universidade candido mendes / avm pÓs-graduaÇÃo … · o método de análise e solução de...
TRANSCRIPT

UNIVERSIDADE CANDIDO MENDES / AVM
PÓS-GRADUAÇÃO LATO SENSU
Uma análise da Implementação da Ferramenta MASP,
em um Processo de Melhoria Operacional.
Glauco Garcia Mathias
ORIENTADOR:
Prof. Úrsula Gomes
Rio de Janeiro
2017
DOCUMENTO P
ROTEGID
O PELA
LEID
E DIR
EITO A
UTORAL

ii
UNIVERSIDADE CANDIDO MENDES / AVM
PÓS-GRADUAÇÃO LATO SENSU
Uma análise da Implementação da Ferramenta MASP,
em um Processo de Melhoria Operacional.
Apresentação de monografia à AVM como requisito parcial para obtenção do grau de especialista em MBA EM GESTÃO DE PROJETOS Por: Glauco Garcia Mathias
Rio de Janeiro
2017

iii
RESUMO
O método de análise e solução de problemas (MASP) surgiu entre os séculos XVI
e XVIII durante a revolução científica através de pensadores como Copérnico, Kepler,
Descartes, Bacon e Galileu. A partir da criação do ciclo PDCA, na década de 30 pelo
americano Walter Shewhart. Essas ferramentas vêm sendo empregadas tendo em vista
o desenvolvimento de um processo de melhoria num ambiente organizacional, visando
solução de problemas e obtenção de resultados otimizados.
Este trabalho identifica e analisa possíveis ganhos que podem ser conseguidos
através da implementação da ferramenta MASP em uma empresa de médio porte. A
empresa atua no ramo de seguros e apresenta uma quantidade elevada de pedidos de
indenizações.
PALAVRAS-CHAVE: Metodologia, Implementação, MASP, PDCA.

METODOLOGIA
Para se atingir o objetivo proposto, o trabalho apresenta uma revisão bibliográfica
que destaca aspectos da Metodologia de Análise e Solução de Problemas. E por fim, o
estudo de caso é apresentado, com uma proposta de implementação do MASP na
operação de análise de irregularidades nos pedidos de indenizações.

iv
LISTA DE FIGURAS
Figura 1 - Evolução da Era da Qualidade ................................................................... 6 Figura 2 - Fluxograma................................................................................................ 9 Figura 3 - Histograma ................................................................................................ 12 Figura 4 – Diagrama de Pareto .................................................................................. 15 Figura 5 – Identificando o problema ........................................................................... 18 Figura 6 – Diagrama de Causa e Efeito ...................................................................... 18 Figura 7 – Diagrama de Causa e Efeito (causas secundárias e terciárias) ................... 19 Figura 8 – Diagrama de Causa e Efeito (causas importantes) ..................................... 20 Figura 9 – Folha de Verificação .................................................................................. 23 Figura 10 – Diagrama de Dispersão ........................................................................... 25 Figura 11 – Gráfico de Controle ................................................................................. 27 Figura 12 – Conceito de controle de Taylor e os três processos de produção em massa ................................................................................................................................. 34 Figura 13 – Ciclo de Shewhart de 1939 ...................................................................... 35 Figura 14 – Ciclo de Shewhart para desenvolvimento de produto ............................... 35 Figura 15 – Ciclo de Shewhart para processos repetitivos de melhoria ....................... 36 Figura 16 – Ciclo PDCA como desenvolvido no Japão ................................................ 36 Figura 17 – Ciclo CAPD para correção e ação corretiva ............................................. 39 Figura 18 – MASP ..................................................................................................... 43 Figura 19 – Ciclo de Shewhart para processos repetitivos de melhoria ....................... 45 Figura 20 – Fluxograma do Processo ......................................................................... 57 Figura 21 – Diagrama de Causa e Efeito dos Problemas ............................................ 58 Figura 22 – Fluxograma com as Etapas Descontinuadas ............................................ 61

Figura 23 – Novo Fluxograma do Processo ................................................................ 62
Figura 3 - O enfoque da produção tradicional e o enfoque da Produção Enxuta ........ 1 5
Figura 4 - Composição das atividades propostas por Hines e Taylor (2000) ............... 16
Figura 5 - Processamento em fluxo contínuo .............................................................. 20
Figura 6 - Exemplo de um Mapa de Fluxo de Valor da situação atual .......................... 22
Figura 7 - Formação de famílias de produtos .............................................................. 22
Figura 8 - Quadro de Nivelamento da Carga (Heijunka Box) ....................................... 25
Figura 9 - Etapa 1 Kanban ......................................................................................... 28
Figura 10 - Etapa 2 Kanban ....................................................................................... 28

Figura 11 - Etapa 3 KanbanLISTA DE GRÁFICOS
Gráfico 1 – Eficiência 2015 antes do MASP ................................................................ 56 Gráfico 2 – Comparativo 1º Trimestre ......................................................................... 63 Gráfico 3 – 1º Trimestre 2015 .................................................................................... 63 Gráfico 4 – 1º Trimestre 2016 .................................................................................... 64 Gráfico 5 – Eficiência após o MASP ........................................................................... 64 Gráfico 6 – Comparativo após o MASP ...................................................................... 65
Figura 14 - Seqüência de processos com quadros de kanban e supermercado da peça
................................................................................................................................ 44
Figura 16 - Lead Times ao longo do processo produtivo ............................................. 46
Figura 17 - Faixas do quadro de kanban .................................................................... 47
Figura 18 - Cartão de kanban .................................................................................... 48

v
LISTA DE QUADROS
Quadro1 – Dados para elaboração do histograma ...................................................... 11 Quadro 2 – MASP e as Ferramentas de Qualidade .................................................... 46 Quadro 3 – Frequência dos Problemas ...................................................................... 60 Quadro 4 – Frequência dos Problemas após o MASP ................................................ 65
Tabela 2 - Quantidade de peças que passam pelos gar galos..................................... 40
Tabela 3 - Lista de peças que passam pelo processo INT .......................................... 41
Tabela 4 - Lista de peças separadas em famílias e c lasses ....................................... 43
Tabela 5 - Cálculo do takt time ............. .. ................................................................... 46

vi
SUMÁRIO
UNIVERSIDADE CANDIDO MENDES / AVM.................................................................................. 1
UNIVERSIDADE CANDIDO MENDES / AVM.................................................................................. 2
LISTA DE FIGURAS ............................................................................................................................ 5
LISTA DE TABELAS ............................................................................................................................ 8
1. Introdução ..................................................................................................................................... 1
1.1 Objetivo .................................................................................................................................. 1
1.2 Contextualização e Justificativa ..................................................................................... 2
2. Revisão Bibliográfica ................................................................................................................. 3
Capítulo I............................................................................................................................................ 4
1. Gestão da Qualidade .............................................................................................................. 4
1.1 O Surgimento ................................................................................................................ 4
1.2 Evolução da Qualidade ...................................................................................................... 5
1.3 Gestão e Controle da Qualidade ...................................................................................... 6
Capítulo II .......................................................................................................................................... 8
2. As Ferramentas da Qualidade ............................................................................................. 8
2.1 Fluxograma .................................................................................................................... 8
2.2 Histograma ................................................................................................................... 10
2.3 Diagrama de Pareto ................................................................................................... 13
2.4 Diagrama de Causa e Efeito .................................................................................... 17
2.5 Folha de Verificação .................................................................................................. 21
2.6 Diagrama de Dispersão ............................................................................................ 24
2.7 Gráfico de Controle ................................................................................................... 26
2.8 Brainstorming ............................................................................................................. 28
2.9 Brainwriting ................................................................................................................. 30
2.10 5W2H ............................................................................................................................. 31
2.11 PDCA ............................................................................................................................. 33
2.12 MASP ............................................................................................................................. 41
Capítulo III ....................................................................................................................................... 47
3.A Implementação da Ferramenta MASP ............................................................................... 47
3.1 Classificação das Pesquisas ......................................................................................... 48
3.1.1 Procedimentos e métodos de pesquisa ............................................................... 49
3.2 Estudo de Caso .................................................................................................................. 51

4 Desenvolvimento do estudo de caso ................................................................................... 54
4.1 Apresentação da empresa .............................................................................................. 54
4.2 Situação da empresa antes da implementação do MASP ...................................... 55
4.3 Análise e Identificação do Problema............................................................................ 56
4.3.1 Processo de Análise .................................................................................................. 57
4.4 Análise e Observação do Problema ............................................................................. 59
4.5 Plano de Ação .................................................................................................................... 60
4.6 Execução ............................................................................................................................. 62
4.7 Verificação e Padronização ............................................................................................ 62
5 Conclusão .................................................................................................................................... 67

1
1. Introdução
Este trabalho apresenta os resultados de uma pesquisa para a conclusão do
curso de MBA em Gestão de Projetos da Universidade Cândido Mendes / AVM do Rio
de Janeiro. Trata-se de um estudo que analisa a implementação do método MASP e do
Planejamento e Controle da Produção em um ambiente operacional de análises. O
trabalho analisa o processo de execução dos conceitos, buscando apontar e discutir os
resultados obtidos.
O estudo de caso foi feito em uma empresa do Rio de Janeiro, que atua no ramo
de seguros de trânsito. A empresa apresenta uma quantidade alta de solicitações de
indenizações e que precisam ser analisadas as documentações a fim de identificar se
existe alguma irregularidade ou indícios fraudulentos.
1.1 Objetivo
O principal objetivo deste trabalho é apresentar uma proposta de implementação
da ferramenta de qualidade MASP.
O estudo analisa a necessidade do MASP em uma empresa que possui alta
demanda de análises documentais, visando o aumento da quantidade de
documentações analisadas sem perder a qualidade das análises e a eficácia na
identificação das irregularidades.
A partir desse estudo de caso, pretende-se evidenciar como as ferramentas de
qualidade, podem ser adaptadas a esse ambiente organizacional e quais serão os
possíveis ganhos para a empresa.

2
1.2 Contextualização e Justificativa
Para que uma empresa possa funcionar adequadamente, ela precisa
planejar e controlar corretamente sua produção/ operação.
A qualidade da produção e dos serviços de uma determinada empresa é
elaborada na Gestão da Qualidade que surgiu na Segunda Guerra para corrigir os
erros dos produtos bélicos e era utilizado o termo Controle de Processos. Com a
evolução do termo, passou a ser chamado de Garantia de Qualidade, que
utilizava normas específicas para cada etapa. Após isso, surgiu o Controle de
Qualidade, no começo do século XX por Frederick Taylor e Ford. Hoje, por
exemplo, os consumidores cada vez mais cobram qualidade dos produtos e
serviços que utilizam.
O método de análise e soluções de problemas foi introduzido na literatura
brasileira por Campos (2004). O método apresentado pelo autor foi denominado
de MSP – Método de Soluções de Problemas, que se popularizou como MASP –
Método de Análise e Solução de Problemas. No entanto, não existe nenhuma
diferença entre os seus passos. Campos (2004) afirma que o MSP apresentado
por ele é o método japonês da JUSE (Union of Japanese Scientists and
Engineers) chamado “QC-Story”.
A construção do MASP como método destinado a solucionar problemas
dentro das organizações passou pela idealização de um conceito, o ciclo PDCA,
para incorporar um conjunto de ideias inter-relacionadas que envolve a tomada de
decisões, a formulação e comprovação de hipóteses, a objetivação da análise dos
fenômenos, dentre outros, o que lhe confere um caráter sistêmico. Embora o
MASP derive do ciclo PDCA, é importante que não se confunda os dois métodos,
pois: O MASP é um método eficaz que procura resolver problemas de forma
rápida e objetiva e com menor custo a empresa, ou seja, é um método que tem
como característica a racionalidade utilizando lógica e dados. Os conceitos do
MASP a serem implementados em uma determinada empresa devem ser
selecionados de acordo com o ambiente no qual a mesma está inserida. Portanto
é necessário planejar uma forma de garantir que a empresa atinja o objetivo de
produzir com produtividade e qualidade.

3
2. Revisão Bibliográfica
Para o desenvolvimento deste trabalho, serão descritos os principais
conceitos ligados à metodologia MASP e as ferramentas de qualidade que são
pertinentes ao tema em estudo.
Inicialmente, serão explicitadas informações sobre a Gestão da Qualidade,
desde o seu surgimento na Segunda Guerra Mundial aos dias atuais. O estudo
mostrará o surgimento, os princípios da gestão da qualidade, uma visão geral das
ferramentas, como o diagrama de pareto e de causa-efeito, histogramas, folhas
de verificação, gráficos de dispersão, cartas de controle, fluxograma,
brainstorming, benchmarking, 5W2H, 5S, PDCA e MASP. Além disso, haverá um
tópico que descreve as diferenças entre as ferramentas MASP e PDCA.
Por fim, o último tópico deste capítulo refere-se à implementação da
ferramenta de qualidade MASP em um ambiente organizacional de uma
operação de análises documentais.

4
Capítulo I
1. Gestão da Qualidade
1.1 O Surgimento
Atualmente, existe uma busca forte por qualidade. As organizações não
utilizam mais a qualidade como uma estratégia de diferenciação, mas como uma
condição de preexistência. A preocupação com a qualidade vem desde antes de
2150 a.C. O código de Hamurabi já demonstrava um cuidado com a durabilidade
e funcionalidade das habitações produzidas na época, de tal forma que, se um
construtor negociasse um imóvel que não fosse sólido o suficiente para atender à
sua finalidade e desabasse, ele, o construtor, seria sacrificado. Os fenícios
amputavam a mão do fabricante de determinados produtos que não fossem
produzidos com perfeição. Já os romanos desenvolveram técnicas de pesquisa
altamente sofisticadas para a época e as aplicavam principalmente na divisão e
mapeamento territorial para controlar as terras rurais incorporadas ao império.
Desenvolveram padrões de qualidade, métodos de medição e ferramentas
específicas para execução desses serviços. A França durante o reinado de Luís
XIV adotava procedimentos avançados que detalhava critérios e instruções para
supervisão para escolha dos fornecedores das embarcações (OLIVEIRA, 2003).
Pelo que foi apresentado, pode-se entender que foi percorrido um “longo”
caminho para que as teorias e práticas da gestão da qualidade chegassem até o
estágio em que se encontram hoje.
É plausível concordar com Oliveira (2003), quando afirma que ainda há
um longo caminho a ser percorrido, principalmente em países menos
desenvolvidos, entre os quais podemos citar o Brasil, em virtude do atraso no
acesso e implantação desses conceitos, que se justifica por razões históricas e
econômicas.

