universidade do vale do rio dos sinos - unisinos …professor.unisinos.br/cd/tc/tcc quelen leao da...
TRANSCRIPT

UNIVERSIDADE DO VALE DO RIO DOS SINOS - UNISINOS
CENTRO DE CIÊNCIAS ECONÔMICAS
CURSO DE ADMINISTRAÇÃO DE EMPRESAS
QUÉLEN LEÃO DA SILVA VIERO
GESTÃO DE ESTOQUES DA EMPRESA
RENNER SAYERLACK
Trabalho de conclusão de curso apresentado como requisito parcial para a obtenção do título de Bacharel em Administração de Empresas pela Universidade do Vale do Rio dos Sinos – UNISINOS.
São Leopoldo
2004

UNIVERSIDADE DO VALE DO RIO DOS SINOS - UNISINOS
CENTRO DE CIÊNCIAS ECONÔMICAS
CURSO DE ADMINISTRAÇÃO DE EMPRESAS
GESTÃO DE ESTOQUES DA EMPRESA
RENNER SAYERLACK
Orientador: Prof. Ms. Carlos Alberto Diehl

Dedicatória
Este trabalho é dedicado ao
meu esposo Danilo de Mello Viero,
a pessoa que me ajudou,
compreendeu e sempre apoiou com muito carinho e amor
em todos os momentos...
principalmente nos que eu mais precisava.

Agradecimentos
Desejo agradecer em primeiro lugar à Deus,
pois sem ele nada seria possível
Aos meus pais,
foram o início de tudo, me mostraram o caminho a seguir
Ao meu querido Orientador Carlos Diehl,
pela paciência, dedicação e excelente orientação que sempre foi dada
Aos meus colegas da empresa Renner Sayerlack,
pelo apoio, ajuda, colaboração
À empresa Renner Sayerlack,
pela oportunidade e incentivo que me foi dado.

RESUMO
Este trabalho é um estudo de caso realizado na empresa Renner Sayerlack S.A, uma
indústria do segmento químico, fabricante de diversos tipos de tintas, e também atuante no
mercado das empresas que fornecem soluções em pintura. Situada no município de Gravataí,
no Rio Grande do Sul.
O trabalho apresenta uma descrição do processo que envolve o fluxo de matéria-
prima, desde a chegada desta na empresa, até sua transformação em produto acabado. Uma
revisão bibliográfica sobre Administração de Materiais, Administração de Estoques,
Inventário, entre outras, foi desenvolvida para embasar a análise e possibilitar sugestões de
melhoria ao final do estudo.
Para levantamento das informações necessárias, foram realizadas entrevistas, consultas
em dados secundários e observações. Posteriormente foram avaliados os resultados e
comparados com a revisão bibliográfica com a finalidade de propor melhorias, críticas e a
conclusão.
PALAVRAS-CHAVES: matéria-prima, estoque físico, estoque contábil, processo.
PERÍODO:2004/1.

SUMÁRIO
INTRODUÇÃO....................................................................................................................................................................... 7
1 DEFINIÇÃO DO PROBLEMA E OBJETIVOS .................................................................................................. 9 1.1 DEFINIÇÃO DO PROBLEMA DE PESQUISA................................................................................................................9 1.2 OBJETIVOS..............................................................................................................................................................9
1.2.1 Objetivo Geral................................................................................................................................................. 9 1.2.2 Objetivos Específicos...................................................................................................................................10
2 JUSTIFICATIVA ........................................................................................................................................................11
3 ADMINISTRAÇÃO DE MATERIAIS ..................................................................................................................13 3.1 IMPORTÂNCIA DA ADMINISTRAÇÃO DE MATERIAIS..........................................................................................13 3.2 ALMOXARIFADO......................................................................................................................................................14 3.3 ESTOQUES E FLUXO DE MATERIAIS......................................................................................................................15 3.4 PLANEJAMENTO E CONTROLE DA PRODUÇÃO.....................................................................................................16
3.4.1 Planejamento da Produção........................................................................................................................17 3.4.2 Implementação e Controle..........................................................................................................................17 3.4.3 Administração do Estoque..........................................................................................................................17
3.5 A IMPORTÂNCIA DA ADMINISTRAÇÃO DE ESTOQUES.......................................................................................18 3.5.1 Política de Estoques.....................................................................................................................................18 3.5.2 Princípios Básicos para o Controle de Estoques....................................................................................19 3.5.3 Previsão para os Estoques..........................................................................................................................21 3.5.4 Custos de Estoque........................................................................................................................................23 3.5.5 Fator de Segurança......................................................................................................................................25 3.5.6 Classificação dos estoques.........................................................................................................................25 3.5.7 Nível de Reposição.......................................................................................................................................26 3.5.8 Tempo de Ressuprimento ............................................................................................................................26 3.5.9 Ponto de Ruptura..........................................................................................................................................26 3.5.10 Intervalo de Cobertura................................................................................................................................27 3.5.11 Quantidade a Comprar................................................................................................................................27 3.5.12 Consumo Médio Mensal..............................................................................................................................28 3.5.13 Considerações...............................................................................................................................................28 3.5.14 Avaliação de Estoques.................................................................................................................................29 3.5.15 Acurácia dos Controles...............................................................................................................................29 3.5.16 Nível de Serviço ou Nível de Atendimento ...............................................................................................29 3.5.17 Localização dos Estoques...........................................................................................................................30
3.6 INVENTÁRIO.............................................................................................................................................................30 3.6.1 Preparação e planejamento para o inventário.......................................................................................32 3.6.2 Convocação...................................................................................................................................................33 3.6.3 Cartão de inventário....................................................................................................................................33

6
3.6.4 Arrumação física ..........................................................................................................................................33 3.6.5 Cut-off (mapa de registros) .......................................................................................................................34 3.6.6 Atualização e registros de estoque............................................................................................................34 3.6.7 Contagem do estoque...................................................................................................................................35 3.6.8 Reconciliações e ajustes..............................................................................................................................35
3.7 ANÁLISE ABC .........................................................................................................................................................36 3.7.1 Conceito.........................................................................................................................................................36 3.7.2 Passos da Análise ABC ...............................................................................................................................37 3.7.3 Controle baseado na classificação ABC..................................................................................................38 3.7.4 Considerações sobre Análise de Estoques...............................................................................................39
3.8 PROCESSOS DE GERENCIAMENTO DE ESTOQUES................................................................................................39 3.8.1 Métodos para Aperfeiçoamento do Gerenciamento de Estoques ........................................................39 3.8.2 Gerenciamento Moderno.............................................................................................................................41
3.9 PROCESSO .................................................................................................................................................................42 3.9.1 Fatores que influenciam o projeto do processo......................................................................................42
4 MÉTODO.......................................................................................................................................................................44 4.1 DELINEAMENTO DA PESQUISA...............................................................................................................................44 4.2 UNIDADE DE PESQUISA ..........................................................................................................................................46 4.3 TÉCNICAS DE COLETA DE DADOS..........................................................................................................................46 4.4 PROPOSTA DA FORMA DE REALIZAÇÃO DA PESQUISA........................................................................................48 4.5 TÉCNICAS DE ANÁLISE DE DADOS.........................................................................................................................49 4.6 LIMITAÇÕES DO MÉTODO.......................................................................................................................................50
5 ESTUDO DE CASO: EMPRESA RENNER SAYERLACK SA ....................................................................52 5.1 CARACTERIZAÇÃO DA EMP RESA ...........................................................................................................................52 5.2 PROCESSO ATUAL....................................................................................................................................................54
5.2.1 Descrição dos fluxos que envolvem a utilização da matéria-prima....................................................54 5.2.1.1 Procedimento para recebimento contábil e físico.........................................................................................54 5.2.1.2 Processos que envolvem o almoxarifado .....................................................................................................56 5.2.1.3 Procedimento da utilização da Matéria prima na produção .........................................................................57
5.3 IDENTIFICAÇÃO E SELEÇÃO DAS MATÉRIAS-PRIMAS QUE FORAM USADAS NO ESTUDO DE CASO...............58 5.4 ANÁLISE E CONSIDERAÇÕES .................................................................................................................................61
5.4.1 Recebimento Fiscal e armazenagem:........................................................................................................61 5.4.2 Almoxarifado e Produção:..........................................................................................................................64 5.4.3 Inventário.......................................................................................................................................................67 5.4.4 Outras considerações gerais......................................................................................................................68
5.5 SUGESTÕES DE MELHORIA.....................................................................................................................................69 CONCLUSÃO........................................................................................................................................................................72
REFERÊNCIAS ....................................................................................................................................................................75
APÊNDICES ..........................................................................................................................................................................77
ANEXOS .................................................................................................................................................................................80
ANEXO 1: ROTEIRO DE PERGUNTAS UTILIZADO DURANTE A ENTREVISTA .................................81
ANEXO 2: MODELO DO RELATÓRIO DE AJUSTES DO ALMOXARIFADO...........................................83

INTRODUÇÃO
As empresas estão em constante modificação e atualização, pois a disputa no mercado
está acirrada, a cada dia podem aparecer novos concorrentes e novas ameaças.
Graças a Internet e a globalização, os novos concorrentes muitas vezes nem se
conhecem e estão na disputa no mesmo mercado, pelos mesmos clientes. Os clientes por sua
vez, com uma oferta maior tornam-se cada vez mais exigentes, e quando não encontram o que
desejam em um determinado local ou loja, automaticamente procuram em outro. Sem falar na
questão de preço, que hoje pode se tornar um grande diferencial na decisão de compra de um
produto, já que estamos em tempos de crise.
Isto faz com que as empresas trabalhem para se tornarem mais competitivas, dispondo
do produto ou serviço que o cliente deseja no momento certo com um preço competitivo.
Sendo assim, para melhorar a sua lucratividade, as empresas se obrigam a mudar o que
podem no seu processo, a fim de otimizar recursos internos, já que fatores externos fogem ao
seu controle. O processo produtivo vem sendo alvo de mudanças há algum tempo,
principalmente com relação à redução de desperdícios e custos. Este processo pode estar
referindo-se à administração de pessoas, ou de recursos. Os recursos englobam os materiais

8
(matéria-prima e insumos) que é um fator de suma importância e um assunto que merece
destaque e atenção.
A administração de materiais pode contribuir muito com o processo principalmente
com redução de custos, desde que seja administrada de uma forma eficaz e coerente.
O presente trabalho visa abordar a administração de materiais da empresa RSSA
(Renner Sayerlack S.A.) em profundidade, mais especificamente no que corresponde à
diferença de estoques, procurando descobrir motivos que contribuem para o surgimento da
diferença dos valores entre estoque físico e contábil, proporcionando conseqüentemente
sugestões para melhorias nos processo.
Como método para a realização da pesquisa será utilizado o estudo de caso, o qual será
explicado no capítulo número três.
O problema de pesquisa será em torno das causas que ocasionam diferença entre
estoque físico e contábil que envolve as matérias-primas da empresa Renner Sayerlack
O Objetivo geral será analisar as causas que geram o aparecimento de diferença entre
estes estoques.
Os objetivos específicos envolvem a descrição dos processos atuais, identificação de
algumas matérias-primas que serão consideradas para realização da pesquisa, proposta e
sugestões de melhorias nos processos envolvidos e problemas identificados durante a
realização do estudo.
1 DEFINIÇÃO DO PROBLEMA E OBJETIVOS
Neste capítulo será abordado o problema de pesquisa, bem como o objetivo geral que
se deseja alcançar com a realização desta, através dos objetivos específicos que também serão
citados neste capítulo.
1.1 Definição do problema de pesquisa
O que causa diferença nos estoques de matéria-prima da empresa Renner Sayerlack
S.A?
1.2 OBJETIVOS
Neste item serão descritos o objetivo geral e objetivos específicos que se pretende
alcançar com a realização da pesquisa.
1.2.1 Objetivo Geral
Analisar as causas que geram o aparecimento de diferenças de estoques (estoque físico
versus estoque contábil) das matérias-primas de Renner Sayerlack S.A.

10
1.2.2 Objetivos Específicos
Descrever os processos envolvidos no fluxo de matéria-prima;
Identificar entre as principais matérias-primas as que apresentam maiores diferenças
entre estoque físico e contábil;
Propor alternativas que possibilitem maior agilidade e precisão nos processos
envolvidos;
Sugerir ações que diminuam diferenças entre estoque físico e contábil.

2 JUSTIFICATIVA
Com este trabalho pretende-se analisar as causas que favorecem ou propiciam
diferença entre o estoque físico e contábil da empresa Renner Sayerlack S.A., que é um
problema comum em muitas outras empresas.
Analisando estas causas pode-se chegar a várias sugestões que podem vir a solucionar
este problema, ou pelo menos minimizá-lo. Muitas vezes é uma solução simples, mas que
passa despercebido ao dia a dia, em virtude do ritmo acelerado de trabalho que normalmente
as empresas precisam manter.
É muito importante que as empresas se preocupem e realmente valorizem a
administração de seus estoques, o que aparentemente pode parecer uma atividade trabalhosa
de ser feita devido ao seu controle burocrático, onde o retorno pode demorar a aparecer, mas
que se bem organizada e com os devidos controles, tende a trazer somente benefícios para a
empresa.
Não basta apenas realizar a contagem física e ajustar a diferença entre estoque físico e
contábil quando esta existe, é necessário o descobrimento do fato que causou a diferença entre
os estoques, para que se possa atuar junto a ela, evitando que ocorra novamente trazendo
prejuízos para a empresa.

