apresentação do powerpoint177.103.158.171/site/pdf 11 sba/henrique amorim.pdf · o que é...
TRANSCRIPT

Fermentação11º SBA Seminário Brasileiro AgroindustrialRibeirão Preto, Outubro|2010
Henrique Amorim

SEDE FERMENTEC

SEDE FERMENTEC
• PESQUISA & DESENVOLVIMENTO E ANÁLISES
• CURSOS E TREINAMENTOS
• CONSULTORIA (TRANSFERENCIA DE TECNOLOGIA)
Nossos Serviços

• INDÚSTRIAS DO AÇÚCAR
• BEBIDAS DESTILADAS
• PRODUÇÃO DE ETANOL
AREAS

• BIOQUÍMICA
• CIÊNCIAS AGRÍCOLAS
• MICROBIOLOGIA
• QUÍMICA
Profissionais especializados em:

Formação TOTAL
PhD and post Doctoral 9
Master's Degree 9MBA 4
BS 18
ADM 10
TOTAL 50
Nossa Equipe

Cana de açúcar (Mi de ton.)
Álcool (Bilhões de litros)
Açúcar (Mi de ton.)
160
79
Clientes com Contrato AnualProdução anual
Bebidas destiladas (Mi litros) 500

• MULLER 51 (Cachaça)
• VALE VERDE (Cachaça)
• CASA CUERVO (Tequila)
• CAZADORES (Tequila)
• BACARDI (Rum)
Bebidas DestiladasClientes Fermentec

1. O que fazemos bem e precisamos melhorar

Contração de volume e medição do rendimento da fermentação
Porque este estudo?
Perda de massa
O que é contração de volume?
Como se mede o rendimento da destilaria?
Porque ocorre esta contração?
Contração de volume na fermentação

Medição do rendimento da fermentação
Volume vinho bruto x
Gl vinho bruto
Volume pé x
Gl pé
Volume mosto x %ARTmosto
x 0,6475
= X 100
=
-
Rendimento Fermentação

Inicio da alimentação do levedo tratado
Medição do rendimento da fermentação
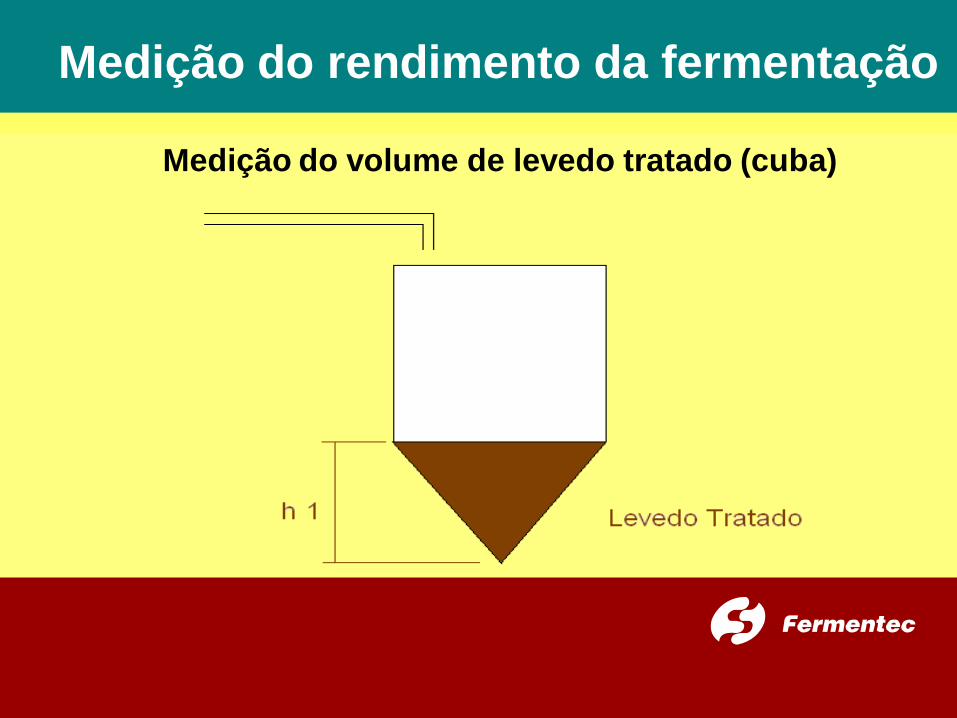
Medição do volume de levedo tratado (cuba)
Medição do rendimento da fermentação

