universidade de sÃo paulo escola de engenharia de...
TRANSCRIPT

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
EMERSON AUGUSTO RAYMUNDO
Sistema de Planejamento de Processo de Usinagem Assistido por Computador
Lorena – SP – Brasil
2006
2
EMERSON AUGUSTO RAYMUNDO
Sistema de Planejamento de Processo de Usinagem Assistido por Computador
Tese apresentada à Escola de Engenharia de
Lorena da Universidade de São Paulo para
obtenção do título de Doutor em Engenharia de
Materiais
Área de Concentração: Usinagem de Materiais
Orientador: Prof. Dr. Marcos Valério Ribeiro
Lorena – SP
2006
3
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
Ficha Catalográfica Elaborada pela Biblioteca Especializada em Engenharia de Materiais
USP/EEL Raymundo, Emerson Augusto
Planejamento de processo de usinagem assistido por computador. /
Emerson Augusto Raymundo ; orientador Marcos Valério Ribeiro.—Lorena,
2006.
204f.: il. Tese (Doutorado em Engenharia de Materiais ) – Escola de
Engenharia de Lorena - Universidade de São Paulo.
1. Planejamento de processo 2. Usinagem 3. Rugosidade I. Título.
CDU 621.7
4
FOLHA DE APROVAÇÃO
EMERSON AUGUSTO RAYMUNDO
Tese apresentada à Escola de Engenharia de
Lorena da Universidade de São Paulo para
obtenção do título de Doutor em Engenharia de
Materiais
Área de Concentração: Usinagem de Materiais
Orientador: Prof. Dr. Marcos Valério Ribeiro
Data:28/06/2006
Banca Examinadora
Prof. Dr. Marcos Valério Ribeiro – Universidade Estadual Paulista – FEG/UNESP
Prof. Dr. José Leonardo – Universidade Federal de Itajubá – UNIFEI
Prof. Dra. – Ana Paula - Universidade Estadual Paulista – FEG/UNESP
Prof. Dr. Gustavo Martinez – Universidade de São Paulo – Campus Lorena
Prof. Dr. Miguel Justino Barbosa – Universidade de São Paulo – Campus Lorena
5
UNIVERSIDADE DE SÃO PAULO
Este exemplar corresponde a
versão final da tese
de Doutorado aprovado pela Banca Examinadora,
com as devidas correções
Orientador
Lorena, 28 de junho de 2006

6
DEDICATÓRIA
A minha e esposa, Andresa e ao meu filho, Gabriel
pela motivação, confiança e incentivo. À toda
minha família.
7
Agradecimentos
A Deus e a Jesus Cristo;
Ao Prof. Dr. Marcos Valério, pela oportunidade de orientação, incentivo e pelas condições
de desenvolvimento da tese.
Aos inesquecíveis amigos, Msc. Marcos Vargas, Msc. Jefferson (Cipó), Msc. Elias Alves,
Msc. Ciro, Dr. Cláudio e ProF. Dr. Rosinei Baptista, Leonardo, Marcelo, Mario e Adilson
pelo incentivo e contribuição.
Aos técnicos da oficina mecânica do Demar.
Aos funcionários do DEMAR, em especial os inesquecíveis amigos Vandir, Elizabethi,
Graciomara, Evelize, Regina Amorim, Tiago, Chico Paiva.
À FAPESP pela Bolsa de Doutorado e pelo financeiro para realização desse trabalho
8
Resumo
RAYMUNDO, E. A., Planejamento de Processo de Usinagem Assistido por Computador.
2006. 204f. Tese (Doutorado em Engenharia de Materiais) – Escola de Engenharia de Lorena,
Universidade de São Paulo, Lorena – São Paulo, 2006.
O planejamento de processo de usinagem de materiais através de procedimentos bem
adotados busca a melhor forma de se produzir uma determinada peça baseando-se nas
informações geradas de uma determinada empresa metalúrgica. Essas informações são
armazenadas em banco de dados que podem ser usadas em roteiros de fabricação. Essas
informações podem ser relacionadas e analisadas sob a luz do controle de qualidade em
processos de usinagem. O entrelaçamento entre as informações dos setores de usinagem e a
área de materiais pode se tornar trivial para um sucesso de um planejamento. Baseado na
proposta de trabalho original e dentro dos estudos feitos em relação a outros autores foi
desenvolvido então, um banco de dados caracterizado. Através de desenvolvimento de novas
metodologias alguns subsistemas típicos de setores de usinagem forma criados. Subsistemas
como: seleção de ferramentas de corte, planejamento de operação, gerenciamento de
ferramentas de corte fazem parte de um entrelaçamento a esse banco de dados. Um controle
de qualidade caracterizado pelas supervisão microscópica e propriedades mecânicas foi
desenvolvido para banco de dados. Como aspecto tecnológico importante na engenharia de
materiais o controle de superfície e passo trivial. Esse trabalho foi palco de estudos das
relações da rugosidade com a concentração de tensões localizadas. Esses dados obtidos
passaram a fazer parte do controle de qualidade demonstrando assim um nova opção para um
planejamento de processos de usinagem. Com auxílio de técnicas de processamento e análises
de imagens digitais foi desenvolvido novas análises de medição da rugosidade
proporcionando novas possibilidade ao controle de rugosidade. Através dos gráficos obtidos
pode ser validada essa nova metodologia comparada a outros autores. Para o desenvolvimento
do programa foi utilizado o programa Delphi® 6.0, pode estruturar o banco de dados e a todos
os outros subsistemas interligados a ele e entre si. O subsistema de seleção de ferramenta foi
baseado de foram original em equações de perfis da peça e ferramenta, onde ficam
dependentes de dados fornecidos pelo usuário. Os outros subsistemas foram elaborados
através de metodologia também de forma original e comparativa a outros autores. O sistema
9
desenvolvido utilizando ferramentas do Delphi® 6.0 chama-se de sistema de planejamento
automático de usinagem “SAPPU onde foi baseado em informações e características de
processo de usinagem por torneamento”, assim um banco de dados ligados às áreas de
engenharia e os resultados das técnicas foi idealizado. Com esses desenvolvimentos podiam
assim abastecer o sistema e validar através de informações e testes propostos respectivamente.
Palavra Chave: Planejamento de processo, usinagem, rugosidade.

10
Abstract
RAYMUNDO, E. A., Machinning process planning monitored by computer. 2006. 204p.
Thesis (Doctoral in Materials Engineering) – Escola de Engenharia de Lorena, Universidade
de São Paulo, Lorena - São Paulo. 2006.
The machining process planning of materials between well adopted procedures, search the
best way to produce a piece based in information obtained by a metallurgical company. Those
information are stored in a database, which can be used in fabrication routes. Those
information can be related and analyzed in a quality control way in machining process. The
link between the information machining sections and the materials area can became simple for
a planning success. Based in the original work proposal and according the studies done by
other authors, it was developed a typical database. According to the development of the new
methodology, some typical subsystems of machining sectors were created. Subsystems like:
cutting tools selection, operational planning, cutting tool management are part of the linking
database. A quality control characterized by microscopic inspection and mechanical
properties were developed for the database. The surface control is common and is part of a
important technological aspect in materials engineering. This work was scenery of studies of
roughness relations with concentrated located strain. This obtained data became part of the
quality control, showing a new option for a machining process planning. With processing
techniques and digital image analysis, support were developed new measurement analysis of
roughness, getting new possibilities of the roughness quality control. According the obtained
plots, this technology can be validate, compared with other authors. For the program
development it was used the Delphi 6.0 suite. This program can arrange the database and the
others subsystems connected to him and between them. The subsystem of the tool selection it
was based of original form by equations of profile of piece and tools, where the user data are
introduced. The other subsystem were prepared by the methodology in a compared in a
original form with the other authors. The system developed using the Delphi 6.0 tools is
called Machining Automatic Planning System, where it was based in information and process
characteristics of the machining process by turning. A database linked of engineering area and

11
the technical results were performed. The development can support the system and validate
the information between the test proposed.
Keywords: Process planning, machining, roughness.
12
LISTA DE FIGURAS
Figura 2.1 Módulos dos sistemas CAD/CAPP/CAM, Ferreira et al. (1999) 32
Figura 2.2 Representação dos níveis envolvidos para criação de uma base de
dados, adaptado de Setzer (1989)
38
Figura 2.3 Vários exemplos de torneamento de canais do sistema ATOS,
adaptada de Oral e Cakir (2003)
45
Figura 2.4 Intervalo de máxima eficiência adaptado de Ferraresi, 1977 56
Figura 2.5 Textura da superfície usinada: (a) perfil da superfície arbitrária e
parâmetros de rugosidade; (b) perfil idealizado de superfície
usinada em forma de serra e senoidal, adaptado de Arola e Willians
(2002)
62
Figura 2.6 Trajetória das tensões para entalhes simples e múltiplos das
superfícies, adaptada de Arolas E Williams, 2002
64
Figura 2.7 Distribuição do material da peça durante a formação do cavaco 67
Figura 2.8 Esquema da formação do cavaco mostrando o plano de
cisalhamento (Schneider, 2001)
69
Figura 2.9 Representação esquemática do mecanismo de formação de cavaco
(Siemers et al., 2001)
69
Figura 2.10 Formação das zonas de cisalhamento (Schneider, 2001) 71
Figura 2.11 Tipos de cavacos de usinagem: a) Descontínuo (de ruptura); b)
Contínuo; c) Contínuo com aresta postiça de corte (Schneider,
2001)
74
Figura 2.12 Formas de cavaco: a) helicoidal, b) lascas, c) fita, d) espiral
(Moreira, 2002)
72
Figura 2.13 Cavacos típicos para taxas de usinabilidade de A a E (Tabela 1)
para ligas de alumínio. Todos os cavacos foram feitos com 20 de
ângulo de saída da ferramenta e 2,54 mm (0,100 in.) de
profundidade de usinagem (Metals Handbook, 1989)
74
Figura 2.14 Aumento das velocidades de corte das ferramentas com o
desenvolvimento de novos materiais nos últimos anos (Koster,
1990) (Diniz e Noritomi, 1998)
75
13
Figura 2.15 Perfil de rugosidade de uma peça torneada 76
Figura 3.1 Fluxograma do procedimento adotado na implementação do
sistema
80
Figura 3.2 Interligação de todos arquivos do banco de dados de todos
subsistemas do SAPPU
81
Figura 3.3 Diagrama de bloco da seqüência do subsistema de seleção de
ferramenta de corte
84
Figura 3.4 Peça complexa escalonada em seções de geometria simples 85
Figura 3.5 Dimensões necessárias para os desenvolvimento das relações de
interfências
86
Figura 3.6 Perfil cilíndrico 87
Figura 3.7 Perfil cônico 87
Figura 3.8 Perfil concordante 87
Figura 3.9 Geometria para a determinação dos pontos x0 e y0 88
Figura 3.10 Desenho esquemático da região crítica de interferência presente no
acoplamento ferramenta/suporte
90
Figura 3.11 Exemplo de como ocorre uma interferência entre um conjunto
ferramenta/suporte e a superfície da peça de perfil complexo
91
Figura 3.12 Teste de posição de uma ferramenta de acabamento 92
Figura 3.13 Trecho do algoritmo que o sistema utiliza para verificar se existe
interferência
93
Figura 3.14 Perfil de uma face e sua respectiva equação 94
Figura 3.15 Perfil cônico invertido e sua respectiva função 94
Figura 3.16 Perfil de concordância côncava e suas dimensões 95
Figura 3.17 Perfil de concordância convexa e suas dimensões 95
Figura 3.18 Perfil de concordância invertida em relação ao avanço da
ferramenta de corte e sua respectiva função
96
Figura 3.19 Perfil de concordância convexa invertida com sua respectiva
função matemática
96
Figura 3.20 Perfil de concordância convexa para o cálculo da coordenada (x0,
97
14
y0)
Figura 3.21 Perfil de concordância convexa com a sua respectiva função 98
Figura 3.22 Identificação da geometria para o planejamento da operação 99
Figura 3.23 Seqüêncial de usinagem no macroplanejamento da operação 100
Figura 3.24 Diagrama esquemático de uma operação de faceamento 102
Figura 3.25 Diagrama esquemático do movimento da ferramenta sobre a face
da peça (operação de faceamento)
102
Figura 3.26 Componentes de um arco de circunferência 103
Figura 3.27 Diagrama esquemático dos elementos de uma espiral 103
Figura 3.28 Desenho esquemático da formação da espiral com passo de um
avanço
105
Figura 3.29 Circunferências concêntricas com o raio variando de um avanço 106
Figura 3.30 Amostra de alumínio AA-7050, sem ataque por solução química’,
imagem gerada por meio de um microscópio óptico
115
Figura 3.31 Amostra de alumínio AA-7050, utilizando ataque por solução
química de ácido fosfórico 10%, imagem feita em MEV
115
Figura 3.32 Amostra de alumínio AA-7050, utilizando ataque por solução
química de ácido fosfórico 10%, imagem feita em MEV
116
Figura 3.33 Cavaco de alumínio AA-7050, utilizando ataque por solução
química de ácido fosfórico 10%, imagem feita em MEV
116
Figura 3.34 Corpo de prova do subsistema de seleção de ferramentas de corte 118
Figura 3.35 Foto do corpo de prova de Al 7050 para subsistema de seleção de
ferramentas de corte
118
Figura 3.36 Seções das amostras analisadas para os três avanços 119
Figura 3.37 Torno CNC (LEU - DEMAR) 119
Figura 4.1 Tela de apresentação do sistema SAPPU 122
Figura 4.2 Tela de abertura do SAPPU-torneamento 123
Figura 4.3 Característica da tabelas depois dentro do script gerado 124
Figura 4.4 Scripti formado pelas criação do banco de dados do sistemaSAPPU
125
Figura 4.5 Tela de cadastro de fornecedores do sistema SAPPU 126
Figura 4.6 Tela de cadastro de materiais para o sistema SAPPU 127
15
Figura 4.7 Tela de cadastro de valores teóricos dos materiais para o sistema
SAPPU
128
Figura 4.8 Tela de cadastro de ferramentas de corte para torneamento para o
sistema SAPPU
130
Figura 4.9 Tela de cadastro de peças para o sistema SAPPU 131
Figura 4.10 Tela de cadastro da seção cilíndrica da peça para o sistema SAPPU 132
Figura 4.11 Tela de cadastro da seção faceamento da peça para o sistema
SAPPU
133
Figura 4.12 Tela de cadastro de máquina do sistema SAPPU 134
Figura 4.13 Tela de cadastro das condições de corte do sistema SAPPU 136
Figura 4.14 Tela de cadastro dos resultados do processo do sistema SAPPU 138
Figura 4.15 Tela de cadastro do controle de qualidade do sistema SAPPU 140
Figura 4.16 Tela de cadastro de análises de composição química do sistema
SAPPU
140
Figura 4.17 Tela de cadastro do procedimento metalográfico do sistema
SAPPU
142
Figura 4.18 Tela de cadastro dos parâmetros estruturais do sistema SAPPU 143
Figura 4.19 Primeira seção analisada 145
Figura 4.20 Segunda seção analisada 145
Figura 4.21 Terceira seção analisada 145
Figura 4.22 Quarta seção analisada 145
Figura 4.23 Quinta seção analisada 145
Figura 4.24 Sexta seção analisada 146
Figura 4.25 Sétima seção analisada 146
Figura 4.26 Oitava seção analisada 146
Figura 4.27 Nona seção analisada 146
Figura 4.28 Décima seção analisada 146
Figura 4.29 Imagem da superfície usinada de um das regiões longitudinal do
AA 7050
148
Figura 4.30 Imagem da superfície usinada com ampliação maior de um das
regiões longitudinal do AA 7050
148
16
Figura 4.31 Espectro gerado pela aplicação da FFT 152
Figura 4.32 Espectro gerado pela aplicação da FFT na imagem filtrada 153
Figura 4.33 Espectro gerado pela aplicação da FFT entre as marcas de avanço 153
Figura 4.34 Espectro gerado pela aplicação da FFT na imagem filtrada e
método de análise
154
Figura 4.35 Espectro gerado pela aplicação da FFT na imagem filtrada e
método de análise
155
Figura 4.36 Valores obtidos pelo apalpador mecânico e via processamento
digital de imagens das seções secionadas do cdp da liga de AA
7050
155
Figura 4.37 Valores de concentração efetivo pelos valores de rugosidade
obtidas pelo rugosímetro
158
Figura 4.38 Valores de concentração efetivo pelos valores de rugosidade
obtidas pela FFT sem aplicação do filtro
160
Figura 4.39 Valores de concentração efetivo pelos valores de rugosidade
obtidas pela FFT com o auxílio do filtro
161
Figura 4.40 Valores de concentração de tensão efetivo pelos valores de
rugosidade de todos os métodos propostos na análise do cdp da liga
de AA 7050
162
Figura 4.41 Valores de concentração de tensão de fadiga pelos valores de
rugosidade obtidas pelo rugosímetro
163
Figura 4.42 Valores de concentração de tensão de fadiga pelos valores de
rugosidade obtidos pela FFT sem filtro
164
Figura 4.43 Valores de concentração de tensão de fadiga pelos valores de
rugosidade obtidos pelo FFT com auxílio do filtro
164
Figura 4.44 Valores de concentração de tensão de fadiga pelos valores de
rugosidade de todos os métodos propostos na análise do cdp da liga
de AA 7050
165
Figura 4.45 Diagrama das técnicas aplicadas para o controle de qualidade do
sistema SAPPU
165
Figura 4.46 Valores de concentração de tensão de fadiga pelos valores de 166
17
rugosidade obtidos pelo rugosímetro para cada seção
Figura 4.47 Valores de concentração de tensão de fadiga pelos valores de
rugosidade obtidos pela FFT sem filtro para cada seção
166
Figura 4.48 Valores de concentração de tensão de fadiga pelos valores de
rugosidade obtidos pela FFT com auxílio do filtro para cada seção
167
Figura 4.49 Valores de concentração de tensão de fadiga pelos valores de
rugosidade obtidos pelos métodos propostos para cada seção na
análise do cdp da liga de AA 7050
167
Figura 4.50 Tela de cadastro de análises de microscopia optica do sistema
SAPPU
169
Figura 4.51 Tela de cadastro de microscopia eletrônica de varredura do sistema
SAPPU
172
Figura 4.52 Tela de cadastro do microscopia eletrônica de transmissão do
sistema SAPPU
173
Figura 4.53 Tela de seleção de ferramentas de corte do sistema SAPPU 174
Figura 4.54 Tela de entrada de gerencimento de ferramentas de corte do sistema
SAPPU
176
Figura 4.55 Tela do histórico de processo do gerencimento de ferramentas
de corte do sistema SAPPU
177
Figura 4.56 Tela de abertura do subsistema de planejamenta deoperação do
sistema SAPPU
178
Figura 4.57 Tela de resposta para o macroplanejamento da operação 179
Figura 4.58 Tela de otimização da operação de desbaste do sistema SAPPU 181
Figura 4.59 Tela de otimização da operação acabamento do sistema SAPPU 182
Figura 4.60 Tela de cálculo do custo otimizado do subsistema do SAPPU 183
Figura 4.61 Tela de cálculo do custo tradicional do subsistema do SAPPU 184
Figura 4.62 Tela de cálculo da produtividade do subsistema do SAPPU 186
Figura 4.63 Tela de cálculo estatístico número de “student” do subsistema do
SAPPU
187
Figura 4.64 Tela de apresentação do subsistema de controle de máquina 189
Figura A.1 Tela principal de programação “form” do Delphi 203
18
Figura A.2 Tela aonde se faz a programação no Delphi 204
19
LISTA DE TABELAS
TABELA 1 Influência dos parâmetros nos tipos de cavacos representados na
imagem mostrada por meio da figura 2.13 (Metals Handbook,
1989).
73
TABELA 2 Composição química da liga de alumínio AA 7050 - T7451. 112
TABELA 3 Valores obtidos para a análise do controle de qualidade com
parâmetros de rugosidade “Ra” das técnicas propostas
158
TABELA 4 Valores obtidos para a análise do controle de qualidade com
valores de rugosidade “Ra” para a determinação de parâmetros de
estruturais das técnicas propostas
159
TABELA 5 Valores obtidos para a análise do controle de qualidade com
valores de rugosidade “Ra” para a determinação de parâmetros de
estruturais das técnicas propostas
159

20
LISTA DE ABREVIATURAS, SIGLAS E SÍMBOLOS
V velocidade de corte otimizada
C representa constante de vida da ferramenta
T representa a vida da ferramenta
x representa o coeficiente de vida da ferramenta
y representa o coeficiente de vida da ferramenta em relação ao avanço (f)
z representa o coeficiente de vida da ferramenta em relação à profundidade
de usinagem (d).
Cpc custo total por peça era representado
M custo da máquina
t1 tempo improdutivo
tct tempo de troca da ferramenta
Ct custo da ferramenta
tm tempo de usinagem
Nt número de ferramentas usadas
tm tempo de usinagem
Nt número de ferramentas Nt usados
n representa o número de cortes
D diâmetro da peça
L comprimento da peça
dc profundidade máxima de usinagem a ser removida
d profundidade real de usinagem/passe
Cpc custo por peça
Tt tempo total
K1 e K2 funções objetivo
TL representa o tempo de ajuste da peça
TC representa o tempo aproximação e afastamento
TR representa o tempo de troca da ferramenta na sua falha
Tac representa o tempo real de corte
T representa a vida da ferramenta em unidade de tempo
21
x custo de mão de obra
y custo da ferramenta por sua falha
CT custo total
TT tempo médio de produção
T vida da ferramenta
K, n, n1, n2 coeficientes de determinação prática da equação de Taylor
zT representa a vida da ferramenta, em peças
tum tempo total em que a máquina
tc tempo de corte efetivo, em min/pç
tm tempo de manuseio
ti tempos improdutivos
Cm custo da máquina
Sh salário do operador
Csup custo referente ao suporte ou porta-ferramenta sem o inserto
Psup preço do suporte
Tsup vida em termos do número de arestas
Cins custo referente ao inserto, em $/aresta
Pins relação entre o preço do inserto
Nins número de arestas que o inserto possui
CTf cálculo do custo com a troca de ferramentas, em $/aresta
tTf tempo de troca da ferramenta (tTf), em min/aresta
Cum custo de utilização da máquina, em $/min
zT número de peças usinadas por vida da ferramenta
vo Velocidade de mínimo custo
vmxp Velocidade de máxima produção
f Avanço
aP profundidade de corte
vC Velocidade dec corte
x e K coeficientes da equação de vida de Taylor
CA representa o custo total da ferramenta, em $/aresta
Ra Rugosidade
22
re raio efetivo de ponta
Ka fator de correção da superfície
RY e RZ rugosidade pela distribuição do perfil da altura (z) registrados em um dado
comprimento
ρ raio do perfil do vale
Kt fator de concentração tensão
t altura do entalhe
Kt fator de concentração usando parâmetros de rugosidade
n estado de tensão é representado pelo fator
λ raio entre espaçamento e altura das superfícies irregulares
Ktm concentração de tensão efetiva
ρm raio médio efetivo do perfil do vale
Kfm fator de concentração efetiva para fadiga
q sensibilidade ao perfil do entalhe
λ constante do material
σu limite de resistência
φ ângulo de cisalhamento
VB Desgaste frontal ou de flanco (VB)
KT desgaste de cratera (KT)
I1 comprimento da ferramenta
f1 dimensão do código “ISO
I3 comprimento do acoplamento
f2 dimensão de interferência
f1s dimensão de interferência do catálogo
h A altura considerada também como um valor crítico do suporte
κr ângulo de posição
α ângulo de ponta da ferramenta ou raio de ponta re
f2 dimensão interferência medida na ferramenta
φ ângulo de folga
x, y, e (x0,y0) coordenadas representativas dos perfis
d, d1 e d2 são as dimensões do diâmetro da seção da peça
23
r raio do perfil da concordância
a avanço (incremento
lc comprimento de corte
h´ altura de incremento
l comprimento de usinagem (mm)
l´ comprimento da hipotenusa inscrita (mm)
r raio da concordância (mm)
z’ vida média da aresta para a primeira condição, em peça
z’’ vida média da aresta para a segunda condição, em peça
vm’ velocidade média de corte da primeira condição, em m/min
vm’’ velocidade média de corte da segunda condição, em m/min
Z número de peças usinadas por aresta
Vm velocidade média de corte utilizada em m/min
Di e Df diâmetro final e inicial
∆r variação do raio inicial
ω comprimento
vC’ e vC’’ velocidade de corte da primeira e segunda condição
vlim velocidade limite
dmin diâmetro mínimo da peça testada, em mm
dmax diâmetro máximo da peça testada, em mm
nmax rotação máxima do eixo-árvore, em mm/volta
nmin rotação mínima do eixo-árvore, em mm/volta
Nm potência do motor elétrico principal de acionamento, em CV
η rendimento do motor elétrico
Ks1 e z constantes específicas do metal, em relação à pressão específica de corte
ap profundidade de corte, em mm
vmlim velocidade mínima limite
v’’’ velocidade do terceiro intervalo
vmxp velocidade de máxima produção
Civ valores dos custos diretos e indiretos da matéria-prima, em $/pç
CA custo total da ferramenta, em $/aresta
24
vCSEL velocidade de corte selecionada, em m/min
kg constante independente da velocidade
(Ctp)ref custo da ferramenta, dita de referência
RCB relação custo/benefício
(x, y) coordenada da imagem quadrática espacial
u e í coordenadas de freqüência
S Intensidade de um novo valor dos pixels
c constante escalar
r intensidade de um pixel
L representa o comprimento de amostragem
R1 e R2 representam as alturas em relação a linha paralela à linha média
CAD computer aided design
NC numerical control
CAM computer aided manufacturing commercial
CAPP computer aided process planning
CNC controle numérico computadorizado
FMS Flexible Manufacturing System
ATOS Automatic Tool Selection
TMS tool management system
EXCATS Expert Computer Aided Cutting Selection
IME Intervalo de Máxima Eficiência
BD banco de dados
DEMAR Departamento de Materiais Refratários
MEV microscópio eletrônico de varredura
LME laboratório de microscopia eletrônica
SAPPU Sistema Automático de Planejamento de Processo em Usinagem
SQL Structure Query Language
PL Linguagem padrão
MER modelagem identidade e relacionamento
TDF transformada discreta de Fourier
TRF transformada rápida de Fourier

25
FFT Fast FourierTransforms
MET Microscópio Eletrônico de Transmissão

26
SUMÁRIO
Capítulo 1 Objetivos 28
1.1 Introdução 28
1.2 Objetivos Específicos 30
1.3 Justificativa 30
Capítulo 2 Revisão Bibliográfica 31
2.1 Planejamento de Processo 31
2.2 Cenário Atual dos Sistemas Aplicados ao Planejamento de
Processo
33
2.3 Sistemas de Planejamento de Processo 35
2.4 Sistemas de Banco de Dados 36
2.4.1 Banco de Dados no Planejamento de Processo 39
2.5 Planejamento de Processo e Sistemas de Seleção de Ferramentas 40
2.5.1 Seleção de Ferramentas de Corte 41
2.6 Gerenciamento de Ferramentas ao Planejamento de Processo 45
2.7 Planejamento da Operação ao Planejamento de processo 48
2.7.1 Metodologias de Otimização ao Planejamento de Operação 49
2.7.2 Modelo de Custo Corrente 54
2.7.3 Intervalo de Máxima Eficiência (IME) e suas Velocidades
Correspondentes
56
2.8 Ciências dos Materiais ao Planejamento de Processo de Usinagem
Assistido por Computador
58
2.8.1 Relação da Rugosidade com Integridade Superficial 60
2.8.2 Aplicação das Técnicas de Processamento e Análises Digital de
Imagens na Engenharia
65
2.9 Mecanismo de Formação de Cavaco e sua Relação com a
Tecnologia dos Materiais ao Auxílio do Planejamento de Processos
67
2.9.1 Tipos de Cavacos 70
2.9.2 Formas Geométricas de Cavacos 72
27
2.10 Ferramentas de Corte 74
2.10.1 Acabamento Superficial 75
Capítulo 3 Metodologias e Materiais Utilizadas 78
3.1 Metodologia Aplicada 78
3.1.2 Interligação dos Arquivos do Banco de Dados e os Subsistemas 80
3.1.3 Método Aplicado ao Sistema de Seleção de Ferramentas 82
3.1.4 Método Aplicado ao Sistema de Planejamento de Operação 98
3.1.4.1 A Metodologia Aplicada ao Macroplanejamento 99
3.1.4.2 A Metodologia Aplicada ao Microplanejamento 100
3.1.4.3 Seleção da velocidade 107
3.1.4.4 Relação Custo/Benefício 110
3.2 Materiais e Equipamentos Utilizados 111
3.2.1 Liga de Alumínio 7050 111
Capítulo 4 Análises de Resultados 121
4.1 O Sistema Desenvolvido 121
4.2 Apresentação do Banco de Dados 123
4.3 Controle de Qualidade Desenvolvido para o Sistema SAPPU 139
4.4 Apresentação do Subsistema de Seleção de Ferramentas de Corte 174
4.5 Apresentação do Subsistema de Gerenciamento de Ferramentas de
Corte
175
4.6 Apresentação do Subsistema de Planejamento de Operação 177
4.6.1 Abastecimento do sistema microplanejamento com o teste de
otimização e cálculo de custo propostos
180
4.7 Apresentação do Subsistema de carga de máquina 188
Capítulo 5 Considerações Finais 191
Capítulo 6 Referências Bibliográficas 194
28
Anexo A 201
29
Capítulo 1. Objetivos
1.1. Introdução
As características atuais de mercado impõem às empresas a necessidade de
reorganização de seu processo produtivo, visando a redução de custos, aumento da eficiência
e incremento na qualidade. Neste contexto várias atividades poderiam auxiliar a manufatura,
porém, ainda são poucas as empresas que analisam seus gastos com ferramentas, além dos
possíveis danos que a ausência de administração destes meios de produção causa no ambiente
fabril.
Quando essas situações são impostas para as empresas através do mercado, a
sociedade acadêmica pode propor soluções imediatas ou de longo prazo. As duas condições
temporais têm que apresentar soluções tanto seguras quanto consistentes. As pesquisas da
engenharia de processo e de materiais assistidas pela informática podem auxiliar na busca do
planejamento de processo.
O conhecimento e a melhor manipulação das informações geradas nos processos de
usinagem podem auxiliar num melhor planejamento desse processo. Então os cadastros dessas
informações gerados ou não pelo próprio sistema são de importância relevada para os
processos de fabricação.
A complexidade dos processos de usinagem com suas variáveis pode passar pela
ciência dos materiais e pelos parâmetros estruturais. O evento do corte de uma determinada
peça pode apresentar uma rede complexa das informações que se interagem. O planejamento
dessas informações pode levar a um melhor entendimento e traçar novas coordenadas para os
futuros processos.
Através da grande ferramenta desenvolvida pela comunidade científica, ou seja, os
computadores aliados à evolução de “softwares”, podem ajudar no trabalho do entrelaçamento
dessas informações. O banco de dados passa então, a ser dispositivo das tendências
evolutivas. Outros “softwares” como os processadores e analisadores de imagens digitais
também podem auxiliar na caminhada científica.
30
Itens do processo de corte como seleção e gerenciamento de ferramenta, planejamento
de operação, seleção de máquinas, análises de rugosidade e análise dos materiais fazem parte
de um planejamento de processo e essa tendência pode ser iniciada nesse trabalho.
A seleção de ferramenta é um dos itens mais complexos para um operador de CNC,
pois dependendo da escolha dessa ferramenta pode levar a um aumento da rugosidade e das
tensões residuais, além disso, o desgaste das ferramentas pode aumentar o tempo de produção
e os custos diminuindo a qualidade do planejamento. A seleção de ferramenta passa também
por esse entrelaçamento das informações, como por exemplo, os parâmetros de usinagem, tipo
de operação, análises dos materiais, estudos de perfis e controle de estoque.
Com relação ao item seleção de ferramenta de corte foi proposto uma metodologia de
seleção utilizando gerações das equações dos perfis da peça e ferramenta de corte. Uma
complexa e inovadora idéia que pode futuramente fazer parte dos processos de usinagem dos
materiais.
O planejamento de operação também pode englobar uma gama de informações. O
melhor planejamento de corte pode diminuir os problemas gerados nos processos de corte.
Dependendo de como se começa o corte alguns problemas como desgastes e tensões de corte
pode aparecer. A otimização de processo também faz parte de planejamento da operação ou
nesse caso o microplanejamento.
O controle de qualidade na engenharia atual não é mais um caso separado das
empresas, pois a visão das grandes empresas é de que o controle de qualidade tem que estar
em todos os setores e os funcionários no mesmo objetivo de se ter produtos padronizados e
com qualidade. O controle de qualidade passa então, a ser diversificado, a todas as áreas. Em
usinagem as análises de qualidade atual podem ser feitas por análise dimensional, ou seja,
controle de “tamanho” da peça por parâmetros de rugosidade. Através do desenvolvimento
deste trabalho foi proposto também uma contribuição a essas análises, envolvendo parâmetros
de superfície como integridade estrutural representado pelo fator de concentração de tensão.
Para cada perfil em geral que um processo de usinagem por torneamento pode gerar esse fator
de concentração foi determinado.
Em paralelo as essas análises foi desenvolvido também através do auxílio de técnicas
de processamento e análises de imagens digitais outro meio de medição de rugosidade dessas
superfícies foi realizado. Pois, a maioria dos medidores de rugosidade não consegue medir
com eficiência perfis considerados complexos.
31
1.2. Objetivos Específicos
O desenvolvimento desse trabalho passa pela implementação de um sistema
computacional constituído de um banco de dados caracterizado principalmente pela ciência
dos materiais para auxiliar no planejamento de processos de usinagem. Buscou-se assim a
possibilidade de se ter um roteiro de fabricação, baseado no desenvolvimento de
metodologias. Dentro desse roteiro, algumas características foram implementadas como o
controle de qualidade baseado em análises de rugosidade auxiliada por técnicas de
processamento digital de imagens, seleção de ferramentas de corte, planejamento de operação,
gerenciamento de ferramentas de corte, otimização de processo e também distribuição de
carga de máquina.
Tal objetivo alcançado através do abastecimento das informações no banco de dados
do sistema automático de planejamento de processo de usinagem, dos testes feitos com a liga
de alumínio 7050. O banco de dados foi programado e caracterizado segundo as metodologias
propostas de seleção de ferramenta, planejamento de operação e controle de qualidade.
Os resultados experimentais baseiam-se nos próprios subsistemas, ou seja,
dependendo de como estão dispostos os campos de cadastros, o usuário é orientado abastecer
o sistema e assim terão as respostas propostas.
1.3. Justificativa
Este trabalho pode contribuir cientificamente, pois apresenta resultados de um
entrelaçamento de algumas áreas da engenharia. O sistema de planejamento de processo
auxiliado pelo programa Delphi 6.0 ® mostra metodologias desenvolvidas e específicas de
cada área, ou seja, buscou-se obter um sistema automático de planejamento de processo de
usinagem. Dentre as ciências envolvidas e entrelaçadas no desenvolvimento do trabalho
podendo assim destaca-las como a informática, a engenharia de produção, a engenharia
mecânica e a ciências dos materiais. Podemos considera o sistema como um trabalho
multidisciplinar.

32
33
Capítulo 2 –Revisão Bibliográfica
2.1. Planejamento de Processo
O planejamento de processo segundo Tanaka e Kishinami (1997, p.109), refere-se a
uma família de tarefas projetadas que deve ser completada antes da real operação de
manufatura.
Para Andrade et al. (2001, p.140), um sistema de planejamento de processos pode ser
definido como um sistema responsável pela conversão das especificações do projeto de um
produto em informações e instruções. Em outras palavras, o planejamento de processo pode
auxiliar e qualificar a fabricação de um determinado produto.
Com o mercado voltado ao consumidor, o planejamento de processo neste contexto
pode se tornar um gargalo dentro de empresas de usinagens de materiais. Entre as decisões
orientadas no planejamento de processo podem incluir a gerenciamento de máquinas, de
ferramentas de corte junto a seleção de dispositivos de fixação, e as análise das operações de
corte. Tendo em vista essa complexidade, essa atividade ficaria difícil nas mãos de um
processista. A inserção da informática como uma ferramenta tecnológica importante para o
desenvolvimento de sistemas computacionais ao auxílio de planejamentos dos processos,
podem se chegar aos chamados sistemas CAPP (computer aided process planning). A
abordagem do sistema CAPP é generativa, onde o plano de processo pode ser gerado por
meio de um sistema especialista.
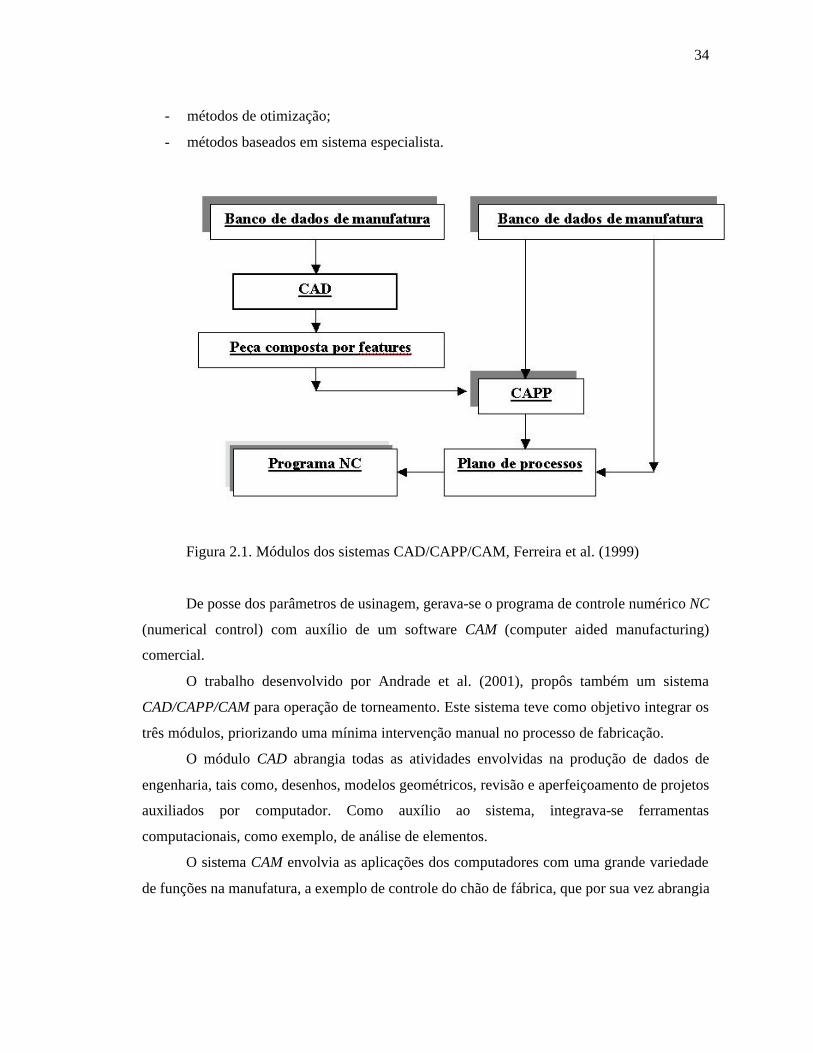
Um trabalho desenvolvido por Ferreira et al. (1999), relata procedimentos de obtenção
desse na figura 2.1 podemos visualizar em síntese esse trabalho; inicialmente uma peça é
modelada no sistema CAD (computer aided design) e depois era enunciada ao CAPP, que
gerava assim, o plano de processo em poucos segundos. Entretanto, em sua história, o plano
de processo gerado não continha informações sobre a velocidade de corte, avanço e
profundidade de corte. Assim, o programa para o CNC (controle numérico computadorizado)
não poderia ser gerado.
Em conseqüência, algumas técnicas baseadas em parâmetros de usinagem de
torneamento foram desenvolvidas por Ferreira et al. (1999):
- extração de dados através de um banco de dados;
34
- métodos de otimização;
- métodos baseados em sistema especialista.
Figura 2.1. Módulos dos sistemas CAD/CAPP/CAM, Ferreira et al. (1999)
De posse dos parâmetros de usinagem, gerava-se o programa de controle numérico NC
(numerical control) com auxílio de um software CAM (computer aided manufacturing)
comercial.
O trabalho desenvolvido por Andrade et al. (2001), propôs também um sistema
CAD/CAPP/CAM para operação de torneamento. Este sistema teve como objetivo integrar os
três módulos, priorizando uma mínima intervenção manual no processo de fabricação.
O módulo CAD abrangia todas as atividades envolvidas na produção de dados de
engenharia, tais como, desenhos, modelos geométricos, revisão e aperfeiçoamento de projetos
auxiliados por computador. Como auxílio ao sistema, integrava-se ferramentas
computacionais, como exemplo, de análise de elementos.
O sistema CAM envolvia as aplicações dos computadores com uma grande variedade
de funções na manufatura, a exemplo de controle do chão de fábrica, que por sua vez abrangia
35
tarefas, como, por exemplo, coleta de dados, gerenciamento de ferramentas, programação da
produção e controle de qualidade.
Na integração dos projetos de uma empresa, todos os autores do projeto devem
cooperar em ordem ao longo do projeto em processo, objetivando o melhor esboço. Cada um
leva sua competência e seu domínio ao desenvolvimento de um trabalho mais eficiente. Esses
autores podem chegar a um desenvolvimento de uma estrutura específica de um modelo para
diferentes pontos de vista. Para existir um elo entre essas idéias no planejamento de processo,
teria que ter uma disponibilidade, uma acessibilidade, qualidade e uma certa convergência
entre eles.
O planejamento de processo pode ter objetos ou características diferentes e convergem
no sentido das suas dependências, sendo o tipo de ferramenta de corte os sistemas de fixações
e as operações de usinagem. O elo de dependência entre esses objetos pode ser definido como
a disponibilidade e qualidade (PARIS e BRISSAUD, 2000).
Os conhecimentos das características do planejamento têm sido aproximados mais
popularmente nas variedades de implementação dos sistemas CAD/CAM. Em projetos, as
características prendem-se explicitamente a atributos de engenharia e relações entre produtos
e definição de objetos, estas informações são essenciais para várias tarefas e análises. Em
manufatura, as características podem enlaçar o conhecimento de vários tipos de manufatura.
Esses conhecimentos podem ser facilitados pelo auxílio computacional em sistemas CAPP e
assim, ajudar as operações detalhadas de instruções requeridas por sistemas modernos de
produção, semelhante como máquinas CNC, robôs e equipamento de inspeções.
2.2. Cenário Atual dos Sistemas Aplicados ao Planejamento de Processo
Tradicionalmente, o planejamento de processos é feito por processistas, com larga
experiência. Conseqüentemente, o plano gerado é estritamente dependente da experiência e
habilidade de tais pessoas. Elaborar tais planos é uma tarefa que requer grande dispêndio de
tempo para testar todas as alternativas possíveis.
Uma característica do planejamento de processo é a integração entre sistemas de
gerenciamento de ferramentas, planejamento das operações, controle de informações e da
qualidade e isso pode trazer algumas vantagens. Pode ser incluir, por exemplo, a redução nos
custos de produção devido à minimização do número e tipos de ferramentas necessárias,
36
aumento da produtividade devido à redução dos estoques e tempo de “set-up”, melhorias na
qualidade e confiabilidade estrutural das peças, flexibilização de roteiros, melhores trajetórias
e contabilidade de custo de ferramental.
Desde a revolução industrial o maior impulso em tecnologia tem sido na verdade,
diminuir a participação dos operadores humanos na manufatura, pois este tem a tendência de
errar. Isto foi reforçado pela exigência do capitalismo, que colocou a prioridade máxima na
busca do lucro. A economia voltada ao lucro foi provavelmente a maior força que acelerou o
desenvolvimento.
Este desenvolvimento se encontra na forma de automação de fábrica, sistemas
flexíveis de manufatura (“Flexible Manufacturing System” - FMS), complexos fabris
gigantescos, linhas de montagens de automóveis e eletrodomésticos, onde robôs foram
facilmente introduzidos até nas máquinas-ferramenta. Por outro lado, existem áreas da
manufatura que resistiram até agora à automatização ou a se converterem em operações sem
supervisão, por motivos técnicos ou econômicos.
A tecnologia do comando numérico submeteu a produção a uma mudança
fundamental, este processo de mudança continuará sem grandes saltos importantes de
inovação, ao mesmo tempo em que alguns desenvolvimentos, como a aplicação de motores
lineares ou cinemáticos paralelos, sem dúvida aceleraram o progresso total no projeto de
máquinas–ferramenta.
O uso de tecnologia de simulação continuará em primeiro plano e levarão à redução
das cadeias de processo e ao aumento do desempenho seguro dos processos. Uma grande
quantidade de ferramentas apropriadas (“softwares”) está disponível e, se usadas
simultaneamente permitirão obter o efeito desejado. No curso da globalização e da
terceirização, as redes de informação e comunicação terão cada vez mais importância
(SCHULZ, 2000).
Com a globalização do mercado, as empresas de manufatura tendem a buscar
qualidade para tornar-se cada vez mais competitivas. O consumidor tem mais opção para
comprar um determinado produto com base em fatores fundamentais para decisão, como o
preço, a qualidade e a confiabilidade. O mercado está voltado para o consumidor e, por isso,
as empresas buscam características de flexibilização da produção, pois exigem mudanças nos
produtos e por conseqüência, a variedade de peças é muita grandes. (FERREIRA et al., 1999).
37
Atualmente, as empresas que utilizam máquinas CNC têm necessidades como a
integração do banco de dados com os sistemas de programação assistida por computador. A
interação entre o sistema de programação e um banco de dados de usinagem, faz com que se
obtenha rapidamente parâmetros atualizados e adequados às condições reais de trabalho. A
utilização do computador e de um banco de dados de usinagem no auxílio à programação
contribui para que essa tarefa seja mais precisa, mais eficiente, mais barata e menos sujeita a
erros humanos.
2.3. Sistemas de Planejamento de Processo
Spur e Specht (1992, p. 303), descreveram que para algumas tarefas de manufatura a
solução de seus problemas, muitas vezes, cabia ao perito de processo, porém segundo o autor,
sistemas especialistas estariam em desenvolvimento e poderiam ser aplicados a tarefas de
interpretação, diagnósticos, planejamentos, configuração, monitoramento, controle, previsão e
aquisição de conhecimento. O desenvolvimento de tecnologia de conhecimento seria um
desafio para engenheiros e cientistas, ligados às áreas interdisciplinares. Máquinas que
processam conhecimento seriam capazes de armazenar sua própria experiência operacional e
compará-lo com seus registros. As informações armazenadas poderiam ser utilizadas de
acordo com a necessidade, onde o uso de conhecimento experimental na manufatura poderia,
por exemplo, ser aplicada a otimização.
Tanto o planejamento quanto o processo de manufatura necessitariam de um acesso
fácil à informação tecnológica em tempo real. As existências usuais de métodos
convencionais para banco de dados tecnológicos, poderiam ser insuficientes. O
desenvolvimento de um banco dados específico para planejamento de produção e para
manufatura foi feito pelos autores. De qualquer modo, o alvo da tecnologia do banco de dados
consistiria em suprir as necessidades do usuário e do processo. Dados relevantes eram salvos
como dados tecnológicos (MURŠEC e ÈUŠ, 2003):
- Ferramentas, medidas e instrumentos testados;
- dispositivo do suporte, dispositivos de ferramentas, fixadores, mandris;
- material da peça, material da ferramenta, valores de corte;
- máquina-ferramenta, acessórios;
38
- características de manufatura, operações e ciclos.
Em outro trabalho desenvolvido por Edalew et al. (2001), foi implementado um
sistema baseado em conhecimento e que tinha três componentes significativos: a engenharia
de inferência, conhecimento e banco de dados. Esse sistema de banco de dados consistia de
cinco grupos separados: materiais, materiais da ferramenta, ferramenta de corte, parâmetros
de corte e técnicas de usinagem, respectivamente. O sistema era operado por dois tipos de
bancos de dados; permanente (estático) e temporário (dinâmico). A permanente continha
informações da ferramenta de corte, materiais de ferramenta, materiais dos componentes e
processos de usinagem. Estes dados segundo os autores foram adquiridos de pesquisas da
literatura. Os bancos de dados temporários eram atualizados como um sistema direcionado,
contendo conhecimento autorizado que incluía características especificadas, material,
geometria da ferramenta e condições de corte para variais operações e essa característica torna
o sistema mais versátil passível de mudança perante permanente evolução das ferramentas de
corte, novas ligas, tipos de operação e dinâmicas das mudanças das condições de corte.
Como foi descrito, qualquer sistema de planejamento auxiliado por computador com
vários objetivos necessitam de um banco de dados. No que se refere a cálculos, a consultas, e
qualquer que seja a intenção o banco de dados é uma das partes principais.
2.4. Sistemas de Banco de Dados
Segundo Leão (2001, p. 129), um banco de dados consiste em uma forma organizada
de informações, mas seu conceito não representa uma inovação da era da informática. Há
muito tempo, as empresas que necessitavam manipular grandes quantidades de informações
armazenavam dados de forma organizada e, antes que os custos da implementação de
sistemas informatizados caíssem a níveis compatíveis com a realidade econômica das
pequenas e médias empresas, estas organizavam seus dados e informações em enormes
arquivos de aço. A informatização trouxe, entre outros benefícios, a impressionante redução
do espaço necessário ao armazenamento dessas informações e uma maior rapidez em sua
consulta. Muitas empresas, podem disponibilizar um mesmo conjunto de informações em um
banco de dados de fácil acesso, pela internet ou através de uma intranet.
39
Embora os antigos arquivos de aço tenham sido substituídos, muitos dos seus
conceitos permanecem válidos. Os dados dos clientes, por exemplo, continuam a ser
armazenado em arquivos, porém estes são agora arquivos de dados armazenados em meios
magnéticos especiais (disquetes, discos rígidos, cd-rom, zip-disk, etc.). Esses arquivos
também contêm fichas, que passaram a serem denominados registros, e em cada registro
(como nas fichas) existem diversos campos No caso do arquivo de fornecedores, por exemplo,
cada registro é usado para armazenar as informações de um determinado fornecedor, com um
campo para o nome, outro para o endereço, etc (LEÃO, 2001).
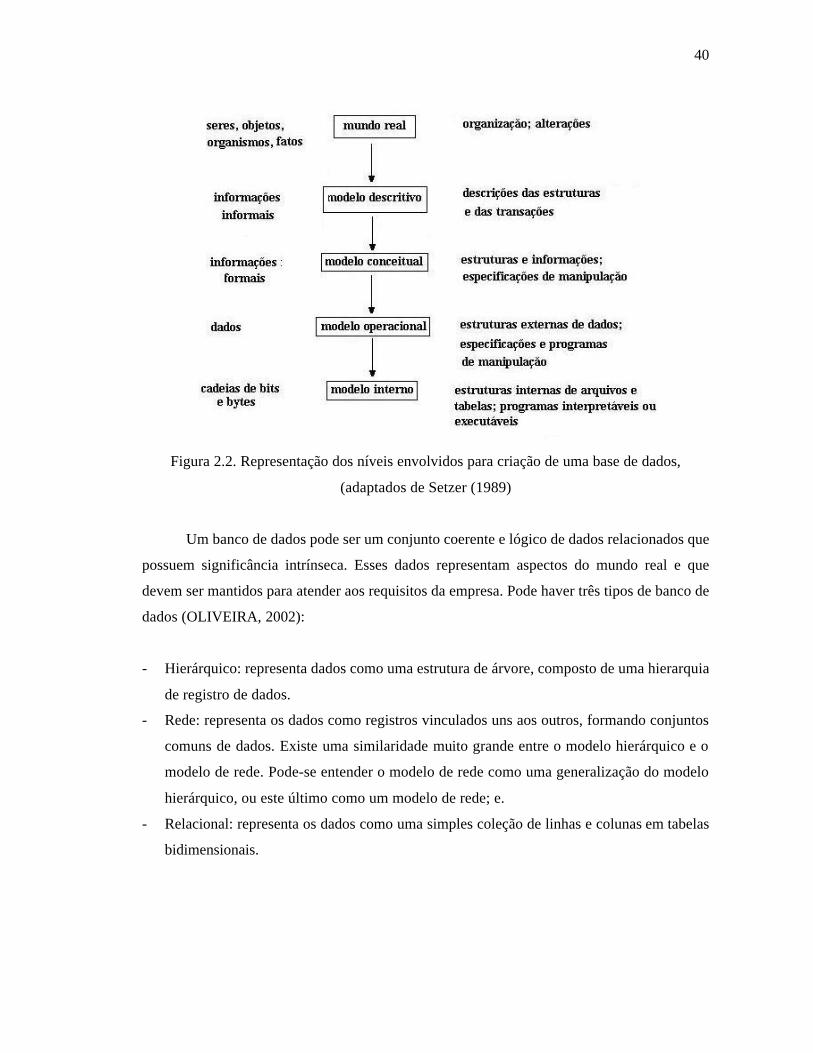
Historicamente descrevendo Setzer (1989, p. 2), em sua obra o autor apresentou um
estudo de como um esquema de banco de dado poderia ser apresentado. Como pode ser
observado na figura 2.2, foi apresentado um esquema que segundo o autor, para criação de
uma base de dados poderia ter vários níveis envolvidos em um possível processo de
modelagem. Nesse esquema, o nível mais alto representava o mundo real, que do ponto de
vista formal é ainda nebuloso. Os “objetos” do mundo real eram os seres, os fatos, as coisas, e
os organismos sociais. Assim, se considera um departamento de uma empresa como algo do
mundo real. O segundo nível era o das informações informais e era caracterizado por
relatórios escritos em uma linguagem natural (português, inglês, etc.). O terceiro nível era o
das informações formais ou do modelo conceitual. Como o objetivo seria em chegar a um
modelo computacional, o formalismo a ser adotado seria o da matemática, tornando-se um
passo dirigido para facilitar a posterior formulação no nível computacional.
O quarto nível seria o nível dos dados, que são os símbolos a serem introduzidos no
computador, tanto na descrição de estruturas como aqueles que constituem os dados a serem
propriamente processados pela máquina. A máquina operaria com os dados através dos
modelos que os descrevessem onde denominamos o nível em questão de nível operacional.
O quinto e último nível, o nível da máquina, não mais do ponto de vista do usuário,
mas de aspectos internos, isto é, das representações internas dos dados e dos programas.
O planejamento de um banco de dados é extremamente importante para a estabilidade
de todo o sistema. Quanto maior o tempo despendido no projeto do banco de dados, menor
seria o tempo despendido na manutenção do modelo (OLIVEIRA, 2002).
40
Figura 2.2. Representação dos níveis envolvidos para criação de uma base de dados,
(adaptados de Setzer (1989)
Um banco de dados pode ser um conjunto coerente e lógico de dados relacionados que
possuem significância intrínseca. Esses dados representam aspectos do mundo real e que
devem ser mantidos para atender aos requisitos da empresa. Pode haver três tipos de banco de
dados (OLIVEIRA, 2002):
- Hierárquico: representa dados como uma estrutura de árvore, composto de uma hierarquia
de registro de dados.
- Rede: representa os dados como registros vinculados uns aos outros, formando conjuntos
comuns de dados. Existe uma similaridade muito grande entre o modelo hierárquico e o
modelo de rede. Pode-se entender o modelo de rede como uma generalização do modelo
hierárquico, ou este último como um modelo de rede; e.
- Relacional: representa os dados como uma simples coleção de linhas e colunas em tabelas
bidimensionais.
41
2.4.1. Banco de Dados no Planejamento de Processo
Segundo Muršec e Èuš (2003 p. 158), o mercado oferece uma grande variedade de
pacotes de programas contendo banco de dados que podem ser úteis. O usuário pode relatar
dentre todas as limitações do processo de corte, análises da velocidade de corte, da
profundidade de corte, do avanço, e então, decidir qual banco de dados melhor irá suprir a sua
expectativa.
Em planejamento de qualquer processo tecnológico sempre haverá a necessidade de
acessos fáceis às informações tecnológicas. É muito comum a utilização da experiência
pessoal para determinar os parâmetros envolvidos. No que se refere ao planejamento de
usinagem a complexidade pode ser grande e as informações relativas às condições de
usinagem, não podem ser completamente descritas por formulações matemáticas.
Sistemas de banco de dados de informações tecnológicas, aplicado ao planejamento de
processo podem ser desenvolvidos através de ferramentas computacionais (softwares), e
através de suas rotinas permitem o arquivamento de dados, sua manipulação e gerenciamento.
A tecnologia relacionada ao processo de usinagem tem requerido novas melhorias.
Nos anos 70, as condições de corte eram coletadas em catálogos e em vários manuais. Nos
anos 80, apareceram os banco de dados contendo informações, como por exemplo, condições
de corte, geometria da ferramenta, materiais de corte, máquinas e sistemas de fixações. Já nos
anos 90, a tecnologia estava voltada ao sistema de informação global desses dados (MURŠEC
e ÈUŠ, 2003).
Os fabricantes de ferramentas apresentam suas ferramentas de corte com as geometrias
e dados tecnológicos em seus catálogos exclusivos. O número de tipos diferentes de
ferramenta de corte vem aumentando substancialmente. Quando o fabricante produz um
catálogo, ele já tem que desenvolver novas ferramentas e posteriormente a atualização do
novo catálogo.
Portanto, a introdução de programas com banco de dados oferecem a possibilidade da
substituição desses catálogos. Os dados tecnológicos podem ser armazenados em discos
compactos, para que o usuário possa trabalhar em condições ótimas.
Outras informações podem ser de extrema importância, como as relacionadas variáveis
limitantes de usinagem e características da peça, pois quando uma determinada peça é
processada deve se ter em mente essas características, como por exemplo, parâmetros e
42
condições de corte, propriedades mecânicas e composição química respectivamente. Essas
informações podem ser arquivadas e geradas em programas desenvolvidos especificamente
para a engenharia de processos de materiais. Portanto, um banco de dados aplicados a essas
informações pode auxiliar no controle de qualidade de um planejamento de processos.
Segundo Lee et al. (2000 p. 1), o torneamento é um processo comum em operação de
usinagem. Portanto, o modelamento do banco de dados para associar parâmetros de corte com
a melhoria da usinagem é muito importante para a indústria. Várias metodologias têm sido
propostas para estabelecer arquiteturas próprias de bancos de dados em usinagem. Na
realidade, modelos confiáveis, não são fáceis de se obterem, e a aplicação de modelos
desenvolvidos para a usinagem ainda estão limitados devido à insuficiente habilidade de
interpolação dos dados relativos ás condições de usinagem. Uma das características específica
na construção de um banco de dados de usinagem é de se obter interligações entre condições
de corte (velocidade de corte, avanço, e profundidade de usinagem) e parâmetros de controle
de qualidade (vida de ferramenta, rugosidade, e força de corte.
A complexidade dos parâmetros de usinagem pode afetar o resultado do processo de
usinagem e logo a integridade do planejamento. Parte do trabalho desenvolvido por Edalew et
al. (2001), possuía um banco de dados utilizado para dados tecnológicos do setor de
usinagem. O autor classificou o sistema entre:
- Banco de dados caracterizados para informações experimentais, como por exemplo,
informações do material das ferramentas de corte, das máquinas-ferramentas e do material
das peças. As tabelas foram criadas de dados recomendados por fabricantes e alguns
dados poderiam ser encontrados em manuais, e.
- Sistemas que calculavam os parâmetros de corte e custos, baseados em dados arquivados
no próprio banco de dados. As informações fornecidas ao sistema poderiam então, ser
processadas através de equações estabelecidas objetivando calcular outros parâmetros.
2.5. Planejamento de Processo e Sistemas de Seleção de Ferramentas
O planejamento de processo é uma atividade, que determina procedimentos
apropriados para transformar uma certa quantidade de material até um produto final. Na
indústria de manufatura, a tarefa principal do planejamento de processo, consiste na

43
determinação do uso de pesquisas disponíveis, tais como de máquinas ferramentas, suportes
disponíveis, ferramentas de corte, geração da seqüência da operação, determinação dos
parâmetros de usinagem e seleção de funções (ORAL e CAKIR, 2003).
O significado do planejamento de processo é definir detalhes necessários para a
manufatura um produto de acordo com suas especificações e recursos disponíveis de
manufatura. O planejamento toca um papel importante no elo entre projeto e manufatura. Isto
inclui segundo o autor, a variedade de atividades tais como a interpretação de dados, seleção
de máquinas e das ferramentas de corte, determinação de parâmetros de corte, fixações,
cálculo de tempo de produção e custo (CHUNG e PENG, 2003).
A seleção de ferramenta é uma das mais importantes atividades do planejamento. Elas
são freqüentemente usadas para tornar o plano de processo econômico e viável. A seleção de
ferramenta de corte pode afetar quase todos os aspectos relatados para o planejamento de
processo.
As ferramentas de corte podem estar diretamente envolvidas no planejamento de
processo de usinagem e são os primeiros elementos que necessitam de modificações quando a
tecnologia a seu respeito for modificada. Ao mesmo tempo, a ferramenta certa tem que ser
selecionada no sentido de garantir o pleno uso da capacidade da máquina, e que os níveis
potenciais de produtividade e qualidade sejam desta maneira atingidos.
Segundo Maropoulos (1995a, p.174), a tecnologia de ferramentas teria uma extrema
interface como o planejamento de processo, portanto, a tarefa chave de seleção de ferramentas
e a definição de como as ferramentas devem ser usadas são partes essenciais do planejamento
de processo.
2.5.1. Seleção de Ferramentas de Corte
O resultado de uma determinada superfície processada sob o critério de máxima
produção podem ser adversos em seus caminhos, pois selecionar uma ferramenta em que se
objetiva uma maior produção por peça sem diminuir a qualidade superficial, é uma questão
relevante na usinagem.
O tempo desperdiçado na troca de ferramentas somados ao tempo necessário para a
escolha da ferramenta em função do material e da geometria da peça é, uma das principais
preocupações das empresas com o custo/benefício e produtividade.

