universidade de sÃo paulo escola de engenharia de...
TRANSCRIPT

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
ICARO NOGUEIRA
ANÁLISE DE VIABILIDADE DA SUBSTITUIÇÃO DO SISTEMA DE FILTRAÇÃO EM UMA CERVEJARIA: ESTUDO DE CASO
Lorena
2013

ICARO NOGUEIRA
ANÁLISE DE VIABILIDADE DA SUBSTITUIÇÃO DO SISTEMA D E FILTRAÇÃO EM UMA CERVEJARIA: ESTUDO DE CASO
Monografia apresentada à Escola de Engenharia de Lorena da Universidade de São Paulo, como requisito parcial para a obtenção do título de Engenheiro Industrial Químico.
Área de Concentração: Processos de Separação (Operações Unitárias). Orientador: Prof. M.Sc., Antônio Carlos da Silva Docente, Escola de Engenharia de Lorena – USP. Orientador Técnico: Engª. Danielle Cardoso de Oliveira Engenheira de Projetos – Especialista em Processos.
Lorena
2013
DEDICATÓRIA
Dedico este trabalho primeiramente ao Senhor meu Deus, que me concedeu
sabedoria, inteligência e graça suficientes para desenvolver todo o meu potencial.
Somente a Ele sejam tributados honra, glória e louvor para sempre. Amém!
Dedico também este trabalho à minha esposa Andréa, meu bem precioso, minha
ajudadora, a mulher que me compreendeu quando mais necessitei, que esteve ao meu
lado nos dias bons e também nos dias maus e que soube me amar, ainda que na
infinidade das minhas limitações. Muito obrigado, amo você!

AGRADECIMENTOS
Agradeço ao Prof. M.Sc., Antônio Carlos da Silva pela disposição e paciência
para orientar-me durante todo este trabalho. Seu conhecimento e sabedoria foram
fundamentais para o meu desenvolvimento pessoal, profissional e acadêmico.
Agradeço à Engª Danielle Cardoso de Oliveira por ter dedicado o seu precioso e
escasso tempo ao meu aprendizado durante o período em que trabalhamos juntos. Sua
experiência, conhecimento e dedicação foram fundamentais para a minha plena
formação como Engenheiro.
Aos Mestres, meus sinceros agradecimentos.

“Your work is going to fill a large part of your life, and the only way to be truly
satisfied is to do what you believe is great work. And the only way to do great work is to
love what you do. If you haven't found it yet, keep looking. Don't settle.
As with all matters of the heart, you'll know when you find it.”
Steve Jobs, Founder of Apple Inc..
“E a todo o homem, a quem Deus deu riquezas e bens, e lhe deu poder para delas
comer e tomar a sua porção, e gozar do seu trabalho, isto é dom de Deus.”
Bíblia Sagrada, Eclesiates cap. 05 v.19.

RESUMO
NOGUEIRA, Icaro. ANÁLISE DE VIABILIDADE DA SUBSTITUIÇÃO DO
SISTEMA DE FILTRAÇÃO EM UMA CERVEJARIA: ESTUDO DE C ASO.
2013. 39 p. Monografia de Conclusão de Curso – Escola de Engenharia de Lorena,
Universidade de São Paulo, Lorena, 2013.
Atualmente os processos de separação, que são operações unitárias da
engenharia, são altamente difundidos em indústrias químicas em geral. O processo se
separação denominado filtração (ou operação unitária de filtração) tem como objetivo
separar os componentes de uma mistura sólido-fluido em suspensão através da sua
passagem uma barreira, ou meio poroso, chamado de filtro, com pequenos orifícios,
onde serão retidas as partículas sólidas presentes na mistura. O foco será
especificamente na aplicação deste processo de separação na indústria cervejeira, a qual
utiliza a filtração para dar “polimento” ao produto acabado, ou seja, retirar as partículas
sólidas em suspensão na cerveja fermentada e maturada. Este procedimento é de
fundamental importância na produção de cerveja, pois o consumidor final espera
degustar um líquido límpido e translúcido que traz consigo uma imagem de pureza e
qualidade. A presente monografia de conclusão de curso tem como objetivo realizar
uma análise técnica e financeira de um projeto a ser executado em uma cervejaria
internacional de grande porte, localizada na cidade de Jacareí/SP, na qual dois filtros de
terra diatomácea, ou Kieselguhr Filters (KGF) serão substituídos por filtros de
membrana, ou Beer Membrane Filters (BMF). Utilizar-se-á a metodologia baseada em
um estudo de caso, no qual serão coletadas especificações técnicas e de processo dos
filtros KGF instalados na cervejaria e as especificações de projeto dos filtros BMF a
serem instalados. Finalmente, será feito um estudo comparativo entre os dois modelos
de filtro, com foco em vantagens e desvantagens financeiras, qualitativas, operacionais e
de sustentabilidade.
Palavras-chave: Filtração, Membrana, Terra Diatomácea, Cerveja.

