centro federal de educaÇÃo …daelt.ct.utfpr.edu.br/engenharia/tcc/monografia_gerador...5 resumo o...
TRANSCRIPT

CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DO PARANÁ
DEPARTAMENTO ACADÊMICO DE ELETROTÉCNICA
CURSO DE ENGENHARIA INDUSTRIAL ELÉTRICA – ÊNFASE EM
ELETROTÉCNICA
IVAN LUIZ NOWICKI
ESTUDO PARA A IMPLANTAÇÃO DE UM GERADOR A BIOCOMBUSTÍVEL
RECICLÁVEL NA ASSOCIAÇÃO DESPORTIVA CLASSISTA (ADC – SIEMENS),
EM CURITIBA – PR
CURITIBA
2004

1
IVAN LUIZ NOWICKI
ESTUDO PARA A IMPLANTAÇÃO DE UM GERADOR A BIOCOMBUSTÍVEL
RECICLÁVEL NA ASSOCIAÇÃO DESPORTIVA CLASSISTA (ADC – SIEMENS),
EM CURITIBA – PR
Proposta de Projeto Final I de graduação, apresentada na disciplina de Projeto Final I, do Curso de Engenharia Industrial Elétrica – Ênfase em Eletrotécnica, do Centro Federal de Educação Tecnológica do Paraná.
Orientadora: Prof.ª Maria de Fátima R. R. Cabreira, Dra.
Co-orientador: Prof.º Jorge Carlos C. Guerra, LD e Prof.º Pedro Ramos da Costa Neto, Dr.
CURITIBA
2004

2
IVAN LUIZ NOWICKI
ESTUDO PARA A IMPLANTAÇÃO DE UM GERADOR A BIOCOMBUSTÍVEL
RECICLÁVEL NA ASSOCIAÇÃO DESPORTIVA CLASSISTA (ADC – SIEMENS),
EM CURITIBA – PR
Este Projeto Final de Graduação foi julgado e aprovado como requisito parcial
para obtenção do título de Engenheiro Eletricista pelo Centro Federal de Educação Tecnológica do Paraná.
Curitiba, 23 de setembro de 2004.
______________________________ Prof. Paulo Sérgio Walenia
Coordenador do Curso Engenharia Industrial Elétrica – Eletrotécnica
______________________________ Prof. Ivan Colling, Dr.
Coordenador do Projeto Final de Graduação Engenharia Industrial Elétrica – Eletrotécnica
_____________________________________ Profa. Maria de Fátima R. R. Cabreira, Dra.
Orientadora Engenharia Industrial Elétrica – Eletrotécnica
____________________________________ Prof. Jorge Carlos C. Guerra, LD
Co-orientador
_______________________________ Prof. Pedro R. da Costa Neto, Dr.
Co-orientador
______________________________ Prof. Walter Denis Cruz Sánchez, Dr.

3
Dedico este trabalho aos meus pais, Igor Luiz Nowicki e Irma Thiesen Nowicki, à minha mulher Silvana das Graças Borba Plugge Nowicki e ao meu filho Yuri Plugge Nowicki.

4
AGRADECIMENTOS
À Professora Orientadora Maria de Fátima R. R. Cabreira, pelos seus valiosos
ensinamentos e orientação incansável durante todo o desenvolvimento desta
pesquisa.
Aos Professores Co-orientadores, Jorge Carlos C. Guerra e Pedro Ramos da Costa
Neto, pelo apoio e preciosa contribuição.
Aos Professores do Departamento de Eletrotécnica, que no decorrer do trabalho,
contribuíram para seu melhor desenvolvimento.
Ao Ernani Schamne, Leonardo Nicastro e José Aparecido Teixeira, por
possibilitarem o estudo do caso concreto, contribuindo com informações e
possibilitando a realização da parte prática deste trabalho.
À Siemens por apoiar a realização deste projeto.
5
RESUMO
O consumo de energia elétrica em horário de ponta, quando possível, deve
ser controlado e reduzido pelos consumidores em alta tensão, do grupo A. Para os
mesmos, a utilização de grupos geradores a diesel resume-se em economia na
tarifa. A Associação Desportiva Classista (ADC), por localizar-se junto à empresa
Siemens Ltda, utiliza-se de energia tarifada pelo sistema horossazonal, tarifa azul.
Além de ser uma energia cara pelos padrões de uma simples associação, ainda é
restrita quanto ao uso, como por exemplo, limitação da demanda. A proposta é a de
utilizar o biocombustível reciclado (o popular “óleo de pastelaria”) como fonte de
energia, descartado hoje por cozinhas e jogado ao meio ambiente sem qualquer
método de filtragem ou cuidado ambiental. Dentre as vantagens da utilização deste
combustível, espera-se obter economia com relação ao óleo diesel, tendo em vista
que o mesmo ainda não é produzido em escala industrial. Ambientalmente, o
produto da combustão do motor é menos poluente. A intenção também é a de
aproveitar os aproximadamente 80 litros de óleo descartados mensalmente pelo
refeitório da Siemens, podendo gerar cerca de 380 kVAh. Para tanto, propõe-se a
utilização de um grupo motor gerador (GMG) para alimentar a ADC, pelo menos
durante o horário de ponta.
Palavra chave: biocombustível, biodiesel, biodiesel reciclado, grupo motor gerador,
geração horário de ponta.
6
LISTA DE FIGURAS FIGURA 01 – FLUXOGRAMA PROCESSO DE PRODUÇÃO DO BIODIESEL 27
FIGURA 02 – CICLO BIOCOMBUSTÍVEL 31
FIGURA 03 – ESQUEMA DA REAÇÃO DE TRANSESTERIFICAÇÃO 32
FIGURA 04 – OXIDAÇÃO E ENTUPIMENTO DO FILTRO DE COMBUSTÍVEL 55
FIGURA 05 – CARBONIZAÇÃO DE BICOS APÓS FUNCIONAMENTO 55
FIGURA 06 – VISTA LATERAL DO CAMPO DE FUTEBOL DA ADC 62
FIGURA 07 – VISTA LONGITUDINAL DO CAMPO DE FUTEBOL DA ADC 63
FIGURA 08 – LOCAL SUGERIDO PARA INSTALAÇÃO DO GMG NA ADC 65
FIGURA 09 – ATUAL ENTRADA DE ENERGIA DA ADC 65
FIGURA 10 – GRÁFICO – FONTES DE ENERGIA EM MWh 81
LISTA DE TABELAS
TABELA 01 – CONSUMO DE BIOCOMBUSTÍVEL NA EUROPA (1998/2000) 18
TABELA 02 – COMPARAÇÃO DAS ROTAS METÍLICAS & ETÍLICAS 24
TABELA 03 – ESPECIFICAÇÕES DO DIESEL US-2D E DO ÉSTER METÍLICO DE BOUF 35
TABELA 04 – PROPRIEDADES DO ÉSTER METÍLICO OBTIDO DO BOUF 35
TABELA 05 – CARACTERÍSTICAS DO BIOCOMBUSTÍVEL DE ÓLEOS USADOS 38
TABELA 06 – EMISSÕES DE POLUENTES DAS MISTURAS 39
TABELA 07 – DEPOSITO DE CARBONO NO CHUMBO, ESCAPE DO MOTOR 52
TABELA 08 – CAPACIDADE DE GERAÇÃO (NÃO INDUSTRIAIS) 56
TABELA 09 – CAPACIDADE DE GERAÇÃO (INDUSTRIAIS) 60
TABELA 10 – RECEITA POTENCIAL COM O CARBONO EVITADO (US$/L) 69
TABELA 11 – CUSTO DO BIOCOMBUSTÍVEL CONSIDERANDO RECEITA DO CARBONO 70
TABELA 12 – REDUÇÃO DOS CUSTOS DE INVESTIMENTO EM 20% 71
TABELA 13 – REDUÇÃO DO CUSTO DOS INSUMOS EM 20% 71
TABELA 14 – REDUÇÃO DOS CUSTOS DE INVESTIMENTO E DE INSUMOS EM 20% 72
TABELA 15 – TIR PARA DIFERENTES INSUMOS 74
TABELA 16 – CUSTO OPERACIONAL 77
TABELA 17 – CUSTO OPERACIONAL CORRIGIDO 78
TABELA 18 – CUSTO DA ENERGIA CONSUMIDA 79
TABELA 19 – CUSTO DA DEMANDA 79
TABELA 20 – CUSTO COPEL 80
TABELA 21 – CUSTO DIESEL 80
TABELA 22 – CUSTO BIOCOMBUSTÍVEL 80
TABELA 23 – CENÁRIO 1 – PLANTA BAHIA 82
TABELA 24 – CENÁRIO 2 – PLANTA PROF. PEDRO 83
7
LISTA DE SIGLAS
ADC Associação Desportiva Classista AEP 102 Biocombustível Emulsificante ASA American Soybean Association ASTM American Society for Testing and Materials B5 Mistura de 5 % de biocombustível e 95% de diesel B10 Mistura de 10% de biocombustível e 90% de diesel B11 Mistura de 11% de biocombustível e 89% de diesel B2O Mistura de 20% de biocombustível e 80% de diesel B100 Combustível Metílico Puro BNDES Banco Nacional de Desenvolvimento BOUF Biocombustível de óleo usado em frituras CCC Conte de Consumo de Combustíveis CNPJ Cadastro Nacional de Pessoa Jurídica CONAMA Conselho Nacional do Meio Ambiente CPRH Agência Estadual do Meio Ambiente e Recursos Hídricos D Diesel D “Metropolitano” D2 Diesel Convencional Americano DIN Norma Técnica Européia GEE Gases do Efeito Estufa GLP Gás Liquefeito de Petróleo GMG Grupo Motor Gerador GWP Potencial de Aquecimento Global ISO 14000 International Organization for Standardization MCT Ministério da Ciência e Tecnologia MDIC Ministério da Indústria e do Comércio do Brasil MME Ministério de Minas e Energias NB 98 Norma Técnica Brasileira – Armazenamento e Manuseio de
Líquidos Inflamáveis. NBR 5410 Norma Técnica Brasileira – Instalação Elétrica de Baixa Tensão. NBR 7505 Norma Técnica Brasileira – Armazenagem no Interior de
Edificações. NUTEC Fundação de Tecnologia Industrial OUF Óleo Usado em Frituras PRODEEM Programa de Desenvolvimento Energético de Estados e Municípios SAE40 Society of Automotive Engineers TECBIO Tecnologias Bioenergéticas LTDA TECPAR Instituto de Tecnologia do Paraná TIR Taxa Interna de Retorno URBS Empresa de Urbanização de Curitiba US2D Diesel Convencional Americano

8
LISTA DE SÍMBOLOS ºC Unidade de Temperatura - Graus Celsius cm2 Unidade de Espaço - Centímetros Quadrados CO2 Dióxido de Carbono CV Unidade de Potência - Cavalos g Unidade de Massa - Grama g/cm3 Unidade de Densidade – Gramas por Centímetros Cúbicos gCO2 Grama de Dióxido de Carbono h Unidade de Tempo - Hora H2O Água H2SO4 Ácido Sulfúrico Hz Unidade de Som - Hertz kcal/Kg Unidade de Energia - Quilocalorias por Quilograma kg Unidade de Massa - Quilograma kgCO2 Quilograma de Dióxido de Carbono kg/L Quilograma por Litro KOH Hidróxido de Potássio km Unidade de Distância kVA Quilo Volt Ampere kW/h Quilo Watt por Hora l Unidade de Volume - Litro lux Unidade de Luminosidade m Unidade de Distância - Metro ml Unidade de Volume - Mililitros Mpa Unidade de Pressão – Mega Pascal ms Unidade de Tempo - Milésimo de Segundo MW Unidade de Potência - Mega Watt NaOH Hidróxido de Sódio NXOY Óxido de Nitrogênio O2 Oxigênio ppm Unidade de Proporção - Partes por Milhão rpm Unidade de - Rotação por Minuto SO2 Dióxido de Enxofre t tonelada V Volt v/v Razão de Volumes W Watt
9
SUMÁRIO
RESUMO 5 LISTA DE FIGURAS 6 LISTA DE TABELAS 6 LISTA DE SIGLAS 7 LISTA DE SÍMBOLOS 8
1 INTRODUÇÃO 12
1.1 TEMA 12
1.2 JUSTIFICATIVA 14
1.3 OBJETIVO GERAL 15
1.3.1 Objetivos Específicos ...................................................................................................15
1.4 METODOLOGIA 16
2 REFERENCIAL TEÓRICO 17
2.1 O BIOCOMBUSTÍVEL 17
2.2 OBTENÇÃO DO BIOCOMBUSTÍVEL 21
2.2.1 Preparação da Matéria Prima .......................................................................................22 2.2.2 Reação de Transesterificação.......................................................................................22 2.2.3 Separação de Fases ....................................................................................................24 2.2.4 Recuperação do Álcool da Glicerina..............................................................................25 2.2.5 Recuperação do Álcool dos Ésteres..............................................................................25 2.2.6 Desidratação do Álcool.................................................................................................25 2.2.7 Purificação dos Ésteres ................................................................................................25 2.2.8 Destilação da Glicerina.................................................................................................26
2.3 CARACTERÍSTICAS GERAIS DO BIOCOMBUSTÍVEL 28
2.4 BIOCOMBUSTÍVEL DE ÓLEO USADO EM FRITURAS 29
2.4.1 A Reação de Transesterificação ...................................................................................32 2.4.2 Propriedades Físico-Químicas do Biocombustível .........................................................34
2.5 BIODEGRADAÇÃO E ARMAZENAGEM DO BIOCOMBUSTÍVEL 36
2.6 NORMALIZAÇÃO DO BIOCOMBUSTÍVEL 37
2.7 CARACTERÍSTICAS TÉCNICAS SOBRE O BIOCOMBUSTÍVEL 38
3 FLUXO DE CAIXA 40
3.1 CICLO DO FLUXO DE CAIXA 41
3.2 FATORES QUE AFETAM O FLUXO DE CAIXA 41
3.2.1 Dificuldades na Análise de Investimentos......................................................................41
10
3.3 DESEQUILÍBRIO FINANCEIRO 43
3.4 MÉTODO DO FLUXO DE CAIXA 44
3.5 INVESTIMENTO EMPRESARIAL 44
3.5.1 Métodos de Análise ......................................................................................................44 3.5.2 Taxa de Retorno Contábil .............................................................................................45 3.5.3 Tempo de Retorno (“Payback”).....................................................................................45 3.5.4 Valor Presente Líquido .................................................................................................46 3.5.5 Taxa Interna de Retorno (TIR) ......................................................................................46
4 EFICIÊNCIA DO BIOCOMBUSTÍVEL EM UM GRUPO MOTOR GERADOR 48
4.1 TEORIA FUNDAMENTADA 48
4.2 O DESEMPENHO DO MOTOR 49
4.2.1 Influências no Óleo Lubrificante e Depósitos de Carbono ..............................................50 4.2.2 Atraso na Ignição .........................................................................................................52 4.2.3 Cuidados na Manutenção Mecânica do GMG................................................................54 4.2.4 Plano de Manutenção Preventiva Diária........................................................................55 4.2.5 Licenciamento Ambiental para o Uso do GMG ..............................................................56 4.2.6 Armazenamento de Óleo Combustível ..........................................................................57
4.3 CONCLUSÕES ACERCA DA EFICIÊNCIA DO BIOCOMBUSTÍVEL EM UM GMG 57
5 ESTUDO DE CASO 59
5.1 CONTRATO DE ENERGIA SIEMENS – COPEL 60
5.2 LEVANTAMENTO DAS CARGAS DA ADC 61
5.3 ILUMINAÇÃO 61
5.3.1 Projetos de Iluminação do Campo de Futebol................................................................62 5.3.2 A Estrutura Material do Projeto .....................................................................................64
5.4 ESPECIFICAÇÃO DO GERADOR PARA A ADC 64
5.5 PROJETO PARALELO 66
6 ANÁLISE DA VIABILIDADE ECONÔMICA 67
6.1 ANÁLISE DA VIABILIDADE ECONÔMICA DA PRODUÇÃO E USO DO BIOCOMBUSTÍVEL NO BRASIL 67
6.1.1 Os Créditos de Carbono ...............................................................................................67 6.1.2 Análise de Sensibilidade à Variação dos Parâmetros Centrais.......................................70 6.1.3 Potencial dos Insumos para Produção de Biocombustível..............................................72
6.2 CUSTO OPERACIONAL EM GMG MAQUIGERAL 76
6.3 ANÁLISE ECONÔMICA 78
6.4 CUSTO DE UMA PLANTA PILOTO 80
7 CONCLUSÃO 84

11
8 REFERÊNCIAS 87
ANEXO A 91
ANEXO B 94
ANEXO C 97
12
1 INTRODUÇÃO
1.1 TEMA
A energia elétrica é fundamental para a sociedade moderna. Porém, o meio
para conseguí-la é tão importante quanto ela própria. A poluição ambiental e o
esgotamento dos combustíveis não renováveis vêm fazendo com que a comunidade
científica busque outras fontes de combustíveis. O engenheiro eletricista também
poderá exercer este papel.
Os problemas que o setor energético vem enfrentando são refletidos em
“apagões” e na falta de confiabilidade no fornecimento de energia elétrica. A
utilização de pequenos grupos geradores atuando como geradores independentes já
fazem parte da realidade de qualquer sistema que não possa ser interrompido pela
falta de alimentação de energia.
Portanto, as fontes alternativas, cada vez mais, ganham importância na
geração de energia elétrica, buscando um equilíbrio entre o meio ambiente e a
sociedade. Já existem alguns projetos de utilização do biocombustível virgem,
obtidos a partir de plantas oleaginosas para geração de energia em comunidades
isoladas, como por exemplo, na Bahia e na Amazônia, criando assim comunidades
auto-sustentáveis em energia elétrica. Uma vez que estas estarão perto das
plantações das respectivas plantas típicas, de onde se originam os óleos vegetais,
gerando com isso emprego e subsistência da comunidade local. O biocombustível
virgem também pode ser utilizado como combustível veicular, substituindo
totalmente o diesel mineral, ou como parte de sua composição. Alguns testes foram
feitos em ônibus na própria cidade de Curitiba - PR.
Já existe um projeto chamado Programa Brasileiro de Biocombustíveis,
coordenado pelo Ministério da Ciência e Tecnologia, estabelecido pela portaria MCT
nº 702 de 10/2002, com incentivo do governo federal para a criação de centros de
referência para estudo e testes do biocombustível e desenvolvimento de tecnologia
para o uso do mesmo. Num futuro próximo, poderá haver programas semelhantes
ao extinto pró-alcool.
13
Neste momento, temos a oportunidade de buscar recursos para tornar o
Brasil independente das importações de diesel refinado ou de petróleo cru para ser
refinado. É só o Brasil optar por essa situação. Como ocorreu em 1930, atualmente
o mundo se depara com tremendas pressões políticas e econômicas criando
desafios semelhantes. A sociedade brasileira precisa somente olhar para o centro
das decisões em Brasília para ver como essas decisões estão sendo tomadas. É
hora de decisões, e qualquer pequena ação, pode resultar num grande impacto. O
biocombustível está na arena política e econômica, além de representar uma
importante gama no processo de consolidação dos combustíveis alternativos através
da conscientização da opinião pública.
A Associação Desportiva Classista da Siemens (ADC) é uma entidade sem
fins lucrativos, mantida e administrada pelos próprios funcionários. São atividades
regulares: torneios esportivos, escolinha de futebol e jogos de confraternização.
Porém, enfrenta-se um problema sério: manter suas contas em dia sem o auxílio da
própria Siemens.
Além disso, todos os benefícios que a ADC gera são integralmente dos
funcionários da Siemens. Por tanto, há uma forte razão social nas atividades
desenvolvidas neste ambiente.
O consumo energético gerado pela ADC atualmente não recai em custo muito
elevado, ou seja, um mil e quinhentos Reais por mês. Porém, existem três campos
de grama que não possuem iluminação noturna para não acarretar mais gastos.
Como existe apenas um CNPJ para a ADC Siemens, não há como criar uma entrada
de energia separada. Assim, a ADC paga seu consumo para a Siemens através de
uma medição interna.
O expediente normal dos associados acaba por volta das 17:30 hs. No
entanto, é a partir deste horário que as quadras seriam utilizadas durante a semana.
É também nesta hora que a energia passa a custar mais caro para os consumidores
do grupo A.
14
1.2 JUSTIFICATIVA
A conexão entre o uso da energia e a degradação ambiental não é nenhuma
surpresa. Existem inúmeros exemplos que mostram isso e quase sempre os maiores
problemas se relacionam com o uso de combustíveis fósseis e com a escassez e
alto custo destes. Sendo a produção de eletricidade responsável por
aproximadamente um terço do consumo de energia primária mundial e com
tendências a expandir nas próximas décadas, fica evidente a necessidade de ações
neste setor para a minimização dos impactos ambientais e busca de novas fontes.
Neste cenário, o biocombustível reciclável tem sido considerado por muitos como
uma das alternativas para um futuro predomínio do uso de energia “limpa”.
O óleo de cozinha, depois de utilizado para este fim, geralmente é jogado
fora. Reaproveitando o óleo, este deixaria de ser despejado na rede de esgoto, o
que colaboraria muito com o meio ambiente.
Este óleo reciclado teria também um custo bem menor que um óleo virgem ou
qualquer outro tipo de combustível, o que acarretaria numa diminuição substancial
no custo final da energia, possibilitando um crescimento de novas unidades a serem
alimentadas na Associação Desportiva da Siemens - Curitiba.
Neste caso a utilização de um gerador a biocombustível reciclável pode vir a
tornar-se uma solução viável, sendo o mesmo utilizado para o óleo diesel mineral,
com pequenas modificações. Isto resulta numa diminuição no custo final do projeto
por não se tratar de geradores fora do padrão. O gerador funcionaria no horário de
ponta do consumo de energia que, para a Copel, é considerado das 18hs às 21hs
(ou 19hs às 22hs no horário de verão), o que já seria uma grande vantagem,
sabendo-se que o custo de energia é bem mais caro neste horário.

