universidade federal do pampa curso de...
TRANSCRIPT

UNIVERSIDADE FEDERAL DO PAMPA
CAMPUS SÃO GABRIEL
CURSO DE ENGENHARIA FLORESTAL
RELATÓRIO DE ESTÁGIO SUPERVISIONADO
Gabriela Leonardi Urbanetto
ATIVIDADES DE VERGAMENTO DA MADEIRA NA ORGANIZAÇÃO
SENAI/CETEMO NO MUNICÍPIO DE BENTO GONÇALVES/RS
São Gabriel
2011
Gabriela Leonardi Urbanetto
Atividades de vergamento da madeira na organização SENAI/CETEMO no município de Bento Gonçalves/RS
Relatório de Estágio Supervisionado apresentado ao Curso de Engenharia Florestal, da Universidade Federal do
Pampa (UNIPAMPA), RS, como requisito parcial para obtenção do grau Engenheiro Florestal.
Orientadora: Profª. Msc. Silviana Rosso
São Gabriel 2011

Gabriela Leonardi Urbanetto
Atividades de vergamento da madeira na organização SENAI/CETEMO no
município de Bento Gonçalves/RS
Relatório de Estágio Supervisionado apresentado ao Curso de Engenharia Florestal,
da Universidade Federal do Pampa, como requisito parcial para obtenção do grau de
Engenheiro Florestal.
Área de concentração: Propriedades da Madeira
Relatório defendido em: 22 /12/ 2011.
Banca examinadora:
______________________________________________________
Profª. Msc. Silviana Rosso
Orientadora
UNIPAMPA
______________________________________________________
Profª. Drª. Alexandra Augusti Boligon
UNIPAMPA
______________________________________________________
Profa. Msc. Bruna Denardin da Silveira
UNIPAMPA

3
RESUMO
Vergamento é a arte de flexionar a madeira com o intuito de lhe conferir uma
aparência mais bonita aderindo nobreza e maior valor comercial a peça. O presente
estágio foi realizado no Centro Tecnológico do Mobiliário (CETEMO) que é uma
unidade do Serviço Nacional de Aprendizagem Industrial (SENAI) do Rio Grande do
Sul pertencente ao sistema da Federação de Indústrias do Estado do Rio Grande do
Sul (FIERGS), no período entre 03 de outubro de 2011 e 30 de novembro de 2011.
O objetivo foi acompanhar as atividades de vergamento da madeira de Eucalyptus
spp., bem como realizar um levantamento dos problemas causados na madeira por
essa prática.
Palavras-chave: Eucalyptus, flexionamento, curvar madeira.

4
ABSTRACT
Bending is the art of bending wood in order to give it a more beautiful appearance
adhering nobility and greater business value to the piece. This stage was conducted
at the Technology Center Furnishing (CETEMO) which is an unit of the National
Service of Industrial Learning (SENAI) of Rio Grande do Sul that belongs to the
system of the Federation of Industries of Rio Grande do Sul (FIERGS) in period
between October 3, 2011 and November 30, 2011. The aim was to monitor the
activities of bending of Eucalyptus sp. as well as conducting a survey of problems in
the wood caused by the practice.
Key words: Eucalyptus, flexing, wooden bow.

5
SUMÁRIO
1. ORGANIZAÇÃO...................................................................................................................... 6
2. INTRODUÇÃO ........................................................................................................................ 7
3. REVISÃO DE LITERATURA ................................................................................................. 9
3.1. Histórico do vergamento de madeira......................................................................... 9
3.2. Seleção da madeira ....................................................................................................... 9
3.3. Defeitos que podem ocorrer durante o vergamento ..............................................11
3.4. Teor de umidade da madeira ......................................................................................13
4. ATIVIDADES DESENVOLVIDAS.........................................................................................13
4.1. Vergamento de madeira ..............................................................................................14
4.2. Diferença no peso da madeira com diferentes tempos de autoclave ................20
4.3. Variação do teor de umidade após a autoclave ......................................................23
4.4. Variação do teor de umidade após a autoclave a um teor de umidade inicial de
15%.......................................................................................... .......................................... 25
4.5. Variação do teor de umidade das peças através do peso ....................................27
5. CONSIDERAÇÕES FINAIS ..................................................................................................28
REFERÊNCIAS ..............................................................................................................................29