ABSTRACT
NOGUEIRA, Icaro. FEASIBILITY ANALYSIS FOR REPLACEMENT OF
FILTRATION SYSTEM IN A BREWERY: CASE STUDY. 2013. 39 p. Graduation
Course Conclusion Monograph – School of Engineering of Lorena, University of Sao
Paulo, Lorena, 2013.
Nowadays the separation processes, part of engineering unit operations, are
highly spread in chemical industries in general. The separation process called Filtration
(Filtration Unit Operation) has the main objective to separate component from a solid-
fluid mixture in suspension, through the passage of fluid by a barrier, or porous
medium, called a filter with small orifices, which retains the solid particles present in
the mixture. The focus are specifically on the application of this separation process in
beer industries, which use filtration to give a bright aspect to the final product, thus,
remove all solid particles in suspension in fermented beer and matured. This procedure
has a fundamental importance in the beer production process, because the final
costumer is just eager about appreciate a clear and translucent liquid which keeps on it
the purity and quality aspects. This work has the objective to perform a technical and
financial analysis of a project to be executed in a large international brewery, situated in
Jacarei city, Sao Paulo state, were the Kieselguhr Filters (KGF) will be replaced for
Beer Membrane Filters (BMF). It will use a methodology based on a case study, which
will collect detailed technical and process specification of KGF filters installed at the
brewery and the project specifications of BMF filters to be installed. Finally, a
comparative study will be done between two filter models, focusing on financial,
qualitative, operational and sustainability advantages and disadvantages.
Keywords: Filtration, Membrane, Diatomaceous Earth, Beer.

