universidade tuiuti do paranÁ curso de...
TRANSCRIPT

UNIVERSIDADE TUIUTI DO PARANÁ
CURSO DE ADMINISTRAÇÃO - GESTÃO DE NEGÓCIOS
DISCIPLINA DE ADMINISTRAÇÃO DE PROJETOS
TAMPOGRAFIA
CURITIBA2002

ALBERTO FERRAZ M. NETOCARLOS DIAMANTDJALMA B. NETO
DlEGO RODRIGUESJONAS FERSTEMBERG FILHO
MARCOS AURÉLIO DE MEDEIROS
TAMPOGRAFIA
Projeto realizado dentro dadisciplina de Adm. de ProjetosCurso de Administração- Gestão deNegócios 4° ano Noturno I VerãoUniversidade Tuiuti do ParanáProfl Maria de Lourdes Tomia Stein.
CURITIBA2002
SUMÁRIO
LISTA DE QUADROS
INTRODUÇÃO
RESUMO
1. ELEMENTOS DE NATUREZA JURíDICA .... ...03
1.1 NOME DA EMPRESA.. .. 03
1.2 ENDEREÇO DA EMPRESA.. ...03
1.3 SEDE E FORO JURíDICO SEGUNDO CONTRATO SOCIAL... . 03
1.4 RAMO INDUSTRIAL E O NÚMERO DE INSCRiÇÃO FISCAL 03
1.5 VINCULAÇÕES JURíDICAS COM OUTRAS ORGANIZAÇÕES 04
1.6 OUTROS CONTRATOS EXISTENTES OU A SEREM EFETIVADOS ..04
2. ELEMENTOS DE NATUREZA ADMINISTRATIVA E ORGANIZACIONAL 05
2.1 ESTRUTURA GERAL DA EMPRESA ..
2.2 LOGOTiPO ....
3. ELEMENTOS DE NATUREZA LEGAL ...
. 05
...06
.. 06
3.1 AUTORIZAÇÃO PARA FUNCIONAMENTO... .. 06
3.2 FICHA TÉCNiCA.... .. 06
4. ASPÉCTOS TÉCNICOS ... . 07
4.1 PRODUTO 07
4.2 MATERIAIS UTILIZADOS NA FABRICAÇÃO.. . 07
4.3 PROCESSO DE PRODUÇÃO... . 08
4.4 LAY-OUT... .. 12
4.5 FLUXOGRAMA DE PRODUÇÃO 13
4.6 CONSIDERAÇÃO SOBRE EMBALAGEM.. .. ..14
4.7 CONTROLE DE QUALIDADE.. . 14
4.8 CONSIDERAÇÕES SOBRE O TIPO DE EQUIPAMENTO... .. 14
4.9 PLANO DE PRODUÇÃO... .. 15
4.10 INSUMOS UTILIZADOS.. .. 15
4.11 ESTOQUE MÉDIO PREVISTO 16

4.12 PLANEJAMENTO DA PRODUÇÃO ... .....19
4.13 CONTROLE DE PRODUÇÃO E REGIME DE TRABALHO 20
4.14 INVERSÕES DO PROJETO ...
4.15 PLANEJAMENTO ESTRATÉGICO ...
5. ASPECTOS DE NATUREZA ECONÕMICA. ..
. .... 20
. 25
5.1 ESTUDO DE MERCADO 25
5.2 ESTUDO DA LOCALIZAÇÃO ... . ..... 25
5.3 CÁLCULO DO PREÇO DE VENDA PELOS CUSTOS UNITÁRIOS 28
5.4 ANÁLISE DE RENTABILIDADE.. . 32
6. ASPECTOS FINANCEIROS... . 30
CONCLUSÃO.. . 33
REFERENCIAS BIBLIOGRÁFICAS.. . 34
ANEXOS.. . 35
LISTA DE QUADROS
QUADRO 1 - PRODUTO A SER PRODUZIDO PELA BPS ..
QUADRO 2 - PLANO DE PRODUÇÃO ANUAL ..
QUADRO 3 - QUADRO DE INVERSÕES ..
.. .. 07
.. 15
.. 21
.. 24QUADRO 4 - DEMOSTRATIVO DE GIRO ...
QUADRO 5 - DEPRECIAÇÃO 26
QUADRO 6 - ESTIMATIVAS DE CUSTOS FIXOS E VARIÁVEIS MENSAL .27
QUADRO 7 - ORÇAMENTO DE CUSTOS E RECEITAS NO l' ANO.. .. 28
QUADRO 8 - USOS E FONTES.. .. 29
QUADRO 9 - PLANILHA FINANCEIRA..... .. 30
QUADRO 10 - CAPACIDADE DE PAGAMENTO ... . 31

RESUMO
o objetivo deste projeto é possibilitar aos leitores os elementos de análise e aoportunidade da implantação de uma empresa prestadora de serviços. Optou-se pelaelaboração deste projeto, em função da escassez de recursos industriais neste ramode atividade em Tampografia de peças plasticas.No decorrer desta leitura, a BPS, apresenta o que é necessário para abertura deuma empresa, estrutura administrativa, organizacional, como é o processo produtivo,considerações sobre equipamentos utilizados, tempo de duração de cada etapa doprocesso produtivo, quantidade e insumos necessários, planejamento e controle daprodução. Através do estudo de localização, a BPS Industrialização Ltda, conclui quepara um menor custo de venda final, ou seja, custo do produto acabado, a regiãometropolitana seria a ideal, pois os custos de implantação serão menores, e tambémo custo de mão-de-obra. A qualificação dos funcionários, que a empresa necessita efacilmente adquirida nesta região. O estudo apresentado retrata uma capacidadeanual média de 800.000 unidades. O investimento projetado para esteempreendimento é de R$130.000,00 que gerara um faturamento de anual deR$730.000,00, com uma taxa de lucratividade de 48,92% e um retorno doinvestimento em 2 anos.

INTRODUÇÃO
Criado na Alemanha e introduzido no Brasil pela Oscar Flues, o processo de
impressão tampográfica esta hoje à frente dos tradicionais sistemas de impressão
industrial. Em muitos casos a tampografia substitui com grande eficiência outros
processos como: off-5el, serigrafia ou hot-stamping.
A tampografia consiste na transferência da imagem à ser impressa de um
clichê, gravado em baixo relevo para um tampão de silicone, que por sua vez
transfere sua imagem ao produto. Graças a flexibilidade deste processo, consegue-
se a impressão precisa em superfícies irregulares, sejam elas côncavas, convexas,
com desnível, em alto ou baixo relevo, de qualquer tamanho, formato ou material.
A tampografia hoje, é utilizada nos mais variados campos da industria, como
por exemplo as industrias de eletrodomésticos, equipamentos e componentes
eletrônicos, acessórios automotivos, tampas, frascos e embalagens em geral, artigos
domésticos, artigos para escritório, artigos ópticos, artigos esportivos, artigos
médicos e farmacêuticos, cosméticos, artigos publicitários, peças de madeira,
painéis, teclas e artigos de informática em geral, ferramentas, relógios, esferas,
artigos escolares, brindes e brinquedos, cerâmicas e vidros em geral, artigos de
couro e muitos outros.
O que as empresas buscam no mercado brasileiro em seus produtos,
atualmente, resumem-se em qualidade do produto, com um baixo custo de
fabricação, e conseqüentemente, um preço para o consumidor final reduzido e
competitivo.
Com estas informações a 8PS Industrialização resolveu ,analisar um
produto que atenda estas exigências e que produzido em alta escala, traga-nos
retorno de investimento a médio prazo.
o serviço de Tampografia em peças plâstica é utilizado em grande escala
para orientações, demarcações, visualizações de desenhos em diversos campos (
alimentícios, pedagógicos, industriais etc ... ).
As empresas que utilizavam serigrafia em seus produtos, migraram para este
sistema, pois o mesmo traz uma série de benefícios em relação ao processo usado
anteriormente. Benefícios estes como maior durabilidade de seus produtos no
mercado, redução de custo em seus processos de preparação de tintas, maior
flexibilidade, pois peças com geometrias complexas, não permitem serigrafias, mas o
processo de tampografia, abSOlVe esta necessidade. Exemplo de empresas que
usufruem deste serviço, são as indústrias que fabricam eletrodomésticos em
grande escala.
Percebendo a demanda deste novo selViço e embasado nos resultados das
pesquisas de mercado e cliente, a BPS Insdustrialização, resolveu atuar em
empresas fabricantes de eletrodomésticos ( Linha Branca ), pois hoje a necessidade
de qualificação neste processo, é notâvel pela exigência dos consumidores na
atualidade. Com a criação desta empresa, a BPS Industrialização Ltda , estará
gerando e oferecendo novas oportunidades de emprego, colaborando assim para o
crescimento econômico-social da região.

