avaliacao de desempenho diagnostico e ajuste de malhas de controle de temperatura pressao
TRANSCRIPT

AVALIAÇÃO DE DESEMPENHO, DIAGNÓSTICO E AJUSTE DE MALHAS DE CONTROLE DE TEMPERATURA, PRESSÃO, VAZÃO E
NÍVEL
Leonardo Antônio da Silva1 [email protected]
Bernardo Soares Torres1 [email protected]
Lúcio Fábio Passos1 [email protected]
Walber Reis 2 [email protected]
Eduardo Barroso 2 [email protected]
1 ATAN Sistemas de Automação
2 Lafarge do Brasil
Abstract Although control loops are important assets and have high implementation costs, its maintenance are still inefficiently done, actuating only when serious operational problems occur. This work presents the achieved results with the use of a performance assessment, automatic diagnostics and PID Control Loop tune software at Cement Plants. With the new available functionalities, it is possible to increase final product quality and raw material economy. As common control loops were assessed and tuned, techniques used can also be applied on different industrial segments.
Resumo
Apesar das malhas de controle serem ativos de alto custo, sua manutenção é realizada de forma ineficiente, atuando por exceção na ocorrência de problemas. Apresenta-se os resultados obtidos com a utilização de software para avaliação, diagnósticos automáticos e sintonia de malhas PID numa indústria cimenteira. Com as novas funcionalidades é possível aumentar a qualidade do produto final e reduzir o consumo de insumos. Malhas comuns foram avaliadas e as técnicas usadas podem ser aplicadas em vários segmentos industriais. Palavras chave: Otimização de processos, Malhas de controle, Avaliação de desempenho, sintonia de controladores PID.
5º Congresso Internacional de Automação, Sistemas e Instrumentação – ISA Show 2005, São Paulo. 1 INTRODUÇÃO Malhas de controle são ativos industriais de alto custo, uma vez que os investimentos realizados foram significativos. Numa malha de controle são gastos de US$1.000,00 a US$10.000,00 na aquisição de um sensor, US$ 2.000,00 a US$20.000,00 na compra de um atuador e de US$ 1.000,00 a US$2.000,00 na obtenção de um controlador. Ou seja, em cada malha de controle temos em torno de US$15.000,00 aplicados. Desta forma, considerando que nas plantas industriais o número de malhas pode ser elevado, o investimento já realizado é muito alto. Sendo assim, deve-se otimizar e manter a eficiência das malhas já instaladas.
O objetivo deste trabalho é comprovar que, por meio de uma avaliação constante da performance das malhas de controle, é possível verificar se as malhas de controle apresentam desempenho abaixo do esperado e atuar, de forma preditiva, eliminando possíveis causas de parada de área, gasto excessivo de energia e diminuição da qualidade do produto final.
Para cada processo, variáveis chave podem garantir melhores resultados se estas forem mantidas em patamares constantes e com pequena variabilidade, conforme os exemplos a seguir:
• No lingotamento contínuo da indústria siderúrgica, manter constante a vazão de saída da panela que alimenta a máquina de lingotamento e o nível de aço no molde;
• Na laminação, garantir a espessura desejada da placa;
• Em fornos, controlar PCI do combustível, temperatura das zonas do forno e vazão de determinado combustível;
• Na mineração, controles de nível e densidade das colunas de flotação;
• Nas cimenteiras, a pressão no cabeçote do forno deve ser negativa e estar o mais próximo possível de zero;
• Uma variável importante na indústria de papel e celulose é o Kappa, que se refere à quantidade de lignina na polpa, e seu controle é feito de forma indireta utilizando-se a alimentação de álcali e/ou as temperaturas de saída dos trocadores de calor;
Caso essas malhas estejam controladas e com pequena variabilidade em relação ao valor desejado, observa-se um significativo retorno econômico.
Um dos ramos de trabalho do RtPM (Real Time Performance Management) está ligado à Avaliação de Desempenho de Malhas de Controle (Control Loop Assessment). Para que uma malha de controle tenha um desempenho satisfatório, além de um bom funcionamento dos sensores e atuadores, dois outros fatores devem ser verificados, o controlador e o processo controlado. Sobre o processo, nem sempre é viável, financeiramente, alterá-lo para obter melhor desempenho operacional. Entretanto, no caso do controlador, pode-se verificar sua implementação, sintonia, e estratégia de controle implementada com o intuito de aperfeiçoá-lo e, conseqüentemente, obter retornos de produção e qualidade numa unidade industrial.[1]
Contudo, nos dias atuais, como é monitorado o desempenho dessas malhas? Quais são as respostas às questões do tipo: “Como operam minhas malhas de controle e quão longe cada uma está de seu ponto ótimo?” ou “Quais malhas devem ser priorizadas por minha equipe de manutenção e onde está a origem da perda de eficiência?”.
Antes de responder as perguntas anteriores, é necessário esclarecer alguns pontos. Dentre eles podem ser citados: Como medir a eficiência de uma malha de controle? Quais são os KPI’s que podem ser utilizados para se dizer que uma malha está operando de forma adequada? Uma malha eficiente é aquela que mantém um erro pequeno em relação ao valor desejado e para isso utiliza arduamente seu atuador?
Como sempre em engenharia, há a necessidade de se ponderar a relação custo x benefício. Em se tratando de uma malha de controle, a relação de compromisso exibida na figura 1 deve estar entre Estabilidade, Robustez versus Velocidade, Desempenho. Ou seja, não é viável produzir com a maior velocidade possível pois estaríamos comprometendo a estabilidade do sistema. Por outro lado, se produzirmos com a maior robustez possível, talvez a velocidade das malhas será pequena, representando baixa produção. Deve-se assim buscar um ponto ótimo entre estes dois extremos.
Figura 1 – Compromisso entre Segurança e Desempenho em malhas de controle
Nesse trabalho serão expostos diagnósticos e ajustes de malhas de controle de vazão, temperatura, nível e pressão, assim como os índices escolhidos para avaliar o desempenho das malhas antes e após a sintonia das mesmas.
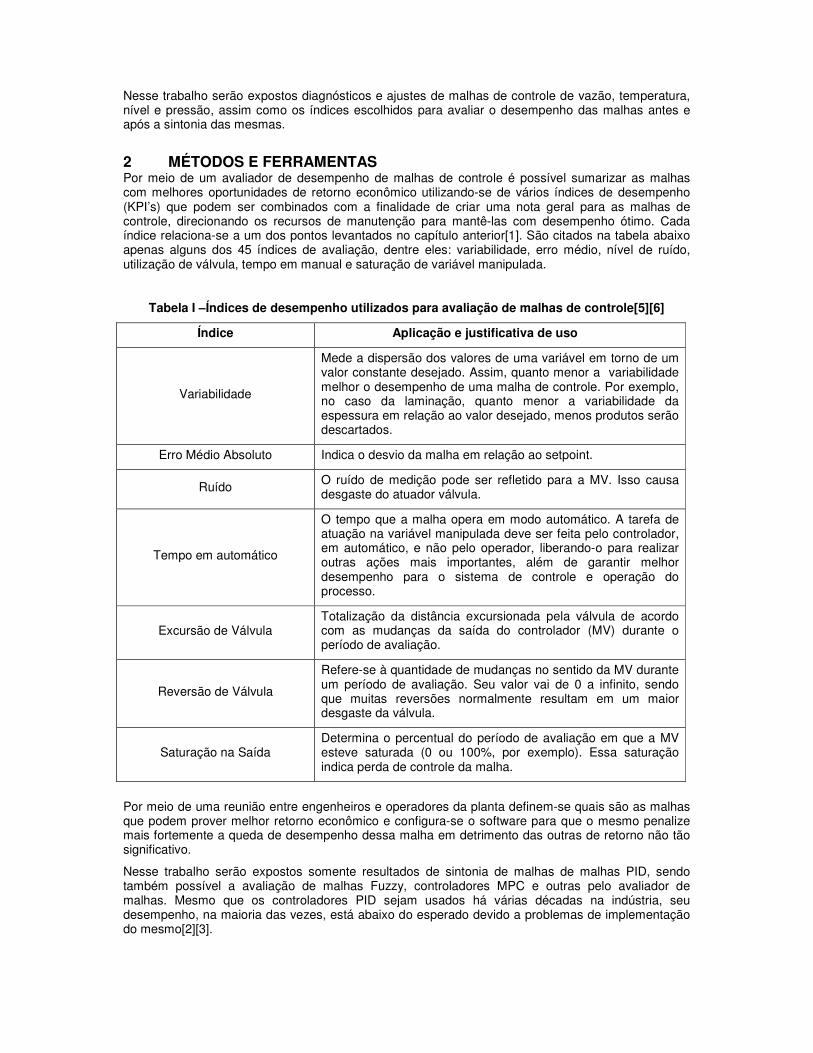
2 MÉTODOS E FERRAMENTAS Por meio de um avaliador de desempenho de malhas de controle é possível sumarizar as malhas com melhores oportunidades de retorno econômico utilizando-se de vários índices de desempenho (KPI’s) que podem ser combinados com a finalidade de criar uma nota geral para as malhas de controle, direcionando os recursos de manutenção para mantê-las com desempenho ótimo. Cada índice relaciona-se a um dos pontos levantados no capítulo anterior[1]. São citados na tabela abaixo apenas alguns dos 45 índices de avaliação, dentre eles: variabilidade, erro médio, nível de ruído, utilização de válvula, tempo em manual e saturação de variável manipulada.
Tabela I –Índices de desempenho utilizados para avaliação de malhas de controle[5][6]
Índice Aplicação e justificativa de uso
Variabilidade
Mede a dispersão dos valores de uma variável em torno de um valor constante desejado. Assim, quanto menor a variabilidade melhor o desempenho de uma malha de controle. Por exemplo, no caso da laminação, quanto menor a variabilidade da espessura em relação ao valor desejado, menos produtos serão descartados.
Erro Médio Absoluto Indica o desvio da malha em relação ao setpoint.
Ruído O ruído de medição pode ser refletido para a MV. Isso causa desgaste do atuador válvula.