6
1. ORGANIZAÇÃO
O Centro Tecnológico do Mobiliário (CETEMO) é uma unidade do Serviço
Nacional de Aprendizagem Industrial (SENAI) do Rio Grande do Sul pertencente ao
sistema da Federação de Indústrias do Estado do Rio Grande do Sul (FIERGS). Foi
inaugurado em 1983, e seu objetivo é apoiar o desenvolvimento da Cadeia Produtiva
Moveleira nacional, visando maior produtividade, competitividade e qualidade.
Atende o setor moveleiro de todo o território nacional. Está localizado na
cidade de Bento Gonçalves, no Estado do Rio Grande do Sul, onde acontecem a
MOVELSUL, oitava maior feira de móveis do mundo e a FIMMA, considerada a
quinta maior feira mundial de máquinas, assessórios e matérias primas.
O SENAI/CETEMO atende a Cadeia Produtiva Moveleira através de cursos,
que podem ser realizados na sede do CETEMO ou nas dependências das
empresas, como assessoria tecnológica, serviços laboratoriais, eventos técnicos,
disseminação de informações tecnológicas e desenvolvimento de produtos e
processos. Dentre os serviços que o CETEMO oferece destacam-se os ensaios do
Laboratório de Controle de Qualidade, creditados pelo INMETRO, as publicações do
Núcleo de Informação Tecnológica, o design de produtos e a assessoria em
processos de fabricação e gestão, o apoio a novos empreendimentos pela
Incubadora Tecnológica e os cursos técnicos (SENAI/CETEMO, 2011).
Ainda, o CETEMO, nas atividades internas e externas de prestação de
serviços em Educação Profissional e Serviços Técnicos e Tecnológicos, têm como
compromissos a prevenção da poluição como forma de minimização dos impactos
ambientais gerados principalmente por resíduos sólidos e efluentes líquidos de seus
processos, o cumprimento da legislação e outros requisitos aplicáveis aos aspectos
ambientais, a melhoria contínua do desempenho ambiental e a disseminação de
práticas de prevenção da poluição por meio da capacitação de pessoas e apoio às
indústrias, contribuindo na busca do desenvolvimento sustentável.

7
2. INTRODUÇÃO
O SENAI/CETEMO lança uma nova proposta de agregar valor à madeira
através do vergamento da mesma ainda com poucos recursos e opções de
maquinário. A entidade também sofre com outras dificuldades para esta prática,
como defeitos no material e desconhecimento da procedência do mesmo por ser
doado por terceiros sem nenhum relatório com informações das peças.
Vergar ou curvar madeira maciça, segundo Bonacina (2010), é um processo
possível através da plasticização, que a torna maleável pelo seu cozimento em água
fervente ou vapor, aumentando a capacidade de alongamento e contração da
madeira.
Ainda, o mesmo autor conceitua plasticização como a transição vítrea da
lignina, uma substância orgânica complexa, depositada na parede celular do lenho
que lhe confere dureza. Como a lignina se torna temporariamente viscosa e mole
com aumento de temperatura, a madeira perde água e sofre rearranjos moleculares
sem grandes traumas. Quando a temperatura baixa, a madeira volta a endurecer e
mantém seu novo teor de umidade.
Apesar de bastante antiga e utilizada por muito tempo na Europa, a técnica de
vergamento é pouca reconhecida na América (do Sul-Central-Norte). Na América do
Sul, apenas uma empresa a utiliza em escala industrial. Localizada no Rio Grande
do Sul, a empresa Thonart utilizou, para a confecção de móveis, por muitas
décadas, a madeira de açoita-cavalo (Luehea divaricata Mart. Et Zucc), vindo a
testar outras espécies em conseqüência da escassez desta (GATTO, 2006).
No vergamento de madeiras, de acordo com Gatto (2006), deve-se observar a
espécie, qualidade da madeira (ausência de defeitos) e fatores dependentes do
processo como: pré-tratamento (plasticização), raio de curvatura e metodologia
utilizada (teor de umidade da madeira, temperatura e tempo de plasticização).
Neste relatório são apresentadas atividades de vergamento da madeira
realizadas na organização durante os meses de outubro e novembro do ano de
2011, em que utilizaram-se corpos de prova analisados de acordo com suas
dimensões, seus teores de umidade e variáveis de peso. Tais teores e variáveis
foram monitorados tanto antes como após passarem pela autoclave, também sendo

8
levados em consideração o tempo aplicado no equipamento, a seleção da madeira e
os defeitos que podem ocorrer durante a atividade de vergamento.

