universidade federal do paranÁ setor de … edgecam 2018r1.pdf · o modo correto de se escolher...
TRANSCRIPT

UNIVERSIDADE FEDERAL DO PARANÁ
SETOR DE TECNOLOGIA – DEPARTAMENTO DE ENGENHARIA MECÂNICA
DISCIPLINA DE USINAGEM – TMEC 022
APOSTILA DE PROGRAMAÇÃO CAM UTILIZANDO O SOFTWARE EDGECAM
DESENVOLVIDO POR:
CAIO DE PAULI CORDEIRO HERNANDO NICOLAS FERNANDES AMERICO
Prof: Dalberto Dias da Costa
CURITIBA 2018

Sumário 1. Introdução................................................................................................................................ 3
2. Interface Edgecam .................................................................................................................. 4
3. Preparação de modelo sólido.................................................................................................. 4
4. File - Abertura de arquivo ........................................................................................................ 7
5. Setup ....................................................................................................................................... 8
5.1. Janela Setup ....................................................................................................................... 8
5.2. Stock – Criação ou seleção de bruto ................................................................................ 10
6. Features – Reconhecimento de características .................................................................... 11
7. Machining – Criação de sequência de usinagem ................................................................. 14
8. Torneamento – Turning (Fixação 1) ...................................................................................... 16
8.1. Torneamento reto (faceamento) – Straight Turn operation .............................................. 16
8.1.1. Simulação ..................................................................................................................... 22
8.2. Operação de desbaste de torneamento – Rough Turning ............................................... 25
8.3. Operação de acabamento de torneamento – Finish Turn ................................................ 29
9. Inserção de bruto pré usinado .............................................................................................. 32
10. Torneamento – Turning (Fixação 2) ................................................................................. 36
10.1. Operação de desbaste de canais – Rough Groove Operation .................................... 39
10.2. Operação de acabamento de canal – Finish Groove Operation .................................. 43
10.3. Operação de furação para torneamento – Holes Operation ........................................ 45
10.4. Operação de rosqueamento – Threading Operation .................................................... 53
11. NC Code – Geração do código NC................................................................................... 59
12. Fresamento – Milling ......................................................................................................... 65
12.1. Operação de faceamento – Face Mill Operation .......................................................... 69
12.2. Operação de furação para fresamento – Holes Operation .......................................... 76
12.3. Operação de desbaste para fresamento – Rough Mill ................................................. 80
12.4. Operação de fresamento de múltiplos planos – Parallel Lace Operation .................... 88
12.5. Operação de chanfro – Chamfer Mill ............................................................................ 95
12.6. Operação de acabamento de perfil – Profile Mill ......................................................... 98
12.7. Operação de acabamento de plano – Flat Land Finishing Operation ........................ 101

1. Introdução
Este documento tem como finalidade capacitar o aluno a realizar programações
de usinagem utilizando o software Edgecam, tanto para o módulo de torneamento
quanto de fresamento. Ao final da apostila, o aluno deve estar apto a realizar as
devidas configurações e ajustes necessários para inciar a programação CAM e por fim
realizar a programação propiamente dita das operações de usinagem.
O Software utilizado para este treinamento foi o Edgecam 2018R1. Entretanto,
os conceitos aqui utilizados podem ser estendidos a outras versão desse software e
inclusive para outros softwares CAM, uma vez que a lógica aqui utilizada é a mais
empregada nesse meio.

2. Interface Edgecam
A interface do Edgecam 2018R1 é separada em cinco abas. Abaixo iremos
demonstrar alguns detalhes das ferramenta do Edgecam.
1- Abas
2- Habilitar opções avançadas das abas
3- Abertura de novas janelas e minimização de janelas
4- Modificar visualização e orientação dos componentes
5- Eixos da usinagem (XZ para Torneamento, XY para Fresamento)
3. Preparação de modelo sólido
Para realizar a programação CAM, iremos obrigatoriamente seguir uma lógica.
Antes de realizarmos a programação das operações de usinagem, devemos nos ater
aos detalhes de preparação do modelo, o que é imprescindível para que o resultado
seja coerente. Podemos resumir a lógica da seguinte forma:
- Abertura ou modelagem de um modelo CAD
- Seleção ou criação do bruto
- Reconhecimento de características (features)
- Criação de sequência de usinagem
- Programação das operações
1
2 3
3 4
5
4

- Geração de código CN
Esta apostila irá cobrir a usinagem de uma peça por torneamento com 2 fixações
e uma outra peça por fresamento com 2 fixações. Iremos iniciar com as operações de
torneamento devido a sua menor complexidade quando comparado ao módulo de
fresamento.
Para esse primeiro exercício, modele a seguinte peça utilizando um software
CAD:


4. File - Abertura de arquivo
Inicialmente, devemos carregar o modelo CAD do qual desejamos programar.
Existe a possiblidade de modelá-lo diretamente no software, porém essa opção não
será abordada.
A abertura pode ser feita através da seguinte opção na aba “File”:
Uma alternativa mais direta pode ser através do seguinte ícone:

5. Setup
5.1. Janela Setup
A versão 2018R1 do Edgecam costuma identificar automaticamente o módulo de
usinagem, sentido da peça e a origem CLP. Para realizar alterações diretas nessas
configurações, utilize a janela “Setup”:

Nesta janela é possivel encontrar as dimensões do sólido, posicionamento da
origem CPL e orientação da peça. A peça utilizada precisa de duas fixações para ser
concluida. Para começar a primeira operação pela parte traseira da peça, clique em
“Flip Part” no final da janela para alterar a orientação. O resultado deve ser o seguinte:

Para visualizar o sólido renderizado, selecione o botão “Render Component”.
5.2. Stock – Criação ou seleção de bruto
Para o bruto, podemos trabalhar de duas formas. A primeira, é criando um bruto
de geometria simples através do próprio Edgecam. A outra maneira é importando um
arquivo CAD e selecionando-o como bruto.
Inicialmente, vamos trabalhar com a primeira opção. Selecione “Fit Stock”,
localizado na barra de Setup, vista anteriormente:
Adicione um sobrematerial de 5mm nas faces e no diâmetro do bruto. O
resultado deve ser o seguinte:

Para visualizar o bruto renderizado, selecione o botão “Render Stock”.
6. Features – Reconhecimento de características
Para realizar o reconhecimento de características, podemos utilizar dois
métodos, o manual e o automático. Vamos focar no método automático. Selecione o
ícone “Find Features”:
Configure conforme as imagens seguintes:

Note que ao posicionar o mouse sobre as opções, surgirão imagens que
explicam didaticamente ao que se refere a opção. Por esse motivo, não iremos abordá-
las uma a uma.

Por mais que esta segunda aba seja referente a features de fresamento,ela
pode ser utilizada para detectar furos para torneamento. Clique em “Ok”. O resultado
para esta peça deve ser esse:

Com isso, podemos passar para o próximo passo que é a criação da sequência
de usinagem.
7. Machining – Criação de sequência de usinagem
A criação da sequência contém todas as informações referentes as operações
de usinagem. Para que ela possa ocorrer corretamente, todos os passos anteriores
devem ter sidos efetuados de maneira correta. Para o próximo passo, iremos utilizar a
aba Machining do Edgecam.
Para poder acessar as operações de manufatura, primeiro é preciso criar uma
sequência da operação desejada. Para isso, selecione “New Turning Sequence”,
localizada em “Create New Sequence”:

Nesta janela é possível selecionar os pós-processadores referentes a diversas
máquinas. Estes possuem configurações diferentes para a geração de códigos para
diferentes máquinas. Para fins de aprendizado, marque a caixa “Show All Machines” e
selecione “Training Lathe mm.tcp” em “Machines”. Clique em “Next” e “Ok” para
finalizar.
Em versões anteriores do Edgecam, a interface era separada em dois
ambientes, Design e Manufacture. Os atalhos para acessar esses ambientes ainda
estão presentes na versão 2018R1, possibilitando uma alternativa rápida para criação
de sequências de manufatura pelo botão direito ou o atalho Ctrl+M

