confiabilidade humana : nova metodologia de análise ... · pdf filesendo treinado para...
TRANSCRIPT

1
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
Simpósio Internacional de Confiabilidade
Florianópolis, 2008
Confiabilidade Humana : nova metodologia de análise qualitativa e quantitativa.
Prof. Dr. Carlos Amadeu Pallerosi UNICAMP ( Aposentado )

2
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
1. DEFINIÇÕES E PRINCÍPIOS BÁSICOS
A determinação da Confiabilidade Humana é uma conseqüência lógica do estudo da Confiabilidade dos equipamentos, reconhecendo-se que o homem falha, e que estas falhas podem ser classificadas, quantificadas e matematicamente analisadas por meio de uma adequada distribuição estatística.
Confiabilidade Humana ( R H ) é a Probabilidade de que uma pessoa não falhe no cumprimento de uma tarefa ( ação ) requerida, quando exigida,
• em um determinado período de tempo; • em condições ambientais apropriadas • com recursos disponíveis para executá-la.
Por ser uma probabilidade, ela pode ser quantificada como será apresentado no Cap. 3 , ou seja , variar de 0 % a 100 % ( valores limites ), com uma correspondente Desconfiabilidade ou probabilidade de falha ( F H ), satisfazendo a relação
R H = 1 - F H ( 1.01 ) como apresentado na Fig. 1.1.
Fig. 1.1 - Variação da Confiabilidade e da Desconfiabilidade Humana ao longo do cumprimento de uma missão. Princípio básico : Não existem pessoas à prova de falhas, ou seja, todos nós falhamos ( muito ou pouco ) no cumprimento de uma tarefa. Ao contrário dos equipamentos, que se degradam ao longo do tempo, espera-se que :
• A Aptidão ( inata ), • O Treinamento ( aprendizado ), • A Experiência , • A Idoneidade ( correção ) das pessoas
, reduzam as falhas humanas ao longo do
tempo . Estas condições levam às seguintes premissas
básicas : • Errar é " humano ". • As falhas podem ser previstas e
quantificadas. • A qualificação humana para as funções é
o elemento básico para o desempenho funcional e operacional das tarefas a serem cumpridas.
• Os fatores limitantes para o desempenho ( pessoais, ambientais, sociais, etc. ) devem ser considerados.
2. CLASSIFICAÇÃO DAS FALHAS HUMANAS
2.1 CLASSIFICAÇÃO BÁSICA
As Falhas humanas, como apresentado na Fig. 2.1 podem ser classificadas em Erros e Transgressões, que ocorrem durante a execução das tarefas ( missões ).
R H
1
0
Duração da
Duração da
F H 1
0
JULGAMENTO
CUMPRIMENTO
APTIDÃO TREINAMENTO
EXPERIÊNCIA

3
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
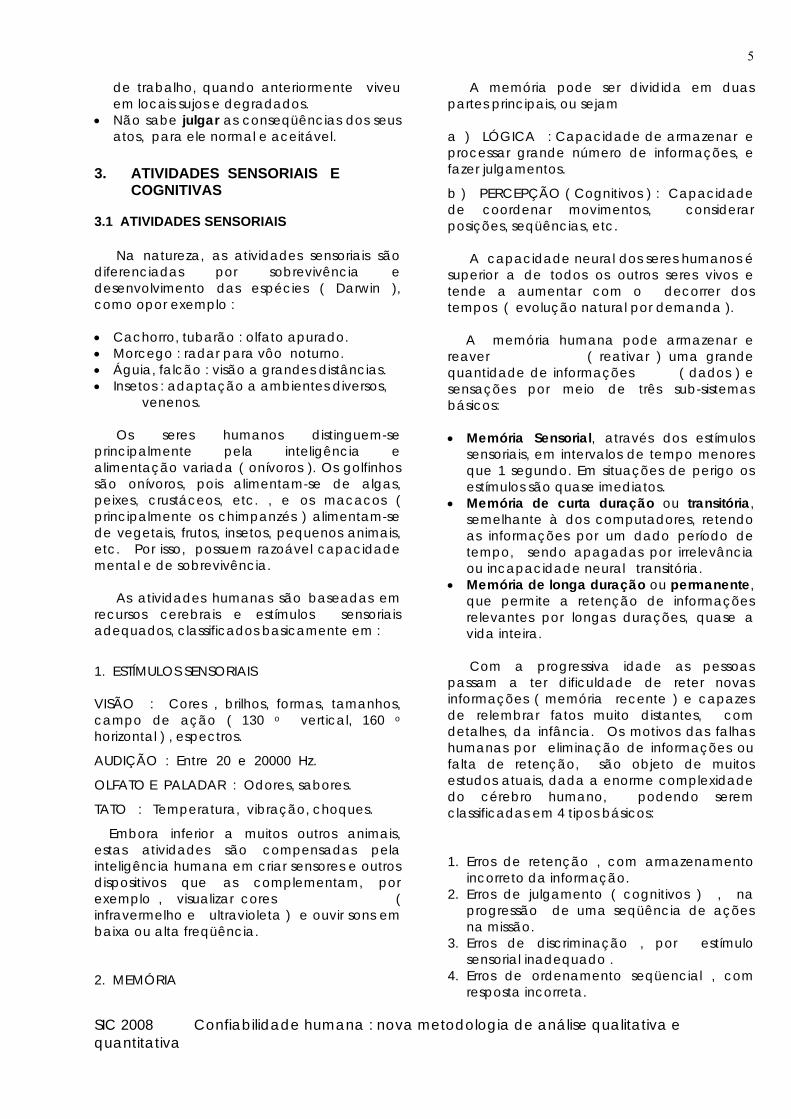
Os Erros podem ser classificados em Deslizes e Enganos ( Fig. 2.2 ) e as Transgressões em Intencionais e Não intencionais ( Fig. 2.3 ).
Esta classificação serve para facilitar a codificação dos eventos em um Banco de dados, por sua simplicidade e aplicação generalizada. Outros tipos de classificações podem ser admitidas, conforme os objetivos da análise das falhas.
Fig. 2.1 - Classificação básica das falhas humanas. 2.2 CLASSIFICAÇÃO DOS ERROS Os Erros humanos , devidos principalmente a falta de conhecimento, lógica e razão, como apresentado na Fig. 2.2 , correspondem a Deslizes e Enganos. Eles constituem a principal parcela das falhas humanas, pois dependem fundamentalmente da capacidade para executar a missão, do estressamento, das condições ambientais e sociais, da motivação na execução da tarefa, e outros fatores. 2.2.1 DESLIZES Os Deslizes ( Fig. 2.2 ) ocorrem mesmo possuindo a capacidade requerida para a execução da missão. A capacidade total nunca é atingida pelo ser humano, pela natural complexidade das ações envolvidas, mesmo com um excelente preparo ( aprendizado básico e continuado ). Eles são causados principalmente por :
• Estressamento, que mesmo sendo desejado em níveis adequados, como será definido e apresentado no Cap. 6 ), deve ser distinguido do Cansaço devido a ações prolongadas, em ambientes inadequados ou jornadas prolongadas. A Senilidade ( degradação, envelhecimento ) mental é outro fator para a indução dos Deslizes, pela redução da capacidade neural por degradação contínua, progressiva ou doença.
• Inaptidão física ou mental, geradora de grande parte das falhas humanas para tarefas não condizentes com suas capacidades inatas, mesmo após sucessivos treinamentos. Pode-se imaginar um jogador de vôlei ou basquete de pequena estatura e obeso, sendo treinado para um grande time. Nenhum procedimento seria capaz de torná-lo um campeão. Por outro lado, os aspectos Cognitivos, como será apresentado no Cap. 5, têm grande significado pois parâmetros fracos induzem a falhas principalmente por retardo nas decisões. Por exemplo, pessoas com dificuldade para decidir uma ultrapassagem de um veículo à frente, por dificuldade de ponderar distâncias, velocidades e potência do veículo.
Fig. 2.2 - Classificação dos Deslizes 2.2.2 ENGANOS
Os Enganos ( Fig. 2.3 ) correspondem a falhas humanas na execução de uma
FALHAS
ERROS TRANSGRESSÕE
DESLIZES ENGANOS
INTENCIONAIS NÃO INTENCIONAIS
DESLIZES
Ocorrem apesar de possuir a capacidade requerida para executar a
• Estresse , cansaço. • Senilidade. • Inaptidão física ou
mental.
ERROConhecimento, Lógica,
4
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
determinada missão ( ou ação ) conforme padrões e ou Normas estabelecidas, principalmente em atividades complexas, com sequenciamentos de ações e procedimentos. É o caso da decolagem de uma jato comercial em um aeroporto com grande movimento e condições adversas do tempo ( chuva, neve, etc. ) , ou o simples comando de uma máquina com vários botões e alavancas.
As principais causas dos Enganos correspondem às condições :
• Falta de Aptidão ( inata ) que conduz a
freqüentes erros de procedimentos. • Falta de Treinamento por aprendizagem
inadequada ou insuficiente, que geram enganos nas decisões.
• Falha no Diagnóstico ( julgamento ) devido a aspectos Cognitivos ( ver Cap. 5 ).
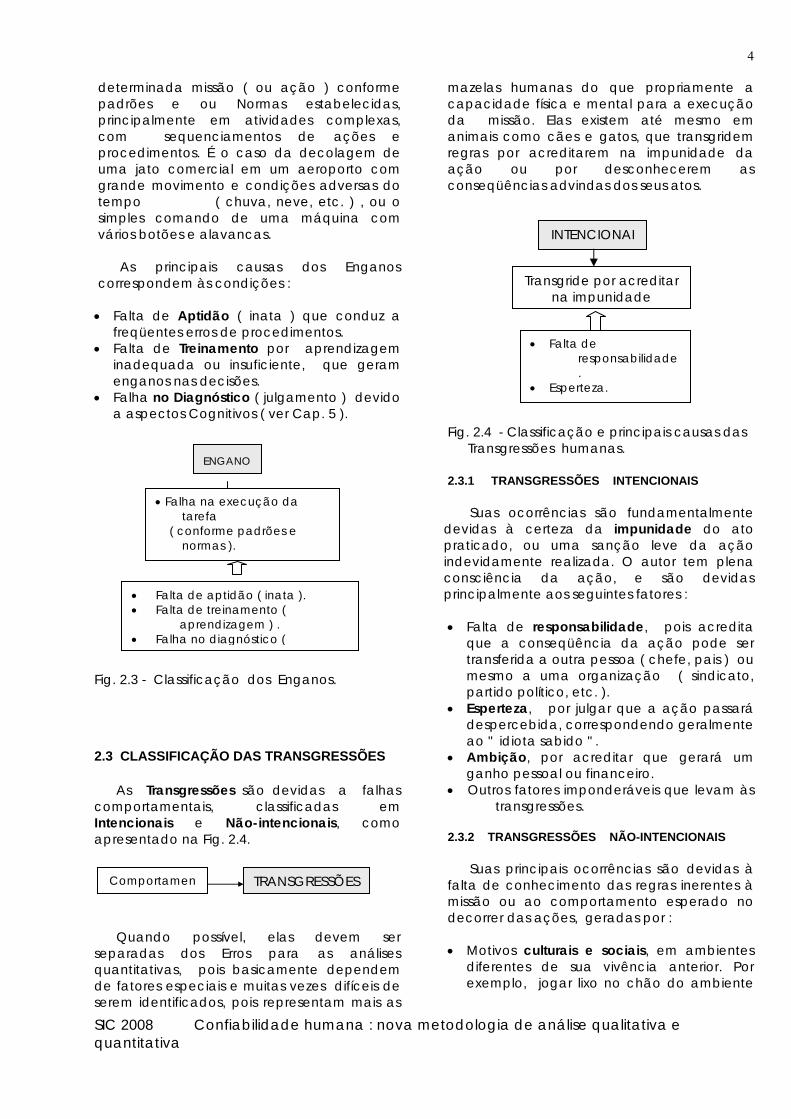
Fig. 2.3 - Classificação dos Enganos. 2.3 CLASSIFICAÇÃO DAS TRANSGRESSÕES As Transgressões são devidas a falhas comportamentais, classificadas em Intencionais e Não-intencionais, como apresentado na Fig. 2.4. Quando possível, elas devem ser separadas dos Erros para as análises quantitativas, pois basicamente dependem de fatores especiais e muitas vezes difíceis de serem identificados, pois representam mais as
mazelas humanas do que propriamente a capacidade física e mental para a execução da missão. Elas existem até mesmo em animais como cães e gatos, que transgridem regras por acreditarem na impunidade da ação ou por desconhecerem as conseqüências advindas dos seus atos.
Fig. 2.4 - Classificação e principais causas das
Transgressões humanas. 2.3.1 TRANSGRESSÕES INTENCIONAIS Suas ocorrências são fundamentalmente
devidas à certeza da impunidade do ato praticado, ou uma sanção leve da ação indevidamente realizada. O autor tem plena consciência da ação, e são devidas principalmente aos seguintes fatores : • Falta de responsabilidade, pois acredita
que a conseqüência da ação pode ser transferida a outra pessoa ( chefe, pais ) ou mesmo a uma organização ( sindicato, partido político, etc. ).
• Esperteza, por julgar que a ação passará despercebida, correspondendo geralmente ao " idiota sabido " .
• Ambição, por acreditar que gerará um ganho pessoal ou financeiro.
• Outros fatores imponderáveis que levam às transgressões.
2.3.2 TRANSGRESSÕES NÃO-INTENCIONAIS Suas principais ocorrências são devidas à falta de conhecimento das regras inerentes à missão ou ao comportamento esperado no decorrer das ações, geradas por : • Motivos culturais e sociais, em ambientes
diferentes de sua vivência anterior. Por exemplo, jogar lixo no chão do ambiente
ENGANO
• Falha na execução da tarefa
( conforme padrões e normas ).
i ó i
• Falta de aptidão ( inata ). • Falta de treinamento (
aprendizagem ) . • Falha no diagnóstico (
Comportamen TRANSGRESSÕES
INTENCIONAI
Transgride por acreditar na impunidade
• Falta de responsabilidade.
• Esperteza. i
5
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
de trabalho, quando anteriormente viveu em locais sujos e degradados.
• Não sabe julgar as conseqüências dos seus atos, para ele normal e aceitável.
3. ATIVIDADES SENSORIAIS E COGNITIVAS 3.1 ATIVIDADES SENSORIAIS Na natureza, as atividades sensoriais são diferenciadas por sobrevivência e desenvolvimento das espécies ( Darwin ), como opor exemplo : • Cachorro, tubarão : olfato apurado. • Morcego : radar para vôo noturno. • Águia, falcão : visão a grandes distâncias. • Insetos : adaptação a ambientes diversos,
venenos. Os seres humanos distinguem-se principalmente pela inteligência e alimentação variada ( onívoros ). Os golfinhos são onívoros, pois alimentam-se de algas, peixes, crustáceos, etc. , e os macacos ( principalmente os chimpanzés ) alimentam-se de vegetais, frutos, insetos, pequenos animais, etc. Por isso, possuem razoável capacidade mental e de sobrevivência. As atividades humanas são baseadas em recursos cerebrais e estímulos sensoriais adequados, classificados basicamente em :
1. ESTÍMULOS SENSORIAIS VISÃO : Cores , brilhos, formas, tamanhos, campo de ação ( 130 o vertical, 160 o horizontal ) , espectros.
AUDIÇÃO : Entre 20 e 20000 Hz.
OLFATO E PALADAR : Odores, sabores.
TATO : Temperatura, vibração, choques.
Embora inferior a muitos outros animais, estas atividades são compensadas pela inteligência humana em criar sensores e outros dispositivos que as complementam, por exemplo , visualizar cores ( infravermelho e ultravioleta ) e ouvir sons em baixa ou alta freqüência.
2. MEMÓRIA
A memória pode ser dividida em duas partes principais, ou sejam a ) LÓGICA : Capacidade de armazenar e processar grande número de informações, e fazer julgamentos.
b ) PERCEPÇÃO ( Cognitivos ) : Capacidade de coordenar movimentos, considerar posições, seqüências, etc. A capacidade neural dos seres humanos é superior a de todos os outros seres vivos e tende a aumentar com o decorrer dos tempos ( evolução natural por demanda ). A memória humana pode armazenar e reaver ( reativar ) uma grande quantidade de informações ( dados ) e sensações por meio de três sub-sistemas básicos: • Memória Sensorial, através dos estímulos
sensoriais, em intervalos de tempo menores que 1 segundo. Em situações de perigo os estímulos são quase imediatos.
• Memória de curta duração ou transitória, semelhante à dos computadores, retendo as informações por um dado período de tempo, sendo apagadas por irrelevância ou incapacidade neural transitória.
• Memória de longa duração ou permanente, que permite a retenção de informações relevantes por longas durações, quase a vida inteira.
Com a progressiva idade as pessoas passam a ter dificuldade de reter novas informações ( memória recente ) e capazes de relembrar fatos muito distantes, com detalhes, da infância. Os motivos das falhas humanas por eliminação de informações ou falta de retenção, são objeto de muitos estudos atuais, dada a enorme complexidade do cérebro humano, podendo serem classificadas em 4 tipos básicos:
1. Erros de retenção , com armazenamento incorreto da informação.
2. Erros de julgamento ( cognitivos ) , na progressão de uma seqüência de ações na missão.
3. Erros de discriminação , por estímulo sensorial inadequado .
4. Erros de ordenamento seqüencial , com resposta incorreta.