9
3. REVISÃO DE LITERATURA
3.1. Histórico do vergamento de madeira
O processo de vergar a madeira foi inventado pelo marceneiro alemão Michel
Thonet, no início do século XIX. Ele descobriu diversas maneiras de curvar a
madeira através da água, da cola quente e, mais tarde, do vapor. Em poucos anos,
sua invenção, aplicada na fabricação de móveis, já havia conquistado admiradores
no mundo inteiro (GUIA DO MARCENEIRO, 2011).
Mais especificamente em 1830, conforme Gatto (2006), na cidade de
Boppard/Áustria, Michael Thonet desenvolveu a técnica de flexionar (vergar)
madeira maciça. A partir daí, revolucionou a arte de trabalhar com madeira,
desenvolvendo uma linha de móveis leve e elegante, radicalmente diferente de tudo
o que existia: os móveis vergados. O sucesso foi tão grande que rapidamente as
criações de Thonet podiam ser encontradas nas residências dos aristocratas,
restaurantes, teatros, hotéis e nos grandes e finos cafés vienenses.
Em 1908, João Gerdau trouxe esta arte para o Brasil, quando nasceu a
Thonart, indústria de móveis vergados que combina o processo original e artesanal
criado por Thonet com avançadas tecnologias (GUIA DO MARCENEIRO, 2011).
3.2. Seleção da madeira
Ao vergar madeira, de acordo com Bonacina (2010), deve-se observar
algumas variáveis, tais como: espécie, qualidade da madeira e fatores dependentes
do processo, como raio de curvatura, dimensão das peças e metodologia utilizada
(teor de umidade da madeira, temperatura e tempo de plasticização).
Quanto a escolha da espécie, deve-se considerar os objetivos estéticos do
desenhista, as limitações de curvatura dentro da espécie, e as propriedades de
resistência do objeto depois de concluído. A falta de conhecimento das
características de vergamento das diferentes espécies pode levar os engenheiros a

10
recomendar madeiras para vergar em raio que estão bem fora dos limites de tensão
(tração e compressão) para a qual podem ser sujeitadas tais madeiras (GATTO,
2006).
Ainda, de acordo com o mesmo autor, para fins industriais, a árvore ideal
deveria ter um tronco com secção transversal circular e ser perfeitamente cilíndrico.
Entretanto, isso não ocorre na natureza, isto é, as árvores apresentam
características como conicidade, índice de circularidade, galhosidade e tortuosidade
que, para a maioria dos processos de transformação, são classificadas como
defeitos. Para o vergamento, a conicidade pode ser considerada um defeito de
importância, pois sua existência implica em grã inclinada (Figura 1) que, muitas
vezes, suscita defeitos no vergamento, sobretudo estilhaço.
Grã regular
Grã irregular
FIGURA 1 – Comparação de grã regular e irregular da madeira
Fonte: Bonacina (2010).
Defeitos em madeira comprometem o seu uso como matéria-prima para a
fabricação de mobiliário. Esses podem ter origem natural, ou surgir das práticas

11
silviculturais inadequadas, processos de corte, secagem ou usinagem (BONACINA,
2010).
O excesso de ramos proporcionará à madeira serrada uma grande
quantidade de nós que por sua vez influenciam na inclinação da grã do tecido
lenhoso vizinho, prejudicando o vergamento (GATTO, 2006).
3.3. Defeitos que podem ocorrer durante o vergamento
A madeira ao ser vergada, conforme Gatto (2006), na dependência da
espécie, tipo de lenho e tratamento sofrido, pode comportar-se de maneira bastante
diferenciada, e diversos defeitos (Figura 2) podem surgir.
FIGURA 2 – Desenho esquemático dos defeitos ocorrentes durante o
vergamento da madeira.
Fonte: Vorreiter (1958) apud Gatto (2006).