Com isso a sequência de usinagem estará criada e poderemos dar início a
programação propriamente dita.
8. Torneamento – Turning (Fixação 1)
Para a programação dos ciclos, iremos utilizar as operações de usinagem. Estas
são um conjunto de recursos e instruções com diversos parâmetros pré-definidos que
facilitam o trabalho do programador e viabilizam uma usinagem eficaz e confiável.
O que podemos observar, é que todas as operações mantêm a mesma estrutura
básica, independentemente do tipo de usinagem. Além disso, possuímos funções-M e
comandos automáticos que podem vir a interferir ou não na programação.
8.1. Torneamento reto (faceamento) – Straight Turn operation
O faceamento é a operação mais básica do torneamento, tanto no torno
convencional quanto no torno CNC, e geralmente é a primeira operação a ser executa.
Por isso, iniciaremos programando-a.
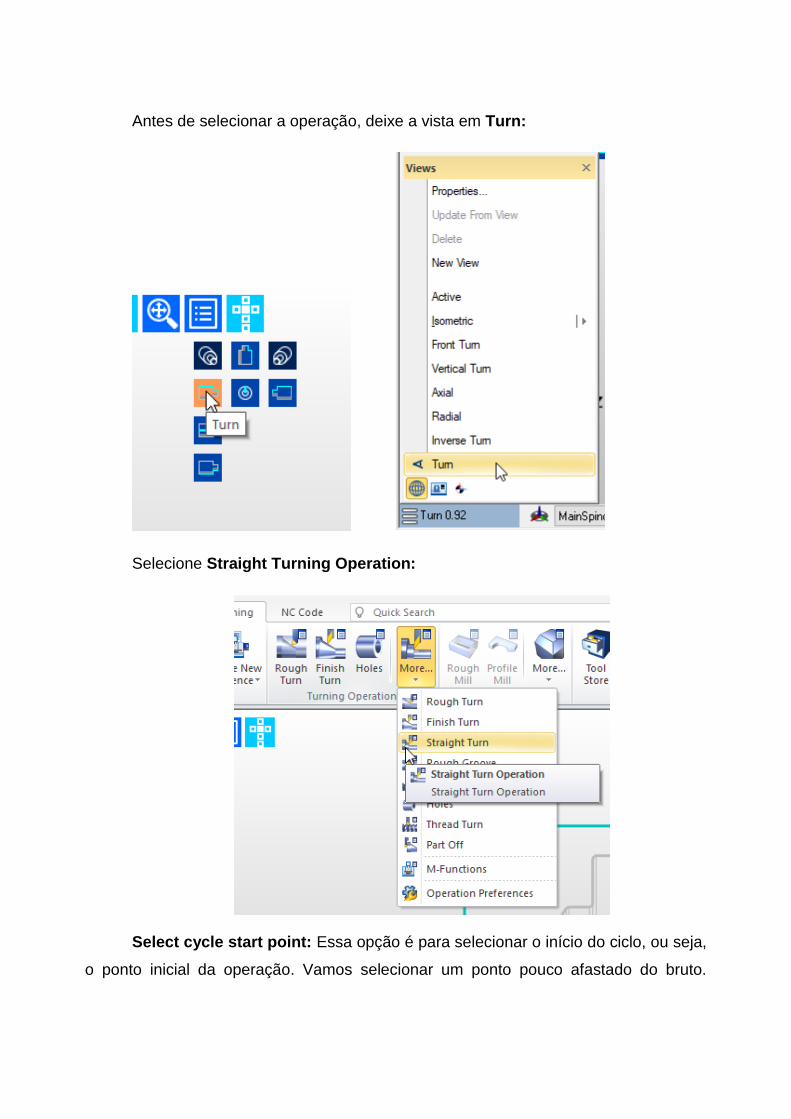
Antes de selecionar a operação, deixe a vista em Turn:
Selecione Straight Turning Operation:
Select cycle start point: Essa opção é para selecionar o início do ciclo, ou seja,
o ponto inicial da operação. Vamos selecionar um ponto pouco afastado do bruto.

Podemos selecionar manualmente, clicando próximo ao bruto ou digitar diretamente a
coordenada. Como o diâmetro do bruto é 185mm, digite:
X185Z7
Select destination point: Agora, iremos selecionar o ponto destino do ciclo, ou
seja, como desejamos facear a peça, iremos até a primeira face do sólido. Além disso,
iremos ultrapassar um pouco o seu eixo de rotação para evitar que fique algum
resquício do bruto na face frontal. Digite a coordenada:
X-2Z0
Com isso, iremos ter a abertura da seguinte janela:

Onde:
Tool Orientation (Orientação da ferramenta): Define a orientação da
ferramenta na operação.
Cut Direction (Direção de Corte): Define em que sentido será feito o corte de
material e em qual sentido teremos o incremento deste corte.
Spindle Direction (Direção do fuso): Especifica o sentido de rotação do fuso.
Rought Cuts Only (Somente usinagem de desbaste): Caminho de ferramenta
não efetua a remoção de cristas entre um passe e outro.
Canned Cycle (Ciclo de máquina): Marcando esta opção teremos o
faceamento gerado com ciclo fixo da máquina.
Cut incremente (Incremento de corte): É o valor de incremento entre cada
passada, valor de remoção de material.
Configure conforme a imagem e clique na aba “Tooling”:

Onde:
CSS: CSS é a sigla para “Constant Surface Speed” que significa velocidade
constante em função da superfície. Marcando esta opção teremos um programa com
velocidade em metros/minuto (G96, rotação variada em função do diâmetro da peça)
desmarcando teremos RPM (G97, rotação fixa).
Os parâmetros da ferramenta serão automaticamente preenchidos ao selecionar
uma ferramenta. Clique em “Find”:

O modo correto de se escolher uma ferramenta é através de um catálogo de
ferramentas, o qual mostra todas as características do porta-ferramenta e da pastilha.
Como o foco desta apostila está na aprendizagem do software, selecione a ferramenta
“MWLNL-2525-M06 0.8 Rad General” e clique em “Select”.
O Feedrate (Avanço) e a Speed (Velocidade de rotação da placa) são atribuídos
automaticamente pelo Edgecam. Para sequências de usinagem reais, estes valores
podem ser encontrados no catálogo de ferramenta utilizado, variando quanto ao
material usinado. Atribua “1” em “Position” (Posição) e clique em “Ok”.

O resultado deve ser o seguinte:
É importante que, ao final de cada instrução de usinagem bem-sucedida, seja
salvo o arquivo para evitar perdas de dado decorrentes de falhas no sistema.
8.1.1. Simulação
Após a realização de qualquer programação de operação de usinagem,
devemos simulá-la a fim de validá-la. Para isso, clique no ícone “Simulate”:

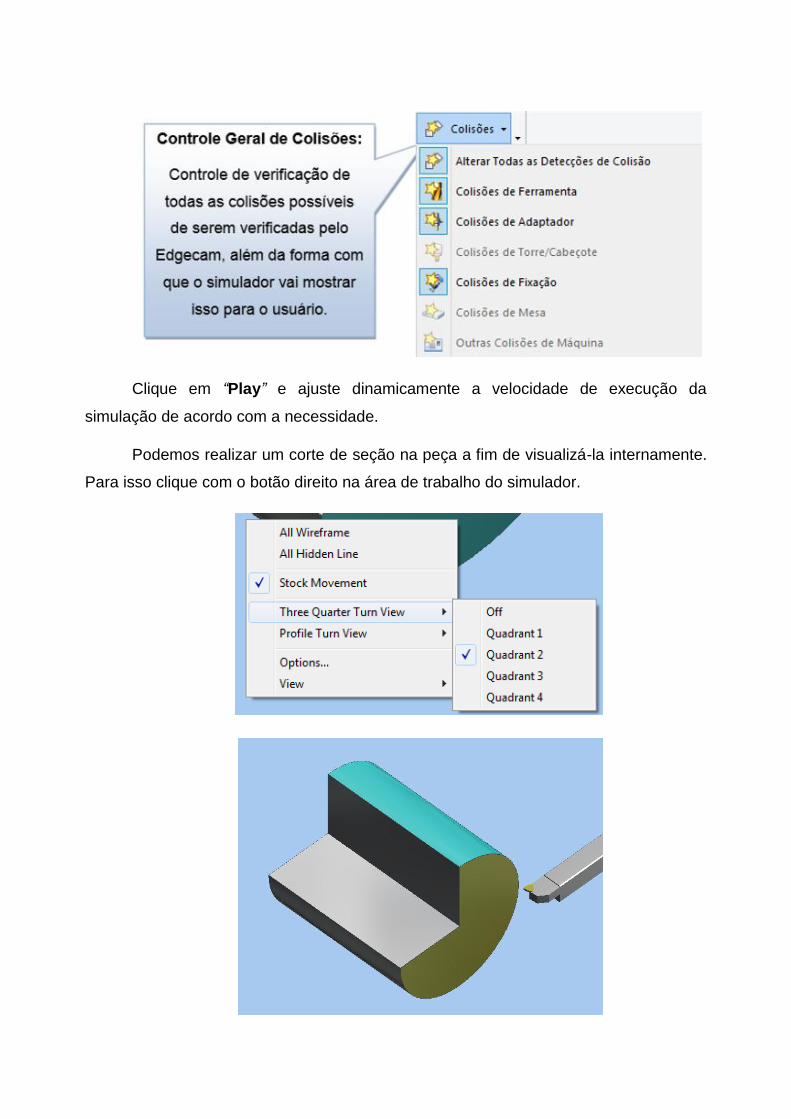
Clique em “Play” e ajuste dinamicamente a velocidade de execução da
simulação de acordo com a necessidade.
Podemos realizar um corte de seção na peça a fim de visualizá-la internamente.
Para isso clique com o botão direito na área de trabalho do simulador.
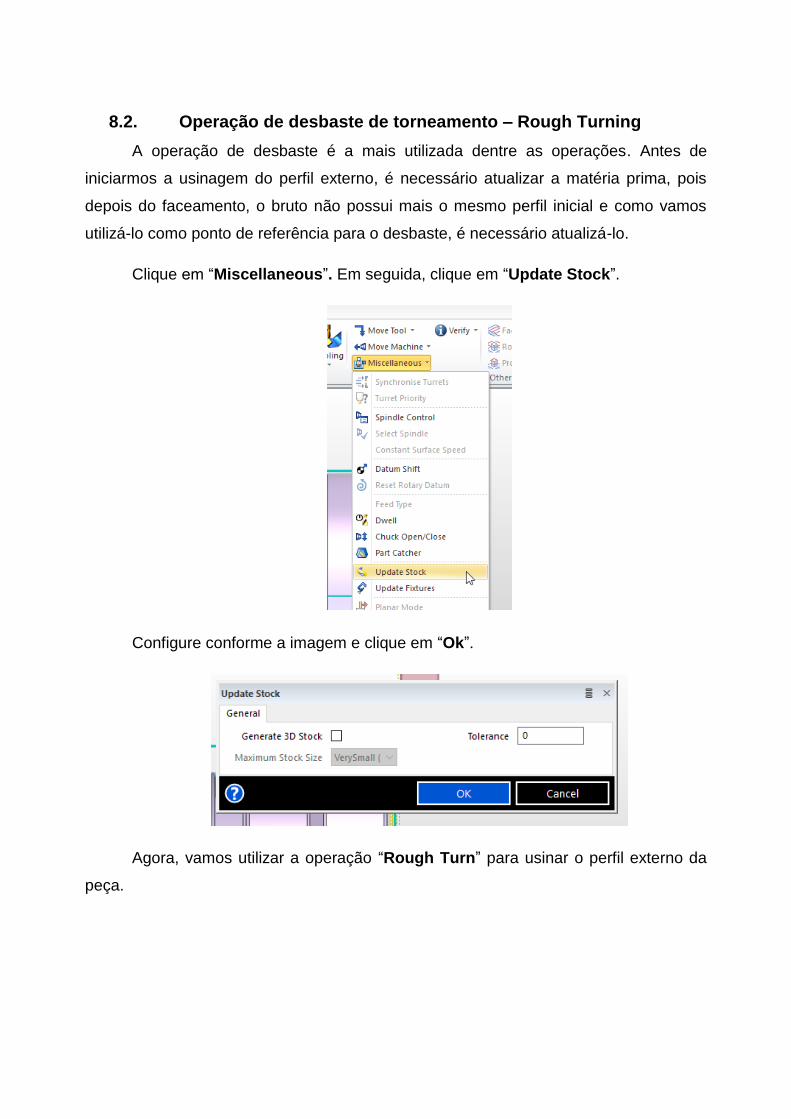
8.2. Operação de desbaste de torneamento – Rough Turning
A operação de desbaste é a mais utilizada dentre as operações. Antes de
iniciarmos a usinagem do perfil externo, é necessário atualizar a matéria prima, pois
depois do faceamento, o bruto não possui mais o mesmo perfil inicial e como vamos
utilizá-lo como ponto de referência para o desbaste, é necessário atualizá-lo.
Clique em “Miscellaneous”. Em seguida, clique em “Update Stock”.
Configure conforme a imagem e clique em “Ok”.
Agora, vamos utilizar a operação “Rough Turn” para usinar o perfil externo da
peça.

