o objetivo desde treinamento é proporcionar aos presentes ... · surgiram sobre os setores de...
TRANSCRIPT


O objetivo desde treinamento é proporcionar aos presentes uma nova visão em referência ao SETOR DE PINTURA.
Para que o mesmo deixe de ser um setor repleto de cobranças como sendo um “gargalo” da produção e passe a ser um setor considerado importante, produtivo e principalmente lucrativo.
Estaremos referenciando:
•Peças; •Produtos de recobrimento; •Instalações de pintura; •Limpeza da área de pintura;
E com maior ênfase:
•Esclarecimento de funcionamento dos sistemas de pintura existentes; •Forma de melhor escolha de qual equipamento utilizar em determinadas situações, •Limpeza dos equipamentos;•Manutenções preventivas.

Com a evolução dos mercados compradores, uma “avalanche” de novas exigências surgiram sobre os setores de produção e de serviços; a indústria de tintas vem sofrendo enormes transformações desde sua constituição, que se data de muitos anos. Nunca houveram evoluções tão acentuadas como as quais estamos vivenciando nos últimos anos.
A evolução buscada para atender as novas exigências se deram e se dão através de incansáveis pesquisas, proporcionando grande evolução do setor de base (primers, seladores, tingidores, etc...), como no setor de acabamento (esmaltes, lacas, vernizes, etc...) e nas indústrias de equipamentos de pintura com alta tecnologia.
A indústria em geral, nos dias de hoje, possui um leque de opções variadas em revestimento/pintura, para soluções das mais variadas necessidades. Os novos produtos que são apresentados estão cada dia mais tecnológicos, pois lhe são cobradas melhorias em aspectos finais, como acabamento e resistência e com valores mais competitivos.
Somos sabedores de que é muito importante a apresentação de um produto final ao mercado comprador, mas em contra partida a indústria de produção, não qualificava seu aplicador (pintor) e muito menos a industria de tinta, especificava o equipamento para a aplicação de seus produtos.
Por vezes a falta da qualidade final de um produto que passou por um setor de pintura esta: na não qualificação dos operadores, dá não atenção aos novos produtos de recobrimento, bem como na escolha errônea de qual equipamento de pintura utilizar em cada situação.
Não podemos exigir um ótimo acabamento se não dermos a devida atenção em cada etapa do processo, desde a analise do tipo de substrato que irá ser “pintado”, até a escolha da melhor forma juntamente com o melhor equipamento; pois um pintor (humano ou mecânico) não produz “milagres”, mas a harmonia entre todas as escolhas proporcionará a certeza de uma produção tranqüila e lucrativa.
Com a escolha correta e com o uso adequado dos equipamentos de pintura, poderemos evitar ao máximo desperdício de materiais (tintas, solventes e seus derivados) e tempo, com isso; chegaremos às economias tão solicitadas por todos nesta nova era em que vivemos.

São os itens:1 – Peça: Superfície que irá receber a pintura com o intuito de se tornar protegida contra corrosão, ou que, deva ser melhorada esteticamente. Deve esta receber toda a atenção das partes envolvidas, pois é o resultado final sobre este item do processo que irá ser analisado.
2 – Área de pintura: Local destinado para efetuação do processo de pintura. Tal área preferencialmente deve atender as normas de proteção ao meio ambiente. Tem-se como sugestões área com depuração a seco (por mantas sintéticas filtrantes), bem como as cabines com cortina d’água (deve-se prever tratamento desta água para descarte).
3 – Aplicador: Pessoa física, máquina semi-automática, automática ou robô, que irá realizar o processo. Cada qual deve realizar o processo de pintura, dentro de primícias e regras pré-estabelecidas.
4 – Material de recobrimento de superfície: Pode ser este item os chamados primer’s, seladores, tintas, verniz, etc; ou seja, qualquer produto que irá ser aplicado sobre uma superfície, onde o mesmo deverá realizar a proteção contra corrosão e/ou melhorá-la esteticamente.
5 – Equipamento de Pintura: Este item esta ligado diretamente aos anteriores, pois baseado em todos os outros itens é que vamos proceder nossa escolha sobre qual tipo de qual sistema se interagirá melhor dentro do processo de pintura.