6
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
Estes erros devem ser considerados principalmente no aprendizado e na seleção das pessoas para a correta execução das missões. 3.2 AÇÕES COGNITIVAS São inerentes a todos os seres vivos, inclusive vírus, bactérias, vegetais e outros. Significam a capacidade de resposta a um estímulo, como apresentado na Fig. 3.1. Ocorre uma falha humana por razões Cognitivas, quando o operador ( executor ) : • Não percebe o estímulo sensorial ( Ex. :
aquecimento do equipamento ) . • Não possui capacidade para uma correta
discriminação do estímulo ( Ex. : frio ou quente ? ).
• Interpreta erroneamente o estimulo ( Ex. : está quente ).
• Não sabe a resposta ao estímulo ( Ex. : desligar o equipamento ).
• È inapto para decidir a melhor ação ( Ex. : não aciona a manutenção ).
• A ação é efetuada fora da seqüência lógica ( Ex. : inversão de marcha ou posição ).
Fig. 3.1 - Resposta a estímulos ( aspecto cognitivo ) Um exemplo de ação cognitiva é apresentada na Fig. 3.2 , referente a uma ultrapassagem de um veículo à frente, onde o motorista deve considerar vários fatores para tomar a decisão. - Estímulo : reduzir o tempo de viagem.
- Análise sensorial : visão da posição dos veículos à frente e em direção oposta, distâncias, velocidades ( cinestesia ).
- Processamento : potência do veículo, marcha engatada correta.
- Julgamento : é possível a ultrapassagem. - Ação : decidir ultrapassar o veículo à frente. - Resposta : acelerar e adentrar a pista lateral. Fig. 3.2 - Exemplo de ação cognitiva ( ultrapassagem de um veículo ). 3.3 ASPECTOS COGNITIVOS DA REAÇÃO A ESTÍMULOS Os principais aspectos cognitivos das atividades ( reações ou abstenções ) humanas correspondentes a estímulos ou bloqueios, são: • AÇÃO DEFENSIVA : Passa a decisão para
outra pessoa ( não quer correr riscos, ser sempre simpático ... ).
• CONFORMIDADE DE GRUPO : Proteção do consenso do grupo, ignorando informações externas que podem eliminar o consenso. É sempre solidário com o grupo.
• RISCO : Em grupo assume riscos que não faria individualmente. Levanta o braço em assembléia sindical mesmo não concordando com a decisão que sabe ser errada ou inoportuna.
ESTÍMULO
ANÁLISE SENSORIAL
PROCESSAMENTO / AÇÃO
RESPOSTA
MEMÓRIA
Ultrapassar o
Análise
Processamento dos dados / j l t
O procedimento Existe risco
Aguardar outra Ultrapassar
Decisão NÃ SIM

7
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
• INCAPACIDADE MENTAL TEMPORÁRIA : Em momentos de crise ( acidentes, etc. ) muda da condição de sub - estímulo a super - estímulo . Em caso de perigo grita por socorro e não executa nenhuma ação.
• CONCENTRAÇÃO : Capacidade reduzida substancialmente com o estressamento. Em situação adversa perde substancialmente a capacidade de concentração.
• RIGIDEZ : Insistência na utilização de soluções e ações que não necessariamente são as mais eficientes. Está sempre amarrado ao passado, a uma religião, a alguma coisa que justifique suas ações.
• POLARIZAÇÃO : Atuação através de uma única causa global e não por uma combinação lógica de causas. Está sempre com a razão, é o rei da selva ...
• SUPERFICIALIDADE : As ações ( e pensamentos ) ficam acima das questões reais, tratando-as de modo superficial e mesmo inconseqüente. Fica sempre nas nuvens ...
• INSISTÊNCIA : Algumas ações são aplicadas em excesso, envolvendo até pequenos detalhes sem importância, em detrimento de ações mais importantes.
• ANCORAGEM : Procura informações e realiza ações que acredita confirmar sua hipótese inicial, ignorando informações que a contradizem ( efeito " túnel " ).
4. RELAÇÃO HOMEM - MÁQUINA 4.1 CONCEITOS BÁSICOS O sistema Homem - máquina é constituído pelos seguintes componentes básicos : • A Máquina como operadora ( executora )
das ações. • O Homem como criador e monitor (
supervisor ) dos sistemas. • Os Visualizadores das ações ( painéis,
displays ).. • Os Controles das ações sobre a máquina e
os produtos gerados. inseridos e afetados por fatores ambientais, como apresentado na Fig. 4.1, e satisfazendo os seguintes princípios básicos :
• As Máquinas devem ser adaptadas ao homem, e não o contrário ( o homem ser adaptado à máquina ).
• O Homem é um péssimo operador e, comparação as máquinas, que podem realizar milhões de operações sem erros seqüenciais, de lógica, de posição, etc., e serem adaptadas a fatores ambientais adversos ao homem.
• Os Controles devem ser adaptados ao homem, dentro de suas capacidades físicas, mentais e sensoriais.
• Os Visualizadores devem permitir um fácil entendimento das ações efetuadas e por realizar, ou seja, serem interfaces " amigáveis ".
• Sempre existirá uma degradação ao longo do tempo, em todos os componentes do sistema, ou seja, não existe um sistema sem falhas.
• Os fatores ambientais ( umidade, temperatura, ruídos, iluminação, radiações, etc., ) afetam significativamente a Confiabilidade do sistema homem-máquina.
DEGRADA ç ÃO
MÁQUINA
( EXECU ç ÃO )
PAINEL
( VISUALIZA ç ÃO )
HOMEM ( MONITOR )
CONTROLES
( A ç ÕES )
FATORES AMBIENTAIS
DEGRADA ç ÃO
MÁQUINA
( EXECU ç ÃO )
PAINEL
( VISUALIZA ç ÃO )
HOMEM ( MONITOR )
CONTROLES
( A ç ÕES )
FATORES AMBIENTAIS
Fig. 4. 1 - Componentes e fatores do sistema Homem - Máquina. Algumas características básicas devem ser consideradas no projeto ( concepção ) e uso do sistema Homem - Máquina, principalmente quanto ao Operador, ao Executor e as condições complementares de uso , tais como : • Operador do sistema : aptidão ( vocação )
para a tarefa, experiência anterior, treinamento adequado, personalidade , interesse e características físicas adequadas, estresse e outros.

8
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
• Máquina : projeto adequado dos controles e painéis, ferramental de apoio, layout da maquina e do local de trabalho, mantenabilidade do sistema, capacidade produtiva, canais de acesso às informações e comunicação, supervisão, planejamento da produção, e outros.
• Ambiente : supervisão, procedimentos administrativos, carga de trabalho, fatores ambientais ( temperatura, etc. ), rotatividade nas missões, e outros.
4.2 PRINCIPAIS CONDIÇÕES PARA MELHORIAS O sistema Homem - Máquina pode ser significativamente melhorado por ações e procedimentos, tais como :
• Ambiente. • Assimetria e posições. • Monitoração. • Estímulos. • Projeto adequado. • Processo sob controle. • Supervisão. • Gerenciamento.
a seguir descritas, de modo resumido . 4.2.1 PROJETO CONSIDERANDO O AMBIENTE DO
OPERADOR
Admitir capacidades e limitações ambientais. Na Fig. 4.2 é apresentada a região onde o homem é mais adaptado para atuar com conforto ( adaptado de várias fontes ), em relação à temperatura e a umidade relativa do ar ambientes. 4.2.2 CUIDADOS DE SIMETRIA, POSIÇÃO E CORES
Evitar repetição de posições, formas e cores, que podem confundir o operador ou confundi-lo na ação. Na Fig. 4.3.a é apresentado um Painel de controle com assimetria para visualizar a função. Na Fig. 4.3.b é apresentado um simples Interruptor de lâmpada elétrica, onde a função ligar deve sempre ficar na parte superior quando na posição vertical, e do lado direito quando na posição horizontal, padronizadas.
Fig. 4.2 - Temperatura e umidade relativa do ar ambientes, para conforto humano.
Fig. 4.3 - Assimetria de formas e posições padronizadas. A padronização dentro das empresas, nas residências e nos equipamentos evitam muitos erros humanos, pois existe uma inércia mental associada a comandos e ações. Por exemplo, ao acionar um botão vermelho o operador sempre imagina que ele desliga o sistema e nunca um botão verde, ao acionar um dial ou botão para a direita ( sentido horário ) ele imagina que aumenta a função desejada. De frente para duas torneiras, uma de água quente e outra de água fria, ele sempre imagina que a fria é do lado direito. 4.2.3 USO MODERADO DO HOMEM COMO
MONITOR DE SISTEMAS O homem não é um monitor totalmente confiável. isento de erros. Quanto mais passivo perante o sistema, mais ele tende a distrair sua atenção. Se ele tem uma função de
0 10 20 30 40 50
80
60
40
20
0
Úmido
Seco
Quente Frio
Confor tável
Umidade Relativa ( % )
Temperatura ambiente [
a ) Painel de controle
Liga
Desliga Liga Desliga
Posição Posição
b ) Interruptor de lâmpada

9
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
retaguarda em situações de emergência, ele deve ser ocupado em tarefas que o mantenham sempre alerta e informado o que ocorre com os sistema. Deve-se evitar a passividade, a monotonia ou o excesso de ações, aplicando Sensores onde conveniente. A passividade e a monotonia induzem a falhas.por omissão e o excesso por fadiga. Os Sensores substituem com vantagem o ser humano ao atuar em ambientes desfavoráveis e com maior confiabilidade, se adequados à missão. Por exemplo, um comandante de um jato em vôo de longa duração, onde atua o piloto automático, ele é sempre ocupado com verificações e controles dos indicadores de rota, motores, comandos e outros, de modo ativo e nunca passivo. 4.2.4 TAREFAS INTERESSANTES Tarefas enfadonhas, repetitivas e monótonas não são necessariamente executadas de modo imperfeito, mas sempre existe a possibilidade de redução da eficiência, que abaixo de um certo nível pode induzir a erros. Para tarefas longamente repetitivas, é preferível a utilização de pessoas com certo retardo mental, que corretamente treinadas serão muito mais eficientes que pessoas normais, pois conseguem se alienar com mais facilidade. Por outro lado, pessoas com alto QI não são adequadas para tarefas repetitivas ou funções burocráticas. 4.2.5 PROJETO DO PONTO DE VISTA DA MANUTENÇÃO O projeto dos componentes, equipamentos e sistemas deve ser adequado para uma rápida e correta manutenção. É bastante comum ser necessário a desmontagem de todo um painel elétrico para trocar apenas uma lâmpada, onde seria possível sua remoção externa, remover grande número de componentes do motor de um autoveículo, e outras situações onde as operações de manutenção pode induzir a erros de montagem. Em todos os casos o projeto deve ter acessibilidade, visibilidade e intercambiabilidade, dispor de códigos de cores, tipos de pinos, tomadas, etc. que facilitem a manutenção e reduzam os erros humanos.
4.3 CONFIABILIDADE HUMANA NO
SISTEMA HOMEM - MÁQUINA
O processo de produção é uma função do sistema homem - máquina , criado para atingir dados requisitos de saída ( output ) em resposta e certos estímulos de entrada ( input ), admitindo uma perfeita interação do homem com a máquina. Para entendermos plenamente o fator humano no processo de produção, devemos considerar que :
• De 25 % a 50 % das falhas que ocorrem no uso dos equipamentos resultam de erros humanos.
• De 50 % a 80 % de todas as falhas são resultados de execuções mal feitas.
ou seja, as falhas nos equipamentos resultantes de falhas humanas afetam seriamente a Confiabilidade dos sistemas homem - máquina, que podem anular as vantagens de um projeto altamente confiável para a produção.
Os principais fatores que afetam a produção são :
• Erros de execução. • Erros de processamento. 4.3.1 ERROS DE EXECUÇÃO O Erro de execução é aquele cometido por um indivíduo que resulta na falha do manufaturado em cumprir a performance especificada. Ele inclui erros de fabricação, montagem, teste, transporte, armazenamento, etc. Normalmente a Taxa de erro de execução é relativamente baixa, menor que 0.05 ( 5 % ). Na Tab. 4.1 são apresentados os valores das estimativas de erros de execução, oriundos de várias fontes. Obviamente estes erros pode ser reduzidos com treinamentos adequados e pessoas com aptidão para a tarefa. Os Erros de execução normalmente incluem :
1. Falhas na fabricação ou montagem do
produto, conforme o projeto, como resultado principalmente das seguintes ações :
• Uso incorreto de materiais, componentes ou partes ( sub-sistemas ) ;
• Ligação incorreta de circuitos ou ligação a partes não relacionadas ( pertinentes ) ;
• Danos nos componentes pelo uso de ferramentas inadequadas na montagem ;