Select turn profile: Vamos selecionar o perfil externo que foi reconhecido no
início do exercício, que está destacado em verde. É possível selecionar através da
janela “Features” ou clicando diretamente na feature do sólido:
Confirme a seleção.
Select new start point for profile chain (or Finish): Essa opção condiz com a
direção em que se dará o desbaste. Iremos inicia-lo na coordenada z0 e iremos até o
final do perfil. Portanto, configure essa e a próxima opção (Select start/end point to
alter) conforme a imagem seguinte. Note que a flecha condiz ao início do perfil e a
estrela ao final do perfil. Confirme as operações.

A seguinte tela deve surgir:
Onde:
Canned Cycle (Ciclo de máquina): Marcando esta opção teremos o desbaste
gerado com ciclo fixo da máquina.
Compensation (Compensação):
None (Ciclo máquina desabilitado): será o raio da ferramenta compensado no
caminho programado.

None (Ciclo máquina habilitado): não será compensado o raio da ferramenta
na usinagem.
Controller offset: será o raio da ferramenta compensado pela máquina.
Pathcomp: será o raio compensado no caminho. As duas últimas opções só são
válidas com ciclo máquina ativo. Ignorar cortes negativos: Desconsidera cortes
enterrando na peça (canais)
Ignore undercuts (Ignorar cortes negativos): Ignora todas as cavidades
negativas no perfil, portanto evita desbaste de canais, por exemplo.
Offset Z / X (Sobrematerial): Quantidade de material deixado para acabamento.
Incremento de corte: Quantidade de material removido por passada.
Use current stock (Usar bruto atual): Essa opção deve estar marcada para
que o Edgecam utilize o bruto como ponto de referências para a usinagem.
Profile Extension Start/End (Estender Perfil): É o quanto gostaríamos de
estender ou recuar o início ou o final da usinagem, com valores positivos estendemos e
com negativos encurtamos.
Após configurar a aba Geral passe para a aba “Tooling” (Ferramenta).

Note que agora a janela é a mesma que a anterior. Selecione a opção “Use
Current Tool”, pois assim iremos utilizar a mesma ferramenta da operação anterior.
Após isso, clique em “Ok”.
O resultado deve ser o seguinte:
Salve o arquivo e simule-o.
8.3. Operação de acabamento de torneamento – Finish Turn
Nessa etapa iremos realizar o acabamento do desbaste anterior. A operação de
acabamento é extremamente semelhante à de desbaste, pelo menos em termos
geométricos, afinal é a mesma geometria do desbaste que será acabada.
Selecione a operação de “Finish Turn”:
Select turn profile: iremos selecionar o mesmo perfil utilizado para o desbaste
realizado anteriormente.
Select new start point for profile chain (or Finish)/ Select start/end point to
alter: Iremos utilizar a mesma lógica da operação anterior.
A seguinte janela deverá aparecer:

Todas as opções dessa janela foram vistas na operação anterior.
Passe para a aba Tooling (Ferramentas):
Exatamente como na janela anterior, todas as opções já foram vistas.
Entretanto, selecionaremos uma ferramenta com raio de ponta menor, para poder
realizar um melhor acabamento na peça.
Clique em “Find”:
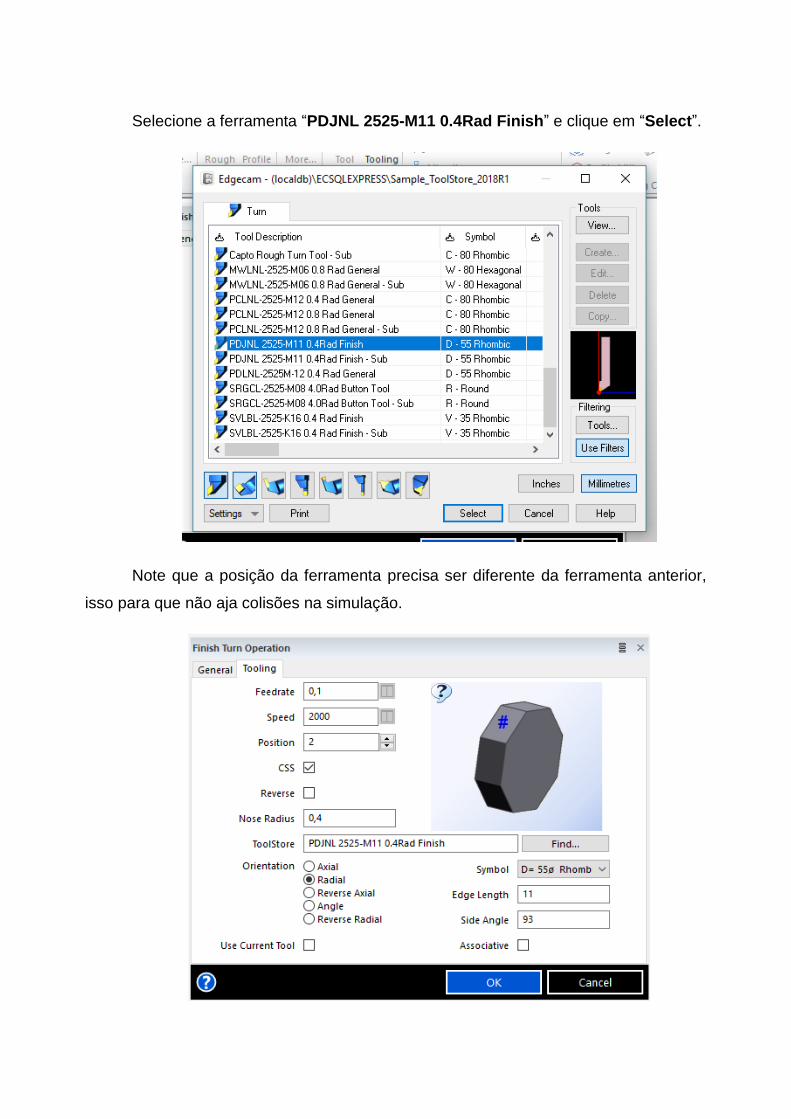
Selecione a ferramenta “PDJNL 2525-M11 0.4Rad Finish” e clique em “Select”.
Note que a posição da ferramenta precisa ser diferente da ferramenta anterior,
isso para que não aja colisões na simulação.
Configure conforme a imagem e clique em “Ok”.
O resultado será o seguinte:
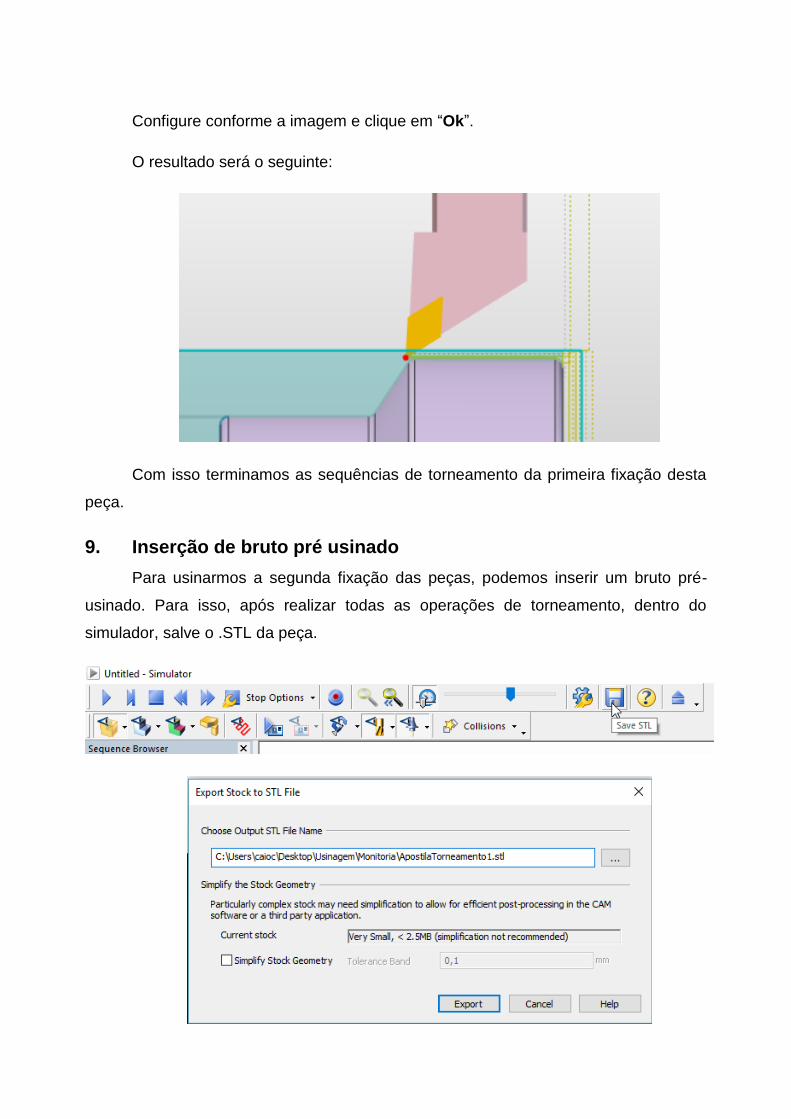
Com isso terminamos as sequências de torneamento da primeira fixação desta
peça.
9. Inserção de bruto pré usinado
Para usinarmos a segunda fixação das peças, podemos inserir um bruto pré-
usinado. Para isso, após realizar todas as operações de torneamento, dentro do
simulador, salve o .STL da peça.