Este item tem a maior importância dentro do processo de pintura, pois sem ele, não haverá motivo para que se exista todo o restante.
Não aplicaremos grandes explanações sobre este item; pois cada empresa atua num tipo de segmento de mercado e cada qual com seus tipos de peças.
Mas devemos ressaltar que sempre as mesmas devem estar limpas e isentas de qualquer tipo de oleosidade. Veja abaixo alguns exemplos de mostram o grande o universo de peças pintadas:
Obs: Para casos específicos, podemos prestar auxilio nas definições de metodologia de limpeza e pintura.

A área de pintura, também chamada de setor, é o local onde se realiza o processo de pintura em sua totalidade.
Esta área poderá ser do tipo estacionária ou poderá conter linhas formadas por transportadores automáticos, mas preferencialmente deve-se ter cabines de pintura, seja ela por depuração a seco, ou por cortina d’água; onde as impurezas geradas pelo processo sejam absorvidas para que se destinem a um local apropriado e homologado pelos órgãos responsáveis. Este local preferencialmente deve estar limpo, pois o maior índice de rejeição de peças pintadas esta no quesito sujidade da peça.
Com as novas normativas de pintura e com o aumento da qualidade exigida pelos novos consumidores, surgiram no decorrer do tempo produtos e instrumentos que auxiliam na limpeza e conservação destas áreas. Veja abaixo exemplos de cabines:
Depuração à seco Cortina d’água

Como dito anteriormente este item do processo, pode ser uma pessoa, máquina semi-automática, automática ou robô.
Para a escolha de qual tipo de “pintor” devemos utilizar em cada processo, devemos analisar: o perfil da empresa, tipo de peça e tipo de material de recobrimento. Muitas vezes, poderá se encontrar dentro de um mesmo processo de pintura um ou mais tipo de “pintor’”.
Devemos sempre lembrar que impreterivelmente qualquer que seja a escolha, o mesmo deverá trabalhar em regimes pré-estabelecidos por normas ou exigências do processo.Veja exemplos de aplicadores em diversas situações:

Este item são os chamados primer’s, seladores, tintas, verniz, tingidores, etc.Podem ser aplicados de forma única ou em sistema de variadas combinações; pois possuem o intuito de proteger a superfície e/ou modificá-la esteticamente.
Este item deve ser mais bem explanado por seus devidos fabricantes, pois este universo de material é extenso e possui suas características próprias. Porém este é o último item que se somará aos anteriores, para a melhor escolha de qual tipo de equipamento de aplicação deverá ser utilizado dentro de um processo de pintura.
Mas salientamos que a má preparação desde item, como diluição errada, catalise inadequada, etc; podem ou irão provocar inúmeros problemas com o produto final. Tais problemas podem ser desde de perda de aderência ao substrato, até falta de resistência final.
Não faremos referência a nenhum fabricante em especial, pois este não é o intuito do treinamento.

