validação de processos de embalagem para materiais médico...
TRANSCRIPT
Validação de Processos de Embalagem para Materiais Médico-Hospitalares
Maria Águida Cassola

with compliments of BHT and Belimed

ESTERILIZAÇÃO
LIMPEZA Validação
EMBALAGEM

washing disinf. | packaging | sterilization | aseptic presentation

“Artigos médicos designados como estéreis devem ser embalados de forma a se manterem estéreis até o uso. Um método de validação apropriado deve ser empregado”
“ O desenvolvimento e validação de processos de selagem são cruciais para assegurar integridade da barreira microbiana até o uso do artigo médico”

… please remember
Aplicável à Indústria, Hospitais e qualquer Instituição onde Materiais Médicos são processados e esterilizados
Toda CME deve ser considerada e tratada como um fabricante.
Para embalagens seláveis, containers, mantas e similares
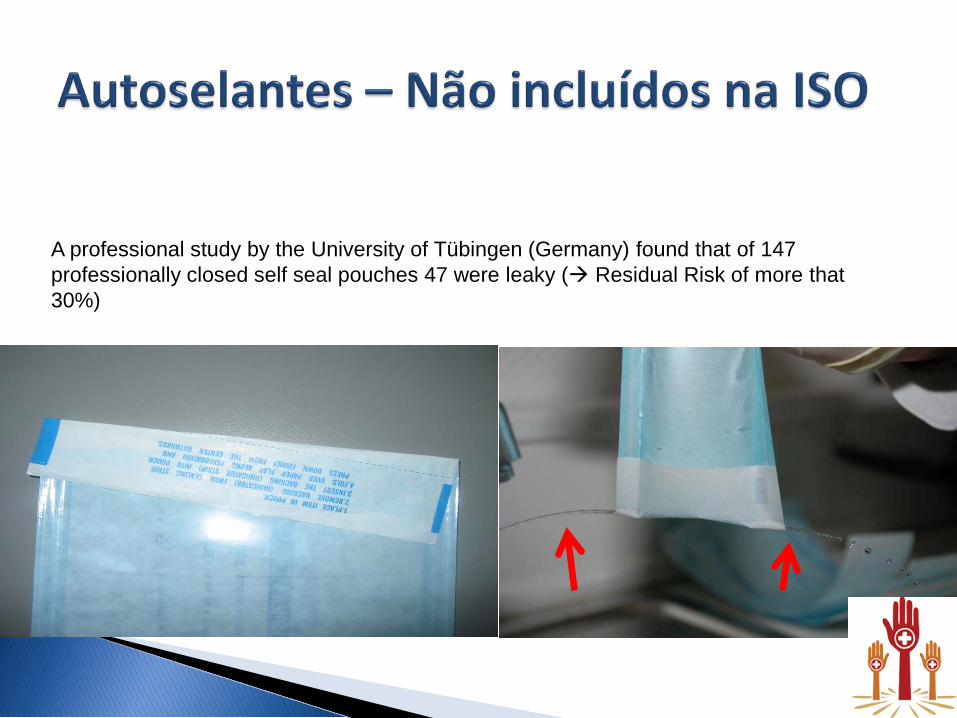
A professional study by the University of Tübingen (Germany) found that of 147 professionally closed self seal pouches 47 were leaky ( Residual Risk of more that 30%)
problem 2: self sealing pouches