12
Se este problema (diferença entre os estoques físico e contábil) for resolvido, ou ao
menos minimizado poderá trazer benefícios bastante significativos para a empresa, uma vez
que se faltar alguma matéria-prima, devido à diferença no estoque, pode-se parar o processo
produtivo. Apesar de ser a análise de um problema de uma empresa específica, ele pode ser
utilizado com exemplo para outras empresas que possuem problemas parecidos ou iguais e
não encontram soluções.
Durante a realização da pesquisa também é possível a descoberta de outros fatores que
não estão em pauta, mas que também podem contribuir para a redução da realização de
ajustes nos estoques.
As sugestões e propostas de melhorias que serão dadas ao final do trabalho serão
viáveis para sua implementação, uma vez que se fará uso do processo atual e revisão
bibliográfica como base de informação.
A realização do trabalho também possibilita ao aluno um conhecimento sólido, pois
será possível aplicar e compilar conteúdos vistos durante as aulas do curso de Administração
de Empresas, proporcionando uma relação importante entre a teoria e a prática. O assunto em
questão, Administração de Materiais, também foi bastante abordado em várias disciplinas
durante a realização do curso, o que comprova a sua importância e aplicabilidade.

3 ADMINISTRAÇÃO DE MATERIAIS
Nesta seção serão tratados os temas relacionados à pesquisa, visando formar uma base
para a compreensão e análise do estudo que está sendo realizado.
3.1 Importância da Administração de Materiais
O negócio das empresas manufatureiras é converter matérias-primas em algo de valor
e de utilização muito maiores para o cliente do que as matérias-primas originais. As matérias-
primas saem do seu estado original e são transformadas em produtos, como por exemplo, a
madeira é transformada em mesas e cadeiras, minério de ferro em aço e aço, em carros e
assim por diante. Esse processo de conversão, chamado de fabricação ou de produção, torna a
sociedade mais rica e cria um padrão de vida melhor (ARNOLD, 1999).
Para se otimizar os recursos, é necessário projetar processos eficientes ao máximo.
Depois que este processo estiver definido é necessário administrá-lo para produzir bens de
maneira econômica. Deste processo fazem parte os recursos: trabalho, capital, material e
tecnologia, todos com sua importância. Existem vários métodos para auxiliar a administração
a planejar e controlar, um deles é através do controle do fluxo de materiais. O fluxo de

14
materiais pode controlar o desempenho do processo. È necessário que o material correto, nas
quantidades certas, estejam disponíveis no tempo preciso, caso contrário, o processo não
poderá produzir o que deveria. Trabalho e maquinário seriam mal utilizados. A lucratividade e
mesmo a existência da empresa seria ameaçada (ARNOLD, 1999). A seguir se fará uma breve
descrição de um setor muito importante dentro do contexto da administração de material, que
é o almoxarifado.
3.2 Almoxarifado
Pode-se atualmente, definir Almoxarifado como o local destinado à fiel guarda e
conservação de materiais, em recinto coberto ou não, adequado a sua natureza, tendo a função
de destinar espaços onde permanecerá cada item aguardando a necessidade do seu uso,
ficando sua localização, equipamentos a disposição interna condicionados à política geral de
estoques da empresa (VIANA, 2000).
Impedir divergências de inventário e perdas de qualquer natureza é o objetivo
primordial de qualquer Almoxarifado, o qual deve possuir condições para assegurar que o
material adequado, na quantidade devida, estará no local certo quando necessário, por meio da
armazenagem de materiais, de acordo com normas adequadas, objetivando resguardar, além
da preservação da qualidade, as exatas quantidades. Para cumprir sua finalidade, o
Almoxarifado deverá possuir instalações adequadas, bem como recursos de movimentação e
distribuição suficiente a um atendimento rápido e eficiente (VIANA, 2000).
O almoxarifado deve ser organizado conforme um sistema de localização de materiais
que deverá estabelecer os meios necessários à perfeita identificação da localização destes.
Pode ser utilizada uma simbologia (codificação) representativa de cada local de estocagem
(DIAS, 1993).

15
Cada conjunto de códigos deve indicar, precisamente, o posicionamento de cada
material estocado, facilitando as operações de movimentação, inventário etc. (DIAS, 1993, p.
186).
A responsabilidade pela manutenção do sistema de localização pertence ao
coordenador do almoxarifado, para isso será necessário possuir um esquema de identificação,
que defina detalhadamente a posição e a situação dos espaços das respectivas áreas de
estocagem (DIAS, 1993).
Normalmente são usados dois critérios de localização de material que são: sistema de
estocagem fixa, e sistema de estocagem livre. No sistema de estocagem fixo determina-se que
uma certa área será reservada para a estocagem de um certo tipo de material. E no sistema de
estocagem livre os materiais vão ocupar espaços vazios disponíveis (DIAS, 1993).
3.3 Estoques e Fluxo de Materiais
Os estoques, assim como as vendas e a produção, precisam ser administradas, com
eficiência, pois eles representam de 20% a 60% dos ativos totais de uma empresa, e só se
convertem em dinheiro à medida que vão sendo utilizados e vendidos (ARNOLD, 1999).
O estoque contém os materiais e suprimentos que uma empresa necessita armazenar
para utilização posterior.
Conforme Arnold (1999), existe custo para se estocar, a boa administração dos
estoques é essencial pois trará resultado direto no investimento, melhorando o fluxo de caixa e
aumentando os lucros. Reduzindo assim o custo para se estocar.

16
Os estoques mesmo estando organizados, bem administrados geram custos. Esses
custos podem ser agrupados em:
- custos de capital (juros, depreciação);
- custos com pessoal (salários, encargos sociais);
- custos com edificação (aluguel, impostos, luz, conservação);
- custos de manutenção (deterioração, obsolescência, equipamento).
Estes custos são chamados de custos de armazenagem, e existem dois fatores que
podem aumentá-lo que são a quantidade em estoque e o tempo de permanência.
Para determinar estes custos existem fórmulas e modelos matemáticos, que calculam
valor e transformam-no em valor percentual em relação ao estoque analisado (DIAS, 1993).
Conforme Arnold (1999, p.265) a administração de estoques é responsável pelo
planejamento e controle dos estoques, desde o estágio da matéria-prima até o produto
acabado.
3.4 Planejamento e controle da produção
O Planejamento e controle do fluxo de materiais feito através do processo de produção
são controlados pelo planejamento e controle da produção, onde as principais atividades
desempenhadas são (ARNOLD, 1999): planejamento da produção, implementação e controle
e administração do estoque. A seguir segue uma breve descrição destas atividades.

17
3.4.1 Planejamento da Produção
O planejamento da produção é o responsável por organizar de maneira mais produtiva,
o que se deve produzir para atender a demanda do mercado. Também deve estabelecer
prioridades e certificar-se de que a capacidade é suficiente. Algumas etapas são necessárias
para se realizar o planejamento da produção: Previsão, Plano-mestre, Planejamento de
necessidade de Material e Planejamento de capacidade.
3.4.2 Implementação e Controle
Nesta etapa coloca-se em prática, propriamente dito, o plano feito na etapa anterior e
controla-se o seu andamento e a priorização dos itens mais necessários através do
acompanhamento do processo na produção e compras.
3.4.3 Administração do Estoque
Os estoques podem ser tanto de produto acabado, semi-acabado e de matéria-prima.
Este último, quando disponível, faz parte do processo produtivo e fornece uma reserva
intermediária para atender diferenças nas taxas de demanda e de produção.
As três etapas descritas anteriormente são atividades realizadas de forma conjunta. Os
estoques encontrados na produção serão utilizados por ela mesma ou são alguma sobra de
processo. O único caso em que a administração de estoques pode operar separadamente do
planejamento e controle da produção é quando o item comprado for revendido sem nenhum
processamento adicional (ARNOLD, 1999).

18
3.5 A Importância da Administração de Estoques
Martins (2000) comenta que administrar estoques é de suma importância para a
empresa, pois estes servem de reguladores do fluxo de material, visto que a velocidade com
que chegam na empresa é diferente da velocidade com que saem.
Manter estoques é vantajoso para a empresa no que se refere ao pronto atendimento do
cliente, mas tem sua desvantagem no que se refere aos custos de manutenção. O papel do
administrador é encontrar o ponto de equilíbrio adequado à empresa.
3.5.1 Política de Estoques
Viana descreve:
"Entende-se por política de estoques o conjunto de atos diretivos que estabelecem, de forma global e específica, princípios, diretrizes e normas relacionadas ao gerenciamento. Em qualquer empresa, a preocupação da gestão de estoques está em manter o equilíbrio entre as diversas variáveis componentes do sistema, tais como: custos de aquis ição, de estocagem e de distribuição, nível de atendimento das necessidades dos usuários consumidores, etc.".(VIANA, 2000, pg. 119).
O autor refere-se à gestão de estoques onde se leva em conta à procura racional e o
equilíbrio com o consumo, de modo que: a) as necessidades efetivas dos consumidores sejam
satisfeitas com mínimo custo e menor risco de falta possível; b) seja assegurada a seus
consumidores a continuidade de fornecimento; c) o valor obtido pela continuidade de
fornecimento deve ser inferior a sua própria falta.
Dias (1993) escreve que a administração central da empresa deverá determinar ao
Departamento de Controle de Estoques, o programa de objetivos a serem atingidos, isto é,
estabelecer padrões que sirvam de guia aos planejadores e também de critérios para medir a
performance do departamento. Estas políticas são as seguintes:

19
a) Metas de empresas quanto ao tempo de entrega dos produtos ao cliente;
b) Definição do número de depósitos e /ou de almoxarifados e da lista de materiais
a serem estocados nele;
c) Até que níveis deverão flutuar os estoques para atender uma alta ou baixa das
vendas ou uma alteração de consumo;
d) Até que ponto será permitido a especulação com estoques, fazendo compra
antecipada com preços mais baixos ou comprando uma quantidade maior para
obter desconto;
e) Definição da rotatividade dos estoques.
Fleury (2000) mostra uma perspectiva, diferente da visão tradicional da política de
estoque em que as transformações na cadeia de suprimento estão permitindo às empresas
operarem com um menor tamanho de lotes de ressuprimento. Cita como principais decisões
para a formalização de uma política de estoques nas empresas:
ü Onde localizar os estoques numa cadeia de suprimentos;
ü Quando pedir o ressuprimento;
ü Quanto manter em estoques de segurança;
ü Quanto pedir.
3.5.2 Princípios Básicos para o Controle de Estoques
Dias (1993) coloca que para organizar um setor de estoques é necessário sabermos:
a) Número de itens;

20
b) Periodicidade;
c) Quantidade necessária para um período determinado;
d) Acionar o Departamento de Compras para executar aquisição de estoques;
e) Receber, armazenar e atender os materiais estocados de acordo com as
necessidades;
f) Controlar os estoques em termos de quantidade e valor e fornecer informações
sobre a posição do estoque;
g) Manter inventários periódicos para avaliação das quantidades e estados dos
materiais estocados;
h) Identificar e retirar do estoque os itens obsoletos e danificados.
Alguns aspectos devem ser especificados antes de se montar um controle de estoques:
ü Diferentes tipos de estoques existentes em uma empresa;
ü Diferentes pontos de vista quanto ao nível adequado de estoque que deve ser
mantido para atender as necessidades da empresa;
ü Relação entre o nível de estoque e o capital necessário envolvido.
De acordo com Bowersox (2001) é preciso ter uma visão da magnitude dos ativos
investidos no estoque e reconhecer o papel deste em uma empresa.
Fleury (2000) comenta que é muito difícil para as empresas avaliarem adequadamente
sua política de estoque, mas é possível através da geração de cenários e de análises
incrementais nos custos de estoques e movimentação de materiais, determinar se uma

21
alternativa de operação acarretará menor custo logístico total que o incorrido pela ação atual.
Na realidade, as empresas devem buscar minimizar o custo logístico total de estoques, de
transporte e de processamento de pedidos em função de determinada disponibilidade de
produto desejada pelo cliente.
3.5.3 Previsão para os Estoques
Segundo Dias (1993), as informações básicas que permitem decidir quais serão as
dimensões e a distribuição no tempo da demanda dos produtos acabados podem ser
classificadas em:
a) Quantitativas:
ü Evolução das vendas no passado;
ü Variáveis cuja evolução e explicação estão ligadas diretamente às vendas;
ü Variáveis de fácil previsão, relativamente ligadas às vendas;
ü Influência da propaganda.
b) Qualitativas:
ü Opinião dos gerentes;
ü Opinião dos vendedores;
ü Opinião dos compradores;
ü Pesquisas de mercado.