5
1.2 Evolução da Qualidade
Conforme Maximiano (2000), a evolução da qualidade passou por três
grandes fases: era da inspeção, era do controle estatístico e era da qualidade
total.
Na era da inspeção, ocorrido um pouco antes da Revolução Industrial, o
produto era verificado (inspecionado) pelo produtor e pelo cliente. Nessa época, o
principal foco era a detecção de eventuais defeitos de fabricação, sem haver
metodologia preestabelecida para executá-la.
Na era do controle estatístico, vindo logo após a era da inspeção. O
controle da inspeção foi aprimorado por meio de técnicas estatísticas. Em função
do crescimento da demanda mundial por produtos manufaturados, inviabilizou-se
a execução da inspeção produto a produto, como na era anterior, e a técnica da
amostragem passou a ser utilizada. O novo sistema obedecia cálculos
estatísticos, era separado uma amostragem do produto que pudesse representar
todo o grupo e, a partir deles, verificava-se a qualidade de todo o lote. No início
dessa era, o enfoque recaia sobre o produto. Porém, com o tempo o foco
começou a ser dirigido para o controle do processo de produção, possibilitando
assim o surgimento das condições necessárias para o início da era da qualidade
total.
Na era do controle da qualidade total (TQC), na qual se enquadra o
período em que estamos vivendo, a ênfase passa a ser o cliente, tornando-se o
centro das atenções das organizações que dirigem seus esforços para satisfazer
às suas necessidades e expectativas. A principal característica dessa era é que
“toda a empresa possa ser responsável pela garantia da qualidade dos produtos
e serviços”, sendo assim, todos os funcionários e todos os setores. Para tal, é
necessário que se pense sobre os processos da empresa de forma sistêmica,
para que os inter-relacionamentos e interdependências sejam considerados entre
todos os níveis da organização.

6
Figura 1: Evolução da Era da Qualidade
Fonte: Elaborado por Maximiniano, 2000
Para que a qualidade total seja desenvolvida e implantada com sucesso
em organizações empresarias, é necessário desenvolver o seguinte princípio:
O cliente é a figura principal de todo o processo organizacional. É
necessário que as decisões empresariais e tarefas operacionais levem em
consideração as necessidades e expectativas do consumidor e tentem superá-
las, para atender ao requisito de satisfazer completamente o cliente.
1.3 Gestão e Controle da Qualidade
Empresas de sucesso têm, obrigatoriamente, de estar acompanhando as
mudanças do mercado e da sociedade como um todo. Essa postura possibilita o
monitoramento das tendências do comportamento do consumidor, que deve ser o
centro de suas atenções, e permite que os objetivos e atitudes das organizações
estejam alinhados com os anseios dos clientes. Para que isso possa acontecer,
as empresas têm de aperfeiçoar continuamente seu sistema da qualidade. Isso
exige que se institua um sistema de medição por parâmetros, caso contrário, não

7
será possível verificar se as mudanças implementadas de fato estão
possibilitando a evolução desejada.
É importante ressaltar uma filosofia do Japão – país onde foram dados os
primeiros passos da gestão da qualidade – denominada Kaizen, que preconiza
um sistema contínuo de aprimoramento nas organizações, onde todos os
funcionários – alta administração, gerentes e operários – devem se envolver com
o desenvolvimento e a melhoria do sistema.
A gestão da qualidade prevê a eliminação ou a simplificação de processos
que não adicionam valor ao produto. Muitas tarefas nas empresas são mal
dimensionadas, podendo, muitas vezes, ser definitivamente eliminadas por um
rearranjo no mecanismo de execução do processo maior a que pertencem. No
estudo de caso, teremos exemplos desse tipo de reestruturação.
Um importante conceito da gestão da qualidade total, idealizado por
Deming (1982), é o ciclo PDCA: P significa plan (planejar), D quer dizer do (fazer),
C significa control (controlar) e A significa action (ação). Esse mecanismo prega
que todos os processos devem ser continuamente estudados e planejados
(inclusive modificações e melhorias), ter suas mudanças implementadas e
controladas (medição e observação dos efeitos) e, depois desses passos, deve-
se realizar uma avaliação dos resultados obtidos.
Existem diversas ferramentas na administração da qualidade que podem
ajudar na produção e auxiliar na otimização e análise dos processos: fluxograma,
carta de análise de tempos e movimentos, carta de controle estatístico do
processo, histograma, diagrama de pareto, diagrama de Ishikawa, diagrama de
dispersão, ciclo PDCA, 5W2H, MASP, folha de verificação, brainstorming, gráfico
de controle, etc. Esses instrumentos possibilitam gerir, controlar e otimizar os
processos executados tanto nas empresas industriais como nas de serviços.

8
Capítulo II
2. As Ferramentas da Qualidade
2.1 Fluxograma
O fluxograma é um resumo ilustrativo do fluxo das várias operações de um
processo. Esta ferramenta documenta um processo, mostrando todas as suas
etapas. É uma ferramenta fundamental, tanto para o planejamento (elaboração do
processo), como para o aperfeiçoamento (análise, crítica e alterações) do
processo.
O fluxograma facilita a visualização das diversas etapas que compõem um
determinado processo, permitindo identificar aqueles pontos que merecem
atenção especial por parte da equipe de melhoria. É basicamente formado por
três módulos:
• Início (entrada): assunto a ser considerada no planejamento
• Processo: consiste na determinação e interligação dos módulos que
englobam o assunto. Todas as operações que compõe o processo.
• Fim (saída): fim do processo, onde não existem mais ações a ser
considerada.

9
Figura 2: Fluxograma
Fonte: Elaborado pelo autor
É utilizado para identificar o fluxo atual ou o fluxo ideal do
acompanhamento de qualquer produto ou serviço, no sentido de identificar
desvios.
Podemos utilizar para verificar os vários passos do processo e se estão
relacionados entre si. Na definição de projetos, para identificar as oportunidades
de mudanças, na definição dos limites e no desenvolvimento de um melhor
conhecimento de todos os membros da equipe., nas avaliações das soluções, ou
seja, para identificar as áreas que serão afetadas nas mudanças propostas, etc.

10
Todas as pessoas devem estar envolvidas na montagem do fluxograma,
isto é, pessoas que realmente participam do processo. Identificar as fronteiras do
processo, mostrando o início e o fim, usando sua simbologia adequada.
Documentar cada etapa do processo, registrando as atividades, as
decisões e os documentos relativos ao mesmo.
Fazer uma revisão para verificar se alguma etapa não foi esquecida, ou se
foi elaborada de forma incorreta.
Discutir com a equipe, analisando como o fluxograma foi completado,
certificando-se da coexistência do mesmo e como o processo se apresenta.
Por dar suporte à análise de processo, tornam-se um meio eficaz para o
planejamento e a solução de problemas. O fluxo permite visão global do processo
por onde passa o produto e, ao mesmo tempo, ressalta operações críticas ou
situações, em que haja cruzamento de vários fluxos.
O próprio ato de elaborar o fluxograma melhora o conhecimento do
processo e desenvolve o trabalho em equipe necessário para descobrir o
aprimoramento.
Sua aplicabilidade só será efetivada na medida em que mostrar,
verdadeiramente, como é o processo (Oliveira, 1996).
Falta de padronização, a maioria das empresas não é padronizada.
Quando se encontra alguma padronização, ela é montada de forma inadequada e
as pessoas da empresa não conhecem. Uma pessoa sozinha é incapaz de
completar o fluxograma, a não ser que tenha ajuda total conhecimento dos
processos da organização (Oakland, 1994).
2.2 Histograma
Histograma são gráficos de barras que mostram a variação sobre uma
faixa específica.
O histograma foi desenvolvido por Guerry em 1833 para descrever sua
análise de dados sobre crime. Desde então, os histogramas tem sido aplicados
para descrever os dados nas mais diversas áreas.

11
É uma ferramenta que nos possibilita conhecer as características de um
processo ou um lote de produto permitindo uma visão geral da variação de um
conjunto de dados.
A maneira como esses dados se distribuem contribui de uma forma
decisiva na identificação dos dados. Eles descrevem a frequência com que
variam os processos e a forma de distribuição dos dados como um todo.
São várias as aplicações dos histogramas, tais como:
• Verificar o número de produto não-conforme.
• Determinar a dispersão dos valores de medidas em peças.
• Em processos que necessitam ações corretivas.
• Para encontrar e mostrar através de gráf ico o número de unidade
por cada categoria.
Pré-requisitos para construir um Histograma:
• Coleta de dados
• Calcular os parâmetros: amplitude “R”, classe “K”, frequência de
cada classe, média e desvio padrão.
Como fazer um Histograma:
• Coletar os dados com número maior de trinta.
• Determinar a amplitude “R”: R= maior valor – menor valor
• Determinar a classe “K”. Escolha o número da classe usando o bom
senso. k≈√n
Quadro 1 - Dados para elaboração do histograma
Fonte: Elaborado pelo autor
• Determinar o intervalo da classe “H”. H = R /k. R = Amplitude (maior
valor – menor valor).

12
• Determinar o limite da classe. O maior e o menor valor levantado na
coleta de dados da amostra.
• Determinar a média de cada classe: soma do l imite superior +
inferior dividido.
• Determinar a frequência de cada classe. Fr = ( F / n ) x 100
• Construir o gráfico, no eixo vertical à altura da classe com a
frequência calculada e no eixo horizontal o intervalo de cada classe.
Figura 3: Histograma
Fonte: Autor desconhecido
Vantagens do Histograma:
• Visão rápida de análise comparativa de uma seqüência de dados
históricos;
• Rápido de elaborar, tanto manual como com o uso de um software
(Por exemplo, o Excel, da Microsoft);
• Facilita a solução de problemas, principalmente quando se
identifica numa série história a evolução e a tendência de um determinado
processo.
Desvantagens do Histograma:
• Fica ilegível quando se necessita a comparação de muitas
sequências ao mesmo tempo;

13
• Quanto maior o tamanho de (n) maior o custo de amostragem e
teste;
• Para um grupo de informações é necessário a confecção de vários
gráficos a fim de que se consiga uma melhor compreensão dos dados contidos no
histograma.
2.3 Diagrama de Pareto
O gráfico de Pareto é um diagrama que apresenta os itens e a classe na
ordem dos números de ocorrências, apresentando a soma total acumulada.
Permite-nos visualizar diversos elementos de um problema auxiliando na
determinação da sua prioridade.
É representado por barras dispostas em ordem decrescente, com a causa
principal vista do lado esquerdo do diagrama, e as causas menores são
mostradas em ordem decrescente ao lado direito. Cada barra representa uma
causa exibindo a relevante causa com a contribuição de cada uma em relação à
total.
É uma das ferramentas mais eficientes para encontrar problemas.
Este diagrama de Pareto descreve as causas que ocorrem na natureza e
comportamento humano, podendo assim ser uma poderosa ferramenta para
focalizar esforços pessoais em problemas e tem maior potencial de retorno.
J.M. Juran aplicou o método como forma de classificar os problemas da
qualidade em “poucos vitais” e “muitos triviais”, e denominou-o de Análise de
Pareto.
Demonstrou que a maior parte dos defeitos, falhas, reclamações e seus
custos provêm de um número pequeno de causas.
Se essas causas forem identificadas e corrigidas torna-se possível à
eliminação de quase todas as perdas. É uma questão de prioridade.
O princípio de Pareto é conhecido pela proporção “80/20”.
“É comum que 80% dos problemas resultem de cerca de apenas 20% das
causas potenciais”.
“Dito de outra forma, 20% dos nossos problemas causam 80% das dores
de cabeça”.

14
Quando usar Diagrama de Pareto?
• Para identificar os problemas.
• Achar as causas que atuam em um defeito.
• Descobrir problemas e causas; problema (erro, falhas, gastos,
retrabalhos, etc. ) causas (operador, equipamento, matéria-prima, etc.).
• Melhor visualização da ação.
• Priorizar a ação.
• Confirmar os resultados de melhoria.
• Verificar a situação antes e depois do problema, devido às
mudanças efetuadas no processo.
• Detalhar as causas maiores em partes específicas, eliminando a
causa.
• Estratificar a ação.
• Identificar os itens que são responsáveis por os maiores impactos.
• Definir as melhorias de um projeto, tais como: principais fontes de
custo e causas que afetam um processo na escolha do projeto, em função de
número de não conformidade, e outros.
Pré-requisitos para a construção do Diagrama de Pareto:
• Coleta de dados
• Folha de verificação
• A frequência relativa e acumulada na ocorrência de cada item.
• Estratificação, separando o problema em proporções ou família.
Como fazer o Diagrama de Pareto:
• Decidir o que vai ser analisado, e o tipo de problema.
• Selecionar o método e o período para coletar os dados. Coletar os
dados de acordo com sua causa e assunto.
• Estabelecer um período de tempo para coletar dados, tais como:
horas, dias, semanas, meses, etc.
• Reunir os dados dentro de cada categoria
• Traçar dois eixos, um vertical e um horizontal de mesmo

15
comprimento. No eixo vertical da direita, fazer uma escala de 0% a 100%, e na
esquerda uma escala de 0% até o valor total.
• Listar as categorias em ordem decrescente de frequência da
esquerda para a direita. Os itens de menos importância podem ser colocados
dentro de uma categoria “outros” que é colocada na última barra à direita do eixo.
• Calcular a frequência relativa e a acumulada para cada categoria,
sendo que a acumulada será mostrada no eixo vertical e à direita.
Figura 4: Diagrama de Pareto (Gráfico de Pareto)
Fonte: Autor desconhecido
• É indesejável que o item “outros” tenha percentagem muito alta. Se
isso acontecer, é provável que os itens não estejam classificados de forma
adequada, sendo preciso rever o método de classificação.
• Se um item parece de simples solução, deve ser atacado
imediatamente, mesmo que tenha menor importância relativa. Como o gráfico de
Pareto objetiva a eficiente solução do problema, exige que ataquemos somente
os valores vitais. Se determinado item parece ter importância relativa menor, mas
pode ser resolvido por medida corretiva simples, deve servir como exemplo de
eficiência na solução de problemas.