44
Ferraresi (1977, p.277), já nesse ano descrevia que, a escolha da ferramenta adequada
para uma determinada operação, e a determinação correta das condições de usinagem,
representaria um papel importante no trabalho com metais, sendo um fator determinante da
evolução das máquinas-ferramenta e das ferramentas de corte. Tal fato se acentua segundo o
autor na produção seriada, onde divergências na escolha da velocidade de corte e ferramenta
podem acarretar variações notáveis nos custos de fabricação.
As decisões para a seleção de ferramentas, determinação de parâmetros de usinagem e
tempos de troca de ferramenta são feitas na maioria das vezes por planejadores de processo,
programadores e operadores de máquina em diferentes estágios da fabricação. Devido a esta
partilha de responsabilidades e à escassez de interação com o processo, pode se tornar muito
difícil realizar boas decisões de ferramental.
Muitas ferramentas podem estar disponíveis, as quais poderão afetar o desempenho da
operação, e não é surpresa que a ferramenta selecionada pelo operador não seja a ótima.
Usualmente, as ferramentas que estão à mão e são conhecidas, são capazes de desempenhar
uma operação em particular, e são usadas por conveniência apesar de suas desvantagens. A
ferramenta escolhida freqüentemente pode estar longe de ser a ótima e este fato juntamente
com o aumento do uso de sistemas de fabricação integrados por computador pode resultar na
necessidade de métodos automáticos de seleção de ferramentas, fato esse já identificado por
Chen et al. (1989, p.536).
Em um ambiente tradicional de usinagem é a perícia do operador o fator determinante
na garantia de que as ferramentas corretas foram usadas para cada operação. Este modelo de
trabalho ocorre ainda através dos tempos e não poderá ser mais aceitável numa moderna
oficina de usinagem equipada com máquinas CNC pelas seguintes razões (ZHANG e
HINDUJA, 1995):
- Uma grande variedade e um grande número de ferramentas são usados para usinar
componentes em máquinas CNC, e a tarefa de determinar o conjunto de ferramentas
corretas torna-se muito complexa para ser deixada para o operador da máquina.
- Se a seleção de ferramentas é deixada para o operador, paradas de máquina devido ao uso
incorreto ou indisponibilidade de ferramentas, tornam-se inevitáveis.
- Devido ao alto custo das ferramentas, não é nada econômico permitir que ferramentas
sejam guardadas individualmente em máquinas quando não estão em uso.
45
Para Edalew et al. (2001, p.337), estará sempre aumentando a variedade de
ferramentas de corte capazes de usinar o grande número de novos materiais. Um grande
número de sistemas poderá ser desenvolvido para seleção de ferramentas de corte ou
construção de ferramentas.
O processo de seleção de ferramenta de corte pode estar associado às condições de
corte. Nesse processo, a vida da ferramenta para várias operações está implicitamente
definida, e tem influência direta no tempo de fabricação, devido às freqüentes paradas para a
troca de ferramentas.
Para Kayacan et al (1996, p.181), a seleção de ferramentas pode-se iniciar a partir de
suportes compatíveis com a operação considerada. Um sistema de fixação de inserto é então
selecionado semelhante à ferramenta selecionada.
Maropoulos e Hinduja (1990, p.45), definiram critérios para uma seleção automática
de ferramentas:
- custo da usinagem;
- compatibilidade geométrica;
- número de ferramentas em uma unidade;
- alocação de ferramentas para vários perfis da peças;
- controle do usuário;
- verificação visual;
- informações da usinagem.
A seleção de ferramentas de corte pode ser feita de acordo com os objetivos de
projeto, tais como minimização do número de ferramentas de corte selecionada, ou
minimização do tempo de corte e custos. Em planejamento de processo de usinagem por
perfil, o profissional dessa área determina a ferramenta a ser usada para usinagem para cada
seção. Isto inclui a tarefa de especificação do tipo e tamanho da ferramenta.
Um das maiores dificuldades na escolha da ferramentas de corte segundo Jensen et al.
(2002, p. 251), é com relação ao perfil da peça. As interferências pertinentes as regiões de um
determinado perfil podem limitar a qualidade ou desempenho da ferramenta no durante o seu
percurso de corte. Essas interferências que determinam a escolha da ferramenta são as
46
interferências local e global. Elas ocorrem quando a curvatura de corte é tão pequena quanto à
versatilidade da ferramenta para o ponto de contato do corte podendo haver choques entre o
corpo da ferramenta com o perfil da peça.
O trabalho desenvolvido por Oral e Cakir (2003), descreve que o primeiro passo para a
seleção de ferramentas na atividade de planejamento de processo é o reconhecimento da
geometria da peça. O reconhecimento do perfil segundo os autores, pode ser uma interface
para o planejamento de processo e que tem que haver uma transferência automática de dados
da descrição da peça para o sistema de planejamento de processo.
Vários parâmetros geométricos definem a indexação do inserto para ferramentas de
torneamento e são incluídos em um código ISO. O módulo de seleção não somente tem que
introduzir parâmetros em código ISO, mas também outras classes de ferramentas e funções
destas. No trabalho desenvolvido por Oral e Cakir (2003), os insertos com ângulo de ponta
aproximado de 95º e 80º são considerados primeiro para operação de desbaste. Portanto, nesse
tipo de usinagem não deverá haver problemas de colisão.
Ainda segundos os autores, insertos com ângulo de pontas maiores são mais preferido
em termos de resistência do inserto. De qualquer modo, ângulo de ponta maior pode causar
um problema de acesso ao perfil. Assim sendo, sistemas desenvolvidos têm de apresentar
métodos de acessibilidade para ao perfil através de análises geométricas.
Um sistema desenvolvido pelos autores, o módulo “Automatic Tool Selection” ATOS
possuía um analisador geométrico para os testes de acessibilidade de duas ferramentas,
porém, isso só ocorreria segundo os autores se a rotina de pesquisa não encontrasse uma
ferramenta acessível ao o perfil em questão.
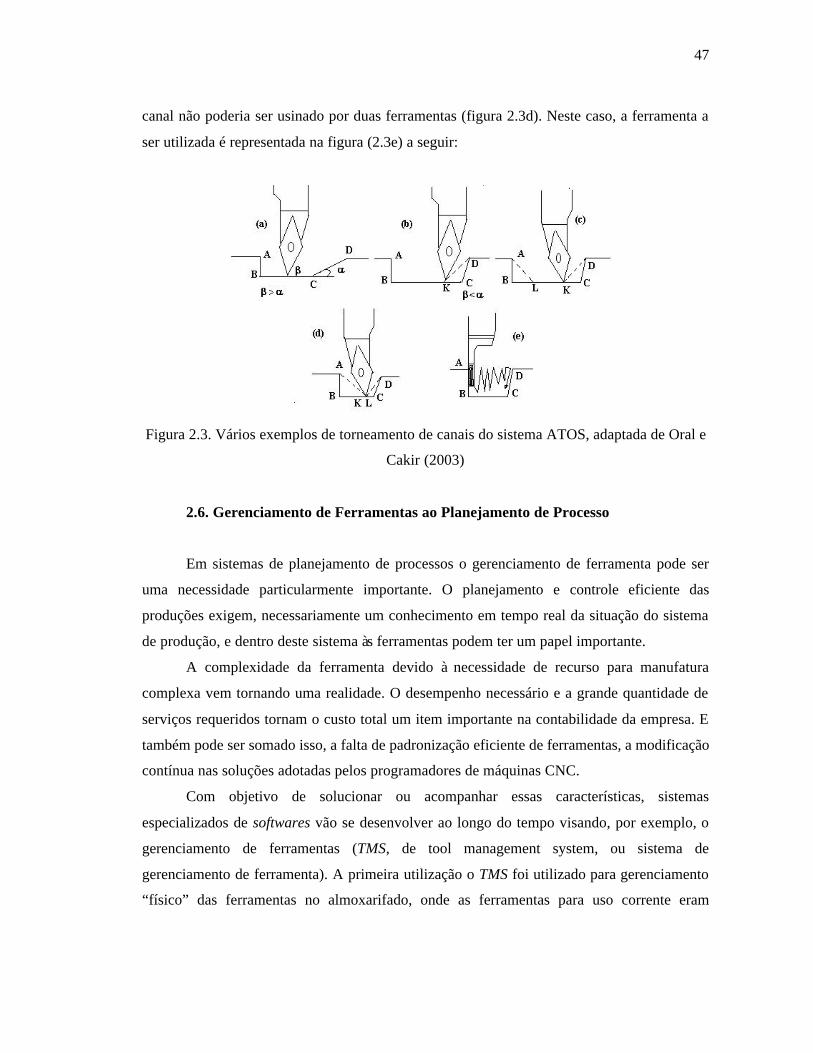
Na figura 2.3, a seguir podemos visualizar os testes de acessibilidade do sistema
ATOS, onde são analisados através de procedimento compatibilidades geométrica entre
ferramentas e perfil da peça.
Durante o último passo da primeira ferramenta que estaria fazendo o corte, o primeiro
ponto de contato K da ferramenta de corte sobre a base do canal era determinado. O ponto L
contato no canal da segunda ferramenta de corte que finalizaria a usinagem também era
determinado. Logo, o sistema determinaria as condições relacionais: se L fosse menor do que
K, o canal poderia ser usinado por duas ferramentas e a seleção era feita de acordo com a
figura (2.3c), e se L fosse maior do que K, ocorreria à colisão entre a peça e a ferramenta, o
47
canal não poderia ser usinado por duas ferramentas (figura 2.3d). Neste caso, a ferramenta a
ser utilizada é representada na figura (2.3e) a seguir:
Figura 2.3. Vários exemplos de torneamento de canais do sistema ATOS, adaptada de Oral e
Cakir (2003)
2.6. Gerenciamento de Ferramentas ao Planejamento de Processo
Em sistemas de planejamento de processos o gerenciamento de ferramenta pode ser
uma necessidade particularmente importante. O planejamento e controle eficiente das
produções exigem, necessariamente um conhecimento em tempo real da situação do sistema
de produção, e dentro deste sistema às ferramentas podem ter um papel importante.
A complexidade da ferramenta devido à necessidade de recurso para manufatura
complexa vem tornando uma realidade. O desempenho necessário e a grande quantidade de
serviços requeridos tornam o custo total um item importante na contabilidade da empresa. E
também pode ser somado isso, a falta de padronização eficiente de ferramentas, a modificação
contínua nas soluções adotadas pelos programadores de máquinas CNC.
Com objetivo de solucionar ou acompanhar essas características, sistemas
especializados de softwares vão se desenvolver ao longo do tempo visando, por exemplo, o
gerenciamento de ferramentas (TMS, de tool management system, ou sistema de
gerenciamento de ferramenta). A primeira utilização o TMS foi utilizado para gerenciamento
“físico” das ferramentas no almoxarifado, onde as ferramentas para uso corrente eram
48
armazenadas, como na ferramentaria, onde elas são retiradas do estoque, preparadas para a
usinagem, pré-ajustadas, reafiadas e regeneradas (TANI, 1997).
O gerenciamento de ferramenta pode-ser um processo resultante da interação do
planejamento, execução e do controle do fluxo de informações relativas à ferramenta. O
objetivo principal do gerenciamento é assegurar a melhor disposição da ferramenta no local e
no tempo certo. E também, os sistemas computadorizados de gerenciamentos devem
assegurar a flexibilidade, a segurança e a alta qualidade do ferramental do sistema de
manufatura (EVERSHEIM et al, 1991).
Grande parte do tempo de planejamento e programação de uma determinada peça é
gasto na definição de ferramentas e dos respectivos componentes de fixação (cones, pinças,
buchas, mandris etc), adicionando-lhe, ainda, a parcela correspondente à elaboração dos
desenhos selecionados. Muitas vezes, a falta de informação sobre as ferramentas, leva a
gastos excessivos.
No gerenciamento, observado por Gray et al. (1993, p. 549), questões como os tipos
de ferramentas, taxas de velocidade, taxas de avanço da ferramenta e a tecnologia usada para
monitorar e controlar a usinagem são muito importantes. Esses fatores determinam a
qualidade das peças produzidas. Em processos automáticos de manufatura, estas escolhas são
mais críticas, em virtude da integração entre as várias funções de produção e do maior capital
e tempo envolvido no desenvolvimento do software, hardware e suporte técnico,
Muitos melhoramentos podem apontar com a integração do gerenciamento de
ferramenta, dentre eles, a redução dos custos de produção, devido à diminuição dos números
de tipos de ferramentas necessárias, aumento da produtividade, devido à redução dos estoques
e tempo do set-up, melhorias na flexibilidade de peças e roteiros e melhores trajetórias e
contabilidade de custo ferramental.
Um sistema proposto por Nogueira e Ribeiro (2001), descreveu um emprego de um
sistema computacional para o gerenciamento de ferramentas apoiado por informações
relativas à atividade de fabricação. Com meio de facilitar a busca e identificação da
informação um banco de dados tem que ser desenvolvido segundo os autores. As informações
cadastradas de apoio ao sistema eram referentes ao processo de manufatura, como: a
geometria da peça, dados operacionais e as condições de corte, as característica da máquina
utilizada, os custos da ferramenta, informações dos fornecedores de matéria e de ferramenta.
49
Há alguns anos, um outro sistema desenvolvido por Tani (1997), apresenta um banco
de dados relacionados a elementos de máquinas (ferramentas, mandris, acessórios, etc), com
propósito de executar as várias operações de associação, pesquisa e ligação necessária para
capacitar as funções requeridas. O objetivo segundo o autor seria a classificação dos
elementos de acordo com os critérios de agrupamento e subdivisões em níveis, refletindo a
natureza comum ou específica de certas características dos objetos. O objetivo do sistema foi
gerenciar ferramentas perfeitamente integradas com os departamentos da empresa. Em
primeiro lugar o projeto exigia a criação de um arquivo de ferramentas utilizando uma base
dados do tipo relacional projetado para servir como fonte única de informações sobre
ferramentas e, portanto, para ser utilizado por todos diferentes usuários dentro da empresa.
A falta de um apropriado planejamento de ferramentas pode impedir o fluxo da
produção, e poderá resultar em aumento de filas além de aumentar a confusão na programação
da produção. Ferramentas erradas e duplicações desnecessárias representam grandes
desperdícios.
Um sistema de gerenciamento de ferramentas pode consistir das atividades de
planejamento e programação, obtenção, identificação, distribuição, manutenção,
rastreabilidade, controle e medida de desempenho das ferramentas.
Segundo Gray et al. (1993, p. 549), nesse respectivo ano descreveram que para
assegurar a qualidade e desempenho de um sistema automatizado, um alto nível de integração
seria necessário entre ferramentas de usinagem e as outras funções básicas de produção. O
gerenciamento dessas ferramentas segundo os autores deveria ter basicamente:
- Uma estratégia do projeto para coordenar o inventário das ferramentas;
- Um planejamento estratégico para assegurar que a ferramenta apropriada esteja disponível
quando necessária e seja fornecida em quantidades corretas.
- Programação organizada da quantidade de ferramentas disponíveis e mudança de
ferramental.
- Monitoramento de ferramentas estratégicas para identificar e reagir para uma inesperada
quebra ou desgaste da ferramenta.
50
2.7. Planejamento da Operação ao Planejamento de processo
Segundo Andrade et al. (2001, p. 144), o planejamento de operação de corte também
envolve a seleção da seqüência de corte da ferramenta. A seqüência de corte segundo os
autores é escolhida para que se obtenha o menor tempo total de fabricação da peça.
Assim sendo, uma das preocupações de sistemas CAPP é com relação à seqüência de
corte com um tempo mínimo de produção e também a um custo mínimo. O planejamento de
corte pode envolver a seleção da seqüência de corte para a máquina, ou o melhor caminho
possível para ferramenta. O problema de planejamento de corte pode ser dividido em dois
subplanejamentos (JAIN et al., 1998):
- Macro planejamento de corte; e.
- Micro planejamento de corte.
Nesse estudo os autores Jain et al. (1998), puderam concluir que o macro
planejamento de corte teria o propósito de identificar e gerar todas as possibilidades
seqüenciais para a remoção das seções da peça. Já o micro planejamento poderia ser dividido
em duas fases. Na primeira fase, tratava-se com a operação de desbaste. O número e as
características dos passes de desbaste eram definidos. Segundo os autores alguns passos
seriam necessários para implementação dessa fase:
- Formular uma função-objetivo para: a determinação do número ótimo de passes,
profundidade de usinagem, avanço e velocidade de corte otimizada;
- Formular o limite de operação imposta pela máquina-ferramenta, vida da ferramenta, etc.
- Selecionar um critério de otimização e relacionar à função-objetivo; e.
- Selecionar do banco de dados a ferramenta de corte apropriada.
A segunda fase do micro planejamento de corte, dizia respeito à operação de
acabamento. Esta fase seria relevante a tudo que se refere à operação de acabamento.
No micro planejamento de corte, basicamente, a otimização das condições de
usinagem dentro dos limites da usinagem compreende na determinação de um conjunto de
parâmetros de usinagem para satisfazer a função-objetivo.
51
2.7.1. Metodologias de Otimização ao Planejamento de Operação
Segundo Cus e Balic (2003, p. 116), a manufatura planejada pode alcançar resultados
substanciais em termos de tempo e dinheiro. Um planejamento de processo poder envolver a
determinação de máquinas apropriadas, de ferramentas de corte, de parâmetros sob certas
condições de corte para cada operação. Os problemas econômicos de usinagem consistem em
determinar os parâmetros de usinagem, usualmente a velocidade de corte, avanço e
profundidade de usinagem e otimização sob uma função-objetivo. Algumas funções-objetivo
podem ser desenvolvidas para determinar as condições ótimas incluindo o mínimo de custo de
produção, máxima produção, máximo lucro.
Segundo Amiolemhen e Ibhadode (2004, p. 1405), os modelos matemáticos têm sido
desenvolvidos para vários processos de usinagem na produção. Os modelos de custos no
micro planejamento, por exemplo, tendem a estarem sujeitos aos limitantes de corte.
Jawahir et al (2003, p. 488), descreve que operações de usinagem constituem um
segmento significante da manufatura global. O aumento de demanda da produtividade,
qualidade, e competitividade levam a necessidades de desenvolvimentos salutares, prevendo
modelos e estratégias de otimização. O planejamento de processo efetivo necessita de
seleções ótimas de condições de corte e ferramentas de corte para operações de corte
especificadas.
Para Suresh et al. (2002, p. 675), os algoritmos para otimização são baseados no
mecanismo de seleção de parâmetros de processo. O potencial desses algoritmos pode ser
derivado de uma questão heurística simples.
Vários autores buscam metodologias de otimização. Jawahir et al. (2003),
apresentaram em seu trabalho um exemplo de otimização não baseada em processo
econômico e sim em parâmetros limitantes de processo. A otimização ocorria através das
condições de corte em torneamento nas operações de desbaste, semi-acabamento e
acabamento. A metodologia de otimização foi desenvolvida junta aos parâmetros, Ra, Fc, T,
MR, e CB que denotavam respectivamente a rugosidade, força de corte, vida da ferramenta,
taxa de remoção de material e fragmentação do cavaco. As limitações correspondentes das
medidas de desempenho da usinagem foram fixadas como Ra’, Fc’, T’, MR’, e CB’. A função-
52
objetivo para a otimização do processo de torneamento podia ser construída segundo os
autores através desses parâmetros e suas limitações.
Já Arezoo et al. (2000), apresentaram em seu estudo um sistema chamado EXCATS
(Expert Computer Aided Cutting Selection), em que eram calculadas as condições de corte
otimizadas para a operação de desbaste e acabamento. Foi usado em seus estudos o critério de
mínimo custo e o critério de tempo mínimo de usinagem. O critério de máxima taxa de lucro
não foi estudado, porém, poderia ser acionada quando quisesse. A equação de vida da
ferramenta usada foi à equação de Taylor expandida, que considera o avanço e profundidade
de usinagem em função da velocidade de corte.
O procedimento segundo Arezoo et al. (2000, p. 48), para determinação das condições
ótimas de usinagem, como por exemplo, a determinação da velocidade de corte otimizada era
feita da seguinte forma:
V = CTxfydz (1)
Onde:
- C representava a constante de vida da ferramenta;
- T representava a vida da ferramenta;
- F representa o avanço;
- x representava o coeficiente de vida da ferramenta;
- y representava o coeficiente de vida da ferramenta em relação ao avanço (f);
- z representava o coeficiente de vida da ferramenta em relação à profundidade de usinagem
(d).
O custo total por peça era representado por:
Cpc = M(t1+tm+Nttct)+NtCt (2)
Onde:
- M = custo da máquina.
- t1 = tempo improdutivo.
- tct = tempo de troca da ferramenta.

53
- Ct = custo da ferramenta.
- tm = tempo de usinagem.
- Nt = número de ferramentas usadas.
O tempo de usinagem tm e o número de ferramentas Nt usados para cada peça encontra-se
nas equações (3) e (4) a seguir, e dc/d representa o número de cortes n (equação 5):
(3)
(4)
(5)
Onde:
- D = diâmetro da peça;
- L = comprimento da peça;
- dc = profundidade máxima de usinagem a ser removida;
- d = profundidade real de usinagem/passe.
Usando a equação (2) e (3) o custo por peça se transformam em:
Substituindo a equação (1) na equação (6) logo temos:
T
tN m
t =
d
dn c=
(6) T
C
T
MtM
Vfd
dðDLMtC tctc
1pc
++
+=
d
d
Vf
ðDLt c
m =

54
Similarmente o tempo total é representado por:
Para obter o custo mínimo e o tempo mínimo de usinagem as equações (7) e (8),
devem ser minimizadas, levando K1 e K2 a serem funções-objetivo:
(9)
(10)
Onde: x, y e z estão no intervalo entre -1 e 0
Tradicionalmente, a otimização de operações de usinagem envolve segundo Wang et
al. (2002, p. 1024), a seleção econômica de condições de corte, tais como o avanço e
velocidade de corte, envolve também a variedade de critérios econômicos, como o mínimo
tempo de produção e custo. Um estudo de otimização realístico deve considerar muita
tecnologia e pesquisas práticas limitando assim, os domínios viáveis para a seleção ótima de
condições de corte. Esta tarefa tem dificuldade comprovada.
Wang et al. (2002), em seu trabalho apresentaram também uma função-objetivo e suas
limitações, baseada no critério da máxima produção (ou mínimo tempo de produção por
peça). A função-objetivo do tempo médio de produção em minutos para a operação de
torneamento podia ser representada através da seguinte equação:
(7) d
1
f
1
T
CMtMT*
C
dðDLMtC
1z1y1xtctc
1pc
++
+=+++
(8) d
1
f
1
T
tT
C
dðDLtT
1z1y1xctc
1t
++= +++

55
(11)
Onde:
- TL representava o tempo de ajuste da peça;
- TC representava o tempo aproximação e afastamento;
- TR representava o tempo de troca da ferramenta na sua falha;
- Tac representava o tempo real de corte;
- T representava a vida da ferramenta em unidade de tempo.
Similarmente, teria a função-objetivo para o custo médio por peça:
(12)
Se ao introduzir um termo TR’, tal como ele é:
(13)
A equação (12) tornava-se:
(14)
Podia ser notados que, se minimizar o custo de mão de obra x, e o custo da ferramenta
por sua falha y as equações (12) e (14) podiam se tornar matematicamente iguais. Portanto, as
características e estratégias para minimizar TT e CT eram similares através do avanço e
velocidade ótima para os dois critérios. Os autores trabalharam na análise de tempo mínimo
por peça através da equação do tempo médio de produção TT.
A equação de vida da ferramenta utilizado em seu trabalho foi equação estendida de
Taylor.
56
21 1/nd1/n
f1/nV
KT =
(15)
Onde:
- K, n, n1, n2 são os coeficientes de determinação prática da equação de Taylor.
A importância desses estudos vem de longa data, os primeiros estudos econômicos
sobre a usinagem dos materiais foram realizados por Taylor nos EUA e Schlesinger na
Alemanha. No ano de 1933, Leyensetter publicou um artigo intitulado A velocidade
econômica de corte. Essa velocidade era a que se retira máximo volume de cavaco, num
determinado tempo total de usinagem. Essa definição foi abandonada em seguida, pois se
referia à velocidade de corte para a máxima produção e não para o custo mínimo.
2.7.2. Modelo de Custo Corrente
Modelos de custo podem ser utilizados pelas indústrias, sejam elas fabricantes de peças
por usinagem, fabricantes de ferramentas de corte ou fornecedores de peças usinadas. Um
modelo descrito por Coppini e Ribeiro (1995), foi representado pela equação (16) a seguir:
C C tC C C
zTP um umsup ins Tf
T
= ⋅ ++ +
(16)
Onde zT representa a vida da ferramenta, em peças, já as demais parcelas
correspondentes podiam ser determinadas através dos procedimentos descritos adiante.
Calculava-se inicialmente o tempo total em que a máquina seria utilizada (tum), em
min/pç:
tum tc tm ti= + + (17)
Onde:
57
tc = tempo de corte efetivo, em min/pç.
tm = tempo de manuseio, ou seja, aquele utilizado para a colocação, fixação e retirada da
peça na máquina assim como para a inspeção, em min/pç.
ti = tempos improdutivos, consumido nas operações de aproximação e afastamento da
ferramenta, em min/pç.
O custo de utilização da máquina (Cum), em $/min, referia se aos valores do custo da
máquina (Cm) e do salário do operador (Sh).
C C Sum m h= + (18)
O custo referente ao suporte ou porta-ferramenta sem o inserto (Csup), em $/aresta, era
calculado pela relação entre o preço do suporte (Psup) e a sua vida (Tsup) em termos do número
de arestas:
CP
Tsup
sup
sup
= (19)
O custo referente ao inserto (Cins), em $/aresta, era calculado por uma relação entre o
preço do inserto (Pins) e o número de arestas que o inserto possui (Nins):
CP
Ninsins
ins
= (20)
O cálculo do custo com a troca de ferramentas (CTf), em $/aresta, podia ser obtido
relacionando o tempo de troca da ferramenta (tTf), em min/aresta com o custo de utilização da
máquina (Cum), em $/min, pois ela permanecia à disposição da operação de troca do inserto:
C C tTf um Tf= ⋅ (21)
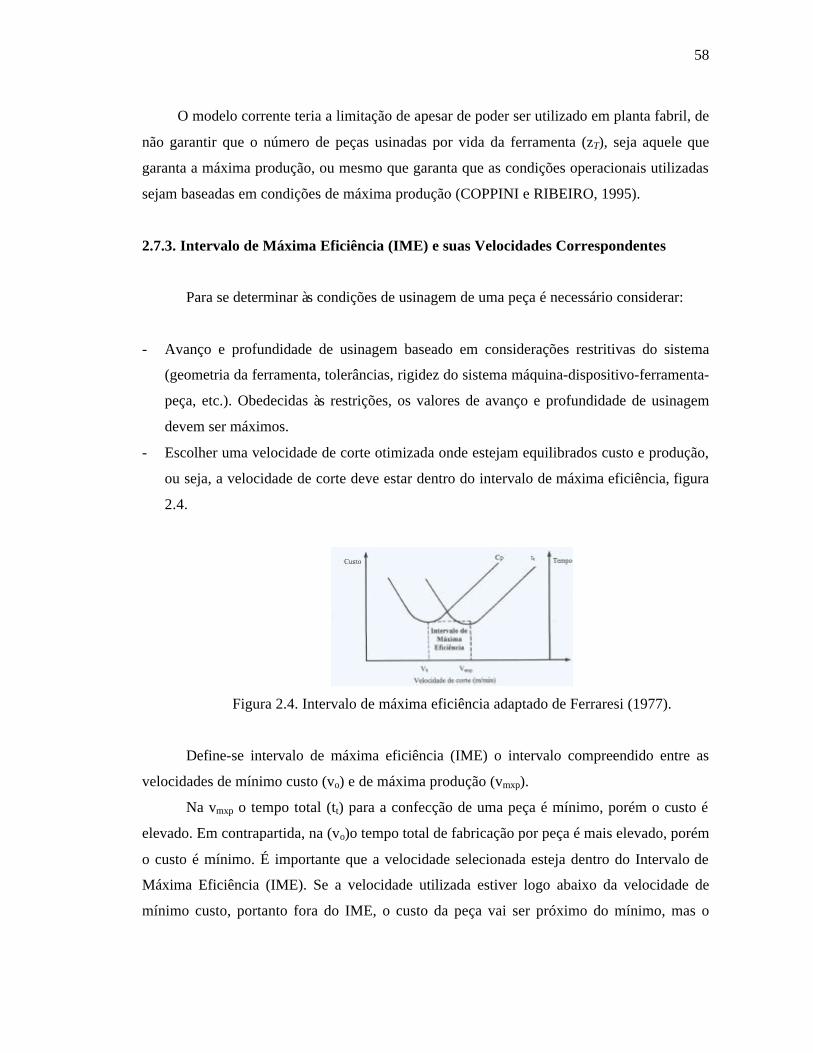
58
O modelo corrente teria a limitação de apesar de poder ser utilizado em planta fabril, de
não garantir que o número de peças usinadas por vida da ferramenta (zT), seja aquele que
garanta a máxima produção, ou mesmo que garanta que as condições operacionais utilizadas
sejam baseadas em condições de máxima produção (COPPINI e RIBEIRO, 1995).
2.7.3. Intervalo de Máxima Eficiência (IME) e suas Velocidades Correspondentes
Para se determinar às condições de usinagem de uma peça é necessário considerar:
- Avanço e profundidade de usinagem baseado em considerações restritivas do sistema
(geometria da ferramenta, tolerâncias, rigidez do sistema máquina-dispositivo-ferramenta-
peça, etc.). Obedecidas às restrições, os valores de avanço e profundidade de usinagem
devem ser máximos.
- Escolher uma velocidade de corte otimizada onde estejam equilibrados custo e produção,
ou seja, a velocidade de corte deve estar dentro do intervalo de máxima eficiência, figura
2.4.
Figura 2.4. Intervalo de máxima eficiência adaptado de Ferraresi (1977).
Define-se intervalo de máxima eficiência (IME) o intervalo compreendido entre as
velocidades de mínimo custo (vo) e de máxima produção (vmxp).
Na vmxp o tempo total (tt) para a confecção de uma peça é mínimo, porém o custo é
elevado. Em contrapartida, na (vo)o tempo total de fabricação por peça é mais elevado, porém
o custo é mínimo. É importante que a velocidade selecionada esteja dentro do Intervalo de
Máxima Eficiência (IME). Se a velocidade utilizada estiver logo abaixo da velocidade de
mínimo custo, portanto fora do IME, o custo da peça vai ser próximo do mínimo, mas o
59
tempo para fabricá-la vai ser bem alto. Se a velocidade utilizada estiver logo acima da
velocidade de máxima produção, o tempo de fabricação vai ser próximo do mínimo, mas o
custo vai ser alto.
Como já apresentados previamente através de alguns trabalhos de outros autores, a
função-objetivo pode estabelecer uma relação matemática entre o critério de otimização e as
variáveis que caracterizam o processo a ser otimizado. Na seleção do critério de otimização,
deve-se estabelecer um objetivo econômico a atingir, dando-se preferência ao compromisso
entre custos e tempo de usinagem.
Qualquer que seja o critério de otimização selecionado a função-objetivo deve ser uma
função dos elementos do regime de corte: avanço da ferramenta (f), profundidade de
usinagem (aP) e velocidade de corte (vC).
O aumento da velocidade de corte também permite obter uma maior taxa de remoção de
cavaco e, conseqüentemente, reduzir o tempo de usinagem. Entretanto, o aumento da
velocidade de corte tem um efeito negativo sobre a vida da ferramenta, o que pode provocar o
aumento do tempo de fabricação devido à necessidade de trocas mais freqüentes de
ferramentas.
O critério de fim de vida da ferramenta sempre pode ser usado, mas em algumas
situações é necessário utilizar uns critérios indiretos, relacionados com a vida da ferramenta,
como quebra da ferramenta por desgaste exagerado (fratura súbita), qualidade da superfície
(rugosidade), tolerância dimensional, nível de acréscimo da força ou momento torsor de corte
ocasionado pela evolução do desgaste, etc.
O critério de mínimo custo pode ser representado pela equação (22) da velocidade de
mínimo custo (vo), a qual apresenta uma certa limitação para a sua aplicação prática, devido à
dificuldade, em muitos casos, de se obter uma detalhada análise de custos.
voC K
(x 1) Cx um
A= ⋅
− ⋅ (22)
Onde:
x e K = coeficientes da equação de vida de Taylor;
O valor de CA representa o custo total da ferramenta, em $/aresta dado por:
60
C C C CA ins sup Tf= + + (23)
A utilização da velocidade de mínimo custo só teria aplicação quando se tivesse
ociosidade ocasionada por baixa de mercado ou desbalanceamento na seqüência de produção.
Nestas condições, deve-se considerar que as equações de custo não levam em consideração os
tempos improdutivos devido à falta de serviço.
A velocidade de máxima produção, vmxp baseia no fato de que, com o aumento da
velocidade de corte, diminuem o tempo de corte, os custos relativos à máquina e ao operador.
Porém, diminui simultaneamente a vida da ferramenta, ocasionando um aumento do tempo
relativo às suas trocas e um aumento relativo à parte de custo da ferramenta.
A vmxp representada pela equação 23, a velocidade de corte para a qual a soma dos
tempos de troca da ferramenta e de usinagem é mínimo, ou seja, é a velocidade na qual ocorre
um equilíbrio entre os efeitos positivos e negativos associados à utilização de altas
velocidades de corte, quais sejam a maior taxa de remoção de material e a maior freqüência de
trocas de ferramenta, respectivamente (DINIZ et al. (1989).
vK
x tmxpTf
x=− ⋅( )1
(23)
2.8. A Ciência dos Materiais no Planejamento de Processo de Usinagem Assistido
por Computador.
Em processos de usinagem as análises das superfícies acabadas e do aspecto do cavaco
podem trazer muitas informações. Análises dos valores de rugosidade com apoios
tecnológicos podem representar um grande avanço no controle de qualidade. Os estudos de
usinagem relacionado ao avanço da ferramenta de corte podem significar uma variação na
rugosidade. As medidas de rugosidade podem representar parâmetros geométricos
correlativos a análises limitantes de projetos, como por exemplo, tensão superficial e
corrosão. Essas conseqüências de processos de usinagem podem levar os materiais em serviço
ao início de processos de falhas como a fadiga, por exemplo. Pode ser importante
conhecermos então, a morfologia da superfície usinada.
61
Outros fatores como o metalúrgico e a composição química podem levar à
questionamentos e respostas nos resultados do processo de usinagem. A rugosidade pode ser
alterada levando em consideração os tipos desgastes das ferramentas. A quebra da qualidade
pode ser influenciada pelos efeitos da interação da peça com a ferramenta. Em conseqüência
disso, os desgastes e avarias das ferramentas de corte podem levar ao aumento dos valores da
rugosidade.
Análises utilizando microscópio óptico são importantes, pois fornecem micrografias
com maior contraste colorido, além disso, ampliações relevantes. Em adição, as análises dos
detalhes pesquisados da superfície podem ser melhoradas usando diferentes modos de
iluminação. Quando medidas de qualquer objeto são requeridas, métodos ópticos são
excelentes, pois as ampliações podem ser exatamente calibradas e permanecem fixas
(ERTEZA, 1977).
A microscopia eletrônica de varredura (MEV) também podem representar grandes
auxílios nas análises de usinagem, análises de cavaco, por exemplo, podem trazer informações
de como o processo está sendo dirigido e planejado. Micrografia de cavacos de uma
determinada liga de titânio, por exemplo, podem apresentar regiões delimitadas de alta
deformação levando a segmentação do cavaco. Já cavaco de uma determinada liga de
alumínio pode apresentar regiões de uma única fase onde os precipitados estão “dissolvidos”,
esse fato pode estar ligado à temperatura na região de corte, já que o alumínio tem
temperatura de fusão “baixa”. Em comparação ao titânio o alumínio tem facilidade para se
deformar então a segmentação pode não ser sua forma representativa de cavaco. As
características morfológicas da peça e do cavaco podem estar ligadas às condições de
processo, como avanço, velocidade de corte, utilização de fluido de corte e entre outros
(CUNHA, 2004).
Outro dado importante que também faz parte do controle de qualidade do processo de
usinagem é valor de microdureza dos cavacos por exemplo. Também podemos correlacionar
os resultados dessas medidas com o planejamento e andamento do processo. Se tivermos, por
exemplo, excessiva carga nas variáveis do processo pode-se levar a um aumento na dureza,
podendo haver pequenas regiões encruadas, por exemplo, nas superfícies. Essa operação pode
ser feita em cavacos e também nas peças (MOREIRA, 2002).
O metodologia adotada na metalografia para qualquer análise tem que ser bem
estudada para conseguir as melhores repostas. Cada liga usinada pode ter um procedimento de
62
análise diferenciada, visto que, cada material tem suas características inerentes à composição
química, processamento, tratamento térmico e os parâmetros de processos de usinagem
aplicados especificamente. Deve-se levar em conta, que em usinagem de materiais não
podemos ter apenas uma resposta, e sim um conjunto de análises.
A observação de superfícies de fraturas, como por exemplo, de materiais que
apresentam fratura por fadiga, onde podem revelar regiões de diferentes relevos a nível,
muitas vezes, pode revelar problemas com relação à profundidade de foco utilizando
microscópio óptico. Os observadores necessitam freqüentemente de ajuste desse foco. Usando
microscopia eletrônica de varredura usualmente se resolve o problema, pois algumas técnicas
como paralaxe tridimensional ajudam construir de forma espacial as regiões em analises,
porém são freqüentemente menos informativas do que a observação óptica da mesma
superfície (ERTEZA, 1976).
Portanto, objetos a serem estudados definem a utilização da melhor análise. Um banco
de dados dessas análises pode ser uma ferramenta importante, no planejamento de qualquer
processo, já que as informações do controle de qualidade devem ser atualizadas e guardadas
para futuras consultas para processos planejados e gerenciados.
2.8.1. Relação da Rugosidade com Integridade Superficial
Desenvolvimentos interessantes no campo da engenharia de materiais podem ajudar na
melhoria do desempenho da ferramenta de corte. Pesquisas contínuas e desenvolvimentistas
na conformação de metais poderão levar a um crescimento de novos estudos no planejamento
de processos de manufatura.
Segundo Dabade et al. (2003, p. 305), o mecanismo de corte de ferramentas
rotacionais é um processo complexo e influenciado por um número de parâmetros, como o
avanço, o diâmetro do inserto e ângulo de inclinação. Com o aumento da inclinação do ângulo
eleva-se o comprimento de contato, e o raio efetivo de contato do inserto também é
aumentado, podendo diminuir a rugosidade, pois rugosidade é inversamente proporcional a
esse raio de ponta como demonstrado através da expressão 24 proposta pelo autor:
Rugosidade média (Ra) = er
f
32
2
(24)

63
Onde, ƒ é o avanço, re é raio efetivo de ponta.
A geometria da superfície por natureza é tridimensional, e os seus detalhes existentes
expressam a topografia. As características da topografia da superfície, como, amplitude
espacial e desenho da superfície, domina a aplicação funcional nos campos do desgaste,
fricção, lubrificação, fadiga, superfície sustentadora, pinturas e propriedades ópticas. Medidas
e análises topográficas de superfície têm, portanto, atraído muito atenção e aumento de
interesse da indústria e dos meios acadêmicos (TAY et al., 2002).
Em um estudo desenvolvido por Arola e Williams (2002), mostra o resultado da
textura da superfície sobre a vida em fadiga de um aço de baixa liga de alta resistência que foi
examinada em termos de concentração de tensões aparente. Segundo o autor a resistência à
fadiga é geralmente definida em termos de limite de resistência, e os efeitos da integridade
superficial e a rugosidade superficial são considerados pela correção do limite de resistência
pelo fator apropriado (k). O fator de correção da superfície (isto é, Ka) é muitas vezes
representado em termos da rugosidade média Ra (expressão 25), medidas de rugosidade RY
(expressão 26), ou rugosidade Rz (expressão 27) analisada em 10 pontos da topografia da
superfície do componente. Os parâmetros RY e RZ são definidos em termos da distribuição do
perfil da altura (z) registrados em um dado comprimento.
(25)
mínmáxy zzR −= (26)
(27)
O parâmetro Ra descreve o desvio médio picos e vales, Ry representa a altura do pico
máximo ao baixo vale (figura 2.5 (a)). O parâmetro Rz quantifica a média das alturas dos
cinco picos altos e os cinco picos dos vales de uma superfície (figura 2.5 (a)). Todos esses
parâmetros são insensíveis para características específicas da distribuição da altura da
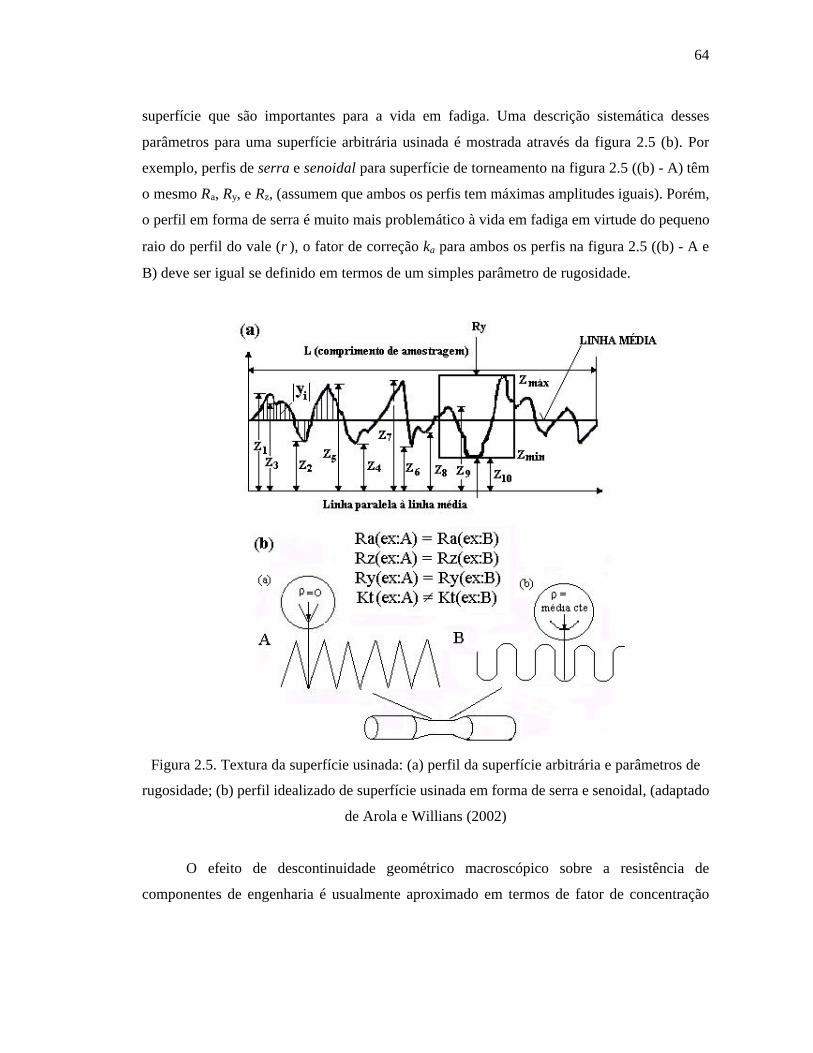
64
superfície que são importantes para a vida em fadiga. Uma descrição sistemática desses
parâmetros para uma superfície arbitrária usinada é mostrada através da figura 2.5 (b). Por
exemplo, perfis de serra e senoidal para superfície de torneamento na figura 2.5 ((b) - A) têm
o mesmo Ra, Ry, e Rz, (assumem que ambos os perfis tem máximas amplitudes iguais). Porém,
o perfil em forma de serra é muito mais problemático à vida em fadiga em virtude do pequeno
raio do perfil do vale (ρ), o fator de correção ka para ambos os perfis na figura 2.5 ((b) - A e
B) deve ser igual se definido em termos de um simples parâmetro de rugosidade.
Figura 2.5. Textura da superfície usinada: (a) perfil da superfície arbitrária e parâmetros de
rugosidade; (b) perfil idealizado de superfície usinada em forma de serra e senoidal, (adaptado
de Arola e Willians (2002)
O efeito de descontinuidade geométrico macroscópico sobre a resistência de
componentes de engenharia é usualmente aproximado em termos de fator de concentração
65
tensão Kt. Através dele podemos correlacionar topografia de superfície e resistência à fadiga
de metais (AROLA e WILLIANS, 2002).
O fator de concentração para uma superfície entalhada sujeita a uma tensão uniforme
pode ser descrita através da equação 28 a seguir, onde “t” é a altura do entalhe e “ρ” é o raio
de origem do entalhe (ISHIHARA e MCEVILY, 2002).
ρt
K t 21+= (28)
Segundo Curtis et al. (2003), em seu levantamento bibliográfico indicou que a
iniciação e propagação de trincas a partir dos entalhes dependem da geometria desse entalhe,
dado pela relação “t/ñ” da equação anterior, ou seja quanto maior essa relação menor o fator
de concentração representativo.
Características da topografia de superfície são mais sintomáticas a sucessivos entalhes
adjacentes como são os entalhes micrométricos da rugosidade. Esses sucessivos entalhes
micrométricos podem promover baixos valores de fator de concentração de tensão em relação
ao um simples entalhe. Portanto, uma relação semi-empírica para o fator de concentração
usando parâmetros de rugosidade pode ser expressa através da equação (29) a seguir:
ρ
λ zt
RnK +=1 (29)
Onde RZ e ρ são os 10 pontos de altura da superfície e o raio de origem do entalhe,
respectivamente. O estado de tensão é representado pelo fator n (n = 1 para cisalhamento e n
= 2 para tensão) e λ refere-se ao raio entre espaçamento e altura das superfícies irregulares ou
microentalhes, ou seja, λ = b/t (figura 2.7).
Uma outra expressão alternativa de concentração de tensão efetivo Ktm foi utilizada por
Arola e Willians (2002), para uma dada superfície usinada (expressão 30). Os parâmetros de
rugosidade para 10 pontos da expressão foram discutidos anteriormente. O parâmetro ρm
representa o raio médio efetivo do perfil do vale.
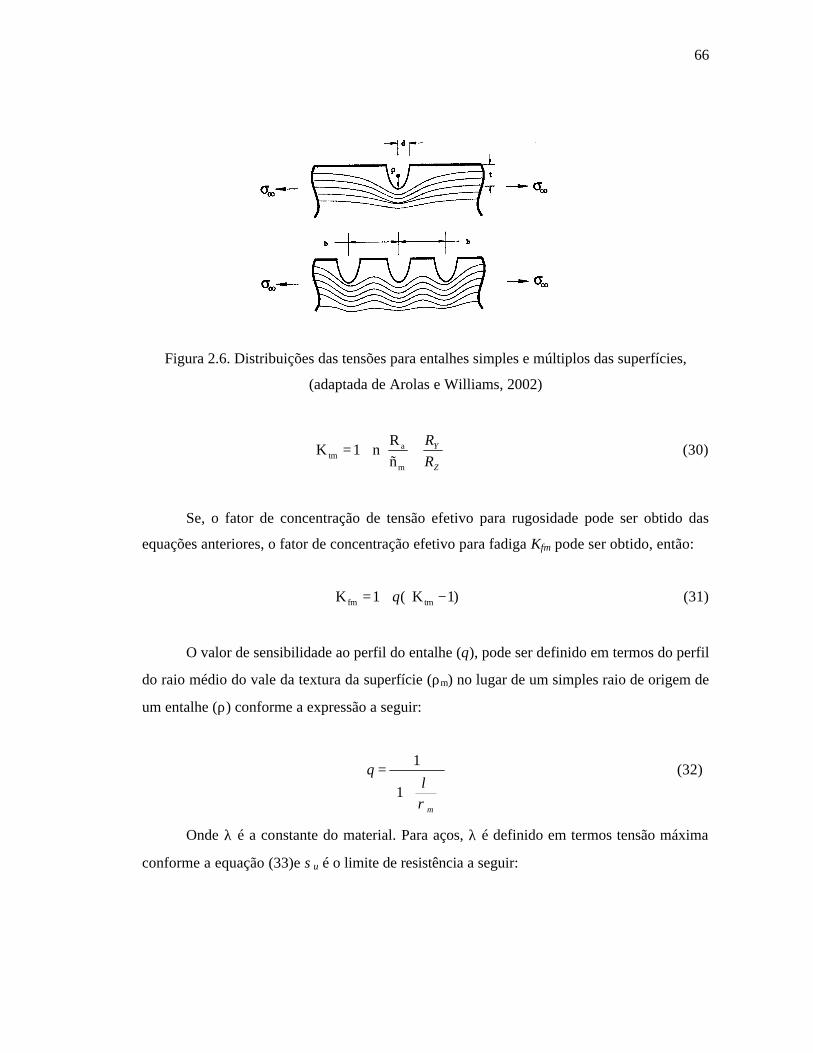
66
Figura 2.6. Distribuições das tensões para entalhes simples e múltiplos das superfícies,
(adaptada de Arolas e Williams, 2002)
+=
Z
Y
R
R
m
atm ñ
Rn1K (30)
Se, o fator de concentração de tensão efetivo para rugosidade pode ser obtido das
equações anteriores, o fator de concentração efetivo para fadiga Kfm pode ser obtido, então:
)1K (1K tmfm −+= q (31)
O valor de sensibilidade ao perfil do entalhe (q), pode ser definido em termos do perfil
do raio médio do vale da textura da superfície (ρm) no lugar de um simples raio de origem de
um entalhe (ρ) conforme a expressão a seguir:
+
=
m
q
ρλ
1
1 (32)
Onde λ é a constante do material. Para aços, λ é definido em termos tensão máxima
conforme a equação (33)e σu é o limite de resistência a seguir:
67
γσ
σ=
≥0 025
2070550
1 8
..
MPa mm ( MPa)
uu para aços (33)
A grande dificuldade de se encontrar alguns parâmetros apresentados como, ρ por
exemplo, podem levar à não complementação dessas propostas, então alguns softwares podem
nos auxiliar, como, por exemplo, programas de processamento e análises de imagens digitais.
Com desenvolvimento de macros podem-se levantar dados e logo a complementação desses
estudos. Tendo esses parâmetros em forma de arquivos para resolução matemática posterior
podem assim tornar, um elo importante no planejamento de processo e a confirmação da
qualidade do produto em forma de relatórios.
2.8.2. Aplicação das Técnicas de Processamento e Análises Digital de Imagens na
Engenharia
O propósito do processamento de imagens é obter dados úteis através das análises
provenientes de manipulações dessas imagens. Isto pode ser alcançado através do
desenvolvimento e implementação de operações sobre imagens digitalizadas. Em
processamento digital de imagens, a imagem é representada por numerosos pontos discretos
de brilhos definidos. Cada ponto, chamado de um pixel, tem uma locação numérica e um
valor de brilho. As análises de imagens objetivam a extração de medidas úteis, que são
obtidas do processamento dessas imagens. Pode se estabelecer no processamento, uma
codificação, uma restauração e melhoramentos, em que o produto final poderá apresentar-se
usualmente um tanto melhor (HSU, 2003).
O processamento de imagens, no domínio do espaço pode transformar através de
filtros espaciais as intensidades de brilho para cada ponto. Por outro lado, o processamento
também pode estar no domínio da freqüência, em que as transformações são baseadas em
operadores de freqüência espaciais, como Hough, Walsh, Hadamard, Harr, Slant e
principalmente Fourier (SPRING e INOUÉ, 1997).
Os programas para processamentos envolvem simples operações com pixels, em que
alteração em um determinado pixel depende dos pixels vizinhos. Um potencial de variedades
de métodos de processamento de imagens utiliza operações de multipixels, em que cada pixel
68
final é alterado por contribuições de um número de pixels adjuntos de entrada. O termo usual
para essa semelhante operação é convolução ou convolução espacial.
Convoluções envolvem multiplicações de um conjunto de pixels selecionados na
entrada da imagem com uma variedade de pixels correspondentes que são fornecidos em uma
máscara de convolução ou convolução kernel. As convoluções Kernels, podem ser designadas
à suavização de ruídos em imagens no espaço (média espacial), para realçar contornos das
imagens podem ser usados filtros gradiente, e Laplaciano passa-alta. Para ajuste de contraste
local pode usar filtros máximos, mínimos ou medianos, Para transformação da imagem
espacial no domínio da freqüência utiliza-se da transformada de Fourier ou Hartley (SPRING
e INOUÉ, 1997).
Outras medidas, como por exemplo, lineares podem ser obtidas nesses programas
através de suas ferramentas e macros especificamente desenvolvidos. Quando o objetivo é
construir métodos alternativos de medidas de espaçamento médio entre marcas sucessivas nas
imagens digitalizadas, podemos, por exemplo, utilizar análises dos espectros resultantes da
aplicação da transformada de Fourier. Medidas de rugosidade através da construção
tridimensional de superfícies, por exemplo, no desenvolvimento de correção de foco
utilizando convolução de várias imagens digitalizadas em microscopia óptica. É
imprescindível que o usuário tenha um conhecimento do potencial desses programas, já que
estariam utilizando ou criando novas técnicas de medidas. Além disso, o objetivo das análises
e sua comprovação têm que estar bem claros para não gerar dúvidas e desperdícios de tempo.
Através dessas técnicas alternativas propostas podem auxiliar na relações entre o
planejamento de processo de manufatura e pesquisas científicas específicas.
Portanto, a utilização desses programas pode ser um importante auxílio na qualificação
de um determinado produto em produção ou até mesmo, uma resposta às possíveis falhas de
planejamento em usinagem. Essas informações se cadastradas em banco de dados com todas
informações de processamento e análises tornam-se um elo importante entre o produto
planejado ao comprovado cientificamente. Além disso, podem ser arquivadas, as descrições
das diferenciadas técnicas de processamento, e as medidas feitas através de análises
cientificamente originais de um determinado processo planejado.