03
1. ELEMENTOS DE NATUREZA JURíDICA
1.1 NOME DA EMPRESA
B.P.S. INDUSTRIALIZAÇÃO LTOA.
1.2 ENDEREÇO DA EMPRESA
RUA: Fernando Cretella nO335, São Jose dos Pinhais - Paraná.
Endereços Representantes Legais
Marcos A. Medeiros
Rua: José Fernandes Maldonado 970, Curitiba - Paraná
Jonas F. Filho
Rua Dr. Oanilo Gomes n92990, Curitiba - Paraná
1.3 SEDE E FORO JURíDICO SEGUNDO CONTRATO SOCIAL
RUA: Fernando Cretella nQ 335, São José dos Pinhais - Paraná.
1.4 RAMO INDUSTRIAL E O NÚMERO DE INSCRiÇÃO FISCAL
Industrialização de peças plásticas
Forma Jurídica de organização, data da construção, prazo de duração da sociedade
e objetivos sociais.
Sociedade por quotas de responsabilidade Limitada
Data da Constituição: Curitiba, 05 de Abril de 2002
Prazo de duração. Indeterminado
Objetivo: Tampografia em peças plásticas
Indicação dos atos Constitutivos da Empresa
a) Espécie e finalidade do ao e respectiva data;
Contrato Social por quotas de responsabilidade Lida.

04
Datado de 05 de Abril de 2002
b) Quando por instrumento particular, indicação do número e data do arquivamento
do Ato na Junta Comercial
Registrado na Junta Comercial do Estado do Paraná sob o número 24101 (número
ficticio ) em se são do dia 19 de Abril de 2002.
Capital Social e sua evolução até a data da elaboração do Projeto, especificando a
natureza ou forma de integralização ou realização do aumento;
Capital Social Totalmente internalizado em dinheiro.
Constituição da Estrutura do Capital Social
Capital
Marcos Medeiros R$ 43.000,00
Jonas Filho RS 43.000,00
Percentual
50%
50%
1.5 VINCULAÇÕES JURiDICAS COM OUTRAS ORGANIZAÇÕES
Não possui
1.6 OUTROS CONTRATOS EXISTENTES OU A SEREM EFETIVADOS
Não possui

05
2. ELEMENTOS DE NATUREZA ADMINISTRATIVA E ORGANIZACIONAL
2.1 ESTRUTURA GERAL DA EMPRESA.
Sócio-Gerente - Planeja, comanda e controle os objetivos da organização.
Marcos Medeiros \ Jonas Filho
Gerente Industrial - Responsável pela diretrizes e metas a serem atingidas dentro da
organização.
Djalma B. Neto
Supervisor de Manufatura - Responsável por controlar e respeitar os programas de
produção.
Diego Rodrigues
Supervisor de Logística - Responsável pela distribuição, transporte e manuseio do
produto acabado e matéria-prima.
Alberto F. M. Neto
Supervisor de Venda - Responsável pelo reabastecimento de toda a matéria-prima e
matérias secundários e também de atingir as metas de estoque estabelecida pela
alta administração.
Carlos R. Diamant

06Analista de Processos - Responsável pela produtividade e otimização dos
processos de fabricação.
Operador de Máquina - Responsável pela produção das peças.
Auxiliar de Produção - Responsável pela preparação de equipamentos, tintas
tampograficas e movimentação peças acabadas.
2.2 LOGOTIPO
Anexo 1
3. ELEMENTOS DE NATUREZA LEGAL
3.1 AUTORIZAÇÃO PARA FUNCIONAMENTO
• Inscrição na Receita Federal CNPJ ( Cadastro Nacional de Pessoa Juridica ).
• Inscrição da Prefeitura Municipal da cidade de Curitiba, Licença Municipal,
• Inscrição na Receita Estadual ICMS.
• Código de defesa do consumidor.
3.2 FICHA TÉCNICA
EMPRESA
BPS Industrialização LIda - Razão Social
TIPO DO NEGÓCIO
Tampografia em peças plásticas
Secundârio
SETOR DA ECONOMIA
RAMO DE ATIVIDADE
Indústria de Refrigeradores
NUMEROS DE EMPREGADOS: 15
LUCRO OPERACIONAL: 305.743,02
TAXA DE RETORNO 48,92
4. ASPECTOS TECNICOS
4.1 PRODUTO
Usualmente as peças tampografadas são utilizadas por indústrias de
eletroeletrônicos, para fácil visualização de orientações por parte dos consumidores
geralmente as informações importantes contidas nos produtos, utilizam-se de
tampografias como acabamento final ,o que exige deste processo um certo nível
qualitativo de apresentação.
4.2 MATERIAIS UTILIZADOS NA FABRICAÇÃO
OS insumos e a matéria-prima utilizada no processo de tampografia, são de
fâcil acesso, com vários fornecedores nacionais. Existem fornecedores fora do
Brasil, com um nível de qualidade superior aos nacionais, onde as empresas
multinacionais buscam comprometimento e parceria com os mesmos, tornado os
custos de fabricação mais caros. A BPS, vai buscar parceria com fornecedores
nacionais, pois com o resultado obtido nas pesquisas de clientes, mostrou que, esta
situação mudou, pois com a competitividade no mercado de Linha Branca, as
empresas estão buscando alternativas para reduzir seus custos de fabricação, e uma
das alternativas é o desenvolvimento e qualificação de fornecedores nacionais. O
material utilizado para o processo tampográfico, exige uma série de cuidados de
aplicação e controles de temperaturas durante a exposição ao meio-ambiente.

08
QUADRO 1 - PRODUTO A SER PRODUZIDO PELA BPS
I PRODUTO/SERViÇO
i Tampografia ' PSAI e ABS 720.000 batidas
I Produto/SeNiço IMaterial IQuantidade
4.3 Processo de Produção
Basicamente o processo de tampografia dar-se-á da seguinte forma.
- Recebimento da Matéria-prima; - preparar tinta tampográfica ; - posicionar clichê
adequado ao planejamento do dia ; - programar equipamento automático ; -
posicionar tampão no equipamento; - posicionar peça no gabarito para executar a
tampografia ; - inspecionar a peça após a execução tampográfica ; - armanezar
peças em contentares, - estocar; - Anexo 7.
• Recebimento da Matéria-prima:
De acordo com padrões de cores pré-estabelecidos, os responsáveis pela
aprovação de matéria-prima ( controle de qualidade) no recebimento de materiais,
fornecerá seu parecer positivo ou negativo para o supervisor de manufatura, em
relação aos itens a serem inspecionados, o qual saberá qual atitude correta á tomar
dependendo da situação do material em questão.
O resultado desta inspeção no recebimento, influenciará diretamente na
qualidade final do produto para o consumidor final.
I Material plástico para processo de injeção de peças plásticas.
09
Preparar tinta tampográfica :
o auxiliar de produção deve preparar a tinta com solvente 7B8 (diluente de
tinta), e retardador. Exemplo: colocar 50% de tinta e 10 a 20% de solvente. Após
este procedimento apanhar uma peça padrão e comparar com o resultado obtido no
momento da exposição da imagem, para saber se a cor está conforme o padrão
estabelecido inicialmente.
O solvente 7B8 serve para diluir a tinta, e o retardado r serve para retardar a
secagem da tinta.
Se a tinta estiver muito viscosa (espessa) será difícil o seu recolhimento no
clichê, caso isso aconteça, é só dissolver um pouco mais a tinta. Se acaso a tinta
tampográfica estiver muito líquida, deve-se adicionar um pouco a mais tinta.
Posicionar clichê adequado ao planejamento do dia:
Desengraxar totalmente o clichê.
Introduzi-lo no tinteiro, centralizando a impressão conforme peça a tampografar .
Apertar "manualmente", os parafusos de encosto, posicionando o clichê a sua
posição inicial.
Apertar os parafusos de encosto, sempre com a sua respectiva chave.
Revisar com cuidado a vedação do tinteiro, as fendas entre o encosto e o clichê,
para evitar infiltrações de tinta. Utilizar vedação com silicone.
Programar equipamento automático:
Instruções conforme documento operacional destinado á máquina de
tampografia automática. Anexo 2

laPosicionar tampão no equipamento:
o tampão deve ser fixado no seu suporte conforme a aplicação da máquina.
Para fixar o tampão no suporte, deve-se posicionar o carro impressor, de
maneira que o tampão permaneça alinhado com a gravação do clichê. Após a
montagem, fixar os parafusos. Anexo 3
Posicionar peça no gabarito para executar a tampografia :
o material utilizado para a confecção de gabaritos é o alumínio, sua
finalidade é garantir o posicionamento e o perfeito alinhamento com o clichê,
enquanto oferece apoio adequado para evitar a distorção. Se caso, o equipamento
não estiver tampografando, ajustar o gabarito com fita adesiva, pois a peça a ser
tampografada deve estar empenada.
Inspecionar a peça após a execução tampográfica :
o operador irá utilizar procedimento pré·estabelecido para inspeção de peças.
Como base para a sua aprovação ou reprovação de peças, existirá um quadro de
peças aprovadas e reprovadas, com a finalidade de facilitar a inspeção por parte
dos operadores. Com isso as soluções para os possíveis problemas, lornam·se mais
rápidas e eficazes.
Armanezar peças em contentores :
Após o processo de tampografía ser efetuado por completo, o operador deve
armazenar as peças envoltas por plásticas de polietileno expandido, camada a