10
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
• Corte de materiais em dimensões erradas ; • Exposição de componentes a ambientes ou
situações inadequadas ( choques, vibrações, poeira, umidade, luz solar, radiações , etc. ) ;
• Solda fria, colagem inadequada, fixação frouxa, etc.
2. Falhas no manuseio incorreto, como resultado de • Queda, quebra, soltamento,
posicionamento incorreto, etc. do componente ou produto ;
• Armazenamento em ambiente inadequado ou indesejável.
• Dobrar, amassar, curvar, etc. o componente durante a produção, manuseio e transporte.
3. Falhas na inspeção ( controle ) do equipamento, devidas principalmente a :
• Rejeição de componente ou equipamento bom ;
• Aceitação de componente ou equipamento ruim ;
• Registro incorreto ou incompleto de dados ou não detalhá-los o suficiente ;
• Falha na execução da inspeção, originando medições erradas ;
Tab. 4.1 - Valores indicativos das Taxas de erros humanos em algumas operações ( tarefas ) na industria eletrônica.
OPERAÇÕES DE FABRICAÇÃO E MONTAGEM
TAXAS DE ERROS
1. Transposição de fios ( posições )
0,00040 - 0,0008 ( 0,04 a 0,08 % )
2. Falta ( omissão ) de componentes
0,00001 - 0,00005 ( 0,001 a 0,005 % )
3. Uso errado ( troca ) de componentes
0,0001 - 0,0005 ( 0,01 a 0,05 % )
4. Uso de componentes com valores errados
0,0001 - 0,0003 ( 0.01 a 0,03 % )
5. Solda em excesso 0,00030 - 0,0007 ( 0,03 a 0,08 % )
6. Buracos nas soldas 0,01 - 0,07 ( 1 a 7 % )
Verifica-se nesta tabela que os maiores erros ocorreram nas operações de soldagem.
Considerando-se um dispositivo que apresenta todas as falhas indicadas ( itens 1 a 6 ), o erro médio total seria
Erro total = 0,0006 + 0,00003 +0,0003 + 0,0002 + 0,0005 + 0,04 = 0,04163 ( ~ 4,2 % ). 4.3.2 ERROS DE PROCESSO
Os Erros de processo são inerentes às máquinas, não são causados diretamente pelo operador e são levados ao sistema de produção por deficiências de seu projeto inicial ou manutenção. Muitos equipamentos de produção não tiveram a ajuda de especialistas em logística, procedimentos, ferramental e outros, devidos principalmente a :
• Espaço inadequado ou layout deficiente ; • Instruções de montagem e operação
inadequadas ou até mesmo inexistentes ; • Iluminação, temperaturas e ruídos
ambientais fora de padrões desejáveis ; • Métodos de manuseio, armazenagem ou
transporte inadequados ; • Planejamentos incorretos, de última hora ; • Projeto inadequado, do ponto de vista
humano, das máquinas, ferramentas e instrumental de controle ;
• Métodos de trabalho inadequados ou ineficientes, principalmente quanto à ergonomia.
CONSIDERAÇÕES GERAIS
Existem alguns obstáculos para a determinação da Confiabilidade nos sistemas homem - máquina, devidos principalmente :
• A complexidade e subjetividade das técnicas atualmente disponíveis ;
• A dificuldade em encontrar hipóteses que justifiquem o uso de novas técnicas ;
• Ausência de banco de dados que auxiliem a melhora da performance humana ;
Alem disso, sendo o homem um sistema complexo e imprevisível, apresentando fatores abstratos como reflexo, julgamento, subjetividade, sentimentos ( amor , ódio ) e outros, que contribuem significativamente para a performance do sistema homem - máquina, as análises quantitativas não são fáceis e imediatas. Como foi apresentado no Cap. 2, as falhas humanas são classificadas em falhas e transgressões. As falhas podem ser quantificadas mas as transgressões são imprevisíveis por envolverem comportamentos não quantificáveis ( sociais, econômicos, políticos, etc. ) .
11
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
4.4 PRINCIPAIS CONDIÇÕES NOS SISTEMAS
HOMEM-MÁQUINA As principais condições determinantes da eficiência dos sistemas homem - máquina , que resumem as anteriormente apresentadas, correspondem principalmente a : 1 . CAPACIDADE PESSOAL 1.1 Seleção dos operadores
• Habilidade, experiência profissional ; • Personalidade, atitude, interesse ; • Características físicas ( aptidões ) .
2. SISTEMAS 2.1 Projeto dos sistemas
• Concepção dos equipamentos, painéis e controles ;
• Layout do local de trabalho; • Recursos de apoio e ferramentas ; • Considerações ambientais . 2.2 Operação dos sistemas • Carga de trabalho ; • Canais de comunicação; • Mantenabilidade dos sistemas . 3. MODIFICADORES DE CONTEXTO
o Supervisão e orientação ; o Procedimentos administrativos,
policiamentos, regulamentos, normas e leis; o Saúde e moral , principalmente :
o Drogas, dietas e repousos. o Distração mental ( lazer ).
• Programação de trabalho e rotatividade das tarefas;
• Estresses ambientais não usuais . O detalhamento destas condições não é objetivo deste manual. 4.5 COMPARAÇÃO DE SISTEMAS MANUAIS
E AUTOMÁTICOS Foi anteriormente apresentado que o homem é primordialmente um Monitor dos sistemas e as máquinas atuam como Operadoras. No exemplo a seguir é apresentado um caso prático observado pelo autor onde a atuação humana é fundamental, mesmo com sistemas confiáveis de controle.
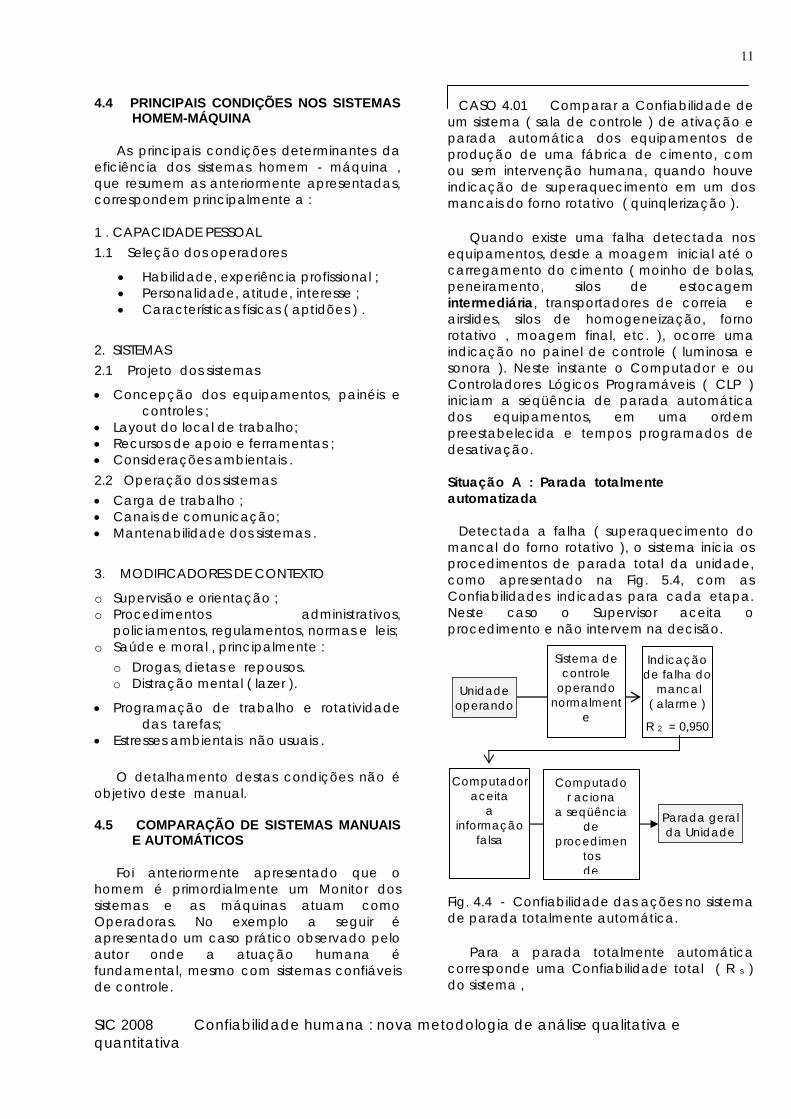
CASO 4.01 Comparar a Confiabilidade de um sistema ( sala de controle ) de ativação e parada automática dos equipamentos de produção de uma fábrica de cimento, com ou sem intervenção humana, quando houve indicação de superaquecimento em um dos mancais do forno rotativo ( quinqlerização ). Quando existe uma falha detectada nos equipamentos, desde a moagem inicial até o carregamento do cimento ( moinho de bolas, peneiramento, silos de estocagem intermediária, transportadores de correia e airslides, silos de homogeneização, forno rotativo , moagem final, etc. ), ocorre uma indicação no painel de controle ( luminosa e sonora ). Neste instante o Computador e ou Controladores Lógicos Programáveis ( CLP ) iniciam a seqüência de parada automática dos equipamentos, em uma ordem preestabelecida e tempos programados de desativação. Situação A : Parada totalmente automatizada Detectada a falha ( superaquecimento do mancal do forno rotativo ), o sistema inicia os procedimentos de parada total da unidade, como apresentado na Fig. 5.4, com as Confiabilidades indicadas para cada etapa. Neste caso o Supervisor aceita o procedimento e não intervem na decisão.
Fig. 4.4 - Confiabilidade das ações no sistema de parada totalmente automática. Para a parada totalmente automática corresponde uma Confiabilidade total ( R s ) do sistema ,
Sistema de controle
operando normalment
e
Indicação de falha do
mancal ( alarme )
R 2 = 0,950
Computador aceita
a informação
falsa
Computador aciona
a seqüência de
procedimentos de
Parada geral da Unidade
Unidade operando

12
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
R s = ∏=
4
1iiR = 0,990 . 0,950 . 0,900 . 0,995 =
0,840 Situação B : Parada com Supervisão humana As informações das falhas nos equipamentos são verificadas ( confirmadas ou não ) e o Supervisor ( Gerente de operações ) toma as decisões que julga corretas ( ações cognitivas ) , como apresentado na Fig. 4.5 , com as Confiabilidades indicadas para cada ação humana e do sistema automático.
Fig. 4.5 - Confiabilidade das ações no sistema com supervisão humana. Para a parada totalmente automática corresponde uma Confiabilidade total ( R s ) do sistema ,
R s = ∏=
5
1iiR = 0,990 . 0,950 . 0,999 . 0,999 .0,999
= = 0,930 Comparando-se os valores das Confiabilidades totais, verifica-se que a intervenção humana melhorou o procedimento de parada total ao envolver a ação humana ( julgamento ).
Nos casos gerais sempre é necessária a atuação humana, mesmo com as possíveis falhas a ela pertinentes, ou seja, ao julgamento. Pode-se imaginar um jato comercial sem piloto ( ou ações apenas passivas ), por mais confiáveis que sejam os instrumentos e controle de vôo e rota ?
5. CONFIABILIDADE HUMANA EM
EVENTOS BINÁRIOS 5.1 CONCEITOS BÁSICOS O modelo admite que o operador ( homem ) ao executar uma dada tarefa ( ou missão ), falhe ou tenha sucesso, ou seja, corresponde a uma operação do tipo Binária ( sim / não ). Nestes casos deve-se assumir as seguintes condições básicas para a análise da Confiabilidade Humana : • O operador é observado e corrigido na
execução das tarefas, até que a execução seja plenamente correta, correspondente a uma dada Confiabilidade ( R ).
• Qualquer procedimento de melhora para a tarefa executada deve alterar ( ou não ) a Confiabilidade inerente à missão, ou seja, ela resulta nos valores R = 0 ( 0 % ) ou R = 1 ( 100 % ) em cada tarefa executada.
• Quando ocorre um sucesso em qualquer tentativa, não é aplicada nenhuma ação corretiva nos procedimentos utilizados.
• Se a tentativa é falha deve ocorrer uma ação corretiva para corrigir ( melhorar ) a Confiabilidade do operador.
• Quando a tarefa é modificada assume-se que existe uma probabilidade ( α ) de incorporação do ajuste efetuado, antes da próxima tentativa.
• A probabilidade de falha do operador antes da primeira tentativa corresponde ao valor P 1 = 0 ( falha ) e após várias tentativas ( n ), considerada como final, corresponde ao valor P n = 1 ( sucesso ).
5.2 MELHORA PROGRESSIVA DA
CONFIABILIDADE O valor da Confiabilidade Humana, corresponde à equação
R n = 1 - F 0 . p ( 1 - α . p ) n - 1 ( 5.01 ) onde :
n = Quantidade de tentativas de melhora ( número inteiro ).
F 0 = Probabilidade de Insucesso ( Desconfiabilidade ) na primeira tentativa de melhora, ou seja , o operador inicialmente não é
Sistema de controle
operando normalment
e
Indicação de falha
do mancal
( alarme )
Supervisor não aceita e verifica
a informaçã
o
Confirmada a informação falsa
do Sensor
R 4 = 0,999
Parada geral desativada
Supervisor desativa a
parada automática
Unidade operand
13
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
plenamente capaz ( confiável ) para executar a tarefa.
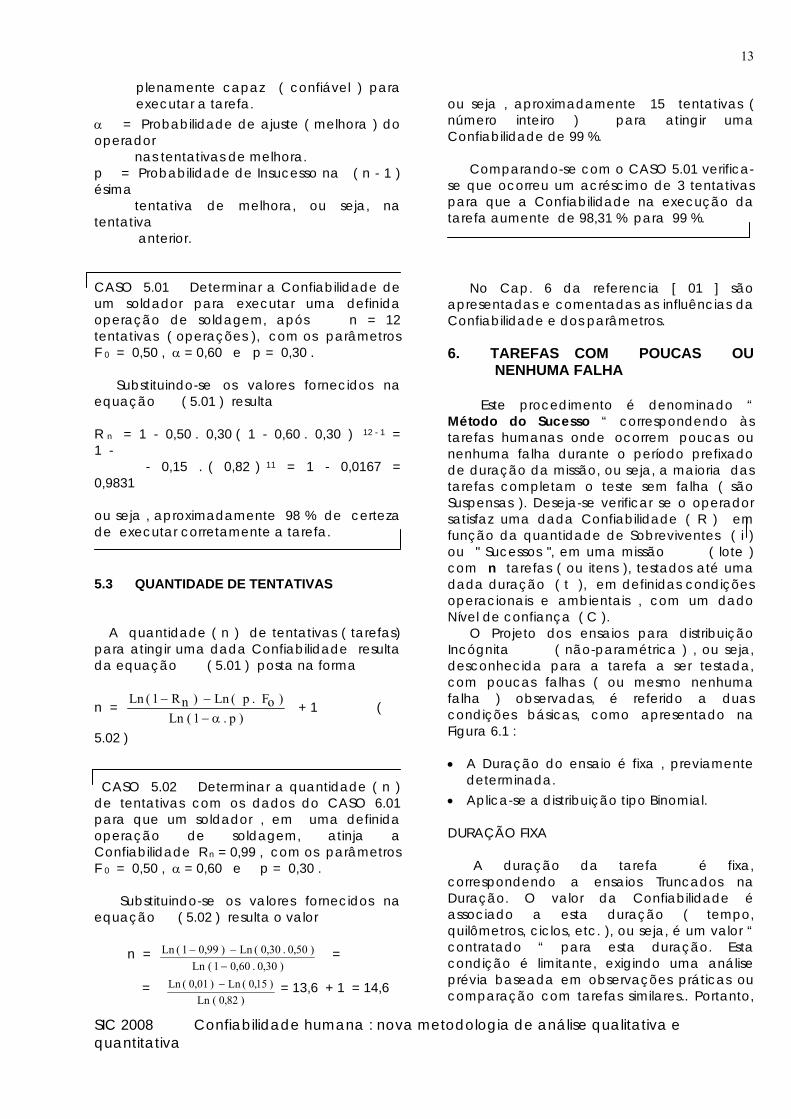
α = Probabilidade de ajuste ( melhora ) do operador nas tentativas de melhora. p = Probabilidade de Insucesso na ( n - 1 ) ésima tentativa de melhora, ou seja, na tentativa anterior. CASO 5.01 Determinar a Confiabilidade de um soldador para executar uma definida operação de soldagem, após n = 12 tentativas ( operações ), com os parâmetros F 0 = 0,50 , α = 0,60 e p = 0,30 . Substituindo-se os valores fornecidos na equação ( 5.01 ) resulta R n = 1 - 0,50 . 0,30 ( 1 - 0,60 . 0,30 ) 12 - 1 = 1 - - 0,15 . ( 0,82 ) 11 = 1 - 0,0167 = 0,9831 ou seja , aproximadamente 98 % de certeza de executar corretamente a tarefa. 5.3 QUANTIDADE DE TENTATIVAS A quantidade ( n ) de tentativas ( tarefas) para atingir uma dada Confiabilidade resulta da equação ( 5.01 ) posta na forma
n = )p.1(Ln
)oF.p(Ln)nR1(Lnα−
−− + 1 (
5.02 ) CASO 5.02 Determinar a quantidade ( n ) de tentativas com os dados do CASO 6.01 para que um soldador , em uma definida operação de soldagem, atinja a Confiabilidade R n = 0,99 , com os parâmetros F 0 = 0,50 , α = 0,60 e p = 0,30 . Substituindo-se os valores fornecidos na equação ( 5.02 ) resulta o valor n =
)30,0.60,01(Ln)50,0.30,0(Ln)99,01(Ln
−−− =
= )82,0(Ln
)15,0(Ln)01,0(Ln − = 13,6 + 1 = 14,6
ou seja , aproximadamente 15 tentativas ( número inteiro ) para atingir uma Confiabilidade de 99 %. Comparando-se com o CASO 5.01 verifica-se que ocorreu um acréscimo de 3 tentativas para que a Confiabilidade na execução da tarefa aumente de 98,31 % para 99 %. No Cap. 6 da referencia [ 01 ] são apresentadas e comentadas as influências da Confiabilidade e dos parâmetros. 6. TAREFAS COM POUCAS OU
NENHUMA FALHA Este procedimento é denominado “ Método do Sucesso “ correspondendo às tarefas humanas onde ocorrem poucas ou nenhuma falha durante o período prefixado de duração da missão, ou seja, a maioria das tarefas completam o teste sem falha ( são Suspensas ). Deseja-se verificar se o operador satisfaz uma dada Confiabilidade ( R ) em função da quantidade de Sobreviventes ( i ) ou " Sucessos ", em uma missão ( lote ) com n tarefas ( ou itens ), testados até uma dada duração ( t ), em definidas condições operacionais e ambientais , com um dado Nível de confiança ( C ). O Projeto dos ensaios para distribuição Incógnita ( não-paramétrica ) , ou seja, desconhecida para a tarefa a ser testada, com poucas falhas ( ou mesmo nenhuma falha ) observadas, é referido a duas condições básicas, como apresentado na Figura 6.1 : • A Duração do ensaio é fixa , previamente
determinada. • Aplica-se a distribuição tipo Binomial. DURAÇÃO FIXA
A duração da tarefa é fixa, correspondendo a ensaios Truncados na Duração. O valor da Confiabilidade é associado a esta duração ( tempo, quilômetros, ciclos, etc. ), ou seja, é um valor “ contratado “ para esta duração. Esta condição é limitante, exigindo uma análise prévia baseada em observações práticas ou comparação com tarefas similares.. Portanto,