69
2.9. Mecanismo de Formação de Cavaco e sua Relação com a Tecnologia dos
Materiais ao Auxílio do Planejamento de Processos
Ferraresi (1977, p. 89), definiu em seu estudo que o cavaco representa uma porção de
material da peça, retirada pela ferramenta, em operação de usinagem, caracterizando-se por
apresentar forma geométrica irregular.
O cavaco em geral pode ser formado por um mecanismo de deformação plástica,
onde os cristais do metal são alongados por meio de escorregamento ou cisalhamento, figura
2.7.
Figura 2.7. Distribuição do material da peça durante a formação do cavaco (Moreira, 2002)
A formação de cavaco pode revelar diversos fatores ligados a usinagem dos materiais,
tais como desgaste da ferramenta, os esforços de corte, o calor gerado na usinagem, a
penetração do fluido de corte, etc. Assim, estão envolvidos no processo de formação de
cavaco aspectos econômicos e de qualidade da peça, a segurança do operador, a utilização
adequada da máquina-ferramenta, etc (DINIZ et al., 1999).
Para uma explicação científica das diferentes grandezas relacionadas com a usinagem
dos materiais, tais como desgaste da ferramenta e suas causas, forças de corte, aresta postiça
de corte, etc, é necessário um estudo minucioso do processo de formação do cavaco.
O corte dos metais, por exemplo, pode envolver o cisalhamento concentrado ao longo
de um plano chamado de plano de cisalhamento (zona primária de cisalhamento). O ângulo
entre o plano de cisalhamento e a direção de corte é chamado de ângulo de cisalhamento (φ)
(Figura 2.8). Quanto maior a deformação do cavaco sendo formado, menor o ângulo de
cisalhamento e maiores são os esforços de corte (CUNHA, 2004).
70
Na maioria dos casos, a formação de cavaco, pode processar da seguinte forma (Figura
2.8).
a) No início, o material devido ao avanço da ferramenta contra peça forma um plano de
deslizamento de sentido contrário. Devido à penetração, uma pequena porção de
material (ainda solidária à peça) é recalcada contra a superfície de saída da ferramenta.
b) O material recalcado sofre uma deformação plástica instantânea, a qual aumenta
progressivamente, até que as tensões de cisalhamento se tornem suficientemente
grandes, de modo a se iniciar um deslizamento sob o plano de cisalhamento dos
cristais da porção de material recalcada (sem que haja com isso uma perda de coesão)
entre a porção de material recalcado e a peça. Durante a usinagem, os planos
instantâneos irão definir uma certa região entre a peça e o cavaco, dita região de
cisalhamento.
c) Continuando o avanço da ferramenta em relação à peça, haverá uma ruptura parcial
ou completa na região de cisalhamento. Esse fato pode estar relacionado aos defeitos
lineares dos materiais e as condições de usinagem, visto que alguns materiais que
apresentam resistência ao movimento das discordâncias podem apresentar baixas taxas
de encruamento provocando assim essas rupturas. Para esses materiais caracterizados
como materiais frágeis ou por possuírem baixa energia de defeito de empilhamento
(EDE), se origina o cavaco de cisalhamento ou de ruptura. Para materiais considerados
de alta EDE, a ruptura se realiza somente nas imediações da aresta cortante da
ferramenta, o cavaco originado é denominado cavaco contínuo.
d) Com o movimento relativo entre a ferramenta e a peça, inicia-se um escorregamento
da porção de material deformada e cisalhada (cavaco) sobre a superfície de saída da
ferramenta. Enquanto isso, uma outra porção desse material (imediatamente adjacente
à porção anterior) esta se formando e cisalhando. Esta nova porção de material irá
também escorregar sobre a superfície de saída da ferramenta, repetindo novamente o
fenômeno. Esse fenômeno pode ser mais bem observado em cavacos de morfologia
segmentada, traduzida pelas separações de suas porções.
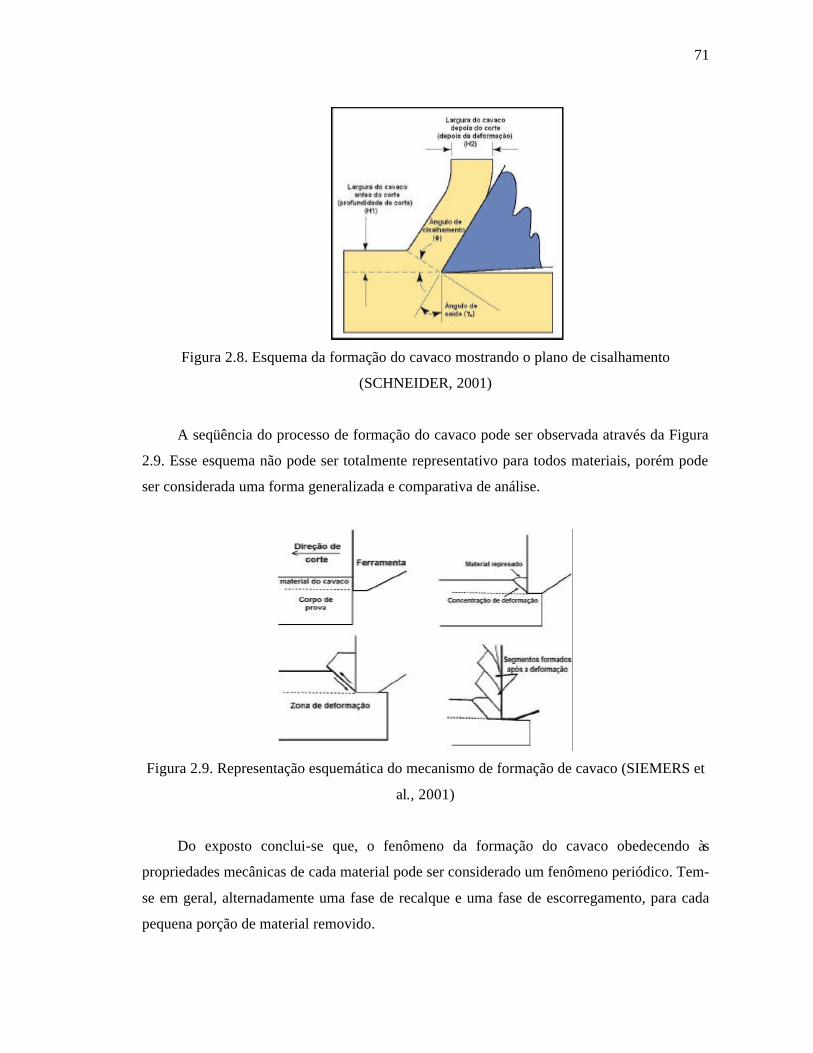
71
Figura 2.8. Esquema da formação do cavaco mostrando o plano de cisalhamento
(SCHNEIDER, 2001)
A seqüência do processo de formação do cavaco pode ser observada através da Figura
2.9. Esse esquema não pode ser totalmente representativo para todos materiais, porém pode
ser considerada uma forma generalizada e comparativa de análise.
Figura 2.9. Representação esquemática do mecanismo de formação de cavaco (SIEMERS et
al., 2001)
Do exposto conclui-se que, o fenômeno da formação do cavaco obedecendo às
propriedades mecânicas de cada material pode ser considerado um fenômeno periódico. Tem-
se em geral, alternadamente uma fase de recalque e uma fase de escorregamento, para cada
pequena porção de material removido.
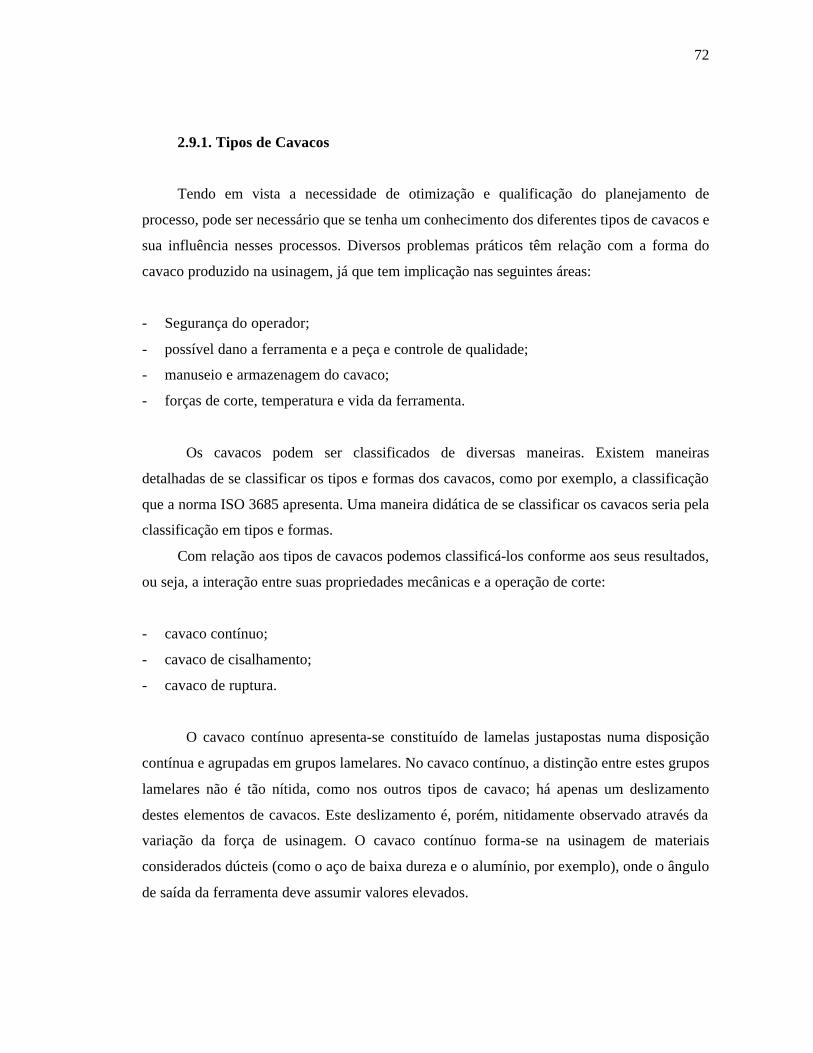
72
2.9.1. Tipos de Cavacos
Tendo em vista a necessidade de otimização e qualificação do planejamento de
processo, pode ser necessário que se tenha um conhecimento dos diferentes tipos de cavacos e
sua influência nesses processos. Diversos problemas práticos têm relação com a forma do
cavaco produzido na usinagem, já que tem implicação nas seguintes áreas:
- Segurança do operador;
- possível dano a ferramenta e a peça e controle de qualidade;
- manuseio e armazenagem do cavaco;
- forças de corte, temperatura e vida da ferramenta.
Os cavacos podem ser classificados de diversas maneiras. Existem maneiras
detalhadas de se classificar os tipos e formas dos cavacos, como por exemplo, a classificação
que a norma ISO 3685 apresenta. Uma maneira didática de se classificar os cavacos seria pela
classificação em tipos e formas.
Com relação aos tipos de cavacos podemos classificá-los conforme aos seus resultados,
ou seja, a interação entre suas propriedades mecânicas e a operação de corte:
- cavaco contínuo;
- cavaco de cisalhamento;
- cavaco de ruptura.
O cavaco contínuo apresenta-se constituído de lamelas justapostas numa disposição
contínua e agrupadas em grupos lamelares. No cavaco contínuo, a distinção entre estes grupos
lamelares não é tão nítida, como nos outros tipos de cavaco; há apenas um deslizamento
destes elementos de cavacos. Este deslizamento é, porém, nitidamente observado através da
variação da força de usinagem. O cavaco contínuo forma-se na usinagem de materiais
considerados dúcteis (como o aço de baixa dureza e o alumínio, por exemplo), onde o ângulo
de saída da ferramenta deve assumir valores elevados.
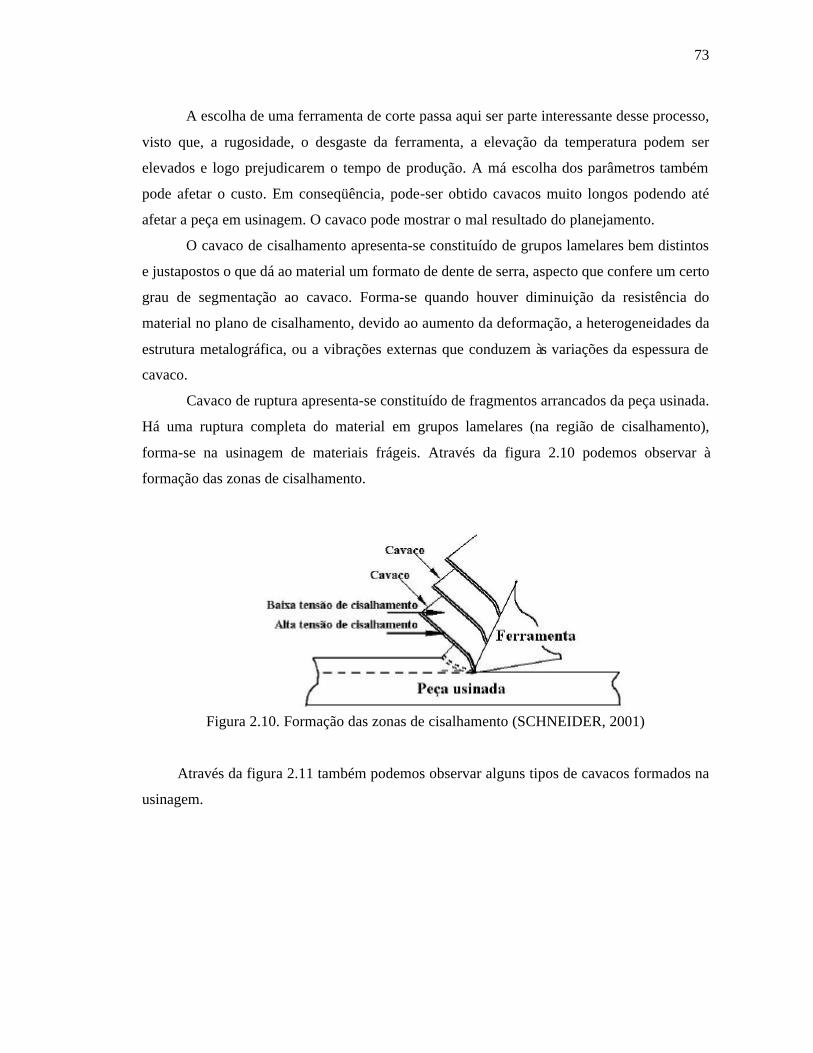
73
A escolha de uma ferramenta de corte passa aqui ser parte interessante desse processo,
visto que, a rugosidade, o desgaste da ferramenta, a elevação da temperatura podem ser
elevados e logo prejudicarem o tempo de produção. A má escolha dos parâmetros também
pode afetar o custo. Em conseqüência, pode-ser obtido cavacos muito longos podendo até
afetar a peça em usinagem. O cavaco pode mostrar o mal resultado do planejamento.
O cavaco de cisalhamento apresenta-se constituído de grupos lamelares bem distintos
e justapostos o que dá ao material um formato de dente de serra, aspecto que confere um certo
grau de segmentação ao cavaco. Forma-se quando houver diminuição da resistência do
material no plano de cisalhamento, devido ao aumento da deformação, a heterogeneidades da
estrutura metalográfica, ou a vibrações externas que conduzem às variações da espessura de
cavaco.
Cavaco de ruptura apresenta-se constituído de fragmentos arrancados da peça usinada.
Há uma ruptura completa do material em grupos lamelares (na região de cisalhamento),
forma-se na usinagem de materiais frágeis. Através da figura 2.10 podemos observar à
formação das zonas de cisalhamento.
Figura 2.10. Formação das zonas de cisalhamento (SCHNEIDER, 2001)
Através da figura 2.11 também podemos observar alguns tipos de cavacos formados na
usinagem.
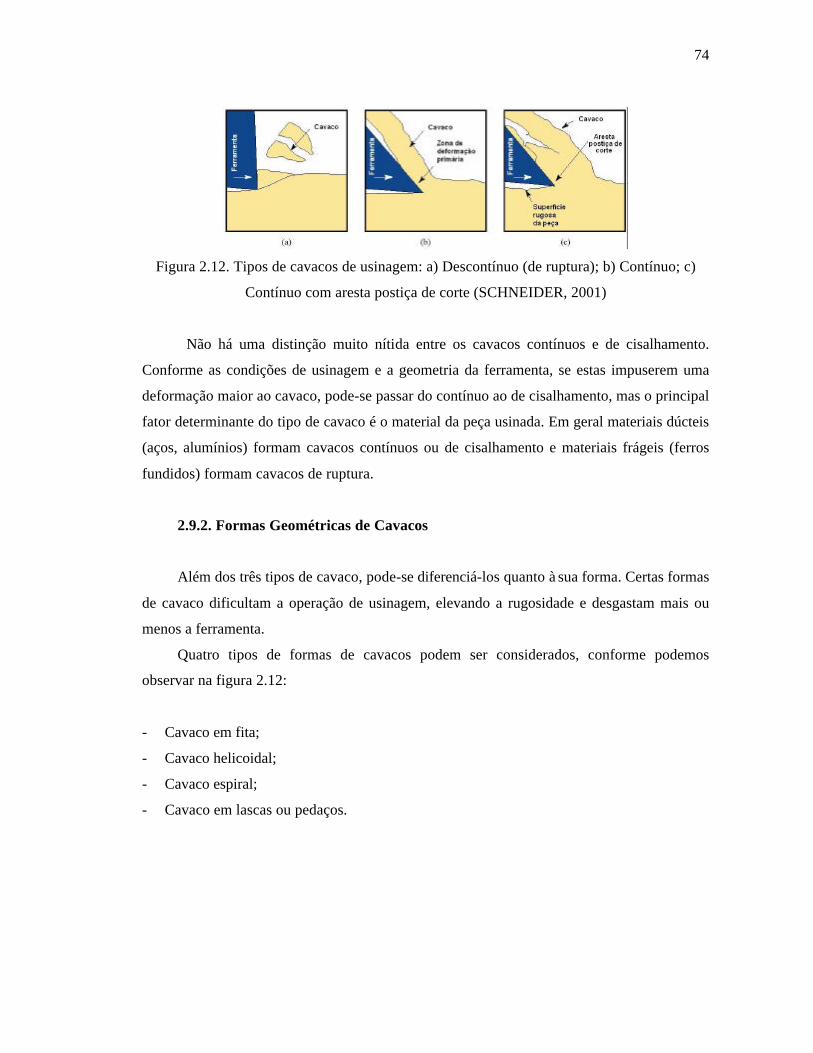
74
Figura 2.12. Tipos de cavacos de usinagem: a) Descontínuo (de ruptura); b) Contínuo; c)
Contínuo com aresta postiça de corte (SCHNEIDER, 2001)
Não há uma distinção muito nítida entre os cavacos contínuos e de cisalhamento.
Conforme as condições de usinagem e a geometria da ferramenta, se estas impuserem uma
deformação maior ao cavaco, pode-se passar do contínuo ao de cisalhamento, mas o principal
fator determinante do tipo de cavaco é o material da peça usinada. Em geral materiais dúcteis
(aços, alumínios) formam cavacos contínuos ou de cisalhamento e materiais frágeis (ferros
fundidos) formam cavacos de ruptura.
2.9.2. Formas Geométricas de Cavacos
Além dos três tipos de cavaco, pode-se diferenciá-los quanto à sua forma. Certas formas
de cavaco dificultam a operação de usinagem, elevando a rugosidade e desgastam mais ou
menos a ferramenta.
Quatro tipos de formas de cavacos podem ser considerados, conforme podemos
observar na figura 2.12:
- Cavaco em fita;
- Cavaco helicoidal;
- Cavaco espiral;
- Cavaco em lascas ou pedaços.
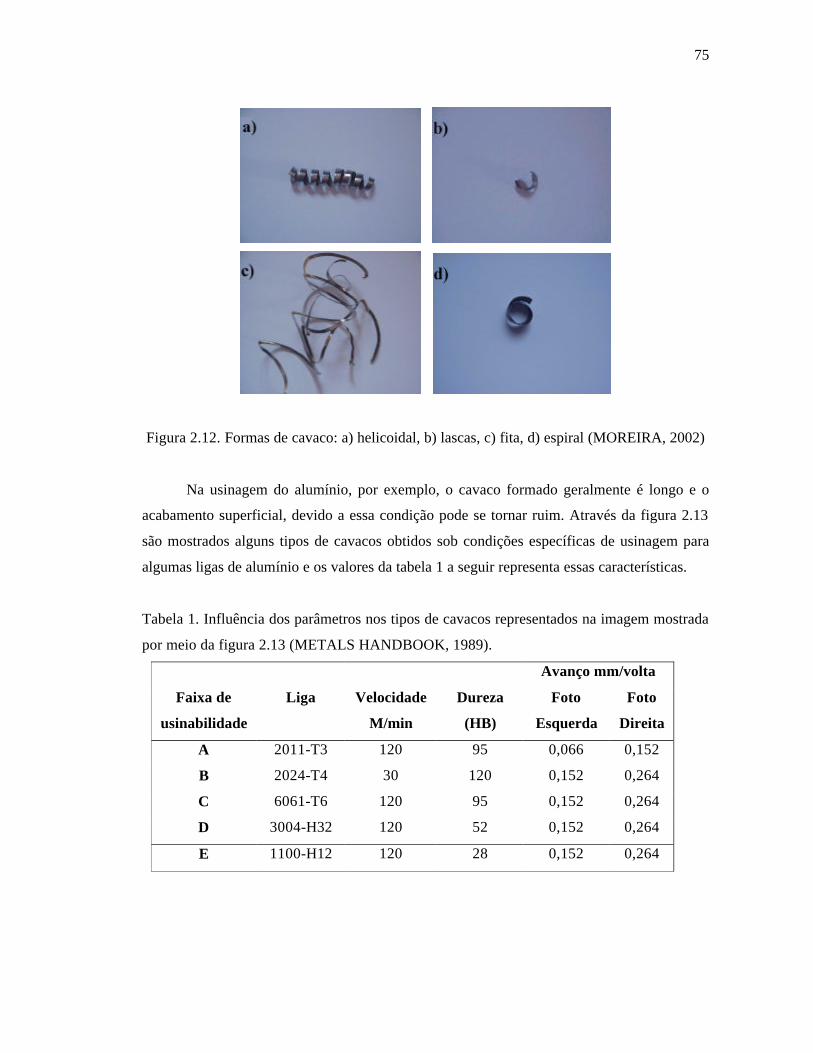
75
Figura 2.12. Formas de cavaco: a) helicoidal, b) lascas, c) fita, d) espiral (MOREIRA, 2002)
Na usinagem do alumínio, por exemplo, o cavaco formado geralmente é longo e o
acabamento superficial, devido a essa condição pode se tornar ruim. Através da figura 2.13
são mostrados alguns tipos de cavacos obtidos sob condições específicas de usinagem para
algumas ligas de alumínio e os valores da tabela 1 a seguir representa essas características.
Tabela 1. Influência dos parâmetros nos tipos de cavacos representados na imagem mostrada
por meio da figura 2.13 (METALS HANDBOOK, 1989).
Avanço mm/volta
Faixa de
usinabilidade
Liga Velocidade
M/min
Dureza
(HB)
Foto
Esquerda
Foto
Direita
A 2011-T3 120 95 0,066 0,152
B 2024-T4 30 120 0,152 0,264
C 6061-T6 120 95 0,152 0,264
D 3004-H32 120 52 0,152 0,264
E 1100-H12 120 28 0,152 0,264
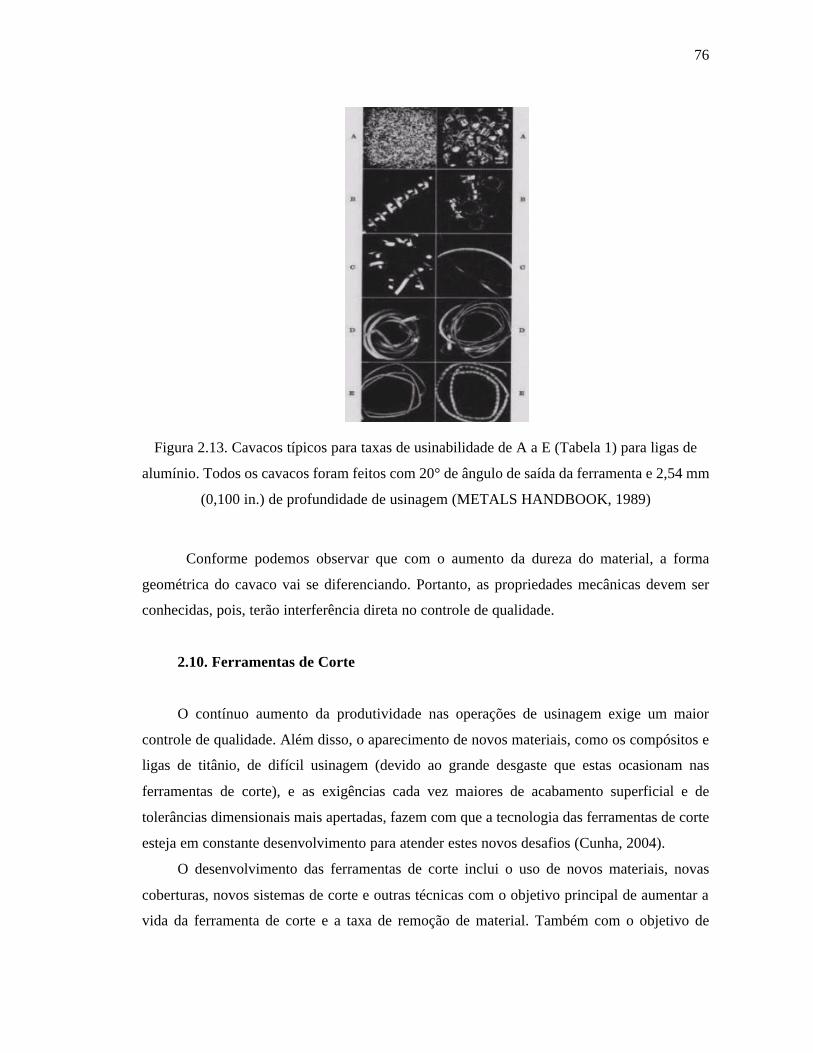
76
Figura 2.13. Cavacos típicos para taxas de usinabilidade de A a E (Tabela 1) para ligas de
alumínio. Todos os cavacos foram feitos com 20° de ângulo de saída da ferramenta e 2,54 mm
(0,100 in.) de profundidade de usinagem (METALS HANDBOOK, 1989)
Conforme podemos observar que com o aumento da dureza do material, a forma
geométrica do cavaco vai se diferenciando. Portanto, as propriedades mecânicas devem ser
conhecidas, pois, terão interferência direta no controle de qualidade.
2.10. Ferramentas de Corte
O contínuo aumento da produtividade nas operações de usinagem exige um maior
controle de qualidade. Além disso, o aparecimento de novos materiais, como os compósitos e
ligas de titânio, de difícil usinagem (devido ao grande desgaste que estas ocasionam nas
ferramentas de corte), e as exigências cada vez maiores de acabamento superficial e de
tolerâncias dimensionais mais apertadas, fazem com que a tecnologia das ferramentas de corte
esteja em constante desenvolvimento para atender estes novos desafios (Cunha, 2004).
O desenvolvimento das ferramentas de corte inclui o uso de novos materiais, novas
coberturas, novos sistemas de corte e outras técnicas com o objetivo principal de aumentar a
vida da ferramenta de corte e a taxa de remoção de material. Também com o objetivo de
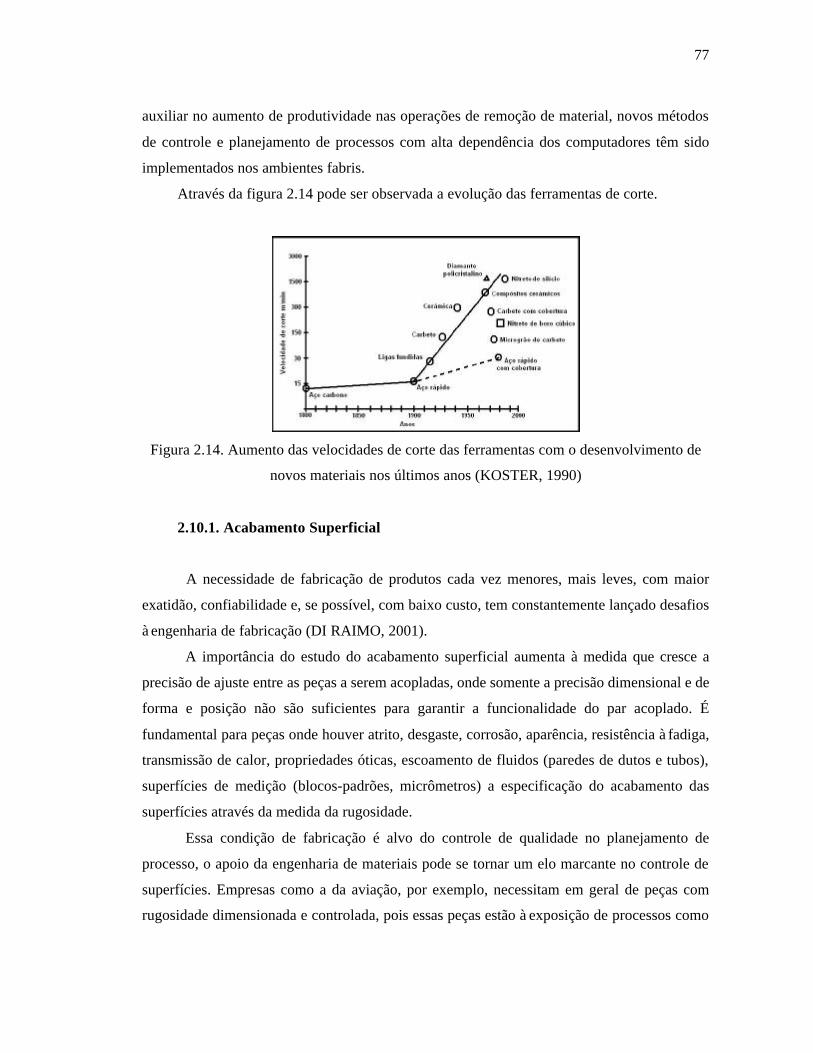
77
auxiliar no aumento de produtividade nas operações de remoção de material, novos métodos
de controle e planejamento de processos com alta dependência dos computadores têm sido
implementados nos ambientes fabris.
Através da figura 2.14 pode ser observada a evolução das ferramentas de corte.
Figura 2.14. Aumento das velocidades de corte das ferramentas com o desenvolvimento de
novos materiais nos últimos anos (KOSTER, 1990)
2.10.1. Acabamento Superficial
A necessidade de fabricação de produtos cada vez menores, mais leves, com maior
exatidão, confiabilidade e, se possível, com baixo custo, tem constantemente lançado desafios
à engenharia de fabricação (DI RAIMO, 2001).
A importância do estudo do acabamento superficial aumenta à medida que cresce a
precisão de ajuste entre as peças a serem acopladas, onde somente a precisão dimensional e de
forma e posição não são suficientes para garantir a funcionalidade do par acoplado. É
fundamental para peças onde houver atrito, desgaste, corrosão, aparência, resistência à fadiga,
transmissão de calor, propriedades óticas, escoamento de fluidos (paredes de dutos e tubos),
superfícies de medição (blocos-padrões, micrômetros) a especificação do acabamento das
superfícies através da medida da rugosidade.
Essa condição de fabricação é alvo do controle de qualidade no planejamento de
processo, o apoio da engenharia de materiais pode se tornar um elo marcante no controle de
superfícies. Empresas como a da aviação, por exemplo, necessitam em geral de peças com
rugosidade dimensionada e controlada, pois essas peças estão à exposição de processos como
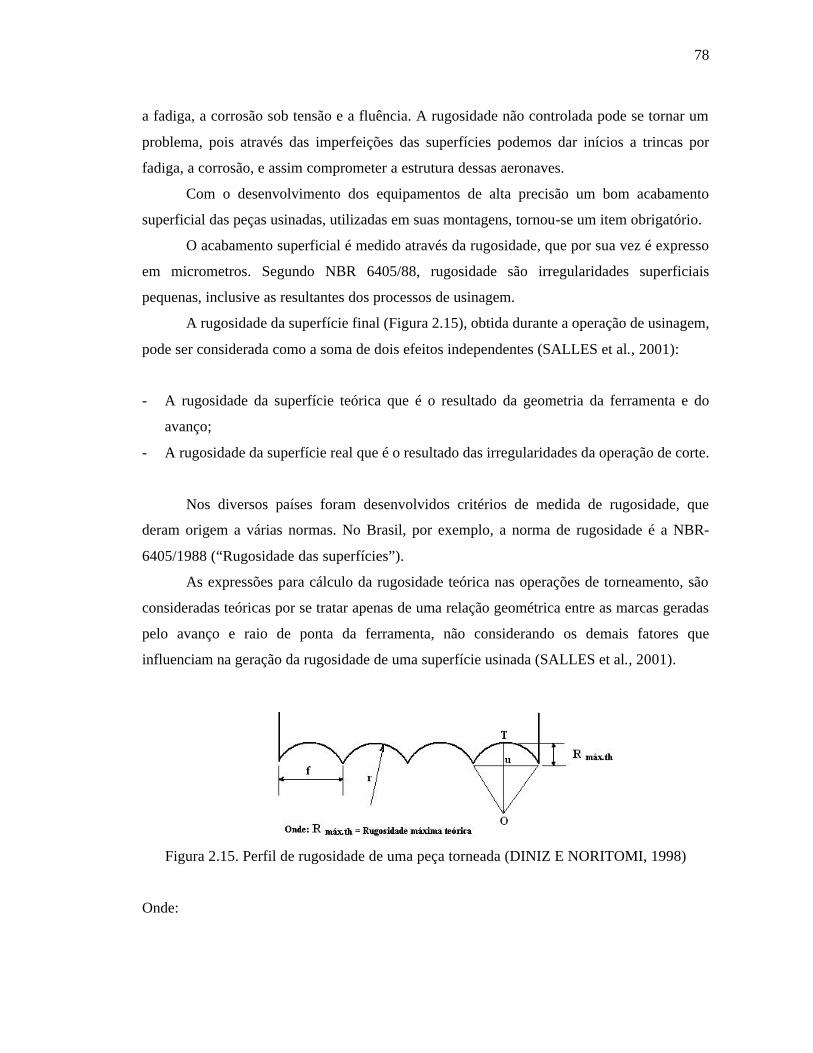
78
a fadiga, a corrosão sob tensão e a fluência. A rugosidade não controlada pode se tornar um
problema, pois através das imperfeições das superfícies podemos dar inícios a trincas por
fadiga, a corrosão, e assim comprometer a estrutura dessas aeronaves.
Com o desenvolvimento dos equipamentos de alta precisão um bom acabamento
superficial das peças usinadas, utilizadas em suas montagens, tornou-se um item obrigatório.
O acabamento superficial é medido através da rugosidade, que por sua vez é expresso
em micrometros. Segundo NBR 6405/88, rugosidade são irregularidades superficiais
pequenas, inclusive as resultantes dos processos de usinagem.
A rugosidade da superfície final (Figura 2.15), obtida durante a operação de usinagem,
pode ser considerada como a soma de dois efeitos independentes (SALLES et al., 2001):
- A rugosidade da superfície teórica que é o resultado da geometria da ferramenta e do
avanço;
- A rugosidade da superfície real que é o resultado das irregularidades da operação de corte.
Nos diversos países foram desenvolvidos critérios de medida de rugosidade, que
deram origem a várias normas. No Brasil, por exemplo, a norma de rugosidade é a NBR-
6405/1988 (“Rugosidade das superfícies”).
As expressões para cálculo da rugosidade teórica nas operações de torneamento, são
consideradas teóricas por se tratar apenas de uma relação geométrica entre as marcas geradas
pelo avanço e raio de ponta da ferramenta, não considerando os demais fatores que
influenciam na geração da rugosidade de uma superfície usinada (SALLES et al., 2001).
Figura 2.15. Perfil de rugosidade de uma peça torneada (DINIZ E NORITOMI, 1998)
Onde:
79
- f representa o avanço da ferramenta;
- r raio de ponta da ferramenta;
- T e u são coordenadas do arco.
80
Capítulo 3. Metodologias e Materiais Utilizadas
3.1 Metodologia Aplicada
As metodologias desenvolvidas neste trabalho são utilizadas e um sistema
computacional arquitetado segundo a proposta de trabalho. Esse sistema está baseado em um
banco de dados caracterizado como um sistema automático de planejamento de processo de
usinagem de materiais. Através das característica originais desse sistema, com sua possível
implementação nos processo produtivos pode ser alcançado a uma maior integração entre
alguns setores da usinagem de materiais. Conseqüentemente, para cada base de conhecimento
buscou-se metodologias próprias e originais. Em função do desenvolvimento “dinâmico” do
sistema, e as características inerente da sua formação o sistema foi denominado como Sistema
Automático de Planejamento de Processos em Usinagem (SAPPU).
O sistema pode ser dividido em trabalho de campo, em projetos conceituais e físicos
dos sistemas, além de seus respectivos testes. Além das pesquisa bibliográfica houveram
também buscas de informações através de visitas a empresas da área metal-mecânica. O
objetivo foi de ter uma melhor caracterização do sistema o qual pode ser compreendido como
trabalho de campo, assim pode ser identificado pontos importantes nos procedimentos
referentes à elaboração de roteiros de fabricação.
O projeto dos bancos de dados do sistema de planejamento do processo seguiu-se
basicamente as diretrizes traçadas por Setzer (1989). Segundo o autor a formação do banco de
dados deve ser separados em projeto conceitual e físico. O projeto conceitual pode ser
atribuído como arquitetura caracterizado pelo autor, ou seja, está em função da sua própria
aplicação específica. O projeto físico se dá através da montagem seguindo as diretrizes
conceituais.
Podemos caracterizar o projeto como conceitual através da:
- escolha dos arquivos e seus campos;
- montagem dos relacionamentos;
- criação dos arquivos;
- determinação dos campos;
81
O Projeto físico pode ser caracterizado também através do:
- desenvolvimento do programa tendo em vista as necessidades do sistema, implementação
do programa que permita a realização das operações básicas de manipulação, assim como
da interface com o usuário (menus de tela). O sistema foi desenvolvido utilizando as
ferramentas do programa DELPHI 6.0 (ambiente WINDOWS).
O sistema desenvolvido possui como qualidade marcante, ou seja, subsistemas
integrados e subordinados ao banco de dados, onde há busca sistemática de informações,
subsistemas como seleção de ferramentas, gerenciamento de ferramentas, planejamento de
operação, e carga de máquina, podendo assim gerar roteiros de fabricação.
A tarefa do planejamento de processo inicia-se a partir de dados como o desenho da
peça, do tipo de material da peça e dos parâmetros envolvidos no processo. O estudo e a
definição das metodologias é parte importante do trabalho, pois ele caracteriza e define a sua
originalidade. Para cada subsistema uma metodologia foi elaborada. As informações são
abastecidas dos cadastros desenvolvidos sob as rotinas necessárias desses subsistemas. Com a
implementação dos algoritmos os subsistemas foram interligados entre si e ao banco de dados.
O programa SAPPU pode ser definido e caracterizado segundo elaboração de alguns
testes propostos. Esses testes foram definidos através da comprovação das metodologias
propostas e do controle de qualidade nos resultados sob a visão das análises de superfícies.
Esses testes se basearam-se em ensaios de usinagem da liga de AA 7050. Os valores obtidos
poderão ser absorvidos pelo próprio sistema podendo ser útil a futuras consultas. Essas
discussões dos resultados fazem parte do diferencial do planejamento de processo, ou seja,
uma busca da interligação das várias ciências envolvidas.
As fases em que se divide este trabalho estão relacionadas e representadas no
fluxograma da figura 3.1 a seguir.
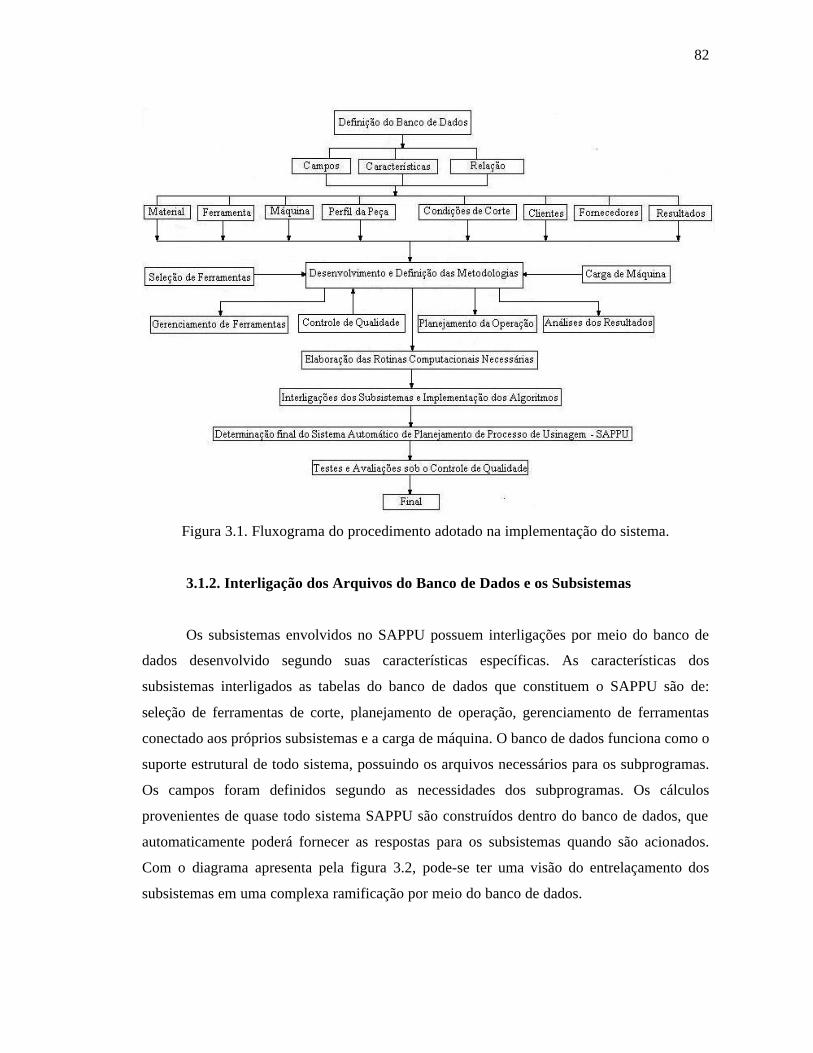
82
Figura 3.1. Fluxograma do procedimento adotado na implementação do sistema.
3.1.2. Interligação dos Arquivos do Banco de Dados e os Subsistemas
Os subsistemas envolvidos no SAPPU possuem interligações por meio do banco de
dados desenvolvido segundo suas características específicas. As características dos
subsistemas interligados as tabelas do banco de dados que constituem o SAPPU são de:
seleção de ferramentas de corte, planejamento de operação, gerenciamento de ferramentas
conectado aos próprios subsistemas e a carga de máquina. O banco de dados funciona como o
suporte estrutural de todo sistema, possuindo os arquivos necessários para os subprogramas.
Os campos foram definidos segundo as necessidades dos subprogramas. Os cálculos
provenientes de quase todo sistema SAPPU são construídos dentro do banco de dados, que
automaticamente poderá fornecer as respostas para os subsistemas quando são acionados.
Com o diagrama apresenta pela figura 3.2, pode-se ter uma visão do entrelaçamento dos
subsistemas em uma complexa ramificação por meio do banco de dados.
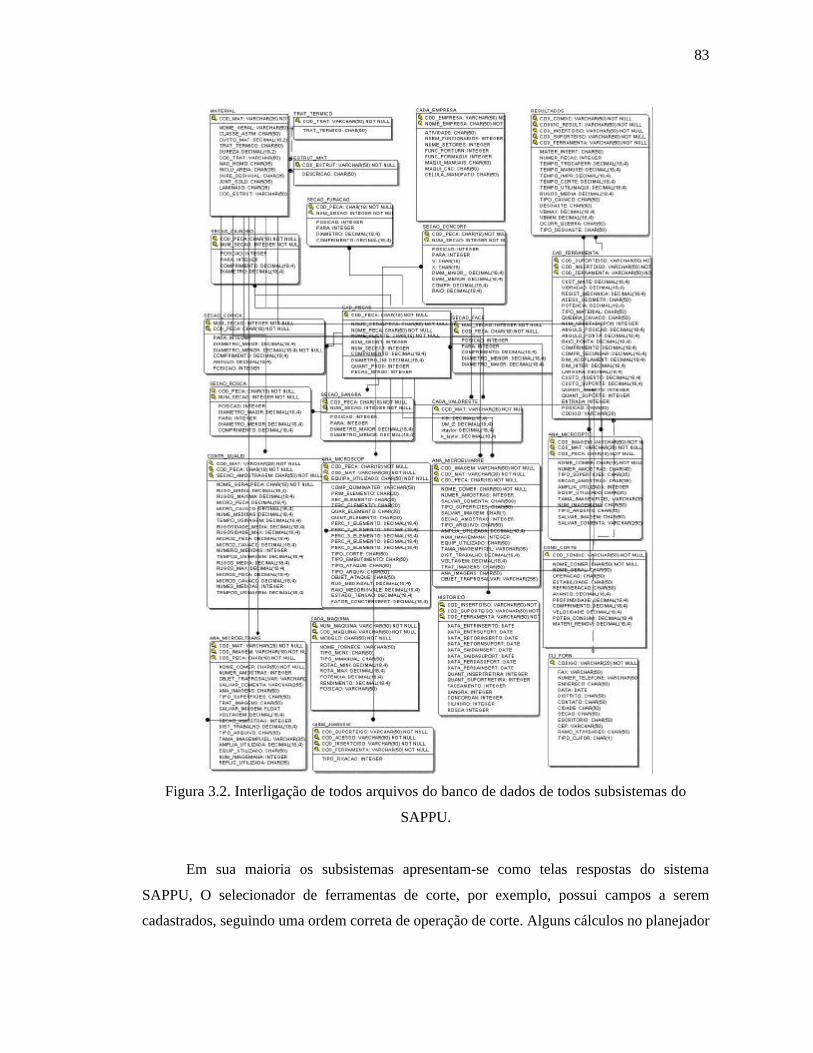
83
Figura 3.2. Interligação de todos arquivos do banco de dados de todos subsistemas do
SAPPU.
Em sua maioria os subsistemas apresentam-se como telas respostas do sistema
SAPPU, O selecionador de ferramentas de corte, por exemplo, possui campos a serem
cadastrados, seguindo uma ordem correta de operação de corte. Alguns cálculos no planejador
84
de operação poderão ocorrer, porém, sempre haverá a interligação com o banco de dados. O
sistema evita redundâncias, ou seja, ao se cadastrar haverá automaticamente o preenchimento
de outros campos dos subsistemas envolvidos.
Os arquivos gerados nos cadastros dos resultados e do controle de qualidade baseado
na engenharia de materiais podem ser considerado como uma supervisão do processo. Através
de consultas nos arquivos do banco de dados dos resultados e do controle podem assim os
usuários ter uma visão do funcionamento dos processos passados e planejar diferente
conforme as necessidades dos futuros processo. Alguns campos apresentam-se grandes como
os dos comentários do propósito das análises, pois se procurou disponibilizar todas
informações possíveis das técnicas desenvolvidas no procedimento adotado.
3.1.3. Método Aplicado ao Sistema de Seleção de Ferramentas
O subsistema de seleção de ferramentas idealizado no planejamento de processo foi
desenvolvido através de uma metodologia original. Para um dado perfil geométrico da peça as
ferramentas são selecionadas sob as condições de interferências entre geometria da peça e
ferramenta. O selecionador de ferramentas trabalha com os limites geométricos da peça. A
versatilidade do conjunto inserto e suporte aliado à resistência da ferramenta fazem parte do
procedimento adotado pelo subsistema.
Esse subsistema tem como proposta tornar-se completo e versátil, pois o objetivo é
facilitar e diminuir o tempo despendido na escolha de ferramentas. Há também uma outra
ligação com o subsistema planejamento da operação. Com a outra dependência do subsistema
de gerenciamento o tipo de inserto poderá, por exemplo, ser selecionado sob a situação real de
estoque. Essas respostas sobre os tipos de inserto e também suportes disponíveis têm que ser
convenientes a cada material e operação (desbaste e acabamento). Para cada situação de
cadastramento e andamento do processo de seleção um chaveamento é determinado e
utilizado.
Todos os dados de usinagem devem estar devidamente cadastrados. As informações
referentes ao material utilizado, às dimensões da peça a ser fabricadas, as informações sobre a
pastilha, suporte, as características da máquina devem ser cadastradas previamente utilizando
o banco de dados de cada modelo desenvolvido. Esses dados armazenados nas suas
respectivas tabelas serão usados pelos sistemas em conjunto.
85
Para a escolha de uma ferramenta de corte, primeiro fazem-se todos os registros
necessários para a fabricação da peça. No instante em que se define a operação de usinagem,
o sistema solicita a identificação da peça já cadastrada e todas as informações referentes a
essa peça escolhida determinará a seleção da ferramenta. A numeração a seguir se refere aos
blocos do fluxograma (figura 3.3):
1- Com a informação sobre o material da peça escolhida, o sistema montará uma lista de
pastilhas compatíveis a partir da tabela de pastilhas cadastradas. Se não existir
nenhuma pastilha compatível o sistema informará sobre essa deficiência. O sistema
poderá solicitar a atualização do estoque.
2- Com a lista de pastilhas montada no bloco 1, define-se a operação de usinagem. Esta
operação eliminará da lista as pastilhas não adequadas para a operação.
3- Após a triagem no bloco 2, o sistema montará uma segunda lista (tabela) contendo os
suportes para as pastilhas da lista montada no bloco 2.
4- O sistema recuperará as informações sobre a peça escolhida para a fabricação.
5- Define-se o comprimento total do percurso em que a ferramenta realizará. Esse valor
pode ser obtido pelo somatório dos comprimentos de cada seção da peça ou do
comprimento total do tarugo da peça.
6- Esse bloco tem a finalidade de enumerar e contar as pastilhas da lista e destacar, uma a
uma, e testar com todos os suportes válidos escolhidos no bloco 3.
7- Para cada pastilha selecionada no contador do bloco 6, o bloco 7 destacará, um a um,
cada suporte.
8- Com o suporte da vez, o sistema recuperará todas as informações sobre a geometria e
seus pontos críticos.
9- Esse bloco é um contador de passo realizado, a cada milímetro, pela ferramenta em
questão. É o deslocamento da ferramenta no eixo Z, paralelo ao eixo principal do
torno.
10- A ponta da ferramenta localizada na posição do contador de passo faz-se o teste de
contato. Esse teste consiste na determinação do contato dos pontos críticos do suporte
com as seções local, anterior e posterior. Esse contato existirá se considerarmos uma
coincidência o valor da equação de perfil da seção com o valor crítico do suporte.
Esses testes são realizados com todos os suportes para cada pastilha selecionada.
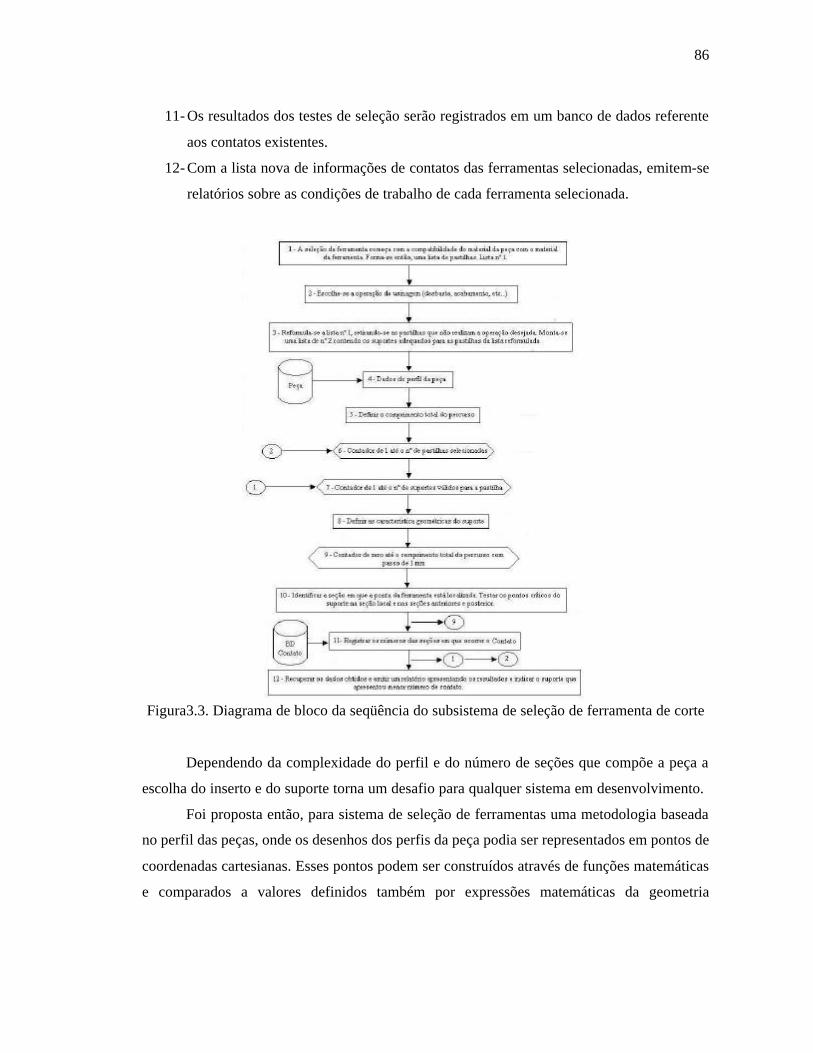
86
11- Os resultados dos testes de seleção serão registrados em um banco de dados referente
aos contatos existentes.
12- Com a lista nova de informações de contatos das ferramentas selecionadas, emitem-se
relatórios sobre as condições de trabalho de cada ferramenta selecionada.
Figura3.3. Diagrama de bloco da seqüência do subsistema de seleção de ferramenta de corte
Dependendo da complexidade do perfil e do número de seções que compõe a peça a
escolha do inserto e do suporte torna um desafio para qualquer sistema em desenvolvimento.
Foi proposta então, para sistema de seleção de ferramentas uma metodologia baseada
no perfil das peças, onde os desenhos dos perfis da peça podia ser representados em pontos de
coordenadas cartesianas. Esses pontos podem ser construídos através de funções matemáticas
e comparados a valores definidos também por expressões matemáticas da geometria
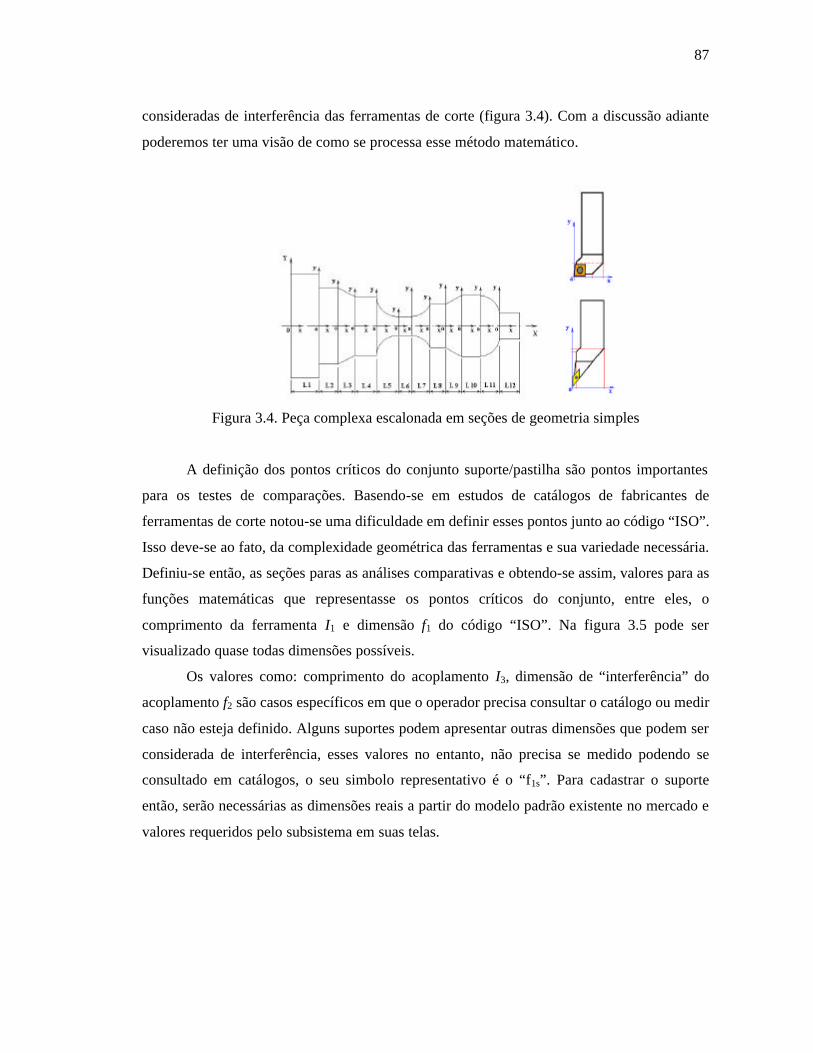
87
consideradas de interferência das ferramentas de corte (figura 3.4). Com a discussão adiante
poderemos ter uma visão de como se processa esse método matemático.
Figura 3.4. Peça complexa escalonada em seções de geometria simples
A definição dos pontos críticos do conjunto suporte/pastilha são pontos importantes
para os testes de comparações. Basendo-se em estudos de catálogos de fabricantes de
ferramentas de corte notou-se uma dificuldade em definir esses pontos junto ao código “ISO”.
Isso deve-se ao fato, da complexidade geométrica das ferramentas e sua variedade necessária.
Definiu-se então, as seções paras as análises comparativas e obtendo-se assim, valores para as
funções matemáticas que representasse os pontos críticos do conjunto, entre eles, o
comprimento da ferramenta I1 e dimensão f1 do código “ISO”. Na figura 3.5 pode ser
visualizado quase todas dimensões possíveis.
Os valores como: comprimento do acoplamento I3, dimensão de “interferência” do
acoplamento f2 são casos específicos em que o operador precisa consultar o catálogo ou medir
caso não esteja definido. Alguns suportes podem apresentar outras dimensões que podem ser
considerada de interferência, esses valores no entanto, não precisa se medido podendo se
consultado em catálogos, o seu simbolo representativo é o “f1s”. Para cadastrar o suporte
então, serão necessárias as dimensões reais a partir do modelo padrão existente no mercado e
valores requeridos pelo subsistema em suas telas.
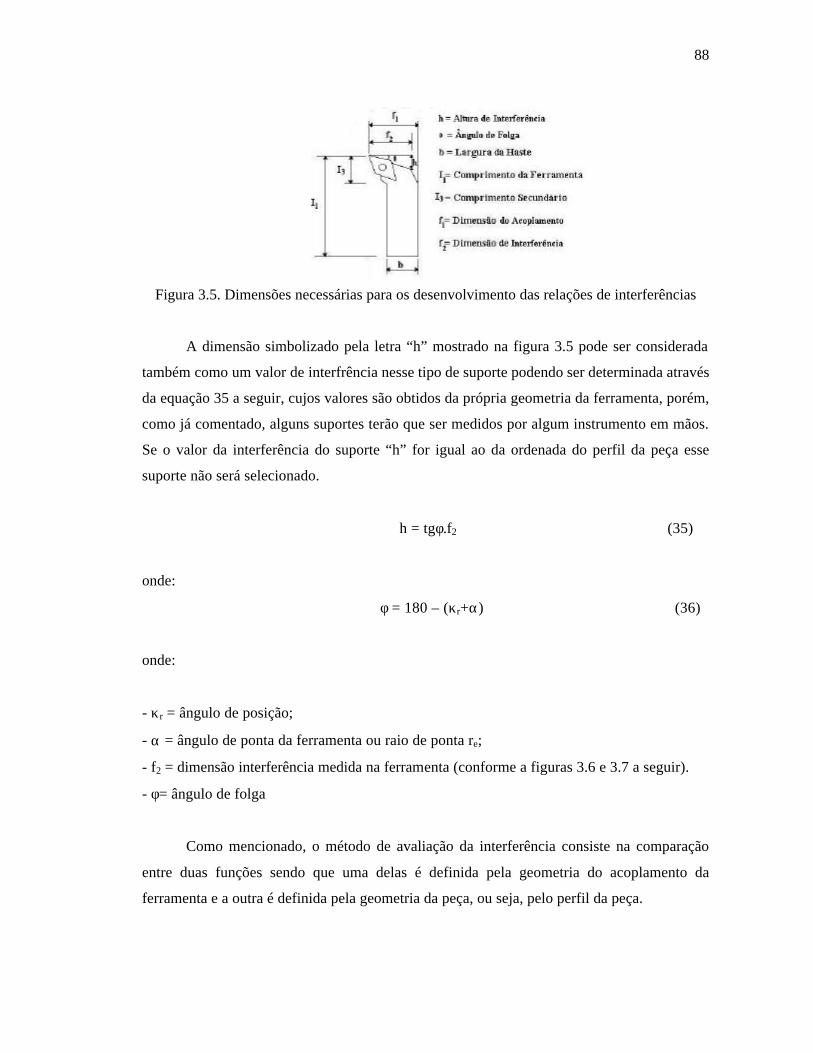
88
Figura 3.5. Dimensões necessárias para os desenvolvimento das relações de interferências
A dimensão simbolizado pela letra “h” mostrado na figura 3.5 pode ser considerada
também como um valor de interfrência nesse tipo de suporte podendo ser determinada através
da equação 35 a seguir, cujos valores são obtidos da própria geometria da ferramenta, porém,
como já comentado, alguns suportes terão que ser medidos por algum instrumento em mãos.
Se o valor da interferência do suporte “h” for igual ao da ordenada do perfil da peça esse
suporte não será selecionado.
h = tgφ.f2 (35)
onde:
φ = 180 – (κr+α) (36)
onde:
- κr = ângulo de posição;
- α = ângulo de ponta da ferramenta ou raio de ponta re;
- f2 = dimensão interferência medida na ferramenta (conforme a figuras 3.6 e 3.7 a seguir).
- φ= ângulo de folga
Como mencionado, o método de avaliação da interferência consiste na comparação
entre duas funções sendo que uma delas é definida pela geometria do acoplamento da
ferramenta e a outra é definida pela geometria da peça, ou seja, pelo perfil da peça.

89
Considera-se um perfil complexo para uma peça aquela em que pode apresentar mais
de um tipo diferente de perfil, para os 3 perfis conhecidos (cilíndrico, cônico e concordante).
A figura 3.4 anterior apresenta as possíveis divisões dos perfis complexo da peça para seções
de perfis mais simples. Isso pode facilita a obtenção da expressão matemática que representa
cada perfil.
Figura 3.6: perfil cilíndrico
Figura 3.7: perfil cônico
Figura 3.8: perfil concordante
Os termos presentes nas equações de perfil representados nas figuras 3.6, 3.7 e 3.8 são
oriundos das dimensões da peça, menos os termos x e x0. Esses dois termos representam o
movimento da ferramenta na direção do eixo z da máquina-ferramenta.
Assim, a representação física dos termos das expressões é apresentada a seguir:

90
- y = função do perfil da seção da peça;
- f = avanço;
- d, d1 e d2 = são as dimensões do diâmetro da seção da peça;
- r = raio do perfil da concordância;
-x = é a posição incremental que permite a análise da possível interferência existente entre os
pontos críticos do acoplamento ferramenta/suporte e o perfil da peça;
- x0 e y0 = são os respectivos pontos de origem do raio da curvatura (z0, x0) na máquina-
ferramenta.
Os pontos x0 e y0 são calculados a partir dos dados da seção da peça e do raio da
concordância, figura 3.9. Através dessa figura podemos ter uma visão da geometria do arco de
concordância e para obtenção desses cálculos são utilizados a partir da equação (37) às
equações (44) e (45) a seguir.
Figura 3.9. Geometria para a determinação dos pontos x0 e y0
2
212
2
−
+=dd
ll sh
(37)
−=
sl
ddarctg
.221α
(38)