Alimentação do mosto
Medição do rendimento da fermentação

Volume de Vinho Bruto Total = Mosto + Levedo
Medição do rendimento da fermentação
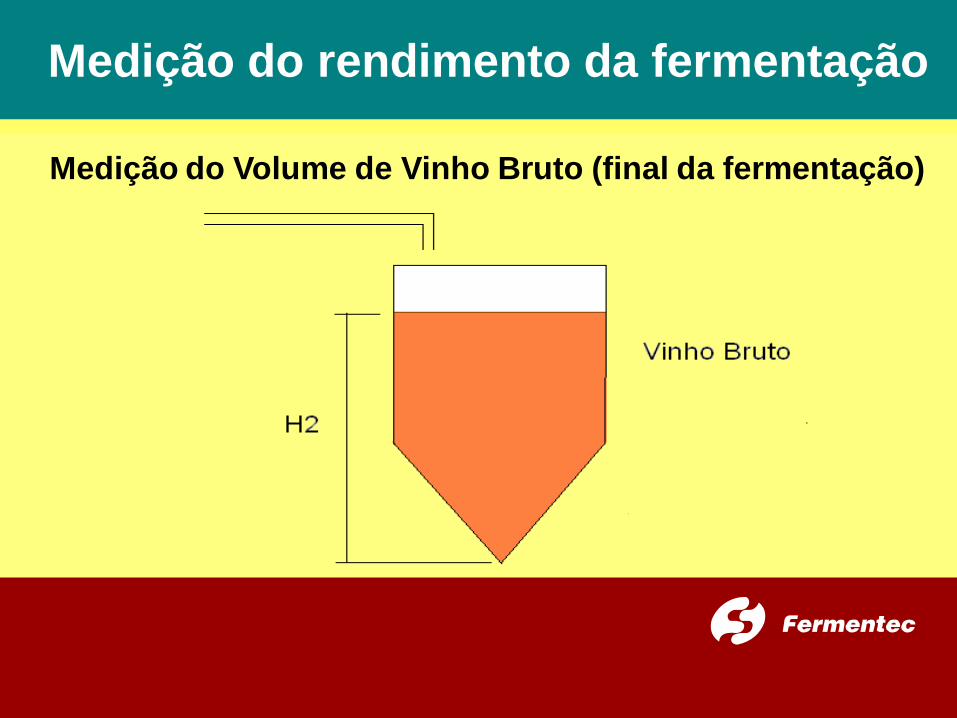
Medição do Volume de Vinho Bruto (final da fermentação)
Medição do rendimento da fermentação

Volume de Mosto
Volume de vinho Bruto Volume de Levedo Tratado-
=
H1 = Volume alimentado de mosto + Levedo
H2 = Volume medido final da fermentação
H2 < H1
Medição do rendimento da fermentação

Porque ocorre este fenômeno?1. Hidrolise da Sacarose
O
342 g SACAROSE
H2O
INVERTASE+
GLICOSE
FRUTOSE
360 g AÇ.REDUTORES
5,26 g de Água é Incorporada em 100 g
de Sacarose

2. Perda de Massa na Fermentação
+
GLUCOSE
100 g AR
FRUTOSE
FERMENTAÇÃO
49 g DE GÁS CARBÔNICO
51 g DE ETANOL
3. com a fermentação, além da perda de massa, ocorre nova acomodação entre as moléculas de água e etanol
Objetivo do Estudo
Avaliar o erro do volume do mosto e conseqüentemente o efeito no cálculo do rendimento da fermentação