12
Na figura 2, são observados os defeitos detalhados a seguir:
a) Esmagamento: ocorre pela curvatura exagerada (raios pequenos), quando
essa passa do coeficiente de flexionamento. O esmagamento, segundo
Bonacina (2010), aparece no lado côncavo da peça e é originado pela
presença de pequenos fendilhamentos.
b) Dobra transversal: aparece normalmente no lado de compressão, e às
vezes, de acordo com Gatto (2006), nos flancos. É consequência do pré-
vergamento em temperaturas muito elevadas, tempo de tratamento muito
longo e raio de curvatura pequeno.
c) Cisalhamento longitudinal: aparece nas proximidades da linha neutra.
Esse defeito, conforme afirma Bonacina (2010), ocorre quando o raio de
vergamento é exagerado (pequeno) em relação às características
anatômicas da espécie de madeira ou quando os apoios dos extremos da
peça não estão firmes (pouca pressão).
d) Fendas transversais: ocorrem no lado de tração, alcançando até 1/3 de
profundidade. Conforme Gatto (2006) são ocasionados por causa da
pressão insuficiente dos apoios e da cinta de flexão. Essas fendas
comumente aparecem em madeira muito seca, umidade inferior a 16% ou
por características físicas da espécie (BONACINA, 2010).
e) Estilhaço: surge no lado de tração em consequência do posicionamento
oblíquo das fibras, da utilização de coeficiente de flexionamento alto ou
excesso de velocidade de trabalho, como explica Gatto (2006).
f) Ruptura perpendicular: é um defeito que aparece em madeira de alta
densidade. Conforme Bonacina (2010), o raio de curvatura pequeno e
velocidade alta de flexionamento também favorecem o aparecimento
desse defeito.
g) Fendas de secagem: ocorrem em madeiras com teor de umidade acima de
18%, por secagem acelerada ou alta temperatura na prensa de alta
freqüência. De acordo com Gatto (2006), esse defeito pode ser diminuído
ou até evitado quando a peça é seca lenta e cuidadosamente em
temperaturas inferiores a 90ᵒC.

13
3.4. Teor de umidade da madeira
Há muito tempo sabe-se que a resistência da madeira varia com seu teor de
umidade. Conforme Logsdon & Junior (2002), com o aumento do teor de umidade da
madeira observa-se uma diminuição em sua resistência, esta diminuição de
resistência é mais sensível para baixos teores de umidade, e é praticamente
desprezível para elevados teores de umidade.
A constituição anatômica da madeira, segundo Moreschi (2010), também tem
grande influência sobre o teor de umidade: o lenho inicial, por exemplo, com células
de paredes finas e lumes grandes, normalmente contem mais água que o lenho
tardio constituído de células com paredes espessas e lumes pequenos.
Ainda conforme o autor citado acima, após o corte, a madeira úmida, ao ser
serrada e empilhada, tem o seu teor de umidade reduzido por evaporação. A partir
desse momento, a água livre é o primeiro tipo de água a ser removido.
De acordo com Moreschi (2010), somente depois de toda água livre ou de
capilaridade ser removida, começa ocorrer a perda da água de impregnação contida
nos espaços submicroscópicos existentes entre os constituintes estruturais da
parede celular (macrofibrilas, microfibrilas e fibrilas elementares de celulose). Neste
momento, o teor de umidade da madeira correspondente ao PSF e é de grande
importância prática.
A maioria das propriedades da madeira independem do seu teor de umidade,
enquanto este se situa acima do PSF. No entanto, elas passam a ser bem
relacionadas com o teor de umidade quando este se encontra abaixo do PSF
(MORESCHI, 2010).
4. ATIVIDADES DESENVOLVIDAS
Esta seção compreende o relato de todos os trabalhos realizados durante à
execução do estágio no SENAI/CETEMO referente as atividades de vergamento de
madeira.

14
4.1. Vergamento de madeira
Os corpos de prova utilizados para o teste foram da espécie Eucalyptus spp.
contendo dois lotes com dimensões de 970 x 52 x 30 mm e um lote com dimensões
de 970 x 30 x 52 mm. Todos os lotes continham 13 amostras que apresentavam teor
de umidade inicial médio de 19%. A umidade das peças foram medidas com um
aparelho semelhante ao da figura 3, onde o primeiro botão, o qual acompanha a
numeração de um a oito, serve para selecionar o grupo na qual a madeira encaixa-
se de acordo com a massa específica e o segundo botão serve para calibrar o
aparelho com teor de umidade zero.
FIGURA 3 – Medidor de umidade da madeira.
Fonte: Salfatis (2011).
O primeiro lote, contendo dimensões de 970 x 52 x 30 mm, foi mantido em
autoclave por um período de 30 minutos a 0,8 bar/min, o teor de umidade após a
autoclave não foi verificado. Logo, as amostras foram submetidas ao pré-
vergamento (figura 4) por 21 minutos, sendo deles 15 minutos com alta frequência.
As peças apresentaram-se com vergamento desuniforme umas das outras (figura 5),
porém sem defeito aparente na madeira, e um teor de umidade médio de 26%.
Botão 2
Botão 1