Depois de observados todos os itens anteriores, chegaremos ao impasse de qual tipo de equipamento optar para utilizar no processo de pintura, onde a escolha errada poderá acarretar em perda de produto, perda de tempo, perda de peça e principalmente perda do lucro do setor, causando desconforto a todos. Porém com a escolha correta teremos grande harmonia com o bom aproveitamento do potencial do setor.
Daremos ênfase em especial aos sistemas de pintura por spray e em especial sobre os equipamentos fornecidos pela EUROTECHNIKER; pois observando as mudanças de todo o setor de pintura, ela se tornou uma empresa de fornecimento de equipamento de alta tecnologia e detém capacidade de atender as necessidades de clientes nos mais variados segmentos.
As divisões principais dos sistemas de pintura por spray são:
•Aerográfico
•Air Less
•Air Mix
Mas lembramos que para determinadas situações ainda existem outros sistemas.
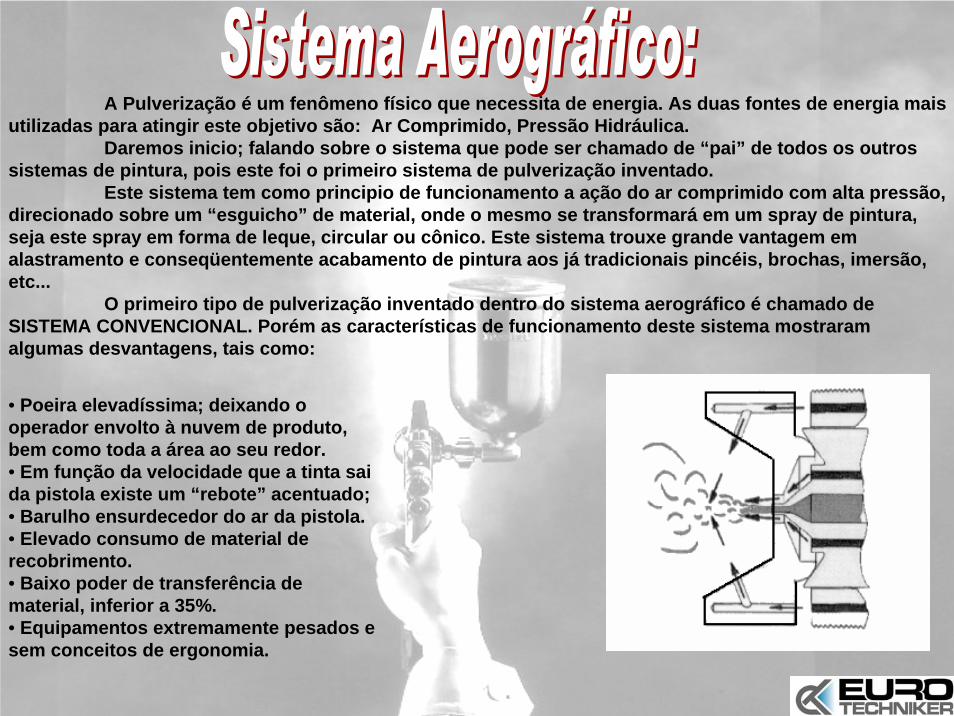
A Pulverização é um fenômeno físico que necessita de energia. As duas fontes de energia mais utilizadas para atingir este objetivo são: Ar Comprimido, Pressão Hidráulica.
Daremos inicio; falando sobre o sistema que pode ser chamado de “pai” de todos os outros sistemas de pintura, pois este foi o primeiro sistema de pulverização inventado.
Este sistema tem como principio de funcionamento a ação do ar comprimido com alta pressão, direcionado sobre um “esguicho” de material, onde o mesmo se transformará em um spray de pintura, seja este spray em forma de leque, circular ou cônico. Este sistema trouxe grande vantagem em alastramento e conseqüentemente acabamento de pintura aos já tradicionais pincéis, brochas, imersão, etc...
O primeiro tipo de pulverização inventado dentro do sistema aerográfico é chamado de SISTEMA CONVENCIONAL. Porém as características de funcionamento deste sistema mostraram algumas desvantagens, tais como:
• Poeira elevadíssima; deixando o operador envolto à nuvem de produto, bem como toda a área ao seu redor.• Em função da velocidade que a tinta sai da pistola existe um “rebote” acentuado; • Barulho ensurdecedor do ar da pistola. • Elevado consumo de material de recobrimento. • Baixo poder de transferência de material, inferior a 35%. • Equipamentos extremamente pesados e sem conceitos de ergonomia.
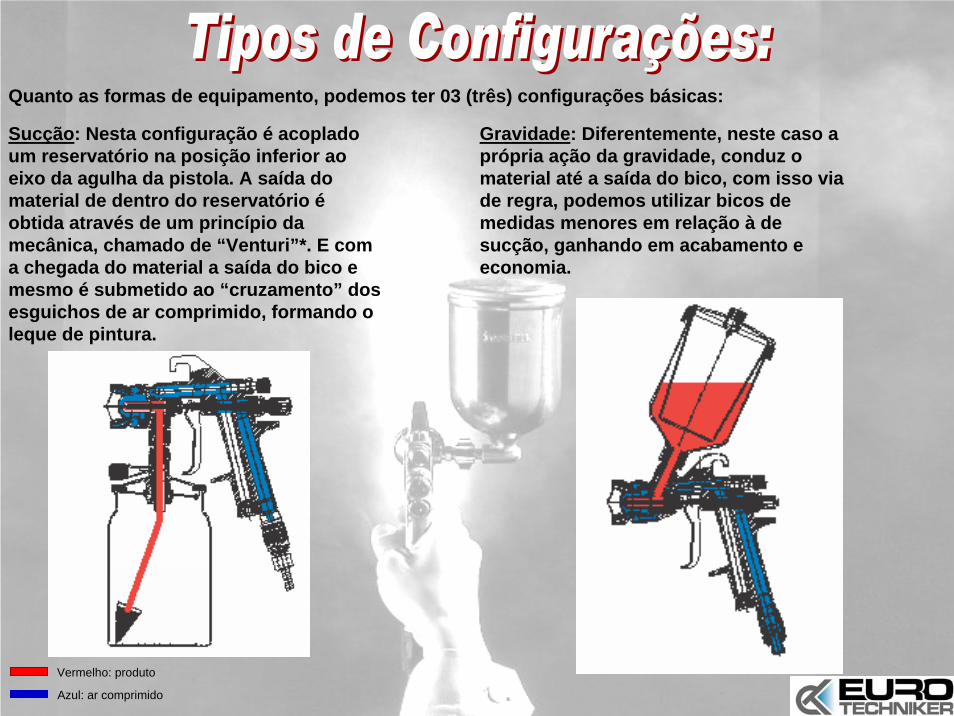
Quanto as formas de equipamento, podemos ter 03 (três) configurações básicas:
Sucção: Nesta configuração é acoplado um reservatório na posição inferior ao eixo da agulha da pistola. A saída do material de dentro do reservatório éobtida através de um princípio da mecânica, chamado de “Venturi”*. E com a chegada do material a saída do bico e mesmo é submetido ao “cruzamento” dos esguichos de ar comprimido, formando o leque de pintura.
Gravidade: Diferentemente, neste caso a própria ação da gravidade, conduz o material até a saída do bico, com isso via de regra, podemos utilizar bicos de medidas menores em relação à de sucção, ganhando em acabamento e economia.
Vermelho: produto
Azul: ar comprimido