16
• Após a identificação do problema com o Gráfico de Pareto por
sintomas, é necessário identificar as causas para que o problema possa ser
resolvido. Por isso, é importantíssimo fazer um Gráfico de Pareto por causas,
caso se queira algum processo.
Vantagens do Diagrama de Pareto:
• A análise de Pareto permite a visualização dos diversos elementos
de um problema, ajudando a classificá-los e priorizá-los (Campos, 1992, p. 199)
• Permite a rápida visualização dos 80% mais representativos;
• Facilita o direcionamento de esforços;
• Pode ser usado indefinidamente, possibilitando a introdução de um
processo de melhoria contínua na Organização;
• A consciência pelo “Princípio de Pareto” permite ao gerente
conseguir ótimos resultados com poucas ações.
Desvantagens do Diagrama de Pareto:
• Existe uma tendência em se deixar os “20% triviais” em segundo
plano. Isso gera a possibilidade de Qualidade 80% e não 100%;
• Não é uma ferramenta de fácil aplicação: Você pode pensar que
sabe, mas na hora de fazer pode mudar de opinião.
• Nem sempre a causa que provoca não-conformidade, mas cujo
custo de reparo seja pequeno, será aquela a ser priorizada. É o caso dos trinta
rasgos nos assento x uma trinca no avião. É preciso levar em conta o custo em
um gráfico específico e por isso, ele não é completo.

17
2.4 Diagrama de Causa e Efeito
O Diagrama de Causa e Efeito também é conhecido como: Diagrama
Espinha-de-peixe
Diagrama de Ishikawa e Diagrama 6M.
É uma representação gráfica que permite a organização das informações
possibilitando a identificação das possíveis causas de um determinado problema
ou efeito.
Mostra-nos as causas principais de uma ação, as quais dirigem para as
sub-causas, levando ao resultado final.
Esta ferramenta foi desenvolvida em 1943 por Ishikawa na Universidade
de Tóquio. Ele usou isto para explicar como vários fatores poderiam ser comuns
entre si e estar relacionados.
Embora não identifique, ele próprio, as causas do problema, o diagrama
funciona como um “veículo para produzir com o máximo de foco possível , uma
lista de todas as causas conhecidas ou presumíveis, que potencialmente
contribuem para o efeito observado.”
O diagrama pode não identificar causas, mas nenhuma outra ferramenta
organiza tão bem a busca.
Quando usar o Diagrama de Causa e Efeito:
• Quando necessitar identificar todas as causas possíveis de um
problema.
• Obter uma melhor visualização da relação entre a causa e efeito
delas decorrentes
• Classificar as causas dividindo-as em sub-causas, sobre um efeito
ou resultado.
• Para saber quais as causas que estão provocando este problema.
• Identificar com clareza a relação entre os efeito, e suas prior idades
• Em uma análise dos defeitos: perdas, falhas, desajuste do produto,
entre outros, com o objetivo de identificá-los e melhorá-los.
18
Pré-requisitos para construir o Diagrama de Causa e Efeito
Sugestões de possíveis causas do problema (Brainstorming) das pessoas
envolvidas no processo.
Análise de Pareto, para revelar a causa mais dominante.
Como fazer um Diagrama de Causa e Efeito
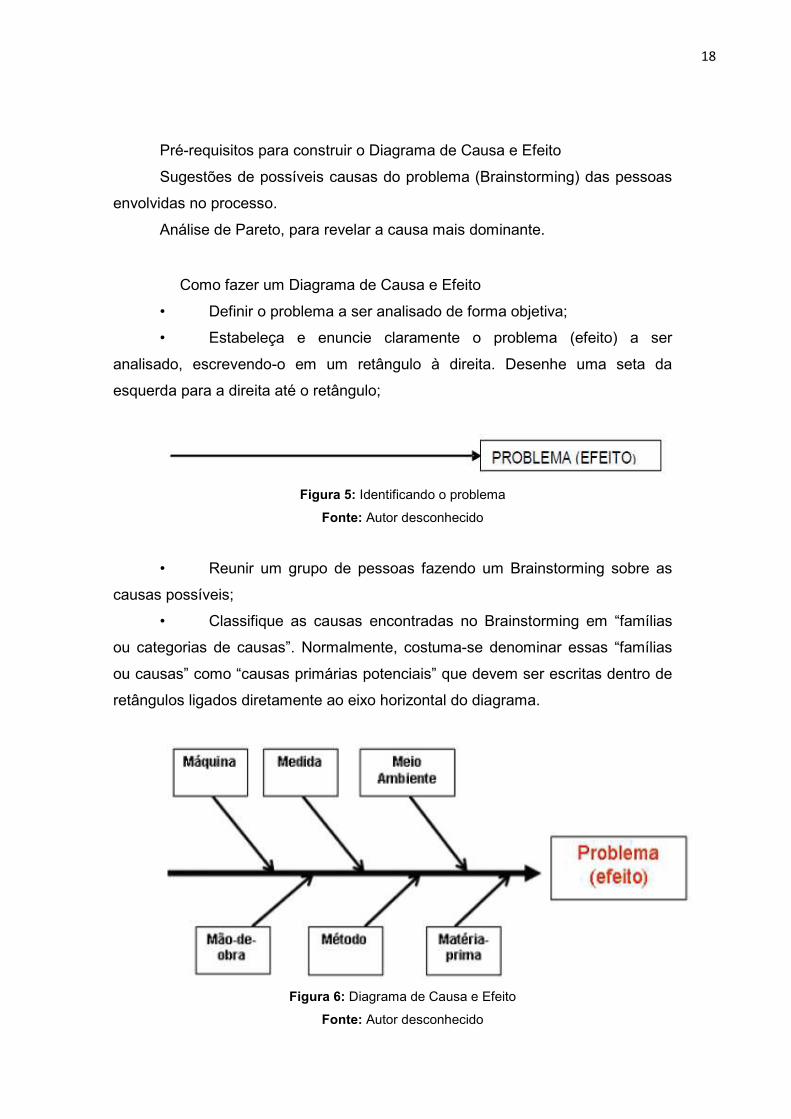
• Definir o problema a ser analisado de forma objetiva;
• Estabeleça e enuncie claramente o problema (efeito) a ser
analisado, escrevendo-o em um retângulo à direita. Desenhe uma seta da
esquerda para a direita até o retângulo;
Figura 5: Identificando o problema
Fonte: Autor desconhecido
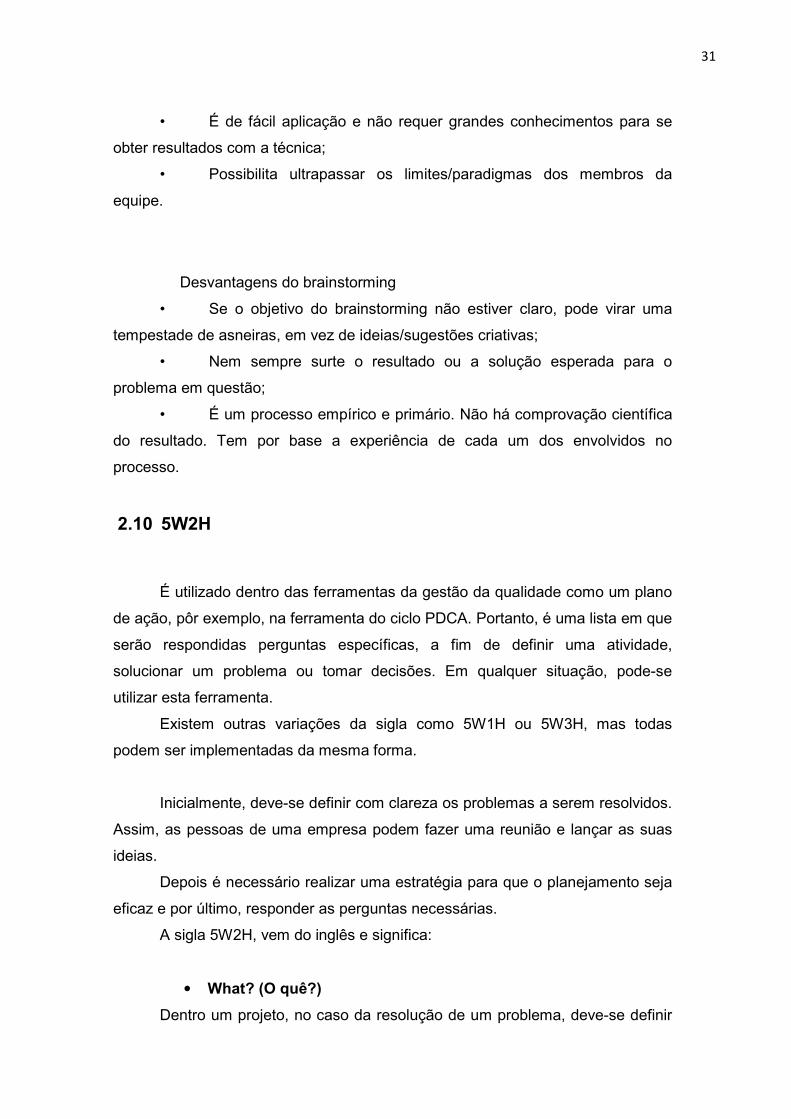
• Reunir um grupo de pessoas fazendo um Brainstorming sobre as
causas possíveis;
• Classifique as causas encontradas no Brainstorming em “famílias
ou categorias de causas”. Normalmente, costuma-se denominar essas “famílias
ou causas” como “causas primárias potenciais” que devem ser escritas dentro de
retângulos ligados diretamente ao eixo horizontal do diagrama.
Figura 6: Diagrama de Causa e Efeito
Fonte: Autor desconhecido

19
• Na indústria, por exemplo, as “causas primárias potenciais” são
conhecidas como “ fatores de manufatura” ou 6 M’s (Matéria-prima, Máquina,
Medida, Meio ambiente, Mão-de-obra e Método);
• Outra sugestão para a seleção de “causas primárias potenciais” é o
chamado 5W1H que representa as iniciais inglesas dos seguintes pronomes
interrogativos: What (o quê?); Who (quem?) ; When (quando?) ; Where (onde?) ;
Why (por quê?) e How (como?). Para cada uma delas elabore perguntas como:
“Onde ocorre o problema?”; A resposta a essa pergunta poderia indicar diversos
locais diferentes onde o mesmo problema ocorre com características e causas
também diferentes;
• Escreva as sub-causas (secundárias, terciárias, etc.) como indicado
na figura abaixo:
Figura 7: Diagrama de Causa e Efeito (causas secundárias e terciárias)
Fonte: Autor desconhecido
• Para cada causa primária (dentro do retângulo), identifique as sub-
causas que a afetam;
• Assinalem no diagrama as causas que pareçam ter forte relação
com o problema (efeito), considerando-se a experiência e intuição e os dados
existentes;

20
Figura 8: Diagrama de Causa e Efeito (causas importantes)
Fonte: Autor desconhecido
• Revisar todo o diagrama para verificar se nada foi esquecido;
• Analisar o gráfico no sentido de encontrar a causa principal,
observando as causas que aparecem repetidas, se estas causas estão
relacionadas com o efeito. Se eliminar a causa reduz o efeito, obtenha o
consenso de todos do grupo.
Vantagens do Diagrama de Causa e Efeito
• É uma ferramenta estruturada, que direciona os itens a serem
verificados para que se chegue a identificação das causas;
• Apesar de existir um esqueleto a ser preenchido, não há restrição
às ações dos participantes quanto às propostas a serem apresentadas;
• Permite ter uma visão ampla de todas as variáveis que interferem
no bom andamento da atividade, ajudando a identificar a não-conformidade.
Desvantagens do Diagrama de Causa e Efeito
• Limitada a solução de um problema por aplicação;
• Não apresenta quadro evolutivo ou comparativo histórico, como é o
caso do histograma;
• Para cada nova situação, é necessário percorrer todos os passos
do processo, utilizando o diagrama.

21
2.5 Folha de Verificação
Folha de Verificação são formulários planejados nos quais os dados
coletados são preenchidos de forma fácil e concisa.
Registram os dados dos itens a serem verificados, permitindo uma rápida
percepção da realidade e uma imediata interpretação da situação, ajudando a
diminuir erros e confusões.
As folhas de verificação podem apresentar-se de vários tipos para:
• Distribuição do Processo de Produção;
• Verificação de Itens Defeituosos;
• Localização de Defeito;
• Causas de Defeitos.
É usado quando se quer coletar dados de amostras de produção.
Lançam-se os dados em um histograma para analisar a distribuição do
processo de produção, coletam-se os dados, calcula-se a média e constrói-se
uma tabela de distribuição de frequência. Na medida em que os dados são
coletados são comparados com as especificações. Os dados coletados para este
tipo de folha de verificação não podem ser interrompidos.
Este tipo de folha de verificação é aplicado quando queremos conhecer a
variação nas dimensões de certo tipo de peça. Exemplo: Espessura da peça após
o biscoito prensado no processo cerâmico.
Este tipo é usado quando queremos saber quais os tipos de defeitos mais
frequentes e números de vezes causados por cada motivo. Exemplo: Numa peça
de azulejo, os tipos de defeitos após o produto acabado.
É usada para localizar defeitos externos, tais como: mancha, sujeira,
riscos, pintas, e outros. Geralmente esse tipo de lista de verificação tem um
desenho do item a ser verificado, na qual é assinalado o local e a forma de
ocorrência dos defeitos. Exemplo: Bolha estourada na superfície do vidrado, nas
peças cerâmicas. Esta folha nos mostra o local onde mais aparece o tipo da
bolha.
Esse tipo de folha de verificação é uma importante ferramenta para a
análise do processo, pois nos conduz para onde e como ocorre o defeito.