11
camada de peças, ou seja, separar quantidades iguais, com intuito de evitar riscos e
deformações nas mesmas, este cuidado com a armazenagem é para evitar
possíveis danificações das peças nas etapas de transporte no processo interno e
também transportes até o ponto de uso.
• Estocar:
o nível de estocagem dentro da empresa contratada, deverá seguir os
parâmetros de segurança e a quantidade referentes aos dias de produção para qual
o item foi confeccionado, pois a BPS, irá adotar a fitosofia de 2 FIFO e 3 KANBAN.
, metodologia usual dentro de industrias para controle de entrada e saida de matéria-prima. onde a primeira
matéria-prima que chega no estoque serã a primeira a sair para a produção.
, metodologia de controle de estoques, utilizando quadros e cartões para auxilio dos operadores.
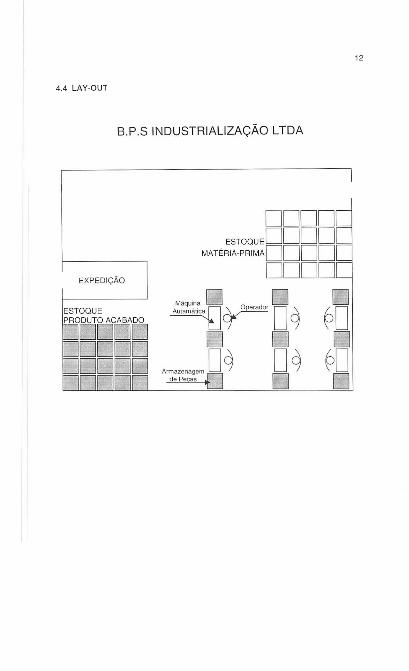
4.4 LAY-OUT
B.P.S INDUSTRIALIZAÇÃO LTDA
12
DDDDESTOQUEDDDDMATÉRIA-PRIMADDDD
DDDDD~DD~DD
EXPEDiÇÃOMáquina O D
Aulamál;ca r D gD D
Armazenagem Dg D gdePecas O D

4.5 FLUXOGRAMA DE PRODUÇÃO
Recebimento Preparar
q tinia qde Matéria- lampográlica
prima (5 min)
n<;=:::J <;=:::J
nInspecionar apeça após a q qconclusão da Armaz.operação em(2 min)
oas . O ciclo de preparação para produção é feito somente no início de cada lote, o
tempo, após estes procedimentos, fica reduzido, pois o operador somente irá
posicionar uma nova peça no gabarito tampográfíco.

14
4.6 CONSIDERAÇÕES SOBRE EMBALAGEM
Os modelos de contentares seguem o padrão normal das indústrias, onde o
mesmo tem dimensões de 1000mm x 1000mm x 700 mm, material de aço inox,
sendo totalmente desmontável. A identificação do produto, ou seja, as peças
tampografadas devem constar as seguintes informações:
Descrição da peça,
Quantidade;
Turno de Fabricação;
Data de Fabricação;
Situação de Inspeção:
4.7 CONTROLE DE QUALIDADE
Todos os operadores de equipamentos tampográficos, são devidamente
treinados em parâmetros de aprovação e reprovação de peças. Tais parâmetros são
determinados pelos receptores das peças, ou seja, a empresa que contratou o
serviços. Através de peças aprovadas e reprovadas pelos contratantes, os
operadores são capazes e aptos de identificar não conformidades dentro do
processo de fabricação.
4.8 CONSIDERAÇÕES SOBRE O TIPO DE EQUIPAMENTO
As máquinas que executam Tampografias em peças plásticas, são de origem
italiana, de fácil acesso a importação, com um custo baixo de importação, tornando o
retorno do investimento da compra dos mesmos, em curto prazo. Desta forma, para
atender a necessidades de produção do mercado nacional , devemos dispor de
equipamentos automâticos e manuais. O equipamento automático de tampografia é
capaz de produzir em um ciclo de máquina de 12 s, o equivalente a 300 pçs/hora de

15
trabalho, enquanto que o equipamento manual possui um ciclo de 275, conseguindo
com isso uma produção horária de 133 pçs/hora de trabalho.
4.9 PLANO DE PRODUÇÃO
A BPS tem como objetivo de produção média mensal no primeiro ano de
60.000 batidas em peças plasticas, sendo acrescida em 5.000 batidas no segundo
ano. Para o terceiro ano a meta é de 67.000 batidas média mês, onde no quarto ano
pretende-se uma média mensa! de 70.000 batidas e finalmente no quinto ano atingir
a meta de 73.000 batidas! mês, conforme regime de trabalho de 17.6 horas ( dois
turnos) com 25 dias de trabalho.
QUADRO 2 - PLANO DE PRODUÇÃO ANUAL
I Produto I I PRODUÇAO MEDIA MENSAL ( BATIDAS)
I Serviço I 12 Ano I 22 Ano I 32 Ano I 42 Ano I
I
Tamp.lbatidas 60.000 65.000 67.000 70.000
Total 60.000 65.000 67.000 70.000
73.000
73.000
IProduto I I PRODUÇAO MEDIA ANUAL ( BATIDAS)
Serviço I 12 Ano I 2º Ano I 3º Ano I 42 Ano I 5º Ano
ITamp.lbatidas 720.000 780.000 804.000 840.000 876.000
Total 720.000 780.000 804.000 840.000 876.000
4.10 INSUMOS UTILIZADOS
A BPS Industrialização procura utilizar o menor número de insumos 1 pois a
necessidade de redução dos custos de fabricação se faz necessário, para conseguir
demanda suficiente, onde a capacidade instalada da empresa será ocupada.
Sera utilizado Álcool Isopropilico para a limpeza dos clichês após setup de
máquinas no decorrer da produção e também lixas com gramaturas de 400 e 600,
para acabamento de peças com possíveis rebarbas .
.t Tempo necessário para lroca de moldelgabarilos/lerramentas

