aplicaÇÃo da masp para reduÇÃo de defeitos e...
TRANSCRIPT

APLICAÇÃO DA MASP PARA REDUÇÃO
DE DEFEITOS E MELHORA NO
RENDIMENTO DE UM PROCESSO DE
FABRICAÇÃO DE LENTES
ORGÂNICAS
Pedro Henrique Araujo Cury (UFAM )
JANAINA ARCOS ANDION (UFAM )
Este artigo apresenta a utilização da metodologia e análise de solução
de problemas em um processo de fabricação de lentes oftálmicas
orgânicas de uma empresa localizada no Polo Industrial de Manaus,
Amazonas. Utilizou-se da MASP para identtificar possíveis causas de
defeitos do processo produtivo e posteriormente minimizá-los. O
principal objetivo era a melhora do indicador de rendimento. Algumas
ferramentas da qualidade como: Brainstorming, Diagrama de
Ishikawa, Cinco porquês e uma variação do 5W2H foram abordadas
no artigo, contribuindo na identificação das causas, e posteriormente,
na elaboração de um plano de ação.
Palavras-chave: MASP, Diagrama de Ishikawa, ferramentas da
qualidade, causa raiz
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
2
1. Introdução
Mesmo antes de a economia brasileira entrar em crise, as empresas dos mais diversos
segmentos já buscavam maneiras de otimizar seus recursos e atividades, tornando-se assim
competitivas. Dentre as estratégias competitivas adotadas, a qualidade do produto e do
processo, passou a ser obrigatória, no que se refere à sobrevivência de mercado. Segundo
Oliveira (2006), as organizações buscam a qualidade de forma a produzir produtos de
qualidade, pois alcançar a qualidade em seus produtos não é apenas uma estratégia de
mercado e sim uma “condição de preexistência”
Em busca da otimização do processo, que afeta diretamente a qualidade o produto, pode-se
fazer uso de duas abordagens complementares, porém diferentes, melhoria contínua e
melhoria radical. (CARPINETTI, 2010). A principal diferença entre ambas é que a primeira
altera radicalmente o conceito ou projeto do produto/ processo, enquanto a segunda refere-se
a algo cíclico, uma busca constante pela melhoria.
As melhorias serão identificadas pela equipe responsável em aplicá-la, porém, alguns meios
são utilizados para facilitar esta identificação e posterior gestão da melhoria. Dentre estes
meios se englobam: métodos e ferramentas. Método é a seqüência lógica usada para se atingir
o objetivo, enquanto ferramentas são os recursos utilizados para se aplicar o método.
O presente trabalho, faz uso de dois métodos: o PDCA e a MASP e ferramentas da qualidade
como: Brainstorming, Diagrama de Causa- Efeito, 5W2H e Gráfico de Pareto para identificar
e analisar um problema de qualidade de uma empresa de lentes oftálmicas. Buscou-se, a partir
da utilização destes recursos, atingir um nível satisfatório da qualidade do produto,
identificando e assim, minimizando as causas dos principais defeitos encontrados.
2. Fundamentação Teórica
2.1 Brainstorming
Segundo Godoy (1998) Brainstorming é uma dinâmica de grupo em que as pessoas, de forma
organizada, fazem um grande esforço mental para opinar sobre determinado assunto.
O principal objetivo do uso desta técnica, é identificar possíveis causas para problemas a fim
de propor soluções. Para tanto, os participantes do Brainstorming devem estar totalmente ou

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
3
ao menos parcialmente envolvidos com a situação abordada. Neste artigo, a técnica foi
utilizada na fase de planejamento da MASP, que tem sua estrutura baseada no ciclo PDCA
(MENEZES, 2013, p.11).
2.2 Ciclo PDCA
O ciclo PDCA é um famoso método gerencial bastante utilizado na Gestão da Qualidade
Total (TQM). De acordo com SILVA (2006), o PDCA é um método para a prática do controle
e melhoria de processo. Tal método, foi amplamente divulgado nos anos 50 por Deming,
embora tenha sido criado duas décadas antes por Shewart.