Após realizar esse processo, crie um novo arquivo para a usinagem referente a
segunda fixação.
Insira o sólido novamente como indicado na seção 4 “File - Abertura de
arquivo” e, em seguida, insira o STL gerado acima
O STL deve ficar assim:
É preciso corrigir a orientação do STL para a segunda fixação. Para isso, vamos
transformá-lo em um bruto através da opção “Pick Stock”:

“Select entities for stock”: Clique no STL inserido e confirme. Feito
corretamente, o STL terá sido transformado em bruto.
Para corrigir sua orientação, deselecione a caixa “Part” em “Position” na janela
“Setup” e mantenha a caixa “Stock” selecionada. Clique em “Flip Part” e a orientação
deverá ficar correta.
Outra alternativa para esta correção está na própria inserção do STL.

Marque a caixa “Origin” e digite o ângulo de rotação no eixo necessário (neste
caso “180” no eixo X) e clique em “Insert”.
“Select location at which to insert part”: Selecione o ponto em que a origem
do STL rotacionado deverá ficar. Para este caso, selecione o ponto oposto a origem
CLP.
Independente da alternativa escolhida, o resultado deverá ser o seguinte:

Encontre as features do sólido como mostrado na seção 6 “Features –
Reconhecimento de características”, crie uma nova sequência de torneamento e
prossiga para as próximas operações.
10. Torneamento – Turning (Fixação 2)
Realize a operação de faceamento da mesma forma que na seção 8.1.
“Torneamento reto (faceamento) – Straight Turn operation”. O resultado deverá ser
o seguinte:
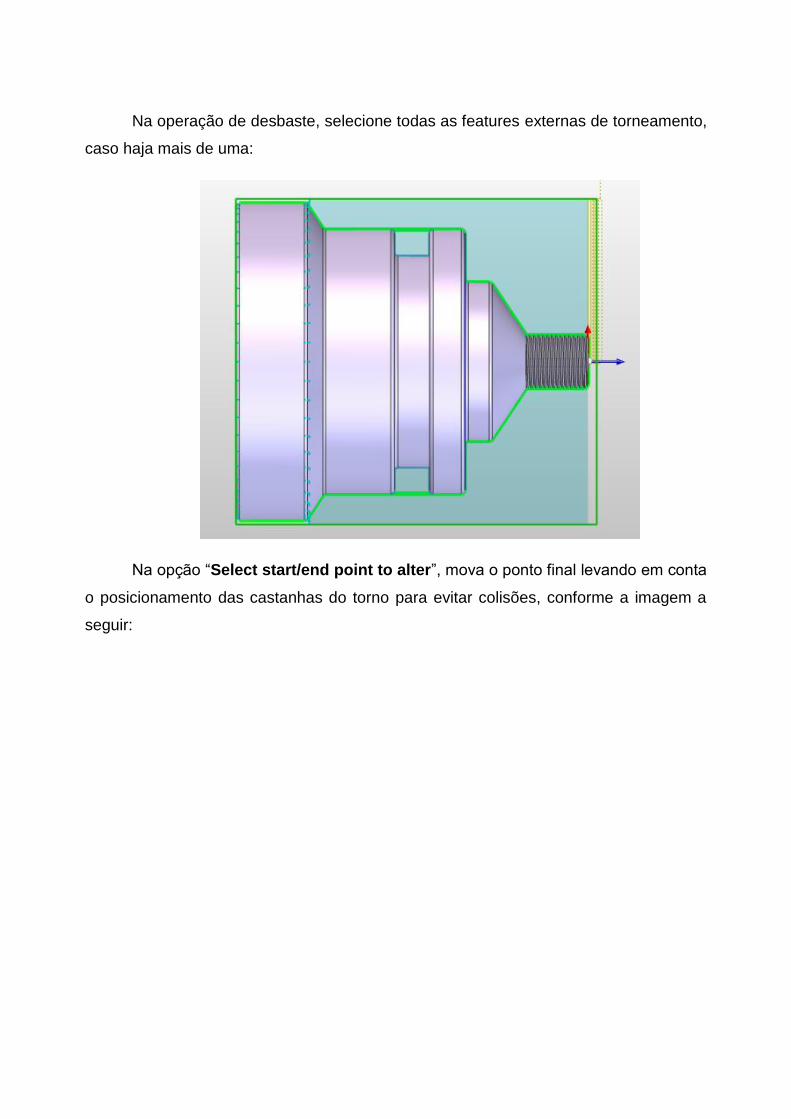
Na operação de desbaste, selecione todas as features externas de torneamento,
caso haja mais de uma:
Na opção “Select start/end point to alter”, mova o ponto final levando em conta
o posicionamento das castanhas do torno para evitar colisões, conforme a imagem a
seguir:

Como este perfil possui canais a serem feitos posteriormente, desta vez
devemos selecionar a caixa “Ignore Undercut”:

Após as operações de faceamento, desbaste e acabamento externos, o
resultado deverá ser o seguinte:
Podemos assim seguir para as novas operações de torneamento.
10.1. Operação de desbaste de canais – Rough Groove Operation
Nessa etapa iremos realizar o desbaste dos canais da peça. Essa operação é
utilizada com ferramenta exclusiva de tipo bedame.
A lógica de programação é a mesma tanto para canais internos quanto externos.
Entretanto, no caso de canais internos, deve-se atentar ao fato de que deve existir
espaço suficiente para que a ferramenta entre dentro da peça e realize o desbaste.
Atualize o bruto em “Miscellaneous”, conforme o passo realizado na operação
de desbaste.
Selecione a operação de desbaste de canais:

Selecione a feature do canal e confirme a seleção.
A seguinte janela aparecerá:
Onde:

Cycle Type (Tipo de Ciclo): Define a estrutura do caminho de usinagem que o
ciclo de desbaste de canal deve ter. Com este recurso é possível configurar a lógica e
a ordem dos passes de desbaste que o bedame deve efetuar.
% Stepover (Incremento Lateral): Valor do incremento lateral em % da largura
do Bedame;
Dwell Revolutions (Num. voltas no final): Quantas revoluções o bedame deve
ficar no fundo do canal em cada incremento;
Peck Increment (Incremento do pica-pau): Incremento de cada penetração.
Peck Across (Cruzar Passo): Utiliza incremento lateral acabando a lateral
antes de acabar a profundidade do canal.
Passe para Tooling (Ferramentas). Clique em Find.
Note que o filtro de ferramentas está configurado para o tipo Bedame Externo.