Tempo em automático
O tempo que a malha opera em modo automático. A tarefa de atuação na variável manipulada deve ser feita pelo controlador, em automático, e não pelo operador, liberando-o para realizar outras ações mais importantes, além de garantir melhor desempenho para o sistema de controle e operação do processo.
Excursão de Válvula Totalização da distância excursionada pela válvula de acordo com as mudanças da saída do controlador (MV) durante o período de avaliação.
Reversão de Válvula
Refere-se à quantidade de mudanças no sentido da MV durante um período de avaliação. Seu valor vai de 0 a infinito, sendo que muitas reversões normalmente resultam em um maior desgaste da válvula.
Saturação na Saída Determina o percentual do período de avaliação em que a MV esteve saturada (0 ou 100%, por exemplo). Essa saturação indica perda de controle da malha.
Por meio de uma reunião entre engenheiros e operadores da planta definem-se quais são as malhas que podem prover melhor retorno econômico e configura-se o software para que o mesmo penalize mais fortemente a queda de desempenho dessa malha em detrimento das outras de retorno não tão significativo.
Nesse trabalho serão expostos somente resultados de sintonia de malhas de malhas PID, sendo também possível a avaliação de malhas Fuzzy, controladores MPC e outras pelo avaliador de malhas. Mesmo que os controladores PID sejam usados há várias décadas na indústria, seu desempenho, na maioria das vezes, está abaixo do esperado devido a problemas de implementação do mesmo[2][3].
A apresentação do desempenho das malhas, áreas, unidades de produção e planta é baseada em navegadores WEB, permitindo o monitoramento a partir de qualquer computador.[5]
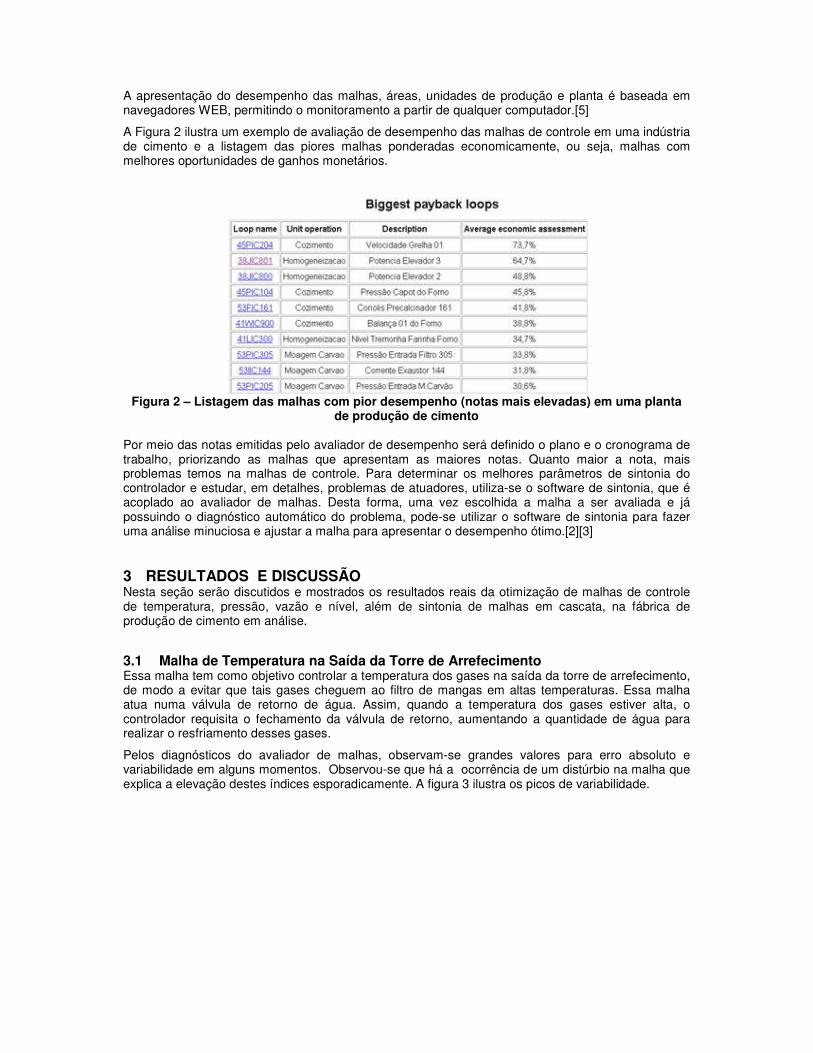
A Figura 2 ilustra um exemplo de avaliação de desempenho das malhas de controle em uma indústria de cimento e a listagem das piores malhas ponderadas economicamente, ou seja, malhas com melhores oportunidades de ganhos monetários.
Figura 2 – Listagem das malhas com pior desempenho (notas mais elevadas) em uma planta
de produção de cimento
Por meio das notas emitidas pelo avaliador de desempenho será definido o plano e o cronograma de trabalho, priorizando as malhas que apresentam as maiores notas. Quanto maior a nota, mais problemas temos na malhas de controle. Para determinar os melhores parâmetros de sintonia do controlador e estudar, em detalhes, problemas de atuadores, utiliza-se o software de sintonia, que é acoplado ao avaliador de malhas. Desta forma, uma vez escolhida a malha a ser avaliada e já possuindo o diagnóstico automático do problema, pode-se utilizar o software de sintonia para fazer uma análise minuciosa e ajustar a malha para apresentar o desempenho ótimo.[2][3]
3 RESULTADOS E DISCUSSÃO Nesta seção serão discutidos e mostrados os resultados reais da otimização de malhas de controle de temperatura, pressão, vazão e nível, além de sintonia de malhas em cascata, na fábrica de produção de cimento em análise.
3.1 Malha de Temperatura na Saída da Torre de Arrefecimento Essa malha tem como objetivo controlar a temperatura dos gases na saída da torre de arrefecimento, de modo a evitar que tais gases cheguem ao filtro de mangas em altas temperaturas. Essa malha atua numa válvula de retorno de água. Assim, quando a temperatura dos gases estiver alta, o controlador requisita o fechamento da válvula de retorno, aumentando a quantidade de água para realizar o resfriamento desses gases.
Pelos diagnósticos do avaliador de malhas, observam-se grandes valores para erro absoluto e variabilidade em alguns momentos. Observou-se que há a ocorrência de um distúrbio na malha que explica a elevação destes índices esporadicamente. A figura 3 ilustra os picos de variabilidade.
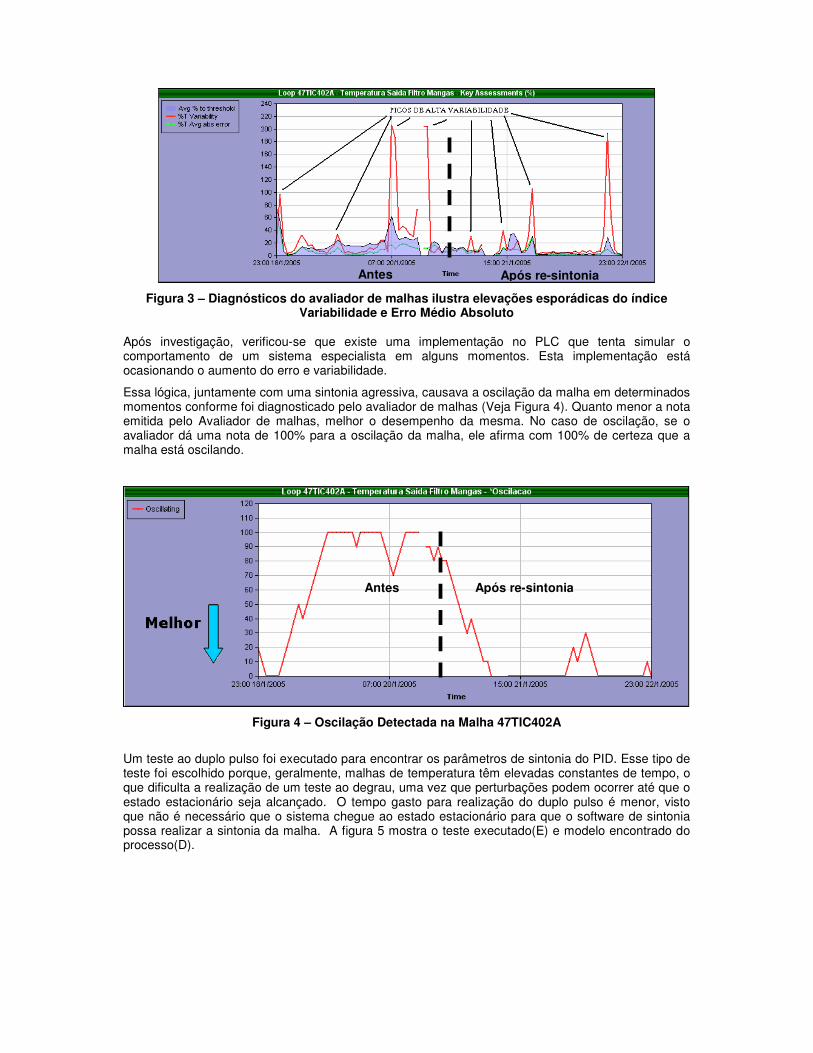
Figura 3 – Diagnósticos do avaliador de malhas ilustra elevações esporádicas do índice Variabilidade e Erro Médio Absoluto
Após investigação, verificou-se que existe uma implementação no PLC que tenta simular o comportamento de um sistema especialista em alguns momentos. Esta implementação está ocasionando o aumento do erro e variabilidade.
Essa lógica, juntamente com uma sintonia agressiva, causava a oscilação da malha em determinados momentos conforme foi diagnosticado pelo avaliador de malhas (Veja Figura 4). Quanto menor a nota emitida pelo Avaliador de malhas, melhor o desempenho da mesma. No caso de oscilação, se o avaliador dá uma nota de 100% para a oscilação da malha, ele afirma com 100% de certeza que a malha está oscilando.
