logistica de materiais uma abordagem complementar - mauricio kuehne junior
TRANSCRIPT

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 1
Logística de Materiais: Logística de Materiais:
uma abordagem complementaruma abordagem complementar
Professor Maurício Kuehne Júnior
FAE Business School
Curitiba, 2002

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 2
ÍNDICE
1 Administração Estoques ________________________________________________ 6
1.1. Administração de Material na Empresa ________________________________ 6
1.2. Classificação de Materiais __________________________________________ 8
1.3. Código de Barras ________________________________________________ 13
1.4. Gestão Econômica dos Estoques ____________________________________ 19
1.7 Medidas de Desempenho da Gestão de Estoques _________________________ 28
1.9 Métodos de Ressuprimento___________________________________________ 37
1.10 Lote Econômico de Compras _______________________________________ 42
2 SISTEMA MRP ___________________________________________________ 53
2.1. Conceito _______________________________________________________ 53
2.2. MPS - Master Production Scheduling ________________________________ 53
2.3. Metas e objetivos do MRP _________________________________________ 55
2.4. Terminologia básica do MRP_______________________________________ 56
2.5. MRP - Visão Geral: ______________________________________________ 58
2.6. Metodologia MRP _______________________________________________ 58
Exercício – Sistema MRP de planejamento – Casos Especiais ______________________ 66
3 A Função Compras (PPQQ) _________________________________________ 73
3.1 Fornecedores______________________________________________________ 75
3.2 Processo de Compras _______________________________________________ 77

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 3
3.3 Compra na Qualidade Certa _________________________________________ 79
3.4 Reajuste de Preço - Análise Proposta___________________________________ 80
3.5 Negociação em Compras ____________________________________________ 82
3.6 Diligenciamento de Compras _________________________________________ 85
3.7 Supply Chain Management __________________________________________ 87
4 LAYOUT ________________________________________________________ 94
4.1 Fatores do Layout _________________________________________________ 94
4.2 Layout do Espaço___________________________________________________ 96
4.3 Layout para Estocagem ______________________________________________ 96
4.4 Sistemas Localizadores de Estoque _____________________________________ 96
4.5 Decisões sobre o Layout______________________________________________ 97
4.6 Localização do Estoque ______________________________________________ 98
4.7 Variações dos Custos com o Layout_____________________________________ 99
4.8 Layout do Armazém ________________________________________________ 100
4.9 Fluxo de Material _________________________________________________ 100
4.9.1 Minimizar o Retrocesso __________________________________________ 100
4.9.2 Localizar as Atividades Relacionadas Próximas _________________________ 101
4.9.3 Custos de Operação de Estocagem ___________________________________ 101
4.10 Resumo das Conclusões dos Layouts __________________________________ 102
4.11 Armazenamento de Materiais - Função________________________________ 103
4.11.1 Conceito ______________________________________________________ 103
4.11.2 Fatores da Armazenagem_________________________________________ 103
4.11.3 Objetivos Básicos da Função Armazenagem___________________________ 103

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 4
4.11.4 Cargas Unitizadas ______________________________________________ 104
4.11.4.1 Tipos de Cargas Unitizadas ______________________________________ 104
4.11.4.2 Cargas Paletizadas _____________________________________________ 104
4.11.4.2.1 Estudo de Casos Práticos Cargas Paletizadas ____________________ 106
4.12 Técnicas de Armazenamento ________________________________________ 107
4.12.1 Instalações de Armazenamento ____________________________________ 107
4.12.2 Dispositivos de Armazenamento ____________________________________ 108
4.12.3 Tipos de Armazenamento _________________________________________ 110
4.12.4 Identificação da Localização em Estoque _____________________________ 110
4.12.5 Dimensionamento de Espaço ______________________________________ 111
4.12.5.1 Objetivos do Dimensionamento de Espaço___________________________ 111
4.12.5.2 Fatores Principais a Considerar___________________________________ 112
4.12.5.3 Metodologia para Dimensionamento de Espaço ______________________ 112
4.12.5.4 Grau de Aproveitamento da Área e do Volume _______________________ 112
4.12.5.5 Casos Práticos Dimensionamento de Espaço ______________________ 113
4.13 Movimentação de Materiais ________________________________________ 115
4.13.1 Formas de Movimentação_________________________________________ 115
4.13.2 Função da Movimentação_________________________________________ 115
4.13.3 Equipamentos de Movimentação de Materiais _________________________ 115
4.14 Expedição de Material _____________________________________________ 117
4.14.1 Tipos de Expedições _____________________________________________ 117
4.14.2 Recomendações Gerais de Expedição ________________________________ 117
4.15 Devolução de Material ao Estoque____________________________________ 117

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 5
4.15.1 Classificação e Triagem __________________________________________ 118
4.16 Inventário Físico de Materiais. ______________________________________ 118
4.16.1 Tipos de inventário ______________________________________________ 118
4.16.2 Instruções Gerais de Inventário ____________________________________ 119
Referências Bibliográficas______________________________________________ 121

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 6
1 Administração Estoques
1.1. Administração de Material na Empresa
1.1.1- Conceito - (Conjunto de atividades para que o material seja gerenciado da melhor forma.) - Administração é um conjunto de atividades com a finalidade a assegurar o suprimento de materiais necessários ao funcionamento da organização, no tempo correto, na quantidade necessária, na qualidade requerida e pelo melhor preço. Antes do tempo correto→ Estoques altos, acima da necessidade da empresa. Após o tempo correto→ Falta de material para atendimento das necessidades. Além da quantidade necessária→ Representam imobilizações em estoque ocioso. Sem Atributos de Qualidade→ Acarreta custos maiores e oportunidades de lucros não realizados. Aquém da quantidade necessária → podem levar à insuficiência de estoque. 1.1.2- Importância da Área de Materiais O grau de importância de um órgão de material, está diretamente relacionado com o ramo de atividade da empresa. Porém, podemos garantir que a referida área sempre estará presente, pois qualquer atividade requer materiais e serviços. Em geral, no comércio, o envolvimento com materiais atinge de 70 a 85% do orçamento, na indústria entre 50 a 65%, e em prestadoras de serviços está entre 10 a 15%. 1.1.3- Principais atribuições Controle das compras pendentes de entrega Determinação dos níveis de estoques Adm. Estoques Estudo dos métodos de ressuprimento Classificação de materiais Controle físico dos materiais
Cadastro fornecedora Adm. Compras Processo de compra Negociação Diligenciamento de compras Recebimento e expedição de materiais Adm. Física Movimentação de materiais Armazenagem Alienação de materiais

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 7
ADM. ESTOQUE ADM. COMPRAS ⇓ ⇓ o que por quanto quando C O M P R A S de quem quanto 1.1.4- Sistema de Administração de Material Podemos ter o sistema de materiais, decomposto em vários subsistemas (módulos) tais como: - Gestão estoques - Classificação de material - Cadastro de fornecedores - Aquisição - Diligenciamento Adm. Material - Movimentação de material - Armazenagem - Inspeção de recebimento - Transporte de material - Alienação de material - Padronização e normalização de material CIF (com transporte) ; FOB (sem transporte) : com relação ao material que nossa empresa compra. − Gestão de Estoques: responsável pela gestão econômica dos estoques, através do planejamento e da programação de compra de material. − Classificação de Material: responsável pela identificação (especificação), codificação e cadastramento de todos os materiais. − Cadastro de Fornecedores: encarregado da pesquisa de mercado e do cadastramento dos fornecedores. − Aquisição: responsável pela gestão, negociação e contratação de compras de material através do processo de licitação. − Diligenciamento: responsável pelo acompanhamento do fornecimento de compras. − Movimentação de Materiais: responsável pela seleção de equipamentos e formas de movimentação de materiais dentro da empresa. − Armazenagem: encarregado pela gestão física dos materiais, compreendendo a guarda, preservação, embalagem, expedição e recepção dos materiais.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 8
− Inspeção de Recebimento: encarregado da verificação física e documental do recebimento de material, podendo verificar os atributos qualitativos exigidos pela empresa. − Transporte de Material: se responsabiliza pela política e execução do transporte e distribuição de material fora da empresa. − Alienação de Material: responsável pelo estudo e proposição de alienação (venda, doação, permuta de itens obsoletos e irrecuperáveis a organização). − Padronização e Normalização de Material: cabe a obtenção do menor número de variedades existentes de determinado tipo de material. Por meio de unificação e especificação dos mesmos, propondo medidas para redução de estoques.
1.2. Classificação de Materiais
1.2.1- Conceito A classificação de materiais visa a identificação, codificação e catalogação de todos os itens de material da empresa atuante. Portanto, como uma função meia destinada ao apoio das demais atividades de suprimento. Consideração: - O sistema de classificação é primordial para qualquer área de material, pois sem ele, não pode existir um planejamento eficiente dos estoques, aquisições de corretas de material e procedimentos adequados nas atividades de armazenamento. - A classificação não deve gerar confusões, ou seja, um produto não pode ser classificado de modo que seja confundido com outro, mesmo sendo este semelhante. - Deve haver um material para cada código, e somente um. - Deve haver um código para cada material, e somente um. 1.2.2- Identificação do Material A identificação do material pode ser feita através dos modelos descritivo e referencial. 1.2.2-1. Método de Identificação Descritivo Procura na descrição detalhada de item do material, apresentar todas as particularidades ou características que individualizem o material, independentemente das referências do fabricante ou comercial. Procura atribuir uma nomenclatura padronizada aos itens de material. A identificação detalhada apresenta a seguinte composição: - Descrição Padronizada: nome básico→ 1º nome de material. nome modificador→2º nome de material. - Descrição Técnica. - Descrição Auxiliar: referência do fornecedor.
Descrição Padronizada

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 9
Nome Básico: É a denominação mais elementar de um item de material, constituindo-se no primeiro elemento a ser definido para sua identificação. Nome Modificador: É a designação adicional empregada para distinguir itens do material possuidores de mesmo nome básico.
Descrição Técnica É um complemento da descrição padronizada, compreendendo dados relativos aos aspectos físicos, químicos, elétricos e construtivos do item do material.
Descrição Auxiliar Refere-se à complementação da identificação do item do material podendo conter informações de aplicação, embalagem, unidade de fornecimento, permutabilidade, etc. 1.2.2-2. Método de Identificação Referencial Empregado em situações que são desnecessários maiores detalhamentos na identificação de material, sendo suficiente a referência ou código do fornecedor (fabricante) para sua caracterização e individualização. 1.2.2-3. Caso Prático a) Material Elétrico: Descrição Padronizada→nome básico: Pára-raios nome modificador: Distribuição Descrição Técnica → tipo: válvula instalação: externa tensão nominal: 15 KV corrente nominal descarga: 5 kA freqüência: 60 HZ normal aplicável: 811520 Descrição Auxiliar→ embalagem: caixa com 60 unidades unidade de fornecimento: peça 1.2.3- Codificação de Material Em função de uma boa identificação de material, podemos partir para a codificação dos mesmos, ou seja, representar todas as informações necessárias, suficientes e desejadas por meio de número e/ou letra. Os sistemas de codificação mais comumente utilizados são: 1.2.3-1. Sistema Alfabético O material é codificado utilizando-se um conjunto de letras suficientes para preencher toda a identificação do material. 1.2.3-2. Sistema Alfa Numérico O material é codificado através da utilização ou combinação de letras e números para representação de material.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 10
1.2.3.3- Sistema Numérico ou Decimal Consiste na composição e atribuição de códigos em algarismos arábicos. É o método mais utilizado, tendo em vista a facilidade na ordenação seqüencial dos diversos itens de materiais e na adoção da informatização. O método decimal universal, como ficou conhecido, divide o universo de itens de materiais em grupos, aos quais por sua vez em subgrupos e, adiciona-se a estes um número de identificação. 1) XX XX XX X
Grupo ↵
Subgrupo ↵
Número de identificação ↵
(seqüencial por cada subgrupo)
Digito verificador ↵
*Com base na metodologia adotada no sistema decimal é que derivou o Federal Stock Number criado nos E.U.A. sendo parte integrante do Federal Supply Classification System. 2) Dig. verificador
Subgrupo
Grupo
XX XX X
Grupo Classe ↵
XXXXXX X
Número de identificação (seqüencial) ↵ Digito verificador (n.º de identificação) ↵ _____________________________________________________________
⇓ Código do Material
Ex.1: preta grossa 01 01 Caneta preta fina 02

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 11
azul fina 03 Escritório 02 Lápis preto n.º 1 01 preto n.º 2 02 03 Borracha 01
Caso Prático: Grupo Subgrupo Identificação acabamento 01 cabo 01 elétrico isol. nu 1,5 01 construção 02 fio 02 elétrico isol. nú 2,5 02 escritório 03 ⇒ interruptor 03 ⇒ ∴ ∴ ∴ ∴ ∴ ∴ elétrico nú 42 eletrotécnica 57 lâmpada 32 cobre 2,5 mm² 43 hidráulica 58 tomada33
1.2.3.4- Outros Aplicativos - MORIN, Michael - Comprende la Gestion des Aprovisionnamento X XX X XXX Chave↵ Grupo↵ Subgrupo↵ N° de ordem↵ *Chave- resto da divisão do código por 23, identificando na tabela. São 23 letras que podem servir de chave para o código. São eliminadas 3 letras para evitar confusão O com o O (zero), l com I, U com V. - Eletricite de France international - EDF (França) XX X X XXX X Grupo ↵ Subgrupo ↵ Família ↵ N° de ordem ↵ A = Consumo Normal ↵ B = Experiência / Teste C = Utilizar até esgotar D = Eliminar

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 12
Caso Prático: codificação de material 001 Parafuso aço carbono cabeça quadrada 65 mm 002 Parafuso aço carbono cabeça quadrada 700 mm 003 Azulejo decorado 15x15 azul atlântica 004 Azulejo decorado 15x20 bege 005 Azulejo liso 15x15 areia 006 Arruela lisa aço carbono 16 x 25 x 4 mm 007 Arruela lisa aço carbono 21 x 37 x 3 mm 008 Arruela de pressão aço carbono 3,2 x 5,1 x 0,8 mm 009 Parafuso aço carbono cabeça quadrada 16 mm 010 Fio elétrico isolado cobre 2,5 mm² vermelho 011 Fio elétrico isolado cobre 1,5 mm² vermelho 012 Cabo elétrico isolado cobre 1/1/0 013 Caneta escrita fina azul 014 Caneta escrita grossa azul 015 Lápis borracha 016 Tinta fosca aveludada verde primavera 017 Tinta fosca aveludada camurça 018 Tinta a óleo brilhante cinza pérola 019 Tinta a óleo brilhante azul 020 Piso cerâmica 20 x 20 marrom
Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 13
1.3. Código de Barras
A EAN BRASIL - Associação Brasileira de Automação Comercial -, fundada em 8 de novembro de 1983, recebeu do governo federal a incumbência de administrar no âmbito do território brasileiro o Código Nacional de Produtos, Sistema EAN/UCC. A atuação da entidade decorre da edição do Decreto-Lei n.º 90.595, de 29.11.84 e da Portaria n.º 143 de 12.12.84, do Ministério do Estado da Indústria e Comércio.
Por seu lado, a EAN International, entidade com sede em Bruxelas, Bélgica, nomeou a EAN BRASIL como a Organização de Numeração no Brasil, para proporcionar assistência completa à implementação do Sistema EAN/UCC às empresas filiadas. Suas principais responsabilidades são:
Em 01.06.96, foi estabelecido um acordo de cooperação entre a EAN International e o UCC - Uniform Code Council, Inc., entidade americana que administra o sistema UPC (Código Universal de Produtos) de numeração e código de barras utilizado nos Estados Unidos e no Canadá. Essa aliança promoverá maior colaboração, intercâmbio e suporte técnico entre os parceiros comerciais de todo o mundo. O Sistema EAN/UCC em detalhes
Há trinta anos, o bloco de notas e a gaveta da caixa registradora eram ferramentas comuns usadas para somar a conta de um consumidor. A manutenção do estoque era um pesadelo, e os resultados costumavam ser imprecisos. Em pouco tempo, as companhias perceberam que, se quisessem ter êxito nas condições que cada vez mais lhes eram impostas no mundo dos negócios, teriam de revisar seus sistemas de gestão interna e o de comunicação de dados com seus parceiros comerciais.
Atualmente, parte importante das transações em organizações varejistas e atacadistas é feita através do uso da tecnologia do código de barras, permitindo o registro rápido e preciso de movimentos de venda e a gestão dos estoques, garantindo a melhor produtividade e qualidade.
As sementes desse desenvolvimento foram plantadas em 1974, quando os fabricantes e distribuidores de doze países europeus formaram um conselho para examinar a possibilidade de desenvolver um sistema padronizado de numeração de artigos para a Europa, semelhante ao sistema do Código Universal de Produtos (UPC) já estabelecido nos Estados Unidos pelo Uniform Code Council (UCC). Como resultado, foi criada em 1977 uma entidade sem fins lucrativos, a "European Article Numbering Association" (EAN). Com o êxito do sistema EAN expandindo-se para outros países fora da Europa, a European Article Numbering Association adquiriu um status internacional e ela tornou-se a International Article Numbering Association, conhecida como EAN International.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 14
Hoje, mais de 450.000 companhias em todo o mundo usam o sistema EAN através de uma rede internacional de Organizações de Numeração, atendendo as empresas em mais de 100 países.
Embora o sistema EAN tenha sido implementado inicialmente pelo setor varejista, ele expandiu-se em pouco tempo para todos os setores industriais e comerciais com o objetivo de identificar não apenas bens de consumo mas também produtos para a saúde, têxteis, autopeças, e muitos outros produtos e serviços.
O sistema EAN permite que as companhias tenham um sistema eficiente de comunicação, integrando todos os parceiros comerciais ao longo da cadeia de suprimentos, sejam eles fabricantes, atacadistas, distribuidores ou consumidores finais. A identificação correta é decisiva sempre que são obtidas, gravadas, comunicadas ou transferidas informações e conhecimentos. O sistema provê todo o necessário para isso por meio de uma abordagem única para a identificação e comunicação. O sistema EAN é composto dos seguintes elementos: • um sistema para numerar itens (produtos de consumo e serviços, unidades de transporte,
localizações, etc.), permitindo que sejam identificados • um sistema para representar informações suplementares (número de batch, data,
medidas, etc.) • códigos de barras padronizados para representar qualquer tipo de informação que possa
ser lida facilmente por computadores (escaneada) • um conjunto de mensagens EANCOM para transações pelo Intercâmbio Eletrônico de
Documentos (EDI).
O principal fator integrador do sistema EAN é a representação uniforme dos dados, na forma de um identificador não-significativo, que é transferido entre usuários, seja através de códigos de barras ou pelo EDI.
Alinhada com a dinâmica do ambiente de negócios, a EAN International e as Organizações de Numeração, em estreita colaboração com as companhias usuárias e os órgãos governamentais, trabalham juntas para fornecer soluções de identificação e comunicação que possam ser usadas por todos os setores.
Por que utilizar o Sistema EAN/UCC? Os benefícios da utilização do Sistema EAN/UCC são: • Padrão utilizado internacionalmente em mais de 100 países • Cada identificação de mercadoria é única no mundo • Decodificação rápida do símbolo, gerando informações instantâneas • Linguagem comum no intercâmbio de informações entre parceiros comerciais.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 15
Vantagens para a Indústria: • Conhecimento exato do comportamento de cada produto no mercado • Estabelecimento de uma linguagem comum com os clientes • Organização interna, mediante a codificação de embalagens de despacho e da matéria-
prima • Controle de inventários e do estoque, expedição de mercadorias • Padronização nas exportações • Aproximação do consumidor ao produto (merchandising) • Possibilidade de utilizar o Intercâmbio Eletrônico de Documentos (EDI). Vantagens para o Comércio: • Otimiza o controle de estoque • Aumenta a eficiência no ponto de venda: elimina erros de digitação, diminui o tempo
das filas • Otimiza a gestão de preços e de crédito • Melhora o controle do estoque central • Obtém informações confiáveis para uma melhor negociação • Vende mais com maior lucro • Atende às mudanças rápidas dos hábitos de consumo • Melhora o serviço ao cliente • Estabelece linguagem comum com fornecedores • Possibilita o uso de ferramentas baseadas nas informações coletadas • Possibilita a utilização do Intercâmbio Eletrônico de Documentos (EDI). Vantagens para o Consumidor: • Cupom fiscal detalhado • Passagem rápida pelo check-out • Eliminação de erros de digitação em sua compra • Preço correto nas gôndolas e no check-out • Linhas de produtos à venda de composição mais adequada ao perfil da clientela • Melhores serviços.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 16
Dados do Mercado A EAN BRASIL faz pesquisas anuais sobre o mercado brasileiro de automação para que os números permaneçam atualizados. A seguir, você encontrará gráficos explicativos sobre a posição atual da automação.
Número de lojas automatizadas
O gráfico ao lado mostra a evolução do número de lojas automatizadas no Brasil nos últimos 8 anos. Em 1989, o número era de 2, em 90 passou a ser 12, em 1991 subiu para 25, seguindo para 60 em 92. No ano de 93, houve um salto para 227 e em 1994 passou do dobro, 510. O ano de 1995 fechou com 907 e, até o final de 1996, o número previsto é de 2.000 lojas automatizadas.
Automação das lojas por segmentos
A segmentação das lojas automatizadas por setor comercial mostra que os grandes usuários do sistema são os supermercados e as lojas de departamentos, representando 65% do total. Estes foram os primeiros segmentos a se beneficiar da codificação, o que explica sua preponderância. Os outros setores ainda possuem participação menor, já que só mais recentemente adotaram a automação. Introdução
Com o aumento da informatização, as descrições dos produtos e serviços precisam ser substituídas por códigos que sejam utilizáveis em todos os setores do comércio e da indústria no mundo inteiro.
A EAN International desenvolveu um sistema de números que garante a identificação exclusiva e sem ambigüidade. Esses números proporcionam um idioma comum pelo qual os fabricantes, exportadores, importadores, atacadistas e varejistas podem comunicar informações relativas aos produtos ou serviços que negociam.
Os números de produtos são representados por códigos de barras que podem ser lidos por scanners ao longo de toda a cadeia de suprimentos, e fornecem informações precisas para a melhoria da gestão empresarial.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 17
Marcado na embalagem, esse padrão de codificação compõe-se de uma numeração
humano-legível e de sua simbolização em barras, decodificável por leitores ópticos, proporcionando uma captura de dados mais rápida para o sistema logístico e distributivo.
Os itens escaneados no ponto de venda de varejo são chamados unidades de consumo, ao passo que os itens negociados entre as empresas são chamados unidades de distribuição. Quais são os benefícios da codificação EAN? • São seguros: um número exclusivo é alocado para cada unidade • São não-
significativos: o número EAN em si mesmo é a chave para acessar uma base de dados que contém informações precisas sobre a unidade. • São multi-setoriais e internacionais: sua não-significação permite seu uso e sua exclusividade permite seu uso através das fronteiras.
• São seguros: os números EAN incluem um dígito de controle que garante a captura segura dos dados.
- O que o Sistema EAN oferece para atender às necessidades de padronização dos seus usuários ü EAN-13: utilizado para identificar unidade de consumo •EAN-8: utilizado para
identificar unidade de consumo, quando a embalagem não tem espaço físico para marcar o EAN-13
ü EAN/DUN-14: utilizado para identificar caixas de papelão, fardos e unidades de despacho em geral •UCC/EAN-128: aplicado em unidades de distribuição, permitindo identificação de número de lote, série, data de fabricação, validade, textos livres e outros dados •ISBN: utilizado para identificar livros •ISSN: utilizado para identificar publicações periódicas
ü Identificação para Uso Interno • Identificação de Locais • Identificação de Serviços ü Identificação no Setor Hospitalar
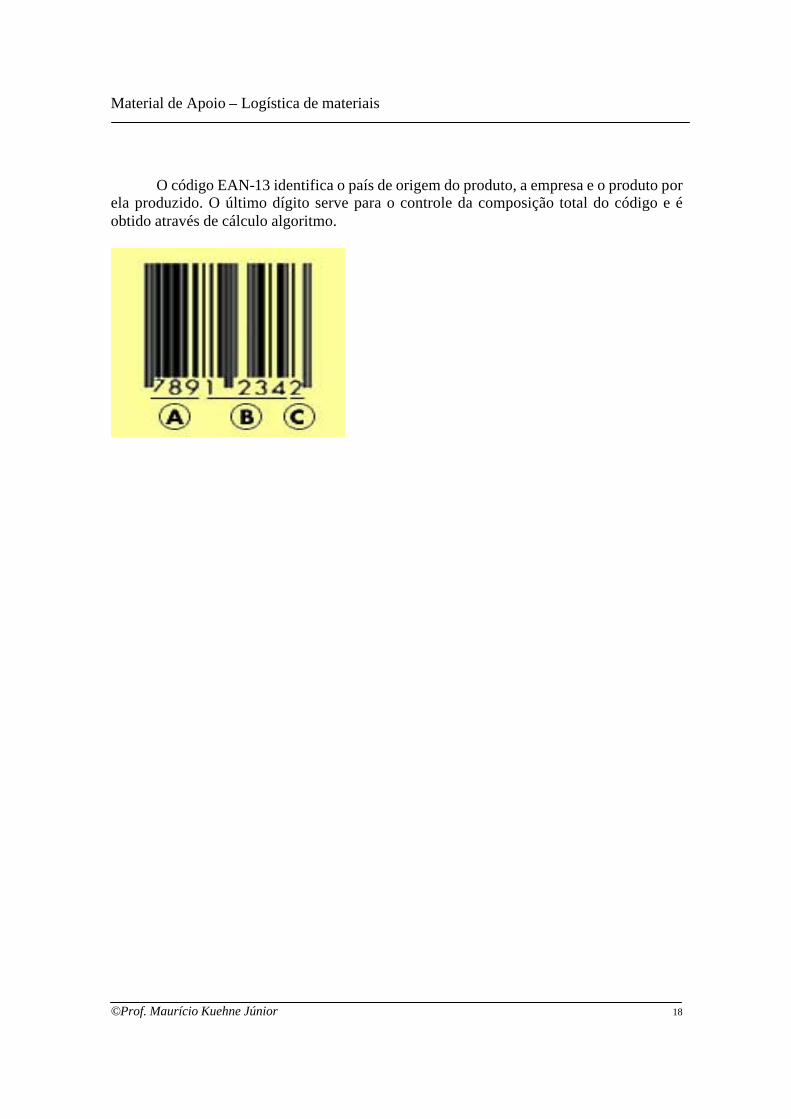
EAN-13
Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 18
O código EAN-13 identifica o país de origem do produto, a empresa e o produto por ela produzido. O último dígito serve para o controle da composição total do código e é obtido através de cálculo algoritmo.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 19
1.4. Gestão Econômica dos Estoques 1.4.1 Conceito A gestão econômica dos estoques é basicamente o ato de gerir recursos possuidores de valor econômico e destinado ao suprimento das necessidades futuras de material, numa organização. Visa, portanto, numa primeira abordagem, manter os estoques em constante equilíbrio em relação ao nível econômico ótimo dos investimentos e isto é obtido, mantendo estoques mínimos, sem correr o risco de não tê-los em quantidades suficientes e necessárias para manter o fluxo de produção da encomenda em equilíbrio com o fluxo de consumo. 1.4.2 Fatores que Influem na Determinação dos Estoques Na determinação dos níveis de estoques é importante ressaltar dois fatores: a) Quanto maior a quantidade estocada, maiores serão os custos com a manutenção dos estoques, todavia representa garantia contra a paralisação da empresa por falta de material. b) A redução das quantidades em estoque, reduz os custos de estocagem, porém aumentam-se os custos de obtenção dos materiais e podem provocar a paralisação das atividades da empresa por falta de material. 1.4.3 Sintomas de uma Gestão de Estoques a) Quando mal planejada. - incapacidade de cumprir promessas de entrega; - crescimento do estoque quando a demanda for inferior ao previsto; - falta constante de espaço de armazenagem; - aumento dos itens de materiais obsoletos. b) Quando bem planejada. - melhoria nas relações com usuários; - redução dos custos dos materiais comprados; - redução dos custos e perdas de estoque. 1.4.4 Método A.B.C. dos Materiais A aplicação do método A.B.C. tem como finalidade identificar os itens de materiais de acordo com sua importância em termos de valor, peso e volume dos consumos, estoques, compras, etc., (médio anual.) - Surgiu na Itália em 1800. - Wilfredo Paretto - Lei 20 x 80 Mediu a distribuição de renda da população e constatou que poucos indivíduos da sociedade concentravam a maior parte das riquezas existentes: 20% da população absorvia 80% de renda.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 20
A aplicabilidade dos fundamentos do método de Paretto foi comprovada e posta em prática nos Estados Unidos, logo após a Segunda Guerra Mundial (1951), pelo General Eletric, tendo como responsável H. F. Dixie. Foi determinado como: Valor (%) Itens (%) A 75 10 B 20 25 C 5 65 * Grupo A- poucos itens - maiores valores, peso ou volume. * Grupo B- itens em situação intermediária. * Grupo C- bastante itens - menores valores, peso ou volume. Pelo método A.B.C. podemos tratar de uma maneira diferente os diferentes itens de material. Controlar rigidamente os grupos A e B, e superficialmente o grupo C. 1.4.4.1 Critério de Determinação Para obter-se a classificação A.B.C., deve-se: a) Conhecer o universo de materiais a serem analisados. - identificação do material (descrição ou código); - quantidade (consumo, estoque, compra) ⇒ média mensal ou anual; - preço unitário; - peso unitário ou embalagem; - volume unitário ou embalagem. b) Calcular o valor, peso e volume de cada item. c) Ordenar decrescentemente, por valor, peso ou volume. d) Acumular os valores, peso ou volume. e) Calcular o percentual do valor, peso ou volume. f) Separar os grupos A, B, C. Caso Prático:
a) Através do método A.B.C., classificar os itens abaixo, levando em consideração o valor de consumo médio mensal. código consumo médio mensal $ unitário 01 1300 10, 13000 4 02 100 45, 4500 6 03 1020 100, 102000 1 04 200 40, 8000 5 05 2000 35, 70000 2 06 500 50, 25000 3 07 40 20, 800 10