14
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
o método apresenta uma limitação prática, e sua aplicação deve ser bastante criteriosa. Normalmente, a duração para demonstração é baseada principalmente em missões :
o Produtos montados em linhas de produção, com controle de qualidade da operação realizada ( montagem, solda ajuste, etc. ).
o Dados de assistência técnica ( dados de campo ).
o Vendas de produtos. Fig. 6.1 - Projeto dos ensaios com poucas ou nenhuma falha, para distribuição Binomial. DISTRIBUIÇÃO BINOMIAL O método é baseado na distribuição tipo Binomial, onde a Densidade de probabilidade de falha f ( x ) é dada por f ( x ) = ⎟
⎠⎞⎜
⎝⎛ n
i . ( 1 - R ) i . R n - i (
6.01 ) com
⎟⎠⎞⎜
⎝⎛ n
i = !)in(!i
!n−
(
6.02 ) onde a variável i = 0, 1, 2, ... , n representa a quantidade de Sucessos, ou seja, a tarefas sem falhas. A probabilidade da ocorrência de i Sucessos é definida pela condição Limite unilateral inferior,
P ( x ≥ k ) = ∑=
r
0i⎟⎠⎞⎜
⎝⎛ n
i . ( 1 - R ) i . R n – i ≤ 1 - C
(6.03 ) ou,
P ( x ≥ k ) =!)in(!i
!n−
.( 1 - R ) i . R n – i ≤ 1 - C
( 6.04 ) referida a um desejado ou prefixado Nível de confiança C = 1 - α , onde α é o risco associado, em uma missão com " n " tarefas em teste.
O valor da Confiabilidade R ( Limite unilateral inferior ) que satisfaz a equação ( 6.04 ) para o valor i ≤ n - 1 pode ser obtido por métodos numéricos ( solução exata ) ou pela distribuição χ2 ( solução aproximada ).
Quanto maior a quantidade ( n ) de tarefas, melhor a precisão obtida, porém seu valor é limitado pelos custos e ou duração dos testes, como apresentado na Fig. 6.2. Quanto maior a quantidade de sobreviventes ( menor quantidade r de falhas ) para uma dada quantidade ( n ) de tarefas, com um dado Nível de confiança ( C ), maior o " sucesso ", definido por um maior valor da Confiabilidade ( R ).
O Nível de confiança ( C ) exerce uma significativa influência no valor da Confiabilidade ( R ), correspondendo a uma diminuição no valor de R com o aumento no valor de C, fato que condiciona a aprovação ou rejeição do operador ( executor ). Altos Níveis de confiança ( C > 0,90 ) correspondem a significativas reduções nos valores da Confiabilidade ( R ). Para valores C > 0,99 os ensaios resultam praticamente inviáveis por exigirem quantidades de tarefas ( n ) muito grandes. Por isso, deve-se tomar especial cuidado na fixação do seu valor.
A metodologia apresentada permite as seguintes soluções dos possíveis casos práticos :
Objetivo Dados necessários Confiab. ( R ) Tarefas ( n ), Falhas ( r ),
Confiança ( C ). Quantidade
de Tarefas ( n )
Confiab. ( R ), Falhas ( r ), Confiança ( C ).
POUCAS OU NENHUMA FALHA
BINOMIAL
1. Quant. de tarefas , n 2. Quant. de falhas , r 3. Nível de Confiança , C 4. Confiabilidade , R
Quant. de tarefas ( 2 , 3 , 4 ) → n Quant. de falhas ( 1 , 3 , 4 ) → r Nível de Confiança ( 1 , 2 , 4 ) → C

15
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
Quantidade de Falhas ( r )
Confiab. ( R ), Tarefas ( n ), Confiança ( C ).
Nível de Confiança ( C
)
Confiab.( R ), Tarefas ( n ), Falhas ( r )
No caso geral de ocorrerem r falhas, correspondentes a uma quantidade i = n - r sobreviventes, a equação ( 7.04 ) pode ser posta na forma simplificada, n . ( n - 1 ) . ( n - 2 )... ( n - r + 1 ) . ( 1 - R ) r . R n - r + ... + n . ( 1 - R ) . R n + R n ≤ 1 - C ( 6.05 ) cuja solução para R é indireta, por tentativa e erro, ou então pelo programa Weibull ++ [ 03 ] , que utiliza um procedimento original, calculando o valor exato, como será apresentado no CASO 6.01. Pode-se obter um valor aproximado, aplicando-se a equação
R ≥ 1 - n
χ.2
ν2
,1 C−
( 6.06 )
ou, n ≥ )
χR1(.2ν
2,1 C
−−
( 6.07 ) onde ν = 2 . ( n - i + 1 ) = 2. ( r + 1 ) ( 6.08 ) é o Grau de liberdade , e r a quantidade de falhas observadas no ensaio, que satisfaz a relação n = r + i . Os valores utilizados no cálculo da Confiabilidade ( R ) e do tamanho da amostra ( n ) por meio da distribuição χ2 ( método aproximado ) correspondem aos graus de liberdade ν = 2 , 4, 6, 8, 10,... ou seja , apenas a números pares. Os números impares são utilizados na determinação dos Limites de confiança Unilateral e Bilateral.
Fig. 6.2 – Influência da Quantidade de falhas ( r ), das Amostras ( n ) e do Nível de confiança ( C ) no valor da Confiabilidade ( R ). Devido a complexidade das equações é necessário o uso de um programa computacional. como apresentado na Fig. 6.3. a ) C = 90, n = 20 , r = 3 : R = 69,5829. b ) R = 90 , C = 90 , r = 3 : n = 64,9230 ( ~ 65 ). c ) R = 90 , n = 100 , r = 1 : C = 0,9629 ( ~96 %
).
Fig. 6.3 – Uso do programa Weibull para
cálculo das variáveis

16
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
7. CRESCIMENTO MONITORADO DA APRENDIZAGEM
7.1 INTRODUÇÃO
7.1.1 CONCEITOS BÁSICOS A aprendizagem das tarefas a serem cumpridas nas missões envolvem dois aspectos básicos de análise : • A Metodologia do aprendizado e os fatores
que influenciam no seu desenvolvimento e aplicação.
• A Quantificação das falhas observadas e seu monitoramento quantitativo.
A aplicação do conceitos de Crescimento Monitorado é uma excelente metodologia de identificação e correção das falhas humanas que ocorrem nos períodos de aprendizagem, pelo monitoramento e aumento da Confiabilidade humana, aplicando-se ações corretivas durante as etapas do treinamento.
As principais etapas de aplicação da metodologia são :
• Visualização gráfica do crescimento. • Procedimentos de correção das falhas
humanas( metodologia básica dos testes ). • Escolha da melhor distribuição (
Exponencial, Duane, etc. ). 7.1.2 VISUALIZAÇÃO GRÁFICA DO CRESCIMENTO Para cada etapa ou fase do treinamento verifica-se a quantidade de falhas ocorridas no período, calcula-se o valor da Confiabilidade humana e compara-se com o objetivo desejado ou seja, seu valor mínimo . A continuação do aprendizado ( novas etapas ) implicariam em novos valores , crescentes ou decrescentes, até um valor de decisão após o qual pode-se concluir que o treinamento foi eficaz. ( zona de aceitação ) ou não ( zona de rejeição ) A Fig. 7.1 apresenta este procedimento básico de quantificação, para as distribuições a serem detalhadas no Cap. 9 ( modelos de análise ). 7.1.3 METODOLOGIA BÁSICA DOS TESTES
Os procedimentos básicos no decorrer do treinamento são apresentados na Fig. 7.2. A partir de uma dada Confiabilidade inicial , por exemplo a quantidade de falhas observadas no inicio da missão, verifica-se as deficiências do operador e o treinamento prossegue até um dado ponto ( quantidade de tarefas )., aplica-se o modelo admitido e se necessário prolonga-se o treinamento, como foi admitido na Fig. 7.2, até o ponto de aceitação ou rejeição.
Fig. 7.1 - Visualização gráfica do crescimento monitorado da Confiabilidade humana. A Metodologia básica do aprendizado será apresentada de modo resumido no Cap. 7.2 e não é objetivo deste trabalho o seu detalhamento. Para tanto, existe uma vasta bibliografia a respeito, envolvendo diferentes técnicas e procedimentos, muitas vezes conflitantes, por não ser uma ciência exata ( psicologia, medicina, etc. ). A Quantificação clássica do aprendizado será apresentada no Cap. 7.3, que utiliza uma distribuição tipo Exponencial.
Confiabilidade
Teste Identificação,
Crescimento Monitorado
Confiabilidade
M lh d
Modelos de análise
( )
Novo treinamento
Deficiências
Confiabilidade,
Quantidade acumulada de tarefas
Zona de
Zona de
OBJETIV

17
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
Fig. 7.2 - Metodologia básica para verificação do crescimento monitorado da Confiabilidade humana. A Quantificação do aprendizado envolvendo novas metodologias de análise, de modo original, aplicando-se os mesmos procedimentos utilizados para Crescimento Monitorado para os equipamentos, será apresentada no Cap. 7.4.
7.2 METODOLOGIAS BÁSICAS PARA O
APRENDIZADO O desenvolvimento da aprendizagem geralmente corresponde a duas fases ( etapas ) como apresentado na Fig. 7.3, correspondentes a um treinamento Básico e um Complementar. Pode-se admitir que exista um conhecimento prévio ( no caso 20 % ), e que o treinamento Básico corresponda à quantidade de conhecimentos e procedimentos necessários para uma boa execução da tarefa ( no caso 90 % ).
Fig. 7.3 - Principais etapas da aprendizagem e metas ( objetivos )
O treinamento Complementar pode durar bastante, dependendo da complexidade das missões.Um aprendizado total ( 100 % ) é uma meta apenas teórica, valor limite que não é atingido mesmo durante muitos anos de treinamento ou mesmo durante toda a vida do executor. Dentre as inúmeras condições
para um bom aprendizado deve-se considerar que :
• Ele deve corresponder a uma mudança permanente de comportamento, e considerar que boa parte do aprendizado pode ser perdida.
• O treinamento pode ser eficiente mas não eficaz, na medida em que não implica em melhorias contínuas, por iniciativa própria.
• As informações devem ser convenientemente dosadas no decorrer do treinamento, de fácil entendimento e aplicação.
• Ele deve ser entendido como um processo de crescimento pessoal e financeiro, com possibilidade de ganhos efetivos em curto período de tempo. Esperas prolongadas desmotivariam o treinamento.
Os princípios básicos do aprendizado são :
• Recompensa : é um dos melhores incentivos para a aprendizagem, até mesmo entre os animais. Pode representar uma promoção financeira ou cargo superior, e até mesmo objetivos sociais.
• Motivação : satisfação pessoal do progresso atingido.
• Continuação : nenhum treinamento pode ser considerado como definitivo, ou seja, é sempre uma base para novo treinamento ( educação continuada ).
7.3 METODOLOGIA CLÁSSICA DE ANÁLISE
DO CRESCIMENTO O método clássico admite que as falhas humanas ocorrem de modo aleatório, satisfazendo uma distribuição do tipo Exponencial biparamétrica, com um Índice de aprendizagem humana I H ( t ) em função da variável t ( duração ou quantidade de tarefas ), dado por :
I H ( t ) = 1 - ηγ−
−t
e ( 7.01 ) onde :
η = Duração característica do treinamento.
γ = Parâmetro de posição, referido a treinamentos anteriores. cuja variação típica é apresentada na Fig. 7.4, onde o treinamento estaria concluído na
100 %
90 %
1 Mês Duração ( meses )
BÁSICO COMPLEMENTAR
0 %
20 %
0
100 %
90 %
1 Mês Duração ( meses )
BÁSICO COMPLEMENTAR
0 %
20 %
0

18
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
duração t f para atingir um valor R = 0,90 ( 90 % ), com um aprendizado inicial I 0 = 0,40 ( 40 % ). Para a Duração ( t H ) do treinamento, resulta da equação ( 8.01 ) o valor t H = - γ - η . Ln ( 1 - I H ) ( 7.02 ) com um Ganho de aprendizagem ( Δ I ) dado por Δ I = I H ( t ) - I 0 ( 7.03 ) Fig. 7.4 - Variação típica da duração do aprendizado e parâmetros.
CASO 7.01 Determinar a duração de um aprendizado, para os valores I 0 = 0,40 ( 40 % ) , γ = 51,1 horas, λ = 0,01 falhas / hora ( η = 100 horas ), para um valor final do Índice de treinamento I H = 0,90 ( 90 % ). Aplicando-se a equação ( 7.02 ) resulta o valor t H = - 51,08 - 100 . Ln ( 1 - 0,90 ) = - 51,1 + 230,2 = = 179,1 ( ~ 180 horas ) que seriam necessárias para atingir um Índice de aprendizagem de 90 %. O valor do acréscimo obtido com o aprendizado é dado por Δ I = 0,90 - 0,40 = 0,50 ( 50 % ) como indicado na Fig. 7.4.
Aplicando-se o programa Weibull ++ [ C01 ] para distribuição Exponencial biparamétrica, onde o Índice de aprendizado ( I H ) é representado pela Desconfiabilidade ( F ), resulta o gráfico da Fig. 7.4 e o valor da Duração do aprendizado mostrado na Fig. 7.5, que coincide com o valor anteriormente calculado. Fig. 7.5 - Valor da duração prevista para o aprendizado calculado pelo programa Weibull ++. 7.4 METODOLOGIAS COMPLEMENTARES DO
CRESCIMENTO No Cap. 9 serão apresentadas novas metodologias de análise da aprendizagem, baseadas nos métodos :
1. Duane. 2. Crow - AMSAA ( N.H.P.P. ). 3. Lloyd Lipow. 4. Gompertz ( padrão ) 5. Logístico
Estes métodos apresentam equações gerais que podem ser plenamente aplicadas às falhas humanas ocorridas no decorrer dos aprendizados, correspondentes de modo análogo às " Falhas de Juventude " dos equipamentos.
Para a aplicação destes métodos deve-se considerar diferentes tipos de dados de falhas, como será apresentado no Cap. 8.
8. TIPOS DE DADOS NO CRESCIMENTO MONITORADO
8.1 CONCEITOS BÁSICOS A precisão de qualquer previsão estatística depende fundamentalmente da qualidade e
Ln ( t )
1,00 0,90
0,50
0,40
- γ 0 η t f Duração do treinamento
Δ I = 0,5
0
I 0 = 0 4
GANH
180 100

19
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
da quantidade dos dados observados ( obtidos ). Bons dados implicam em previsões corretas, desde que o modelo estatístico e a amostra selecionada representem o real comportamento da população ( universo ) dos dados. Obviamente, dados tendenciosos, mesmo com os melhores procedimentos estatísticos implicam em previsões erradas, bem como um incorreto modelo de distribuição estatística. Na análise das falhas humanas é fundamental a não inclusão das transgressões ( intencionais ou não-intencionais ) como foi apresentado no Cap. 2. As missões podem ser de três tipos, conforme o arranjo dos dados a serem testados :
• Não – agrupadas ( tarefas analisadas individualmente ).
• Agrupadas ( tarefas analisadas em grupos selecionados ).
• Forma livre ( dados admitidos ). A Forma livre, é obtida com os dados diretamente alocados no eixo X ( horizontal ) e a percentagem de falhas no eixo Y ( vertical ) .
Estas três condições são adotadas no programa Weibull ++ [ 03], como condição inicial de entrada dos dados. A escolha de cada tipo depende dos possíveis métodos de ensaio, custos e prazos de obtenção dos dados. Dependem portanto de considerações práticas de como as amostras são constituídas ( dados agrupados ou não - agrupados ) e quantidade das tarefas disponíveis para análise. Obviamente, quanto maior a quantidade de tarefas executadas melhor a precisão dos resultados obtidos. Porém, na prática dos ensaios e devido a suas durações e equipamentos disponíveis para medição dos testes, as amostras são geralmente pequenas, o que implica necessariamente na determinação dos Intervalos de confiança ( precisão ). Como cada missão apresenta uma particular condição de teste, o procedimento de análise deve considerar os seguintes principais tipos :
• Duração até falha ( ou recolocação ), sem Suspensão ( censura ), onde todas as tarefas completam o teste.
• Duração até falha ( ou recolocação ), com Suspensão ( censura à direita ), onde nem todas as tarefas são completadas.
• Duração até falha ( ou recolocação ), com Intervalos ( Intervalo e censura à esquerda ), onde as tarefas são inspecionadas em dados intervalos, com ações falhas ( ou corrigidas ) após a última inspeção.
• Duração até falha ( ou recolocação ), com Intervalos e Suspensões ( Intervalo , censura à esquerda ou à direita ), onde os tarefas são inspecionados em dados intervalos, com ações falhas ( ou corrigidas ) após a última inspeção, com ocorrência também de tarefas com ou sem Suspensões, e Censura múltipla.
8.2 PRINCIPAIS TIPOS DE DADOS Os dados das durações das tarefas executadas até a falha, utilizados nas análises dos aprendizados, como apresentados na Fig. 8.1, são classificados como : 1. Durações até a falha humana
o Durações até a falha, dados Não-agrupados.
o Durações até a falha, dados Agrupados.
o Tarefas múltiplas
- Durações conhecidas;
- Durações desconhecidas.
2. Durações com Falhas / Sucessos
o Dados seqüenciais ( únicos )
o Dados seqüenciais com Modos de falha
o Agrupados por configuração
3. Valores das Confiabilidades Humanas observadas.
Cada tipo de dados corresponde a um ou mais modelos de análise do crescimento monitorado ( Duane, Gompertz, etc. ), como apresentado a seguir.