15
FIGURA 4 – Prensa de pré-vergamento
Fonte: Autora.
FIGURA 5 – Peças desuniformes após pré-vergamento.
Fonte: Autora.
Deste mesmo lote foram retiradas três peças as quais apresentavam maior
desigualdade das demais. Durante o processo de vergamento duas peças
queimaram (figura 6), fato ocorrido pelo contato da umidade acumulada entre as

16
amostras com a alta frequência. As demais peças não tiveram defeitos significativos
e alcançaram um teor de umidade final médio de 14%.
O lote 2, também com dimensões de 970 x 52 x 30 mm, foi mantido por 20
minutos na autoclave com 0,8 bar/min., saindo de lá com um teor de umidade médio
de 37%, no pré-vergamento (figura 7) as amostras foram submetidas a um tempo de
35 minutos sem a utilização da alta frequência. Três peças, neste processo,
sofreram rachaduras (figura 8).
Figura 6 – Queimaduras nas amostras do lote 1.
Fonte: Autora.

17
FIGURA 7 – Prensa de pré-vergamento.
Fonte: Autora.
FIGURA 8 – Peça do lote 2 apresentando rachaduras.
Fonte: Autora.
Após o pré-vergamento, a média do teor de umidade entre as peças foi de
75%, logo as mesmas foram encaminhadas ao processo de vergamento final, saindo

18
deste sem defeitos aparentes, exceto uma peça com vazamento de goma. O teor de
umidade final médio das peças foi de 17%.
No último lote, com dimensões de 970 x 30 x 52 mm, foi adotado o período de
20 minutos na autoclave a 0,8 bar/min., após este período as amostras
apresentaram um teor de umidade médio de 40% e, logo, submetidas ao pré-
vergamento em um período de 35min sem a utilização da alta frequência. As peças
após o pré-vergamento apresentaram teor de umidade médio de 34% e duas peças
sofreram rachaduras (figura 9) e dobras transversais (figura 10).
FIGURA 9 – Rachadura em peça do lote 3 após pré-vergamento.
Fonte: Autora.

19
FIGURA 10 – Dobra transversal no lote 3 após pré-vergamento.
Fonte: Autora.
Após a retirada das duas peças com defeito, as amostras foram para o
processo de vergamento (figura 11) chegando a um teor de umidade final médio de
15%, e apenas uma peça sofreu defeito de vazamento de goma (figura 12).
FIGURA 11 – Prensa de vergamento final.
Fonte: Autora.

20
FIGURA 12 – Vazamento de goma em peça do lote 3.
Fonte: Autora.
4.2. Diferença no peso da madeira com diferentes tempos de autoclave
Para determinar se o tempo na autoclave possuia relação com os defeitos na
madeira no processo de vergamento, tomaram-se as variáveis peso e teor de
umidade, pois variações muito elevadas podem causar danos na madeira antes
mesmo de expostas ao pré-vergamento, porém, estes danos só são visíveis a olho
nu na forma de defeitos após o processo de pré-vergamento.
Para o teste em autoclave foram utilizadas as seguintes espécies: Couratari
stellata (Tauari), Eucalyptus spp. (Eucalipto) e Cedrella fissilis (Cedro). A espécie
Eucalyptus sp. foi divida em dois lotes com a identificação de lote “A” e lote “B”.
As peças de Couratari stellata apresentavam dimensões de 252 x 46 x 45 mm
(comprimento, base e espessura respectivamente) e peso médio inicial de 320g, as
de Eucalyptus sp. do lote “A” apresentavam dimensões de 252 x 52 x 30 mm e peso
médio de 243,5g, as de Eucalyptus sp. do lote “B” com dimensões de 252 x 48 x 24
mm e peso médio de 162g e, as peças de Cedrella fissilis obtinham dimensões de
252 x 45 x 30 mm e peso médio de 222g.