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 21
08 500 5, 2500 8 09 640 5, 3200 7 10 100 10, 1000 9

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 22
código valor decrescente acumular % 03 102000 102000 44,35 A 05 70000 172000 74,79 06 25000 197000 85,665 01 13000 210000 91,30 B 04 8000 218000 94,78 02 4500 222500 96,74 09 3200 225700 98,13 08 2500 228200 99,13 C 10 1000 229200 99,65 07 800 230000 100,00 * grupos: A = códigos 03 e 05.
B = códigos 06, 01 e 04. C = códigos 02, 09, 08, 10 e 07.
Resumo 5
Valor do Grupo % Item % 20
A 172000 74,78 2 20
B 46000 20,00 3 30 74
C 12000 5,22 5 50
230000 100% 10 100%
Valor
% itens
A
B
C
20 30 50

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 23
Caso Prático: (Exercício)
* Classificar através do método A, B, C os itens abaixo, levando em consideração a
demanda média.
código demanda média preço unitário
20100 625 18,00
20110 125 28,00
20120 4287 110,00
20130 550 104,00
20140 187 16,00
20150 37 80,00
20160 187 8,00
20170 12500 43,00
20180 95 210,00
20190 750 57,00
20200 187 16,00
20210 500 8,00
20220 125 74,00
20230 250 213,00
20240 63 32,00
20250 187 8,00
20260 250 880,00
20270 1000 93,00
20280 30 138,00
20290 1250 21,00
*Considerando o valor do consumo médio, classificar os itens abaixo através do método A,
B, C (valor).

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 24
1.5 Tipologia dos Estoques
Estoque Físico (EF)
Quantidade de materiais armazenada sob guarda do almoxarifado, a espera de utilização. Compreende o Estoque Disponível e o Estoque Empenhado. Estoque Disponível (ED)
É a quantidade física de materiais existentes no almoxarifado sem embargo, portanto, pode ser requisitado para uso. Ativo
É o estoque que sofre modificações provenientes das operações de entrada e saída. Inativo
É o estoque que não sofre modificações. Deve ser estudado sua eliminação. Reserva Operacional
É o estoque destinado à manutenção das instalações ou equipamentos da empresa. Estoque Empenhado (EE)
É uma quantidade de material com destino pré-determinado, muito embora permaneça no almoxarifado. 1.6 Elementos da Política de Estoques
1.6.1 Conceito Elementos da política de estoques são parâmetros necessários a adequação das quantidades de material nos estoques aos interesses e necessidades da empresa. a) Demanda (D): é a quantidade consumida ou requisitada para uso em um determinado
período. b) Demanda Média Mensal (D): é a quantidade média de material consumido em um
determinado período. c) Demanda Anual (Q): é a quantidade de material consumido em um período de 12
meses. d) Quantidade Pendente de Compra (QPC): é a quantidade de material em aquisição
ainda não entregue pelo fornecedor. e) Tempo de Ressuprimento: compreende o espaço de tempo decorrido entre a data da
emissão da requisição para compra do material e aquela em que o material é recebido pelo almoxarifado, o considerado em condições de utilização. Podemos dividir em: tempo de processo, que é o tempo gasto na elaboração do processo de compra, e o tempo de entrega, que é utilizado pelo fornecedor para atender e eventualmente, fabricar o material.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 25
f) Ponto de Ressuprimento (PR) ou Ponto de Encomenda (PE) ou Ponto de Pedido (PP): corresponde ao nível de estoque que ao ser atingido indica a necessidade de ressuprimento do material.
g) Intervalo de Ressuprimento (IR): é o espaço de tempo compreendido entre duas datas
consecutivas de ressuprimento. h) Lote de Compra (LC): é a quantidade de material solicitada em cada ressuprimento de
estoque. i) Nível de Suprimento (NS): corresponde à quantidade existente fisicamente no
almoxarifado e mais em processo de compras. j) Estoque Máximo (EMax): quantidade máxima de material admissível em estoque. k) Estoque Médio (EM): é uma quantidade média de material mantida em estoque em um
determinado período. l) Cadência de Compras (CC): é o número de ressuprimento efetuados no ano. m)Estoque de Segurança (ES): é a quantidade de material destinada a evitar ruptura de
estoque, ocasionada por dilatação de tempo de ressuprimento (atraso na entrega ou qualidade) ou aumento da demanda em relação ao previsto.
n) Ruptura de Estoque (RE): é a situação em que determinado item de material é
requisitado ao almoxarifado, sem que haja saldo suficiente em estoque para seu atendimento total.
1.6.2 Estudo de Casos Práticos
a)Simulações da Evolução de Estoque
D = 200
ES = 200 PR = (D . TR) + ES
TR = 2 meses PR = (200 . 2) + 200
IR = 4 meses PR = 600
EF 30107 - 1000 pçs

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 26
LC = D . IR EMax = (D . IR) + ES
LC = 200 . 4 EMax = 1000
LC = 800
30/01 30/02 30/3 30/4 30/5 30/6 30/7 30/8 30/9 30/10 30/11 30/12
EF 400 1000 800 600 400 1000 800 600 400 1000 800 600
LC 800 800 800
Receb
Mater
800 800 800

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 27
b) De um item de material conhecemos:
- Consumo médio diário: 5 pçs
- Cadência compras: 3 vezes
- Estoque de segurança: 300 pçs
- Tempo de ressuprimento: 2 meses
- Freqüência operação empresa: 30 dias/mês
Determine: a) Estoque médio; b) Lote de compra; c) Ponto de ressuprimento; d) Nível de
Suprimento; e) Estoque Máximo
c) De um item de material conhecemos:
- Consumo médio diário: 8 pçs
- IR: 3 meses
- TR: 2 meses
- EMax: 900 pçs
- Freqüência operação da empresa: 30 dias/mês
- ES: 180 pçs
Supondo que em 01/11, o item tenha sido inventariado, encontrando-se em estoque
780 pçs. Em função da quantidade encontrada, determine qual a data prevista para emissão
de um novo ressuprimento.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 28
1.7 Medidas de Desempenho da Gestão de Estoques
1.7.1 Conceituação
São indicadores que permitem uma constante avaliação do desempenho da atividade de gestão de estoque Este procedimento permite um acompanhamento dos resultados e a tomada de ações corretivas para minimização dos problemas e aprimoramento da função.
1.7.2 Principais Indicadores
Apresentamos a seguir os principais indicadores utilizados para aferir o comportamento da gestão de estoque.
1.7.2.1 Índice De Rotação De Estoque - IRE Giro De Estoque - GE
Indica quantas vezes o estoque médio foi atingido em um determinado período. Pode ser determinado por item de material ou pelo número total de itens em estoque, e em função da quantidade ou do valor.
IRED
Ei
n
M
== ==∑∑
1
Caso Prático
Calcular o índice de rotação de estoque para o item de material que apresenta as seguintes informações: Jan. Fev. Mar. Abr. Mai. Jun. Jul. Ago. Demanda 870 840 760 920 940 680 790 840 Estoque 3100 2260 1500 3070 2130 1450 660 3150
IRE ==++ ++ ++ ++
++ ++ ++ ++ ∴∴870 840 790 840
3100 2260 660 31508
.. .. . .
IRE = 3,07 vezes
1.7.2.2 Índice De Esgotamento De Estoque - Iee
Cobertura De Estoque - Ce Indica o número de períodos médios com disponibilidade do material
em estoque.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 29
DEF
IEE =
Caso Prático
Calcular o índice de esgotamento de estoque para o item de material a seguir: Jan. Fev. Mar. Abr. Mai. Jun. Jul. Ago. Demanda 870 840 760 920 940 680 790 840 Estoque 3100 2160 1500 3070 2130 1450 660 3150
IEE == ++ ++ ++ ++ ∴∴3150
870 840 790 8408. . .
IEE = 3,8 meses
1.7.2.3 Nível De Serviço - NSE Identifica o desempenho da área nos atendimentos das solicitações de materiais ao
almoxarifado num determinado período.
100×=NPRNPA
NSE
Onde: NPA = Número de pedidos atendidos NPR = Número de pedidos recebidos dos requisitantes
Caso Prático De um determinado item de material, foram recebidos no almoxarifado num certo tempo 24.680 pedidos, sendo que dos mesmos foram atendidos 24.386 pedidos. Calcular o nível de serviço apresentado pelo item de material.
NSE == ×× ∴∴24 38624 680
100..
NSE = 98,81%
1.7.2.4 Taxa De Inatividade Do Estoque - TIE Indica a representatividade dos itens de material em estoque, porém
sem movimentação a ‘’N ‘’ meses.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 30
TIEIIEIEF
== ×× 100
Onde IIE = Número de itens inativos em estoque IEF = Número de itens existentes em estoque.
CASO PRÁTICO
Calcular a taxa de inatividade do estoque, sabendo que a empresa possui 13.856 itens no almoxarifado dos quais 1.164 itens estão sem movimentação a mais de doze meses.
TIE == ×× ∴∴1 164
13 856100
..
TIE = 8,4%
1.7.2.5 Nível De Significância Do Estoque De Segurança - NES Indica a relação existente entre o Estoque de Segurança mantido na empresa e o
estoque médio.
NESESVE VM
== ×× 100
Onde: ESV = Estoque de segurança valorizado EMV = Estoque médio valorizado
Caso Prático Sabendo-se que o valor do estoque médio de uma determinada empresa é de R$ 8.610.000,00 e que o valor do estoque de segurança atinge R$ 430.500,00, determinar o nível de significância do estoque de segurança.
NES == ×× ∴∴430 500 00
8 610 000 00100
. ,. . ,
NES = 5,0%

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 31
1.7.3 Casos Práticos Propostos 1. Analisando em 30/04 as informações abaixo de um tem de material, qual o posicionamento (providências) da gestão de estoque em relação ao mesmo? § Demanda média mensal de 3.880 peças (época do pedido de compra); § A empresa trabalha 30 dias/mês; § Tempo de ressuprimento de 90 dias; § Estoque de segurança de 1.030 peças; § Estoque físico em 30/04 igual a 6.180 peças (R$14.214,00); § Solicitação de compras emitida em 30/03 na quantidade de 15.520 peças; § Método do nível do ponto de ressuprimento para abastecimento do estoque; § Número de períodos (N) igual a 12; § Estoque físico no sistema em 30/04 (não existente fisicamente) = 6540pç –
R$14.300,00 § Acuracidade mínima aceitável: 95% § Demandas nos últimos meses:
Abr. = 3600 Ago. = 3730 Dez. = 3870 Mai. = 3630 Set. = 3850 Jan. = 3910 Jun. = 3600 Out. = 3870 Fev. = 3970 Jul. = 3690 Nov. = 3800 Mar. = 5040 Abr. = 6480
2.Analisar as informações a seguir, e tecer considerações a respeito do item do material. • Demandas nos últimos períodos: Abr. = 5700 Ago. = 5220 Dez. = 4570 Mai. = 5760 Set. = 5310 Jan. = 4520 Jun. = 5710 Out. = 4910 Fev. = 4320 Jul. = 5580 Nov. = 4860 Mar. = 3780 Abr. = 3060 • Freqüência de operação da empresa de 30 dias/mês; • Material do grupo “A”; • Intervalo de ressuprimento de 3 meses; • Tempo de ressuprimento de 2 meses; • Estoque de segurança de 1280 peças; • Estoque físico em 30/04 igual a 8640 peças • Solicitação de compra em 30/03 na quantidade de 15060
peças; • Método do nível do ponto de ressuprimento para
abastecimento do estoque.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 32
3.Quais as providências a serem tomas para o item de material abaixo, analisado em 30/10. • Demandas mensais previstas:
Out. = 9750 Jan. = 9720 Abr. = 9600 Nov. = 9900 Fev. = 9300 Mai. = 9570 Dez. = 9600 Mar. = 8700 Jun. = 9315
• Estoque físico em 30/10 igual a 21255 peças; • Intervalo de ressuprimento de 3 meses; • tempo de ressuprimento de 3 meses; • Método de ressuprimento = Revisão periódica - demandas
mensais; • Material do grupo “A”; • Compra solicitada em 30/09 na quantidade de 27720
peças; • Estoque de segurança de1755 peças; • Em 30/10 foi recebido a informação de um consumo
especial (adicional) de 7500 peças para dezembro e 7500 peças para fevereiro.
1.8 Estoque de Segurança (ES)
É a quantidade de material destinada a evitar a ruptura de estoque, ocasionada por dilatação do tempo de ressuprimento (atraso do fornecedor, qualidade) ou aumento da demanda (eixo da previsão futuro). 1.8.1 Determinação do ES em Função da Importância do Material Este modelo leva em consideração o grupo a que pertence o material e o seu tempo de ressuprimento. ES = D . (fator de segurança) onde: D = demanda média mensal
Fator de Segurança = tabela TR = tempo de ressuprimento
Tabela do Fator de Segurança GRUPO TR = 1 TR = 2 TR = 3 TR = 4 TR = 5 TR = 6 A 0,33 0,67 1,0 1,33 1,67 2,0 B 0,5 1,0 1,5 2,0 2,5 3,0 C 1,0 2,0 3,0 4,0 5,0 6,0 Exemplo: Calcular o ES de um item que apresenta Demanda Média Mensal de 200pçs, tempo de ressuprimento de 4 meses e pertence ao grupo “A”. ES = 200 . 1,33∴ ES = 266,6 1.8.2 Determinação de ES com Base nos Erros de Previsão

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 33
Este modelo leva em consideração o desvio padrão referente aos erros de previsão (erro entre previsão e consumo). ES = K . S √ TR S = ∑ (erros previsão)² N onde K = fator serviço (tabela distribuição normal) S = desvio padrão dos anos de previsão N = número de períodos
Tabela de Distribuição Normal
Período Sem Falta (%) Fator de Serviço (K) 84,13 1,00 88,49 1,20 91,92 1,40 93,32 1,50 96,41 1,80 97,72 2,00 98,61 2,20 99,18 2,40 99,38 2,50 99,65 2,70 99,81 2,90 99,87 3,00 99,99 4,00
Exemplo: Com as informações abaixo, determinar o ES com base nos anos de previsão. TR = 3 meses - considerar um fator de serviço equivalente a 97,72% dos períodos sem falta. Janeiro Fevereiro Março Abril Maio Junho Demanda Prevista
250 320 150 350 510 180
Consumo Real
230 350 140 300 460 180

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 34
- desenvolvimento: Previsão consumo Erro previsão 250 - 230 (250 - 230)² = 400 320 - 350 30² = 900 150 - 140 10² = 100 350 - 300 50² = 2500 510 - 460 50² = 2500 180 - 180 Ø Z = 6400 S = 6400 ES = K . S . TR 6 ES = 2 . 32,66 . 3 S = 32,66 ES = 113,14 1.8.3 Determinação do ES com Base na Variação entre a Demanda Média e Demanda
Real Este modelo leva em consideração o desvio padrão da variação entre as demandas médias e demandas reais. ES = K . S . TR
S = ∑ (variações)²
N
onde: K = Fator de Serviço (tabela distribuição normal) S = Desvio Padrão da Variação entre as Demandas Médias e Reais N = Número de Períodos Exemplo: com as informações abaixo, determinar o ES, com base na variação entre a demanda média e demanda real. -TR = 2 meses - Considerar 99,18% dos períodos sem falta - Demandas: 1610, 1516, 1815, 1530, 1845, 1963, 1715, 1560, 1543. D = 1610 + 1516 + 1815 + 1530 + 1845 + 1963 + 1715 + 1560 + 1543 9
D = 1677

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 35
Demanda Média Demanda Real Variação²
1616 4489
1516 25921
1815 19044
1677 1530 21609
1845 28224
1563 81796
1715 1444
1560 13689
1543 17956
214172
S = 214172 ES = K . S . TR
9 ES = 2,40 . 154,26 . 2
S = 154,26 ES = 523,57
1.8.4 Estudo de Casos Práticos
a) ES em função da importância do material
D = 780
Grupo B
TR = 3 meses
b) ES com base nos erros de previsão
TR = 2 meses
-considerar 99,38% dos períodos sem falta
Previsão 270 250 250 300 280 270 280 290
Consum
o
245 220 330 300 290 320 310 255