15
1.3 OBJETIVO GERAL
Analisar a viabilidade técnica e econômica da implementação de um gerador
a biocombustível reciclável em uma instalação de cargas de iluminação.
1.3.1 Objetivos Específicos
Tendo em vista o Objetivo Geral apresentado, segue os itens específicos:
? elaborar um projeto luminotécnico que atenda às necessidades de iluminação
das quadras de futebol;
? obter o levantamento das cargas instaladas em toda a ADC para
posteriormente fazer uma análise de quanto possa vir a aumentar o consumo
com a instalação da iluminação dos campos;
? especificar um grupo motor gerador que seja capaz de suprir a demanda
(adequando-o para funcionar com o biocombustível, se necessário);
? procurar a melhor forma e o local para a instalação do gerador, evitando criar
impactos como poluição sonora, visual e ambiental;
? fazer um estudo da viabilidade econômica da implantação do sistema de
geração apresentado;
? analisar os pontos positivos e negativos desta solução para a ADC.
16
1.4 METODOLOGIA
A metodologia é o Estudo de Caso e o método de Fluxo de Caixa para a
análise de viabilidade econômica-financeira, sob a ótica da Economia Ambiental.
Para a concretização da proposta apresentada, pretende-se inicialmente obter
informações do contrato de fornecimento de energia elétrica entre a Siemens e a
Copel e das faturas.
Com relação a adaptações no projeto para a instalação da iluminação nos
campos da ADC, já foram feitos alguns contatos com o engenheiro responsável da
empresa.
A pesquisa dos geradores será feita por meio de catálogos, bem como
consultas a profissionais da área. A escolha do local a ser instalado será estudada
junto ao departamento técnico responsável da Siemens. Com relação ao
combustível, o co-orientador do Departamento Acadêmico de Química e Biologia do
CEFET-PR estará auxiliando o projeto.
Uma análise de custo que a ADC teria com a energia gasta em horário de
ponta será feita. Posteriormente, pretende-se comparar o provável gasto que a
instalação do GMG acarretaria, bem como a amortização de uma provável
implantação do mesmo, procurando concluir se pode ou não ser viabilizada
econômica e tecnicamente a concretização da proposta.
17
2 REFERENCIAL TEÓRICO
2.1 O BIOCOMBUSTÍVEL
O biocombustível é caracterizado como um combustível renovável, não
poluente, ambientalmente correto, além de poder ser fabricado totalmente no Brasil.
Na primeira utilização do óleo vegetal em motores a combustão interna,
Rudolf Diesel, criador dos motores do ciclo diesel, utilizou óleo vegetal de amendoim
em 1900.
Para utilizar óleo vegetal em um motor comum do ciclo diesel sem
necessidade de adaptações no motor, é preciso submeter o óleo original a um
processo químico, denominado de transesterificação. A reação de transesterificação
é a etapa da conversão, propriamente dita, do óleo ou gordura, em ésteres metílicos
ou etílicos de ácidos graxos, que constitui o biodiesel. Um dos principais objetivos
desta reação é baixar a viscosidade do óleo a valores próximos ao do diesel
convencional. A mistura de ésteres assim obtida é caracterizada como
“biocombustível”.
Nas décadas de 70 e 80, as tentativas relacionadas com o uso de
biocombustíveis não foram motivadas por questões ambientais. Estiveram muito
mais relacionadas com a criação de uma auto-suficiência de energia ou como
reforço para superar crises econômicas.
Na Argentina, nas referidas décadas, o acréscimo de uma certa porcentagem
de álcool na gasolina foi estimulado para reduzir os problemas sócio-econômicos
das províncias dependentes da produção de açúcar. Esta iniciativa, entretanto,
durou pouco tempo por causa da falta de adaptações dos motores para a mistura do
álcool na gasolina e por ferir interesses da indústria do petróleo (HUERGO, 1998).
Em finais da década de 90, a American Soybean Association (ASA) fez um
acordo com as cooperativas rurais e com a associação de processadores de
sementes para desenvolver o biocombustível. A empresa Nameco, produtora de
éster metílico de girassol aproveitado na produção de solvente, lançou o seu produto
como combustível embora sem receber nenhum subsídio. Este produto teve apenas
o perfil de um cultivo ecológico (HUERGO, 1998).
18
Em 1997, a Nicarágua desenvolveu um projeto para produzir biocombustível
com as sementes de plantas de uma espécie tropical venenosa denominada
Jatropha (Jatropha curcas L. Euphorbiacae). Trata-se de uma planta cultivada numa
vasta área das zonas tropicais e sub-tropicais muito resistente à seca. Devido a sua
alta produtividade, seu cultivo para fins industriais é bastante apropriado
(MITTELBACH; TRITHART, 1998).
O biocombustível vem sendo usado na Europa desde 1995, tanto como
aditivo no óleo diesel (França e Suécia) como para funcionar um motor (Alemanha,
Áustria e Itália). O combustível vegetal, misturado numa proporção de 5% ao óleo
diesel, ajuda a reduzir a emissão de partículas de enxofre. Os motores a óleo
vegetal possibilitam uma redução de 11% a 53% na emissão de monóxido de
carbono. Os gases de combustão do óleo vegetal não emitem dióxido de enxofre,
um dos causadores da chamada “chuva ácida”. Também age como lubrificante,
amenizando o desgaste da bomba injetora (MENCONI, 2000).
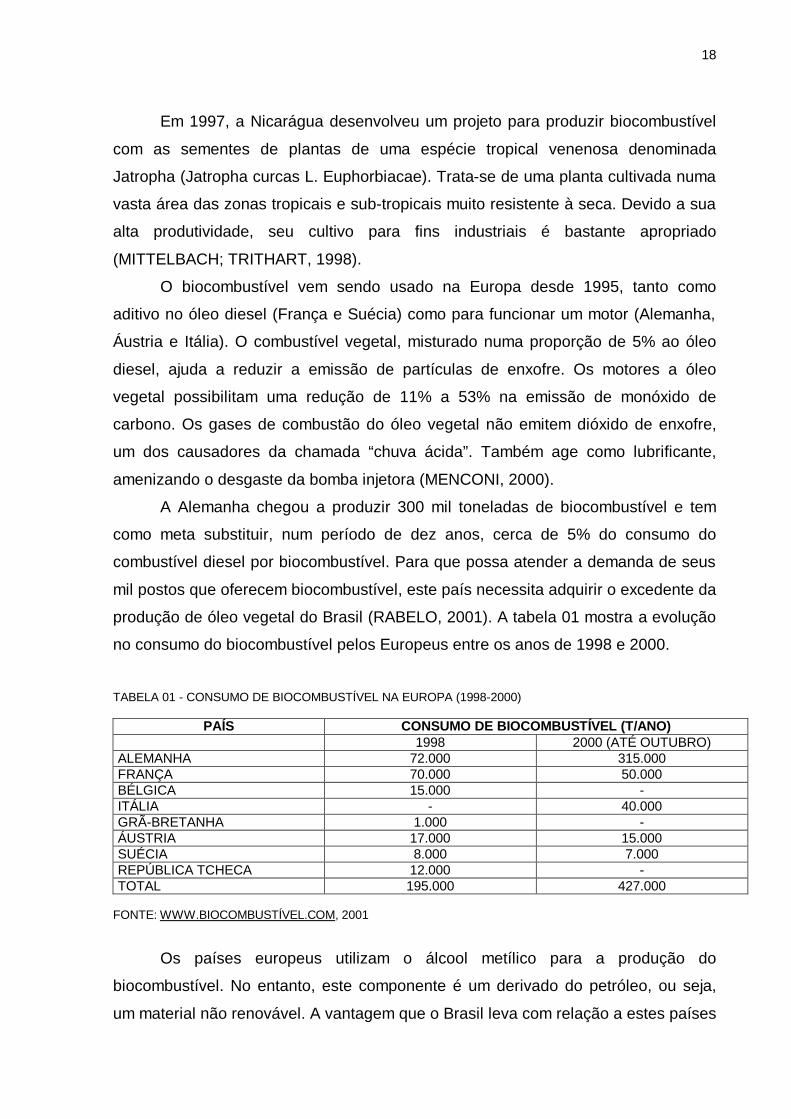
A Alemanha chegou a produzir 300 mil toneladas de biocombustível e tem
como meta substituir, num período de dez anos, cerca de 5% do consumo do
combustível diesel por biocombustível. Para que possa atender a demanda de seus
mil postos que oferecem biocombustível, este país necessita adquirir o excedente da
produção de óleo vegetal do Brasil (RABELO, 2001). A tabela 01 mostra a evolução
no consumo do biocombustível pelos Europeus entre os anos de 1998 e 2000.
TABELA 01 - CONSUMO DE BIOCOMBUSTÍVEL NA EUROPA (1998-2000)
PAÍS CONSUMO DE BIOCOMBUSTÍVEL (T/ANO) 1998 2000 (ATÉ OUTUBRO) ALEMANHA 72.000 315.000 FRANÇA 70.000 50.000 BÉLGICA 15.000 - ITÁLIA - 40.000 GRÃ-BRETANHA 1.000 - ÁUSTRIA 17.000 15.000 SUÉCIA 8.000 7.000 REPÚBLICA TCHECA 12.000 - TOTAL 195.000 427.000
FONTE: WWW.BIOCOMBUSTÍVEL.COM, 2001
Os países europeus utilizam o álcool metílico para a produção do
biocombustível. No entanto, este componente é um derivado do petróleo, ou seja,
um material não renovável. A vantagem que o Brasil leva com relação a estes países
19
é a de poder utilizar o álcool etílico (vindo da cana de açúcar), como sendo um
produto nacional e renovável (TECPAR, 2004).
Na década de 70 foi introduzido no Brasil (pelo Decreto nº 78.593) o
Programa Nacional do Álcool – Proálcool, visando não só contornar a crise
internacional de petróleo, como também assegurar a utilização do álcool produzido
pelo país. Em meados da década de 80, grande parte da frota de veículos no Brasil
era movida com motores de combustão a base de álcool etílico hidratado carburante.
E em 1993, tornou-se obrigatória (Lei n.º 8.723) a adição de 22% de álcool etílico à
gasolina comercializada em todo território nacional (FERREIRA, 1998).
Em dezembro de 1994, o governo federal brasileiro instituiu, por decreto
presidencial, o Programa de Desenvolvimento Energético de Estados e Municípios –
PRODEEM, coordenado pelo Ministério de Minas e Energias – MME. Este programa
tem por objetivo atender às localidades isoladas, não supridas de energia elétrica
pela rede convencional. O biocombustível poderia ser aproveitado, uma vez que é
uma fonte de energia renovável e que pode ser produzida por pequenas
comunidades locais, promovendo um desenvolvimento auto-sustentável social e
econômico das localidades beneficiadas com um programa deste tipo.
Algumas iniciativas de uso de biocombustível vêm sendo desenvolvidas no
Brasil com a finalidade de se obter dados comparativos sobre a eficiência dos
combustíveis, biocombustível e diesel convencional. Em Curitiba – PR efetuou-se
em 1999 um estudo patrocinado por uma empresa de ônibus coletivo. Durante os
ensaios, observou-se o comportamento específico da mistura, contendo 20% de
biocombustível dissolvido em diesel convencional (B2O) em um conjunto de 20
ônibus. Para se obter dados comparativos, 20 outros veículos semelhantes como
testes, foram alimentados com diesel convencional puro, transitando nas mesmas
condições (Agência de Notícias de 18 de novembro de 1999). A quilometragem rodada por estes ônibus ultrapassou a casa dos 100 mil km.
O desgaste no sistema de injeção foi irrelevante em relação aos benefícios
ambientais. A chamada “fumaça preta” do óleo diesel diminuiu em 32%, embora os
testes tenham revelado que o uso do biocombustível implicou num aumento de 5%
do consumo de combustível. Como o éster é um produto que ainda não se produz
no Brasil, o aumento de seu consumo representaria um impacto de 4,5% na tarifa do
transporte (RABELO, 2001).
20
A mistura de diesel convencional com 8% de álcool anidro em 2,6% de
biocombustível emulsificante (patenteado como AEP102), foi denominada de “diesel
aditivado” aqui em Curitiba. O gerente da Empresa de Urbanização de Curitiba
(URBS) relatou que este “diesel aditivado” reduz o índice de poluentes na atmosfera
em aproximadamente 42%, e, além disso, há a contribuição para a diminuição da
importação de petróleo. Este “diesel aditivado” foi usado durante 15 meses em dois
ônibus urbanos de uma outra empresa de coletivos de Curitiba. O impacto na tarifa
foi estimado em torno de 1,7% em decorrência do aumento de consumo de
combustível de 4,7%. Esta mistura tem a vantagem de usar o álcool, que é
produzido em grande quantidade no Estado do Paraná e que vem sendo objeto de
discussões devido à retirada dos subsídios federais que garantiam preços mais
competitivos no mercado (LAURINDO, 1998).
O Brasil é um dos grandes produtores mundiais de soja, cujos grãos fornecem
um óleo com excelentes qualidades. RYAN, DODGE e CALLAHAN (1984, p. 1618)
investigaram a eficiência na combustão de um motor ciclo diesel para diversos óleos
vegetais e verificaram que o óleo proveniente da soja ofereceu maior eficiência
quando comparado aos oriundos de girassol, algodão e amendoim.
Estudos do uso de combustíveis alternativos no Brasil vêm sendo
desenvolvidos pela Fundação de Tecnologia Industrial (NUTEC) da Universidade
Federal do Ceará e pela Universidade do Rio de Janeiro. Estas pesquisas visam a
implantação e difusão de um programa do uso da mistura de 20% do biocombustível
proveniente das sementes de mamona e de 80% de diesel. A mamona está
adaptada à região (Nordeste e Sudeste) e pode ser plantada, dentre outros lugares,
nos espaços do plantio do feijão caupi. A Nutec está concluindo uma usina piloto
que irá produzir 2.000 a 3.000 litros por dia do combustível (KORMANN, 2001).
O governo do Estado da Bahia criou um Programa Pró-Dende (decreto n. º
3.270 de 07/12/1989), a fim de que este estado se tornasse o primeiro produtor
nacional com 30 mil toneladas de óleo por hora. A cultura do dendê iria contribuir de
maneira decisiva para o desenvolvimento sustentável da região (TORRES, 2000).
Quando se cogita a utilização de sementes oleaginosas na produção de
biocombustíveis, uma fonte de energia renovável, muitas vezes não se avaliam seus
custos e seus benefícios. As operações das fábricas e de atividades paralelas
promoveriam juntas o aumento do número de empregos, com valores agregados

21
relevantes e, conseqüentemente, a ampliação da própria base tributária (HAYES,
1995).
Segundo o economista agrícola HAYES (1995) da Universidade Estadual de
Iowa (Estados Unidos) a indústria do biocombustível traria os seguintes benefícios
para o Estado:
? aumento em sua arrecadação, advindo do crescimento da produção do óleo
vegetal (o que eleva ligeiramente os preços dos grãos vendidos pelos
agricultores aos processadores de semente);
? aumento da renda do Tesouro do Estado (sob a forma de receita, vendas e
impostos corporativos) com o crescimento no setor de serviços gerados pelas
indústrias de processamento de sementes. Para cada dólar produzido na
indústria gera-se um dólar e meio no setor de serviços;
Ainda, conforme HAYES (1995), os investimentos nas fábricas de
biocombustível não tem um impacto significativo no custo geral de sua produção,
pois a matéria-prima representa aproximadamente 75 a 80% do custo e podem ser
escalonados de acordo com as condições regionais. A utilização de biocombustível
nas frotas de veículos oficiais do Estado de Iowa (para o que seria necessária à
fabricação de dezenove milhões de litros de biocombustível) teria uma arrecadação
tributária maior do que os custos.
Um estudo econômico realizado por WEBER (1993), indicou que o
biocombustível, produzido num sistema baseado em comunidades ou cooperativas,
tem o potencial de ser competitivo economicamente, em escalas industriais. De
modo geral, essa afirmação só pode ser verdadeira em localidades específicas. Para
que esse conceito seja implementado, um grande número de produtores precisa
fazer parte da comunidade.
2.2 OBTENÇÃO DO BIOCOMBUSTÍVEL
Para a obtenção de biocombustível, a reação de transesterificação de óleos
vegetais com álcoois de cadeias curtas pode ser realizada tanto em meio ácido
quanto em meio básico. A reação de síntese, geralmente empregada a nível
industrial, utiliza a razão molar óleo: álcool de 1:6 em 0,4% de hidróxido de sódio ou
de potássio, porque o meio básico apresenta melhor rendimento e menor tempo de

22
reação do que o meio ácido. Por outro lado, o excesso de agente transesterificante
(álcool), faz-se necessário devido ao caráter reversível da reação (CEFET-PR,
2004).
Embora os primeiros testes da utilização de biocombustível como combustível
alternativo datem do início deste século, sua comercialização ainda apresenta
alguns gargalos tecnológicos. Por exemplo, um dos principais problemas técnicos
está relacionado com a qualidade de ignição em relação ao diesel convencional.
Entretanto, aminas e amidas terciárias de ácidos graxos são mais eficientes que os
ésteres e podem corrigir essa deficiência, quando utilizados como aditivos (CEFET-
PR, 2004).
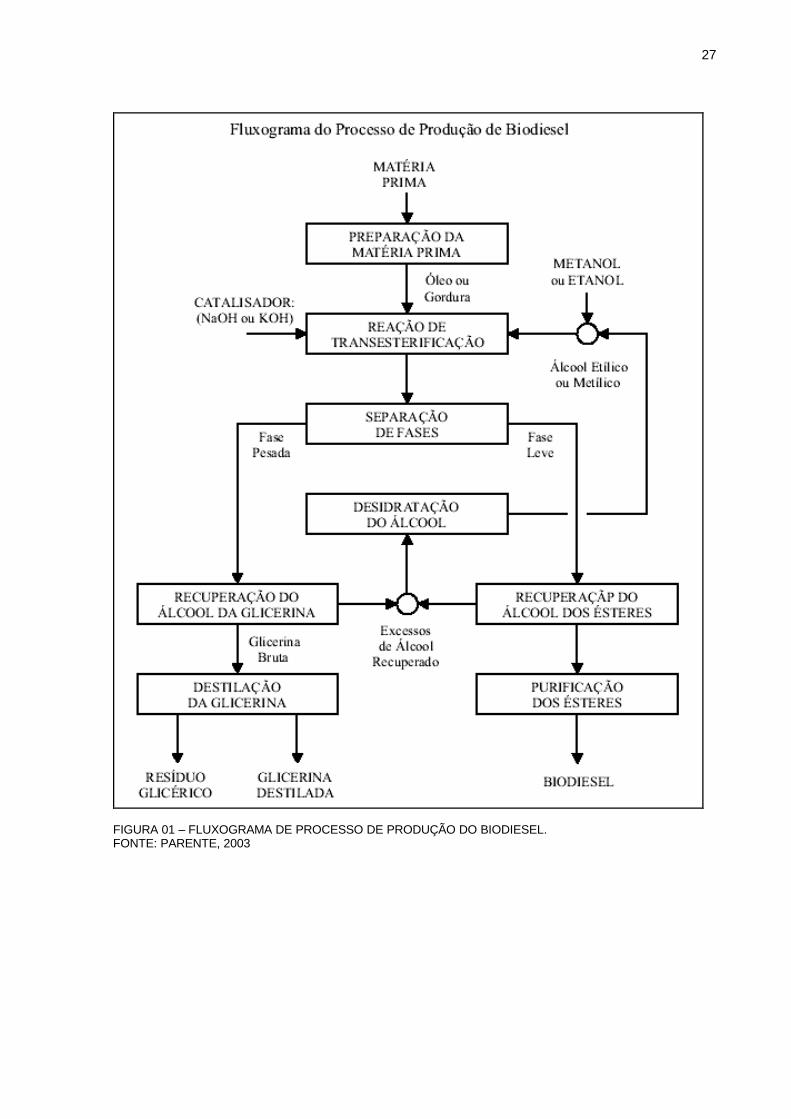
O processo de produção de biocombustível, partindo de uma matéria-prima
graxa qualquer, envolve as etapas operacionais mostradas no fluxograma adiante
exposto.
A seguir serão comentadas, de forma sumária, as etapas de produção de
biocombustível.
2.2.1 Preparação da Matéria Prima
Os procedimentos concernentes à preparação da matéria-prima para a sua
conversão em biocombustível visam criar as melhores condições para a efetivação
da reação de transesterificação, com a máxima taxa de conversão.
Em princípio, é necessário que a matéria-prima tenha o mínimo de umidade e
de acidez, o que é possível submetendo-a a um processo de neutralização, através
de uma lavagem com uma solução alcalina de hidróxido de sódio ou de potássio,
seguida de uma operação de secagem ou desumidificação. As especificidades do
tratamento dependem da natureza e condições da matéria graxa empregada como
matéria-prima (PARENTE, 2003).
2.2.2 Reação de Transesterificação
A reação de transesterificação é a etapa da conversão, propriamente dita, do
óleo ou gordura, em ésteres metílicos ou etílicos de ácidos graxos, que constitui o
biodiesel. A reação pode ser representada pela seguinte equação química:

23
Óleo ou Gordura + Metanol ? Ésteres Metílicos + Glicerol
ou
Óleo ou Gordura + Etanol ? Ésteres Etílicos + Glicerol
A primeira equação química representa a reação de conversão, quando se
utiliza o metanol (álcool metílico) como agente de transesterificação, obtendo-se,
portanto, como produtos os ésteres metílicos que constituem o biocombustível, e o
glicerol (glicerina).
A segunda equação envolve o uso do etanol (álcool etílico), como agente de
transesterificação, resultando como produto o biocombustível ora representado por
ésteres etílicos, e a glicerina.
Ressalta-se que, sob o ponto de vista objetivo, as reações químicas são
equivalentes, uma vez que os ésteres metílicos e os ésteres etílicos têm
propriedades equivalentes como combustível, sendo ambos considerados
biocombustíveis.
As duas reações acontecem na presença de um catalisador, podendo ser
empregado tanto o hidróxido de sódio (NaOH) quanto o hidróxido de potássio (KOH),
usados em diminutas proporções. A diferença entre eles, com respeito aos
resultados na reação, é muito pequena. No Brasil o hidróxido de sódio é muito mais
barato que o hidróxido de potássio. Pesando as vantagens e desvantagens é muito
difícil decidir qual o catalisador mais recomendado. Dessa forma, por prudência,
essa questão deverá ser remetida para o caso concreto.
Sob o ponto de vista técnico e econômico, a reação via metanol é muito mais
vantajosa que a reação via etanol. O quadro comparativo, apresentado a seguir,
evidencia as vantagens da rota metílica sobre a rota etílica.
24
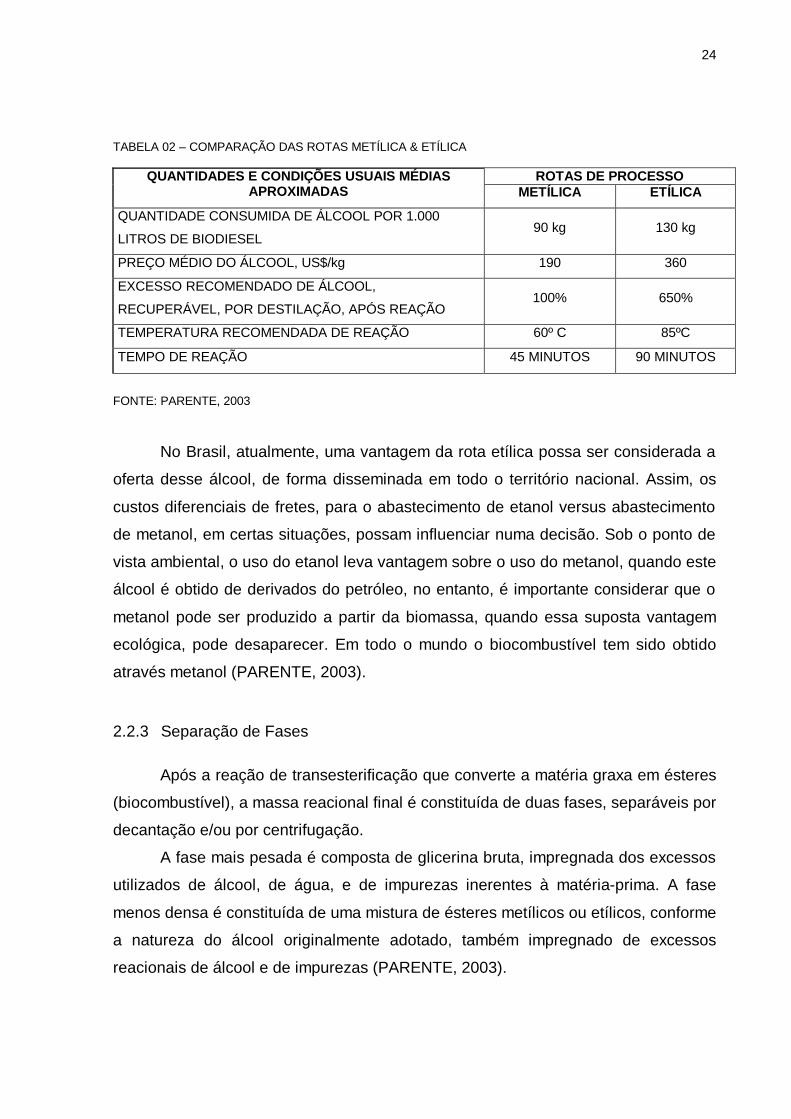
TABELA 02 – COMPARAÇÃO DAS ROTAS METÍLICA & ETÍLICA
ROTAS DE PROCESSO QUANTIDADES E CONDIÇÕES USUAIS MÉDIAS APROXIMADAS METÍLICA ETÍLICA
QUANTIDADE CONSUMIDA DE ÁLCOOL POR 1.000
LITROS DE BIODIESEL 90 kg 130 kg
PREÇO MÉDIO DO ÁLCOOL, US$/kg 190 360
EXCESSO RECOMENDADO DE ÁLCOOL,
RECUPERÁVEL, POR DESTILAÇÃO, APÓS REAÇÃO 100% 650%
TEMPERATURA RECOMENDADA DE REAÇÃO 60º C 85ºC
TEMPO DE REAÇÃO 45 MINUTOS 90 MINUTOS
FONTE: PARENTE, 2003
No Brasil, atualmente, uma vantagem da rota etílica possa ser considerada a
oferta desse álcool, de forma disseminada em todo o território nacional. Assim, os
custos diferenciais de fretes, para o abastecimento de etanol versus abastecimento
de metanol, em certas situações, possam influenciar numa decisão. Sob o ponto de
vista ambiental, o uso do etanol leva vantagem sobre o uso do metanol, quando este
álcool é obtido de derivados do petróleo, no entanto, é importante considerar que o
metanol pode ser produzido a partir da biomassa, quando essa suposta vantagem
ecológica, pode desaparecer. Em todo o mundo o biocombustível tem sido obtido
através metanol (PARENTE, 2003).
2.2.3 Separação de Fases
Após a reação de transesterificação que converte a matéria graxa em ésteres
(biocombustível), a massa reacional final é constituída de duas fases, separáveis por
decantação e/ou por centrifugação.
A fase mais pesada é composta de glicerina bruta, impregnada dos excessos
utilizados de álcool, de água, e de impurezas inerentes à matéria-prima. A fase
menos densa é constituída de uma mistura de ésteres metílicos ou etílicos, conforme
a natureza do álcool originalmente adotado, também impregnado de excessos
reacionais de álcool e de impurezas (PARENTE, 2003).

25
2.2.4 Recuperação do Álcool da Glicerina
A fase pesada, contendo água e álcool, é submetida a um processo de
evaporação, eliminando-se da glicerina bruta esses constituintes voláteis, cujos
vapores são liquefeitos num condensador apropriado.
2.2.5 Recuperação do Álcool dos Ésteres
Da mesma forma, mas separadamente, o álcool residual é recuperado da
fase mais leve, liberando para as etapas seguintes, os ésteres metílicos ou etílicos.
2.2.6 Desidratação do Álcool
Os excessos residuais de álcool, após os processos de recuperação, contêm
quantidades significativas de água, necessitando de uma separação. A desidratação
do álcool é feita normalmente por destilação.
No caso da desidratação do metanol, a destilação é bastante simples e fácil
de ser conduzida, uma vez que a volatilidade relativa dos constituintes dessa mistura
é muito grande, e ademais, inexiste o fenômeno da azeotropia1 para dificultar a
completa separação.
Diferentemente, a desidratação do etanol, complica-se em razão da
azeotropia, associada à volatilidade relativa não tão acentuada como é o caso da
separação da mistura metanol – água.
2.2.7 Purificação dos Ésteres
Os ésteres deverão ser lavados por centrifugação e desumidificados
posteriormente, resultando finalmente o biocombustível, o qual deverá ter suas
características enquadradas nas especificações das normas técnicas estabelecidas
para o biocombustível como combustível para uso em motores do ciclo diesel.
1 Azeotropia: fenômeno que não permite separar o álcool da água por destilação, clássico exemplo onde duas substâncias puras se comportam como única, ou seja se comportam como se fossem substâncias puras em relação a ebulição, a temperatura se mantém inalterada do início ao fim da ebulição.

26
2.2.8 Destilação da Glicerina
A glicerina bruta, emergente do processo, mesmo com suas impurezas
convencionais, já constitui o subproduto rentável. No entanto, o mercado é muito
mais favorável à comercialização da glicerina purificada, quando o seu valor é
realçado.
A purificação da glicerina bruta é feita por destilação a vácuo, resultando um
produto límpido e transparente, denominado comercialmente de glicerina destilada.
O produto de calda da destilação, ajustável na faixa de 10 a 15% do peso da
glicerina bruta, que pode ser denominado de “glicerina residual” ainda encontra
possíveis aplicações importantes, as quais estão sendo pesquisadas na TECBIO –
Tecnologias Bioenergéticas Ltda., e cujos resultados estão sendo considerados por
demais promissores.
27
FIGURA 01 – FLUXOGRAMA DE PROCESSO DE PRODUÇÃO DO BIODIESEL. FONTE: PARENTE, 2003
28
2.3 CARACTERÍSTICAS GERAIS DO BIOCOMBUSTÍVEL
O biocombustível apresenta algumas características físicas e químicas
parecidas com as do óleo diesel, como por exemplo: equivalência do índice de
cetano, maior viscosidade, maior ponto de inflamação, valor calórico um pouco
inferior, é menos poluente por apresentar ausência de enxofre, aromáticos, menos
emissão de fumaça e de monóxido de carbono. No entanto, o biocombustível
apresenta em torno de 10% a mais de gases NOx em relação ao óleo diesel. Os
gases NOx estão relacionados com a formação do ozônio troposférico e chuva ácida.
Mas, considerando a existência dos conversores catalíticos, este problema é
minimizado tendo em vista que os gases NOx podem ser transformados em N2 e
CO2.
A utilização de biocombustível no transporte rodoviário pesado oferece
grandes vantagens para o meio ambiente, principalmente em grandes centros
urbanos, tendo em vista que a emissão de poluentes é menor que a do óleo diesel.
A emissão de hidrocarbonetos proveniente da utilização de biocombustível de
óleo de soja é, de um modo geral, inferior ao diesel convencional. Por exemplo, em
motores turbinados que utilizam trocadores de calor para aquecer o ar de admissão
em baixas cargas, foi observada uma redução nominal de 40%. Por outro lado, ao
serem comparadas as emissões de fumaça provenientes dos óleos diesel e vegetal
transesterificado, verificou-se nitidamente que os menores índices corresponderam
ao consumo de óleo transesterificado, principalmente acima de 4000 rpm. No caso
da combustão do biocombustível, acredita-se que a emissão de aldeídos pode
atingir valores de 5 a l0 vezes maiores que os obtidos na combustão do diesel.
Apesar disso, o número de mutações no teste de Ames foi em media três vezes
menor para o óleo vegetal do que para o óleo diesel.
O odor proveniente da queima dos ésteres de óleo vegetal, sensivelmente
diferente daquele do óleo diesel, tem sido considerado como aceitável por algumas
pessoas e enjoativo por outras. Por outro lado, a ausência de enxofre confere ao
biocombustível uma grande vantagem, pois elimina a emissão de gases de enxofre
(SO2) que ocorre no escape dos motores a diesel (MATEOS, 2004).
29
A seguir, será abordado mais especificamente o biocombustível reciclado a
partir de óleo de fritura.
2.4 BIOCOMBUSTÍVEL DE ÓLEO USADO EM FRITURAS
O biocombustível proveniente de óleo vegetal usado em fritura é obtido
através de reciclagem. A reciclagem de um modo geral vem mostrando-se
necessária e vantajosa. Empresas certificadas com ISO 14.000 precisam dar
destinos adequados aos resíduos, no mínimo por questões ambientais.
Algumas empresas do ramo alimentício vendem o óleo usado
(aproximadamente R$ 0,05/litro) para a produção de sabão, processo que pode ser
conjugado com a obtenção do biocombustível, massa de vidraceiro, e
impropriamente aproveitado para a fabricação de ração animal. Os animais que se
alimentam dessas rações são impróprios para o consumo humano, pois experiências
com cobaias mostram que a ingestão dessas gorduras oxidadas traz como
conseqüência um aumento de perioxidação dos cromossomos (LIMA, 2000).
Porém, grande parte deste óleo de fritura não é coletado e acaba sendo
descartado na rede de esgoto ou diretamente no solo. Segundo o Centro de Saúde
Ambiental da Prefeitura Municipal de Curitiba, estima-se que somente nos
restaurantes industriais da cidade de Curitiba e região metropolitana, são
descartadas por mês aproximadamente 100 toneladas desse resíduo no meio
ambiente (COSTA NETO; 2000).
A viabilização econômica de um programa de coleta destes óleos a nível
residencial pode encontrar em Curitiba um começo. A cidade já opera programas
pioneiros na reciclagem de resíduos urbanos. A população está cada vez mais
consciente da necessidade de reciclar e preservar o meio ambiente e os recursos
naturais. Bastaria um maior conhecimento das características físico-químicas dos
óleos vegetais usados em fritura e também uma padronização do produto destes
óleos.
Quanto à emissão de poluentes a partir de biocombustível de óleo usado em
frituras, MITTELBACH (1988) observou que os níveis de hidrocarbonetos, monóxido
de carbono e materiais particulados foram inferiores ao diesel. No teste com motor
estacionário e principalmente, com o motor em movimento, houve redução de 50%
desses poluentes. Embora a emissão de gases nitrogenados tenha sido superior, tal

30
comportamento não foi diferente daquele observado para outros tipos de ésteres,
provenientes de matérias-primas não utilizadas previamente em frituras.
A emissão de hidrocarbonetos e compostos policíclicos aromáticos foi
também analisada. Os principais compostos policíclicos aromáticos presentes nas
emissões foram o fluoranteno e o pireno, que constituíram cerca de 70% do total
analisado. Porém, foi também detectada a presença de outros componentes
minoritários, sendo que alguns deles apresentam atividade biológica comprovada.
No que tange a estes compostos, as emissões oriundas do biocombustível de óleo
de fritura foram aproximadamente 28% superiores às do óleo diesel. Mas, de acordo
com os autores, não atingiram níveis considerados como críticos pela legislação
européia (MITTELBACH, 1999).
O aspecto econômico deve ser visto de forma ampla, não apenas pelo valor
volumétrico do biocombustível, mas pelos valores agregados ao mesmo. Empregos
seriam gerados, haveria redução de despejos destes resíduos no ambiente, bem
como reduziria a emissão de poluentes pelos motores, melhorando a qualidade de
vida e gerando divisas (SILVA, 1997).
O óleo usado em frituras de alimentos (OUF) passará a fazer parte do ciclo
descrito na figura 02 (RABELO, 2001).