22
Este tipo é usado para investigar as causas dos defeitos, sendo que os
dados relativos à causa e os dados relativos aos defeitos são colocados de tal
forma que torna-se clara a relação entre as causas e efeitos.
Posteriormente os dados são analisados através da estratificação de
causas ou do diagrama de dispersão.
Essas folhas de verificação são ferramentas que questionam o processo e
são relevantes para alcançar a qualidade.
São usadas para:
• Tornar os dados fáceis de obter e de utilizar-se.
• Dispor os dados de uma forma mais organizada.
• Verificar a distribuição do processo de produção: coleta de dados
de amostra da produção.
• Verificar itens defeituosos: saber o tipo de defeito e sua
percentagem.
• Verificar a localização de defeito: mostrar o local e a forma de
ocorrência dos defeitos.
• Verificar as causas dos defeitos.
• Fazer uma comparação dos limites de especificação.
• Investigar aspectos do defeito: trinca, mancha, e outros.
• Obter dados da amostra da produção.
• Determinar o turno, dia, hora, mês e ano, período em que ocorre o
problema.
• Criar várias ferramentas, tais como: diagrama de Pareto, diagrama
de dispersão, diagrama de controle, histograma, etc.
Pré-requisitos para a construção da folha de verificação:
• Identificar claramente o objetivo da coleta de dados: quais são e os
mais importantes defeitos.
• Decidir como coletar os dados: como serão coletados os dados?
Quem irá coletar os dados? Quando serão coletados os dados? Qual o método
será utilizado para coleta dos dados?
• Estipular a quantidade de dados que serão coletados: tamanho da
amostra.

23
• Coletar os dados dentro de um tempo específico: decidir o tipo de
folha de verificação a ser usada, decidir se usar número, valores ou símbolos,
fazer um modelo da folha de verificação.
Como fazer a folha de verificação:
• Elaborar um tipo de folha de verificação de forma estruturada
adequada a ser analisada, que permite um fácil preenchimento.
• Definir a quantidade e o tamanho da amostra dos dados.
• Definir onde será feita a coleta dos dados.
• Determinar a frequência com que serão coletados os dados (diário,
semanal , ou mensal).
• Escolher quem deverá coletar os dados.
• Através da folha de verificação realizar a coleta dentro do
planejado.
Vantagens da folha de verificação:
• A obtenção do fato é registrado no momento que ocorre;
• Essa situação facilita a identificação da causa junto ao problema;
• A atividade é muito simples de aplicar, bastando apenas pouca
concentração.
Figura 9: Folha de Verificação
Fonte: Autor desconhecido
Desvantagens da folha de verificação:
• Os equipamentos de medida podem não estar auferidos;
• O processo de coleta pode ser lento e demanda recursos de acordo

24
com a amplitude da amostra;
• Os dados resultantes da contagem só podem aparecer em ponto
“discretos”. Numa página de fatura só é possível encontrar 0,1,2, etc., erros; não
é possível encontrar 2,46 erros.
2.6 Diagrama de Dispersão
Diagramas de dispersão são gráficos que permitem a identificação entre
causas e efeitos, para avaliar o relacionamento entre variáveis.
O diagrama de dispersão é a etapa seguinte do diagrama de causa e
efeito, pois verifica-se se há uma possível relação entre as causas, isto é, nos
mostra se existe uma relação, e em que intensidade.
Quando usar o diagrama de dispersão:
• Para visualizar uma variável com outra e o que acontece se uma se
alterar.
• Para verificar se as duas variáveis estão relacionadas, ou se há
uma possível relação de causa e efeito.
• Para visualizar a intensidade do relacionamento entre as duas
variáveis, e comparar a relação entre os dois efeitos.
Pré-requisito para construir um diagrama de dispersão:
• Coletar dados sob forma de par ordenado, em tempo determinado,
entre as variáveis que se deseja estudar as relações.
Como fazer um diagrama de dispersão?
• Coletar os pares da amostra que poderão estar relacionados.
• Construir os eixos, a variável causa no eixo horizontal e a variável
efeito no eixo vertical.
• Colocar os dados no diagrama. Se houver valores repetidos, trace
um círculo concêntrico.
• Adicionar informações complementares, tais como: nome das
variáveis, período de coleta, tamanho da amostra e outros.

25
Figura 10: – Diagrama de Dispersão
Fonte: Autor desconhecido
Vantagens do diagrama de dispersão
• Permite a identificação do possível relacionamento entre variáveis
consideradas numa análise;
• Ideal quando há interesse em visualizar a intensidade do
relacionamento entre duas variáveis;
• Pode ser utilizado para comprovar a relação entre dois efeitos,
permitindo analisar uma teoria a respeito de causas comuns.
Desvantagens do diagrama de dispersão
• É um método estatístico complexo, que necessita de um nível
mínimo de conhecimento sobre a ferramenta para que possa utilizá-la;
• Exige um profundo conhecimento do processo cujo problema
deseja-se solucionar;
• Não há garantia de causa-efeito. Há necessidade de reunir outras
informações para que seja possível tirar melhores conclusões.

26
2.7 Gráfico de Controle
São gráficos para examinar se o processo está ou não sob controle.
Sintetiza um amplo conjunto de dados, usando métodos estatísticos para
observar as mudanças dentro do processo, baseado em dados de amostragem.
Pode nos informar em determinado tempo como o processo está se
comportando, se ele está dentro dos limites preestabelecidos, sinalizando assim a
necessidade de procurar a causa da variação, mas não nos mostrando como
eliminá-la.
Quando usar gráfico de controle?
• Para verificar se o processo está sob controle, ou seja, dentro dos
limites preestabelecidos.
• Para controlar a variabilidade do processo, ou grau de não
conformidade.
Pré-requisitos para construir um gráfico de controle:
• Coletar dados
• Calcular os parâmetros estatísticos tipo:
• Valor médio X;
• Média total X ;
• Dispersão R;
• Média da dispersão R;
• Linha de controle: L.M, L.I.C, L.S.C;
• Fração defeituosa P ;
• Número de não conformidade C;
• Número da não conformidade com variação U;
Como fazer um gráfico de controle?
• Coletar dados.
• Calcular os parâmetros estatísticos de cada tipo de gráf ico .
• Desenhar as linhas de controle.
• Plotar as médias das amostras no gráfico.
• Verificar se os pontos estão fora ou dentro dos limites de controle.

27
Figura 11: Gráfico de Controle
Fonte: Autor desconhecido
Vantagens do gráfico de controle
• Mostram tendência, ao longo do tempo, de um determinado
processo (se a sequência de valores for muito longa, é recomendável o gráfico de
linhas);
• Apresentam dados estratificados em diversas categorias;
• É útil para comparar dados resultantes de processo de contagem
(variáveis discretas e atributos).
Desvantagens do gráfico de controle
• Tem que ser atualizados, conforme o período mostrado no gráfico
(diário, semanal, mensal, anual, etc.);
• É genérico. Não há detalhes sobre a informação
(histórico/composição);
• Tem que ter conhecimentos básicos de estatísticas para poder
utilizar e escolher o tipo mais adequado para cada situação.

28
2.8 Brainstorming
A filosofia básica do Brainstorming é deixar vir à tona todas as ideias
possíveis sem criticar durante a sua exposição.
O objetivo é obter o maior número possível de sugestões, para fazer
posteriormente o julgamento.
O Brainstorming, não determina uma solução, mas propõem muitas outras.
É um grupo de pessoas na qual um tema é exposto e que através de livre
associação de pensamento começam surgir ideias associadas a este tema.
Quando usar o brainstorming?
• Para solucionar um problema, nas listagens das possíveis causas e
soluções.
• No desenvolvimento de um novo produto, e das características dos
produtos.
• E várias outras aplicações, pois é uma técnica muito flexível.
Pré-requisitos para fazer um brainstorming
• Um grupo de pessoas.
• Um líder para coordenar o grupo.
• Folha de verificação para anotar as ideias.
Regras básicas do brainstorming
• Eliminar qualquer crítica no primeiro momento do processo, para
que não haja inibições nem bloqueios e surjam o maior número de ideias
possível. “Nenhuma ideia por mais tola ou irracional que possa parecer, pode ser
criticada. Da mesma forma, as boas ideias não são elogiadas ou endossadas.
Todo julgamento é suspenso inicialmente; a primazia é a geração de ideias”
(Plsek e Onnias). Não deve haver julgamento de modo algum, principalmente dos
gestores;
• Apresentar as ideias tal qual elas surjam na cabeça, sem rodeios,
elaborações ou maiores considerações. As pessoas devem se sentir muito à
vontade, sem medo de “dizer uma bobagem”. Ao contrário, as ideias mais
desejadas são aquelas que parecem disparatadas, “loucas” e sem sentido, no
primeiro momento. Estas ideias costumam oferecer conexões para outras ideias

29
criativas e até mesmo representarem soluções. Mesmo que mais tarde sejam
abandonadas completamente, isso não é importante no momento da “colheita”
das contribuições;
• No brainstorming, quantidade gera qualidade. Quanto mais ideias
surgirem, melhor. Maior será a chance de se conseguir, diretamente ou por meio
de associações as boas ideias;
• Numa segunda etapa, feita a seleção das ideias, aquelas
potencialmente boas devem ser aperfeiçoadas. Nesse processo, costumam surgir
outras ideias. Mas lembre-se: derrubar uma ideia é mais fácil do que implementá-
la. Novas ideias normalmente nascem frágeis: é preciso reforçá-las para que
sejam aceitas.
• Se essas regras forem cumpridas, certamente ocorrerá a geração
de uma quantidade maior de ideias. Ideias melhores e em maior quantidade do
que seria possível de se esperar do trabalho individual.
Como fazer um brainstorming?
• O processo de brainstorming é conduzido por um grupo de 6 a 12
participantes, com um coordenador e um secretário escolhidos.
• Cada participante recebe, antes da reunião, o enunciado do
problema com todas as informações disponíveis. Para ser útil, o enunciado do
problema deve:
1. “Ser específico: evite palavras como baixo, ruim ou lento”;
2. o Ser mensurável: inclua fatos, números, etc.;
3. o Enunciar o efeito: afirmar o que está errado sem presumir uma
causa ou uma solução;
4. o Identificar o déficit entre o que há e o que deveria ser;
5. o Focalizar a perda; dizer porque a situação é indesejável do ponto-
de-vista do cliente).
• A sessão do brainstorming começa com a orientação aos
participantes sobre as regras do jogo, origem e motivo do problema a ser
estudado. Se o grupo não está acostumado a sessões de brainstorming, é
aconselhável fazer um breve aquecimento e, se necessário, é possível redefinir o
problema em cada ocasião. É importante educar as pessoas.
• Ao se anotar, finalmente, o problema no quadro é que realmente
inicia o brainstorming em si, com duração aproximada de 40 minutos.

30
• Durante esse período cada pessoa do grupo deve estar estimulada
e desinibida para oferecer o maior número de ideias, segundo a regra básica: é
proibido criticar.
• Todas as ideias devem ser anotadas em local bem visível, sempre
dando-se preferência pela redação original de quem manifesta a ideia.
• O último passo da sessão consiste na seleção de ideias. Nesta fase
o grupo:
1. Analisa as diversas sugestões individuais de causas potenciais do
problema;
2. Classifica as causas levantadas;
3. Combina causas afins e descarta redundâncias;
4. Elabora uma lista das causas mais comuns.
2.9 Brainwriting
É uma variação do brainstorming, com a diferença essencial de que todas
as ideias são escritas.
Existem diferentes versões dessa técnica, sendo a mais utilizada a descrita
nos passos a seguir:
• Um grupo de participantes, sentado ao redor de uma mesa, tem
conhecimento do problema através do coordenador. Cada uma dos participantes,
então, escreve três ideias relacionadas com o problema;
• Após cinco minutos, os participantes trocam de papel em rodízio;
• Cada participante após receber o papel de seu vizinho, tenta
desenvolver ou acrescentar algo correlato, com mais três ideias;
• O processo continua com períodos de cinco minutos para cada
participante contribuir, até que cada um receba seu papel de volta.
Nesse ponto, o coordenador recolhe os papéis para a seleção de ideias;
Vantagens do brainstorming
• Permite a manifestação aleatória das pessoas;
• É uma técnica muito flexível em termos de possibilidades de
utilização;
31
• É de fácil aplicação e não requer grandes conhecimentos para se
obter resultados com a técnica;
• Possibilita ultrapassar os limites/paradigmas dos membros da
equipe.
Desvantagens do brainstorming
• Se o objetivo do brainstorming não estiver claro, pode virar uma
tempestade de asneiras, em vez de ideias/sugestões criativas;
• Nem sempre surte o resultado ou a solução esperada para o
problema em questão;
• É um processo empírico e primário. Não há comprovação científica
do resultado. Tem por base a experiência de cada um dos envolvidos no
processo.
2.10 5W2H
É utilizado dentro das ferramentas da gestão da qualidade como um plano
de ação, pôr exemplo, na ferramenta do ciclo PDCA. Portanto, é uma lista em que
serão respondidas perguntas específicas, a fim de definir uma atividade,
solucionar um problema ou tomar decisões. Em qualquer situação, pode-se
utilizar esta ferramenta.
Existem outras variações da sigla como 5W1H ou 5W3H, mas todas
podem ser implementadas da mesma forma.
Inicialmente, deve-se definir com clareza os problemas a serem resolvidos.
Assim, as pessoas de uma empresa podem fazer uma reunião e lançar as suas
ideias.
Depois é necessário realizar uma estratégia para que o planejamento seja
eficaz e por último, responder as perguntas necessárias.
A sigla 5W2H, vem do inglês e significa:
• What? (O quê?)
Dentro um projeto, no caso da resolução de um problema, deve-se definir

32
um objetivo, ou seja, o que será feito para que algo seja resolvido ou realizado?
Ex.: Problema: Mal atendimento dos Funcionários
• Why? (Porquê?)
Nesta pergunta, deve-se responder por que serão executadas tais ações.
Ex.: Por que os clientes acreditam que estão tendo um atendimento de má
qualidade? Funcionários não sabem informar valores, não apresentam as
possibilidades do produto, são grosseiros, ficam conversando.
• Where? (Onde?)
Será respondido o local onde deve-se resolver o problema, por exemplo.
Ex.: Empresa de Vendas de Eletrodomésticos. Setor de Vendas.
• When (Quando?)
Determinar o período ou tempo em que será resolvido.
Ex.: Prazo de um mês para solucionar o problema no setor de vendas.
• Who(Quem?)
Informa-se quem será o reponsável pela resolução do problema.
Ex.: Gerente de Vendas.
• How (Como?)
Será definido um método para a resolução do problema.
Ex.: Treinamento com os funcionários; Penalizações por mal atendimento
ou Comissão por vendas.
• How Much (Quanto?)
Será definido o custo para a resolução do problema.