91
=
r
lh
.2arccosβ (39)
( )βαγ +−= 180 (40)
γϕ −= 90 (41)
ϕsen.rlx so += (42)
ϕcos.ryo =
Ou
(43)
−
+
−+= 90
.2arccos
.2sen. 21
0 r
l
l
ddarctgrlx h
ss
(44)
−
+
−= 90
.2arccos
.2cos. 21
0 r
l
l
ddarctgry h
s
(45)
Para analisar e detectar a existência de interferência são utilizados as expressões (35) e
(36) demonstradas anteriormente que calculam o ângulo φ para determinar a altura h. Esse
valor é analisado junto à função de y e a variável a, onde a função y é a função do perfil da
peça e a é o avanço (incremento).
O valor de “h” passa a ser considerado como um valor máximo de interferência, pois à
medida que a ferramenta avança na profundidade de usinagem dependo do suporte escolhido
pode haver contatos antes de atingir a altura máxima da superfície de folga da ferramenta.
Conforme o desenho esquemático da região de interferência do acoplamento
ferramenta/suporte, figura 3.10, o avanço a compreende uma divisão do comprimento f2. Essa
divisão possibilita a localização das coordenadas de interferência das regiões críticas. Calcula-
se então agora a altura de incremento h´, utilizando-se a seguinte expressão:
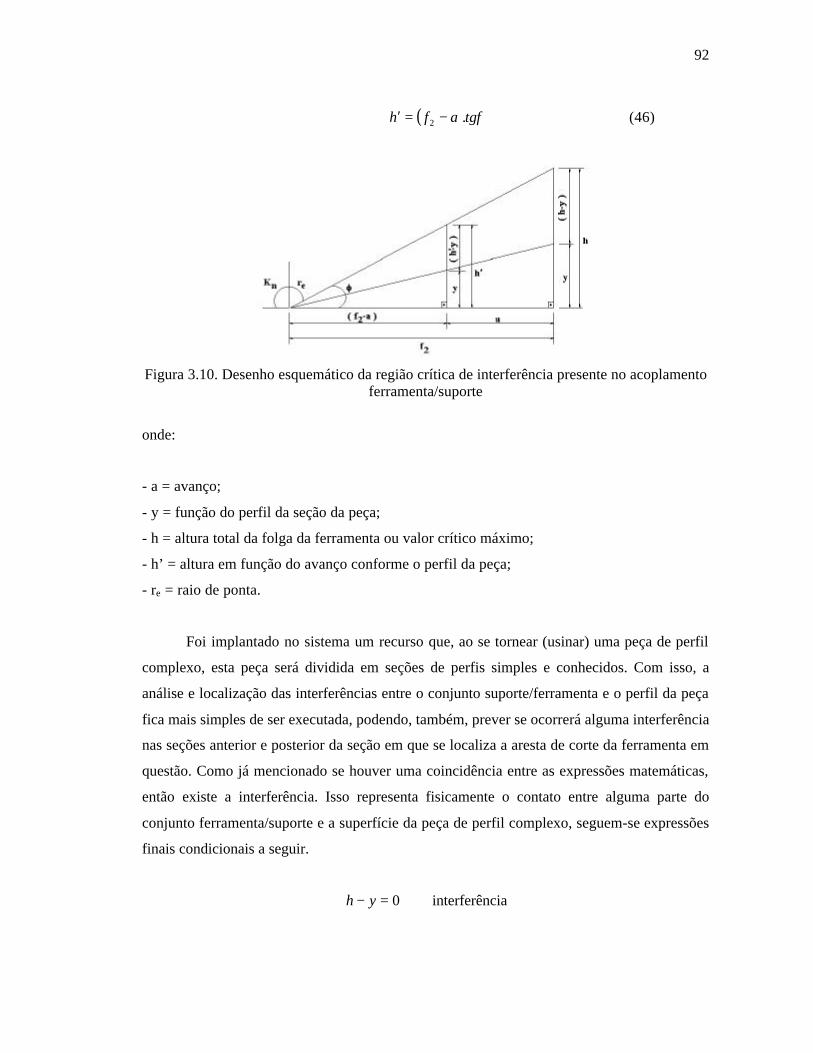
92
( ) φtgafh .2 −=′ (46)
Figura 3.10. Desenho esquemático da região crítica de interferência presente no acoplamento ferramenta/suporte
onde:
- a = avanço;
- y = função do perfil da seção da peça;
- h = altura total da folga da ferramenta ou valor crítico máximo;
- h’ = altura em função do avanço conforme o perfil da peça;
- re = raio de ponta.
Foi implantado no sistema um recurso que, ao se tornear (usinar) uma peça de perfil
complexo, esta peça será dividida em seções de perfis simples e conhecidos. Com isso, a
análise e localização das interferências entre o conjunto suporte/ferramenta e o perfil da peça
fica mais simples de ser executada, podendo, também, prever se ocorrerá alguma interferência
nas seções anterior e posterior da seção em que se localiza a aresta de corte da ferramenta em
questão. Como já mencionado se houver uma coincidência entre as expressões matemáticas,
então existe a interferência. Isso representa fisicamente o contato entre alguma parte do
conjunto ferramenta/suporte e a superfície da peça de perfil complexo, seguem-se expressões
finais condicionais a seguir.
0=− yh interferência
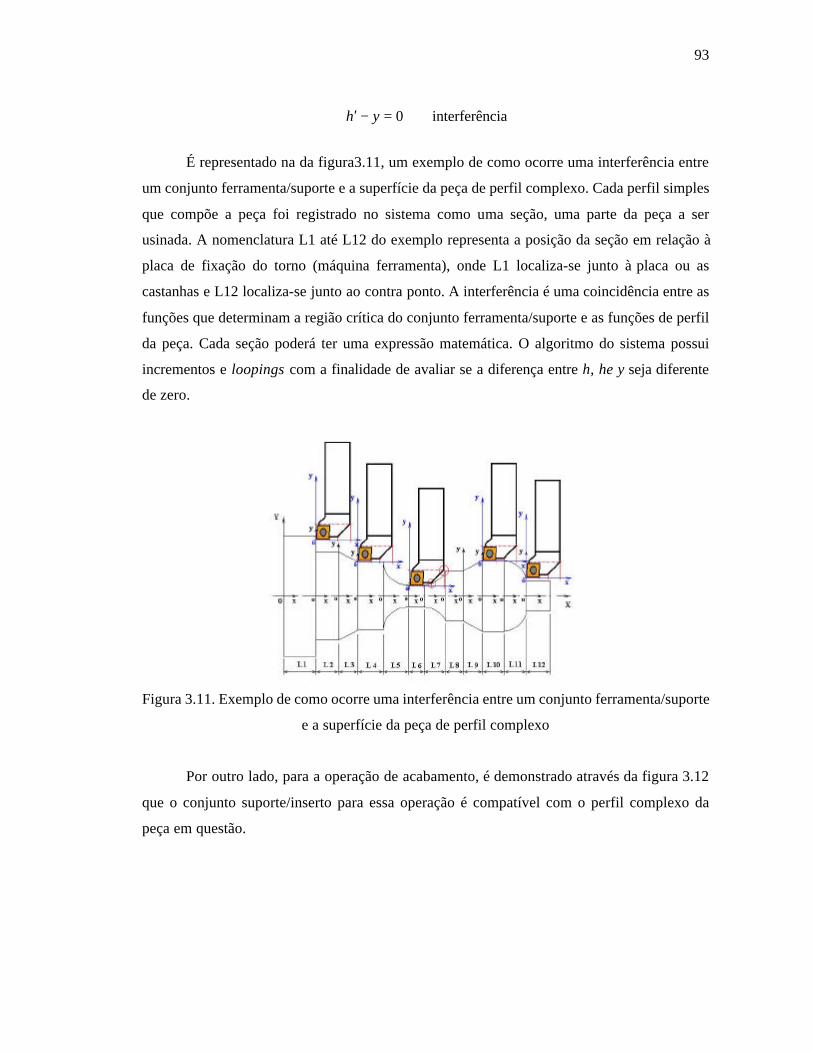
93
0=−′ yh interferência
É representado na da figura3.11, um exemplo de como ocorre uma interferência entre
um conjunto ferramenta/suporte e a superfície da peça de perfil complexo. Cada perfil simples
que compõe a peça foi registrado no sistema como uma seção, uma parte da peça a ser
usinada. A nomenclatura L1 até L12 do exemplo representa a posição da seção em relação à
placa de fixação do torno (máquina ferramenta), onde L1 localiza-se junto à placa ou as
castanhas e L12 localiza-se junto ao contra ponto. A interferência é uma coincidência entre as
funções que determinam a região crítica do conjunto ferramenta/suporte e as funções de perfil
da peça. Cada seção poderá ter uma expressão matemática. O algoritmo do sistema possui
incrementos e loopings com a finalidade de avaliar se a diferença entre h, he y seja diferente
de zero.
Figura 3.11. Exemplo de como ocorre uma interferência entre um conjunto ferramenta/suporte
e a superfície da peça de perfil complexo
Por outro lado, para a operação de acabamento, é demonstrado através da figura 3.12
que o conjunto suporte/inserto para essa operação é compatível com o perfil complexo da
peça em questão.
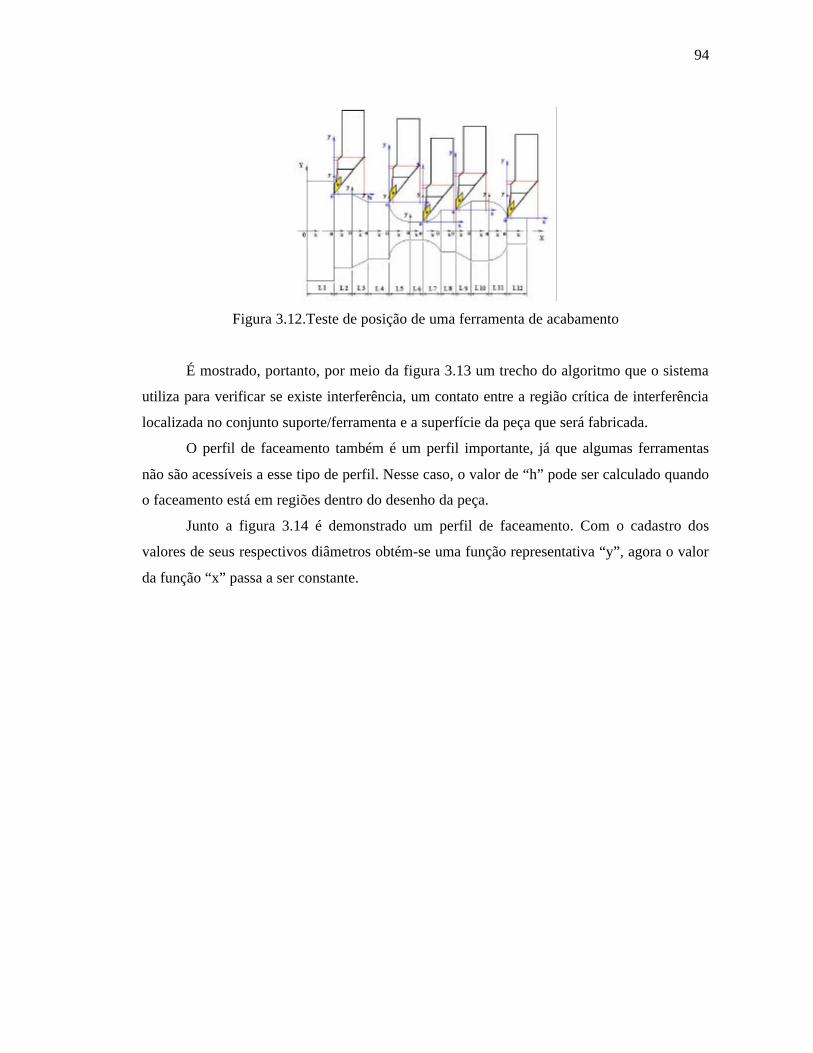
94
Figura 3.12.Teste de posição de uma ferramenta de acabamento
É mostrado, portanto, por meio da figura 3.13 um trecho do algoritmo que o sistema
utiliza para verificar se existe interferência, um contato entre a região crítica de interferência
localizada no conjunto suporte/ferramenta e a superfície da peça que será fabricada.
O perfil de faceamento também é um perfil importante, já que algumas ferramentas
não são acessíveis a esse tipo de perfil. Nesse caso, o valor de “h” pode ser calculado quando
o faceamento está em regiões dentro do desenho da peça.
Junto a figura 3.14 é demonstrado um perfil de faceamento. Com o cadastro dos
valores de seus respectivos diâmetros obtém-se uma função representativa “y”, agora o valor
da função “x” passa a ser constante.
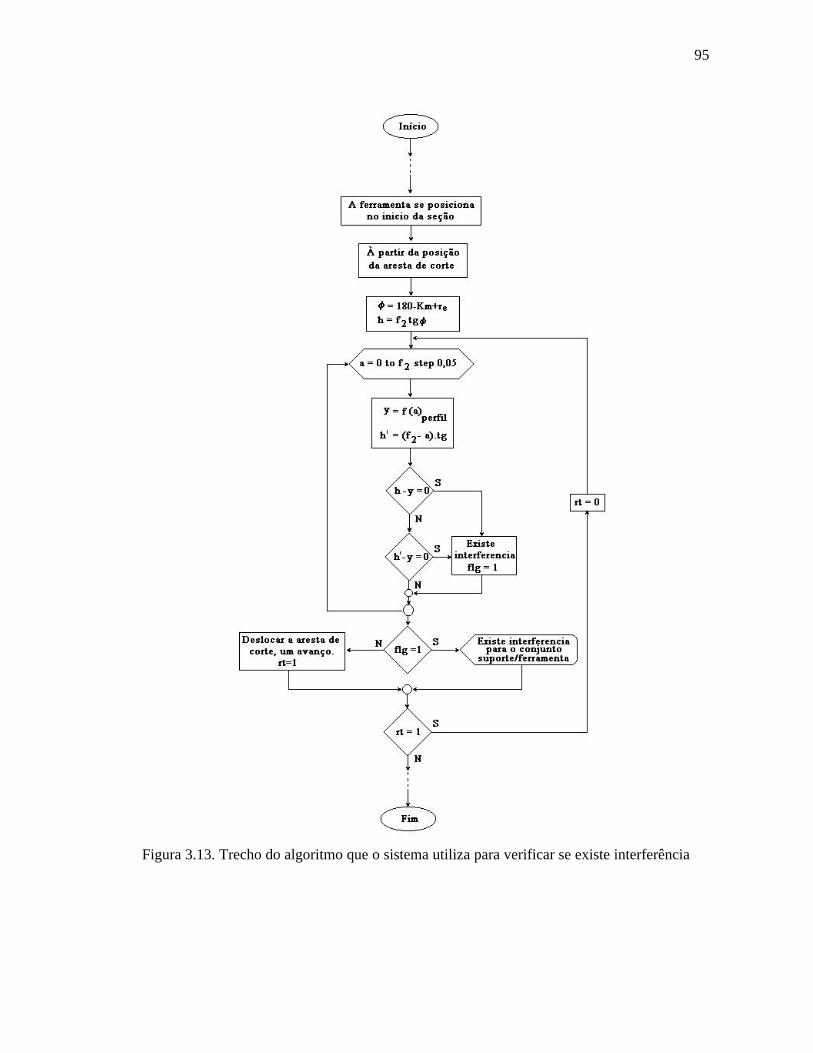
95
Figura 3.13. Trecho do algoritmo que o sistema utiliza para verificar se existe interferência
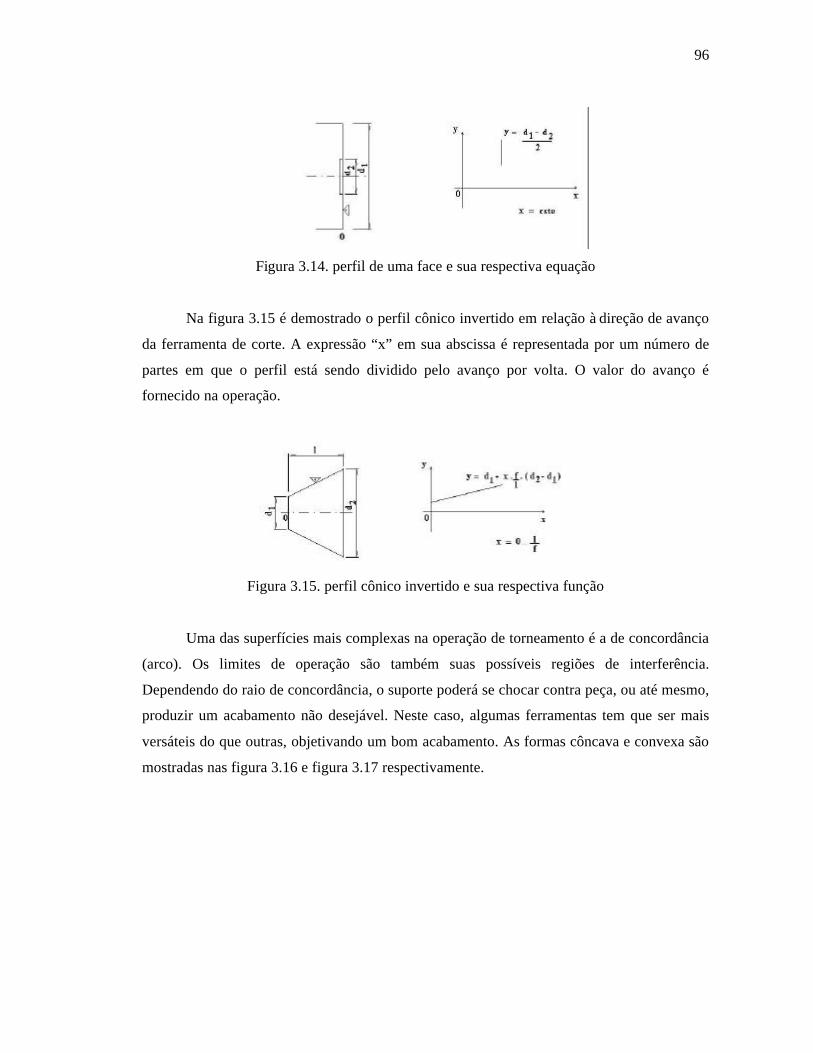
96
Figura 3.14. perfil de uma face e sua respectiva equação
Na figura 3.15 é demostrado o perfil cônico invertido em relação à direção de avanço
da ferramenta de corte. A expressão “x” em sua abscissa é representada por um número de
partes em que o perfil está sendo dividido pelo avanço por volta. O valor do avanço é
fornecido na operação.
Figura 3.15. perfil cônico invertido e sua respectiva função
Uma das superfícies mais complexas na operação de torneamento é a de concordância
(arco). Os limites de operação são também suas possíveis regiões de interferência.
Dependendo do raio de concordância, o suporte poderá se chocar contra peça, ou até mesmo,
produzir um acabamento não desejável. Neste caso, algumas ferramentas tem que ser mais
versáteis do que outras, objetivando um bom acabamento. As formas côncava e convexa são
mostradas nas figura 3.16 e figura 3.17 respectivamente.
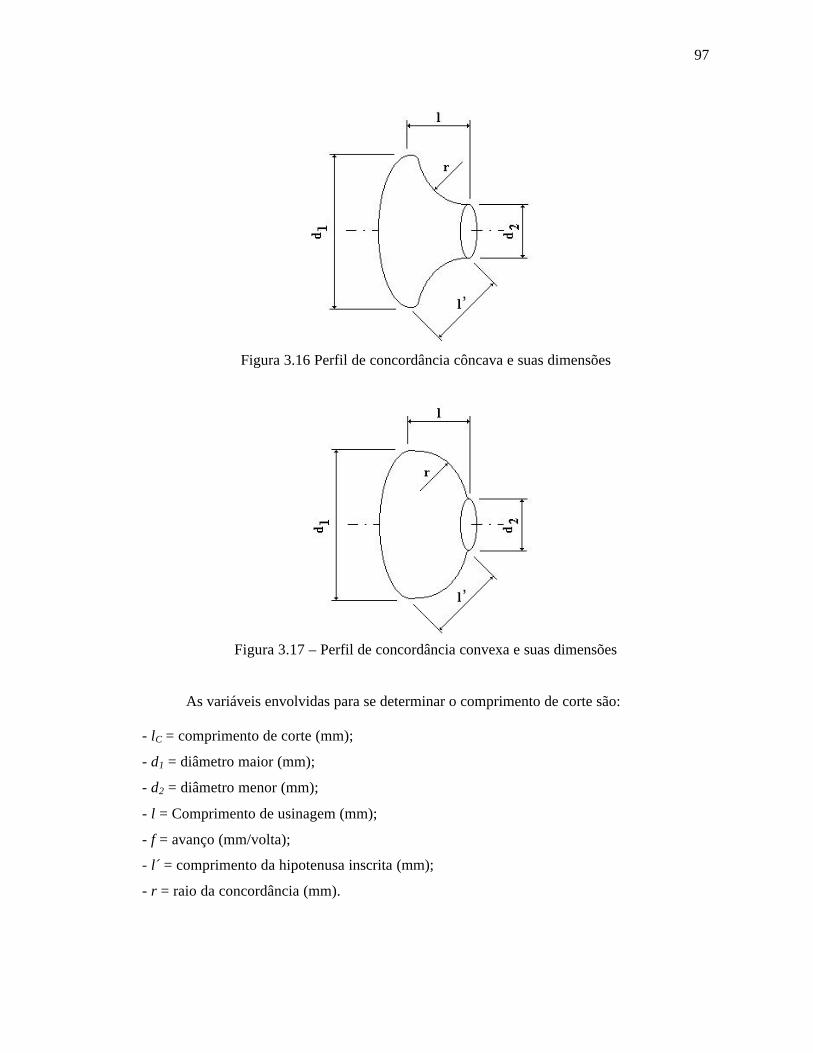
97
Figura 3.16 Perfil de concordância côncava e suas dimensões
Figura 3.17 – Perfil de concordância convexa e suas dimensões
As variáveis envolvidas para se determinar o comprimento de corte são: - lC = comprimento de corte (mm);
- d1 = diâmetro maior (mm);
- d2 = diâmetro menor (mm);
- l = Comprimento de usinagem (mm);
- f = avanço (mm/volta);
- l´ = comprimento da hipotenusa inscrita (mm);
- r = raio da concordância (mm).
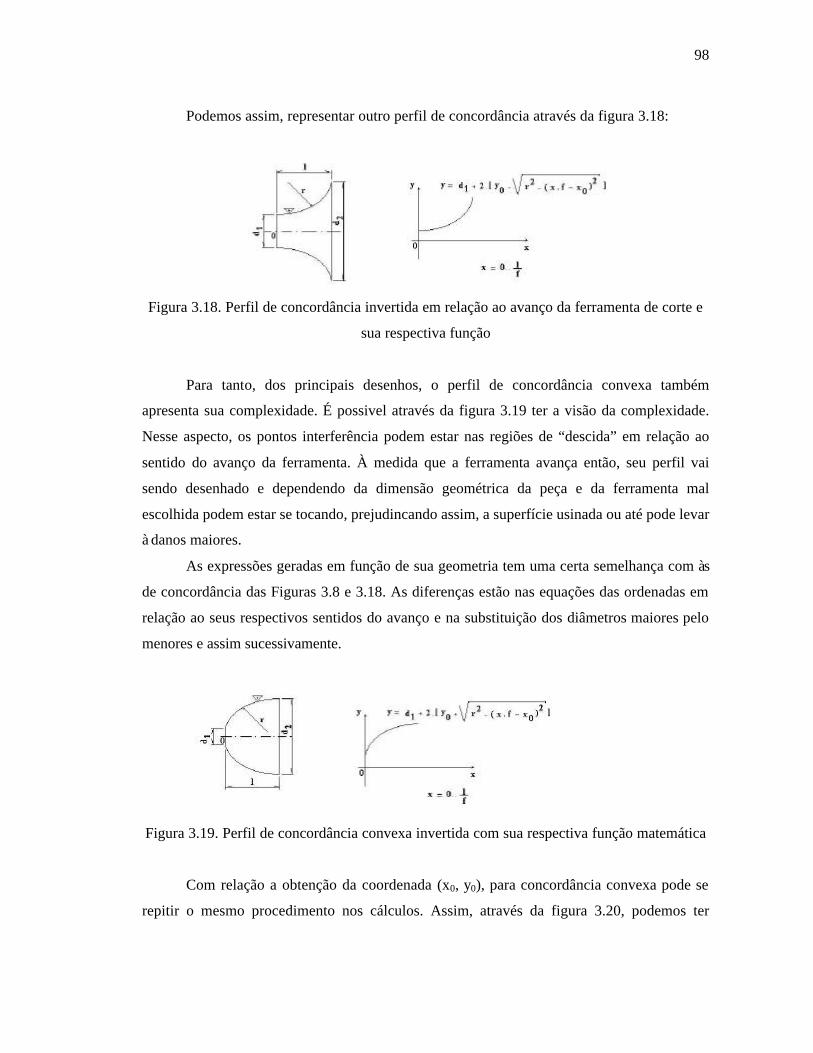
98
Podemos assim, representar outro perfil de concordância através da figura 3.18:
Figura 3.18. Perfil de concordância invertida em relação ao avanço da ferramenta de corte e
sua respectiva função
Para tanto, dos principais desenhos, o perfil de concordância convexa também
apresenta sua complexidade. É possivel através da figura 3.19 ter a visão da complexidade.
Nesse aspecto, os pontos interferência podem estar nas regiões de “descida” em relação ao
sentido do avanço da ferramenta. À medida que a ferramenta avança então, seu perfil vai
sendo desenhado e dependendo da dimensão geométrica da peça e da ferramenta mal
escolhida podem estar se tocando, prejudincando assim, a superfície usinada ou até pode levar
à danos maiores.
As expressões geradas em função de sua geometria tem uma certa semelhança com às
de concordância das Figuras 3.8 e 3.18. As diferenças estão nas equações das ordenadas em
relação ao seus respectivos sentidos do avanço e na substituição dos diâmetros maiores pelo
menores e assim sucessivamente.
Figura 3.19. Perfil de concordância convexa invertida com sua respectiva função matemática
Com relação a obtenção da coordenada (x0, y0), para concordância convexa pode se
repitir o mesmo procedimento nos cálculos. Assim, através da figura 3.20, podemos ter
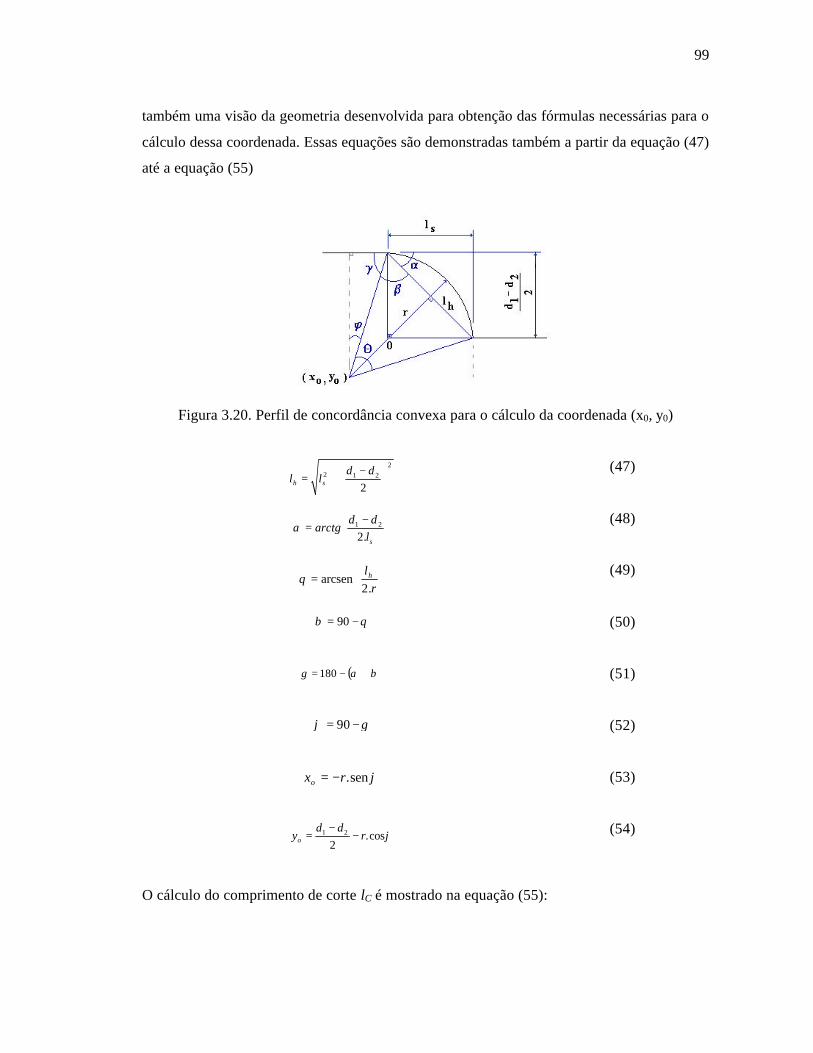
99
também uma visão da geometria desenvolvida para obtenção das fórmulas necessárias para o
cálculo dessa coordenada. Essas equações são demonstradas também a partir da equação (47)
até a equação (55)
Figura 3.20. Perfil de concordância convexa para o cálculo da coordenada (x0, y0)
2
212
2
−+=
ddll sh
(47)
−=
sl
ddarctg
.221α (48)
=
r
lh
.2arcsenθ (49)
θβ −= 90 (50)
( )βαγ +−= 180 (51)
γϕ −= 90 (52)
ϕsen.rxo −= (53)
ϕcos.2
21 rdd
yo −−
= (54)
O cálculo do comprimento de corte lC é mostrado na equação (55):
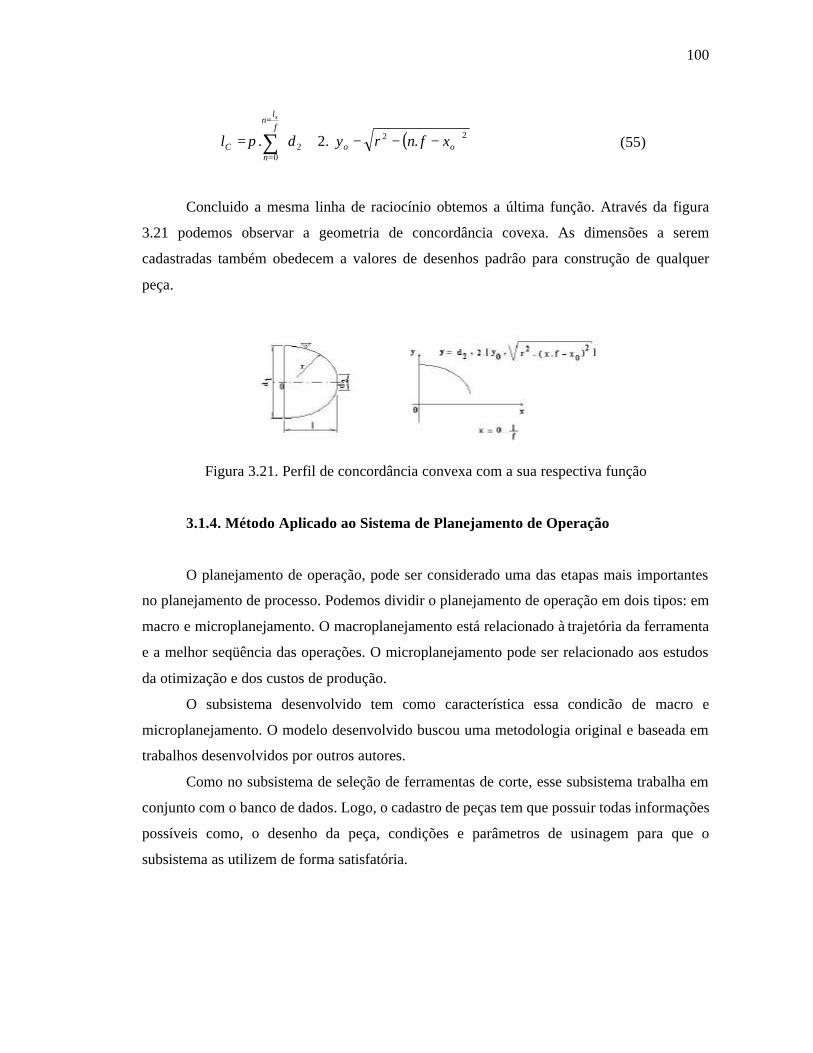
100
( )∑=
=
−−−+=
f
ln
nooC
s
xfnrydl0
222 ..2.π
(55)
Concluido a mesma linha de raciocínio obtemos a última função. Através da figura
3.21 podemos observar a geometria de concordância covexa. As dimensões a serem
cadastradas também obedecem a valores de desenhos padrâo para construção de qualquer
peça.
Figura 3.21. Perfil de concordância convexa com a sua respectiva função
3.1.4. Método Aplicado ao Sistema de Planejamento de Operação
O planejamento de operação, pode ser considerado uma das etapas mais importantes
no planejamento de processo. Podemos dividir o planejamento de operação em dois tipos: em
macro e microplanejamento. O macroplanejamento está relacionado à trajetória da ferramenta
e a melhor seqüência das operações. O microplanejamento pode ser relacionado aos estudos
da otimização e dos custos de produção.
O subsistema desenvolvido tem como característica essa condicão de macro e
microplanejamento. O modelo desenvolvido buscou uma metodologia original e baseada em
trabalhos desenvolvidos por outros autores.
Como no subsistema de seleção de ferramentas de corte, esse subsistema trabalha em
conjunto com o banco de dados. Logo, o cadastro de peças tem que possuir todas informações
possíveis como, o desenho da peça, condições e parâmetros de usinagem para que o
subsistema as utilizem de forma satisfatória.
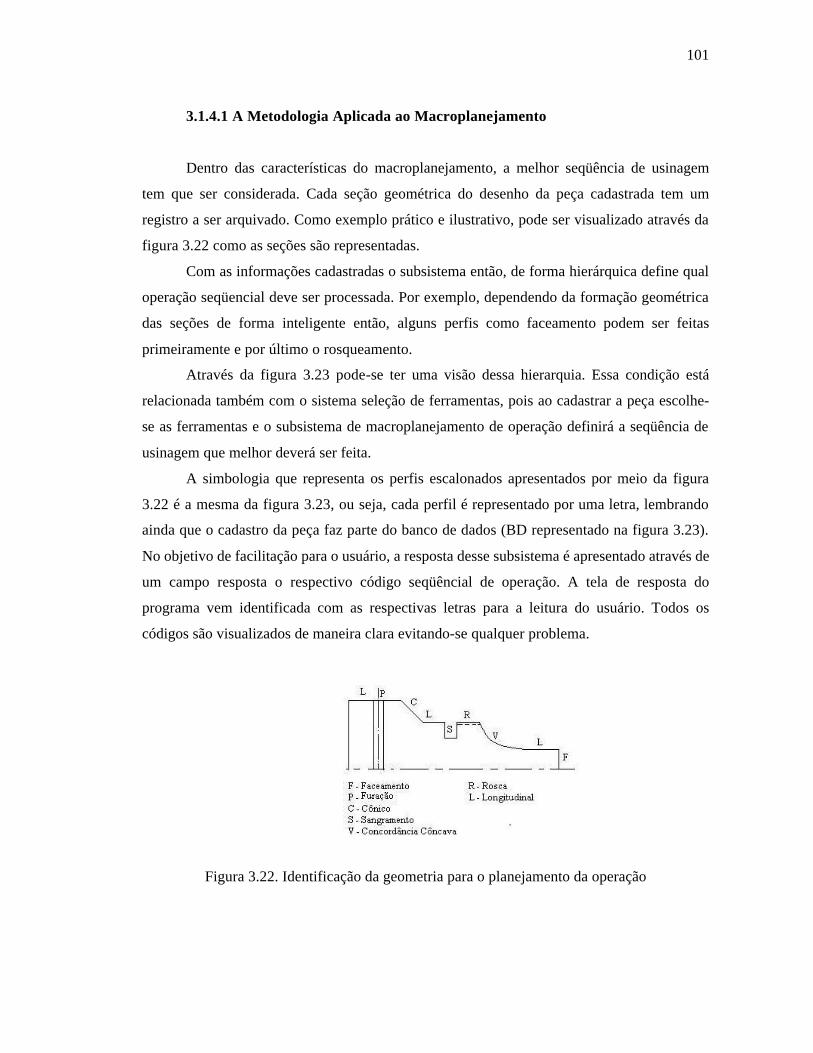
101
3.1.4.1 A Metodologia Aplicada ao Macroplanejamento
Dentro das características do macroplanejamento, a melhor seqüência de usinagem
tem que ser considerada. Cada seção geométrica do desenho da peça cadastrada tem um
registro a ser arquivado. Como exemplo prático e ilustrativo, pode ser visualizado através da
figura 3.22 como as seções são representadas.
Com as informações cadastradas o subsistema então, de forma hierárquica define qual
operação seqüencial deve ser processada. Por exemplo, dependendo da formação geométrica
das seções de forma inteligente então, alguns perfis como faceamento podem ser feitas
primeiramente e por último o rosqueamento.
Através da figura 3.23 pode-se ter uma visão dessa hierarquia. Essa condição está
relacionada também com o sistema seleção de ferramentas, pois ao cadastrar a peça escolhe-
se as ferramentas e o subsistema de macroplanejamento de operação definirá a seqüência de
usinagem que melhor deverá ser feita.
A simbologia que representa os perfis escalonados apresentados por meio da figura
3.22 é a mesma da figura 3.23, ou seja, cada perfil é representado por uma letra, lembrando
ainda que o cadastro da peça faz parte do banco de dados (BD representado na figura 3.23).
No objetivo de facilitação para o usuário, a resposta desse subsistema é apresentado através de
um campo resposta o respectivo código seqüêncial de operação. A tela de resposta do
programa vem identificada com as respectivas letras para a leitura do usuário. Todos os
códigos são visualizados de maneira clara evitando-se qualquer problema.
Figura 3.22. Identificação da geometria para o planejamento da operação
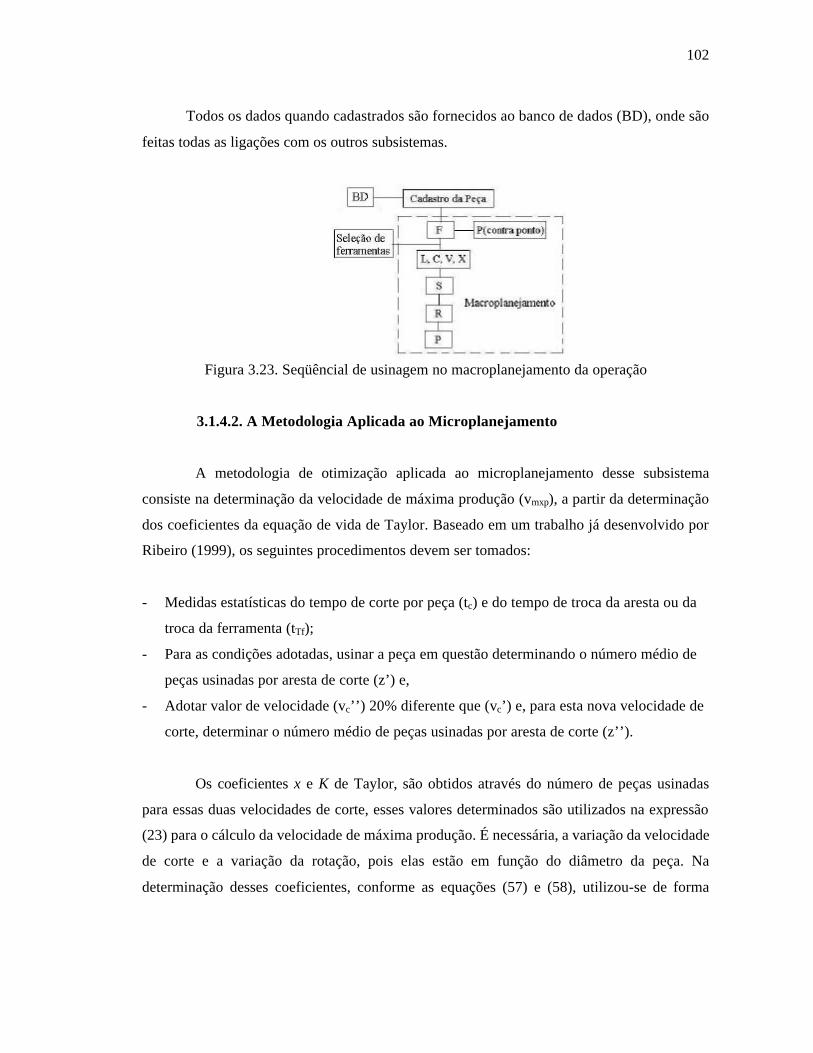
102
Todos os dados quando cadastrados são fornecidos ao banco de dados (BD), onde são
feitas todas as ligações com os outros subsistemas.
Figura 3.23. Seqüêncial de usinagem no macroplanejamento da operação
3.1.4.2. A Metodologia Aplicada ao Microplanejamento
A metodologia de otimização aplicada ao microplanejamento desse subsistema
consiste na determinação da velocidade de máxima produção (vmxp), a partir da determinação
dos coeficientes da equação de vida de Taylor. Baseado em um trabalho já desenvolvido por
Ribeiro (1999), os seguintes procedimentos devem ser tomados:
- Medidas estatísticas do tempo de corte por peça (tc) e do tempo de troca da aresta ou da
troca da ferramenta (tTf);
- Para as condições adotadas, usinar a peça em questão determinando o número médio de
peças usinadas por aresta de corte (z’) e,
- Adotar valor de velocidade (vc’’) 20% diferente que (vc’) e, para esta nova velocidade de
corte, determinar o número médio de peças usinadas por aresta de corte (z’’).
Os coeficientes x e K de Taylor, são obtidos através do número de peças usinadas
para essas duas velocidades de corte, esses valores determinados são utilizados na expressão
(23) para o cálculo da velocidade de máxima produção. É necessária, a variação da velocidade
de corte e a variação da rotação, pois elas estão em função do diâmetro da peça. Na
determinação desses coeficientes, conforme as equações (57) e (58), utilizou-se de forma

103
inédita e original para um planejamento de operação, o conceito de velocidade média (vm)
para as operações em questão.
( )
( )
+=
'v''vlog'z'z'log
1xmm
(57)
Onde:
z’ = vida média da aresta para a primeira condição, em peça.
z’’ = vida média da aresta para a segunda condição, em peça.
vm’ = velocidade média de corte da primeira condição, em m/min.
vm’’ = velocidade média de corte da segunda condição, em m/min.
cxm tvzK ⋅⋅= (58)
Onde:
Z = número de peças usinadas por aresta;
Vm = velocidade média de corte utilizada em m/min;
tc = tempo de corte para uma peça, min/pc.
A velocidade média, em m/min, pode ser calculada pela relação entre o comprimento
de corte (lc), e o tempo de corte (tc), conforme equação (59).
c
cm t
lv = (59)
Para o cálculo do comprimento de corte foi usada uma metodologia baseada em
observações de operações de corte em torneamento.
A operação de faceamento em um torno é realizada através do movimento rotacional
da peça e do movimento radial da ferramenta de corte sobre a superfície da face em questão.

104
Esta operação tem o limite entre o diâmetro inicial (ri=Di/2) e o diâmetro final
(rf=Df/2), conforme é mostrado na figura 3.24.
Figura 3.24. Diagrama esquemático de uma operação de faceamento.
O movimento radial da ferramenta combinado com o movimento rotacional da peça
(faceamento) permite a remoção do material na forma de uma espiral, conforme é
demonstrado através da figura 3.25.
Figura 3.25. Diagrama esquemático do movimento da ferramenta sobre a face da peça
(operação de faceamento)
Para determinar o comprimento de corte na operação de faceamento recorreu-se a
uma equação da geometria plana que calcula o comprimento de um arco de circunferência.
São mostrados então, através da figura 3.26 os componentes de um arco de circunferência e a
equação (60) expressa o cálculo do comprimento do arco de circunferência.
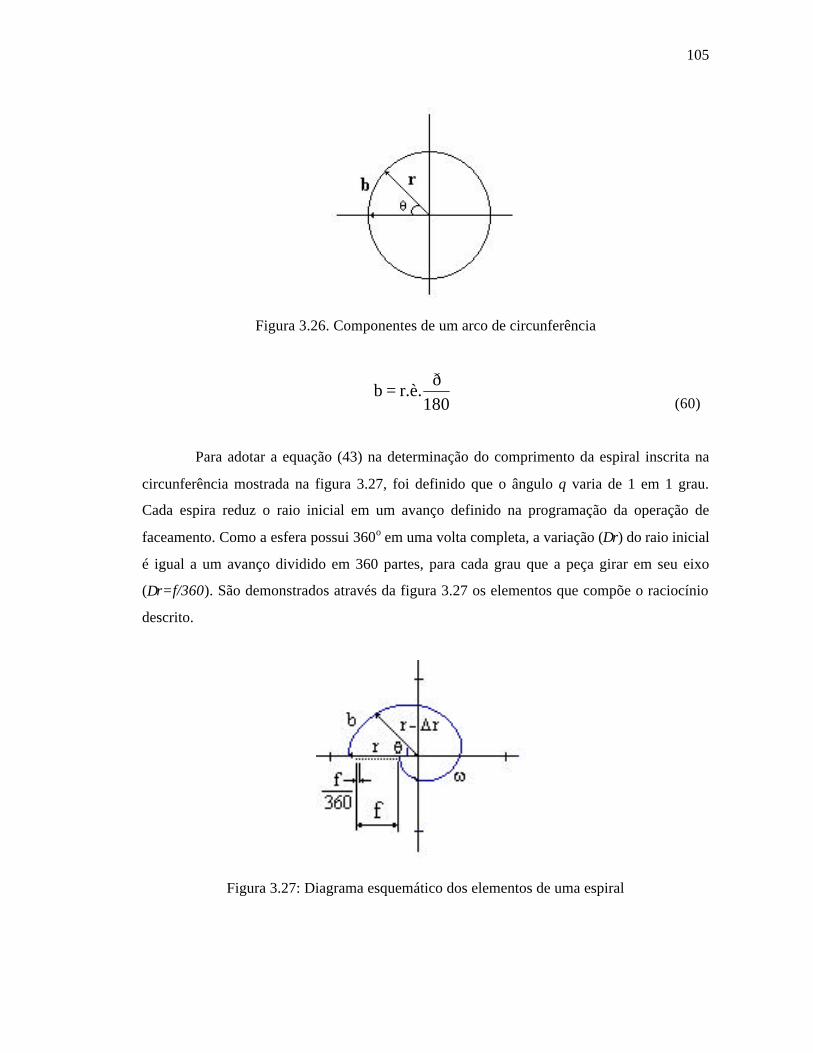
105
Figura 3.26. Componentes de um arco de circunferência
180
ðr.è.b =
(60)
Para adotar a equação (43) na determinação do comprimento da espiral inscrita na
circunferência mostrada na figura 3.27, foi definido que o ângulo θ varia de 1 em 1 grau.
Cada espira reduz o raio inicial em um avanço definido na programação da operação de
faceamento. Como a esfera possui 360o em uma volta completa, a variação (∆r) do raio inicial
é igual a um avanço dividido em 360 partes, para cada grau que a peça girar em seu eixo
(∆r=f/360). São demonstrados através da figura 3.27 os elementos que compõe o raciocínio
descrito.
Figura 3.27: Diagrama esquemático dos elementos de uma espiral

106
As expressões seguintes são aplicadas em um método computacional a partir da
definição dos parâmetros de corte para a operação de faceamento.
O movimento de avanço da ferramenta é medido em mm por revolução da peça.
Os valores do diâmetro inicial (Di) e do diâmetro final (Df), são dados em milímetro
e a diferença entre eles dividida pelo dobro do avanço da ferramenta resulta no número (n) de
voltas necessário para que a ferramenta de corte percorra a superfície da peça em questão
(equação 61).
2.f
DDn fi −
=
(61)
Para cada volta que a peça realiza, o ângulo θ varia de 360 graus e a cada variação
nesse ângulo calcula-se o comprimento do raio variando de f/360 do avanço e o comprimento
do arco de circunferência (equação 62).
(62)
Onde m = 1... 360 graus e π/180 convertem graus em radianos
Uma espira se completa a cada volta da peça. Somam-se os comprimentos de arco de
circunferência calculados obtém-se o comprimento (ω) de uma espira equações (63) e (64).
(63)

107
(64)
Para completar o percurso das n espiras (n rotações) calculam-se e somam-se as
espiras inscritas no intervalo Di – Df. É demonstrada através da figura 3.28 a formação da
espiral em direção ao centro e com um intervalo de um avanço (f).
Figura 3.28. Desenho esquemático da formação da espiral com passo de um avanço.
Para cada revolução a metade do diâmetro inicial é reduzida de um avanço, conforme
é demonstrado pela evolução da expressão (65).
nfrr
2frffrfrr
frr
ini
ii1i2i
i1i
−=
−=−−=−=−=
+
++
+
M
(65)
Somando-se todas as espiras inscritas no intervalo calculadas obtêm-se o
comprimento total da espiral. Somando-se os ωn no intervalo vem a expressão (66)

108
∑
∑ ∑
∑
=
= =
=+
−−=
−−=
−−=
−=
360
0min
360
0m
360
0mii2
360
0m1i1
360
mnf.r
180
ðù
360
m2f.r
180
ð
360
fm2fr
180
ðù
360
fmr
180
ðù
M
∑ ∑−
=
=
=
=
−−=
2f
DDn
1n
360m
0m
iT
fi
360
mnf
2
D.
180
ðù
(66)
Para validar o método descrito, aplicou-se um conceito também pesquisado e
desenvolvido de circunferências concêntricas inscritas no intervalo pré-definido na operação
de faceamento, conforme é mostrado através da figura 3.29.
Figura 3.29. Circunferências concêntricas com o raio variando de um avanço
A rotação, o comprimento procede da mesma maneira das equações apresentadas
anteriormente no cálculo da espiral. A variação do raio equivale ao avanço da ferramenta de
corte, conforme as equações a seguir:
f
rrn fi −
= (67)

109
(68)
fr =∆ (69)
Calculando-se o perímetro com a equação (70) de cada circunferência inscrita na
face da peça e somando-os obtêm-se dentro de seu intervalo o comprimento total do percurso
da ferramenta sobre essa superfície (equação 71).
r)Ä-.(.2=..2=
ð.r.2=ù
1+1+
ii
iii rðrðù
r)Än.-.(.2= in rðù
(70)
∑−
=
=
−=
2f
DDn
0n
iT
fi
n.f2
D2.ð.ù
(71)
Essa metodologia pode ser abrangente a todos outros perfis, pois se considerarmos
que a profundidade de usinagem passe por avanço do faceamento e que na operação de corte
as espiras e os anéis são também de mesmas características ao do faceamento poderemos
obter os comprimentos de corte para cada perfil em estudo.
3.1.4.3. Seleção da velocidade
Com essas condições anteriores calculadas a vmxp, pode ser determinada. Após o cálculo
da vmxp é necessário confirmar a sua localização dentro do intervalo entre (vC’) e (vC’’), caso
isso não ocorra deve-se proceder a um novo ensaio e a seguir o cálculo da nova vmxp, até que o
valor encontrado da velocidade se encontre no intervalo.
Como o campo de velocidades não é ilimitado, devem-se respeitar certos valores
definidos como limite (vlim):
- Em relação à rotação do eixo-árvore:

110
vd nmax min
lim1 =⋅ ⋅π
1000 (72) e vd n
lim2min max=
⋅ ⋅π1000 (73)
Onde:
dmin = diâmetro mínimo da peça testada, em mm.
dmax = diâmetro máximo da peça testada, em mm.
nmax = rotação máxima do eixo-árvore, em mm/volta.
nmin = rotação mínima do eixo-árvore, em mm/volta.
- Em relação à potência do motor:
p
zs
mlim3 afK
Nv
⋅⋅⋅⋅⋅
= −11
7560η (74)
Onde:
Nm = potência do motor elétrico principal de acionamento, em CV;
η = rendimento do motor elétrico;
Ks1 e z = constantes específicas do metal, em relação à pressão específica de corte;
f = avanço da ferramenta, em mm/volta;
ap = profundidade de corte, em mm.
A menor dentre as velocidades limite das equações, (73 e 74) será considerada a
velocidade limite (vlim) máxima para o ensaio, já a da equação (72) será definida como a
velocidade mínima limite (vmlim).
Para cada situação abaixo, o modelo sugere adotar certos procedimentos. Se a
velocidade de máxima produção for maior que as velocidades da segunda condição e da
velocidade limite, adota-se uma terceira velocidade multiplicada 1,2 da segunda velocidade
do intervalo v’ e v’’ ou 0,9 da velocidade limite como segue:
- Se a (vmxp) > (v’’) e > (vlim):

111
- (v’’’) = 1,2 (v’’), ou.
- (v’’’) = 0,9 (vlim).
Se a velocidade de máxima produção for maior que a velocidade da segunda condição e
for menor que a velocidade limite, adota-se uma terceira velocidade, na qual é obtida por
meio da multiplicação, ou seja, por 1,2 a velocidade da segunda condição ou multiplica-se por
0,9 a velocidade da máxima produção e por 1,1 a máxima produção passando esta a ser a
velocidade da primeira condição, aumentando assim o intervalo, como segue:
- Se a (vmxp) > (v’’) e < (vlim):
- (v’’’) = 1,2 (v’’), ou.
- (v’) = 0,9 (vmxp) e (v’’) = 1,1 (vmxp).
Finalmente, se a velocidade de máxima produção for menor que velocidade da primeira
condição e maior que a velocidade limite, adota-se uma terceira velocidade menor que 20%
da velocidade da primeira condição ou diminui 10% a velocidade de máxima produção para a
nova velocidade da primeira condição e logo a velocidade da segunda condição será 10% a
mais da velocidade de máxima produção. Ainda, podemos adotar uma terceira condição como
uma velocidade de mínimo custo.
- Se a (vmxp) < (v’) e > (vmlim):
- (v’’’) = 0,8 (v’), ou.
- (v’) = 0,9 (vmxp) e (v’’) = 1,1 (vmxp), ou.
- (v’’’) = (vo).
Por final se a (vmxp) < (v’) e < (vmlim) o modelo sugere que se adote novos parâmetros de
corte, pois a máquina está sendo subtilizada desta forma.

112
3.1.4.4. Relação Custo/Benefício
Caracterizado o critério da máxima produção e obedecidas todas as condições impostas
pelo subsistema para a determinação da velocidade de máxima produção vmxp, esta passa a ser
denominada velocidade de corte selecionada (vCSEL). De posse então, desses dados colhidos é
possível determinar o custo de usinagem por peça (Ctp), utilizando-se a expressão (75). Esta
expressão foi desenvolvida a partir das equações de custo de Ferraresi (1977).
C Ck C
v
k v
KCtp iv
g um
csel
g csel(x 1)
A= +⋅
+
⋅
−
(75)
Onde:
Civ = valores dos custos diretos e indiretos da matéria-prima, em $/pç;
Cum = custo utilização da máquina, em $/min;
CA = custo total da ferramenta, em $/aresta;
vCSEL = velocidade de corte selecionada, em m/min;
x e K = coeficientes da equação de vida de Taylor;
O valor de kg representa a constante independente da velocidade dada por:
(76)
Onde:
d = diâmetro da peça, em mm;
lc = comprimento de corte, em mm;
Após realizar o cálculo do custo e comparar os custos das diferentes ferramentas
utilizadas no ensaio, o sistema indica qual ferramenta apresenta a melhor relação
custo/benefício para a operação em questão, além dos parâmetros de usinagem utilizados para
tanto.
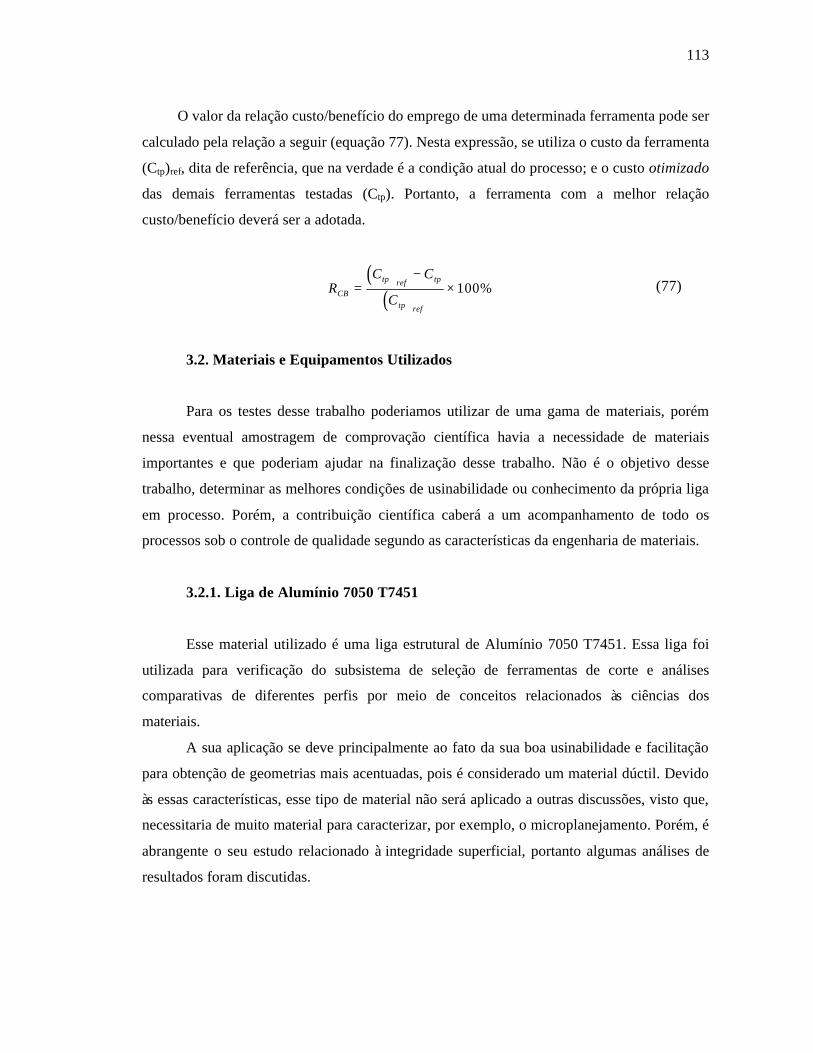
113
O valor da relação custo/benefício do emprego de uma determinada ferramenta pode ser
calculado pela relação a seguir (equação 77). Nesta expressão, se utiliza o custo da ferramenta
(Ctp)ref, dita de referência, que na verdade é a condição atual do processo; e o custo otimizado
das demais ferramentas testadas (Ctp). Portanto, a ferramenta com a melhor relação
custo/benefício deverá ser a adotada.
( )
( )RC C
CCB
tp ref tp
tp ref
=−
× 100% (77)
3.2. Materiais e Equipamentos Utilizados
Para os testes desse trabalho poderiamos utilizar de uma gama de materiais, porém
nessa eventual amostragem de comprovação científica havia a necessidade de materiais
importantes e que poderiam ajudar na finalização desse trabalho. Não é o objetivo desse
trabalho, determinar as melhores condições de usinabilidade ou conhecimento da própria liga
em processo. Porém, a contribuição científica caberá a um acompanhamento de todo os
processos sob o controle de qualidade segundo as características da engenharia de materiais.
3.2.1. Liga de Alumínio 7050 T7451
Esse material utilizado é uma liga estrutural de Alumínio 7050 T7451. Essa liga foi
utilizada para verificação do subsistema de seleção de ferramentas de corte e análises
comparativas de diferentes perfis por meio de conceitos relacionados às ciências dos
materiais.
A sua aplicação se deve principalmente ao fato da sua boa usinabilidade e facilitação
para obtenção de geometrias mais acentuadas, pois é considerado um material dúctil. Devido
às essas características, esse tipo de material não será aplicado a outras discussões, visto que,
necessitaria de muito material para caracterizar, por exemplo, o microplanejamento. Porém, é
abrangente o seu estudo relacionado à integridade superficial, portanto algumas análises de
resultados foram discutidas.

114
O alumínio pode ser considerado o segundo elemento metálico mais abundante na
terra, pode também ser considerado como elemento competidor nas aplicações em engenharia.
Suas propriedades faz dele um dos mais econômico e atrativo, uma das suas qualidades são a
aparência, densidade, propriedades elétrica, resistência a fadiga, e resistência á corrosão. O
alumínio tem a densidade de somente 2,7 g/cm3, aproximadamente 1/3 ao do aço (7,83 g/cm3)
e ao do cobre (8,53 g/cm3) (ASM, 1987). Além disso, o alumínio e suas ligas têm grande
característica técnica peculiar, elevada relação resistência/peso.
Os resultados da caracterização da liga AA 7050 – T 7451 estão descritos na Tabela
12. As análises para identificação da composição da liga foram feitas no laboratório de
absorção atômica do departamento de química da Faculdade de Engenharia Química de
Lorena (FAENQUIL), através de um espectrômetro de absorção atômica, marca Perkin Elmer
e modelo Analyst 800, utilizando-se a atomização por chama.
Tabela 2. Composição química da liga de alumínio AA 7050 - T7451.
Elementos
%
Zn
%
Ti
%
Mg
%
Cu
%
Zr
%
Fe
%
Mn
%
Cr
%
Si
Especificação do
material, AA7050
(Metals Handbook,
1989).
5,7
a
6,7
0,06 1,9
a
2,6
2
a
2,6
0,08
a
0,15
0,15 0,1 0,04 0,12
ENCONTRADO 6,2 0,06 1,47 2,28 0,1 0,08 0,013 0,015 0,39
Para melhor entender essa liga utilizada pode ser entendida pela própria designação.
As ligas de alumínio podem ser classificadas entre duas designações diferentes: de acordo
com a designação numérica ou alfanumérica. A designação numérica é derivada da
nomenclatura americana e, é a forma utilizada para representá-las. Têm basicamente 4 dígitos.
Por exemplo, a série 1xxx (primeiro grupo chamado de alumínio puro) considerando-se 99%
de pureza. O terceiro e o quarto indica a porcentagem de pureza abaixo de 99%, por exemplo,
a liga 7070 tem uma quantidade de Alumínio de 99,70%. O primeiro dígito de 2 a 8 denota
outras ligas. A letra que se segue indica o tratamento térmico feito e os outros dígitos a
porcentagem dos outros elementos, por exemplo, 7050-T73651 (MAZZOLANI, 1995).
115
As ligas das séries 7000 consistem em ligas tratadas termicamente. A liga de Alumínio
7050 pode ser dividida em duas famílias dependendo da porcentagem de cobre e magnésio
como terceiro elemento ligante: a liga AlZnMgCu e a AlZnMg. Essas ligas são geralmente
usadas em aplicações estruturais e também em estruturas soldadas, pois possuem resistência
nas zonas afetadas termicamente (MAZZOLANI, 1995).
Essa liga de Alumínio 7050, baseada nos elementos, Al, Zn, Mg, e Cu, foram
desenvolvidos pela Alcoa em 1970. O zinco e magnésio aumentam a formação de
precipitados que levam ao endurecimento por precipitação e o cobre melhora a resistência à
corrosão. Além disso, a liga contém zinco, que forma dispersóides Al3Zn que, no caso,
retardam a recristalização. O Ferro e Silício são dados como impurezas, formando fases
intermetálicas com o alumínio e outros elementos ligantes. Fases remanescentes
interdendríticas contendo elementos ligantes, por exemplo, Al2CuMg e MgSi, podem ser
encontradas na forma de partículas constituintes (RAYMUNDO, 2000).
A liga de Alumínio pode ter genericamente Zn (6,2%), Mg (2,25%), Cu(2,3%),
Zr(0,12%) aumentando assim, a resistência à tração, fadiga e corrosão. Em forjados e
extrudados, a combinação acima é superior à da liga de Al 7475. Quanto à corrosão sob
tensão, a liga de Al 7050 possui resistência acima de qualquer liga tratável termicamente,
especialmente em espessuras finas. Sua conformidade é similar à do Al 7475. Sua
usinabilidade é excelente em todas as condições. Não é considerada boa sua soldabilidade.
A determinação de tamanho do grão, forma, e distribuição nos materiais policristalinos
são provavelmente uma das mais importantes medidas metalográficas. Por exemplo, ligas
metálicas dúcteis exibem uma maior tensão de elongação para temperaturas elevadas por
causa de seus tamanhos de grão ultrafinos. Em temperatura ambiente a conformação de
chapas aparece um fenômeno prejudicial chamado de “casca de laranja” que esta associado
com grãos grosseiros (S. YANG, 1997).
O tamanho do grãos, ou diâmetro médio, em um metal policristalino influencia as
propriedades mecânicas. Grãos adjacentes possuem normalmente orientações cristalográficas
diferentes. Durante a deformação plástica, o escorregamento ou movimento de discordâncias
devem ter lugar através desses contornos comuns. O contorno de grão atua como uma barreira
ao movimento das discordâncias, devida a duas razões como a desorientações entre dois grãos
tendo que contorna-los e a desordenação atômica no interior de uma região de contorno de
116
grão onde irá resultar em uma descontinuidade de planos de escorregamento de um grão para
dentro do outro (CALLISTER, Jr, 2002).
Um material com granulação fina (um que possui grãos pequenos) é mais duro e mais
resistentes do que um material que possui granulação grosseira, uma vez que o primeiro
possui uma maior área total de contornos de grão para dificultar o movimento das
discordâncias.
Essa liga quaternária AL-Zn-Cu-Mg, processada necessita possuí tratamento térmico
de solubilização, seguido de um envelhecimento artificial para um aumento da resistência
mecânica por precipitação.
Durante esse tratamento térmico de solubilização, ocorre um processo de
recristalização parcial, essa condição cria contornos de grão de alto ângulo, que separam a
região recristalizada da população de subgrãos. Os precipitados formados durante a
solubilização são relativamente grosseiros incoerentes, estando a maior parte nos contornos de
grãos de alto ângulo.
As análises da microestrutura e microsegregação são muita importância para a
indústria de metalúrgica, elas são um elo estratégico entre processamento e comportamentos
dos materiais. Por exemplo, a presença de fases secundárias formada pelo Cr, Fé, Mn, Ni, Si e
Ti, e combinações deles durante a solidificação não equilibrada pode aumentar a resistência e
dureza das ligas de Alumínio. Variações de concentração podem produzir precipitações não
homogêneas durante o subseqüente tratamento térmico, podendo assim empobrecer a
resistência a fadiga e corrosão.Uma liga de Al 7050 pode contém basicamente 11
componentes (XIE, et al., 2003).
As figuras a seguir podem ser visualizada e podem confirmar algumas discussões. A
figura 3.30 apresenta uma região longitudinal utilizado nesse trabalho, constitui então, do
material utilizado para a realização dos ensaios é uma liga de Alumínio ASTM 7050 - T7451
de uso aeronáutico obtido junto à Empresa Brasileira de Aeronáutica (EMBRAER). Este
material foi obtido na forma de placas laminadas com espessura de 3 pol.
A imagem dessa liga apresentada nessa figura, não foi atacada por reagente químico,
ela apresenta uma característica como pode ser observado regiões de segregação e
precipitados, inerentes do processo de fabricação. Essa mesma amostra em seguida foi
atacada como um reagente experimental, o qual apresentou-se um sucesso perante a solução
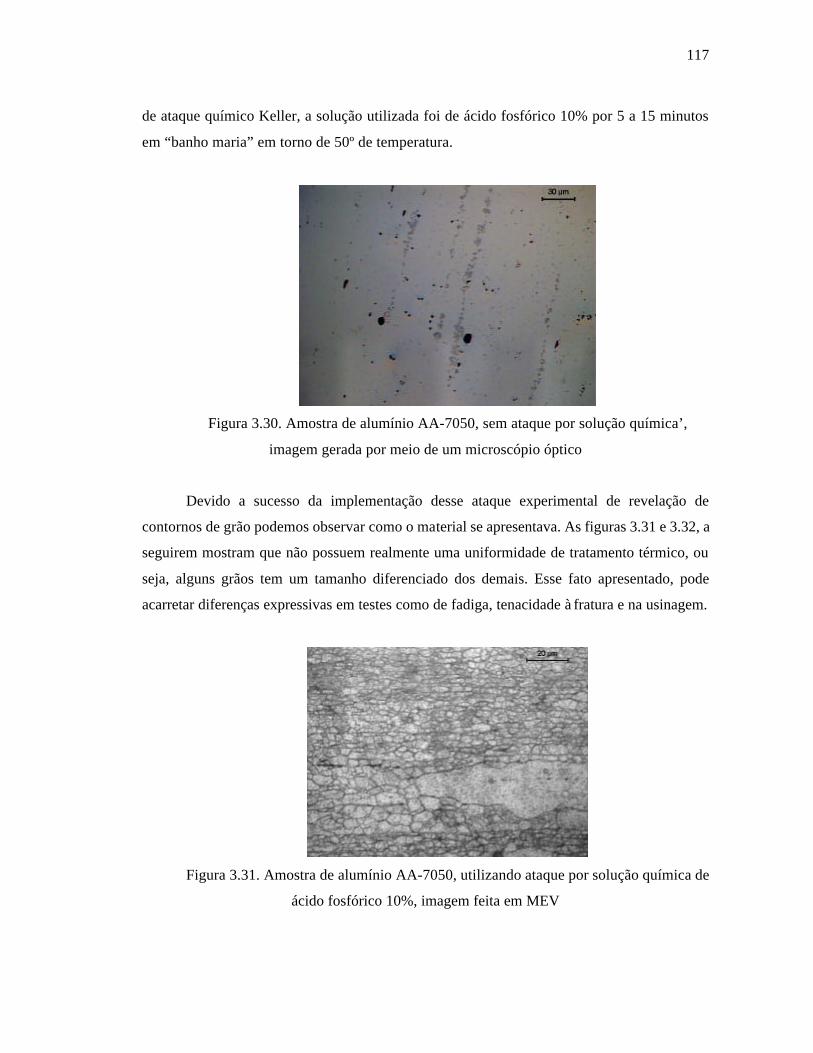
117
de ataque químico Keller, a solução utilizada foi de ácido fosfórico 10% por 5 a 15 minutos
em “banho maria” em torno de 50º de temperatura.
Figura 3.30. Amostra de alumínio AA-7050, sem ataque por solução química’,
imagem gerada por meio de um microscópio óptico
Devido a sucesso da implementação desse ataque experimental de revelação de
contornos de grão podemos observar como o material se apresentava. As figuras 3.31 e 3.32, a
seguirem mostram que não possuem realmente uma uniformidade de tratamento térmico, ou
seja, alguns grãos tem um tamanho diferenciado dos demais. Esse fato apresentado, pode
acarretar diferenças expressivas em testes como de fadiga, tenacidade à fratura e na usinagem.
Figura 3.31. Amostra de alumínio AA-7050, utilizando ataque por solução química de
ácido fosfórico 10%, imagem feita em MEV
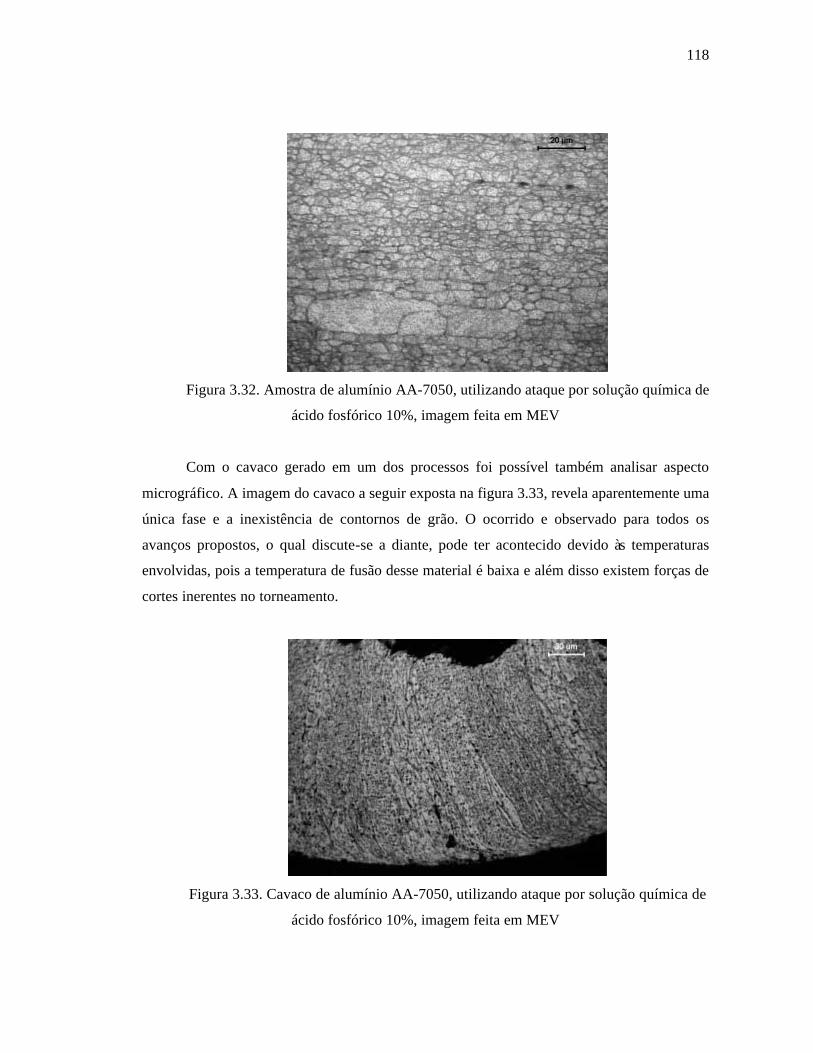
118
Figura 3.32. Amostra de alumínio AA-7050, utilizando ataque por solução química de
ácido fosfórico 10%, imagem feita em MEV
Com o cavaco gerado em um dos processos foi possível também analisar aspecto
micrográfico. A imagem do cavaco a seguir exposta na figura 3.33, revela aparentemente uma
única fase e a inexistência de contornos de grão. O ocorrido e observado para todos os
avanços propostos, o qual discute-se a diante, pode ter acontecido devido às temperaturas
envolvidas, pois a temperatura de fusão desse material é baixa e além disso existem forças de
cortes inerentes no torneamento.
Figura 3.33. Cavaco de alumínio AA-7050, utilizando ataque por solução química de
ácido fosfórico 10%, imagem feita em MEV
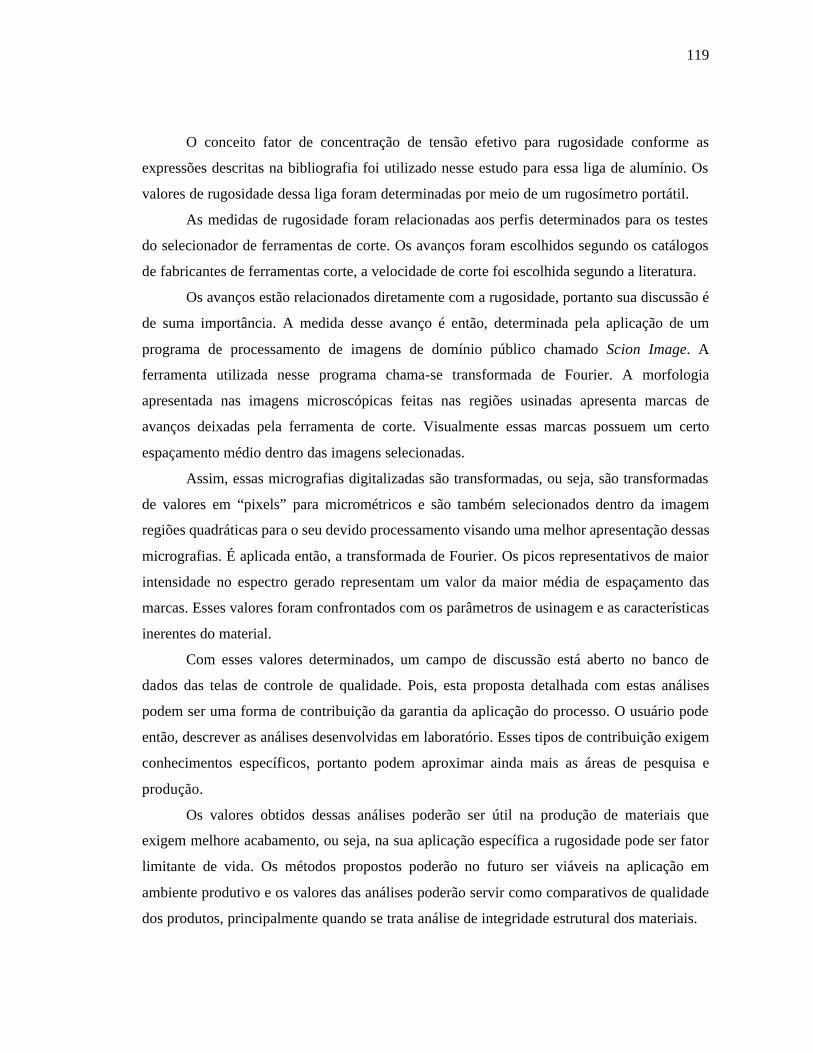
119
O conceito fator de concentração de tensão efetivo para rugosidade conforme as
expressões descritas na bibliografia foi utilizado nesse estudo para essa liga de alumínio. Os
valores de rugosidade dessa liga foram determinadas por meio de um rugosímetro portátil.
As medidas de rugosidade foram relacionadas aos perfis determinados para os testes
do selecionador de ferramentas de corte. Os avanços foram escolhidos segundo os catálogos
de fabricantes de ferramentas corte, a velocidade de corte foi escolhida segundo a literatura.
Os avanços estão relacionados diretamente com a rugosidade, portanto sua discussão é
de suma importância. A medida desse avanço é então, determinada pela aplicação de um
programa de processamento de imagens de domínio público chamado Scion Image. A
ferramenta utilizada nesse programa chama-se transformada de Fourier. A morfologia
apresentada nas imagens microscópicas feitas nas regiões usinadas apresenta marcas de
avanços deixadas pela ferramenta de corte. Visualmente essas marcas possuem um certo
espaçamento médio dentro das imagens selecionadas.
Assim, essas micrografias digitalizadas são transformadas, ou seja, são transformadas
de valores em “pixels” para micrométricos e são também selecionados dentro da imagem
regiões quadráticas para o seu devido processamento visando uma melhor apresentação dessas
micrografias. É aplicada então, a transformada de Fourier. Os picos representativos de maior
intensidade no espectro gerado representam um valor da maior média de espaçamento das
marcas. Esses valores foram confrontados com os parâmetros de usinagem e as características
inerentes do material.
Com esses valores determinados, um campo de discussão está aberto no banco de
dados das telas de controle de qualidade. Pois, esta proposta detalhada com estas análises
podem ser uma forma de contribuição da garantia da aplicação do processo. O usuário pode
então, descrever as análises desenvolvidas em laboratório. Esses tipos de contribuição exigem
conhecimentos específicos, portanto podem aproximar ainda mais as áreas de pesquisa e
produção.
Os valores obtidos dessas análises poderão ser útil na produção de materiais que
exigem melhore acabamento, ou seja, na sua aplicação específica a rugosidade pode ser fator
limitante de vida. Os métodos propostos poderão no futuro ser viáveis na aplicação em
ambiente produtivo e os valores das análises poderão servir como comparativos de qualidade
dos produtos, principalmente quando se trata análise de integridade estrutural dos materiais.
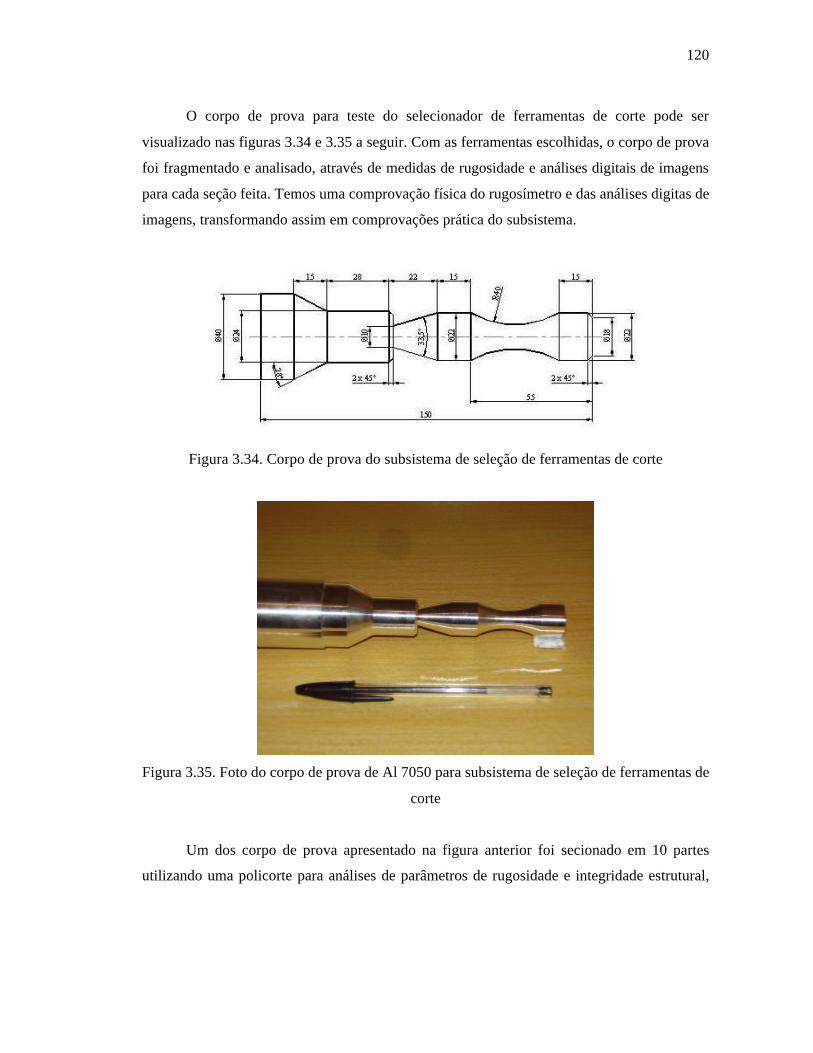
120
O corpo de prova para teste do selecionador de ferramentas de corte pode ser
visualizado nas figuras 3.34 e 3.35 a seguir. Com as ferramentas escolhidas, o corpo de prova
foi fragmentado e analisado, através de medidas de rugosidade e análises digitais de imagens
para cada seção feita. Temos uma comprovação física do rugosímetro e das análises digitas de
imagens, transformando assim em comprovações prática do subsistema.
Figura 3.34. Corpo de prova do subsistema de seleção de ferramentas de corte
Figura 3.35. Foto do corpo de prova de Al 7050 para subsistema de seleção de ferramentas de
corte
Um dos corpo de prova apresentado na figura anterior foi secionado em 10 partes
utilizando uma policorte para análises de parâmetros de rugosidade e integridade estrutural,
121
conforme pode ser observado na figura 3.36 adiante. As análises feitas seguem conceitos e
aplicações escritas na revisão bibliográfica e foram discutidas no capítulo posterior.
Figura 3.36. Seções das amostras analisadas para os três avanços
São necessários na aplicação do sistema SAPPU, máquinas e equipamentos envolvendo
as operações de usinagem e estudos analíticos de superfícies.
A Máquina-Ferramenta utilizada foi um torno CNC (Figura 3.36), marca Romi,
modelo Centur 30D, comando MACH 9, rotação máxima 4000 RPM, potência de 10 CV, do
Laboratório de Estudo da Usinagem (LEU - DEMAR).
Figura 3.37. Torno CNC (LEU - DEMAR)
Foi utilizado um rugosímetro portátil Surftest SJ-201 da Mitutoyo (com apalpador
mecânico tipo estilete e raio de ponta de 5 µm).
Para as análises micrográficas utilizou-se um microscópio eletrônico de varredura
(MEV) LEO modelo 1450-VP com filamento de tungstênio do Laboratório de Microscopia