16
4.11 ESTOQUE MÉDIO PREVISTO PARA CADA ETAPA
Matéria-prima
Estoque por ano de Tinta tampográfica Azul (em Litros)
l' Ano
1440
39 Ano 49 Ano 5º Ano
1560 1608 1680 1752
Estoque por ano de Tinta tampográfica Cinza (em Litros)
1º Ano 2º Ano 3º Ano 4º Ano
720 780 804 840 876
Estoque por ano de Tinta tampográfica Vermelha (em Litros)
1º Ano 2º Ano 3Q Ano 4º Ano
1440 1560 1608 1680
Estoque por ano de Solvente ( em Litros)
1º Ano 2º Ano 3º Ano 4º Ano
360 390 402 420
Estoque por ano de Retardador (em Litros)
l' Ano 2º Ano 3º Ano 4º Ano
360 390 402 420
Estoque por ano de Álcool (em Litros)
1º Ano 2° Ano 3º Ano 4º Ano
360 390 402 420
5º Ano
1752
5º Ano
438
59 Ano
438
5º Ano
438
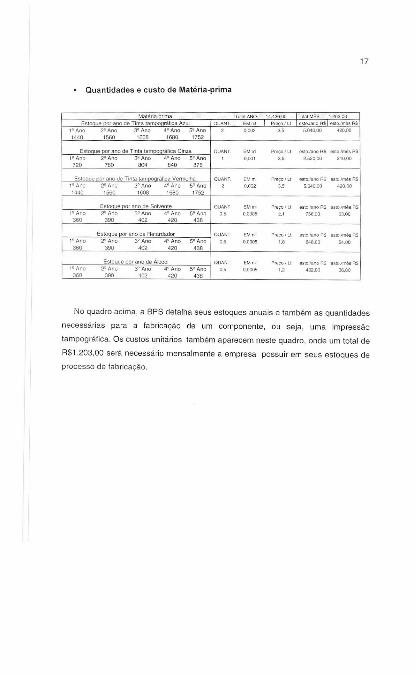
Quantidades e custo de Matéria-prima
17
Matéria nma 14,436,00 TOlil!M~S 1,203,00
EMrnl Preco/LI esto.lar1oRS estO.lmÔsRS
0.002 3.5 5.040.00 420.00
Pmço/Ll esto.lanoR$ estoJmêsR$
0.001 3.5 2.520,00 210.00
Est ue r ano de Tinta tam rática Azul OUANT
1° Ano 29 Ano 3° Ano 49 Ano 5v Ano 2
1440 1560 1608 1680 1752
EstOQue por ano de Tinta la~ráfica Cinza QUANT.
19 Ano 29 Ano 3q Ano 4q Ano SV Ano
720 780 804 840 876
Esta ue Dor ano de TinIa tam o rática Vermelha OUANT EM mI
19 Ano 29 Ano 3Ç Ano 4~ Ano 5Q Ano 2 0,002
1440 1560 1608 1680 1752
Preço I LI estoJar)o AS eSloJmês RS
3,5 5.040.00 420.00
ES!Qque por ano de Solvente OUANT PreçO/LI eSlo.lanoR$ estoJmésR$19 Ano 2~ Ano 3° Ano 4QAno 50 Ano 0.5 2.' 756,00 63,00360 390 402 420 438
ESlo u~r al10 de Retardador OUANT Preço/LI esto.lanoRS oSlo.lmésA$lvAno 29 Ano 39 Ano 4~ Ano 5~ Ano 0.5 0.0005 648,00 54.00360 390 402 420 438
ESIOQue por ano de Álcool QUANT EM", Pmço/LI eSlo.lanoRS estoJmésASIV Ano 2vAno 3vAno 49 Ano 59 Ano 0.5 0.0005 '.2 432.00 36.00360 390 402 420 438
No quadro acima, a BPS detalha seus estoques anuais e também as quantidades
necessárias para a fabricação de um componente, ou seja, uma impressão
tampográfica. Os custos unitários também aparecem neste quadro, onde um total de
R$1.203,OO será necessário mensalmente a empresa possuir em seus estoques de
processo de fabricação.
18
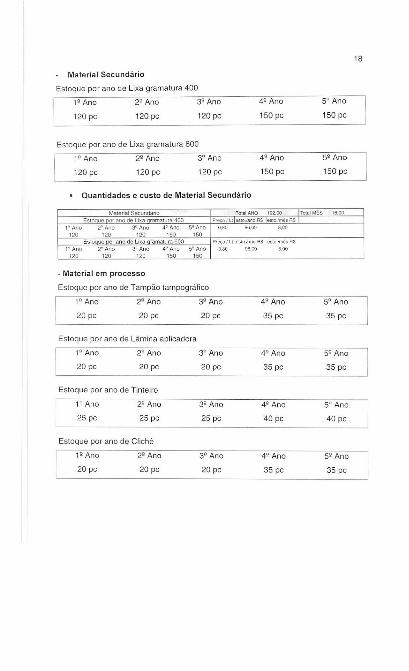
Material Secundário
Estoque por ano de Lixa gramatura 400
12 Ano 22 Ano 32 Ano 4º Ano 5º Ano
120 pc 120 pc 120 pc 150 pc 150 pc
Estoque por ano de Lixa gramatura 600
1º Ano 29 Ano 39 Ano 42 Ano 59 Ano
120 pc 120 pc 120 pc 150 pc 150 pc
Quantidades e custo de Material Secundário
Material Secundario Total ANO 192.00 TotalMES
12 Ano
120
Este ue f ano de Lixa ramatura 40022 Ano 32 Ano 42 Ano120 120 150
Esta ue ar ano de Lixa rarnatura 600
5~Ano150
Preço/LI IlstoJanoRS &5to.lmilsRS
o,ao 96.00 8,00
Preço/LI C5!O.lanoRS esto.lmêsRS
10Ana
1202° Ano 3q Ano 42 Ano120 120 150
5° Ano150
0,80 96.00 8,00
- Material em processo
Estoque por ano de Tampão tampográfico
19 Ano 2º Ano 39 Ano 49 Ano 5º Ano
20 pc 20 pc 20 pc 35 pc 35 pc
Estoque por ano de Lâmina aplicadora
1º Ano 29 Ano 39 Ano 42 Ano 59 Ano
20 pc 20 pc 20 pc 35 pc 35 pc
Estoque por ano de Tinteiro
1º Ano 2º Ano 39 Ano 49 Ano 5º Ano
25 pc 25 pc 25 pc 40 pc 40 pc
Estoque por ano de Clichê
1° Ano 2º Ano 39 Ano 4º Ano 5º Ano
20 pc 20 pc 20 pc 35 pc 35 pc
19
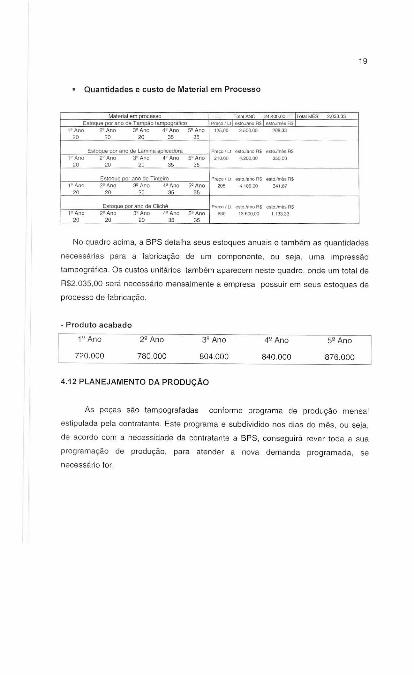
• Quantidades e custo de Material em Processo
Material em processo Total ANO 24.400,00 Total M~S 2.033,33
ES..!29..ueorano de Tam ãotam rálico Preco/LI e,,!O.lanoRS es!oJmêsAS
12 Ano 2'1 Ano 32 Ano 49 Ano 52 Ano 125,00 2.500,00 206.33
20 20 20 35 35
EstOQue por ano de lâmina aplicadora Preço/L! eSloJarooA$ estoJmêsAS
t9Ano 22Ano 3° Ano 4QAno 59 Ano 210,00 4.200.00 350,00
20 20 20 35 35
E~~or ano de Tinteiro Proço/LI eSlo.lanoRS esto.lmósA$
19Ano 2'1 Ano 3° Ano 49 Ano 59 Ano 205 4,100,00 341.67
20 20 20 35 35
EstOQue or ano de Clichê P,eçofLt estoJanoA$ eslo}mêsRSl°AnQ 22Ano 3ºAno 42 Ano SI/Ano 660 13.600.00 1.133.33
20 20 20 35 35
No quadro acima, a BPS detalha seus estoques anuais e também as quantidades
necessárias para a fabricação de um componente, ou seja, uma impressão
tampográfica. Os custos unitários também aparecem neste quadro, onde um total de
RS2.035,OO será necessário mensalmente a empresa possuir em seus estoques de
processo de fabricação.
- Produto acabado
2º Ano 3º Ano 4º Ano 5º Ano
720.000 780.000 804.000 840000 876.000
4.12 PLANEJAMENTO DA PRODUÇÃO
As peças são tampografadas conforme programa de produção mensal
estipulada pela contratante. Este programa e subdividido nos dias do mês, ou seja,
de acordo com a necessidade da contratante a BPS, conseguirá rever toda a sua
programação de produção, para atender a nova demanda programada, se
necessário for.

20
Com estas informações o supervisor de manufatura saberá a disponibilidade
dos equipamentos automáticos e manuais conforme modelo a ser produzido. A BPS,
procura trabalhar com uma disponibilidade de seus equipamentos em 91%, ou seja,
9% é destinado a manutenção e setup 's, com isso nossa produtividade por
homem/dia será melhor distribuída.
A BPS sabe de seus custos de fabricação, por isso, a política de Work in
processs é a mais reduzida possível, estipulamos um estoque mínimo de dois dias
em relação ao programa de produção da contratante.
4.13 CONTROLE DE PRODUÇÃO E REGIME DE TRABALHO
A BPS irá dispor da metodologia de controle de estoque KANBAN. Através de
cartões, os operadores junto com o supervisor de manufatura, saberão qual a
prioridade das peças que deverão ser tampografadas.
Através de padrões de trabalho, os funcionários envolvidos no processo de
fabricação, estarão devidamente aptos a realizarem as tarefas diárias, este
documento, evidenciará os cuidados que os mesmos deverão praticar para que a
qualidades do processo tampográfico, mantenha-se constante. Nestes documentos
também existirão procedimentos de preparação da tinta; preparação do tampão,
preparação do clichê, enfim todos os pontos criticas do processo de fabricação. 100
% das peças são verificadas pelos operadores antes de serem estocadas, conforme
procedimentos pré- estabelecidos pelo contratante.
A BPS irá atuar no regime de dois turnos sendo·
1º Turno - 6:30h às 16:40h almoço das 11 :30h às 12:30h
2º Turno - 21 :OOh às 6:30h - almoço das 01 :30h às 02:30h
4.14 INVERSÕES DO PROJETO
A BPS Industrialização Ltda, resolveu implantar este projeto apresentando os
seguintes dados:

QUADRO 3 - QUADRO DE INVERSÕES
QUADRO DE INVERSOES - R$ITENS I Já J l' ,I 2º I 3º ,I
INVESTIMENTO Realizado Trimestre Trimestre Trimestre TOTAL1) Mâq. e Equipam 45.980,00 15.133,33 15.133,33 15.133,33 91.380,00
Máq. automática 40.000,00 12.666.67 12.666,67 12.666,67 78.000,00
Máq. Manual 1.000,00 2.466.67 2.466,67 2.466,67 8.400,00
Clichês 4.080,00 4.080,00
Gab. I Suportes 900 900,00
2)Móveis e Utens. 2.000,00 1.830,00 3.830,003) Veiculas 5.000.00 2.166,67 2.166,67 2.166,67 11.500,004) Despesas pré Op. 1.800,00 1.800,00Pessoal Admin. 800 800,00Matêria-prima 0,00Fretes 500 500,00Sub Total 56.080,00 19.130,00 17.300,00 17.300,00 109.810,005) Eventuais 5% 2.804.00 956,50 865.00 865,00 5.490,50Investimento fixo 58.884,00 20.086,50 18.165,00 18.165,00 115.300,506) Capo giro próprio 15.102,40 15.102,40
Invesl. Global 58.884,00 35.188,90 18.165,00 18.165,00 130.402,90
o períOdO de implantação está previsto em 9 meses, ou seja, 3 trimestres
conforme quadro de inversões. Motivo pelo qual será destinado para a compra dos
equipamentos automáticos e manuais de tampografja. O tempo previsto de
importação é de 60 dias, onde problemas alfandegários são costumeiros com estes
tipos de equipamentos. Apôs o término da importação, o fornecedor será
responsável pelo treinamento operacional e try~out dos equipamentos nas
instalações delinitivas. O inveslimenlo Global será de R$130.402,90, com um capital
de giro próprio de RS15.102,40.
O investimento fixo está em R$115.300,50, sendo o realizado um total de
RS58.884,OO. Para o 1·'rimestre eslá previsto um investimento de RS35.188,90, já
no 2º e 3 ºIrimestre o valor é de RS18.165,OO.
As instalações serão fornecidas pela empresa contratante, em parceria com a
BPS Industrialização LIda.
22
4.14.1 MÁQUtNAS E EQUtPAMENTOS
a) Máquina automática para tampografia com 3 cores, fabricante Neograf, com
dimensões de 2,10 x 1,58 x 2,5 metros, nas seguintes condições:
Preço: R$ 26.000,00
Condições de Pagamento entrada de R$40.000,00 e o restante por trimestre
R$12.666,67.
b) Máquina manuat para tampografia com 1 cores, fabricante Neograf, com
dimensões de 2,10 x 1,58 x 2,5 metros, nas seguintes condições:
Preço' RS 4.200,00
Condições de Pagamento entrada de RS1.000,OO e o restante por trimestre
RS2.466,67
c) Clichês para tampografia, fabricante Sulmoldes Ltda, nas seguintes condições.
Preço. RS520,00 cada
Condições de Pagamento: a vista
d) Gabarito e suportes de tampografia, fabricante Krismam lida, nas seguintes
condições
Preço: RS900,00
Condições de Pagamentos: a vista