33
2.11 PDCA
Como muitos sabem, a origem do PDCA se deu a partir do ciclo de
Shewhart, engenheiro americano e que foi o introdutor do controle estatístico para
o controle da qualidade. Mas os fragmentos que lhe deram origem se
desenvolveram ao longo de, pelo menos, 300 anos de pensamento filosófico.
Desde o período conhecido como revolução científica, no século XVII, os
pensadores europeus, como Copérnico, Kepler, Telésio e da Vinci, já se
indagavam sobre a melhor maneira de desenvolver conhecimentos válidos e que
substituíssem os questionáveis dogmas da Igreja Católica acerca do mundo
físico, que eram baseados, sobretudo, na metafísica aristotélica. Nessa época
Galileu Galilei estabeleceu a primeira sequência de passos para a geração de
conhecimentos válidos, composta pela observação, análise, indução, verificação,
generalização e confirmação[i]. Outros filósofos, como René Descartes e Francis
Bacon, também descreveram seus métodos, cada qual fundamentado em sua
própria crença sobre o melhor caminho a seguir para chegar ao mesmo ponto: o
conhecimento. Como a intenção não era resolver problemas, a sequência não
continha etapas de aplicação do conhecimento adquirido. Mais adiante, outros
filósofos acabaram influenciando a criação do PDCA para se tornar tal qual o
conhecemos nos dias de hoje.
Além dos princípios da ciência, a grande inspiração para a criação do
PDCA foi atribuída por Shewhart e Deming aos americanos Clarence Irving Lewis
(1883-1964)[ii] e John Dewey (1859-1952), dois dos fundadores da escola
filosófica do pragmatismo[iii]. A idéia de um “ciclo” foi desenvolvida por Dewey ao
imaginar como funciona a relação entre a ação humana e o domínio social ao
qual pertence. Para ele, a reflexão para a solução de problemas contém cinco
passos logicamente distintos: perceber a dificuldade, localizar e definir o
problema, sugestão de possíveis soluções, desenvolvimento por raciocínio das
influências da sugestão, observação posterior e experimentação que levem a sua
aceitação ou rejeição[iv]. Embora fossem seguidores de doutrinas racionalistas e
do método científico, os pragmatistas acreditam que o valor do conhecimento
depende de sua contribuição como meio para a obtenção de um resultado
concreto e prático para a vida. Esse estilo de pensamento incorporou na doutrina
pragmática as características racionais[v] e instrumentais[vi].

34
Assim, ao contrário daqueles precursores da revolução científica, uma
mudança radical aconteceu no objetivo do pensamento humano a partir do
pragmatismo para que o PDCA se tornasse, não apenas um modelo para a
geração de conhecimento, mas um modelo voltado, fundamentalmente, para a
ação prática e geração de benefícios para o homem e a sociedade.
Desde os primeiros anos do século passado, as organizações industriais já
conheciam os três processos da produção em massa: especificação, produção e
inspeção. Ishikawa (1986) relembra que Taylor recomendava o plan-do-see
(planeje, execute e veja) como referência para o planejamento das etapas
básicas de um processo produtivo. Esses processos se encadeiam numa
sequência linear simples, aberta e representavam a estrutura de funcionamento
das indústrias daquela época (Figura 16).
Figura 12: Conceito de controle de Taylor e os três processos de produção em massa.
Fonte: Autor desconhecido
Um pouco adiante, no final da década de 30, o norte-americano Walter A.
Shewhart, em sua obra intitulada Statistical method from the viewpoint of quality
control propõe o modelo de produção visto como um sistema, que representa os
mesmos passos, porém de forma cíclica (Figura 17). Shewhart argumenta que
esses três passos devem fazer um círculo ao invés de uma linha reta, pois eles
constituem um “processo científico dinâmico de aquisição de conhecimento”.
Essa pequena modificação transformou o modelo de ciclo aberto para um ciclo
fechado, em que os resultados obtidos numa passagem são considerados no
planejamento da próxima passagem. Isso realimenta o processo e permite que

35
ele seja aprimorado pela análise dos erros e problemas das etapas anteriores.
Esse modelo, denominado ciclo de Shewhart, é levado por Deming ao Japão em
1950.
Figura 13: Ciclo de Shewhart de 1939.
Fonte: Autor desconhecido
Em 1951, o ciclo de Shewhart ganhou mais dois passos passando a
compreender: (a) o desenho do produto; (b) produzi-lo testando na linha de
produção e no laboratório; (c) colocar no mercado; (d) testar no mercado por meio
de pesquisas; (e) redesenhar o produto à luz da reação dos consumidores e
continuar girando o ciclo (Figura 18).
Figura 14 - Ciclo de Shewhart para desenvolvimento de produto.
Fonte: Autor desconhecido
Shewhart percebeu que seu modelo também é aplicável para processos
repetitivos de melhoria, substituindo as etapas de desenvolvimento e
comercialização de produtos por atividades de planejamento e análise de
melhorias, mantendo o caráter cíclico (Figura 19).

36
Figura 15: Ciclo de Shewhart para processos repetitivos de melhoria.
Fonte: Autor desconhecido
Após sua introdução no Japão, o primeiro ciclo de Shewhart foi muito bem
aceito, mas sua ideia original foi alvo de objeções. Ishikawa logo concluiu que o
plan-do-see não era adequado para o povo japonês, pois a seu ver, o significado
do verbo see – ver, olhar – “[...] propicia a atitude passiva de apenas se manter
em expectativa”. Deming explicou aos japoneses que a interpretação correta do
verbo see não é apenas ver ou revisar, mas sim tomar uma ação, ou take action
em inglês. Como essa ideia lhes pareceram mais consistente, os japoneses
rapidamente incorporaram action ao modelo, omitindo take, conforme relembra o
Dr. Noriaki Kano, autor deste relato. Assim, o modelo adotado no Japão passou a
ser o plan-do-check-action, que é o PDCA conhecido nos dias de hoje (Figura
20). Em português, essas etapas podem ser traduzidas como planejar-executar-
verificar-agir.
Figura 16: Ciclo PDCA como desenvolvido no Japão.
Fonte: Autor desconhecido
Esse modelo passou ainda por novos desdobramentos. Na década de 80,
Deming criou o modelo plan, do, study, action – PDSA – e defende a ideia de que

37
o ciclo de Shewhart pode ser utilizado por qualquer pessoa na organização, não
apenas em ambiente industrial. Deming preferia o ciclo PDSA, pois ele
incorporaria melhor a ideia original de Shewhart[xi]. Embora seja bastante popular
nos Estados Unidos, essa ideia nunca “pegou” no Japão, pois para eles o verbo
study, estudar em português, é uma diretriz que não foi bem compreendida,
sendo até considerada como “[...] uma ordem pouco significativa”.
Mais ou menos na mesma época, Ishikawa desdobra o PDCA em seis
etapas, subdividindo o P – Plan e o D – Do em duas novas etapas cada uma. A
etapa de Planejamento – P – é decomposta nas atividades de definir objetivos e
metas e estabelecer os meios que possibilitarão o cumprimento da meta. Já a
etapa de Execução – D – é decomposta nas atividades de efetuar educação e
treinamento e realizar as tarefas. Mais recentemente no Brasil, a Fundação
Nacional da Qualidade – FNQ –, vem utilizando o ciclo PDCL, que substitui a
expressão A – Action, por L – Learn, que incorpora o conceito de aprendizado
organizacional. A ideia de transformar o conhecido PDCA por PDCL partiu da
proposta elaborada por autores americanos para quem “[...] A ênfase singular no
controle que caracteriza a abordagem tradicional da implementação do TQM não
é bem seguida em condições de alta incerteza”, como se observa nos dias de
hoje.
As condições de instabilidade não possibilitariam complementar os dados
para viabilizar análises e as ambiguidades presentes nos processos decisórios
dificultariam uma implementação clássica do TQM. Daí advém a proposta de
substituir o TQM por TQL, que significa Total Quality Learning. À luz das novas
teorias administrativas, a incorporação do modelo da aprendizagem
organizacional é indicado para promover a adaptação necessária ao contexto
competitivo e à dinâmica organizacional que caracteriza os dias atuais.
Embora o PDCA seja bastante utilizado e referenciado na literatura, é
possível observar que ele é, ora chamado de conceito, ora de modelo, ora de
método, ora de técnica. Mas o que seria ele de fato?
Os modelos são padrões criados, a partir de algum critério restritivo, para
representar ou desenvolver algum processo ou atividade. São representações
simbólicas com um propósito claro, mas que, ao construí-lo, se reconhece, ao

38
mesmo tempo, que há uma limitação. Como o PDCA não é restritivo, mas uma
ideia ampla sob o qual métodos específicos podem ser criados, então ele não se
enquadra na definição de modelo.
Já as técnicas são ferramentas ou artifícios para a consecução de um
propósito parcial e temporário que faz parte de um caminho para um objetivo mais
amplo. A técnica se refere à prática direta e, por isso não serviria como inspiração
para a construção de ideias mais abrangentes.
Os métodos, por sua vez, possuem várias definições segundo a ótica
utilizada. Uma denominação geral e aceita de método é aquela que define como
um “procedimento regular, explícito e passível de ser repetido para conseguir-se
alguma coisa, seja material ou conceitual”. Essa definição não se enquadra no
PDCA, pois ele tem uma natureza mais abstrata, não tem um propósito
específico, mas comum, e não se destina a obtenção de resultados comuns por
meio de repetição.
Os conceitos, por si, são abstrações ou construções lógicas elaboradas
para captar um fato ou fenômeno por eles representado (simbolismo lógico),
expressos mediante um sinal conceitual (simbolismo gramatical). Os conceitos
são captados por meio da percepção para tornar inteligível os acontecimentos ou
experiências que se dão no mundo real. Isso significa que o conceito é um
ordenamento lógico que simboliza uma ideia, sendo o método, portanto, um
desdobramento daquele, na medida em que possibilita uma aplicação prática
consistente.
Exemplos de métodos que se utilizaram do conceito do ciclo PDCA são as
normas de gestão da qualidade - ISO 9001 - e meio ambiente – ISO 14.001, o
OODA Loop (Observe, Orient, Decide e Act) que é um conceito aplicável ao
processo de operações de combate e estratégia militar. Há também os métodos
de análise e solução de problemas como o QC Story e o MASP, além do DMAIC
(Define, Measure, Analyse, Improve, Control) e DMADV (Define, Measure,
Analyse, Design, Verify) utilizados para solucionar problemas e desenvolver
novos produtos, respectivamente, na metodologia Six Sigma.
Assim, embora essa seja uma discussão meramente epistemológica, é
incorreto denominar do PDCA de método, pois se trata de um conceito sobre os

39
quais os métodos e modelos são derivados.
A introdução do ciclo de Shewhart no Japão foi ainda outra indagação:
onde se inicia o ciclo quando ele for usado para resolver problemas? Num fluxo
de processo normal, como mostrado nas figuras 2, 3 ou 4, é fácil relacionar o
PDCA à sequência, pois parece bastante razoável iniciar o trabalho pelo
planejamento. No entanto, quando o PDCA é utilizado para a melhoria, há uma
indagação recorrente sobre como planejar a correção de algo que não se
conhece muito bem.
Essa mesma pergunta foi feita a Deming depois de sua viagem histórica ao
Japão em 1950. Shoichi Shimizu, hoje Professor Emérito da Universidade de
Nagoya, escreveu a Deming para lhe perguntar onde se inicia o ciclo PDCA
quando utilizado para resolver problemas. Shimizu lhe ofereceu três alternativas e
a que Deming indicou foi o Check. Estava assim criado o ciclo CAPD, que é um
modelo bastante aplicado em análise de padrões de falha e na ação corretiva.
Esse modelo segue um raciocínio indutivo, enquanto que o PDCA é mais
adequado numa abordagem de projeto, onde prevalece o raciocínio dedutivo.
O CAPD inclui a correção do efeito do problema, o que na linguagem
técnica é denominado de correção, com a ação corretiva, que trata das causas do
problema. Assim, ao resolver um problema usando o CAPD, o usuário não gira
um ciclo, mas um ciclo e meio (ver figura 21), pois precisa avaliar e agir duas
vezes: a primeira sobre o efeito e a segunda sobre a causa.
Figura 17: Ciclo CAPD para correção e ação corretiva.
Fonte: Autor desconhecido
A aplicação prática do CAPD acontece nos processos de ação corretiva,