Condições do experimento
Teste conduzido em triplicata14 testes realizados10% levedo no vinho
%Álcool Vinho
4,79 6,45 8,70 10,93
%Álcool no pé
3,19 3,94 4,96 5,72
%Levedo no pé
40 38 40 38
%ART mosto
9,72 13,61 18,80 23,00

Resultados
Média de 3 experimentos em 2005/2006 mais 1 experimento realizado em 2004
Tendência foi constante em todos os experimentos

Teor Alcoólico
%Erro no rendimento
Correlação
4,79 0,134R2
Equação
6,45 0,330 a b
8,33 0,520 0,9915 0,1255 0,4789
9,07 0,685 y = 0,1255x + 0,4789
10,93 0,901
Resultados

y = 0,1255x - 0,4789R2 = 0,9915
0,000
0,100
0,200
0,300
0,400
0,500
0,600
0,700
0,800
0,900
1,000
4,00 6,00 8,00 10,00 12,00
%Álcool no Vinho Bruto
%Er
ro n
o R
endi
men
to
Contração de Volume

Conclusão
1. Durante a fermentação a perda de massa (CO2) e um rearranjo molecular, acarretando uma redução no volume
2. A redução de volume é proporcional ao teor de açúcar no mosto. Quanto maior o ART do mosto maior a contração do volume
3. O erro induzido no rendimento é de cerca de 0,12% a mais para cada 1% de teor alcoólico a mais. (faixa testada de 4,5 a 11% de álcool)

Determinação do rendimento da fermentação por subprodutos

Mosto
Fermento tratado
Açúcares (sac + gli + fru)SaisÁcidos orgânicosOutros
Fermento (levedo)EtanolÁcidosSaisGlicerolOutros

Vinho
EtanolGlicerolLevedo (biomassa)ÁcidosAçúcares residuais
Soma tem que dar 100

Realidade
Normalmente subestimamos os subprotutos, porque:
Biomassa: Quando flocula ou decanta, não conseguimos medir.
Ácidos: Alguns ácidos são metabolizados por bactérias e parte do acético evapora com o CO2.
Manitol: Produto formado por lactobacilos heterofermentativo.

Se subestimamos estes subprodutos, vamos superestimar o rendimento da fermentação

Avaliação mais realista do rendimento da fermentação
Infermentescíveis do Melaço
USINAAçúcares
Totais(HPAEC)
ART (Eynon-Lane)
Infermentescíveis (%)
A 56,13 60,87 8,45B 54,05 57,45 6,28C 58,67 62,81 7,05D 52,60 56,46 7,33E 54,54 59,36 8,83 F 60,88 66,47 9,18

Açúcares residuais em vinhos
Somogyi e Nelson
%Glicose % Frutose %Sacarose %Açúcares totais
%ART
A 0.043 0.034 0.362 0.459 0.599B 0.020 < 0,001 1.362 1.454 2.094C 0.017 < 0,001 < 0,001 0.017 0.295D < 0,001 < 0,001 < 0,001 < 0,001 0.214E 0.044 0.017 0.020 0.082 0.650
Resultados HPAEC-PAD
USINA

X
X
4 5 6 7 8 9 10 20HORAS
0
2
4
6
8
10
ART/DIONEX BRIX REFRART/SOMOGYI
BR
IX R
EFR
ATO
MÉT
RIC
O
ART
(%)
1
2
3
4
5
0
Determinando o Fim da Fermentação