23
4.14.2 MÓVEIS E UTENSíLIOS
a) Mesas de preparações, computadores, telefones, fax, impressora, serão
disponibilizados um total de R$ 3.830,00.
Condições de Pagamento entrada de RS2.000,00 e o restante no 1ºtrimestre
R$1.830,00
4.14.3 VEíCULOS
a) Pick-up corsa, ano 97/97
Preço R$ 11.500,00
Condições de Pagamento
RS2.166,67
entrada de R$ 5.000,00, restante por trimestre
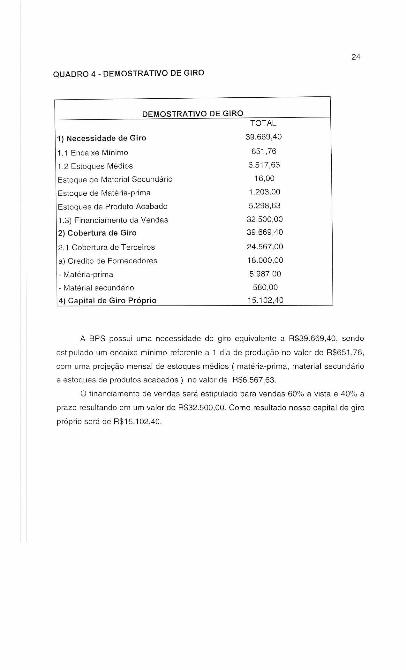
QUADRO 4 - DEMOSTRATIVO DE GIRO
DEMOSTRATlVO DE GIROTOTAL
39.669,40
651,76
6.517,63
16,00
1.203,00
5.298,63
32.500,00
39.669,40
24.567,00
18.000,00
5.987,00
580,00
15.102,40
1) Necessidade de Giro
1.1 Encaixe Mínimo
1.2 Estoques Médios
Estoque de Material Secundário
Estoque de Matéria~prima
Estoques de Produto Acabado
1.3) Financiamento da Vendas
2) Cobertura de Giro
2.1 Cobertura de Terceiros
a) Credito de Fornecedores
- Matéria-prima
- Matérial secundário
4) Capital de Giro Próprio
24
A BPS possui uma necessidade de giro equivalente a RS39.669,40, sendo
estipulado um encaixe mínimo referente a 1 dia de produção no valor de R$651,76,
com uma projeção mensal de estoques médios ( matéria-prima, material secundário
e estoques de produtos acabados) no valor de R$6.567,63.
O financiamento de vendas será estipulado para vendas 60% a vista e 40% a
prazo resultando em um valor de R$32.500,00. Como resultado nosso capital de giro
próprio será de R$15.1 02,40.

25
5. ASPECTOS DE NATUREZA ECONÔMICA
5.1 ESTUDO DE MERCADO
As peças tampografas tem fácil aceitação por empresas no ramo de
eletrodoméstico e eletroeletrônicos. Como exemplo na região de Curitiba temos a
empresa multi nacional Electrolux do Brasil e a Britânia em São José dos Pinhais.
Estas empresas optaram pela troca de serigrafias pelo novo processo de
tampografia, o que acarretou falta de empresas qualificadas para atender esta nova
necessidade de mercado na região Sul do Brasil.
A aquisição de matéria·prima e materiais secundários, não proporciona
dificuldades de acesso e negociação com os fornecedores, possibilitando traçar uma
meta que possibilitará sucesso com parcerias entre contratante e contratada.
Os resultados obtidos na pesquisa de mercado e cliente estão relacionados
em documento anexo. Anexo 4
Como resultado direcionado r de mercado para a BPS, a pesquisa nos
forneceu que, o retorno ideal de investimento é de 12 meses, a margem de lucro
tampográfico está entre 20% e 40%. As empresas existentes no mercado estão
atuantes entre 2 e 5 anos, com um stander de 15 a 30 funcionários. Seus principais
concorrentes estão em São Paulo e suas vantagens são os prazos de entregas, mas
lodas concordaram que há espaço para novas empresas no mercado brasileiro. Já
os resultados da pesquisa de clientes, a BPS, concluiu que, as empresas buscam
programação de entregas, onde as entregas tornam~se semanais e o faturamento
das peças possuem um prazo de 28 dias.
5.2 ESTUDO DA LOCALIZAÇÃO
De acordo com as características da clientela a localização, não
necessariamente deverá ser central em lugar movimento, porém estratégico para
recebimento de matéria~prima e expedição de produtos acabados. É necessário

26
observar os aspectos legais do local, fiscalização sanitária, capacidade da instalação
elétrica e outros detalhes essenciais para tomada de decisão.
Optou-se por uma localização no bairro Guabirotuba, próximo a Av. das
Torres na região metropolitana de Curitiba. As instalações amplas com boa
ventilação. Mais de 30% das instalações possuem iluminação Natural. Condições
ideais de instalações elétricas e hidráulicas.
QUADRO 5 - DEPRECIAÇÃO
11.323,00
DEPRECIAÇÃO ANUAL
I DISCRIMINAÇÃO 10epreCiação I Valor Total I Depriciação I OepriciaçãoAnual Mensal
Máq. automática
Máq. manualMóveis e UtensíliosVeículo
TOTAL
0,1 78.000,00 7.800,00 650,00
0,1 8.400,00 840,00 70,00
0,1 3.830,00 383,00 31,920,2 11.500,00 2.300,00 191,67
943,58