31
FIGURA 02 – CICLO BIOCOMBUSTÍVEL FONTE: RABELO, 2001 – ADAPTADA.
Onde:
a) A reação de transesterificação com álcool metílico utiliza como matéria-prima
o óleo usado em fritura e dá como produto principal o biocombustível e como
subproduto à glicerina, o biocombustível – éster metílico de óleo usado em
fritura de alimento (BOUF) – é então utilizado em motores de combustão
interna.
b) Na combustão o motor consome oxigênio e libera dióxido de carbono, água e
energia na forma de calor.
c) As plantas oleaginosas utilizam o dióxido de carbono, água e energia solar
para crescer produzindo carboidrato e óleo.
d) O óleo é extraído e utilizado como meio de transferência de calor para
cozimento de alimentos diversos. Suas qualidades se perdem com o tempo
de utilização e ao invés de ser descartado para o meio ambiente, serve de
matéria-prima para a reação de transesterificação, fechando assim o ciclo.
32
2.4.1 A Reação de Transesterificação
O biocombustível é definido quimicamente como um éster de ácido graxo de
cadeia longa derivada de fontes de lipídios renováveis, como óleos vegetais ou
gorduras animais.
Os ésteres são formados a partir de reações mais freqüentemente
observadas entre álcoois e ácido carboxílicos, denominados de esterificação. Os
ésteres também podem ser obtidos através de processos químicos que envolvem
álcoois e outros ésteres. Sínteses desse tipo são denominadas de reações de
“transesterificação”, sendo esse o processo observado na obtenção do
biocombustível utilizado nesse trabalho, para análise de seu desempenho como
combustível parcial e total.
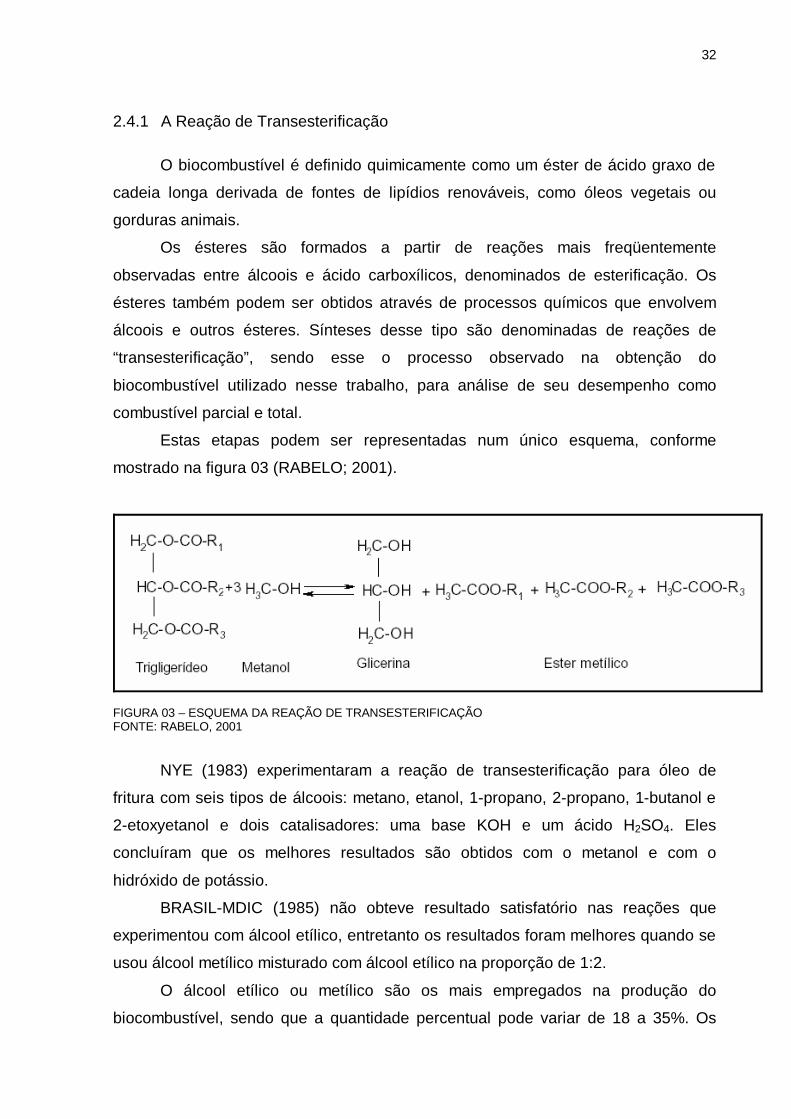
Estas etapas podem ser representadas num único esquema, conforme
mostrado na figura 03 (RABELO; 2001).
FIGURA 03 – ESQUEMA DA REAÇÃO DE TRANSESTERIFICAÇÃO FONTE: RABELO, 2001
NYE (1983) experimentaram a reação de transesterificação para óleo de
fritura com seis tipos de álcoois: metano, etanol, 1-propano, 2-propano, 1-butanol e
2-etoxyetanol e dois catalisadores: uma base KOH e um ácido H2SO4. Eles
concluíram que os melhores resultados são obtidos com o metanol e com o
hidróxido de potássio.
BRASIL-MDIC (1985) não obteve resultado satisfatório nas reações que
experimentou com álcool etílico, entretanto os resultados foram melhores quando se
usou álcool metílico misturado com álcool etílico na proporção de 1:2.
O álcool etílico ou metílico são os mais empregados na produção do
biocombustível, sendo que a quantidade percentual pode variar de 18 a 35%. Os
33
catalisadores mais usados são o hidróxido de potássio (KOH) ou o hidróxido de
sódio (NaOH). Sua quantidade em massa vai depender da acidez do óleo de origem,
podendo variar de 0,5 a 2,5 gramas para cada 100 ml de óleo (ZAGONEL, 2000).
A rotação do agitador da mistura influencia o processo de obtenção do
biocombustível. A transesterificação metílica com óleo de soja se mostrou
significativamente mais rápida e mais eficiente quando efetuada num agitador a 600
rpm (rotações por minuto) omparada com 300 rpm (ALCANTARA; AMORES;
CANOIRA, 2000).
Outro fator que afeta o rendimento da reação de transesterificação de óleo
usado em frituras é a presença de água e ácidos graxos livres. O rendimento da
reação pode ser aprimorado se o óleo usado em fritura for submetido a um processo
simples de pré-tratamento para redução de seus teores de água e ácidos graxos
livres (ZAGONEL, 2000).
A reação de transesterificação também pode ser efetivada sem a presença de
nenhum catalisador, como experimentaram SAKA e KUSDIANA, (2001), usando
metanol em condições super críticas, temperatura de aquecimento entre 350 e 400
ºC, pressão entre 45 e 65 MPa (Mega Pascal) e proporção molar de 1 de óleo de
canola para 42 de metanol. A vantagem do método é que reduz o tempo de reação
para 240 segundos e simplifica o procedimento de purificação por não usar nenhum
tipo de catalisador.
Um tipo de processo mais recente que vem sendo pesquisado para se obter
ésteres de óleos e gorduras é através de enzimas. NASCIMENTO, COSTA NETO e
MAZZUCO (2001) experimentaram este processo enzimático de transesterificação
com seis tipos de lípases diferentes, variando também o tipo de óleo e a presença
ou não de solvente no processo. Este processo apresenta algumas vantagens em
relação ao processo químico, como facilidade de separação do catalisador,
obtenção de produtos de maior pureza, possibilidade de usar o etanol na reação,
porém tem algumas desvantagens como: longo tempo de reação e o custo das
enzimas.

34
2.4.2 Propriedades Físico-Químicas do Biocombustível
A densidade e a viscosidade são características comumente medidas entre os
combustíveis. Os valores de densidade e da viscosidade dos ésteres metílicos e
etílicos (biocombustível) variam conforme o tipo de óleo e processo de sua
obtenção.
Outra característica é o poder calorífico, que representa a quantidade de
energia contida em um quilograma de combustível. O diesel metropolitano possui
poder calorífico de 10.766 kcal/kg (PETROBRAS, 2001). O poder calorífico do éster
metílico proveniente de óleo de soja medido por MITTELBACH (1999) e CLARK
(1984) foi de 9.440 kcal/kg e 9.522 kcal/kg, respectivamente. Já o éster metílico de
óleo usado em frituras de alimentos tem o poder calorífico de 8.971 kcal/kg
(MITTELBACH, 1999).
O ponto de inflamabilidade e o ponto de ignição são mais duas propriedades
características dos combustíveis. O ponto de inflamabilidade representa a
temperatura na qual o óleo queima durante um tempo mínimo de 5 segundos. O
valor mínimo estabelecido pela ASTM - American Society for Testing and Materials -
para o biocombustível corresponde a 100 ºC.
O ponto de ignição (ou ponto de fulgor) indica a temperatura mínima na qual o
óleo forma com o ar uma mistura inflamável. Testes feitos no Southwest Research
Institute concluiram que o ponto de ignição das misturas de biocombustível aumenta
a medida que aumenta a porcentagem de biocombustível. Assim, tanto o
biocombustível puro (superior a 149 ºC) como suas misturas com diesel de petróleo
oferecem mais segurança de armazenagem, manuseio e utilização do que o
combustível diesel convencional.
A decomposição térmica do éster de óleo usado em fritura, analisado por
MITTELBACH e TRTTHART (1988), inicia-se em temperaturas próximas a 307 ºC,
enquanto o diesel a 189 ºC (Tabela 03). Essa diferença ocorre por causa da
estrutura insaturada dos óleos vegetais que formam compostos polimétricos durante
a reação química dos glicerídeos (BRASIL-MDIC, 1985a).
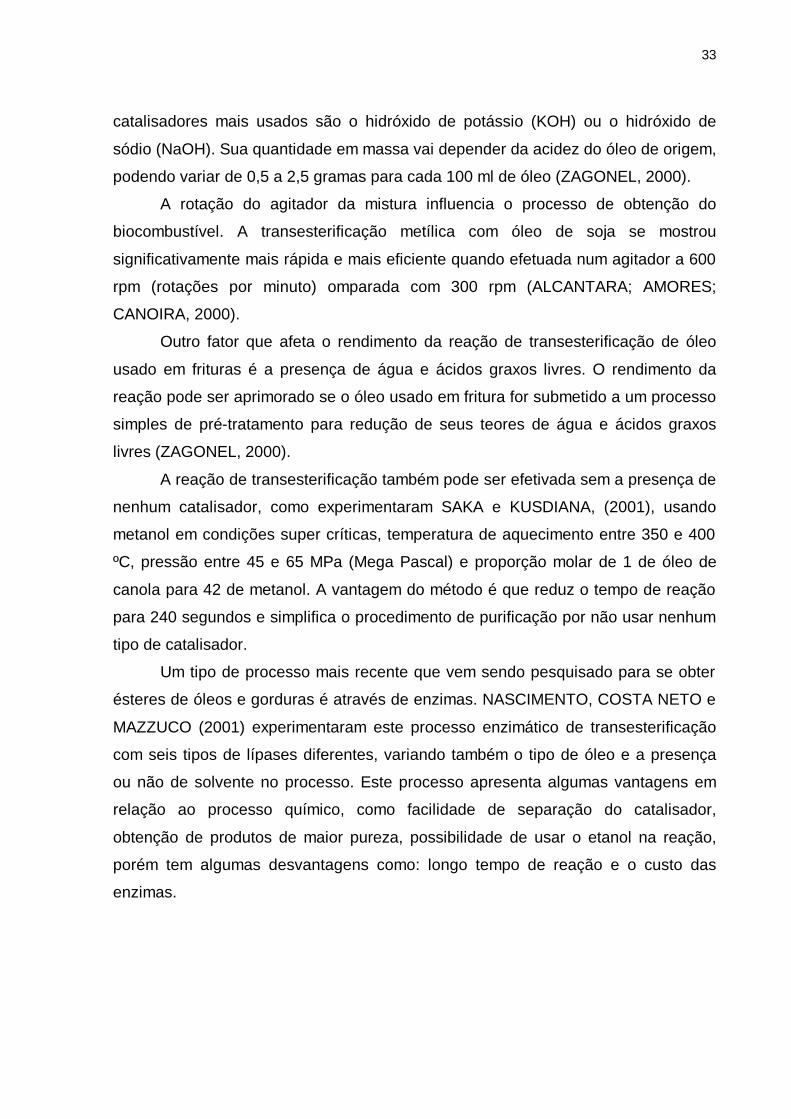
A tabela 03 compara as propriedades do diesel convencional com as
propriedades do biocombustível.
35
TABELA 03 – ESPECIFICAÇÕES DO DIESEL US-2D E DO ÉSTER METÍLICO DE ÓLEO USADO EM FRITURA.
ESPECIFICAÇÕES DO DIESEL US-2D E DO ÉSTER METÍLICO DE ÓLEO USADO EM FRITURA
PROPRIEDADE US-2D ÉSTER METÍLICO DE ÓLEO
USADO EM FRITURA
Densidade relativa a 15º C 0,849 0,888
Ponto de ebulição inicial (ºC) 189 307 (1%)
10% 220 319
20% 234 328
50% 263 333
70% 286 335
80% 299 337
90% 317 340
Ponto de ebulição final (ºC) 349 342 (95%)
Aromáticos (%.V/v)b 31,5 -
Índice de Cetanoc 46,1 44,6
Número de Cetanod 46,2 50,8
Proporção HCe 1,81 3,62f
Poder calorífico (MJ/kg) 42,30 37,50
FONTE: MILTTELBACH e TRITTHART apud RABELO, 2001
NOTAS:
a) ASTM D-86 análise de correlação para ASTM D-2887 b) ASTM D-1019, ácido oléico mais hidrocarbonetos. c) Este índice estima o número de cetano API a 50% de destilação, ASTM D-976. d) O número de cetano descreve a qualidade de ignição do diesel, ASTM D-613. e) Taxa de HC descreve o número médio de átomos de H/número de átomos de C. f) Cálculo do fator de carbono por %C, %H e %O.
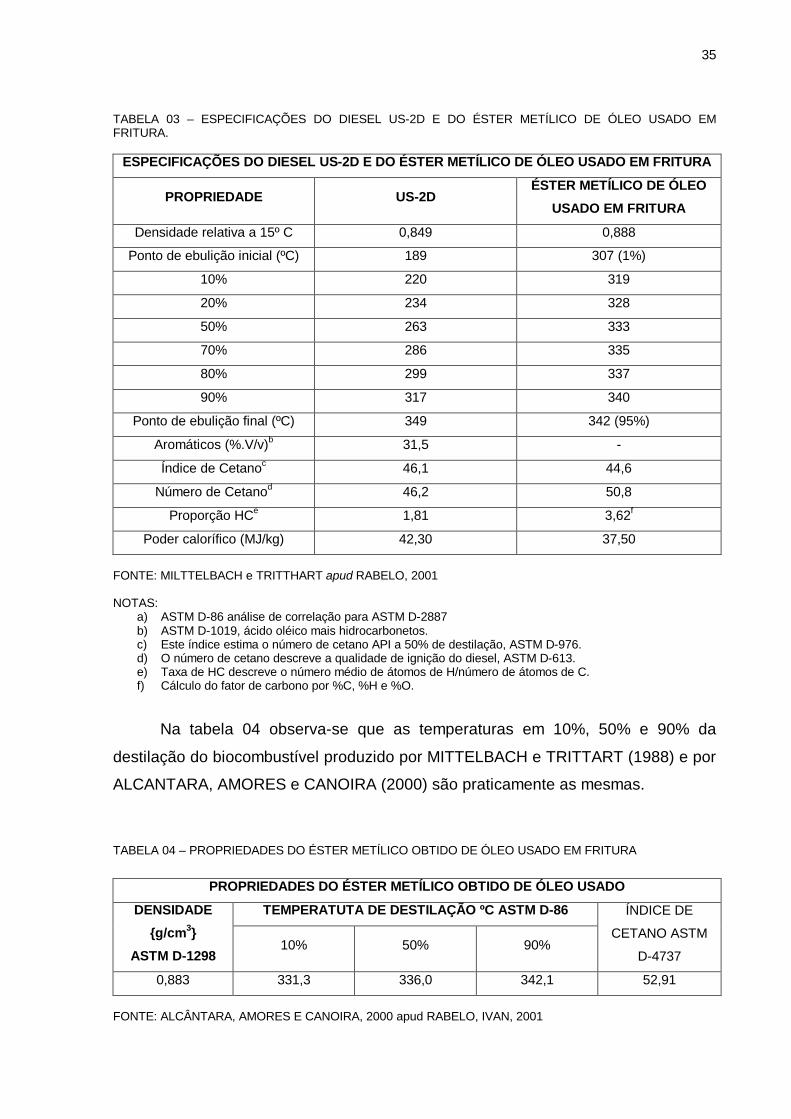
Na tabela 04 observa-se que as temperaturas em 10%, 50% e 90% da
destilação do biocombustível produzido por MITTELBACH e TRITTART (1988) e por
ALCANTARA, AMORES e CANOIRA (2000) são praticamente as mesmas.
TABELA 04 – PROPRIEDADES DO ÉSTER METÍLICO OBTIDO DE ÓLEO USADO EM FRITURA
PROPRIEDADES DO ÉSTER METÍLICO OBTIDO DE ÓLEO USADO
TEMPERATUTA DE DESTILAÇÃO ºC ASTM D-86 DENSIDADE
{g/cm3}
ASTM D-1298 10% 50% 90%
ÍNDICE DE
CETANO ASTM
D-4737
0,883 331,3 336,0 342,1 52,91
FONTE: ALCÂNTARA, AMORES E CANOIRA, 2000 apud RABELO, IVAN, 2001
36
O sistema de alimentação do motor sofre influência negativa do ponto de
névoa do combustível, principalmente quando o motor é acionado sob condições de
baixa temperatura. Como o ponto de névoa corresponde à temperatura inicial de
cristalização do óleo combustível, é preferível um ponto de névoa ou de cristalização
alto. Uma maneira de contornar o problema é o pré-aquecimento do óleo, que pode
ser feito através da própria água de arrefecimento do motor ou da sua diluição com
outros óleos insaturados. Segundo HANNA et al. (1996) as misturas de etanol com o
éster metílico reduzem a formação de cristais para a faixa de temperatura estudada
de 22 a -16 ºC. Também observaram que os ácidos graxos saturados e insaturados
não apresentam efeitos na temperatura de cristalização para a faixa de 22 a 0 ºC.
Entretanto, para temperaturas abaixo de 0 ºC, os ácidos graxos saturados
cristalizam muito mais rápido do que os não saturados.
Ponto de escorrimento é a temperatura mínima com a qual o diesel pode
escorrer por simples efeito da gravidade. Quando o diesel contém parafina, esta se
cristaliza com o abaixamento da temperatura e fica retida no filtro.
As misturas de ésteres com diesel, em diversas proporções, foram estudadas
e encontram-se numa publicação da Secretaria de Tecnologia Industrial BRASIL-
MDIC (1985b). Não houve problemas de compatibilidade, em temperaturas
superiores a 10 ºC, entretanto houve cristalização ou formação de turvação de éster
puro, quando em descanso por muito tempo e durante o inverno.
2.5 BIODEGRADAÇÃO E ARMAZENAGEM DO BIOCOMBUSTÍVEL
TICKEL (1999) realizou pesquisas comparativas de biodegradação do
biocombustível numa solução aquosa. Noventa e cinco por cento da amostra de
biocombustível degradou em 21 dias, enquanto o diesel degradou apenas 40%
neste mesmo período. O acréscimo de 20% de biocombustível ao diesel contribuiu
para uma degradação duas vezes maior.
O armazenamento de biocombustível em embarcações fluviais ou marítimas
passa a ser mais uma vantagem ecológica em relação ao diesel mineral. No entanto,
a deterioração do biocombustível estocado ainda é pouco conhecida.
THOMPSON et al. (1998) estudaram a extensão da deterioração dos ésteres
metílicos e etílicos de canola e observaram a estocagem em vidro e em aço
37
armazenados em ambiente fechado e ao ar livre durante 24 meses. A cada três
meses, amostras foram retiradas para medir valores de peróxidos, acidez,
viscosidade, densidade e poder calorífico. Com o tempo, os ésteres mostraram
acréscimos das propriedades observadas com exceção do poder calorífico, que
diminuiu. Conclui-se, utilizando um modelo matemático de regressão, que há
deterioração com o tempo. Testes de desempenho detectaram uma diminuição de
2% de potência para os dois tipos de ésteres, redução de 3,2% de fumaça para o
éster metílico e acréscimo de 17% para o éster etílico.
2.6 NORMALIZAÇÃO DO BIOCOMBUSTÍVEL
Na Europa a normalização dos padrões para o biocombustível é estabelecida
pelas Normas DIN 14214. Nos Estados Unidos a normalização emana das Normas
ASTM D-6751. As normas européias e americanas determinam valores para as
propriedades e características do biocombustível e os respectivos métodos para as
determinações. Tais características e propriedades são determinantes dos padrões
de identidade e qualidade do biocombustível, contemplados pelas normas ASTM e
DIN, são: Ponto de Fulgor, Teor de Água e Sedimentos, Viscosidade, Cinzas, Teor
de Enxofre, Corrosividade, Número de Cetano, Ponto de Névoa Resíduo de
Carbono, Número de Acidez, Teor de Glicerina Total, Teor de Glicerina Livre,
Temperatura de Destilação para 90% de Recuperação.
Os métodos de análise para biocombustível são os mesmo do diesel, com
exceção do Teor de Glicerinas Total e Livre, que o método de análise por
cromatografia gasosa é orientado pelas Normas ASTM D-6584.
No Brasil ainda não existe uma norma técnica própria para as especificações
do biocombustível, fato este que tem retardado a homologação do combustível. Nas
várias palestras e pronunciamentos realizados, a equipe da TECBIO tem sugerido a
adoção, mesmo que provisoriamente, de uma norma estrangeira, seja a DIN ou a
ASTM, para orientar a produção do biocombustível no Brasil. No entanto, o
academicismo, associado ao preciosismo brasileiro, tem retardado demasiadamente
a implementação de um programa nacional de biocombustível (PARENTE, 2003).
A tabela 05 a seguir detalha as características do biocombustível obtido
através da reutilização do óleo usado em frituras.

38
TABELA 05 – CARACTERÍSTICAS DO BIOCOMBUSTÍVEL DE ÓLEOS USADOS
ENSAIOS METÓDOS* ÓLEO VEGETAL
TRASESTERIFICADO
DNC
Cinza, %m,m ASTM D482 0.018 0,020 (max.)
Densidade a 20/4 ºC
Enxofre, mg/kg
ASTM D4052
ASTM D2622
0.8771
10
0,82-0,88
(Tipo B)
0,30G/100G
Lubricidade a 60 ºC, ? m ASTM D6079 131 450 (max.)
Número de Cetano ASTM D613 51 40 (min.)
PCS, kcal/kg ASTM D4809 9.366 10.370
PCI, kcal/kg Correlação 8.758 10.1000
Pto de Fluidez, ºC ASTM D97 0 -6
Pto de Entupimento, ºC IP 309 -3 2,0 A11
Pto de Fulgor, ºC ASTM D93 27 31 (DIESEL)
Pto de Névoa, ºC
Viscosidade Cinemática a 40 ºC,
mm2/s
ASTM D2500
ASTM D445
3
4,719
14
2 a 5,4
Acidez, mgKOH/g
Análise Elementar
Orgânica – CHN, %m
ASTM D664
ASTM D5291
Forte – ND
Fraca - ? 0,05
Carbono: 74,7
Hidrogênio: 12,0
Nitrogênio: -
-
0.140+-0.008
Carbono: 86
Hidrogênio:
13,4
Nitrogênio: -
Cor ASTM ASTM D1500 L 3,0
Aspecto VISUAL Amostra castanho escuro, turva e
isenta de água livre e partículas
em suspensão
FONTE: CEMPES, 2000 apud OLIVEIRA, 2001
* Métodos Internacionais para realização de testes e definições de padrões.
2.7 CARACTERÍSTICAS TÉCNICAS SOBRE O BIOCOMBUSTÍVEL
Pelas semelhanças de propriedades fluidodinâmicas e termodinâmicas, o
biocombustível e o diesel do petróleo possuem características de completa
equivalência, especialmente vistas sob os aspectos de combustibilidade em motores
do ciclo diesel.
Portanto, os desempenhos e os consumos são praticamente equivalentes, e
ainda não há necessidade de qualquer modificação ou adaptação dos motores para
funcionar regularmente com um ou com o outro combustível. Pela equivalência de
suas propriedades físico-químicas e como o biocombustível e o diesel mineral são

39
completamente miscíveis, as misturas de biocombustível com o diesel mineral
podem ser empregadas em qualquer proporção.
Pelo menos, são cinco as importantes vantagens adicionais do óleo diesel
vegetal sobre o óleo diesel do petróleo, que diferentemente do óleo mineral, o
biocombustível não contém enxofre, é biodegradável, não é corrosivo, é renovável e
não contribui para o aumento do efeito estufa. A tabela 06 demonstra
percentualmente estas vantagens.
TABELA 06 – EMISSÕES DE POLUENTES DAS MISTURAS
B100 B20 B10 B5 POLUENTE REDUÇÃO/ AUMENTO
PERCENTUAL (%)
GÁSES DO EFEITO ESTUFA (GEE) R 78 15 7,5 3,75
ENXOFRE R 98 19 9,5 4,95
MATERIAL PARTICULADO R 50 10 5 2,5
NOX A 13 2,5 1.3 0,65
FONTE: CENPES, 2000 apud OLIVEIRA, 2001
Um levantamento primário da oferta de óleos residuais de frituras, suscetíveis
de serem coletados (produção > 100 kg/mês), revela um valor da oferta brasileira
superior a 30.000 toneladas anuais (PARENTE, 2003).
Outro fator positivo para que o biocombustível de óleo de cozinha reciclado
seja direcionado a geração de energia é a potência dos motores a diesel. O
consumo de um motor de ônibus ou caminhão, por exemplo, é muito alto se
comparado a um gerador de potencias entre 38 e 84 kVA.
A qualidade do biocombustível também é de suma importância. A quantidade
de água, sabão e a acidez devem ser rigidamente controladas.