Selecione a ferramenta “4mm External Groove Tool” e confirme.
Configure conforme a imagem seguinte e clique em “Ok”.
Esse deverá ser o resultado:

Simule o desbaste e salve o arquivo.
10.2. Operação de acabamento de canal – Finish Groove Operation
Agora, iremos realizar o acabamento do canal, operação muito semelhante a
anterior. Selecione a operação “Finish Groove”:
Selecione o mesmo perfil da operação anterior e confirme.
Todos os parâmetros já foram vistos. Configure conforme as imagens seguintes:

Utilizaremos a mesma ferramenta para esta operação. O resultado deve ser o
seguinte:

Simule a sequência e salve o arquivo.
10.3. Operação de furação para torneamento – Holes Operation
Nessa etapa iremos realizar a furação do furo frontal da peça, o qual foi
reconhecido como feature no início da apostila.
Selecione a operação “Holes”:

Select points: Para essa operação, podemos trabalhar de duas maneiras
distintas. A primeira é criando ou selecionando um ponto no plano XZ para que seja o
ponto inicial do furo, podendo ser criado no ambiente de desenho ou inserido
diretamente apenas digitando as coordenadas. A outra forma de trabalhar é utilizando a
feature. A vantagem de trabalhar com o segundo modo é que todos os parâmetros
(profundidade e diâmetro) do furo são reconhecidos automaticamente.
Portanto, vamos trabalhar com a característica. Selecione na janela Features a
característica Furo dando dois cliques nela.
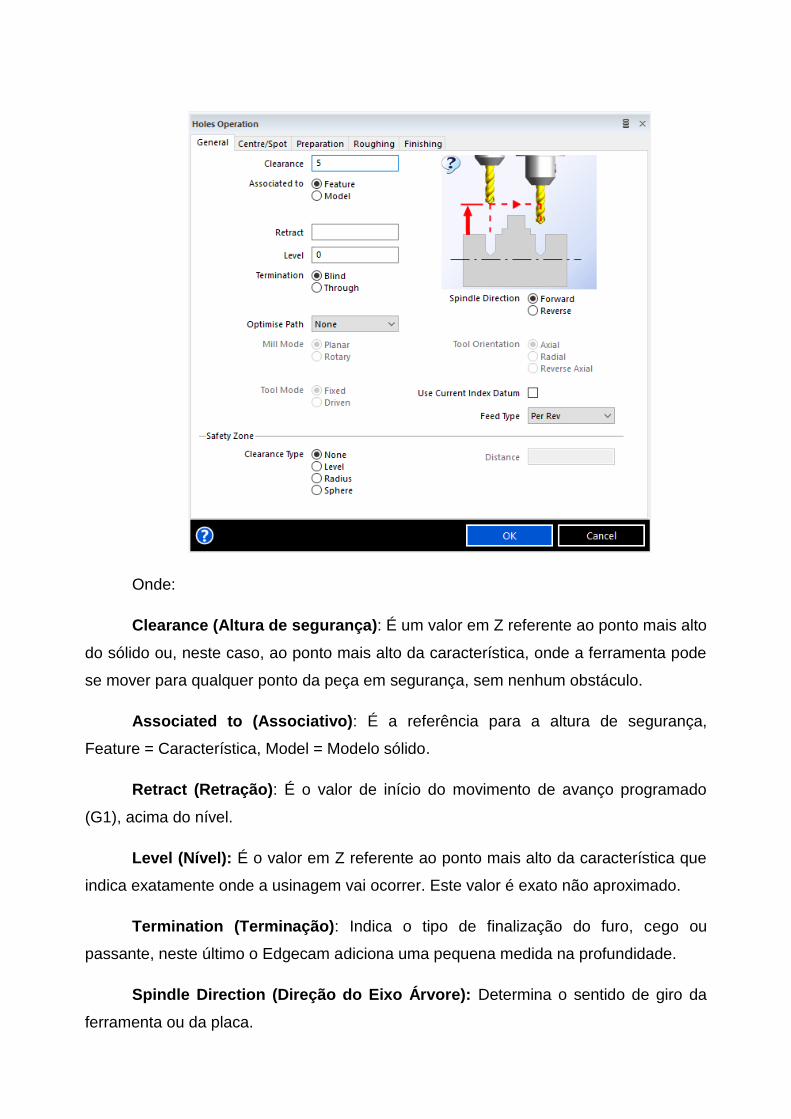
Onde:
Clearance (Altura de segurança): É um valor em Z referente ao ponto mais alto
do sólido ou, neste caso, ao ponto mais alto da característica, onde a ferramenta pode
se mover para qualquer ponto da peça em segurança, sem nenhum obstáculo.
Associated to (Associativo): É a referência para a altura de segurança,
Feature = Característica, Model = Modelo sólido.
Retract (Retração): É o valor de início do movimento de avanço programado
(G1), acima do nível.
Level (Nível): É o valor em Z referente ao ponto mais alto da característica que
indica exatamente onde a usinagem vai ocorrer. Este valor é exato não aproximado.
Termination (Terminação): Indica o tipo de finalização do furo, cego ou
passante, neste último o Edgecam adiciona uma pequena medida na profundidade.
Spindle Direction (Direção do Eixo Árvore): Determina o sentido de giro da
ferramenta ou da placa.

Optimise Path (Otimizar caminho): É a forma com que a broca se movimenta
de um furo para outro quando isso for necessário. Veja as ilustrações na Operação
para melhor entendimento e anote suas conclusões.
Feed Type (Tipo de Velocidade): Tipo de avanço para a furação, normalmente
fresamento por minuto e torneamento por revolução.
Use Current Index Datum (Usar Zeramento de Indexação Atual): Marcado
mantém o mesmo CPL para todos os furos.
Clearance Type (Tipo de Altura de Segurança): Utilizado para definir um plano
de segurança para movimentos angulares entre um furo e outro.
Em seguida clique na aba Centre/Spot (Centro/Marcação) para iniciarmos as
configurações de ciclos de furação, esta é responsável pela furação de centro que irá
guiar o restante dos furos.
Repare que a operação de furação possui diversos ciclos de furação, centro,
escariar/rebaixar, furação, acabamento. Isso permite que rapidamente e em apenas
uma operação todos os ciclos pertinentes a essa estratégia sejam realizados.

Onde:
Strategy (Estratégia): É onde configuramos o tipo de furação que iremos
executar nenhum (none), broca de centro (centre drill) ou furo de centro (spot drill).
Nenhum é para não executarmos furo guia.
Depth (Profundidade): Especifica a profundidade de penetração para opção de
Estratégia Broca de Centro.

Diameter (Diâmetro): Especifica a profundidade de penetração para opção de
Estratégia Furo de Centro.
Tooling (Ferramentas): Escolhemos a ferramenta adequada para executarmos
a usinagem. Clicando em Find, selecione a ferramenta BS N0.3 Centre Drill.
Configure conforme as imagens. Continuando, iremos para a aba Roughing
(Desbaste).
Onde:
Strategy (Estratégia): É o tipo de furação que vamos executar.
No Drill (Sem Desbaste): Não executaremos furação;
Drill (Broca): Faremos a furação de uma única vez, uma entrada e uma saída;

Chipbreak (Quebra de Cavaco): Faremos a furação em vários passes mas sem
retornar até a altura de retração;
Peck Drill (Furação Pica-Pau): Semelhante a quebra cavacos mas em cada
incremento a broca sobe até a retração ou Altura de segurança para eliminar os
cavacos;
Feature Depth (Profundidade da característica): Indica a profundidade
encontrada na característica, sendo esta a profundidade do ciclo.
Depth (Profundidade): Indica o quanto a mais queremos de profundidade para
sólidos ou qual é a profundidade efetiva para pontos 2D.
Dwell Time (Tempo de espera): Tempo de permanência na profundidade final
da furação.
Cut Increment (Incremento de corte): Valor para incremento quando estamos
utilizando as estratégias quebra cavaco ou Pica-Pau.
Peck Safe Distance (Distância de Segurança): Indica o valor de retorno para
cada incremento incremental da última profundidade, para estratégia quebra cavaco.
Tooling (Ferramentas): Escolhemos a ferramenta adequada para executarmos
a usinagem. Clicando em procurar podemos criar uma ferramenta que será utilizada
somente por esta operação, não abrindo a biblioteca e simplesmente definindo o
diâmetro, dados de corte e posição da ferramenta.
Feature Diameter (Diâmetro da característica): Indica o diâmetro da
característica.
Clique em Find.

Note que a aba de ferramenta deve ser mudada. Inicialmente ela estará em
“Mill” (Fresamento). Mude para “Hole” (Furação). Selecione a ferramenta 10.0 mm
Jobber Drill.

Configure conforme a imagem e clique em “Ok”.
Simule a operação e salve o arquivo.
10.4. Operação de rosqueamento – Threading Operation
Para realizarmos a operação de rosqueamento, incialmente, será necessário a
construção de uma linha ao longo do perfil externo da rosca, em um dos lados, para
que seja utilizada como referência de caminho de ferramenta. Além disso, precisamos
saber qual o diâmetro maior, altura total e o passo da rosca. Esses parâmetros podem
ser verificados através do desenho CAD.
Após verificação dos parâmetros, selecione a opção de “Polyline” na aba
“Setup”.