21
Na autoclave optou-se por um tempo de um minuto para cada milímetro de
espessura da peça, com um total de cinco peças testadas de cada espécie e, outro
tempo de meio minuto para cada milímetro de espessura da madeira, também com
um total de cinco peças testadas de cada espécie.
Assim que as peças saiam da autoclave (figura 13), com os dois tempos
anteriormente citados, as peças foram pesadas (figura 14) e feito um comparativo
com o peso que apresentavam antes de entrar na autoclave.
FIGURA 13 – Peças de Tauari saindo da autoclave.
Fonte: Autora.
22
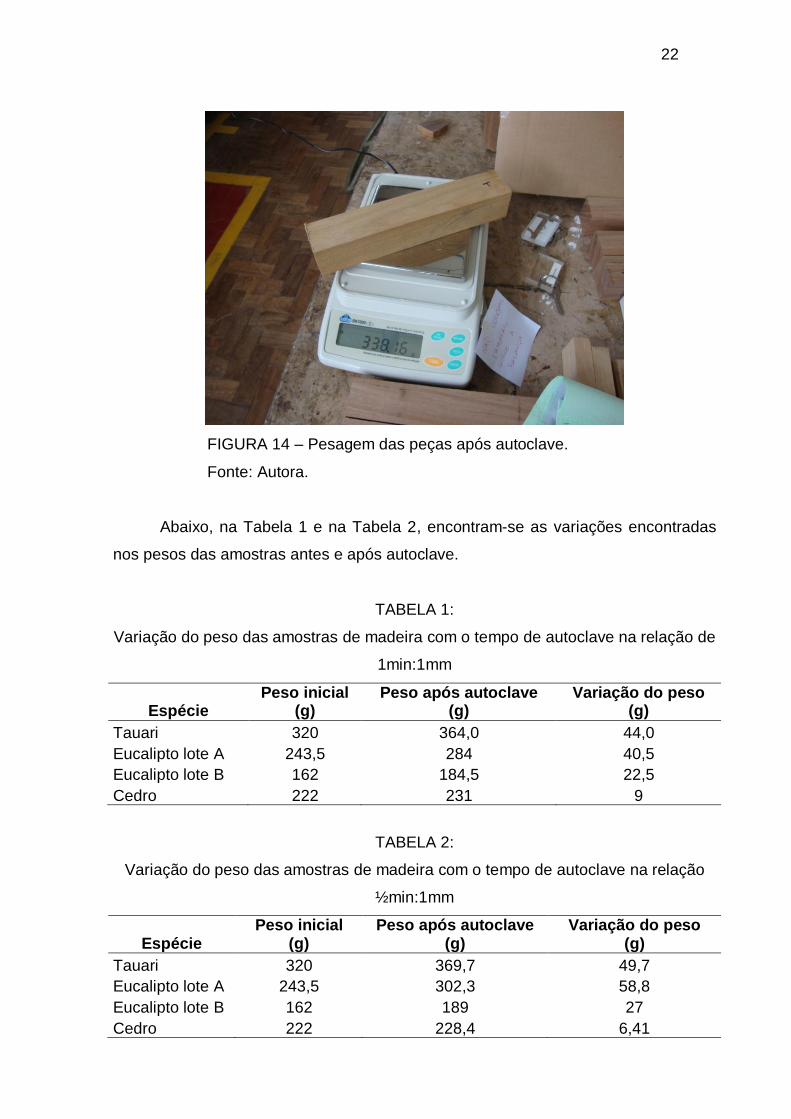
FIGURA 14 – Pesagem das peças após autoclave.
Fonte: Autora.
Abaixo, na Tabela 1 e na Tabela 2, encontram-se as variações encontradas
nos pesos das amostras antes e após autoclave.
TABELA 1:
Variação do peso das amostras de madeira com o tempo de autoclave na relação de
1min:1mm
Espécie Peso inicial
(g) Peso após autoclave
(g) Variação do peso
(g)
Tauari 320 364,0 44,0
Eucalipto lote A 243,5 284 40,5
Eucalipto lote B 162 184,5 22,5
Cedro 222 231 9
TABELA 2:
Variação do peso das amostras de madeira com o tempo de autoclave na relação
½min:1mm
Espécie Peso inicial
(g) Peso após autoclave
(g) Variação do peso
(g)
Tauari 320 369,7 49,7
Eucalipto lote A 243,5 302,3 58,8
Eucalipto lote B 162 189 27
Cedro 222 228,4 6,41

