resssuprimento, acrescenta-se o estoque de segurança (ES) à fórmula do ponto
de ressuprimento (Garcia; Lacerda; Arozo, 2001). Portanto, a fórmula utilizada é:
(7)
O tempo de ressuprimento (TR), por definição, é o intervalo de tempo entre a emissão da
ordem de compra, no caso do pedido do cliente na loja, e o recebimento de mercadorias pelo
cliente, ou seja, é composto por tempos internos e externos de movimentação de estoques.
Para esse estudo de caso, utilizaremos o lead time calculado a partir do fluxo como o valor do
tempo de ressuprimento.
4. Resultados
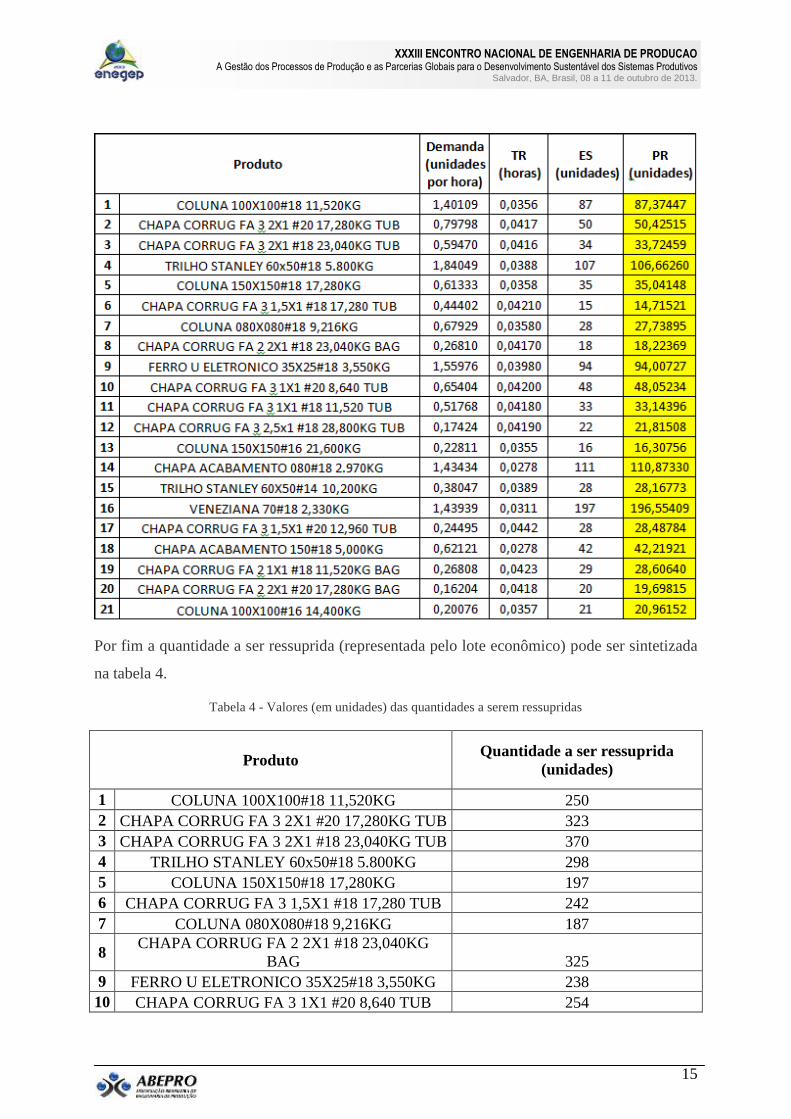
Os resultados obtidos sobre o ponto de ressuprimento (momento o qual deve ser feita a
reposição do estoque) de cada um dos 21 produtos estudados encontram-se destacados na
tabela 3, assim como os valores que serviram de insumo para o cálculo dessa variável.
Tabela 3 – Resultados do cálculo do ponto de ressuprimento
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
15
Por fim a quantidade a ser ressuprida (representada pelo lote econômico) pode ser sintetizada
na tabela 4.