40
3 FLUXO DE CAIXA
Para a efetiva realização da produção e do uso do biocombustível no Brasil,
faz-se necessário o estudo da viabilidade econômica do projeto. Pautando-se na
Teoria do Fluxo de Caixa, a fim de analisar os pontos economicamente relevantes a
serem considerados para o sucesso da empreitada.
A administração da liquidez é uma das atividades mais importantes do
administrador financeiro. Para desempenhar essa função, o profissional de finanças
utiliza um dos principais instrumentos de análise e controle financeiro, o fluxo de
caixa.
O fluxo de caixa tem por objetivo primordial, a projeção das entradas e das
saídas dos recursos financeiros da empresa em um determinado período de tempo
(TRACY, 2000). Os principais objetivos deste demonstrativo são:
? prognosticar as necessidades de captação de recursos;
? aplicar os excedentes de caixa nas alternativas mais rentáveis para a
empresa sem comprometer a liquidez.
Outros objetivos igualmente importantes podem também ser considerados na
elaboração do fluxo de caixa. Dentre esses se lista os seguintes:
? proporcionar o levantamento das necessidades de recursos financeiros para a
realização das transações definidas no planejamento da empresa;
? empregar da forma eficaz os recursos disponíveis, evitando que fiquem sem
remuneração;
? planejar e controlar os recursos financeiros em termos das entradas e saídas,
através da análise e controle das atividades de planejamento de vendas e
despesas, índices de atratividades, prazos médios e necessidades de capital
de giro;
? saldar as obrigações incorridas pela empresa tempestivamente;
? buscar o equilíbrio financeiro entre os fluxos de entradas e saídas de
recursos;
? analisar as fontes de crédito onerosas de forma a minimizar o custo de
utilização das mesmas;
? prever desembolsos de caixa em volumes elevados em épocas de encaixe
baixo;
? desenvolver controle dos saldos de caixa e de duplicatas a receber;

41
? coordenar os recursos a serem utilizados pelas várias atividades da empresa
no que se relaciona a investimentos e financiamentos.
Através da utilização do fluxo de caixa, o administrador tem um poderoso
instrumento para cumprir seu principal objetivo, a maximização do retorno dos
proprietários, sem, no entanto, comprometer a liquidez, reduzindo dessa forma o
risco incorrido pelos detentores do controle da empresa (CLEMENTE, 1998).
3.1 CICLO DO FLUXO DE CAIXA
As empresas para gerarem receitas necessitam de ativos fixos,
independentemente de estarem ou não em um processo de crescimento. Quando
uma empresa encontra-se em fase de expansão, necessita de investimentos
adicionais em capital de giro, resultante do aumento em estoques e contas a receber
e dependendo do grau de utilização de sua estrutura, de novas inversões em ativo
fixo. Novos investimentos precisam ser financiados gerando novas obrigações
relativas aos recursos utilizados, sejam próprios ou de terceiros. Esse processo pode
resultar em problemas de fluxo de caixa, dependendo do custo e da forma como os
recursos são captados e empregados (CLEMENTE, 1998).
3.2 FATORES QUE AFETAM O FLUXO DE CAIXA
O fluxo de caixa de uma empresa é impactado por uma série de fatores, tanto
internos quanto externos. O administrador financeiro deve estar preparado, através
das indicações observadas no fluxo de caixa para tomar as medidas corretivas em
tempo hábil de forma a minimizar o impacto nas contas da empresa (CLEMENTE,
1998).
3.2.1 Dificuldades na Análise de Investimentos
A principal dificuldade na análise de investimentos é a obtenção de dados
confiáveis, principalmente as projeções de entradas de caixa. Estas se originam
basicamente das estimativas de vendas ou receitas. Quando as estimativas sobre os
dados do projeto de investimento são imprecisas, é recomendável que a análise de
investimentos utilize três hipóteses: provável, otimista e pessimista. Desse modo, a
42
análise de investimento produzirá uma Taxa Interna de Retorno ou Valor Presente
Líquido máximo, médio e mínimo esperados.
A metodologia de análise de investimento apresentada, na qual os dados são
considerados como certos, é denominada determinística. A taxa interna de retorno e
o valor presente líquido podem ser enriquecidos com técnicas mais sofisticadas
(árvore de decisões, análise de Monte Carlo, regra de Laplace, regra de Hurwicz,
etc) para lidar com o risco e a incerteza relacionados com os dados do projeto
(CLEMENTE, 1998).
Alguns dos fatores a serem considerados nas tomadas de decisão são:
? expansão descontrolada das vendas, implicando em um volume maior de
compras e custos operacionais;
? aumento no prazo de vendas concedido pela empresa como forma de
aumentar seu grau de competitividade ou aumentar sua participação no
mercado;
? capitalização inadequada com a conseqüente utilização de capital de
terceiros de forma excessiva, aumentando o nível de endividamento;
? compras em volume incompatíveis com as projeções de vendas;
? diferenças acentuadas no giro das contas a pagar e a receber em decorrência
dos prazos médios de recebimento e pagamento;
? ciclos de produção extremamente longos e incompatíveis com o prazo médio
concedido pelos fornecedores;
? giros do estoque lento significando o carregamento de produtos obsoletos ou
de difícil venda, imobilizando recursos da empresa no estoque;
? baixa ocupação do ativo fixo;
? distribuição de lucros em volumes incompatíveis com a capacidade de
geração de caixa;
? custos financeiros elevados em decorrência de um nível de endividamento
incompatível com a estrutura de capital da empresa;
? política salarial totalmente incompatível com o nível de receitas e demais
despesas operacionais;
? aumento do nível de inadimplência.
? redução nas vendas causadas por retração do mercado;

43
? aumento da concorrência em decorrência da entrada de novos concorrentes
no mercado;
? alterações nas alíquotas de impostos, sejam tributos sobre a venda interna
como sobre a importação de produtos concorrentes;
? aumento geral do nível de inadimplência causada por fatores como, por
exemplo, o aumento das taxas de juros.
3.3 DESEQUILÍBRIO FINANCEIRO
A análise do fluxo de caixa permite determinar com precisão, uma empresa
que se apresente em uma situação de desequilíbrio financeiro (BRITO, 2003).
Sintomas:
? insuficiência crônica de caixa;
? captação sistemática de recursos através de empréstimos;
? queda na qualidade do dinheiro que a empresa consegue captar.
Causas básicas:
? excesso de investimentos em estoque;
? prazo médio de recebimento maior do que o prazo médio de pagamento das
compras;
? excesso de investimentos em ativos fixos;
? alto giro de estoques e ciclo de produção elevado.
Conseqüências:
? maior grau de vulnerabilidade ante as flutuações nas condições do mercado
em que a empresa atua;
? atrasos nos pagamentos aumentando as perspectivas de concordata ou
falência.
44
Medidas de saneamento:
? aumento do capital próprio através do aporte de novos recursos dos
proprietários atuais ou de novos sócios;
? redução ou adequação do nível de atividade aos volumes de recursos
disponíveis para financiamento das operações;
? controle rígido de custos e despesas operacionais;
? desmobilização de ativos ociosos.
3.4 MÉTODO DO FLUXO DE CAIXA
É a representação gráfica do conjunto de entradas (receitas) e saídas
(despesas) relativo a um certo intervalo de tempo (BRITO, 2003).
3.5 INVESTIMENTO EMPRESARIAL
Os ativos de um investimento empresarial (por exemplo, uma nova fábrica ou
a ampliação de uma já existente) têm um prazo longo e predefinido de duração –
denominado vida útil – no qual todos os dados previstos de entradas e saídas de
caixa precisam ser confirmados, ano a ano. Como a liquidez desse tipo de
investimento é pequena e só existe enquanto seu fluxo de caixa for promissor, sua
avaliação econômica prévia tem uma importância fundamental (TRACY, 2000).
A análise de investimento empresarial pode ser utilizada com os seguintes
objetivos:
? definir dentre vários projetos de investimento qual o mais rentável;
? calcular a rentabilidade de um determinado projeto de investimento;
? determinar o volume mínimo de vendas que um projeto de investimento
precisa gerar para que possa ser rentável;
3.5.1 Métodos de Análise
Os métodos de análise de investimento se dividem em dois grupos: métodos
práticos e métodos analíticos. Os primeiros (Taxa de Retorno Contábil e Tempo de
Retorno) são imprecisos e podem conduzir a decisões erradas, embora sejam
45
utilizadas por muitas empresas, principalmente pequenas e médias. Os métodos
analíticos baseiam-se no valor do dinheiro no tempo, o que os torna consistentes.
Os métodos analíticos são precisos porque se baseiam no valor do dinheiro
no tempo. A precisão mencionada se refere à metodologia utilizada para analisar os
dados do projeto.
O valor do dinheiro no tempo para cada empresa é expresso por um
parâmetro denominado taxa mínima de atratividade. Essa taxa é específica para
cada empresa e representa a taxa de retorno que ela está disposta a aceitar em um
investimento de risco (projeto empresarial) para abrir mão de um retorno certo num
investimento sem risco no mercado financeiro (BRITO, 2003).
Os métodos analíticos empregados em análise de investimento são o valor
presente líquido e a taxa interna de retorno.
3.5.2 Taxa de Retorno Contábil
A taxa de retorno contábil é um dos métodos práticos da análise de
investimentos e consiste na relação entre o fluxo de caixa anual esperado e o valor
do investimento. Tem dois pontos fracos: não considera o valor do dinheiro no tempo
e implicitamente admite que a vida útil dos ativos tem duração infinita. Esta última
premissa torna a taxa de retorno contábil super avaliada em comparação com a taxa
interna de retorno, que é o parâmetro correto (CLEMENTE, 1998).
3.5.3 Tempo de Retorno (“Payback”)
O tempo de retorno, também conhecido como “Payback”, outro método
prático, é a relação entre o valor do investimento e o fluxo de caixa do projeto. O
tempo de retorno indica em quanto tempo ocorre a recuperação do investimento. Os
pontos fracos desse método são:
? não considera o valor do dinheiro no tempo;
? não considera os fluxos de caixa após a recuperação do capital;
? não pode ser aplicado quando o fluxo de caixa não é convencional.
Um fluxo de caixa não convencional é aquele em que existe mais de uma
mudança de sinal (negativo para positivo ou vice-versa) (CLEMENTE, 1998).

46
3.5.4 Valor Presente Líquido
O valor presente líquido de um projeto de investimento é igual ao valor
presente de suas entradas de caixa menos o valor presente de suas saídas de
caixa. Para cálculo do valor presente das entradas e saídas de caixa é utilizada a
taxa mínima de atratividade como taxa de desconto. O valor presente líquido
calculado para um projeto significa o somatório do valor presente das parcelas
periódicas de lucro econômico gerado ao longo da vida útil desse projeto. O lucro
econômico pode ser definido como a diferença entre a receita periódica e o custo
operacional periódico acrescido do custo de oportunidade periódico do investimento
(CLEMENTE, 1998).
Podemos ter as seguintes possibilidades para o valor presente líquido de um
projeto de investimento:
? maior do que zero: significa que o investimento é economicamente atrativo,
pois o valor presente das entradas de caixa é maior do que o valor presente
das saídas de caixa;
? igual a zero: o investimento é indiferente, pois o valor presente das entradas
de caixa é igual ao valor presente das saídas de caixa;
? menor do que zero: indica que o investimento não é economicamente atrativo
porque o valor presente das entradas de caixa é menor do que o valor
presente das saídas de caixa.
Entre vários projetos de investimento, o mais atrativo é aquele que tem maior
valor presente líquido (CLEMENTE, 1998).
3.5.5 Taxa Interna de Retorno (TIR)
A taxa interna de retorno é o percentual de retorno obtido sobre o saldo
investido e ainda não recuperado em um projeto de investimento (BRITO, 2003).
Matematicamente, a taxa interna de retorno é a taxa de juros que torna o valor
presente das entradas de caixa igual ao valor presente das saídas de caixa do
projeto de investimento.
A taxa interna de retorno de um investimento pode ser:
? maior do que a taxa mínima de atratividade: significa que o investimento é
economicamente atrativo;

47
? igual à taxa mínima de atratividade: o investimento está economicamente
numa situação de indiferença;
? menor do que a taxa mínima de atratividade: o investimento não é
economicamente atrativo, pois seu retorno é superado pelo retorno de um
investimento sem risco.
Entre vários investimentos, o melhor será aquele que tiver a maior Taxa Interna
de Retorno (CLEMENTE, 1998).
O método do fluxo de caixa será utilizado para a elaboração dos cenários
contidos no capítulo 6 desta pesquisa.
48
4 EFICIÊNCIA DO BIOCOMBUSTÍVEL EM UM GRUPO MOTOR
GERADOR
4.1 TEORIA FUNDAMENTADA
A “Teoria Fundamentada em Dados”, conhecida como “Grounded Theory” é
uma metodologia de pesquisa relativamente nova. A Grounded Theory é uma teoria
indutiva baseada na análise sistemática dos dados (STRAUSS, 1997).
O pesquisador, desejando trabalhar dentro da metodologia “Teoria
Fundamentada nos Dados”, aproxima-se do assunto a ser investigado sem uma
teoria a ser testada. Existe apenas o desejo de entender uma determinada situação
(como e porque seus participantes agem de determinada maneira; como e porque
determinado fenômeno ou situação se desdobra deste ou daquele modo). Através
de métodos variados de coletas de dados, reune-se um volume de informações
sobre o fenômeno observado. Comparando-as, codificando-as, extraindo as
regularidades, enfim, seguindo detalhados métodos de extração de sentido destas
informações, o pesquisador termina então, nas suas conclusões, com algumas
teorias que emergiram desta análise rigorosa e sistemática, razão pela qual a
metodologia intitula-se Teoria Fundamentada nos Dados ("grounded" = apoiada,
fundamentada, sustentada (pelos dados)) (TAYLOR, 1998).
A Teoria é aquilo com que o pesquisador encerra seu trabalho e não com o
que principia. Não é aquilo que vai ser testado (não é o problema), mas aquilo que
se conclui depois de uma pesquisa e da análise dos dados dela resultantes.
Houve uma proposta de projeto a ser financiado pela Fundação Araucária
para testar o biocombustível no GMG. Esperava-se obter os resultados de testes
que seriam realizados durante o mesmo. Contudo, por motivo de força maior, a
empresa parceira não pôde fornecer alguns dados iniciais relativos a experiências já
testadas com outros óleos vegetais, imprescindíveis para a solidificação de um
trabalho em conjunto.
Desta forma, fez-se necessário, para a conclusão desta pesquisa, basear-se
na teoria acima descrita, a fim de elaborar este capítulo de forma sustentável. Razão
pela qual o estudo aqui apresentado solidificou-se através do uso de dados de
pesquisas pioneiras acerca do biocombustível.

49
Os testes mecânicos realizados por Ivan Rabelo (RABELO, 2001), foram
adotados como base para a aplicação da teoria fundamentada neste projeto.
4.2 O DESEMPENHO DO MOTOR
O éster metílico de óleo de soja hidrogenado foi comparado ao Diesel
Convencional Americano (D2) em quatro motores de ciclo diesel. Notou-se a
redução da potência e do torque em 5% e acréscimo do consumo específico de 7%
(PETERSON et al., 1995).
AJAV, SINGH e BHATTACHARYA (2000) ensaiaram a mistura diesel – etanol
nas porcentagens de 5, 10, 15 e 20% de etanol num motor diesel estacionário à
velocidade constante tendo como referência o diesel mineral. Os resultados indicam
que a redução de potência não é apreciável a um nível de 5% de significância. O
consumo específico de combustível foi acrescido de 9% quando o motor funcionou
com 20% de etanol. Houve uma redução na temperatura de emissão dos gases e na
temperatura do óleo lubrificante quando comparado com o diesel.
KORUS e JAIDUK (1985) compararam três tipos de biocombustível
misturados a 50% com diesel D2, a saber, canola de inverno, ácido oléico de
girassol (74%) e ácido linoleico de girassol (84%). A potência desenvolvida foi similar
e a diferença de consumo específico de combustível foi até 8% a mais para os
alternativos. Utilizaram um pré-filtro de 20? m e um outro de 4-5? m.
CLARK et al., (1984) efetuaram comparações dos combustíveis éster etílico,
éster metílico proveniente de óleo de soja, com diesel D2 como referência e
constaram que as curvas de potência, torque e consumo específico se mostraram
bastante similares à do diesel convencional; com relação à temperatura dos gases
de escape ocorreu um valor maior para éster metílico do que o éster etílico, a
diferença em relação ao diesel foi insignificante.
LAURINDO e BUSSYGUIN (1999) ao comparar biocombustível puro (éster
metílico de soja), B20 e diesel C constataram que:
? o biocombustível puro teve um retardamento da ignição (0,4 ms) menor que o
B20 (0,7 ms) e o diesel C (0,8 ms). Este retardamento menor promoveu um
retardamento de rendimento que, em parte, compensa o aumento do
consumo específico de combustível;

50
? o rendimento efetivo calculado para o biocombustível puro, 19,2% foi maior do
que o diesel tipo C, 17,3%.
ALI, HANNA e BORG (1995) ensaiaram cinco misturas ternárias (etanol,
diesel e éster metílico derivado de gordura animal). As misturas utilizadas tiveram
uma relação fixa entre o biocombustível e o álcool, variando a porcentagem de
diesel. Os resultados dos ensaios mostraram que:
? para cada 10% de diesel substituído por álcool e biocombustível há um
decréscimo de 1,1% de potência e 1,03% do torque;
? o consumo específico de combustível foi aumentado de 2,37% para cada 10%
acrescentados da mistura biocombustível e etanol.
MASJUKI, ZAKI e SAPUAN (1993) utilizando éster metílico de óleo de palma
observaram um decréscimo na potência, na medida que aumenta a porcentagem de
éster na mistura éster e diesel convencional. Notaram também um acréscimo no
consumo específico para o éster, comparado ao diesel, principalmente para rotações
mais elevadas.
O óleo de palma também foi estudado por TORRES (2000), que
experimentou num motor pequeno o óleo na forma in natura, observou um
decréscimo de potência de 5 a 15% quando comparado ao diesel convencional.
SIL, MASJUSKI e ZAKI (1995, p. 907) também notaram um decréscimo de
potência, porém apenas para uma faixa de rotação do motor. Num estudo de
desempenho realizado através de dinamômetro, verificaram que o éster metílico de
óleo de palma apresentou o mesmo consumo específico comparado ao óleo diesel
convencional até 3.600 rpm o diesel proporcionou maior potência.
Segundo dados da Secretaria de Tecnologia Industrial do MDIC ao se
construir uma curva de consumo específico (g/HP.h) para o diesel e para o B11
(11% de biocombustível e 89% de diesel) verificou-se que era mais elevado o
consumo específico do B11 em comparação ao diesel (BRASIL-MDIC, 1985b, p. 94).
4.2.1 Influências no Óleo Lubrificante e Depósitos de Carbono
CLARK et al. (1984) compararam éster etílico, éster metílico proveniente de
óleo de soja, com diesel D2 como referência, observando o óleo lubrificante extraído
51
de um motor diesel em amostras após 45, 90, 142 e 200 horas de uso. Detectou-se
resíduos de ferro, cromo, alumínio, chumbo e cobre. Os autores concluíram que os
níveis observados para os três combustíveis são considerados normais.
Há também estudos que verificam a possibilidade de adição de éster metílico
ao óleo lubrificante. MASJUSKI e SAPUAN (1995) adicionaram 5 e 10% de éster
metílico de palma ao óleo lubrificante SAE40 de um motor diesel e constataram que
com a adição de 10% houve um aumento de potência e de consumo específico de
combustível. Como resultado da análise feita deste óleo lubrificante constatou-se
também, após algumas horas de uso, uma diminuição da concentração de chumbo e
de ferro.
GOMEZ et al. (2000) analisaram o óleo lubrificante de um motor após
funcionar com biocombustível por 2.887 km. As concentrações de metais
observadas foram de: silício 35 ppm (partes por milhão), cromo 3,3 ppm, ferro 33,8
ppm, cobre 14,2 ppm e chumbo 78,6 ppm.
KORUS e JAIDUK (1985) compararam três tipos de biocombustível
misturados a 50% com o diesel D2, canola de inverno, ácido oléico de girassol (74%)
e ácido linoleico de girassol (84%) e analisaram os depósitos de carbono no bico
injetor de um motor diesel de injeção direta. Os ensaios foram feitos com seis
rotações todas à plena carga, totalizando 60 minutos com cada tipo de combustível.
As fotografias do perfil do bico injetor foram analisadas por um software que calculou
o incremento de área, resultando 3,93 cm2 para a canola de inverno 5,01 cm2 para o
ácido oléico de girassol e 7,57 cm2 para o ácido linoleico de girassol.
Num ensaio de 200 horas os depósitos de carbono e resina “laquer” foram
observados para os combustíveis éster etílico, éster metílico proveniente de óleo de
soja, com diesel D2 como referência. As marcas originais no pistão e no cilindro se
mantiveram claramente visíveis, os depósitos do éster etílico se mostraram marrom
claro (do diesel D2 mais enegrecido), seco e leve com exceção no corpo do bico
injetor que se mostraram mais difíceis de se remover. Isto não aconteceu com éster
metílico. Várias outras partes foram observadas, como a análise de depósito no
pistão que mostrou um pequeno acréscimo para o éster etílico e um acréscimo
significativo para éster metílico, já para as outras partes analisadas os depósitos
ocorreram praticamente com a mesma intensidade (CLARK et al., 1984).
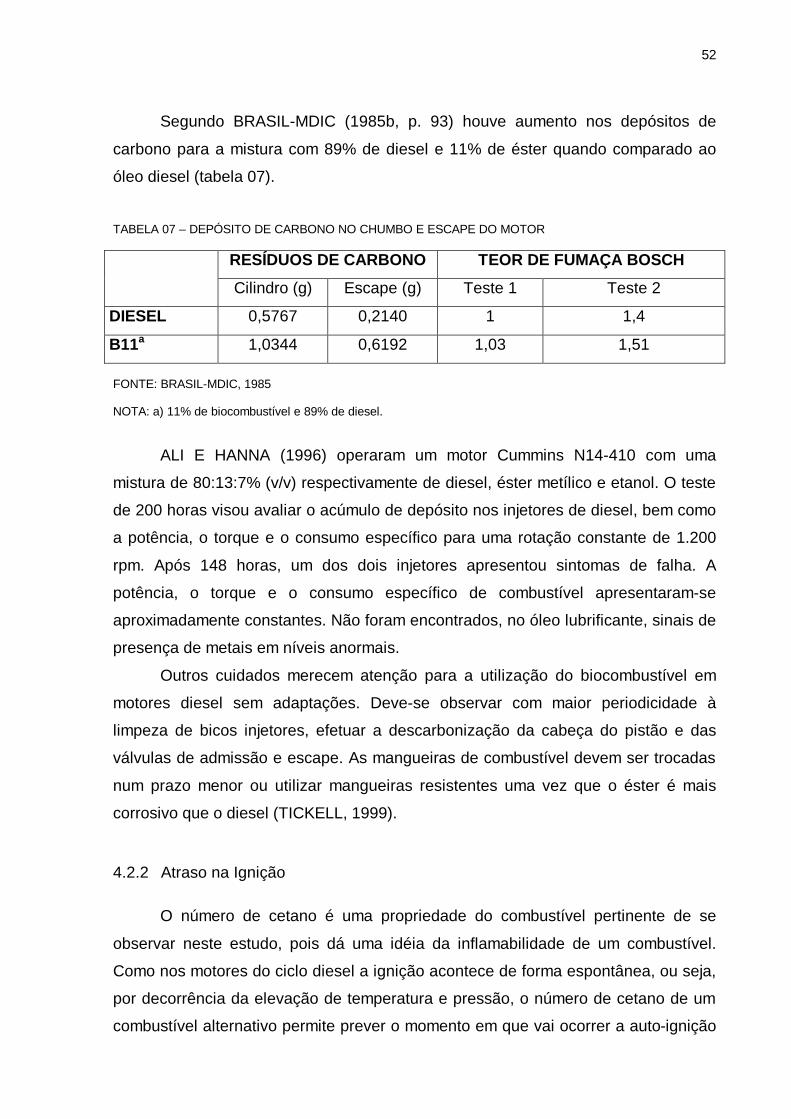
52
Segundo BRASIL-MDIC (1985b, p. 93) houve aumento nos depósitos de
carbono para a mistura com 89% de diesel e 11% de éster quando comparado ao
óleo diesel (tabela 07).
TABELA 07 – DEPÓSITO DE CARBONO NO CHUMBO E ESCAPE DO MOTOR
RESÍDUOS DE CARBONO TEOR DE FUMAÇA BOSCH
Cilindro (g) Escape (g) Teste 1 Teste 2
DIESEL 0,5767 0,2140 1 1,4
B11a 1,0344 0,6192 1,03 1,51 FONTE: BRASIL-MDIC, 1985 NOTA: a) 11% de biocombustível e 89% de diesel.
ALI E HANNA (1996) operaram um motor Cummins N14-410 com uma
mistura de 80:13:7% (v/v) respectivamente de diesel, éster metílico e etanol. O teste
de 200 horas visou avaliar o acúmulo de depósito nos injetores de diesel, bem como
a potência, o torque e o consumo específico para uma rotação constante de 1.200
rpm. Após 148 horas, um dos dois injetores apresentou sintomas de falha. A
potência, o torque e o consumo específico de combustível apresentaram-se
aproximadamente constantes. Não foram encontrados, no óleo lubrificante, sinais de
presença de metais em níveis anormais.
Outros cuidados merecem atenção para a utilização do biocombustível em
motores diesel sem adaptações. Deve-se observar com maior periodicidade à
limpeza de bicos injetores, efetuar a descarbonização da cabeça do pistão e das
válvulas de admissão e escape. As mangueiras de combustível devem ser trocadas
num prazo menor ou utilizar mangueiras resistentes uma vez que o éster é mais
corrosivo que o diesel (TICKELL, 1999).
4.2.2 Atraso na Ignição
O número de cetano é uma propriedade do combustível pertinente de se
observar neste estudo, pois dá uma idéia da inflamabilidade de um combustível.
Como nos motores do ciclo diesel a ignição acontece de forma espontânea, ou seja,
por decorrência da elevação de temperatura e pressão, o número de cetano de um
combustível alternativo permite prever o momento em que vai ocorrer a auto-ignição
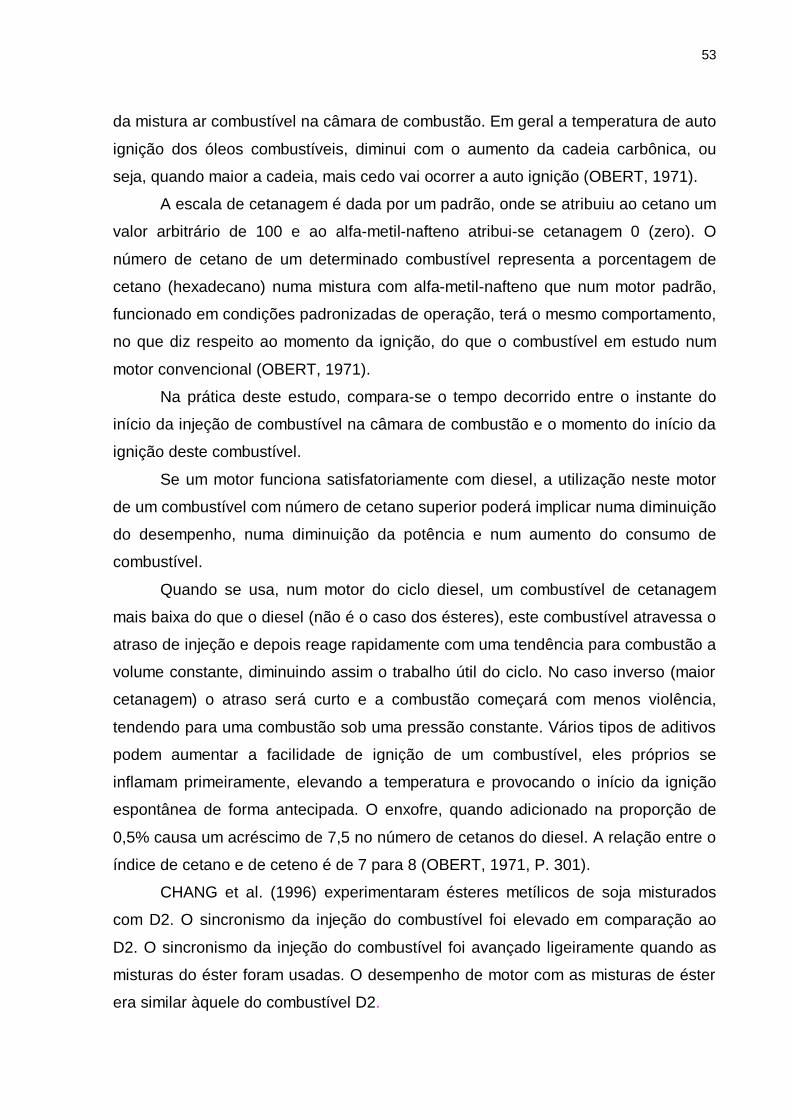
53
da mistura ar combustível na câmara de combustão. Em geral a temperatura de auto
ignição dos óleos combustíveis, diminui com o aumento da cadeia carbônica, ou
seja, quando maior a cadeia, mais cedo vai ocorrer a auto ignição (OBERT, 1971).
A escala de cetanagem é dada por um padrão, onde se atribuiu ao cetano um
valor arbitrário de 100 e ao alfa-metil-nafteno atribui-se cetanagem 0 (zero). O
número de cetano de um determinado combustível representa a porcentagem de
cetano (hexadecano) numa mistura com alfa-metil-nafteno que num motor padrão,
funcionado em condições padronizadas de operação, terá o mesmo comportamento,
no que diz respeito ao momento da ignição, do que o combustível em estudo num
motor convencional (OBERT, 1971).
Na prática deste estudo, compara-se o tempo decorrido entre o instante do
início da injeção de combustível na câmara de combustão e o momento do início da
ignição deste combustível.
Se um motor funciona satisfatoriamente com diesel, a utilização neste motor
de um combustível com número de cetano superior poderá implicar numa diminuição
do desempenho, numa diminuição da potência e num aumento do consumo de
combustível.
Quando se usa, num motor do ciclo diesel, um combustível de cetanagem
mais baixa do que o diesel (não é o caso dos ésteres), este combustível atravessa o
atraso de injeção e depois reage rapidamente com uma tendência para combustão a
volume constante, diminuindo assim o trabalho útil do ciclo. No caso inverso (maior
cetanagem) o atraso será curto e a combustão começará com menos violência,
tendendo para uma combustão sob uma pressão constante. Vários tipos de aditivos
podem aumentar a facilidade de ignição de um combustível, eles próprios se
inflamam primeiramente, elevando a temperatura e provocando o início da ignição
espontânea de forma antecipada. O enxofre, quando adicionado na proporção de
0,5% causa um acréscimo de 7,5 no número de cetanos do diesel. A relação entre o
índice de cetano e de ceteno é de 7 para 8 (OBERT, 1971, P. 301).
CHANG et al. (1996) experimentaram ésteres metílicos de soja misturados
com D2. O sincronismo da injeção do combustível foi elevado em comparação ao
D2. O sincronismo da injeção do combustível foi avançado ligeiramente quando as
misturas do éster foram usadas. O desempenho de motor com as misturas de éster
era similar àquele do combustível D2.
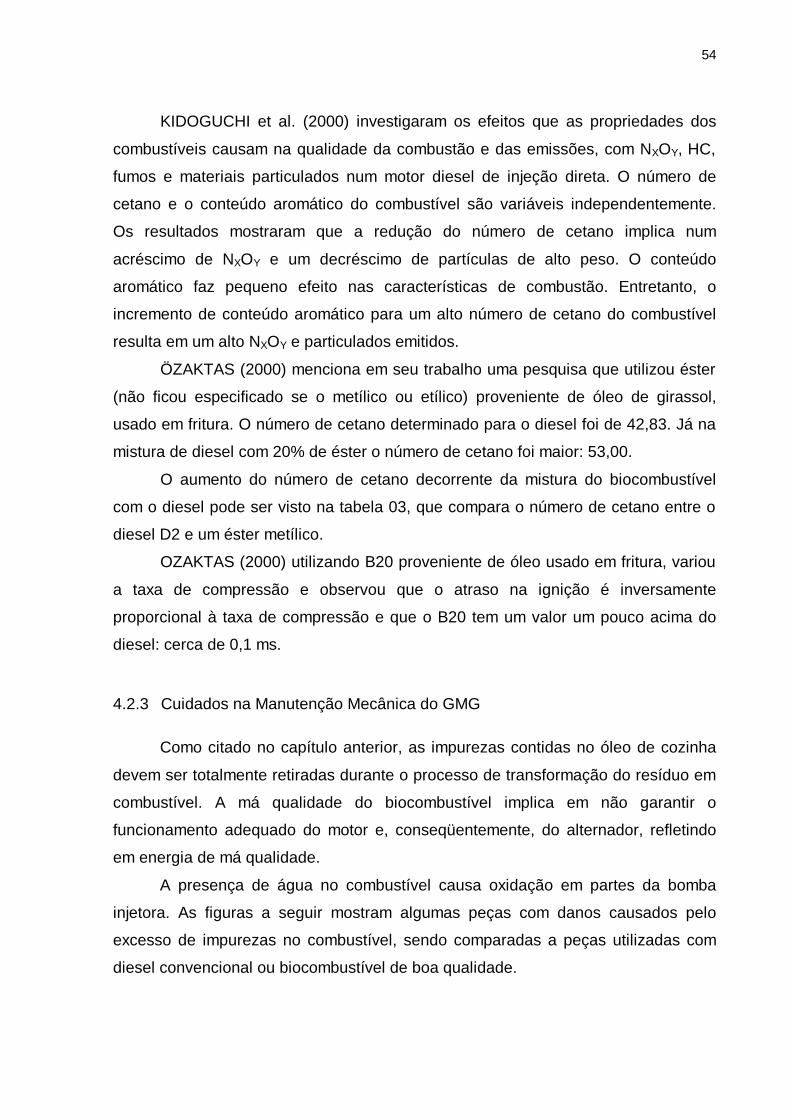
54
KIDOGUCHI et al. (2000) investigaram os efeitos que as propriedades dos
combustíveis causam na qualidade da combustão e das emissões, com NXOY, HC,
fumos e materiais particulados num motor diesel de injeção direta. O número de
cetano e o conteúdo aromático do combustível são variáveis independentemente.
Os resultados mostraram que a redução do número de cetano implica num
acréscimo de NXOY e um decréscimo de partículas de alto peso. O conteúdo
aromático faz pequeno efeito nas características de combustão. Entretanto, o
incremento de conteúdo aromático para um alto número de cetano do combustível
resulta em um alto NXOY e particulados emitidos.
ÖZAKTAS (2000) menciona em seu trabalho uma pesquisa que utilizou éster
(não ficou especificado se o metílico ou etílico) proveniente de óleo de girassol,
usado em fritura. O número de cetano determinado para o diesel foi de 42,83. Já na
mistura de diesel com 20% de éster o número de cetano foi maior: 53,00.
O aumento do número de cetano decorrente da mistura do biocombustível
com o diesel pode ser visto na tabela 03, que compara o número de cetano entre o
diesel D2 e um éster metílico.
OZAKTAS (2000) utilizando B20 proveniente de óleo usado em fritura, variou
a taxa de compressão e observou que o atraso na ignição é inversamente
proporcional à taxa de compressão e que o B20 tem um valor um pouco acima do
diesel: cerca de 0,1 ms.
4.2.3 Cuidados na Manutenção Mecânica do GMG
Como citado no capítulo anterior, as impurezas contidas no óleo de cozinha
devem ser totalmente retiradas durante o processo de transformação do resíduo em
combustível. A má qualidade do biocombustível implica em não garantir o
funcionamento adequado do motor e, conseqüentemente, do alternador, refletindo
em energia de má qualidade.
A presença de água no combustível causa oxidação em partes da bomba
injetora. As figuras a seguir mostram algumas peças com danos causados pelo
excesso de impurezas no combustível, sendo comparadas a peças utilizadas com
diesel convencional ou biocombustível de boa qualidade.
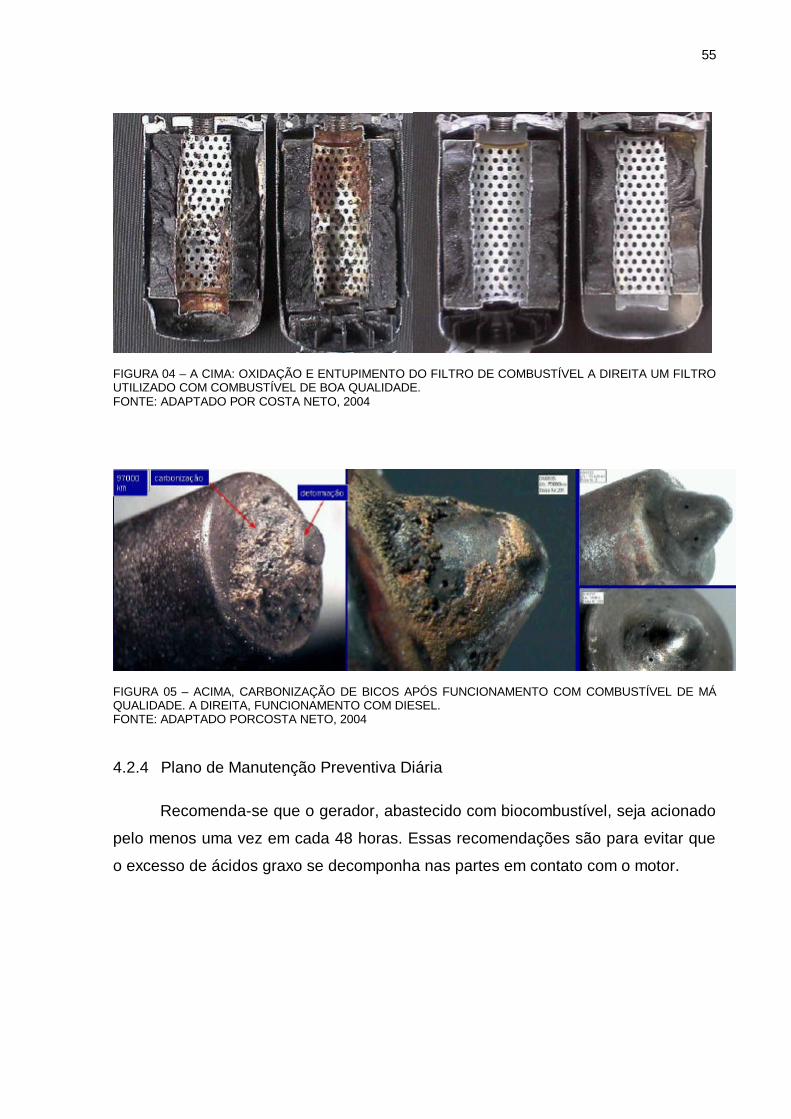
55
FIGURA 04 – A CIMA: OXIDAÇÃO E ENTUPIMENTO DO FILTRO DE COMBUSTÍVEL A DIREITA UM FILTRO UTILIZADO COM COMBUSTÍVEL DE BOA QUALIDADE. FONTE: ADAPTADO POR COSTA NETO, 2004
FIGURA 05 – ACIMA, CARBONIZAÇÃO DE BICOS APÓS FUNCIONAMENTO COM COMBUSTÍVEL DE MÁ QUALIDADE. A DIREITA, FUNCIONAMENTO COM DIESEL. FONTE: ADAPTADO PORCOSTA NETO, 2004
4.2.4 Plano de Manutenção Preventiva Diária
Recomenda-se que o gerador, abastecido com biocombustível, seja acionado
pelo menos uma vez em cada 48 horas. Essas recomendações são para evitar que
o excesso de ácidos graxo se decomponha nas partes em contato com o motor.
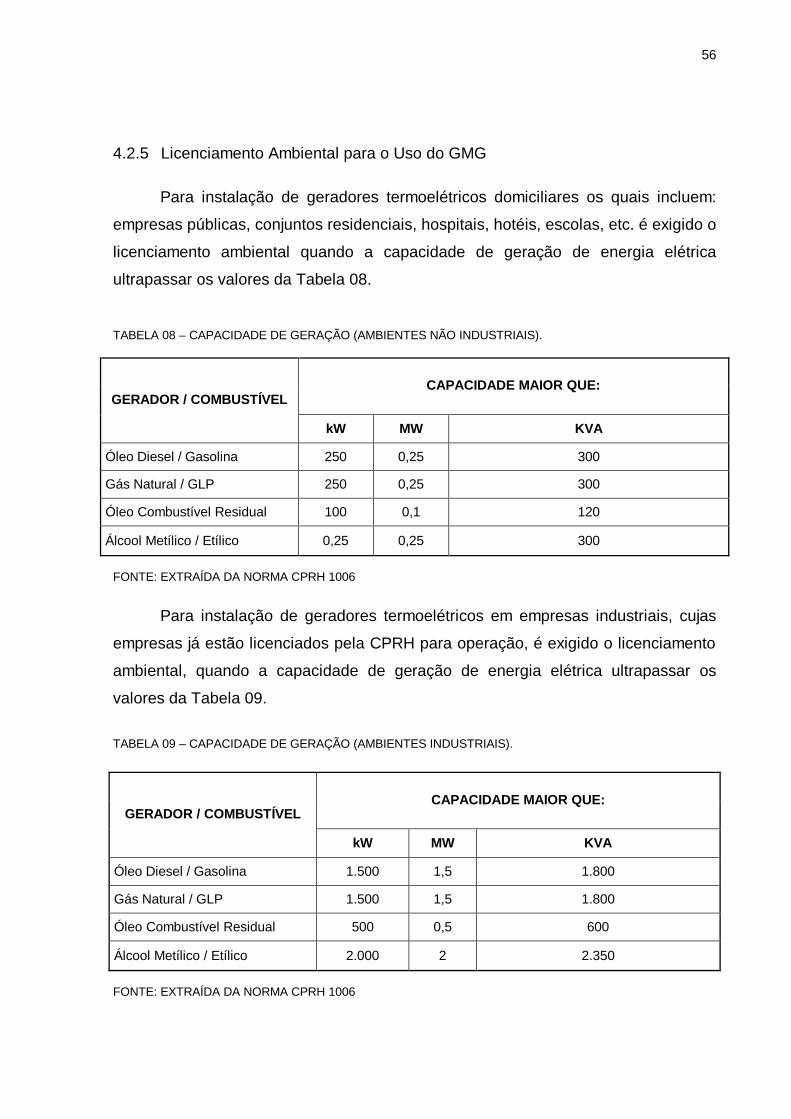
56
4.2.5 Licenciamento Ambiental para o Uso do GMG
Para instalação de geradores termoelétricos domiciliares os quais incluem:
empresas públicas, conjuntos residenciais, hospitais, hotéis, escolas, etc. é exigido o
licenciamento ambiental quando a capacidade de geração de energia elétrica
ultrapassar os valores da Tabela 08.
TABELA 08 – CAPACIDADE DE GERAÇÃO (AMBIENTES NÃO INDUSTRIAIS).
CAPACIDADE MAIOR QUE: GERADOR / COMBUSTÍVEL
kW MW KVA
Óleo Diesel / Gasolina 250 0,25 300
Gás Natural / GLP 250 0,25 300
Óleo Combustível Residual 100 0,1 120
Álcool Metílico / Etílico 0,25 0,25 300
FONTE: EXTRAÍDA DA NORMA CPRH 1006
Para instalação de geradores termoelétricos em empresas industriais, cujas
empresas já estão licenciados pela CPRH para operação, é exigido o licenciamento
ambiental, quando a capacidade de geração de energia elétrica ultrapassar os
valores da Tabela 09.
TABELA 09 – CAPACIDADE DE GERAÇÃO (AMBIENTES INDUSTRIAIS).
CAPACIDADE MAIOR QUE: GERADOR / COMBUSTÍVEL
kW MW KVA
Óleo Diesel / Gasolina 1.500 1,5 1.800
Gás Natural / GLP 1.500 1,5 1.800
Óleo Combustível Residual 500 0,5 600
Álcool Metílico / Etílico 2.000 2 2.350
FONTE: EXTRAÍDA DA NORMA CPRH 1006