40
popularizados pelo método das 8 Disciplinas, ou 8D, da Ford Motor Company.
Esse método tem como a primeira etapa descrever o problema em todas as
dimensões possíveis. A segunda trata de conter os problemas, dentro do limite de
controle de fornecedor, antes que uma ação definitiva seja proposta e
implementada. Essas etapas se definem de forma clara como check e act,
respectivamente, na definição do PDCA. O planejamento das ações propriamente
dita acontece apenas na quinta etapa. Parece, portanto que, embora a indagação
sobre onde começa o ciclo PDCA tenha sido feita pelos japoneses, foram os
americanos da Ford que implementaram o ciclo CAPD na prática.
Hoje em dia, muitas organizações adotam o método 8D, com outra
denominação como, por exemplo, Relatório de Ação Corretiva, Relatório de Não
Conformidade, ou algo parecido.
O caminho que levou ao desenvolvimento do PDCA remonta à revolução
científica, que começou a quase 400 anos. Nos últimos 70 anos, após a
publicação do ciclo de Shewhart, ele vem ajudando pessoas e empresas a
estruturar o pensamento, a ordenar esforços e a planejar todo o tipo de projeto ou
mudança, dos pequenos aos grandes, dos simples aos complexos, dos rápidos
aos plurianuais.
Diante de sua notoriedade, o PDCA tornou-se um conceito universal, um
verdadeiro legado, um conceito cujo proprietário é a humanidade, que dele tem se
utilizado e dele pode depender para a resolução de muitos problemas que afligem
a sociedade moderna. E é na complexidade do mundo de hoje, que o PDCA
mostra seu maior valor: o da simplicidade. E é essa simplicidade que ilumina
mentes humanas e mostra o caminho, sem se preocupar em acertar na primeira,
mas acertar, mais cedo ou mais tarde.
41
2.12 MASP
O método de análise e solução de problemas, também conhecido como
MASP, é a denominação que o QC-Story, método de solução de problemas de
origem japonesa, acabou sendo atribuída no Brasil.
MASP é a abreviatura usada para o método de análise e soluções de
problemas é um roteiro complexo utilizado para resoluções de problemas em
empresas, trata-se de uma metodologia para manter e controlar a qualidade de
produtos, processos ou serviços.
O MASP é um método prescritivo, racional, estruturado e sistemático para
o desenvolvimento de um processo de melhoria num ambiente organizacional,
visando solução de problemas e obtenção de resultados otimizados. O MASP se
aplica aos problemas classificados como “estruturados” (SIMON, 1997; NEWELL
et al.(1972), cujas causas comuns (DEMING, 1990) e soluções sejam
desconhecidas (HOSOTANI, 1992), que envolvam reparação ou melhoria
(NICKOLS, 2004) ou performance (SMITH, 2000) e que aconteçam de forma
crônica (JURAN et al., 1980; PARKER; 1995). Pode-se perceber que para serem
caracterizados da forma acima, os problemas precisam necessariamente possuir
um comportamento histórico. Devido à esse fato, o MASP se vale de uma
abordagem que Parker (1995) caracteriza como “reativa”, o que contrasta com a
abordagem “proativa” necessária aos problemas de engenharia (NICKOLS, 2004)
ou de concepção (SMITH, 2000; AVRILLON, 2005).
A introdução do QC-Story na literatura foi feita por Campos (2004). O
método é apresentado apenas como um componente do Controle da Qualidade
Total, um movimento de proporções muito mais amplas. O método apresentado
pelo autor é denominado de MSP – Método de Solução de Problemas, que se
popularizou como MASP - Método de Análise e Solução de Problemas. Embora
não ressalte as diferenças nos passos ou sub-passos das abordagens, Campos
(2004) afirma que o Método de Solução de Problemas apresentado por ele “é o
método japonês da JUSE (Union of Japanese Scientists and Engineers) chamado
‘QC-Story’”. Talvez devido aos fatores históricos e influências culturais e
gerenciais, o MASP é o método de solução de problemas mais difundido e

42
utilizado no Brasil (ALVAREZ, 1996). Em Minas Gerais por exemplo, ele é
empregado e discutido em grupos de empresas e profissionais há mais de 20
anos.
O MASP é um caminho ordenado, composto de passos e sub-passos pré-
definidos para a escolha de um problema, análise de suas causas, determinação
e planejamento de um conjunto de ações que consistem uma solução, verificação
do resultado da solução e realimentação do processo para a melhoria do
aprendizado e da própria forma de aplicação em ciclos posteriores. O MASP
prescreve como um problema deve ser resolvido e não como ele é resolvido,
contrapondo dois modos de tomada de decisão que Bazerman (2004) denomina
de “modelo prescritivo” e “modelo descritivo”.
O MASP segue o primeiro modelo e por esse motivo é também definido
como um modelo racional. Partindo também do pressuposto de que toda solução
há um custo associado, a solução que se pretende descobrir é aquela que
maximize os resultados, minimizando os custos envolvidos. Há, portanto, um
ponto ideal para a solução, em que se pode obter o maior benefício para o menor
esforço, o que pode ser definido como decisão ótima (BAZERMAN, 2004).
A construção do MASP como método destinado a solucionar problemas
dentro das organizações passou pela idealização de um conceito, o ciclo PDCA,
para incorporar um conjunto de ideias inter-relacionadas que envolve a tomada de
decisões, a formulação e comprovação de hipóteses, a objetivação da análise dos
fenômenos, dentre outros, o que lhe confere um caráter sistêmico.
Embora o MASP derive do ciclo PDCA, é importante que não se confunda
os dois métodos, pois: O MASP é um método eficaz, ele procura resolver
problemas de forma rápida e objetiva e com menor custo a empresa, ou seja, é
um método que tem como característica a racionalidade utilizando lógica e dados.
O MASP (Método de Análise e Solução de Problemas) é um processo de
melhoria que apresenta 8 etapas, sendo que cada uma delas contribui para a
identificação dos problemas e a elaboração de ações corretivas e preventivas
para eliminá-los ou minimizá-los.

43
Vamos entender cada uma dessas etapas.
Figura 18: MASP
Fonte: Autor desconhecido
Etapa 1 - Identificar
Nessa etapa você deve definir claramente o seu problema (não -
conformidade) para atacá-lo nas etapas posteriores.
Ferramentas utilizadas: Brainstorming, Análise de Dados Históricos,
Pareto, Histogramas.
Etapa 2 - Observar
Momento de se realizar uma observação profunda sobre o problema em
questão para que a etapa posterior de análise possa ser efetuada com o máximo
de informações possíveis.
Ferramentas utilizadas: Benchmarking, lista de verificação, Diagrama de
Causa e Efeito.

44
Etapa 3 - Analisar
Na etapa de análise do problema o objetivo é descobrir as suas possíveis
causas fundamentais. Atacando as causas, será possível solucionar o problema
de forma eficaz.
Ferramentas utilizadas: Questionários, Benchmarking, Diagrama de Causa
e Efeito, 5 porquês.
Etapa 4 -Planejar / Plano de Ação
Nesta etapa é elabora o Plano de Ação (pode ser mais de um) para atacar
as causas fundamentais dos problemas, defina responsabilidades, prazos, custos,
métodos de execução e indicadores para monitorar a eficácia da ação.
Ferramentas utilizadas: Plano de ação 5W2H1S, ou também 5W2H. Outra
ferramenta que pode ajudar é o Cronograma da ação.
Etapa 5 - Agir
Neste momento é só colocar tudo em prática, então mãos a obra.
Etapa 6 - Verificar
Aqui é feito o controle das ações, é verificado se os planos de ação e
cronogramas foram executados e se seus resultados foram satisfatórios em
atender as demandas iniciais.
Ferramentas utilizadas: Análise de dados e gráficos, pesquisa de
satisfação, indicadores, inspeção.
Etapa 7 - Padronizar
Uma vez que a solução do problema foi alcançada é importante padronizar
o seu sucesso, o objetivo é evitar que o problema volte a ocorrer. Por exemplo: se
você teve um problema na inspeção de matérias - primas porque não existia um
procedimento formal e cada funcionário recebia os produtos sem algum critério,
então é o momento de na solução você mapear, documentar e implementar esse
processo.
Ferramentas utilizadas: Formulários, procedimentos, vídeos, tutoriais,
fluxogramas, palestras e treinamentos.

45
Etapa 8 - Concluir
Este é um momento para gestão do conhecimento, documentar e refletir
sobre os problemas e usar essa reflexão como insumos para o planejamento de
futuros projetos e processos. É através da conclusão e raciocínio que nós e as
organizações conseguimos melhorar continuamente.
Diferença entre o MASP e o PDCA
O MASP é um método gerencial utilizado tanto na manutenção, como
também na melhoria das ações.
O PDCA é um método de gestão que visa controlar e gerar resultados
precisos nas atividades das organizações. Apresenta quatro passos: P (plan –
planejar); D (do – fazer); C (check – verificar); A (act – agir).
O MASP utiliza o PDCA como ferramenta para a solução de problemas.
A figura abaixo mostra seu funcionamento em conjunto.
Figura 19: Ciclo PDCA associado ao MASP
Fonte: Autor desconhecido

46
Ao estudarmos a qualidade precisamos entender que o volume de
ferramentas já desenvolvidas para a gestão da qualidade é muito grande. O
segredo do sucesso na gestão da qualidade está na forma de uso delas.
Uso combinado destas ferramentas, buscando a melhor combinação das
ferramentas com os objetivos organizacionais, ou seja, tudo deve estar amarrado
sob a forma de um sistema integrado de gestão da qualidade. Cada ferramenta é
utilizada com um propósito claro de integração da estratégia organizacional com a
estratégia para a qualidade.
O Método de Análise e Soluções de Problemas (MASP) é utilizado para
resolver problemas e controlar o processo, com as seguintes funções de
identificação do problema, observação, análise, plano de ação, execução,
verificação, padronização e conclusão. Para cada uma dessas funções, existe
uma série de atividades que devem ser realizadas.
O sucesso na aplicação das técnicas de gerência de processos depende
de essenciais e invisíveis insumos: a motivação e o comprometimento de todos
os propósitos estabelecidos.
O uso das ferramentas nessas atividades tem o objetivo de facilitar a
execução das funções, além de dar agilidade e evitar desperdiçadores de tempo.
A tabela abaixo nos mostra como as ferramentas da qualidade são
utilizadas em conjunto com o MASP.
Quadro 2 – MASP e as Ferramentas de Qualidade
Legenda: X = aplicação frequente; O = aplicação eventual.
Fonte: Elaborado pelo autor
Ferramenta Identificação do Problema
Observação AnálisePlano de
AçãoExecução Verificação Padronização Conclusão
Diagrama de Pareto x x x x x x
Diagrama de Causa e Efeito x x x x x x
Diagrama de dispersão x x
Gráfico de Controle o o o o o x x
Histograma o x x x
Fluxograma x x x x x x
Brainstorming x x x x o o
Coleta de dados x x x x x x o o

47
Capítulo III
3. A Implementação da Ferramenta MASP
A fim de alcançar o objetivo proposto acima, este tópico apresenta
inicialmente uma análise metodológica quanto à caracterização desta pesquisa
em relação à natureza, objetivos, resultados e os métodos utilizados.
Posteriormente, são definidos os sujeitos da pesquisa, variáveis de pesquisa,
instrumentos de coleta de dados, etc.
De acordo com Miguel (2008), em um trabalho cientifico a metodologia de
pesquisa possui grande importância devido à necessidade de embasamento
cientifico adequado que o trabalho exige. Deste modo constantemente deve-se
procurar a melhor abordagem de pesquisa a ser utilizada para endereçar as
questões da pesquisa, bem como seus respectivos métodos e técnicas para seu
planejamento e condução. Desta forma, deve-se proporcionar o desenvolvimento
de trabalhos mais bem estruturados e também contribuir direta ou indiretamente
para a geração de conhecimento.
Tendo em vista esta importância, alguns dos macros objetivos de uma
pesquisa podem ser os seguintes itens relacionados abaixo (SELLTZ, 1975):
o Familiarizar ou conseguir uma nova compreensão sobre um
fenômeno;
o Apresentar informações sobre uma dada situação, grupo ou
entidade;
o Verificar a frequência com que algo ocorre ou como se liga a outros
fenômenos;
o Verificar uma hipótese de relação causal entre variáveis.
o As pesquisas geralmente costumam apresentar as quatro
características citadas acima.

48
3.1 Classificação das Pesquisas
As pesquisas podem ser classificadas de quatro formas (GODOY, 1995;
MAYS e POPE, 1996; MATTAR, 1996):
· Quanto à natureza:
o Pesquisa básica: objetiva criar novos conhecimentos úteis para o
avanço da ciência sem aplicação prática prevista. Envolve verdades e
interesses universais.
o Pesquisa Aplicada: objetiva gerar conhecimentos para aplicação
prática com o propósito de solucionar problemas específicos. Envolve
verdades e interesses locais.
· Quanto à forma de abordagem do problema:
o Pesquisa quantitativa: significa conseguir quantificar tudo o que for
possível, ou seja, traduzir em números opiniões e informações para
classificá-las e analisá-las. Requer o uso de recursos e de técnicas
estatísticas (percentagem, média, moda, etc.).
o Pesquisa qualitativa: o vínculo indispensável entre a objetividade e a
subjetividade, o que não pode ser traduzido em números. O ambiente
natural é a fonte direta para coleta de dados e o pesquisador é o
instrumento-chave. É descritiva.
· Quanto aos seus objetivos:
o Pesquisa exploratória: visa proporcionar maior familiaridade com o
problema com vistas a torná-lo explícito ou a construir hipóteses.
Envolve levantamento bibliográfico; entrevistas com pessoas que
tiveram experiências práticas com o problema pesquisado. Assume,
em geral, as formas de Pesquisas Bibliográficas e Estudos de Caso.