Figura 4 – Oscilação Detectada na Malha 47TIC402A
Um teste ao duplo pulso foi executado para encontrar os parâmetros de sintonia do PID. Esse tipo de teste foi escolhido porque, geralmente, malhas de temperatura têm elevadas constantes de tempo, o que dificulta a realização de um teste ao degrau, uma vez que perturbações podem ocorrer até que o estado estacionário seja alcançado. O tempo gasto para realização do duplo pulso é menor, visto que não é necessário que o sistema chegue ao estado estacionário para que o software de sintonia possa realizar a sintonia da malha. A figura 5 mostra o teste executado(E) e modelo encontrado do processo(D).
Após re-sintonia Antes
Após re-sintonia Antes

Figura 5 – (E) Teste ao duplo pulso executado para encontrar parâmetros da nova sintonia (D)
Modelo de 2ª ordem encontrado pela ferramenta de sintonia.
A malha foi sintonizada e verificou-se que a sintonia anterior era muito agressiva, praticamente instável. A redução do parâmetro proporcional do controlador (Kp foi de 1 para 0.7) e aumento do tempo integral, de 1.8 segundos para 264 segundos, tornaram o controlador mais robusto e eficiente. O gráfico a seguir (figura 6) indica a robustez da sintonia atual e da nova. Pode-se notar que a sintonia antiga levava a malha a trabalhar numa região de instabilidade, abaixo da cruz localizada no losango azul-claro, enquanto a nova sintonia já estava a direita da mesma, ou seja, região estável.
Figura 6 – Gráfico de robustez da malha de temperatura da saída da torre de arrefecimento.
O gráfico seguinte, figura 7, ilustra o comportamento temporal da malha antes e depois da sintonia. Observa-se que antes a malha apresentava oscilações mantidas e agora as oscilações foram eliminadas por meio da correta sintonia.
É interessante verificar que o avaliador de malhas detectou a eliminação da oscilação, conforme pode ser visto na figura 4.
Sintonia Antiga
Sintonia Atual

Figura 7 - Comportamento temporal da malha de temperatura antes e após a sintonia
A Figura 8 mostra as análises estatísticas dos dados acima realizadas pelo software de sintonia de malhas de controle. É possível verificar uma redução de 66% na variabilidade e IAE (Integral of Absolute Erro) dessa malha, comprovando, assim, uma melhora na operação da mesma.
Figura 8 – Análises estatísticas da malha 47TIC402 antes e após auditoria.
A curva de distribuição normal da PV (variável de processo, neste caso, temperatura) está com menor amplitude e dispersão (Desvio-Padrão) após a auditoria da malha. Veja na figura 9.
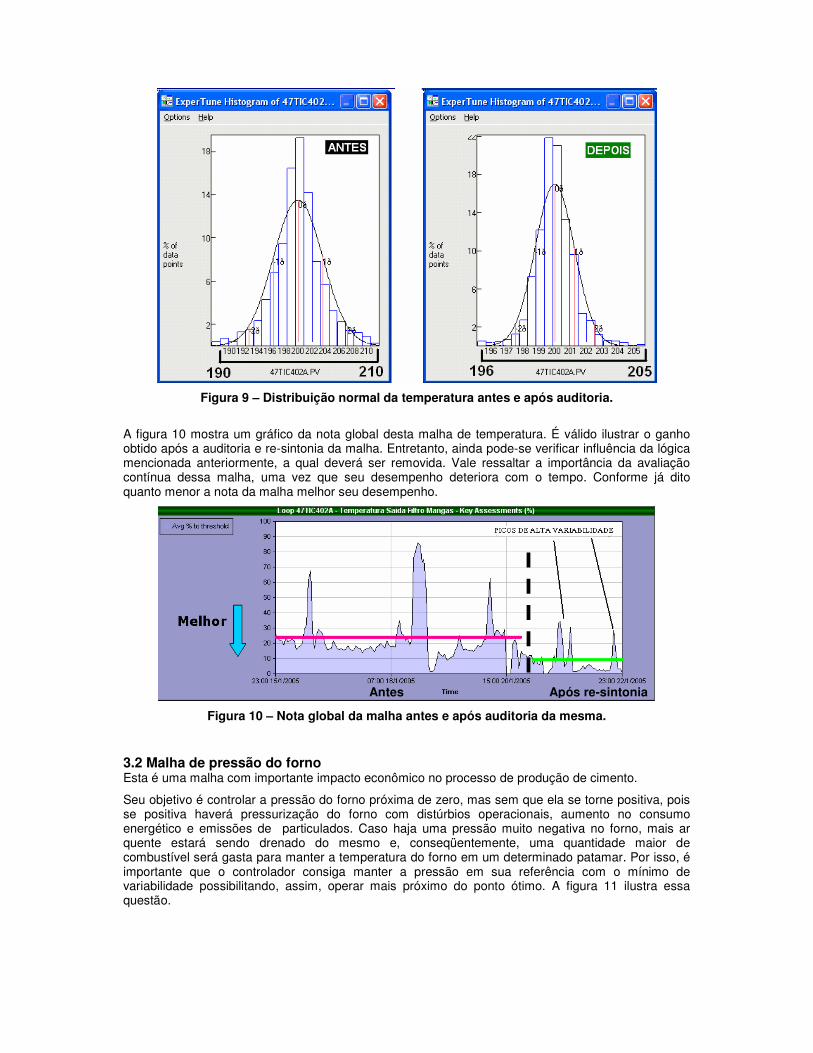
Figura 9 – Distribuição normal da temperatura antes e após auditoria.
A figura 10 mostra um gráfico da nota global desta malha de temperatura. É válido ilustrar o ganho obtido após a auditoria e re-sintonia da malha. Entretanto, ainda pode-se verificar influência da lógica mencionada anteriormente, a qual deverá ser removida. Vale ressaltar a importância da avaliação contínua dessa malha, uma vez que seu desempenho deteriora com o tempo. Conforme já dito quanto menor a nota da malha melhor seu desempenho.
Figura 10 – Nota global da malha antes e após auditoria da mesma. 3.2 Malha de pressão do forno Esta é uma malha com importante impacto econômico no processo de produção de cimento.
Seu objetivo é controlar a pressão do forno próxima de zero, mas sem que ela se torne positiva, pois se positiva haverá pressurização do forno com distúrbios operacionais, aumento no consumo energético e emissões de particulados. Caso haja uma pressão muito negativa no forno, mais ar quente estará sendo drenado do mesmo e, conseqüentemente, uma quantidade maior de combustível será gasta para manter a temperatura do forno em um determinado patamar. Por isso, é importante que o controlador consiga manter a pressão em sua referência com o mínimo de variabilidade possibilitando, assim, operar mais próximo do ponto ótimo. A figura 11 ilustra essa questão.
Após re-sintonia Antes
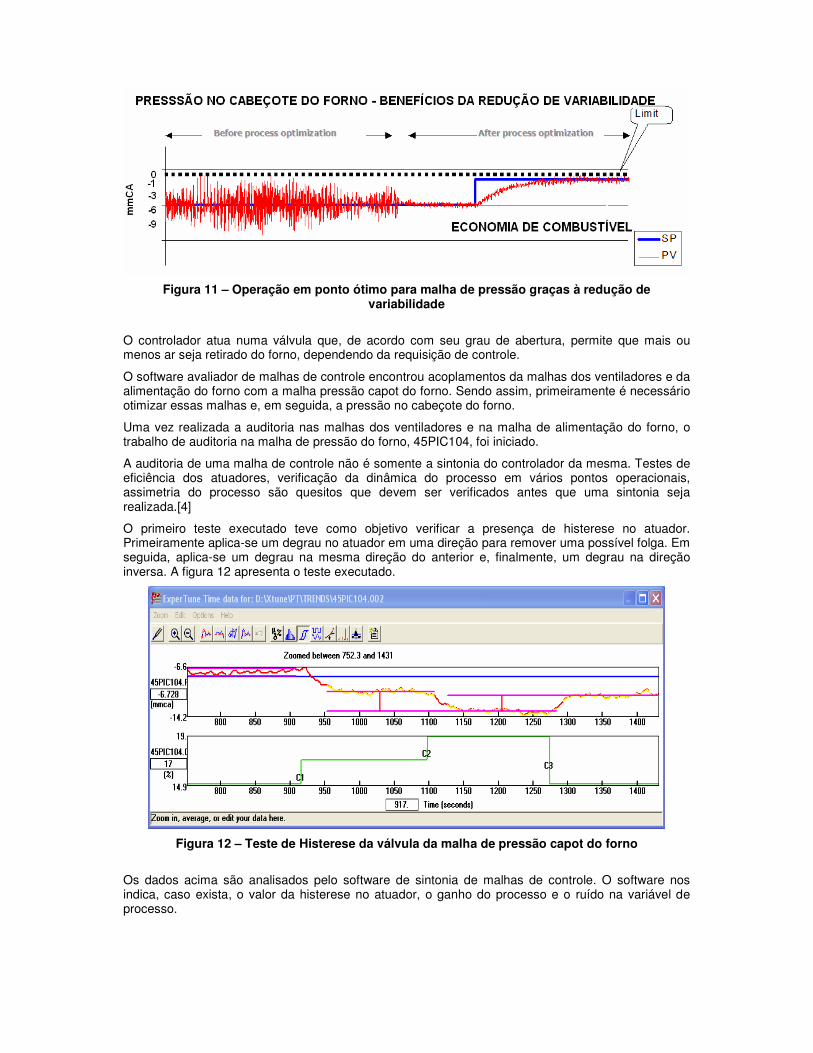
Figura 11 – Operação em ponto ótimo para malha de pressão graças à redução de variabilidade
O controlador atua numa válvula que, de acordo com seu grau de abertura, permite que mais ou menos ar seja retirado do forno, dependendo da requisição de controle.
O software avaliador de malhas de controle encontrou acoplamentos da malhas dos ventiladores e da alimentação do forno com a malha pressão capot do forno. Sendo assim, primeiramente é necessário otimizar essas malhas e, em seguida, a pressão no cabeçote do forno.