57
Geradores termoelétricos de capacidade nominal acima de 10 MW exigem
para o licenciamento a apresentação de Relatório Ambiental Simplificado em
atendimento a Resolução CONAMA Nº 279 de 27 de junho de 2001.
Em área residencial, só serão licenciados geradores termoelétricos que
utilizem combustíveis de queima limpa, tais como óleo diesel, gás natural, GLP,
gasolina ou álcool e cujas capacidades ultrapassem os valores estabelecidos na
tabela 09.
4.2.6 Armazenamento de Óleo Combustível
Um grande número de empresas atualmente já recorre a grupos
geradores de emergência, freqüentemente movidos a óleo diesel. Como
decorrência, é necessário que se proceda a instalação de um sistema de
fornecimento de combustível, constituído, normalmente, de tanque estacionário
principal (enterrado ou de superfície).
A norma técnica brasileira que trata da matéria é, atualmente, a NB 98 –
Armazenamento e manuseio de líquidos inflamáveis e combustíveis – até que a NBR
7505 - Armazenagem no interior de edificações venha a ser publicada.
A NB 98, em seu item 4.10 – Instalação de tanques no interior de edifícios,
prescreve as condições técnicas a que os tanques deverão estar sujeitos,
diferenciando, inclusive, as características para a armazenagem de inflamáveis,
classe I e classe II (o óleo diesel está classificado como de classe II), não fazendo
qualquer restrição ao uso de tanques de superfície.
As prescrições dos órgãos estaduais e municipais responsáveis pela
aprovação de edificações (em que se inclui, normalmente, o Corpo de Bombeiros)
são, via de regra, baseadas nas prescrições das normas técnicas nacionais.
Portanto, segundo as normas técnicas brasileiras, não existe impedimento
para a armazenagem de líquidos inflamáveis em tanques não enterrados (NB 98).
4.3 CONCLUSÕES ACERCA DA EFICIÊNCIA DO BIOCOMBUSTÍVEL EM UM
GMG
Um motor a diesel, quando utilizando o biocombustível reciclado, perde
potência nominal. Essa característica mecânica certamente acarreta conseqüências

58
sobre o GMG. Ou seja, considerações que devem ser levadas em conta, tratando-se
de energia gerada (MAQUIGERAL, 2004).
Esta perda de potência influencia diretamente na retomada de carga. Se
algum equipamento sob alimentação do gerador é ligado, o tempo para estabilização
da freqüência e tensão nominal aumenta. A perda de potência mecânica no eixo
ocorre também porque o biocombustível acarreta um atraso na ignição, além de ter
um poder calorífico mais baixo que o diesel. Esta grandeza é proporcional a potência
nominal do motor. Porém, testes realizados em um motor de 6,8 CV incluem esta
perda entre 5 a 8% (RABELO, 2001). A Industria Maquigeral fez alguns testes, junto
ao TECPAR, com biocombustíveis semelhantes ao tratado aqui, chegando à mesma
porcentagem de perda em um gerador de 38 kVA. Portanto, inicialmente para um
gerador de 38 kVA, será considerado como potencia nominal 8% a menos quando
utilizado o biocombustível, ou seja, 34,96 kVA.
59
5 ESTUDO DE CASO
Este projeto direcionado à Associação Desportista Classista (ADC) pode
demonstrar que, mesmo dentro de uma cidade com plenas estruturas de
fornecimento de energia, a geração localizada pode ser uma solução de menor
custo e baixo impacto ambiental.
A Empresa Siemens, localizada no bairro Cidade Industrial de Curitiba,
Curitiba – PR, fabrica e desenvolve centrais telefônicas de diversos portes.
Contando com cerca de 2500 funcionários, a ADC muitas vezes faz parte do lazer de
muitos colaboradores.
A pratica de futebol, bem como torneios internos, estabelece um maior
contato entre diferentes áreas da empresa, em um ambiente descontraído e de
confraternização, tornando conseqüentemente o ambiente de trabalho mais
saudável. No entanto, o uso dos campos de futebol é restrito à prática apenas nos
finais de semana, e isso quando não chove. Como durante a semana, a maioria dos
colaboradores trabalha até o anoitecer, não há como praticar futebol noturno, pois
não há iluminação nos campos de grama. Quanto ao custo da implantação da
iluminação, cerca de R$ 26.000,00 (vinte e seis mil reais), não seria o maior
empecilho. O problema maior, segundo alguns diretores que já passaram pela
unidade, é o de custear a energia, utilizada justamente quando a mesma tem um
custo maior.
A empresa é alimentada em 13,8 kV e tarifada no sistema horosazonal azul.
Um sistema interligado controla as cargas da fábrica para que a demanda não
ultrapasse os 10% permitidos pela concessionária. Três transformadores alimentam
as cargas. É através de um deles que a energia é enviada à ADC. Pois a ADC
localiza-se dentro da Siemens, sem CNPJ próprio, o que impossibilita a compra de
energia diretamente da concessionária.
A alimentação da associação é feita em 380 V, para que não haja desperdício
na transmissão (aproximadamente 500 m). Um transformador, já na sala onde se
encontra o painel de entrada, disponibiliza a tensão em 220/127 V.
Uma das saídas para a solução do problema é a implantação de um GMG.
Porém, como a Siemens participa do processo ISO 14.000, não seria bom para a
imagem da empresa autorizar a instalação. Contudo, após uma breve reunião com
um dos gerentes de marketing da empresa, mostrou-se interessante uma fonte

60
alternativa de energia para a solução do problema de iluminação de pelo menos um
dos campos de futebol.
A principio, a potência a ser disponibilizada deverá apenas alimentar as
cargas de iluminação da quadra de futebol. Apesar de que a energia utilizada na
ADC é comprada pela Siemens, o custo da mesma ainda é subsidiado. O valor da
demanda não é repassado, ou seja, a empresa absorve este gasto, repassando
somente o consumo mensal. Outro ponto crítico é que justamente no horário de
ponta, onde a energia é mais cara, a associação funciona com um numero maior de
cargas ligadas ao sistema energético.
A geração a óleo diesel poderia ser viável no sentido de que a energia seria
paga antes do consumo. Ou seja, os utilizadores do campo pagariam pelo óleo a ser
consumido, desfazendo a possibilidade de acumulo de gastos com energia ao final
do mês. Contudo, levando em conta os impactos ambientais, o sentido inovador de
uma fonte de energia alternativa, para que este projeto tenha chances reais de sair
do papel, é necessário mostrar inovações tecnológicas voltadas ao social da
empresa.
5.1 CONTRATO DE ENERGIA SIEMENS – COPEL
O contrato de energia entre a empresa Siemens Ltda e a Copel possui as
seguintes características:
? vencimento dia 12 de cada mês;
? faturamento horossazonal tarifa azul;
? demanda contratada fora de ponta, período seco: 1870 kW;
? demanda contratada na ponta, período seco: 1220 kW;
? demanda contratada fora de ponta, período úmido: 2200 kW;
? demanda contratada na ponta, período úmido: 1550 kW.
No dia do vencimento, é feita uma transferência de valores da conta da ADC
para uma conta da Siemens. Apenas o consumo mensal é cobrado, em valores que
dependem do período sazonal. Normalmente a demanda gira em torno de 32 kVA,
ou seja, varia de 1,54 a 2,8 % da demanda contratada pela Siemens.
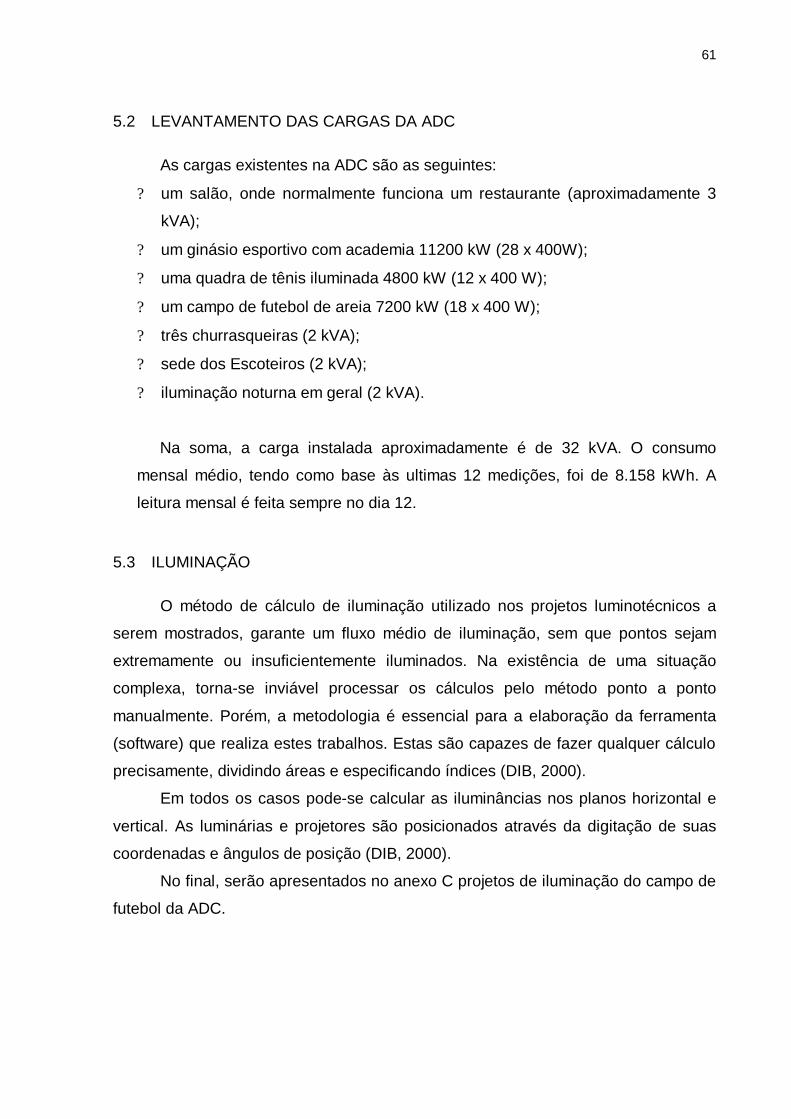
61
5.2 LEVANTAMENTO DAS CARGAS DA ADC
As cargas existentes na ADC são as seguintes:
? um salão, onde normalmente funciona um restaurante (aproximadamente 3
kVA);
? um ginásio esportivo com academia 11200 kW (28 x 400W);
? uma quadra de tênis iluminada 4800 kW (12 x 400 W);
? um campo de futebol de areia 7200 kW (18 x 400 W);
? três churrasqueiras (2 kVA);
? sede dos Escoteiros (2 kVA);
? iluminação noturna em geral (2 kVA).
Na soma, a carga instalada aproximadamente é de 32 kVA. O consumo
mensal médio, tendo como base às ultimas 12 medições, foi de 8.158 kWh. A
leitura mensal é feita sempre no dia 12.
5.3 ILUMINAÇÃO
O método de cálculo de iluminação utilizado nos projetos luminotécnicos a
serem mostrados, garante um fluxo médio de iluminação, sem que pontos sejam
extremamente ou insuficientemente iluminados. Na existência de uma situação
complexa, torna-se inviável processar os cálculos pelo método ponto a ponto
manualmente. Porém, a metodologia é essencial para a elaboração da ferramenta
(software) que realiza estes trabalhos. Estas são capazes de fazer qualquer cálculo
precisamente, dividindo áreas e especificando índices (DIB, 2000).
Em todos os casos pode-se calcular as iluminâncias nos planos horizontal e
vertical. As luminárias e projetores são posicionados através da digitação de suas
coordenadas e ângulos de posição (DIB, 2000).
No final, serão apresentados no anexo C projetos de iluminação do campo de
futebol da ADC.
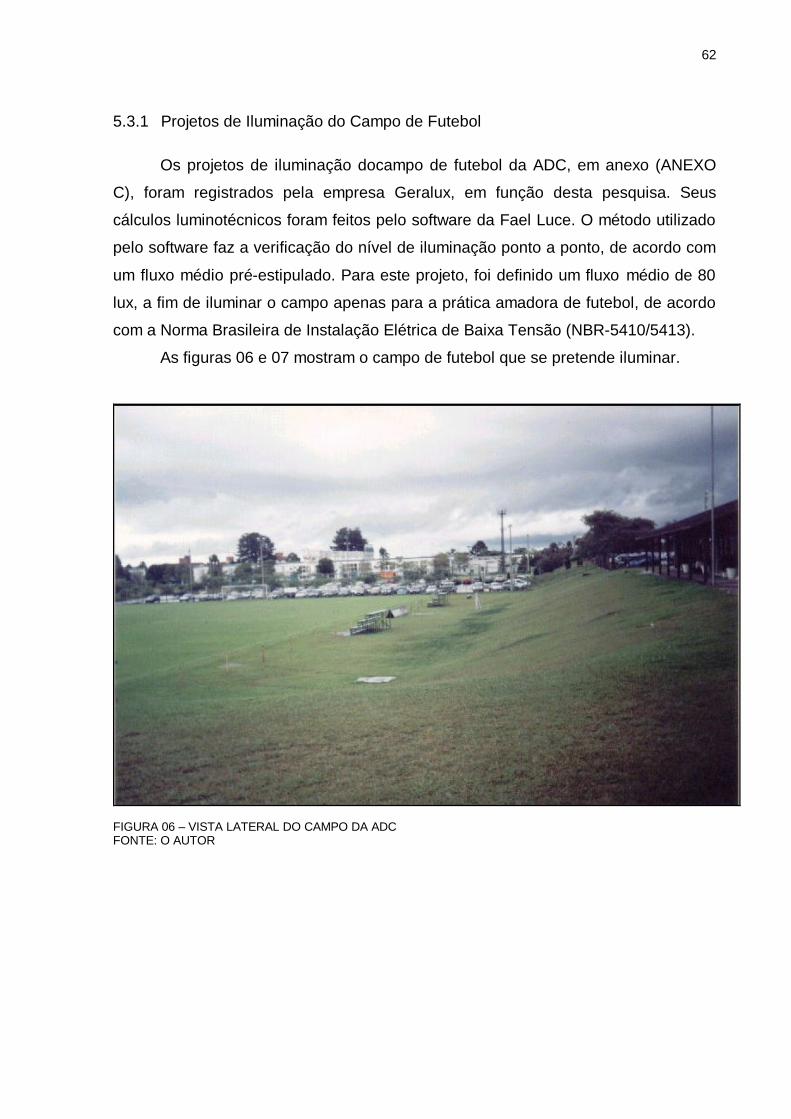
62
5.3.1 Projetos de Iluminação do Campo de Futebol
Os projetos de iluminação docampo de futebol da ADC, em anexo (ANEXO
C), foram registrados pela empresa Geralux, em função desta pesquisa. Seus
cálculos luminotécnicos foram feitos pelo software da Fael Luce. O método utilizado
pelo software faz a verificação do nível de iluminação ponto a ponto, de acordo com
um fluxo médio pré-estipulado. Para este projeto, foi definido um fluxo médio de 80
lux, a fim de iluminar o campo apenas para a prática amadora de futebol, de acordo
com a Norma Brasileira de Instalação Elétrica de Baixa Tensão (NBR-5410/5413).
As figuras 06 e 07 mostram o campo de futebol que se pretende iluminar.
FIGURA 06 – VISTA LATERAL DO CAMPO DA ADC FONTE: O AUTOR
63
FIGURA 07 – VISTA LONGITUDINAL DO CAMPO DA ADC FONTE: O AUTOR
Os postes de fixação das estruturas metálicas, os quais suportarão os
refletores, possuem 13,5 metros. As razões que fazem com que esta altura seja
relativamente grande, se comparada a postes de quadras de grama sintética ou
areia, são:
? o índice de reflexão da grama natural é menor que o da grama sintética/ areia;
? como o campo possui medidas oficiais, maiores que os de grama sintética ou
areia, mais comumente vistos nos centros urbanos, a iluminação deve ser
mais forte. Com isso, se os raios de luz vierem diretamente aos olhos dos
jogadores, a visão dos mesmos passa a ser seriamente prejudicada durante a
prática esportiva. A iluminação não deve deixar parte alguma do campo sem
um grau mínimo de iluminação, satisfazendo a média previamente estipulada
pelo cliente.
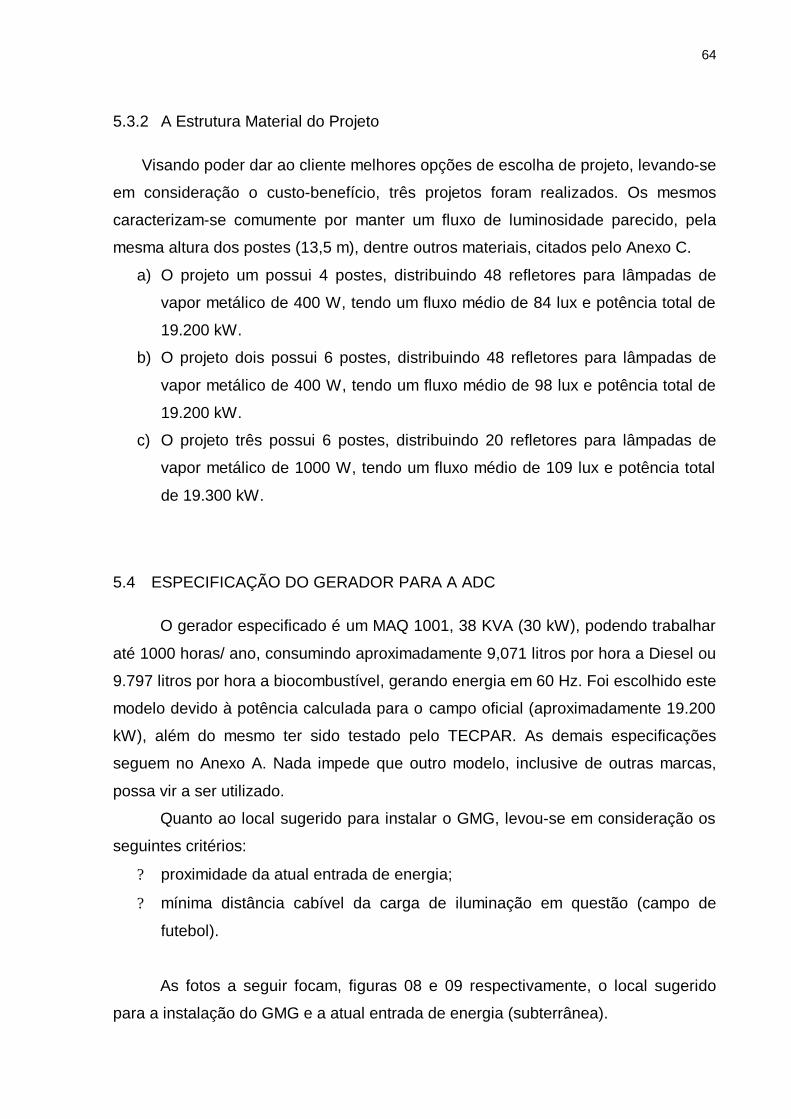
64
5.3.2 A Estrutura Material do Projeto
Visando poder dar ao cliente melhores opções de escolha de projeto, levando-se
em consideração o custo-benefício, três projetos foram realizados. Os mesmos
caracterizam-se comumente por manter um fluxo de luminosidade parecido, pela
mesma altura dos postes (13,5 m), dentre outros materiais, citados pelo Anexo C.
a) O projeto um possui 4 postes, distribuindo 48 refletores para lâmpadas de
vapor metálico de 400 W, tendo um fluxo médio de 84 lux e potência total de
19.200 kW.
b) O projeto dois possui 6 postes, distribuindo 48 refletores para lâmpadas de
vapor metálico de 400 W, tendo um fluxo médio de 98 lux e potência total de
19.200 kW.
c) O projeto três possui 6 postes, distribuindo 20 refletores para lâmpadas de
vapor metálico de 1000 W, tendo um fluxo médio de 109 lux e potência total
de 19.300 kW.
5.4 ESPECIFICAÇÃO DO GERADOR PARA A ADC
O gerador especificado é um MAQ 1001, 38 KVA (30 kW), podendo trabalhar
até 1000 horas/ ano, consumindo aproximadamente 9,071 litros por hora a Diesel ou
9.797 litros por hora a biocombustível, gerando energia em 60 Hz. Foi escolhido este
modelo devido à potência calculada para o campo oficial (aproximadamente 19.200
kW), além do mesmo ter sido testado pelo TECPAR. As demais especificações
seguem no Anexo A. Nada impede que outro modelo, inclusive de outras marcas,
possa vir a ser utilizado.
Quanto ao local sugerido para instalar o GMG, levou-se em consideração os
seguintes critérios:
? proximidade da atual entrada de energia;
? mínima distância cabível da carga de iluminação em questão (campo de
futebol).
As fotos a seguir focam, figuras 08 e 09 respectivamente, o local sugerido
para a instalação do GMG e a atual entrada de energia (subterrânea).
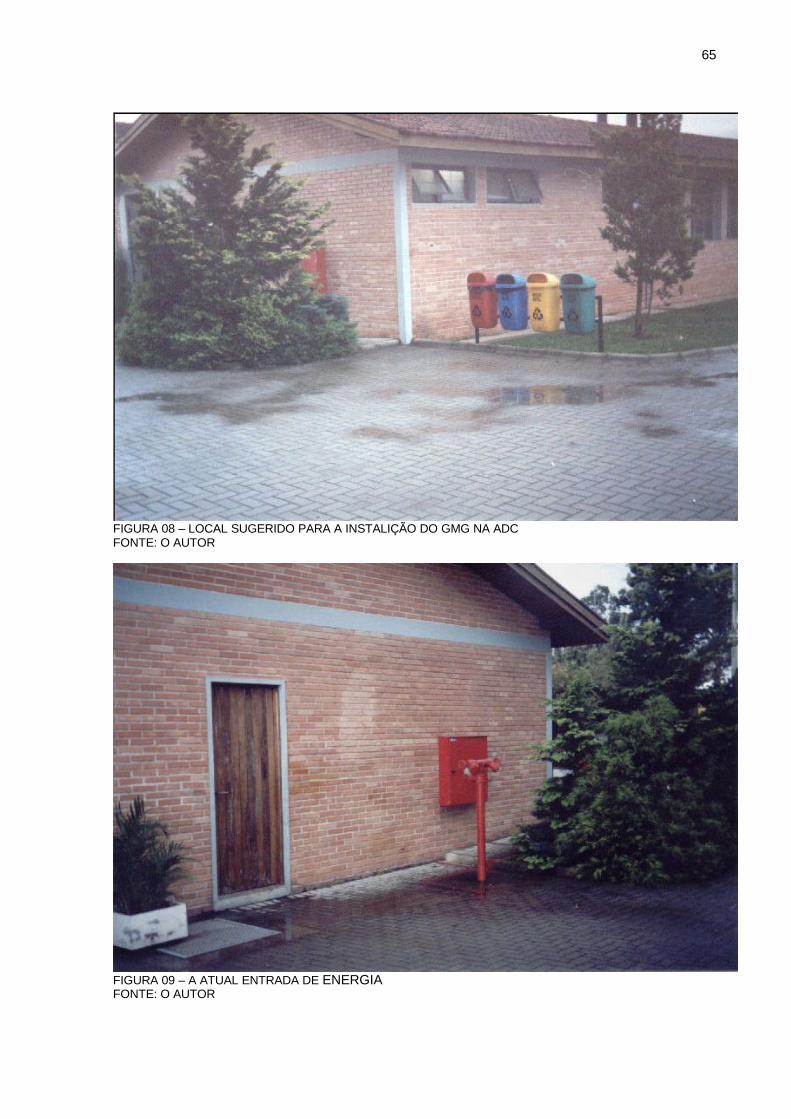
65
FIGURA 08 – LOCAL SUGERIDO PARA A INSTALIÇÃO DO GMG NA ADC FONTE: O AUTOR
FIGURA 09 – A ATUAL ENTRADA DE ENERGIA FONTE: O AUTOR