122
Eletrônica (LME) da FAENQUIL. Também foi utilizado para as análises um microscópio
óptico metalúrgico da marca LEICA, modelo LEICA DMIRM com aumento de 50x a 1000x,
ligado a um software de análise de imagens “Qwin”.
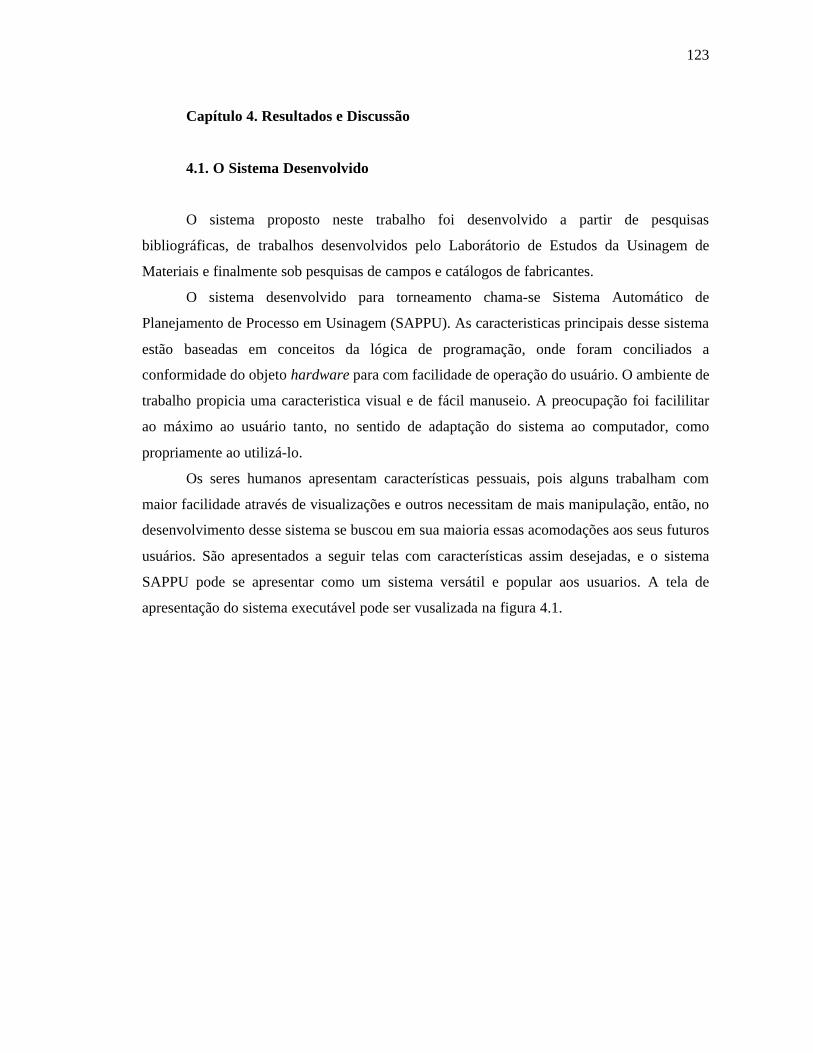
123
Capítulo 4. Resultados e Discussão
4.1. O Sistema Desenvolvido
O sistema proposto neste trabalho foi desenvolvido a partir de pesquisas
bibliográficas, de trabalhos desenvolvidos pelo Laborátorio de Estudos da Usinagem de
Materiais e finalmente sob pesquisas de campos e catálogos de fabricantes.
O sistema desenvolvido para torneamento chama-se Sistema Automático de
Planejamento de Processo em Usinagem (SAPPU). As caracteristicas principais desse sistema
estão baseadas em conceitos da lógica de programação, onde foram conciliados a
conformidade do objeto hardware para com facilidade de operação do usuário. O ambiente de
trabalho propicia uma caracteristica visual e de fácil manuseio. A preocupação foi facililitar
ao máximo ao usuário tanto, no sentido de adaptação do sistema ao computador, como
propriamente ao utilizá-lo.
Os seres humanos apresentam características pessuais, pois alguns trabalham com
maior facilidade através de visualizações e outros necessitam de mais manipulação, então, no
desenvolvimento desse sistema se buscou em sua maioria essas acomodações aos seus futuros
usuários. São apresentados a seguir telas com características assim desejadas, e o sistema
SAPPU pode se apresentar como um sistema versátil e popular aos usuarios. A tela de
apresentação do sistema executável pode ser vusalizada na figura 4.1.
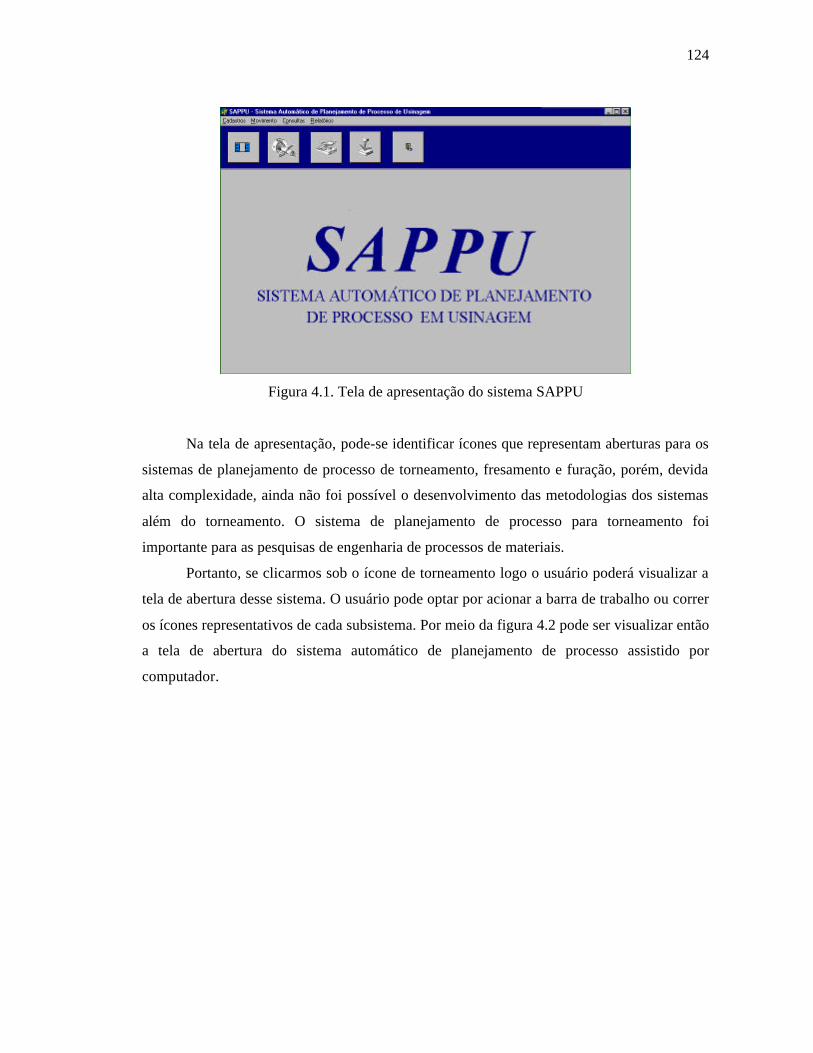
124
Figura 4.1. Tela de apresentação do sistema SAPPU
Na tela de apresentação, pode-se identificar ícones que representam aberturas para os
sistemas de planejamento de processo de torneamento, fresamento e furação, porém, devida
alta complexidade, ainda não foi possível o desenvolvimento das metodologias dos sistemas
além do torneamento. O sistema de planejamento de processo para torneamento foi
importante para as pesquisas de engenharia de processos de materiais.
Portanto, se clicarmos sob o ícone de torneamento logo o usuário poderá visualizar a
tela de abertura desse sistema. O usuário pode optar por acionar a barra de trabalho ou correr
os ícones representativos de cada subsistema. Por meio da figura 4.2 pode ser visualizar então
a tela de abertura do sistema automático de planejamento de processo assistido por
computador.
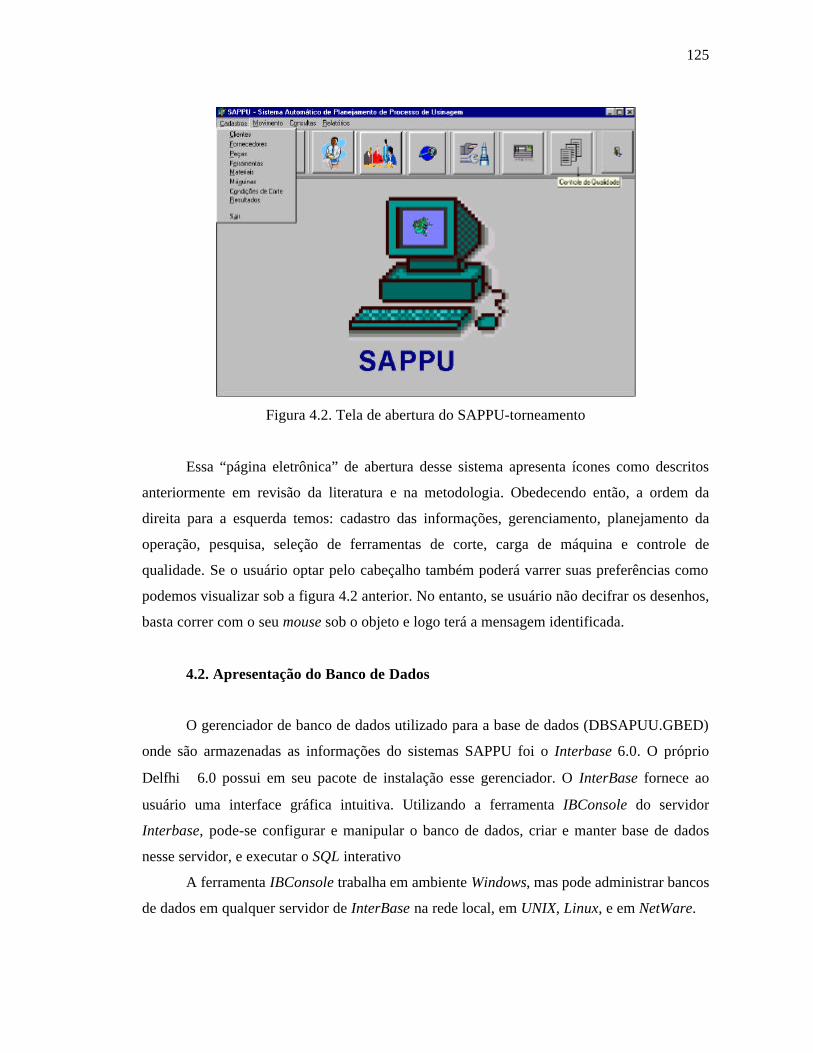
125
Figura 4.2. Tela de abertura do SAPPU-torneamento
Essa “página eletrônica” de abertura desse sistema apresenta ícones como descritos
anteriormente em revisão da literatura e na metodologia. Obedecendo então, a ordem da
direita para a esquerda temos: cadastro das informações, gerenciamento, planejamento da
operação, pesquisa, seleção de ferramentas de corte, carga de máquina e controle de
qualidade. Se o usuário optar pelo cabeçalho também poderá varrer suas preferências como
podemos visualizar sob a figura 4.2 anterior. No entanto, se usuário não decifrar os desenhos,
basta correr com o seu mouse sob o objeto e logo terá a mensagem identificada.
4.2. Apresentação do Banco de Dados
O gerenciador de banco de dados utilizado para a base de dados (DBSAPUU.GBED)
onde são armazenadas as informações do sistemas SAPPU foi o Interbase 6.0. O próprio
Delfhi 6.0 possui em seu pacote de instalação esse gerenciador. O InterBase fornece ao
usuário uma interface gráfica intuitiva. Utilizando a ferramenta IBConsole do servidor
Interbase, pode-se configurar e manipular o banco de dados, criar e manter base de dados
nesse servidor, e executar o SQL interativo
A ferramenta IBConsole trabalha em ambiente Windows, mas pode administrar bancos
de dados em qualquer servidor de InterBase na rede local, em UNIX, Linux, e em NetWare.
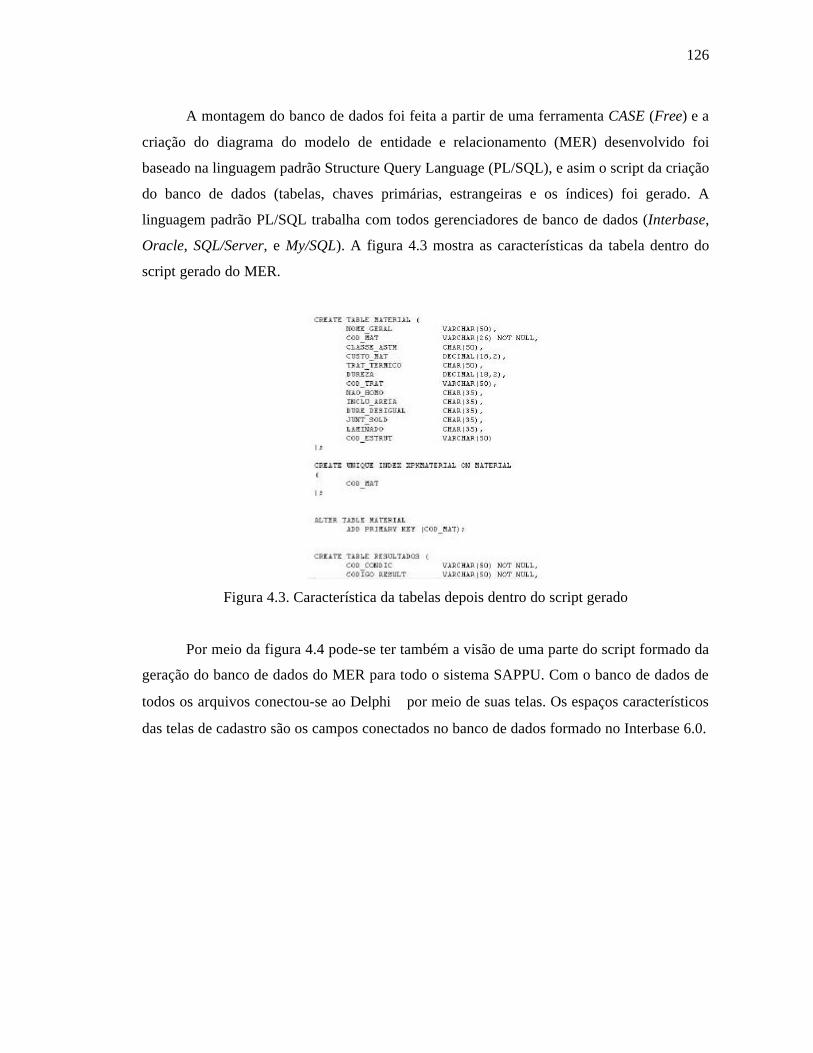
126
A montagem do banco de dados foi feita a partir de uma ferramenta CASE (Free) e a
criação do diagrama do modelo de entidade e relacionamento (MER) desenvolvido foi
baseado na linguagem padrão Structure Query Language (PL/SQL), e asim o script da criação
do banco de dados (tabelas, chaves primárias, estrangeiras e os índices) foi gerado. A
linguagem padrão PL/SQL trabalha com todos gerenciadores de banco de dados (Interbase,
Oracle, SQL/Server, e My/SQL). A figura 4.3 mostra as características da tabela dentro do
script gerado do MER.
Figura 4.3. Característica da tabelas depois dentro do script gerado
Por meio da figura 4.4 pode-se ter também a visão de uma parte do script formado da
geração do banco de dados do MER para todo o sistema SAPPU. Com o banco de dados de
todos os arquivos conectou-se ao Delphi por meio de suas telas. Os espaços característicos
das telas de cadastro são os campos conectados no banco de dados formado no Interbase 6.0.
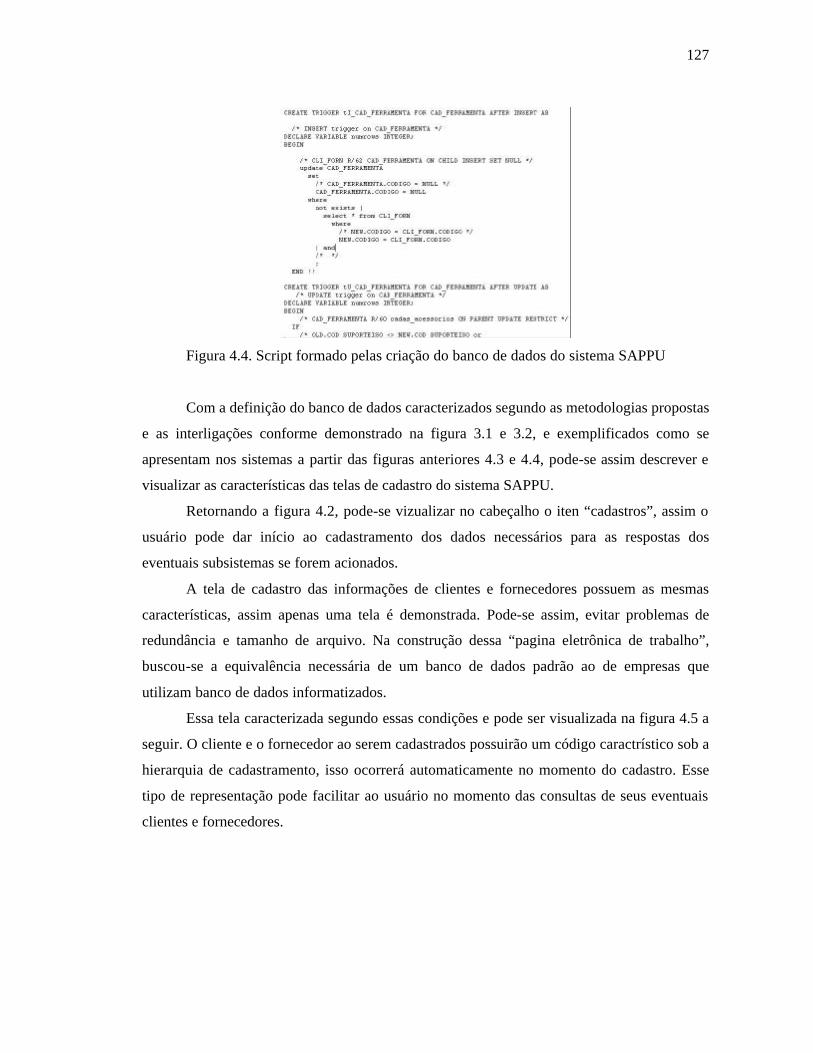
127
Figura 4.4. Script formado pelas criação do banco de dados do sistema SAPPU
Com a definição do banco de dados caracterizados segundo as metodologias propostas
e as interligações conforme demonstrado na figura 3.1 e 3.2, e exemplificados como se
apresentam nos sistemas a partir das figuras anteriores 4.3 e 4.4, pode-se assim descrever e
visualizar as características das telas de cadastro do sistema SAPPU.
Retornando a figura 4.2, pode-se vizualizar no cabeçalho o iten “cadastros”, assim o
usuário pode dar início ao cadastramento dos dados necessários para as respostas dos
eventuais subsistemas se forem acionados.
A tela de cadastro das informações de clientes e fornecedores possuem as mesmas
características, assim apenas uma tela é demonstrada. Pode-se assim, evitar problemas de
redundância e tamanho de arquivo. Na construção dessa “pagina eletrônica de trabalho”,
buscou-se a equivalência necessária de um banco de dados padrão ao de empresas que
utilizam banco de dados informatizados.
Essa tela caracterizada segundo essas condições e pode ser visualizada na figura 4.5 a
seguir. O cliente e o fornecedor ao serem cadastrados possuirão um código caractrístico sob a
hierarquia de cadastramento, isso ocorrerá automaticamente no momento do cadastro. Esse
tipo de representação pode facilitar ao usuário no momento das consultas de seus eventuais
clientes e fornecedores.
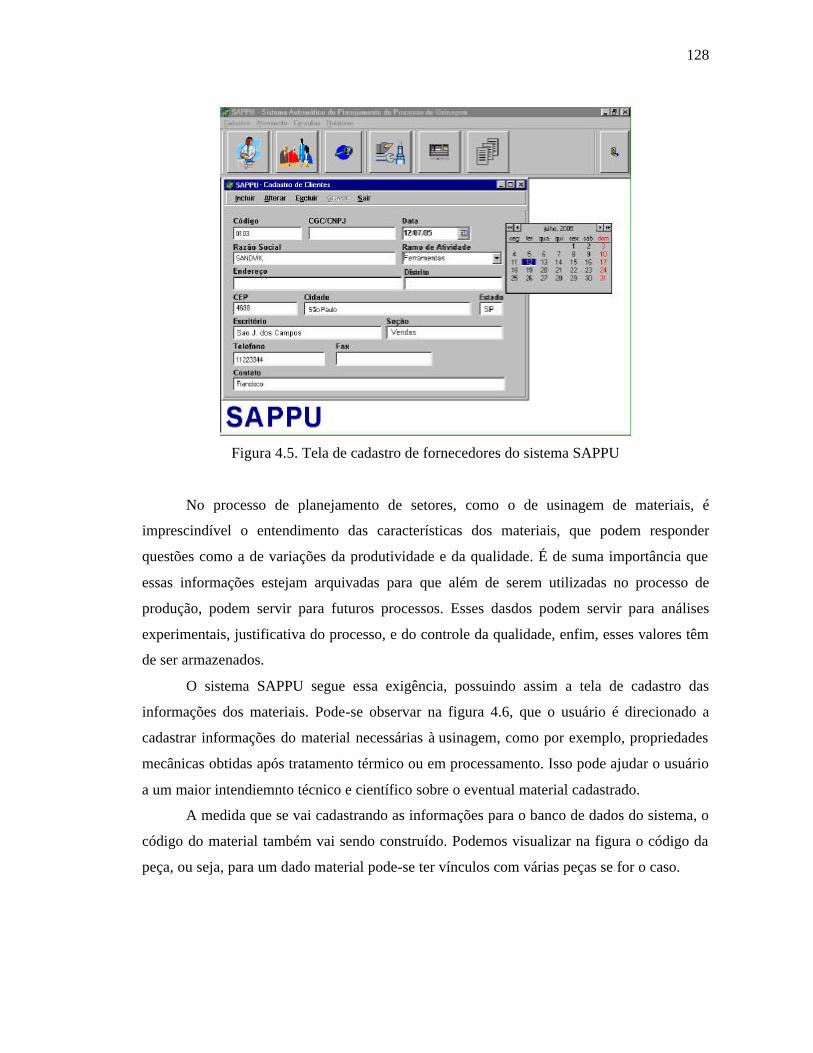
128
Figura 4.5. Tela de cadastro de fornecedores do sistema SAPPU
No processo de planejamento de setores, como o de usinagem de materiais, é
imprescindível o entendimento das características dos materiais, que podem responder
questões como a de variações da produtividade e da qualidade. É de suma importância que
essas informações estejam arquivadas para que além de serem utilizadas no processo de
produção, podem servir para futuros processos. Esses dasdos podem servir para análises
experimentais, justificativa do processo, e do controle da qualidade, enfim, esses valores têm
de ser armazenados.
O sistema SAPPU segue essa exigência, possuindo assim a tela de cadastro das
informações dos materiais. Pode-se observar na figura 4.6, que o usuário é direcionado a
cadastrar informações do material necessárias à usinagem, como por exemplo, propriedades
mecânicas obtidas após tratamento térmico ou em processamento. Isso pode ajudar o usuário
a um maior intendiemnto técnico e científico sobre o eventual material cadastrado.
A medida que se vai cadastrando as informações para o banco de dados do sistema, o
código do material também vai sendo construído. Podemos visualizar na figura o código da
peça, ou seja, para um dado material pode-se ter vínculos com várias peças se for o caso.
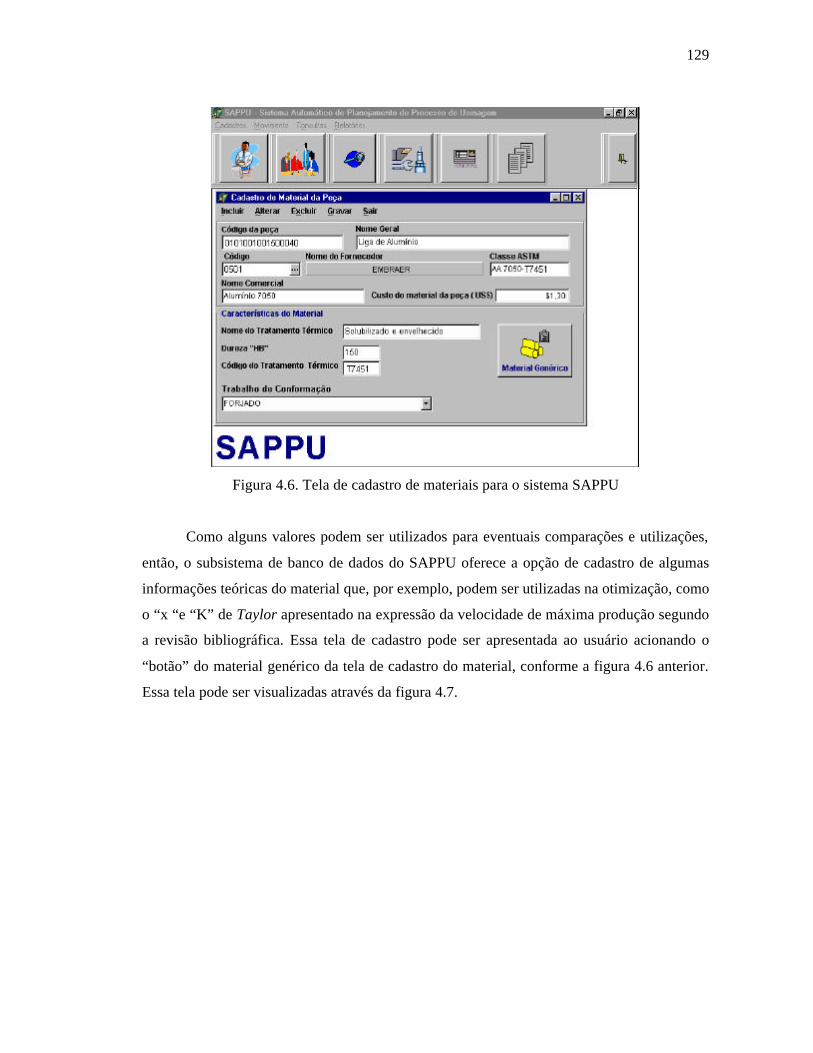
129
Figura 4.6. Tela de cadastro de materiais para o sistema SAPPU
Como alguns valores podem ser utilizados para eventuais comparações e utilizações,
então, o subsistema de banco de dados do SAPPU oferece a opção de cadastro de algumas
informações teóricas do material que, por exemplo, podem ser utilizadas na otimização, como
o “x “e “K” de Taylor apresentado na expressão da velocidade de máxima produção segundo
a revisão bibliográfica. Essa tela de cadastro pode ser apresentada ao usuário acionando o
“botão” do material genérico da tela de cadastro do material, conforme a figura 4.6 anterior.
Essa tela pode ser visualizadas através da figura 4.7.
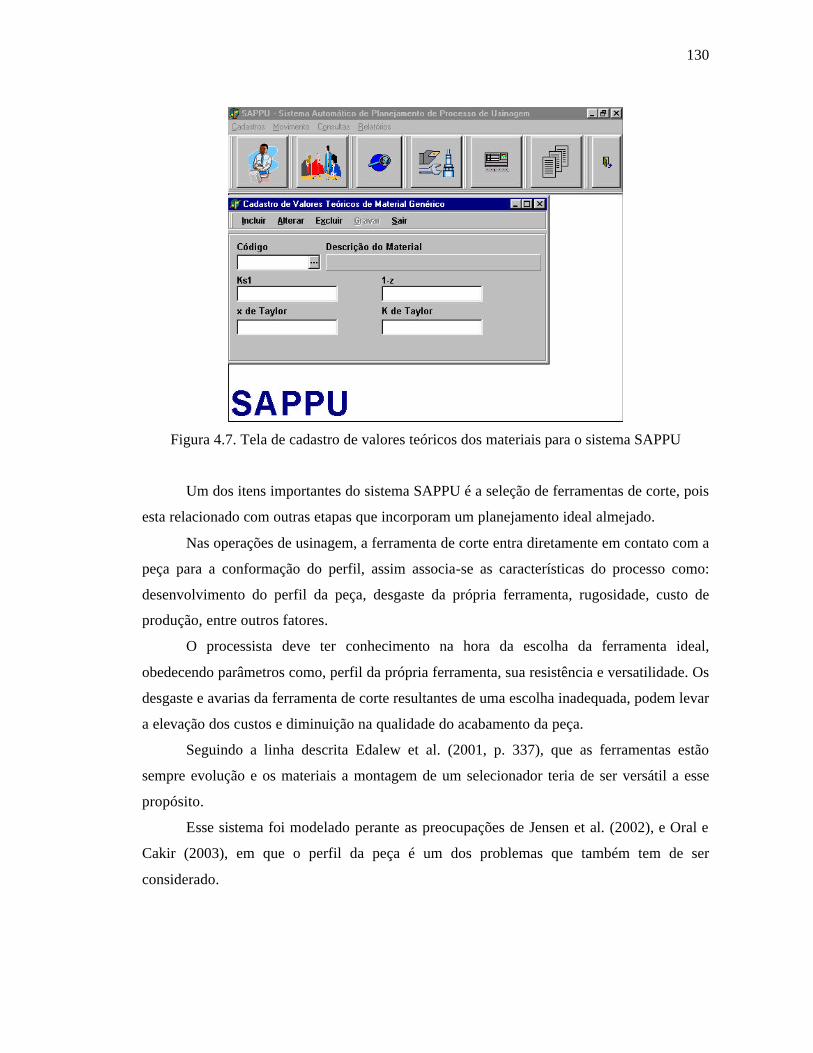
130
Figura 4.7. Tela de cadastro de valores teóricos dos materiais para o sistema SAPPU
Um dos itens importantes do sistema SAPPU é a seleção de ferramentas de corte, pois
esta relacionado com outras etapas que incorporam um planejamento ideal almejado.
Nas operações de usinagem, a ferramenta de corte entra diretamente em contato com a
peça para a conformação do perfil, assim associa-se as características do processo como:
desenvolvimento do perfil da peça, desgaste da própria ferramenta, rugosidade, custo de
produção, entre outros fatores.
O processista deve ter conhecimento na hora da escolha da ferramenta ideal,
obedecendo parâmetros como, perfil da própria ferramenta, sua resistência e versatilidade. Os
desgaste e avarias da ferramenta de corte resultantes de uma escolha inadequada, podem levar
a elevação dos custos e diminuição na qualidade do acabamento da peça.
Seguindo a linha descrita Edalew et al. (2001, p. 337), que as ferramentas estão
sempre evolução e os materiais a montagem de um selecionador teria de ser versátil a esse
propósito.
Esse sistema foi modelado perante as preocupações de Jensen et al. (2002), e Oral e
Cakir (2003), em que o perfil da peça é um dos problemas que também tem de ser
considerado.
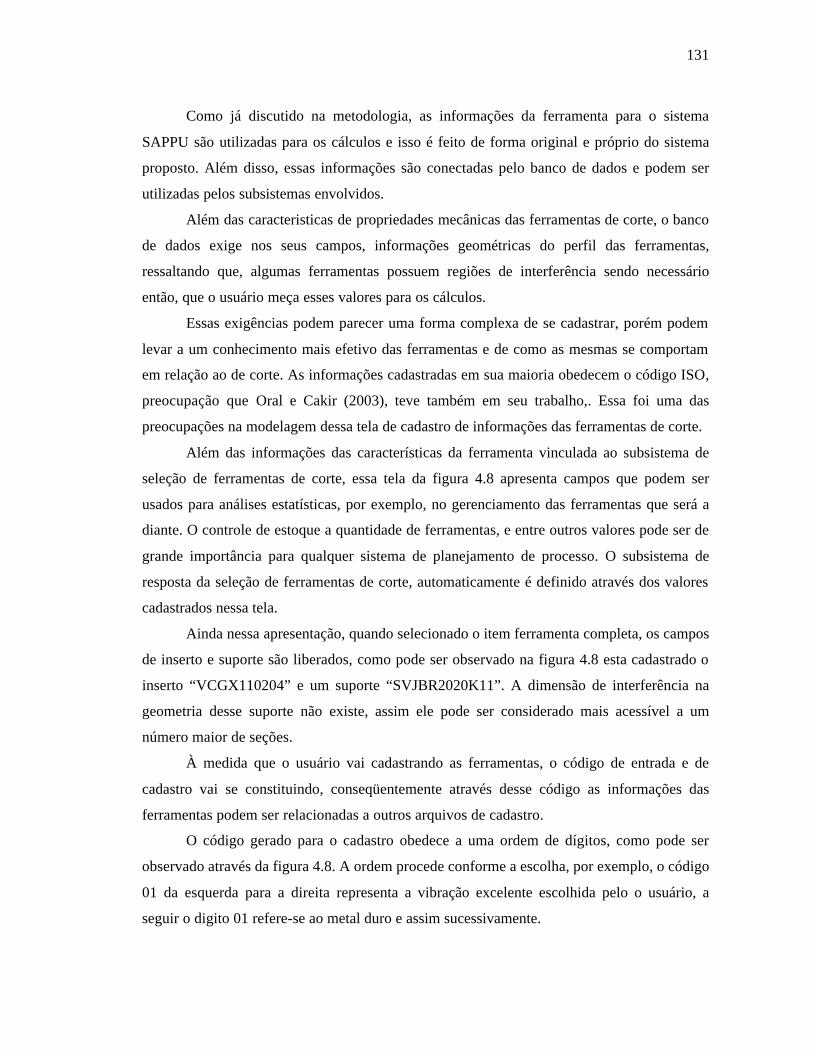
131
Como já discutido na metodologia, as informações da ferramenta para o sistema
SAPPU são utilizadas para os cálculos e isso é feito de forma original e próprio do sistema
proposto. Além disso, essas informações são conectadas pelo banco de dados e podem ser
utilizadas pelos subsistemas envolvidos.
Além das caracteristicas de propriedades mecânicas das ferramentas de corte, o banco
de dados exige nos seus campos, informações geométricas do perfil das ferramentas,
ressaltando que, algumas ferramentas possuem regiões de interferência sendo necessário
então, que o usuário meça esses valores para os cálculos.
Essas exigências podem parecer uma forma complexa de se cadastrar, porém podem
levar a um conhecimento mais efetivo das ferramentas e de como as mesmas se comportam
em relação ao de corte. As informações cadastradas em sua maioria obedecem o código ISO,
preocupação que Oral e Cakir (2003), teve também em seu trabalho,. Essa foi uma das
preocupações na modelagem dessa tela de cadastro de informações das ferramentas de corte.
Além das informações das características da ferramenta vinculada ao subsistema de
seleção de ferramentas de corte, essa tela da figura 4.8 apresenta campos que podem ser
usados para análises estatísticas, por exemplo, no gerenciamento das ferramentas que será a
diante. O controle de estoque a quantidade de ferramentas, e entre outros valores pode ser de
grande importância para qualquer sistema de planejamento de processo. O subsistema de
resposta da seleção de ferramentas de corte, automaticamente é definido através dos valores
cadastrados nessa tela.
Ainda nessa apresentação, quando selecionado o item ferramenta completa, os campos
de inserto e suporte são liberados, como pode ser observado na figura 4.8 esta cadastrado o
inserto “VCGX110204” e um suporte “SVJBR2020K11”. A dimensão de interferência na
geometria desse suporte não existe, assim ele pode ser considerado mais acessível a um
número maior de seções.
À medida que o usuário vai cadastrando as ferramentas, o código de entrada e de
cadastro vai se constituindo, conseqüentemente através desse código as informações das
ferramentas podem ser relacionadas a outros arquivos de cadastro.
O código gerado para o cadastro obedece a uma ordem de dígitos, como pode ser
observado através da figura 4.8. A ordem procede conforme a escolha, por exemplo, o código
01 da esquerda para a direita representa a vibração excelente escolhida pelo o usuário, a
seguir o digito 01 refere-se ao metal duro e assim sucessivamente.
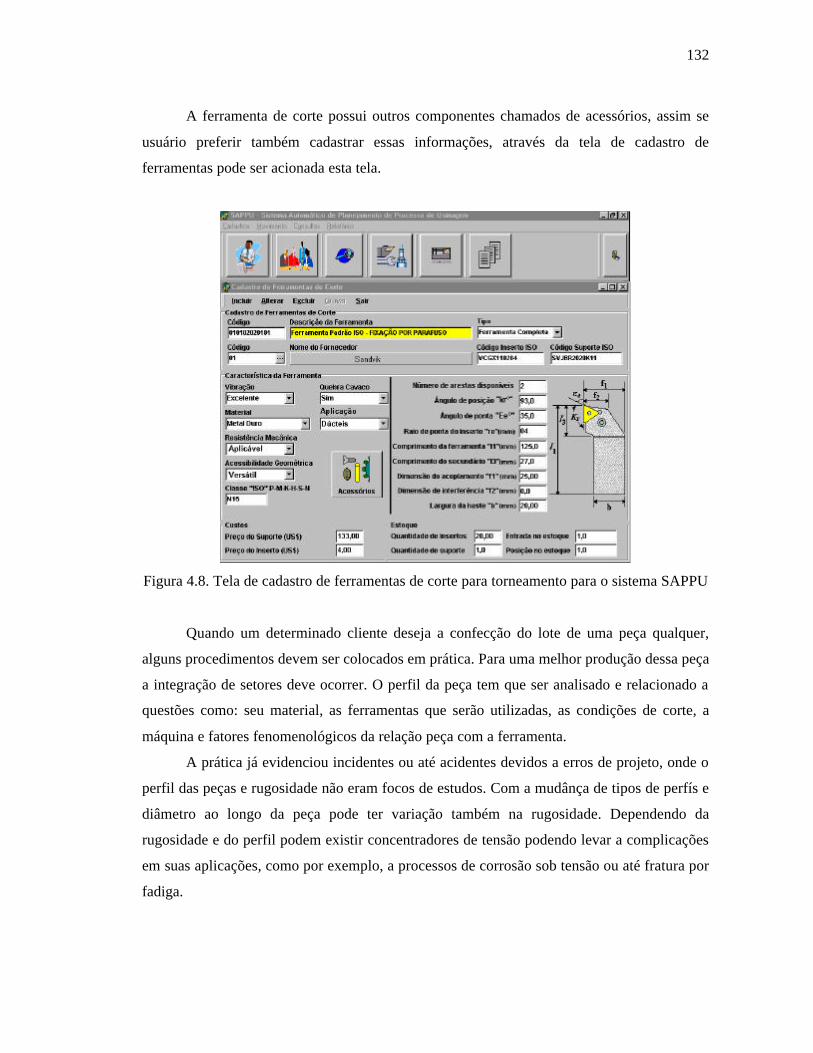
132
A ferramenta de corte possui outros componentes chamados de acessórios, assim se
usuário preferir também cadastrar essas informações, através da tela de cadastro de
ferramentas pode ser acionada esta tela.
Figura 4.8. Tela de cadastro de ferramentas de corte para torneamento para o sistema SAPPU
Quando um determinado cliente deseja a confecção do lote de uma peça qualquer,
alguns procedimentos devem ser colocados em prática. Para uma melhor produção dessa peça
a integração de setores deve ocorrer. O perfil da peça tem que ser analisado e relacionado a
questões como: seu material, as ferramentas que serão utilizadas, as condições de corte, a
máquina e fatores fenomenológicos da relação peça com a ferramenta.
A prática já evidenciou incidentes ou até acidentes devidos a erros de projeto, onde o
perfil das peças e rugosidade não eram focos de estudos. Com a mudânça de tipos de perfís e
diâmetro ao longo da peça pode ter variação também na rugosidade. Dependendo da
rugosidade e do perfil podem existir concentradores de tensão podendo levar a complicações
em suas aplicações, como por exemplo, a processos de corrosão sob tensão ou até fratura por
fadiga.
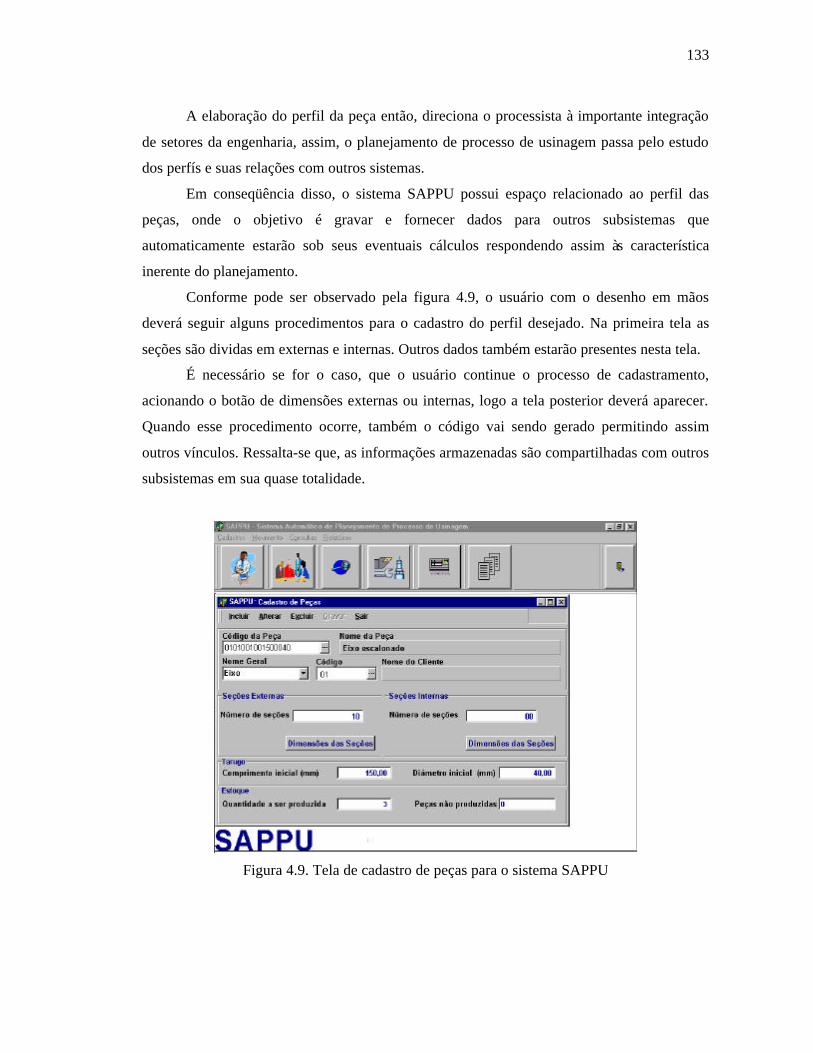
133
A elaboração do perfil da peça então, direciona o processista à importante integração
de setores da engenharia, assim, o planejamento de processo de usinagem passa pelo estudo
dos perfís e suas relações com outros sistemas.
Em conseqüência disso, o sistema SAPPU possui espaço relacionado ao perfil das
peças, onde o objetivo é gravar e fornecer dados para outros subsistemas que
automaticamente estarão sob seus eventuais cálculos respondendo assim às característica
inerente do planejamento.
Conforme pode ser observado pela figura 4.9, o usuário com o desenho em mãos
deverá seguir alguns procedimentos para o cadastro do perfil desejado. Na primeira tela as
seções são dividas em externas e internas. Outros dados também estarão presentes nesta tela.
É necessário se for o caso, que o usuário continue o processo de cadastramento,
acionando o botão de dimensões externas ou internas, logo a tela posterior deverá aparecer.
Quando esse procedimento ocorre, também o código vai sendo gerado permitindo assim
outros vínculos. Ressalta-se que, as informações armazenadas são compartilhadas com outros
subsistemas em sua quase totalidade.
Figura 4.9. Tela de cadastro de peças para o sistema SAPPU
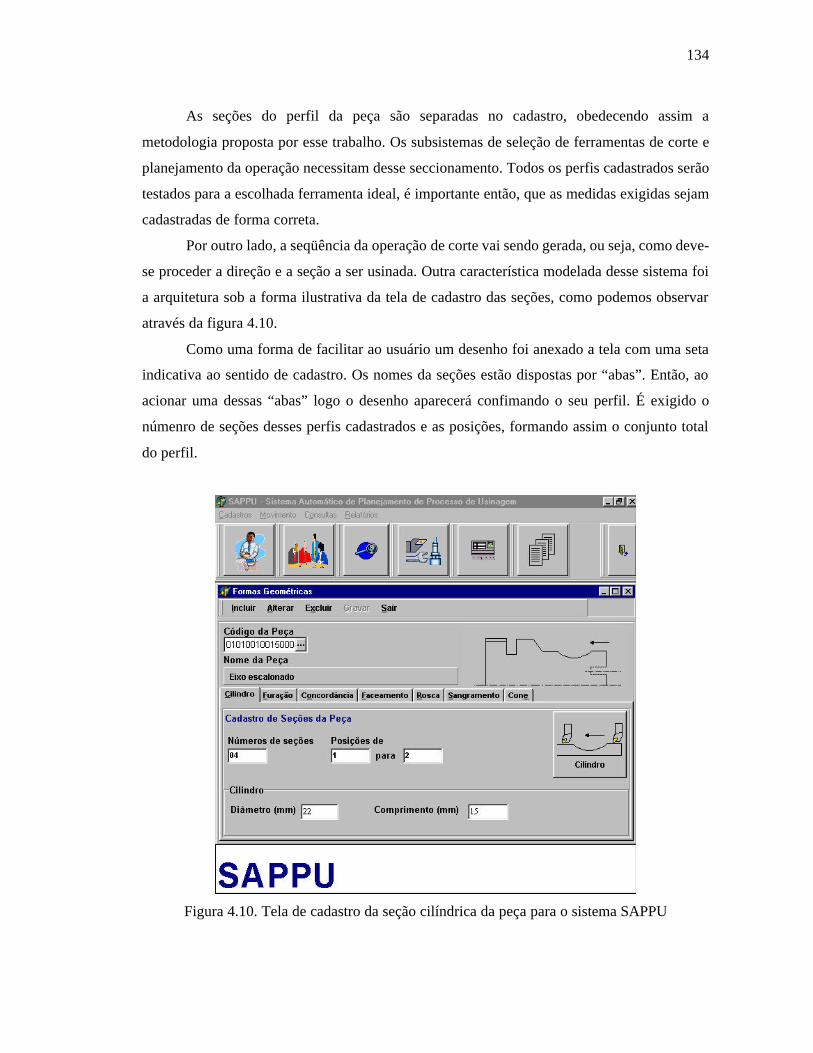
134
As seções do perfil da peça são separadas no cadastro, obedecendo assim a
metodologia proposta por esse trabalho. Os subsistemas de seleção de ferramentas de corte e
planejamento da operação necessitam desse seccionamento. Todos os perfis cadastrados serão
testados para a escolhada ferramenta ideal, é importante então, que as medidas exigidas sejam
cadastradas de forma correta.
Por outro lado, a seqüência da operação de corte vai sendo gerada, ou seja, como deve-
se proceder a direção e a seção a ser usinada. Outra característica modelada desse sistema foi
a arquitetura sob a forma ilustrativa da tela de cadastro das seções, como podemos observar
através da figura 4.10.
Como uma forma de facilitar ao usuário um desenho foi anexado a tela com uma seta
indicativa ao sentido de cadastro. Os nomes da seções estão dispostas por “abas”. Então, ao
acionar uma dessas “abas” logo o desenho aparecerá confimando o seu perfil. É exigido o
númenro de seções desses perfis cadastrados e as posições, formando assim o conjunto total
do perfil.
Figura 4.10. Tela de cadastro da seção cilíndrica da peça para o sistema SAPPU
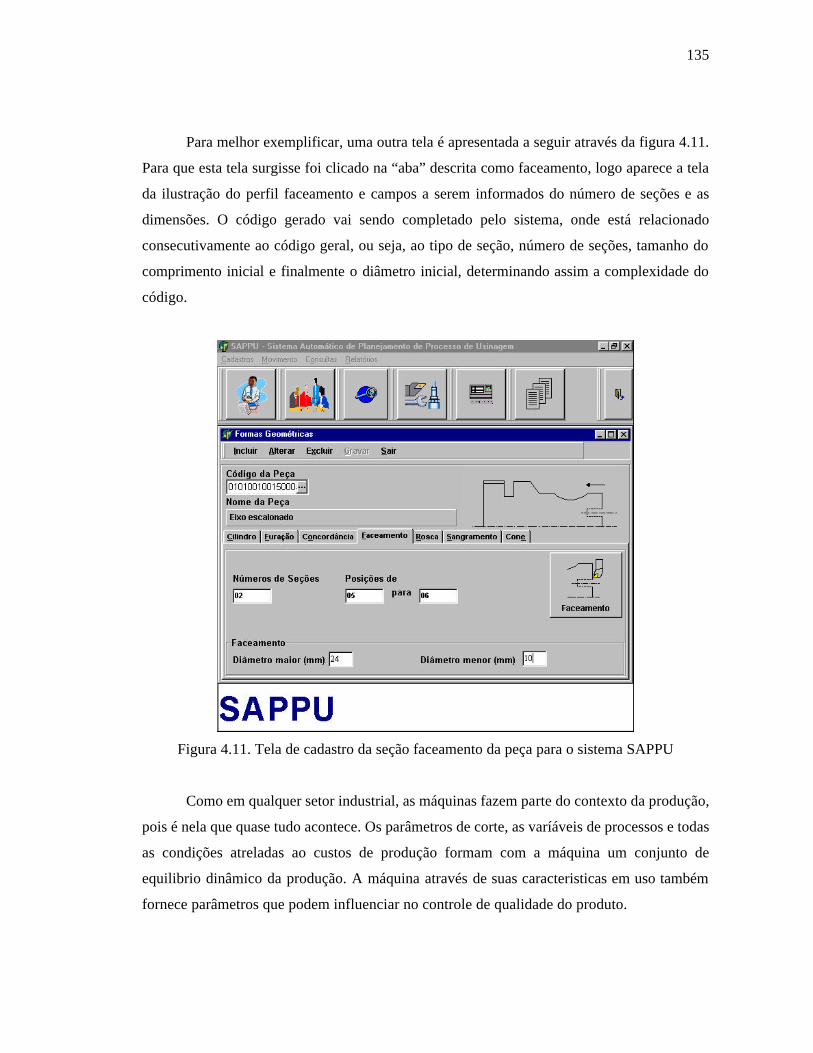
135
Para melhor exemplificar, uma outra tela é apresentada a seguir através da figura 4.11.
Para que esta tela surgisse foi clicado na “aba” descrita como faceamento, logo aparece a tela
da ilustração do perfil faceamento e campos a serem informados do número de seções e as
dimensões. O código gerado vai sendo completado pelo sistema, onde está relacionado
consecutivamente ao código geral, ou seja, ao tipo de seção, número de seções, tamanho do
comprimento inicial e finalmente o diâmetro inicial, determinando assim a complexidade do
código.
Figura 4.11. Tela de cadastro da seção faceamento da peça para o sistema SAPPU
Como em qualquer setor industrial, as máquinas fazem parte do contexto da produção,
pois é nela que quase tudo acontece. Os parâmetros de corte, as varíáveis de processos e todas
as condições atreladas ao custos de produção formam com a máquina um conjunto de
equilibrio dinâmico da produção. A máquina através de suas caracteristicas em uso também
fornece parâmetros que podem influenciar no controle de qualidade do produto.
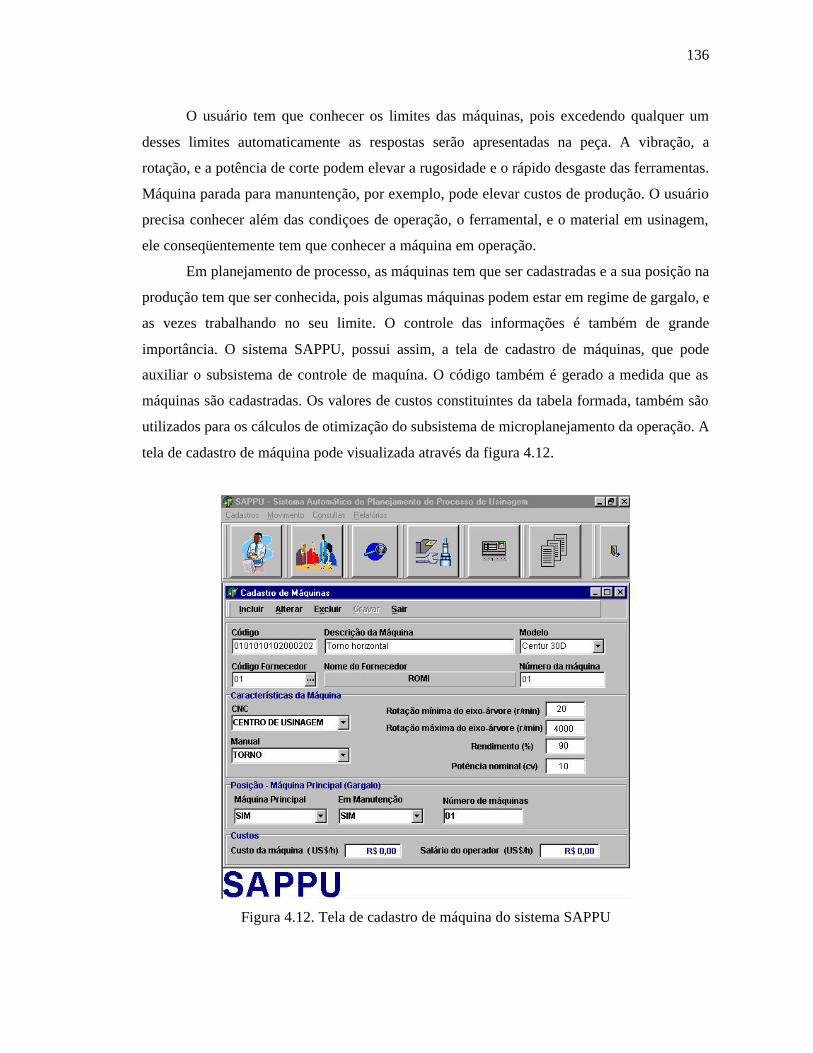
136
O usuário tem que conhecer os limites das máquinas, pois excedendo qualquer um
desses limites automaticamente as respostas serão apresentadas na peça. A vibração, a
rotação, e a potência de corte podem elevar a rugosidade e o rápido desgaste das ferramentas.
Máquina parada para manuntenção, por exemplo, pode elevar custos de produção. O usuário
precisa conhecer além das condiçoes de operação, o ferramental, e o material em usinagem,
ele conseqüentemente tem que conhecer a máquina em operação.
Em planejamento de processo, as máquinas tem que ser cadastradas e a sua posição na
produção tem que ser conhecida, pois algumas máquinas podem estar em regime de gargalo, e
as vezes trabalhando no seu limite. O controle das informações é também de grande
importância. O sistema SAPPU, possui assim, a tela de cadastro de máquinas, que pode
auxiliar o subsistema de controle de maquína. O código também é gerado a medida que as
máquinas são cadastradas. Os valores de custos constituintes da tabela formada, também são
utilizados para os cálculos de otimização do subsistema de microplanejamento da operação. A
tela de cadastro de máquina pode visualizada através da figura 4.12.
Figura 4.12. Tela de cadastro de máquina do sistema SAPPU
137
A palavra conformação significa dar forma ou configurar. Sob o ponto de vista da
engenharia, a conformação mecânica é o resultado da utilização de máquinas para construir
perfis sob condições de deformações plásticas, assim não temos a geração de cavacos. Dentro
do contexto de dar forma ou configurar a usinagem procede da mesma maneira, ou seja,
através de máquinas chega-se a um perfil, porém com a produção de cavacos. Se
considerarmos que, para a retirada do material no processo de corte a deformação ocorre de
maneira mais dinâmica e brusca que um processo de conformação mecânica sem geração de
cavaco, podemos assim, concluir que a usinagem pode ser considerada um processo de
conformação mecânica através da geração de cavaco sem contrariar as próprias definições.
Conseqüentemente, os conceitos da engenharia de materiais podem auxiliar nas pesquisa de
fenômenos ocorrentes na usinagem de materiais.
Os resultados provocados pelas condições de operação na conformação mecânica são
ressaltados na superficies das peças. Por exemplo, na trefilação parâmetros como a força de
atrito e forças envolvidas no processo podem automaticamente marcar as caracteristicas na
superficies dos fios e pode ter uma relação com desgastes excessivos das fieras. De modo
análogo, a ferramenta de corte deixa marcas defomações na superfícies da peça como
concentradores de tensão e o cavaco também descrevem os processos de desgaste das
ferramentas de corte.
As condições de trabalho torna-se um outro fator importante, pois os resultados do
processos estão atrelados à essas condições. Os parâmetros envolvidos em qualquer processo
podem ser “copiados” de alguma produção ou de alguma experência já feita. Deve-se ter
simulações ou testes empíricos no planejamento. Muitas vezes, os resultados obtidos refletem
as condições a serem aplicadas. As análises são colocadas em práticas objetivando a total
comprovação.
Em operacão de usinagem de materiais, as condições de corte são partes importantes
no planejamento de processo, visto que, parâmetros como rugosidade, tensões residuais,
conicidade, desgates e avaria de ferramentas de corte podem variar em função das condições
aplicadas. O conhecimento em engenharia de materiais é peça importante na escolha das
condições envolvidas no planejamento.
Materiais como o alumínio e titânio 6-4 por exemplo, apresentam caracteristicas
diferenciadas, o alumínio pode ser usinado à altas velocidade de corte, levando em
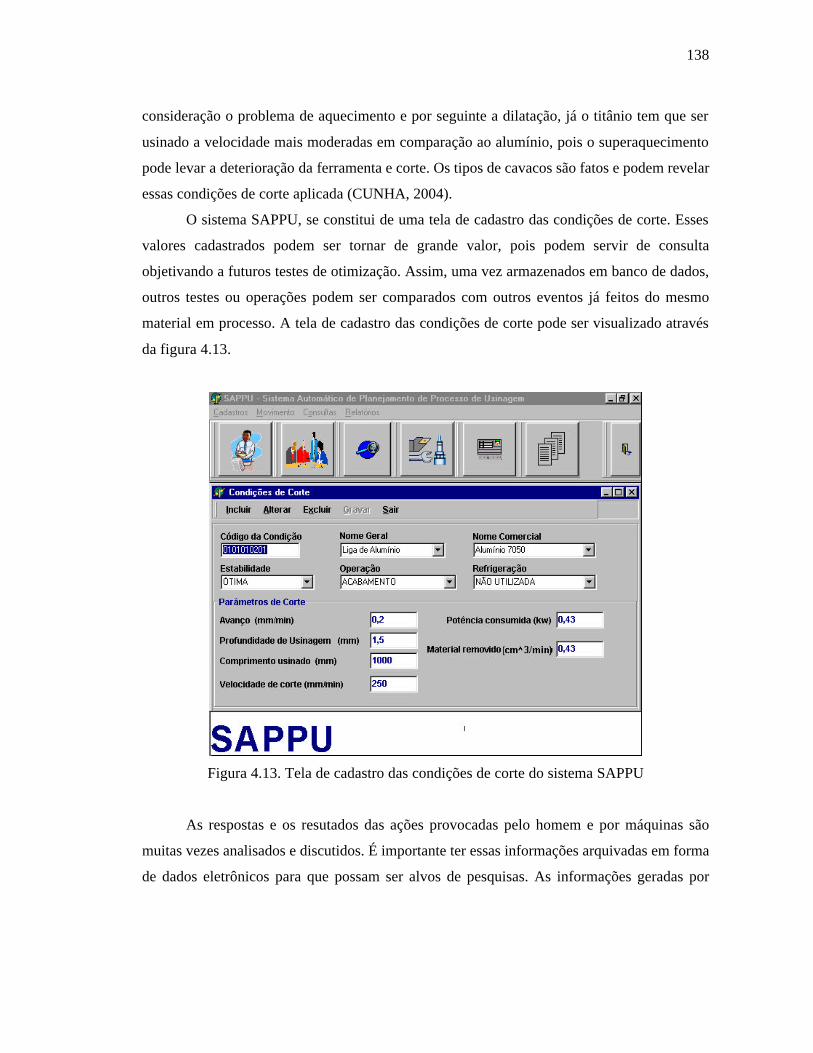
138
consideração o problema de aquecimento e por seguinte a dilatação, já o titânio tem que ser
usinado a velocidade mais moderadas em comparação ao alumínio, pois o superaquecimento
pode levar a deterioração da ferramenta e corte. Os tipos de cavacos são fatos e podem revelar
essas condições de corte aplicada (CUNHA, 2004).
O sistema SAPPU, se constitui de uma tela de cadastro das condições de corte. Esses
valores cadastrados podem ser tornar de grande valor, pois podem servir de consulta
objetivando a futuros testes de otimização. Assim, uma vez armazenados em banco de dados,
outros testes ou operações podem ser comparados com outros eventos já feitos do mesmo
material em processo. A tela de cadastro das condições de corte pode ser visualizado através
da figura 4.13.
Figura 4.13. Tela de cadastro das condições de corte do sistema SAPPU
As respostas e os resutados das ações provocadas pelo homem e por máquinas são
muitas vezes analisados e discutidos. É importante ter essas informações arquivadas em forma
de dados eletrônicos para que possam ser alvos de pesquisas. As informações geradas por
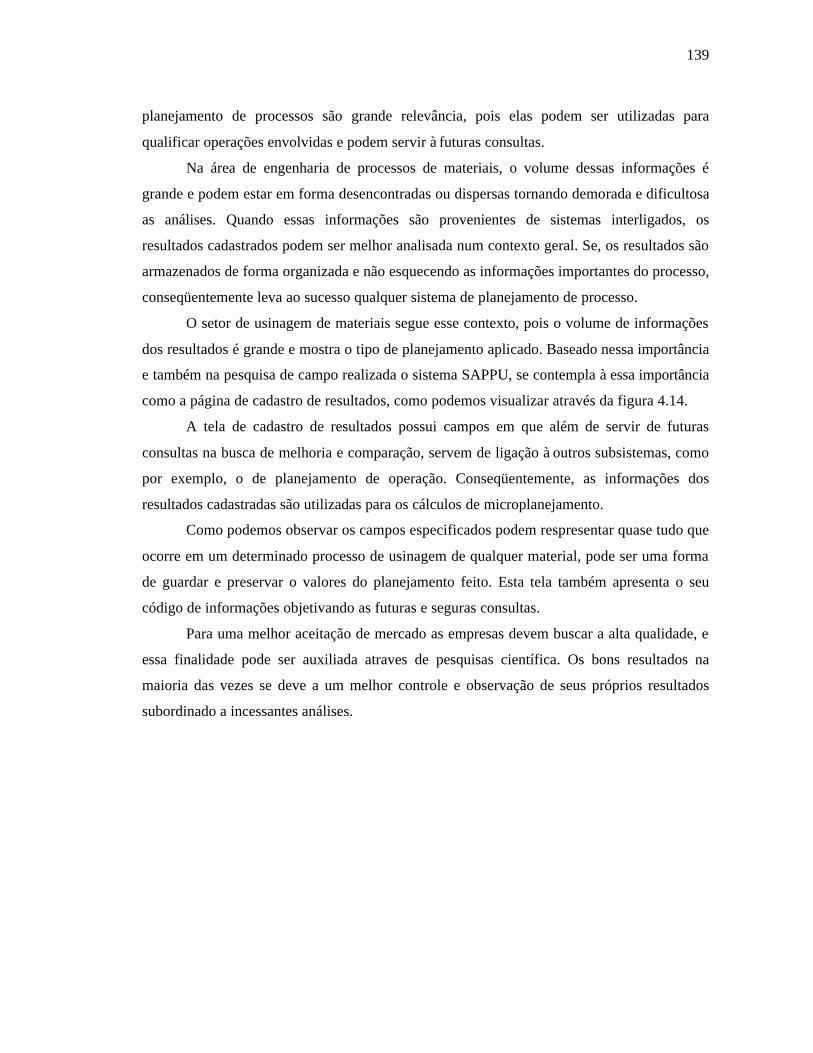
139
planejamento de processos são grande relevância, pois elas podem ser utilizadas para
qualificar operações envolvidas e podem servir à futuras consultas.
Na área de engenharia de processos de materiais, o volume dessas informações é
grande e podem estar em forma desencontradas ou dispersas tornando demorada e dificultosa
as análises. Quando essas informações são provenientes de sistemas interligados, os
resultados cadastrados podem ser melhor analisada num contexto geral. Se, os resultados são
armazenados de forma organizada e não esquecendo as informações importantes do processo,
conseqüentemente leva ao sucesso qualquer sistema de planejamento de processo.
O setor de usinagem de materiais segue esse contexto, pois o volume de informações
dos resultados é grande e mostra o tipo de planejamento aplicado. Baseado nessa importância
e também na pesquisa de campo realizada o sistema SAPPU, se contempla à essa importância
como a página de cadastro de resultados, como podemos visualizar através da figura 4.14.
A tela de cadastro de resultados possui campos em que além de servir de futuras
consultas na busca de melhoria e comparação, servem de ligação à outros subsistemas, como
por exemplo, o de planejamento de operação. Conseqüentemente, as informações dos
resultados cadastradas são utilizadas para os cálculos de microplanejamento.
Como podemos observar os campos especificados podem respresentar quase tudo que
ocorre em um determinado processo de usinagem de qualquer material, pode ser uma forma
de guardar e preservar o valores do planejamento feito. Esta tela também apresenta o seu
código de informações objetivando as futuras e seguras consultas.
Para uma melhor aceitação de mercado as empresas devem buscar a alta qualidade, e
essa finalidade pode ser auxiliada atraves de pesquisas científica. Os bons resultados na
maioria das vezes se deve a um melhor controle e observação de seus próprios resultados
subordinado a incessantes análises.
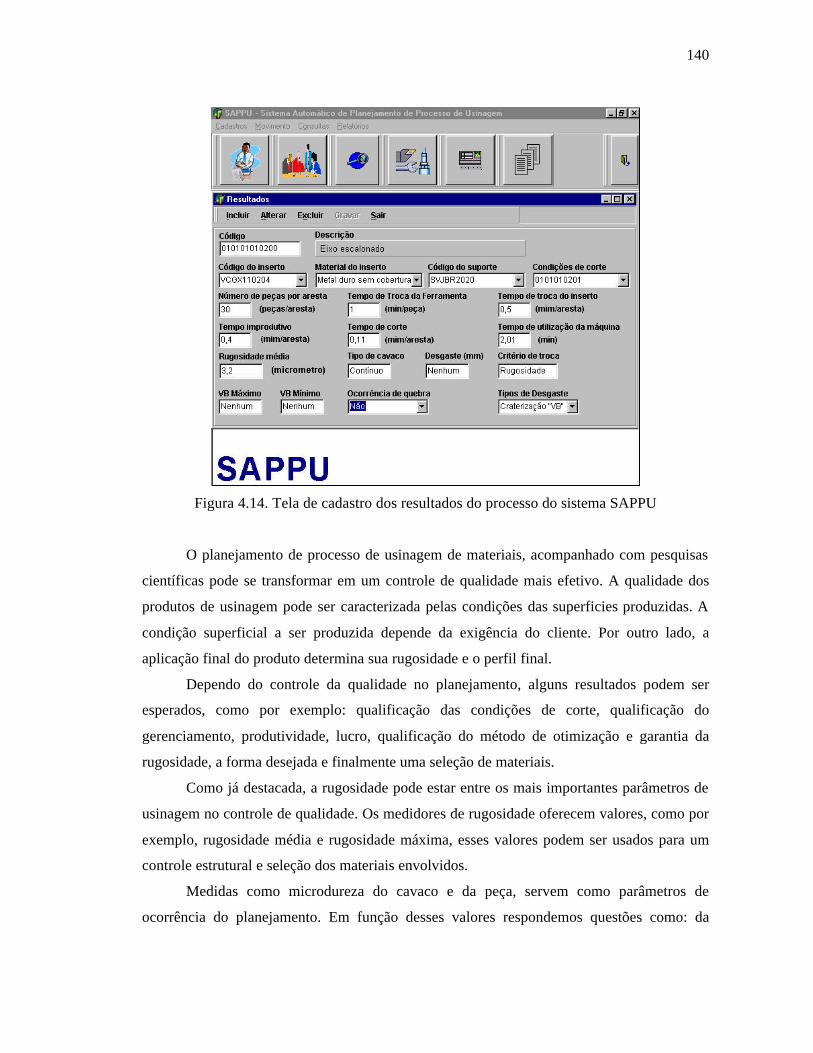
140
Figura 4.14. Tela de cadastro dos resultados do processo do sistema SAPPU
O planejamento de processo de usinagem de materiais, acompanhado com pesquisas
científicas pode se transformar em um controle de qualidade mais efetivo. A qualidade dos
produtos de usinagem pode ser caracterizada pelas condições das superficies produzidas. A
condição superficial a ser produzida depende da exigência do cliente. Por outro lado, a
aplicação final do produto determina sua rugosidade e o perfil final.
Dependo do controle da qualidade no planejamento, alguns resultados podem ser
esperados, como por exemplo: qualificação das condições de corte, qualificação do
gerenciamento, produtividade, lucro, qualificação do método de otimização e garantia da
rugosidade, a forma desejada e finalmente uma seleção de materiais.
Como já destacada, a rugosidade pode estar entre os mais importantes parâmetros de
usinagem no controle de qualidade. Os medidores de rugosidade oferecem valores, como por
exemplo, rugosidade média e rugosidade máxima, esses valores podem ser usados para um
controle estrutural e seleção dos materiais envolvidos.
Medidas como microdureza do cavaco e da peça, servem como parâmetros de
ocorrência do planejamento. Em função desses valores respondemos questões como: da
141
escolha das ferramenta de corte utilizada, das condições de corte e a atuação do macro e
microplanejamento da operação. Materiais como o alumínio, também apresenta parâmetros
importantes de controle como a temperatura de usinagem, pois dependendo da temperatura a
peça pode sofrer variações dimensionais na hora da usinagem.
Além dessas considerações, dependendo do perfil da peça, a rugosidade pode variar ao
longo das seções, logo as medidas de rugosidade em todo o perfil pode ser observadas e assim
englobar as características de controle estrutural como o fator de concentração de tensão
baseado na rugosidade. O acompanhamento e arquivamento sob aspectos estatísticos podem
se transformar em um relatório importante de representação da vida útil dessa peça.
4.3. Controle de Qualidade Desenvolvido para o Sistema SAPPU
O sistema SAPPU, destaca de forma original e complementar, um banco de dados de
controle de qualidade focado totalmente a área de engenharia de materiais. Esse
acompanhamento científico desenvolvido para o planejamento de processo de usinagem
mostra a versatilidade em acompanhar os processos evolutivos de integração das áreas de
engenharia.
Portanto, além das informações do planejamento de processo, o sistema SAPPU
oferece ao usuário um sistema mais amplo e integrado. Esse sistema pode assim auxiliar na
busca de uma melhor qualidade dos processos de planejamento.
Em operação de usinagem podemos considerar três tipos principais de superfícies de
usinadas, desbaste, usinagem média e o acabamento. O cadastro desses três tipos de
superfícies com as informações necessárias pode se transformar e um melhor controle e
acompanhamento das operações.
Através da figura 4.15, podemos iniciar essa inovadora contribuição para a área de
pesquisa de materiais e usinagem. Os objetivos a partir dessa tela são de colher o máximo de
informações para área de materias e usinagem, qualificando ainda mais esse sistema.
O processo de análise científica, pode ser prosseguido pelo usuário desde que o
conhecimento dos profissinais nesse área os permitam. Ao acionar o objeto análises indicado
na tela da figura 4.15, a sua tela logo será visualizada, conforme podemos observar através da
figura 4.16.
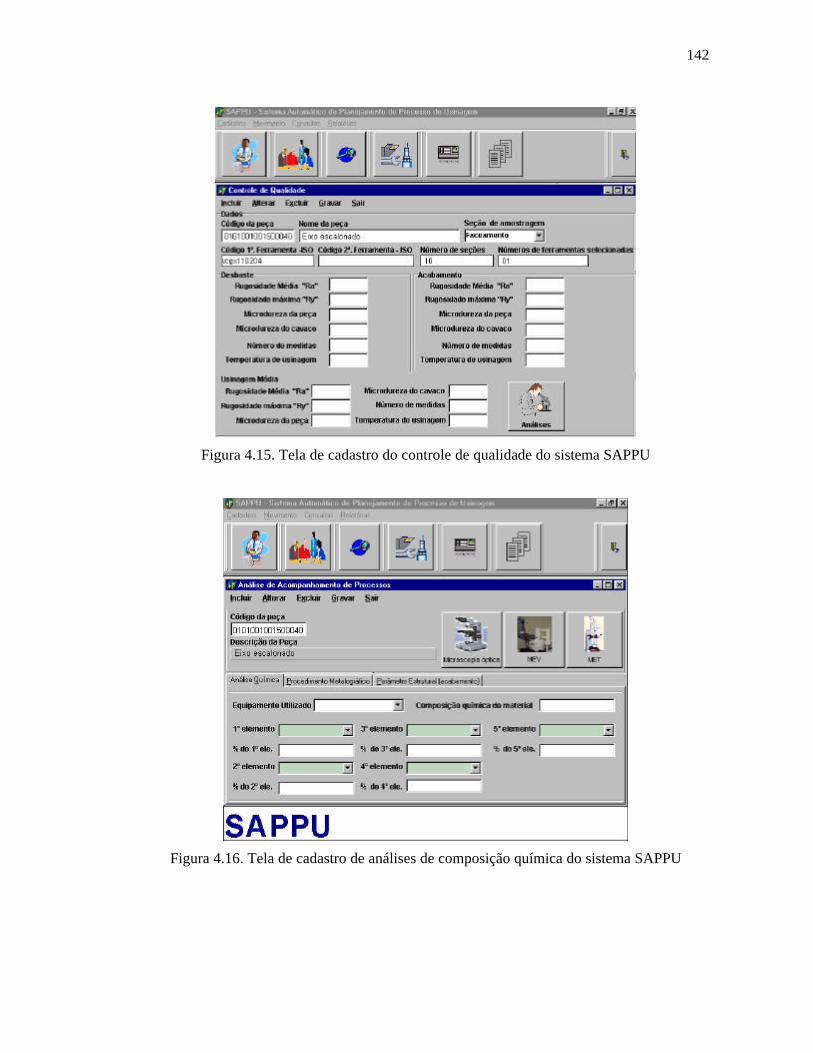
142
Figura 4.15. Tela de cadastro do controle de qualidade do sistema SAPPU
Figura 4.16. Tela de cadastro de análises de composição química do sistema SAPPU
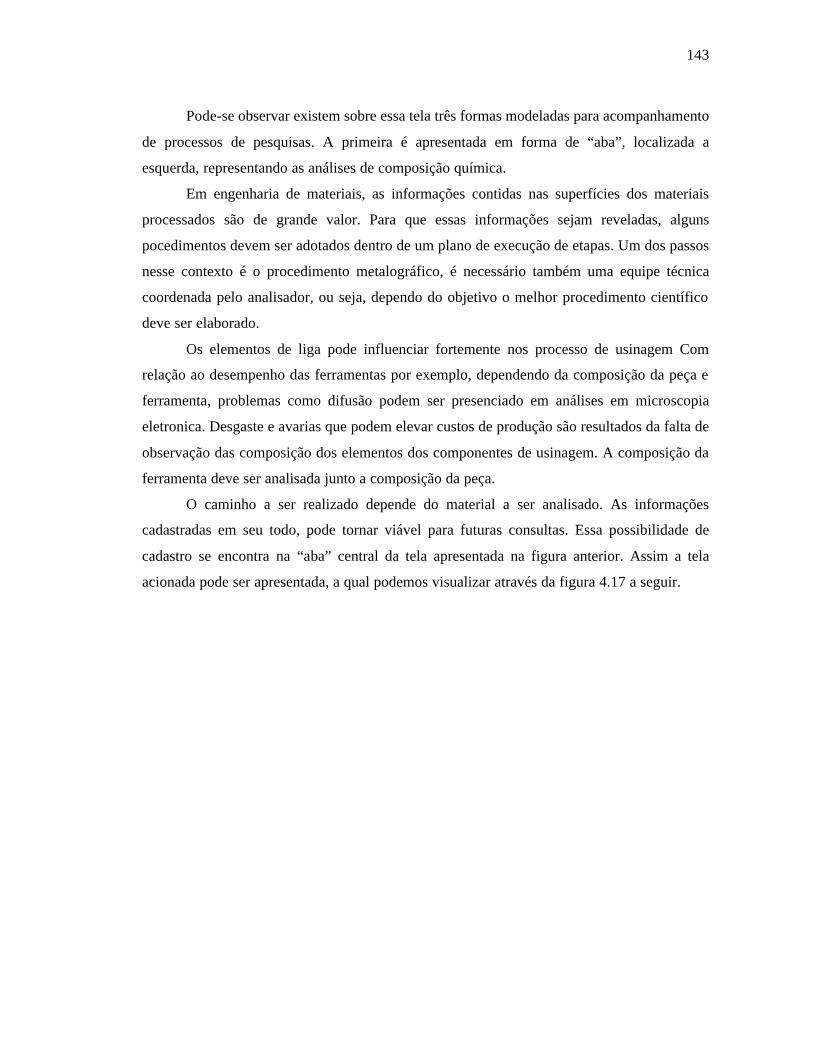
143
Pode-se observar existem sobre essa tela três formas modeladas para acompanhamento
de processos de pesquisas. A primeira é apresentada em forma de “aba”, localizada a
esquerda, representando as análises de composição química.
Em engenharia de materiais, as informações contidas nas superfícies dos materiais
processados são de grande valor. Para que essas informações sejam reveladas, alguns
pocedimentos devem ser adotados dentro de um plano de execução de etapas. Um dos passos
nesse contexto é o procedimento metalográfico, é necessário também uma equipe técnica
coordenada pelo analisador, ou seja, dependo do objetivo o melhor procedimento científico
deve ser elaborado.
Os elementos de liga pode influenciar fortemente nos processo de usinagem Com
relação ao desempenho das ferramentas por exemplo, dependendo da composição da peça e
ferramenta, problemas como difusão podem ser presenciado em análises em microscopia
eletronica. Desgaste e avarias que podem elevar custos de produção são resultados da falta de
observação das composição dos elementos dos componentes de usinagem. A composição da
ferramenta deve ser analisada junto a composição da peça.
O caminho a ser realizado depende do material a ser analisado. As informações
cadastradas em seu todo, pode tornar viável para futuras consultas. Essa possibilidade de
cadastro se encontra na “aba” central da tela apresentada na figura anterior. Assim a tela
acionada pode ser apresentada, a qual podemos visualizar através da figura 4.17 a seguir.
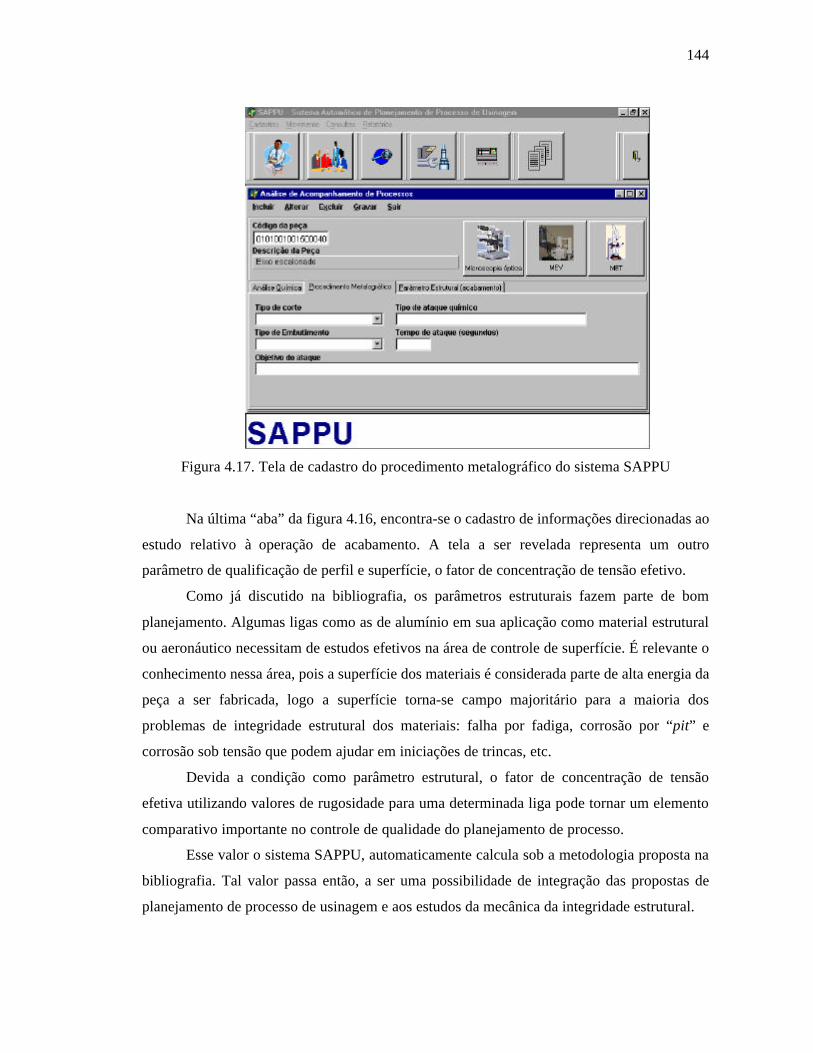
144
Figura 4.17. Tela de cadastro do procedimento metalográfico do sistema SAPPU
Na última “aba” da figura 4.16, encontra-se o cadastro de informações direcionadas ao
estudo relativo à operação de acabamento. A tela a ser revelada representa um outro
parâmetro de qualificação de perfil e superfície, o fator de concentração de tensão efetivo.
Como já discutido na bibliografia, os parâmetros estruturais fazem parte de bom
planejamento. Algumas ligas como as de alumínio em sua aplicação como material estrutural
ou aeronáutico necessitam de estudos efetivos na área de controle de superfície. É relevante o
conhecimento nessa área, pois a superfície dos materiais é considerada parte de alta energia da
peça a ser fabricada, logo a superfície torna-se campo majoritário para a maioria dos
problemas de integridade estrutural dos materiais: falha por fadiga, corrosão por “pit” e
corrosão sob tensão que podem ajudar em iniciações de trincas, etc.
Devida a condição como parâmetro estrutural, o fator de concentração de tensão
efetiva utilizando valores de rugosidade para uma determinada liga pode tornar um elemento
comparativo importante no controle de qualidade do planejamento de processo.
Esse valor o sistema SAPPU, automaticamente calcula sob a metodologia proposta na
bibliografia. Tal valor passa então, a ser uma possibilidade de integração das propostas de
planejamento de processo de usinagem e aos estudos da mecânica da integridade estrutural.
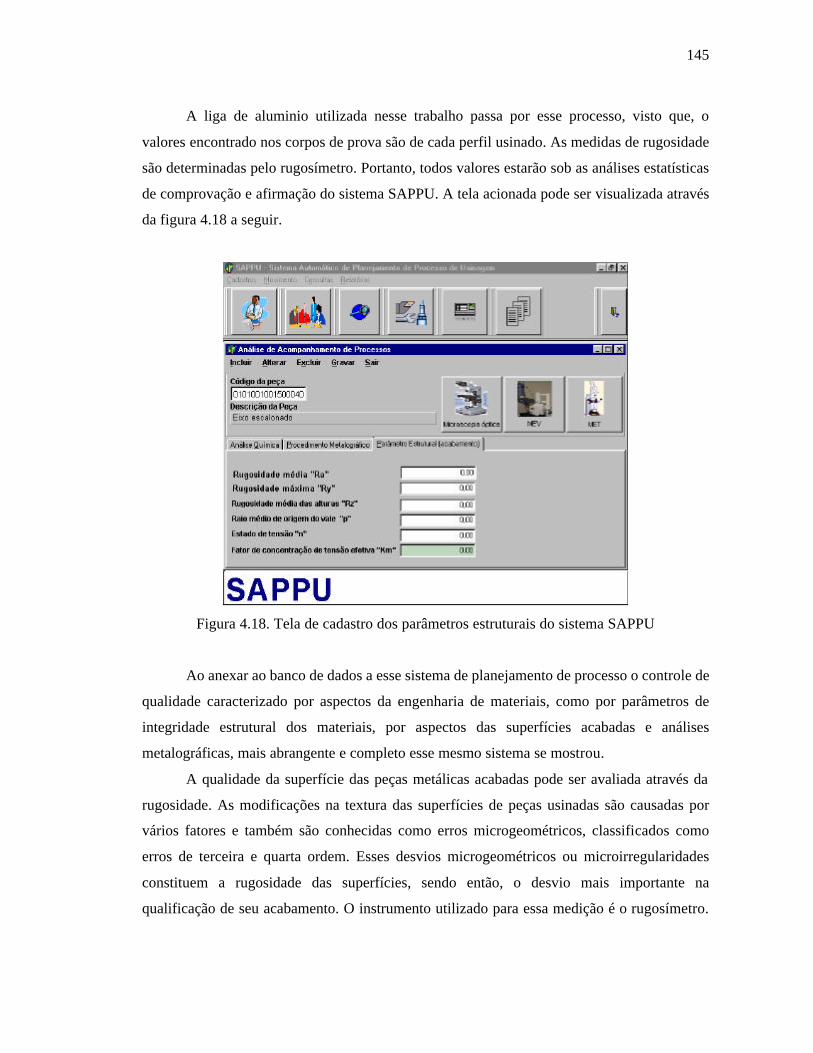
145
A liga de aluminio utilizada nesse trabalho passa por esse processo, visto que, o
valores encontrado nos corpos de prova são de cada perfil usinado. As medidas de rugosidade
são determinadas pelo rugosímetro. Portanto, todos valores estarão sob as análises estatísticas
de comprovação e afirmação do sistema SAPPU. A tela acionada pode ser visualizada através
da figura 4.18 a seguir.
Figura 4.18. Tela de cadastro dos parâmetros estruturais do sistema SAPPU
Ao anexar ao banco de dados a esse sistema de planejamento de processo o controle de
qualidade caracterizado por aspectos da engenharia de materiais, como por parâmetros de
integridade estrutural dos materiais, por aspectos das superfícies acabadas e análises
metalográficas, mais abrangente e completo esse mesmo sistema se mostrou.
A qualidade da superfície das peças metálicas acabadas pode ser avaliada através da
rugosidade. As modificações na textura das superfícies de peças usinadas são causadas por
vários fatores e também são conhecidas como erros microgeométricos, classificados como
erros de terceira e quarta ordem. Esses desvios microgeométricos ou microirregularidades
constituem a rugosidade das superfícies, sendo então, o desvio mais importante na
qualificação de seu acabamento. O instrumento utilizado para essa medição é o rugosímetro.
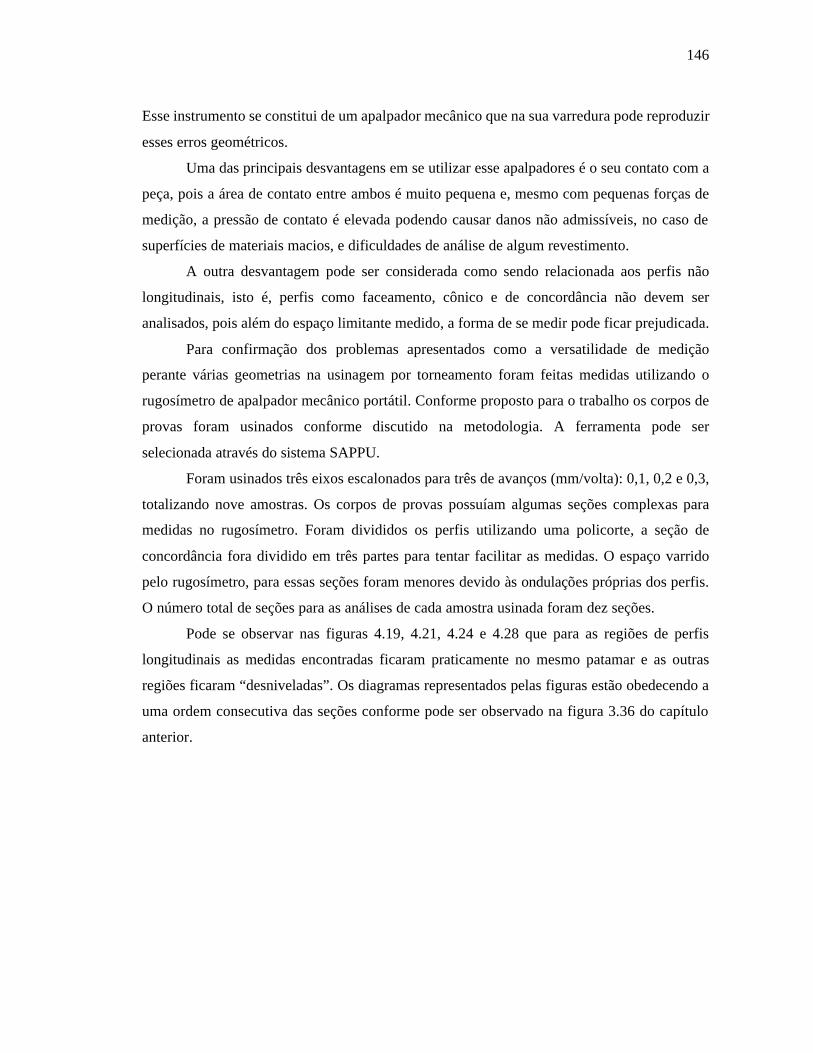
146
Esse instrumento se constitui de um apalpador mecânico que na sua varredura pode reproduzir
esses erros geométricos.
Uma das principais desvantagens em se utilizar esse apalpadores é o seu contato com a
peça, pois a área de contato entre ambos é muito pequena e, mesmo com pequenas forças de
medição, a pressão de contato é elevada podendo causar danos não admissíveis, no caso de
superfícies de materiais macios, e dificuldades de análise de algum revestimento.
A outra desvantagem pode ser considerada como sendo relacionada aos perfis não
longitudinais, isto é, perfis como faceamento, cônico e de concordância não devem ser
analisados, pois além do espaço limitante medido, a forma de se medir pode ficar prejudicada.
Para confirmação dos problemas apresentados como a versatilidade de medição
perante várias geometrias na usinagem por torneamento foram feitas medidas utilizando o
rugosímetro de apalpador mecânico portátil. Conforme proposto para o trabalho os corpos de
provas foram usinados conforme discutido na metodologia. A ferramenta pode ser
selecionada através do sistema SAPPU.
Foram usinados três eixos escalonados para três de avanços (mm/volta): 0,1, 0,2 e 0,3,
totalizando nove amostras. Os corpos de provas possuíam algumas seções complexas para
medidas no rugosímetro. Foram divididos os perfis utilizando uma policorte, a seção de
concordância fora dividido em três partes para tentar facilitar as medidas. O espaço varrido
pelo rugosímetro, para essas seções foram menores devido às ondulações próprias dos perfis.
O número total de seções para as análises de cada amostra usinada foram dez seções.
Pode se observar nas figuras 4.19, 4.21, 4.24 e 4.28 que para as regiões de perfis
longitudinais as medidas encontradas ficaram praticamente no mesmo patamar e as outras
regiões ficaram “desniveladas”. Os diagramas representados pelas figuras estão obedecendo a
uma ordem consecutiva das seções conforme pode ser observado na figura 3.36 do capítulo
anterior.
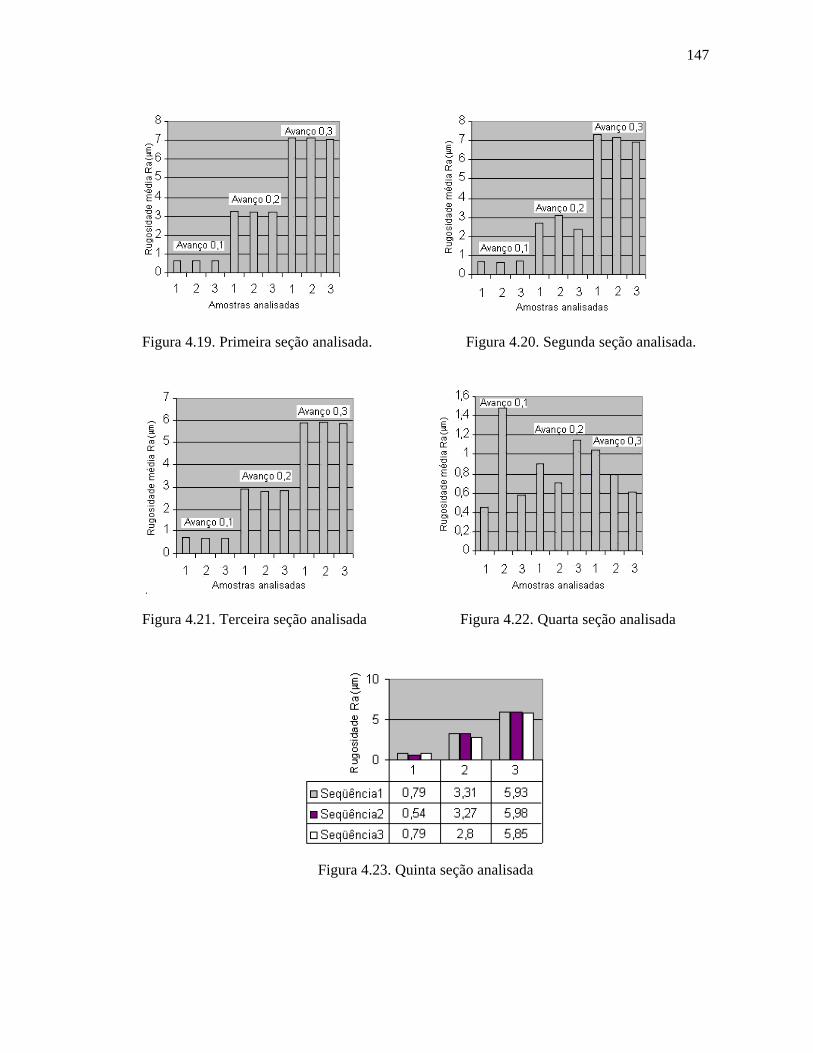
147
Figura 4.19. Primeira seção analisada. Figura 4.20. Segunda seção analisada.
Figura 4.21. Terceira seção analisada Figura 4.22. Quarta seção analisada
Figura 4.23. Quinta seção analisada
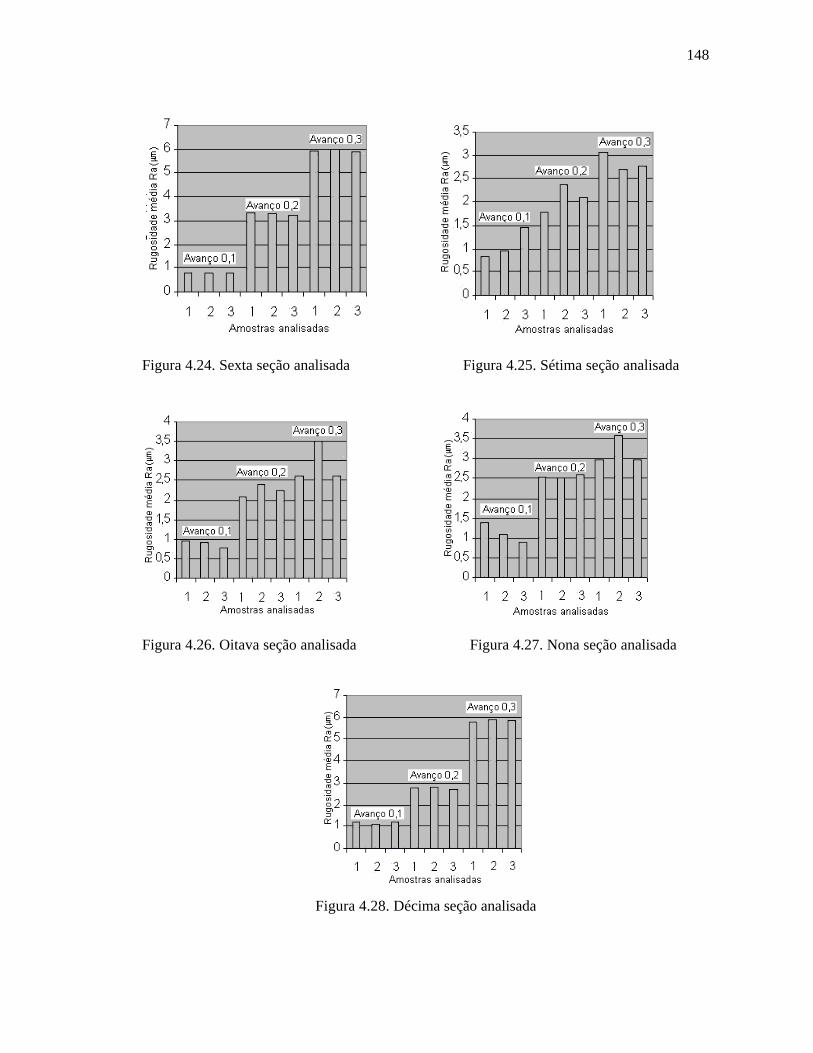
148
Figura 4.24. Sexta seção analisada Figura 4.25. Sétima seção analisada
Figura 4.26. Oitava seção analisada Figura 4.27. Nona seção analisada
Figura 4.28. Décima seção analisada
149
Como pode ser observado através dos diagramas que as três medidas para cada avanço
analisadas nas regiões de concordância e faceamento foram as que mais se desnivelaram
nessas comparações específicas, assim não podemos utilizá-las como medidas de superfícies
acabadas.
A solução para evitar essas incoerências seria utilizar outro medidor de rugosidade, o
que se encontra atualmente é o rugosímetro a laser. A desvantagem desse processo é alto
custo desse instrumento e o seu manuseio em ambiente de trabalho.
Devido a essas análises do uso não apropriado de instrumentos, medidas nessas
respectivas regiões propostas e devida importância das analises de superfície, o presente
trabalho propõem um método de medidas da rugosidade utilizando ferramentas de um
programa de domínio público de processamento e análise de imagens digitais.
As amostras secionadas então estariam em analisadas microscópica óptica e eletrônica
de varredura. A microscopia óptica por meio de sua características, ou seja, ela é ideal para as
análises de pouca ampliação já que as marcas de avanço da ferramenta não precisam de muita
ampliação, porém existia a dificuldade perante as geometrias dos perfis ao manusear essas
amostras no microscópio óptico. Em contrapartida os perfis longitudinais ficaram ideais para
análises, e algumas imagens foram feitas.
Devida então, as características do MEV principalmente à sua versatilidade de
manuseio das amostras, utilizou-se dele para obtenção das imagens digitalizadas.
Porém, para a vantagem de se utilizar o microscópio óptico na questão da ampliação
no MEV a desvantagem da pouca ampliação necessária para as análises das superfícies era
visível, pois, necessitaria para as análises grandes regiões, onde teríamos maiores quantidades
das marcas do avanço da ferramenta. Além disso, o alumínio é um grande condutor de
energia, somado as curvaturas das regiões leva a diferenças de brilhos nas amostras. Com
todas essas dificuldades, foi ainda próspera as obtenções das imagens em microscopia
eletrônica de varredura, como exemplo, a figura 4.29 a seguir pode ser analisada, ou seja,
como ficaram a maioria das microimagens das superfícies usinadas. Essa imagem em
específico foi umas das regiões cilíndricas do corpo de prova analisado.
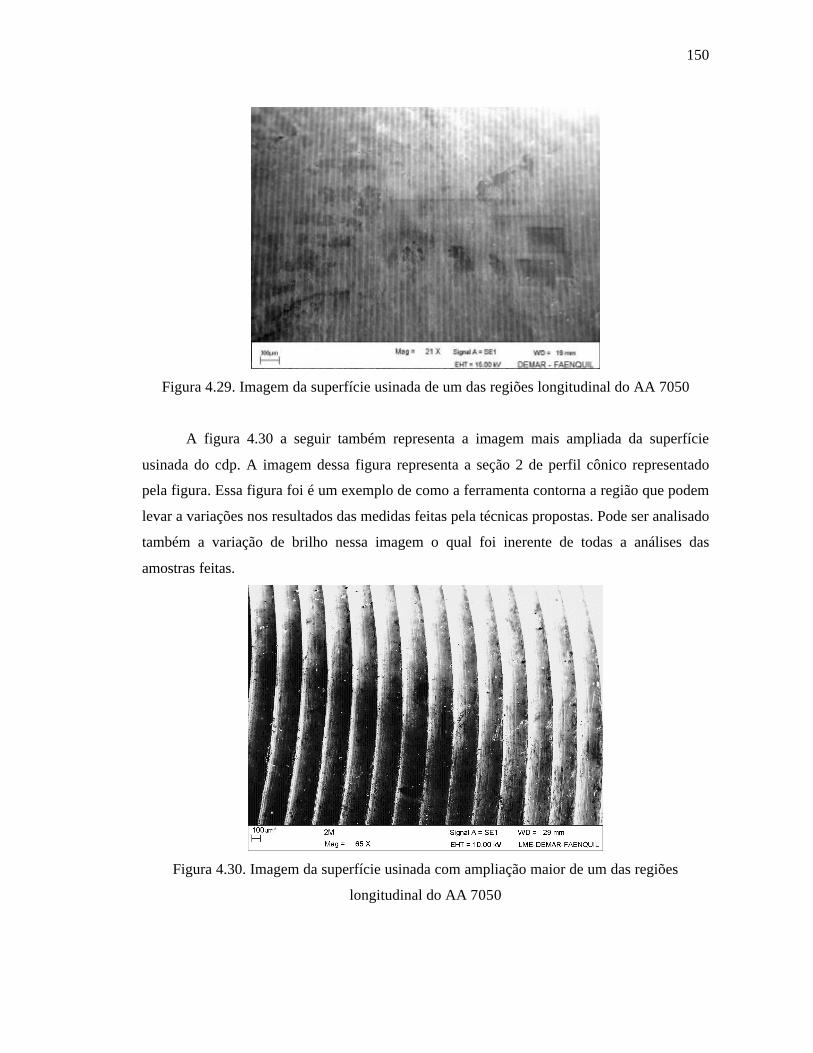
150
Figura 4.29. Imagem da superfície usinada de um das regiões longitudinal do AA 7050
A figura 4.30 a seguir também representa a imagem mais ampliada da superfície
usinada do cdp. A imagem dessa figura representa a seção 2 de perfil cônico representado
pela figura. Essa figura foi é um exemplo de como a ferramenta contorna a região que podem
levar a variações nos resultados das medidas feitas pela técnicas propostas. Pode ser analisado
também a variação de brilho nessa imagem o qual foi inerente de todas a análises das
amostras feitas.
Figura 4.30. Imagem da superfície usinada com ampliação maior de um das regiões
longitudinal do AA 7050
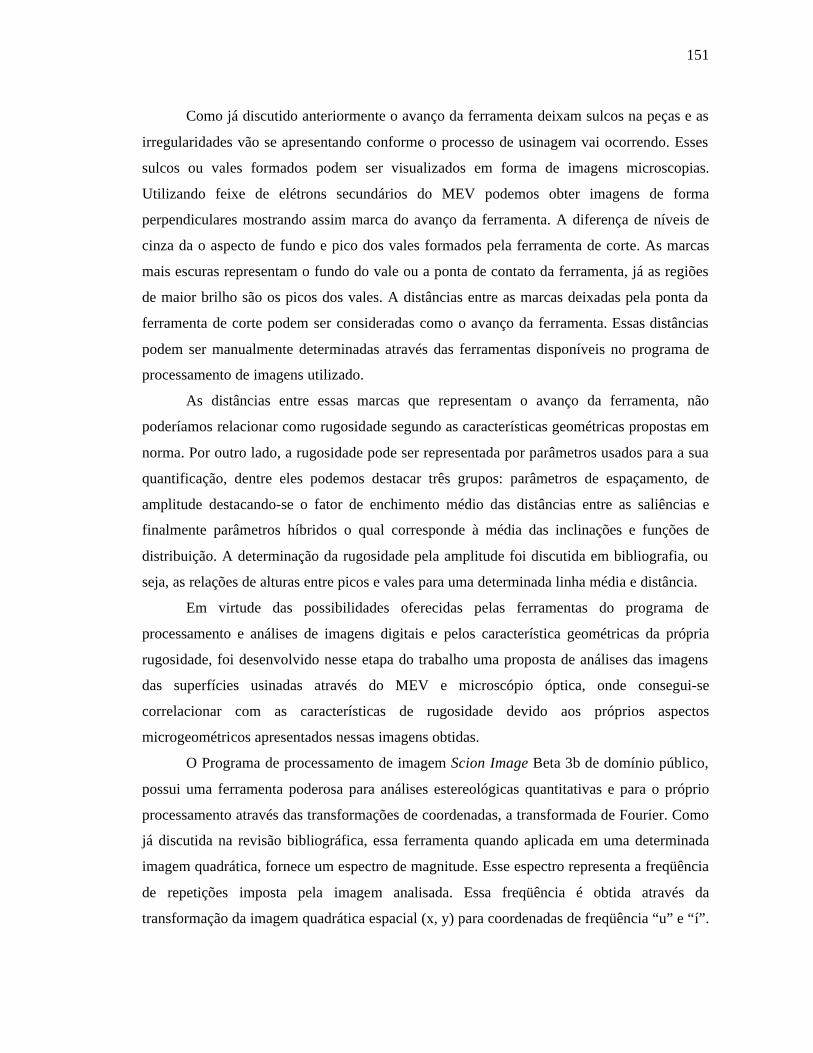
151
Como já discutido anteriormente o avanço da ferramenta deixam sulcos na peças e as
irregularidades vão se apresentando conforme o processo de usinagem vai ocorrendo. Esses
sulcos ou vales formados podem ser visualizados em forma de imagens microscopias.
Utilizando feixe de elétrons secundários do MEV podemos obter imagens de forma
perpendiculares mostrando assim marca do avanço da ferramenta. A diferença de níveis de
cinza da o aspecto de fundo e pico dos vales formados pela ferramenta de corte. As marcas
mais escuras representam o fundo do vale ou a ponta de contato da ferramenta, já as regiões
de maior brilho são os picos dos vales. A distâncias entre as marcas deixadas pela ponta da
ferramenta de corte podem ser consideradas como o avanço da ferramenta. Essas distâncias
podem ser manualmente determinadas através das ferramentas disponíveis no programa de
processamento de imagens utilizado.
As distâncias entre essas marcas que representam o avanço da ferramenta, não
poderíamos relacionar como rugosidade segundo as características geométricas propostas em
norma. Por outro lado, a rugosidade pode ser representada por parâmetros usados para a sua
quantificação, dentre eles podemos destacar três grupos: parâmetros de espaçamento, de
amplitude destacando-se o fator de enchimento médio das distâncias entre as saliências e
finalmente parâmetros híbridos o qual corresponde à média das inclinações e funções de
distribuição. A determinação da rugosidade pela amplitude foi discutida em bibliografia, ou
seja, as relações de alturas entre picos e vales para uma determinada linha média e distância.
Em virtude das possibilidades oferecidas pelas ferramentas do programa de
processamento e análises de imagens digitais e pelos característica geométricas da própria
rugosidade, foi desenvolvido nesse etapa do trabalho uma proposta de análises das imagens
das superfícies usinadas através do MEV e microscópio óptica, onde consegui-se
correlacionar com as características de rugosidade devido aos próprios aspectos
microgeométricos apresentados nessas imagens obtidas.
O Programa de processamento de imagem Scion Image Beta 3b de domínio público,
possui uma ferramenta poderosa para análises estereológicas quantitativas e para o próprio
processamento através das transformações de coordenadas, a transformada de Fourier. Como
já discutida na revisão bibliográfica, essa ferramenta quando aplicada em uma determinada
imagem quadrática, fornece um espectro de magnitude. Esse espectro representa a freqüência
de repetições imposta pela imagem analisada. Essa freqüência é obtida através da
transformação da imagem quadrática espacial (x, y) para coordenadas de freqüência “u” e “í”.
152
Pois, dentro de uma imagem pode haver variações locais de intensidade de brilho, com
maior ou menor intensidade. Essas variações locais no domínio do espaço podem ser
representadas no domínio da freqüência, onde os valores de maior intensidade são
representados com picos de amplitudes maiores no domínio da freqüência e valores locais de
pouco brilho têm amplitudes menores.
A equação de Fourier na sua forma discreta, ou seja, transformada discreta de Fourier
(TDF) possui a propriedade de separabilidade e com essa formulação característica pode
tornar os cálculos mais rápidos. Essa propriedade é utilizada em processamento de imagens
digitais bidimensionais NxN pixels por meio da transformada rápida de Fourier (TRF), sendo
valores computáveis de linhas e colunas respectivamente. A transformada de Fourier de duas
dimensões na forma discreta pode-se escrever conforme a expressão (77). Essa possibilidade
de separação matemática na equação de Fourier é propriedade característica interessante de
separabilidade e passa pela expressão (78) em diante.
( ) ( ) ( )∑∑−
=
−
=
+−
=ℑ=ℑ1N
0
1N
0
2
y x,fu,fy x,fx y
N
y
N
uxi
ev
υπ
(77)
Para u e í igual a 0, 1,2, ..........N-1.
( ) ( ) ( )∑∑−
=
−−
=
=ℑ1N
0
N21N
0
N2
y x,fy x,fN
1 u,F
y
iuyi
x
iuxi
eevππ
(78)
Seja ainda:
( ) ( )∑−
=
ℑ=ℑ1N
0
N2
x,fNN
1u,F
x
iuxi
evπ
ν
(79)
Onde:
153
( ) ( )∑−
=
−=ℑ
1N
0
N2
y x,fN
1 x,f
y
iuyi
evπ
(80)
Essa propriedade é explorada na implementação do algoritmo da Transformada Rápida
de Fourier (Fast Fourier Transforms - FFT), faz-se assim, então para cada coordenada à
transformada FFT calcula para determinação de seu espectro.
Para comprimir a variação dinâmica e promover o processamento, a intensidade de
cada pixel da FFT é transformada usando a equação:
))r(log(1S +=
(81)
Onde “c” representa a constante escalar, “r” é a intensidade de um pixel da FFT e S o
novo valor do pixel. Isso permite que a FFT de uma imagem mostrada na tela não perca
nenhuma informação importante com os níveis de cinza.
Um processo importante no tratamento de imagens no domínio espacial é o
melhoramento através dos métodos de vizinhanças, em que a imediata proximidade de um
pixel terá uma influência sobre um novo valor. Assim a vizinhança de um pixel pode afetar o
valor de um pixel em processamento.
Esse processamento tem o intuito de expandir o contraste, realçar as bordas,
suavização dos detalhes e diminuição dos ruídos.
Neste trabalho foi aplicado o filtro passa-alta, o qual tem característica de realçar
detalhes finos em uma imagem ou melhorar o contraste de objetos apagados, entre erros, ou
efeitos naturais de um método particular de aquisição.
Portanto, com o objetivo de melhorar as condições de análises, aplicou-se um filtro de
convolução nas regiões selecionadas, como mostra a figura 4.30. Observando as mesmas
condições foi utilizado um operador Laplace 5x5, um filtro passa-alta não direcional, acentua-
se então as marcas de avanço da ferramenta de corte, ou seja, consegue-se uma melhor
definição dos sinais de interesse.
Na figura 4.31 pode ser visualizado o ambiente de trabalho do programa para as
analises, pode-se observar também ao fundo dessa figura uma imagem da superfície usinada,
em que foi selecionada uma imagem 512X512. Logo se aplicou a FFT gerando como pode ser
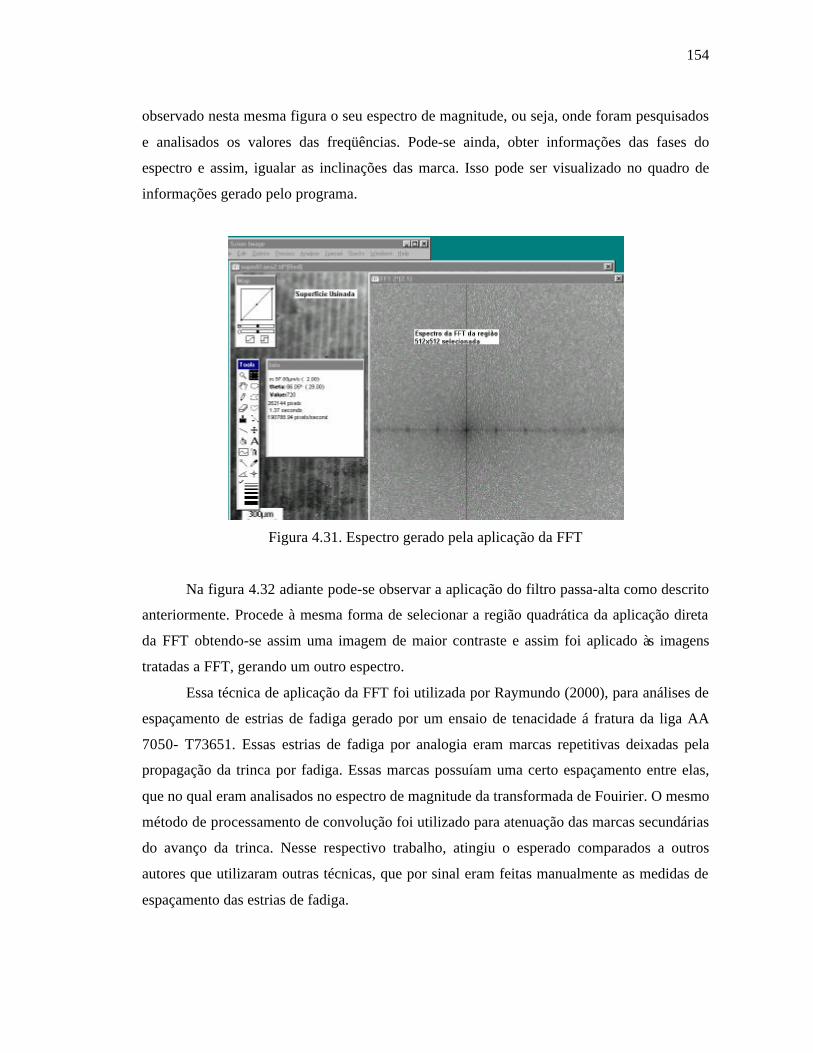
154
observado nesta mesma figura o seu espectro de magnitude, ou seja, onde foram pesquisados
e analisados os valores das freqüências. Pode-se ainda, obter informações das fases do
espectro e assim, igualar as inclinações das marca. Isso pode ser visualizado no quadro de
informações gerado pelo programa.
Figura 4.31. Espectro gerado pela aplicação da FFT
Na figura 4.32 adiante pode-se observar a aplicação do filtro passa-alta como descrito
anteriormente. Procede à mesma forma de selecionar a região quadrática da aplicação direta
da FFT obtendo-se assim uma imagem de maior contraste e assim foi aplicado às imagens
tratadas a FFT, gerando um outro espectro.
Essa técnica de aplicação da FFT foi utilizada por Raymundo (2000), para análises de
espaçamento de estrias de fadiga gerado por um ensaio de tenacidade á fratura da liga AA
7050- T73651. Essas estrias de fadiga por analogia eram marcas repetitivas deixadas pela
propagação da trinca por fadiga. Essas marcas possuíam uma certo espaçamento entre elas,
que no qual eram analisados no espectro de magnitude da transformada de Fouirier. O mesmo
método de processamento de convolução foi utilizado para atenuação das marcas secundárias
do avanço da trinca. Nesse respectivo trabalho, atingiu o esperado comparados a outros
autores que utilizaram outras técnicas, que por sinal eram feitas manualmente as medidas de
espaçamento das estrias de fadiga.
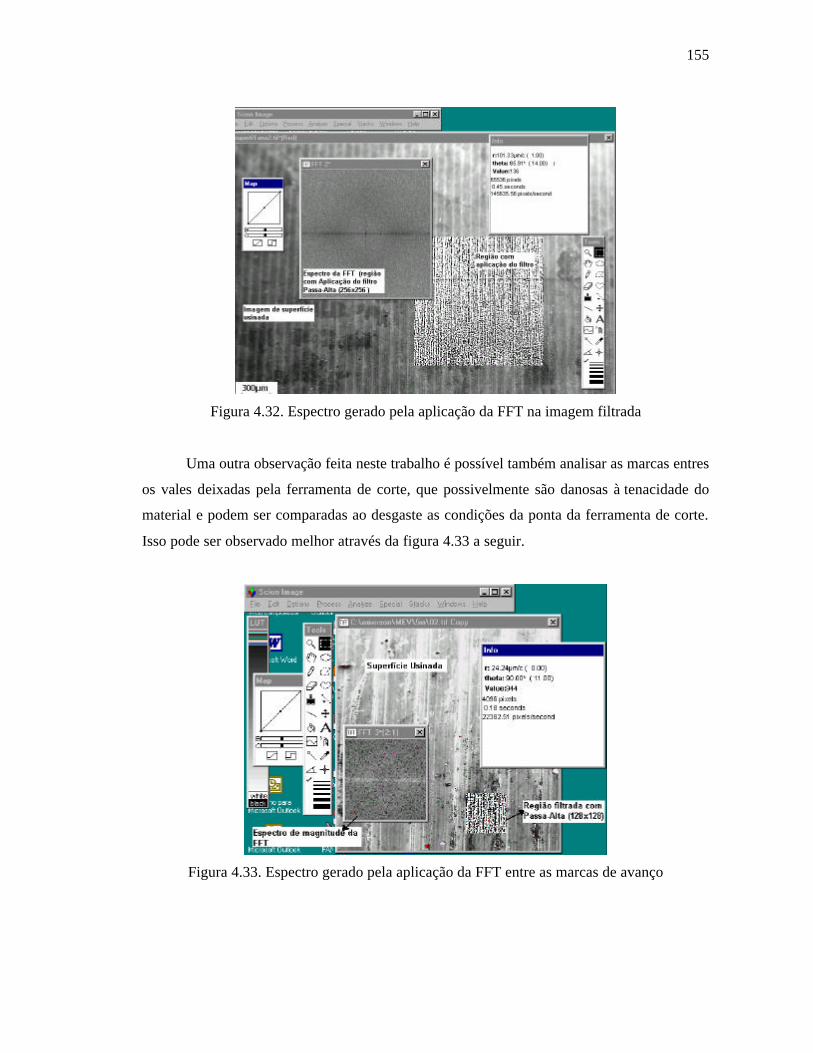
155
Figura 4.32. Espectro gerado pela aplicação da FFT na imagem filtrada
Uma outra observação feita neste trabalho é possível também analisar as marcas entres
os vales deixadas pela ferramenta de corte, que possivelmente são danosas à tenacidade do
material e podem ser comparadas ao desgaste as condições da ponta da ferramenta de corte.
Isso pode ser observado melhor através da figura 4.33 a seguir.
Figura 4.33. Espectro gerado pela aplicação da FFT entre as marcas de avanço
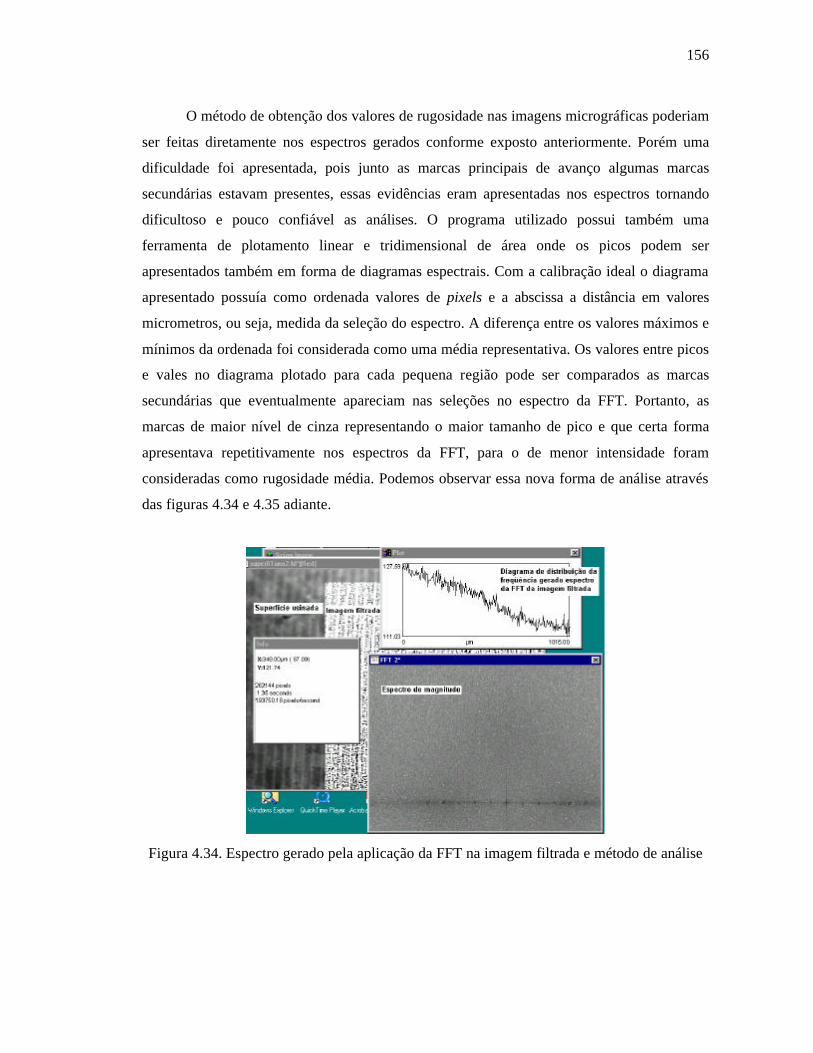
156
O método de obtenção dos valores de rugosidade nas imagens micrográficas poderiam
ser feitas diretamente nos espectros gerados conforme exposto anteriormente. Porém uma
dificuldade foi apresentada, pois junto as marcas principais de avanço algumas marcas
secundárias estavam presentes, essas evidências eram apresentadas nos espectros tornando
dificultoso e pouco confiável as análises. O programa utilizado possui também uma
ferramenta de plotamento linear e tridimensional de área onde os picos podem ser
apresentados também em forma de diagramas espectrais. Com a calibração ideal o diagrama
apresentado possuía como ordenada valores de pixels e a abscissa a distância em valores
micrometros, ou seja, medida da seleção do espectro. A diferença entre os valores máximos e
mínimos da ordenada foi considerada como uma média representativa. Os valores entre picos
e vales no diagrama plotado para cada pequena região pode ser comparados as marcas
secundárias que eventualmente apareciam nas seleções no espectro da FFT. Portanto, as
marcas de maior nível de cinza representando o maior tamanho de pico e que certa forma
apresentava repetitivamente nos espectros da FFT, para o de menor intensidade foram
consideradas como rugosidade média. Podemos observar essa nova forma de análise através
das figuras 4.34 e 4.35 adiante.
Figura 4.34. Espectro gerado pela aplicação da FFT na imagem filtrada e método de análise
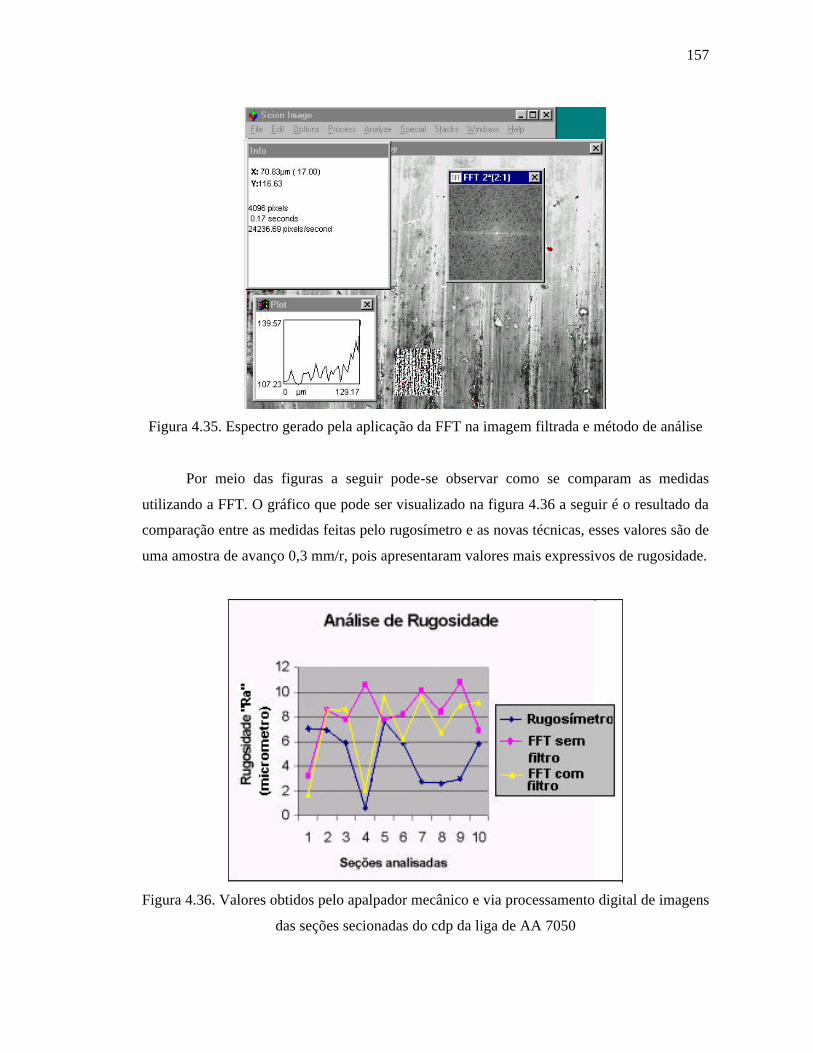
157
Figura 4.35. Espectro gerado pela aplicação da FFT na imagem filtrada e método de análise
Por meio das figuras a seguir pode-se observar como se comparam as medidas
utilizando a FFT. O gráfico que pode ser visualizado na figura 4.36 a seguir é o resultado da
comparação entre as medidas feitas pelo rugosímetro e as novas técnicas, esses valores são de
uma amostra de avanço 0,3 mm/r, pois apresentaram valores mais expressivos de rugosidade.
Figura 4.36. Valores obtidos pelo apalpador mecânico e via processamento digital de imagens
das seções secionadas do cdp da liga de AA 7050
158
Como podemos observar no gráfico da figura 4.36 anterior que as seções de 1 a 4 do
cdp foram as que apresentaram muitas diferenças para as três análises. Para as medidas via
apalpador mecânico teve um comportamento esperado, pois para a primeira e terceira seções a
medida que o diâmetro da peça foi diminuindo o valor da rugosidade teria que acompanhar,
apesar disso a seção cônica se manteve com rugosidade alta devida a dificuldade das medidas
e comportamento da ferramenta. Para a seção quatro visualmente parecia estar alisada a
superfície usinada logo a rugosidade sob análise do apalpador mecânico ficou muito abaixo,
esse comportamento era esperado devido ao contato ferramenta peça na hora do corte.
Os valores obtidos via nova técnica a seção quatro foi a que mais distanciou nas duas
opções, na aplicação da FFT sem aplicação do filtro pode-ser observado que o valor da
rugosidade atingiu um valor alto e bem diferente das outras duas análises. Pode ser explicado,
pois através das imagens geradas foi observado muitas marcas na superfície que
acompanhavam as marcas de avanço, isso pode ter carregado ainda mais no espectro gerado
da FFT. Quando foi aplicado o filtro, essas marca secundária entre as marcas principais de
avanço foram atenuadas, portanto ficou equivalente ao que foi determinado via apalpador
mecânico.
A região de concordância representadas pelas seções 7, 8 e 9, segundo as medidas
obtidas também apresentaram diferenças. Devida a forma de análise via apalpador mecânico
as medidas de rugosidade deveriam apresentar valores mais altos de rugosidade, já que a
ferramenta em seu percurso varia rapidamente sua superfície de contato ao longo da seção
variando o próprio valor de rugosidade a ser determinado, além disso o modo e o espaço para
avaliação da superfície ficaram comprometidos, lembrando que foram divididas as três
seções. Neste caso, as novas técnicas implementadas apresentaram conforme os valores
determinados mais confiáveis, pois segundo a ampliação feitas para as imagens poderiam ter
maiores regiões para as análises.
A morfologia da superfície é caracterizada pelos processos de sua obtenção, ou seja, a
rugosidade ela pode ser determinadas para fins quantitativo e qualitativo em superfície de
fraturada por processo de fadiga, em peças que sofreram eletrodeposição, e finalmente
superfícies usinadas.
As alterações nas diversas camadas da superfície usinada (camadas subsuperficiais) de
corpos técnicos pertencem ao campo de estudos da integridade da superfície, enquanto as
159
alterações na camada externa da superfície pertencem ao campo de atuação da
microgeometria ou textura da superfície.
Dependendo da superfície obtida a rugosidade da um parâmetro importante na
integridade estrutural. Essa rugosidade pode ser considerada como uma descontinuidade
estrutural, semelhantes a microentalhes. Assim a tensão pode ser concentrada nestes locais.
Para representar essas tensões relativas as microirregularidades, o fator de concentração de
tensão efetivo e o fator de concentração de fadiga foram determinados.
As fórmulas apresentadas na revisão bibliográfica segundo Arola e Willians (2002),
foram utilizadas para as medidas de rugosidade dos dois métodos nesse trabalho e assim foi
foram possível a determinações dos parâmetros estruturais.
O valor do raio médio dos microentalhes foi determinado nas imagens digitalizadas
utilizando o programa Scion Image. Esses valores foram calculados através da trigonometria
básica do triângulo retângulo nos perfis de concordância deixado pela ponta da ferramenta de
corte. Considerou-se então, esse valor como o raio médio de penetração da ferramenta de
corte.
O valor da tensão foi considerado como nominal, ou seja, obtido em literatura. Assim
foram possíveis os cálculos da sensibilidade aos microentalhes (q).
O valor de “n” para os cálculos da tensão efetiva foi considerado igual a 1, já que a
usinagem pode ser considerada um processo de cisalhamento na geração de cavacos.
Os parâmetros de rugosidade máxima “RY” e rugosidade de pontos pico a vale “RZ”
foram determinados via apalpador mecânico e se demonstraram iguais para todos os valores.
Assim medidas de rugosidade média “Ra”, foram determinadas para as análises comparativas
e discussões. Através das figuras adiante podemos visualizara as técnicas propostas neste
trabalho.
Por meio da figura 4.37 pode ser visualizado o fator de concentração efetivo “Kt”,
obtido dos valores via rugosímetro, esses valores estão comparados às regiões de cada seção
separadas, ou seja, das dez seções. Pode-ser observado que com a elevação da rugosidade
tem-se a elevação do o fator de concentração efetivo “Kt”, e assim apresentado também um
grande espalhamento. Esses valores foram obtidos somente de uma amostra para um avanço
de 0,3, o qual justificou como o mais problemático dos avanços nessa liga de alumínio.