Uma vez realizada a auditoria nas malhas dos ventiladores e na malha de alimentação do forno, o trabalho de auditoria na malha de pressão do forno, 45PIC104, foi iniciado.
A auditoria de uma malha de controle não é somente a sintonia do controlador da mesma. Testes de eficiência dos atuadores, verificação da dinâmica do processo em vários pontos operacionais, assimetria do processo são quesitos que devem ser verificados antes que uma sintonia seja realizada.[4]
O primeiro teste executado teve como objetivo verificar a presença de histerese no atuador. Primeiramente aplica-se um degrau no atuador em uma direção para remover uma possível folga. Em seguida, aplica-se um degrau na mesma direção do anterior e, finalmente, um degrau na direção inversa. A figura 12 apresenta o teste executado.
Figura 12 – Teste de Histerese da válvula da malha de pressão capot do forno
Os dados acima são analisados pelo software de sintonia de malhas de controle. O software nos indica, caso exista, o valor da histerese no atuador, o ganho do processo e o ruído na variável de processo.

O ganho do processo pode indicar um possível mal dimensionamento do atuador da malha. Já um alto um valor elevado de ruído pode aumentar a atuação na MV (Variável Manipulada) da malha de controle.
A tabela abaixo mostra os resultados obtidos:
Tabela II – Resultados do teste de Histerese da malha 45PIC104 Encontrado Valores aceitáveis
Histerese 2.4 % Menor que 1% De 1% a 3%
Maior que 3%
Ideal aceitável
Deve ser checado
Ganho 1.52 Menor que 0.5 De 0.5 a 2
Maior que 3
Muito pequeno Ideal
Muito alto
Ruído 1.16 % Menor que 3% Aceitável
Como pode ser visto na tabela acima, o valor de histerese desse atuador encontra-se de um patamar aceitável. O valor do ganho e do ruído também estão dentro de patamares aceitáveis.
Após o teste de histerese, foi realizado um teste na faixa de operação dessa malha para verificar a linearidade do processo. Vários degraus foram aplicados na válvula para verificar o comportamento nas diferentes faixas. A faixa de teste foi de -15mmCA à -3mmCA, conforme pode ser visto na figura 13.
Figura 13 – Teste de linearidade da malha 45PIC104 na faixa de operação
O software de sintonia de malhas de controle foi utilizado para verificar a linearidade da malha na faixa de operação. Caso seja necessário o uso de um linearizador, o software já o calcula e o disponibiliza em várias linguagens, tais como Basic, tabela-verdade e C. A figura 14 mostra o resultado do teste de linearização. Pode-se notar que a malha tem um comportamento linear em toda sua faixa de operação.
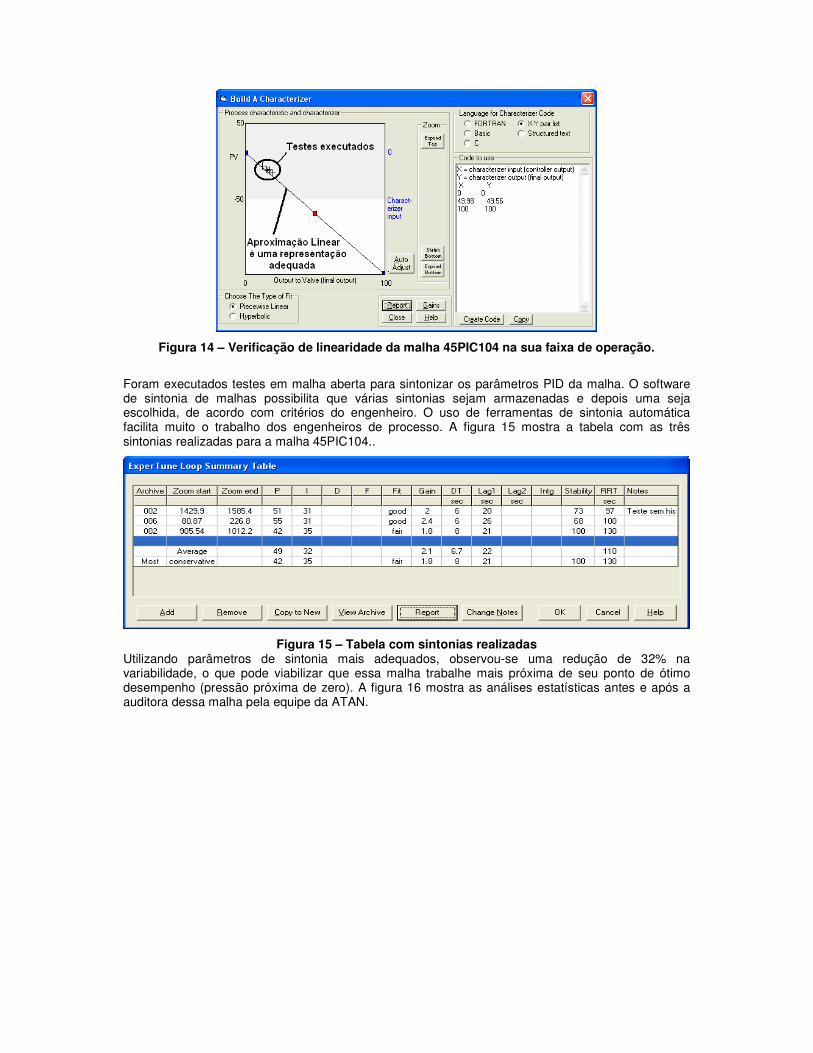
Figura 14 – Verificação de linearidade da malha 45PIC104 na sua faixa de operação.
Foram executados testes em malha aberta para sintonizar os parâmetros PID da malha. O software de sintonia de malhas possibilita que várias sintonias sejam armazenadas e depois uma seja escolhida, de acordo com critérios do engenheiro. O uso de ferramentas de sintonia automática facilita muito o trabalho dos engenheiros de processo. A figura 15 mostra a tabela com as três sintonias realizadas para a malha 45PIC104..
Figura 15 – Tabela com sintonias realizadas
Utilizando parâmetros de sintonia mais adequados, observou-se uma redução de 32% na variabilidade, o que pode viabilizar que essa malha trabalhe mais próxima de seu ponto de ótimo desempenho (pressão próxima de zero). A figura 16 mostra as análises estatísticas antes e após a auditora dessa malha pela equipe da ATAN.
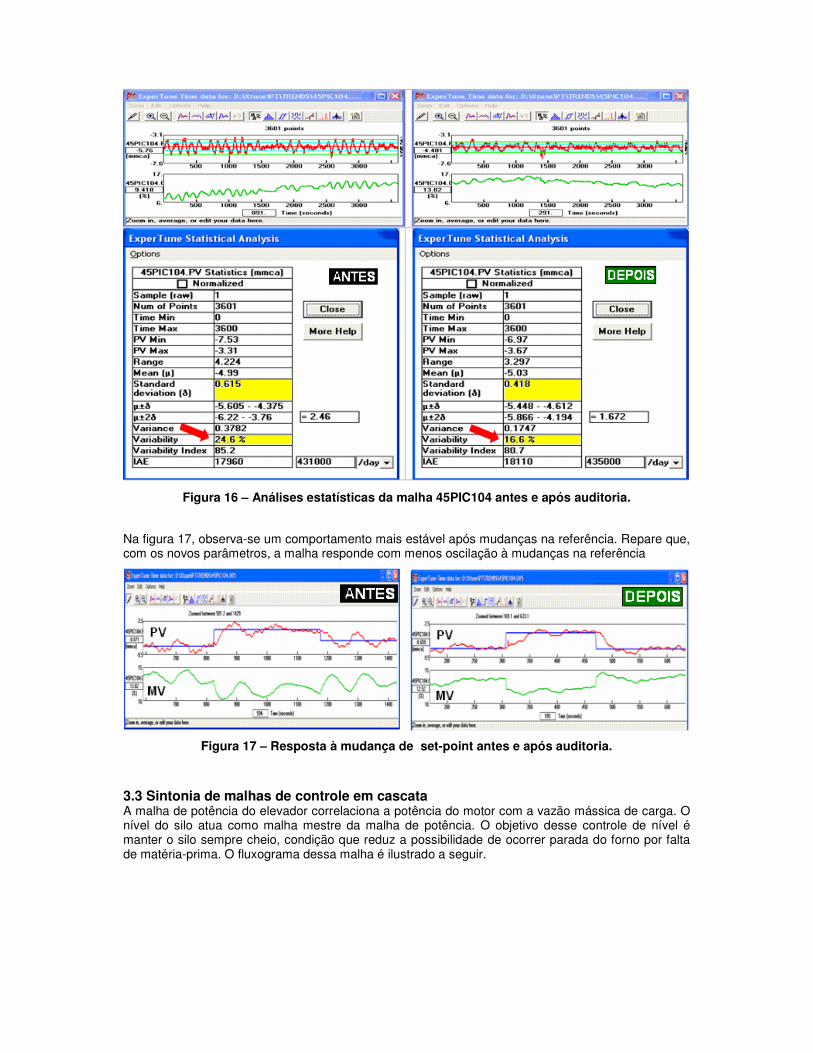
Figura 16 – Análises estatísticas da malha 45PIC104 antes e após auditoria.
Na figura 17, observa-se um comportamento mais estável após mudanças na referência. Repare que, com os novos parâmetros, a malha responde com menos oscilação à mudanças na referência
Figura 17 – Resposta à mudança de set-point antes e após auditoria. 3.3 Sintonia de malhas de controle em cascata A malha de potência do elevador correlaciona a potência do motor com a vazão mássica de carga. O nível do silo atua como malha mestre da malha de potência. O objetivo desse controle de nível é manter o silo sempre cheio, condição que reduz a possibilidade de ocorrer parada do forno por falta de matéria-prima. O fluxograma dessa malha é ilustrado a seguir.