22
Ainda, conforme Dias (1993) as técnicas de previsão do consumo podem ser
classificadas em três grupos:
a) Projeção: são aquelas que admitem que o futuro será repetição do passado ou as
vendas evoluirão no tempo;
b) Explicação: procura-se explicar as vendas do passado mediante leis que
relacionam as mesmas com outras variáveis cuja evolução é conhecida ou
previsível.
c) Predileção: funcionários experientes e conhecedores de fatores influentes nas
vendas e no mercado estabelecem a evolução das vendas futuras.
O conhecimento sobre a evolução do consumo no passado possibilita uma previsão da
sua evolução futura, mas os seguintes fatores podem alterar o comportamento do consumo:
ü Influências políticas;
ü Influências conjunturais;
ü Influências sazonais;
ü Alteração no comportamento do cliente;
ü Inovações técnicas;
ü Produtos retirados da linha de produção;
ü Alteração da produção;
ü Preços competitivos dos concorrentes.

23
"A programação e o controle da produção e o planejamento da capacidade das instalações exigem previsões precisas. Tais previsões, e a conseqüente correção do planejamento permitem que os executivos de logística destinem recursos antecipadamente, em vez de, mais tarde, fazerem alterações que podem ser dispendiosas, de capacidade ou de estoque. Previsões precisas permitem equilibrar as demandas por recursos e minimizar onerosos picos, tanto de capacidade quanto de estoque”. (BOWERSOX, 2001, pg. 207).
Para Arnold (1999) a previsão é um prelúdio do planejamento. Antes de se fazer
planos, deve-se fazer uma estimativa de um período futuro. É necessário fazer previsões para
satisfazer as demandas futuras, ou seja, não se pode esperar a entrada de pedidos para fazer
um planejamento de compras.
3.5.4 Custos de Estoque
Ballou (1993) e Dias (1993) colocam que, excluindo o custo de aquisição da
mercadoria, os custos associados ao estoque dividem-se nas seguintes categorias:
a) Custo do Pedido: cada operação de entrada de pedido para abastecimento de
estoque necessita de algumas atividades que geram esses custos, tarefas com o
preparo do pedido, associação da documentação, ajuste com a entrega, arranjos
com pagamentos a fornecedores e manutenção das informações para novas
tarefas;
b) Custo de Manutenção: são todos os custos necessários para manter certa
quantidade de mercadorias por um período de tempo, como: custo de
oportunidade de capital, custos associados aos impostos e aos seguros, custo de
armazenagem e custos de perdas devidas à deterioração, obsolescência, dano e
furto;

24
c) Custo de Falta: são aqueles que ocorrem caso haja demanda por itens em falta
no estoque, podendo ser por vendas perdidas ou atrasos, tais como: falta de
disponibilidade no primeiro atendimento, cancelamento do pedido,
fornecimento em substituição com material de terceiros, não cumprimento dos
prazos contratuais como multas, prejuízos e bloqueio de reajustes e por meio de
"quebra de imagem" da empresa;
d) Custo Total: é definido como a soma dos custos de pedir e de manter estoque.
Os custos totais são importantes no modelo do lote econômico, pois o objetivo
deste é determinar a quantidade do pedido que os minimiza;
Arnold relata sobre o custo de se manter um estoque:
“Os valores reais variam de setor para setor e de empresa para empresa. Os custos de capital podem variar dependendo das taxas de juros, do crédito da empresa na praça e das oportunidades de investimentos que a empresa pode ter. Os custos de armazenamento variam com o lugar e o tipo de armazenamento necessário. Os custos de riscos podem ser muito baixos ou podem estar perto de 100% do valor do item para produtos perecíveis. O custo de estocagem é geralmente definido como uma percentagem em valores monetários do estoque por unidade de tempo, geralmente um ano”.(ARNOLD, 1999, pg. 274).
De uma certa forma, os autores acima citados colocam os custos sob o mesmo prisma,
ou seja, as informações precisas de custos podem proporcionar vantagem competitiva para uma
empresa.
Torna-se muito importante a questão de um bom planejamento para quantificar
corretamente a necessidade real de cada um destes estoques, a fim de se evitar desperdícios ou
até mesmo prejuízos.

25
Gráfico Custo do Estoque
Fonte: Apostila da disciplina de logística empresarial
3.5.5 Fator de Segurança
Viana (2000) coloca que o fator de segurança é função da importância operacional e
do valor de consumo, o qual é estabelecido em função do nível de serviço desejado, de acordo
com a distribuição normal de probabilidades.
3.5.6 Classificação dos estoques
Estoque real: quantidade (saldo) de material existente em estoque no almoxarifado da
empresa.
Estoque virtual: estoque real acrescido das quantidades de encomendas em andamento.
Estoque de cobertura: relação entre estoque e consumo, indicando por quanto tempo o
estoque suportará o consumo sem que haja reposição.
Q
C$
Custos de armazenagem
Custo do pedido
Custo da falta de estoque
CUSTO TOTAL
26
3.5.7 Nível de Reposição
Quantidade na qual, ao ser atingida pelo estoque virtual em declínio, indica-se o
momento de ser providenciada a emissão do pedido de compra para reposição normal do
material. Está quantidade deve garantir o consumo do material durante o tempo de
ressuprimento, de tal forma que o estoque real em declínio não atinja o estoque de segurança.
3.5.8 Tempo de Ressuprimento
Viana define:
“Intervalo de tempo compreendido entre a emissão do pedido de compra e o efetivo recebimento, gerando a entrada do material no estoque. O tempo de ressuprimento representa importante fator na determinação do nível do estoque e, conseqüentemente, no capital imobilizado”.(VIANA, 2000, pg. 156).
É composto por tempos internos da empresa como também por externos:
a) TPC - Tempo de Preparação da Compra;
b) TAF - Tempo de Atendimento do Fornecedor;
c) TT - Tempo de Transporte;
d) TRR - Tempo de Recebimento e Regularização.
TR = TPC + TAF + TT + TRR
3.5.9 Ponto de Ruptura
Dias (1993) aponta o ponto de ruptura quando o estoque chega a zero e não se pode
atender a uma necessidade de consumo.

27
Viana (2000) acrescenta que a ruptura de estoque, na prática, ocorre quando o usuário
requisita um material do almoxarifado e não pode ser atendido em virtude do estoque
encontrar-se em nível zero.
3.5.10 Intervalo de Cobertura
Conforme Dias (1993) é o intervalo de tempo entre dois ressuprimentos. Estes
intervalos podem ser fixados, dependendo das quantidades compradas e do tempo de entrega
do fornecedor e do consumo médio.
3.5.11 Quantidade a Comprar
Viana (2000, pg. 157) define quantidade a comprar como “quantidade de material
otimizada solicita para aquisição, quanto atingido o nível de reposição e prevista para
consumo durante o intervalo de cobertura".
A fórmula clássica da quantidade a comprar definida como a diferença entre estoque
médio e estoque virtual nem sempre será viável, pois existem quatro situações distintas a
considerar.
a) Pedido Inicial: Quantidade a pedir quando se trata da primeira aquisição sem
conhecimento de demanda, ou seja, para materiais recém-incluídos no estoque.
Neste caso, a previsão da demanda é elaborada pelo usuário ou comprador por
estimativa.
b) Saldo em estoque igual ao nível de reposição: quantidade de material a pedir
quando o saldo remanescente em estoque for igual ao nível de reposição;

28
c) Saldo em estoque abaixo do nível de reposição: quantidade de material a pedir
quando o saldo remanescente em estoque estiver abaixo do nível de reposição;
d) Por meio do LEC - Lote Econômico de Compras: representa a quantidade de
material de tal forma que os custos de obtenção e manutenção sejam mínimos.
3.5.12 Consumo Médio Mensal
Valor médio dos diversos consumos verificados em uma unidade de tempo, como por
exemplo: consumo de um determinado bem no intervalo de 12 meses.
3.5.13 Considerações
Fleury (2000), quanto à formalização de uma política de estoques, destaca os
principais pontos:
a) A localização, ou o nível de centralização dos estoques, depende da repetição de
diversas dimensões características de cada material;
b) A decisão de “quanto pedir” depende de análises incrementais nos custos de
manutenção de estoques e de transporte;
c) O dimensionamento dos estoques de segurança vai depender não apenas da
disponibilidade de produto exigida pelos mercados e da variabilidade da
demanda, bem como de uma relativa análise aos custos da falta e de excesso;
d) Com relação ao “quanto pedir”, a metodologia do LEC não constitui abordagem
exclusiva, podendo ser empregada em conjunto para avaliação e contínua
redução nos tamanhos do lote.

29
Ballou (1993) destaca que a teoria dá indicações úteis para controlar o estoque, mas
deve-se levar em conta, na prática, os custos com a mão-de-obra, a exatidão dos registros de
manutenção, os pedidos conjuntos ou consolidados e habilidade da mão-de-obra em executar
determinada política de estoque. Para o autor, “na prática, o controle de estoques nem sempre
pode ser ótimo, conforme a teoria sugere. Pelo contrário, é justamente a mistura de políticas
ótimas que é o mais conveniente”.(pg. 229)
Todas as formas de registro de estoque objetivam controlar a quantidade de material
em estoque, mas é necessária uma avaliação, no mínimo anual, para proporcionar a exatidão
de materiais estocados e informações financeiras atualizadas.
3.5.14 Avaliação de Estoques
Martins descreve:
"A gestão de estoques constitui uma série de ações que permitem ao administrador verificar se os estoques estão sendo bem utilizados, bem localizados em relação aos setores que deles se utilizam, bem manuseados e bem controlados”.(MARTINS, 2000, pg. 155).
Existem vários indicadores para analisar a produtividade e controle dos estoques, os
quais serão descritos a seguir.
3.5.15 Acurácia dos Controles
Após terminar o inventário, pode-se calcular a acurácia dos controles, que mede a
porcentagem de itens corretos, tanto em quantidade quanto em valor.
3.5.16 Nível de Serviço ou Nível de Atendimento
30
O nível de serviço ou nível de atendimento significa a eficiência do estoque, ou seja,
quantidade de itens atendidos em uma primeira solicitação de um pedido conforme Martins
(2000).
Ex.: Em um pedido de 200 itens colocado numa determinada empresa, atende em um
primeiro atendimento 175 itens, isso significa:
175/200 = 87,50% o nível de serviço do primeiro atendimento.
3.5.17 Localização dos Estoques
Martins (2000) cita que automatizar os almoxarifados, definindo critérios de
endereçamento, é de suma importância para facilitar a localização dos itens estocados.
3.6 Inventário
Para Martins (2000), o controle que pode ser feito em qualquer organização para
auxiliar o fluxo de caixa é a realização de inventários, desde que estes não sejam realizados
em excesso.
Inventário em excesso significa gastar dinheiro à toa, arcar com um custo que não traz
benefício algum. No entanto, o inventário físico deve ser bem gerenciado, com recursos mais
utilizados, como ativos fixos, mão-de-obra e energia, o produto ganhará em qualidade e o
custo total final será melhor.
Mudanças excessivas em ordens de produção, implicando parada das máquinas e
aumento dos estoques em processo, acabam por gerar re-trabalho, e são umas formas claras de
desperdício, fazendo com que os gastos com produção subam e, conseqüentemente, impacte
no custo do produto.

31
Para Martins (2000) o inventário físico é geralmente efetuado de dois modos:
Periódico ou Rotativo.
a) Periódico: É quando em determinados períodos, normalmente no encerramento
dos exercícios fiscais, ou duas vezes por ano, faz-se a contagem física de todos
os itens do estoque. Nessas ocasiões concentra-se um número maior de pessoas
com a função específica de contar os itens.
b) Rotativo: É quando permanentemente se contam os itens em estoque. Neste
caso, faz-se um programa de trabalho onde todos os itens sejam contados pelo
menos uma vez dentro do período fiscal (normalmente de um ano). Essa
política exigirá um certo número de pessoas exclusivamente dedicadas à
contagem, em período integral, o ano todo.
Para Dias (1993) empresas organizadas, que possuem estrutura de administração de
materiais com políticas e procedimentos claramente definidos, registram toda a movimentação
feita em seus estoques. Este controle efetivo dos estoques é feito pelo almoxarifado. Essa
operação deve vir ao encontro com os objetivos de custo e de serviços pretendidos pela alta
administração da empresa.
Periodicamente a empresa deve efetuar contagens físicas de seus itens de estoque e
produtos em processo a fim de verificar:
- discrepâncias em valor, entre estoque físico e contábil;
- discrepâncias entre registros e o físico (quantidade real na prateleira);
- apuração do valor total do estoque (contábil) parta efeito de balanços ou balancetes.
Neste caso o inventário é realizado próximo ao encerramento do ano fiscal (DIAS, 1993).