160
Figura 4.37. Valores de concentração efetivo pelos valores de rugosidade obtidas pelo
rugosímetro
Através das tabelas 3, 4 e 5 a seguirem podem-se ter a idéia das variações das medidas
de um cdp, de avanço 0,3mm. Devido as características determinadas em função do perfil
geométrico do cdp pode levar a pouca confiabilidade na determinação dos valores de
rugosidade, principalmente da utilização do instrumento mecânico de medição.
Tabela 3. Valores obtidos para a análise do controle de qualidade com parâmetros de
rugosidade “Ra” das técnicas propostas
Seções do cdp
analisadas
Medidas de “Ra” feitas pelo
rugosímetro (ì m)
Medidas “Ra” feitas pela FFT sem filtro
(ì m)
Medidas feitas “Ra” pela FFT com filtro
(ì m) 1 7,06 3,25 1,74 2 6,94 9,1 8,4 3 5,85 7,8 8,67 4 0,61 10,56 2,1 5 7,65 7,74 9,59 6 5,85 8,21 6,16 7 2,77 10,11 9,57 8 2,61 8,4 6,74 9 2,99 10,84 8,97
10 5,83 6,25 7,5
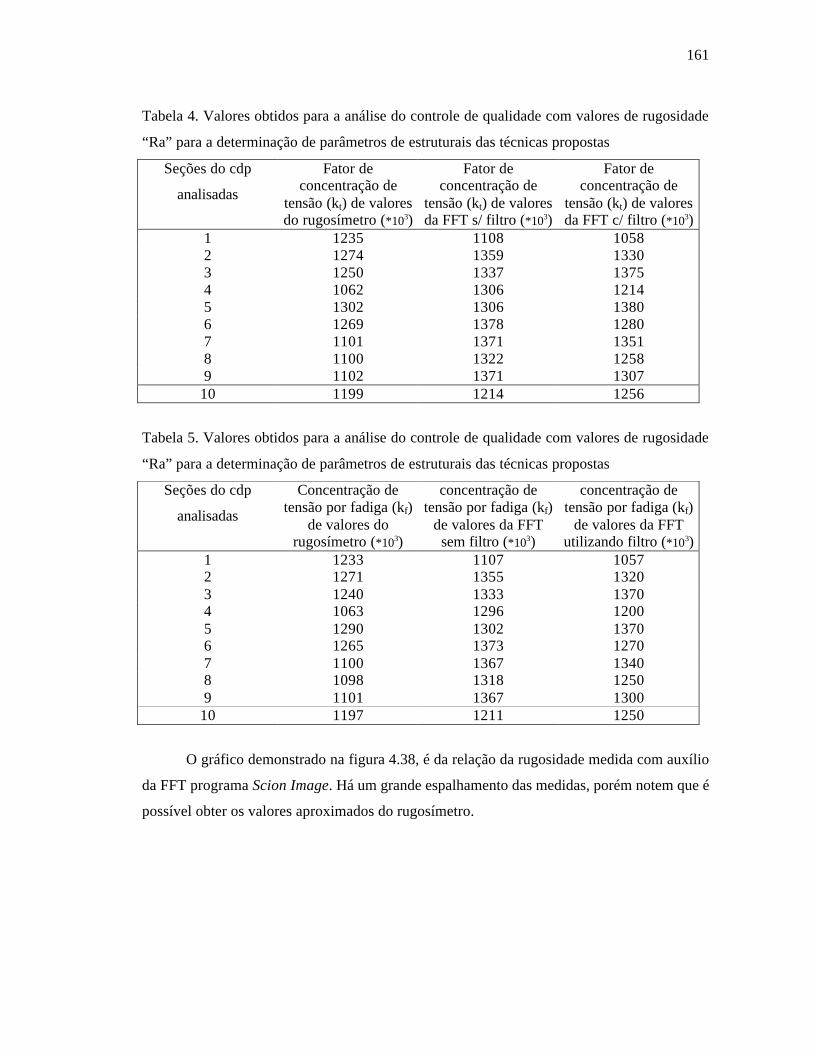
161
Tabela 4. Valores obtidos para a análise do controle de qualidade com valores de rugosidade
“Ra” para a determinação de parâmetros de estruturais das técnicas propostas
Seções do cdp
analisadas
Fator de concentração de
tensão (kt) de valores do rugosímetro (*103)
Fator de concentração de
tensão (kt) de valores da FFT s/ filtro (*103)
Fator de concentração de
tensão (kt) de valores da FFT c/ filtro (*103)
1 1235 1108 1058 2 1274 1359 1330 3 1250 1337 1375 4 1062 1306 1214 5 1302 1306 1380 6 1269 1378 1280 7 1101 1371 1351 8 1100 1322 1258 9 1102 1371 1307
10 1199 1214 1256
Tabela 5. Valores obtidos para a análise do controle de qualidade com valores de rugosidade
“Ra” para a determinação de parâmetros de estruturais das técnicas propostas
Seções do cdp
analisadas
Concentração de tensão por fadiga (kf)
de valores do rugosímetro (*103)
concentração de tensão por fadiga (kf)
de valores da FFT sem filtro (*103)
concentração de tensão por fadiga (kf)
de valores da FFT utilizando filtro (*103)
1 1233 1107 1057 2 1271 1355 1320 3 1240 1333 1370 4 1063 1296 1200 5 1290 1302 1370 6 1265 1373 1270 7 1100 1367 1340 8 1098 1318 1250 9 1101 1367 1300
10 1197 1211 1250
O gráfico demonstrado na figura 4.38, é da relação da rugosidade medida com auxílio
da FFT programa Scion Image. Há um grande espalhamento das medidas, porém notem que é
possível obter os valores aproximados do rugosímetro.
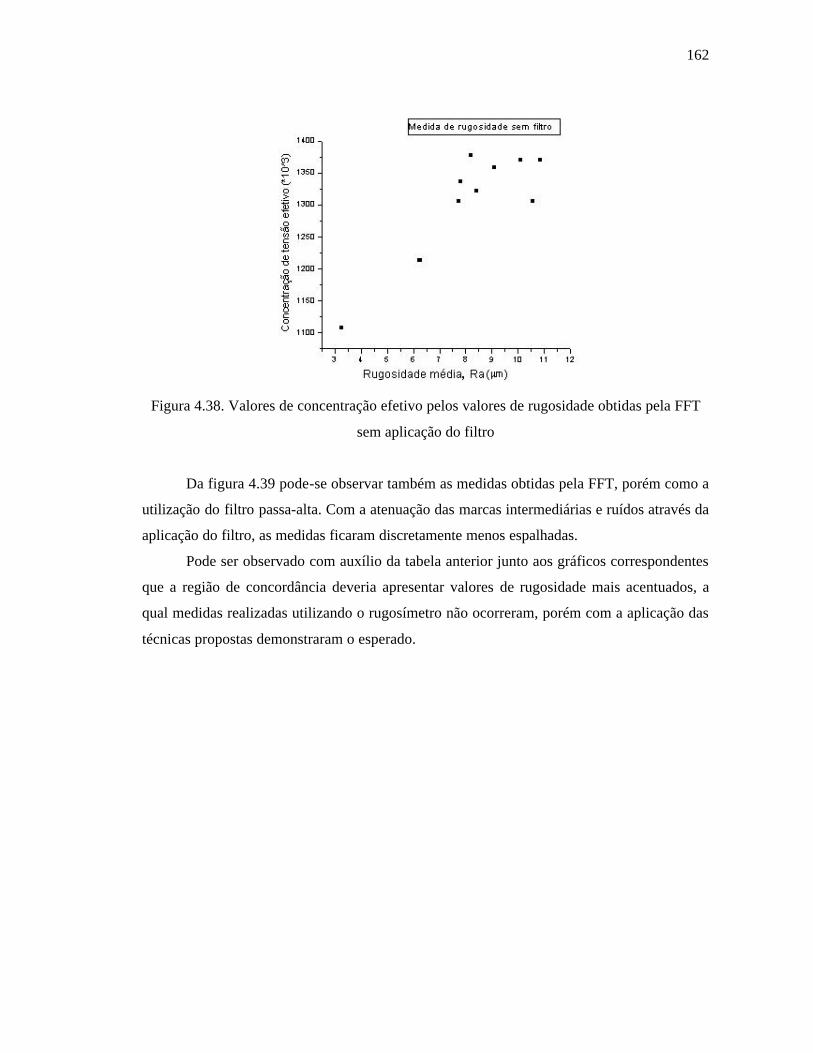
162
Figura 4.38. Valores de concentração efetivo pelos valores de rugosidade obtidas pela FFT
sem aplicação do filtro
Da figura 4.39 pode-se observar também as medidas obtidas pela FFT, porém como a
utilização do filtro passa-alta. Com a atenuação das marcas intermediárias e ruídos através da
aplicação do filtro, as medidas ficaram discretamente menos espalhadas.
Pode ser observado com auxílio da tabela anterior junto aos gráficos correspondentes
que a região de concordância deveria apresentar valores de rugosidade mais acentuados, a
qual medidas realizadas utilizando o rugosímetro não ocorreram, porém com a aplicação das
técnicas propostas demonstraram o esperado.