O PDCA é utilizado para aplicações de ações para controle de processo e é dividido em
quatro fases: Plan (P), Do (D) Check (C) e Action (A) ou seja, Planejar, Executar, Verificar e
Agir. As fases se repetem continuamente, formando um ciclo:
Figura 1 - Ciclo PDCA
Fonte: MENEZES, Felipe Morais, 2013
A fase de Agir, refere-se a ações corretivas, propondo soluções para os problemas
encontrados com a contínua execução do método.
2.3 MASP
MASP é um método sistêmico para resolução de problemas dentro de um processo produtivo.
A solução dos problemas da empresa, segundo Campos (1992), deve ser feita de forma
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
4
metódica e todos devem estar envolvidos na solução destes, desde o presidente até os
operadores.
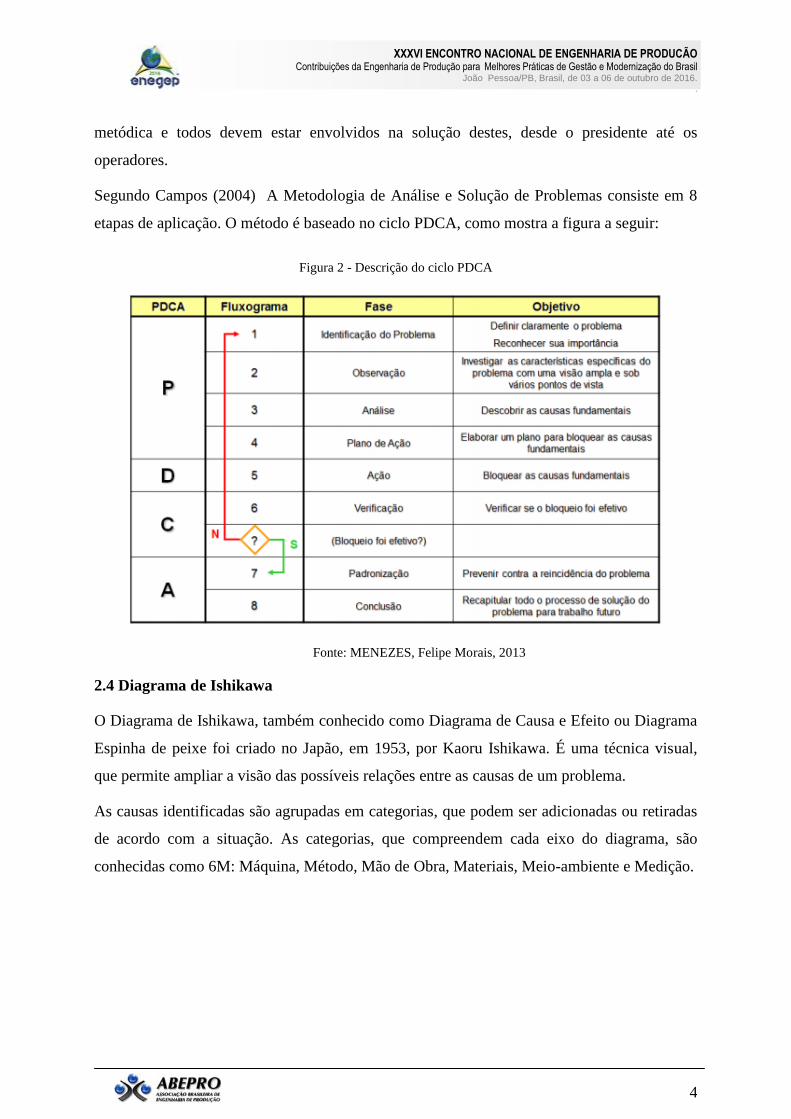
Segundo Campos (2004) A Metodologia de Análise e Solução de Problemas consiste em 8
etapas de aplicação. O método é baseado no ciclo PDCA, como mostra a figura a seguir:
Figura 2 - Descrição do ciclo PDCA
Fonte: MENEZES, Felipe Morais, 2013
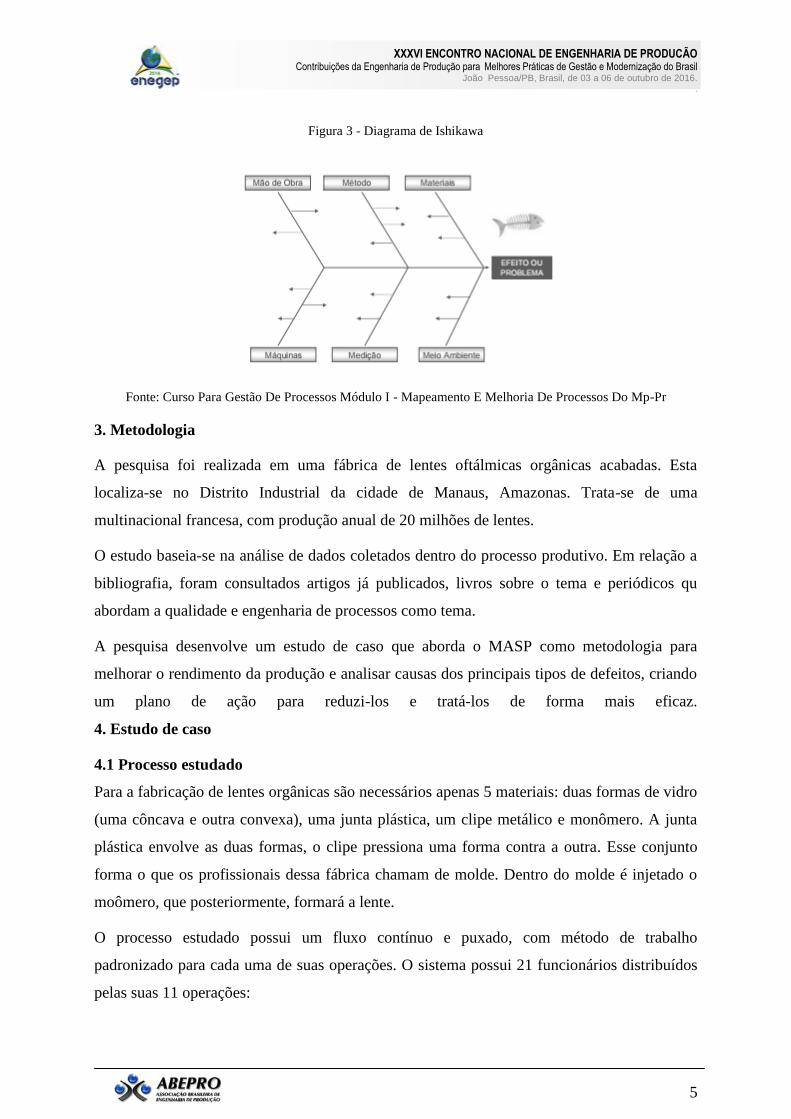
2.4 Diagrama de Ishikawa
O Diagrama de Ishikawa, também conhecido como Diagrama de Causa e Efeito ou Diagrama
Espinha de peixe foi criado no Japão, em 1953, por Kaoru Ishikawa. É uma técnica visual,