QUADRO 6 - ESTIMATIVAS DE CUSTOS FIXOS E VARIÁVEIS MENSAL
ELEMENTOS DE CUSTO
( 1) Cuslo Administrativos
AluguelSalário ProduçãoSalário Administrativos
ContadorÁgua/luzJlelefone
Uniformes
Manutenção
2) Depreciação3) Custos diretos ProduçãoMatéria-prima
ConlainersInsumos4) Impostos5) Encargos Sociais6) Encargos Financeiros
Custo Total
FIXOS
1.000,00
12.300,00220,00
900,00
250,00
943,58
2.620,00
10.107,50
600,00
28.941,08
VARIAVEIS
3.950,00
500,00
1.203,00
1.234,29
150,00
7.037,29
Cargo
Supervisor de Manufatura
Supervisor de Logística
Supervisor de Vendas
Supervisor de Compras
Gerente Industrial
Op. de Mâquina
Auxiliar de Produção
Analista de Processos
Total
Quant. Salário Total
1.800,00 1.800,00
1.800,00 1.800,00
1.800,00 1.800,00
1.800,00 1.800,00
4.000,00 4.000,00
550,00 2.750.00
300,00 1.200,00
1.100,00 1.100,00
15.00 13.150.00 16.250,00
Encargos
Provisões
0.3580.264
5.817,SOJ4.290,00
10.107,50Tolal
Salário Produção
Salário Administrativo
28
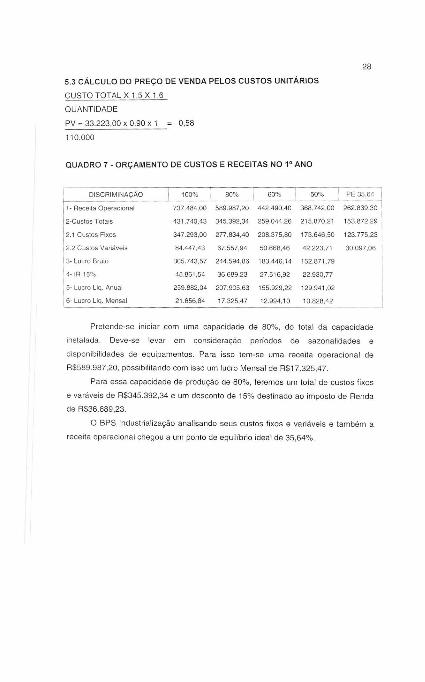
5.3 CÁLCULO DO PREÇO DE VENDA PELOS CUSTOS UNITÁRIOS
CUSTO TOTAL X 1,5 X 1,6
QUANTIDADE
PV = 33.223,00 x 0.90 x 1 0,58
110.000
QUADRO 7 - ORÇAMENTO DE CUSTOS E RECEITAS NO 1° ANO
DISCRIMINAÇÃO I 100% I 80% I 60% I 50%, I PE 35,64
1- Receita Operacional 737.484,00 589.987,20 442.490,40 368.742,00 262.839,30
2-Custos Totais 431.740,43 345.392,34 259.044,26 215.870,21 153.872.29
2.1 Custos Fixos 347.293.00 277.834,40 208.375.80 173.646,50 123.775.23
2.2 Custos Variáveis 84.447,43 67.557.94 50.668,46 42.223,71 30.097,06
13- Lucro Bruto 305.743,57 244.594,86 183.446,14 152.871.79
14.,R 15% 45.861,54 36.689,23 27.516,92 22.930,77
15. Luc," Liq. Anual 259.882,04 207.905,63 155.929,22 129.941,02
6- Lucro Liq. Mensal 21.656,84 17.325,47 12.994.10 10.828.42
Pretende-se iniciar com uma capacidade de 80%, do total da capacidade
instalada. Deve-se levar em consideração períodos de sazonalidades e
disponibilidades de equipamentos. Para isso tem-se uma receita operacional de
R$589.987,20, possibilitando com isso um lucro Mensal de R$17.325,47.
Para essa capacidade de produção de 80%, teremos um total de custos fixos
e varâveis de R$345.392,34 e um desconto de 15% destinado ao imposto de Renda
de RS36.689,23.
O BPS Industrialização analisando seus custos fixos e variáveis e tambêm a
receita operacional chegou a um ponto de equilíbrio ideal de 35,64%.
29
PE = CUSTO FIXO I RECEITA OPERACIONAL - CUSTO VARIÁVEL
PE 347.293,00 - 84.447,43
737.484,00
PE = 35,64%
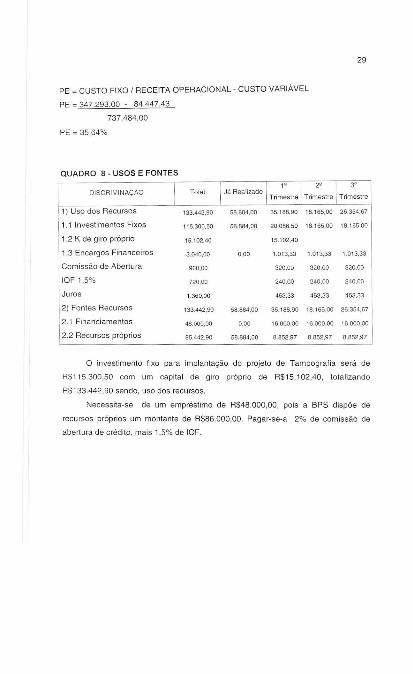
QUADRO 8 - USOS E FONTES
3.040,00 0,00
35.188,90 18.165,00 26.354,67
20.086,50 18.165,00 18.165,00
15.102,40
1.013,33 1.013,33 1.013,33
320,00 320,00 320,00
240,00 240,00 240,00
453,33 453.33 453,33
35.188,90 18.165,00 26.354,67
16.000,00 16.000,00 16.000,00
8.852,97 8.852,97 8.852,97
DISCRIMINAÇÃOI
Total I I l' ,I 2' ,I 3'Já RealizadoTrimestre Trimestre Trimestre
1) USO dos Recursos
1.1 Investimentos Fixos
1.2 K de giro próprio
1.3 Encargos Financeiros
Comissão de Abertura
IOF 1,5%
Juros
2) Fontes Recursos
2.1 Financiamentos
2.2 Recursos próprios
133.442,90 58.884.00
115.300,50 58.884,00
15.102,40
960,00
720,00
1.360,00
133.442,90 58.884,00
48.000,00 0,00
85.442,90 58.884,00
o investimento fixo para implantação do projeto de Tampografia será de
RS115.300,50 com um capital de giro próprio de R$15.102,40, tolalizando
R$133.442,90 sendo, uso dos recursos.
Necessita-se de um empréslimo de R$48.000,OO, pois a BPS dispõe de
recursos próprios um montante de R$86.000,OO. Pagar-se-a 2% de comissão de
abertura de crédito, mais 1,5% de IOF.

30
6. ASPECTOS FINANCEIROS
QUADRO 9 - PLANILHA FINANCEIRA
PLANILHA FINANCEIRA (SAC)
) ) SALDO ~I ) AMORTI-)PERíODOS PARCELAS DEVEDOR JUROS 2% ZAÇÃO TOTAL À
LIBERADAS PRINCIPAL AO TRIM PRINCIPAL PAGAR
1°TRIM. 20.000,00 20.000,00 400,00 0.00 400,00
2°TRIM. 28.000,00 48.000,00 960,00 0,00 960,00
3° TRIM. 48.000,00 960,00 2.400,00 3.360,00
4°TRIM. 45.600,00 912.00 2.400,00 3.312,00
SOTRIM. 43.200,00 864,00 2.400,00 3.264,00
6°TRIM. 40.800,00 816,00 2.400,00 3.216.00
7°TRIM. 38.400,00 768,00 2.400,00 3.168.00
8° TRIM. 36.000,00 720,00 2.400,00 3.120,00
gOTRIM. 33.600,00 672,00 2.400,00 3.072,00
100TRIM. 31.200,00 624,00 2.400,00 3.024,00
11°TRIM. 28.800,00 576,00 2.400,00 2.976,00
12°TRIM. 26.400,00 528,00 2.400,00 2.928,00
13°TRIM. 24.000,00 480,00 2.400,00 2.860,00
14°TRIM. 21.600,00 432.00 2.400,00 2.832,00
1soTRIM. 19.200,00 384,00 2.400.00 2.784,00
16°TRIM. 16.800,00 336,00 2.400.00 2.736.00
17° TRIM. 14.400,00 288,00 2.400,00 2.688,00
18°TRIM. 12.000,00 240,00 2.400.00 2.640,00
19oTRIM. 9,600,00 192,00 2.400,00 2.592,00
20° TRIM. 7.200,00 144,00 2.400,00 2.544.00
21°TRIM. 4.800.00 96,00 2.400,00 2.496,00
22° TRIM. 2.400,00 48,00 2.400.00 2.448,00
23°TRIM. 59.440,00
A BPS Industrialização fara empréstimo (FINAME ) pela CEF com juros pré-
fixados a 2% ao trimestre. Sendo liberados R$20.000,OO no primeiro trimestre e
RS28.000,OO no segundo Irimestre. A Amortização sera conslante (sistema SAC ),
no valor de R$2.400,OO apartir do terceiro trimestre.
No final do 229 trimestre será quitado a dívida totalizando um montante de
RS59.440,00.

31
QUADRO 10 - CAPACIDADE DE PAGAMENTO
I PER.PERíODO DE OPERAÇÃO
DESCRiÇÃO DEIMPL. 1·, ANO 2°, ANO lO,ANO
3/50% "60% "80% 6180"10 6./100% 121100%
1 -Origens Recursos 133.442,90 36.316,00 71.729,06 129.176,22 193.665,48 235.478.53 234.660,03 239.695,03
,., .F,nanclamemoCEF ~8_000.00
12·RecursosPrÓlJrlOS 86.442.90
'.3-lucloLiqwdoOp,IR 32.485.25 38.982.31 51.976.41 64.970,51 103.952,81 0.00 0,00
14-Depleç'acao 2.630.75 2.830.75 2.630,75 2.830,75 5.661,SO 5.661,50 11.323.00
15- SalllodoPoriodoAnleriof 1.000.00 35.916,00 74.369.05 125.864,22 125.864,22 228.998.53 228.372.03
2 . Desembolso de Recursos 133.442.90 36.316,00 17.729,06 129.176,22 193.665,48 235.478.53 234.660,03 239.695,03
2.', InvestunontoTotal (F;~o.•.Giro) 130.402.90 0,00
22· Encargos F,nancei.os 2.040.00 0.00
2.3-Jurose Ca.encias 0.00 400.00 960,00 912.00 864.00 1.680.00 1.488.00 2.400.00
2.4 Amorizacaodo Financiamenl0 0.00 0,00 2.400.00 2.400,00 2.400.00 4800.00 4.800.00 9.600.00
2.6 Saldo para pe"odo segulIlle 35.916.00 74.369.06 125.864.22 190.401.48 228.998.53 228.372,03 227.695.03
A BPS Industrialização pretende honrar seus compromissos no primeiro ano
de acordo com os trimestres acima descritos. Onde o 1º trimestre será a 50%, o
segundo a 60%, o terceiro a 80% e o último trimestre a 100%. Consideramos para o
segundo ano, em dois semestres para quitação dos compromissos, onde
consideramos o primeiro semestre com um período de sazonal idade para os
produtos referentes aos históricos e estudos de mercados.
Já no terceiro ano, considera-se a produção a plena capacidade, ou seja,
100%, onde a empresa estará estável e com mercado em expansão.

5.4 ANÁLISE DE RENTABILIDADE
Demonstração Gráfica de Taxa de Retorno sobre o Investimento
Taxa de Retorno
RENTABILIDADE
de lucrOI vendas
41,46
32
o Pay-back do projeto de tampografia será de 2 anos, onde a taxa de retorno
de 48,92% e uma excelente margem de lucro de 41 ,46%.