SimulaçãoNúmero de dornas 7Tempo de fermentação (h) 10Tempo de centrifugação (h) 2Tempo economizado por ciclo 1Tempo economizado por dorna por dia (h) 2Tempo economizado total por dia (h) 14Tempo economizado por 200 dias de safra (h) 2800Número de fermentações extras por safra 255
Determinando o Fim da Fermentação
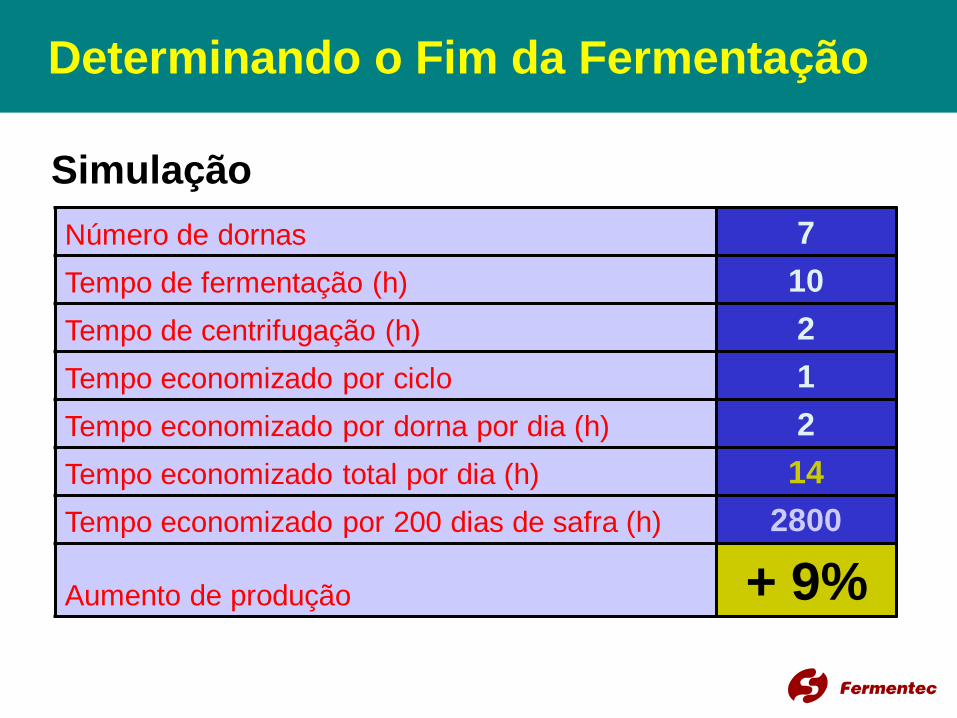
Número de dornas 7Tempo de fermentação (h) 10Tempo de centrifugação (h) 2Tempo economizado por ciclo 1Tempo economizado por dorna por dia (h) 2Tempo economizado total por dia (h) 14Tempo economizado por 200 dias de safra (h) 2800
Aumento de produção + 9%
Determinando o Fim da Fermentação
Simulação

Em 2 Minutos:Glicerol Teor AlcoólicoAcetatoManitolSacaroseFrutose Glicose
Biofoss FTIR:

Etanol

Acetato

Glicerol

Sacarose
2. Utilização de produto e resultado obtido (Caso 1)