que permite ampliar a visão das possíveis relações entre as causas de um problema.
As causas identificadas são agrupadas em categorias, que podem ser adicionadas ou retiradas
de acordo com a situação. As categorias, que compreendem cada eixo do diagrama, são
conhecidas como 6M: Máquina, Método, Mão de Obra, Materiais, Meio-ambiente e Medição.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
5
Figura 3 - Diagrama de Ishikawa
Fonte: Curso Para Gestão De Processos Módulo I - Mapeamento E Melhoria De Processos Do Mp-Pr
3. Metodologia
A pesquisa foi realizada em uma fábrica de lentes oftálmicas orgânicas acabadas. Esta
localiza-se no Distrito Industrial da cidade de Manaus, Amazonas. Trata-se de uma
multinacional francesa, com produção anual de 20 milhões de lentes.
O estudo baseia-se na análise de dados coletados dentro do processo produtivo. Em relação a
bibliografia, foram consultados artigos já publicados, livros sobre o tema e periódicos qu
abordam a qualidade e engenharia de processos como tema.
A pesquisa desenvolve um estudo de caso que aborda o MASP como metodologia para
melhorar o rendimento da produção e analisar causas dos principais tipos de defeitos, criando
um plano de ação para reduzi-los e tratá-los de forma mais eficaz.