LISTA DE FIGURAS
Figura 1 – Esquema conceitual do processo de filtração ................................................ 16
Figura 2 – Micrografia de uma amostra de terra diatomácea ......................................... 17
Figura 3 – Filtro de terra diatomácea (KGF) .................................................................. 18
Figura 4 – Dead-end filtration (A) e Cross flow Filtration (B) ...................................... 21
Figura 5 – Ilustração do fluxo na superfície da membrana ............................................ 22
Figura 6 – Fluxograma básico de processo (KGF) ......................................................... 25
Figura 7 – Fluxograma básico de processo (BMF) ........................................................ 26
Figura 8 – Planta baixa da instalação fabril .................................................................... 34
Figura 9 – Vista lateral da instalação (back/left) ............................................................ 34
Figura 10 – Instalação do sistema BMF na cervejaria .................................................... 35
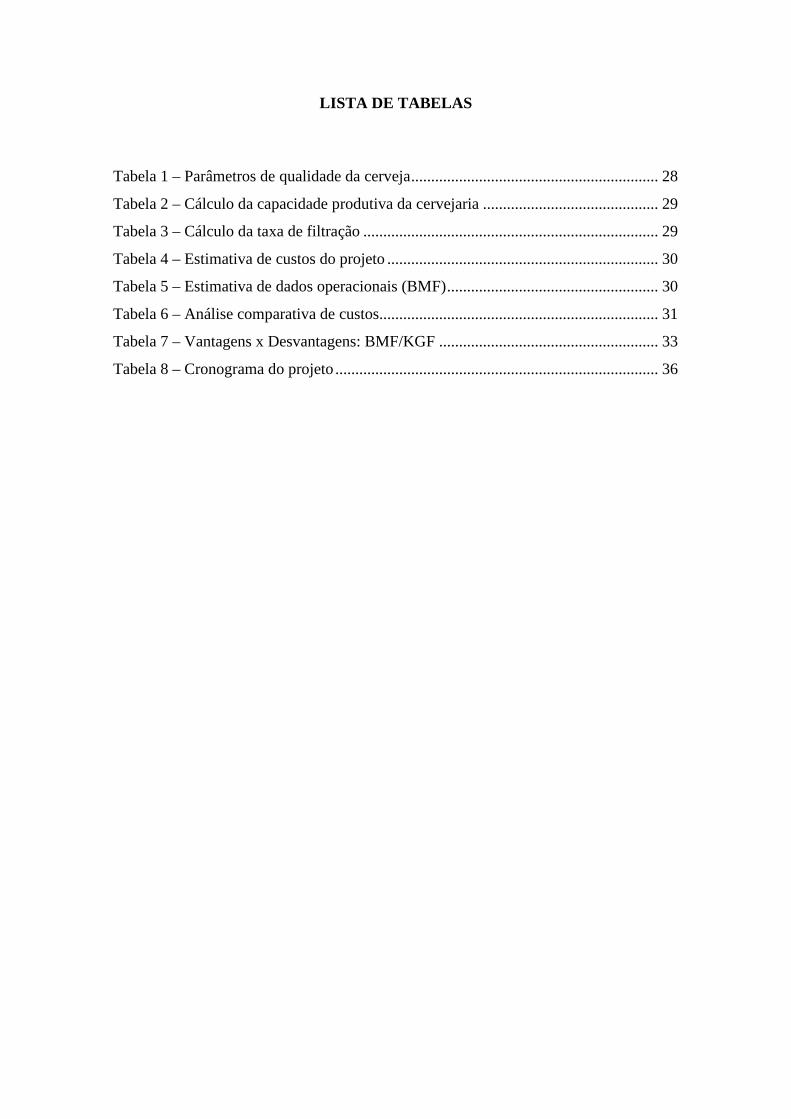
LISTA DE TABELAS
Tabela 1 – Parâmetros de qualidade da cerveja .............................................................. 28
Tabela 2 – Cálculo da capacidade produtiva da cervejaria ............................................ 29
Tabela 3 – Cálculo da taxa de filtração .......................................................................... 29
Tabela 4 – Estimativa de custos do projeto .................................................................... 30
Tabela 5 – Estimativa de dados operacionais (BMF) ..................................................... 30
Tabela 6 – Análise comparativa de custos...................................................................... 31
Tabela 7 – Vantagens x Desvantagens: BMF/KGF ....................................................... 33
Tabela 8 – Cronograma do projeto ................................................................................. 36