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 36
c) ES com base nos erros de previsão
Previsã
o
850 960 830 1100 950 740 890 940 920 1050
Consum
o 810 930 810 950 940 700 850 910 940 980
TR = 3 meses
- considerar 99,65% de período sem falta
d) ES com base na variação entre a demanda média e demanda reais.
TR = 4 meses
K referente a 99,87% dos períodos sem falta
Demandas = 530, 480, 490, 510, 540, 654.
e) ES com base na variação entre a demanda média e demanda reais.
Demanda = 260, 180, 210, 190, 170, 410, 290, 322.
TR = 2 meses
K = 93,32% dos períodos sem falta
f) ES através dos 3 métodos
TR = 90 dias
K = 99,18% dos períodos sem falta
Grupo A
janeiro fevereiro março abril maio junho julho agosto setembro Outubro
Previsão 180 190 230 170 180 210 250 220 230 190
demanda 210 160 240 160 220 220 240 220 210 180
Respostas:
- em função da importância do material: 206
- com base nos anos de previsão: 86,21
- com base na variação das demandas reais e média: 116,39

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 37
1.9 Métodos de Ressuprimento
Agora que sabemos como encontrar nosso Estoque de Segurança, precisamos também, dentro de uma abordagem probabilística, definirmos como encontrar o correto PR. Quando assumimos que a demanda era constante e previsível, a decisão de quando colocar um pedido de reabastecimento era evidente. Um pedido seria colocado logo que o nível de estoque (EF) atingisse o nosso PR e exatamente após o TR o material estaria em nossa empresa.
Todavia, isso presume que tanto a demanda como o TR são perfeitamente previsíveis. Na maioria dos casos, isso não é assim. É provável que tanto a demanda quanto o TR variem, conforme exemplo:
Quanto mais cedo o pedido de reabastecimento for colocado, mais alto será o nível de estoque físico quando a QR chegar. Entretanto, em virtude da variabilidade do TR e da Demanda, algumas vezes este EF estará mais alto e em outras mais baixo. O ideal é que o ES seja o mais baixo possível e que não haja falta de material. Vamos exemplificar, através de um estudo de caso, o que poderemos fazer para definirmos qual o PR ideal e assim, ajudarmos eficientemente a reduzir o ES.
PR EF
TR
ES
tempo
PR
QR
TR TR
EF
ES
tempo
Chegada do Material

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 38
Uma empresa que importa tênis de corrida para venda em lojas de esporte nunca
pode estar certa de quanto tempo a entrega vai levar, depois de colocar um pedido. O exame de pedidos anteriores revela que 1 pedido em 10 levou 1 semana, 2 levaram 2 semanas, 4 levaram 3 semanas, 2 levaram 4 semanas e 1 levou cinco semanas. A demanda média para estes tênis também variam entre 110 pares por semana a 140 pares. Existe uma probabilidade, histórica, de 20% da taxa de demanda estar entre 110 ou 140 pares por semana, 30% de chance de a demanda média ser de 120 ou 130 pares por semana. A empresa precisa decidir quando deve colocar pedidos de reabastecimento, sendo que a probabilidade de falta de estoque precisa ser inferior a 10%. Distribuições Normais:
**Ver resolução do prob.
PORTANTO, ESTABELECER UM PONTO DE RESSUPRIMENTO EM 600 PÇ, SIGNIFICARIA QUE SOMENTE 0,08 (8%) DE CHANCE DE O CONSUMO DE MATERIAL DURANTE O TEMPO DE RESSUPRIMENTO SER MAIOR QUE O ESTOQUE DISPONÍVEL DURANTE ESTE MESMO TR, ISTO É, HÁ MENOS DE 10% DE CHANCE DE OCORRER FALTA DE MATERIAL SE USASSEMOS PR=600 PÇ.
1.9 Os métodos de Revisão.
A abordagem que envolve a tomada de decisão após a análise do inventário recebe a denominação de revisão contínua, ou seja, sempre se está monitorando os estoques para pedir, quando necessário, o material. A virtude dessa abordagem é que, apesar do ritmo da colocação de pedidos ser irregular, o tamanho do lote de ressuprimento é constante e pode ser estabelecido em função de uma quantidade ótima a ser adquirida. O LEC. Todavia, checar continuamente os níveis de estoque pode consumir muito tempo, especialmente para aqueles itens de altíssima rotatividade. Uma abordagem alternativa e muito mais simples, porém sacrificando o uso do LEC, é chamada de Revisões Periódicas. Vamos entender estas duas abordagens e mais uma terceira, bastante prática no gerenciamento visual.
0
10
20
30
40
110 120 130 140
demanda média mensal
Pro
bab
ilid
ade
- %
de
oco
rrên
cia
da
Dem
. Méd
.
0
10
20
30
40
1 2 3 4 5
n°. de semanas do TR
Pro
bab
ilid
ade
- %
do
n°.
de
ped
.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 39
1.9.1 Sistema do Ponto de Reposição (Quantidade) - Revisão Contínua:
“Datas variáveis - Quantidades fixas” Sistema pelo qual, a intervalos irregulares de tempo, se providencia nova quantidade material (fixa) para suprir o estoque. Isto ocorre quando a disponibilidade total de estoque atingir determinado nível previamente definido que é o ponto de ressuprimento.
PR
ES
tempo
Podemos usar, neste caso, o LEC:
LEC = Lote Econômico de Compra
LEC = 2 . Q . A
Pu . Ip
Pu = Preço Unitário Ip = Taxa de Posse ou Taxa de Armazenagem Pu*Ip = custo de manutenção Q = Demanda Anual dos estoques A = Custo de Aquisição A falta de material se torna mais difícil mesmo quando a demanda apresentar certa variação, pois o material é comprado sempre que o nível de estoque atingir o PR. Neste sistema, é difícil a aquisição por agrupamento de material (família). 1.9.2 Sistema de Revisão Periódica (Tempo)
“Datas fixas - Quantidades variáveis”
Sistema pelo qual o ressuprimento dos estoques são feitos em intervalos de tempo constantes ou fixos. Os lotes de compras variam em função de nível de estoque. A quantidade a ser comprada é tal que somada ao estoque existente seja suficiente para atender a demanda até o ressuprimento seguinte.
LEC
LEC
LEC

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 40
- Vantagens: permite o agrupamento dos materiais por tipo ou família, facilitando a aquisição. - Desvantagens: não permite a utilização do lote econômico de compra. O inconveniente neste sistema é que se a demanda for superior ao previsto, poderá ocorrer falta de material. LC = D (TR + IR) + ES - (EF + QCP - EE) (em função de demanda nédia ou previsão média) D = demanda média ES = estoque de segurança TR = tempo de ressuprimento EF = estoque físico IR = intervalo de ressuprimento QCP = quantidade compras pendente EE = estoque empenhado (alocado) LC = (∑ Di = IR + TR ) + ES - (EF + QCP - EE) (em função da demanda mensal ou previsão mensal) D = demanda real **Entretanto, o que podemos fazer é tentarmos definir qual o intervalo de ressuprimento ideal para o item de material, usando o conceito do LEC.
Assim, por exemplo, se tivermos a demanda anual de um item igual a 2000 pç, o custo de aquisição de um pedido for R$ 25,00 e o custo de manutenção de estoque for R$ 0,5 ($ unit=20,00 e taxa de posse = 2,5%) por item por ano, teremos:
tempo
LC ou QR
variáveis. Quant.
ES

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 41
LEC = 2 x 2000 x 25 0,5 LEC = 447 pç
IR = LEC = 447/2000 = 2,68 meses. (tempo ideal entre ressuprimentos.) Q
1.9.3 Método de Duas Gavetas
-Dois locais fixos no almoxarifado onde são armazenados os materiais.
-Não são registradas as entradas e saídas.
-No local “A” são colocadas quantidades correspondentes ao ponto de ressuprimento “PR”
e no local “B”, o restante do material.
A B
PR
restante
ES
-Ao receber as requisições de materiais, entrega-se as unidades estocadas no local “B” até
esgotar-se.
-Ao necessitar do material do local “A” emite-se uma requisição para compra de material.
-Continua-se a gastar do local “A”.
-Ao chegar o material comprado, coloca-se no local “B”, que está vazio, quantidade
correspondente ao “PR” e no local “A” o restante.
-Continua-se a gastar o local “A” até esgotar-se.
-Ao necessitar do material estocado no local “B”, identifica-se a necessidade de uma nova
compra e procede-se como no início.
Vantagem: com a troca de locais que guardam quantidade correspondente ao “PR” e o
conseqüente uso alternado dos dois locais, garante-se um dos princípios básicos da boa

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 42
estocagem, que é o de garantir que os primeiros materiais a entrar em estoque sejam os
primeiros a sair (PEPS).
Desvantagem: exige dois locais para cada item de material, o que aumenta a
necessidade de espaço no almoxarifado.
1.10 Lote Econômico de Compras
Conceito: lote econômico de compras é o equilíbrio econômico entre o custo de posse (manutenção dos estoques) e o custo de aquisições (obtenção de material, em determinação das qualidades a compras).
1.10.1 Custos dos Estoques
a) Custo de aquisição (A): o ato de compras implica determinados ônus que encarem o processo de compra do material. A emissão de uma ordem de compra representa determinado custo para a empresa expresso basicamente pelos seguintes elementos. -Mão de obra: salários, impostos e taxas, correio, aluguel, despesas diárias, despesas gerais.
custo
números de pedidos >
custo >
números de pedidos
- Conhecendo-se a demanda anual (Q) e considerando que este item é adquirido em quantidades idênticas ao lote de compra (LC), teremos:
Q = cadência ou freqüência de compras LC - Sempre que compramos um item de material incorremos num custo de aquisição (A).
Logo:

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 43
Q . A = custo de aquisição por ano LC A = ∑ despesas área compras no período número de pedidos no período
b) Custos de posse ou armazenagem: a posse dos estoques implica encargos financeiros anuais constituído de despesas físicas e outras variáveis. As despesas físicas são aquelas que não se alteram com variações sofridas pelo inventário (estoque quantidade) independem, portanto, de tamanho ou do valor do estoque diferentemente de outros componentes do custo que oscilam com as alterações que possam vir a ocorrer no estoque. Com base no montante do custo e o valor do estoque médio, é calculado o índice da taxa de posse (IP). IP = ∑ despesas área de armazenagem valor estoque médio Exemplo: 1.283.700,00 = 0,25 5.139.800,00 * Para cada 1 cruzeiro em estoque gasto 0,25 em armazenagem.
Os principais elementos são: - salários; - impostos / taxas; - prêmio / seguro; - equipamentos / movimentação; - aluguel; - obsolescência; - despesas gerais; - imobilização.
Como o custo de posse é calculado com base na quantidade média de estoque (metade do LC), logo o valor de estoque médio é o produto do preço unitário por esta quantidade.
EMax LC . PU
EM 2
Tempo

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 44
Como a taxa de posse (IP) incide sobre o valor do estoque médio de item, teremos:
LC . PU . IP = custo de posse ou armazenagem 2 CT (total) custo CA (aquisição)
CP (posse)
1 2 3 4 5 6 7 número de pedidos
CT - menor custo total possível (3 compras por ano)
CEC - cadência econômica de compras (3 no ano)
Número de pedidos > Custo <
c) Custo total:
CT= Q . A + LC . PU . IP LC 2 CTE = Q . A + LEC . PU . IP LEC 2
1.10.2 Determinação do Lote Econômico de Compras (LEC)
1.10.2.1 LEC por tentativas
É a determinação da cadência e quantidades ótimas de compras através da soma de seus custos de aquisição e posse. Exemplo:
Q = 15000 IP = 0,25
A = 9000 PU = 180,00

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 45
Cadência quant.compra (LC)
custo aquisição (A)
custo posse
custo total (CT)
1 15000 9000 337500 346500 2 7500 18000 168750 186750
1.10.2.2 Determinação do LEC Matematicamente Igualando-se as duas partes da fórmula do CTE, chegaremos à expressão do LEC: (derivada)
Exemplo: Q = 15000 LEC = 2 . 15000 . 9000 PU = 180 180 . 0,25
IP = 0,25 LEC = 2449,49 A = 9000
CTE = 15000 . 9000 + 2449,49 . 180 . 0,25 2449,49 2 CTE = 110227,04
1.10.2.3 Cadência Econômica de Compra (CEC) Indica o número ou freqüência ótima de compras no período (ano). CEC = Q LEC Exemplo: CEC = 15000 = 6,12 449,49
IpPuAQ
LECIpPu
AQLEC
IpPuLECAQ
IpPuLEC
LECQ
A
*
**2
*
**2
****2
**2
*
2
2
=∴=
=
=Q = demanda anual A = custo total de compra PU = preço unitário IP = taxa de posse ou armazenagem

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 46
1.10.2.4 Restrições de Emprego do LEC
a) Espaço de Armazenagem: lotes não coincidem com a capacidade de armazenagem. b) Variações de Preço do Material Economia Inflacionária: implica em refazer os cálculos, tantas vezes quantas forem as alterações de preços. c) Natureza de Consumo: a aplicação do LEC requer um consumo regular e constante com distribuição uniforme, o que nem sempre ocorre com os materiais. d) Dificuldade de Aplicação: falta de registros ou dificuldades no levantamento dos dados de custos.
1.10.3- Determinação do LEC com Variação sobre o Custo Total Econômico (CTE)
custo
CTE cadência <
lote >
LEC LEC LEC cadência
Observamos que a curva do CTE apresenta um achatamento em torno do LEC. Desta observação, podemos intuir sobre a possibilidade de trabalharmos com variações da quantidade econômica (LEC) sem que haja grandes diferenças no custo total econômico (CTE).
Utilizando a equação:
K|V = 2x ± 4x² - 4 2 onde: x = variação sobre o CTE (%). Teremos: Ksup - valor maior que o LEC Kinf - valor menor que o LEC LECmax | V = LEC . Ksup LECmin | V = LEC . Kinf Exemplo:

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 47
Q = 15000 CTE = 110227 . 1,05 = 115738,35
PU = 180 K | V = 2 . 1,05 ± 4 . 1,05² - 4 IP = 0,25 2 A = 9000 K | V = 2.1 ± 0,64 LEC = 2449 2 CTE = 110227,00 K | Vsup = 1,37 K | Vinf = 0,73 Variação 5% sobre o custo total
LEC|Vmax = 2449 . 1,37 = 3355
LEC|Vmin = 2449 . 0,73 = 1788
LEC = 2449,49
CTE = 110227,04 CTE = Q . A + LEC . PU . IP
LEC|Vmax = 3355,00 LEC 2
LEC|Vmin = 1788,00
CTE3355 = 15000 . 9000 + 3355 . 180 . 0,25 3355 2 CTE3355 = 115572,60 CTE1788 = 15000 . 9000 + 1788 . 180 . 0,2 1788 2 CTE1788 = 115733,36 1.10.3 Determinação do LEC com Desconto
- A fórmula do LEC não permite variação de preço. - É comum os fornecedores oferecerem descontos para quantidades de compras acima de determinados lotes. - O que é mais vantajoso: comprar quantidades superiores ao LEC obtendo uma redução de preço ou fixando-se neste. - Precisamos calcular e comparar os dois custos totais produzidos por cada um dos lotes de compras a preços diferentes.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 48
K|D = 2 + d . H + (2 + d . H)² - 4 (1 - d) 2 (1 - d)
H = 2 . Q . PU
A . IP
d = desconto H = índice de auxílio ao cálculo do LEC/D (Dedução: Dias, pág. 103) K/D =Índice do LEC com desconto LECmax|D = LEC . K|D
A quantidade do LECmax|D corresponde ao limite máximo, cujo custo total ao preço unitário com desconto será igual ou menos que o produzido pelo lote econômico de compra ao preço unitário sem desconto. Se a quantidade a ser comprada com desconto de preço estiver compreendido entre o LEC e quantidade máxima, a compra é vantajosa. Custo Total Econômico para LEC com desconto:
CTE = Q . A + LEC . PU . IP + Q . PU (LEC c/ Desc.) LEC 2
Exemplo: H = 2 . Q . PU Q = 15000 A . IP
IP = 0,25 H = 2 . 15000 . 180 = 49
PU = 180 9000 . 0,25
A = 9000
Lotes maiores ou iguais a 3000 pçs com desconto de 8%
K|D = 2 + d . H + (2 + d . H)² - 4 (1 - d) 2 (1 - d) K|D = 2 + 0,08 . 49 + sqr(2 + 0,08 . 49)² - 4 . (1 - 0,08) 2 (1 - 0,08) K|D = 6,26

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 49
LECmax|D = 2449 * 6,26 = 15330,74 até 15330,74 o custo de compra com desconto é igual ao custo comprando 2449 ≅ 2.810.227,00 é o custo CTE2449 = 15000 . 9000 + 2449 . 180 . 0,25 + 15000 . 180 2449 2 CTE2449 = 2.810.227,00 CTE3000 = 15000 . 9000 + 3000 . 165,60 . 0,25 + 15000 . 165,60 3000 2 CTE3000 = 2.591.100,00 CTE15330 = 15000 . 9000 + 15330 . 165,60 . 0,25 + 15000 . 165,60 15330 2 CTE15330 = 2.810.137,26

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 50
1.5- Casos Práticos
a) Com as informações: demanda anual = 120000; preço unitário = 30,00;
custo aquisição = 5600,00; taxa de armazenagem = 20%; variação sobre o
custo total = 6%; desconto de 7%; pçs lotes maior ou menor a 20000, calcular:
a1) LEC matematicamente
a2) LEC com variação sobre o CTE
a3) LEC com desconto
a4) Os custos totais econômicos respectivos
.Matematicamente:
.Com variação sobre o CTE:
.Com desconto (7% maior ou igual a 2000pçs)
b) Com as informações abaixo, calcular o lote econômico matematicamente, com desconto, com variação sobre o custo total e determinar os CTE respectivamente. Demanda anual = 18000pçs Preço unitário = CR$ 60,00
Variação sobre o custo total = 8% Lotes maiores ou iguais = 3000pçs com desconto de 8% Custo: salários - 95800000,00 seguro / prêmios - 3280420,00 aluguel - 4610000,00 equip / mov - 3120510,00 luz / água - 1640230,00 OBS: quando os custos forem comuns as duas áreas, considerar: 60% compras 40% armazenagem Valor Estoque Médio: Número pedidos no período:

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 51
A = ∑ compras IP = ∑ armazenagem n°. pedidos valor EM
LEC = 2000 CTE = 36000,00
LEC com desconto: K|D = 7,24 LECmax|D = 14482

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 52
Exercício – Métodos de Ressuprimento
Conteúdos abordados no exercício: - Cálculo de estoque de segurança; - Dimensionamento do Ponto de Ressuprimento; - Cálculo do LEC - Sistemas de Ressuprimento
A empresa AWIA vende lâmpadas decorativas para ambientes residenciais. O custo de colocação de um pedido foi calculado em R$ 40,00 e o custo de estocagem das lâmpadas é de 5 centavos, unitariamente, ao ano. Considerando que as demandas abaixo são a previsão para o ano que está entrando, de acordo com o que os clientes sinalizaram, demonstre (tabela e gráfico) o nível de estoque dessas lâmpadas através dos sistemas de revisão contínua e periódica (demandas médias e mensais). PS. Não esqueça que é obrigatório calcular o ES, o PR e o LEC e o IR. Para o cálculo do ES utilize o método de variação das demandas médias, fator de serviço (k) igual à 1,5 (tabela da distribuição normal); Para o cálculo do IR, utilizar o LEC; Para o dimensionamento do PR, utilizaremos o seguinte critério:
O TR, em 40% dos casos foi de 3 semanas, em 40% dos casos foi de 4 semanas
e em 20% dos casos foi de 2 semanas. Como vamos trabalhar com ES, considerar no dimensionamento do PR que em
apenas em 35 % dos casos poderá existir falta de material. Utilize o mês com 30 dias. (não esqueça que as unidades têm de ser iguais. ) Utilize como início do primeiro processo de ressuprimento o mês de Jan/X1
Demandas Previstas:
Período Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez Demanda 3000 4000 4000 3500 5000 4500 3000 4000 4500 5000 6500 3000
Estoque em 30 de dezembro de x0 é de 9000 pçs. ** A fim de facilitar a demonstração gráfica e o cálculo do ES, utilize o TR igual a 1 mês e arredonde o IR encontrado.
Demanda Mensal Probabilidade (%) 3000 20 4000 50 5000 30

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 53
2 SISTEMA MRP
2.1. Conceito
O MRP original data dos anos 60, quando as letras queriam dizer Material Requirements Planning ( atualmente MRP I). Este, permite que as empresas calculem quantos materiais de determinado tipo são necessários e em que momento, objetivando o cumprimento das promessas de entregas de produtos sempre com o mínimo de estoque necessário. Enquanto o MRP I estava voltado para o planejamento e controle da produção e estoques, os seus conceitos foram estendidos para outras áreas da empresa. Este conceito, estendido, foi denominado de MRP II (Manufacturing resource planning). Este foi assim definido: “um plano global para o planejamento e monitoramento de todos os recursos de uma empresa de manufatura: manufatura, marketing, finanças e engenharia. Tecnicamente ele utiliza-se do sistema MRP I para gerar números financeiros”. Ou seja, é a integração de toda a empresa. Para que possamos utilizar o MRP é necessário termos o MPS (Master Production Schedule) que é o programa-mestre de produção. Neste estão descritos a quantidade e momentos em que os produtos finais devem ser produzidos. É baseado no MPS que o MRP “roda” definindo o que será necessário. Outro conceito que devemos conhecer, para a correta confecção do MPS e termos uma utilização completa do MRP é o CRP (Capacity Requeriments Plans) ou planos de necessidade da capacidade. As ordens de fabricação ou compras que são emitidas pelo MRP normalmente tem um efeito variável sobre a carga de equipamentos específicos ou trabalhadores individuais. O CRP projetará estas necessidades tomando como base o MPS, que é a base do MRP, ou seja, o MRP utiliza as previsões do MPS para gerar as ordens de compra ou fabricação que por sua vez serão utilizadas pelo CRP nas cargas-máquina e necessidades de mão-de-obra.
2.2. MPS - Master Production Scheduling
2.2.1Introdução O MPS é reconhecido como elemento chave para que se possa viabilizar a utilização
do grande potencial da técnica do MRP. Quando utilizado, levara em consideração além da previsão de vendas (demandas) outros importantes fatores como carteira de pedidos, disponibilidade de material, disponibilidade de capacidade, metas, de forma a estabelecer com antecedência a melhor estratégia de produção ou compras.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 54
Para que o MPS realize plenamente as funções a que esta capacitado, é necessário estar inserido no ambiente MRP II. A aplicação do planejamento mestre da produção elimina, progressivamente, incógnitas que permanecem insolúveis na gestão operacional da produção.
2.2.2 Poder de Ação O MPS dependendo da situação de competitividade do mercado, das incertezas ou
do domínio do tipo de produto demandado, políticas de estoque, lay-out industrial e outras variáveis, indica com certa precisão onde a indústria deverá buscar recursos e qual estratégia que será usada. O MPS auxilia o planejador a acompanhar tendências e necessidades do atendimento ao mercado.
Um roteiro de perguntas e respostas, gerado pelo estudo ao MPS pode ser resumido abaixo: .O que é MPS? É a análise das necessidades em relação as capacidades e recursos críticos. .Como? Pala explosão do planejamento operacional. .Quando? Na preparação dos planos estratégicos. .Porque? Para otimizar o planejamento de médio/longo prazo. .Custo? baixo .Horizonte? Sem limites. .Tempo de implantação? Curto. .Quem usa? Todas as indústrias deveriam usar.
MPS servirá de insumos ao CRP. Explicando melhor, o MPS olha a organização como um todo e o CRP desce ao nível de detalhe de uma máquina ou de um operador.
2.2.3 Organização da Implantação As atividades do MPS devem estar formalizadas a nível de procedimentos administrativos. Estas instruções devem cobrir os seguintes tópicos: Definições do plano e revisões; Definições dos itens de cada linha ou família de produtos; Definições das fronteiras de tempo; Definições dos formulários a serem utilizados; Políticas e estratégias de cada produto; Alternativas para tomadas de decisão em relação a problemas de fornecedores, fabricação, clientes, etc.
2.2.4 Políticas de Estoques A definição dos horizontes de planejamento dependerá da definição dos tempos de ressuprimento (TR). Tão ascendentes sejam as medidas gerenciais adotadas, em função de variações de demandas, tão adequadas e precisas serão as ações operacionais de suprimentos. Através de contratos de suprimento com os fornecedores e/ou clientes, os embarques de materiais /ou produtos podem ser confirmados somente para horizontes de curto prazo, considerando-se neste caso as informação geradas no MPS. No caso de compras, o sistema do MRP poderá dar a visibilidade necessária ao fornecedor, porém a