33
CONCLUSÃO
o projeto apresentou a viabilidade ou não da abertura de uma empresa
prestadora de serviços tampograficos. Utilizaram·se políticas de controle de
qualidade, elemento essencial para o sucesso deste empreendimento. O suporte
técnico para o projeto encontra-S8 basicamente nos dados financeiros e documentos
de apoio.
Comparando a TIR com as demais taxas de aplicação do mercado financeiro
tais como poupança que apresenta rendimento anual de 10,20%, BBAgressivo
17,18%aa, B8FixDI15,66%aa, percebemos que o empreendimento é viável não só
financeiramente mas socialmente também.
A BPS Industrialização Ltda, apresenta uma taxa de retorno 48,92%, com um
prazo de retorno de 2 anos, concluindo sua viabilidade.

REFERÊNCIAS BIBLIOGRÁFICAS
1. ROTEIRO BÁSICO PARA ELABORAÇÃO DE UM PROJETO - COMEX
2. HOLANDA, Nilson. Planejamento e Projetos. Edições UFC:1981
34

35
ANEXOS
Anexo 1
LOGOTIPO
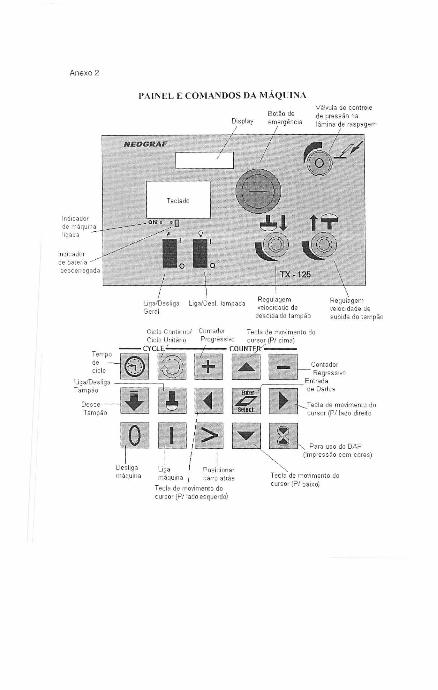
Anexo 2
PAINEL E COMANDOS DA MÁQUINA
Botão deemergência
!
Válvula de controlede pressão dalâmina de raspagem
Indicador
NEOGRAF
Indicadordebateria ~descerregada
Liga/Desliga Liga/DesL larnpadaGeral
descida do tampão
\Regulagemvelocidade desubida do tampão
Ciclo Continuoi Contador Tecla de movimento doCiclo Unitário Progressivo cursor (P/ cima)
-- CYCLE, COUNTEW:---:~c~:~~ C±J ~ B-:C~;~~ed:;,vo~~g~:ã::h9'W II~'I~ 2T ~ ~~:~~a~::SmOVimentOdO
TamPã~ p SeI"l ~ cursor (Pilado du.,to
:;\~ I~l:~}d;~~,,~~:~:~o::~'"Tecla de movimento do cursor (P/ baiXO)
cursor (P/ lado esquerdo)
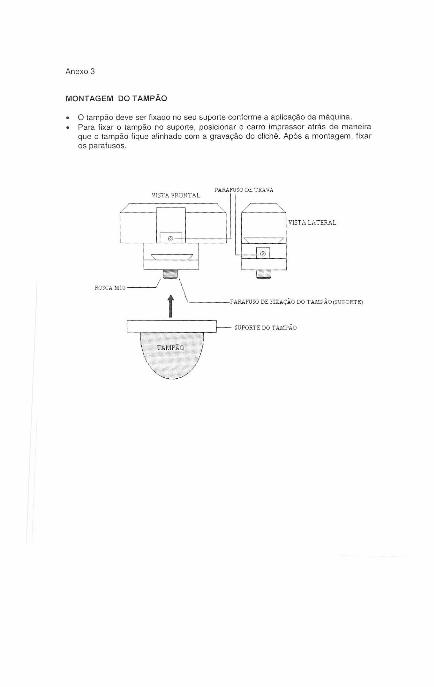
Anexo 3
MONTAGEM DO TAMPÃO
o tampão deve ser fixado no seu suporte conforme a aplicação da máquina.Para fixar o tampão no suporte, posicionar o carro impressor atrás de maneiraque o tampão fique alinhado com a gravação do clichê. Após a montagem, fixaros parafusos.
PARAFUSO DE TRAVAVISTA FRONTAL
VISTA LA TER..'\L
ROSCA MIO ----.l t \ _PARAFUSO DE fiXAÇÃO DO TAMPÃO(SUPORTE)
~ '"'''.''00''''''

Anexo 4
Pesquisa de Mercado
1. O prazo para retorno do investimento é de quanto tempo?
2. No segmento de tampografia a margem de lucro baseia-se em?
3. Qual a porcentagem de serviço manual para a produção?
4. O principal gasto em uma empresa desta, é com?
5. Qual a margem do cuslo, da pergunla anterior?
6. Quanto tempo a empresa está no mercado?
7. Quem são os clientes da empresa?
8. Quantos funcionários há na empresa?
9. Quais seus principais concorrentes?
10. Quais vantagens os concorrentes oferecem?
11. Qual a dimensão da concorrência nesse setor?
12. Qual o grau de satisfação dos clientes?
13. Este é um mercado em expansão?
14. Há possibiliade de ingresso de novas empresas no setor?
Clientes
1. Gostaria de trabalhar com uma programação de entregas?
O Sim
O Não
2. O período entre os pedidos são?
O Semanais
O Mensais
O Bimestrais
O Semestrais
0(.. . )
3. O pagamento à vista de cada pedido com algum desconto é interessante?
O Sim
O Não
4. Se o pagamento for faturado qual o prazo?
O 15 Dias
O 28 Dias
O 28/42 Dias
5. Quantas cores possui esta tampografia?
O Uma
O Duas
O Três
Mais de três
Resultados da pesquisa de mercado I cliente
A BPS Industrialização realizou esta pesquisa com 12 empresas que trabalham
com este tipo de prestação de serviços. Algumas empresas responderam o
questionário em questão, através de e "mail, demostrando com isso, interesse na
referida pesquisa. Os resultados obtidos são'

I MERCADOi PERGUNTAS RESPOSTAS
1 56% Optaram 12 meses /44% Optaram 24 meses
48% Optaram pl 3º item I 22% pl 1º item I 18% p/4º item 112%pl2
2ºjtem.
3 60% p/ 32 item / 20% p/2º item I 20% p/1º item
4 100% opinaram pelo Maquinário
I 5 52% p/2º item I 36% p/lº item I 12% pl 3º item
6 65% opinaram de 2 a 5 anos / 35% opinaram mais de 5 anos
780% opinaram Industrias de pequeno porte / 20% opinaram
Industrias de Médio e Grande porte
863% opinaram de 15 a 30 funcionários I 37% opinaram de 30 a 50
funcionários.
I 92% opinaram Empresas de São Paulo I 8% opinaram Empresas do
I 9I
Paraná.
46% opinaram Prazo de entrega / 36% opinaram Qualidade 118%10
opinaram Menor custo de fabricação.
11 50% p/2º item I 33% p/lº item I 17% pl 3' item
12 60% opinaram Satisfatório I 40% opinaram Otimo
13 100% opinaram Sim
14 72% opinaram Sim I 28% opinaram Não

CLIENTE
PERGUNTAS RESPOSTAS
I 1 100% Optaram Sim
2 52% Opinaram Semanais I 48% opinaram MensaisI
3 85% opinaram Não I 15% opinaram Sim
4 100% opinaram por 28 dias
546% opinaram três cores I 28% opinaram duas cores I 26%
opinaram mais de três cores.
As empresas consultadas no Paraná foram Electrolux do Brasil S.A. ,
8ritânia , Case Coating Plásticos. As demais empresas pesquisadas localizam-se
fora do estado do Paraná, especificamente em Santa Catarina, São Paulo e Minas
Gerais e Rio Grande do Sul. São elas:
Micro Metal T ampografias " São Paulo
Zirpoli " São Paulo
Tampgraf - Minas Gerais
Cor & Arte - Minas Gerais
Tampofer" São Paulo
Neograf" Rio Grande do Sul
RSI Service " São Paulo
Teleplast "São Paulo
Oscar Flues " São Paulo

Anexo 5
JUNTA COMERCIAL
DO PARANÁ
S.P.S INDUSTRIALIZAÇÃO LTOA
CONTRATO SOCIAL
Fl.01
MARCOS AURÉLIO DE MEDEIROS, brasileiro casado, Administrador de
Empresas, portador da carteira de identidade n' 5.583.931-0, CPF nO 019.612.349-
63, residente em Curitiba - Paraná à rua José Fernandes Maldonado nº 970 e Jonas
F. Filho, brasileiro solteiro, Administrador de Empresas, portador da carteira de
identidade nO0.000.000-0, CPF nO000.000.000-00, residente em Curitiba - Paraná à
rua Dr. DanHo Gomes n22990 RESOLVEM construir uma sociedade pôr quotas de
responsabilidade limitada regida, pelas cláusulas seguintes:
CLÁUSULA PRIMEIRA' NOME COMERCIAL: S.P.S INDUSTRIALIZAÇÃO LTDA.
SEDE E FORO Rua Fernando Cretella nO 335, Curitiba - Paraná. PRAZO DE
DURAÇÃO Indeterminado. INíCIO DE ATIVIDADES 0510412002. ATIVIDADE
ECONÔMICA: Industrialização em peças plásticas.
CLÁUSULA SEGUNDA. O capital social no valor de R$ 30.000,00 ( Trinta Mil Reais
) divididos trinta mil quotas no valor unitário de R$ 1,00 ( um real ), integralizados
neste ato conforme abaixo discriminados: 01 ( um ) automóvel ano 97/97 na cor
azul, placa AJT 6359, chassi 9D08ADC123890, CATEGORIA UTILITÁRIO CÔDIGO
Renavam 36.598.510-2 no valor de R$ 11.500,00 (Onze Mil e quinhentos Reais),
móveis e utensílios no valor de R$ 3.830,00 ( Três Mil e oitocentos e trinta Reais) e
o valor de R$ 20.000,00 em moeda corrente do país. A responsabilidade dos sócios
é limitada à importância total do capital social.
CLÁUSULA TERCEIRA: O capital sociallica assim distribuídos entre os sócios,