4. Estudo de caso
4.1 Processo estudado
Para a fabricação de lentes orgânicas são necessários apenas 5 materiais: duas formas de vidro
(uma côncava e outra convexa), uma junta plástica, um clipe metálico e monômero. A junta
plástica envolve as duas formas, o clipe pressiona uma forma contra a outra. Esse conjunto
forma o que os profissionais dessa fábrica chamam de molde. Dentro do molde é injetado o
moômero, que posteriormente, formará a lente.
O processo estudado possui um fluxo contínuo e puxado, com método de trabalho
padronizado para cada uma de suas operações. O sistema possui 21 funcionários distribuídos
pelas suas 11 operações:

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
6
Montagem. A operadora retira um conjunto de seis moldes de dentro de uma estufa.
Com uma espátula, a operadora desgruda as seis formas. Então, de uma por uma, a
mesma retira as lentes e as inspeciona. Caso alguma apresente defeito, esta é separada
em um cesto vermelho para ser analisada e descartada. Se a lente não apresentar
defeito, ela é colocada em um cesto e, quando o cesto estiver completo, ele é passado
para a próxima estação de trabalho. A montadora também é responsável por montar
um novo molde com as formas já desmontadas. Assim que os novos moldes estiverem
montados, os mesmos são colocados em caixas e passados para a próxima estação;
Contornagem. Como a empresa produz lentes acabadas de 83 mm de diâmetro, e o
mercado exige uma lente de 65 e/ou 70 mm, as lentes sao contornadas para que elas
possam ser vendidas;
Lavagem. Após a contornagem, as lentes ficam repletas de resquícios de polímero.
Portanto, faz-se necessário que as mesmas passem por um processo de lavagem. Nesta
estação, o operador coloca cestos cheios de lentes dentro de uma máquina de lavagem,
que utiliza apenas água para retirar a sujeira das mesmas;
Inspeção. Ao completar a lavagem, as lentes são levadas à bancada de inspeção. A
inspetora inspeciona 100% das lentes do processo. Ao detectar um defeito, a inspetora
lança-o no sistema e separa a lente para ser descartada. Após serem inspecionadas, as
lentes são levadas ao setores de tratamento e depois para o departamento de
embalagem;
Enchimento. O molde segue um fluxo diferente. Após ser montado, o molde é levado
para a máquina de enchimento. Onde o operador injeta monômero em cada um, e os
coloca em uma esteira;
Esteira de pré-polimerização. Assim que preenchido, o molde passa lentamente por
uma esteira. Esta, chamada de esteira de pré-polimerização, aquece-o por volta de 45
minutos, onde o monômero ganha consistência de gel;
Declipagem. Ao passar pela esteira. É retirado o clipe dos moldes. Um a um;
Retirar juntas. Assim como os clipes, as juntas são retiradas do conjunto. Nesta
operação, o funcionário tem a ajuda de uma máquina de corte mecânica;

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
7
Polimerização. O conjunto agora formado apenas de formas e monômero em gel é
posto em bandejas, e as bandejas em carros. Os carros são levados para uma estufa. Na
estufa, o material é aquecido por 20 horas. Após esse período, a lente já está formada
entre as formas;
Escovagem. Ao serem retiradas das estufas, o conjutno de formas e lentes são
escovados, com o propósito de retirar quaisquer resquícios de monômeros do mesmo;
Conferência. Ao serem escovados, um operador é responsável de verificar se há
alguma mistura entre os grupos que estão sendo produzidos e levá-los para a operação
de montagem. Assim completa-se o fluxo contínuo.
4.2 Identificação do problema
O processo de fabricação de lentes orgânicas, assim como os outros processos da fábrica
estudada, tem seus resultados acompanhados diariamente por seu coordenador e a equipe de
qualidade e melhoria contínua. A fim de facilitar a gestão da produção e identificar problemas
de chão de fábrica, todos os processos da empresa possuem KPI’s de rendimento e volume.