66
5.5 PROJETO PARALELO
A Siemens Ltda, através de uma empresa prestadora de serviços
relacionados a refeições, já direciona o óleo de fritura utilizado nas dependências da
mesma. A empresa responsável pela coleta é a Ambiental Ltda, sediada em
Itaperuçu, região metropolitana de Curitiba (PR). Porém, este óleo vem sendo
filtrado e destinado ao desmolde para peças em concreto. O litro deste óleo custa
em torno de R$ 1,40 (um real e quarenta centavos), variando pela quantidade
comprada. Foi discutida a possibilidade da Ambiental fabricar o biocombustível.
Porém, o custo geraria em torno de R$ 2,50 o litro. O volume que poderia ser
disponibilizado seria em torno de 400 litros, o suficiente para alimentar os fins
previstos no trabalho.
Entretanto, existe um pré-projeto aprovado pela Fundação Araucária, com o
título “Produção de biocombustível em escala piloto a partir de óleos e gorduras de
rejeitos industriais e de processamento de alimentos”. O mesmo enquadra-se na
categoria “energia” e tem como coordenadora a Prof.ª Lívia Maria de Assis, do
Departamento Acadêmico de Química e Biologia, do CEFET-PR. O projeto consiste
em obter biocombustível através da reciclagem, em uma usina piloto, a ser montada
nas instalações de uma usina de reciclagem, em Campina Grande, região
metropolitana de Curitiba, PR. A planta prevê um investimento de 200 mil Reais,
podendo produzir cerca de 5 mil litros/dia (detalhes financeiros serão detalhados no
capítulo 6).

67
6 ANÁLISE DA VIABILIDADE ECONÔMICA
6.1 ANÁLISE DA VIABILIDADE ECONÔMICA DA PRODUÇÃO E USO DO
BIOCOMBUSTÍVEL NO BRASIL
Do ponto de vista econômico, sua viabilidade está relacionada à substituição
das importações e às vantagens ambientais inerentes, como a redução de emissão
de materiais particulados e de enxofre, que evitará custos com saúde pública e de
gases responsáveis pelo efeito estufa, que pode gerar recursos internacionais do
mercado de carbono.
O aproveitamento energético de óleos vegetais é, também, benéfico para a
sociedade, pois gera postos de trabalho e aumenta a oferta da fração protéica das
oleaginosas – importante insumo para a industria de alimentos e ração animal, além
de nitrogenar (forma de revigorar) o solo durante o crescimento, viabilizando
consorciar o plantio de outras culturas (COSTA; OLIVEIRA; HENRIQUES, 2004).
6.1.1 Os Créditos de Carbono
Como o biocombustível caracteriza-se por ser predominantemente renovável,
com grande parcela oriunda de biomassa. Sua utilização pode contar com outra
receita, a dos créditos de carbono. Eles estão relacionados aos acordos
internacionais que permitem a comercialização de certificados que comprovem a
redução de emissões de gases do efeito estufa (GEE).
A comercialização destes créditos de carbono é outra variável importante. O
uso do biocombustível é uma iniciativa com grande potencial neste sentido. Uma vez
que inibe um dos principais GEE, o dióxido de carbono proveniente da queima de
combustível fóssil para geração elétrica e para o setor de transportes, e ainda,
quando da utilização de insumos residuais, o metano oriundo da decomposição
anaeróbica do resíduo (COSTA; OLIVEIRA; HENRIQUES, 2004).
O procedimento para obtenção destes certificados passa pela elaboração de
um relatório descriminando minuciosamente a alteração que esta atividade gera na
situação regional, comprovada pela forma de produção e mercado atendido, através

68
de declarações de instituições representativas e o parecer favorável do governo
brasileiro.
A produção de biocombustível contribui para aumentar a oferta de energia de
fonte renovável, tendo em vista que a maior parte dos reagentes é oriunda da
biomassa.
O principal insumo (os triglicerídeos ou ácidos graxos) pode ser virgem ou
residual. Em relação ao álcool utilizado na reação, este pode ser de origem vegetal
ou mineral, nunca superior à faixa de 22% do volume de reagentes.
Quando o álcool é mineral (metano obtido a partir do gás natural), somente o
percentual do dióxido de carbono produzido pela combustão do biocombustível
referente à queima da matéria graxa é reabsorvido no crescimento das próximas
safras das biomassas das quais se retira o óleo. Desta forma, caso o biocombustível
metílico fosse utilizado puro (B100), o volume de combustível fóssil consumido seria
reduzido em 86%2, comparativamente com o diesel mineral. Isto equivale a uma
redução de emissões de GEE de cerca de 95%, considerando-se as emissões de
GEE relativas ao diesel e ao metanol3. No caso do biocombustível etílico, totalmente
oriundo de biomassa, esta redução seria ainda maior, aproximadamente de 97%4
(COSTA; OLIVEIRA; HENRIQUES, 2004).
No caso da utilização de matéria graxa (principal insumo) de origem residual, a
emissão de dióxido de carbono da queima da parcela do biocombustível referente à
biomassa é reabsorvida pela nova safra. Entretanto, deve-se à emissão evitada de
CH4 no aterro, já que o insumo residual (o óleo usado ou a escuma de esgoto)
normalmente é disposto em aterros sanitários, onde se decompõe em sistema
anaeróbico, emitindo metano, como os demais resíduos. Este gás tem potencial de
aquecimento global (GWP, da sigla em inglês) 21 vezes maior que o do dióxido de
carbono, para o período de 100 anos. Contabilizando a emissão de metano
proveniente da decomposição anaeróbica do insumo residual, a redução de
2 1 litro de diesel equivale, em termos de energia, a 1,11 l de biocombustível, em cuja produção são consumidos 0,14 l de metanol, o que equivale a uma redução de 86% em volume de combustível fóssil consumido. 3 Emissão de 1 l de diesel = 2,698 kgCO2. Emissão de 0,14 l de metanol = 0,148 kgCO2. 4 A emissão de CO2 decorrente do consumo de combustível fóssil na preparação da terra, abastecimento das usinas e transporte do etanol deve ser contabilizada. Além disso, queima do canavial e na disposição final existe a emissão de metano, cujo Potencial de Aquecimento Global é 21 vezes superior ao do CO2.
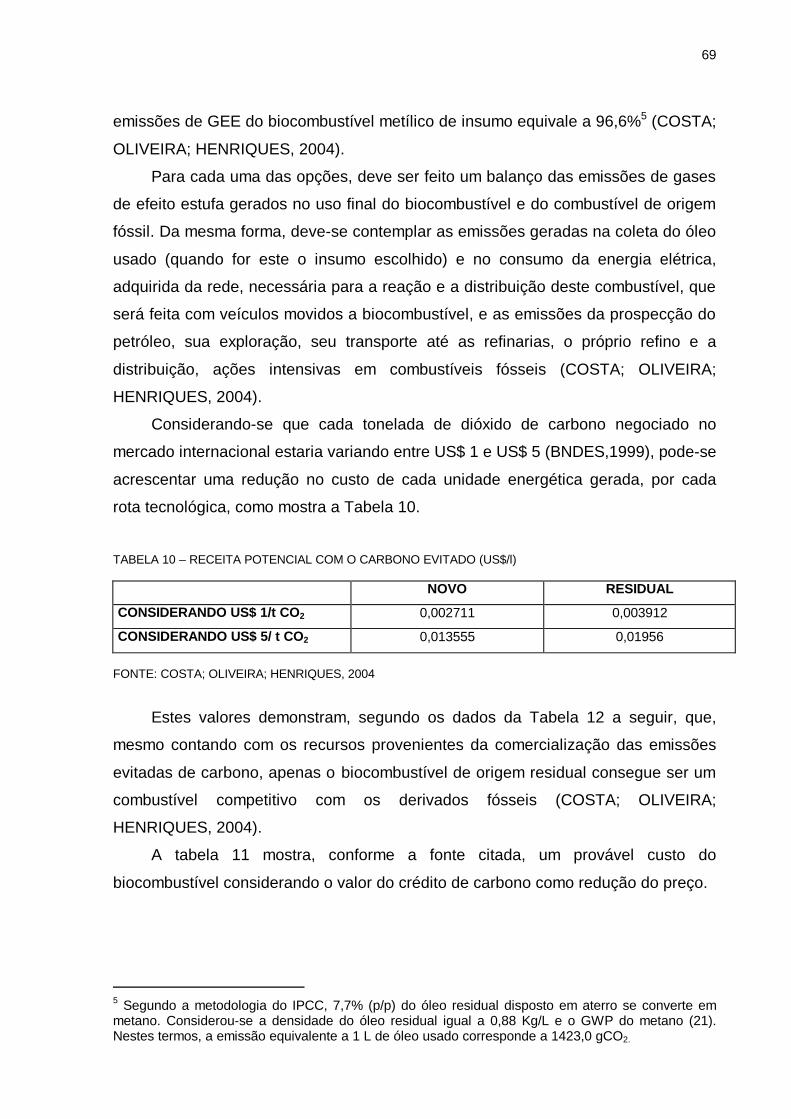
69
emissões de GEE do biocombustível metílico de insumo equivale a 96,6%5 (COSTA;
OLIVEIRA; HENRIQUES, 2004).
Para cada uma das opções, deve ser feito um balanço das emissões de gases
de efeito estufa gerados no uso final do biocombustível e do combustível de origem
fóssil. Da mesma forma, deve-se contemplar as emissões geradas na coleta do óleo
usado (quando for este o insumo escolhido) e no consumo da energia elétrica,
adquirida da rede, necessária para a reação e a distribuição deste combustível, que
será feita com veículos movidos a biocombustível, e as emissões da prospecção do
petróleo, sua exploração, seu transporte até as refinarias, o próprio refino e a
distribuição, ações intensivas em combustíveis fósseis (COSTA; OLIVEIRA;
HENRIQUES, 2004).
Considerando-se que cada tonelada de dióxido de carbono negociado no
mercado internacional estaria variando entre US$ 1 e US$ 5 (BNDES,1999), pode-se
acrescentar uma redução no custo de cada unidade energética gerada, por cada
rota tecnológica, como mostra a Tabela 10.
TABELA 10 – RECEITA POTENCIAL COM O CARBONO EVITADO (US$/l)
NOVO RESIDUAL
CONSIDERANDO US$ 1/t CO2 0,002711 0,003912
CONSIDERANDO US$ 5/ t CO2 0,013555 0,01956
FONTE: COSTA; OLIVEIRA; HENRIQUES, 2004
Estes valores demonstram, segundo os dados da Tabela 12 a seguir, que,
mesmo contando com os recursos provenientes da comercialização das emissões
evitadas de carbono, apenas o biocombustível de origem residual consegue ser um
combustível competitivo com os derivados fósseis (COSTA; OLIVEIRA;
HENRIQUES, 2004).
A tabela 11 mostra, conforme a fonte citada, um provável custo do
biocombustível considerando o valor do crédito de carbono como redução do preço.
5 Segundo a metodologia do IPCC, 7,7% (p/p) do óleo residual disposto em aterro se converte em metano. Considerou-se a densidade do óleo residual igual a 0,88 Kg/L e o GWP do metano (21). Nestes termos, a emissão equivalente a 1 L de óleo usado corresponde a 1423,0 gCO2.
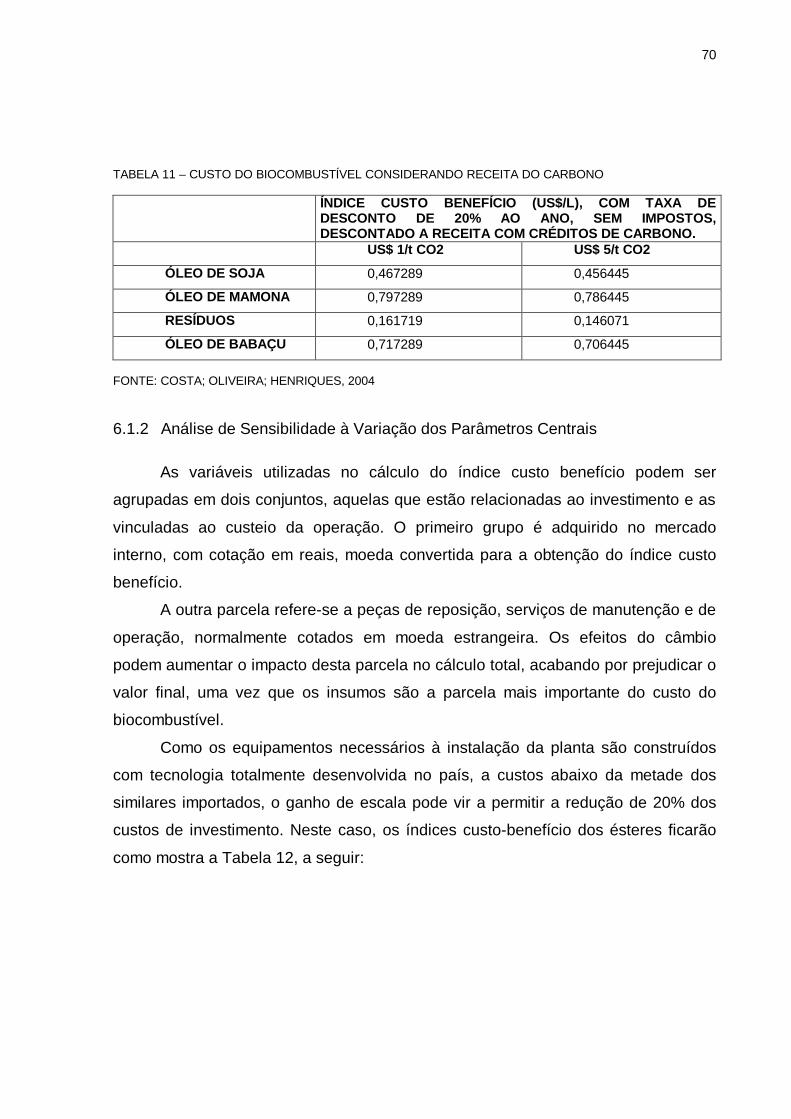
70
TABELA 11 – CUSTO DO BIOCOMBUSTÍVEL CONSIDERANDO RECEITA DO CARBONO
ÍNDICE CUSTO BENEFÍCIO (US$/L), COM TAXA DE DESCONTO DE 20% AO ANO, SEM IMPOSTOS, DESCONTADO A RECEITA COM CRÉDITOS DE CARBONO.
US$ 1/t CO2 US$ 5/t CO2
ÓLEO DE SOJA 0,467289 0,456445
ÓLEO DE MAMONA 0,797289 0,786445
RESÍDUOS 0,161719 0,146071
ÓLEO DE BABAÇU 0,717289 0,706445
FONTE: COSTA; OLIVEIRA; HENRIQUES, 2004
6.1.2 Análise de Sensibilidade à Variação dos Parâmetros Centrais
As variáveis utilizadas no cálculo do índice custo benefício podem ser
agrupadas em dois conjuntos, aquelas que estão relacionadas ao investimento e as
vinculadas ao custeio da operação. O primeiro grupo é adquirido no mercado
interno, com cotação em reais, moeda convertida para a obtenção do índice custo
benefício.
A outra parcela refere-se a peças de reposição, serviços de manutenção e de
operação, normalmente cotados em moeda estrangeira. Os efeitos do câmbio
podem aumentar o impacto desta parcela no cálculo total, acabando por prejudicar o
valor final, uma vez que os insumos são a parcela mais importante do custo do
biocombustível.
Como os equipamentos necessários à instalação da planta são construídos
com tecnologia totalmente desenvolvida no país, a custos abaixo da metade dos
similares importados, o ganho de escala pode vir a permitir a redução de 20% dos
custos de investimento. Neste caso, os índices custo-benefício dos ésteres ficarão
como mostra a Tabela 12, a seguir:

71
TABELA 12 – REDUÇÃO DE CUSTOS DE INVESTIMENTO EM 20%
ÍNDICE CUSTO BENEFÍCIO (US$/MWh), COM TAXA DE
DESCONTO DE 20% AO ANO, SEM IMPOSTOS.
REDUÇÃO (%)
ÓLEO DE SOJA 0,4691 0,487908
ÓLEO DE MAMONA 0,8024 0,298211
RESÍDUOS 0,1484 0,896337
ÓLEO DE BABAÇU 0,7210 0,317987
FONTE: COSTA; OLIVEIRA; HENRIQUES, 2004
Com esta alteração, praticamente nenhuma mudança é notada nos custos
dos ésteres. No outro caso, analisamos a possibilidade de reduzir o custo dos
insumos em 20%, como pode ser visto na Tabela 13, abaixo.
TABELA 13 – REDUÇÃO DE CUSTO DOS INSUMOS EM 20% ÍNDICE CUSTO BENEFÍCIO
(US$/MWh), COM TAXA DE DESCONTO DE 20% AO ANO,
SEM IMPOSTOS.
REDUÇÃO (%)
ÓLEO DE SOJA 0,3841 18,5193
ÓLEO DE MAMONA 0,6507 19,14761
RESÍDUOS 0,1369 17,3032
ÓLEO DE BABAÇU 0,5855 19,05157
FONTE: COSTA; OLIVEIRA; HENRIQUES, 2004
Os combustíveis obtidos são muito sensíveis aos preços dos triglicerídeos e
ácidos graxos, como comprova a Tabela 13 acima, na qual a redução de 20% no
custo deste insumo representa reduções entre 17% e 19% no custo do
biocombustível.
Deve-se considerar que o óleo de mamona pode obter redução de custo
muito maior que os 20% ora previsto, uma vez que o valor inicialmente utilizado foi o
do mercado atual, no qual a oferta é reduzida. Caso seja estabelecida uma política
agrícola para fins combustíveis, a mamona pode representar uma significativa fonte
de matéria graxa a preços competitivos, pois o aumento da oferta não disporá de
mercados disponíveis para absorver com preços tão elevados quanto os atuais. A
Tabela 14, abaixo, reunirá as reduções nos custos de investimento e dos insumos.

72
TABELA 14 – REDUÇÃO DE CUSTOS DE INVESTIMENRO E DE INSUMOS EM 20% ÍNDICE CUSTO BENEFÍCIO
(US$/MWh), COM TAXA DE DESCONTO DE 20% AO ANO,
SEM IMPOSTOS.
REDUÇÃO (%)
ÓLEO DE SOJA 0,3817 19,02843
ÓLEO DE MAMONA 0,6484 19,4334
RESÍDUOS 0,1354 18.2385
ÓLEO DE BABAÇU 0,5832 19,363956
FONTE: COSTA; OLIVEIRA; HENRIQUES, 2004
No caso acima, a redução de 20% dos custos de investimento e dos insumos
altera os custos finais do biocombustível na faixa entre 18% e próximo a 20%.
6.1.3 Potencial dos Insumos para Produção de Biocombustível
Para o Brasil atingir um papel importante no mercado internacional de
biocombustível, faz-se necessário estabelecer medidas para que o biocombustível
de triglicerídeos novos consiga competir com o óleo diesel. Para tanto, pode-se
contar, a curto prazo, com a tendência dos custos de produção decrescente, em
virtude da reunião dos seguintes fatores:
? os custos de produção têm diminuído na faixa de 3% ao ano, nos últimos
cinco anos, em decorrência do consumo para fins alimentícios e químicos ter
alcançado seu limite e, também, por conta dos óleos vegetais com menor
quantidade de colesterol virem reduzindo a participação do óleo de soja no
mercado;
? a comprovação de que o uso de carcaças de animais em rações originou o
“mal da vaca louca” induz à proibição de uso deste produto, aumentando a
demanda por farelo de oleaginosas, cuja produção é simultânea à obtenção
de óleo, ampliando a oferta do triglicerídeo.
Entretanto, o mais importante fator para redução de custos está relacionado
ao potencial significativo de aumento de produção, devido à possibilidade de
ocupação de grandes áreas ociosas no Brasil. Existem, segundo o Ministério da
Agricultura (2002), 90 milhões de hectares agricultáveis ociosos, dos quais não
precisa ser retirada nenhuma árvore.