163
Figura 4.39. Valores de concentração efetivo pelos valores de rugosidade obtidas pela FFT
com o auxílio do filtro
Pode-se destacar também a região de faceamento que correspondente à quarta região
representada nas tabelas 3, 4 e 5. As medidas feitas pelo aparelho dá uma demonstração de
grande variação, já que essa região praticamente dependendo como a ferramenta entrava
ocorria uma alisamento ou desbaste dessa região, no rugosímetro além da inconveniência do
manuseio não podendo ser confiáveis os valores medidos. Com a utilização da nova técnica
era visual a morfologia e com a devida aplicação da FFT, obteve-se valores mais próximos da
real situação imposta pela usinagem.
Com a aplicação do filtro apareceram maiores números de marcas representativas, que
poderiam ofuscar na hora das análises, pois no espectro de magnitude aparecem picos de
maior intensidade representados pelas médias das repetições dos níveis de cinza ou pelas
marcas. Em virtude dessa desvantagem, foi analisado o gráfico de plotamento do espectro,
como mostrado anteriormente.
A figura 4.40 a seguir permite uma visão de como ficaram as mediadas pelas análises
propostas, ou seja, os três resultados juntos. Pode ser observado uma certa concentração de
pontos para dadas rugosidades e assim com a melhor apuração dos métodos propostos podem
haver maiores igualdades nos resultados.
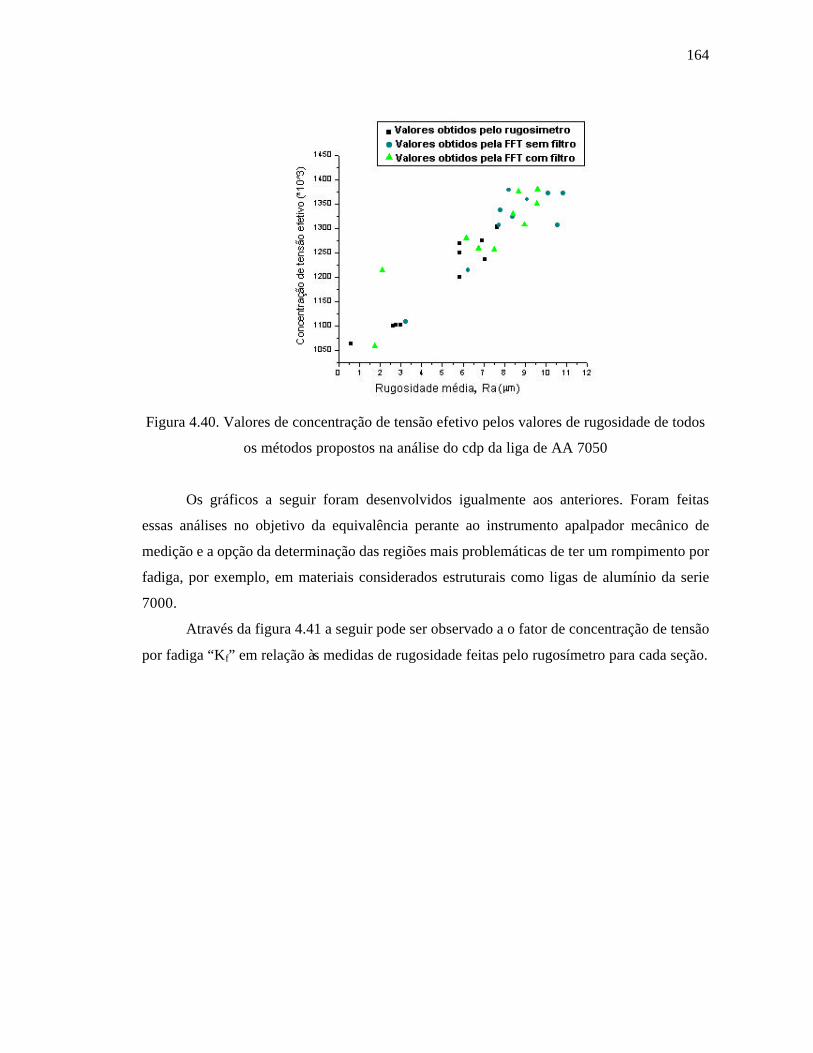
164
Figura 4.40. Valores de concentração de tensão efetivo pelos valores de rugosidade de todos
os métodos propostos na análise do cdp da liga de AA 7050
Os gráficos a seguir foram desenvolvidos igualmente aos anteriores. Foram feitas
essas análises no objetivo da equivalência perante ao instrumento apalpador mecânico de
medição e a opção da determinação das regiões mais problemáticas de ter um rompimento por
fadiga, por exemplo, em materiais considerados estruturais como ligas de alumínio da serie
7000.
Através da figura 4.41 a seguir pode ser observado a o fator de concentração de tensão
por fadiga “Kf” em relação às medidas de rugosidade feitas pelo rugosímetro para cada seção.
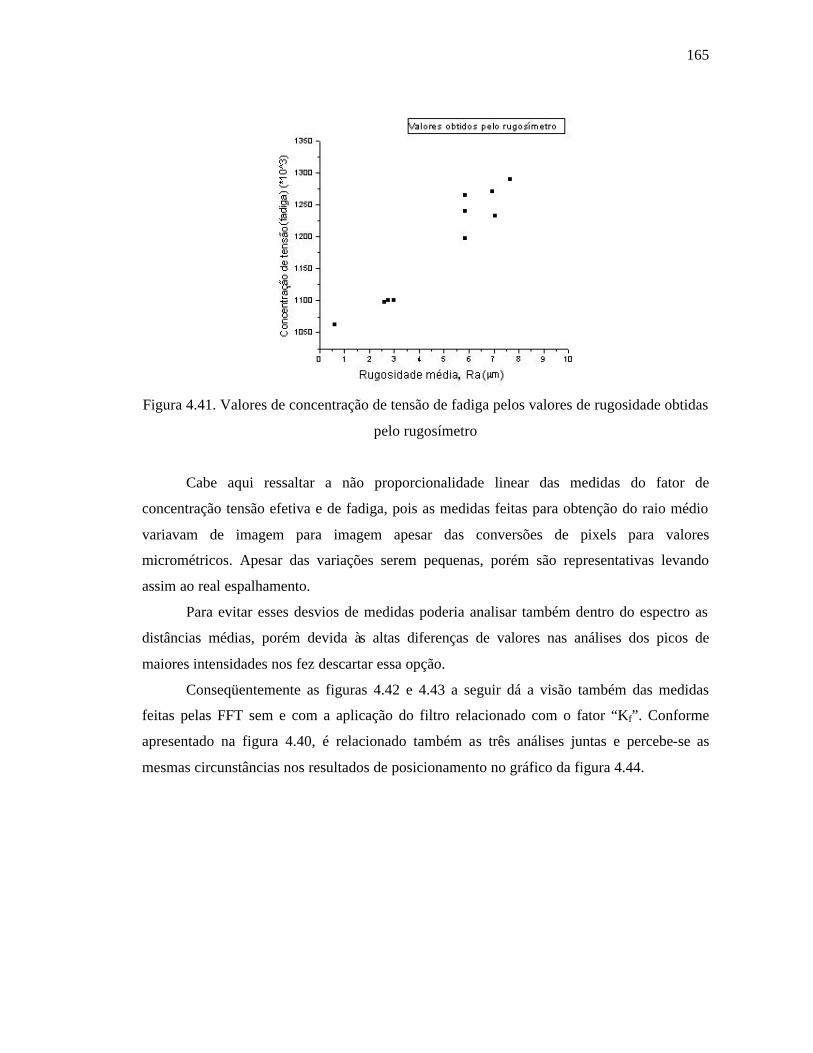
165
Figura 4.41. Valores de concentração de tensão de fadiga pelos valores de rugosidade obtidas
pelo rugosímetro
Cabe aqui ressaltar a não proporcionalidade linear das medidas do fator de
concentração tensão efetiva e de fadiga, pois as medidas feitas para obtenção do raio médio
variavam de imagem para imagem apesar das conversões de pixels para valores
micrométricos. Apesar das variações serem pequenas, porém são representativas levando
assim ao real espalhamento.
Para evitar esses desvios de medidas poderia analisar também dentro do espectro as
distâncias médias, porém devida às altas diferenças de valores nas análises dos picos de
maiores intensidades nos fez descartar essa opção.
Conseqüentemente as figuras 4.42 e 4.43 a seguir dá a visão também das medidas
feitas pelas FFT sem e com a aplicação do filtro relacionado com o fator “Kf”. Conforme
apresentado na figura 4.40, é relacionado também as três análises juntas e percebe-se as
mesmas circunstâncias nos resultados de posicionamento no gráfico da figura 4.44.
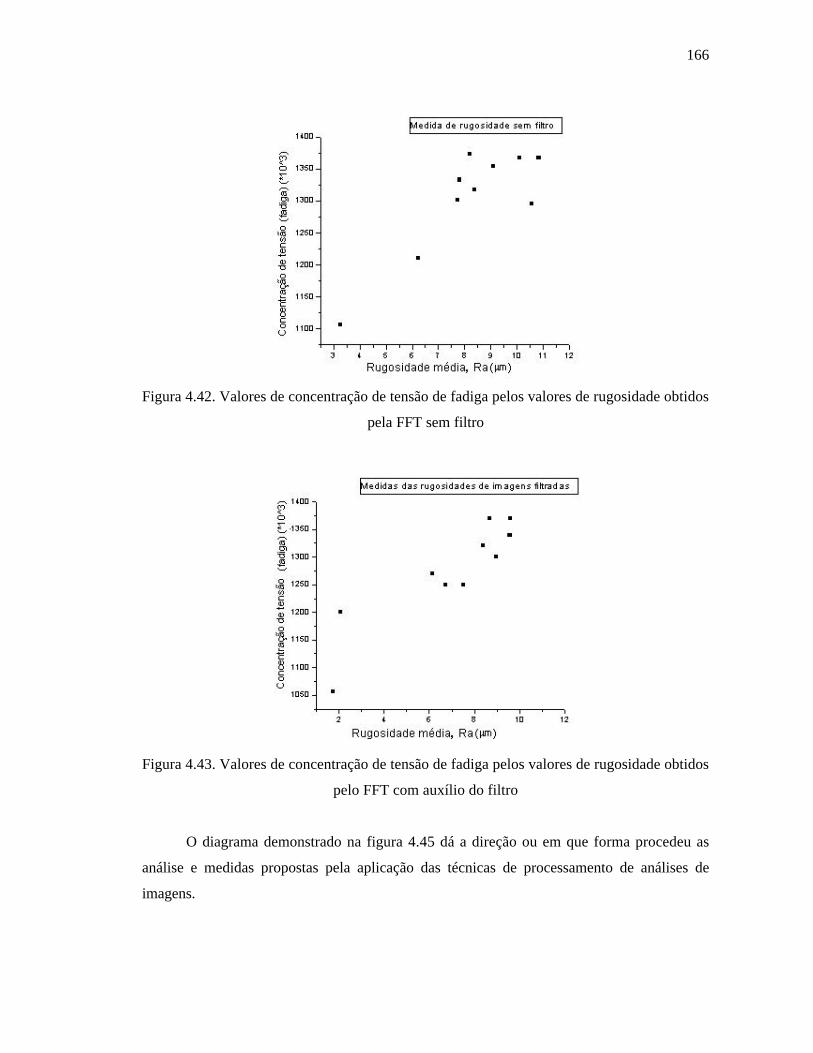
166
Figura 4.42. Valores de concentração de tensão de fadiga pelos valores de rugosidade obtidos
pela FFT sem filtro
Figura 4.43. Valores de concentração de tensão de fadiga pelos valores de rugosidade obtidos
pelo FFT com auxílio do filtro
O diagrama demonstrado na figura 4.45 dá a direção ou em que forma procedeu as
análise e medidas propostas pela aplicação das técnicas de processamento de análises de
imagens.
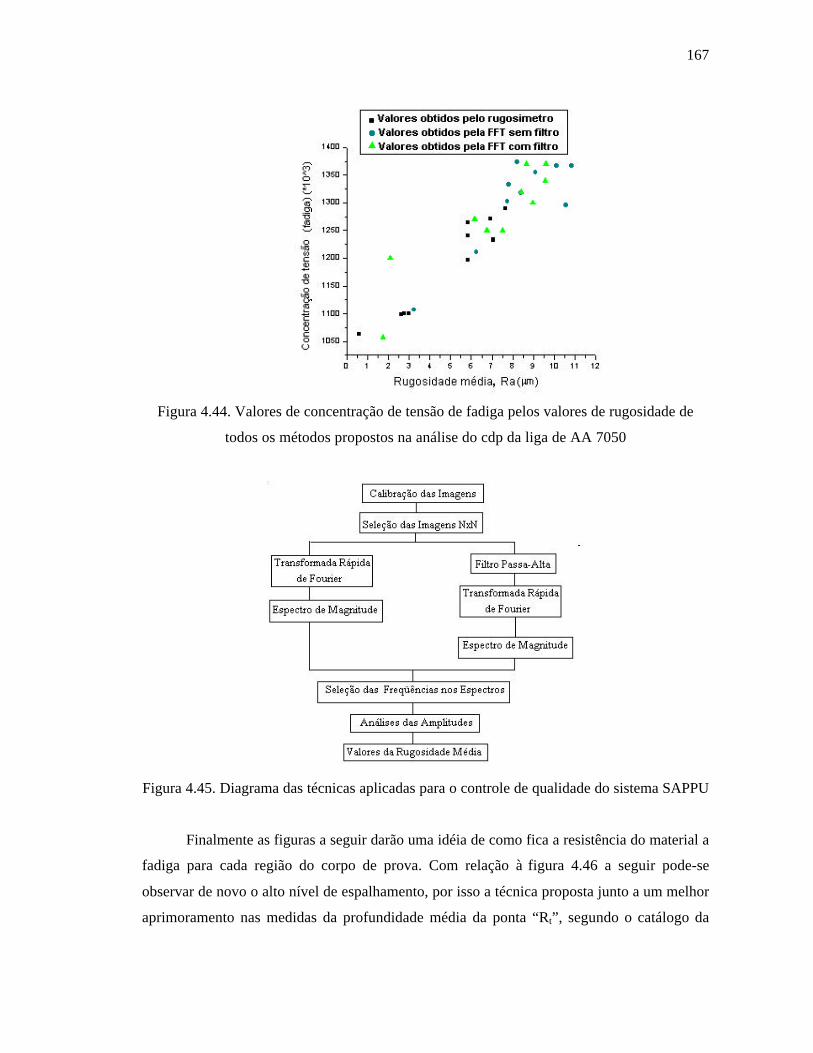
167
Figura 4.44. Valores de concentração de tensão de fadiga pelos valores de rugosidade de
todos os métodos propostos na análise do cdp da liga de AA 7050
Figura 4.45. Diagrama das técnicas aplicadas para o controle de qualidade do sistema SAPPU
Finalmente as figuras a seguir darão uma idéia de como fica a resistência do material a
fadiga para cada região do corpo de prova. Com relação à figura 4.46 a seguir pode-se
observar de novo o alto nível de espalhamento, por isso a técnica proposta junto a um melhor
aprimoramento nas medidas da profundidade média da ponta “Rt”, segundo o catálogo da
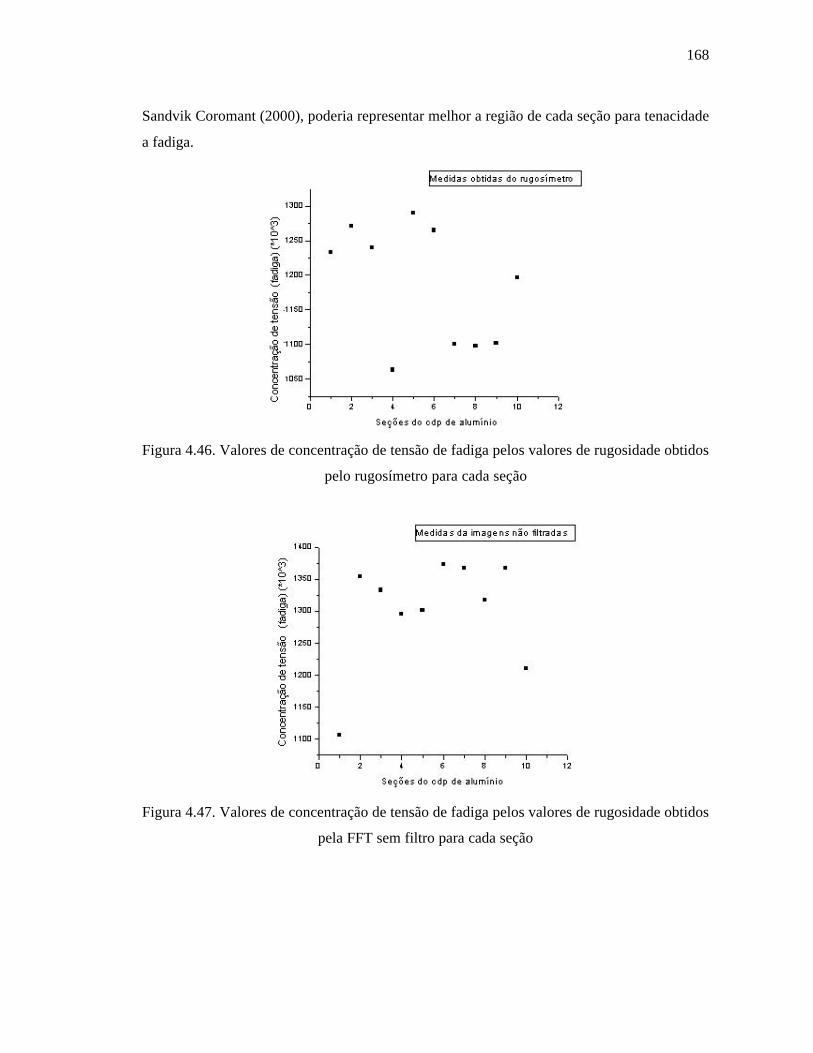
168
Sandvik Coromant (2000), poderia representar melhor a região de cada seção para tenacidade
a fadiga.
Figura 4.46. Valores de concentração de tensão de fadiga pelos valores de rugosidade obtidos
pelo rugosímetro para cada seção
Figura 4.47. Valores de concentração de tensão de fadiga pelos valores de rugosidade obtidos
pela FFT sem filtro para cada seção
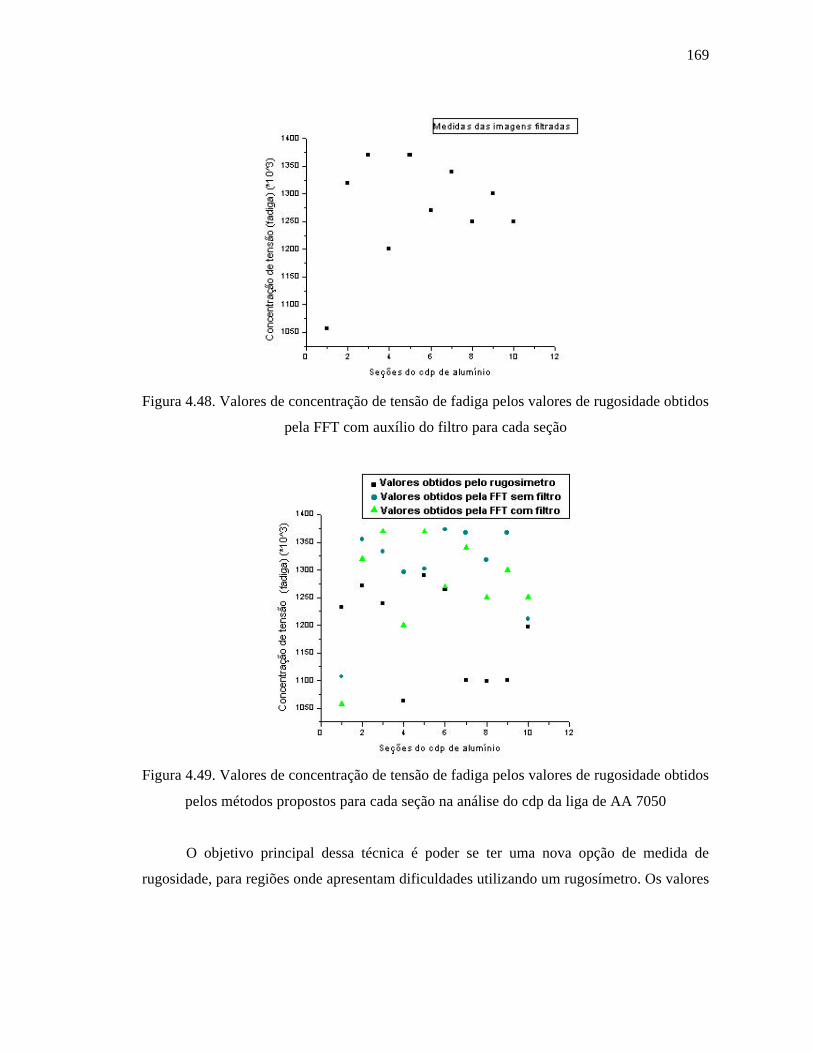
169
Figura 4.48. Valores de concentração de tensão de fadiga pelos valores de rugosidade obtidos
pela FFT com auxílio do filtro para cada seção
Figura 4.49. Valores de concentração de tensão de fadiga pelos valores de rugosidade obtidos
pelos métodos propostos para cada seção na análise do cdp da liga de AA 7050
O objetivo principal dessa técnica é poder se ter uma nova opção de medida de
rugosidade, para regiões onde apresentam dificuldades utilizando um rugosímetro. Os valores
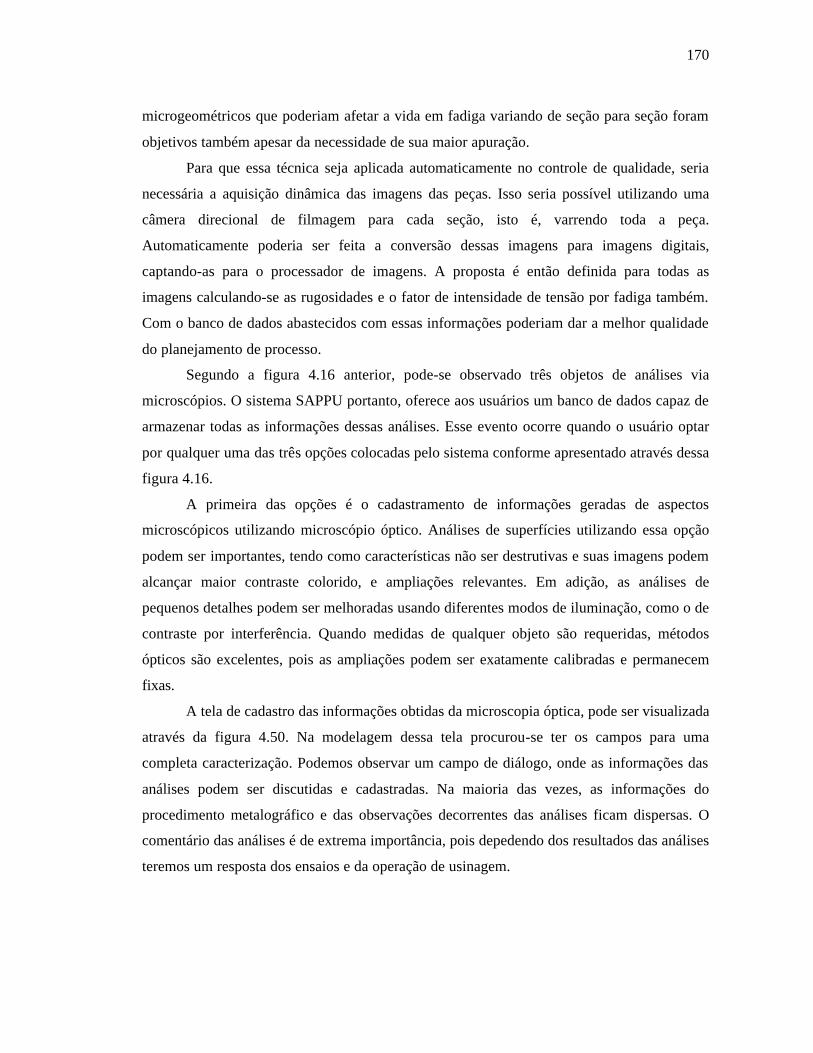
170
microgeométricos que poderiam afetar a vida em fadiga variando de seção para seção foram
objetivos também apesar da necessidade de sua maior apuração.
Para que essa técnica seja aplicada automaticamente no controle de qualidade, seria
necessária a aquisição dinâmica das imagens das peças. Isso seria possível utilizando uma
câmera direcional de filmagem para cada seção, isto é, varrendo toda a peça.
Automaticamente poderia ser feita a conversão dessas imagens para imagens digitais,
captando-as para o processador de imagens. A proposta é então definida para todas as
imagens calculando-se as rugosidades e o fator de intensidade de tensão por fadiga também.
Com o banco de dados abastecidos com essas informações poderiam dar a melhor qualidade
do planejamento de processo.
Segundo a figura 4.16 anterior, pode-se observado três objetos de análises via
microscópios. O sistema SAPPU portanto, oferece aos usuários um banco de dados capaz de
armazenar todas as informações dessas análises. Esse evento ocorre quando o usuário optar
por qualquer uma das três opções colocadas pelo sistema conforme apresentado através dessa
figura 4.16.
A primeira das opções é o cadastramento de informações geradas de aspectos
microscópicos utilizando microscópio óptico. Análises de superfícies utilizando essa opção
podem ser importantes, tendo como características não ser destrutivas e suas imagens podem
alcançar maior contraste colorido, e ampliações relevantes. Em adição, as análises de
pequenos detalhes podem ser melhoradas usando diferentes modos de iluminação, como o de
contraste por interferência. Quando medidas de qualquer objeto são requeridas, métodos
ópticos são excelentes, pois as ampliações podem ser exatamente calibradas e permanecem
fixas.
A tela de cadastro das informações obtidas da microscopia óptica, pode ser visualizada
através da figura 4.50. Na modelagem dessa tela procurou-se ter os campos para uma
completa caracterização. Podemos observar um campo de diálogo, onde as informações das
análises podem ser discutidas e cadastradas. Na maioria das vezes, as informações do
procedimento metalográfico e das observações decorrentes das análises ficam dispersas. O
comentário das análises é de extrema importância, pois depedendo dos resultados das análises
teremos um resposta dos ensaios e da operação de usinagem.
171
Uma outra característica desse sistema, foi de certa forma inovadora de se dar a
possibilidade ao usuário de poder gravar as imagens obtidas no banco de dados e ao mesmo
tempo poder visualizá-la para seus comentários gerais.
Figura 4.50. Tela de cadastro de análises de microscopia optica do sistema SAPPU
A segunda das opções é o cadastramento de informações geradas de aspectos
microscópicos utilizando microscópio eletrônico de varredura (MEV). A microscopia
eletrônica de varredura (MEV), possui algumas vantagens em relação a outras análises.
Porém, antes de optar pelo uso de ulgum tipo de análise, deve-se ter o objetivo definido, ou
seja, o que se deve ser analisado. O objeto de análise pode necessitar de maiores ampliações,
resolução, contraste e ruídos atenuados. O objetivo, da análise acaba sendo o critério da
escolha. Assim, os microscópios envolvidos oferecem suas qualidades para determinadas
metas.
Em microscopia óptica, as imagens produzidas pelas lentes são figuras de difração e é
importante quando queremos distinguir entre si objetos puntiformes distantes cuja separação
angular seja pequena. Esse tipos de análises pode ser comprimetida no que diz respeito, a
resolução desses dois objetos, isso deve-se em virtude à própria difração das lentes. Esse
defeito pode ser amenizado aumentando-se o diâmetro da lente ou usando um menor
comprimento de onda.
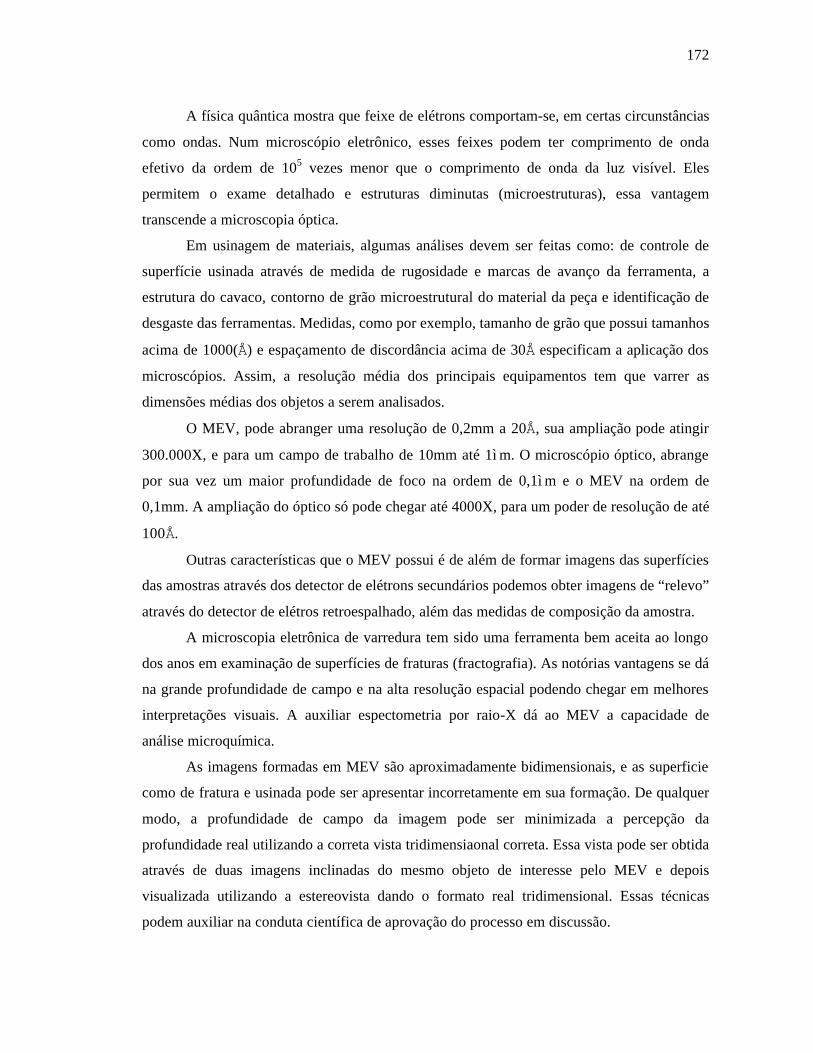
172
A física quântica mostra que feixe de elétrons comportam-se, em certas circunstâncias
como ondas. Num microscópio eletrônico, esses feixes podem ter comprimento de onda
efetivo da ordem de 105 vezes menor que o comprimento de onda da luz visível. Eles
permitem o exame detalhado e estruturas diminutas (microestruturas), essa vantagem
transcende a microscopia óptica.
Em usinagem de materiais, algumas análises devem ser feitas como: de controle de
superfície usinada através de medida de rugosidade e marcas de avanço da ferramenta, a
estrutura do cavaco, contorno de grão microestrutural do material da peça e identificação de
desgaste das ferramentas. Medidas, como por exemplo, tamanho de grão que possui tamanhos
acima de 1000(Å) e espaçamento de discordância acima de 30Å especificam a aplicação dos
microscópios. Assim, a resolução média dos principais equipamentos tem que varrer as
dimensões médias dos objetos a serem analisados.
O MEV, pode abranger uma resolução de 0,2mm a 20Å, sua ampliação pode atingir
300.000X, e para um campo de trabalho de 10mm até 1ì m. O microscópio óptico, abrange
por sua vez um maior profundidade de foco na ordem de 0,1ì m e o MEV na ordem de
0,1mm. A ampliação do óptico só pode chegar até 4000X, para um poder de resolução de até
100Å.
Outras características que o MEV possui é de além de formar imagens das superfícies
das amostras através dos detector de elétrons secundários podemos obter imagens de “relevo”
através do detector de elétros retroespalhado, além das medidas de composição da amostra.
A microscopia eletrônica de varredura tem sido uma ferramenta bem aceita ao longo
dos anos em examinação de superfícies de fraturas (fractografia). As notórias vantagens se dá
na grande profundidade de campo e na alta resolução espacial podendo chegar em melhores
interpretações visuais. A auxiliar espectometria por raio-X dá ao MEV a capacidade de
análise microquímica.
As imagens formadas em MEV são aproximadamente bidimensionais, e as superficie
como de fratura e usinada pode ser apresentar incorretamente em sua formação. De qualquer
modo, a profundidade de campo da imagem pode ser minimizada a percepção da
profundidade real utilizando a correta vista tridimensiaonal correta. Essa vista pode ser obtida
através de duas imagens inclinadas do mesmo objeto de interesse pelo MEV e depois
visualizada utilizando a estereovista dando o formato real tridimensional. Essas técnicas
podem auxiliar na conduta científica de aprovação do processo em discussão.
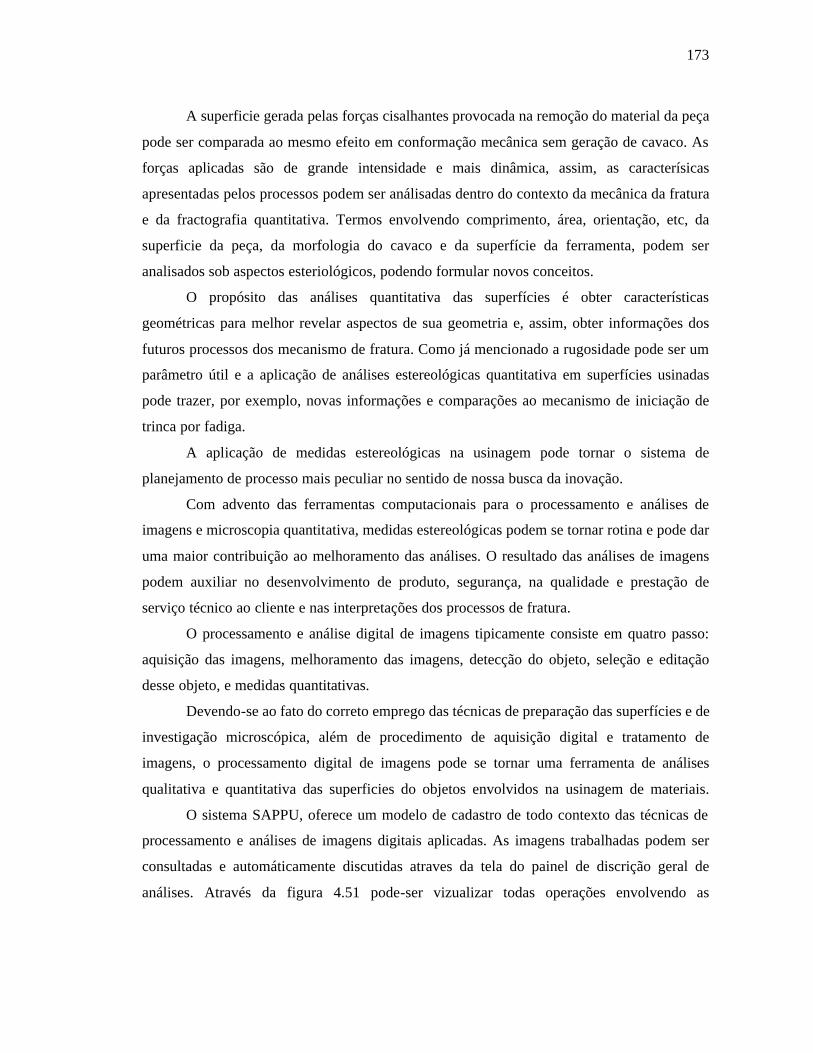
173
A superficie gerada pelas forças cisalhantes provocada na remoção do material da peça
pode ser comparada ao mesmo efeito em conformação mecânica sem geração de cavaco. As
forças aplicadas são de grande intensidade e mais dinâmica, assim, as caracterísicas
apresentadas pelos processos podem ser análisadas dentro do contexto da mecânica da fratura
e da fractografia quantitativa. Termos envolvendo comprimento, área, orientação, etc, da
superficie da peça, da morfologia do cavaco e da superfície da ferramenta, podem ser
analisados sob aspectos esteriológicos, podendo formular novos conceitos.
O propósito das análises quantitativa das superfícies é obter características
geométricas para melhor revelar aspectos de sua geometria e, assim, obter informações dos
futuros processos dos mecanismo de fratura. Como já mencionado a rugosidade pode ser um
parâmetro útil e a aplicação de análises estereológicas quantitativa em superfícies usinadas
pode trazer, por exemplo, novas informações e comparações ao mecanismo de iniciação de
trinca por fadiga.
A aplicação de medidas estereológicas na usinagem pode tornar o sistema de
planejamento de processo mais peculiar no sentido de nossa busca da inovação.
Com advento das ferramentas computacionais para o processamento e análises de
imagens e microscopia quantitativa, medidas estereológicas podem se tornar rotina e pode dar
uma maior contribuição ao melhoramento das análises. O resultado das análises de imagens
podem auxiliar no desenvolvimento de produto, segurança, na qualidade e prestação de
serviço técnico ao cliente e nas interpretações dos processos de fratura.
O processamento e análise digital de imagens tipicamente consiste em quatro passo:
aquisição das imagens, melhoramento das imagens, detecção do objeto, seleção e editação
desse objeto, e medidas quantitativas.
Devendo-se ao fato do correto emprego das técnicas de preparação das superfícies e de
investigação microscópica, além de procedimento de aquisição digital e tratamento de
imagens, o processamento digital de imagens pode se tornar uma ferramenta de análises
qualitativa e quantitativa das superficies do objetos envolvidos na usinagem de materiais.
O sistema SAPPU, oferece um modelo de cadastro de todo contexto das técnicas de
processamento e análises de imagens digitais aplicadas. As imagens trabalhadas podem ser
consultadas e automáticamente discutidas atraves da tela do painel de discrição geral de
análises. Através da figura 4.51 pode-ser vizualizar todas operações envolvendo as