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 55
confirmação dos embarques serão limitadas ao horizonte coberto pelo MPS. Esta estratégia, permitida pelo MPS, reduz o TR dos itens possibilitando maior flexibilidade de produção. Como toda ferramenta esta também depende, fundamentalmente, de possuir dados confiáveis e a constante atualização dos mesmos.
2.3. Metas e objetivos do MRP
A finalidade é melhorar continuamente os tópicos relacionados abaixo dentro de uma filosofia baseada no Kaizen, cujo objetivo principal é a satisfação de nossos clientes, sejam eles internos ou externos, com o menor investimento possível. O MRP vai ajudar-nos neste desafio. a . Rotatividade de Estoque É muito importante que tenhamos níveis de estoque baixos, pois o inventário representa um custo bastante alto, identificado por vários componentes, dentro deles: -Custo do capital; -Custo de manutenção/ armazenagem; -Obsolescência; -Tempo de vida (garantia). b. Atendimento ao Cliente Temos dois importantes tipos de clientes: o externo e o interno. Quando falta material ao cliente interno, serão necessária reprogramações que podem causar folgas hoje e amanhã horas extras gerando um custo bastante alto. Além disso também pode ocorrer atraso para o cliente gerando atraso nas vendas. c. Produtividade O objetivo indicado pela empresa será perfeitamente atingido, quando não temos falta de material, quebra de equipamentos ou desperdícios em geral. d. Utilização da Capacidade Utilizando adequadamente as instalações, e estas forem apenas as necessárias e suficientes poderemos ter um maior retorno de investimento; e. Custo do Material As decisões de quanto, quando, como e onde devem ser bem avaliadas a fim de evitar custos adicionais. f. Custo do Transporte Uma decisão mal avaliada no processo de compras pode acarretar despesas extras com transporte de material. g. Custos do Sistema Qualquer anormalidade no sistema provoca trabalhos extras conhecidos como “apagar incêndio” e que sempre resulta em altos custos.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 56
2.4. Terminologia básica do MRP
Na operacionalização dos sistema MRP são utilizados alguns termos técnicos, os quais relacionamos abaixo para uma maior compreensão daqui por diante. a . Demanda Independente São os itens de material acabados b . Demanda dependente São os materiais ou componentes necessários para atingir o produto acabado. c. Item de material Entendemos como item de material cada um dos materiais cuja especificação difere dos demais. d. Fração de Tempo Período de tempo usado para fins de planejamento no MRP que geralmente é em semanas; e. Previsão de vendas Visa antecipar as necessidades dos clientes, utilizando a melhor informação possível para dirigir atividades futuras em direção às metas da empresa. Podemos obter a previsão de 2 formas: e1. Qualitativa - Parecer da equipe de vendas, opinião dos executivos, pesquisas de mercado, etc. e2. Quantitativa - Determinada em função da aplicação das técnicas da média móvel, ajuste exponencial, análise de regressão, dados históricos do produto, etc. f. Lista de Material Contém todos os componentes de um produto, a partir da explosão da estrutura do produto, que serve de base para definição do programa mestre de produção. g. Programa Mestre de Produção Fornece a posição de o que, quanto e quando deve ser produzido determinado item de material para atendimento ao cliente. h. Manutenção dos registros É a busca da confiabilidade dos registros de inventário e/ou pedidos em aberto. O Sistema MRP estará bastante prejudicado caso ocorra falta de acuracidade nos registros. i. Follow-up
Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 57
Diz respeito ao acompanhamento da ordens de compra ou ordens de fabricação com o objetivo de evitar problemas no atendimento aos clientes. j. Nível É a subordinação que a matéria prima e componentes sofrem no processo produtivo. k. Necessidades Brutas de Material Identifica e expectativa das necessidades de materiais ou componentes para atendimento ao processo. l. Necessidades Líquidas de Material Apresenta as necessidades de materiais ou componentes inerentes ao produto, já consideradas as quantidades disponíveis na empresa. m. Quantidades Disponíveis São quantidades de materiais já existentes na empresa e/ou com pedidos em aberto, sem qualquer comprometimento de uso, estando portanto a disposição para eventuais necessidades. n. Recebimento Programado Significa que a ordem de compra ou ordem de fabricação estão confirmadas, portanto, podem ser levadas em consideração (quantidade e prazo) nos planejamentos seguintes. o . Liberação Planejada de Pedidos Identifica a liberação de pedidos necessários para atendimento de demandas futuras. p. Tempo de atendimento ou Lead-Time
É o tempo para suprimento, ou o número de frações de tempo entre a liberação do pedido até o recebimento de determinado item de material.
q. Inventário Oculto Refere-se a materiais ou componentes integrantes do item de nível superior (pai).

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 58
2.5. MRP - Visão Geral:
O que o MRP gera: • liberação de ordens de compra e fabricação • Verificação das necessidades de capacidade • relatórios diversos • registros de estoque (acompanhamento do inventário) - itens fabricados ou comprados.
2.6. Metodologia MRP
É a forma sintética pela qual podemos aplicar de uma maneira geral os princípios do
MRP.
2.6.1 Demandas Dependentes:
Refere-se ao consumo de determinados itens de materiais que estão diretamente
ligados a demandas de outros produtos ou componentes. Podemos verificar melhor esta
dependência numa Árvore da Estrutura do Produto e na Lista de Material Denteada, onde
consta uma relação detalhada de todos os componentes u peças que entram na composição
de um produto final. Descrevem as relações de montagens e componentes em uma base
hierárquica, que mostra quais componentes ou peças são necessárias para cada montagem
de maior nível. Deve conter: descrição da peça ou subconjunto de nível zero; a descrição ou
Carteira de
Pedidos Programa-mestre
de produção
Previsão de
vendas
Listas de Materiais -
Estrutura do Produto
Registros de
Estoque
Ordens de
compra
Capacity
Requirementes Plans
Ordens de
fabricação
Planejamento das Necessidades
de Materiais

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 59
código da peça do(s) nível(eis) inferior(es), quantidade exigida para montagem do produto
final (nível zero) e o nível de dependência.
Na figura acima podemos observar que:
• O item de material Microcomputador é formado por Monitor, Placa-Mãe e Teclado.
• O item Monitor e Teclado são Comprados e o item Placa-Mãe é manufaturado.
Na lista de material, denteada, as mesmas informações contidas na Árvore de Estrutura do Produto (FIG. 1), são colocadas em forma de tabela. Funciona da seguinte maneira:
• Iniciamos pelos itens de nível 1;
FIG 1 - Árvore da Estrutura do Produto
Produto Final: Microcomputador Nível zero Nível 1 Nível 2 Nível 3 Nível 4 Nível 5 Monitor Samsung 1 Teclado ATR 1 Placa-Mãe Intel 1 P. Controladora KTR 1 Drive 3 ½” Fujitsu 2 WW 2.0 GB Quantum 1 Placa de Vídeo Trident 1 FIG 2 - Lista de material Denteada
Microcomputador
P00
Monitor (1)
A11
Placa mãe (1)
(mainboard) B12
Placa de vídeo
3D (1) E22
Placa Controladora
SCSI (1) D21
Drive 3 ½” (2)
F31
WW 2.0 GB
(1) G32
Teclado (1)
C13

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 60
• Colocamos o item Monitor na primeira linha e primeira coluna; • Como o item Monitor não possui componentes, passamos ao próximo item de nível 1; • Colocamos então o item Placa-Mãe na segunda linha, primeira coluna e com a lista de
material indicamos na linha seguinte e na coluna nível 2 o componente da Placa-Mãe que é o item Placa Controladora, e nas linhas seguintes e na coluna nível 3 os componentes da Placa Controladora que são os itens Drive e WW;
• Tomamos o item de material Placa de Vídeo (nível 2) e indicamos na próxima linha e coluna de nível 2.
2.6.2 Dimensionamento do Lote
É a determinação da quantidade de um item de material exigida para atendimento a uma necessidade. Os lotes podem ser definidos em: a) Quantidades equivalentes ao LEC ou LEF - Quando aplicamos os custos de aquisição,
de armazenagem e de produção, definimos o Lote Econômico de Compras ou Lote Econômico de fabricação, que é a melhor quantidade a ser comprada ou fabricada.
b) Quantidade Lote a Lote (LAL) - A quantidade a ser pedida refere-se apenas o suficiente para atender as necessidades, sendo usado geralmente quando os períodos são longos ou a demanda irregular.
2.6.3 Registro de Inventário Consta a disponibilidade de material/componentes em estoque, quantidades com recebimento programado e o tamanho do lote de fabricação ou de pedido.
2.6.4 Programa Mestre de Produção
Identifica a nível de item de material, a quantidade e data necessária do material ou
componente.
Item Disponível Recebimento Programado Lote Microcomputador 0 50 sem. 04 LAL Monitor 10 0 - LAL Teclado 0 0 - LAL Placa-Mãe 0 0 - LAL Placa Controladora 20 0 - LAL Drive 3 ½” 0 0 - 300 WW 2.0 GB 150 0 - 400 Placa de Vídeo 0 0 - 400 FIG 3 - Registro de Inventário

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 61
2.6.5 Processamento Nível a Nível.
Com as informações contidas nas tabelas de: -Lista de Material Denteada - Fig. 2 -Registro de Inventário - Fig. 3 -Programa Mestre de Produção - Fig. 4 podemos chegar as Necessidades Brutas e Líquidas do Material - FIG 5
2.6.6 Cálculo do Registro Programado “Em fase”.
É apresentado o registro de inventário de um item de material onde consta: • Tempo de Atendimento (Lead-Time) - TA; • Tamanho do Lote - (TL); • Período - pode ser mensal, semanal ou diário; • Necessidade bruta - é o total esperado a ser requisitado para atender a demanda
(incluindo todos os tipos de demandas); • Recebimento programado - referem-se aos pedidos em aberto; • Disponível - existência do material na empresa; • Necessidade Líquida - quantidade necessária de material para atender a demanda (já
consideradas as disponibilidades); • Liberação planejada de pedidos - Necessidade de se providenciar o material. Pode ser
em quantidade pre estabelecida - LEC ou LEF - ( FIG 6), ou a liberação lote a lote - LAL - (FIG 7) que é a quantidade mínima necessária.
períodos Produtos Acabados 01 02 03 04 05 06 07 08 09 10
Microcomputador 30 10 30 30 SCANER IMPRESSORA FIG 4 - Programa Mestre de Produção.
Nível 01 02 03 Quant/
Produto Necessidade
Bruta Disponibilid
ade Necessidade
Líquida Tam. Lote
A11 01 50 10 40 40 B12 01 50 0 50 50 C13 01 50 0 50 50
D21 01 50 20 30 30 F31 02 100 0(40) 60 300 G32 01 50 150(20) 0 0 E22 01 50 0 50 400
FIG 5 - Necessidades Brutas e Líquidas de Material

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 62
2.6.7 Estoque de Segurança no MRP
Quando no item de material é introduzido a figura do estoque de segurança, não esperamos a linha disponível ficar negativa para determinarmos a necessidade do material, e sim quando o mesmo atinge quantidade equivalente ao estoque de segurança. Na FIG 7 quando o disponível atingir 15 unidades (ES=20), providenciamos a liberação do pedido
Código do Material: P00 LT=3 semanas Descrição do Material: microcomputador TL=50 ES=0 Período (semana n.) 01 02 03 04 05 06 07 08 09 Tot. Necessidade bruta 30 10 30 30 100 Receb. Programado 50 50 Disponibilidade 05 05 05 25 15 -15 -15 -45 -45 -45 Necessidade Líquida 15 30 45 Liberação Planejada de Pedidos
50 50
FIG6 - Cálculo do registro Programado “Em Fase”(LEC ou LEF)
Código do Material: P00 LT=3 semanas Descrição do Material: Microcomputador TL=LAL ES=0 Período (semana n.) 01 02 03 04 05 06 07 08 09 Tot. Necessidade bruta 30 10 30 30 100 Receb. Programado 50 50 Disponibilidade 05 05 05 25 15 -15 -15 -45 -45 -45 Necessidade Líquida 15 30 45 Liberação Planejada de Pedidos
15 30 45
FIG7 - Cálculo do registro Programado “Em Fase”(LAL)

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 63
Vamos , a partir das informações apresentadas, elaborar o registro programado “em fase” de todos os itens de material do microcomputador. O Lead-Time de todos os itens será de 1 semana com exceção do monitor e do teclado que será de 3 semanas. A empresa não trabalha com estoque de segurança. O TL do Microcomputador é LAL. Apenas existe um lote de recebimento programado de 50 microcomputadores adquiridos de terceiros para honrar os prazos de entrega. Não existe nenhuma máquina disponível no estoque.
Código do Material: P00 LT=3 semanas Descrição do Material: microcomputador TL=50 ES=20 Período (semana n.) 01 02 03 04 05 06 07 08 09 Tot. Necessidade bruta 30 10 30 30 100 Receb. Programado 50 50 Disponibilidade 05 05 05 25 15 -15 -15 -45 -45 -45 Necessidade Líquida 15 30 45 Liberação Planejada de Pedidos
50 50
FIG8 - Cálculo do registro Programado “Em Fase”(LEC ou LEF) com estoque de segurança.
ITEM PAI:
Código do Material: P00 LT=1 semana Descrição do Material: Microcomputador TL=LAL ES=0 Período (semana n.) 01 02 03 04 05 06 07 08 09 Tot. Necessidade bruta 30 10 30 30 100 Receb. Programado 50 50 Disponibilidade 0 0 0 20 10 -20 -20 -50 -50 -50 Necessidade Líquida 20 30 50 Liberação Planejada de Pedidos
20 30 50
FIG8 - Cálculo do registro Programado “Em Fase”(LAL) sem estoque de segurança

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 64
Código do Material: D21 LT=1 semanas Descrição do Material: Placa Controladora TL=LAL ES=0 Período (semana n.) 01 02 03 04 05 06 07 08 09 Tot. Necessidade bruta 20 30 50 Receb. Programado Disponibilidade 20 20 20 0 0 -30 -30 -30 -30 -30 Necessidade Líquida 30 30 Liberação Planejada de Pedidos
30
Código do Material: A11 LT=3 semanas Descrição do Material: Monitor TL=LAL ES=0 Período (semana n.) 01 02 03 04 05 06 07 08 09 Tot. Necessidade bruta 20 30 50 Receb. Programado Disponibilidade 0 0 0 0 -20 -20 -50 -50 -50 -50 Necessidade Líquida 20 30 50 Liberação Planejada de Pedidos
20 30
Código do Material: B12 LT=1 semanas Descrição do Material: Placa Mãe TL=LAL ES=0 Período (semana n.) 01 02 03 04 05 06 07 08 09 Tot. Necessidade bruta 20 30 50 Receb. Programado Disponibilidade 0 0 0 0 -20 -20 -50 -50 -50 -50 Necessidade Líquida 20 30 50 Liberação Planejada de Pedidos
20 30

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 65
Código do Material: F31 LT=3 semanas Descrição do Material: Drive 3 ½” TL=300 ES=0 Período (semana n.) 01 02 03 04 05 06 07 08 09 Tot. Necessidade bruta 60 60 Receb. Programado Disponibilidade 0 0 0 0 -60 -60 -60 -60 -60 -60 Necessidade Líquida 60 60 Liberação Planejada de Pedidos
300 300
Código do Material: G32 LT=1 semana Descrição do Material: WW 2.0GB TL=400 ES=0 Período (semana n.) 01 02 03 04 05 06 07 08 09 Tot. Necessidade bruta 30 30 Receb. Programado Disponibilidade 150 150 150 150 120 120 120 120 120 120 Necessidade Líquida 0 Liberação Planejada de Pedidos
0
Código do Material: E22 LT=1 semanas Descrição do Material: Placa Vídeo TL=400 ES=0 Período (semana n.) 01 02 03 04 05 06 07 08 09 Tot. Necessidade bruta 20 30 50 Receb. Programado Disponibilidade 0 0 0 -20 -20 -50 -50 -50 -50 -50 Necessidade Líquida 20 30 Liberação Planejada de Pedidos
400 400

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 66
Exercício – Sistema MRP de planejamento – Casos Especiais
Para uma certa mesa de cozinha são conhecidas as demandas (necessidades brutas) para as próximas 12 semanas, que são de 100 unidades, prevendo-se uma entrega de 40 unidades ao início da semana 5 e outra de 60 unidades ao início da semana 11, segundo a tabela abaixo:
Semana 1 2 3 4 5 6 7 8 9 10 11 12 Necessidades
Brutas 40 60
A mesa é composta por um tampo, um tronco e oito suportes idênticos; quatro dos suportes acoplam-se à parte superior do tronco para que o tampo se ajuste, enquanto os outros quatro acoplam-se à parte inferior, para o devido apoio da mesa ao solo. São conhecidos ainda os seguintes “Lead-Times” e estoques existentes: Item Operação Lead-Time Estoque Mesa montagem 1 semana 5 unid. Tampo compra 1 semana 15 unid. Tronco fabricação 2 semanas 12 unid. Suportes fabricação 1 semana 90 unid. *todos os itens são fabricados ou comprados de acordo com a necessidade (LaL) *todos os itens são montados ao mesmo tempo, existindo apenas um nível na estrutura.(um não depende do outro) Pede-se: 2.1. A árvore da estrutura do produto; 2.2. Necessidades líquidas e brutas; 2.3. Registros programados “em fase”.
4 suportes na parte superior e 4 na parte inferior soldados aotronco
Tronco
Tampo

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 67
Material:____________TA:______________TL:______________ES:______________
Semana 1 2 3 4 5 6 7 8 9 10 11 12
Neces. Brutas
Rec.Programado
Disponibilidade
Neces. Líquidas
Lib. Planejada
Material:____________TA:______________TL:______________ES:______________
Semana 1 2 3 4 5 6 7 8 9 10 11 12
Neces. Brutas
Rec.Programado
Disponibilidade
Neces. Líquidas
Lib. Planejada
Material:____________TA:______________TL:______________ES:______________
Semana 1 2 3 4 5 6 7 8 9 10 11 12
Neces. Brutas
Rec.Programado
Disponibilidade
Neces. Líquidas
Lib. Planejada

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 68
Material:____________TA:______________TL:______________ES:______________
Semana 1 2 3 4 5 6 7 8 9 10 11 12
Neces. Brutas
Rec.Programado
Disponibilidade
Neces. Líquidas
Lib. Planejada
Material:____________TA:______________TL:______________ES:______________
Semana 1 2 3 4 5 6 7 8 9 10 11 12
Neces. Brutas
Rec.Programado
Disponibilidade
Neces. Líquidas
Lib. Planejada

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 69
Estrutura denteada e necessidades brutas e líquidas.
Nível
01 02 03 Quant/
Produto
Necessidade
Bruta
Disponibili-
dade
Necessidade
Líquida
Tam. Lote
Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 70
Leitura Complementar - Kanban x MRP
As filosofias do MRP e do Kanban parecem ser fundamentalmente opostas. O
Kanban incentiva um sistema de produção puxado e o MRP um sistema empurrado. Dentro
desta visão, como o Kanban e o MRP podem ser combinados no mesmo sistema? Como
podemos escolher um sistema ideal ou híbrido? Vamos exemplificar.
Usando a terminologia de itens de alta demanda, flutuação baixa e flutuação alta,
podemos usar a programação puxada do Kanban para os itens de alta demanda e flutuação
baixa. O sistema de controle MRP pode, então, ser usado para os itens flutuação alta, para
os quais serão emitidas ordens de trabalho para determinar o que deve ser feito em cada
estágio, sendo o trabalho monitorado de forma a empurrar os materiais ao longo dos
estágios da manufatura. Como exemplo de aplicação vamos à descrição do Prof. Bill Berry,
onde ele exemplifica como uma estrutura Kanban e MRP podem coexistir.
Um fabricante de peças usinadas sempre considerou seu processo como
sendo do tipo complexo, com 200.000 possibilidades de opções de produtos finais,
dos quais 20.000 eram normalmente oferecidos para a venda e cerca de 10.000 eram
efetivamente programados. A linha de produtos era dividida em 7 famílias e a
análise detalhada das listas de materiais de cada produto, em cada família, mostrou
que no pior caso 50% dos componentes eram comuns (para que fosse classificado
de “comum”, um item deveria ser usado em todos os produtos de uma mesma
família). Surgiu, então, a oportunidade de usar a programação puxada para os itens
comuns, sem a necessidade dos registros MRP. Portanto, os itens comuns (de alta
demanda, flutuação baixa), tanto comprados como fabricados, poderiam ser
controlados pela necessidade diária. Os itens fabricados eventualmente, por outro
lado, continuariam a ser controlados semanalmente pelo MRP. Desta forma o MRP
pode ser rodado mais vezes durante o período de planejamento pois ficara menos
carregado em decorrência dos itens Kanban.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 71
Filosofia do Just-in-Time
“Eliminar tudo o que não agrega valor ao produto (perdas)”
Destas cinco atividades, a única que agrega valor a qualquer processo é a
operação, isto é, a parte do tempo em que o material está recebendo uma alteração na sua
forma ou na sua estrutura. A outra parte do tempo, como os elementos de preparação da
máquina e movimentos inúteis do operador ou ferramenta, é caracterizada por atividades
improdutivas que nada acrescentam de valor e que, embora necessárias, também devem ser
alvo de drásticas reduções.
Já as outras quatro atividades — inspeções, esperas, estocagem e
movimentação — não são nem necessárias e, portanto, são resultados de perdas puras.
Enquanto que as inspeções são eliminadas, ou drasticamente reduzidas,
através da filosofia da Qualidade na fonte — “faça certo desde a primeira vez” — as
estocagens em processo, esperar e movimentações são reduzidas e até eliminadas pela
conversão do arranjo físico departamental para células de manufatura.
Nestas células, geralmente na forma de “U”, criam-se os pontos de
estocagem da matéria-prima ou peça bruta e acabada que, dentro da filosofia do “Just-in-
Time”, passam a ser puxadas para a linha de montagem ou processo posterior pelos cartões
“Kanban”.
Portanto, ao introduzir o sistema Kanban, você cria “supermercados” de peças no
processo anterior e posterior, este último geralmente a linha de montagem, para fornecer
flexibilidade a rápidas mudanças, ou seja, há estoques da mesma peça em dois pontos (este
excesso é perda).
E ainda há uma movimentação das peças da célula para a linha de montagem
que apesar de ser uma distância menor, é feita numa alta freqüência, devido aos pequenos
contenedores. Estas movimentações também são perdas.
Logo, se a meta é eliminar tudo o que não agrega valor, temos aí duas
oportunidades para fazer melhorias contínuas (Kaizen), através da aproximação das células
da linha de montagem, sincronizando as necessidades.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 72
É uma analogia a um rio e seus afluentes, onde as células operam em
cadência com a velocidade da linha final.
Neste caso, as células são focalizadas com a montagem final e constituem-se
no que é denominado de minifábricas, que podem, ainda, empregar o Kanban para o caso
de produção de mais de uma peça (com ou sem “setup” rápido) e, portanto, requerem uma
flexibilidade para rápidas mudanças no mix de produtos ou podem até ser eliminadas com o
próprio Kanban (cartão), onde estabelece-se um controle visual das necessidades.
Portanto, a introdução do sistema Kanban não é um fim em si mesmo, quando
apoiada numa filosofia de contínuas melhorias até a eliminação total das perdas, como
prega o sistema Just-in-Time de produção, podendo até ser eliminada com o próprio
Kanban, se você produz uma única peça ou subconjunto ou estabelece um sistema de
controle visual.
Isto já está sendo feito no Brasil, onde, as células transformam-se em
minifábricas e estão localizadas anexas às linhas de montagem.
Entretanto, alertamos ao leitor e a todos os “curiosos” e “teóricos”, que
emitem opinião sem qualquer balizamento técnico ou prático, que dificilmente uma
empresa consegue “celularizar” todos os seus recursos e, portanto, muitas, aqui no Brasil ou
no Japão, ainda continuarão com o Kanban.
E quanto ao abastecimento de peças e materiais provenientes dos
fornecedores?
As soluções têm sido cartões Kanbans com código de barras, ou Kanban
eletrônico via “EDI” — Intercâmbio Eletrônico de Dados, o que não deixa de ser um sinal
visual para puxar as necessidades de materiais.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 73
3 A Função Compras (PPQQ)
a) Introdução A função compras é um segmento essencial da administração de material, que tem por finalidade suprir as necessidades de materiais e serviços, planejá-las quantitativamente, satisfazê-las no momento certo, na qualidade correta e providenciar seu armazenamento. Compras é, portanto, uma operação de administração de materiais, mas essencial entre os que compõem o processo de suprimento de uma empresa. Antes que uma simples engrenagem possa começar a girar no processo produtivo, os materiais devem estar disponíveis e deve haver certeza de que o suprimento será contínuo, para satisfazer as necessidades e os programas de produção. b) Objetivos da Área de Compras Podemos definir que os objetivos básicos da área de compras são: §Comprar materiais e insumos obedecendo os padrões de qualidade requerida. §Procurar colocar os materiais a disposição do usuário na quantidade solicitada. §Procurar dentro de uma negociação justa e honrada os melhores preços para a empresa. §Coordenar para que os materiais estejam a disposição do usuário no prazo (momento) correto. c) Centralização e Descentralização de Compras A área de compras de uma empresa poderá ter suas atividades centralizadas (em um único local) ou descentralizada. c1) Vantagens da Centralização § Permite melhor negociação em função do volume de compras. § Possibilidade de uma maior especialização por parte do pessoal de compras. § Adoção de procedimentos uniformes, possibilitando melhores controles. c2) Vantagens da Descentralização § Maior agilização na obtenção dos materiais. § Proximidade com o centro de decisão local. § Maior divisão de responsabilidade. d) Atividades Básicas de Área de Compras Cadastro de Fornecedores: s Pesquisa de fornecedores s Avaliação dos fornecedores s Indicação de fornecedores habilitados para o processo compras s Desempenho dos fornecedores s Acompanhamento dos preços Processo Compras: s Contatos com fornecedores s Solicitação de propostas de fornecedores