Pressão: Esta configuração é a mais utilizada em toda a indústria, devido ao seu conceito de construção; pois com ele é possível termos os equipamentos manuais até os utilizados em robôs.Neste equipamento, o material de recobrimento é fornecido através de um elemento pressurizador (o qual será visto posteriormente) e sua capa de ar tem furações especiais o que permite inúmeras possibilidades de regulagem. Veja na imagem abaixo o seu funcionamento.
Manual
Automática

Com a inserção da preocupação em relação ao meio ambiente, juntamente com as inúmeras desvantagens do sistema convencional, tomou-se a decisão de se implantar normas de pintura, que restringissem a emissão de poluentes no meio ambiente e meios para fiscalizações destas restrições. São as normas e suas bases de atuações:
SQMDA 1151 (Equipamentos Rodoviários) SQMDA 1136 (Madeira)EN 1953 (Segurança Européia)EPA (Repintura Automotiva)
• Redução da emissão de VOC. • Redução de emissão de partículas sólidas. • Maior transferência de produto deste tipo de equipamento.

SISTEMA DE PULVERIZAÇÃO H V L P (HIGH VOLUME LOW PRESSURE)
O funcionamento de pistolas com sistema HVLP consiste em realizar a atomização com grande volume de ar a uma baixa pressão. Esta redução de pressão (pressão máxima na Capa de ar 0,68 bar – 9 psi) que com relação à pressão empregada pelas pistolas convencionais, oferece:
• Pulverização mais controlada; • Menor tempo de pintura; • Um maior aproveitamento do produto a ser aplicado; • Maior grau de transferência (mínimo de 65% exigido pela Norma HVLP); • Maior respeito ao meio ambiente.
SISTEMA
CO
NVEN
CIO
NA
LSIST
EMA
H.V
.L.P
.
Veja abaixo as diferenças entre leques em relação ao sistema de pulverização:

BENEFÍCIOS DA ALTA TECNOLOGIA:
•Maior Eficiência de Transferência; •Menor Emissão de VOC (Compostos Orgânicos Voláteis) ; •Menos formação de Borra de Tinta; •Menos manutenção da Cabine de Pintura; •Local de Trabalho mais Limpo; •Menor Ruído; •Ambiente mais saudável para o operador e ambiente; •Redução no custo de produção de ar comprimido; •Economia de Produto; •Amortização Rápida.