174
característica do emprego do MEV, até as discuções do emprego da estereologia de
superfícies usinadas.
Esse banco de dados modelado pode ser cadastrado então, com informações da
aplicação dos conceitos estereológicos a todas as áreas de análises como, estudos da
fractografia, medidas de contorno de grão, análises de fases, de composição, etc.
Figura 4.51. Tela de cadastro de microscopia eletrônica de varredura do sistema SAPPU
Ainda dentro do banco de dados de controle de qualidade do sistema SAPPU também
um tela de cadastro de informações de análises feitas em microscopia eletrônica de
transmissão (MET) é oferecida. Não será objetivo ainda desse trabalho, determinar imagens
desse tipo de microscópio, porém pode ser de grande utilidade para o grupo de usinagem e
estudos relativos a ciências dos materiais.
Imagens formadas utlizando microscopia óptica de cavacos de titânio, pode apresentar
a aparente bandas de dislizamento provocada pela deformação plástica dinâmica, portanto,
análises por MET podem comprovar e auxiliar nas medidas da provável presença de
discordâncias. De novo, não cabe a esse trabalho investigar, porém fica para trabalhos futuros.
A tela de cadastro de análise por MET, pode ser visualizada através da figura 4.52 a seguir.
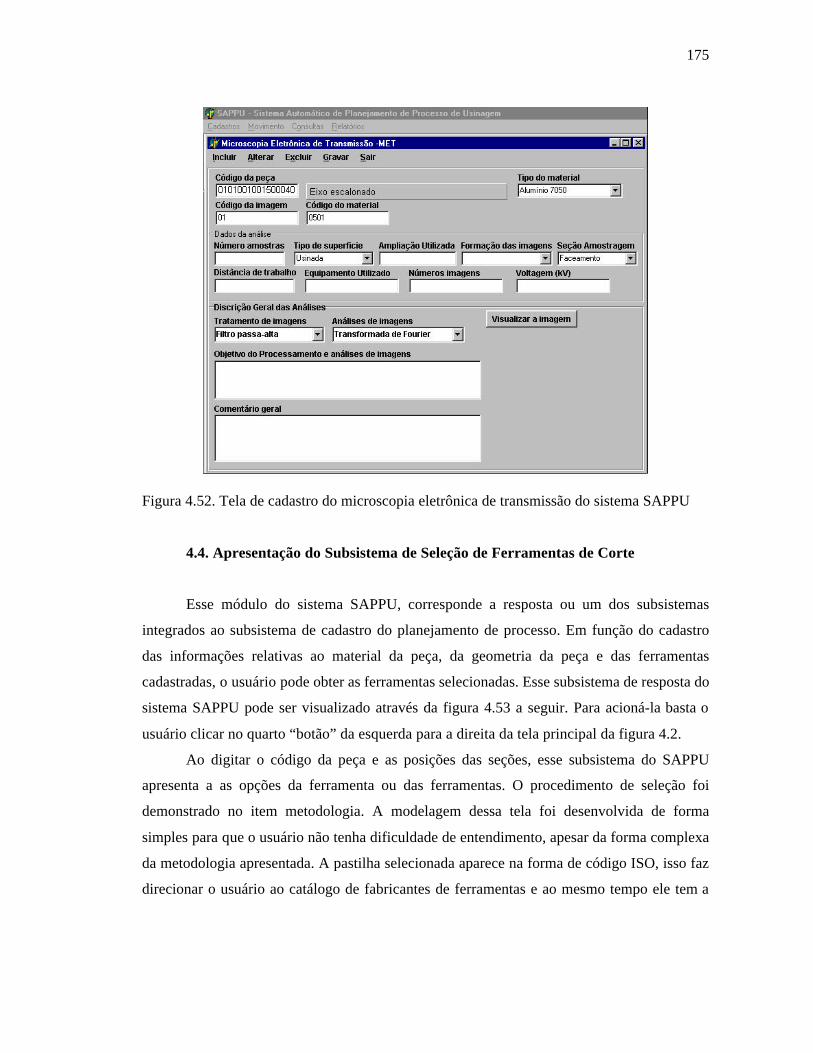
175
Figura 4.52. Tela de cadastro do microscopia eletrônica de transmissão do sistema SAPPU
4.4. Apresentação do Subsistema de Seleção de Ferramentas de Corte
Esse módulo do sistema SAPPU, corresponde a resposta ou um dos subsistemas
integrados ao subsistema de cadastro do planejamento de processo. Em função do cadastro
das informações relativas ao material da peça, da geometria da peça e das ferramentas
cadastradas, o usuário pode obter as ferramentas selecionadas. Esse subsistema de resposta do
sistema SAPPU pode ser visualizado através da figura 4.53 a seguir. Para acioná-la basta o
usuário clicar no quarto “botão” da esquerda para a direita da tela principal da figura 4.2.
Ao digitar o código da peça e as posições das seções, esse subsistema do SAPPU
apresenta a as opções da ferramenta ou das ferramentas. O procedimento de seleção foi
demonstrado no item metodologia. A modelagem dessa tela foi desenvolvida de forma
simples para que o usuário não tenha dificuldade de entendimento, apesar da forma complexa
da metodologia apresentada. A pastilha selecionada aparece na forma de código ISO, isso faz
direcionar o usuário ao catálogo de fabricantes de ferramentas e ao mesmo tempo ele tem a
176
opção oferecida pelo sistema SAPPU, ou seja, a verificação da disponibilidade dos insertos e
dos suportes.
Figura 4.53. Tela de seleção de ferramentas de corte do sistema SAPPU
Este subsistema está ligado aos subsistemas de cadastramento de informações (banco
de dados) e ao gerenciamento de ferramentas de corte. Quando o usuário finalizar cadastro de
todas as informações envolvidas, automáticamente esse subsistema seleciona os possíveis
ferramentas.
Pode-se obeservar também que há indicação da melhor seção a ser aplicável. No teste
apresentado esta selecionado a ferramenta de operação de acabamento. A ferramenta
selecionada apresenta uma geometria versátil, já que pode percorrer todo perfil da peça
testada (perfil escalonado apresentado no item materiais e métodos) sem ter problemas de
interferências e também é coloquial à liga de alumínio, pois as propriedades mecânicas do
alumínio e o seu cavco gerado se encaixam na disponilidade de usinagem dessa ferramenta.
Podemos então, finalmente salvar ou imprimir o resultado para futuras consultas.
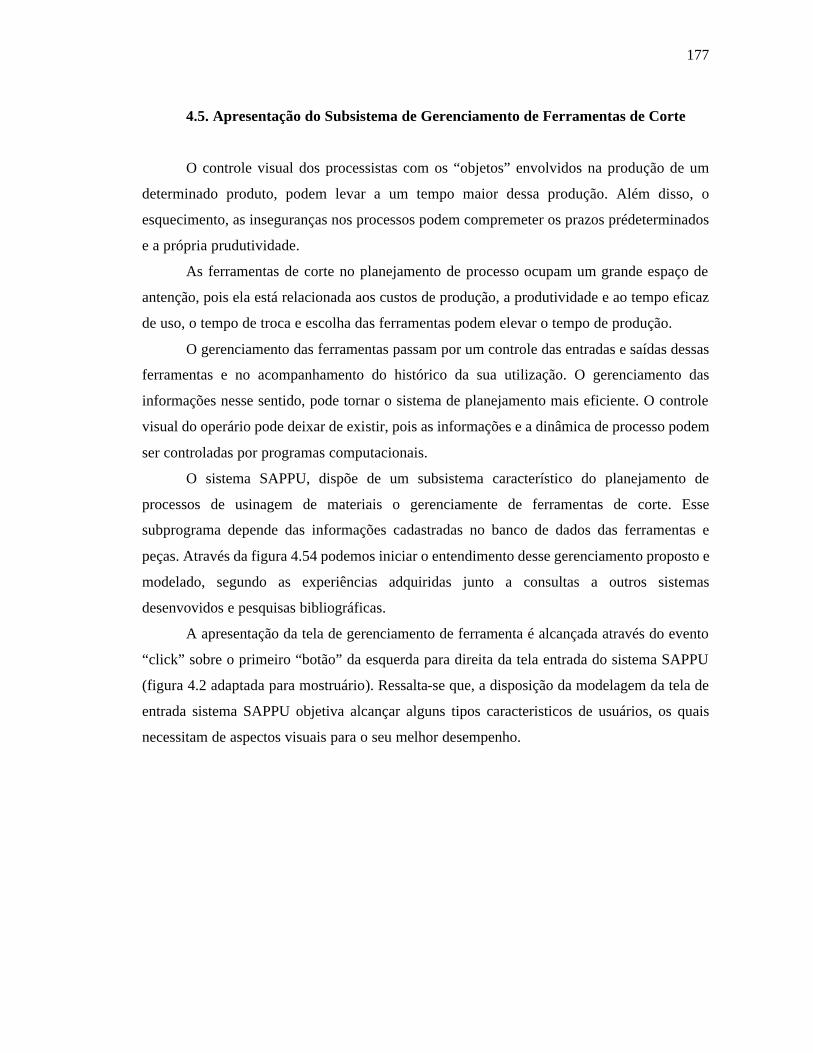
177
4.5. Apresentação do Subsistema de Gerenciamento de Ferramentas de Corte
O controle visual dos processistas com os “objetos” envolvidos na produção de um
determinado produto, podem levar a um tempo maior dessa produção. Além disso, o
esquecimento, as inseguranças nos processos podem compremeter os prazos prédeterminados
e a própria prudutividade.
As ferramentas de corte no planejamento de processo ocupam um grande espaço de
antenção, pois ela está relacionada aos custos de produção, a produtividade e ao tempo eficaz
de uso, o tempo de troca e escolha das ferramentas podem elevar o tempo de produção.
O gerenciamento das ferramentas passam por um controle das entradas e saídas dessas
ferramentas e no acompanhamento do histórico da sua utilização. O gerenciamento das
informações nesse sentido, pode tornar o sistema de planejamento mais eficiente. O controle
visual do operário pode deixar de existir, pois as informações e a dinâmica de processo podem
ser controladas por programas computacionais.
O sistema SAPPU, dispõe de um subsistema característico do planejamento de
processos de usinagem de materiais o gerenciamente de ferramentas de corte. Esse
subprograma depende das informações cadastradas no banco de dados das ferramentas e
peças. Através da figura 4.54 podemos iniciar o entendimento desse gerenciamento proposto e
modelado, segundo as experiências adquiridas junto a consultas a outros sistemas
desenvovidos e pesquisas bibliográficas.
A apresentação da tela de gerenciamento de ferramenta é alcançada através do evento
“click” sobre o primeiro “botão” da esquerda para direita da tela entrada do sistema SAPPU
(figura 4.2 adaptada para mostruário). Ressalta-se que, a disposição da modelagem da tela de
entrada sistema SAPPU objetiva alcançar alguns tipos caracteristicos de usuários, os quais
necessitam de aspectos visuais para o seu melhor desempenho.
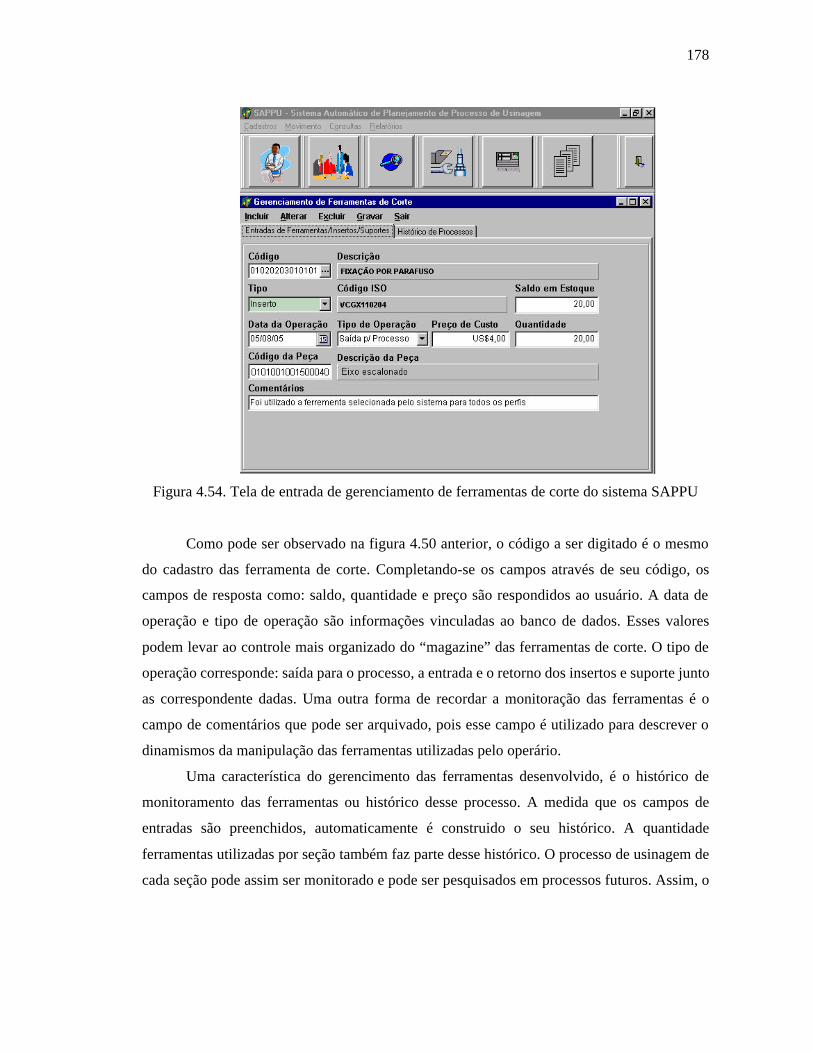
178
Figura 4.54. Tela de entrada de gerenciamento de ferramentas de corte do sistema SAPPU
Como pode ser observado na figura 4.50 anterior, o código a ser digitado é o mesmo
do cadastro das ferramenta de corte. Completando-se os campos através de seu código, os
campos de resposta como: saldo, quantidade e preço são respondidos ao usuário. A data de
operação e tipo de operação são informações vinculadas ao banco de dados. Esses valores
podem levar ao controle mais organizado do “magazine” das ferramentas de corte. O tipo de
operação corresponde: saída para o processo, a entrada e o retorno dos insertos e suporte junto
as correspondente dadas. Uma outra forma de recordar a monitoração das ferramentas é o
campo de comentários que pode ser arquivado, pois esse campo é utilizado para descrever o
dinamismos da manipulação das ferramentas utilizadas pelo operário.
Uma característica do gerencimento das ferramentas desenvolvido, é o histórico de
monitoramento das ferramentas ou histórico desse processo. A medida que os campos de
entradas são preenchidos, automaticamente é construido o seu histórico. A quantidade
ferramentas utilizadas por seção também faz parte desse histórico. O processo de usinagem de
cada seção pode assim ser monitorado e pode ser pesquisados em processos futuros. Assim, o
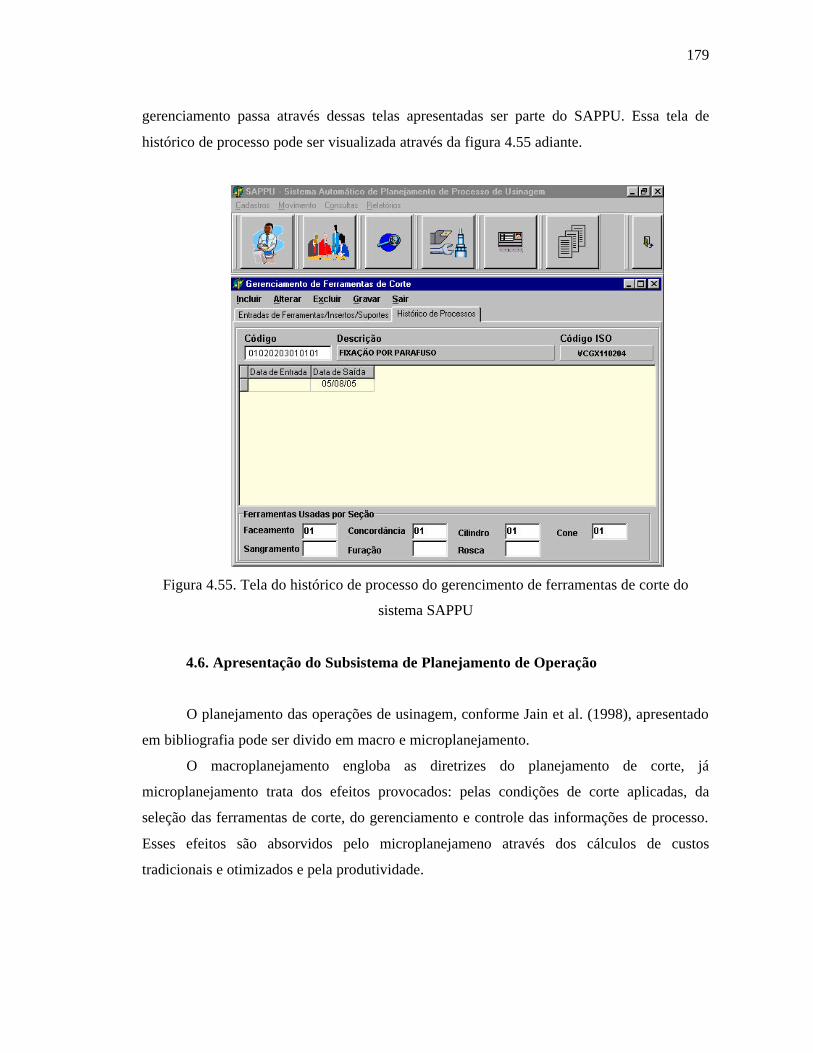
179
gerenciamento passa através dessas telas apresentadas ser parte do SAPPU. Essa tela de
histórico de processo pode ser visualizada através da figura 4.55 adiante.
Figura 4.55. Tela do histórico de processo do gerencimento de ferramentas de corte do
sistema SAPPU
4.6. Apresentação do Subsistema de Planejamento de Operação
O planejamento das operações de usinagem, conforme Jain et al. (1998), apresentado
em bibliografia pode ser divido em macro e microplanejamento.
O macroplanejamento engloba as diretrizes do planejamento de corte, já
microplanejamento trata dos efeitos provocados: pelas condições de corte aplicadas, da
seleção das ferramentas de corte, do gerenciamento e controle das informações de processo.
Esses efeitos são absorvidos pelo microplanejameno através dos cálculos de custos
tradicionais e otimizados e pela produtividade.
180
As análises estatísticas que fazem parte desse microplanejamento podem ser utilizadas
para todo processo do planejamento de processo, principalmente quando se deseja fazer testes
e análises.
Esses objetos caracteristícos do microplanejamento podem ajudar na interpretação das
informações cadastradas por todo o sistema de planejamento de processo.
O sistema SAPPU, apresenta um subprograma diferenciado objetivado pela
originalidade. No entanto, o foco desse subsistema baseia-se em outros sistemas discutidos.
De forma ilustrativa, o subsistema global pode ser visualizado na figura 4.56. Essa tela de
abertura pode ser apresentada através do “click” sobre o segundo “objeto” da esquerda para a
direita da página principal do sistema SAPPU.
Podemos observar nessa figura as cinco características do planejamento de operação
do sistema SAPPU. Os objetos representam os custos, estudo estatístico, otimização,
planejamento da operação e produtividade. Basta então, o usuário escolher a opcão de
planejamento da sua operação logo sua tela será apresentada.
Figura 4.56. Tela de abertura do subsistema de planejamenta de operação do sistema SAPPU
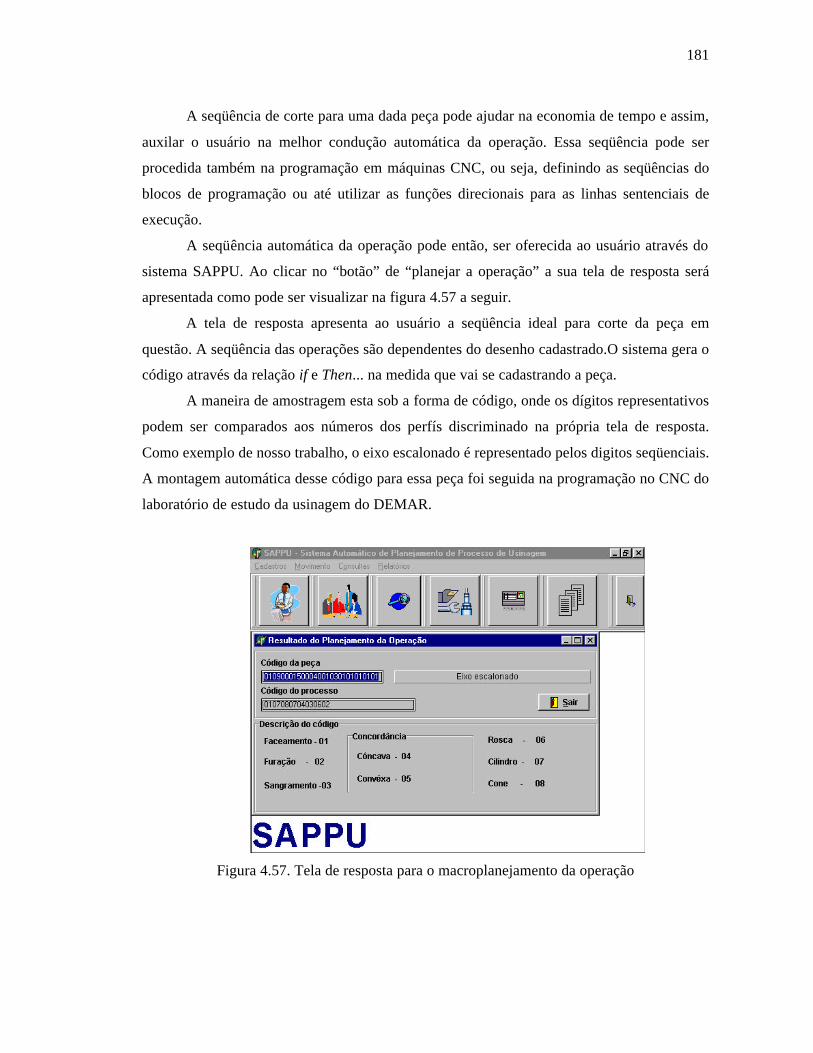
181
A seqüência de corte para uma dada peça pode ajudar na economia de tempo e assim,
auxilar o usuário na melhor condução automática da operação. Essa seqüência pode ser
procedida também na programação em máquinas CNC, ou seja, definindo as seqüências do
blocos de programação ou até utilizar as funções direcionais para as linhas sentenciais de
execução.
A seqüência automática da operação pode então, ser oferecida ao usuário através do
sistema SAPPU. Ao clicar no “botão” de “planejar a operação” a sua tela de resposta será
apresentada como pode ser visualizar na figura 4.57 a seguir.
A tela de resposta apresenta ao usuário a seqüência ideal para corte da peça em
questão. A seqüência das operações são dependentes do desenho cadastrado.O sistema gera o
código através da relação if e Then... na medida que vai se cadastrando a peça.
A maneira de amostragem esta sob a forma de código, onde os dígitos representativos
podem ser comparados aos números dos perfís discriminado na própria tela de resposta.
Como exemplo de nosso trabalho, o eixo escalonado é representado pelos digitos seqüenciais.
A montagem automática desse código para essa peça foi seguida na programação no CNC do
laboratório de estudo da usinagem do DEMAR.
Figura 4.57. Tela de resposta para o macroplanejamento da operação
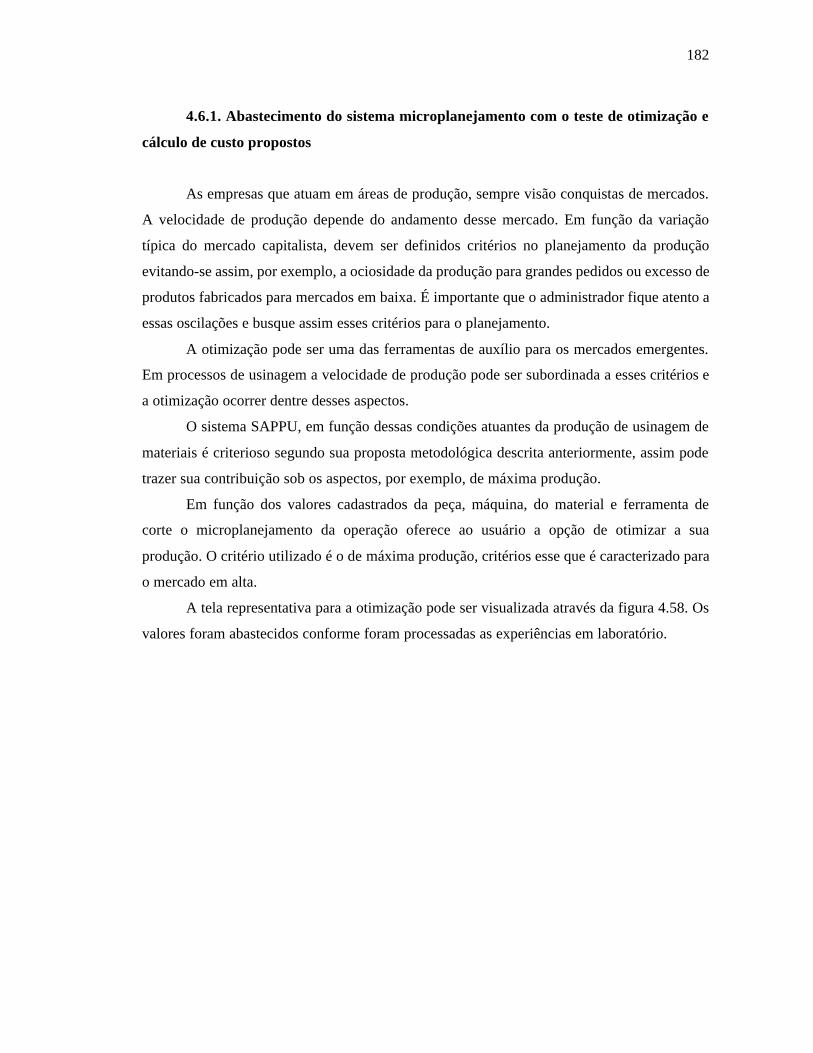
182
4.6.1. Abastecimento do sistema microplanejamento com o teste de otimização e
cálculo de custo propostos
As empresas que atuam em áreas de produção, sempre visão conquistas de mercados.
A velocidade de produção depende do andamento desse mercado. Em função da variação
típica do mercado capitalista, devem ser definidos critérios no planejamento da produção
evitando-se assim, por exemplo, a ociosidade da produção para grandes pedidos ou excesso de
produtos fabricados para mercados em baixa. É importante que o administrador fique atento a
essas oscilações e busque assim esses critérios para o planejamento.
A otimização pode ser uma das ferramentas de auxílio para os mercados emergentes.
Em processos de usinagem a velocidade de produção pode ser subordinada a esses critérios e
a otimização ocorrer dentre desses aspectos.
O sistema SAPPU, em função dessas condições atuantes da produção de usinagem de
materiais é criterioso segundo sua proposta metodológica descrita anteriormente, assim pode
trazer sua contribuição sob os aspectos, por exemplo, de máxima produção.
Em função dos valores cadastrados da peça, máquina, do material e ferramenta de
corte o microplanejamento da operação oferece ao usuário a opção de otimizar a sua
produção. O critério utilizado é o de máxima produção, critérios esse que é caracterizado para
o mercado em alta.
A tela representativa para a otimização pode ser visualizada através da figura 4.58. Os
valores foram abastecidos conforme foram processadas as experiências em laboratório.
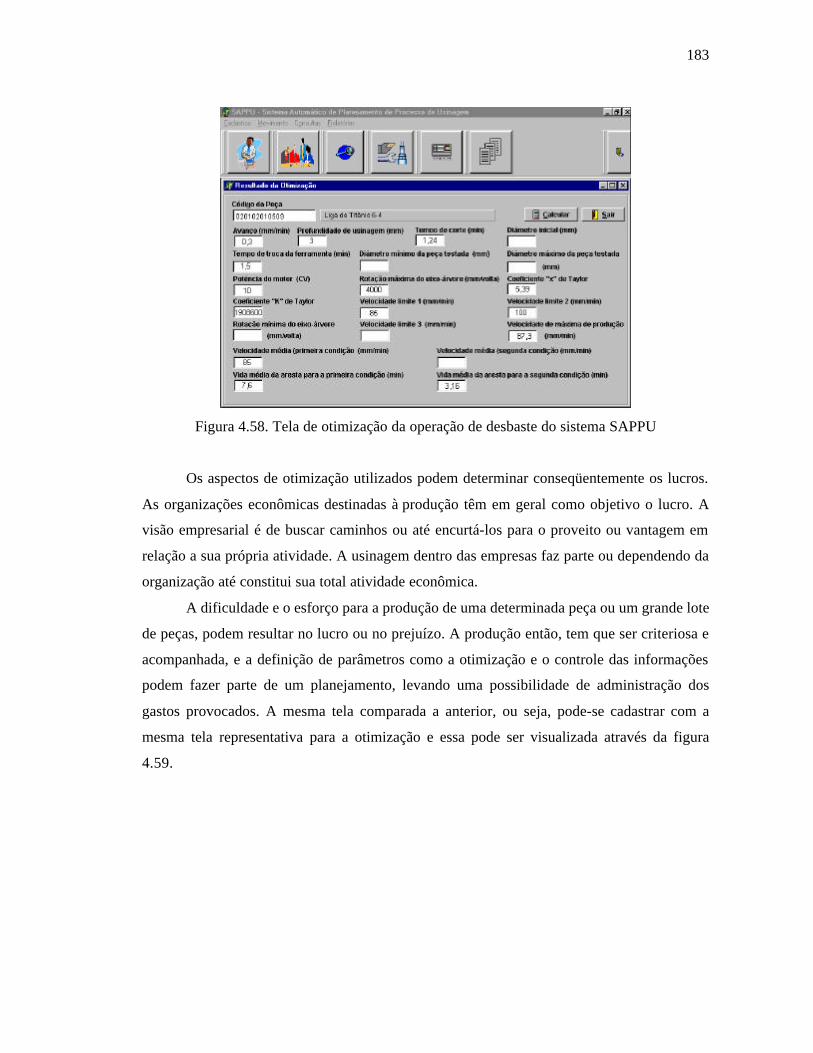
183
Figura 4.58. Tela de otimização da operação de desbaste do sistema SAPPU
Os aspectos de otimização utilizados podem determinar conseqüentemente os lucros.
As organizações econômicas destinadas à produção têm em geral como objetivo o lucro. A
visão empresarial é de buscar caminhos ou até encurtá-los para o proveito ou vantagem em
relação a sua própria atividade. A usinagem dentro das empresas faz parte ou dependendo da
organização até constitui sua total atividade econômica.
A dificuldade e o esforço para a produção de uma determinada peça ou um grande lote
de peças, podem resultar no lucro ou no prejuízo. A produção então, tem que ser criteriosa e
acompanhada, e a definição de parâmetros como a otimização e o controle das informações
podem fazer parte de um planejamento, levando uma possibilidade de administração dos
gastos provocados. A mesma tela comparada a anterior, ou seja, pode-se cadastrar com a
mesma tela representativa para a otimização e essa pode ser visualizada através da figura
4.59.
184
Figura 4.59. Tela de otimização da operação acabamento do sistema SAPPU
Os cálculos de lucro fazem parte do contexto do microplanejamento da operação e do
planejamento geral de processo. O sistema SAPPU através do subsistema de
microplanejamento de processo oferece a possibilidades de cálculos dos custos de processo. A
tela pode ser iniciada a partir da tela principal desse subsistema apresentado através da figura
4.56.
Essa tela oferece as duas opções de cálculos de custo, clicando sobre as “abas”
podemos escolher seus cálculos. São oferecidos então, os custos otimizado e tradicional.
Através da figura 4.60 pode se ter a idéia de como foi modelado o custo otimizado por meio
do critério de otimização adotado.
Os valores de custo de utilização da máquina, preço do suporte, preço do inserto e
número de aresta do inserto podem ser visualizados digitando o devido código. Por outro
lado, outros valores podem ser informados no próprio momento da otimização.
Todas os campos podem ser atualizados para um novo cadastramento, pois, há uma
interligação junto ao banco de dados. Esse elo pode ser revisto junto à figura representativa
das ligações dos subsistemas (figura 3.2). Assim, podemos ter a visão da dimensão complexa
do andamento das interligações dos subsistemas determinados ao banco de dados.
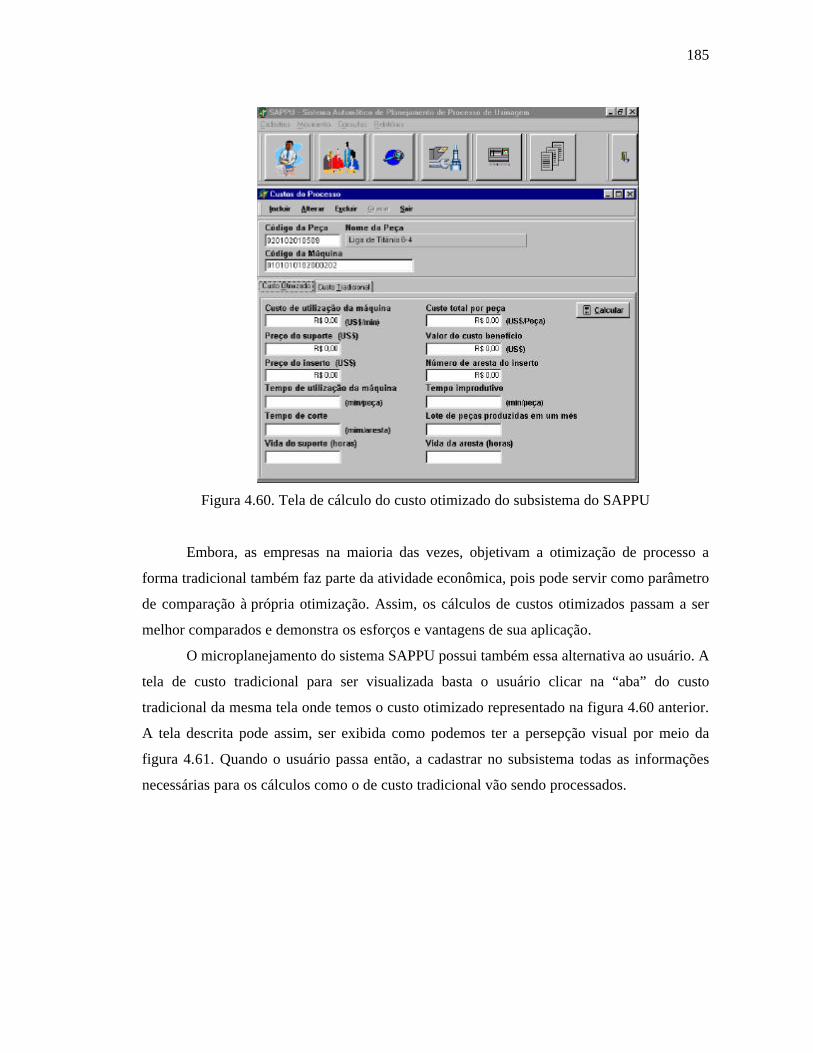
185
Figura 4.60. Tela de cálculo do custo otimizado do subsistema do SAPPU
Embora, as empresas na maioria das vezes, objetivam a otimização de processo a
forma tradicional também faz parte da atividade econômica, pois pode servir como parâmetro
de comparação à própria otimização. Assim, os cálculos de custos otimizados passam a ser
melhor comparados e demonstra os esforços e vantagens de sua aplicação.
O microplanejamento do sistema SAPPU possui também essa alternativa ao usuário. A
tela de custo tradicional para ser visualizada basta o usuário clicar na “aba” do custo
tradicional da mesma tela onde temos o custo otimizado representado na figura 4.60 anterior.
A tela descrita pode assim, ser exibida como podemos ter a persepção visual por meio da
figura 4.61. Quando o usuário passa então, a cadastrar no subsistema todas as informações
necessárias para os cálculos como o de custo tradicional vão sendo processados.
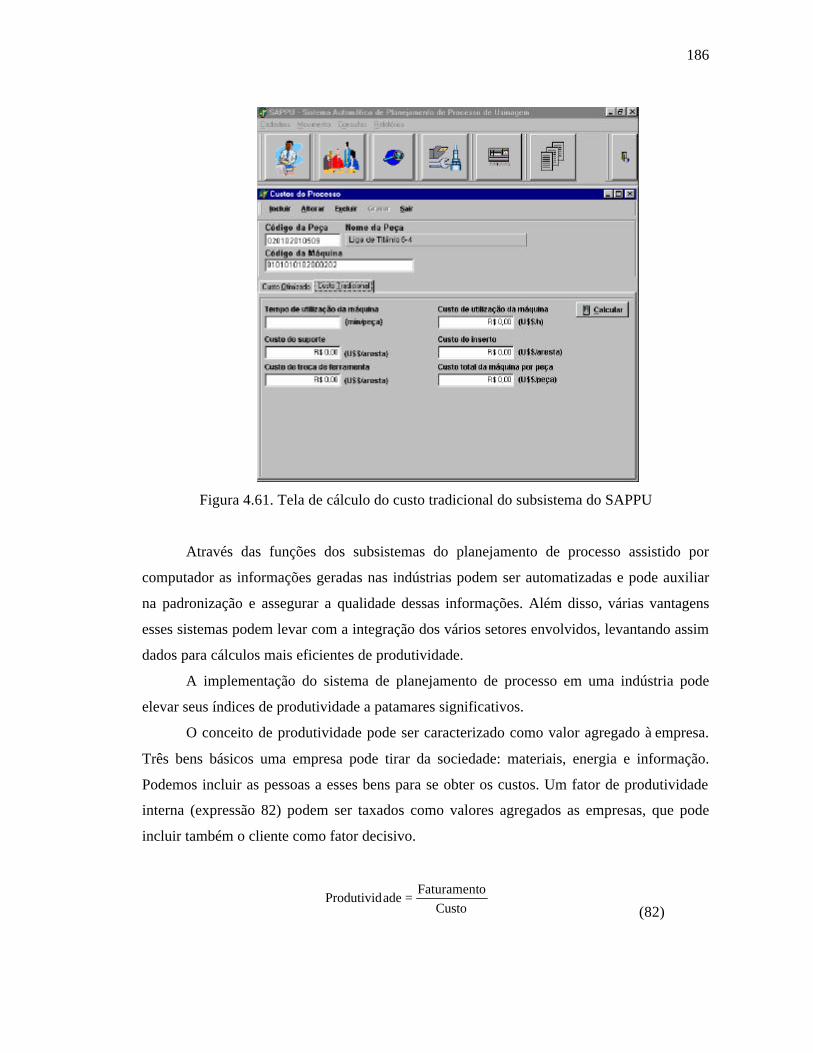
186
Figura 4.61. Tela de cálculo do custo tradicional do subsistema do SAPPU
Através das funções dos subsistemas do planejamento de processo assistido por
computador as informações geradas nas indústrias podem ser automatizadas e pode auxiliar
na padronização e assegurar a qualidade dessas informações. Além disso, várias vantagens
esses sistemas podem levar com a integração dos vários setores envolvidos, levantando assim
dados para cálculos mais eficientes de produtividade.
A implementação do sistema de planejamento de processo em uma indústria pode
elevar seus índices de produtividade a patamares significativos.
O conceito de produtividade pode ser caracterizado como valor agregado à empresa.
Três bens básicos uma empresa pode tirar da sociedade: materiais, energia e informação.
Podemos incluir as pessoas a esses bens para se obter os custos. Um fator de produtividade
interna (expressão 82) podem ser taxados como valores agregados as empresas, que pode
incluir também o cliente como fator decisivo.
Custo
oFaturamentadeProdutivid =
(82)
187
Conseqüentemente, através de um banco de dados pode-se integrar os setores e
promover um perfeito fluxo de informações, essas informações podem também ser exportadas
e importadas de forma padronizadas. É importante também adaptar os trabalhadores às essas
mudanças que são criadas em decorrência da implementação de novos sistemas.
O índice de produtividade pode ser diferenciado através de comparações entre
sistemas de planejamento convencional e ao informatizado baseado em banco de dados
integrados.
O valor do faturamento, por exemplo, pode ser extraído de uma empresa e para efeito
de cálculo podem ser iguais as duas situações, antes e depois, variando-se apenas os custos
tradicional e informatizado pela implementação do sistema computacional de planejamento.
Dessa forma, pode-ser comparada a eficácia das novas implementações.
O sistema SAPPU, oferece às instituições uma forma de calcular a produtividade do
setor de usinagem, onde esse índice é calculado sob o custo tradicional e otimizado. A
integração nesse caso, se passa pelas informações cadastradas nos banco de dados e nos
subsistemas, e o setor internamente integrado a esse trabalho é o de usinagem.
A tela pode ser visualizada através do “botão” exposto na tela de entrada do
subsistema de planejamento da operação. Pode-se assim, observar essa tela apresentada na
figura 4.62. Esse acompanhamento da obtenção desse índice não será foco desse trabalho
porém, essa contribuição original será determinada de forma hipotética para confirmação
desse subsistema.
O valor de faturamento será determinado como 100%, para os dois casos e assim,
descriminar os dois casos: tradicional e otimizado. O valor desse índice de produtividade é
determinado pelo sistema através da fórmula 82 expressada anteriormente.
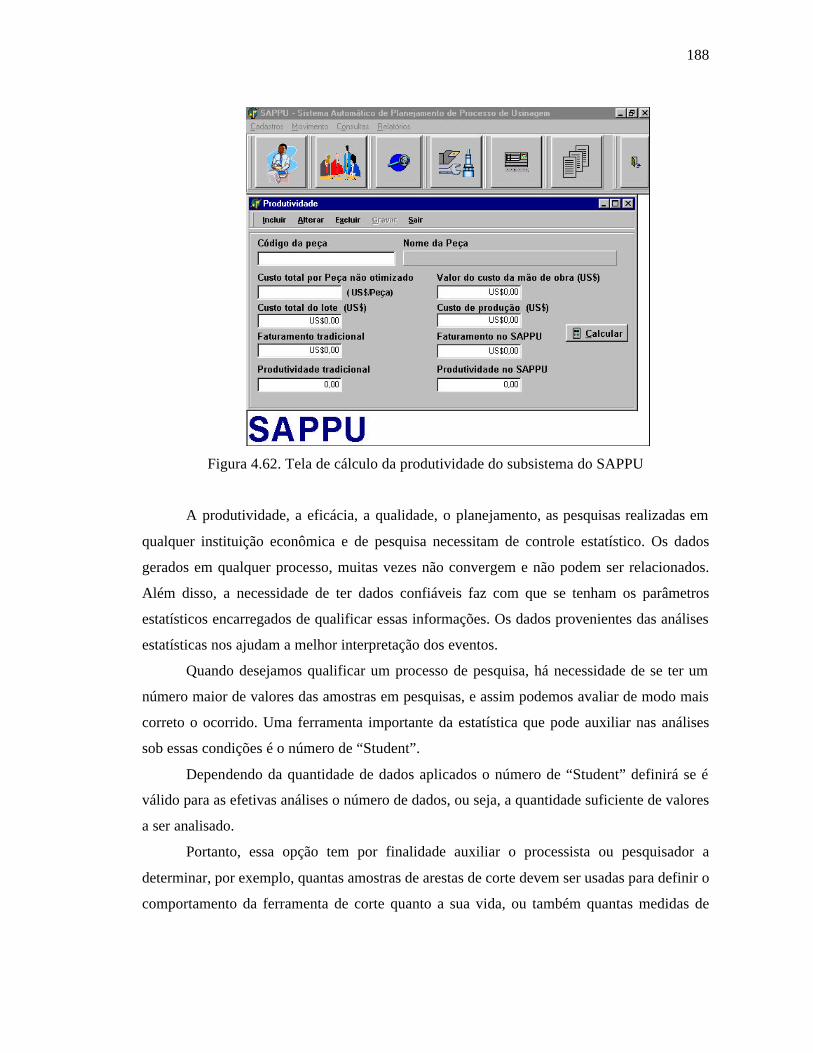
188
Figura 4.62. Tela de cálculo da produtividade do subsistema do SAPPU
A produtividade, a eficácia, a qualidade, o planejamento, as pesquisas realizadas em
qualquer instituição econômica e de pesquisa necessitam de controle estatístico. Os dados
gerados em qualquer processo, muitas vezes não convergem e não podem ser relacionados.
Além disso, a necessidade de ter dados confiáveis faz com que se tenham os parâmetros
estatísticos encarregados de qualificar essas informações. Os dados provenientes das análises
estatísticas nos ajudam a melhor interpretação dos eventos.
Quando desejamos qualificar um processo de pesquisa, há necessidade de se ter um
número maior de valores das amostras em pesquisas, e assim podemos avaliar de modo mais
correto o ocorrido. Uma ferramenta importante da estatística que pode auxiliar nas análises
sob essas condições é o número de “Student”.
Dependendo da quantidade de dados aplicados o número de “Student” definirá se é
válido para as efetivas análises o número de dados, ou seja, a quantidade suficiente de valores
a ser analisado.
Portanto, essa opção tem por finalidade auxiliar o processista ou pesquisador a
determinar, por exemplo, quantas amostras de arestas de corte devem ser usadas para definir o
comportamento da ferramenta de corte quanto a sua vida, ou também quantas medidas de
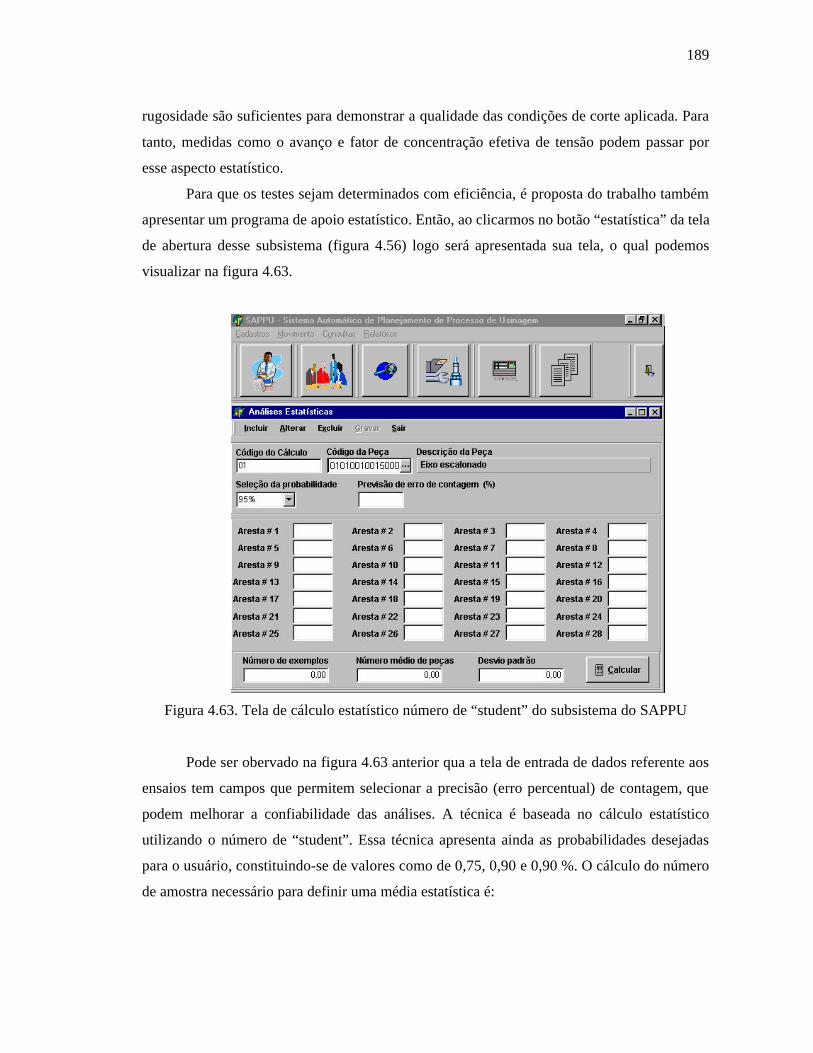
189
rugosidade são suficientes para demonstrar a qualidade das condições de corte aplicada. Para
tanto, medidas como o avanço e fator de concentração efetiva de tensão podem passar por
esse aspecto estatístico.
Para que os testes sejam determinados com eficiência, é proposta do trabalho também
apresentar um programa de apoio estatístico. Então, ao clicarmos no botão “estatística” da tela
de abertura desse subsistema (figura 4.56) logo será apresentada sua tela, o qual podemos
visualizar na figura 4.63.
Figura 4.63. Tela de cálculo estatístico número de “student” do subsistema do SAPPU
Pode ser obervado na figura 4.63 anterior qua a tela de entrada de dados referente aos
ensaios tem campos que permitem selecionar a precisão (erro percentual) de contagem, que
podem melhorar a confiabilidade das análises. A técnica é baseada no cálculo estatístico
utilizando o número de “student”. Essa técnica apresenta ainda as probabilidades desejadas
para o usuário, constituindo-se de valores como de 0,75, 0,90 e 0,90 %. O cálculo do número
de amostra necessário para definir uma média estatística é:
190
n
x
x
n
ii∑
== 1
(83)
( )∑
=
−=n
ii xxiância
1
2var
(84)
( )1
var.
−=
n
iânciapadrãodesvio
(85)
21
.
.
= −
adm
n
errox
studdesvioamostra
(86)
onde:
xi = número de amostras testadas;
__
X erroadm = erro admissível na contagem de amostras;
studn-1 = número de student tabelado.
4.7. Apresentação do Subsistema de carga de máquina.
O planejamento de processo de certa forma, pode ser completo traçando limites para o
próprio planejamento. O ideal é que os planejamentos não possuam limites para sua sempre
inovação. O objetivo das empresas é sempre inovar para crescer, assim os planejamentos de
processo podem ser modernizados e ampliados.
A variedade de procedimentos para o planejamento do processo convencional gerou a
necessidade de uma ferramenta para assisti-lo. Assim, podemos sair do planejamento
convencional para o planejamento assistido por computador. Os procedimentos desenvolvidos
geram informações, que podem ser controladas pelo os sistemas informatizados.
Sem caracterizar a finalização ou limitação, para o final das apresentações dos
subsistemas desse trabalho, a metodologia proposta e desenvolvida é a de seleção do
maquinário (torno CNC). É ideal que as máquinas sejam selecionadas junto às operações e às
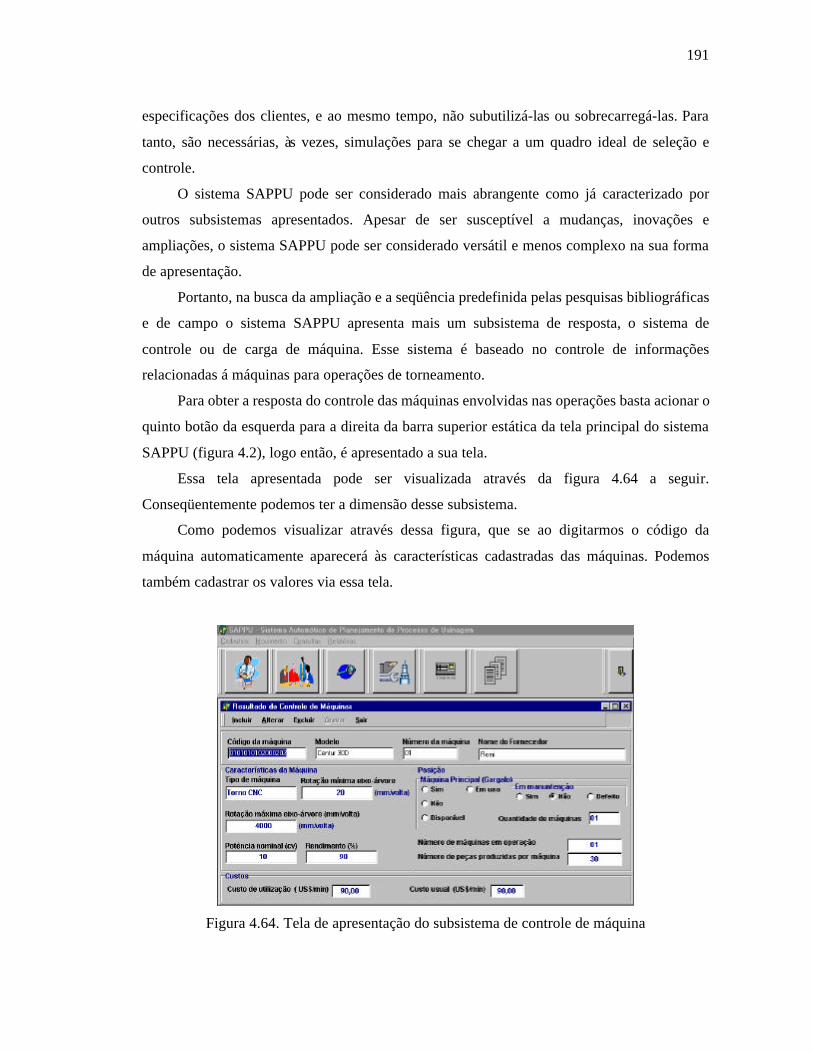
191
especificações dos clientes, e ao mesmo tempo, não subutilizá-las ou sobrecarregá-las. Para
tanto, são necessárias, às vezes, simulações para se chegar a um quadro ideal de seleção e
controle.
O sistema SAPPU pode ser considerado mais abrangente como já caracterizado por
outros subsistemas apresentados. Apesar de ser susceptível a mudanças, inovações e
ampliações, o sistema SAPPU pode ser considerado versátil e menos complexo na sua forma
de apresentação.
Portanto, na busca da ampliação e a seqüência predefinida pelas pesquisas bibliográficas
e de campo o sistema SAPPU apresenta mais um subsistema de resposta, o sistema de
controle ou de carga de máquina. Esse sistema é baseado no controle de informações
relacionadas á máquinas para operações de torneamento.
Para obter a resposta do controle das máquinas envolvidas nas operações basta acionar o
quinto botão da esquerda para a direita da barra superior estática da tela principal do sistema
SAPPU (figura 4.2), logo então, é apresentado a sua tela.
Essa tela apresentada pode ser visualizada através da figura 4.64 a seguir.
Conseqüentemente podemos ter a dimensão desse subsistema.
Como podemos visualizar através dessa figura, que se ao digitarmos o código da
máquina automaticamente aparecerá às características cadastradas das máquinas. Podemos
também cadastrar os valores via essa tela.
Figura 4.64. Tela de apresentação do subsistema de controle de máquina
192
O acompanhamento da situação das máquinas deve ser atrelado ao usuário para que
possam ser cadastradas as informações da situação das máquinas, assim o sistema é
abastecido das informações requeridas pode assim auxiliar no controle e gerenciamento das
máquinas envolvidas nas operações. À medida que controlamos essas informações evitamos,
por exemplo, que as máquinas passam por situações de gargalos.
Às vezes, algumas máquinas estão dispostas ou em manutenção, isto é, é preciso que
as máquinas sejam comparadas às efetivas operações, ou seja, suas devidas capacidades têm
que ser avaliadas ou subordinadas as condições de corte e as variáveis de processo.
Vale ressaltar também que, esses subsistemas estão interligados ao banco de dados e a
outros subsistemas como, por exemplo, ao planejamento de operação. Essa condição pode ser
revista na figura 3.2.
Conseqüentemente, todo o sistema SAPPU está interligado através do banco de dados
do próprio sistema, pois, todos os outros subsistemas são de certa forma a respostas das
metodologias propostas e ao mesmo tempo oferece o arquivamento das informações. Cabe
ressaltar que, há uma busca objetiva de se encaixar os conceitos das áreas científicas com o
dinamismo empresarial.
193
Capítulo5. Considerações Finais
Perante o trabalho apresentado pode se concluir que a proposta de obter um sistema de
planejamento de processo baseado em um banco de dados caracterizado pela integração de
várias áreas da engenharia atingiu o seu objetivo.
O banco de dados desenvolvido foi ampliado na medidas das necessidades
pesquisadas mantendo a forma de integração do mesmo. O objetivo da ampliação do banco de
dados foi de se ter um sistema mais abrangente e de caráter científico perante as áreas da
engenharia. Esse banco de dados aplicado ao planejamento de processo de usinagem por meio
das metodologias desenvolvidas pode englobar ciências ligadas a engenharia de produção, de
materiais, da mecânica, e softwares, sendo assim, esse banco de dados de certa forma se
caracterizou-se versátil e automático a essas áreas descritas.
O subsistema de seleção de ferramentas de corte ligado ao sistema de cadastro no
banco de dados, foi caracterizado através da metodologia matemática originalmente
desenvolvida. A seleção é realizada através das informações dos perfis da peça e ferramenta
além de informações inerentes do processo. A forma de seleção ficou mais abrangente
comparada a outros trabalhos descritos em revisão. Demonstrada a forma automática de
seleção nesses aspectos pode assim ser considerado, uma forma inédita de seleção de
ferramentas de corte.
O planejamento de operação teve uma somatória informações de outros trabalhos
implementados, através dessa soma desenvolveu-se um sistema abrangente e qualificado
perante as áreas de engenharia. A divisão do planejamento de operação em micro e
macroplanejamento com novas metodologias tornou o sistema mais completo para sua real
aplicação. A maneira de como processar o corte e a otimização de processo através da
metodologia original tirada de conceitos cinemáticos podem ser aplicados em ambiente de
trabalho visando melhor a qualidade e controle de produção.
Foi implementada uma idéia inovadora ao planejamento de processo a qual não foi
identificada em bibliografia. Foi integrado ao banco de dados o item controle de qualidade de
processo de fabricação. Baseados em parâmetros de superfícies e análises científicas da
194
engenharia de materiais o sistema SAPPU, oferece ao usuário a oportunidade de melhor
acompanhar a produção. Nesse aspecto, o sistema pode ser abastecido de informações
importantes como análises microscópicas, informações de parâmetros de rugosidade,
composição dos materiais, e parâmetros estruturais que envolvem defeitos de superfícies
inerentes de processos de usinagem. Todas as informações podem ser cadastradas para futuras
consultas e futuros planejamentos. Essa idéia pode auxiliar também pesquisas relacionadas a
ciências dos materiais, onde são grande o volume de informação geradas em laboratórios e
que podem ser armazenadas para futuras consultas.
Dentro da metodologia do controle de qualidade uma proposta de análises de
superfícies acabadas foi utilizado. Nessa proposta foi utilizada uma ferramenta de grande
potencial, um programa com ferramentas de processamento e análises de imagens digitais.
Com as informações geradas nos materiais em estudos utilizando esses softwares podem
ajudar muito no controle e qualidades das materiais. No trabalho desenvolvido foi utilizado
uma ferramenta importante do programa Scion Image Beta 3b de domínio público a chamada
transforma rápida de “Fourier”, qual demonstrou-se conforme os resultados apresentados ser
viável a determinação de parâmetros de rugosidade, contrapondo com outro medidor, o
apalpador mecânico. Assim, todos os valores referentes a acompanhamentos científicos
podem ser cadastrados no sistema SAPPU.
Foi possível com a utilização dos parâmetros de rugosidade determinar os valores de
concentração de tensão como descrito em revisão bibliográfica. Com relação aos valores nas
comparações gráficas ficaram com espalhamento acentuados e não demonstraram uma
evolução crescente desse parâmetro. A variação dos valores perante os perfis propostos e a
forma de analisar o raio médio no programa Scion Image Beta 3b determinaram o grande
espalhamento. Uma das soluções seria desenvolver uma seqüência melhor do corpo de prova
baseando-se na evolução do diâmetro e dos tipos de perfis. Com relação ao método de análise
do raio médio poderiam ficar menos discrepantes se desenvolver uma nova técnica de medida
e um maneira de atenuação de valores muito desiguais na seleção dos dados no espectro de
magnitude.
195
O banco de dados apresentado pode dar um suporte importante nas pesquisas, no
acompanhamento de produção, no gerenciamento, na otimização de todo um sistema de
produção por torneamento dos materiais.
Os testes foram finalizados, porém o sistema proposto pode ser ampliado, ressalvo
que, não existe em informática um sistema perfeito, porém buscou-se o máximo de
abrangência e sistematização da proposta de trabalho, pois se trata de uma forma inédita de
globalização das ciências.
A sugestão para trabalhos futuros ficaria em apuração de alguns subsistemas
apresentados até aqui. Desenvolvimento ou ampliação dos sistemas de produção para o
critério de mínimo custo. Ampliação do sistema de gerenciamento para de materiais e
máquinas. Ampliação do sistema para as operações de fresamento, furação e retifica.
Para a determinação dos valores de rugosidade podem ser tornar automáticos no
abastecimento do sistema, a sugestão ficaria de se pesquisar uma boa forma de captação de
imagens das peças e que essas imagens fossem digitalizadas, tratadas e analisadas via
softwares como o utilizado nesse trabalho. Melhorando o método aplicado poderíamos ter
valores de rugosidade e parâmetros estruturais para cada perfil na prática. Poderia em
trabalhos futuros anexar a essa nova metodologia ao próprio Delphi 6.0 e gerar dados ao
banco de dados. Essa grande proposta poderá no futuro tornar viável essa idéia apresentada
em todo esse trabalho com as devidas pesquisas.
196
Capítulo 6. Referências
- AMIOLEMHEN, P. E.; IBHADOBE, A. O. A. Aplplication of genetic algorithms:
determination of the optimal machining parameters in the conversion of a cilcyndrical bar
stock into a continuous finished profile, International Journal of Machine Tools &
Manufacture, v.44, n.12-13, p. 1403-1412, oct. 2004.
- ANDRADE, S. M. V., et al., Determinação do curso da ferramenta para um sistema
CAD/CAPP/CAM. Máquina e Metais, v.37, n.426, p.140-148, jul. 2001.
- AREZOO, B, RIDGWAY, R., AL-AHMARI, A. M. A., Selection of cutting tools and
condition of machining operations using an expert system, Computers in Industry, v.42, n.1,
p. 43-58, jun. 2000.
- AROLA, D.; WILLIAMS, C. L., Estimating the fatigue stress concentration factor of
machined surfaces, International Journal of Fatigue, v.24, n.9, p. 923-930, sep. 2002.
- CALLISTER JR., W. D., Ciência e engenharia de materiais: uma introdução. 5.ed. Rio de
Janeiro: LTC, 2002. p. 589.
- CHEN, S. J., HINDUJA, S., BARROW, G. Automatic tool selection for rough turning
operations. International Journal of Machine-Tools & Manufacture, v.29, n.4, p.535-553,
april 1989.
- CHUNG, C., PENG, Q., The selection of tools and machine on web-based manufacturing
environments. International Journal of Machine Tools & Manufacture, november, p.905-914,
2003.
- COPPINI, N. L., RIBEIRO, M. V., Assistência técnica assistida por computador aplicada na
seleção de ferramentas e parâmetros de usinagem. In: CONGRESSO BRASILEIRO DE
ENGENHARIA MECÂNICA, 13., 1995, Belo Horizonte. Anais...Belo Horizonte:
Associação Brasileira de Ciências Mecânicas, 1995. CD-ROM.
197
- CUNHA, E. A. Estudo da usinagem por torneamento da liga AA 7050 – T 7451. 2004. 90f.
Dissertação (Mestrado em Engenharia de Materiais) – Departamento de Engenharia de
Materiais, Faculdade de Engenharia Química de Lorena, Lorena, 2004.
- CURTIS, S. A., ROMERO, J. S., et al. Predicting the interface between fatigue crack
growth regimes in 7150-T651 aluminum alloy using damage map. Materials Science and
Engineering A, v.344, n.1-2, p. 79-85, mar. 2003.
- CUS, F., BALIC, J., Optimization of Cutting Process by GA Approach, Robotics and
Computer Integrated Manufacturing, v.19, n.1-2, p. 113-121, feb-apr. 2003.
- DABADE, A. U., et al., Analysis of roughness and chip cross-sectional area while
machining with self-propelled round inserts millings cutter. Journal of Materials Processing
Tecnology, v.132, n.1-3, p. 305-312, jan. 2003.
- DINIZ, A. E., et al., Otimização das condições de usinagem em células. Máquinas e Metais,
n. 281, p.48-54, junho 1989.
- DINIZ, A. E., et al. Tecnologia da usinagem dos materiais. São Paulo: MM Editora, 1999.
256p.
- DI RAIMO, E. PORTO, A.J.V. Rugosidade e espalhamento luminoso em superfícies de
alumínio torneadas com ferramenta de diamante monocristalino. In: CONGRESSO
BRASILEIRO DE ENGENHARIA MECÂNICA, 16., Anais...Uberlândia: UFU, 2001.
- EDALEW, K. O., ABDALLA, H. S., NASH, R. J., A Computer-based intelligent system for
automatic tool selection. Materials & Design, v.22, n.5, p. 337-351, aug. 2001.
- ERTEZA, A., Depth of convergence of sharpeness index autofocus system. Applied Optics,
v.16, n.8, p.2273-2278, aug. 1977
198
- EZUGWU, E. O.; BONNEY, J.; YAMANE, Y., An overview of the machinability of
aeroengine alloys. Journal of Materials Processing Technology, v.134, n.2, p 233-253, mar.
2003.
- EVERSHEIN, W. et al. Tool management: the present and the future. Annals of the CIRP, v.
40, n.2, p. 631-639, 1991 b.
- FERRARESI, D., Fundamentos da usinagem dos metais. São Paulo: Editora Edgard
Blücher, 1977. 751 p.
- FERREIRA, J. C. E., et al. Parâmetros de usinagem e geração do programa NC em
CAD/CAPP/CAM. Máquinas e Metais, n. 396, p.54-63, jan. 1999.
- GRAY, A. E., SEIDMANN, A., STECKE, K. E. A Synthesis of decision models for tool
management in automated manufacturing. Management Science, v.39, n.5, p.549-567, may
1993.
- HSU, Q.-C. Comparison of differente analisys models to measure plastic strains on sheet
metal forming parts by digital image processing. International Journal of Machine Tools &
Manufacture, v.43, p. 515-521, 2003.
- ISHIHARA, S., MCEVILY, A. J., Analysis of short fatigue crack growth in cast aluminum
alloys. International Journal of Fatigue, v.24, n.11, p. 1169-1174, nov. 2002.
- JAIN, P. K., MEHTA, N. K., PANDEY, P. C., Automatic cut planning in an operative
process planning system. Proceedings of Insitution of Mechanical Engineers, V. 212, Part B, ,
p.129-140, may 1998.
- JAWAHIR, I. S., BALAJI, A. K., ROUCH, K. E., BAKER, J. R., Towards integration of
hybrid models for optimized machining perfomance in intelligent manufacturing systems.
Journal of Material Processing Techonolgy, v.139, n.1-3, p. 488-498, aug. 2003.
199
- JENSEN, C. G., RED, W, E., PI, J., Tool selection for five-axis curvature matched
machining, Computed Aided Design, v. 37, p. 251-266, 2002.
- KAYACAN, M. C. et al. An optimised process planning system for rotational
parts.Computer in Industry, v.32, p. 181-195, 1996.
- KOSTER, W. P. Machining. Advanced Material & Processes, v. 137,n.1, p.67-77, jan.1990.
- LEÃO, M. Delphi 6 & kylix: curso completo. Borland : Axcel Books, 1427p, 2001.
- LEE, X. CFACA: cComponent framework for feature-based design and process planning.
Computer-Aided Design, v.32, p. 397-408, 2000.
- MAROPOULOS, P. G., HINDUJA, S. Automatic tool selection for finish turning.
Proceedings of the Institution of Mechanical Engineers - Part B- Journal of Engineering
Manufacture, v.204, n.1, p.43-51, 1990.
- MAROPOULOS, P. G., GILL, P. A. T. Intelligent tool selection for machining cylindrical
components - Part 1: logic of the knowledge-based module. Proceedings of the Institution of
Mechanical Engineers - Part B- Journal of Engineering Manufacture, v.209, n.3, p.173-182,
1995.
- MASON, F. Usinando a seco ou quase a seco. Máquinas e metais, v.37, n.424, p 160-173,
maio 2001.
- MAZZOLANI, F. M. Aluminum alloy structures.2.ed. London: E & FN, 1995. 693p.
- BAYER, A. L.; BECHERER, B. A.; VASCO, T. High-speed tool steels. In: METALS HANDBOOK. Machining. 9.ed. Metals Park: ASM International, 1989.v.16, p. 51-97.
- ZIMMERMAN, C. et al. Machinability test methods. . In: METALS HANDBOOK. Machining. 9.ed. Metals Park: 1989.v.16, p. 638-732.
200
- MIRANDA, G. W A. Uma contribuição para aplicações em controle adaptativo otimizado
no torneamento. 1997. 100f. Dissertação (Mestrado) – Faculdade de Engenharia Mecânica,
Universidade Estadual de Campinas, Campinas, 1997.
- MOREIRA, M.V. Estudo da usinagem da liga Ti-6Al-4V. 2002. 119f. Dissertação(Mestrado
em Engenharia de Materiais) – Departamento de Engenharia de Materiais, Faculdade de
Engenharia Química de Lorena, Lorena, 2002.
- Muršec, and Èuš, F. Integral model of selection of optimal cutting conditions from different
databases of tool makers. Journal of Materials Processing Technology, v.133, n.1-2, p. 158-
165, Feb. 2003.
- NOGUEIRA, J. L., E RIBEIRO, M. V., Gerenciador de ferramentas: um software de apoio
ao planejamento de processo. Máquinas e Metais, v.37, n.422, p.80-95, março 2001.
- NBR 6405: Rugosidade das Superfícies. Norma Brasileira Registrada, Brasil, 1988.
- NOVASKI, O., DÖRR, J. Usinagem quase a seco. Máquinas e Metais, v.35, n. 406, p.34-41,
nov. 1999.
- OLIVEIRA, C. H. P. SQL curso prático. Novatec, 2002, 272p.
- ORAL, A.; CAKIR, M. C. Automated cutting tool selection and cutting tool sequence
optimization for rotational parts. Robotics and Computer Integrated manufacturing, v.19, n.6
, p.1-5, dec. 2003.
- PARIS, H.; BRISSAUD, D. Modelling for process planning: the links between process
entities. Robotics and Computer Integrated Manufacturing, v.16, n.4, p.259-266, aug.2000.
- RAYMUNDO, E. A. Aplicação das técnicas digital de imagens para medição de
espaçamento de estrias de fadiga da liga de AL-7050. 141f. Dissertação (Mestrado em
201
Engenharia Mecânica) – Faculdade de Engenharia de Guaratinguetá, UNESP, Guaratinguetá,
2000.
- RIBEIRO, M.V. Otimização das condições de corte assistida por computador durante o
desenvolvimento do processo. 138f. Tese (Doutorado em Engenharia Mecânica) - Faculdade
de Engenharia Mecânica, Universidade Estadual de Campinas – UNICAMP, Campinas, 1999.
- YANG, S. New light Optical metallographic techinique for revealing grain structures of
common 2000, 5000, and 7000 series aluminum alloy. Materials Characterization, v.38,
1997, 165-175p.
- SALLES, J. L. C., et al., Rugosidade superficial em operações de torneamento. In:
CONGRESSO BRASILEIRO DE ENGENHARIA MECÂNICA, 16., 2001,Uberlândia-MG.
Anais do Congresso. Uberlândia-MG: Associação Brasileira de Ciências Mecânicas-ABCM,
p. 316-322.
- SANDVIK COROMANT. Produtos para usinagem: ferramentas para torneamento:
Catálogo de Ferramentas para Torneamento. abril 2000. A246p. Sandvik do Brasil SA
- SCHNEIDER JR, G. Cutting tool applications. Ed. Nelson Publishing, 2001.
- SETZER, V. W. Banco de dados. 3.ed. São Paulo: Editora Edgar Blücher ,1989. 289p.
- SCHULZ, H, A. Tecnologia no limiar do milênio. Máquinas e Metais, v.36, n. 415, p.138-
156, Agosto 2000.
- SIEMERS, C., MUKHERJI, D., BÄKER, M., RÖSLER, J. Deformation and microstructure
of titanium chips and workpiece. Z. Metallkd , March 2001.
- SPRING, K., INOUÉ, S. Video microscopy the fundamentals. 2nd. ed. New York: Plenum
Press, 1997.
202
- SPUR., G.; SPECHT, D. Knowledge engineering in manufacturing. Robotics & Computer-
Integrated Manufacturing, V.9, n.4-5, p.303-309, 1992.
- SURESH, P. V. S.; VENKATESWARA, R. P.; DESHMULKH, S. G. A genetic
algorithmic Approach for optimization of surface roughness prediction model. International
Journal of Machine Tools & Manufacture, v.42, p. 675-680, 2002.
- TANAKA, F.; KISHINAMI, T. Geometrical characteristics of machined shape for computer
aided operation planning. Journal of Materials Processing Technology, v.76, p.109-114,
1998.
- TANI G. Gerenciamento de ferramentas em sistemas de manufatura equipados com
máquinas CNC. Máquinas e Metais, v.32, n.383, p.46-57, dez. 1997.
- TAY, F. E. H. et al. Topography of the flank wear surface. Journal of Materials Processing
Technology, v.120, n.1-3, p. 243-248, jan. 2002.
- VILELLA, R.C. Metodologia prática visando a otimização das condições de usinagem em
células de fabricação.1988. 105f. Dissertação (Mestrado) – Faculdade de Engenharia
Mecânica, Universidade Estadual de Campinas- UNICAMP, 1988.
- XIE, F. et al. A Study of microstructure and microsegregation of aluminum 7050 alloy.
Material Science and Engineeringe A, p.1-10, 2003.
- ZHANG, J. H.; HINDUJA, S. Determination of the optimum tool set for a given bath of
turned components. Annals of the CIRP, v. 44, n. 1, p. 445-450, 1995.
- WANG. J.; KURYAGAWA, T.; WEI, X. P.; GUO, D. M. Optimization of cutting for single
pass turning operations using a deterministic approach. International Journal of Machine
Tools & Manufacture, v.42, p.1023-1033, 2002.
203
Anexo A
A ferramenta de programação utilizada para o auxílio do desenvolvimento desse
trabalho o Delphi 6.0. Esse programa, tem como a linguagem de programação uma
variação do Borland Pascal 7.0, denominada Object Pascal. Uma característica interessante
no Delnphi, é que o acompanha desde a primeira versão, ele é quase todo construído com o
próprio Delphi, ou seja, é utilizado a mesma linguagem da sua programção.
Projetado pela Borland, ele hoje se encontra na sua versão “8” e, sem dúvidas, ele
será o “programa mais utilizado para fazer programas no mundo”. Na parte de aplicações
com banco de dados o Delphi pode ser considerado imbatível. Nele, pode-se utilizar
manipuladores de banco de dados como, o SQL e Interbase.
A sua biblioteca, VCL, principal possuí mais de 300 componentes e são todas
personalizáveis. O Delphi, também possuí ferramentas para desenvolvimento na Internet
(BizSnap, WebSnap, DataSnap e InternetExpress), utilizadas para suporte, como por
exemplo, XML, XSL, SOAP, HTML e WSDL. Também possuí o Active Server Object
Wizard para desenvolvimento ASP. Essas são algumas das novidades e vantagens do
Delphi frente aos outros programas.
Uma das grandes novidades do Delphi 6 é a biblioteca CLX (Component Library for
Cross-Platform), que permite o desenvolvimento de aplicações compatíveis com o Kylix, à
ferramenta de desenvolvimento RAD da Borland para Linux. Com esse recurso é possível a
produção de aplicativos para ambas plataformas(Windows e Linux) com um ganho enorme
de produtividade e economia de tempo.
Foram acrescentados também novos componentes, em especial, o dbExpress que
permite o acesso à base de dados SQL (como o famoso MySQL) sem o uso do BDE.
Há três tipos de distribuição do Delphi 6:
- Personal: não tem suporte à programação de banco de dados ou característica mais
avançadas das outras versões.
- Professional: permitem o desenvolvimento de aplicações de banco de dados local ou
remoto, servidores “Web” e suporte aos controles visuais presentes no Windows
Me/2000.

204
- Enterprise: contém todas as características da versão Professional, mais o suporte ao
desenvolvimento de aplicações de e-business, entre outras qualidades.
O Delphi, possui ferramentas para criações de aplicações, sendo que para criação de
banco de dados existe uma grande variedade de linguagens. A VCL do Delphi é a mais
vasta na sua categoria. Nele é possível fazer com que os programas trabalhem com varias
partes do processador. Por tudo isso, ele provou ser a melhor opção no desenvolvimento
dos sistemas propostos.
Para a criação do banco de dados é possível utilizar pacotes de programas vinculados
ao próprio programa, como por exemplo: Paradox (linguagem do próprio Delphi), Visual
dBase, dBase, FoxPro, MsAccess, SyBase, Oracle, MSSQL, Informix, DB2 e IntrBase.
Uma aplicação em Delphi é construída em torno de formulários que, por sua vez,
podem conter diversos componentes, responsáveis pela interface com o usuário final.
Esses componentes podem ser objetos gráficos visíveis (como um botão, uma caixa
de lista, um menu, etc) que fazem parte da interface com o usuário da aplicação, ou
invisíveis (como temporizador, controle de acesso à base de dados, etc). Todo componente
Delphi deve possuir propriedade e eventos.
Por meio da figura A.1, pode-se ter a visão do ambiente de trabalho do programa.
Esse ambiente apresenta-se com formulário “form”, onde são desenvolvidos todas as
programações com os respectivos objetos a serem selecionados nesse formulário. Cada
objeto selecionado, possui suas propriedades e eventos a serem trabalhados.
205
Figura A.1. Tela principal de programação “form” do Delphi
Cada formulário criado em Delphi é formado por dois arquivos que trabalham juntos:
um arquivo com a definição da aparência do formulário, e dos objetos inseridos nele,
gravados com a extensão .DFM; e um arquivo de unidade de código com o mesmo nome do
formulário nas com extensão.PAS. Essa unidade contém gerenciadores de eventos,
quaisquer, procedimento e funções necessárias à execução das tarefas a que o aplicativo se
destina.
Através da figura A.2, pode-se também ter a visão de onde são feitas as
programações dos respectivos objetos selecionados para a montagem dos sistemas
propostos.
206
Figura A.2. Tela aonde se faz a programação no Delphi 6.0
Além dos gerenciadores de eventos, podemos também ter outras rotinas que dão
apoio a todo o restante do aplicativo. Essas rotinas dividem-se em dois grupos:
- Function (função): Pode receber um ou mais parâmetros e devolver à rotina chamadora
um valor, que pode ser utilizado em qualquer expressão numérica ou caractere.
- Procedure (procedimento): este tipo de rotina pode receber opcionalmente um ou mais
parâmetros, mas não pode retornar valor à rotina chamadora.