Para melhorar a qualidade das lentes produzidas, estes indicadores foram analisados para todo
o ano de 2015:
Figura 4 - Rendimento do processo
Fonte: Autoria própria
O processo de lentes orgânicas apresentou claramente uma melhora no ano de 2016 em
relação aos resultados de 2015. O indicador mostra-se acima da meta, afirmando que a

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
8
qualidade dos produtos está boa ou de acordo com o esperado pelos gerentes e diretor da
empresa. Porém, aprofundando a análise e montando um gráfico de evolução por defeito do
processo, temos:
Figura 5 - Gráfico de defeitos
Fonte: Autoria própria
O novo gráfico exemplifica bem o que aconteceu no primeiro trismestre dentro do processo:
apesar dos resultados terem melhorado em relação ao ano anterior, defeitos como bolhas
(BU), algodão (COTTON), riscos de moldes (MS) ainda podem ser reduzidos. Além disso, o
segundo maior defeito do processo está classificado como outros (OTH), mostrando um erro
dos operadores ao classificar os defeitos. Afinal, sendo o defeito de segunda maior influência
no processo, este deveria estar identificado, desta forma, está apenas ocultando informações.
Com objetivo de melhorar os indicadores e reduzir ainda mais os defeitos do processo,
trabalhando em conjunto, as equipes de melhoria contínua, qualidade e produção resolveram
aplicar a metodologia e análise de soluções de problemas no departamento. A MASP, que
iniciou com a identificação da situação por meio do indicador de rendimento, seguiu o roteiro
abaixo:
Brainstorming envolvendo operadores e equipes de suporte (engenharia, qualidade,
melhoria contínua e manutenção);

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
9
Definição de critérios para definir os defeitos que serão atacados primeiro;
Análise da causa-raiz dos defeitos escolhidos;
Estabelecer um plano de ação;
Acompanhar os resultados.
4.3 Brainstorming e definição de critérios
O brainstorming foi realizado durante uma hora e meia, envolvendo profissionais que
trabalham no departamento e dos setores de suporte como: qualidade, engenharia, melhoria
contínua e manutenção. Foram levantadas situações que podiam ser causadoras dos defeitos,
testes foram agendados e definido um indicador para verificar em que defeitos as equipes
trabalharão primeiro.
Figura 6 - Comparativo de defeitos
Fonte: Autoria própria
O novo gráfico mostra em barras azuis o percentual de cada defeito em cima do que foi
produzido no ano de 2016. O ponto verde indica o mínimo que foi atingido em 2015,
enquanto a barra vermelha define em que nível a equipe quer deixar índice de defeito.
O brainstorming mostrou-se eficaz por descobrirem que o defeito classificado como outros,
na verdade é um defeito causado pelo resquício de polímero, o qual fica empregnado na lente
mesmo após a operação de lavagem. Além disso, acredita-se que a causa dos defeitos de bolha

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
10
e risco de molde podem ter causas em comum. Outro defeito escolhido para ser tratado foi o
de substância não identificada (US), por tratar-se de um defeito que aparece em todos os
processos produtivos de lentes.
4.4 Análise da causa-raiz
A realização do brainstorming permitiu a criação do Diagrama de Ishikawa, para que se fosse
possível descobrir e analisar as causas raízes dos defeitos encontrados.
Figura 7- Diagrama de Ishikawa do processo
Fonte: Autoria própria
As principais causas encontradas com a reunião foram classificadas nos eixos método,
medições, máquina, material, medições e meio ambiente. Não foi dado foco à mão-de-obra,
pois avaliou-se que as condições de trabalho não são ideais para que não ocorram defeitos no
processo produtivo. Assim tanto um operador experiente como um operador sem experiência
poderiam causar defeitos no processo mesmo que recebessem bom treinamento. Afinal, os
defeitos seriam causados por equipamentos, parâmetros errados, ambiente inadequado,
métodos de processamento incorreto.
Em todas as situações detectadas, aplicou-se os cinco porquês para descobrir a verdadeira
causa raiz:

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
11
Quadro 1 - Cinco porquês
Fonte: Autoria própria
Ao final dos porquês, descobriu-se uma causa raíz para cada uma das sete situações apontadas
no diagrama de causa e efeito. O próximo passo foi elaborar um plano de ação para de acordo
com as causas encontradas.