49
o Pesquisa descritiva: visa descrever as características de determinada
população ou fenômeno ou o estabelecimento de relações entre
variáveis. Envolve o uso de técnicas padronizadas de coleta de dados:
questionário e observação sistemática. Assume, em geral, a forma de
levantamento.
o Pesquisa explicativa: visa identificar os fatores que determinam ou
contribuem para a ocorrência dos fenômenos, explica a razão, o
“porquê” das coisas. Quando realizada nas ciências naturais, requer o
uso do método experimental, e nas ciências sociais requer o uso do
método observacional. Assume, em geral, a formas de Pesquisa
Experimental e Pesquisa Expost-facto.
· Quanto aos procedimentos técnicos e métodos adotados, que serão
discutidos no próximo tópico mais especificamente para a Engenharia de
Produção.
Após esta pequena revisão da literatura sobre os tipos de classificações
pode-se dizer que este trabalho quanto a sua natureza é uma pesquisa aplicada,
pois existem interesses locais para a resolução de um problema especifico.
Quanto à forma de abordagem do problema ele se classifica como pesquisa
qualitativa, já que não temos como separar a subjetividade e nem tudo será
traduzindo em números, tendo também o pesquisador como instrumento chave
para conseguir as informações, dados necessários e interpretá-los. Em relação
aos seus objetivos é uma pesquisa exploratória que visa fazer um levantamento
bibliográfico, coleta de dados de diversas maneiras para levantar hipóteses e
possíveis soluções de melhoria para um problema.
3.1.1 Procedimentos e métodos de pesquisa
Para Michel (2007), os principais métodos e procedimentos técnicos
adotados nas pesquisas envolvem os seguintes tipos relacionados e explicados
abaixo:
· Estudo de caso: método utilizado no presente trabalho e melhor

50
detalhado na próxima seção;
· Desenvolvimento teórico-conceitual: Apesar de os
desenvolvimentos teóricos poderem advir de discussões
conceituais da literatura ou de revisões bibliográficas, seu escopo
principal envolve, sobretudo, modelagens conceituais que resultam
em novas teorias;
· Survey: Compreende em um levantamento de dados em uma
amostra significativa acerca de um problema a ser estudado para,
em seguida, mediante análise quantitativa, obterem-se as
conclusões correspondentes aos dados coletados. Contribuindo
assim para o conhecimento em uma área particular de interesse. As
surveys podem ser classificadas como exploratórias, confirmatórias
ou descritivas;
• Modelagem ou simulação: consiste no uso de técnicas
matemáticas para descrever o funcionamento de um sistema ou
parte de um sistema produtivo. A modelagem é completada com o
uso da simulação, que através de técnicas computacionais simula
a operação de sistemas produtivos, baseado em um conjunto de
variáveis em dado domínio, de forma a investigar a relação causal
e quantitativa entre essas variáveis;
· Pesquisa-ação: é um tipo de pesquisa com base empírica que é
concebida e realizada em estreita associação com uma ação ou
com a resolução de um problema coletivo e na qual os
pesquisadores e participantes representativos da situação ou do
problema estão envolvidos de modo cooperativo ou participativo, ou
seja, o pesquisador não é um mero expectador ele toma ação;
· Pesquisa bibliográfica ou revisão de literatura: apresenta-se
como uma atividade importante para identificar, conhecer e

51
acompanhar o desenvolvimento da pesquisa em determinada área
do conhecimento, além de permitir a cobertura de uma gama de
fenômenos geralmente mais ampla do que aquela que poderia ser
pesquisada diretamente. Além do mais, as revisões permitem a
identificação de pesquisas futuras, contribuindo com sugestões de
ideias para o desenvolvimento de novos projetos de pesquisas.
· Pesquisas Experimentais: tratam de um estudo sobre a relação
causal entre duas ou mais variáveis de um sistema sob condições
controladas pelo pesquisador, geralmente conduzidas em
laboratórios. Nesse tipo d e pesquisa, na maioria das vezes o
pesquisador manipula e controla as variáveis e observa as
variações que tal manipulação e controle produzem sobre o
fenômeno em estudo.
3.2 Estudo de Caso
O estudo de caso foi à forma mais adequada de se apresentar o tema
proposto. É um estudo realizado em experiências, e não em dados científicos,
que investiga um determinado fenômeno com o objetivo de aprofundar o
conhecimento a respeito de um problema não suficientemente definindo, visando
instigar a compreensão, sugerir hipóteses e questões ou também desenvolver
alguma teoria (YIN,2001).
Em geral, o fenômeno investigado é contemporâneo, dentro de um
contexto real de vida e as fronteiras entre o fenômeno e o contexto em que ele
se insere não são claramente definidos.
Portanto, trata-se de uma análise aprofundada de um ou mais objetivos (casos)
atuais, para que permita o seu amplo e detalhado conhecimento, tentando
esclarecer o motivo pelo qual uma decisão ou conjunto de decisões foram
implantados e com quais resultados alcançados (YIN, 2001).
Ainda segundo Yin (2001) o estudo de caso tem sido considerado “o irmão

52
mais fraco dos métodos de pesquisa”, e isto ocorre principalmente devido à falta
de rigor, precisão e objetividade que algumas investigações desta abordagem
podem ter. Outra desvantagem observada no estudo de caso é o fornecimento de
pouca base cientifica para permitir generalização, e isso se deve ao fato do
estudo ser feito em cima de uma situação especifica e de interesses locais, não
representando assim uma a mostra. Além disso, o estudo costuma demorar muito
tempo para ser realizado, e resulta em grandes documentos que se tornam
difíceis de serem lidos.
Mas, apesar das fraquezas e limitações apontadas, o estudo de caso tem
tido um uso extensivo na pesquisa, isso reside no fato de que é uma abordagem
que permite se aprofundar e detalhar bastante um determinado cenário,
lembrando que o enfoque deste tipo de pesquisa é estudar e analisar um caso
em específico. Além de ter capacidade de lidar com uma completa variedade de
evidências, como documentos, artefatos, entrevistas e observações.
De forma sintética, Yin (2001) apresenta quatro aplicações para o Método
do Estudo de Caso:
a) Para explicar ligações causais nas intervenções na vida real que
são muito complexas para serem abordadas pelos surveys ou pelas
estratégias experimentais;
b) Para descrever o contexto da vida real no qual a intervenção
ocorreu;
c) Para fazer uma avaliação, ainda que de forma descritiva, da
intervenção realizada;
d) Para explorar aquelas situações onde as intervenções avaliadas
não possuam resultados claros e específicos.
O mesmo autor identifica algumas etapas que devem ser seguidas para a
elaboração e uma boa execução do estudo de caso, dentre eles: definir
claramente o problema, estruturar o formato da coleta de dados e perguntas a
serem feitas, definir a abrangência dos elementos do caso e determinar os

53
instrumentos de coleta de dados.
O presente trabalho foi realizado da seguinte forma:
· Etapa 1: Identificar o problema a fim de realizar o estudo de caso.
· Etapa 2: Realizou-se um pesquisa bibliográfica sobre a Gestão de
Qualidade, mais especificamente, focada na ferramenta MASP.
· Etapa 3: Foi realizado levantamento de dados na empresa, através de
reuniões e entrevistas com analistas, além da coleta de informações em
planilhas e sistemas.
· Etapa 4: Após a coleta, realizou-se uma análise dos dados, a fim de se
identificar o estado atual da empresa e como seria o estado futuro após as
implementações. Nesta etapa, um projeto de melhorias foi apresentado.
· Etapa 5: Finalmente, são apresentadas as conclusões e mudanças
ocorridas com base na análise dos resultados.

54
4 Desenvolvimento do estudo de caso
4.1 Apresentação da empresa
A empresa, alvo do estudo de caso deste trabalho, está localizada na cidade do
Rio de Janeiro. Trata-se de uma empresa de seguros e possui mais de 25 anos de
atuação no mercado. Trata-se de uma companhia de capital nacional de médio porte,
com, aproximadamente, 500 funcionários e com forte atuação no mercado de
indenizações.
Atualmente, a empresa recebe cerca de 3.200 pedidos de indenizações por dia
de três tipos de categorias, sendo elas: morte, invalidez e despesas médicas. Essas
solicitações precisam ser analisadas a fim de identificar alguma irregularidade nas
documentações ou nos relatos das vítimas, para que a empresa não seja lesada por
pessoas que não tem o direito a receber a indenização.
A companhia possui uma equipe antifraude responsável por fazer essa
investigação documental, e para isso precisa analisar todas as solicitações para não
correr o risco de indenizar uma solicitação fraudulenta.
Pensando em melhorar a eficiência da equipe, foi implementada a metodologia
MASP para alcançar um melhor resultado das análises feitas e melhorar os indicadores
da empresa.

55
4.2 Situação da empresa antes da implementação do MASP
A empresa trabalha com uma demanda mensal de, aproximadamente, 60 mil
pedidos de indenizações. Esses processos passam por um sistema para identificar quais
solicitações possuem algum tipo de risco de irregularidade. Após esse processo, as
solicitações que possuem os maiores riscos de irregularidades são direcionadas para a
equipe antifraude para averiguar as documentações, os laudos e os relatos do sinistro a
fim de confirmar a irregularidade.
A equipe responsável pelas análises é composta por 23 analistas, sendo
separados por categorias. A equipe de morte é composta por 5 analistas, a equipe de
invalidez por 9 analistas, a equipe de despesas médicas por 7 analistas e finalizando a
equipe, existem 2 supervisores para a coordenação do quadro de analistas.
Antes da implementação do MASP, a equipe tinha a capacidade de analisar em
média 5.481 solicitações por mês e identificava em média 321 pedidos com
irregularidade, com um tempo médio de análise (TMA) de 00:19:41.
O problema que a equipe enfrentava era a demora na análise dos pedidos e o
não acompanhamento do crescimento das análises perante o crescimento de
solicitações que vem acontecendo na companhia. Ou seja, conforme vem crescendo a
quantidade de solicitações de indenizações na empresa, a equipe não estava
conseguindo suprir esse volume. E como não era possível aumentar o quadro de
analistas, foi-se necessário à elaboração de um projeto para conseguir suprir essa
demanda sem perder a qualidade da eficiência que era de 5,9% no ano de 2015,
conforme Gráfico 1.

56
Gráfico 1 – Eficiência 2015 antes do MASP
Fonte: Elaborado pelo autor
A partir destas informações, foi elaborado um projeto utilizando a metodologia do
MASP para identificar os principais gargalos e o onde poderia ter ganhos significativos
dentro do fluxo, sem perder a eficiência.
4.3 Análise e Identificação do Problema
Buscando novas e melhores maneiras de produzir, para acompanhar o
crescimento do mercado e para fazer o melhor controle de operação é importante
estabelecer medidas de desempenho baseadas nos cinco objetivos.
Foi necessário atingir alto desempenho em um critério inicial e, a partir disso, no
médio e longo prazo, para alcançar o resultado esperado.
Inicialmente foi feita uma reunião com os responsáveis para fazer um
brainstorming a fim de identificar os principais problemas e as possíveis soluções de
melhoria. Foi feito um estudo no fluxograma desse processo para verificar as etapas que
poderiam ser melhoradas.

57
Figura 20: Fluxograma do Processo
Fonte: Autor desconhecido
4.3.1 Processo de Análise
O processo de análise funciona com a definição do sistema em determinar quais
solicitações de indenização possui maior suspeita de irregularidades, a partir de um
critério pré-programado no sistema. O sistema separa 200 processos por dia, e fica
armazenados em uma fila única onde a supervisão faz a distribuição dos processos para
os analistas de cada categoria. Após isso, os analistas verificam se a documentação já
foi digitalizada para efetuar as análises documentais, caso não tenha sido ainda
digitalizada volta para o final da fila única para o supervisor efetuar a distribuição
novamente no dia seguinte, e com isso esses processos acabam impactando na
quantidade do dia seguinte, e fazendo com que perca o prazo de análise de alguns
processos. Os processos que possuem documentos digitalizados, são devidamente
analisados para identificar as irregularidades a fim de materializar a fraude. E finalizando
os analistas cadastram algumas informações pertinentes para a estatísticas gerenciais
dos tipos de pedidos que são analisados e identificados como fraude.
Foi identificado 5 principais problemas, conforme podemos ver no diagrama
abaixo.

58
Figura 21: Diagrama de Causa e Efeito dos Problemas
Fonte: Autor desconhecido
• Equipes diferentes – quando em um determinado dia aparece mais
solicitações de apenas um tipo de categoria do que de outra, acaba
sobrecarregando muito mais uma equipe e deixando uma ou duas equipes
mais ociosa. E se a equipe não conseguir dar conta de todas as análises,
isso pode fazer com que se perca o prazo de análise das solicitações.
• Pedidos sem documentos digitalizados – isso ocorre quando o pedido
de solicitação chega nas mãos do analista antes da empresa terceirizada
responsável pela digitalização das documentações demora, ou se atrasa
em digitalizar os documentos. Com isso, o pedido precisa voltar para fila
única e ficar aguardando a digitalização do documento, sendo necessário,
ficar entrando em contato com a empresa para efetuar as devidas
cobranças, pois o prazo da análise já está acontecendo.
• Cadastramentos de dados – além de ter que analisar toda a
documentação para confirmar a veracidade dos documentos, de entrar em
contato com os clientes, delegacias, IML, hospitais, para confirmar o
sinistro. Os analistas precisam cadastrar em um segundo sistema algumas
informações que são carregadas no primeiro sistema, porém a equipe
antifraude não possui acesso sistêmico para consultar essas informações
para poder criar algumas estatísticas a fim de tentar identificar padrões nos
pedidos identificados como irregulares para poder cada vez mais

59
aperfeiçoar o nível de suspeita das novas solicitações de indenizações que
entram na companhia.
• As faltas dos analistas – isso ocorre quando algum analista por motivos
pessoais não tem condições de trabalhar. Isso acaba sobrecarregando os
demais membros de sua equipe, porque os processos que deveriam ir
para ele acabam sendo redistribuídos para os demais de sua equipe.
• As faltas dos supervisores – como são os supervisores que precisam
entrar na fila única e direcionar o processo para qual analista irá ser
designado. Quando um dos dois ou até mesmo os dois precisam faltar, a
operação fica comprometida. Pois, apenas os supervisores têm permissão
de enviar os processos para os analistas, então quando um dos dois falta
o outro fica muito sobrecarregado para ficar fazendo essa tarefa o dia todo
e acaba não dando atenção para os problemas diários da operação.
Quando acaba faltando os dois, o gerente precisa tomar esse lugar para
que a operação não fique parada.
Esses problemas serão observados e analisados para determinar o plano de ação
que deverá ser tomado.
4.4 Análise e Observação do Problema
Após a identificação dos principais problemas, foi feita uma segunda reunião para
observar a frequência e os efeitos em que cada um desses problemas pode ocorre e
pode acarretar respectivamente, para todo o fluxo da operação.
Foi feito uma coleta de dados referente ao ano de 2015 para estudar os
problemas a fim de criar um plano de ação para correção dos mesmos.
Após as análises dos dados coletados foi possível visualizar a frequência em que
cada um dos problemas identificados ocorre ao longo do ano.
Quadro 3 – Frequência dos Problemas

60
Problemas Frequência Pedidos sem documentos digitalizados Acontece todos os dias
Cadastramento de dados Acontece todos os dias Falta de analistas 91 faltas
Equipes diferentes 24 vezes em que aconteceu de cair apenas pedidos apenas de um tipo de categoria
Falta de supervisor 9 faltas Fonte: Elaborado pelo autor
4.5 Plano de Ação
Após analisar os problemas identificados, foi feito o planejamento das ações que
será tomada para atuar em cima dos problemas a fim de melhorar o processo como um
todo.
Foi determinado 4 ações para corrigir e alterar o fluxo do processo de análises a
fim de melhorar a performance do resultado final.
• Primeira ação a ser tomada – treinar todos os analistas para que todos
possam ter autonomia para pegar os processos na fila única de análise e
para analisar processos de todas as 3 categorias, transformando-os em
analistas multifuncionais. Isso vai evitar de sobrecarregar o supervisor e
apenas uma equipe quando tiver pedidos de apenas um tipo de categoria
e vai evitar de sobrecarregar os analistas de apenas uma equipe quando
um analista precisar faltar. Dessa forma todos os analistas estarão aptos a
analisar por todos e isso reduzirá o risco de perder os prazos de análises
dos processos.
• Segunda ação a ser tomada – alterar o sistema para que todos os
analistas possam entrar na fila única e atribuir o pedido para si mesmo,
sem a necessidade de uma pessoa (supervisor) precisar designar para
um analista. Isso evitará que a operação fique comprometida caso um
supervisor falte. Além do mais, o supervisor poderá dar mais atenção a
operação sem precisar perder tempo distribuído processos para cada
analista.