23
Após esta avaliação, foi feito o mesmo teste, porém apenas com a relação de
tempo de 1min:1mm, com as dimensões das peças reduzidas, apresentando a
espécie Tauari dimensões de 252 x 46 x 22 mm, a espécie de Eucalipto do lote “A”
com 252 x 30 x 25 mm, o Eucalipto do lote “B” apresentando dimensões de 251 x 25
x 24 mm e o Cedro com dimensões de 252 x 30 x 22 mm. O total de peças foi de
três para cada espécie.
Abaixo segue, na tabela 3, os resultados do teste com novas dimensões.
TABELA 3:
Variação do peso das amostras de madeira com dimensões reduzidas com tempo
de autoclave com relação 1min:1mm
Espécie Peso inicial
(g) Peso após autoclave
(g) Variação do peso
(g)
Tauari 130 150,2 20,2
Eucalipto lote A 90 94,3 4,3
Eucalipto lote B 90 95,3 5,3
Cedro 114 114,5 0,5
4.3. Variação do teor de umidade após a autoclave
Além dos testes com a variável peso, também foi testado o teor de umidade
utilizando o mesmo princípio anterior. Nas tabelas 4 e 5, apresentadas a seguir,
encontram-se os resultados referentes ao teor de umidade com dimensões do
Tauari de 252 x 46 x 45 mm; o Eucalipto do lote “A” com 252 x 52 x 30 mm; o
Eucalipto do lote “B” com dimensões de 252 x 48 x 24 mm e; o Cedro com
dimensões de 252 x 45 x 30 mm.
Nestas tabelas, torna-se notória a variação elevada do teor de umidade nas
espécies de Tauari e de Eucalipto lote “A”, e também, a heterogeneidade da
variação quando comparado o teor de umidade entre espécies.

24
TABELA 4:
Variação do teor de umidade da madeira referente ao tempo de autoclave na relação
1min:1mm
Espécie TU inicial
(%) TU após autoclave
(%) Variação do TU
(%)
Tauari 15 50 35
Eucalipto lote A 28 50 22
Eucalipto lote B 16 19 3
Cedro 19 24 5
TABELA 5:
Variação do teor de umidade da madeira referente ao tempo de autoclave na relação
½min:1mm
Espécie TU inicial
(%) TU após autoclave
(%) Variação do TU
(%)
Tauari 15 35 20
Eucalipto lote A 28 54 26
Eucalipto lote B 14 19 5
Cedro 19 20 1
Já os resultados das espécies com dimensões reduzidas sendo: Tauari com
252 x 46 x 22 mm; Eucalipto do lote “A” com 252 x 30 x 25 mm; Eucalipto do lote “B”
com 251 x 25 x 24 mm e; Cedro com 252 x 30 x 22 mm, apresentam-se na tabela 6.
Esta mesma tabela demonstra que a espécie Tauari e Eucalipto lote “B” são as que
apresentam uma maior variação no teor de umidade, o que difere apenas a espécie
de Eucalipto lote “B” do que foi encontrado anteriormente.
TABELA 6:
Variação do teor de umidade da madeira com dimensões reduzidas com tempo de
autoclave na relação 1min:1mm
Espécie TU inicial
(%) TU após autoclave
(%) Variação do TU
(%)
Tauari 15 47 32
Eucalipto lote A 28 31 3
Eucalipto lote B 19 30 11
Cedro 19 26 7

25
4.4. Variação do teor de umidade após a autoclave a um teor de
umidade inicial de 15%
Para ter-se um maior controle do teor de umidade inicial, as peças foram
mantidas em uma câmara climatizada durante 24 horas (figura 15 e 16), o ideal seria
mantê-las por 48 horas ou mais, porém a câmara parou de funcionar antes do
período necessário.
FIGURA 15 – Câmara climatizadora aberta contendo peças de madeira.
Fonte: Autora.