Podemos ter basicamente dois tipos, seja por tanques de pressão, ou por bombas. Veja abaixo as vantagens de cada um:Benefícios da Bomba de Duplo Diafragma:
• Maior Segurança; • Conserva qualidade do produto, não permite contaminação; • Facilita manejo da pistola; • Versatilidade de Aplicação (pintura manual/automática); • Fácil Instalação (Plug and Play); • Homogeneidade da tinta; • Maior produtividade • Não existe limitação do volume a ser aplicado; • Menor desgaste físico do operador; • Menos paradas para Manutenção; • Melhor acabamento; • Redução de Retrabalho; • Precisão nas regulagens de funcionamento; • Redução de Névoa de Pintura; • Rapidez na pintura, na troca de cores e na limpeza; • Aproveitamento do produto, rendimento; • Economia de Produto de Limpeza;
Enquanto o Tanque de Pressão:
• Difícil operação; • Trabalha pressurizado; • Produção limitada; • Possibilidade de explosão • Manuseio nem sempre correto

Diferente do que no aerográfico, o sistema Air Less, tem seu principio de funcionamento, baseado no conceito da pressão hidráulica, ou seja, temos o produto de recobrimento pressurizado a elevadas pressões, passando por um orifício com determinada geometria, onde se dará o efeito de pulverização.BENEFÍCIOS DA PINTURA AIRLESS
• Reduz emissão de VOC (Compostos Orgânicos Voláteis); • Melhor ambiente de trabalho; • Menor Tempo de Secagem; • Reduz consumo de diluente; • Pode trabalhar com produtos a base d`água; • Aplica produtos com alto teor de sólidos; • Aplica grandes camadas de produto em uma só passada; • Economia de tempo, • Aumenta Produtividade;
Características de Funcionamento:
•Pressões de trabalho: Pressão de produto: de 100 a 400 bares
•Pior qualidade de aplicação•Pouco over-spray •Altíssima velocidade de aplicação•Adequado para produtos lisos de média - alta, viscosidade•Grandes superfícies.
Sistema de Instalação de um Sistema Air Less

SISTEMA MIX: consiste na “mistura dos outros sistemas visto, porém sua maior utilização se dá no segmento moveleiro.
Características de Funcionamento:
•Pressões de trabalho:- Pressão de produto: de 30 a 60 bares- Pressão de ar: de 0,5 a 2 bar•Boa qualidade de aplicação•Pouco overspray•Velocidade de aplicação alta•Com produtos de média viscosidade•Boa relação qualidade – velocidade
Veja ao lado o principio de funcionamento:
Sistema de Instalação de um Sistema Mix
Fluído Ar Comprimido

SISTEMA AEROGRÁFICO
0-3 bar Pressão ar2-5 bar
- Alta velocidade.0,18-0,5 mm.
0,18-0,5 mm.- Velocidade média
Pressão ar
30-60 Bar
Bico de fluido 0,5-2 mm.
- Altíssima qualidade de acabamento.- Maior Grau de regulagem.
Pressão pintura - Para produtos de baixa viscosidade
SISTEMA MISTO
Bico de fluido - Qualidade média
- Adequado p ara produtos de média viscosidade.
Pressão pintura 0,5-2 bar
SISTEMAAIRLESS
Bico de fluido - Baixo nível de névoa.e
- Adequado p ara produtos de
SEM AR média - alta viscosidade
Pressão pintura > 100 bar

CONVENCIONAIS
AIRLESS
AR-ASSISTIDO
LPH ANEST- IWATA
SISTEMAS HVLP e HIGH TEC
ELECTROSTÁTICO
1009080706560504030
EFICIENCIA DE TRANSFERENCIA (%)SISTEMAS DE PINTURA
Méd
ia e
ntre
as
Nor
mas