32
Os inventários nas empresas podem ser:
Inventários gerais ou periódicos: normalmente são efetuados ao final de um exercício.
Pode ser considerado de duração relativamente prolongada e não permite realizar ajustes, pois
a quantidade de itens contados é elevada, o que impossibilita a análise de causas de
divergências.
Inventários rotativos: visa uma melhor distribuição das contagens ao longo do ano, o
que possibilita condições de análise de causas. Abrangerá programas de contagem
programados para todos os itens de várias categorias de estoque, desde a matéria prima até o
produto acabado.
Podem-se dividir os itens a serem contados em três grupos distintos, conforme sua
significância e importância: o primeiro grupo deve ser inventariado três vezes ao ano por
representarem maior valor em estoque e serem imprescindíveis à produção, o segundo grupo
será inventariado duas vezes ao ano, por possuírem importância intermediaria quanto ao valor
do estoque e os demais que formarão o terceiro grupo, representam pequeno valor de estoque.
Os materiais deste último serão inventariados uma vez por ano (DIAS, 1993).
3.6.1 Preparação e planejamento para o inventário
Para se obter bons resultados em um inventário é fundamental que este seja bem
planejado e preparado. Deve-se providenciar para tal, conforme DIAS (1993):
- folhas de convocação e serviços, definindo os convocados, datas, horários e locais de
trabalho;
- fornecimento de meios de registro com qualidade e em quantidade adequada para
possibilitar uma contagem precisa;

33
- re-análise da arrumação física;
- método da tomada do inventário e treinamento;
- atualização e análise dos registros;
- preparação da documentação e movimentação de materiais a serem inventariados.
3.6.2 Convocação
Consiste na organização das equipes para a primeira contagem (reconhecedores) e das
equipes para segunda contagem (revisores). Com antecedência de no mínimo três semanas,
distribuir a lista aos convocados e devidos esclarecimentos (DIAS, 1993).
3.6.3 Cartão de inventário
Normalmente o meio de registro será cartão com partes destacáveis para até três
contagens, que podem ser impressos de cores diferentes para identificar tipos de estoque a
serem contados. Para empresas que realizam controle de estoques via processamento de
dados, os cartões são pré-impressos pelo computador e preenchidos antes da fixação nos lotes
a serem inventariados, nos espaços já reservados para: localização, descrição do material,
código, unidade e data do inventário.
3.6.4 Arrumação física
As áreas e os itens a serem inventariados devem estar organizados para tal, agrupando
os produtos iguais, identificando-os com os devidos cartões, deixando corredores livres para
facilitar a movimentação. Os equipamentos que serão necessários utilizar também devem
estar preparados, como por exemplo, balanças aferidas, escadas entre outros.
34
3.6.5 Cut-off (mapa de registros)
Pode-se dizer que é o procedimento mais importante de um inventário. Se este não for
bem organizado, pode perfeitamente “mascarar” o resultado da contagem. Consiste em um
mapa com todos os detalhes dos três últimos documentos emitidos antes da contagem (notas
fiscais, notas de entrada, requisição de materiais, devolução de materiais). Não se recomenda
que haja qualquer movimentação de materiais no dia da contagem. Portanto todas as
movimentações envolvidas através de outros setores, como produção e entrega de
fornecedores, devem ser feitas com antecedência. A expedição também deverá ser instruída
para que os produtos faturados e não entregues sejam isolados dos demais itens que serão
inventariados.
O controle de cut-off necessita ser muito rígido para não se correr o risco de contar um
item duas vezes (DIAS, 1993).
3.6.6 Atualização e registros de estoque
Todas as entradas e saídas e saldos dos itens deverão estar obrigatoriamente
atualizados até a data do inventário. O responsável pelo controle do estoque (almoxarifado)
deve assegurar que todas as movimentações pendentes com relação a estoques foram
realizadas. Os emitentes dos documentos que implicam movimentação do estoque, devem
realizar carimbos com “antes do inventário” nos documentos emitidos um dia antes da data de
contagem. E da mesma forma serão identificados com “depois do inventário” os documentos
emitidos no dia seguinte ao inventário. O saldo atualizado será sublinhado, indicando a
quantidade disponível na data de inventário. Este saldo será utilizado como estoque para fins
de reconciliação com o inventário físico e eventual reajuste (DIAS, 1993).

35
3.6.7 Contagem do estoque
Todo item do estoque, sujeito ao inventário, será contado necessariamente duas vezes.
A primeira vez pela primeira equipe, logo após a fixação do cartão de inventário ao lote.
Quando esta contagem estiver pronta, o executor desta entregará os cartões, por sua vez, ao
responsável pela segunda contagem. A segunda equipe realizará a contagem e registrará o
resultado de sua contagem, na segunda parte do cartão, entregando-o ao coordenador do
inventário. Se a segunda contagem coincidir com a primeira, o inventário para este item está
correto, se não coincidir, deve-se realizar uma terceira contagem por outra equipe, diferente
das que contaram anteriormente.
A tala identificadora do lote permanecerá afixada ao material como prova de que ele
foi contado, e para efeito de consulta. Esta poderá ser retirada somente após o término do
inventário (DIAS, 1993).
3.6.8 Reconciliações e ajustes
Os setores envolvidos nos controles de estoque deverão providenciar justificativas
para as variações ocorridas entre o estoque contábil e o inventário. A valorização do
inventario será feito em um mapa denominado “Controle das Diferenças de Inventário” onde
constará à somatória dos valores contábil, físico, diferenças “a mais”, diferenças “a menos” e
diferenças globais. Como cada empresa possui uma política diferente, os valores de diferença
podem ser aceitos ou não. Como regra geral, os ajustes de item considerado A não devem ser
aceitos, procurando sempre justificar o motivo da diferença. Quando aprovado o ajuste do
inventário, o controle de estoques emitirá a relação autorizando os ajustes devidos (DIAS,
1993).
36
3.7 Análise ABC
Abaixo veremos diferentes conceitos sobre a classificação ABC, e as formas que
podem ser geradas para controle através da sua utilização.
3.7.1 Conceito
Conceito (ARNOLD, 1999):
O sistema de classificação ABC de estoques responde a duas perguntas:
Qual a importância do item do estoque?
Como os itens são controlados?
Respondendo a estas perguntas o sistema ABC determina a importância dos itens
permitindo assim, diferentes níveis de controle baseados na importância relativa de cada item.
A maioria das empresas mantém um grande número de itens em estoque. Para
classificá-los, geralmente as empresas utilizam valores monetários anuais, mas podem ser
utilizados outros critérios.
Após a ordenação dos itens pela importância relativa, as classes da Curva ABC podem
ser definidas assim:
CLASSE A: Grupo de itens mais importantes que devem ser tratados com atenção especial
pela administração, com prioridade alta. Cerca de 20% dos itens correspondem a
aproximadamente 80% do valor monetário do estoque.

37
CLASSE B: Grupo de itens em situação intermediária entre as classes A e C. Cerca de 30%
dos itens correspondem a aproximadamente 15% do valor monetário dos estoques. São os
itens que merecem uma prioridade média.
CLASSE C: Grupo de itens menos importantes que justificam prioridade menor, grandes
quantidades físicas e estoque de segurança. Os itens C representam cerca de 5% do valor total
do estoque.
3.7.2 Passos da Análise ABC
Arnold (1999) enumera os seguintes passos para a análise da Curva ABC:
a) Estabelecer as características do item que influenciam os resultados da
administração de estoques, usando critérios como valores monetários, escassez
de material e outros.
b) Classificar os itens em grupos com base nos critérios estabelecidos.
c) Aplicar um grau de controle que seja proporcional à importância do grupo.
O procedimento de classificação por utilização anual em valores monetários é o
seguinte:
a) Determinar a utilização anual de cada item.
b) Multiplicar a utilização anual para cada item pelo respectivo custo, para obter
sua utilização total anual em valores monetários.
c) Fazer uma lista dos itens de acordo com sua utilização anual em valores
monetários.

38
d) Calcular a utilização anual em valores monetários acumulados e a
porcentagem acumulada dos itens.
e) Examinar a distribuição da utilização anual e classificar os itens nos grupos A,
B e C, com base na porcentagem de utilização anual.
3.7.3 Controle baseado na classificação ABC
Para Arnold (1999) existem duas regras gerais quando se utiliza a classificação ABC:
a) Ter grande número de itens de baixo valor: manter um estoque extra de itens
C, já que estes acrescentam pouco ao valor total do estoque. Desta forma,
haverá a possibilidade de esvaziamento do estoque apenas uma vez por ano e
será mantido, durante o ano, um estoque de segurança para estes itens.
b) Utilizar o dinheiro e o esforço de controle economizado para reduzir o
estoque de itens de alto valor: os itens A representam cerca de 20% dos itens e
aproximadamente 80 % do valor do estoque. Necessitam um controle maior e
uma revisão freqüente, já que são extremamente importantes.
Os itens podem ser controlados de acordo com sua classificação, como segue abaixo:
ü Itens A: alta prioridade. Um controle cerrado, incluindo registros completos e
precisos, revisões regulares e freqüentes por parte da administração, revisão
freqüente das previsões de demanda, seguimento minucioso e agilização para
reduzir o lead time (tempo de pedido).
ü Itens B: prioridade média. Controles normais com bons registros, atenção
regular e processamento normal.

39
ü Itens C: prioridade menor. Os mais simples controles possíveis, garantindo
que os itens sejam suficientes. Fazer pedidos em grandes quantidades e manter
um estoque de segurança.
3.7.4 Considerações sobre Análise de Estoques
Analisar detalhadamente os estoques é imprescindível a qualquer administrador,
devido ao volume de capital envolvido e, principalmente, pela vantagem competitiva que a
empresa pode obter, dispondo de mais rapidez e precisão no atendimento aos clientes.
Uma boa administração precisa estabelecer regras de decisão sobre os itens do
estoque, de modo que o pessoal do controle de estoques possa desempenhar suas funções de
forma eficiente.
3.8 Processos de Gerenciamento de Estoques
Bowersox (2001, pg. 267) salienta que "uma estratégia integrada de gerenciamento de
estoques inclui políticas e procedimentos para determinarem locais de armazenagem, prazos e
quantidades de ressuprimentos”.
Para isso, o autor apresenta o processo das estratégias e descreve os métodos usados
pelas empresas para aperfeiçoar o gerenciamento dos estoques.
3.8.1 Métodos para Aperfeiçoamento do Gerenciamento de Estoques
Ainda conforme Bowersox (2001), algumas empresas adotam providências adicionais para
aperfeiçoar sua eficácia, comentadas a seguir.

40
ü Definição e aprimoramento de políticas: o gerenciamento de estoques abrange políticas
e procedimentos que orientam decisões, como:
a) Parâmetros de avaliação de desempenho: devem refletir claramente o
equilíbrio desejado pela empresa e deve ser definida a estrutura de
remuneração do pessoal que mantém o sistema à altura das necessidades. Sua
especificação deve incluir clara definição de objetivos e compreender a forma
como os objetivos devem ser atingidos e podem afetar as avaliações de
desempenho do pessoal.
b) Treinamento: o gerenciamento de estoques é uma função muito complexa, em
vista da quantidade de fatores integrantes do processo e seu impacto em outras
funções da empresa, como a produção e as compras. É importante
compreender também a natureza e dinâmica das interfaces entre o
gerenciamento de estoques da empresa e outros participantes da cadeia de
agregação de valor. Devido a estes fatores, muitas empresas estão aumentando
o escopo e a sofisticação de treinamento, para aperfeiçoar as decisões de
gerenciamento de estoques.
c) Integração de Informação: o desempenho e a eficácia dos estoques podem ser
aumentados substancialmente, e as incertezas reduzidas, integrando-se as
necessidades de informação (previsões, pedidos, planos de marketing,
composição de estoques e posição da expedição) para toda a empresa e os
participantes da cadeia de distribuição.
d) Sistemas Especialistas: representam uma alternativa para melhorar o
desempenho dos estoques, através do uso de informações computadorizadas

41
para compartilhar técnicas de gerenciamento de estoques com outros setores
da empresa.
Desta forma, o desempenho dos estoques pode ser melhorado, observando o que foi
descrito anteriormente.
3.8.2 Gerenciamento Moderno
Conforme Viana (2000), a informática, juntamente com as fórmulas matemáticas,
atenuam e equacionam as dificuldades de controle de estoques, visando otimizar o
desempenho do gerenciamento. Mesmo assim, a necessidade de se contar com uma gestão
mais eficiente em relação à análise de risco, à eliminação de controles paralelos e à análise de
tendência do mercado, tornam-se necessário estabelecer procedimentos personalizados e
adequados, os quais, visando otimizar os estoques para permitir a redução do imobilizado e
utilizando plenamente os recursos da informática, devem estar ancorados nas seguintes
premissas:
ü Ser simples;
ü Estar voltado para decisões e resultados;
ü Permitir à gestão atuar por exceção;
ü Avaliar e minimizar os erros de previsão;
ü Permitir à gestão atuar com maior ou menor risco por meio de parâmetros de correção,
medidos e colocados à disposição do analista.