Agora precisamos definir o ponto de início e de fim da linha. O ponto final deve
coincidir com o final da rosca. O ponto inicial deve possuir valor de Z maior do que de
início da rosca.
Por exemplo, no exercício que estamos realizando, contamos com os
seguintes parâmetros:
Diâmetro externo: 30mm
Passo: 2.50mm
Altura da rosca: 35mm
Ainda, dentro do software CAM podemos verificar que o ponto inicial de rosca é
(Z0, X15) e final (Z-35, X15), uma vez que o CPL está alinhado com a face que contém
o início da rosca. Note que a dimensão em X é a mesma do raio da rosca e em Z é a
mesma que da altura.
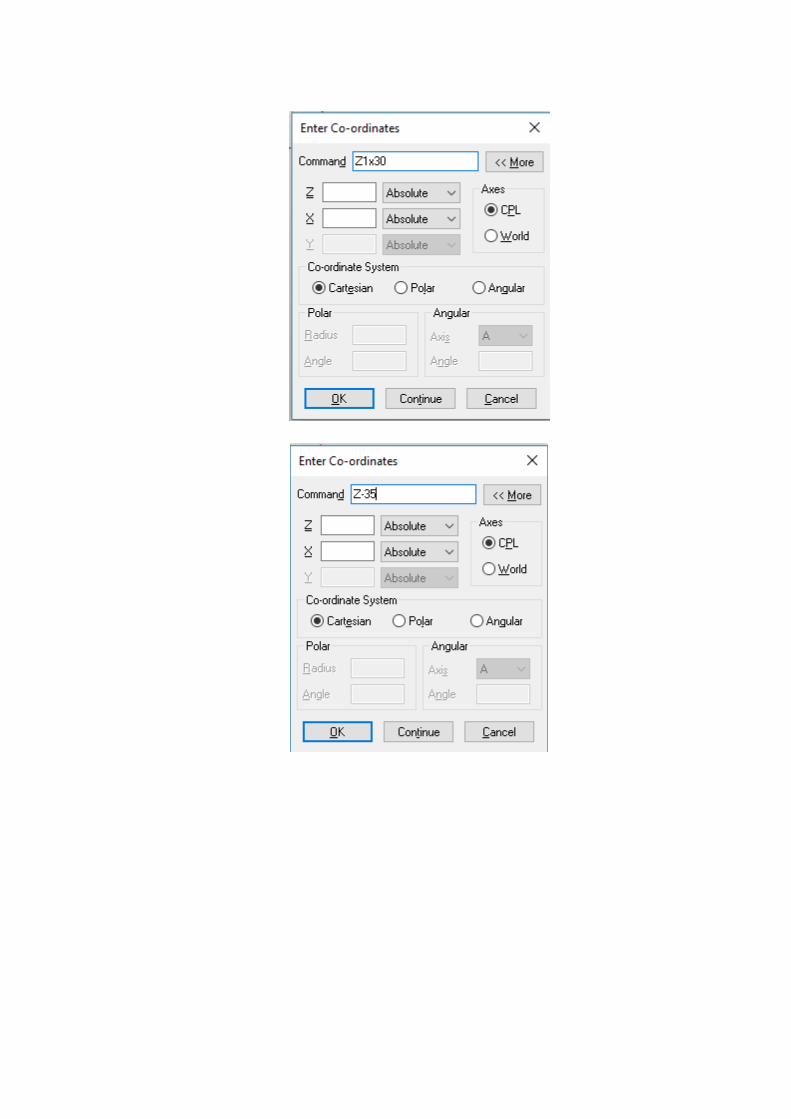
Como dito anteriormente, portanto, iremos construir uma linha que se inicie com
um valor ligeiramente maior que o início da rosca propriamente dito. Como o ponto real
é (Z0, X30), digite as coordenadas (Z1, X30) para início da linha e (Z-35) para final da
linha. Para o segundo ponto, ao digitar apenas valor de Z, a coordenada X será
preservada.

Com isso, possuímos uma linha definida. Volte para a aba “Machining”.
Selecione a operação de “Thread Turn”:
Select line to thread (near start point):
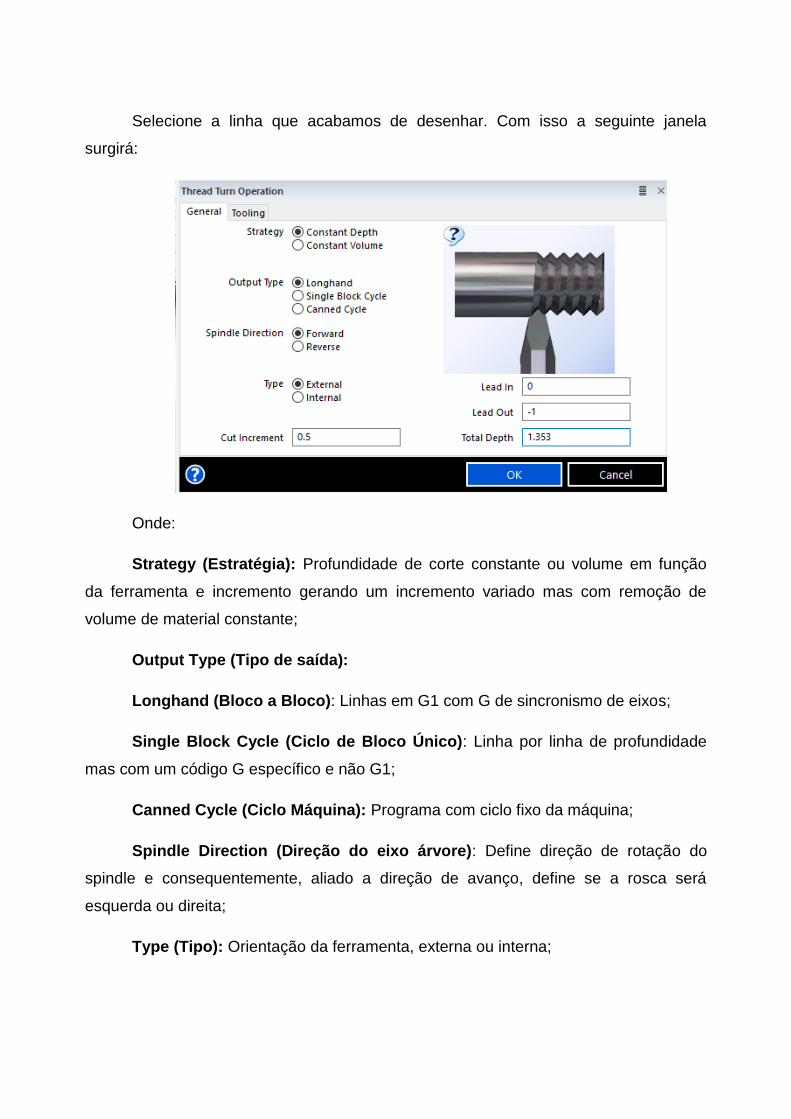
Selecione a linha que acabamos de desenhar. Com isso a seguinte janela
surgirá:
Onde:
Strategy (Estratégia): Profundidade de corte constante ou volume em função
da ferramenta e incremento gerando um incremento variado mas com remoção de
volume de material constante;
Output Type (Tipo de saída):
Longhand (Bloco a Bloco): Linhas em G1 com G de sincronismo de eixos;
Single Block Cycle (Ciclo de Bloco Único): Linha por linha de profundidade
mas com um código G específico e não G1;
Canned Cycle (Ciclo Máquina): Programa com ciclo fixo da máquina;
Spindle Direction (Direção do eixo árvore): Define direção de rotação do
spindle e consequentemente, aliado a direção de avanço, define se a rosca será
esquerda ou direita;
Type (Tipo): Orientação da ferramenta, externa ou interna;

Lead in (Entrada): Valor da entrada em fios de rosca. (Valor multiplicado pelo
passo). Note que deixamos em zero, pois a linha desenhada anteriormente já estava
definida num valor de Z maior que o original da rosca.
Lead out (Saída): Valor da saída em fios de rosca. (Valor multiplicado pelo
passo). Nesse caso, atribuímos um pequeno valor negativo para que a ferramenta não
vá até o fim da rosca, pois devido a geometria do sólido, ocorreria colisão caso a
ferramenta fosse até o final da rosca.
Note que para esse exercício o valor de Lead out foi -1mm, pois após o final da
rosca há material no qual não queremos usinar rosca. Caso a ferramenta fosse até o
final da linha construida, ocorreria colisão com o modelo sólido.
Cut Increment (Incremento de corte): Incremento por passada no raio;
Total Depth (Profundidade total): Altura do filete da rosca sem sinal e no raio.
Valor calculado pela seguinte formula:
h = 0.5412 * passo da rosca
Esse deve ser o resultado:

Com isso, realizamos todas as operações de torneamento.
11. NC Code – Geração do código NC
Tendo finalizado todas as operações, o passo final é a geração do código para
realização da usinagem propriamente dita na máquina CNC.
É importante lembrar que a geração do código NC não pode ser feita nas
versões “Homework” (formato .edf), necessitando então de uma licença profissional
para isso (formato .ppf).
Antes de gerar o código devemos fazer uma simulação final a fim de validar
todas as sequências. A sua simulação deve ficar parecida com a seguinte:
Este modo padrão de visualização dá uma ideia geral de como a peça ficará ao
final da usinagem, mas não faz muitas comparações com o sólido do CAD inserido

inicialmente no software. Para visualizar o modo de comparação, clique no botão “View
Comparison”, como indica a imagem a seguir:
Feito isso, sua peça agora deverá apresentar uma coloração similar a mostrada
na próxima imagem:
Essas diferentes cores agora tem um significado importante para a sua peça
usinada: elas indicam a precisão da sua usinagem realizada em relação a peça
desejada, variando de azul para vermelho. A imagem a seguir mostra a escala das
cores:
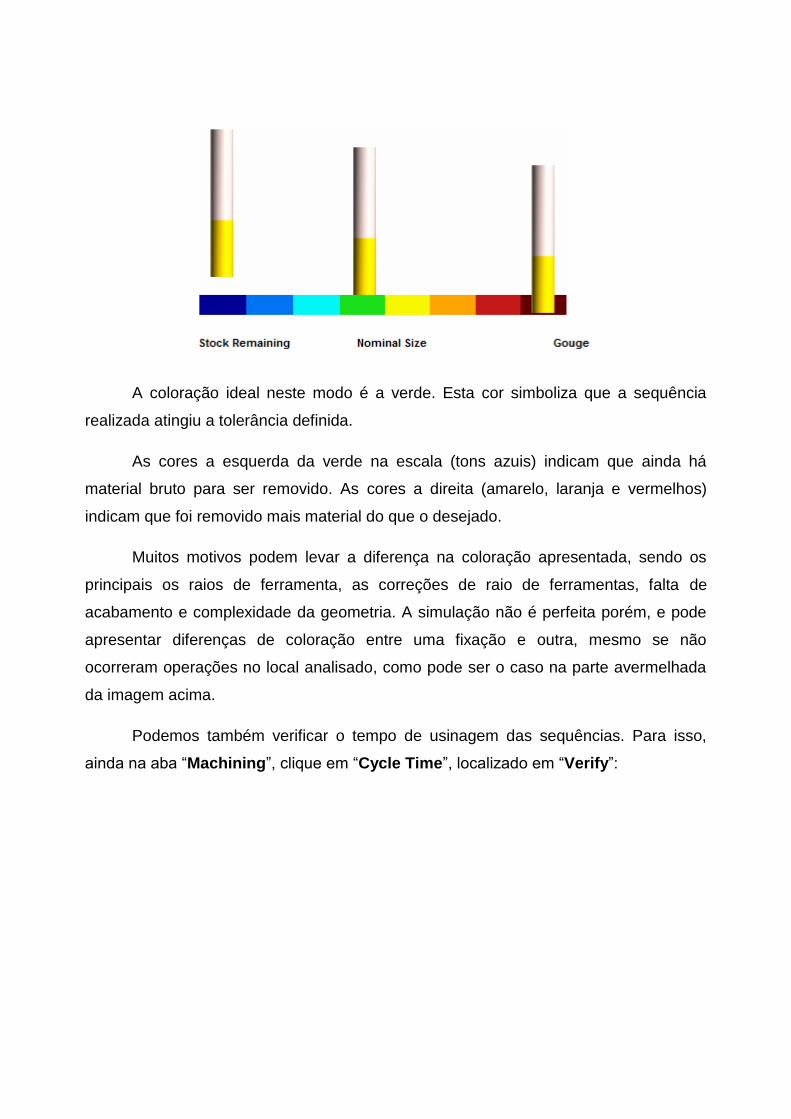
A coloração ideal neste modo é a verde. Esta cor simboliza que a sequência
realizada atingiu a tolerância definida.
As cores a esquerda da verde na escala (tons azuis) indicam que ainda há
material bruto para ser removido. As cores a direita (amarelo, laranja e vermelhos)
indicam que foi removido mais material do que o desejado.
Muitos motivos podem levar a diferença na coloração apresentada, sendo os
principais os raios de ferramenta, as correções de raio de ferramentas, falta de
acabamento e complexidade da geometria. A simulação não é perfeita porém, e pode
apresentar diferenças de coloração entre uma fixação e outra, mesmo se não
ocorreram operações no local analisado, como pode ser o caso na parte avermelhada
da imagem acima.
Podemos também verificar o tempo de usinagem das sequências. Para isso,
ainda na aba “Machining”, clique em “Cycle Time”, localizado em “Verify”:

O tempo de usinagem aparecerá então na janela de “Feedback”:
Para verificar o tempo de usinagem com maiores detalhes, abra a janela
“TimeLine” através do menu “Windows”:

Através desta janela é possível verificar o tempo gasto por cada operação. Para
obter mais detalhes basta expandir cada operação clicando no sinal “+”, podendo ver,
por exemplo, o tempo gasto para mover até o cabeçote das ferramentas, tempo de
troca de ferramenta e tempo de usinagem.
Tendo verificado a simulação e o tempo e possuindo uma versão não-estudantil
do software, prossiga para a aba “NC Code” para a geração do código NC
Clique em “Generate NC”
Escolha o local para ser salvo o código e clique “Ok”.

O editor de código deverá abrir automaticamente
Neste editor é possível ver algumas características da sequência de usinagem,
como a ordem e número de ferramentas utilizadas, tempo total de usinagem e a parte
principal, o código gerado.
O arquivo gerado com o código também pode ser lido por outros leitores de
mídia escrita, como o Bloco de Notas.
Algumas máquinas possuem limites pequenos para leitura de códigos. O limite
do centro de usinagem CNC para fresamento presente no Laboratório de Usinagem da
UFPR, a MACH 9, possui um limite de aproximadamente 65kb, o que pode ser um
problema para usinagens com códigos muito longos, necessitando de sequências
separadas em códigos diferentes para a realização do processo de usinagem. O código
gerado para essa segunda fixação, por exemplo, possui por volta de 6,5kb

12. Fresamento – Milling
Iremos agora demonstrar as operações do módulo de fresamento.
Para este exercício, modele a seguinte peça utilizando um software CAD:

Esta peça também será usinada em duas fixações, sendo a primeira uma
preparação para a segunda fixação.
Abra o modelo CAD no Edgecam conforme ensinado na seção 4.

Gere um bruto com sobrematerial de 5mm em todas as superfícies exceto a face
inferior, para não tornar necessária a realização de uma outra fixação somente para
faceamento.
Certifique que a origem CLP esteja em um ponto fácil de encontrar fisicamente
para a configuração do zero na máquina de usinagem CNC, preferencialmente em um
vértice da face superior do bruto.

Caso a origem não esteja em uma boa localização, mova sua posição em
“Position Datum” na janela Setup, como mostra a imagem abaixo:
O resultado deve ser o seguinte:
Reconheça as features da peça

Agora, na aba “Machining”, inicie uma sequência de fresamento pela opção
“New Milling Sequence”, selecionando “Training Mill mm.mcp” (ou algum pós-
processador caso não esteja realizando as operações para fins acadêmicos)
12.1. Operação de faceamento – Face Mill Operation
Selecione “Face Mill”

“Select closed profiles to machine”: Semelhante as operações de
torneamento, o primeiro passo é a seleção do perfil que será usinado. Para fresamento
é necessário a seleção de um perfil fechado, podendo ou não ser uma feature. Neste
caso, vamos selecionar as arestas superiores do nosso bruto pois uma feature de “Flat
face” poderia deixar um resto do sobrematerial. A seleção de um perfil fechado
composto por mais de duas arestas pode ser feita diretamente clicando duas vezes em
alguma das linhas.
A seguinte janela aparecerá:

Onde:
“Mill Type” (Tipo de fresa):
“Climb”: Material a direita da ferramenta
“Conventional”: Material a esquerda da ferramenta
“Optimised”: Usa tanto a configuração “Climb” quanto a “Conventional”, a
fim de minimizar o caminho da ferramenta e tempo de usinagem
“Angle” (Ângulo): Ângulo de passagem da ferramenta em relação ao eixo X, em
sentido anti-horário
“% Stepover” (Incremento lateral): Incremento da nova passada em relação a
anterior, em %
“Lead Length” (Distância de entrada/saída): Distância que a ferramenta percorre
antes e depois da usinagem do bruto.
“Lead Radius” (Raio de entrada/saída): Raio que a ferramenta percorre antes e
depois da usinagem do bruto

“Stock Offset” (Compensação de limite): Offset do “boundary” (limitação da
ferramenta) estipulado
Na aba “Tooling”, clique em “Find” para escolher uma Face Mill:
Selecione a ferramenta e atribua a posição 1
Passe para a aba “Depth”:

Onde:
“Clearance” (Espaço Livre): Espaço livre entre o porta ferramentas e o bruto,
para realização de um G0 seguro.
“Level”: Altura para começar o corte, relativo ao perfil selecionado
“Depth” (Profundidade): Profundidade do corte em relação ao level
“Cut Increment” (Profundidade de corte): Profundidade de corte de cada
passada
Como selecionamos o bruto como perfil fechado, é necessário colocar a
profundidade de corte de 5mm em “Depth”
Agora, vamos realizar a simulação para verificar a sequência de operações de
faceamento e também alguns parâmetros configurados acima que podem precisar de
alterações.

Como pode ser verificado na imagem acima, a ferramenta inicia o corte do bruto
por cima, o que não é ideal para este tipo de ferramenta (Face mil). É possível notar
também que, devido a configuração “Climb” em “Face type”, o corte só ocorre em um
sentido. Vamos editar a operação:
Como não precisamos alterar nada na geometria selecionada, selecione “Ok”

Mude o “Mill Type” para “Optimised”. Como nossa ferramenta tem 25mm de raio
e nosso bruto possui 5mm de offset, a soma do “Lead Length” com o “Stock Offset”
precisa resultar 20mm. Uma solução mais simple seria deixar o campo “Lead Length”
vazio, o que faz com que a distância da ferramenta seja o raio da mesma adicionado
com 5mm. Selecione “Ok” e vá para a simulação.
Agora podemos ver que a ferramenta começa o corte pela lateral e corta nos
dois sentidos.