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 74
s Análise das propostas s Consultas aos usuários (problemas no processo compras) s Negociação s Documento contratual (emissão) Diligenciamento: s Acompanhamento de fornecimento s Cancelamento de pedidos e) Estruturas da Área de Compras A estruturação de compras pode ser: � por função: � por produto: � por força de trabalho: f) As Interfaces de Compras com Outros Sistemas Praticamente, todas as áreas funcionais dentro de uma empresa geram informações para o sistema de compras ou requerem informações do mesmo. Vejamos os mais importantes: sEngenharia - assuntos concernentes ao projeto planejamento e especificações preliminares as verdadeiras exigências do produto. sProdução - os materiais são uma entrada deste sistema. Sem ele não há produto final. Testar materiais alternativos para suprimento a pedido da área de compras e indicar os que forem satisfatórios. sFinanças / Orçamento - com base nos orçamentos financeiros, avaliar os compromissos a serem efetuados pela área de compras. Pagamento das despesas de aquisição. sRelacionamento com Vendas - informações com as quotas de vendas e quanto às expectativas das mesmas que servem como índice das prováveis necessidades de materiais. sContabilidade - contabilizar todos os materiais adquiridos. sSistema de Classificação de Material - definir as características dos materiais necessários de forma que os compradores obtenham o material adequado. A descrição deve ser padronizada. sPlanejamento e Controle de Estoque - com base em informações de provável demanda, desenvolver programas de necessidades quantitativas de materiais, informando a área de compras. sAuxilia na negociação com fornecedores no tocante a quantidade e prazos. sControle de Qualidade - verificar se os materiais recebidos correspondem aos comprados. sInformar ao órgão de compras e estoque fornecedor quais os métodos de testes que serão aplicados e qual será o critério para sua aceitabilidade. sAuxiliar nas avaliações industriais dos fornecedores e ao diligenciamento. sArmazenagem - informação de recebimento dos materiais comprados, dados sobre embalagem de material. sTransporte - envolve a seleção de transportadoras. CIF - frete incluso no preço - Cost of Exisurance and Freight FOB -frete não incluso no preço - Free on Board

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 75
3.1 Fornecedores
Podemos dizer que fornecedores são todas as empresas interessadas em suprir as necessidades de outra empresa em termos de matéria-prima, serviços e mão-de-obra. A eficiência da área de compras está ligada ao grau de atendimento e ao relacionamento entre comprador e fornecedor, que deve ser o mais adequado e conveniente. 3.1.1 Classificação dos Fornecedores a)Fornecedor Monopolista: são os fornecedores de produtos exclusivos. -Normalmente, o volume de compras é que determina o grau de atendimento e relacionamento; -Atenção pequena do vendedor para seus clientes; -O fornecedor é consciente do seu monopólio; -O comprador é que mantém o interesse em aquisição. b)Fornecedores Habituais: são os fornecedores tradicionais, que sempre são consultados numa compra. -Possuem uma linha de produtos padronizados e comerciais; -Prestam melhor atendimento, pois dele depende novas vendas. c)Fornecedores Especiais: são os que ocasionalmente poderão prestar serviços, mão-de-obra ou fabricação de produtos, que requerem equipamentos especiais ou processos específicos, não encontrados nos fornecedores habituais. Fornecedores Habituais e Especiais: manter em seu cadastro no mínimo três (3) fornecedores habilitados. Vantagens: -maior liberdade de negociação (redução preço - compra); -maior segurança no ciclo de reposição dos materiais. Estágio da Avaliação dos Fornecedores É a fase de análise das fontes de fornecimento identificadas (cadastro inicial) passando de fontes possíveis para fontes habilitadas ou qualificadas. Afirma-se em geral que a avaliação adequada de uma fonte de fornecimento, resolve praticamente todas as considerações relativas à compra. Compreende: b1)Capacidade administrativa - direção administrativa da empresa - conceituação no mercado - interesse em participar do corpo de fornecedores da empresa compradora b2)Capacidade técnica - composição do corpo técnico em relação às necessidades da empresa - capacidade de produção - recursos técnicos disponíveis e utilizados

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 76
- disponibilidade de operadores, máquinas e ferramentas adequadas às exigências técnicas b3)Capacidade financeira (indicadores financeiros - balanço) - índice de liquidez - relação entre o ativo e o passivo - índice de endividamento - relação entre dívidas assumidas e o capital de giro líquido - índice de lucratividade - pode ser medido em função das vendas ou em função do
patrimônio líquido - índice de rotação de estoques (IRE) - relação entre o consumo e o estoque médio c) Estágio do Desempenho dos Fornecedores Constitui-se na avaliação da empresa através da observação do seu comportamento em licitações e fornecimentos. O desempenho pode ser avaliado sob dois aspectos: c1)Desempenho de licitação: é o registro da participação do fornecedor em licitações, expresso através de número de licitações não respondidas, número de itens adjudicados (colocados) e o número de itens com preços elevados. c2)Desempenho do fornecimento: é o registro do desempenho do fornecedor em função dos pedidos de materiais a ele adjudicados (colocados), levando-se em conta os seguintes fatores: -atrasos nas entregas dos materiais em relação ao contrato -índice de recusa de materiais em inspeções qualitativas -quantidades inferiores às contratadas 3.1.2 Casos Práticos - Avaliação Técnica (modelo 1) Casos Práticos - Avaliação Técnica (modelo 2)
3.1.3 Caso Prático - Avaliação Desempenho de Fornecedores
Fornecedor A Fornecedor B Fornecedor C
Qualidade (40%) 80 lotes
5 recusados
60 lotes
8 recusados
90 lotes
6 recusados
Prazo de Entrega
(35%)
80 lotes
8 atraso
60 lotes
4 atraso
90 lotes
5 atraso
Preço (25%) 35,40 34,20 38,50
3.1.4.Desenvolvimento de Novos Fornecedores A área de compras tem a missão de encontrar fornecedor para todas as necessidades e sempre que possível mais de um. * Itens de materiais que devem ser desenvolvidos fornecedores:
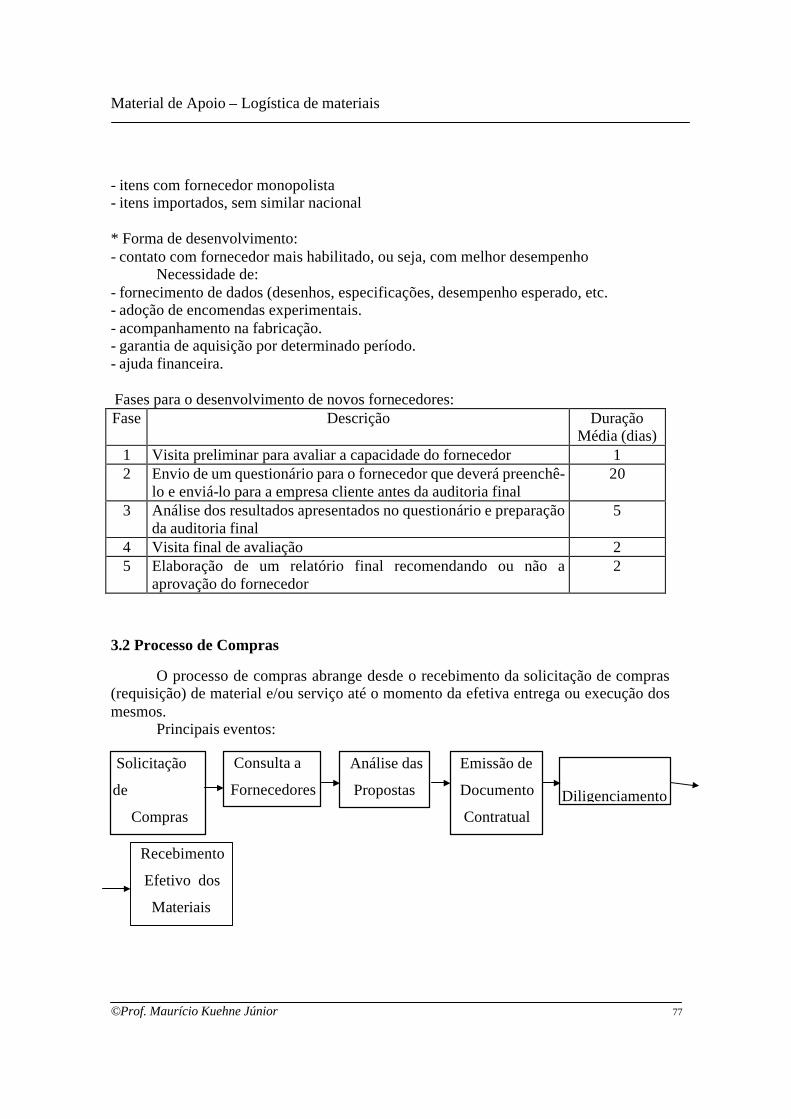
Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 77
- itens com fornecedor monopolista - itens importados, sem similar nacional * Forma de desenvolvimento: - contato com fornecedor mais habilitado, ou seja, com melhor desempenho Necessidade de: - fornecimento de dados (desenhos, especificações, desempenho esperado, etc. - adoção de encomendas experimentais. - acompanhamento na fabricação. - garantia de aquisição por determinado período. - ajuda financeira. Fases para o desenvolvimento de novos fornecedores: Fase Descrição Duração
Média (dias) 1 Visita preliminar para avaliar a capacidade do fornecedor 1 2 Envio de um questionário para o fornecedor que deverá preenchê-
lo e enviá-lo para a empresa cliente antes da auditoria final 20
3 Análise dos resultados apresentados no questionário e preparação da auditoria final
5
4 Visita final de avaliação 2 5 Elaboração de um relatório final recomendando ou não a
aprovação do fornecedor 2
3.2 Processo de Compras
O processo de compras abrange desde o recebimento da solicitação de compras (requisição) de material e/ou serviço até o momento da efetiva entrega ou execução dos mesmos. Principais eventos:
Solicitação
de
Compras
Consulta a
Fornecedores
Análise das
Propostas
Emissão de
Documento
Contratual
Diligenciamento
Recebimento
Efetivo dos
Materiais

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 78
3.2.1. Solicitação de Compras (requisição) A solicitação de compras de material e/ou serviço, normalmente é um documento que dá autorização para o comprador executar uma aquisição. É um documento que deve informar: - descrição do material; - quantidade do material; - prazo de entrega; - indicação de fornecedores (casos especiais); - local de entrega. Antes de iniciar o processo de compras, deve-se analisar: - preenchimento correto de todas as informações; - disponibilidade financeira; - competência de aprovação. 3.2.2 Consulta a Fornecedores (coleta de preços) a) Indicação dos fornecedores para participar - Pesquisa no cadastro de fornecedores habilitados. b) Consulta a fornecedores - Verbal: com resposta verbal com resposta por escrito - Escrito: com formulário padronizado telex, telegrama, fax O formulário padronizado deve conter: - Descrição / Especificação; - Quantidade; - Prazo de entregas; - Local de entrega; - Data e hora de abertura das propostas. O formulário padronizado deve solicitar informações de: - Quantidade; - Prazo de entrega; - Local de entrega; - Preço (firme, reajustável, fórmula reajuste); - Condições de pagamento; - Validade da proposta; - CIF / FOB; - Impostos. 3.2.3.Análise das Propostas (mapa comparativo) a) Recebimento e abertura das propostas •Processo interno: -fornecedores não tomam conhecimento dos preços. -geralmente, utilizado para valores específicos.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 79
•Processo público: -participantes tomam conhecimento das propostas dos concorrentes. -não há dúvida quanto a idoneidade do processo. -desvantagens: encontro de fornecedores e próximas cotações possivelmente com preços majorados. b) Montagem do mapa comparativo •Decalque do formulário coleta de preços. •Preenchimento que permita a comparação das propostas. •Análise das propostas quanto a rasuras ou entrega fora do prazo. c) Análise do mapa comparativo •Pela área de compras - parte comercial. •Parecer da área técnica (usuário) - itens cotados não puderam ser comparados em virtude de diferenças de características técnicas e de desenhos / especificações. •Reajuste preço. •Negociação. 3.2.4 Emissão do Documento Contratual Tipos: ordem de compra, pedido de compra, solicitação de compra e autorização de serviço. Aprovação: escalamento ou níveis de competência •Comunicação dos resultados. 3.2.5 Diligenciamento - Acompanhamento de Fornecimento •Normal - prazo de entrega. •Lista crítica de materiais. 3.2.6- Recebimento Efetivo dos Materiais •Análise: qualitativa e quantitativa. •Realimentação Cadastral: recusa (qualidade), data de entrega, quantidade fornecida.
3.3 Compra na Qualidade Certa
Os principais fatores participantes nas decisões relativas a compras são: qualidade, quantidade, prazo e preço. Normalmente, a qualidade é considerada de importância primordial e então, é um ponto lógico de partida na consideração do processo compra. A qualidade não é medida pelo preço. 3.3.1 Composição do Produto Os elementos importantes de qualidade de que caracterizam os materiais e componentes que entram na manufatura de um produto são:

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 80
a) Propriedades físicas, químicas e dielétricas. b) Viabilidade - Aplicação prática. c) Uniformização de análise e dimensão - Resultados uniformes em processamento padronizado. d) Características especiais - Aparência e acabamento. 3.3.2 Qualidade Adequada No tocante a qualidade adequada, devemos observar que: a) A qualidade adequada não significa, necessariamente, a melhor qualidade disponível, por mais desejável que esta possa ser. b) Qualidade adequada significa a melhor qualidade para um determinado fim. Isso envolve tanto análise econômica como física. c) A especificação do material ou produto deve definir a qualidade máxima e mínima aceitável que servirá de balizamento ao comprador. d) O comprador deve levar em consideração que, normalmente, a qualidade além da adequada gera desperdícios e que a qualidade aquém da adequada pode levar a rejeições / prejuízos. e) Na definição de qualidade adequada considerar também o custo de aplicação / utilização do material. 3.3.3 Especificação de Qualidade Adequada Deve ser especificada para todos as mercadorias e produtos que serão comprados, e deve ser expressa de tal forma que: a) A área de compras saiba exatamente o que está sendo desejado. b) O contrato, ou encomenda de compra, seja elaborado com uma descrição adequada do que se deseja. c) O fornecedor seja inteiramente informado das exigências, quanto a qualidade do material. d) Meios apropriados de inspeção e testes possam ser aplicados. Para que se verifique que os artigos entregues satisfazem os padrões de qualidades especificados. e) Os artigos entregues de acordo com as especificações de qualidade sejam aceitáveis para a empresa compradora.
3.4 Reajuste de Preço - Análise Proposta
Numa economia inflacionária, é difícil que o vendedor mantenha preços firmes. É usual que para entregas futuras os preços estejam sujeitos a reajustes.
3.4.1 Fórmula de Reajuste Básico
P P AMoMo
BMPMP
EMPMP
FMDMD
= + + + +
0
1
0
1
0
1
0
1
0. . . . ..
'
onde:

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 81
P = Preço reajustado Po = Preço original ofertado A = Incidência de mão-de-obra no custo B . . . M = Incidência de materiais primos no custo Mo1 MP1 . . . MP’1 MD1 = Índice referente ao mês de reajuste Mo0 MP0 . . . MP’0 MD0 = Índice referente ao mês da proposta OBS- é usual considerar-se o segundo mês anterior ao mês da proposta o mês de entrega, em virtude dos índices serem publicados com certa demora. 3.4.2 Caso Prático (N°. 1) - Material: chave comutadora código. 054896-4 - Quantidade.: 5000 pçs - Cronograma entrega: 3500 em 30/3 e 1500 em 30/5 - Custo financeiro: 8% - Mês da proposta: janeiro - Obs: na coleta de preços foi mencionado que poderemos aceitar total ou parcial o fornecimento do material, dependendo da conveniência. - Qualidade excelente dos fornecedores. Pede-se mapa comparativo, o que negociar e de quem comprar.
Quadro de Propostas
Fornecedor X Fornecedor Y
Preço Unitário 4800,00 3600,00
Embalagem Inclusa 5% do material sem tributo
Frete / Transporte CIF / sem custo de frete CIF
IPI 10% 10%
Reajuste / Preço Firme fórmula abaixo
Condições de Pagamento à vista com 8% de desconto 30% à vista
30% em 30 dias
40% em 60 dias
Prazo de Entrega 70% em 30/3
30% em 30/5
70% em 30/3
30% em 30/5
Fórmula: P = Po [ A S1 + B MNF1 + C FDA1 + D CS1 ] So MNFo FDAo Cso

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 82
Sendo: 1 = índice do 2° mês anterior ao mês de entrega φ = índice do 2° mês anterior ao mês da proposta Incidência no custo: A = 20% B = 43% C = 15% D = 22% Tabela de índices
Mês S (custo vida
S.P.)
MNF (metais não
ferrosos)
FDA (ferro
derivado aço)
CS (calcário /
silicato)
Novembro 901 997 756 1181
Dezembro 942 1031 832 1295
Janeiro 979 1078 868 1443
Fevereiro 1037 1132 969 1509
Março 1097 1249 1017 1624
Abril 1158 1360 1042 1696
Maio 1225 1401 1104 1924
a) Mapa Comparativo
3.5 Negociação em Compras
3.5.1 Finalidade
Negociação deve ser interpretada como um método de solucionar, ao mesmo
tempo, problemas de compra e venda, com o objetivo de se chegar a um acordo comum.
É a arte de se chegar a um entendimento comum por meio de habilidade sobre
pontos essenciais, tais como:
- o prazo de entrega;
- especificações;
- preço e condições em geral.
Esta é uma arte que requer o exercício do julgamento, bom senso e diplomacia.
Há necessidade que tenhamos um centro de custo que possibilite termos
informações sobre o custo do material (preço da matéria-prima, componentes, mãe de
obra, etc).