A toxidez do alumínio e a linhagem da levedura

13
16
20
23
27
31
34
38
41
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
semana
Alum
ínio
no
mos
to
7,6
8,2
8,8
9,3
9,9
10,5
11,0
11,6
12,2
Tem
po d
e Fe
rmen
taçã
o
Y = 7,28186344 + 0,1022381 X (* r = 0,65960)
Estudo de caso na Industria - 2006
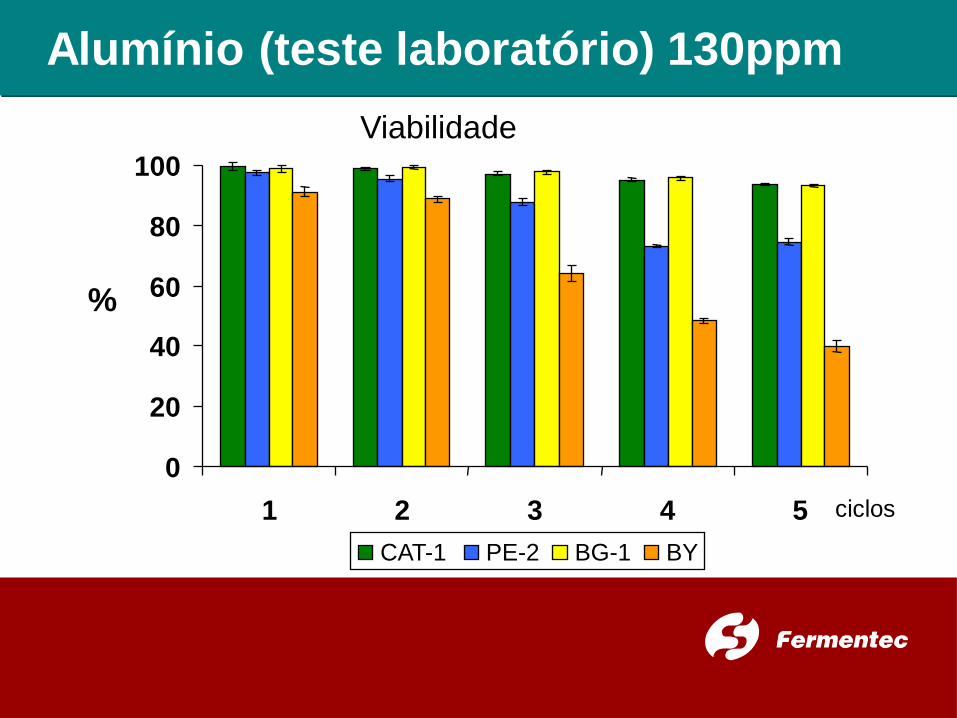
Alumínio (teste laboratório) 130ppmViabilidade
0
20
40
60
80
100
1 2 3 4 5 ciclos
%
CAT-1 PE-2 BG-1 BY

85
90
95
100
1 2 3 4 5 ciclos
%
CAT-1 PE-2 BG-1 BY
Rendimento
Alumínio (teste laboratório) 130ppm

456789
10111213
2006 2007 2008 2009
Tempo de fermentação (h) Etanol vinho (%)
100% PE-2
Estudo de caso – 10 primeiras semanas100% PE-2 40% PE-2
60% CAT-110% PE-290% CAT-1
Tem
po d
e fe
rmen
taçã
oEt
anol

2. Utilização de produto e resultado obtido(Caso 2)

0%
20%
40%
60%
80%
100%
25 82 159 214 235
CAT-1 PE-2 SELVAGENSBG-1 Selvagem D1 Selvagem D3
Destilaria ASAFRA 2006/2007
DIAS