Tabela 4 - Valores (em unidades) das quantidades a serem ressupridas
Produto Quantidade a ser ressuprida
(unidades)
1 COLUNA 100X100#18 11,520KG 250
2 CHAPA CORRUG FA 3 2X1 #20 17,280KG TUB 323
3 CHAPA CORRUG FA 3 2X1 #18 23,040KG TUB 370
4 TRILHO STANLEY 60x50#18 5.800KG 298
5 COLUNA 150X150#18 17,280KG 197
6 CHAPA CORRUG FA 3 1,5X1 #18 17,280 TUB 242
7 COLUNA 080X080#18 9,216KG 187
8 CHAPA CORRUG FA 2 2X1 #18 23,040KG
BAG 325
9 FERRO U ELETRONICO 35X25#18 3,550KG 238
10 CHAPA CORRUG FA 3 1X1 #20 8,640 TUB 254

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
16
11 CHAPA CORRUG FA 3 1X1 #18 11,520 TUB 300
12 CHAPA CORRUG FA 3 2,5x1 #18 28,800KG
TUB 285
13 COLUNA 150X150#16 21,600KG 267
14 CHAPA ACABAMENTO 080#18 2.970KG 217
15 TRILHO STANLEY 60X50#14 10,200KG 252
16 VENEZIANA 70#18 2,330KG 236
17 CHAPA CORRUG FA 3 1,5X1 #20 12,960 TUB 103
18 CHAPA ACABAMENTO 150#18 5,000KG 204
19 CHAPA CORRUG FA 2 1X1 #18 11,520KG
BAG 219
20 CHAPA CORRUG FA 2 2X1 #20 17,280KG
BAG 291
21 COLUNA 100X100#16 14,400KG 220
5. Conclusão
Este trabalho demonstrou a eficiência da aplicação do modelo de gestão de estoques por lote
econômico de produção e as peculiaridades envolvidas no caso. A aplicação de um modelo de
gestão de estoques auxilia no controle da produção e do estoque, minimiza os custos com
estoques e ainda garante que não haja faltas. Tais fatores são importantes para os clientes que
terão suas necessidades satisfeitas, para o empresário que maximiza sua receita e para o
funcionário que trabalha de forma programada. Portanto, percebem-se os benefícios de uma
estruturação dos setores de uma empresa e do maior controle de suas atividades, ainda que
seja uma empresa de pequeno porte.
Os resultados obtidos mostram-se satisfatórios com relação a realidade e capacidade produtiva
da empresa estuda. Para um maior aprofundamento dos estudos da gestão de estoques na
empresa estudada, recomenda-se, para trabalhos futuros, um estudo mais aprofundado com
relação ao tipo de distribuição de demanda caracterizado pela empresa estudada.
Referências Bibliográficas
CORRÊA, H. L.; CORRÊA, C. A. Administração de Produção e Operações. Manufatura e
Serviços: Uma Abordagem Estratégica. 3.ed. Editora Atlas, 2012.
MARTINS, P. G - Administração de Materiais e Recursos Patrimoniais. 2. ed. São Paulo:
Saraiva, 2006.
PROJECT MANAGEMENT INSTITUTE. Um Guia do Conhecimento em Gerenciamento de
Projetos (Guia PMBOK). 4.ed. Pennsylvania : Project Management Institute, 2009.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
17
SLACK, Nigel & CHAMBERS, Stuart & JOHNSTON, Robert. Administração da Produção.
2a ed. São Paulo: Atlas. 2002.
MUNIZ JUNIOR, J. et al.; Administração da Produção. Curitiba: IESDE Brasil S.A., 2012.
ROTHER, M.; SHOOK, J.; Aprendendo a Enxergar: mapeando o fluxo de valor para agregar
valor e eliminar desperdício. São Paulo: Lean Institute Brasil, 2003.
WOMACK, J. The product family matrix: homework before value stream mapping. In: Lean
Thinkers’ Corner, 2001. (http://w.lean.org/Community/Resources/ThinkersCorner.cfm)
Acesso em: 29 abr. 2004.
GARCIA, E. S.; LACERDA, L. S.; AROZO, R. Gerenciando incertezas no planejamento
logístico: o papel do estoque de segurança. Revista Tecnologística, v. 63, p. 36-42, fev. 2001.