20
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
Fig. 8.1 - Tipos de dados no crescimento monitorado. 8.3 DURAÇÕES ATÉ A FALHA As durações até a ocorrência das Falhas humanas ( contínuas ) é o tipo mais comum de ocorrência na análise do crescimento da Confiabilidade humana. Ele envolve o registro das durações até a falha dos operadores ( executores das tarefas ) nas missões sob observação. Pode ser aplicado para um único operador ou um conjunto de operadores ( equipes ) ou um sistema ( linha de montagem, etc. ). 8.3.1 DURAÇÕES ATÉ A FALHA, DADOS NÃO-
AGRUPADOS O modelo é aplicado para dados acumulados ou não-acumulados, como apresentado na Fig.8.2. As durações até a ocorrência das falhas são anotadas e registradas na tabela. Os comentários servem para indicar detalhes, como por exemplo o nome do executor.
Fig. 8.2 - Modelo para Duração até falha, dados não-agrupados, acumulados ou não-acumulados. 8.3.2 DURAÇÕES ATÉ A FALHA, DADOS
AGRUPADOS
Este modelo é aplicado nas tarefas onde o tempo exato de ocorrência da falha é desconhecido, mas são registradas apenas as quantidades de falhas ocorridas dentro de um dado intervalo de tempo ( ou inspeções ). Para uma simples missão podem ocorrer múltiplas falhas antes que o operador termine o trabalho. Neste caso, ocorrem X falhas após Y horas de observação. As falhas X 1 , X
2 , ... , etc. podem ter ocorrido em qualquer período de tempo até a conclusão da tarefa, e o tempo exato para cada uma delas é desconhecido. Este tipo lê denominado Intervalo ou dado agrupado. Quando uma equipe é analisada as tarefas são inspecionadas em predeterminados intervalos de tempo e as falhas são registradas. Os operadores que apresentaram falhas são informados ( instruídos ) ou substituídos. O tempo total para cada dado agrupado corresponde à soma dos tempos dos operadores observados no intervalo considerado, como indicado na Fig. 8.3. Fig. 8.3 - Modelo para Duração até falha, dados agrupados. 8.3.3 TAREFAS MÚLTIPLAS As tarefas múltiplas podem ser classificadas em dois tipos básicos :
- Durações conhecidas;
- Durações desconhecidas.
a seguir descritas, aplicáveis a dados acumulados ou não-acumulados. 8.3.3.1 TAREFAS MÚLTIPLAS, DURAÇÕES
CONHECIDAS Este modelo é aplicado nas tarefas onde existem várias equipes em observação. Se ocorre uma falha em qualquer uma das equipes uma ação corretiva é efetuada e

21
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
incorporada a todas as outras equipes, e as tarefas são recomeçadas. O tempo até falha da equipe que falhou é registrado e considerado para todas as outras equipes. Os dados podem ser do tipo acumulados ou não-acumulados. Na Fig. 8.4 é apresentado um exemplo para duas equipes, onde a coluna ID ( identificação ) corresponde à equipe que falhou. Neste exemplo, se entramos como ID = 1 corresponde a falha na equipe 1, com as correspondentes durações, inclusive para a equipe 2 que não falhou.
Fig. 8.4 - Tarefas múltiplas, durações conhecidas. A Fig. 8.4 corresponde a duas equipes sob teste, que não apresentam as mesmas durações até falha. Em 10 horas de teste, a equipe 1 falhou e uma ação corretiva foi efetuada em ambas as equipes ( 1 e 2 ). Nestas durações ambas as equipes haviam acumulado 10 horas de operação. Com 17 horas a equipe 2 falhou e uma ação corretiva foi efetuada em ambas as equipes. Entretanto, a equipe 1 havia acumulado 5 horas desde a ultima intervenção e a equipe 2 acumulado 7 horas, e assim sucessivamente para os demais dados da tabela.
8.3.3.2 TAREFAS MÚLTIPLAS, DURAÇÕES
DESCONHECIDAS Este modelo é aplicado nas tarefas onde existem várias equipes em observação e os eventos ( início, quantidade de falhas e término ) são registrados. Estes tipos de dados durações acumuladas uniformes e as equipes são testadas simultaneamente. Por exemplo, considere-se os dados de duas equipes apresentados na Fig. 8.5. A equipe 1 começa o teste na duração t i = 0 ( início do evento ) e as falhas ocorreram nas durações t = 281 , 312 e 776 horas, com término na duração t f = 1000 horas. A equipe 2 começa o teste na duração t i = 0 ( início do
evento ) e as falhas ocorreram nas durações t = 40 , 222 e 436 horas, com término na duração t f = 500 horas. O programa RGA [ 02 ] apresenta dois modelos de dados de entrada. Na Fig. 8.5 é apresentado o modelo Normal e na Fig. 8.6 o modelo Avançado, e ambas representam os mesmos dados. Quando admite-se o modelo Avançado, cada equipe é iniciada com um Evento inicial ( Start , S ) , um Evento final ( End , E ) com as correspondentes durações até as falhas ocorridas ( Failures , F ). Fig. 8.5 - Modelo normal para tarefas múltiplas, duração equivalente desconhecida.

22
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
Fig. 8.6 - Modelo avançado para tarefas múltiplas, duração equivalente desconhecida. 8.3.3.3 TAREFAS MÚLTIPLAS, DURAÇÕES
DESCONHECIDAS, DATAS DAS FALHAS
Este modelo é similar ao anterior, porém são admitidas as datas de ocorrência das falhas, assumindo-se períodos descontínuos e o programa computacional calcula as durações equivalentes ( valores médios ) , como apresentado na Fig. 8.7
Fig. 8.7 - Modelo normal para tarefas múltiplas, com as datas dos eventos, duração equivalente desconhecida. 8.3.4 DADOS DE SUCESSOS E FALHAS Os modelos são também referidos a dados discretos ou por atributos, envolvendo os registros de dados das tarefas onde existem apenas duas possíveis ocorrências : Falha ou Sucesso. Por exemplo, um montador cujo componente montado é bom ou ruim, ou uma entrega de mercadoria que é finalizada ou não. Os principais métodos que utilizam os modelos de falha / sucesso, a seguir descritos, são
o Seqüenciais; o Seqüenciais com Modos de falhas; o Agrupados por equipes;
8.3.4.1 DADOS SEQÜENCIAIS Os dados correspondentes às Falhas ( F ) ou Suspensões ( S ) são registrados na sua ordem cronológica de ocorrência, como apresentado na Fig. 8.8. A tarefa é inspecionada após o seu término, e aprovada ou não. Se houve falha são feitas as correções necessárias antes da próxima tarefa.
Fig. 8.8 - Modelo para dados Seqüenciais, com ocorrência apenas de Falhas e Suspensões. 8.3.4.2 DADOS SEQÜENCIAIS COM MODOS DE
FALHAS Este modelo é idêntico ao anterior ( Fig. 8.8 ) porem são identificados os Modos de falha observados, que servirão para análises posteriores, como apresentado na Fig. 8.9.
Fig. 8.9 - Modelo para dados Seqüenciais, com ocorrência apenas de Falhas e Suspensões, e registro dos Modos de falhas.
8.3.4.3 DADOS AGRUPADOS POR EQUIPES Este modelo é aplicado para vários operadores que trabalham simultaneamente, em equipes, ao invés de um único operador. São registradas as quantidades de operadores que falharam em cada equipe. Por exemplo, um grupo de 10 soldadores executaram uma dada operação e 5 apresentaram falhas, como indicado na Fig. 8.10 ( linha 1 ) . Após cada falha são feitas as correções necessárias.

23
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
Fig. 8.10 - Modelo para dados agrupados por equipes. 8.4 VALORES DAS CONFIABILIDADES
OBSERVADAS Os valores obtidos para as Confiabilidades Humanas previamente determinados, em cada etapa ou estágio, são listados em ordem crescente, como apresentado na Fig. 8.11. O processo é monitorado em predeterminados intervalos de tempo. Simplificadamente, a Confiabilidade pode ser calculada pelo numero total de ações executadas e a quantidade de ações falhas. Fig. 8.11 - Modelo para valores das Confiabilidades Humanas observadas. 9. CRESCIMENTO MONITORADO DA
CONFIABILIDADE 9.1 CONCEITUAÇÃO BÁSICA
O crescimento Monitorado da Confiabilidade Humana é uma excelente metodologia para identificação e correção das falhas humanas e deficiências do aprendizado, nas tarefas ( ou missões ) , pelo monitoramento e contínuo aumento da Confiabilidade observada. aplicando-se ações corretivas durante as etapas de seu desenvolvimento. O método envolve os seguintes principais procedimentos : o Definição dos objetivos a serem atingidos (
TMEF , Taxas de falhas, etc., ), correspondentes aos valores máximos admissíveis.
o A seleção do modelo de análise ( Duane, Crow, Gompertz, etc. ).
o Os dados de entrada ( agrupados, não-agrupados, etc. ) , como apresentado no Cap. 8 .
o A visualização gráfica do crescimento ( TMEF , etc. ).
o A análise e adoção de medidas corretivas ( treinamento, dispositivos auxiliares e outros ).
o A efetivação das melhoras e da capacidade do operador em executá-las.
Para cada etapa ou fase do treinamento verifica-se a duração e a quantidade de falhas ocorridas no período, e calcula-se o valor do parâmetro desejado ( TMEF, Confiabilidade , Taxa de falha , etc. ) e compara-se com o objetivo desejado ou seja, seu valor mínim . A continuação do aprendizado ( novas etapas ) implicariam em novos valores , crescentes ou decrescentes, até um valor de decisão após o qual pode-se concluir que o treinamento foi eficaz. ( zona de aceitação ) ou não ( zona de rejeição ). A Fig. 7.1 apresentou este procedimento básico de quantificação, para as distribuições ( modelos de crescimento ) a serem detalhadas nos Capítulos 9.3 a 9.7 ( modelos de análise ).
Os procedimentos básicos no decorrer do treinamento são apresentados na Fig. 9.2. A partir de uma dada Confiabilidade inicial , por exemplo a quantidade de falhas observadas no inicio da missão, verifica-se as deficiências do operador e o treinamento prossegue até um dado ponto ( quantidade de tarefas ), aplica-se o modelo admitido e se necessário prolonga-se o treinamento, como foi admitido na Fig. 7.1, até o ponto de aceitação ou rejeição.
9.2 DADOS DE ENTRADA E MODELOS DE CRESCIMENTO
Os modelos de dados de entrada apresentados no Cap. 8 não são aplicáveis a todos os modelos de análise do Crescimento Monitorado, por apresentarem restrições. Na Fig. 9.1, são indicadas as correspondências entre os modelos de Crescimento monitorado admitidos pelo programa RGA [ 02 ] e os correspondentes aos métodos de cálculo que podem ser adotados. Os modelos de Crescimento monitorado indicados na Fig. 9.3, aplicáveis à analise da Confiabilidade humana, adotados neste manual, são :

24
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
1. Duane ( Cap. 9.3 ) 2. Crow - AMSAA / NHPP ( Cap. 9.4 ) 3. Lloyd-Lipow ( Cap. 9.5 ) 4. Gompertz padrão ( Cap. 9.6 ) 5. Logístico ( Cap. 9.7 )
Dados observados D
uane
G
ompe
rtz
padr
ão
Lloyd
- Li p
ow
Cro
w-
AM
SAA
Logí
stic
o
Não -Agrupados
Agrupados
Conhecido
Desconheci
do Seqüenciais
Seqüenciais com modos de falha
Agrupados por configuração
Dados de Confiabilidade
Fig. 9.1 - Aplicabilidade dos métodos de cálculo em relação aos modelos de crescimento monitorado da Confiabilidade humana. Cada modelo de crescimento possui uma determinada aplicação prática, como será apresentado a seguir. 9.3 MODELO DUANE 9.3.1 CONCEITUAÇÃO BÁSICA O crescimento monitorado da Confiabilidade denominado Duane, é aplicado principalmente no desenvolvimento de operadores ( executores de tarefas ). Isto porque os operadores são geralmente menos confiáveis no início de suas novas tarefas, sendo progressivamente melhorados pela correção das falhas observadas, com conseqüente aumento do Tempo médio entre falhas ( θ ). Por isso, os operadores geralmente apresentam uma confiabilidade crescente, resultado dos constantes aperfeiçoamentos e correções das falhas
relevantes observadas no decorrer de seus treinamentos. O método foi inicialmente proposto visando a obtenção de uma relação empírica, baseada em valores observados do TMEF ( θ ), para vários tipos de componentes utilizados em aeronaves. Verificou-se então que o valor acumulado ( θ a ) em função da duração acumulada de ensaio ( t a ) e da quantidade acumulada de falhas ( r a ) , satisfazia uma distribuição do tipo Exponencial ( β = 1 na equação de Weibull ), ou seja, praticamente uma linha reta em um gráfico tipo Ln θ x Ln t , como mostrado na Fig. 9.2 . A inclinação ( α ) da reta significa o crescimento do valor de θ , a partir de um valor inicial ( θ o ), e conseqüentemente da Confiabilidade. Esta metodologia aplicada a falhas humanas , corresponde à relação, θ a = θ o . ( t a / t i ) α ( 9.01 ) onde : θ a = Tempo médio acumulado entre falhas. t a = Duração acumulada da missão. θ o = Tempo médio entre falhas , inicial. t i = Duração acumulada da missão. com uma inclinação ( expoente α ) da reta dada por
α = Ln ( θ a / θ o ) / Ln ( t a / t i ) ( 9.02 ) e uma duração total acumulada da missão,
t a = t i . ( θ a / θ o ) 1 / α ( 9.03 ) que permite avaliar a duração necessária para atingir-se um dado valor da duração acumulada θ a . θ i Δ θ i
θ a Δ θ a
Inicial
α
50,8
25,0
5,5
Ln θ
θ i
θ a
θ
1
+ [ 25,8 ]
+ [ 19,5 ]
Tem
po a
té
flh
Te
mpo
eq
uiva
len
te
Falh
a /
S

25
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
Fig. 9.2 - Variação do Tempo médio entre falhas ( θ ) em função da duração acumulada ( t a ), método Duane, CASO 9.01 . 9.3.2 INFLUÊNCIA DA INCLINAÇÃO
( CRESCIMENTO ) A inclinação ( α ) fornece uma importante indicação da Taxa de crescimento Δθ a e conseqüentemente da efetividade do programa de correção dos modos de falha, dada por Δ θ a = θ a - θ o = θ i . [ ( t a / t i ) α - 1 ] ( 9.04 ) como indicado na Fig. 9.4. Quanto maior o valor da inclinação ( α ) maior o valor e mais efetivas foram as melhoras agregadas ao operador durante seu treinamento, como apresentado na Tab. 9.1.
Tab. 9.1 - Valores recomendados para a inclinação ( α ) e correspondentes tipos de programas monitorados de crescimento da Confiabilidade.
Incremento Valor Inclinação relativo α = arc tg - 1 Muito alto > 0,400 Alto 0,300 - 0,399 Normal 0,200 - 0,299 Baixo 0 - 0,199
9.3.3 CRESCIMENTO MONITORADO Durante os procedimentos de melhora tem-se os seguintes valores a serem determinados, referidos às quantidades de falhas observadas :
Inicial : θ o = t o / r o ou r o = t o / θ o ( 9.05 ) Acumulado : θ a = t a / r a ou r a = t a / θ a ( 9.06 ) Substituindo-se o valor de θ a dado pela equação ( 9.01 ) ou o valor de t a dado pela equação ( 9.03 ), resulta uma quantidade acumulada ( r a ) de falhas r a = [ ( t a ) α / θ o ] . t a 1 - α ( 9.07 ) ou então, r a = t o . θ o - 1 / α . θ a ( 1 / α ) - 1 ( 9.08 ) Em cada instante do processo de melhora resulta um TMEF instantâneo θ i dado pela derivada da equação ( 9.07 ) na variável t , ou seja,
t
rd
ad = ( 1 - α ) . ( t o / θ o ) α = 1 / θ
i com
θ i = ( t o / θ o ) - α / ( 1 - α ) = θ a / ( 1 - α ) ( 9.09 ) que corresponde a uma reta paralela a θ a , como indicado na Fig. 9.04 , com um acréscimo Δθ i dado por Δ θ i = θ i - θ a = θ a . [ α / ( 1 - α ) ] ( 9.10 ) O valor instantâneo θ i corresponde à soma das parcelas, θ i = θ o + Δ θ a + Δ θ i ( 9.11 ) como indicado na Fig. 9.4 .
CASO 9.01 Determinar os parâmetros do método Duane, correspondentes à inclinação ( α ), o TMAF inicial, acumulado e instantâneo ( θ o , θ a , θ i ), a quantidade acumulada de falhas ( r a ) e os correspondentes acréscimos Δθ a e Δθ i , para uma operação de montagem de componentes eletrônicos, cujos testes iniciais de Confiabilidade resultaram em r o = 11 falhas observadas em um período inicial de atuação do montador t o = 60 horas, durante o qual não predominou nenhum tipo de falha ( aleatórias ). As exigências para a atuação do montador