0%
20%
40%
60%
80%
100%
21 106 224 247
CAT-1 PE-2 SA-1SELVAGENS Selvagem D1 Selvagem D2Selvagem D3 Selvagem D4
SAFRA 2007/2008
DIAS
Destilaria A
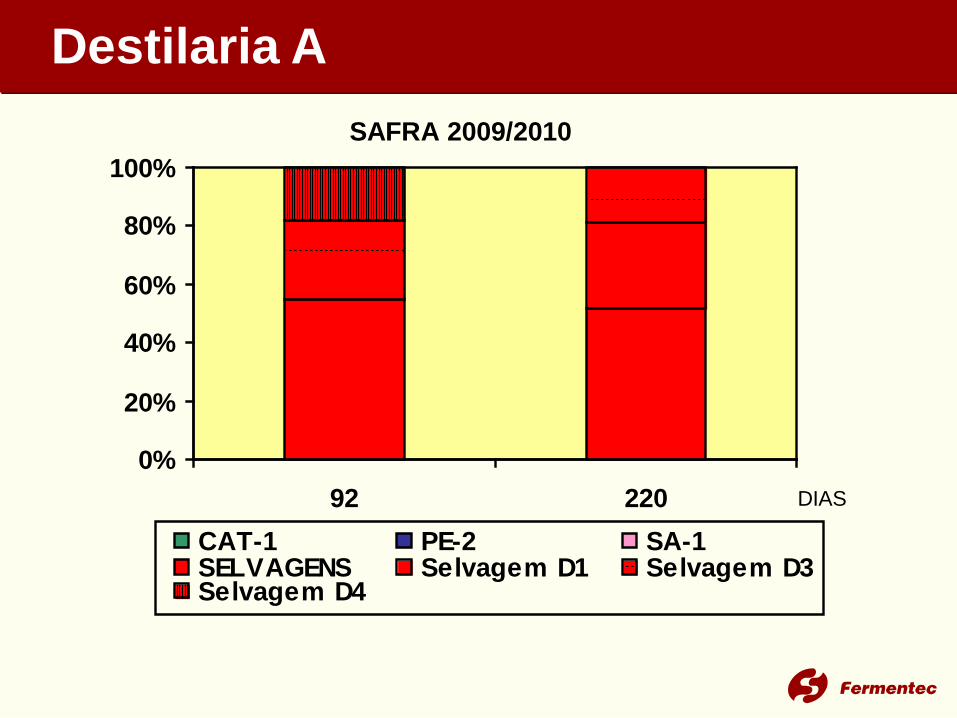
0%
20%
40%
60%
80%
100%
92 220CAT-1 PE-2 SA-1SELVAGENS Selvagem D1 Selvagem D3Selvagem D4
SAFRA 2009/2010
DIAS
Destilaria A

SAFRA 2010/2011
DIAS
Destilaria A
0%
20%
40%
60%
80%
100%
2 12 17 26
CAT-1 PE-2 FT858L Selvagens

Concentração centrífuga: unidade V2
50
60
70
80
90
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39
SEMANA
CON
C. C
ENTR
ÍFU
GA
S (%
)
SAFRA 2008/09 SAFRA 2009/10 SAFRA 2010/11

Desempenho FT858L
2009Lev. Selv.
2010FT 858
Aglomeracao (%) 42 1,7Cont. Bact. (10x7) 3,5 1,2Viabilidade (%) 82 87% alcool vinho 8,9 9,5Tempo ferm. (h) 9,8 9,6Antibiotico (mg/L) 11,7 8,7Acido (g/L) 5,6 6,1

3. Eficiências (reais) alcançadas
Dificuldade de se medir corretamente o rendimento
Biomassa
Glicerol
Contaminação
Açúcar Residual
Dados tem que ter coerência

Média máxima 92%Picos 93%Média clientes Fermentec 90,4%
Realidade

4. Desafios Futuros

ECOFERMFermentação com até 16% de teor alcoólico:Reduzindo a vinhaça pela metade
Tadeu Fessel

Tadeu Fessel
O Processo de Fermentação ECOFERM
A Planta de Demonstração ECOFERM
ECOFERM - Fermentação com Até 16% de Teor Alcoólico: Reduzindo a Vinhaça pela Metade

ProcessoMosto
Açúcar
14 – 30 %
% etanol
7 – 16 %
Levedura

BG-1XAROPE – FT - A
TEOR ALCOÓLICO e TEMPO DE FERMENTAÇÃO
6,00
8,00
10,00
12,00
14,00
16,00
18,00
20,00
22,00
24,00
26,00
1 6 11 16 21 26 31 36 41 46 51 56 61 66 71 76 81 86 91 96 101 106 111 116 121 126
Rodadas
Tem
po fe
rm. (
h)
6,00
8,00
10,00
12,00
14,00
16,00
18,00
20,00
22,00
24,00
26,00
% álcool (v/v)
Tempo de fermentação Teor Alcoólico