12.2. Operação de furação para fresamento – Holes Operation
Para finalizar a primeira fixação, a operação restante é a de furação para
fresamento, a qual não apresenta muitas diferenças em relação a operação coberta na
seção 10.3 “Operação de furação para torneamento – Holes Operation”
O motivo para realizar a usinagem desta peça em duas fixações ao invés de só
uma é que, por mais que não seja visível na renderização da máquina selecionada
(training mil), uma situação real teria uma prensa fixando o bruto na máquina, evitando
que as ferramentas possam realizar o corte das laterais do bruto devido a colisões.
Para isso, nesta operação serão feitos os furos que possibilitarão a próxima fixação por
meio de parafusos, sendo eles parafusados direto em suportes na mesa da máquina
CNC ou em uma placa de sacrifício que seria então fixada em uma morsa.


Tendo finalizado esta operação e, com isso, a primeira fixação, salve o STL
desta fixação e abra em um novo arquivo como ensinado na seção 9 “Inserção de
bruto pré usinado”.
Como modificamos a localização da origem CPL na primeira fixação (vide seção
12, “Fresamento – Milling”), é necessário a modificação na segunda fixação também.
Após inserir o sólido, mova sua posição nos eixos X, Y e Z 5mm
Feito isso, insira o STL e transforme-o em bruto. Ao fazer isso, uma geometria
que será utilizada como “boundary” é gerada automaticamente, e esta não pode ser
movida pela opção anterior. Para corrigir a origem CPL sem refazer a geometria, utilize
a opção “Translate”:
“First point to select translation amount”: Como vamos mover os elementos
para cima, selecione o ponto 5mm abaixo da origem CPL

“Second point to select translation amount”: Selecione origem CPL
“Select the entities to transform (or Finish)”: Selecione as entidades que
devem ser movidas. Neste caso, todas:
Confirme a seleção. O resultado deverá ser o seguinte:

Reconheça as features da peça e inicia uma nova sequência de fresamento.
12.3. Operação de desbaste para fresamento – Rough Mill
Anteriormente, o recurso “boundary” (limite) foi mencionado. Para a realização
desta sequência de usinagem, teremos que aprofundar nesse aspecto.
Para realizar o desbaste externo desta peça, selecionar a opção “Rough Mill
Operation” não funcionaria com o boundary atual. Existem duas formas de contornar
esta situação. A primeira que será abordada é a utilização de Ciclos ao invés de
Operações.
Operações são compostas de diversas sequências, incluindo Ciclos, como pode
ser visto na imagem abaixo:
Vamos, então, realizar os passos dentro de uma operação individualmente.
Primeiro, clique em “Endmill”, localizado em “Tooling”, e “Find” para selecionar uma
ferramenta:

Selecione a ferramenta “12.0 mm Multi-Flute End Mill”

Coloque a ferramenta na posição 4, devido as ferramentas da fixação anterior, e
clique “Ok”.
Para realizar o Ciclo, selecione “Rough Milling” na sub-seção “Other Milling
Cycles”:

O motivo pelo qual escolhemos utilizar Ciclos para contornar a situação do
“boundary” pode ser visto agora: Ciclos possuem muito mais opções de configurações
do que Operações, permitindo uma maior customização das sequências de usinagem.
“Strategy” (Estratégia), nesta aba, permite a definição do modelo de caminho
que a ferramenta seguirá, como pode ser visto nas imagens que aparecem ao
selecionar cada estratégia diferente. Para a sequência atual, “Lace” é a estratégia que
consome um menor tempo de usinagem.
Prossiga para a aba “Control”
Nesta aba, na seção “Boundary Control”, podemos modificar como a
ferramenta se comporta quanto ao limite escolhido, como pode ser visto nas imagens
que aparecem. Escolha “Outside” e clique “Ok”.

Selecione a feature externa “2D Boss” e prossiga
Selecione o quadrado da geometria formada pelo bruto como boundary e
confirme.
O resultado deve ser o seguinte:

Para o desbaste interno, vamos optar pela outra alternativa. Para isso, volte para
a aba “Setup” e desenhe um retângulo como indicado nas imagens a seguir:

Volte para a aba “Machining” e selecione “Rough Mill”
Semelhante a sequência anterior, selecione o “2D Boss” interno
Para o boundary, selecione o retângulo desenhado

Escolha a ferramenta “6.0 mm Multi-Flute End Mill” na posição 5
Salve o arquivo e simule.
É possivel notar que o caminho escolhido pela ferramenta no desbaste interno
foi diferente do externo, isso é devido a estratégia padrão para desbaste ser a “Wave”.
Para mudar isso, edite o ciclo de desbaste desta operação na janela “Sequence”

Feita a alteração, note que a janela “Sequence” expandiu permanentemente a
exibição da operação de desbaste
12.4. Operação de fresamento de múltiplos planos – Parallel Lace
Operation
A próxima operação permite o fresamento de superfícies arredondadas. Para
minimizar o tempo de usinagem desta operação, vamos criar um outro retângulo para
boundary na aba “Setup”.
Feito isso, volte para a aba “Machining” e clique em “Parallel Lace”:

Como a superfície a ser usinada nesta sequência é mais complexa, não foi
gerada uma feature para ser utilizada. Entretanto, não é necessário uma para a
realização da operação. Clique na própria peça para ser selecionada como geometria
de referência.

Na seleção do limite da ferramenta, selecione ambos os retângulos desenhados
nesse exercício, gerando então uma área de limitação entre os dois retângulos.
Devido a complexidade do código desta operação, vamos realizar duas
sequências diferentes: a primeira para uma remoção maior de materiais, como um
desbaste, e a segunda para uma passada mais fina.

Como esta primeira sequência é para desbaste, deixe o “% Stepover” em 50
para diminuir o número de passadas da ferramenta. Por tal motivo, selecione uma
ferramenta Ball Nose de diâmetro grande na aba “Tooling”, como a “20.0 mm Ball
Nose Mill”, deixando esta na posição 6.

Confirmando a operação, o resultado deve ser como mostrado na imagem
seguinte:
Agora, para a segunda sequência de Parallel Lace, selecione a mesma
geometria e boundaries, seguindo para a próxima tela.

Diminua o “% Stepover” para 10. Neste caso também mudaremos o Ângulo
para 90º para mudar a direção de corte da ferramenta, usinando em um padrão
diferente para eliminar parte das “linhas” deixadas pela sequência anterior com maior
facilidade.
Selecione uma ferramenta de menor diâmetro na posição 7, como a “6.0 mm
Ball Nose Mill”
O resultado deverá ser o seguinte:

Salve o arquivo e simule as sequências de usinagem.
Um ponto importante de se mostrar é a diferença no tamanho do código gerado
por operações mais detalhadas. Na janela “Sequence Browser”, dentro da janela de
Simulação, é possível ver as ações realizadas pelas ferramentas em cada linha
referente ao código que pode ser gerado.

Note que até o início da segunda operação de Parallel Lace, 323 ações
ocorreram. Ao final desta operação, o número de ações chegou a 3505.
Isso significa que, devido a complexidade e precisão desta operação, foram
utilizadas 10 vezes mais linhas de código nela do que nas 3 operações anteriores.
12.5. Operação de chanfro – Chamfer Mill
A próxima operação é a de chanfro. Selecione a opção “Chamfer Mill”:

Utilize o “2D Boss” interno como geometria de referência, como na seção 12.3
“Operação de desbaste para fresamento – Rough Mill” e o retângulo interno desenhado
na operação anterior como boundary.

Selecione a ferramenta “20.0 mm x 45 Deg Chamfer Mill” na posição 8

Confirme a operação, salve e simule.
12.6. Operação de acabamento de perfil – Profile Mill
Diferente do torneamento, as operações de acabamento no fresamento são
divididas em duas: acabamento de perfil e acabamento de plano. Vamos começar
nosso acabamento pelo perfil. Para isso, selecione a opção “Profile Mill”
Selecione o “2D Boss” externo como geometria novamente e o retângulo gerado
pelo bruto como boundary

Para ferramenta, vamos reutilizar a “6.0 mm Multi-Flute End Mill”
primeiramente escolhida para a sequência de desbaste interno na seção 12.3
“Operação de desbaste para fresamento – Rough Mill”, tendo essa a posição 5

Confirme a operação, salve e simule.
Selecione a operação “Profile Mill” novamente para o acabamento interno,
desta vez utilizando o “2D Boss” interno como geometria e o primeiro retângulo
desenhado como boundary.
Utilize a mesma ferramenta da sequência anterior

Confirme a operação, salve e simule.
12.7. Operação de acabamento de plano – Flat Land Finishing
Operation
Por fim, resta apenas o acabamento de plano. Para esta operação, selecione a
opção “Flat Land Finishing”
Como nosso faceamento na primeira fixação não restou sobrematerial, selecione
apenas a feature “Flat Face” interna como geometria.

Utilize a mesma ferramenta para esta sequência.
Confirme a operação, salve e simule. Sua simulação deve estar parecida com a
seguinte imagem:
E, ativando a comparação com o modelo sólido gerado pelo CAD:

Por fim, podemos gerar o código NC e verificar o tempo de usinagem
Como mencionado anteriormente na seção 11 “NC Code – Geração do código
NC”, o centro de usinagem de fresamento CNC do Laboratório de Usinagem da UFPR
possui um limite de códigos de aproximadamente 65kb. O código gerado nesta
operação é maior do que isso.
Para utilizar este código na máquina mencionada, então, devem ser feitas
reduções no número de ações realizadas (aumentando os % Stepover ou diâmetro das
ferramentas, por exemplo) ou uma divisão do programa em diversos programas com
sequências separadas.