26
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
correspondem a um TMAF acumulado θ a ≥ 25 h. para uma duração acumulada de ensaio t a = 1200 h. Da equação ( 9.05 ) resulta o valor inicial θ o = 60 / 11 = 5,45455 horas e da equação ( 9.02 ) um expoente ( inclinação ), α = Ln ( 25 / 5,45455 ) / Ln ( 1200 / 60 ) = = 0,508198 ( ≈ 30 o ) que pela Tab. 9.01 corresponde a um alto valor do incremento. A quantidade acumulada de falhas, conforme a equação ( 9.07 ) resulta no valor r a = [ ( 60 ) 0,508198 / 5,45455 ].1200 0,491802 = 48 falhas com substancial redução na quantidade de falhas se fosse considerada uma variação linear, que assumiria o valor r = 1200 . ( 11 / 60 ) = 220 falhas. Para os acréscimos do TMEF , na duração acumulada t a = 1200 h. , conforme as equações ( 9.04 ) e ( 9.10 ) resultam os valores
Δ θ a = 25 - 5,45455 ≅ 19,5 h. Δ θ i = 25 [ 0,508198 / ( 1 - 0,508198 ) ] ≅ 25,8 h. com θ i dado pela equação ( 9.10 ), ou seja, θ i = 25 / ( 1 - 0,508198 ) = 50,8 h. que corresponde à soma ( valor acumulado ), dado pela equação ( 9.11 ),
θ i = 5,5 + 19,5 + 25,8 = 50,8 h. É importante notar-se que o valor instantâneo θ i é um objetivo prático a ser alcançado para o valor desejado do TMEF do operador, considerado como sempre crescente no período de desenvolvimento, pela redução sistemática das falhas humanas ( melhoras ). No caso geral, os operadores ( executores ) normalmente satisfazem uma variação como
mostrado na Fig. 9.5, correspondentes principalmente a três períodos ( I , II, III ) distintos, quais sejam, Período I : Treinamento inicial (capacitação inicial do operador ), com altos valores do expoente ( inclinação α ) de incremento, e pequena duração do período de melhoras ( intensas ). Normalmente corresponde a valores α > 0,400 ( ver Tab. 9.1 ) , valores muito altos dos incrementos .
Período II : Treinamento complementar (capacitação complementar do operador ), , geralmente em pré-tarefas ou missões, com especial acompanhamento das falhas ocorridas, com correção das falhas anteriormente não detectadas, em um razoável período de treinamento. Normalmente corresponde a valores α = 0,200 a 0,400 ( ver Tab. 9.1 ) , valores altos e normais dos incrementos .
Período III : Treinamento final ( capacitação plena do operador ) em tarefas seriadas ou missões, com pouco ou nenhum desenvolvimento do operador, apenas correções de pequenas falhas, que não impliquem em significativas mudanças na metodologia operacional de trabalho. Neste período geralmente as pequenas modificações correspondem a melhoras em dispositivos auxiliares, controle de processos e de qualidade. Normalmente corresponde a valores α < 0,200 ( ver Tab. 9.1 ) , valores baixos dos incrementos . Na avaliação dos resultados obtidos ( crescimento monitorado ), deve-se considerar que :
• O método é aplicado a uma população ( operadores ), com quantidade de falhas que são progressivamente corrigidas, cada tarefa contribuindo com uma diferente duração, como apresentado na Fig. 9.3.
• O monitoramento é dirigido principalmente para a determinação dos valores acumulados θ a ou dos valores instantâneos θ i .
• Deve-se estabelecer o objetivo desejado ( θ
d ) , como indicado na Fig. 9.4, e verificar se as modificações introduzidas

27
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
incrementaram a Confiabilidade do operador, isto é, se são crescentes. No caso apresentado, após 5 modificações os testes indicaram que o valor θ a ,5 > θ d , ou seja, as modificações tiveram sucesso e o objetivo foi atingido. Porém, no início do desenvolvimento as modificações 1 e 2 deixaram a desejar. A partir das modificações 3 e 4 ocorreu significativo acréscimo, e a modificação 5 permitiu atingir o objetivo desejado ( θ d ).
• Os testes devem simular com razoável precisão as condições ambientais ( temperaturas, etc. ) esperadas durante a operação normal e que os operadores ( executores) representem adequadamente a tarefa.
• O método pode ser utilizado para a previsão da duração total necessária para atingir o valor desejado ( θ d ) , conhecido o valor inicial ( θ i ) e assumindo-se um dado valor para a inclinação ( α ) da reta, como apresentado na Fig. 9.4, referida ao exemplo do CASO 9.02, onde utilizou-se um valor α = 0,30 ao invés do valor ω = 0,51 anteriormente calculado no CASO 9.01.
Fig. 9.3 - Crescimento monitorado nos diferentes períodos de treinamento ( desenvolvimento ). Fig. 9.4 - Objetivo desejado e crescimento monitorado ( método Duane ). Importante : • O método Duane é muito criticado por ser
empírico e sujeito a variações nos resultados, devido principalmente à grande influência dos valores da inclinação α . Pode também ser argumentado que as melhoras não são progressivas, mas ocorrem em saltos ( degraus ), conforme as modificações vão sendo efetuadas. Entretanto , o modelo é simples e fácil de ser aplicado, permitindo um bom planejamento e acompanhamento ( monitoração ) da Confiabilidade. As dificuldades podem aumentar quando são incluídos diferentes tipos de testes e condições ambientais, com diferentes tipos de truncamentos ( duração, quantidade de falhas, seqüenciais, etc. ), ou quando uma ação corretiva é prevista mas não é aplicada a todas as missões ( protótipos de tarefas ) nos programas de testes. Todas estas dificuldades podem ser superadas por procedimentos operacionais que considerem os eventos ocorridos.
• Se a distribuição dos valores observados nos testes diferem mito da distribuição Exponencial ( β = 1 na equação de Weibull ), os valores podem ser ajustados, corrigindo-se as Vidas características ( η ) obtidas em cada ensaio.
9.3.4 PROGRAMA COMPUTACIONAL
III. Treinamento
final (
Capacitação plena )
II. Treinamento
Complementar
( Capacitação l )
I. Treinament
o inicial
( Capacitaç
Ln θ
θ i ,2 θ a ,2
θ i , 1
θ a
θ o
t o t a,1 t a,2
θ a θ e
Ln θ
θ d
θ o
t o t a ,1 t a ,2 t a ,3 t a ,4 t a ,5
1
2
34
5
θ i

28
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
O programa computacional RGA [ 02 ] adota para o crescimento monitorado a equação θ a = θ o . t α = b . t α ( 9.12 ) que representa uma reta no diagrama logarítmico Ln θ a x Ln t , com uma inclinação α ( incremento ), onde : t = Duração acumulada das tarefas.
θ a = TMEF acumulado. θ o = TMEF inicial, dado pela relação entre as duração ( t i ) e a quantidade de falhas ( r i ), ou seja
b = θ o = or
1ot α−
(
9.13 ) Para a Intensidade instantânea de falha ( λ i ) resulta a equação
λ i = α−α− t.)1(.b1 = ( 1 - α ) . λ a (
9.14 ) com uma Intensidade acumulada de falha,
λ a = α−t.b1
ou seja,
α−=λλ 1
ai (
9.15 ) CASO 9.02 Determinar os parâmetros do método Duane de crescimento monitorado e suas variações gráficas, com os dados do CASO 9.01 , ou seja , para uma operação de montagem de componentes eletrônicos, cujos testes iniciais de Confiabilidade resultaram em r o = 11 falhas observadas em um período inicial de atuação do montador t o = 60 horas, durante o qual não predominou nenhum tipo de falha ( aleatórias ). As exigências para a atuação do montador correspondem a um TMEF acumulado θ a ≤ 25 h. para uma duração acumulada de ensaio t a = 1200 h.
Aplicando-se as equações ( 9.02 ) e ( 9.13 ) resultam os valores
b = 11
508198,0160 − = 0,68093
α = Ln ( 25 / 5,45455 ) / Ln ( 1200 / 60 ) = 0,508198 que substituídos na caixa de entrada do programa RGA [ 02 ] resulta na Fig. 9.5. Fig. 9.5 - Valores de entrada para o programa RGA [ C04 ].
Com estes dados de entrada resultam o gráficos apresentados nas Fig. 9.6 ( TMEF acumulado e instantâneo ). Pode-se gerar outros gráficos ( Intensidade de falha, acumulada e instantânea ) e da Quantidade acumulada de falhas [ 01 ].
Fig. 9.6 - Variação do TMEF ( acumulado e instantâneo ) , CASO 9.02 , método Duane, programa RGA [ 02 ]. 9.4 MODELO CROW- AMSAA (NHPP) Este modelo é particularmente apropriado quando existem várias etapas no treinamento de operadores ( fases ), com as melhorias introduzidas em cada etapa, até atingir o valor desejado da Intensidade da taxa de falha ( acumulada ou instantânea ). O modelo
1
100
10
10 10000100 1000
Duração acumulada
Tem
po M
édio
Até
Fal
ha T
MA
F
ACUMULADO
INSTANTÂNEO
5,5
25
50,8

29
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
Crow é probabilístico, baseado na distribuição tipo Weibull biparamétrica, e o modelo Duane é determinístico.
O método foi desenvolvido pelo Dr. Larry H. Crow , admitindo que o método Duane podia ser estocasticamente representado por uma distribuição tipo Weibull, a partir do método AMSAA ( Army Material Systems Analysis Activity ) e do método NHPP ( Non Homogeneous Poisson Process ).
A característica básica do método é a linearidade da variação da Intensidade de falhas instantâneas λ i ( t ) , como apresentado na Fig. 9.7, dada pela equação [ 01 ]
λ i ( t ) = ( λ o . β ) . t β - 1 ( 9.16 )
válida para os valores t > 0 , λ o > 0 e β > 0 .
onde
λ o = βη
1 = Taxa característica de falha
referida à Vida característica ( η ) da distribuição Weibull. β = Parâmetro de forma da distribuição Weibull. Aplicando-se o Logaritmo natural à equação ( 9.16 ) resulta Ln λ i ( t ) = Ln ( λ o . β ) + ( β - 1 ) . Ln t ou Ln λ i ( t ) = a + b . Ln t com a = Ln ( λ o . β ) b = β - 1 que pode ser representada por uma reta no gráfico Ln λ i ( t ) x Ln t , como indicado na Fig. 9.7 , onde o Parâmetro de posição ( a ) representa as condições iniciais e o Parâmetro de forma ( b ) a inclinação da reta. Para a distribuição tipo Exponencial ( β = 1 ) a Intensidade de falhas acumuladas é constante, ou seja, λ i ( t ) = = λ o . Para β < 1 o valor λ i ( t ) acumulado é crescente ( melhora da taxa de crescimento ) e quando β > 1 ele é decrescente ( piora da taxa de crescimento ).
A Intensidade de falha acumulada ( t ) é dada por λ a ( t ) = ( λ o ) . t β - 1 ( 9.17 )
Comparando-se as equações ( 9.16 ) e ( 9.17 ) resulta a relação λ i ( t ) = β . λ a ( t )
ou seja , as retas são paralelas, como indicado na Fig. 9.8.
Fig. 9.7 - Variação da Intensidade de falhas e influência do parâmetro de forma. Fig. 9.8 - Variação das Intensidades de falhas, acumuladas e instantâneas. O Tempo médio entre falhas acumuladas ( θ a ) é dado por
θ a ( t ) = o
1λ
. t 1 - β (
9.18 ) que comparado com o método Duane resulta nas relações α DUANE = 1 - β CROW
b DUANE = CROW
1λ
onde α = b é a inclinação da reta .
b
0 < β < 1
β = 1
Ln
Ln λ
Ln λ
1
Ln t
Ln λ
Ln λ o
1
λ i
λ a
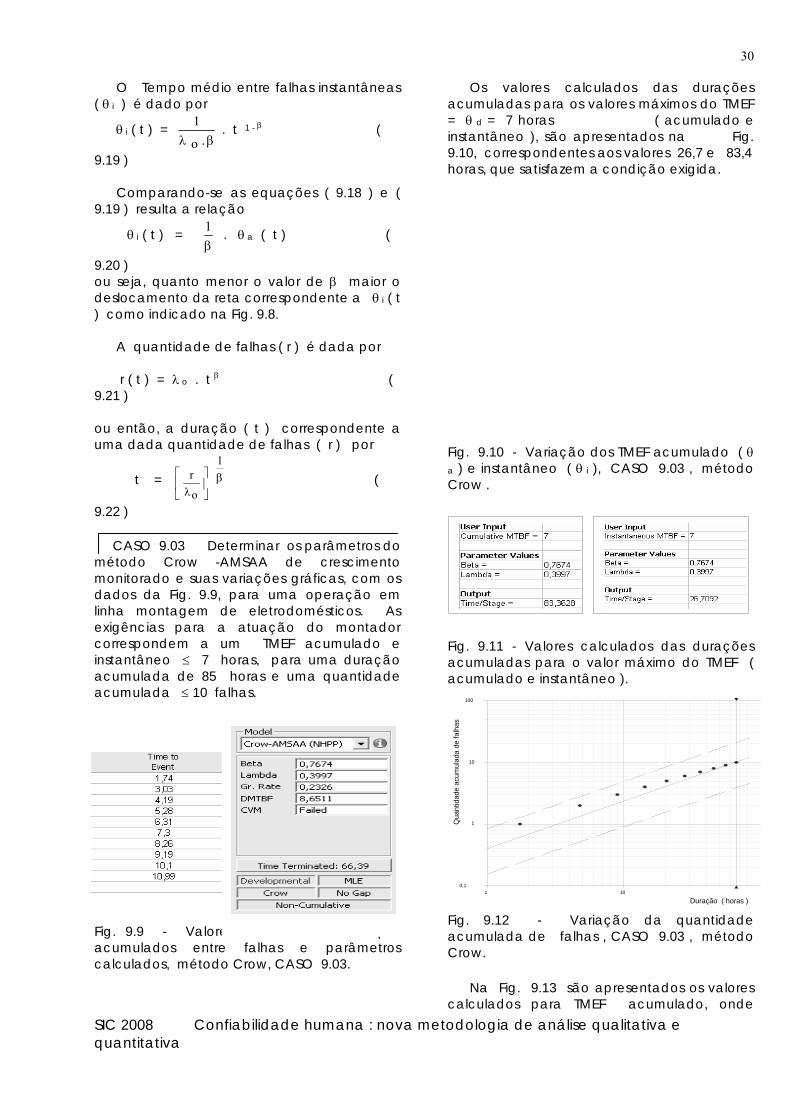
30
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
O Tempo médio entre falhas instantâneas ( θ i ) é dado por
θ i ( t ) = βλ .o
1 . t 1 - β (
9.19 ) Comparando-se as equações ( 9.18 ) e ( 9.19 ) resulta a relação
θ i ( t ) = β1 . θ a ( t ) (
9.20 ) ou seja, quanto menor o valor de β maior o deslocamento da reta correspondente a θ i ( t ) como indicado na Fig. 9.8. A quantidade de falhas ( r ) é dada por r ( t ) = λ o . t β ( 9.21 ) ou então, a duração ( t ) correspondente a uma dada quantidade de falhas ( r ) por
t = β⎥⎦
⎤⎢⎣
⎡
λ
1
o
r (
9.22 ) CASO 9.03 Determinar os parâmetros do método Crow -AMSAA de crescimento monitorado e suas variações gráficas, com os dados da Fig. 9.9, para uma operação em linha montagem de eletrodomésticos. As exigências para a atuação do montador correspondem a um TMEF acumulado e instantâneo ≤ 7 horas, para uma duração acumulada de 85 horas e uma quantidade acumulada ≤ 10 falhas. Fig. 9.9 - Valores fornecidos dos tempos acumulados entre falhas e parâmetros calculados, método Crow, CASO 9.03.
Os valores calculados das durações acumuladas para os valores máximos do TMEF = θ d = 7 horas ( acumulado e instantâneo ), são apresentados na Fig. 9.10, correspondentes aos valores 26,7 e 83,4 horas, que satisfazem a condição exigida. Fig. 9.10 - Variação dos TMEF acumulado ( θ
a ) e instantâneo ( θ i ), CASO 9.03 , método Crow . Fig. 9.11 - Valores calculados das durações acumuladas para o valor máximo do TMEF ( acumulado e instantâneo ). Fig. 9.12 - Variação da quantidade acumulada de falhas , CASO 9.03 , método Crow. Na Fig. 9.13 são apresentados os valores calculados para TMEF acumulado, onde
0,1
100
1
10
1 10
Duração ( horas )
Qua
ntid
ade
acum
ulad
a de
falh
as
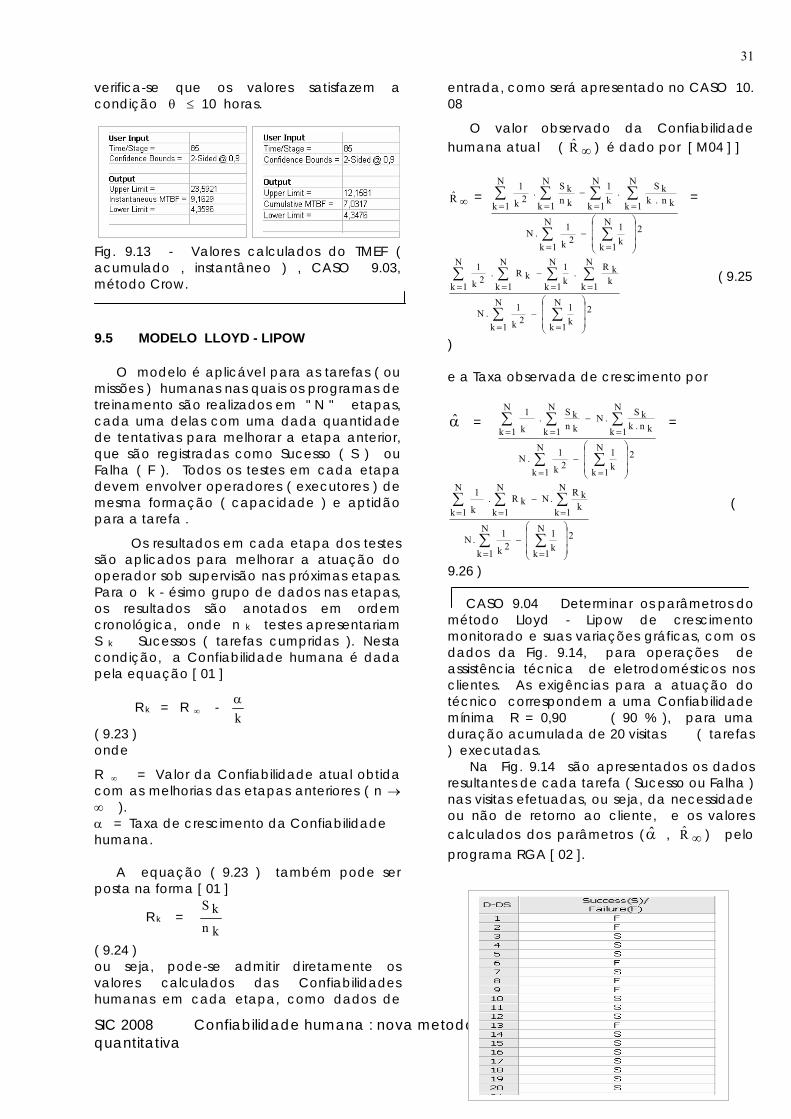
31
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
verifica-se que os valores satisfazem a condição θ ≤ 10 horas. Fig. 9.13 - Valores calculados do TMEF ( acumulado , instantâneo ) , CASO 9.03, método Crow. 9.5 MODELO LLOYD - LIPOW O modelo é aplicável para as tarefas ( ou missões ) humanas nas quais os programas de treinamento são realizados em " N " etapas, cada uma delas com uma dada quantidade de tentativas para melhorar a etapa anterior, que são registradas como Sucesso ( S ) ou Falha ( F ). Todos os testes em cada etapa devem envolver operadores ( executores ) de mesma formação ( capacidade ) e aptidão para a tarefa .
Os resultados em cada etapa dos testes são aplicados para melhorar a atuação do operador sob supervisão nas próximas etapas. Para o k - ésimo grupo de dados nas etapas, os resultados são anotados em ordem cronológica, onde n k testes apresentariam S k Sucessos ( tarefas cumpridas ). Nesta condição, a Confiabilidade humana é dada pela equação [ 01 ]
R k = R ∞ - kα
( 9.23 ) onde
R ∞ = Valor da Confiabilidade atual obtida com as melhorias das etapas anteriores ( n → ∞ ). α = Taxa de crescimento da Confiabilidade humana. A equação ( 9.23 ) também pode ser posta na forma [ 01 ]
R k = knkS
( 9.24 ) ou seja, pode-se admitir diretamente os valores calculados das Confiabilidades humanas em cada etapa, como dados de
entrada, como será apresentado no CASO 10. 08
O valor observado da Confiabilidade humana atual ( ∞R̂ ) é dado por [ M04 ] ]
∞R̂ =
∑ ∑
∑ ∑ ∑ ∑
= ⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛
=−
= = = =−
N
1k
2N
1k k1
2k
1.N
N
1k
N
1k
N
1k
N
1k kn.kkS.
k1
knkS.
2k
1 =
∑ ∑
∑ ∑ ∑ ∑
= ⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛
=−
= = = =−
N
1k
2N
1k k1
2k
1.N
N
1k
N
1k
N
1k
N
1k kkR.
k1
kR.2k
1 ( 9.25
) e a Taxa observada de crescimento por
α̂ =
∑ ∑
∑ ∑ ∑
= ⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛
=−
= = =−
N
1k
2N
1k k1
2k
1.N
N
1k
N
1k
N
1k kn.kkS.N
knkS.
k
1 =
∑ ∑
∑ ∑ ∑
= ⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛
=−
= = =−
N
1k
2N
1k k1
2k
1.N
N
1k
N
1k
N
1k kkR.NkR.
k
1 (
9.26 ) CASO 9.04 Determinar os parâmetros do método Lloyd - Lipow de crescimento monitorado e suas variações gráficas, com os dados da Fig. 9.14, para operações de assistência técnica de eletrodomésticos nos clientes. As exigências para a atuação do técnico correspondem a uma Confiabilidade mínima R = 0,90 ( 90 % ), para uma duração acumulada de 20 visitas ( tarefas ) executadas. Na Fig. 9.14 são apresentados os dados resultantes de cada tarefa ( Sucesso ou Falha ) nas visitas efetuadas, ou seja, da necessidade ou não de retorno ao cliente, e os valores calculados dos parâmetros ( α̂ , ∞R̂ ) pelo programa RGA [ 02 ].