mas... Como fazer isso ????
Validation of the sealing process (ISO 11607-2)
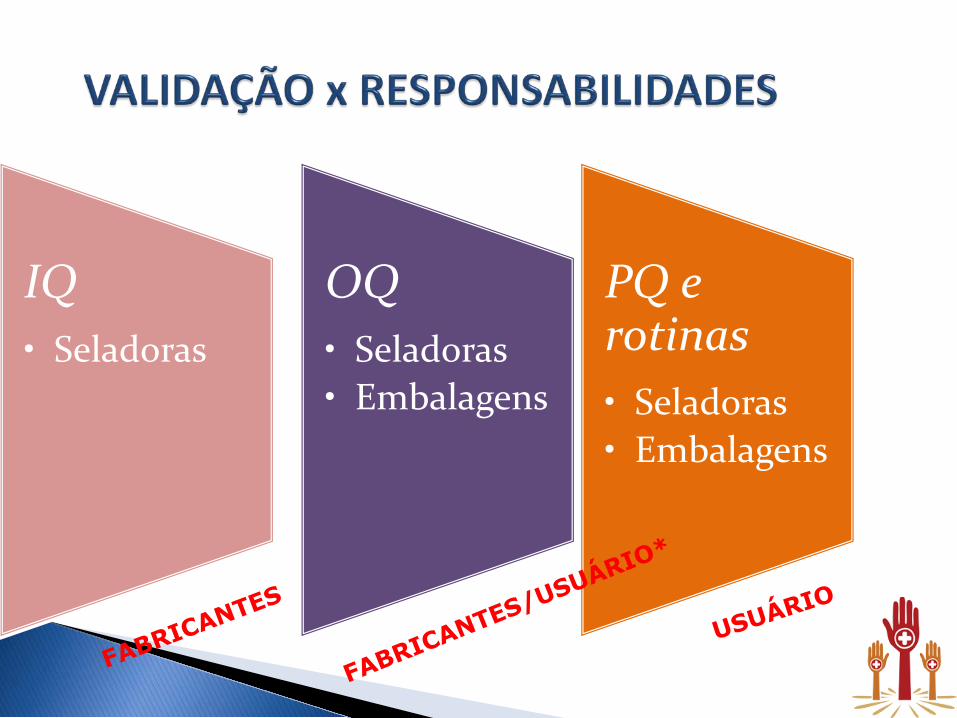
IQ • Seladoras
OQ • Seladoras • Embalagens
PQ e rotinas • Seladoras • Embalagens

Design do equipamento (sem ser influenciado pelo usuário) ◦ Automático ◦ Controles digitais
Parâmetros de Processo (temperatura, pressão, velocidade) pré-estabelecidos, monitorados e controlados
Características de segurança ◦ Parada de máquina ◦ Alarmes
Processo Documentado, calibrações de fábrica e periódicas, manuais
Lista de partes e manutenções Treinamento usuários Validação de software simulando falhas
Basear-se no range de temperatura indicado pelo fornecedor da embalagem
Testar os parâmetros do equipamento baseando-se no range maior e menor – utilizar média como parâmetro após teste selagem, verificando: Ausência de aberturas, pregas, vincos, bolhas ou delaminação
Pode ser feita com testes físicos - “Seal Check” ou “Ink Test”

Operational Qualification (OQ)
1) Set a seladora com as temperaturas ( mais alta e mais baixa) indicadas pelo fabricante da embalagem (ex.: 175 C / 200 C) e sele com e sem o uso de indicadores de selagem ( seal check)

Operational Qualification (OQ)
2) Check se a selagem está intacta ( nos limites das 2 temperaturas ) e permite abertura

Operational Qualification (OQ)
3) Set a temperatura de selagem: Média entre a maior e menor temperatura (ex.: 188 C)

Checar presença de vincos, bolhas ou falhas
Temperatura padronizada para o equipamento e embalagem = 188 graus C (Condições de Pressão e Velocidade pré definidas e monitoradas)
Aspecto visual pré e pós esterilização- inspeção por amostragem
Integridade da selagem (teste força tensil)- pode ser determinado pelo fabricante da embalagem e não pode haver variações em relação a diversos lotes
Limites de força - deve-se checar a intenção de uso como peso do produto, abertura asséptica, etc
Varios métodos podem ser usados (força de abertura ou pressão de ruptura)
Norma EN 868-5 = Mínimo1,5 N/15mm (força tensil). Metodologias da ASTM também podem ser usadas
Controles de Rotina – Testes Físicos ( Seal Check ) ou Ink Test
Definir a Temperatura Ideal baseada na informação do fabricante da embalagem e do resultado do teste físico (seal check) para uso de rotina.

Pode ser feito pelo fabricante da Seladora ou Embalagem
No mínimo anual ou em mudança de variáveis de processo
Metodologia europeia – EN 868-5 Anexo D ◦ Mínimo 5 amostras pós esterilização ◦ Avaliação média dos resultados – mínimo de 1,5 N/15 mm

Check list de validação Revalidação Condições de Armazenagem- Fabricante deve
informar limites de condições ambientais de armazenagem, manipulação e distribuição (ASTM D 4332)
Manipulação – não há metodologia de teste documentada com condições específicas. Determinar sua condição de uso juntamente com fabricante embalagem.
Why do we need to validate?
Para garantir um processo de embalagem reprodutivo ( validado): Toda embalagem deve ser idêntica à outra!