JUNTA COMERCIAL
DO PARANÁ
B.P.S INDUSTRIALIZAÇÃO LTOA
CONTRATO SOCIAL
FL.02
83.000
VALOR R$
RS 43.000,00
R$ 43.000 00
RS 83.000,00
NOME Quan!. Quotas
Marcos Medeiros
Jonas Filho
43.000
43.000
CLÁUSULA OUARTA GERENTE MARCOS AURÉLIO DE MEDEIROS e Jonas F.
Filho. USO DA FIRMA CONJUNTO PRÓ-LABORE Aos sócios e outros que
prestam serviços â. sociedade fixado de comum acordo. Conforme legislação do
imposto de renda em vigor.
OBRIGAÇÕES: Proibido aval, endosso, fiança e caução de favor.
CAUÇÃO DE GERENCIA . Dispensado.
CLÁUSULA OUINTA: Balanço Geral: Atualmente em 31 de dezembro. Resultados:
atribuídos proporcionalmente aos sócios com quotas integralizadas ou mantidos em
reserva na sociedade.
CLÁUSULA SEXTA DESIMPEDIMENTO Os sócios declaram que não estão
incursos em nenhum dos crimes previstos em Lei que o impeçam de exercer
atividade mercantil.
CLÁUSULA SÉTIMA. DELIBERAÇÕES SOCIAIS: Pôr maioria absoluta de votos
inclusive a de transformação do tipo jurídico, cabendo um voto a cada quota capital.

JUNTA COMERCIAL
DO PARANÁ
B.P.S INDUSTRIALIZAÇÃO LTOA
CONTRATO SOCIAL
FL.03
CLÁUSULA OITAVA: TRANSFERÊNCIA DE QUOTAS Pôr consentimento dos
demais sócios e decursos no prazo de direito de transferência de 60 ( sessenta)
dias. mediante notificação prévia.
CLÁUSULA NONA: MICROEMPRESA: Declaram para registro especial de micro
empresa que se enquadra a Lei Federal nº 7.256 de 27.11.84
Curitiba, 05 de Abril de 2002
MARCOS AURELIO DE MEDEIROS
JONAS F. FILHO
TESTEMUNHAS:
ALBERTO F. M. NETO
CARLOS R. DIAMANT

Anexo 6
CURRICULUM VITAE
Marcos Aurélio de Medeiros
Rua. José Fernandes Maldonado 97082840020 Curitiba PR
Tel. (41) 367-6133 - 91941184
TÉCNICO MECÂNICO, FORMADO PELO CEFET-PR, GRADUADO EMADMINSTRAÇÂO DE EMPRESAS PELA UNIVERSIDADE TUIUTI DO PARANÁ
COM EXPERIÉNCIA EM PROCESSOS DE MANUFATURA EIMPLANTAÇÂO DE SISTEMAS DE GARANTIA DA QUALIDADE
INFORMAÇÕES PESSOAIS
Nascido em Curitiba, PR Idade: 26 Casado
ATIVIDADE PROFISSIONAL
1994 - ABS Bombas - Curitiba - PREstagiárioElectrolux do Brasil S.A - Curitiba - PRInspetor de Qualidade 111Técnico de Processos 111
1995 -
INFORMAÇÕES ADICIONAIS
. Na Electrolux foi coordenador do processo de certificação e manutenção doSistema da Qualidade da manufatura de linhas de montagem .
. Responsável por trabalhos de ganho de capacidade produtiva ao longo de diversosprocessos fabris, utilizando os conceitos da TOC.
~ Atua em estudos de viabilidade técnica para processo de montagem de novosprodutos em linhas de produção diversas.

· Coordenador de FMEA de processo no desenvolvimento de novos projetos;utilizando também as técnicas do DFMA.
· Responsável por desenvolvimento, implementação e acompanhamento deprocessos mecânicos de equipamentos novos e modificados.
• Responsável por alterações de lay~out,fluxo de materiais, assim como aestruturação e a disposição das matérias primas ao longo do processo fabril.
· Conhecimento nos processos de injeção de poliuretano, sendo responsável pelodesenvolvimento de projetos especiais dentro das linhas de montagem.
· Atualmente atua nos processos de montagem de refrigeradores 2 portas, éresponsável pela manutenção, capacidade e desenvolvimento dos equipamentos; epor trabathos de aumento de produtividade, redução de custos e ganho de qualidadenos refrigeradores de 2 portas.
· Tem bons conhecimentos de microinformática, sendo usuário de processadores detexto, planilhas de calculo, banco de dados e Auto CAD.
·Cursando Pós~Graduação em Engº de Manufatura, pela Universidade Tuiuti doParaná.
CURSOS
Inglês nivellll - WisdomMonitor de treinamento - Senai Curitiba - Nov/98Sistemas de Garantia da Qualidade - Fundação Vanzolini - Ago/95PDCA de Melhoria - Senai - Jull99Injeção de Poli meros - Basf S.A - Jun/99Controle Estatístico de Processo - Senai Curitiba - Dez/OOCronoanalise - Senai Curitiba - Dez/99Poka-Voke - IMAN São Paulo - Jun/02

Anexo 7
PROCESSO DE TAMPOGRAFIA
Illli'lP-_"'.O rampõocoll'w n IiIHa
c! do cliChê~ - (baixo
,.~ rp.levo!.
i""""""""O/alllpàof/pliCffilltrll.:l(Imagem!aoprnriufo.
,'--vl",,,j 8
6, ~?c:~~~~:oposlçiioinjcia/~oonera.riorsubsIltulo
F;":;\";;!' i~~~~~~~~i38.
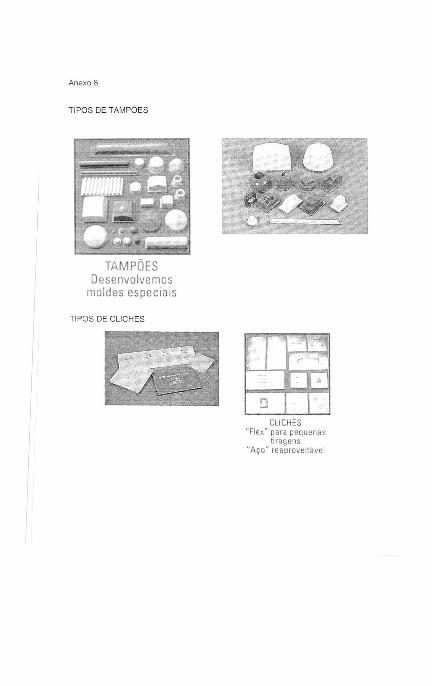
Anexo 8
TIPOS DE TAMPÔES
TAMPÕESDesenvolvemosmoldes especiais
TIPOS DE ClICHES
J ~_ •.••"t
.,... ,
- "!:l -
CLlCHES""Fie," para pequenas
tiragens""Aço"" reaproveitavel

Anexo 9
Planta Baixa
ÁREA ADMINISTRATIVA
MANUTENÇÃ
EXPEDiÇÃO
D09D09D
D09D09D
D~OD~OD

Anexo 10
EQUIPAMENTO MANUAL
TF 200 JRrACIlOPlRAÇAo ~
IINTEtAU ,'BERTO l;;iI,IND1Ct.O,\ PARA PRODUÇOES "lÃOAUTOMAnZADAS
IMPRESSÀ'J /.10"0 OU RICOlOR "~I
IEMPORtZAC·\Q Ernn[ CICLOS " ~
DEsGmA 00 TM~PÁO CONIROLADA .-.,....., "'. "POR SENSúR OPTICO ~ V ~
EQUIPAMENTO AUTAMÁTICO
CS 200UI'I 'lf.Ç,\O Mr,~~f.t~Mci~lô7f.8~~fD!B
IINlimu IE!;HAOO Elt,t~~~'~lf~I~2~'n~~Pofi~I~'n~~~gÃCoO~\II~~~~rt.~
• ~ À.IJHlMATlcn.soCP,,{!J~uçii.o -IVlMPRESSr.O MONOCOlon ou BICOLQH ')')
It.MPonnRrt:ICI.OSpnOGIIA'.1AVEl JtI'i:Rf,llwmocm.1BIII"ç(jrSO['i'U(
ÇU~:.I;.t~!~:~~:!rit~~I~I~Ao~6~BrWTlú~':\~',IEr.:(lIll.\ i'ARAAliMAZ[fi;\GfM OEfilE 11) ./~_""11rGlI'/lGrNS PAI", OllERENiES PIiODUlOS ~/
li,.I·
DESCI!);' iJO :AUPA.O CONTIIGt.:.t)U !'UH{"CODHI
OOSADOfl oe DltUfJJT(AJ10I-.1AIICO COMCQmRULE EtEiflúNICD