32
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
Fig. 9.14 - Dados de entrada e valores calculados dos parâmetros, CASO 9.04 , método Lloyd - Lipow. Na Fig. 9.15 é apresentada a curva de crescimento da Confiabilidade do técnico, onde nota-se que após 20 visitas ele não atingiu a meta desejada R = 90%, mas sim o valor R = 0,6017 ( ~ 60 % ) como indicado na Fig. 9.16. Fig. 9.15 - Crescimento monitorado da Confiabilidade do operador, CASO 9.06 , método Lloyd - Lipow.
Fig. 9.16 - Valor calculado da Confiabilidade após 20 visitas de assistência técnica, CASO 9.04. 9.6 MODELO GOMPERTZ Este método é particularmente aplicável para a análise dos valores das Confiabilidades humanas observadas nas tarefas executadas, quando elas seguem uma curva suave, sem grandes variações, como apresentado na Fig. 9.17, dada pela equação triparamétrica [ 01 ], nos parâmetros a , b , c ,
R = tcb.a
( 9.27 ) onde : R = Confiabilidade para as tarefas executadas em função das suas durações, quantidades ou etapas efetuadas.
a = Limite superior para a Confiabilidade quando ela tende assintóticamente ao valor t → ∞ , ou então, a Confiabilidade máxima desejada.
b = Parâmetro de referência.
c = Índice padrão de crescimento. Pequenos valores ( 0 < c < 0,50 ) indicam um rápido crescimento e grandes valores ( 0,50 < c < 1 ) indicam um lento crescimento ( ver Fig. 9.17 ). Para o valor c = 1 não existe nenhum crescimento.
a . b = Confiabilidade inicial ( t = 0 ). válida nos intervalos 0 < a < 1 ; 0 < b < 1 ; 0 < c < 1 ; t > 0 . A solução da equação triparamétrica ( 9.27 ) de Gompertz em função dos valores [ R i , t i ] é realizada pela melhor aproximação à sua curva de variação por métodos numéricos. Para a estimativa dos parâmetros da equação de Gompertz deve-se seguir os seguintes principais procedimentos : 1. Dispor os dados de entrada [ R i , t i ]
como indicado na Tab. 9.2, referida ao CASO 9.09. Os valores das durações ( t ) devem ser escolhidos em intervalos iguais, crescendo em múltiplos de 1 ( horas, semanas, meses, etc. ).
0
1
0,2
0,4
0,6
0,8
0 10 20
Desenvolvimento na duração / etapa
Con
fiabi
lidad
e hu
man
a R
( t )

33
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
Fig. 9.17 - Influência dos valores do Índice padrão de crescimento ( c ), método Gompertz . 2. Calcular os logaritmos naturais Ln R i . 3. Dividir a coluna referente aos valores Ln R i
em 3 grupos , com iguais quantidades , cada grupo contendo a mesma quantidade de tarefas ( n ) ou missões.
4. Somar os valores Ln R i em cada grupo, obtendo-se as somas S 1 , S 2 , S 3 , a partir do menor valor Ln R i.
5. Calcular o Índice padrão de crescimento ( c ) pela equação
c = n1
1S2S2S3S⎥⎥⎦
⎤
⎢⎢⎣
⎡
−− (
9.28 ) 6. Calcular o Limite superior ( a ) pela
equação
a = ⎥⎥⎦
⎤
⎢⎢⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛
−
−+ n
121
c1SS
S.n1
e ( 9.29 )
7. Calcular o parâmetro de referência ( b ) pela equação
b = ⎥⎥⎦
⎤
⎢⎢⎣
⎡
−
−−2n
12
)c11c(.)SS(
e ( 9.30 )
8. Montar a equação geral ( 9.27 ) para o
modelo Gompertz.
9. Calcular o valor da Confiabilidade humana em função da duração ( t )
desejada e verificar se o valor calculado satisfaz o valor desejado ( R mín ).
O exemplo a seguir ( CASO 9.09 ) aplica este procedimento de cálculo. CASO 9.05 Um operador deve apresentar uma Confiabilidade mínima R = 0,90 ( 90 % ) ao final de 12 meses de treinamento em uma linha de montagem de equipamentos eletrônicos. As Confiabilidades observadas nos 5 primeiros meses de atuação são apresentadas na Tab. 9.2 . Adicionalmente, calcular a Confiabilidade esperada para 12 meses.
Para os parâmetros ( a , b , c ) resultam os valores :
Equação ( 10.28 ) : c = 21
250,8641,8641,8850,8
⎥⎦
⎤⎢⎣
⎡−− =
0,731 Equação (10.29 ) : a =
⎥⎥⎦
⎤
⎢⎢⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛
−
−+ 2731,01
250,8641,8250,8.21
e =
= e 4,545 = 94,16 %
Equação ( 10.30 ) : b = ⎥⎥⎦
⎤
⎢⎢⎣
⎡
−
−−22 )2731,01
1731,0(.)250,8641,8(
e = = e - 0,485 = 0,615 Tab. 9.2 - Dados de entrada, CASO 9.05 , modelo Gompertz.
Aplicando-se o programa RGA [ 02 ] resultam os valores indicados na Fig. 9.18, que
Grupo n º
Duração do treinamento
( meses )
Confiabi. observada
( % )
Valores calcul. Ln R i
Soma das
parcelas S i
1 0 1
58 66
4,060 4,190
S 1 = 8,250
2 2 3
72,5 78
4,284 4,357
S 2 = 8,641
3 4 5
82 85
4,407 4,443
S 3 = 8,850
0
1,0
0,2
0,4
0,6
0,8
0 124 6 8 10
Desenvolvimento duração / etapas ( meses )
Con
fiabi
lidad
e
R (
t )c = 0,70
c = 0,30
a . b

34
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
praticamente coincidem com os valores calculados. Substituindo-se os valores apresentados na Fig. 9.19 na equação geral ( 9.27 ) resulta a equação
R = t
)6152,0(.9422,0 731,0 Na Fig. 9.19 é apresentada a curva de crescimento da Confiabilidade dos técnicos, onde nota-se que após 12 meses eles atingiriam a meta desejada R = 90%, com o valor R = 0,9314 ( ~ 93 % ) como indicado na Fig. 9.20. Fig. 9.18 - Dados de entrada e valores calculados dos parâmetros, CASO 9.05 , método Gompertz.
Fig. 9.19 - Crescimento monitorado da Confiabilidade das equipes, CASO 9.05 , método Gompertz.
Fig. 9.20 - Valor calculado da Confiabilidade após 12 meses, CASO 9.05, método Gompertz.. 9.7 MODELO LOGÍSTICO
Este método de análise do crescimento monitorado da Confiabilidade humana utiliza os dados de Falhas / Sucesso e de Confiabilidade observada, como foi apresentado na Fig. 9.21., não sendo aplicável para dados de tempos de falhas. O modelo Logístico de crescimento é dado pela equação biparamétrica [ 01 ]
R ( t ) = t.k.b1
1
e −+ (
9.31 ) onde : b = Parâmetro de posição, com valores b > 0 , cujo aumento diminui o valor da Confiabilidade humana, pois desloca as curvas de variação para baixo, como indicado na Fig. 9.21.
k = Parâmetro de forma, com valores k > 0 , cuja redução diminui o valor da Confiabilidade humana, pois desloca as curvas de variação para a direita, como indicado na Fig. 9.22.
A equação ( 9.31 ) implica na ocorrência de um ponto de inflexão da curva de variação da Confiabilidade quando b > 1 , na duração ( t i ) dada por
t i = k
bLn
( 9.32 ) e a curva de variação assume a forma de um " S " como apresentado na Fig. 9.23. Para os valores 0 < b < 1 ela não apresenta ponto de inflexão e seu comportamento é semelhante ao modelo Gompertz. Para o valor b = 1 a inflexão ocorreria na duração t i = 0.
0
1,0
0,2
0,4
0,6
0,8
0 122 4 6 8 10
Desenvolvimento etapas / durações ( meses )
Con
fiabi
lidad
e
R (
t )
1,0
0,2
0,4
0,6
0,8
Con
fiabi
lidad
e
b = 0,5
2
5
10
k = 0 10
b =

35
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
Fig. 9.21 - Influência do Parâmetro de posição ( b ) na variação da Confiabilidade, modelo Logístico. Fig. 9.22 - Influência do Parâmetro de forma ( k ) na variação da Confiabilidade, modelo Logístico. Fig. 9.23 - Ocorrência de um ponto de inflexão, modelo Logístico. CASO 9.06 Ao executar uma tarefa um operador apresentou os dados de Falhas e Sucessos apresentados na Fig. 9.24. Determinar os parâmetros do modelo Logístico e a Confiabilidade prevista para a execução de 20 tarefas.
Fig. 9.24 - Dados de entrada e valores calculados dos parâmetros, CASO 9.06 , método Logístico.
Fig. 9.25 - Variação do crescimento monitorado da Confiabilidade, CASO 9.06 , método Logístico. Substituindo-se os valores calculados dos parâmetros na equação geral ( 9.31 ) resulta a equação R ( t ) =
t.0985,0.2321,11
1
e −+
Para a duração correspondente a t = 20 - 2 = 18 tarefas efetivas corresponde uma Confiabilidade do operador
0
1,0
0,2
0,4
0,6
0,8
0 2010
Desenvolvimento ( etapas )
Con
fiabi
lidad
e do
exe
cuto
r
Desenvolvimento duração / etapa
R
0 t i
0
1,0
0,2
0,4
0,6
0,8
0 3010 20
Desenvolvimento duração / etapa
Con
fiabi
lidad
e
k = 10,5
0,1
0,01
b = 5
2
5 10
k = 0,10
k = 1 0,5
0,1
0,01
b = 5

36
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
R ( 20 ) = 18.0985,0.2321,11
1
e −+ = 0,82696
que coincide com o valor indicado na Fig. 9.26. Fig. 9.26 - Valor calculado da Confiabilidade, CASO 9.06, método Logístico. 10. OCORRÊNCIAS DE FALHAS No cotidiano das empresas é comum a ocorrência de falhas humanas, devidas a várias causas e motivos, como apresentado na Fig. 10.1 , ou sejam :
1. Inspeção ( 25 % ) 2. Manutenção ( 22 % ) 3. Operação ( 15 % ) 4. Gerenciamento ( 13 % )
correspondendo a um total de 75 % de causas diretas e outras ( 25 % ) de causas indiretas da atuação humana, tais como :
1. Projeto ( 11 % ) 2. Materiais ( 8 % ) 3. Ambientais ( 5 % ) 4. Outras ( 1 % )
As principais causas diretas de acidentes nas empresas devidos a falhas humanas, como apresentado na Fig. 10.2, são devidas principalmente a
1. Falta de conhecimento ( 35 % ). 2. Procedimentos técnicos incorretos ( 20
% ). 3. Causas pessoais, dolos ( 15 % ).
correspondendo a um total de 70 % de causas diretas e outras ( 30 % ) de causas indiretas da atuação humana, por erros de Projeto ( concepção, execução ). Os valores das porcentagens indicadas correspondem a valores médios ( aproximados ), oriundos de várias fontes e da experiência do autor.
Fig. 10.1 - Principais causas de falhas humanas nas empresas. Fig. 10.2 - Principais causas de acidentes nas
empresas. 11. AVALIAÇÃO DAS FALHAS HUMANAS Os métodos de avaliação correspondem
a duas situações básicas :
o Durante os períodos de aprendizagem para as tarefas ou missões.
o Na execução das atividades inerentes à função.
Durante os períodos de aprendizagem admite-se que as quantidades de falhas são decrescentes ao longo da duração do treinamento e que durante a execução
22
11
CAUSAS DIRETAS
CAUSAS INDIRETA
CO
NH
ECIM
ENTO
PRO
JETO
PRO
CED
IMEN
TOS
PESS
OA
IS
CAUSAS
CAUSAS 35
20
15
30
37
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
cotidiana das tarefas as falhas são aleatórias, desde que excluídas as Transgressões intencionais e não intencionais, como foi apresentado no Cap. 2. A quantificação das falhas humanas pode ser obtida por dois procedimentos básicos :
o Métodos de predição ( previsão teórica );
o Métodos de avaliação das tarefas executadas.
a seguir descritos e comentados. 11.1 MÉTODOS DE PREDIÇÃO Os métodos de predição mais utilizados são: Métodos Simples :
o TESEO ( Technique for Empirical Simulation of Errors in Operations ) : Modelo simplificado, baseado em cinco fatores, para avaliação empírica da estimativa de erros em operações ( ações ).
o HEART ( Human Error Assessment and Reduction Technique ) : Modelo simplificado, baseado no esforço requerido, nas condições de execução e nos fatores de influência.
Métodos complexos :
o THERP ( Technique for Human Error Rate Prediction ) : Análise do Sucesso e Insucesso ( falha ) em cada ação, baseado na avaliação das ações e Árvore de eventos.
o ASEP ( Accident Sequence Evaluation Program ).Análise das probabilidades de erros em condições específicas ( críticas ).
o MPPS ( Maintenance Personnel Performance Simulation ) : Análise da probabilidade de Sucesso, o tempo requerido e o Nível de estressamento.
Os métodos de predição não serão detalhados neste trabalho.
11.2 MÉTODOS QUANTITATIVOS
Para a avaliação das tarefas executadas , serão apresentados os seguintes procedimentos de cálculo : o Quantificação das falhas humanas [ 01 ],
pelas definições de freqüências e probabilidades, densidades de probabilidades de falhas, probabilidade acumulada, Taxas de falhas, Confiabilidade e Desconfiabilidade, Valor médio e Valor Mediano da distribuição.
o Determinação da Confiabilidade em Eventos Binários, ou seja, quando os dados são referidos apenas a Falhas e Sucessos nas tarefas executadas.
o Determinação da Confiabilidade em tarefas com poucas ou nenhuma falha ( Cap. 5 ), para distribuição incógnita.
o Crescimento monitorado da aprendizagem ( Cap. 7 ) para o método clássico ( falhas aleatórias ).
o Tipos de dados para a análise da Confiabilidade humana ( Cap. 8 ), com dados agrupados ou não agrupados, falhas e sucessos, dados seqüenciais, etc.
o Crescimento monitorado da Confiabilidade ( Cap. 9 ) pela utilização de métodos específicos de avaliação ( Duane, Gompertz, Lloyd-Lipow, Crow , Logístico ).
o Principais distribuições estatísticas e correlação dos dados em falhas humanas [ 01 ] pela aplicação de métodos de análise para as distribuições Gama, Weibull, Exponencial, Normal, Lognormal, Logística, Log-logística e Menor valor extremo ( Gumbel ).
que correspondem a uma análise completa de todos os fatores e causas que influem na Confiabilidade humana, de modo inovativo, pela aplicação de todas as novas técnicas atualmente aplicadas para equipamentos, onde : o Os componentes e sistemas correspondem
a tarefas e missões. o Os dados de falhas humanas não incluem
as transgressões. Este manual adota as mesmas distribuições aplicadas para os equipamentos, e toda a metodologia do programa Weibull ++ [ C01 ],