61
• Terceira ação a ser tomada – ajustar o sistema para separar para a fila
única de análise apenas os pedidos que já possuírem carga de
documentos digitalizados. Com isso, todos os processos quando forem
ser analisados já terá documentos evitando que o processo fique parado
correndo o risco de perder o prazo de análise aguardando a
documentação ser analisada.
• Quarta ação a ser tomada – como o sistema armazena os mesmos
dados que são cadastrados pelos analistas no segundo sistema. Será
solicitado a equipe de TI da companhia que gere um relatório semanal
para a gerência com os dados necessários para efetuar os relatórios
estatísticos. Desta forma, os analistas não precisarão perder mais tempo
cadastrando esses dados e ganhará mais tempo para analisar mais
processos e poderá focar mais nas análises a fim de aumentar a
quantidade e a eficiência das análises.
O fluxograma será reajustado eliminando as etapas do processo que será
descontinuado, conforme a figura abaixo.
Figura 22 – Fluxograma com as Etapas Descontinuadas
Fonte: Autor desconhecido
Com a redução dessas etapas, o tempo de análises será reduzido e o prazo de
análises será mais respeitado. E os analistas poderão focar mais em analisar do que em
cadastramento de dados. Sendo assim, o novo fluxograma do processo sem as etapas

62
descontinuadas fica mais compacto.
Figura 23: Novo Fluxograma do Processo
Fonte: Autor desconhecido
4.6 Execução
Após o plano de ação definido, foi feito uma nova reunião com a gerência para
poder dar o aval para a execução do novo fluxo do processo.
O sistema foi modificado em uma semana pela empresa responsável pelo
desenvolvimento do sistema. O treinamento foi aplicado em 2 semanas para toda a
operação com as modificações sistêmicas e com os novos tipos de análises para as 3
categorias, unificando as equipes em uma única equipe de análise. E a equipe de TI
começou a enviar toda semana o relatório estatístico.
Depois de colocar o plano de ação em execução, precisava acompanhar e
verificar os resultados de curto prazo, para não demorar a tomar outras ações
corretivas, caso necessário.
4.7 Verificação e Padronização
Primeira verificação foi feita com 3 meses para ter um período razoável para
comparar com o ano anterior. Foi possível notar uma melhora significativa nos
comparativos dos dados.
Nas quantidades de Análises feitas em relação à média do 1º trimestre de 2015
tivemos um aumento de 15,7%.
Nas quantidades de Fraudes identificadas em relação à média do 1º trimestre de
2015 tivemos um aumento de 50,3%.
No percentual de eficiência em relação à média do 1º trimestre de 2015 tivemos
um aumento de 30,6%.

63
O tempo médio da análise (TMA) foi de 00:19:41 para 00:13:21
Gráfico 2 – Comparativo 1º Trimestre
Fonte: Elaborado pelo autor
Gráfico 3 – 1º Trimestre 2015
Fonte: Elaborado pelo autor
5.481
321 5,90%
6.843
5077,40%
24,8%
57,9%
25,4%
-120,0%
-100,0%
-80,0%
-60,0%
-40,0%
-20,0%
0,0%
20,0%
40,0%
60,0%
0
2.000
4.000
6.000
8.000
10.000
Média Análises Média Fraudes Média da Eficiência
Indicador de desempenho
2015 2016 % Melhoria
5241 49635628
320 296 374
6,1% 6,0%
6,6%
0,0%
1,0%
2,0%
3,0%
4,0%
5,0%
6,0%
7,0%
8,0%
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
jan fev mar
1º Trimestre 2015
Analisados Fraudes % Eficiência

64
Gráfico 4 – 1º Trimestre 2016
Fonte: Elaborado pelo autor
A partir desses demonstrativos dos resultados do 1º trimestre, a gerência decidiu
padronizar as mudanças tomadas para o ano todo de 2016. A fim de alcançar o objetivo
proposto de melhorar a performance do ano de 2016 em relação ao ano anterior.
Finalizando o ano, é possível verificar se realmente a padronização das
mudanças no processo surgiu o efeito esperado pela gerência.
No gráfico abaixo, pode-se notar que o acumulado alcançado foi de 7,4% de
eficiência, ou seja, a equipe unificada e sem a tarefa de cadastrar dados, conseguiu
analisar mais processos e identificar um número maior de irregularidades.
Gráfico 5 – Eficiência após o MASP
Fonte: Elaborado pelo autor
6643
5182
6484
547 417 524
8,2% 8,0% 8,1%
0,0%
1,0%
2,0%
3,0%
4,0%
5,0%
6,0%
7,0%
8,0%
9,0%
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
jan fev mar
1º Trimestre 2016
Analisados Fraudes % Eficiência

65
Após quase um ano da implementação do MASP, pode-se confirmar que os
resultados positivos se mantiveram ao longo do ano. E faltando apenas um mês para
fechar o ano de 2016 é possível analisar os indicadores de melhoria de desempenho,
onde o crescimento da média de análises mensal foi 24,08% em relação ao ano de
2015. A média da quantidade de fraudes identificadas por mês cresceu 57,90% e a
eficiência da operação aumentou 25,40% em relação ao ano anterior.
Gráfico 6 – Comparativo após o MASP
Fonte: Elaborado pelo autor
Os resultados foram muito positivos, e isso criou uma confiabilidade maior na
área, porque a quantidade de processos entregues fora do prazo diminui devido a
redução do tempo das análises e alterando o sistema para selecionar apenas as
solicitações que possuem documentos digitalizados
Quadro 4 – Frequência dos Problemas após o MASP
Problemas Frequência ANTES do MASP Frequência
APÓS o MASP
Pedidos sem documentos digitalizados
Acontece todos os dias -
Cadastramento de dados Acontece todos os dias - Falta de analistas 51 faltas 34
Equipes diferentes 24 vezes em que aconteceu de cair apenas pedidos apenas de um tipo de categoria
-
Falta de supervisor 9 faltas 5 Fonte: Elaborado pelo autor
5.481
3215,90%
6.843
5077,40%
24,8%
57,9%
25,4%
-120,0%
-100,0%
-80,0%
-60,0%
-40,0%
-20,0%
0,0%
20,0%
40,0%
60,0%
0
2.000
4.000
6.000
8.000
10.000
Média Análises Média Fraudes Média da Eficiência
Indicador de desempenho
2015 2016 % Melhoria

66
Mesmo com as faltas dos analistas e dos supervisores, não gerou impacto na
operação de análises. Pois, com o novo fluxo do processo, a equipe está estruturada
para suportar essas ausências sem impactar as análises, os prazos dos processos e
sem sobrecarregar os analistas presentes.
Portanto os resultados foram satisfatórios para a gerência, para a operação e
principalmente para companhia que era impactada com os problemas que existia dentro
do fluxo antigo.

67
5 Conclusão
Toda empresa para conseguir alcançar um desempenho satisfatório precisa
buscar a excelência por meio de um processo continuo de melhoria, é valido fazer um
projeto que demande um tempo para ser planejado e estruturado, mas que poderá
trazer bons resultados após sua conclusão.
As organizações podem implantar um programa permanente de melhoria
continua, sempre revendo seus processos, tarefas e funções fazendo girar um ciclo de
análises a fim de melhorar constantemente seus processos, como vimos no estudo
apresentado com a implementação da ferramenta MASP.
Conforme a proposta apresentada no inicio do projeto, os objetivos traçados
foram atingidos e as melhorias nos processos foram alcançadas. O estudo possibilitou a
análise da implementação da metodologia MASP em uma empresa do ramo de seguros
com uma demanda elevada de pedidos de indenizações. Onde, foram feitas reuniões
para se discutir os principais problemas da operação e as possíveis soluções. A partir
disso, foram feitos os planejamentos das ações que deveriam ser tomadas para
conseguir realizar as mudanças necessárias para melhorar a performance do processo.
Após a implantação das mudanças foi criado os controles para monitorar os indicadores
de desempenhos a fim de confirmar se as alterações nos fluxos dos processos estavam
trazendo resultados positivos para a gerência. Depois de 3 meses, a gerência decidiu
padronizar as mudanças, a partir do bom resultado que trouxe e após quase 1 ano da
implementação do MASP, pois as mudanças realmente foram positivas para toda a
operação.
Vale ressaltar que, a equipe precisa continuar mantendo o conceito da
metodologia MASP para os outros processos, até mesmo conseguir ampliar para toda a
companhia para poder crescer uma empresa que se renova sempre acompanhando as
mudanças do mercado.
Portanto, conclui-se que o projeto foi válido para a implementação da Metodologia de Análise e Soluções de Problemas no processo operacional de análises documentais.

68
BIBLIOGRAFIAS
CHIAVENATO, I. Iniciação ao Planejamento e Controle de Produção. São Paulo: McGraw-Hill, 1990.
CORREA, H. L.; CORREA, C. A. Administração de produção e operações. São Paulo: Atlas, 2004.
FERNANDES, F.C.F.; GODINHO FILHO, M. Planejamento e Controle da Produção dos Fundamentos
ao Essencial . 1a Edição, Editora Atlas, 2010.
GODOY, A.S. Introdução à Pesquisa Qualitativa e suas Possibilidades. Revista de Administração de
Empresas, v.35, n.2, p.57-63, 1995.
LUSTOSA, O. Planejamento e Controle da Produção. São Paulo, Elsevier, 2008.
MATTAR, F.N. Pesquisa de Marketing: Metodologia e Planejamento. São Paulo: Atlas,1996.
MAXIMIANO, A. C. A. Teoria geral da administração: da escola cientifica à competitividade na
economia globalizada. 2ª ed. São Paulo: Atlas, 2000.
MICHEL, P.A.C. Estudo de caso na engenharia de produção: estruturação e recomendações para
sua condução. Produção, v.17, n.1, p.216-229, 2007.
OLIVEIRA, O. J. Gestão da Qualidade: Tópicos Avançados. São Paulo: Thomson, 2003.
SACOMANO, J. B. Uma análise da estrutura funcional do planejamento e controle da produção e
suas técnicas auxiliares. Dissertação de Doutorado. São Carlos, EESC-USP,1990.
SILVA, T. F. A. Estudo sobre Sistema de Medição de Desempenho Baseado nas Ferramentas da
Produção Enxuta . Trabalho de Conclusão de Curso – Escola de Engenharia de São Carlos – USP,
2007.
SLACK, N. CHAMBERS, S. HARLAND, C. HARRISON, A. JOHNSTON, R. Administração da
produção . São Paulo: Atlas, 1999.
SLACK, N. CHAMBERS, S. JOHNSTON, R. Administração da Produção. 2.ed. São Paulo: Atlas,
2008.
CLAUDEMIR Y ORIBE, PDCA: ORIGEM, CONCEITOS E VARIANTES DESSA IDEIA DE 70 ANOS. Disponível em: <http://www.qualypro.com.br/artigos/pdca-origem-conceitos-e-variantes-dessa-ideia-de-70-anos> Acesso em 26 de Setembro de 2016.
ELEMAQ, ADMINISTRAÇÃO DE PRODUÇÃO. Disponível em: < http://www.elemaq.com.br/modules/smartsection/print.php?itemid=116> Acesso em 29 de Setembro de 2016.
MARKETING FUTURO, FERRAMENTAS DA QUALIDADE. Disponível em: < http://marketingfuturo.com/tag/ferramentas-da-qualidade/page/5/> Acesso em 21 de Novembro de 2016.
PORTOPÉDIA, PCP - PLANEJAMENTO E CONTROLE DA PRODUÇÃO. Disponível em: < https://portogente.com.br/portopedia/pcp-planejamento-e-controle-da-producao-78470> Acesso em 22 de Setembro de 2016.
SLIDEPLAYER, ADMINISTRAÇÃO DA PRODUÇÃO. Disponível em: < http://slideplayer.com.br/slide/1781742/> Acesso em 27 de Outubro de 2016.

69
TOTVS, PLANEJAMENTO E CONTROLE DA PRODUÇÃO. Disponível em: < http://www.totvs.com/mktfiles/tdiportais/helponlineprotheus/portuguese/sigapcp_pcp.htm> Acesso em 29 de Setembro de 2016.
WIKIPÉDIA, PLANEJAMENTO E CONTROLE DA PRODUÇÃO. Disponível em: < http://pt.wikipedia.org/wiki/Planejamento_e_controle_da_produ%C3%A7%C3%A3o> Acesso em 22 de Setembro de 2016.