BG-1XAROPE – FT - A
VIABILIDADE e TEOR ALCOÓLICO
44,00
52,00
60,00
68,00
76,00
84,00
92,00
100,00
1 5 9 13 17 21 25 29 33 37 41 45 49 53 57 61 65 69 73 77 81 85 89 93 97 101 105 109 113 117 121 125 129
Rodadas
%
6,00
8,00
10,00
12,00
14,00
16,00
18,00
20,00
% álcool (v/v)
Viabilidade Teor Alcoólico

XAROPE – FT - B
TEOR ALCOÓLICO e TEMPO DE FERMENTAÇÃO
9,00
11,00
13,00
15,00
17,00
19,00
21,00
23,00
25,00
1 9 17 25
Rodadas
Tem
po fe
rm. (
h)
10,00
12,00
14,00
16,00
18,00
20,00
% álcool (v/v)
Tempo de fermentação Teor Alcoólico

Tadeu Fessel
A Planta de Demonstração ECOFERM
ECOFERM - Fermentação com Até 16% de Teor Alcoólico: Reduzindo a Vinhaça pela Metade

Localizada na UsinaBom Retiro – Grupo Cosan (Capivari – SP – Brasil)
Capacidade de Fermentação de 20.000 L de etanol/dia
Operação 2008/2009/2010
Utiliza vinhaça como fonte de calor
Ecoferm: Planta de Demonstração
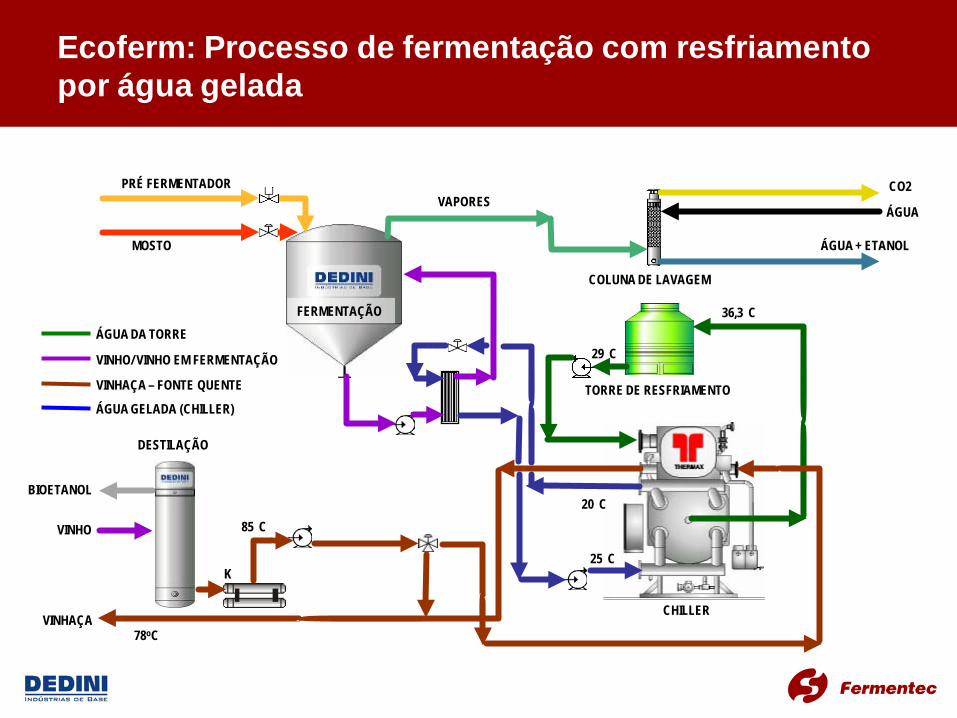
CHILLER
Ecoferm: Processo de fermentação com resfriamentopor água gelada
FERMENTAÇÃO
ÁGUA + ETANOL
ÁGUA
CO2
COLUNA DE LAVAGEM
TORRE DE RESFRIAMENTO
VINHAÇA
ÁGUA GELADA (CHILLER)
VINHAÇA – FONTE QUENTE
VINHO/ VINHO EM FERMENTAÇÃO
36,3 C
20 C
25 C
29 C
85 C
PRÉ FERMENTADOR
MOSTO
BIOETANOL
VINHO
DESTILAÇÃO
K
78oC
ÁGUA DA TORRE
VAPORES