42
3.9 Processo
Segundo Martins & Laugeni (2002) em uma empresa industrial, entendemos como um
processo o percurso realizado por um material desde que entra na empresa até que dela sai
com um grau determinado de transformação.
A administração de operações , conforme Arnold (1999) é responsável pela
fabricação das mercadorias e serviços que os clientes desejam, na época desejada, com a
qualidade necessária, a um custo mínimo e com a máxima eficiência e produtividade. Os
processos são os meios que permitem à administração de operações atingir esses objetivos.
Um processo é um método de fazer algo, geralmente envolvendo vários passos ou
operações. O projeto do processo consiste no desenvolvimento, e na projeção dos passos.
Tudo o que as pessoas fazem envolve um processo de algum tipo. Quando alguém vai
ao banco para depositar ou retirar dinheiro, prepara um refeição ou viaja, está envolvido em
um processo. Algumas vezes, na qualidade de consumidores, as pessoas estão pessoalmente
envolvidas no processo. A maioria das pessoas já esperou em um balcão de entrega de uma
loja e se perguntou porque a administração não criou um processo melhor de atendimento aos
clientes.
3.9.1 Fatores que influenciam o projeto do processo
Conforme Arnold (1999) cinco fatores básicos devem ser considerados no projeto de
um processo.
- Projeto do produto e nível de qualidade: o projeto do produto determina os processos
básicos necessários para converter as matérias-primas e os componentes no produto acabado.
Para realizar seu trabalho, o projetista de processo pode geralmente escolher entre diversas

43
máquinas e operações diferentes. O tipo de máquina ou de operação selecionada depende da
quantidade a ser produzida, do equipamento disponível e no nível de qualidade necessária.
O nível desejado de qualidade afeta o projeto do processo, pois o processo deve ser
capaz de atingir repetidamente o nível de qualidade.
- Flexibilidade e padrões de demanda necessários: se existe variação na demanda de
um produto, o processo deve ser flexível suficiente para responder rapidamente à essas
mudanças. Os processos flexíveis exigem equipamentos e pessoal flexível capaz de
desempenhar várias funções.
- Considerações de quantidade / capacidade: o projeto do produto, quantidade a ser
produzida e o projeto do processo estão intimamente relacionados. Tanto o projeto do produto
quanto o do processo dependem da quantidade necessária. A quantidade necessária e o projeto
do processo determinam a capacidade exigida.
- Envolvimento dos clientes: o projeto do processo depende muito da estratégia
escolhida pela empresa.
- Decisão de comprar ou produzir: um fabricante tem a alternativa de produzir as peças
em suas próprias dependências ou comprá-las de um fornecedor externo. Poucas empresas
fabricam tudo ou compram tudo aquilo que necessitam. Deve-se tomar uma decisão sobre
quais itens comprar e quais itens fabricar. O custo é um dos principais fatores na hora em que
se pretende determinar quais itens serão fabricados.

4 MÉTODO
Abaixo segue a maneira como será delineada a pesquisa, assim como uma breve
descrição da unidade escolhida, as técnicas de coleta, descrição da proposta da forma de
realização da pesquisa, formas de análise que serão utilizadas e também as limitações do
método escolhido.
4.1 Delineamento da pesquisa
O método utilizado para construção do trabalho, o estudo de caso, é um método que
pertence à pesquisa tanto quantitativa, quanto qualitativa.
No caso específico desta pesquisa, trata-se de um método qualitativo e em algumas
circunstâncias quantitativo. O Estudo de caso é um método que se caracteriza pelo estudo
profundo e exaustivo de um ou de poucos objetos, de maneira que permita seu amplo
detalhado conhecimento. Ele busca examinar um fenômeno contemporâneo dentro de um
contexto. O estudo de caso difere do método histórico, pois refere-se ao presente e não ao
passado.
A maior utilidade do estudo de caso é verificada nas pesquisas exploratórias (visando
levantar questões e hipóteses para futuros estudos, através de dados qualitativos). Por sua
45
flexibilidade é recomendável nas fases iniciais de uma investigação sobre temas complexos,
para a construção de hipóteses ou reformulação do problema. Também pode-se aplicar nas
situações em que o objeto de estudo já é suficientemente conhecido a ponto de ser enquadrado
em determinado tipo ideal.
Este tipo de método possibilita ao pesquisador o estímulo de novas descobertas em
virtude da flexibilidade do planejamento. É freqüente o pesquisador dispor de um plano
inicial e, ao longo da pesquisa, ter o seu interesse despertado por outros aspectos que não
havia previsto ou que não estavam em seus planos de pesquisa. O estudo deste aspecto pode
tornar-se mais relevante do que se podia imaginar.
Um outro aspecto positivo do estudo de caso é a ênfase na totalidade, onde o
pesquisador volta-se para a multiplicidade de dimensões de um problema, focalizando-o como
um todo.
Os procedimentos de coleta e análise utilizados no estudo de caso são bastante simples
quando comparados com os exigidos por outros tipos de delineamento. Da mesma forma, os
relatórios dos estudos de caso caracterizam-se pela utilização de uma linguagem mais
acessível do que outros relatórios de pesquisa.
Este método foi escolhido, pois é o que se enquadra perfeitamente com os objetivos
propostos no trabalho. Já que o trabalho está focalizado em um problema como um todo
analisando-o através de diferentes dimensões, pretende-se fazer a utilização de procedimentos
de coleta e de análise simples e de fácil entendimento. Durante a pesquisa pretende-se
levantar questões e hipóteses para futuros estudos, que é um outro aspecto que pode-se
alcançar através do estudo de caso, já que este possibilita ao pesquisador o estímulo de novas
descobertas. A pesquisa será exploratória, devido a sua flexibilidade..

46
4.2 Unidade de Pesquisa
A unidade escolhida para a realização da pesquisa é a Renner Sayerlack S.A,
localizada no município de Gravataí, no estado do Rio Grande do Sul. É uma empresa do
Setor Químico, fabricante de tintas para diversos segmentos e seu mercado atua em vários
países.
Esta empresa foi escolhida devido à facilidade de obtenção das informações
necessárias, já que o pesquisador trabalha na empresa e possui acesso ao processo,
documentações, normas técnicas, entre outros documentos necessários para a realização do
trabalho.
Durante a pesquisa na empresa serão utilizadas várias técnicas de coleta de dados,
dentre elas a entrevista em profundidade, a observação, e utilização de dados secundários que
serão documentos da empresa, relatórios, e informações contidas no banco de dados da
mesma.
4.3 Técnicas de coleta de dados
Uma das técnicas de coleta utilizada, a entrevista em profundidade, será realizada com
as pessoas envolvidas no processo de administração do fluxo de matéria-prima.
Através da entrevista em profundidade é possível obter-se informação relativa à
importância dada pelo entrevistado para um determinado assunto. Em entrevistas semi-
estruturadas utilizam-se questões abertas, que permite ao entrevistador entender e captar a
perspectiva do entrevistado.
Não se recomenda realizar uma entrevista sem ter uma lista de tópicos a serem
abordados, pois assim a entrevista se conduziria sem uma ordem, o que poderia permitir que o

47
entrevistado falasse livremente sem interrupção, o que ocasionaria um acúmulo de
informações desorganizadas de difícil análise.
É importante que o entrevistador estabeleça uma relação de confiança com o
entrevistado e com a empresa, pois depende destes fatores a qualidade dos dados obtidos. Se
em algum momento o entrevistado não sentir confiança no entrevistador este poderá dizer
somente o que o entrevistador quer ouvir, livrando-se assim mais rapidamente da entrevista, e
conseqüentemente comprometendo seu resultado.
Desta forma é importante que o entrevistador mostre que a pesquisa tem alguma
relevância para o entrevistado, mostre interesse, seriedade, entusiasmo pelo trabalho, forneça
acesso aos dados e conclusões da pesquisa, são maneiras adicionais importantes que facilitam
que se estabeleça uma relação de confiança.
Para se evitar a influência do pesquisador nas perguntas abertas durante a entrevista,
existem algumas técnicas: o pesquisador deve evitar, por exemplo, conduzir respostas. Não
deve dizer coisas como: “então você diria que estava satisfeito com...”. Em lugar disso o
entrevistador deve solicitar mais explicações.
Um outro método de coleta que também será utilizado é a observação participante de
forma aberta.
Na observação participante de forma aberta o pesquisador tem permissão para
observar, entrevistar e participar do ambiente de trabalho em estudo.
A observação participante é encoberta quando o pesquisador observa, participando,
conversando e interpretando os acontecimentos. E esta forma de pesquisa pode criar um
conflito de identidade na pessoa do pesquisador. Na observação participante encoberta ele
pode ter objetivos distintos como aprender a tarefa, o trabalho desenvolvido, ou somente

48
realizar seu estudo, sua pesquisa. Esta forma de entrevista pode criar problemas entre os
entrevistados e o entrevistador por falta de confiança por parte do entrevistado, e acesso aos
dados.
Em virtude de todos esses motivos o sucesso da pesquisa depende muito da
capacidade do pesquisador em estabelecer uma relação de confiança com as pessoas
envolvidas em sua pesquisa.
Mesmo com esses fatores que podem dificultá-la, acredita-se que a técnica pode
oferecer bons resultados, pois utiliza a observação como meio de trabalho.
A análise de dados secundários que também será utilizada para coleta, é muito
importante, pois podem-se utilizar pesquisas, documentos, registros, feitos anteriormente à
pesquisa, com utilização para outros fins, e não para a pesquisa em questão. É uma forma de
coleta de dados rápida, e de baixo custo, já que se “aproveita informações, ou parte delas que
foram levantadas em outro momento”.
4.4 Proposta da forma de realização da pesquisa
A coleta de dados terá seu início na utilização de dados secundários. Neste caso, será
utilizado um relatório elaborado pela área de almoxarifado. Este relatório é chamado de
Relatório de Acuracidade de Estoques. Ele contém as matérias-primas que sofreram uma
grande quantidade de ajustes num determinado período de tempo, as quais serão eleitas como
as mais problemáticas.
Na etapa seguinte, serão realizadas entrevistas junto aos colaboradores que trabalham
no processo de administração e utilização da matéria-prima. Estas entrevistas terão a
49
finalidade de confirmar as informações contidas no relatório, verificar as divergências e
acrescentar novas informações para dar continuidade ao estudo.
As entrevistas serão realizadas com colaboradores envolvidos no processo de
administração e utilização da matéria-prima. No processo serão consideradas as etapas que
iniciam no recebimento do material, na forma de insumo bruto, até que esta seja utilizada e
transformada em produto acabado. A proposta de roteiro para entrevista está no apêndice.
Com a mesma finalidade das entrevistas, será realizado um levantamento junto á área
de almoxarifado do número de ajustes realizados em um período de seis meses (os últimos
seis meses).
Após a obtenção do resultado das etapas anteriores, começará a etapa da observação,
esta será realizada nas áreas: recebimento fiscal, almoxarifado e produção.
4.5 Técnicas de análise de dados
A forma para analisar os dados coletados que será utilizada é a análise de conteúdo, já
que pretende-se com a pesquisa, levantar hipóteses e sugestões e também comparar resultados
obtidos durante a coleta.
Os dados coletados serão transpostos em forma de textos, facilitando a compreensão,
comparação e confrontação das opiniões com as referências e resultados obtidos com o
trabalho.
A análise de conteúdo utiliza uma série de procedimentos para levantar inferências
válidas a partir de um texto. O método busca classificar palavras, frases, ou mesmo parágrafos
em categoria de conteúdo.

50
Cabe ao pesquisador interpretar e explicar estes resultados, utilizando teorias
relevantes.
Abaixo segue um roteiro simples sugerido por Roesch (1999), que pode ser utilizado
para facilitar a análise dos dados, através da análise de conteúdo:
- defina as unidades de análise;
- defina as categorias;
- com base nas categorias criadas, tente codificar uma parte do texto.
- codifique todo texto;
- se houver um número grande de casos, estratifique as respostas, elaborando
comparações entre grupos;
- apresente os dados de uma forma criativa, como por exemplo, em quadros
comparativos;
- interprete os dados à luz de teorias conhecidas, ou procure levantar alguma hipóteses.
4.6 Limitações do método
A maior e mais importante limitação do método refere-se à dificuldade de
generalização dos resultados. Pode ocorrer que a unidade escolhida para investigação tenha
um problema bem peculiar, que não possa ser utilizado como base para comparação, ou
resolução de problemas de outras empresas.
Durante a coleta dos dados nas fases das entrevistas, se o entrevistador não conseguir
obter a confiança do entrevistado, pode resultar em situações em que os entrevistados dizem o

51
que consideram que o entrevistador gostaria de ouvir, até como forma de se desvencilhar mais
rapidamente da entrevista, o que com certeza pode afetar a qualidade dos dados.
Durante a etapa de observação assim como nas outras etapas de coleta é importante
que o entrevistador tenha o mínimo da confiança dos observados, ou que estes saibam da
importância da pesquisa realizada. A confiança nestes casos pode evitar problemas éticos, no
sentido de que quem está sendo observado possa modificar suas ações com medo de que o
pesquisador estaria passando informações sobre os empregados e as rotinas para a gerência.
Se o observado alterar as ações que realmente faz, afetará o resultado da pesquisa, podendo
assim distorcer os resultados.