LISTA DE SIGLAS
BMF – Beer Membrane Filter
KGF – Kieselguhr Filter
FST – Fermentation Static Tank
UBT – Unfiltered Buffer Beer Tank
PVPP – Polivinilpolipirrolidona
CIP – Clean In Place
OPI – Operational Performance Index
SBF – Soak Back Flush
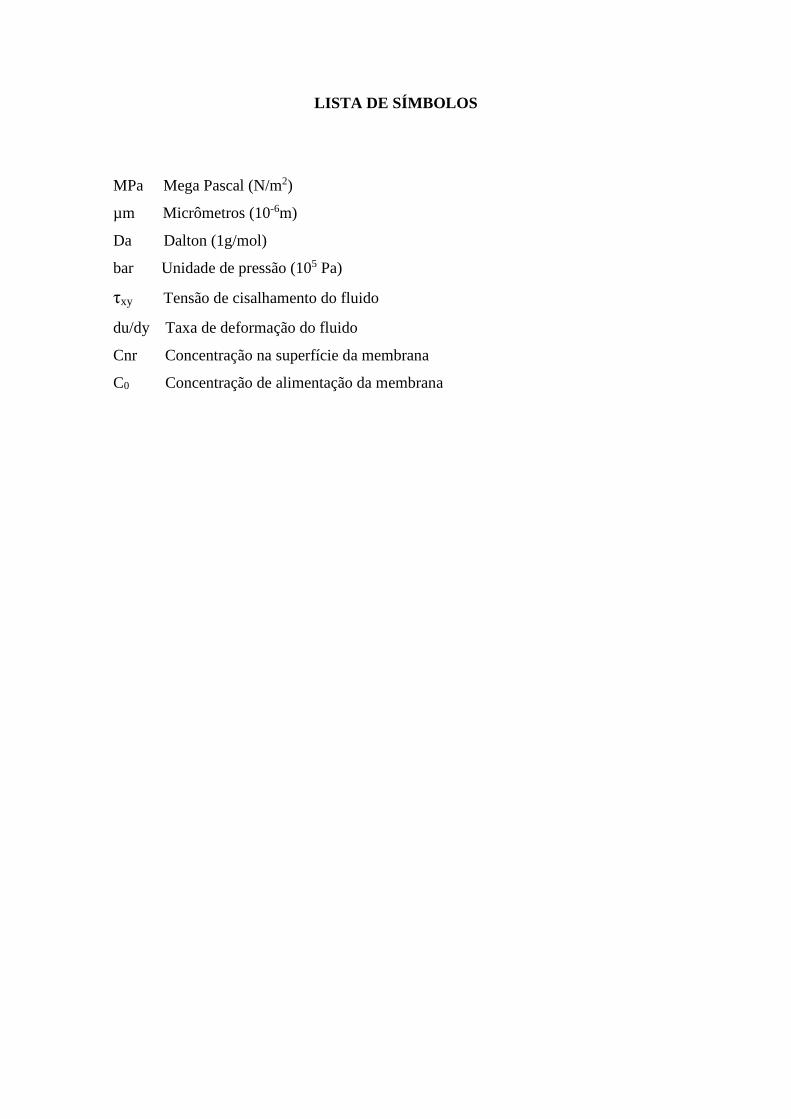
LISTA DE SÍMBOLOS
MPa Mega Pascal (N/m2)
µm Micrômetros (10-6m)
Da Dalton (1g/mol)
bar Unidade de pressão (105 Pa)
τxy Tensão de cisalhamento do fluido
du/dy Taxa de deformação do fluido
Cnr Concentração na superfície da membrana
C0 Concentração de alimentação da membrana
SUMÁRIO
1. INTRODUÇÃO ...................................................................................................... 13
2. OBJETIVO .............................................................................................................. 14
3. REVISÃO BIBLIOGRÁFICA ................................................................................ 15
4. METODOLOGIA ................................................................................................... 24
5. RESULTADOS E DISCUSSÃO ............................................................................ 25
6. INSTALAÇÕES DO SISTEMA BMF ................................................................... 34
7. CRONOGRAMA DE PROJETO............................................................................ 36
8. CONCLUSÕES ....................................................................................................... 37
REFERÊNCIAS BIBLIOGRÁFICAS ........................................................................... 38