4.5 Plano de ação
A partir da análise das causas raízes dos defeitos do processo estudado. Montou-se um plano
de ação, utilizando uma variação da ferramenta 5W2H. O plano de ação determina então um
responsável para cada atividade, um prazo, o motivo daquela ação, onde e como ela será
realizada. Abaixo o modelo de plano utilizado:

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
12
Quadro 2 - Plano de ação
Fonte: Autoria própria
As ações determinadas no plano não envolvem apenas o setor de produção. Para obter
resultados positivos e a MASP ser realizada com sucesso é necessário que mais de um setor
seja envolvido. Durante o brainstorming foi evidenciado a participação de outros setores, e
nota-se novamente o envolvimento para que seja possível resolver as causas raízes.
4.6 Resultados
Os resultados foram acompanhados durante todo o mês de abril. Algumas ações do plano, tem
prazos de três semanas, como o prazo de implantação da atividade é longo, as mesmas ainda
não tiveram o resultado esperado. Entretanto atividades que serão contínuas e aquelas com
prazo de uma semana já tiveram resultados significativos no processo.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
13
Figura 8 - Resultado dos defeitos após ações
Fonte: Autoria própria
No gráfico de pareto acima, verifica-se que defeitos como bolha, risco de formas e SNI já
tiveram uma redução considerável, embora ainda não se tenha alcançado a meta prevista. O
defeito outros, também foco das ações, teve resultado melhor em relação ao mês anterior, mas
ainda maior que o percentual dos meses janeiro e fevereiro. O indicador deve continuar sendo
acompanhado, com o objetivo de verificar se as ações tomadas surtirão um efeito desejado.
Caso não aconteça, deve-se criar outras ações e incorporá-las ao plano.
As ações tomadas melhoraram o rendimento do processo produtivo na medida do possível, o
resultado positivo dos defeitos do processo pode ser visto no indicador do processo:

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
14
Figura 9 - Resultado rendimento após ações
Fonte: Autoria própria
O rendimento do processo de lentes orgânicas acabadas já estava acima da meta e com as
ações tomadas o indicador tende a subir ao longo dos meses. Entretanto as ações ainda devem
ser acompanhadas para garantir o bom resultado.
5. Considerações finais
A sobrevivência das empresas no mercado está condicionada a capacidade de oferecer
produtos e servições de qualidade a um preço que o consumidor esteja disposto a pagar. Neste
contexto, a MASP em conjunto com o ciclo PDCA permite as empresas a melhoria contínua
dos seus processos visando a qualidade e redução de custos de fabricação dos produtos.
A pesquisa apresenta o desenvolvimento da metodologia com base nas principais ferramentas
da qualidade de análise de causa e a elaboração de um plano de ação com a verificação de
resultados posteriormente. O artigo apresenta o rendimento do primeiro trimestre de um
processo de fabricação de lentes orgânicas, que mesmo acima da meta, tem na estratificação
de seus defeitos índices altos que podem ser reduzidos.
A análise do gráfico de evolução de defeitos identifica uma variedade dos mesmos que já
tiveram um percentual menor no ano de 2015. Além disso, o segundo maior é classificado
como “outro”, o que está claramente ocultando outros problemas com índices altos no
processo.
Por meio da MASP, elabora-se um plano de ação de acordo com as causas raízes encontradas
utilizando uma variação do 5W2H. O acompanhamento dos resultados aconteceu durante o
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
15
mês de abril, o percentual dos defeitos diminuiu, porém os resultados alcançados ainda não
foram os esperados. Isso deve-se ao fato do prazo diferenciado das ações definidas. Portanto,
a metodologia tornou-se eficaz para tratamento de defeitos, melhora de rendimento do
processo e em promover a melhoria contínua no chão de fábrica.
7. Referências
BARROS, Paulo Fernando Rocha de; RIBEIRO, Iara Margolis. A APLICAÇÃO DO MÉTODO DE
ANÁLISE E SOLUÇÃO DE PROBLEMAS (MASP) EM UM SISTEMA DE PRODUÇÃO: ESTUDO DE
CASO EM UMA INDÚSTRIA NO COMPLEXO DE SUAPE... In: Anais do IV Simpósio de Engenharia de
Produção: Lean Cost Management como filosofia global de otimização em organizações. Anais... RECIFE (PE):
FBV, 2016. Disponível em: <https//www.even3.com.br/anais/pibidsul/28269-A-APLICACAO-DO-METODO-
DE-ANALISE-E-SOLUCAO-DE-PROBLEMAS-(MASP)-EM-UM-SISTEMA-DE-PRODUCAO--ESTUDO-
DE-CASO-EM-UMA-INDUSTRIA-NO-COMPLEXO-DE-SUAPE>. Acesso em: 29/04/2016 às 20:23.