5 ESTUDO DE CASO: EMPRESA RENNER SAYERLACK SA
O estudo de caso desenvolvido na empresa Renner Sayerlack SA propôs alternativas e
sugestões para obtenção de melhorias nos processos que envolvem fluxo de matéria-prima,
com a finalidade de contribuir na redução da diferença entre o estoque físico e contábil de
suas matérias-primas.
Para realização do estudo foram utilizados dados secundários no primeiro momento,
entrevistas e observação nos processos envolvidos.
5.1 Caracterização da empresa
A empresa onde foi realizado o estudo de caso é a Renner Sayerlack SA, que passou a
ter este nome desde a efetivação da parceria com a Sayerlack empresa do mesmo segmento de
mercado (situada em São Paulo), mas a empresa continua a ser mencionada no mercado como
Tintas Renner.
Está situada na RS 118 KM 18 na cidade de Gravataí. Pertence ao segmento Químico
e produz diversos itens como: tintas, vernizes, solventes, texturas e pigmentos. Possui uma
completa assistência técnica que auxilia desde a escolha destes produtos até a aplicabilidade.
Atualmente, além do foco em produção de tintas, também possui diversos serviços

53
especializados para a “Solução em Pinturas”. Possui em torno de 500 funcionários na planta
de Gravataí e opera desde 18 de Junho de 1927, possuindo um mercado sólido, que está
constantemente em expansão.
Seu volume de vendas fica em torno de 1.000.000 galões por mês. Em virtude da
sazonalidade, este volume varia no decorrer do ano, sendo maior nos meses secos e de
temperaturas elevadas e menor nos meses chuvosos e úmidos.
A empresa atua na valorização do funcionário, dando-lhe treinamentos e realizando
avaliações de desempenho periodicamente. Para os estagiários que estão entrando na empresa
existe um programa de “Desenvolvimento de Novos Talentos”, onde ele percorre todas as
áreas que possui envolvimento com a sua área de atuação antes de assumir definitivamente
sua função.
Figura 1: Foto da planta da Renner Sayerlack em Gravataí.
54
5.2 Processo atual
Para realização da descrição do processo atual fez-se uso de dados secundários e
observação. Os dados secundários foram os procedimentos operacionais elaborados pela
empresa. Um funcionário de cada área junto com a área de qualidade elabora um
procedimento operacional, chamado de PO. Este PO descreve o fluxo para realização de uma
atividade. O PO é um documento que deve ser repassado para todos os envolvidos na
atividade descrita, para que assim alcance o objetivo maior, que é padronizar um processo e
possuí-lo descrito de forma clara e correta.
5.2.1 Descrição dos fluxos que envolvem a utilização da matéria-prima
Através de observação e com a ajuda de dados secundários descreveu-se o fluxo que a
matéria-prima percorre na empresa desde o momento em que chega, é lançada em um sistema
contábil pelo setor de recebimento fiscal, até o momento em que transformar-se em produto
acabado na produção.
Foi elaborado um fluxograma que descreve o processo desde a pesagem da matéria-
prima no almoxarifado até o momento do envaze do produto acabado na produção (figura 2).
5.2.1.1 Procedimento para recebimento contábil e físico
A primeira movimentação que a matéria-prima passa se realiza no setor de
Recebimento Contábil. Neste setor recebe-se a nota fiscal com ou sem laudo técnico (depende

55
da especificação da matéria-prima), confere-se a mesma, fazendo uma confrontação com o
pedido em relação a quantidade, preço, fornecedor, código da mercadoria.
Figura 2: Fluxograma desde a pesagem no almoxarifado até envaze na produção
Segundo Dias(1993), uma simbologia (codificação) auxilia no momento da
identificação, operações de movimentação e inventário, que é exatamente a forma como a
empresa armazena a matéria-prima. Os códigos diferem conforme a classificação, finalidade
de utilização e estocagem. No momento em que a matéria-prima é lançada no sistema recebe
o código interno da empresa.
MP SÓLIDA
MP LÍQUIDO
PROCESSO DE DISPERSÃO
Pesada na produção
Nesta fase do processo pode ser adicionada
MP para acertos
GRAVIDADE
Processo de Acertos finais
Processo de e
envaze e rotulagem
Pesada no almoxarifado

56
Depois de digitados os dados do item e confrontados com os dados da nota fiscal,
verifica-se se a matéria-prima necessita de teste de aprovação ou se possui qualidade
assegurada. Neste último caso a matéria-prima é encaminhada diretamente para o
almoxarifado, e no outro caso, é retirada uma amostra do produto para realização de teste no
Laboratório de Análise.
Para as matérias-primas que misturam-se com outras, a carga só é descarregada após
aprovação do teste. Caso contrário, ela é descarregada, o caminhão que a trouxe é liberado e
após, ela entra em uma seqüência de matérias-primas que estão aguardando os testes de
aprovação.
Nos dois casos os materiais não podem ser utilizados antes do resultado dos testes em
laboratório.
A matéria-prima que já foi testada e está aprovada para utilização, grande parte, fica
estocada no almoxarifado. Outra parte é transportada para a produção (em pequenas
quantidades) ficando armazenada no local de utilização.
5.2.1.2 Processos que envolvem o almoxarifado
Conforme Viana (2000), o setor de almoxarifado visa garantir a fiel guarda dos
materiais confinados pela empresa, objetivando sua preservação e integridade até o seu
consumo total.
Toda matéria-prima aprovada anteriormente fica sob a responsabilidade do
almoxarifado, com local pré-definido para armazenagem. No almoxarifado ficam
armazenadas tanto as matérias-primas líquidas quanto as sólidas, porém as líquidas também

57
ficam armazenadas na produção, mas uma pequena quantidade somente para alguns dias de
consumo.
Além de armazenar a matéria-prima, o almoxarifado também fornece para a produção
as quantidades exatas que serão necessárias durante o processo de fabricação da tinta.
O início do processo de pesagem no almoxarifado ocorre através de uma solicitação
do setor de Planejamento Industrial, que é chamada Ordem de Produção.
O Planejamento Industrial define o quê será produzido, seqüência e também a
quantidade através da ordem de produção. Arnold (1999), complementa, o planejamento da
produção é o responsável por organizar de maneira mais produtiva, o que se deve produzir
para atender a demanda do mercado. Também deve estabelecer prioridades e certificar-se de
que a capacidade é suficiente.
Esta ordem de produção contém o código do produto que será produzido e as
quantidades necessárias de cada matéria prima. Ela divide-se, ficando uma parte no
almoxarifado e a outra parte indo para a produção, para cada área pesar as matérias-primas
solicitadas.
Depois de pesada a parte sólida pelo almoxarifado, fica-se aguardando que o operador
da produção venha buscar para ser misturada a parte líquida que está pesada na produção,
para ambas entrarem juntas no processo produtivo.
5.2.1.3 Procedimento da utilização da Matéria prima na produção
O setor de produção recebe a seqüência do que deve ser produzido previamente
definida pela área de Planejamento Industrial. Esta seqüência é a mesma que é transmitida

58
para o setor de almoxarifado, que separa a quantidade de matéria prima sólida necessária para
produzir cada produto como explicado anteriormente.
À parte da matéria prima líquida fica na produção e é pesada minutos antes do produto
entrar em processo. Quando o produto entra em produção, as matérias-primas líquidas e
sólidas são adicionadas e misturadas no início do processo. Durante o processo de fabricação
pode ser adicionada alguma matéria-prima na parte de acertos finais, desde que dentro dos
percentuais permitidos.
Quando a tinta está pronta é envazada, passa por processo de selagem e é encaminhada
para a expedição. Com a finalidade de facilitar a compreensão foi elaborado um fluxograma
com o processo da área industrial (figura 3).
5.3 Identificação e Seleção das Matérias-primas que foram usadas no estudo de caso
Através da utilização de dados secundários cruzado com o resultados obtidos
através da realização de entrevistas em profundidade, foi possível identificar as matérias-
primas consideradas problemáticas, ou seja, com quebras no estoque de valor financeiro
relevante.
Conforme Arnold (1999), o sistema de classificação ABC determina a importância dos
itens, permitindo assim, diferentes níveis de controle baseados na importância relativa de cada
um.
Os dados secundários forneceram a classificação ABC da matéria-prima, que é a
forma de classificação utilizada pela empresa para denominar a importância do item e a forma
da realização de seu controle no estoque. Esta classificação estava contida no banco de dados
da empresa.

59
Figura 3: Fluxograma da Área Industrial
Planejamento
Desenvolvimento de produto
INÍCIO
Abastecimento de insumos
PRODUÇÃO Tratamento de resíduo líquido
Lote OK?
Tratamento de resíduo sólido
Enlatar e selar
Distribuição
FINAL
Efetuar acertos de produção
Acertos OK?
Laboratório analisa e faz modificações

60
As informações obtidas através dos dados secundários foram cruzadas com as
respostas das entrevistas em profundidade, para se obter maior consistência na escolha das
matérias-primas.
O relatório emitido pelo almoxarifado relata o código dos itens, data do ajuste
realizado, depósito padrão, quantidade em kg ajustada e valor monetário ajustado. Este
relatório é de muita valia, pois proporciona um histórico detalhado do último ano.
Segue em anexo o formato do relatório utilizado, as informações contidas nele foram
alteradas a fim de preservar os números da empresa. O modelo serve para efeito de ilustração
(anexo 1).
Para a realização da pesquisa foram identificadas as matérias-primas com maiores
valores monetários de ajustes no período de 12 meses. A sua classificação na curva ABC por
fim, não foi utilizada como critério de escolha, pois consideraram-se itens que não são
classificados como A, na curva ABC, mas estes possuem um somatório de ajustes com valor
monetário elevado.
Após a entrevista em profundidade, que foi realizada com o supervisor do
almoxarifado através de questões abertas e semi-estruturadas, analisaram-se estas respostas e
pode-se constatar que as informações obtidas anteriormente, cruzadas com os dados
secundários, de fato coincidiam entre si.
Dentre as matérias-primas e insumos identificados, foram eleitas quatro matérias-
primas para objeto de estudo, pois acredita-se que um número maior não possibilitaria uma
pesquisa de qualidade devido ao espaço de tempo.
Estas matérias-primas ganharam nomes fictícios para terem seus nomes reais e
códigos preservados conforme solicitação da empresa.

61
Os nomes fictícios são alfa, beta, gama, teta. As matérias primas alfa e beta são da
família aditivos, adicionadas com a finalidade de melhorar as características químicas do
produto. A matéria-prima gama é uma carga que é adicionada à tinta com a finalidade de
melhorar a cobertura. E a matéria-prima teta é um pigmento que confere cor.
Após a escolha destas matérias-primas realizou-se observação de um processo inteiro
para cada uma, ou seja, desde o momento da entrada no recebimento fiscal até o momento do
consumo, incluindo o inventário.
Para realização da observação foi feito um cronograma para se obter um melhor
aproveitamento do tempo do pesquisador. Neste cronograma dividiu-se tempos de observação
para cada setor (apêndice 1).
5.4 Análise e Considerações
Abaixo descreve-se as análises realizadas nos setores envolvidos, e também algumas
considerações importantes à respeito de todo o processo.
5.4.1 Recebimento Fiscal e armazenagem:
Durante o período de observação no setor de recebimento, foi possível verificar que os
procedimentos da entrada fiscal das matérias primas seguem o mesmo padrão, ou seja, é o
procedimento que está sendo solicitado pela empresa e está em seus registros. O fornecedor
chega com a entrega e caso existam outras entregas, entra em uma fila conforme a ordem de
chegada, o que muitas vezes acontece devido a espera da realização de testes.
O lançamento contábil da matéria prima no sistema é feito na quantidade exata que
está na nota fiscal e a parte de pesagens para conferência fica sob a responsabilidade do

62
almoxarifado. Caso o funcionário que realiza o lançamento no sistema encontre alguma
irregularidade ele deve entrar em contato com a área de Materiais no Planejamento Industrial.
A forma que o apontador do recebimento possui para conferência da matéria prima são as
parcelas de pedido criadas no sistema pela área de materiais. No sistema, encontra-se a data
solicitada, quantidade, descrição da matéria prima, programador, comprador, fornecedor, n°
do pedido e número da ordem de compra. Todas estas informações devem ser checadas pelo
apontador e devem estar corretas.
As quatro matérias-primas estudadas foram lançadas no sistema da mesma forma. A
maneira como o processo está organizado pode gerar erros uma vez que o apontador sempre
lança o que está contido na nota fiscal, e a conferência de peso é feita posteriormente, porém
em alguns casos não é feita, como veremos adiante.
Durante a conferência das matérias-primas que estão chegando na empresa constatou-
se que a pesagem é feita da carga fechada. Neste caso enquadra-se a matéria-prima Gama.
Carga fechada é o nome dado a uma carga que possui um só tipo de matéria-prima. No caso
da matéria-prima Gama a carga fechada é formada por diversas sacarias.
A carga é pesada sobre o caminhão, descontando o peso deste. Como a matéria-prima
Gama é extraída da natureza, ela possui variação em suas características físico-químicas, o
que ocasiona variação em seu peso bruto, e faz com que as sacarias apresentem pesos
diferentes. Durante o acompanhamento de uma pesagem no processo de almoxarifado
constatou–se a diferença entre o peso descrito na sacaria e o que ela realmente estava
pesando.