26
FIGURA 16 – Câmara climatizadora em funcionamento.
Fonte: Autora.
Apesar das peças ficarem metade do tempo que deveriam na câmara
climatizadora, algumas peças atingiram o teor de umidade de 15% e puderam ser
encaminhadas à autoclave. A tabela 7 mostra os resultados obtidos nesta etapa,
onde demonstram que, novamente, a espécie Tauari é que apresenta maior
variação entre as demais espécies.
TABELA 7:
Variação do teor de umidade e do peso das amostras de madeira com teor de
umidade inicial de 15%.
Espécie Variação do TU
(%) Variação do peso
(g)
Tauari 30 22
Eucalipto lote A 5 7
Cedro 10 2

27
4.5. Variação do teor de umidade das peças através do peso
Utilizando o sistema de verificação da umidade através do peso das peças,
prevenindo que os resultados fossem alterados pela calibração do medidor de
umidade utilizado para tal, foi verificado que a variação do teor de umidade da
madeira de todas as espécies não passaram de 5%, o que realmente comprova que
o aparelho não estava bem calibrado, ou que o mesmo indicava apenas a umidade
da superfície da madeira.

28
5. CONSIDERAÇÕES FINAIS
Sem a utilização da alta frequência no pré-vergamento há um aumento de
defeitos encontrados neste processo, quando não toma-se o cuidado necessário
para que as peças não queimem. Recomenda-se, no primeiro lote, em que as peças
apresentaram-se desuniformes, fazer um teste deixando tempo maior nesta etapa
com alta frequência para as peças obterem um pré-vergamento mais homogêneo.
As amostras que foram encaminhadas ao processo de vergamento com o teor
de umidade mais elevado sofreram menor número de defeitos, contudo, deve-se ter
o cuidado para as peças não ficarem muito próximas para não haver um acúmulo de
umidade, fazendo a ligação com a alta freqüência levando à queima do material.
Os estudos realizados demonstraram, também, que não ocorreu uma grande
variação no teor de umidade da madeira quando entra na autoclave do teor de
umidade após a saída da mesma. Então, a umidade inicial estando em equilíbrio
com o ambiente e a umidade à 15% não difere na absorção de umidade na
autoclave, porém a madeira que já possuía umidade maior que a de outra, vai
manter-se com umidade maior após a autoclave.
Tendo em vista essa teoria, aconselha-se que as madeiras ao entrarem no
processo de vergamento, incluindo a autoclave, estejam todas com o mesmo teor de
umidade.
Recomenda-se, à organização SENAI/CETEMO, que a plasticização da
madeira seja também testada com outro método, como o de imersão em água
quente. E que o medidor de umidade empregado para os testes seja o medidor de
agulha, tendo em vista que este oferece um valor mais exato e não muito superficial,
como o medidor de contato que é atualmente usado.
O estágio na entidade é aconselhado a outros acadêmicos, não só na área de
tecnologia da madeira como em outras, pois o SENAI/CETEMO dispõe de um amplo
sistema de maquinário para práticas adequadas de disciplinas referentes à
Engenharia Florestal. Bem como, para quem tem interesse em seguir o estudo que
esta em processo de iniciação.

29
REFERÊNCIAS
BONACINA, D. F. Vergamento de madeira. 60 p. SENAI-RS. Porto Alegre, RS.
2010.
GATTO, D. A. Características tecnológicas do vergamento das madeiras de
Luehea divaricata, Carya illinoinensis e Platanus x acerifolia como subsídios
para o manejo florestal. 109 f. Tese – (Doutorado em Engenharia Florestal) –
Universidade Federal de Santa Maria – Centro de Ciências Rurais. Santa Maria, RS,
2006.
GUIA DO MARCENEIRO. Envergamento da madeira. Disponível em
<http://www.guiadomarceneiro.com/artigos/?gdm=envergando_madeira>. Acesso
em: 08 dez. 2011.
IRMÃOS SALFATIS. Soluções em automação e controles. Disponível em
<http://www.salfatis.com.br/produtos.codigo_1266.html>. Acesso em: 08 dez. 2011.
LOGSDON, N. B.; JUNIOR, C. C. Influência da umidade nas propriedades de
resistência e rigidez da madeira. Cadernos de Engenharia de Estruturas, São
Carlos, n. 18, p. 77-107, 2002.
MORESCHI, J. D. Propriedades tecnológicas da madeira. Departamento de
Engenharia e Tecnologia Florestal da UFPR. Curitiba/PR, 2010.
SENAI/RS. Centro tecnológico do mobiliário SENAI – CETEMO. Disponível em
<http://www.cetemo.com.br/>. Acesso em: 05 dez. 2011.