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 83
a) Quando Negociar
A negociação é geralmente empregada nas seguintes situações, e admitindo-se que
haja uma soma em dinheiro relativamente grande envolvida.
- Quando as propostas não forem satisfatórias (preço, prazo, quantidade, etc.).
- Quando os preços de certos itens são fixados entre os fornecedores (CARTEL).
- Quando envolvem materiais / equipamentos da natureza complexa e que não tenham
sido comprados anteriormente e sobre o qual tenhamos poucas informações.
- Quando for interessante a prorrogação de contrato vigente.
b) Ordem de Seqüência
Uma regra adequada é de negociar o primeiro colocado visando obter uma melhor
compra. Só se deve negociar com o segundo depois como terceiro se as negociações não
tiverem sucesso.
3.5.2 Estratégias de Negociação
a) Planejamento de Negociação
- Planejar com antecedência a fim de obter o máximo de vantagens.
- Coleta de dados essenciais (custos, situação dos fornecedores no mercado, informação
da área técnica, posição financeira da empresa, aspectos jurídicos, etc.).
- Verificar a necessidade de participação de pessoas da área técnica na equipe.
- Definir a equipe de negociação dentro da maior qualificação possível.
- Determinar um líder quando as negociações envolverem mais de um representante.
b) Definição de Objetivos
- Definir os objetivos em termos do que o comprador e se empresa espera obter na
negociação.
- Tentar calcular os objetivos do fornecedor.
- Acordo entre comprador e fornecedor do que está sendo negociado estabelecendo por
escrito.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 84
- Ambos as partes devem indicar claramente autoridade para falar por eles nas
negociações.
c) Táticas de Negociação
A experiência de vários grupos de negociações, nos traz algumas regras a serem
observadas:
- Fazer a negociação em seus próprios domínios.
- Falar com a pessoa certa com quem tem poder de decisão.
- Colocar-se no lugar de fornecedor.
- Deixar que o fornecedor fale a maior parte do tempo.
- Deixar sempre uma saída honrosa ao fornecedor.
- Satisfazer as necessidades do fornecedor.
- Convencer o fornecedor que é compensador negociar com nossa empresa.
- Tratar um assunto de cada vez.
- Não apressar o processo.
d) Benefícios a Serem Negociados
- Preços e prazos de pagamento.
- Desconto com aumento de quantidade.
- Utilizar o estoque do vendedor.
- Prazos de entrega.
e) Concessões do Comprador
O fornecedor está disposto a reduzir os preços, mas pode fazer algumas exigimos
tais como:
- Alterações nas especificações ou desenhos do projeto.
- Compras anti-cíclica (fora de época)
- Contrato a longo prazo.
- Negociações adicionais com outros materiais.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 85
3.5.3 Negociação para Aumento de Preços
O intervalo na negociação passa a ser o fornecedor.
- Quando o fornecedor errou na cotação dos preços.
- Fornecedor idônico, cujos preços de contrato não tem acompanhado os custos de
produção e/ou matéria-prima.
- Quando o fornecedor está impossibilitado de cumprir o cronograma de entrega.
3.6 Diligenciamento de Compras
3.6.1 Finalidade
A finalidade do diligenciamento é colocar os materiais a disposição dos usuários
no momento certo evitando desta forma problemas de paralisações ou atrasos na linha de
produção. O diligenciamento inicia com a entrega de pedido de compra ao fornecedor e
termina com a efetiva entrega do material.
3.6.2 Tipos de Diligenciamento
Por telefone, por correspondência, telex, fax e com visitas ao fornecedor.
3.6.3 Aspectos do Diligenciamento
a) Itens a serem diligenciados
À princípio todos, mas é no caso da impossibilidade de diligenciamento total dos
materiais devemos prioridades a:
- itens críticos na produção: é o item que se faltar, pára tudo;
- itens A e B da curva ABC;
- itens constantes de lista crítica;
- itens de fornecedor novo;
- itens urgentes.
b) Estruturas de Diligenciamento
- Equipes específicas:

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 86
Vantagens: -Especialização em diligenciamento
-Disponibilidade para viagens
Desvantagens: -Comprador fica distante ao processo.
- Próprio comprador:
Vantagens: -Responsável pela indicação do vendedor na cotação bem como pelo
fornecimento do material.
-Acompanhamento de perto do desempenho do fornecedor.
Desvantagens: -Desvia o comprador de outros processos de compra em
andamento.
c) Classificação do Diligenciamento
- Interno: *Lista crítica de materiais elaborada pela gestão de estoques.
- Externo: *Preventivo - contatos sistemáticos com o fornecedor detectando eventuais
problemas de fabricação, possibilitando compras de emergência e mudança no
cronograma de aplicação.
*Constatativos ou corretivo - reclamações diárias aos fornecedores e
normalmente impulsionado pela lista crítica de materiais.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 87
3.7 Supply Chain Management Os estudos de Supply Chain Management (ou Gerenciamento da Cadeia de
Fornecimento), procuram encontrar soluções para os problemas de distribuição e logística originados pela operação de Sites de Comércio Eletrônico. Existem no mercado, empresas de software especializadas em Supply Chain Management e diversas empresas, como Fruit of The Loom (que apresentará uma palestra em nosso Congresso) e Sopas Campbell, que se utilizam de sofisticadas soluções utilizando estas tecnologias. 3.7.1 Decisões de Fornecimento
As Decisões de Fornecimento podem ser classificadas em estratégicas e operacionais. Basicamente, existem quatro áreas de decisão no Gerenciamento da Cadeia de Fornecimento: Decisões de Localização, de Produção, de Estoque e de Transaporte. 3.7.2 Decisões de Localização
Posicionamento geográfico das instalações de produção, pontos de estocagem, pontos de fornecimento é o primeiro passo na criação de uma cadeia de fornecimento. 3.7.3 Decisões de Produção As decisões estratégicas incluem determinar que produtos produzir, em que locais produzir, etc. Obviamente estas decisões têm forte impacto sobre receita, custo e nível de satisfação do cliente. 3.7.4 Decisões de Estoque Uma vez que o custo da mercadoria parada pode chegar a consumir de 20 a 40% do seu valor, o gerenciamento eficiente do estoque é crítico no gerenciamento da cadeia de fornecimento. 3.7.5 Decisões de Transporte (Distribuição) De uma maneira geral, o transporte representa 30% dos custos de logística. As decisões de transporte (lote a lote x "bulk") são fundamentais para minimizar os custos da cadeia de fornecimento. Bibliografia 1 - Brietman. R.L. e J.M. Lucas 1987 PLANETS: A Modeling System for Business Planing - . Interfaces, 17, Jan-Feb, 94 - 106. 2 - Stenross, F.M. e G.J. Sweet. 1991 - Im plementing an Integrated Supply Chain - Annual Conference Proceedings, Oak Brook, III: Council of Logistics Management. 3.8 Uma segmentação inteligente dos fornecedores
Jorge Nascimento Rodrigues afirma que A gestão da cadeia de fornecedores está hoje no topo das preocupações em diversas indústrias em que as compras "fora" se transformaram na parcela dominante. Um dos truques de sucesso é uma correta

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 88
segmentação desses fornecedores, o que pode ser aprendido com os japoneses, segundo um estudo apoiado pelo MIT.
Uma das "boas práticas" industriais a recomendar vivamente hoje em dia é a segmentação inteligente da cadeia de fornecedores em distintos grupos com quem nos devemos relacionar de um modo diferente em função do caráter "estratégico" dos fornecimentos que fazem.
Com aqueles que fornecem materiais, componentes ou serviços "estratégicos", ou seja de alto valor acrescentado, que têm a ver com as "competências centrais" da empresa que compra, ou que ajudam a diferenciar a oferta desta, devem ensaiar-se parcerias estratégicas.
Com os que não se enquadram neste círculo, podem adotar-se estratégias de relacionamento mais tenso, mas que contudo devem rejeitar os métodos tradicionais de esmagamento de preços, ameaça de rescisão permanente e pouco envolvimento com o fornecedor, que têm caracterizado a prática corrente de gestão do «outsourcing» no Ocidente.
Estas conclusões podem ser apreciadas num estudo a que tivemos acesso levado a cabo por Jeffrey H. Dyer, Dong Sung Cho e Wujin Chu, da Wharton School da Universidade de Pennsylvania, que foram apoiados pelo Programa "International Motor Vehicle" do Massachusetts Institute of Technology (MIT), programa que poderá vir a estar envolvido num estudo sobre a indústria de componentes automóvel em Portugal.
O trabalho deste grupo foi considerado pela Associação Japonesa de Estudos Emperrarias como dos melhores jamais realizados sobre o assunto e acaba de ser publicado pela California Management Review ("Strategic Supplier Segmentation", volume 40, nº2, 1998, pg. 57), revista editada pela Walter A. Haas School of Business da Universidade de Berkeley, perto de São Francisco, nos Estados Unidos. A equipa recolheu dados de campo na indústria automóvel entre 1992 e 1994 junto da General Motors, da Ford e da Chrysler, nos EUA, da Toyota e da Nissan, no Japão, e da Hyundai, Daewoo e Kia, na Coréia do Sul, bem como apreciou 453 relações entre estes construtores e 70 fornecedores naqueles três países. Esta indústria é considerada como uma das melhores "cobaias" deste tipo de estratégias de relacionamento no seio da cadeia de valor.
3.8.1 Três modelos em confronto
Os investigadores encontraram no terreno automóvel três modelos, em que os EUA se situam num extremo caracterizado por uma prática de grande tensão, rotação e visão de curtíssimo prazo em relação aos fornecedores, e a Coréia do Sul no outro extremo com excessiva dependência dos fornecedores em relação a um determinado conglomerado automóvel (chega a implicar mais de 80 por cento do faturamento do fornecedor).
O caso americano mais paradigmático da política do "cotelo" em cima da cabeça dos fornecedores foi praticado pela GM quando teve à frente das compras o temível Jose Ignacio Lopez de Arriortua. Na altura, foi noticiado ele ter poupado à GM qualquer coisa como 3 a 4 biliões de dólares, que não foram para os bolsos dos fornecedores.
Contudo, verificou-se, depois, que este tipo de políticas conduziam, por um lado, ao atrofiamento da dimensão dos fornecedores e ao aumento dos próprios custos administrativos e de transação nos construtores, sujeitos a um vai-vém de negociações de

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 89
contratos, de dificuldade de controlo da qualidade e de sinergia na otimização das melhores soluções.
No "meio" deste contínuo entre os dois modelos, verificou-se que os construtores japoneses seguem uma abordagem mais inteligente baseada numa segmentação estratégica em três "anéis" concêntricos - o primeiro, dos fornecedores mais "estratégicos", um segundo de clubes de fornecedores de componentes que exigem alguma customização e interdependência no desenvolvimento, e o terceiro de fornecedores de partes «standard».
No entanto, ainda que em graus diferentes, os construtores japoneses seguiram uma política, quer em relação aos parceiros estratégicos como em relação aos outros, baseada na permuta de informação e de custos, no apoio à redução de custos e à qualidade, na colaboração no desenvolvimento, chegando ao próprio apoio no design do layout fabril ou
da logística. Um dos pontos centrais que começa a ser falado é o da gestão do conhecimento (a célebre «buzzword» do "knowledge management") entre as diferentes organizações que compõem estas redes. A equipe de investigação concluiu que as estratégias de parceria são mais apropriadas para indústrias de produtos complexos, para épocas de expansão, e sempre que está em jogo a criação de valor a longo prazo, com exigências altas de customização, qualidade, tecnologia e serviço. Por outro lado, estratégias com maior "tensão", mas duráveis no plano contratual, são mais adequadas a indústrias de produtos triviais ou com grande grau de estandardização das suas componentes, em indústrias em declínio, ou quando a redução de custos a todo o preço é o objetivo central de curto prazo.
Gestão do Conhecimento
O setor varejista do Brasil sofre uma reformulação de sua estrutura resultante de pressões internas e externas.
As empresas que almejam manter-se lucrativas devem criar uma posição competitiva exclusiva e sustentável nesta nova configuração do setor.
No mundo, três forças alimentam o crescente poder do varejo e reformulação do setor:
1 – O surgimento de megaformatos:
• supercentros de desconto (Super K-Mart, Wal-Mart Supercenters).
• clubes de atacadistas.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 90
• category Killers (Home Depot, Office Depot, Toys R Us).
2 – Fusões e aquisições: redes de lojas de departamentos anteriormente independentes pertencem agora a conglomerados de varejo.
3 – Alianças horizontais: alguns varejos europeus têm-se organizado em centros de compras para barganhar mais eficientemente com os fabricantes.
No Brasil, as mudanças das empresas no setor são provocadas por fatores como as alterações resultantes da estabilidade econômica do País, a nova política de importação e a hipercompetição gerada pela exposição das empresas nacionais a grandes redes vindas do exterior, com tecnologias e práticas empresariais mais avançadas.
É preciso considerar, ainda no Brasil, a valorização crescente dos supermercados como canal de distribuição, e a operação dos serviços com maior eficácia operacional.
3.8.2 Eficácia operacional
A logística e o gerenciamento da cadeia de abastecimento constituem neste final de século as principais ferramentas para a busca de uma maior eficácia operacional e posição relativa das empresas no setor de varejo.
A logística, baseada no conceito de custo total, analisa os custos compensatórios que ocorrem entre e dentro das atividades do processo de logística das empresas. Ou seja, a lucratividade é o resultado do ponto de equilíbrio proporcionado pela redução de custos logísticos e manutenção do nível de serviço ao cliente.
Esta redução de custos decorrerá da utilização das "best practice", ou melhores praticas nas atividades do processo, mediante:
• O uso dos mais avançados e adequados equipamentos e tecnologia da informação.
• Eliminação de desperdícios, defeitos e atrasos.
• Estímulo ao aperfeiçoamento organizacional contínuo.
Isso se traduz, num processo logístico, em investir em áreas de movimentação, armazenagem, transporte e até projetos de loja. Contudo, esses investimentos sempre trouxeram uma sensação de perda para muitos empresários, ficando em segundo plano ao longo dos últimos anos.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 91
Contudo, analisando o fluxo dos bens de consumo, que no Brasil representam hoje em torno de 80% das movimentações de materiais, vemos que as estruturas dos canais de distribuição, envolvendo basicamente indústria/depósito ou central de distribuição/loja, demandam tempo e movimentos excessivos e ineficazes, com grande potencial de melhoria e redução de custos.
Alguns dados ilustram essa situação:
• Indústrias – Na grande maioria das indústrias, os sistemas de movimentação e armazenagem ainda são precários quanto ao aspecto de paletização, verticalização, endereçamento lógico, seletividade e composição de pedidos. Em casos críticos, o tempo de separação de um pedido com aproximadamente cinco itens pode demandar mais de 30 minutos, com utilização de pelo menos dois funcionários, em razão da falta de um sistema operacional racional e planejado.
• Lojas – Realidade não menos diferente é encontrada em muitos depósitos de loja. A situação torna-se mais crítica ainda em decorrência de fatores como baixo pé-direito, fluxos e contrafluxos ao longo do layout, baixa utilização de paletes e precária seletividade de itens decorrente do método de estocagem (caixas auto-empilhadas sobre estrados).
• Manuseio – Há excessos de manuseio das mercadorias, tornando-as vulneráveis a danos e perdas. Na cadeia de distribuição física, até chegar à gôndola, um produto pode passar por cerca de 15 manuseios, caracterizando a pequena escala de distribuição paletizada no Brasil.
• Carga/descarga – As operações de carga e descarga de veículos, feitas quase sempre manualmente, são lentas. Pelo sistema manual, uma carreta pode demandar um tempo de até duas horas para cada operação, mobilizando de três a quatro pessoas. Numa situação de operação paletizada, este tempo seria reduzido para aproximadamente 15 minutos.
• Filas – Associada ao fator anterior, há a realidade das filas de caminhões nas lojas. Em momentos de pico, um veículo pode aguardar até seis horas para iniciar uma operação de carga ou descarga.
• Projetos de loja – Excluindo grandes lojas, os projetos até hoje implantados dificultam ou bloqueiam, na grande maioria, a operacionalidade total do fluxo de produtos.
Com essa estrutura de distribuição física, as empresas tendem a perder eficácia operacional e competitividade de forma crescente. E a solução para o problema não é unilateral: ao contrário, depende de total integração de fornecedores e canais de distribuição.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 92
Com essa integração, os Estados Unidos e países da Europa têm desenvolvido modelos eficientes de distribuição física, fazendo com que o produto chegue ao ponto-de-venda menos de 24 horas após a efetivação do pedido.
"Supply chain management" (administração da cadeia de abastecimento) é a denominação utilizada para consolidar esses modelos, uma vez que o objetivo é tratar os canais como um todo e não de uma forma fragmentada, diferenciado-se dos modelos tradicionais de controle de inventário, voltados somente para o ambiente interno da empresa.
Outro objetivo é administrar de forma integrada, desde a origem, o fluxo total de materiais/produtos e informações nos canais de distribuição. O sucesso desse conceito depende muito do bom nível de relacionamento entre os elementos da cadeia (fornecedores, distribuidores e transportadores, principalmente) para que os produtos e informações fluam de forma satisfatória em termos de tempo e qualidade. Tal estágio demandará alguns anos para ser atingido no Brasil, mas a base para um modelo dessa natureza precisa ser implementada desde já.
Conclusão
No novo ambiente competitivo que se configura, a busca por uma posição única e sustentável, assim como a busca da maior eficácia operacional, através da logística e do gerenciamento da cadeia de abastecimento, fazem parte da estratégia de toda empresa que queira ser lucrativa a longo prazo.
Esta mudança no ambiente empresarial nacional estabelece o imperativo para as empresas desenvolverem uma mentalidade competitiva, onde a meta principal deve ser obter um retorno superior dos investimentos a longo prazo.
As organizações que conseguirem estabelecer um posicionamento para sua empresa e alinhar cada uma das atividades realizadas no processo logístico, baseado no conceito de custo total, criarão sistemas coesos difíceis de imitar e serão bem-sucedidas a longo prazo.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 93
A DELL COMPUTERS reformula sua cadeia de suprimentos1
Adaptações: Maurício Kuehne Jr
Com o amadurecimento da indústria de computadores pessoais, situação em que a competição passou cada vez mais a estar concentrada no custo dos produtos, algumas empresas decidiram eliminar uma camada de sua rede, passando a vender diretamente aos clientes finais ao invés de fazê-lo através de lojas de varejo. Esta mudança para vendas através, até mesmo, dos correios foi originalmente motivada pela necessidade de cortar custos. Com a maioria dos fabricantes adquirindo seus componentes do mesmo grupo de fornecedores, o potencial de redução de custos no lado da rede do fornecimento era limitado. Além disso, a natureza dos clientes estava mudando. O número crescente de consumidores sofisticados, que trocavam seu computador pela segunda ou terceira vez não mais necessitavam do mesmo grau de suporte técnico dado pelos distribuidores, muitas vezes bastante básico e ineficiente. Eliminar estes últimos parecia uma boa decisão para a Dell Computers, que tornou-se a mais bem sucedida empresa de computadores a acabar com o lado da demanda de sua cadeia de suprimentos2 e comercializar seus produtos diretamente aos consumidores finais.
A Dell descobriu, também, que a reformulação de sua cadeia de suprimentos trouxe outros benefícios, além da redução de custos. Seu (agora direto) contato com consumidores permitia que ela conhecesse melhor suas necessidades e preferências, muito antes que seus concorrentes pudessem fazê-lo. Percebendo que este novo potencial deveria ser explorado, a Dell desenvolveu sistemas de informação computadorizados que pudessem registrar cada contato com os consumidores, desde as primeiras consultas até os serviços de assistência técnica e manutenção, construindo uma história de serviço para cada máquina. Além de ajudar a vender e dar assistência de forma mais eficaz no curto prazo, esta base de informações também permitia que o pessoal de vendas e suporte passasse melhores informações para as equipes de desenvolvimento de produto.
Entretanto, uma das reclamações mais freqüentes era sobre a assistência técnica, pois existiam poucos técnicos e não mais existiam as revendas para auxiliar. Neste cenário, o setor de suprimentos foi chamado para que desenvolvesse empresas de assistência técnica que propiciassem um eficiente e eficaz atendimento aos consumidores. Utilizando-se de modelos de avaliação técnica, desenvolva um que pudesse ser utilizado pela Dell nessa nova fase: O desenvolvimento de uma rede de assistência técnica terceirizada.
1 Fonte: It’s in the mail, The Economics, 2 mar. 1997 2 Cadeia de Suprimentos engloba desde a compra da matéria prima até a entrega do produto acabado. É o
conceito de logística integrada.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 94
4 LAYOUT
4.1 Fatores do Layout A realização de uma operação eficiente e efetiva de armazenagem depende muito da
existência de um bom layout do armazém, que determina, tipicamente, o grau de acessibilidade ao material, os modelos de fluxo de material, os locais de áreas obstruídas, a eficiência da mão-de-obra, a segurança do pessoal e do armazém. Os objetivos do layout de um armazém podem ser: 1. assegurar a utilização máxima do espaço; 2. propiciar a mais eficiente movimentação de materiais; 3. propiciar a estocagem mais econômica, em relação às despesas de equipamento, espaço, danos de material e mão-de-obra do armazém; 4. propiciar .flexibilidade máxima para satisfazer as necessidades de mudança de estocagem e movimentação; 5. .fazer do armazém um modelo de boa organização. A metodologia geral, para projetar o layout de um armazém, consiste em cinco passos: 1. definir a localização de todos os obstáculos; 2. localizar as áreas de recebimento e expedição; 3. localizar as áreas primárias, secundárias, de separação de pedidos e de estocagem; 4. definir o sistema de localização do estoque; 5. avaliar as alternativas de layout do armazém.
O primeiro passo desta metodologia envolve a identificação e a localização das características físicas da instalação do armazém, que estão além do controle do projetista . Exemplos comuns de tais obstáculos são: colunas de apoio, saídas de emergência, poços de escada, poços de elevador e equipamentos de proteção contra incêndio. Tais obstáculos devem ser identificados e localizados no plano do armazém, antes que objetos e atividades mais flexíveis sejam incluídos no layout, do contrário, irão surgir conflitos entre os planos desejados de layout e o que se pode fazer realmente na instalação.
Freqüentemente, a localização das áreas de recebimento e expedição é determinada pelo plano diretor do local em que o armazém está ou será localizado. Se este razão for real, então as áreas de recebimento e expedição devem ser localizadas no layout do armazém, de maneira a maximizar a eficiência dessas operações. Entre os fatores a se considerar, estão: a localização das estradas, as vias de acesso, o padrão desejado de tráfego em volta da instalação, os padrões desejados de tráfego dentro do armazém e a produtividade da mão-de-obra no desempenho das atividades de recebimento e expedição. Os fatores de eficiência energética também devem ser considerados. Quando possível, as docas de recebimento e expedição devem, tipicamente, estar voltadas para uma direção distante dos ventos dominantes em volta do armazém, para reduzir a perda de calor, ao impedir que o vento entre pelas portas abertas.
Uma vez que se tenha localizado as áreas de recebimento e expedição no layout, é preciso analisar as áreas de estocagem de material. Os tipos de áreas e equipamentos de estocagem a serem usados irão determinar, até certo ponto, a configuração do layout da estocagem e as necessidades de corredores. As áreas primárias de estocagem e de separação de pedidos podem .ser diferenciadas das áreas secundárias, para fornecer espaço máximo,