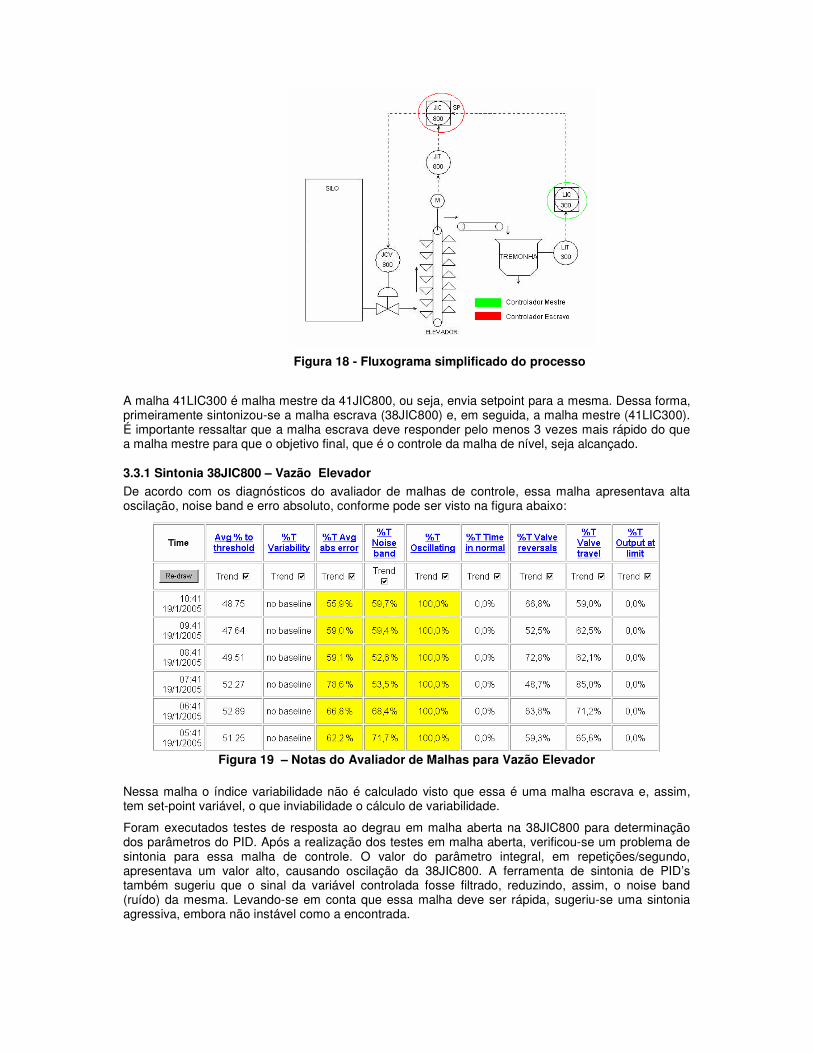
Figura 18 - Fluxograma simplificado do processo
A malha 41LIC300 é malha mestre da 41JIC800, ou seja, envia setpoint para a mesma. Dessa forma, primeiramente sintonizou-se a malha escrava (38JIC800) e, em seguida, a malha mestre (41LIC300). É importante ressaltar que a malha escrava deve responder pelo menos 3 vezes mais rápido do que a malha mestre para que o objetivo final, que é o controle da malha de nível, seja alcançado.
3.3.1 Sintonia 38JIC800 – Vazão Elevador
De acordo com os diagnósticos do avaliador de malhas de controle, essa malha apresentava alta oscilação, noise band e erro absoluto, conforme pode ser visto na figura abaixo:
Figura 19 – Notas do Avaliador de Malhas para Vazão Elevador
Nessa malha o índice variabilidade não é calculado visto que essa é uma malha escrava e, assim, tem set-point variável, o que inviabilidade o cálculo de variabilidade.
Foram executados testes de resposta ao degrau em malha aberta na 38JIC800 para determinação dos parâmetros do PID. Após a realização dos testes em malha aberta, verificou-se um problema de sintonia para essa malha de controle. O valor do parâmetro integral, em repetições/segundo, apresentava um valor alto, causando oscilação da 38JIC800. A ferramenta de sintonia de PID’s também sugeriu que o sinal da variável controlada fosse filtrado, reduzindo, assim, o noise band (ruído) da mesma. Levando-se em conta que essa malha deve ser rápida, sugeriu-se uma sintonia agressiva, embora não instável como a encontrada.
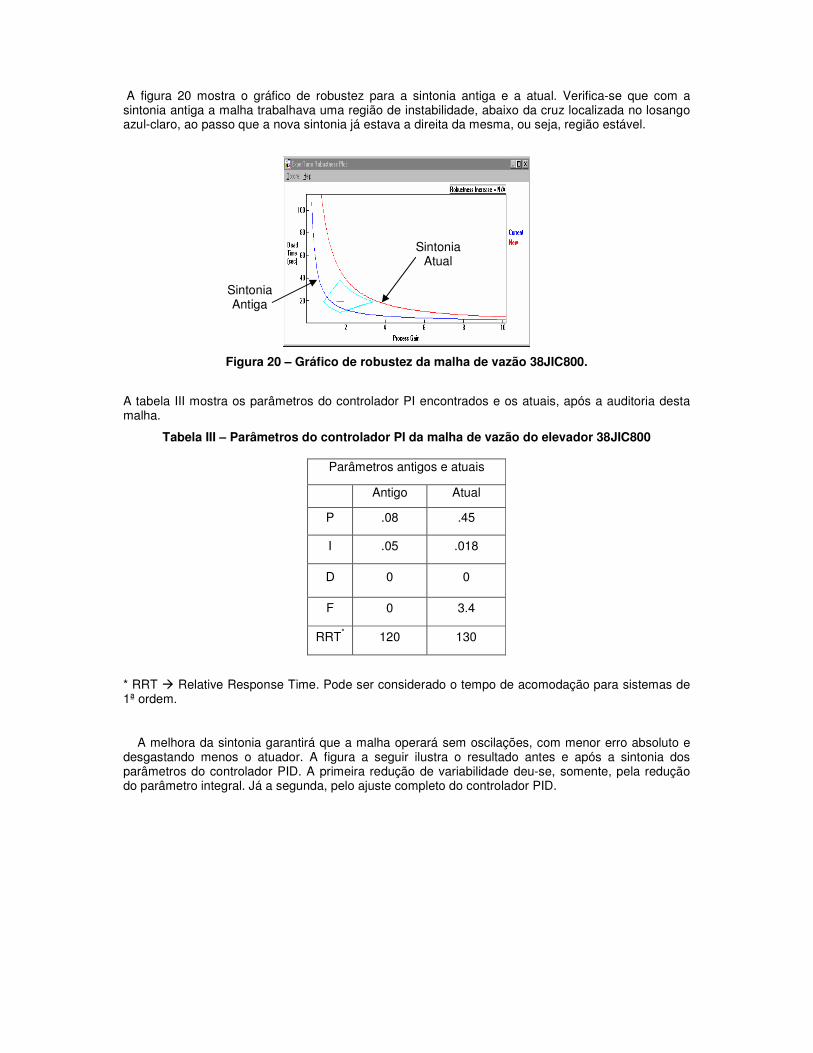
A figura 20 mostra o gráfico de robustez para a sintonia antiga e a atual. Verifica-se que com a sintonia antiga a malha trabalhava uma região de instabilidade, abaixo da cruz localizada no losango azul-claro, ao passo que a nova sintonia já estava a direita da mesma, ou seja, região estável.
Figura 20 – Gráfico de robustez da malha de vazão 38JIC800.
A tabela III mostra os parâmetros do controlador PI encontrados e os atuais, após a auditoria desta malha.
Tabela III – Parâmetros do controlador PI da malha de vazão do elevador 38JIC800
Parâmetros antigos e atuais
Antigo Atual
P .08 .45
I .05 .018
D 0 0
F 0 3.4
RRT* 120 130
* RRT � Relative Response Time. Pode ser considerado o tempo de acomodação para sistemas de 1ª ordem.
A melhora da sintonia garantirá que a malha operará sem oscilações, com menor erro absoluto e desgastando menos o atuador. A figura a seguir ilustra o resultado antes e após a sintonia dos parâmetros do controlador PID. A primeira redução de variabilidade deu-se, somente, pela redução do parâmetro integral. Já a segunda, pelo ajuste completo do controlador PID.
Sintonia Antiga
Sintonia Atual
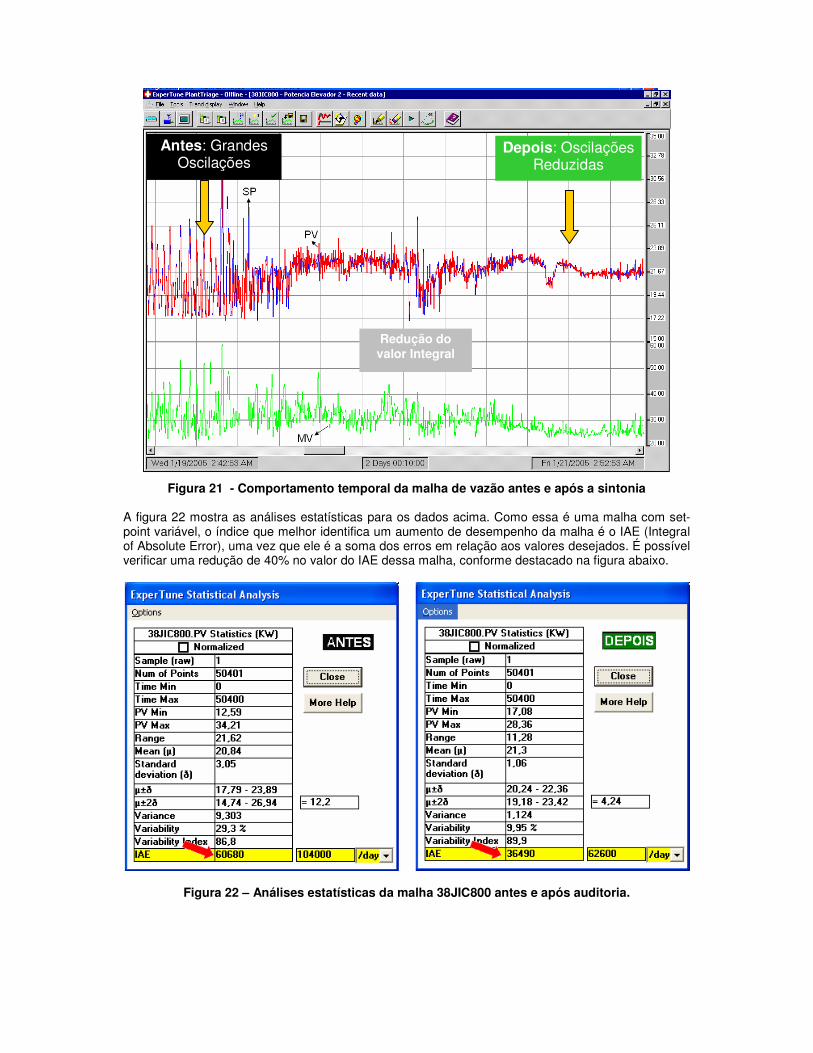
Figura 21 - Comportamento temporal da malha de vazão antes e após a sintonia
A figura 22 mostra as análises estatísticas para os dados acima. Como essa é uma malha com set-point variável, o índice que melhor identifica um aumento de desempenho da malha é o IAE (Integral of Absolute Error), uma vez que ele é a soma dos erros em relação aos valores desejados. É possível verificar uma redução de 40% no valor do IAE dessa malha, conforme destacado na figura abaixo.