Ecoferm: Processo de fermentação com resfriamento por água gelada
Visão geral da planta Ecoferm

Ecoferm: Processo de fermentação com resfriamento por água gelada
Chiller Ecochill entre a torre de água e o fermentador

Balanço Energético
EVAPORAÇÃO1º EFEITO
EVAPORAÇÃO2º EFEITO FERMENTAÇÃO
TORRE DE RESFRIAMENTO
Caldo
Vegetal V1 p/ Destilaria
Vegetal V2 p/ Chiller
ECOCHILL
DESTILAÇÃO
Vinhaçap/ Chiller
Etanol
VaporEscape
CO2
Condensadosp/ Chiller Vegetal
V2p/ Chiller
Vinhaçap/ Chiller
Make upCondensados
Vegetal V2
Vinhaça
Fontes de Energia
1ª Opção2ª Opção
3ª Opção

% Etanol no vinho (GL)
Volume de vinhaça gerada (l/l et)
Água circulante na fermentação (l/l et)
Consumo de vapor na destilaria (kg/l et)
Tempo de fermentação (horas)
Energia disponível p/Cogeraçao (Kwh/tc)
8,0
10,6
99,9
2,60
8,1
78,2
9,0
9,1
100
2,36
9,06
79,7
10,0
8,0
100
2,16
10,6
81,0
11,0
7,0
101
1,99
11,0
82,2
Resultados para diferentes teores alcoólicos
16,0
3,9
53,5
1,46
16,2
82,3
16,0
3,9
53,5
1,46
16,2
83,8
2 efeitos
3 efeitos
Balanço de Energia no sistema de Fermentação com refrigeração por Chiller de Absorção
Evaporação com 1 efeitoIndicadores
Dados referentes a produção de etanol hidratado

Insumos
Ácido 0,73g/L etanol (Piloto)
Antibiótico
Antiespumante
Redução pela metade douso de centrífugas
Economia

Água de Diluição
Produção de 1.000 m3 etanol /dia
De 8% para 16% de teor alcoólico
Economia de 900 m3/dia
Redução 50% volume para diluição

Variação da Relação Volumétrica Vinhaça/Etanol em Função do Grau Alcoólico do vinho
Aquec. Indir.
Borbotagem5

Consumo de Vapor
Vinho (oGL)Consumo Vapor
(Kg/L etanol produzido)
8 2,609 2,3610 2,1611 1,9912 1,8513 1,7414 1,6115 1,5216 1,46
Ganho de 1,14Kg/L de etanol hidratado

Ganho – Distribuição Vinhaça
Distância (Km)
Teor Alcoólico do Vinho
9,5 p/ 12,00 9,5 p/ 14,00 9,5 p/ 16,6
Vinhaça Vinhaça Vinhaça
10,5 1.295.635,74 2.275.427,35 3.295.831,43
20,5 1.912.724,60 3.359.095,58 4.870.160,56
30,5 2.663.516,04 4.677.558,60 6.785.594,33
Produção de 216 milhões L/safra
Valores em R$
Economia
216.000 m3 de etanol produzido
90 L/tonelada de cana
R$ 6.785.594,33 – Unidade A
R$ 4.296.110,40 – Unidade B
Ganho com Vinhaça

- Redução do Volume de Vinhaça pela metade
- Economia de Água tratada, pela metade
- Economia de Insumos
- Otimização do Balanço Energético
- Economia na distribuição da vinhaça
- Redução de centrífugas, pela metade
Vantagens
Tadeu Fessel
• 1977 até 2008: somente recursos da Fermentec
• 2008 e 2009: CNPq - bolsistas
• 2010: FAPESP – PIPE - equipamentos
Pesquisa
Financiamento:

MUITO OBRIGADO