63
Figura 4: foto balança que faz a pesagem dos caminhões.
Figura 5: foto do estoque da sacaria que vem em carga fechada.

64
Fica difícil otimizar os recursos, se os processos não estiverem eficientes e alinhados
ao máximo, conforme Arnold (1999). É exatamente o que acontece no caso da matéria-prima
Gama. O processo não está alinhado, uma vez que existe a diferença entre o que realmente
chegou na empresa, e o que foi lançado contabilmente.
As matérias-primas Alfa, Beta e Teta, são transportadas em cargas abertas, ou seja,
misturam-se vários tipos de matérias-primas em uma mesma carga, para fins de otimização de
frete. As três matérias-primas são fornecidas em tambores onde permanecem até a completa
utilização. Estes tambores quando chegam no almoxarifado não são pesados. Existe apenas
uma conferência para se verificar se o número de tambores que está chegando confere com a
nota fiscal. Neste caso podem ocorrer diferenças de peso do produto que não são
identificadas.
5.4.2 Almoxarifado e Produção:
No processo de pesagem do almoxarifado acredita-se que não ocorrem erros que
possam acarretar diferença entre estoque físico e contábil, uma vez que tudo que é pesado é
emitido uma etiqueta da balança utilizada com a quantidade que foi pesada. Durante as
observações constatou-se que é pesada exatamente a quantidade solicitada na ordem da
produção. Também verificou-se que as balanças são aferidas regularmente.
Das quatro matérias-primas estudadas, a única que é pesada antes da utilização pelo
almoxarifado é a matéria-prima Gama. As matérias-primas Alfa, Beta e Teta são pesadas pela
produção antes do momento de sua utilização.

65
Figura 6: foto área de pesagem do almoxarifado, balança.
No processo de pesagem realizado pela produção, não existe qualquer tipo de controle,
a responsabilidade é do operador que realiza as pesagens destas matérias-primas. Ele recebe a
ordem de produção com as quantidades necessárias e as pesa, anotando o valor à caneta ao
lado do valor solicitado.
Na produção existem dois momentos onde são pesadas matérias-primas: no primeiro
momento que foi citado anteriormente, que é onde se enquadra as matérias-primas Alfa e
Beta. E no processo de completagem, onde são realizados os acertos finais. Dentre as quatro
matérias-prima a Teta é a única que também pode ser utilizada em acertos finais, pois é um
pigmento que pode ser adicionado para fins de ajustes de cor.

66
Figura 7: fluxo do processo produtivo
Na completagem, sempre que são realizados ajustes finais, são pesadas as quantidades
do acerto, anotando-se este valor ao lado da quantidade inicialmente solicitada. A matéria-
prima Teta está no grupo das que são utilizadas para acerto final.
A balança utilizada pela completagem possui uma escala de 5 em 5 gramas, e em
muitos casos são realizados acertos inferiores a esta quantidade, por exemplo, um acerto de
três gramas. Neste exemplo para o operador a balança estará marcando 5 gramas, que é o que
ele vai anotar na ordem de produção como a quantidade utilizada para acerto, e na verdade
foram utilizadas três gramas. Este erro pode ocorrer tanto para mais como para menos. Se por
dia são pesados acertos nesta balança para uma média de 46 lotes de tinta (que de fato é a
média na empresa), se em cada um tiver um erro aproximado de 2 gramas, ao final de um mês
poderemos ter uma diferença entre estoque físico e contábil em torno de 1.840 kg, para mais
ou para menos, vai depender dos arredondamentos da balança.

67
Para finalização, foi verificado o processo de inventário para as quatro matérias-
primas.
5.4.3 Inventário
Para Martins (2000) o controle que pode ser feito em qualquer organização para
auxiliar o fluxo de caixa é a realização de inventários. Este autor, assim como Dias (1993)
sugerem dois tipos de inventário, o periódico e o rotativo, que juntos permitem um controle
maior.
A empresa trabalha com estas duas formas de inventário, mas como o inventário
periódico é realizado ao final de um exercício não foi possível o acompanhamento desta
forma de inventário. Foram realizadas consultas em dados secundários.
A classificação ABC é o critério utilizado para determinação dos ciclos de contagem
do inventário. Itens A possuem um ciclo de contagem de 30 dias, itens B de 60 dias e itens C
de 90 dias. Dias (1993) sugere dividir os itens a serem contados em três grupos conforme sua
significância e importância, porém acredita-se que ele sugere intervalos de contagem muito
grandes, para o item de maior importância que formaria o primeiro grupo o autor sugere uma
contagem três vezes ao ano, para o segundo grupo duas vezes ao ano e para o terceiro uma
vez ao ano.
Para realização do inventário rotativo emite-se um relatório que vai informar, no dia
em que se está, quais itens devem ser contatos, sempre tendo como critério a classificação
ABC. Estes itens são contatos e quando existem diferenças o estoque é ajustado logo após a
contagem. Durante a entrevista com coordenador do almoxarifado, foi comentada a questão
“erro humano”, ou seja, erro operacional, onde o próprio operador que realiza a contagem as
vezes se engana, e este fato também gera diferenças entre estoque físico e contábil.

68
Um erro constatado é que na maioria dos casos os valores das diferenças são aceitos,
mesmo para itens A e não se verifica o motivo que pode ter levado ao aparecimento da
diferença.
Conforme Dias (1993), os setores envolvidos nos controles de estoque deverão
providenciar justificativas para as variações ocorridas entre o estoque contábil e o inventário.
O autor também diz que cada empresa possui a sua política, mas pelo menos para os itens que
são A deve-se encontrar a justificativa para a diferença.
5.4.4 Outras considerações gerais
Constatou-se que o maior problema ocasionado pela diferença entre estoque físico e
contábil ocorre no momento em que se possui a matéria-prima no contábil e não no estoque
físico. Neste caso geram-se reprogramações, ou em caso extremo, parada na produção. A
parada na produção por falta de matéria-prima, no caso da empresa estudada, pode ocasionar
até mesmo perda de um produto que está em processo, pois é um processo contínuo, que
precisa iniciar e terminar dentro de um período pré-determinado.
Se tiver alguma parada no meio do processo pode alterar as características das
matérias-primas já adicionadas, deteriorando-as.
A questão do atendimento também é muito importante. Existe uma série de produtos
acabados que são programados por pedido, a empresa possui prazo para a entrega, se faltar
uma matéria-prima, mesmo que não deteriore o produto, estar-se-ia afetando o atendimento ao
cliente, que é um custo incalculável.
Conforme Martins (2000), as mudanças excessivas em ordens de produção, implicando
parada das máquinas e aumento dos estoques em processo, acabam por gerar re-trabalho, e é
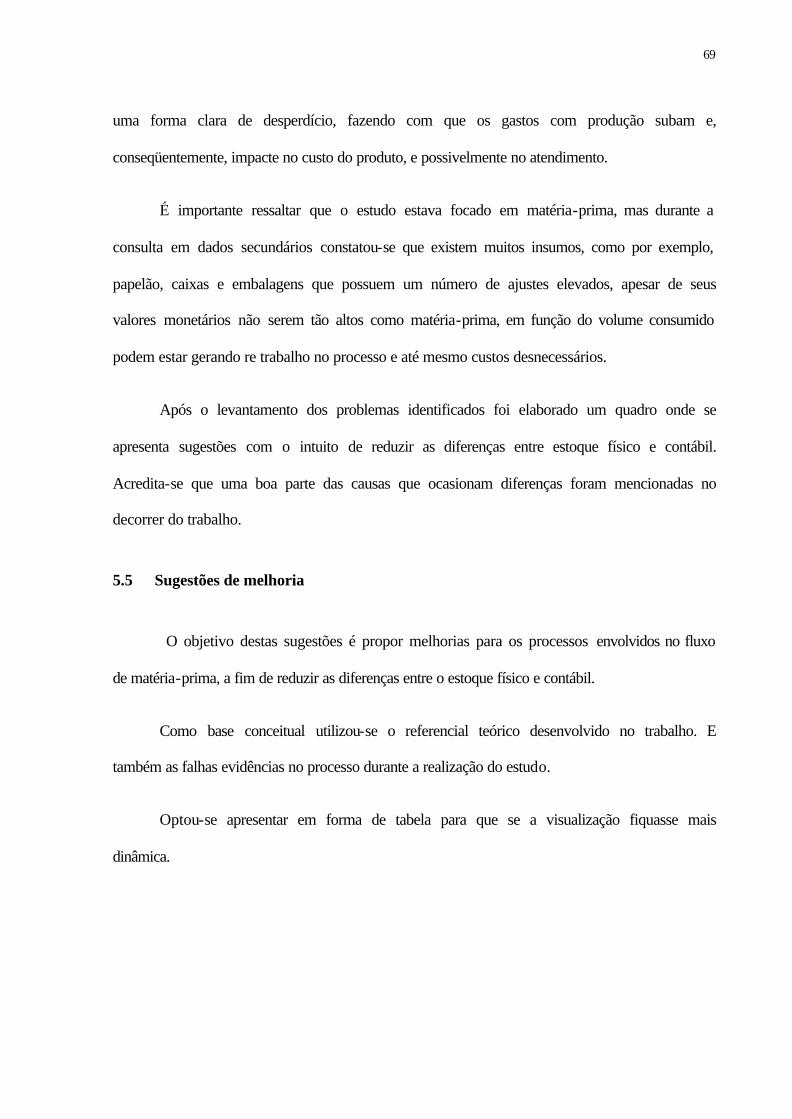
69
uma forma clara de desperdício, fazendo com que os gastos com produção subam e,
conseqüentemente, impacte no custo do produto, e possivelmente no atendimento.
É importante ressaltar que o estudo estava focado em matéria-prima, mas durante a
consulta em dados secundários constatou-se que existem muitos insumos, como por exemplo,
papelão, caixas e embalagens que possuem um número de ajustes elevados, apesar de seus
valores monetários não serem tão altos como matéria-prima, em função do volume consumido
podem estar gerando re trabalho no processo e até mesmo custos desnecessários.
Após o levantamento dos problemas identificados foi elaborado um quadro onde se
apresenta sugestões com o intuito de reduzir as diferenças entre estoque físico e contábil.
Acredita-se que uma boa parte das causas que ocasionam diferenças foram mencionadas no
decorrer do trabalho.
5.5 Sugestões de melhoria
O objetivo destas sugestões é propor melhorias para os processos envolvidos no fluxo
de matéria-prima, a fim de reduzir as diferenças entre o estoque físico e contábil.
Como base conceitual utilizou-se o referencial teórico desenvolvido no trabalho. E
também as falhas evidências no processo durante a realização do estudo.
Optou-se apresentar em forma de tabela para que se a visualização fiquasse mais
dinâmica.
70
Falha ou problema evidenciado Sugestão de melhoria proposta
Peso da carga diferente que o da nota
fiscal;
Realizar a correção através de
movimentação com nota fiscal, quando for
para mais, emitir NF de compra para o
fornecedor e lançar a diferença. Quando
for para menos realizar processo inverso.
As matérias-primas que chegam em
tambores, em cargas misturadas não são
pesadas;
Realizar um processo aleatório para pelo
menos em algumas vezes fazer a pesagem
destes tambores;
No processo de pesagem da produção não
existe qualquer forma de conferência;
Implantar o mesmo processo existente no
almoxarifado, com etiquetas nas balanças;
A balança da completagem no setor de
produção possui uma escala de 5 em 5
gramas, distorcendo o valor real pesado;
Trocar a balança existente para uma mais
precisa;
Valores ajustados após realização de
inventário não são justificados;
Organizar uma equipe para pesquisar e
providenciar as justificativas;
Falha humana durante o inventário; Realizar treinamento com os envolvidos,
mostrar a importância deste trabalho;
Seguem outras sugestões:
Fazer uma relação entre o número que se busca para a acurácia dos estoques com as
avaliações de desempenho dos envolvidos, traçando metas e objetivos claros, conforme
Bowerox (2001);
Realizar uma pesquisa com base nos insumos envolvidos, com caixas, embalagens;

71
Revisar o processo da informação utilizado, segundo Bowerox (2001), o desempenho
e a eficácia podem ser aumentados substancialmente, e as incertezas reduzidas, integrando-se
as necessidades de informação (previsões, pedidos, planos de marketing, entre outros) para
toda a empresa e os participantes da cadeia de distribuição.

CONCLUSÃO
A realização deste trabalho teve como proposta identificar e analisar as causas que
contribuem para o surgimento de diferença entre o estoque físico e contábil das matérias-
primas utilizadas na empresa Renner Sayerlack S.A. Para tal realizou-se um estudo de caso,
onde durante a coleta fez-se utilização de dados secundários, entrevistas e observação.
Desta forma, compilou-se as informações obtidas durante a coleta para a formação da
descrição da situação atual e posteriormente a realização da análise. Para que, após a análise,
fosse possível identificar propostas de melhorias e sugestões.
Analisando o processo, de uma forma geral, constatou-se que a empresa possui suas
atividades documentadas e que os colaboradores possuem acesso à estes documentos assim
como também recebem treinamento para desenvolver tal atividade. Porém em alguns
momentos, verificou-se que existem algumas atividades que estão descritas, mas que nem
sempre são realizadas como deveria. Nestes casos sugere-se a empresa um trabalho de
conscientização dos funcionários referente a importância da efetiva realização das atividades
como foram descritas, pois caso contrário pode-se estar gerando algum problema sem nem ao
menos saber.