Figura 22 – Análises estatísticas da malha 38JIC800 antes e após auditoria.
Redução do valor Integral
Antes: Grandes Oscilações
Depois: Oscilações Reduzidas
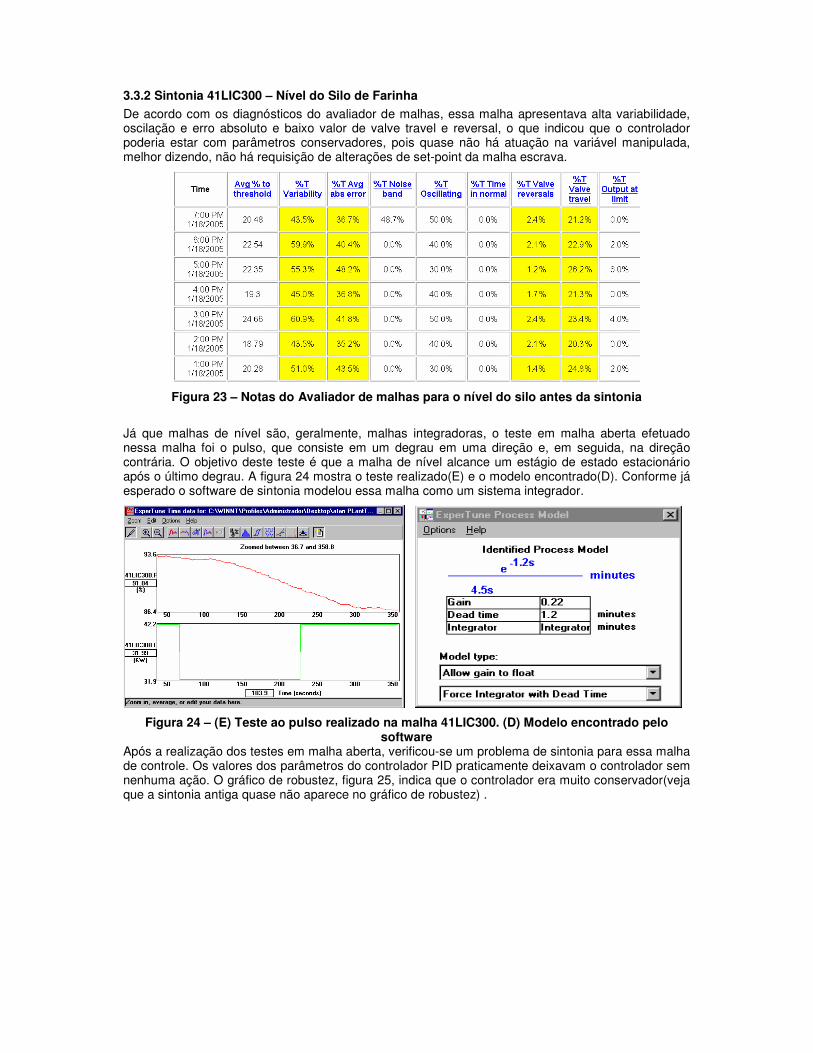
3.3.2 Sintonia 41LIC300 – Nível do Silo de Farinha
De acordo com os diagnósticos do avaliador de malhas, essa malha apresentava alta variabilidade, oscilação e erro absoluto e baixo valor de valve travel e reversal, o que indicou que o controlador poderia estar com parâmetros conservadores, pois quase não há atuação na variável manipulada, melhor dizendo, não há requisição de alterações de set-point da malha escrava.
Figura 23 – Notas do Avaliador de malhas para o nível do silo antes da sintonia
Já que malhas de nível são, geralmente, malhas integradoras, o teste em malha aberta efetuado nessa malha foi o pulso, que consiste em um degrau em uma direção e, em seguida, na direção contrária. O objetivo deste teste é que a malha de nível alcance um estágio de estado estacionário após o último degrau. A figura 24 mostra o teste realizado(E) e o modelo encontrado(D). Conforme já esperado o software de sintonia modelou essa malha como um sistema integrador.
Figura 24 – (E) Teste ao pulso realizado na malha 41LIC300. (D) Modelo encontrado pelo software
Após a realização dos testes em malha aberta, verificou-se um problema de sintonia para essa malha de controle. Os valores dos parâmetros do controlador PID praticamente deixavam o controlador sem nenhuma ação. O gráfico de robustez, figura 25, indica que o controlador era muito conservador(veja que a sintonia antiga quase não aparece no gráfico de robustez) .
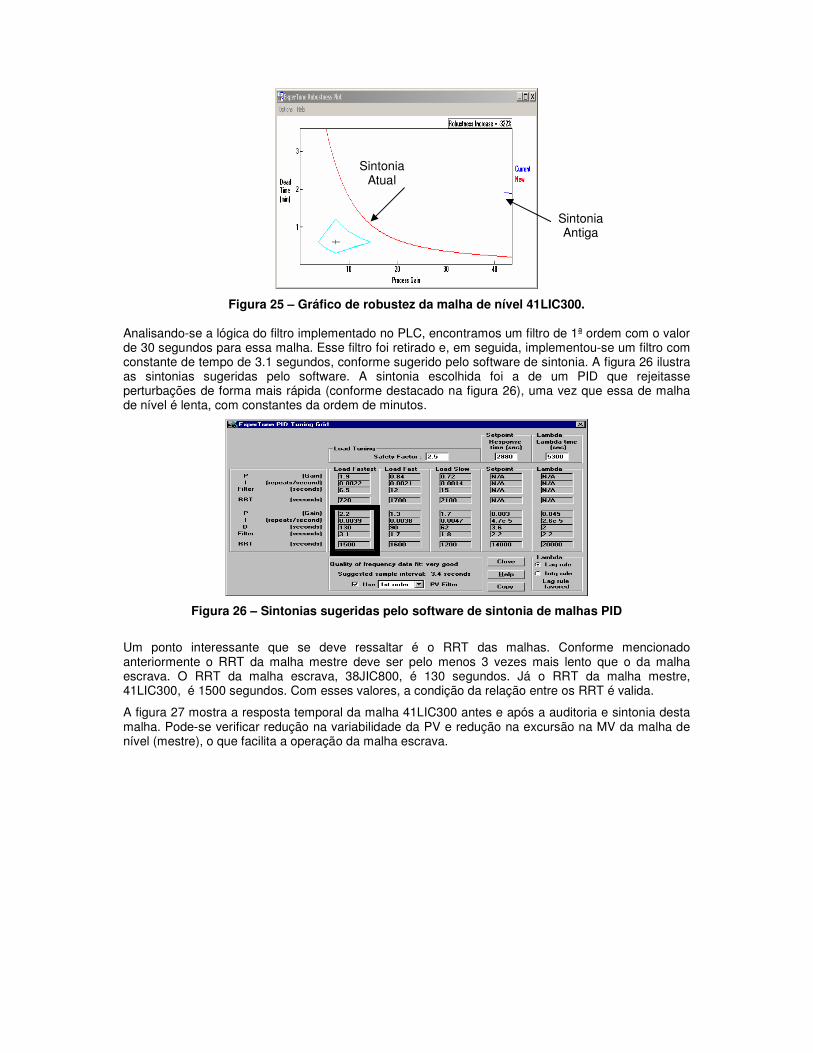
Figura 25 – Gráfico de robustez da malha de nível 41LIC300.
Analisando-se a lógica do filtro implementado no PLC, encontramos um filtro de 1ª ordem com o valor de 30 segundos para essa malha. Esse filtro foi retirado e, em seguida, implementou-se um filtro com constante de tempo de 3.1 segundos, conforme sugerido pelo software de sintonia. A figura 26 ilustra as sintonias sugeridas pelo software. A sintonia escolhida foi a de um PID que rejeitasse perturbações de forma mais rápida (conforme destacado na figura 26), uma vez que essa de malha de nível é lenta, com constantes da ordem de minutos.
Figura 26 – Sintonias sugeridas pelo software de sintonia de malhas PID
Um ponto interessante que se deve ressaltar é o RRT das malhas. Conforme mencionado anteriormente o RRT da malha mestre deve ser pelo menos 3 vezes mais lento que o da malha escrava. O RRT da malha escrava, 38JIC800, é 130 segundos. Já o RRT da malha mestre, 41LIC300, é 1500 segundos. Com esses valores, a condição da relação entre os RRT é valida.
A figura 27 mostra a resposta temporal da malha 41LIC300 antes e após a auditoria e sintonia desta malha. Pode-se verificar redução na variabilidade da PV e redução na excursão na MV da malha de nível (mestre), o que facilita a operação da malha escrava.