73
As condições brasileiras permitem que vários insumos sejam utilizados, os
quais podem ser divididos em três grupos: residuais, extrativismo e cultivo. Este
último pode, ainda, ser fracionado em cultura de longo prazo e cultura anual. As
culturas anuais podem ser mecanizadas ou intensivas em mão-de-obra. Estes cinco6
casos podem usar metanol ou etanol, configurando, assim, dez tipos de
combinações de insumo.
Um grande programa agrícola no país, com vistas à produção de
biocombustível, pode vir a permitir a aquisição da maior parte dos insumos por
valores bastante inferiores aos praticados atualmente, fazendo com que os custos
totais de produção de biocombustível caiam significativamente. Adicionalmente, caso
sejam consideradas a receita possível com os certificados de carbono, a
comercialização do glicerol e da fração protéica obtida durante a extração do óleo e
a dinamização da economia permitida pela redução das importações de óleo diesel,
que somam mais de US$ 2 bilhões anuais, certamente estes custos são tornados
mais atrativos.
Como já mostrado, independentemente deste programa agrícola proposto, os
insumos residuais já geram biocombustível com custos competitivos, apesar de sua
oferta ser pequena quando comparada ao mercado de combustíveis, cerca de 1%
(500 milhões de litros face ao consumo de 40 bilhões anuais). Tais insumos tendem
a ampliar sua atratividade em função de dois motivos:
? Os custos de tratamento de resíduos serão ampliados devido à escassez de
áreas para disposição final e ao aumento do controle ambiental;
? Como são bens inferiores, a redução dos custos dos insumos novos reduzirá
os de seus sucedâneos.
Outro ponto importante a ser considerado refere-se ao fato de que, ao
elaborar cenários para analisar a atratividade dos biocombustíveis, é conveniente
analisar a manutenção da tendência ao aumento dos preços dos combustíveis
fósseis.
Como mencionado, os preços atuais dos insumos permitem que apenas os
resíduos sejam competitivos com o óleo diesel. Levando-se em conta que o aumento
6 Insumos Residuais: óleo de fritura, sebo bovino, óleo de peixe, gordura de frango, graxa suína e ácidos graxos. Insumos-Extrativismo: babaçu, buriti, castanha-do-Pará. Insumos-Cultivo Anual Mecanizado: soja, algodão, milho, arroz, canola, girassol. Insumos-Cultivo Anual Intensivo em mão-de-obra: nabo-forrageiro, amendoim e mamona. Insumos-Cultivo de Longo Prazo: dendê, palmiste e coco.

74
de produção dos óleos vegetais para atender à escala energética provocaria uma
redução nos preços atualmente praticados, a Tabela 15, a seguir, apresenta os
valores típicos que podem ser alcançados para diversas fontes de matéria-prima
para os grupos anteriormente descritos. Além disso, considerando o custo de
realização do óleo diesel nas refinarias, R$ 0,72 por litro, como de referência para
venda do combustível; a taxa interna de retorno de 25% como sendo a expectativa
da PETROBRAS (comunicação pessoal); e utilizando-se como taxa de desconto o
valor de 15%, esta tabela também apresenta os valores obtidos no cálculo da Taxa
Interna de Retorno (COSTA; OLIVEIRA; HENRIQUES, 2004).
TABELA 15 – TIR PARA DIFERENTES INSUMOS
CUSTO INSUMOS
(R$/L)
CUSTO DIESEL
(R$/L)
TIR
RESÍDUOS+METANOL 0,41 0,72 243%
RESÍDUOS+ETANOL 0,451 0,72 211%
EXTRATIVISMO+METANOL 0,648 0,72 56%
FONTE: COSTA; OLIVEIRA; HENRIQUES, 2004
O cálculo de Taxa Interna de Retorno - TIR para as dez alternativas gerou
seis valores. Assim, o cultivo anual, mecanizado ou intensivo de mão-de-obra e o
cultivo perene, utilizando etanol, obtiveram TIR de 27%. As mesmas opções
utilizando metanol atingiram 35%. Os insumos oriundos do extrativismo reagidos
com etanol chegaram a 49%, enquanto os reagidos com metanol atingiram 56%. As
duas melhores taxas foram referentes aos insumos residuais, pois no caso da
utilização de etanol atingiu 211%, enquanto na utilização do metanol chegou a
243%.
Do ponto de vista econômico, a viabilidade do uso do biocombustível, tanto
puro quanto misturado ao óleo diesel mineral, está intimamente relacionado à
substituição das importações e às vantagens ambientais inerentes, como a redução
de emissão de materiais particulados e de enxofre, que evita custos com saúde
pública e de GEE, podendo gerar ainda recursos internacionais do mercado de
carbono.

75
Dentre as motivações para a implementação de um Programa Nacional de
produção e Uso do Biocombustível, destacam-se as seguintes, de natureza
econômica:
? o Brasil importou, no ano de 2002, 6,5 bilhões de litros de óleo diesel e
refinou outros 8 bilhões oriundos de petróleo importado, cujos demais
derivados foram exportados com preços inferiores aos do mercado
internacional, subsidiando o consumo internacional;
? o Brasil é reconhecido por sua significativa biodiversidade, que se estende
sobre as oleaginosas, o que permite contar com vários bens substitutos,
evitando grandes oscilações de preços, com potencial de produção capaz de
substituir importações e viabilizar exportações;
? o mercado de comercialização de créditos de carbono está em franca
expansão, ainda que o Protocolo de Kyoto dependa da ratificação de mais de
um país, e já existem negócios sendo realizados, o que pode acarretar
recursos adicionais para o programa do Biocombustível.
? a indústria nacional está capacitada para produzir todos os equipamentos
necessários, agrícolas e químicos, para viabilizar um programa nacional.
Pode-se contar, a curto prazo, com a tendência dos custos de produção
decrescente, em virtude de diversos fatores, sendo o mais importante o relacionado
ao potencial significativo de aumento de produção, devido à possibilidade de
ocupação de grandes áreas ociosas no Brasil. Ademais, deve ser considerada a
manutenção da tendência de aumento dos preços dos combustíveis fósseis.
É preciso ressaltar o fato de que a atratividade econômica do biocombustível
foi calculada considerando-se os preços de insumos que podem ser alcançados no
caso de haver um aumento de produção que atenda à escala energética. Ao
elaborar uma proposta para utilização de biocombustível como medida para redução
da importação de óleo diesel e, talvez, para que o Brasil figure no mercado
internacional como um dos principais exportadores deste combustível renovável, é
necessária que seja estabelecida uma política agrícola, tanto pelo governo federal,
quanto pelos governos estaduais e municipais, com vistas a aumentar
significativamente a produção de óleos vegetais e reduzir seus custos.
Os valores atualmente pagos pelos óleos vegetais decorrem de suas
aplicações nobres (alimentícia e química) e da quantidade produzida. Os insumos
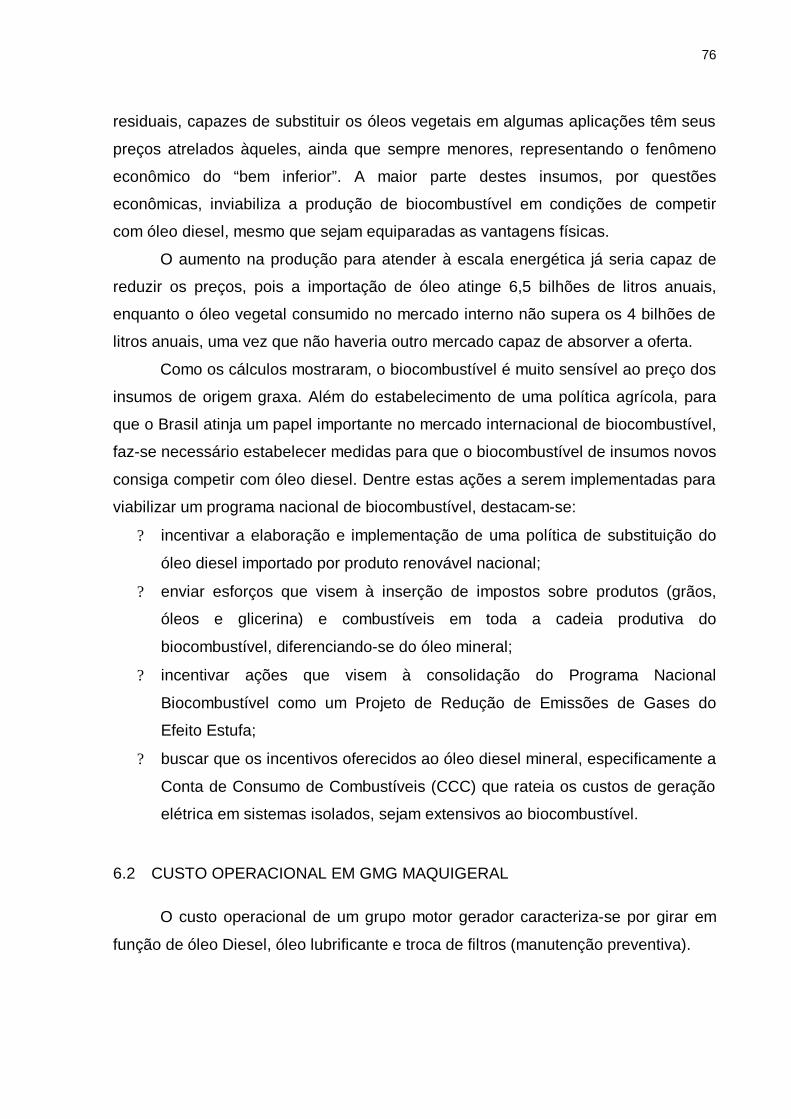
76
residuais, capazes de substituir os óleos vegetais em algumas aplicações têm seus
preços atrelados àqueles, ainda que sempre menores, representando o fenômeno
econômico do “bem inferior”. A maior parte destes insumos, por questões
econômicas, inviabiliza a produção de biocombustível em condições de competir
com óleo diesel, mesmo que sejam equiparadas as vantagens físicas.
O aumento na produção para atender à escala energética já seria capaz de
reduzir os preços, pois a importação de óleo atinge 6,5 bilhões de litros anuais,
enquanto o óleo vegetal consumido no mercado interno não supera os 4 bilhões de
litros anuais, uma vez que não haveria outro mercado capaz de absorver a oferta.
Como os cálculos mostraram, o biocombustível é muito sensível ao preço dos
insumos de origem graxa. Além do estabelecimento de uma política agrícola, para
que o Brasil atinja um papel importante no mercado internacional de biocombustível,
faz-se necessário estabelecer medidas para que o biocombustível de insumos novos
consiga competir com óleo diesel. Dentre estas ações a serem implementadas para
viabilizar um programa nacional de biocombustível, destacam-se:
? incentivar a elaboração e implementação de uma política de substituição do
óleo diesel importado por produto renovável nacional;
? enviar esforços que visem à inserção de impostos sobre produtos (grãos,
óleos e glicerina) e combustíveis em toda a cadeia produtiva do
biocombustível, diferenciando-se do óleo mineral;
? incentivar ações que visem à consolidação do Programa Nacional
Biocombustível como um Projeto de Redução de Emissões de Gases do
Efeito Estufa;
? buscar que os incentivos oferecidos ao óleo diesel mineral, especificamente a
Conta de Consumo de Combustíveis (CCC) que rateia os custos de geração
elétrica em sistemas isolados, sejam extensivos ao biocombustível.
6.2 CUSTO OPERACIONAL EM GMG MAQUIGERAL
O custo operacional de um grupo motor gerador caracteriza-se por girar em
função de óleo Diesel, óleo lubrificante e troca de filtros (manutenção preventiva).
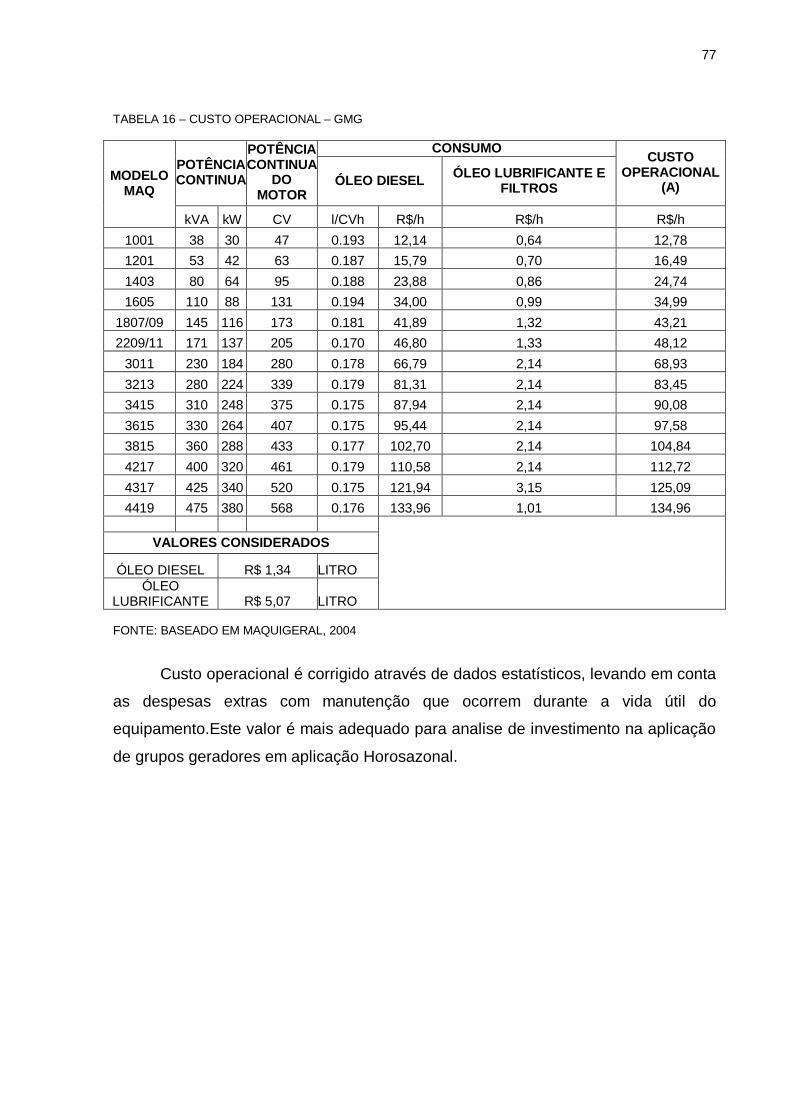
77
TABELA 16 – CUSTO OPERACIONAL – GMG
CONSUMO POTÊNCIA CONTINUA
POTÊNCIA CONTINUA
DO MOTOR
ÓLEO DIESEL ÓLEO LUBRIFICANTE E FILTROS
CUSTO OPERACIONAL
(A) MODELO
MAQ
kVA kW CV l/CVh R$/h R$/h R$/h 1001 38 30 47 0.193 12,14 0,64 12,78 1201 53 42 63 0.187 15,79 0,70 16,49 1403 80 64 95 0.188 23,88 0,86 24,74 1605 110 88 131 0.194 34,00 0,99 34,99
1807/09 145 116 173 0.181 41,89 1,32 43,21 2209/11 171 137 205 0.170 46,80 1,33 48,12
3011 230 184 280 0.178 66,79 2,14 68,93 3213 280 224 339 0.179 81,31 2,14 83,45 3415 310 248 375 0.175 87,94 2,14 90,08 3615 330 264 407 0.175 95,44 2,14 97,58 3815 360 288 433 0.177 102,70 2,14 104,84 4217 400 320 461 0.179 110,58 2,14 112,72 4317 425 340 520 0.175 121,94 3,15 125,09 4419 475 380 568 0.176 133,96 1,01 134,96
VALORES CONSIDERADOS
ÓLEO DIESEL R$ 1,34 LITRO ÓLEO
LUBRIFICANTE R$ 5,07 LITRO FONTE: BASEADO EM MAQUIGERAL, 2004
Custo operacional é corrigido através de dados estatísticos, levando em conta
as despesas extras com manutenção que ocorrem durante a vida útil do
equipamento.Este valor é mais adequado para analise de investimento na aplicação
de grupos geradores em aplicação Horosazonal.
78
TABELA 17– CUSTO OPERACIONAL CORRIGIDO – GMG
POTÊNCIA CONTINUA
POTÊNCIA CONTINUA DO
MOTOR
CUSTO OPERACIONAL (A)
CUSTO OPERACIONAL CORRIGIDO (B) MODELO
MAQ
kVA kW CV R$/h R$ / kWh R$ / kWh 1001 38 30 47 12,78 0,420 0,467 1201 53 42 63 16,49 0,389 0,432 1403 80 64 95 24,74 0,387 0,430 1605 110 88 131 34,99 0,398 0,442
1807/09 145 116 173 43,21 0,372 0,414 2209/11 171 137 205 48,12 0,352 0,391
3011 230 184 280 68,93 0,375 0,416 3213 280 224 339 83,45 0,373 0,414 3415 310 248 375 90,08 0,363 0,404
3615 330 264 407 97,58 0,370 0,411 3815 360 288 433 10,.84 0,364 0,404 4217 400 320 461 11,.72 0,352 0,391
4317 425 340 520 125,09 0,368 0,409 4419 475 380 568 134,96 0,355 0,395
FONTE: BASEADO EM MAQUIGERAL, 2004
6.3 ANÁLISE ECONÔMICA
Neste item será feita uma comparação entre o diesel, o biocombustível e a
energia fornecida pela Copel. O sistema tarifário em que uma empresa encaixa-se,
depende de vários fatores. Diante do estudo de caso apresentado, o sistema em
questão é o Horossazonal Azul. A seguir, os custos da energia (consumo: tabela 18;
demanda: tabela 19) para este sistema (sem contar + 27% de ICMS).

79
TABELA 18 – CUSTO DA ENERGIA CONSUMIDA
HOROSSAZONAL AZUL - CONSUMO CONSUMO (R$/MWh)
SUBGRUPO PONTA F.PONTA
SECA ÚMIDA SECA ÚMIDA
A1 (230 KV ou mais) 112,44 99,31 70,25 61,20
A2 (88 a 138 KV) 112,76 102,43 72,87 65,93
A3 (69 KV) 119,78 106,63 75,80 66,60
A3a (30 a 44 KV) 155,19 141,76 80,38 71,47
A4 (2,3 a 25 KV) 158,17 144,71 81,94 72,85
AS (subterrâneo) 165,08 151,05 85,51 76,01
FONTE: COPEL, 2004
TABELA 19– CUSTO DA DEMANDA
HOROSSAZONAL AZUL - DEMANDA DEMANDA (R$/kW)
SUBGRUPO PONTA F. PONTA
A1 (230 kV ou mais) 14,35 2,59
A2 (88 a 138 kV) 16,15 3,30
A3 (69 kV) 20,71 5,15
A3a (30 a 44 kV) 26,53 8,19
A4 (2,3 a 25 kV) 29,17 9,28
AS (subterrâneo) 30,51 12,90
FONTE: COPEL, 2004
Ou seja, tendo em vista o consumo mensal da ADC com a futura iluminação
de 384 kWh (20 horas de uso por mês) e uma demanda de 19,2 kW (atual), o custo
por kWh, pago como se fosse faturado pela COPEL, seria em torno de R$ 60,73 +
R$ 560,06, ou seja, R$ 1,62 + 27% (impostos) = R$ 2,05 o kWh. Utilizando o óleo
diesel convencional, a R$ 1,46 o litro, o kWh sairia a R$ 0,507 o kWh. Utilizando o
óleo que a Ambiental Ltda poderia gerar a R$ 2,50 o litro, o custo do kWh seria de
R$ 0,919.
As tabelas 20, 21 e 22 mostram três cenários distintos, projetando valores que
já incluem a carga de iluminação apresentada neste trabalho. O primeiro (tabela20)
refere-se a valores da energia da COPEL. O segundo (tabela 21) refere-se a valores
da energia tendo o diesel como sua fonte. O terceiro (tabela 22) trata-se de valores
tendo o biocombustível da Ambiental como combustível.