73
Comparando-se o fluxo de materiais da empresa com a revisão bibliográfica realizada
pode-se afirmar que a empresa possui uma gestão atualizada, organizada e da forma como a
maioria dos autores sugere. Possui sua estrutura dividida em setores, dentro do contexto do
problema de pesquisa foram analisados os setores: Recebimento Fiscal, Almoxarifado,
Produção e Planejamento Industrial. Assim como se encontra no referencial, a programação
da produção e o controle dos estoques são realizados pelo setor de Planejamento Industrial.
Verificou-se durante a realização da pesquisa, que apesar de ter-se escolhido quatro
matérias-primas diferentes para o estudo, todas possuem um fluxo similar dentro da empresa,
apesar de algumas serem líquidas e outras sólidas. O que enriqueceu a pesquisa foi o fato de
ter-se analisado elas separadamente, podendo assim verificar as semelhanças e diferenças dos
fluxos envolvidos em ambas.
Contatou-se que é importante a realização de uma pesquisa futura para apurar o
mesmo problema desta pesquisa, porém referente aos materiais diversos da empresa, que são
embalagens, caixas, filmes plásticos. Pois durante a análise do relatório das diferenças entre
estoque físico e contábil verificou-se valores monetários significativos para estes materiais.
Faz-se necessário que a empresa avalie a questão da efetivação das sugestões
propostas no trabalho, pois entendeu-se que todos os problemas verificados e melhorias
propostas são passíveis de implementação. E podem minimizar o problema existente de
diferença de estoque.
Mesmo que a empresa não venha a efetuar as sugestões de melhorias propostas com o
trabalho, de alguma forma com o estudo em questão pretende-se que ao menos se mobilize a
empresa, ou as pessoas que tiverem acesso ao trabalho a refletirem.
74
O fato do pesquisador ser funcionário da empresa em alguns momentos atrapalhou.
Pois percebeu-se uma desconfiança das pessoas envolvidas na pesquisa durante as entrevistas
e observação. Algo que parecia um medo de que alguma informação fosse transmitida para
sua chefia, já que no caso desta pesquisa o pesquisador possui contato com os mesmos. Este
fato pode em algum momento ter mascarado o resultado do estudo.
De forma geral o método utilizado enquadrou-se à forma proposta de realização da
pesquisa, e pode ser considerado satisfatório, dentro de uma classificação. Apesar do estudo
de caso ter sido realizado em uma empresa específica, nada impede que as melhorias
propostas sejam aplicadas em outras empresas, com problema ou processos similares ao desta.
Acredita-se que alcançou-se os objetivos propostos com a realização deste trabalho,
uma vez que, conseguiu-se identificar um problema e ao final da pesquisa propor melhorias e
sugestões voltados para minimizar o problema evidenciado.
A realização deste trabalho foi de suma importância para o pesquisador, pois este pode
confrontar a teoria com a prática, aprendendo com os dois, e principalmente, verificando o
que está na teoria e que pode ser colocado em prática. Também foi possível consolidar e
resgatar conhecimentos vistos durante o curso de Administração.

REFERÊNCIAS
ARNOLD, J.R Tony; Administração de Materiais. Edição traduzida para português. São Paulo: Atlas, 1999.
BALLOU, Ronald H. Logística Empresarial: transportes, administração de materiais e distribuição física.São Paulo: Atlas, 1993.
BOWERSOX, Donald J. & CLOSS, David J. Logística Empresarial: o processo de integração da cadeia de suprimento. São Paulo: Atlas, 2001.
DIAS, Marco Aurélio Pereira. Administração de Materiais. 4. ed. São Paulo: Atlas, 1993.
DIEHL, Carlos Alberto. Apostila da Disciplina de Logística Empresarial. São Leopoldo: Unisinos, 1999.
EASTERBY-SMITH, Mark; THORPE, Richard; LOWE, Andy. Pesquisa gerencial em administração: um guia para monografias, dissertações, pesquisas internas e trabalhos em consultoria. São Paulo: Pioneira, 1999.
FLEURY, Paulo Fernando; WANKE, Peter; FIGUEIREDO, Kleber Fossati. Logística Empresarial: a perspectiva brasileira / (organização). São Paulo: Atlas, 2000. - (Coleção COPPEAD de Administração).
FURASTE, Pedro Augusto. Normas Técnicas para o trabalho Científico. Explicitação das Normas Da ABNT.- 12 ed. Porto Alegre: s.n; 2003.
MARTINS, Petrônio Garcia & ALT, Paulo Renato Campos. Administração de Materiais e Recursos Patrimoniais. São Paulo: Saraiva, 2000.

76
MARTINS, Petrônio Garcia & ALT, Fernando Piero laugeni. Administração da Produção. São Paulo: Saraiva, 2002.
ROESCH, Sylvia M. A. Projetos de estágio do curso de administração: guia para pesquisas, projetos e trabalhos de conclusão de curso. São Paulo: Atlas, 1999.
THUM, Jorge. Acesso à Realidade: Técnicas de pesquisas e Construção do Conhecimento. Porto Alegre: Sulina: Ulbra, 2000.
VIANA, João José. Administração de Materiais: um enfoque prático. São Paulo: Atlas, 2000.

APÊNDICES

78
Apêndice: Cronograma dos horários para observação nos diferentes setores
Setor Data Dia da semana
Tempo de Observação
Recebimento Fiscal
9/2/2004 Segunda-feira 1 hora
Recebimento Fiscal
11/2/2004 Quarta-feira 30 minutos
Recebimento Fiscal
20/2/2004 Sexta-feira 50 minutos
Recebimento Fiscal
8/3/2004 Segunda-feira 1 hora
Recebimento Fiscal
17/3/2004 Quarta-feira 40 minutos
Recebimento Fiscal
26/3/2004 Sexta-feira 1 hora
Recebimento Fiscal
6/4/2004 Terça-feira 45 minutos
Recebimento Fiscal
22/4/2004 Quinta-feira 30 minutos
Tabela 1: Cronograma para setor recebimento fiscal
Setor Data Dia da semana
Tempo de Observação
Almoxarifado
9/2/2004 Segunda-feira 30 minutos
Almoxarifado
11/2/2004 Quarta-feira 15 minutos
Almoxarifado
20/2/2004 Sexta-feira 15 minutos
Almoxarifado
8/3/2004 Segunda-feira 20 minutos
Almoxarifado
17/3/2004 Quarta-feira 30 minutos
Almoxarifado
26/3/2004 Sexta-feira 15 minutos
Almoxarifado
6/4/2004 Terça-feira 30 minutos
Almoxarifado
22/4/2004 Quinta-feira 10 minutos
Tabela 2: Cronograma para setor de almoxarifado

79
Setor Data Dia da semana
Tempo de Observação
Produção
9/2/2004 Segunda-feira 40 minutos
Produção
11/2/2004 Quarta-feira 35 minutos
Produção
20/2/2004 Sexta-feira 20 minutos
Produção
8/3/2004 Segunda-feira 20 minutos
Produção
17/3/2004 Quarta-feira 25 minutos
Produção
26/3/2004 Sexta-feira 40 minutos
Produção
6/4/2004 Terça-feira 30 minutos
Produção
22/4/2004 Quinta-feira 35 minutos
Tabela 3: Cronograma para setor de produção

ANEXOS

ANEXO 1: ROTEIRO DE PERGUNTAS UTILIZADO DURANTE A ENTREVISTA
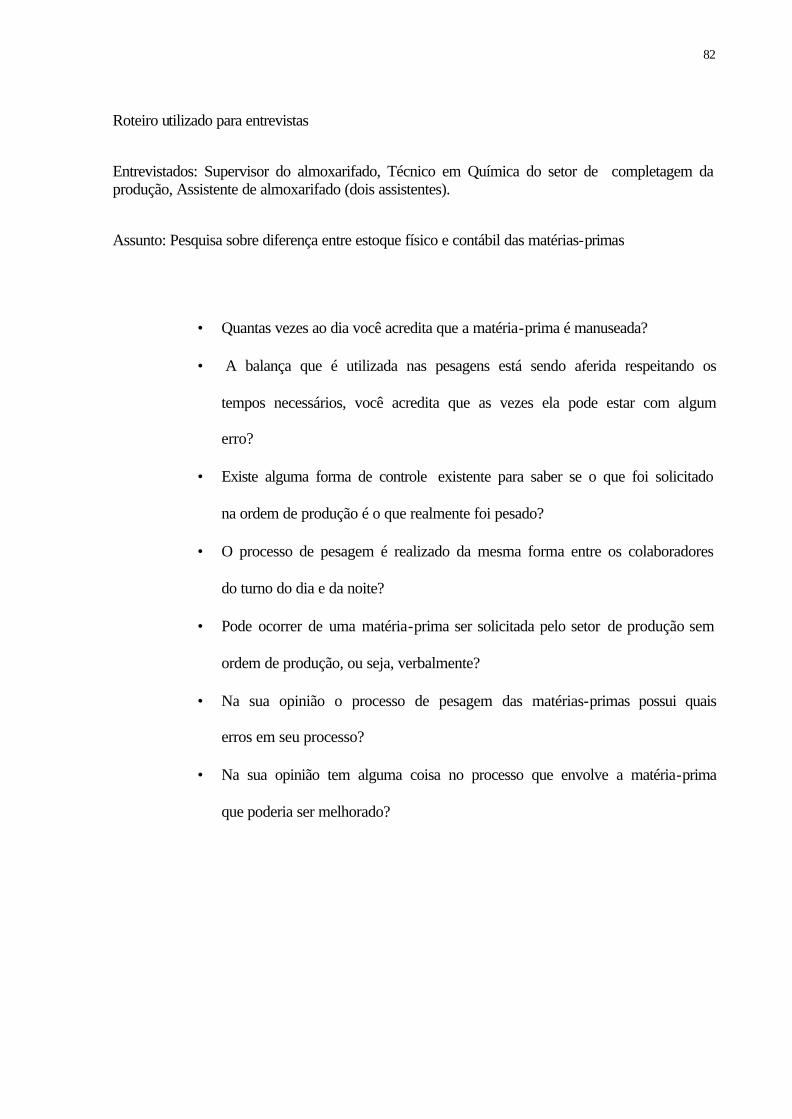
82
Roteiro utilizado para entrevistas
Entrevistados: Supervisor do almoxarifado, Técnico em Química do setor de completagem da produção, Assistente de almoxarifado (dois assistentes).
Assunto: Pesquisa sobre diferença entre estoque físico e contábil das matérias-primas
• Quantas vezes ao dia você acredita que a matéria-prima é manuseada?
• A balança que é utilizada nas pesagens está sendo aferida respeitando os
tempos necessários, você acredita que as vezes ela pode estar com algum
erro?
• Existe alguma forma de controle existente para saber se o que foi solicitado
na ordem de produção é o que realmente foi pesado?
• O processo de pesagem é realizado da mesma forma entre os colaboradores
do turno do dia e da noite?
• Pode ocorrer de uma matéria-prima ser solicitada pelo setor de produção sem
ordem de produção, ou seja, verbalmente?
• Na sua opinião o processo de pesagem das matérias-primas possui quais
erros em seu processo?
• Na sua opinião tem alguma coisa no processo que envolve a matéria-prima
que poderia ser melhorado?

ANEXO 2: MODELO DO RELATÓRIO DE AJUSTES DO ALMOXARIFADO

84
Modelo do relatório de ajustes emitido pelo almoxarifado
Data Código Grupo Quant. Valor
Transação Item Estoque Depósito
Ajustada Ajustado
R$ 2/1/2003 3004 7 PRO 33 269,65 2/1/2003 3000 7 PRO 341,26 2.045,28 6/1/2003 2228 6 Pro 12 85,67 6/1/2003 2229 6 Pro -16 -28,76 6/2/2003 2222 6 Pro -38 -68,33 6/2/2003 3333 6 Pro -135 -236,22 6/3/2003 4444 6 PRO -9 -33,61 6/3/2003 5555 6 PRO -26 -44,99
6/4/2003 10000 5 PRO -
1.248,10 -5.344,07
6/5/2003 190000 5 PRO -
1.014,85 -3.457,55 6/6/2003 170000 5 PRO -456,199 -1.215,73 6/7/2003 18000 5 PRO -112,5 -1.258,19 6/8/2003 1111 6 PRO 8 13,32 9/9/2003 9999 6 Pro -135 -236,22
9/10/2003 7777 6 PRO -9 -33,61 25/10/2003 8888 6 PRO -26 -44,99
27/10/2003 140777 5 PRO -
1.248,10 -5.344,07
13/12/2003 160666 5 PRO -
1.014,85 -3.457,55 19/12/2003 170777 5 PRO -456,199 -1.215,73 27/12/2003 111111 5 PRO -112,5 -1.258,19 31/12/2003 2888 6 PRO 8 13,32