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 95
movimentação de materiais e eficiência de mão-de-obra, para os materiais mais importantes a serem estocados.
A definição do estoque para os locais de armazenagem dentro da alternativa de layout assegura que serão deixados espaços para todos os itens. Além disso, ela permite que o projetista simule mentalmente o desempenho da alternativa de layout para as atividades diárias esperadas no armazém.
Finalmente, cada alternativa de layout do armazém deve ser avaliada, para determinar se ela atinge os objetivos desejados. Cada layout do armazém deve ser avaliado com base no ponto até onde são seguidas várias filosofias básicas, entre os quais estão as seguintes: 1 . Intensidade de Uso a) Estocar as mercadorias de maior rotatividade o mais perto possível do ponto de uso. b) Estocar as mercadorias de menor rotatividade no espaço mais profundo possível. 2. Semelhança a) Os itens recebidos e expedidos juntos devem ser estocados próximos. b) Os itens que possuem uma forte correlação, com respeito ao tipo, devem ser estocados próximos. 3. Tamanho a) Estocar mercadorias pesadas, volumosas e de difícil movimentação, próximas ao seu ponto de uso. b) Propiciar vários locais e tamanhos de estocagem. c) Os itens pesados devem ser estocados em áreas com teto baixo e os leves e de fácil movimentação em áreas com alto pé-direito. d) Não ver o tamanho dos itens individuais e sim o tamanho do estoque total de um item. 4. Características dos Materiais a) Projetar o layout para acomodar apropriadamente os itens perecíveis. b) Propiciar um layout eficiente, com técnicas de estocagem, para maximizar a utilização do espaço para itens com formatos diferentes e que possam ser comprimidos. c) Planejar a proteção dos materiais perigosos contra incêndios e proteger os outros materiais contra os materiais perigosos, no caso de um acidente. d) Projetar o layout da compatibilidade dos itens estocados, dentro da proximidade de cada um. e) Projetar o layout para maximizar a proteção dos itens de segurança pela localização. 5. Utilização do Espaço a) Conservar o usa do espaço ao maximizar a concentração das mercadorias na estocagem, maximizar a utilização do espaço cúbico e minimizar as perdas nos vãos de estocagem. b) Projetar o layout em torno de obstáculos e outras limitações à utilização do espaço. c) Os corredores devem ser retos, e os principais devem levar até às portas. d) Os corredores devem ter largura suficiente para permitir uma operação eficaz, sem desperdício de espaço.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 96
e) Todos os lados da estocagem devem ter acesso por um corredor. f) Deve-se evitar o bloqueamento do estoque. g) As pilhas de material devem ser uniformes, retas, estáveis e de fácil acesso. h) Deve-se fazer a marcação dos corredores, para conservá-los. i) Deve-se evitar espaços vazios dentro das áreas de estocagem. j) Deve-se manter registros dos locais de estoque.
4.2 Layout do Espaço A localização do estoque no depósito afeta diretamente a despesa total da
movimentação de materiais e a utilização do espaço no depósito. Especificamente, há considerações sobre o espaço da estocagem e sobre a separação
de pedidos no projeto interno de um depósito.
4.3 Layout para Estocagem Em depósitos onde o movimento é baixo, a preocupação primária é traçar áreas de
estocagem que podem ser largas e profundas e a pilha é tão alta o quanto permitam o pé-direito ou a estabilidade da carga. Os corredores podem ser estreitos. Este layout supõe que o tempo extra necessário para movimentar o estoque para dentro e para fora das áreas será compensado pela utilização total do espaço. À medida que o movimento de estoque aumenta, tal layout se torna, progressivamente, menos satisfatório e deve-se fazer modificações para manter razoáveis as despesas de movimentação. Assim, os corredores irão se tornar mais largos e a altura da pilha poderá diminuir, reduzindo o tempo gasto na colocação e na remoção do estoque.
4.4 Sistemas Localizadores de Estoque Uma vez localizados os estoques dentro da área de estocagem, é necessário
estabelecer um sistema de retirada que permita recuperá-los. Há dois sistemas básicos: (1) sistema de localização fixa e (2) sistema de localização aleatória. Cada um deve ser avaliado com base na eficiência para encontrar o estoque procurado, no seu efeito sobre o layout e nas despesas associadas à movimentação de materiais.
O sistema de localização fixa se refere a uma localização designada permanentemente dentro do depósito, geralmente identificada por um código de números. O produto é associado ao código e pode ser encontrado sempre naquela localização. Se poucos produtos ,forem estocados no depósito, pode não haver um código formal de localização. Em vez disso, um mapa das localizações ou a confiança na memória do pessoal do depósito podem ser tudo o que é necessário para a retirada do estoque. Em qualquer caso, o sistema localizador é simples, mas tem uma desvantagem potencial. A capacidade de cada localização fixa de produto é projetada para níveis de pico de estoque. quando existem níveis de produtos menores que os de pico, o espaço de estocagem no depósito é subtilizado. Inversamente, os sistemas de localização fixa são compatíveis com os planos

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 97
do layout do estoque, que minimizam as despesas de movimentação de materiais dentro do depósito.
O sistema de localização aleatória trabalha com o estoque numa base de espaço disponível. Embora este sistema permita a utilização mais completa do espaço do depósito, podendo-se combinar o excesso de espaço de um produto com as necessidades de pico de outro, e difícil manter um registro de estoque à medida que as localizações mudarem, com o passar do tempo. Os mapas de localização ou as listas de código localizador estão constantemente em transição. Onde se estocam muitos produtos, os sistemas de código lo-calizador, auxiliados por computador, são os mais apropriados. Uma desvantagem extra a ser considerada é que, quando os produtos não estão restritos a certas localizações ou zonas dentro do depósito, podem ocorrer modelos que não sejam os melhores, em termos de layout.
Um sistema localizador que se compromete com o modelo de layout pode dar a menor despesa total para o depósito. Por exemplo, a decisão sobre o layout do estoque pode dividir, mais ou menos, o depósito em zonas ou sob o arranjo de índice de cubo por pedido. Um sistema localizador aleatório é, então, aplicado, mas com a restrição de que permitirá localizar os produtos aleatoriamente apenas dentro de suas zonas designadas. A localização do produto é fixa entre as zonas, mas não dentro das mesmas.
A criação de áreas de separação de pedidos tende a minimizar o tempo de rota e de serviço no local de estoque. Além de apenas especificar e projetar as áreas de acordo com a necessidade primária, o tempo de viagem de separação de pedidos pode ser reduzido mais através da escolha de equipamentos especializados de separação de pedidos, tais como estantes de luxo, transportadores e outros, e por projeto operacional, como seqüência, zona e lote.
A seqüência é o arranjo de itens em pedidos a serem preenchidos na seqüência em que aparecem na rota de separação através do depósito. O tempo de separação de pedidos é reduzido, ao se evitar um retrocesso. Esta técnica pode ser aplicada tanto em sistemas de área quanto em sistemas modificados, embora imponha que a seqüência ocorra, no pedido de vendas, através de cooperação com o usuário ou com o cliente, ou que os dados do produto estejam em seqüência, depois que o pedido for recebido.
4.5 Decisões sobre o Layout A decisão final sobre o projeto do depósito diz respeito ao problema do layout
interno do estoque. Depois de já se saber a configuração do prédio, por uma decisão sobre o projeto ou a aquisição, de se especificar as instalações de recebimento e de remessa, de se definir locais para produtos perigosos, que exigem proteção contra roubo e para separação de pedidos e de considerar o sistema de movimentação de materiais a ser usado, precisam ser tomadas decisões sobre onde itens específicos de estoque serão localizados, como deverão ser arranjados no armazém e que método deverá ser usado para encontrar o estoque no armazém.
Essas perguntas afetam, há muito tempo, o engenheiro industrial, quando da elaboração do layout das instalações de produção, e boa parte do método de decisão, desenvolvido para isso, é transferível para o problema do layout do armazém. Tal método

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 98
suplementa aqueles que tratam mais diretamente do problema do layout no armazém, que serão combinados no item seguinte.
4.6 Localização do Estoque A localização do estoque é o problema de decidir sobre o layout físico da
mercadoria, para minimizar as despesas de movimentação de materiais, obter a máxima utilização do espaço do armazém e satisfazer certas restrições de localização do produto, tais como segurança, seguro contra incêndio, compatibilidade e necessidades de separação de pedidos. É um problema de distribuição, que foi abordado por métodos intuitivos, algorítmicos e heurísticos.
Os métodos intuitivos são interessantes, por fornecerem algumas regras úteis para o layout, sem necessidade de grandes cálculos. O layout por intensidade de uso é um desses métodos: reconhece que os produtos têm índices diferentes de movimentação no depósito e que a despesa de movimentação de materiais se relaciona com a distância percorrida para localizar e remover o estoque. Se este for retirado da localização em volumes menores por viagem do que é fornecido, as despesas de movimentação de materiais podem ser minimizadas, localizando os itens de movimento mais lento atrás destes. Isto assegura que os itens que exigem um grande número de viagens para um certo nível de demanda farão o menor percurso possível por viagem de separação de pedidos.
O layout por intensidade de uso do produto negligencia o tamanho do item estocado e a possibilidade de que um número maior de itens pequenos possa ser localizado próximo ao ponto de saída. Isto sugere que as despesas de movimentação poderiam ser minimizadas se o tamanho (volume) do item fosse usado como guia do layout. Localizando os itens menores próximos ao ponto de saída do depósito, a movimentação de materiais pode ser diminuída no arranjo por intensidade, já que uma maior densidade de itens pode ser localizada perto da área de remessa.
No entanto, o layout pelo tamanho não garante despesas menores do que o método pela intensidade, sendo uma boa escolha quando o movimento rápido se concentra nos itens menores.
O índice de cubagem por pedido combina tanto o movimento quanto o volume de produto, como dois fatores importantes no layout do estoque no armazém. Um índice de todas os itens do depósito é formado pela proporção da metragem cúbica necessária no ar-mazém, por produto, para o número de pedidos diários em que se requisita o item. Produtos com baixo valor de índice se localizam próximos à área de remessa. O layout pelo método de índice de cubagem por pedido garante que o maior volume de estoque se movimenta na menor distância possível.
Os métodos intuitivos de layout são simples de se usar, mas não garantem que se encontrará o modelo que leva à despesa mínima de movimentação de materiais. O layout de baixo custo irá resultar de sua aplicação. No entanto, uma redução extra de 10 a 20 por cento na despesa é possível, às vezes, se forem criados métodos mais rigorosos. Várias formas de programação linear são interessantes para resolver este tipo de problema de distribuição.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 99
Um dos problemas mais complexos do layout de depósito é visto no arranjo de secos e molhados. O produto é recebido nas áreas específicas e movimentado até a estocagem (reserva). Na medida em que o estoque se esgota na área de separação de pedidos, o de reabastecimento é movimentado da seção de estocagem de reserva para esta. Quando os pedidos são preenchidos, o produto é movimentado da área de separação de pedidos para a de expedição. As questões são: onde colocar cada produto no depósito e quanto espaço deve ser distribuído para cada um nas seções de reserva e de separação de pedidos.
Para reduzir o tempo necessário para resolver problemas de layout em grande escala, Bulfa, Armour e Vollmann desenvolveram um modelo heurístico chamada CRAFT (Técnica Computadorizada Relativa da Distribuição de Instalações). Ele encontra bons modelos de layout intercambiando as unidades de estocagem, geralmente duas por vez, para ver se é possível chegar a um melhoramento nos custos de movimentação e mostra a maior redução na despesa. A análise é repetida até que não se possa encontrar mais nenhuma redução. Neste ponto, determina-se o modelo final do layout.
As respostas geradas não são, sem dúvida melhores em relação às respostas aos problemas da programação linear, mas representam soluções que não podem ser facilmente aperfeiçoadas.
4.7 Variações dos Custos com o Layout Não parece evidente, mas é de extrema importância considerar a relação entre o
custo do sistema de armazenagem e o da construção do armazém. Este pode variar indiretamente com relação àquele, que, por sua vez está diretamente relacionado com o layout que se vai adotar. O exemplo abaixo ilustra claramente este fato.
Uma determinada empresa tem uma necessidade de armazenagem de 10.000 paletes, não havendo, entretanto, especificações quanto as dimensões do armazém que se vai construir. Uma primeira aproximação arbitrária seria considerar a utilização de 5 filas de estruturas porta-paletes, com capacidade para 2.000 paletes cada uma. Esta configuração resultaria em um armazém com aproximadamente 245 metros de comprimento por 22 metros de largura e 12 metros de altura, cobrindo um perímetro de 534 metros e quase 65.000 metros cúbicos para armazenagem.
Há outras instalações que poderiam suprir a mesma capacidade de armazenagem, como por exemplo, um armazém com aproximadamente 68 metros de comprimento por 68 metros de largura e 12 metros de altura. O perímetro, aqui, seria de 272 metros - 262 metros menor do que o primeiro.
O armazém tornou-se quadrado, com um perímetro muito menor, mas a sua capacidade de estocagem é a mesma do considerado anteriormente. Estudos econômicos têm demonstrado que o custo de construção do armazém do tipo quadrado é mais baixo do que o do tipo retangular.
Por outro lado, sistemas automatizados de estocagem oferecem substanciais reduções nos custos de construção, visto que otimizam o espaço cúbico. Em aplicações convencionais de movimentação de materiais por empilhadeiras e transportadores, o maior investimento está na construção do armazém, com baixos investimentos na aquisição de equipamentos.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 100
Nos armazéns de elevado pé-direito, de forma cúbica, os custos de construção são mais baixos, enquanto que os grandes investimentos estão ligados a sofisticados equipamentos de movimentação de materiais, que reduzem consideravelmente a utilização de mão de obra, diminuem os danos causados por manuseios incorretos e aumentam o controle dos materiais.
Uma vez definidos os principais parâmetros que afetam as dimensões do sistema de armazenagem, é possível otimizar o layout, encontrando-se aquele que apresenta o menor custo total. Isto é realizado através da utilização do computador, onde as diversas alternativas são simuladas. Esta simulação consiste na determinação, para um certo sistema, da capacidade de armazenagem de cada alternativa. Os custos de construção de cada caso são determinados e, em cada alternativa. são computados os seus custos totais, permitindo encontrar a que, possui os mínimos. Variando-se o comprimento, a largura, o número de estruturas de armazenagem etc., pesquisa-se o sistema que apresenta o menor custo total.
4.8 Layout do Armazém O objetivo de todo armazém deve ser: “ produzir o nível desejado de trabalho ao
custo mais baixo “. Um grande fator na determinação de qual será este custo é o Layout do Armazém. O apropriado é constituído em um balanço entre três objetivos: bom fluxo de material, custos de operação baixos para estocagem e coleta e eficiente utilização do espaço de estocagem e do equipamento. Chegar à melhor solução possível com apenas um desses objetivos, sem considerar os outros dois, é arriscado para a eficiência do custo global do armazém. O balanço que deve ser obtido entre esses três objetivos, para produzir o custo global mais baixo, é determinado pelo nível de atividades e de serviço, desejado no armazém.
4.9 Fluxo de Material O fluxo de material refere-se ao percurso das peças desde a hora em que entram na
empresa até o momento em que a deixam. O percurso num armazém é determinado pela disposição de: recebimento, estocagem, embalagem e estruturas de estocagem. O percurso mais curto resulta no fluxo de material mais eficiente. Um bom fluxo de materiais ~ importante, porque custa dinheiro mover peças e, 9uanto mais longe forem transportadas, maior é o custo.
Dois princípios que devem ser seguidos para assegurar um bom fluxo de material são: 1. Minimizar o retrocesso: todo movimento de um item deve ser em direção à doca de expedição. 2. Localizar as atividades relacionadas próximas: isto reduz a distância de movimentação entre duas operações.
4.9.1 Minimizar o Retrocesso A seqüência na qual as operações são feitas determina quanto retrocesso haverá. O
exemplo seguinte mostra uma grande quantidade de retrocesso, causada pela disposição da área de estocagem de recebimento no lado oposto, no fim do armazém, a partir do recebi-mento.
Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 101
O desenho de linhas no layout, para mostrar o fluxo de material, torna qualquer retrocesso aparente. O layout pode ser aperfeiçoado, rearranjando as operações.
4.9.2 Localizar as Atividades Relacionadas Próximas Embora seja possível localizar todas as funções do armazém muito próximas, às
vezes isso não ocorre. Se, por alguma razão, tiver que existir uma grande distância em algum lugar do layout, esta deve ser coberta por uma empilhadeira. Onde os materiais são movimentados manualmente entre duas atividades, a distância deve ser a mais curta possível.
A coleta e a embalagem são duas atividades que devem ser paralelas. As peças são transferidas entre as duas, em pequenas quantidades, através de um carrinho empurrado por um selecionador.
O recebimento e a estocagem de recebimento podem situar-se mais distantes, separados da coleta e da embalagem, já que as peças serão transportadas por uma empilhadeira e em quantidades maiores que as coletadas.
4.9.3 Custos de Operação de Estocagem As principais atividades, onde há transporte de peças, são a estocagem e a coleta,
embora deva ser dada uma atenção particular aos métodos de estocagem usados, para que não atrapalhem estas duas operações.
As peças devem ser colocadas de forma que as de maior atividade fiquem situadas na altura mais conveniente de coleta. Em gavetas, é entre a cintura e os ombros. Em estantes, é nas prateleiras inferiores.
Se as peças forem arranjadas aleatoriamente pela área, sem qualquer consideração às suas atividades, o selecionador terá a mesma a probabilidade de percorrer qualquer corredor para obter uma delas.
Num pedido de 8 ou 10 itens, o selecionador pode ter que percorrer oito ou dez corredores diferentes. Com o auxílio de uma relação de freqüência de pedidos, as peças de alta rotatividade podem ser concentradas em poucos corredores, ao redor- de um central, o principal. Usando o conceito do corredor central, o selecionador está exposto a um grande número de peças, situadas dentro de uma distância muito pequena. Já que a coleta é composta do percurso de corredores entre os locais, esta concentração de peças ativas em poucos corredores, ao longo de um corredor central, reduz o tempo de coleta.
A eficiência da movimentação de materiais depende do formato, do tamanho e de como as mercadorias são estocadas. Há um pequeno ponto, na melhoria do método de movimentação em um armazém, no qual o layout é inerentemente eficiente e poderia ser melhorado. Se o layout for otimizado em primeiro Lugar, o equipamento necessário para operar de maneira mais eficiente pode ser mais simples e menos oneroso.
Se for admitido que a operação mais eficiente é aquela na qual incorre o menor custo total para a operador do armazém, este pode ser dividido em duas áreas principais: custo do volume ou área ocupada e custo de movimentação. Pode ser demonstrado que os
Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 102
layouts que minimizam o volume de estocagem são inteiramente diferentes daqueles que minimizam a distância de movimentação.
Contudo, proporções diferentes entre o custo do volume ocupado e os custos de movimentação exigem layouts diferentes para minimizar os custos globais operacionais. A taxa de ocupação/movimentação depende diretamente da freqüência da movimentação de materiais que, por sua vez, depende da rotação e do tamanho da unidade de carga.
4.10 Resumo das Conclusões dos Layouts
1. O layout do armazém, que fornece a utilização máxima de espaço, é diferente do que minimiza a distância de movimentação.
2. Se o número de corredores for menor do que o considerado como "ótimo", o seu comprimento é maior, pois o custo de um prédio é mais elevado que o de movimentação de mercadorias dentro do mesma. Se houver um número de corredores, considerado mais do que "ótimo", a proporção do custo do prédio aumenta: portanto, o comprimento do corredor é menor.
3. Se for necessário fazer previsão para uma futura expansão de um armazém, é necessário saber não somente se o volume estocado aumentará, mas também se o índice referente à quantidade de material e o número de itens em estoque mudarão.
4. Quando são usados blocos retangulares, o layout ótimo é ajustado no projeto somente quando é usado o nível considerado ótimo para o número de corredores. Quanto mais o número de corredores diferir da condição mais favorável, mais o layout diferirá da condição mais favorável para um ajuste.
5. Se as localizações da pilha forem distribuídas para itens específicos de estoque, é provável que um layout assimétrico produza custos totais mais baixos.
6. Um layout de corredor em diagonal ocasiona custos totais mais baixos do que um de condição mais favorável para bloco retangular, quando o número de linhas em estoque é menor. Pode-se obter também custos totais mais baixos quando o custo do volume ou da área é baixo, em comparação com o custo da distância de movimentação.
7. Desde que um layout de corredor em diagonal tenha uma profundidade variada de pilha, este terá vantagens similares às de layout assimétrico, com referência a uma posição fixa para a pilha.
8. Todas as conclusões expostas são prontamente demonstráveis ao se calcular, pelos layouts, o volume total do armazém e o percurso médio da distância das mercadorias.
Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 103
4.11 Armazenamento de Materiais - Função
4.11.1 Conceito
É a atividade que compreende o planejamento, coordenação, controle e desenvolvimento das operações destinadas a abrigar, manter adequadamente estocado e em condições de uso, bem como expedir no momento oportuno, os materiais necessários a empresa.
4.11.2 Fatores da Armazenagem
a) Vantagens:
• Garantia da continuidade de produção;
• Necessidade de compensação das diferentes capacidades das fases de produção;
• Custos e especulações;
• Equilíbrio sazonal;
b) Desvantagens:
• Os materiais armazenados imobilizam capital;
• As mercadoria envelhecem ao fim do tempo excessivo em depósitos;
• Grandes estoques ocupam grandes armazéns acarretando maiores custos de movimentação e administração.
4.11.3 Objetivos Básicos da Função Armazenagem
A função armazenagem deve procurar atingir os seguintes objetivos básicos:
a) Máximo uso do espaço
b) Acesso fácil a todos os itens de material
c) Máxima proteção dos itens de material
d) Movimentação eficiente dos itens de material
e) Utilização efetiva da mão-de-obra e equipamentos
f) Boa qualidade de armazenagem

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 104
4.11.4 Cargas Unitizadas
Carga unitizada é um número de peças ou blocos de materiais, arranjados e acondicionados de tal maneira a possibilitar manuseio, transporte e armazenagem por meios mecanizados como se constituíssem uma só unidade.
Baseia-se no princípio de que é mais fácil movimentar diversas cargas de uma só vez, ao invés de operações sucessivas com cargas individuais ou pequenas.
Resultados principais decorrentes do uso de cargas unitizadas:
- redução no tempo de carga e descarga
- otimização do uso do espaço cúbico nas instalações de armazenagem
- redução no tempo de inventários
- flexibilidade nas mudanças de arranjo físico
4.11.4.1 Tipos de Cargas Unitizadas
Dependendo do formato dos materiais, de sua embalagem ou meio de transporte a ser utilizado, podemos ter as seguintes cargas unitizadas:
a) Carga Conteinerizada: consiste em colocar os volumes individuais ou agrupados dentro de conteineres, formando assim carga e conteiner a unidade de carga do sistema. Na conteinerização, os volumes podem ser soltos, paletizados, cintados, etc.
b) Carga Contentorizada: os materiais são acondicionados em um contentor, que é um acessório ou dispositivo projetado para manter as peças em uma posição.
Ex.: vidros, peças de formato irregular.
c) Carga Paletizada: carga unitizada sobre uma plataforma (palete).
d) Carga Auto-Unitizada: é o sistema onde vários volumes são presos uns aos outros por meio de cintas, arames, fitas, formando uma unidade de carga.
Ex.: tubos, barras, etc.
e) Carga Pré-Lingada: é a unitização principalmente de tubos plásticos ou metálicos
4.11.4.2 Cargas Paletizadas
São cargas unitizadas, acondicionadas sobre paletes (plataformas). É a mais utilizada dentre as cargas unitizadas.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 105
a) Paletes
É usualmente uma plataforma para apoio e acondicionamento de carga, com dimensões padronizadas, possuindo dispositivos para apoio de garfo de empilhadeira ou outro equipamento, e podendo ser construído em madeira, plástico ou alumínio.
Principais tipos de paletes:
- uma face com duas entradas
- duas faces com duas entradas
- uma face com quatro entradas
- duas faces com quatro entradas
- com abas
Dimensões dos paletes:
- 1100 x 1100 mm (357 arranjos)
- 1100 x 1200 mm (161 arranjos)
- 1100 x 825 mm
- 1000 x 1000 mm
- 1200 x 1800 mm
- 1200 x 1600 mm
- 1000 x 1200 mm
- 800 x 1200 mm
- 800 x 1000 mm
- 1200 x 1200 mm
b) Aspectos da Paletização
- bom aproveitamento das áreas de cargas: ex.: carroceria de caminhão com 220 largura (1100 x 1100).
- o palete quadrado é o mais adequado à operação de empilhadeira.
- o palete com quatro entradas é o mais prático.
- empilhamento de embalagens retangulares com maior número de apoios cruzados, que asseguram uma maior amarração ao conjunto das embalagens.
c) Arranjo de Embalagens em Paletes
Na formação da carga paletizada devemos considerar:

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 106
- tamanho da carga
- peso do material (número de camadas resistência das embalagens e do palete)
- altura de armazenamento
- resistência de piso de armazenagem
- equipamentos de movimentação disponíveis
- compacidade (entrelaçamento)
- padronização das embalagens
- perda de espaços (vazios)
4.11.4.2.1 Estudo de Casos Práticos Cargas Paletizadas
a) Quantas cargas paletizadas serão necessárias para o material a seguir:
- Quantidade Máxima: 64800 pçs
- Embalagem:
comprimento: 0,56 m
largura: 018 m
altura: 0,15 m
peso: 20 kg
quantidade peças: 30 pçs
- Palete com 1100 x 1100 x 140 mm e 30 kg
- Peso Máximo da Carga: 1600 kg
- Altura de Armazenamento: 5,20 m
- Altura Máxima da Carga: 1,10 m
- Resistência de Piso: 7400 kg/pilha
- Equipamentos de Movimentação: 200 kg
121 = 12,0039
0,56 . 0,18
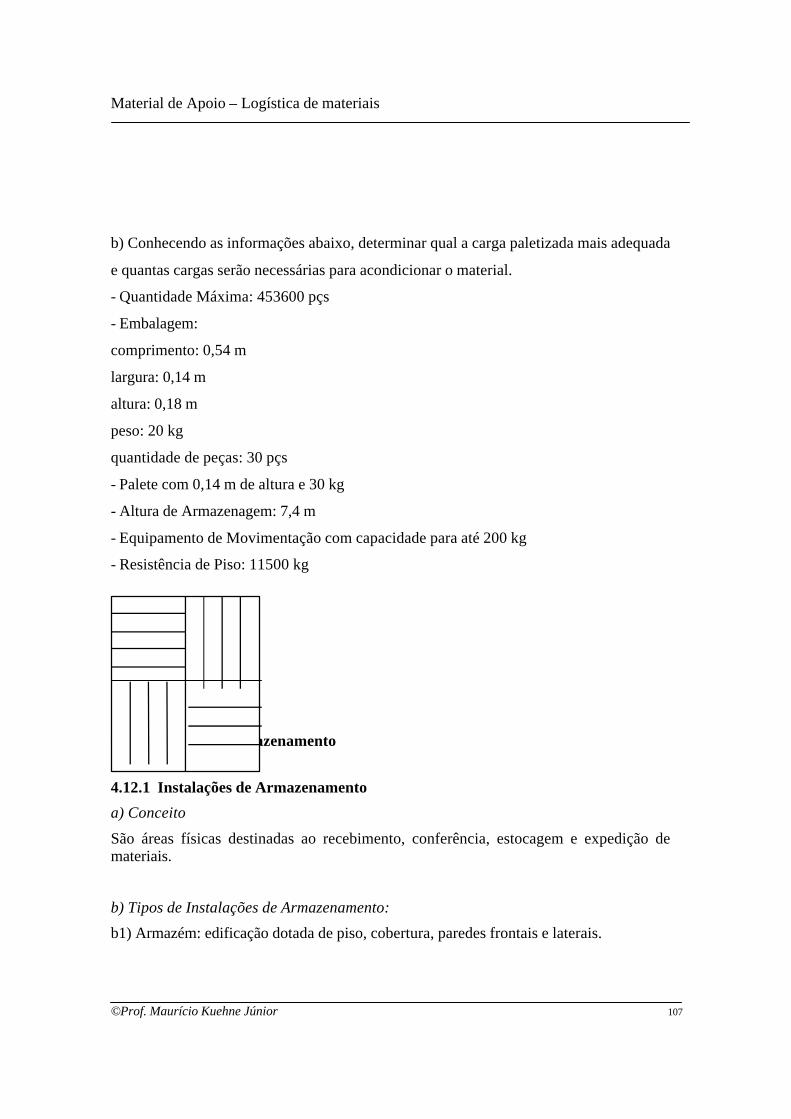
Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 107
b) Conhecendo as informações abaixo, determinar qual a carga paletizada mais adequada
e quantas cargas serão necessárias para acondicionar o material.
- Quantidade Máxima: 453600 pçs
- Embalagem:
comprimento: 0,54 m
largura: 0,14 m
altura: 0,18 m
peso: 20 kg
quantidade de peças: 30 pçs
- Palete com 0,14 m de altura e 30 kg
- Altura de Armazenagem: 7,4 m
- Equipamento de Movimentação com capacidade para até 200 kg
- Resistência de Piso: 11500 kg
4.12 Técnicas de Armazenamento
4.12.1 Instalações de Armazenamento
a) Conceito
São áreas físicas destinadas ao recebimento, conferência, estocagem e expedição de materiais.
b) Tipos de Instalações de Armazenamento:
b1) Armazém: edificação dotada de piso, cobertura, paredes frontais e laterais.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 108
b2) Galpão: edificação dotada de piso, cobertura e, quando necessário, de cercos frontais e laterais.
b3) Pátio: área descoberta, dotada de piso drenado, compactado e, quando necessário, pavimentado e provido de limitações frontais e laterais.
c) Caracterização das Áreas de Instalação de Armazenamento:
c1) Área de Administração
c2) Área de Movimentação e/ou Serviço Aberta:- estantes, prateleiras.
-local normal de estoque.
c3) Área de Estocagem: zona de estoque Fechada: estufa.
Área Livre:- possuem paletes, etc.
-não usa estante.
c4) Circulação Principal: corredor
c5) Circulação Secundária: corredores perpendiculares a circulação principal
c6) Corredores de Acesso: entre estantes
c7) Área de Segurança: (corredor de segurança) espaço livre entre estoque e paredes (mínimo 0,5 metros)
4.12.2 Dispositivos de Armazenamento
a) Conceito
São estruturas metálicas ou de madeira (tratada contra fogo e insetos), dispostos de modo a formar dispositivos de sustentação de materiais destinados a otimizar a utilização do espaço vertical, proteger, facilitar a localização, organizar e racionalizar a estocagem de material.
b) Tipos de Dispositivos de Armazenamento
• estantes (metálica ou madeira): material de pequeno volume
• armações de estocagem
• estrutura porta-palete
• unidades auxiliares de estocagem
c) Caracterização dos Dispositivos de Armazenagem

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 109
c1) Estantes: estrutura metálica ou de madeira, destinada à estocagem de materiais de reduzido peso e/ou volume. Podem ser:
- estantes leves (tradicional)
- armários modulados (gavetões com separadores
- estante para estocagem dinâmica (PEPS) - carrinhos deslizantes
- estantes deslizantes (espécie de gavetas que são estantes)
- estante de múltiplos pisos (mezanino)
c2) Armações de Estocagem: construído de metal ou de madeira de seção variável destinada à guarda de material cujas características impeçam ou não. Recomendem a utilização de estante ou porta-palete. Podem ser:
- berços empilháveis (tubos)
- estrutura tipo cantileves (tubos)
- armações de estocagem (chapas empilhadas)
c3) Estruturas Porta-Palete: formada por estrutura pesada metálica ou de madeira, com características semelhantes às estantes, porém destinadas a suportar cargas paletizadas. Podem ser:
- estruturas porta-palete convencional
- estruturas porta-palete deslizante
- estruturas porta-palete com trânsito interno
- estruturas porta-palete de estocagem dinâmica
c4) Unidades Auxiliares de Estocagem: dispositivo de estocagem de uso repetitivo, formado por estruturas metálicas, plástico, de papelão ou de madeira, de forma variável, destinadas a conter e proteger o material. Podem ser principalmente:
- paletes: plástico, metálico, papelão rígido e madeira
- paletes contentores
- conteineres
- berço para tambores
- etc.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 110
4.12.3 Tipos de Armazenamento
Não vigoram regras taxativas que regulem o modo como os materiais devem ser colocados no almoxarifado. A decisão final depende de variados fatores que devem ser analisados. Algumas formas de distribuição ou colocação dos materiais no almoxarifado:
a) Armazenagem por Agrupamento.
Sempre em um local físico único. Os materiais são estocados por grupos ou tipos. Facilita as tarefas de arrumação e busca, mas nem sempre permite o melhor aproveitamento do espaço.
b) Armazenagem por Tamanho, Peso e Volume.
Os materiais com tamanho, peso ou volume significativos são agrupados numa mesma área de almoxarifado. Permite um bom aproveitamento do espaço. Exige que todos os documentos de entradas e saídas contenham a localização do material no almoxarifado a fim de facilitar sua busca.
c) Armazenagem por Freqüência.
Dos materiais cujo volume de movimentação e freqüência é significativo, devem ser colocados tão próximo quanto possível da saída da instalação de armazenamento. Pode-se identificar através da classificação A.B.C.
d) Armazenagem por Setores de Montagem.
Os materiais são colocados de acordo com sua utilização na linha de montagem.
4.12.4 Identificação da Localização em Estoque
Após projetar cuidadosamente a área de estocagem, um sistema deve ser estabelecido para permitir a fácil localização de um item desejado, pois cada item deve ter um endereço onde ele possa ser encontrado. O sistema de localização do material em estoque pode ser formado por um número ou código (XX XXX XX X), que identifica precisamente qualquer ponto da instalação de armazenamento. Este código deve estar aprovado no cadastro de material e, consequentemente, nos documentos de movimentação, a fim de facilitar sua busca no almoxarifado.
Estrutura:

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 111
XX XXX XX X
Prédio
Rua / Fileira
Pilha / Box
Altura / Nível
Box 80
Rua 132
Box 30
Rua 131
Box 20
Exemplo:
Prédio 46 Código de endereçamento
Rua 131 46 131 20 3
Box 20
Altura 3
4.12.5 Dimensionamento de Espaço
Metodologia através da qual são definidas as dimensões necessárias às instalações de armazenamento, bem como a quantidade de material possível de estocagem.
4.12.5.1 Objetivos do Dimensionamento de Espaço
1. Definir dimensões necessárias para a instalação de armazenamento.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 112
2. Subsidiar a administração de estoques quanto a freqüência do recebimento de material.
3. Evitar improvisação de espaços.
4. Fornecer instrumentos gerenciais tais como: índice de utilização do espaço.
5. Necessidade de novas instalações.
4.12.5.2 Fatores Principais a Considerar
No dimensionamento do espaço devemos considerar:
1. Tipo de material: características, embalagem
2. Quantidade de material a ser mantida no estoque
3. Unidades de estocagem
4. Equipamentos e métodos de estocagem
5.
4.12.5.3 Metodologia para Dimensionamento de Espaço
a) Dimensionamento de Espaço a partir da Quantidade de Material
Permite estabelecer o número de unidade de estocagem/área livre necessária, bem como a área e o volume a ser ocupado com o armazenamento.
b) Determinação da Quantidade a partir de Espaço Disponível
Permite estabelecer o estoque máximo a ser mantido em função do espaço existente e das unidades de estocagem.
c) Determinação do Espaço Ocioso ou em Falta
Permite conhecer as necessidades de postergação de entregas, remanejamentos de preparação de novos espaços antecipadamente, bem como garantir a utilização das áreas de estocagem.
4.12.5.4 Grau de Aproveitamento da Área e do Volume
a) Grau de Aproveitamento da Área
É a relação entre a área ocupada e a área disponível.
GAA = Área Ocupada
Área Disponível

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 113
b) Grau de Aproveitamento do Volume
É a relação entre o volume ocupado e o volume disponível.
GAV = Volume Ocupado
Volume Disponível
4.12.5.5 Casos Práticos Dimensionamento de Espaço
a) Do material abaixo, calcular:
a1) A área e o volume necessário para estocar o material
a2) O número de cargas paletizadas e o número de pilhas a serem utilizadas
a3) Os graus de aproveitamento da área e do volume
- Material código 54 86 10 - Y
- Quantidade máxima 68040 pçs
- Embalagem: largura = 0,18 m peso = 20 kg
comprimento = 0,56 m altura = 0,15 m quantidade pçs = 30 pçs
- Palete com 1100 x 1100 x 140 mm e 30 kg
- Carga paletizada com no máximo 1800 kg e 1,2 m de altura
- h armazenamento = 6,0 m
- Resistência de piso = 9000 kg/pilha
b) De um determinado material conhecemos:
- Demanda anual = 236880 pçs
- LC = 789960 pçs
- ES = 17640 pçs
- Cadência econômica compras = 3 vezes/ano
- Tempo de ressuprimento = 3 meses
- Estimativas apontam o estoque físico em 30/01 igual ao estoque de segurança
- Palete com 140 mm e 30 kg
- Carga paletizada com no máximo 1300 kg e 1,2 m h
-Embalagem:
comprimento = 0,65 m altura = 0,10 m quant. pç = 5 pçs
largura = 0,15 peso = 15 kg

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 114
- Resistência máxima piso = 10000 kg/pilha
- Espaço destinado à armazenagem:
comprimento = 7,7 m largura = 3,3 m altura = 6,0 m
- Requisição para compra emitida em 31/10
- Equipamento para movimentação com capacidade até 1300 kg
- Calcular:
b1) Qual a área necessária para armazenar o estoque máximo
b2) Qual o estoque permissível em quantidade considerando o espaço disponível
b3) Quando e em que quantidades poderão ser processados os recebimentos dos materiais
b4) Os graus de aproveitamento da área e do volume em 30/01
c) De um determinado material conhecemos:
- Demanda diária = 1368 pçs
- Freqüência de operação da empresa = 25 dias/mês
- TR = 3 meses
- LC = 136800 pçs
- ES = 32400 pçs
- Requisição para compra emitida em 30/03
- Estoque físico em 30/06 = 32400 pçs
- Embalagem:
comprimento = 0,59 m largura = 0,17 m altura = 0,18 m
peso = 24 kg quantidade pçs = 4 pçs
-Carga paletizada 1,3m3 e 1800 kg
- Equipamento mov. até 1800 kg
- Resistência máx. do piso = 7500 kg/pilha
- Palete com 0,14 m de altura e 40 kg
- Espaço destinado para armazenagem:
comprimento = 15,4 m largura = 6,6 m altura = 5,5 m
Determinar:
c1) Se a área disponível é suficiente para armazenar o material, considerando o LC = LR e qual o espaço faltante ou em excesso.
c2) Quando e em que quantidades poderão ser recebidos os materiais.
Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 115
c3) O grau de aproveitamento da área e do volume em 30/06, considerando os recebimentos definidos.
c4) Qual a área para estocar o LC e ES respectivamente.
4.13 Movimentação de Materiais
É a operação de deslocamento físico de materiais de um local para outro, dentro da instalação de armazenamento.
4.13.1 Formas de Movimentação
• Manual: quando as operações são executadas pelo homem sem auxílio de equipamento.
• Mecanizada: quando as operações são efetuadas por equipamentos de movimentação de materiais e dirigidas por homens.
• Automatizadas: quando operada por computador.
4.13.2 Função da Movimentação
A movimentação de materiais pode ser considerada como tendo a função de movimento, lugar, tempo, quantidade e espaço.
a) Movimento: deslocamento de peças, materiais e produtos acabados, de maneira mais eficientes.
b) Lugar: responsabilidade de verificar se o material desejado está entregue no lugar certo.
c) Tempo: os materiais devem chegar ao local de trabalho, fábrica ou cliente no momento exato.
d) Quantidade: providenciar para cada operação, a quantidade exata dos materiais necessários.
e) Espaço: espaço de armazenagem é um dos elementos mais importantes em qualquer fábrica.
4.13.3 Equipamentos de Movimentação de Materiais
Conceito: são dispositivos utilizados para movimentação de materiais.
Tipos de Equipamentos: os equipamentos de movimentação subdividem-se em:

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 116
a) Veículos Industriais
Veículos motorizados ou não, empregados para mover cargas mistas ou uniformes, em caminhos variados com superfície adequada, onde as funções principais são manobrar e movimentar. Principais equipamentos:
• Empilhadeiras - frontal, lateral, patrola
• Carrinhos industriais
• Carrinhos porta-bandeira
• Paleteira manual
•Transpaleteira elétrica
b) Equipamentos de Elevação e Transporte
Dispositivos aéreos utilizados para movimentar cargas variam, intermitente, entre dois pontos, dentro de uma área limitada, onde a função principal é transferir. Principais equipamentos:
• Guindastes
• Guindastes auxiliares para veículos
• Talhas
• Ponte rolante
• Monovia
c) Transportadores Contínuos
Dispositivos motorizados ou transportadores por meio da gravidade, instalados em rotas fixas e de movimento contínuo, onde a função principal é transportar. Principais equipamentos:
• Transportadores de esteira
• Transportadores de rolo
• Transportadores de caçamba
• Plano inclinado

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 117
4.14 Expedição de Material
É o conjunto de operações relacionadas com a entrega do material pela função de armazenagem aos requisitantes usuários, transportadoras ou qualquer pessoa jurídica ou física.
4.14.1 Tipos de Expedições
a) Para usuários: atendimento à requisições.
b) Para outro as unidades de armazenamento: transferência.
c) Para terceiros: devolução à fornecedores, empréstimos, vendas, etc.
4.14.2 Recomendações Gerais de Expedição
a) Função privativa de armazenamento, podendo ser processada automaticamente ou para atender solicitação específica.
b) Qualquer que seja a natureza da expedição, deverá ser processada necessariamente, com apoio de documentação específica.
c) Expedição deve ser planejada de modo a simplificar as operações de armazenagem através de entregas em quantidades que facilitem a movimentação e racionalizem o transporte e solicitações ordenadas de modo a gerar o menor fluxo de movimentação na instalação de armazenagem.
d) Os materiais expedidos devem estar sempre devidamente acondicionados e embalados.
e) Atrasos na expedição podem redundar em:
- insatisfação do requisitante;
- atraso ou paralisação da produção, execução de serviços com os prejuízos decorrentes;
- acumulação de materiais nos locais de expedição, gerando riscos de entregas erradas, acidentes, etc.
4.15 Devolução de Material ao Estoque
A função da operação de devolução é de incorporar ao estoque ou atribuir um destino mais conveniente aos materiais oriundos de sobras ou desativação na linha de produção ou em outros locais da empresa.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 118
4.15.1 Classificação e Triagem
Os materiais devolvidos aos almoxarifados devem ser tirados e consequentemente classificados dentro das seguintes categorias:
a) Materiais em condição de uso normal
b) Materiais sujeitos à recuperação ou transformação
c) Materiais irrecuperáveis
Os materiais triados poderão ter os seguintes destinos:
a)Estoque- Os materiais que apresentam condições de uso e existe previsão de reutilização devem se encorporados ao estoque.
b)Recuperação - Os materiais que após sua recuperação apresentarão condições de uso.
c)Transformação - São os materiais que uma vez transformados terão novamente condições de uso.
d)Alienação - São os materiais que não apresentam mais condições de uso. Sua recuperação ou transformação não são recomendáveis; por isso mesmo devem ser alienados.
4.16 Inventário Físico de Materiais.
Consiste em uma contagem física de materiais de um determinado grupo ou todos os itens em estoque para confronto com as quantidades contabilizadas. Os objetivos são:
1- Um levantamento real da situação do estoque para ser levado ao balanço da empresa.
2- Uma auditoria sobre a situação dos estoques e procedimentos desenvolvidos no almoxarifado.
4.16.1 Tipos de inventário
a) Rotativo - Consiste numa contagem feita durante o ano dos diversos itens de estoque
b)Geral - Consiste em uma contagem de todos os itens em estoque numa mesma data. Necessita geralmente de uma paralisação das atividades da empresa em relação ao almoxarifado.

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 119
4.16.2 Instruções Gerais de Inventário
Com a finalidade de facilitar os trabalhos de inventários deve-se procurar estabelecer as condições para a realização do mesmo, ou seja:
a)Relação dos itens a serem inventariados
b)Relação dos participantes do inventário
c)Comparação das quantidades físicas com as quantidades contabilizadas.
d)Relatório informando: As divergências encontradas, itens inventariados, aspectos gerais do almoxarifado (se os materiais estão corretamente codificados, meteriais danificados em estoque, materiais sem controle e materiais iguais em vários locais).

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 120
Formulário
D=(EFi + Entradas) - EFf
DD D D
NN=
+ + +1 2 . ..
Q=D1+D2+...+D12
PR DxTR ES= +( )
PR = NS - LC
LC DxIR=
N S D x I R T R E S
N S E D x T R
E L C E S
E D xIR E S
E N S D x T R
E ML C
E S
E ME F E F E F
N
C CQ
L C
C CI R
E S E M a x L C
E S P R D x T R
m a x
m a x
m a x
m a x
N
= + +
= += +
= +
= −
= +
=+ + +
=
=
= −
= −
( )
( )
( )
( )
.. .
( )
2
1 2
1 2
CTE = Q . A + LEC . PU . IP (+Q.PU)
LEC 2
ES = K . S . TR
S = ∑ (variações2)
N
LEC = 2 . Q . A
PU . IP
K|V = 2x ± 4x² - 4
2
H= 2 . Q . PU
A . IP
K|D = 2 + d . H + (2 + d . H)² - 4 (1 - d)
2 (1 - d)
S = ∑ (erros previsão2)
N

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 121
Referências Bibliográficas
ARNOLD, Kenneth L. . O Guia Gerencial para a ISO 9000. Rio de Janeiro: Campus, 1994.
DIAS, Marco Aurélio P. Administração de Materiais: Uma Abordagem Logística. São Paulo, Atlas, 1994.
DIAS, Marco Aurélio P. Gerência de Materiais. São Paulo: Atlas, 1988.
GONÇALVES, Paulo Sérgio e SCHWEMBER, Enrique. Admiosnitração de Estoques. São Paulo: Interciência, 1989.
HINDLE, Tim. Como Conduzir Negociações. São Paulo: Publifolha, 1998.
MARCONDES, Odino. Como Chegar à Excelência em Negociação. São Paulo: Qualitymark, 1998.
MARTINS, Petrônio G. e LAUGENI, Fernando P. Admisnitração da Produção. São Paulo: Saraiva, 1998.
MESSIAS, Sérgio Bolsonaro. Manual de Admisnitração de Materiais. São Paulo: Atlas, 1989.
MOREIRA, Daniel A. . Admisnitração da Produção e Operações. São Paulo: Pioneira, 1993.
MOREIRA, Daniel A. .Introdução à Adminsitração da Produção e Operações. São Paulo: Pioneira, 1998.
SLACK, Nigel (et. All). Administração da Produção. São Paulo: Atlas, 1997.
SPARKS, Donald B. A Dinâmica da Negociação Efetiva. São Paulo: Nobel, 1998.
VANTINE, José Geraldo.www.vti_bin/shtml.dll/9801logistica.htm/map

Material de Apoio – Logística de materiais
©Prof. Maurício Kuehne Júnior 122
Fundamentos da Negociação GANHA-GANHA
A negociação GANHA-GANHA envolve quatro passos que foram desenvolvidos para que qualquer pessoas consiga aplicá-los com facilidade. São eles: Planos, Relações, Acordos e Manutenção. Como estabelecer planos GANHA-GANHA: 1. Definir suas próprias metas; 2. Antecipar as metas da outra parte; 3. Determinar áreas de provável acordo; 4. Desenvolver soluções GANHA-GANHA para conciliar áreas de provável
discordância. Para desenvolver uma Relação GANHA-GANHA, precisamos: 1. Planejar atividades que permitam o desenvolvimento de um relacionamento
pessoal positivo; 2. Cultivar um sentimento de confiança mútua; 3. Permitir que o relacionamento se desenvolva plenamente antes de discutir
negócios prá valer. Elaborar Acordos GANHA-GANHA, é fácil. Precisamos de: 1. Confirmar as metas da outra parte; 2. Verificar as áreas de acordo; 3. Propor e considerar soluções GANHA-GANHA para conciliar áreas de
discordância. 4. Resolver em conjunto quaisquer divergências remanescentes. A fim de efetuarmos a Manutenção GANHA-GANHA, precisamos de: 1. Manter o compromisso:
a) Fornecendo um incentivo significativo baseado no desempenho. b) Cumprindo sua parte no acordo.
2. Manter o Relacionamento: a) Permanecendo em contato; b) Reafirmando a confiança.