80
TABELA 20 - CUSTO COPEL
CENÁRIO 1
DEMANDA DA ADC (Kw) 52
CONSUMO DA ADC (kWh) 2131
TARIFA COPEL (R$) 2.354,49
CUSTO COPEL (R$/kWh) 1,10
OBS: TARIFA COPEL INCLUIU 27% ICMS
FONTE: O AUTOR TABELA 21 – CUSTO DIESEL
CENÁRIO 2
DEMANDA DA ADC (kw) 52
CONSUMO DA ADC (kWh) 2131
TARIFA DIESEL (R$) 937,73
CUSTO DIESEL (R$/kWh) 0,44
TARIFA DIESEL (R$)* 2.396,06
CUSTO DIESEL (R$/kWh)* 1,12
OBS: *2 ANOS PARA RETORNO DO INVESTIMENTO
FONTE: O AUTOR TABELA 22 – CUSTO BIOCOMBUSTÍVEL
CENÁRIO 3
DEMANDA DA ADC (kw) 52
CONSUMO DA ADC (kWh) 2131
TARIFA DIESEL (R$) 1.683,65
CUSTO DIESEL (R$/kWh) 0,79
TARIFA DIESEL (R$)* 3.141,98
CUSTO DIESEL (R$/kWh)* 1,47
OBS: *2 ANOS PARA RETORNO DO INVESTIMENTO
FONTE: O AUTOR
6.4 CUSTO DE UMA PLANTA PILOTO
Na Bahia, uma planta piloto está sendo implantada para a produção de
biocombustível. A unidade terá capacidade para fabricar 10 mil litros por dia,
podendo aumentar em caso de demanda. Ou seja, 20 mil litros por dia se
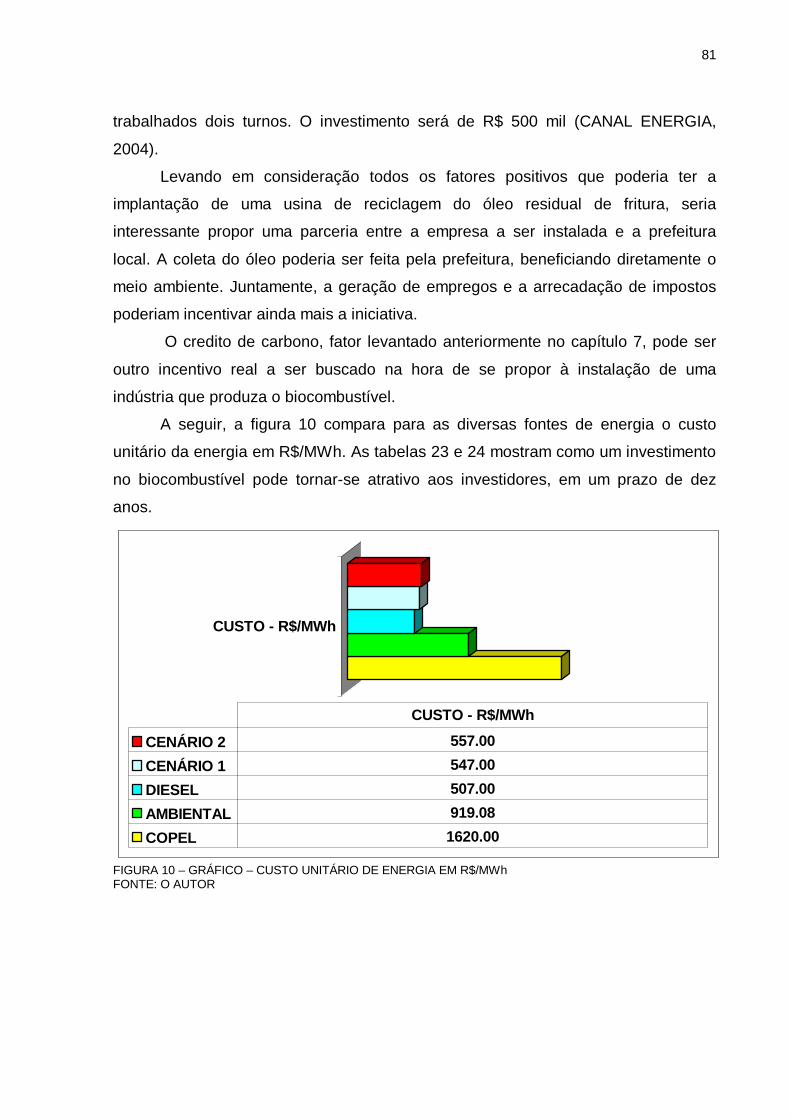
81
trabalhados dois turnos. O investimento será de R$ 500 mil (CANAL ENERGIA,
2004).
Levando em consideração todos os fatores positivos que poderia ter a
implantação de uma usina de reciclagem do óleo residual de fritura, seria
interessante propor uma parceria entre a empresa a ser instalada e a prefeitura
local. A coleta do óleo poderia ser feita pela prefeitura, beneficiando diretamente o
meio ambiente. Juntamente, a geração de empregos e a arrecadação de impostos
poderiam incentivar ainda mais a iniciativa.
O credito de carbono, fator levantado anteriormente no capítulo 7, pode ser
outro incentivo real a ser buscado na hora de se propor à instalação de uma
indústria que produza o biocombustível.
A seguir, a figura 10 compara para as diversas fontes de energia o custo
unitário da energia em R$/MWh. As tabelas 23 e 24 mostram como um investimento
no biocombustível pode tornar-se atrativo aos investidores, em um prazo de dez
anos.
CUSTO - R$/MWh
CENÁRIO 2 557.00
CENÁRIO 1 547.00
DIESEL 507.00
AMBIENTAL 919.08
COPEL 1620.00
CUSTO - R$/MWh
FIGURA 10 – GRÁFICO – CUSTO UNITÁRIO DE ENERGIA EM R$/MWh FONTE: O AUTOR
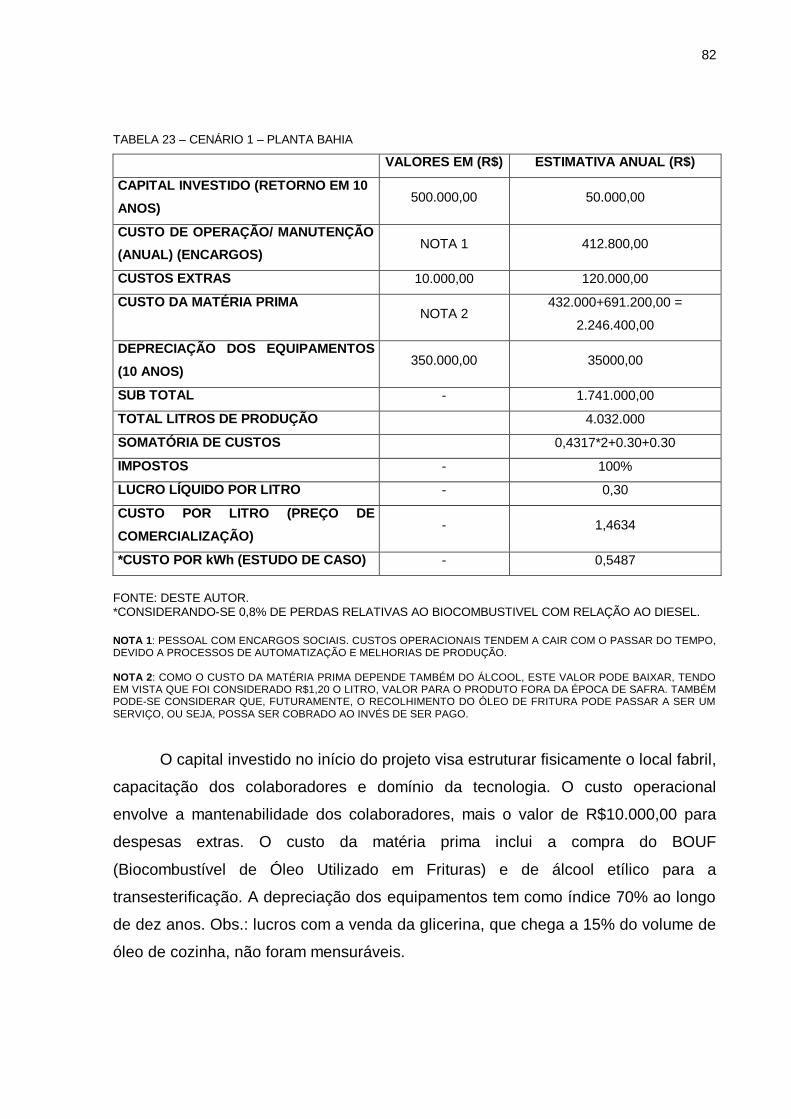
82
TABELA 23 – CENÁRIO 1 – PLANTA BAHIA
VALORES EM (R$) ESTIMATIVA ANUAL (R$)
CAPITAL INVESTIDO (RETORNO EM 10
ANOS) 500.000,00 50.000,00
CUSTO DE OPERAÇÃO/ MANUTENÇÃO
(ANUAL) (ENCARGOS) NOTA 1 412.800,00
CUSTOS EXTRAS 10.000,00 120.000,00
CUSTO DA MATÉRIA PRIMA NOTA 2
432.000+691.200,00 =
2.246.400,00
DEPRECIAÇÃO DOS EQUIPAMENTOS
(10 ANOS) 350.000,00 35000,00
SUB TOTAL - 1.741.000,00
TOTAL LITROS DE PRODUÇÃO 4.032.000
SOMATÓRIA DE CUSTOS 0,4317*2+0.30+0.30
IMPOSTOS - 100%
LUCRO LÍQUIDO POR LITRO - 0,30
CUSTO POR LITRO (PREÇO DE
COMERCIALIZAÇÃO) - 1,4634
*CUSTO POR kWh (ESTUDO DE CASO) - 0,5487
FONTE: DESTE AUTOR. *CONSIDERANDO-SE 0,8% DE PERDAS RELATIVAS AO BIOCOMBUSTIVEL COM RELAÇÃO AO DIESEL. NOTA 1: PESSOAL COM ENCARGOS SOCIAIS. CUSTOS OPERACIONAIS TENDEM A CAIR COM O PASSAR DO TEMPO, DEVIDO A PROCESSOS DE AUTOMATIZAÇÃO E MELHORIAS DE PRODUÇÃO.
NOTA 2: COMO O CUSTO DA MATÉRIA PRIMA DEPENDE TAMBÉM DO ÁLCOOL, ESTE VALOR PODE BAIXAR, TENDO EM VISTA QUE FOI CONSIDERADO R$1,20 O LITRO, VALOR PARA O PRODUTO FORA DA ÉPOCA DE SAFRA. TAMBÉM PODE-SE CONSIDERAR QUE, FUTURAMENTE, O RECOLHIMENTO DO ÓLEO DE FRITURA PODE PASSAR A SER UM SERVIÇO, OU SEJA, POSSA SER COBRADO AO INVÉS DE SER PAGO.
O capital investido no início do projeto visa estruturar fisicamente o local fabril,
capacitação dos colaboradores e domínio da tecnologia. O custo operacional
envolve a mantenabilidade dos colaboradores, mais o valor de R$10.000,00 para
despesas extras. O custo da matéria prima inclui a compra do BOUF
(Biocombustível de Óleo Utilizado em Frituras) e de álcool etílico para a
transesterificação. A depreciação dos equipamentos tem como índice 70% ao longo
de dez anos. Obs.: lucros com a venda da glicerina, que chega a 15% do volume de
óleo de cozinha, não foram mensuráveis.
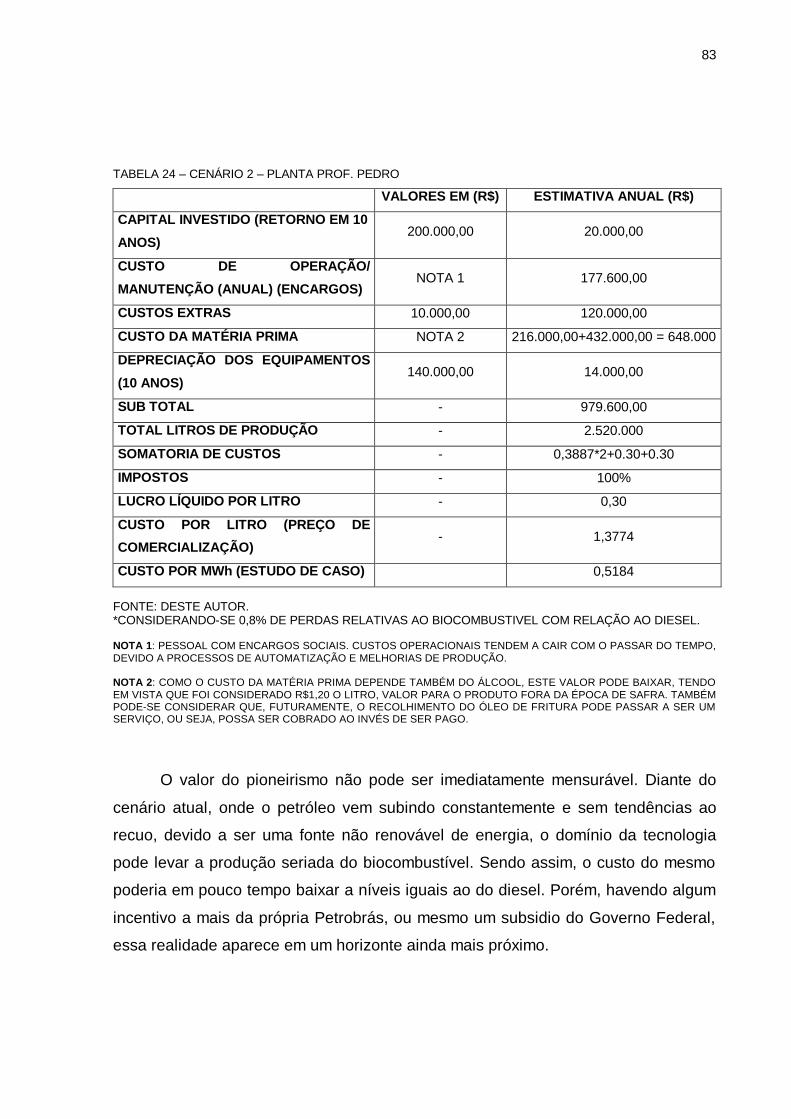
83
TABELA 24 – CENÁRIO 2 – PLANTA PROF. PEDRO
VALORES EM (R$) ESTIMATIVA ANUAL (R$)
CAPITAL INVESTIDO (RETORNO EM 10
ANOS) 200.000,00 20.000,00
CUSTO DE OPERAÇÃO/
MANUTENÇÃO (ANUAL) (ENCARGOS) NOTA 1 177.600,00
CUSTOS EXTRAS 10.000,00 120.000,00
CUSTO DA MATÉRIA PRIMA NOTA 2 216.000,00+432.000,00 = 648.000
DEPRECIAÇÃO DOS EQUIPAMENTOS
(10 ANOS) 140.000,00 14.000,00
SUB TOTAL - 979.600,00
TOTAL LITROS DE PRODUÇÃO - 2.520.000
SOMATORIA DE CUSTOS - 0,3887*2+0.30+0.30
IMPOSTOS - 100%
LUCRO LÍQUIDO POR LITRO - 0,30
CUSTO POR LITRO (PREÇO DE
COMERCIALIZAÇÃO) - 1,3774
CUSTO POR MWh (ESTUDO DE CASO) 0,5184
FONTE: DESTE AUTOR. *CONSIDERANDO-SE 0,8% DE PERDAS RELATIVAS AO BIOCOMBUSTIVEL COM RELAÇÃO AO DIESEL. NOTA 1: PESSOAL COM ENCARGOS SOCIAIS. CUSTOS OPERACIONAIS TENDEM A CAIR COM O PASSAR DO TEMPO, DEVIDO A PROCESSOS DE AUTOMATIZAÇÃO E MELHORIAS DE PRODUÇÃO.
NOTA 2: COMO O CUSTO DA MATÉRIA PRIMA DEPENDE TAMBÉM DO ÁLCOOL, ESTE VALOR PODE BAIXAR, TENDO EM VISTA QUE FOI CONSIDERADO R$1,20 O LITRO, VALOR PARA O PRODUTO FORA DA ÉPOCA DE SAFRA. TAMBÉM PODE-SE CONSIDERAR QUE, FUTURAMENTE, O RECOLHIMENTO DO ÓLEO DE FRITURA PODE PASSAR A SER UM SERVIÇO, OU SEJA, POSSA SER COBRADO AO INVÉS DE SER PAGO.
O valor do pioneirismo não pode ser imediatamente mensurável. Diante do
cenário atual, onde o petróleo vem subindo constantemente e sem tendências ao
recuo, devido a ser uma fonte não renovável de energia, o domínio da tecnologia
pode levar a produção seriada do biocombustível. Sendo assim, o custo do mesmo
poderia em pouco tempo baixar a níveis iguais ao do diesel. Porém, havendo algum
incentivo a mais da própria Petrobrás, ou mesmo um subsidio do Governo Federal,
essa realidade aparece em um horizonte ainda mais próximo.

84
7 CONCLUSÃO
Neste trabalho foram feitas analises sobre os tipos e o custo da energia que
pode ser utilizada pela ADC em horário de ponta, para a iluminação de um campo de
futebol com dimensões oficiais.
Conclui-se que o biocombustível apresenta semelhanças nas propriedades
fluidodinâmicas e termodinâmicas, quando comparadas ao diesel do petróleo. No
aspecto combustibilidade, as características se equivalem em motores do ciclo
diesel. Os desempenhos e os consumos são praticamente equivalentes, e ainda não
há necessidade de qualquer modificação ou adaptação dos motores para funcionar
regularmente com um ou com o outro combustível. Isso é um aspecto de importante
relevância. Pela equivalência de suas propriedades físico-químicas e como o
biocombustível e o diesel mineral são completamente miscíveis, as misturas de
biocombustível com o diesel mineral podem ser empregadas em qualquer
proporção.
Como a qualidade do biocombustível também é de suma importância. A
quantidade de água, sabão e a acidez devem ser rigidamente eliminadas durante o
processo de filtragem. Por isso, quando é obtido o biocombustível através da
transesterificação, faz-se necessário 20% a mais de matéria prima, ou seja, de óleo
de fritura usado. Pois deste total, 5% será a resultante de água mais resíduos e 15%
em glicerina, matéria prima utilizada para a produção de sabão, por exemplo, tendo
inclusive um bom valor comercial. Portanto, verificou-se que o sub-produto também
é importante, pois tem um valor agregado.
Para a geração de energia em GMG, o direcionamento do biocombustível
passa a ser ainda mais interessante. Diante da facilidade de se encontrar a matéria
prima, qualquer região brasileira pode capacitar-se e produzir o produto. Outro fator
positivo para que o biocombustível de óleo de cozinha reciclado seja utilizado na
geração de energia é a potência dos motores a diesel. Veículos pesados geralmente
são movidos por motores com mais de 150 CV. O consumo de um motor de ônibus
ou caminhão, por exemplo, é muito mais alto se comparado a um gerador de 38
kVA, com potencia mecânica de 47 CV. Produzir biocombustível para toda a frota
automotiva nacional, sem mistura-lo ao diesel, estaria muito mais longe do que
utilizar somente biocombustível para alimentar GMG. Com isso, reservas ecológicas,

85
ilhas, comunidades isoladas, poderiam utilizar um combustível menos poluente que
o diesel.
Um aspecto negativo é que quando um motor a diesel utiliza o biocombustível
reciclado, perde potência nominal. Essa característica mecânica certamente acarreta
conseqüências sobre o GMG. Esta perda de potência influencia diretamente na
retomada de carga. Se algum equipamento sob alimentação do gerador é ligado, o
tempo para estabilização da freqüência e tensão nominal aumenta. A perda de
potência mecânica no eixo ocorre também porque o biocombustível acarreta um
atraso na ignição, além de ter um poder calorífico mais baixo que o diesel. Esta
grandeza pode ser considerada proporcional à potência nominal do motor. Portanto,
inicialmente para um gerador de 38 kVA, será considerado como potencia nominal
8% a menos quando utilizado o biocombustível, ou seja, 34,96 kVA.
Indiscutivelmente, mostrou-se neste trabalho que existem aspectos muito
positivos na utilização do biocombustível, sendo pelo menos cinco as importantes
vantagens com relação à utilização do biocombustível sobre o óleo diesel do
petróleo: diferentemente do óleo mineral, o biocombustível não contém enxofre; é
biodegradável; não é corrosivo; é renovável e não contribui para o aumento do efeito
estufa. Estes aspectos ainda não podem ser transformados em valores precificados,
porém no futuro agregaram grande valor ao biocombustível como já comprovado
teoricamente.
Com relação aos aspectos econômicos em torno do biocombustível, a
amplitude com que se pode encarar o tema não pôde se passar despercebida e
também foi estudada, com objetivo de complementar este trabalho. Com preços em
torno de R$ 533,00 o MWh dos cenários simulados, se comparado com o valor atual
em torno de R$ 174,00, é inviável. Porém, levando-se em consideração que o preço
do MWh, durante a crise energética enfrentada pelo Brasil em 2001, que conforme o
MAE ficou em torno de R$ 640,00 o MWh, a produção do biocombustível para
geração de energia em GMG é viável.
O preço também passa a ser atrativo para instalações em áreas isoladas, cujo
o custo de transporte do diesel convencional é extremamente caro. Como exemplo
pode-se citar a região norte do país, onde o MWh gira em torno de R$ 1900,00. Vale
a pena também lembrar que o preço do óleo diesel está atrelado à variação cambial
do dólar americano. Outro fator de peso também considerado é o de que a flutuação
do preço internacional do barril de petróleo tende a aumentar, com a noticia de que,
86
diante do consumo atual, as reservas suprirão o fornecimento por um período entre
40 e 50 anos (PETROBRÁS, 2004).
Com relação a ADC, o preço que a associação pagaria pelo kWh gerado pelo
GMG, se comparado com a fatura da COPEL, seria equivalente quando utilizado o
diesel como combustível.
Portanto, vale a pena instalar o gerador para a iluminação diante do futuro
promissor do biocombustível que é mostrado neste trabalho, não somente pela
economia, mas também pelo conjunto social da obra, bem como, a utilização
pioneira desta tecnologia.
.
87
8 REFERÊNCIAS
AGÊNCIA USP DE NOTÍCIAS. Disponível em: www.usp.br/agenciausp, acesso em 20 de Fevereiro de 2004. AJAV, E. A.; SINGH, B.; BHATTACHARYA, T. K. Thermal balance of a single cylinder diesel engine operating an alternative fuels. Energy Conversion and Management. Oxford: Publisher Pergamon-Elsevier Science Ltd., v. 41, n.º 14, p. 1533-1541, Sep. 2000. ALCÂNTARA, R.; AMORES, J; CANOIRA, L.; Catalytic production of biocombustível from soy-bean oil, used frying oil and tallow. Biomass and Bio energy v.18, n.º6, p. 515-527, 2000. ALI, Y., HANNA M. A.; BORG, J. E. Opitimization of diesel, methnyl tallowate and ethanol blend for reducing emissions from diesel engine. Bioresource Technology. Oxford, v. 52, n.º 3, p. 237-243, 1995. ALI, Y., HANNA, M. A. Durability testing of a diesel fuel, methyl tallowate, and ethanol blend in a Cummins N14-410 diesel engine. Transactions of the ASAE. St Joseph, v. 39, n.º 3, p. 793-797, May/Jun. 1996. BRASIL-MDIC Ministério do Desenvolvimento Industria e Comercio Exterior. Sevretária de Tecnologia Industrial. Produção de Combustível Líquidos a partir de óleos vegetais. Brasília, STI/ CIT, p. 364, 1985. BRITO, Paulo. Análise e Viabilidade de Projetos de Investimento. São Paulo: Atlas, 2003. CANAL ENERGIA, Bahia cria rede para coordenar desenvolvimento do biodiesel. Disponível em www.canalenergia.com.br, Redação, P&D 26/04/2004. Acesso em: Setembro, 2004. CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DO PARANÁ UNIDADE DE CURITIBA (CEFET/Pr), Utilização de Biocombustível Etílico de Diferentes Fontes Oleaginosas é Solução Estratégica para o Brasil. Curitiba, PR, 2004. CHANG, Y. Z. D. et al. Fuel properties and emissions of sotbean oil esters as diesel fuel. Journal of the American Oil Chemists Society. V. 73, n.º 11, p. 1549-1555, 1996. CLARK, S. J. et al. Methyl and ethyl soybean esters as renewable fuels for diesel engines. Journal of the American Oil Chemists Society. Kansas State University, Manhattan – U.S.A., v. 61, n.º 10, p. 1632-1637, Oct. 1984. CLEMENTE, A. Projetos Empresariais e Públicos, São Paulo: Atlas, 1998. COPEL – Disponível em www.copel.com, acesso em 2004. COSTA, A. O.; OLIVEIRA, L. B.; HENRIQUES, R. M. Análise de Viabilidade Econômica da Produção e Uso do Biodiesel no Brasil. IVIG-COPPE/UFRJ, Disponível em www.ufrj.br, acesso em: julho, 2004. COSTA NETO, P. R. et al. Utilization of used frying oil for the production of biocombustível. Química Nova v.23, n.4, p.531-537, Jul/Ago. 2000. CPRH, Nº1006, Norma Técnica – Geradores Termoelétricos – Procedimento para Licenciamento. DI LASCIO, M. A.; ROSA, L. P.; MOLION, L.C.B., 1994. Projeto de Atendimento Energético para Comunidades Isoladas da Amazônia. COPPE/UFRJ, UNB, UFAL.
88
DIB, W. M. Sistema de Cálculo para iluminação Geral. Tese de Doutorado, Curso de Engenharia Elétrica e de Computação – UNICAMP, Março/2000. FREEDMAN, B.; BUTTERFIELD, R. O.; PRYDE, E. H.; 1986. J. Am. Oil Chem. Soc., 63, 1375. FERREIRA, A. T. – O papel do setor sucroalcooleiro na economia brasileira. Workshop Agroindústria Canavieira e o Novo Ambiente Institucional, 24/08/1998. GOMEZ, M. E. G. et al. Emission and performance characteristics of a 2 litre Toyota diesel van operating on esterified waste cooking oil and mineral diesel fuel Environmental-Monitoring and Assessment. Univ. of Limerick, Ireland, v. 65, n.º 1-2, p. 13-20, Nov, 2000. HANNA, M. A.; ALI, Y.; CUPPETT, S. L. et al. Crystallization characteristics of methyl tallowate and its blends with ethanol and diesel fuel. Journal of the American Oil Chemists Society. V. 73, n.º 6, p. 759-763, Jun, 1996. HAYES, D. J. Biocombustível: Potential Economic Benefits to lowa Soybean Producers. Site oficial da National Biocombustível Board. Sep. 1995. Disponível em www.biocombustível.org/default2, acesso em: março, 2001. HUERGO, H. Panorama geral dos biocombustíveis na Argentina. Anais do Congresso de biocombustíveis líquidos em Curitiba. Paraná, Curitiba, p.9-10, jul. 1998. KIDOGUCHI, Y. et al. Effects of fuel cetane number and aromatics on combustion process and emissions of a direct injection diesel. JSAE-Review. Univ. of Tokushima, Tokushima – Japan, v. 21, n.º 4, p. 469-475, Oct, 2000. KORMANN, A. Energia Alternativa. Nordeste produz combustível da mamona. Folha de São Paulo. SP. 31 jul. 2001. Disponível em Agro Folha www.folha.com.br. Acesso em: Junho, 2004 KORUS, R. A.; JAIDUK, J. O. A rapid engine test to measure injector fouling in diesel engines using vegetable oil fuels. Journal of the American Oil Chemists Society. V. 62, n.º 11, p. 1563-1564, Nov, 1985. LAURINDO, J. C. Experiência com biocombustíveis na cidade de Curitiba Anais do Congresso de Biocombustíveis líquidos em Curitiba. Paraná. Curitiba, p.22, jul., 1998. LAURINDO, J. C.; BUSSYGUIN, G. Estudo preliminar comparativo entre os combustíveis óleo diesel e éster metílico de óleo de soja. Curitiba, Instituto de Tecnologia do Paraná, 1999. LIMA, J. R.; GONÇALVES, L. A. C. – Anais do Simpósio sobre qualidade tecnológica e nutricional de óleos e processos de frituras. Sociedade Brasileira de Óleos e Gorduras, São Paulo, SP, 1997. MAQUIGERAL. Site disponível em: www.maquigeral.ind.br , acesso em : Maio de 2004. MASJUSKI, A., ZAKI, A. M.; SAPUAN, S. M. A rapid test to measure performance, emission and wear of diesel engine fueled with palm oil diesel. Journal of tha American Oil Chemists Society. Local, v. 70, n.º 10, p. 1021-1025, Oct, 1993. MASJUSKI, H. H.; SAPUAN, S. M. Palm oil methyl esters as lubricant additive in small diesel engine – Malaysia. Journal of tha American Oil Chemists Society, v. 73, n.º 5, p. 609-612, 1995. MATEOS, SIMONE BIEHLER, Um Brasil de Tanque Cheio, Indústria Brasileira, CIÊNCIA E TECNOLOGIA, Disponível em www.cnlorg.br, acesso em: fevereiro, 2004. MENCONI, D. Movido a óleo de cozinha. Revista Isto É (editoriais: Ciência e Tecnologia). São Paulo, nº 1622, 27 out. 2000. MINISTÉRIO DA AGRICULTURA, disponível em www.ma.gov.br , acesso em dezembro, 2002.
89
MINISTÉRIO DO MEIO AMBIENTE – disponível em www.mma.gov.br, acesso em: novembro, 2003. MITTELBACH, M.; TRITTHART, P. Diesel fuel derivad from vegetables oils, III. Emission test using methyl esters of used frying oil. Journal of tha American Oil Chemists Society. v. 65, n.º 7, p. 1185-1187, Jul, 1988. MITTELBACH M.; ENZELSBERGER, H.; FRANZENS, K. Trasnsesterification of heated rapeseed oil for extendig diesel fuel. Journal of tha American Oil Chemists Society. Univ. Graz, Granz – Aústria, v. 76, n.º 5, p. 545-550, 1999. MOURA, L. A. A. Economia Ambiental: gestão de custos e investimentos, São Paulo: Ed. Juarez de Oliveira, 2003. NASCIMENTO, M. G.; COSTA NETO, P. R.; MAZZUCO, L. M. Biotransformação de óleos e gorduras – Utilização de lípases para obtenção de biocombustíveis. Biotecnologia, Ciência & Dessenvolvimento. Ano III, n.º 19, p. 28-31, mar/abr, 2001. NB 98, Norma Técnica Brasileira. Armazenamento de Líquidos Inflamáveis e Combustíveis. Disponível em www.senado.gov.br, acesso em: junho, 2004. NREL (National Renewable Energy Laboratory), 1998. Life Cycle Invenory of Biocombustível and Petroleum Diesel for Use in an Urban Bus. USA. NYE, M. J. T. W. et al. Conversion of used frying oil to diesel fuel by transesterification: preliminary test. Journal of tha American Oil Chemists Society. v. 60, n.º 8, p. 1598-1601, Aug, 1983. O ESTADÃO. Biocombustível Poderá Ser Utilizado no País, 06 de Janeiro de 2002. OBERT, E. F. Motores de Combustão Interna. Porto Alegre, Ed. Globo, p. 618, 1971. OLIVEIRA, L. B.; DA COSTA, A. O. Biocombustível – Uma Experiência de Desenvolvimento Sustentável. Disponível em pdf na internet. Acesso em agosto de 2004. ÖZAKTAS, T. Compression ignition engine fuel properties of a used sunflower oil-diesel fuel blend. Energy Soucers. Istambul Technical Univ. Maslak-Istambul, Turkey, v. 22, n.º 4, p. 377-382, 2000. PARENTE, E. J. S. BIOCOMBUSTÍVEL: Uma Aventura tecnológica num país engraçado. Fortaleza, CE, 30 de Março de 2003. [email protected]. PETERSON, C. et al. Making and Testing a biodiesel fuel made from ethanol and waste french-fry oil. Site oficial da National Biodiesel Board. Jul, 1995. Disponível em: www.biodiesel.org/default2.htm. Acesso em junho, 2004. PETROBRAS S. A. – disponível em www.petrobras.com.br, 2001. Acesso em junho, 2004. QUADROS, M. J. Gazeta Mercantil. Página C7, Hemeroteca do Instituto de Eletrotécnica e Energia Nº: 63990. Salvador, 19 de Agosto de 2002. QUERCUS, Associação Nacional de Conservação da Natureza - Centro de Informação de Resíduos. Estratégia para a Gestão dos Óleos Alimentares Usados (Documento de trabalho), Lisboa, 23 de Dezembro 2002. RABELO, I. D. Estudo de Desempenho de Combustíveis Convencionais Associados a Biocombustível Obtido pela Transesterificação de Óleo de Frituras. Curitiba, 2001. RE, V. Iluminação Externa – Cálculo e Realização, editora Hemus. São Paulo, 1978. RYAN, T. W.; DODGE, L.; CALLAHAN, T. J. The effects of vegetable oil properties on injection and combustion in two different diesel engines. Journal of tha American Oil Chemists Society. v. 61, n.º 10, p. 610-619, 1984.
90
SAKA, S.; KUSDIANA, D. Biodiesel fuel from rapeseed oil as prepares in supercritical methanol. Fuel. Kyoto Univ., Kyoto, Japan, v. 80, n.º 2, p. 225-231, Jan, 2001. SALAMA, C., 1982. Estudo da viabilidade de utilização de óleos vegetais em substituição ao óleo diesel. Tese (de mestrado). Programa de Planejamento Energético. COPPE/UFRJ, Rio de Janeiro. SIL, H. S.; MASJUSKI, H.; ZAKI, A. M. Dynamometer evaluation and engine wear characteristcs of palm oil diesel emulsions. Journal of tha American Oil Chemists Society. v. 72, n.º 8, p. 905-909, 1995. SILVA, O. C. Análise do aproveitamento econômico energético do óleo de palma na Guiné – Bissau na perspectiva do desenvolvimento sustentável. São Paulo, 1997, Dissertação (Mestrado em Energia) – Universidade de São Paulo. STRAUSS, Anselm, and Corbin, Juliet (1990) Basics of qualitative research: grounded theory procedures and techniques. Newbury Park: Sage. STRAUSS, Anselm, and Corbin, Juliet, eds. (1997) Grounded theory in practice. Thousand Oaks, Ca.: Sage. TAYLOR, S. J., BOGDAN, R. (1998) Introduction to qualitative research methods: a guidebook and resource, third edition. New York: Wiley. TECBIO – disponível em www.tecbio.com.br., acesso em 2004. TECPAR, ALL Começa a Testar o Uso de Biocombustível em Locomotivas. 06 de Fevereiro de 2004. THOMPSON, J. C. et al. Two year storage study with methyl and ethyl esters of rapeseed. Transavtions of the ASAE. Univ. of Idaho – U.S.A., v. 41, n.º 4, p. 931-939, Jul/Aug,1998. TICKEL, J. CAIA. From the fryer to the fuel tank: how to make cheap, clean fuel from used vegetable oil. 2ª ed. Sarasota-Fl: Green Teach Publishing, 1999. TORRES, E. A. – Avaliação de um motor ciclo diesel operando com óleo de dendê para suprimento energético em comunidades rurais. 3º Encontro de Energia no Meio Rural, Centro de Convenções UNICAMP, Campinas-SP, 6p. 12 a 15 de Setembro de 2000. TRACY, J. A. Idéias Inovadoras e Dicas que Realmente Funcionam. Rio de Janeiro: Campus, 2000. USEPA, 1998. Sumary results from NBB/USEPA tierI. Health and environmental effects testing for biocombustível under the requeriments for USEPA registration of fuels and fuel additives (40 CFR Part 79, Sec 21 1 (b) (2) and 21 1 (e)). Final report. USP. USP de Ribeirão Preto Desenvolve Novo Tipo de Biocombustível. 21 de Fevereiro de 2003. WEBER, R. – 1993 – National Biodiesel Board. Disponível em www.biodiesel.org.br., acesso em agosto, 2004. WEG, disponível em www.weg.com.br , acesso Maio de 2004. BIOCOMBUSTIVEL, disponível em www.biocombustível.com, acesso em agosto, 2004. ZAGONEL, G. F. Obtenção e caracterização de biocombustível a partir de transesterificação etílica do óleo de soja. Curitiba, nov. 2000. p. 70. Dissertação (Mestrado em Química) – Universidade Federal do Paraná (Setor de Ciências Exatas), 30 nov, 2000.
91
ANEXO A – INFORMAÇÕES TÉCNICAS SOBRE O GERADOR MAQUIGERAL
MODELO MAQ 1001

92
ANEXO B – PROPOSTA COMERCIAL DO GERADOR MAQUIGERAL MODELO
MAQ 1001

93
ANEXO C – PROJETO E PROPOSTA COMERCIAL DA ILUMINAÇÃO DO CAMPO
OFICIAL DA ADC