Sintonia Atual
Sintonia Antiga
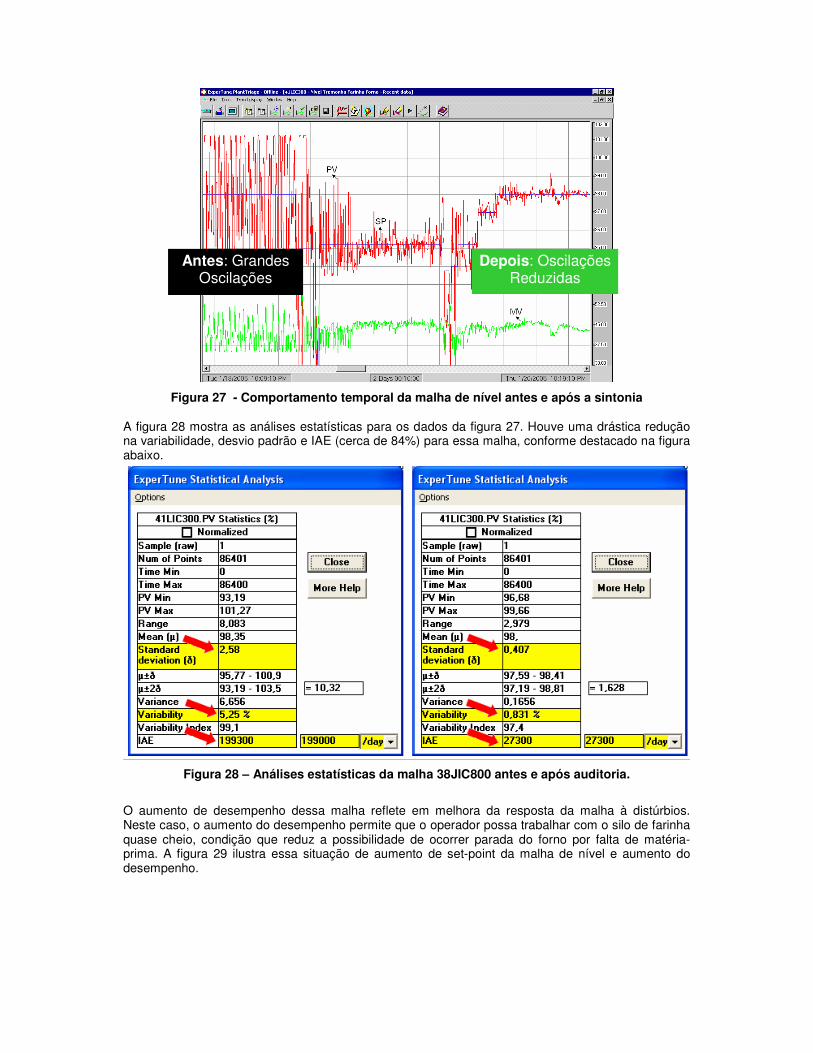
Figura 27 - Comportamento temporal da malha de nível antes e após a sintonia A figura 28 mostra as análises estatísticas para os dados da figura 27. Houve uma drástica redução na variabilidade, desvio padrão e IAE (cerca de 84%) para essa malha, conforme destacado na figura abaixo.
Figura 28 – Análises estatísticas da malha 38JIC800 antes e após auditoria.
O aumento de desempenho dessa malha reflete em melhora da resposta da malha à distúrbios. Neste caso, o aumento do desempenho permite que o operador possa trabalhar com o silo de farinha quase cheio, condição que reduz a possibilidade de ocorrer parada do forno por falta de matéria-prima. A figura 29 ilustra essa situação de aumento de set-point da malha de nível e aumento do desempenho.
Antes: Grandes Oscilações
Depois: Oscilações Reduzidas
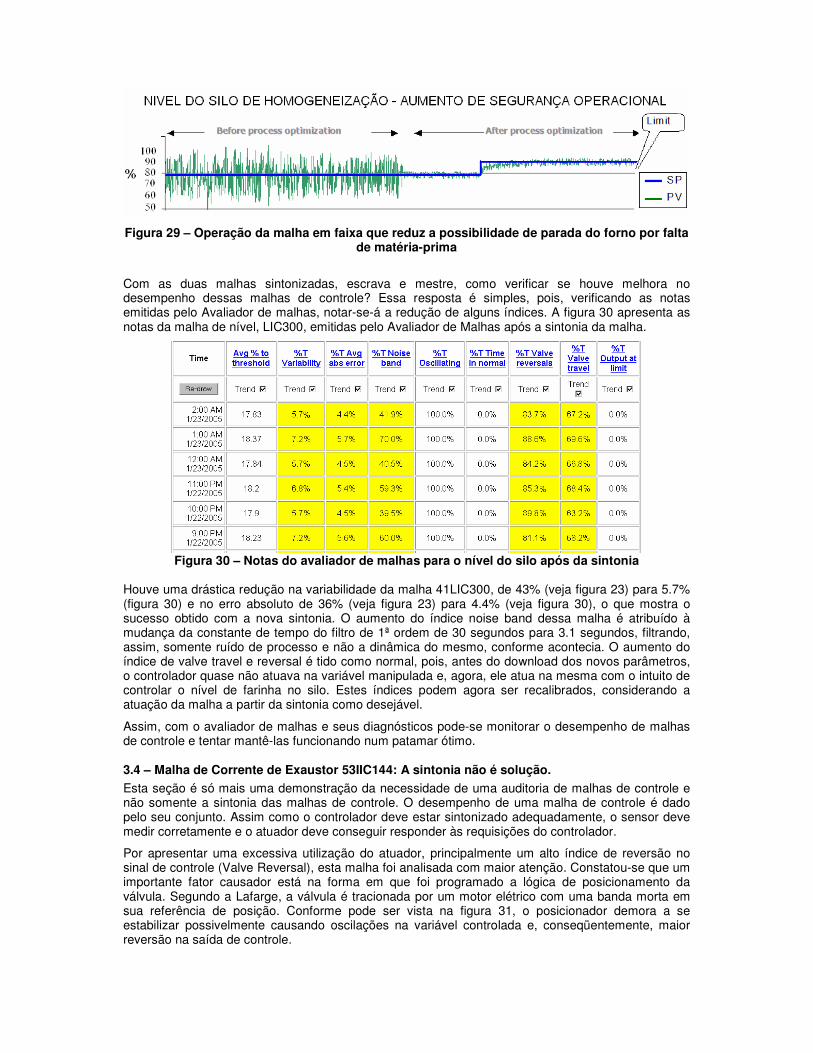
Figura 29 – Operação da malha em faixa que reduz a possibilidade de parada do forno por falta
de matéria-prima
Com as duas malhas sintonizadas, escrava e mestre, como verificar se houve melhora no desempenho dessas malhas de controle? Essa resposta é simples, pois, verificando as notas emitidas pelo Avaliador de malhas, notar-se-á a redução de alguns índices. A figura 30 apresenta as notas da malha de nível, LIC300, emitidas pelo Avaliador de Malhas após a sintonia da malha.
Figura 30 – Notas do avaliador de malhas para o nível do silo após da sintonia
Houve uma drástica redução na variabilidade da malha 41LIC300, de 43% (veja figura 23) para 5.7% (figura 30) e no erro absoluto de 36% (veja figura 23) para 4.4% (veja figura 30), o que mostra o sucesso obtido com a nova sintonia. O aumento do índice noise band dessa malha é atribuído à mudança da constante de tempo do filtro de 1ª ordem de 30 segundos para 3.1 segundos, filtrando, assim, somente ruído de processo e não a dinâmica do mesmo, conforme acontecia. O aumento do índice de valve travel e reversal é tido como normal, pois, antes do download dos novos parâmetros, o controlador quase não atuava na variável manipulada e, agora, ele atua na mesma com o intuito de controlar o nível de farinha no silo. Estes índices podem agora ser recalibrados, considerando a atuação da malha a partir da sintonia como desejável.
Assim, com o avaliador de malhas e seus diagnósticos pode-se monitorar o desempenho de malhas de controle e tentar mantê-las funcionando num patamar ótimo.
3.4 – Malha de Corrente de Exaustor 53IIC144: A sintonia não é solução.
Esta seção é só mais uma demonstração da necessidade de uma auditoria de malhas de controle e não somente a sintonia das malhas de controle. O desempenho de uma malha de controle é dado pelo seu conjunto. Assim como o controlador deve estar sintonizado adequadamente, o sensor deve medir corretamente e o atuador deve conseguir responder às requisições do controlador.
Por apresentar uma excessiva utilização do atuador, principalmente um alto índice de reversão no sinal de controle (Valve Reversal), esta malha foi analisada com maior atenção. Constatou-se que um importante fator causador está na forma em que foi programado a lógica de posicionamento da válvula. Segundo a Lafarge, a válvula é tracionada por um motor elétrico com uma banda morta em sua referência de posição. Conforme pode ser vista na figura 31, o posicionador demora a se estabilizar possivelmente causando oscilações na variável controlada e, conseqüentemente, maior reversão na saída de controle.