38
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
que permitem uma variada e completa análise estatística dos dados. Pela inferência dos dados é possível a escolha da melhor distribuição e a verificação da correlação dos dados, eliminando qualquer possibilidade de aplicação incorreta das distribuições. 12. COMPORTAMENTO HUMANO A análise da Confiabilidade humana deve considerar principalmente os seguintes assuntos e procedimentos :
o As atividades Sensoriais e Cognitivas
Foram apresentadas as principais características das atividades sensoriais do homem ( visão, audição, tato, etc. ) e os aspectos cognitivos relacionados à lógica e à memória envolvidas nas decisões ( Cap. 3 ). o A relação Homem - Máquina Foram analisadas os principais fatores que interferem na relação do homem com as máquinas, dependentes dos controles, dos painéis de visualização das ações e das condições ambientais, bem como dos principais procedimentos para melhorias ( Cap. 4 ).
13. ÍNDICES DE AVALIAÇÃO E
DESEMPENHO Os principais Índices aplicados à verificação do desempenho humano na execução de tarefas são :
o Fator de aprendizagem ( FAP ). o Índice de performance de atividades (
IPE ). o Índice de vigilância ou alerta ( IVI ).
a seguir descritos 13.1 FATOR DE APRENDIZAGEM O desenvolvimento da aprendizagem geralmente corresponde a duas fases ( etapas ) como apresentado na Fig. 13.1, correspondentes a um treinamento Básico e um Complementar. Pode-se admitir que exista um conhecimento prévio ( no caso 20 % ), e que o treinamento Básico corresponda à quantidade
de conhecimentos e procedimentos necessários para uma boa execução da tarefa ( no caso 90 % ). Fig. 13.1 - Principais etapas da aprendizagem e metas ( objetivos ). A determinação do Fator de Aprendizagem foi detalhada no Cap. 7. 13.2. ÍNDICE DE PERFORMANCE DE ATIVIDADES É bastante conhecida a influência de fatores ambientais e pessoais na performance humana na execução de suas tarefas. O estressamento físico e ou mental influi significativamente no desempenho das tarefas, como apresentado na Fig. 13.2. Sem nenhum estressamento ou pressão positiva para o trabalho existe acomodação e menor desempenho. Um pequeno estressamento melhora a performance. Para um forte estressamento, a partir de um dado valor máximo, a performance é reduzida, podendo atingir valores que significam baixa eficiência, ou mesmo praticamente anulá-la ( 0 % ). Baixos valores do Índice de Performance ( IPE ) é uma das principais causas de acidentes por falhas humanas por alterar Procedimentos que normalmente seriam plenamente executados e anular ações Pessoais ( Fig. 13.2 ) .
100 %
90 %
1 Mês Duração ( meses )
BÁSICO COMPLEMENTAR
0 %
20 %
0
100 %
90 %
1 Mês Duração ( meses )
BÁSICO COMPLEMENTAR
0 %
20 %
0
FATO
R D
E A
PREN
DIZ
AG
EM
GANHO PERDA
MÁX. 100
0 Estressamento, % 10
ÍND
ICE
DE
PER
FORM
AN
CE,
%

39
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
Fig. 13.2 - Variação típica do Índice de Performance ( IPE ) 13.3 ÍNDICE DE VIGILÂNCIA ( OU ALERTA ) As funções ( tarefas ) de vigilância são bastante afetadas por sua duração prolongada, como apresentado na Fig. 13.3. A partir de um valor inicial, admitindo-se pleno preparo para a tarefa ( 100 % ), a função é decrescente. Elas exigem um rodízio dos vigilantes, por exemplo, quando o Índice atinge o valor 0,99 ( 99 % ). Algumas funções de inspeção de componentes ou equipamentos enquadram-se nesta função, sendo típicas em atividades militares ( sentinelas ). Para grandes durações a vigilância pode ser completamente anulada ( 0 % ), por exemplo, caso do sentinela dormir. Em vôos prolongados os pilotos das aeronaves executam vários controles com objetivos complementares ao piloto automático, mantendo a vigilância . Fig. 13.3 - Variação típica do Índice de Vigilância ( IVI ). 14. ASSUNTOS PARA FUTURAS ANÁLISES Os seguintes assuntos não serão detalhados neste trabalho, por serem polêmicos e envolverem opiniões pessoais e mesmo religiosas , quais sejam :
o Funções altamente especializadas e clonagem humana.
o Robotização quase plena. o Sociedades humanas altamente
especializadas.
14.1 FUNÇÕES ALTAMENTE ESPECIALIZADAS
E CLONAGEM . Na época atual, com grandes desenvolvimentos tecnológicos, principalmente na biologia e na medicina, os seres humanos são altamente pressionados por maior capacitação física e mental, pelos desafios de uma sociedade com bilhões de pessoas em um espaço terrestre limitado. Muitas atividades humanas exigem biótipos especiais, principalmente nos esportes, criando-se ( ou formando-se ) seres humanos altamente especializados. Maior altura, massa muscular, atividades sensoriais especiais ( odores, sabores, etc. ) são exigências atuais de muitas atividades esportivas e industriais. Recordes mundiais são freqüentemente ultrapassados em um crescendo continuado.
Estas considerações levam às seguintes polêmicas questões atuais :
o Os seres humanos estão inevitavelmente pressionados a desenvolver capacidades especiais ?
o A clonagem de seres humanos especiais será aplicada ?
o A capacidade neural será aumentada ? A resposta a estas questões é sim, a despeito de todas as questões relevantes. 14.2 ROBOTIZAÇÃO O atual grande desenvolvimento da informática, da automação industrial e das telecomunicações, apresenta-se com conseqüências bastante previsíveis para o futuro. A relação homem - máquina , como apresentado no Cap. 4, será altamente desenvolvida, com robotização " quase humana ", onde as máquinas só não teriam sentimentos ( amor, ódio, compaixão, ... ).
Este desenvolvimento será possível com a aplicação de Sensores altamente precisos para detectar estímulos sensoriais ineficientes nos homens, que são mais desenvolvidos em muitos animais,como foi apresentado no Cap. 4 ( visão, audição, olfato e paladar, tato ).
As fábricas do futuro serão altamente robotizadas, com os homens na função de Supervisores dos sistemas e as máquinas como Operadoras ( Cap. 4 ). Imagine-se um jato comercial com o piloto ( supervisor ) apenas para ações passivas, sem poder interferir
EFETIVO DEFICIENT
99 % 10
0 Duração , % 10
ÍND
ICE
DE
VIG
ILÂ
NC
IA ,
%
40
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
diretamente no comando da aeronave, que é integralmente realizado por computadores e sensores. A piada corrente é que seria necessário um cachorro como co-piloto, cuja função seria impedir o piloto de mexer nos comandos...Se mexer levaria uma mordida...
O desafio atual é até onde pode-se automatizar e aproveitar todas as funções cognitivas dos homens ( Cap. 3 ). 14.3 O MUNDO GLOBAL DO FUTURO Será inevitável a criação de um governo central do planeta Terra, para harmonizar todos os conflitos étnicos, religiosos e econômicos. A atual globalização das economias será expandida, envolvendo também novas tecnologias e o desenvolvimento humano para tarefas altamente especializadas, com atuação em ambientes inóspitos ( calotas polares, fundo dos oceanos, desertos, cordilheiras, matas equatoriais, etc. ).
Uma das questões altamente polêmicas é a reprodução humana para contê-la dentro dos limites de sustentabilidade do planeta, quase no limite de seu equilíbrio ambiental, pela intensa poluição da terra, mar e ar, surgindo então as seguintes questões :
o A reprodução humana e a duração da vida serão limitadas ou prolongadas pelo avanço genético e da medicina ?
o Ocorreria reprodução assexuada, com fêmeas geradoras de óvulos e machos seletivos ?
A resposta a estas questões polêmicas é sim, pois haveria um controle parcial da reprodução. 15. ASSUNTOS NÃO ABORDADOS Os principais assuntos não abordados neste trabalho são : o Análise de riscos, como o HAZOP [ 16 ]. o Métodos preditivos de análise das
atividades humanas. 16. PRINCIPAIS CONCLUSÕES Este trabalho foi concebido como um guia prático para a análise da Confiabilidade humana, incorporando novas metodologias
de cálculo, com uma abordagem mais quantitativa ( parametrização ) do que qualitativa ( psicológicas, ambientais, sociais, etc. ). A abordagem quantitativa foi possível pela exclusão nos dados de falhas das Transgressões ( intencionais e não - intencionais ), por serem imprevisíveis, motivo de limitações e grande imprecisão de muitas metodologias atuais.
Algumas inovações importantes foram introduzidas nas análises. As metodologias para o cálculo da Confiabilidade e do seu Crescimento monitorado agora podem ser aplicadas, considerando-se que os equipamentos produzidos e os serviços executados são os produtos finais da atuação humana. Das atividades humanas resultam tarefas e missões a serem cumpridas, onde inevitavelmente ocorrem falhas e sucessos, que podem ser quantificados e analisados.
A atuação do homem pode ser dividida em duas fases distintas: o aprendizado ( treinamento ) e a atuação normal ( preparado para a tarefa ). Como o aprendizado nunca é perfeito ( 100 % ) surgirão falhas posteriores na execução das tarefas, que adicionalmente podem ser afetadas por fatores inerentes ao homem ( estressamento, fadiga, senilidade etc. ) e ambientais ( temperatura, poeira, radiação, etc. ), principalmente para extremos.
Os aspectos Cognitivos ( reação a estímulos ) foram abordados na análise da relação Homem - Máquina, para definição e análise de opções de automatização, onde as máquinas atuam basicamente como operadoras ( executoras ) e os homens como monitores ( supervisores ).
A metodologia de verificação do aprendizado foi parametrizada, principalmente pela aplicação do programa computacional RGA ( Reliability Growth Analysis ). As dificuldades anteriormente existentes foram suprimidas por uma conveniente classificação e aplicação dos dados obtidos nas tarefas sob teste ( falhas, sucessos, seqüenciais, agrupados, etc.), relacionados a uma conveniente distribuição estatística do crescimento monitorado ( Duane, Gompertz, Crow, Lloyd-Lipow, Logística ).
Os cálculos ( estimativas ) das Confiabilidades humanas pode ser baseado nas mesmas distribuições gerais aplicadas

41
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
para os equipamentos, ou seja as distribuições tipo Gama, Weibull, Exponencial, Normal, Lognormal, Logística, Log-logística, Menor Valor Extremo, cada uma delas correspondente a um dado tipo de tarefa ou missão, de modo a melhor representar a ocorrência das falhas humanas. As falhas podem ocorrer on início ou no fim dos períodos de atuação, serem aleatórias, concentradas ao redor de um valor médio ( simétricas ou não ) , e outros tipos.
Alguns aspectos polêmicos do desenvolvimento humano foram sucintamente abordados, principalmente a aplicação de altas especializações para atividades específicas e a inevitável clonagem para obtê-las. A cada dia surgem novas especializações humanas para atividades específicas nas industrias alimentares, de cosméticos , de perfumarias, e principalmente nos esportes, onde recordes são rápida e constantemente ultrapassados.
Esperamos que a abordagem de todos os assuntos mencionados neste manual forneça uma consistente base para a análise da Confiabilidade humana. Atualmente ocorre um grande desenvolvimento das análises da Confiabilidade humana, algumas vezes baseadas em procedimentos imprecisos ou muito simplificados, que implicam em significativos erros de avaliação das tarefas. Este trabalho visa um auxílio para novas abordagens, atualmente pouco desenvolvidas.
BIBLIOGRAFIA RECOMENDADA [ 01 ] Pallerosi, Carlos A. , Confiabilidade Humana. Vol.10, Confiabilidade, a quarta dimensão da Qualidade, ReliaSoft Brasil, 2007. [ 02 ] Programa RGA ( Reliability Growt ) , ReliaSoft Brasil. 2006. [ 03 ] Programa Weibull ++, ReliaSoft Brasil, 2007. [ 04 ] SIC 2006 . Dias, Acires ( UFSC ) Metodologia para avaliação e gerenciamento de risco. [ 05 ] SIC 2006 . Celso da Silva, Paulo ; Pedroso de Souza, Fabrício ( Embraer ) ; A confiabilidade e a avaliação de segurança no projeto aeronáutico.
[ 06 ] SIC 2006 . Lessa, Sergio ( COELBA ) ; Falha humana em operação e manutenção de subestações. [ 07 ] SIC 2006 . Rocha, Gustavo ( Bureau Veritas do Brasil ) ; Inspeção baseada em risco. [ 08 ] SIC 2006. Dias, Acires ( UFSC – Universidade Federal de Santa Catarina ). Metodologia para identificação, classificação e avaliação de perigo em sistemas técnicos. [ 09 ] SIC 2005. Queiroz da Silva, Cândido Luís ( Petrobrás – REDUC/ER/TM ). Confiabilidade Humana – vetor fundamental para a excelência empresarial. [ 10 ] SIC 2004 . Alves, José Luís Lopes ( Rhodia ). Confiabilidade humana – o fator humano. [ 11 ] SIC 2003 . Embrey, D. The Role of Human Error in Chemical Process Safety. [ 12 ] Pedrassani, E. L. Método para registro, análise e controle de falhas humanas na manutenção de centrais hidrelétricas. XVI SNPTEE ( Seminário Nacional de Produção e Transmissão de Energia Elétrica ).Campinas, SP. 2001. [ 13 ] Ribeiro, S .L .O . Carga de trabalho e automação: estudo da cabine de vôo do ponto de vista da ergonomia cognitiva. Tese de doutorado, UFRJ, Rio de Janeiro, 2003. [ 14 ] Lima, M. C. E. Análise do potencial de falhas humanas em atividades de manutenção. Tese de Mestrado, Engenharia de Produção, UFF, 2002. [ 15 ] Figuerôa Filho, C. L. S . Um método para avaliação de falhas humanas na manutenção de aeronaves. Tese de Mestrado,Engenharia de Produção, UFBA, 1999. [ 16 ] Alves, J .L .L . A técnica Hazop como ferramenta de aquisição de dados para avaliação da confiabilidade humana na industria química. Tese de Mestrado, Instituto de Matemática, Estatística e Ciência da Computação, UNICAMP, Campinas, SP. , 1997 [ 17 ] Filgueiras, L. V. L. Método para análise de projeto homem - computador visando confiabilidade humana. Tese de doutorado, Engenharia de Computação e Sistemas Digitais, EPUSP, São Paulo, 1996. Obs. : Na referencia [ 01 ] encontra-se uma vasta bibliografia sobre o assunto.

42
SIC 2008 Confiabilidade humana : nova metodologia de análise qualitativa e quantitativa
Contatos ( autor ) : [email protected]
( 1 )