Ao indicar um equipamento de pintura, para um determinado processo de pintura, sempre tenha em mente os seguintes objetivos:
• Obter a menor velocidade das partículas possível;• Reduzir o tempo de aplicação ao mínimo;• Diluir o menos possível;• Utilizar os solventes menos perigosos possíveis;•Obter o melhor acabamento possível.
PRESSÃO VOLUME VAZÃOKgf = bar
Cm2Lb = libras
Pol 2
L = litrosM 3 = metro cúbicoPc/cf = pés cúbicos
L / M = Litros minutosm3 / h = metro cúbico /
horapc/cf/min = pés cúbicos /
min

•Analisar a rede de ar comprimido certificando-se que ela apresenta boa capacidade de geração e distribuição de ar comprimido (tubulações e compressor compatível com o consumo necessário).
•Evitar o uso de filtros, reguladores ou lubrificadores já existentes antes da entrada geral de ar dos equipamentos.
•Se a rede de ar comprimido for do tipo “espinha de peixe” instalar o equipamento no ponto mais próximo possível do compressor de ar para que o mesmo chegue com vazão e volume suficientes para o bom funcionamento do equipamento.
•Se a rede de ar comprimido for configurada em “anel” a tomada de ar pode ser feita em qualquer ponto sem prejuízos ao suprimento de ar comprimido.
•Posicionar o equipamento em um local protegido e livre de poeira de pintura.
•Após conectar o equipamento à rede de ar comprimido fazê-lo funcionar com diluente, solvente, thinner, etc para tirar o óleo com que o mesmo é testado na fábrica.
•Após esta limpeza fazer uma análise da viscosidade do produto a ser aplicado para estabelecer um ajuste inicial nas pressões de trabalho do equipamento. O ajuste fino deverá ser realizado com a colaboração do “pintor”.
•Após o uso fazer a limpeza do equipamento com o mesmo diluente utilizado para preparar a tinta e enfatizar junto ao “pintor” a importância deste processo para o bom funcionamento do equipamento.


incorreto incorretocorreto
Distância correta Distância incorreta

Este item é extremamente importante, pois como dito anteriormente “sem limpeza não háqualidade no acabamento final”.
Assim sendo a limpeza dos equipamentos de pintura deverá ser feita com o solvente compatível com a tinta utilizada, facilitando a remoção da mesma.
O operador deve tomar cuidado de não desmontar as peças que não estejam em contato com a tinta; esta parte deverá ser efetuada pelo departamento de manutenção.
Exemplificando: numa pistola o pintor poderá retirar:•Botão da agulha, •Agulha, •Capa de ar, •Se a mesma possuir filtro para o produto, também deverá ser removido e limpo.
AS DEMAIS PEÇAS, O OPERADOR DEVE EVITAR DESMONTAR, POIS PODERÁ PERDER OU DANIFICAR.
A LIMPEZA DO EQUIPAMENTO DE PINTURA É FUNDAMENTAL PARA O SEU BOM
FUNCIONAMENTO.PODEREMOS NÃO LIMPÁ-LO, SOMENTE
QUANDO HOUVER SITUAÇÃO DE RISCO DE SAÚDE PARA O OPERADOR.

Neste item vemos a representação mecânica do Regulador de Leque e do Conjunto Bico e Agulha.
Não devemos jamais mergulhar um equipamento de pintura em solvente, pois com estaremos levando um volume de tinta hiper-dissolvida para as câmaras do ar comprimido, comprometendo assim a qualidade da formação do leque e como resultante disto, estaremos criando a possibilidade de manchas.
Para limpeza de níveis mais criteriosos, devemos encaminha o equipamento para a manutenção ou caso não haja na empresa este setor, devemos ter em conta que ao mergulharmos um equipamento em solvente, estaremos facilitado naquele momento o trabalho, porém os problemas futuros tomarão muito mais tempo para serem resolvidos em relação ao tempo de limpeza.
Ar Comprimido
Fluído
Regulador de Leque
Bico e Agulha