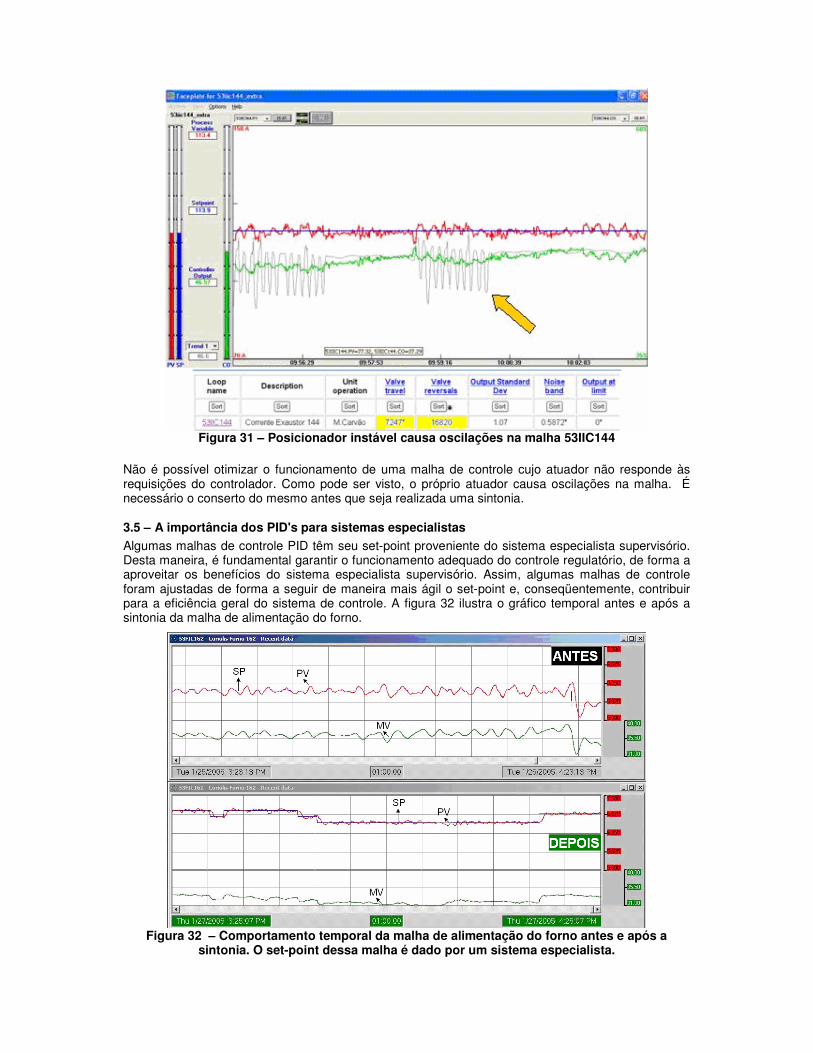
Figura 31 – Posicionador instável causa oscilações na malha 53IIC144
Não é possível otimizar o funcionamento de uma malha de controle cujo atuador não responde às requisições do controlador. Como pode ser visto, o próprio atuador causa oscilações na malha. É necessário o conserto do mesmo antes que seja realizada uma sintonia.
3.5 – A importância dos PID's para sistemas especialistas
Algumas malhas de controle PID têm seu set-point proveniente do sistema especialista supervisório. Desta maneira, é fundamental garantir o funcionamento adequado do controle regulatório, de forma a aproveitar os benefícios do sistema especialista supervisório. Assim, algumas malhas de controle foram ajustadas de forma a seguir de maneira mais ágil o set-point e, conseqüentemente, contribuir para a eficiência geral do sistema de controle. A figura 32 ilustra o gráfico temporal antes e após a sintonia da malha de alimentação do forno.
Figura 32 – Comportamento temporal da malha de alimentação do forno antes e após a
sintonia. O set-point dessa malha é dado por um sistema especialista.
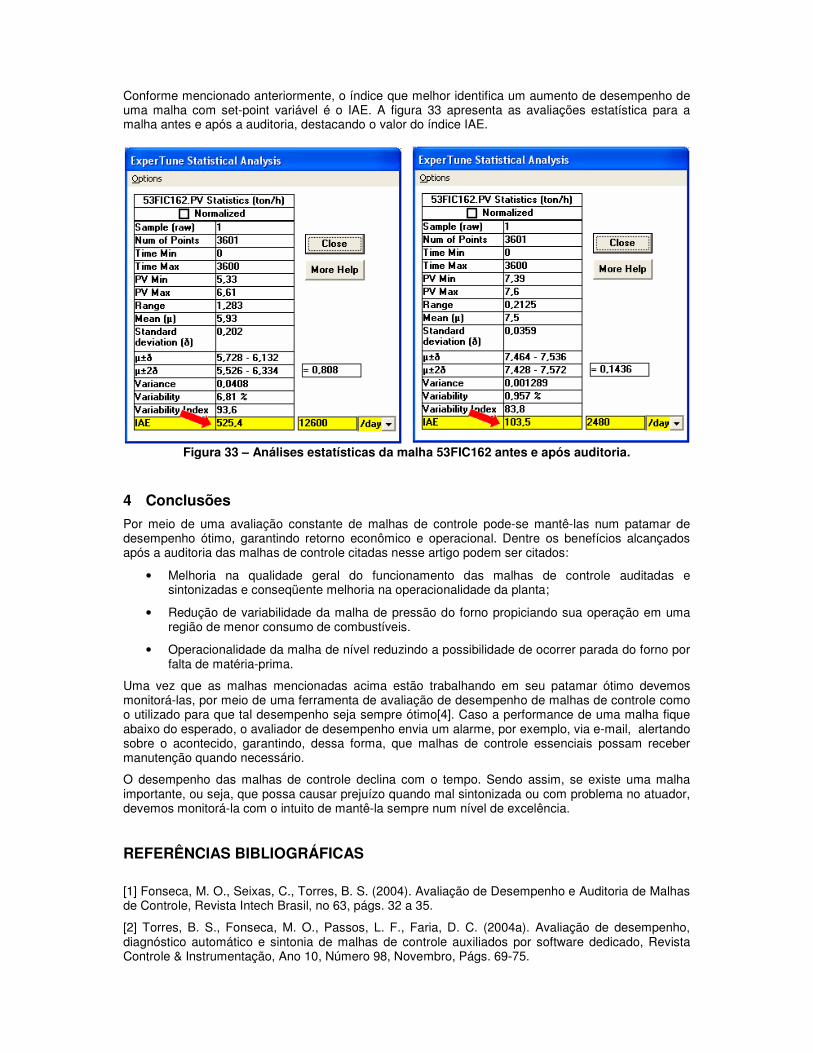
Conforme mencionado anteriormente, o índice que melhor identifica um aumento de desempenho de uma malha com set-point variável é o IAE. A figura 33 apresenta as avaliações estatística para a malha antes e após a auditoria, destacando o valor do índice IAE.
Figura 33 – Análises estatísticas da malha 53FIC162 antes e após auditoria.
4 Conclusões
Por meio de uma avaliação constante de malhas de controle pode-se mantê-las num patamar de desempenho ótimo, garantindo retorno econômico e operacional. Dentre os benefícios alcançados após a auditoria das malhas de controle citadas nesse artigo podem ser citados:
• Melhoria na qualidade geral do funcionamento das malhas de controle auditadas e sintonizadas e conseqüente melhoria na operacionalidade da planta;
• Redução de variabilidade da malha de pressão do forno propiciando sua operação em uma região de menor consumo de combustíveis.
• Operacionalidade da malha de nível reduzindo a possibilidade de ocorrer parada do forno por falta de matéria-prima.
Uma vez que as malhas mencionadas acima estão trabalhando em seu patamar ótimo devemos monitorá-las, por meio de uma ferramenta de avaliação de desempenho de malhas de controle como o utilizado para que tal desempenho seja sempre ótimo[4]. Caso a performance de uma malha fique abaixo do esperado, o avaliador de desempenho envia um alarme, por exemplo, via e-mail, alertando sobre o acontecido, garantindo, dessa forma, que malhas de controle essenciais possam receber manutenção quando necessário.
O desempenho das malhas de controle declina com o tempo. Sendo assim, se existe uma malha importante, ou seja, que possa causar prejuízo quando mal sintonizada ou com problema no atuador, devemos monitorá-la com o intuito de mantê-la sempre num nível de excelência.
REFERÊNCIAS BIBLIOGRÁFICAS
[1] Fonseca, M. O., Seixas, C., Torres, B. S. (2004). Avaliação de Desempenho e Auditoria de Malhas de Controle, Revista Intech Brasil, no 63, págs. 32 a 35.
[2] Torres, B. S., Fonseca, M. O., Passos, L. F., Faria, D. C. (2004a). Avaliação de desempenho, diagnóstico automático e sintonia de malhas de controle auxiliados por software dedicado, Revista Controle & Instrumentação, Ano 10, Número 98, Novembro, Págs. 69-75.
[3] Torres, B. S., Fonseca, M. O., Aquino, R. D., Faria, D. C. (2004b). Aplicação de software dedicado para diagnóstico de malhas de controle, sintonia e redução de variabilidade de processos, 4º Congresso Internacional de Automação, Sistemas e Instrumentação - ISA Show South America 2004, São Paulo/SP, Novembro.
[4] Gerry, J., Process Monitoring and Loop Priorization Can Reap Big Payback and Benefit Process Plants, ISA, Chicago/IL, Oct 2002
[5]Brittain, H – Performance Assessment for Management – ISA Show Houston Fall 2003.
[6] Ruel, M – Key Performance Index - ISA Show Houston Fall 2003
[7] PidTuner e PlantTriage Manual – Expertune, 2005 – www.expertune.com
DADOS DOS AUTORES Leonardo Antônio da Silva ATAN Sistemas de Automação Avenida Afonso Pena, 4001 – 9º. Andar – Funcionários 30130-008 – Belo Horizonte – MG Telefone: (31) 3261-8880 Fax: (31) 3261-8900 E-mail: [email protected] Bernardo Soares Torres ATAN Sistemas de Automação Avenida Afonso Pena, 4001 – 9º. Andar – Funcionários 30130-008 – Belo Horizonte – MG Telefone: (31) 3261-8870 / 8880 Fax: (31) 3261-8900 E-mail: [email protected] Lúcio Dias Passos ATAN Sistemas de Automação Avenida Afonso Pena, 4001 – 9º. Andar – Funcionários 30130-008 – Belo Horizonte – MG Telefone: (31) 3261-8880 Fax: (31) 3261-8900 E-mail: [email protected] Eduardo Barroso Lafarge do Brasil BR 262 KM 4.1 Engenho Nogueira 31950-640 – Belo Horizonte – MG Telefone: (31) 34198600 Fax: (31) 3419-8606 E-mail: [email protected] Walber dos Reis Lafarge do Brasil Rod. MG 170 – Km 04 – S/N – Boca da Mata 33597-500 – Arcos - MG Telefone: (37) 3359-7500 E-mail: [email protected]