CAMPOS, Vicente Falconi. Controle da Qualidade Total (no estilo Japonês). Belo Horizonte: Fundação
Christiano Ottoni, 1992.
CAMPOS, Vicente Falconi. Qualidade total: padronização de empresas. Belo Horizonte, MG: INDG
Tecnologia e Serviços Ltda, 2004.
CARPINETTI, L. C. R. Gestão da Qualidade: conceitos e técnicas. São Paulo: Atlas, 2010.
CARVALHO, M. M.; PALADINI, E. P. Gestão da qualidade Teoria e Casos. 2.ed. Rio de Janeiro: Elsevier,
ABEPRO, 2012.
CURY, Pedro Henrique Araújo; SARAIVA, José; ANDION, Janaina Arcos. APLICAÇÃO DA MASP PARA
AUMENTO DOS ÍNDICES DE EFICIÊNCIA DE DETECÇÃO DE DEFEITOS EM UMA LINHA DE
PRODUÇÃO DE LENTES OFTÁMICAS DE POLICARBONATO... In: Anais do IV Simpósio de
Engenharia de Produção: Lean Cost Management como filosofia global de otimização em organizações. Anais...
RECIFE (PE): FBV, 2016. Disponível em: <https//www.even3.com.br/anais/pibidsul/27442-APLICACAO-DA-
MASP-PARA-AUMENTO-DOS-INDICES-DE-EFICIENCIA-DE-DETECCAO-DE-DEFEITOS-EM-UMA-
LINHA-DE-PRODUCAO-DE-LENTES-OFTAMICAS-DE-POLICARBONATO>. Acesso em: 28/04/2016 às
19:16.
Ferramentas da qualidade. Disponível em <www.sebrae.com.br>. Acesso em: 12 nov. 2015
GODOY, Maria Helena Pádua Coelho de. Brainstorming: como Atingir Metas. Belo Horizonte:
Desenvolvimento Gerencial, 1998
KRAJEWSKY, Lee; RITZMANN, Larry; MALHOTRA, Manoj. Administração de produção e operações.
São Paulo: Pearson Prentice Hall, 2009.
MENEZES, F. Metodologia e análise de soluções de problemas. Porto Alegre, 2013 (Apostila).
OLIVEIRA, O. J. (Org.). Gestão da qualidade: tópicos avançados. São Paulo:Pioneira Thomson Learning,
2006.
SAMPARA, E.J.M; ADAMI, R. Análise de insumos e aplicação de sistemática de solução de problemas
para geração de melhorias. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, XXIX,
2009, Bahia. Anais eletrônico, Bahia: ENEGEP, 2009. Disponível em: <http://www.abrepro.org.br >. Acesso em
em: 28/04/2016 às 19:48
SILVA, Jane Azevedo da; Apostila de Controle da Qualidade I. Juiz de Fora: UFJF, 2006 (Apostila).

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
16
SIMPLÍCIO, DANIEL FÁBIO ZACARIAS; ROCHA, Adônis Barbosa da. APLICAÇÃO DO MÉTODO DE
ANÁLISE E SOLUÇÃO DE PROBLEMAS - MASP: ESTUDO DE CASO EM UMA INDÚSTRIA NO
ESTADO DE PERNAMBUCO.. In: Anais do IV Simpósio de Engenharia de Produção: Lean Cost
Management como filosofia global de otimização em organizações. Anais... RECIFE (PE): FBV, 2016.
Disponível em: <https//www.even3.com.br/anais/pibidsul/27941-APLICACAO-DO-METODO-DE-ANALISE-
E-SOLUCAO-DE-PROBLEMAS---MASP--ESTUDO-DE-CASO-EM-UMA-INDUSTRIA-NO-ESTADO-DE-
PERNAMBUCO>. Acesso em: 29/04/2016 às 21:04.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da Produção. 3.ed. São Paulo: Atlas, 2009.