13
1. INTRODUÇÃO
O principal fator de motivação para a execução desta monografia de conclusão
de curso é estudar vantagens e desvantagens da substituição do sistema de filtração em
uma cervejaria, que objetiva a eliminação da obsolescência de dois filtros KGF
instalados há aproximadamente vinte anos, e que atualmente apresentam problemas
operacionais, tais como: passagem de leveduras, contaminação microbiológica e falta de
confiabilidade de processo. Com a aquisição e instalação dos filtros BMF, esta
cervejaria pretende garantir a produtividade planejada, de forma a evitar problemas com
os filtros que causem a parada da produção em um momento de grande demanda do
sistema.
Listados abaixo, estão algumas das principais razões para a substituição dos
filtros KGF por filtros BMF:
� Necessidade de maior flexibilidade no processo cervejeiro, devido à
diferenciação dos produtos.
� Pressão por disponibilidade de matérias-primas de alto padrão e
consistência da qualidade do produto final.
� Necessidade de redução das despesas operacionais em um ambiente
global competitivo.
� Metas ambiciosas de sustentabilidade em áreas tais como: redução do
consumo de água e energia, além da redução de resíduos industriais.
� O sistema BMF oferece: Qualidade constante da cerveja filtrada,
melhorias na estabilidade de sabor, um ambiente de trabalho mais
seguro, além de menores custos operacionais.

14
2. OBJETIVO
O objetivo principal desta monografia de conclusão de curso é a realização de
uma análise qualitativa dos aspectos técnicos e econômicos envolvidos na aquisição e
instalação de um sistema de filtração por membrana com capacidade de filtração de 750
hL/h de cerveja concentrada, com possibilidade de expansão para 900 hL/h, mediante a
aquisição de um skid (módulo) adicional (150hL/h). Este novo sistema de filtração
substituirá o atual sistema instalado em uma cervejaria localizada na cidade de Jacareí,
estado de São Paulo, que opera com dois filtros KGF utilizando terra diatomácea como
meio filtrante, com capacidade de filtração de 800 hL/h de cerveja não diluída.

15
3. REVISÃO BIBLIOGRÁFICA
3.1) Definição: Fluidos e Meios Porosos.
Meio Poroso: Pode-se definir um meio poroso como um meio sólido que
contém poros. Poros são espaços “vazios” que podem ser distribuídos de diversas
maneiras no meio. Além disso, os meios porosos podem ser classificados como tendo
seus poros interligados ou não. No caso de poros interligados, a parte sólida do meio
poroso representa a fase dispersa (e.g. meios porosos granulares, fibrosos, etc.).
Também podem ser naturais (e.g. rochas, solo, etc.) ou sintéticos (e.g. leitos fluidizados,
filtros industriais, etc.). Finalmente outra classificação se baseia na distribuição espacial
dos poros, que podem estar distribuídos ordenadamente ou de maneira aleatória, esta
última abrangendo a grande maioria dos meios naturais (BARROS, 2008).
Fluido: Um fluido, por definição, é uma substância que se deforma
continuamente sob ação de qualquer força tangencial. Nesta definição, não é levada em
consideração à estrutura molecular do fluido, que é composto de diversas moléculas em
movimento. Os fluidos nos quais a taxa de deformação é diretamente proporcional à
tensão de cisalhamento, são denominados “fluidos newtonianos”. A constante de
proporcionalidade recebe o nome de viscosidade absoluta, ou dinâmica, µ. Portanto, a
Lei de Newton é dada, para o escoamento unidimensional, pela Equação (1):
τxy = µ.du/dy (1)
τxy é a tensão de cisalhamento e du/dy representa a taxa de deformação.
O modelo de fluido ideal (fluido invíscido) supõe viscosidade nula. Os
escoamentos nos quais os efeitos da viscosidade são desprezados são denominados não
viscosos. Apesar de não haver fluidos sem viscosidade, em muitos casos a hipótese da
inexistência de forças viscosas simplifica a análise e, ao mesmo tempo, leva a resultados
práticos significativos.
16
Os regimes de escoamento viscosos são classificados como laminares ou
turbulentos, tendo por base a sua estrutura. No regime laminar, a estrutura do
escoamento é caracterizada pelo movimento suave em camadas, já no escoamento do
tipo turbulento a estrutura é caracterizada pela interposição das camadas (FOX et al.,
2006).
3.2) Processos de Separação: Filtração
Define-se filtração como a Operação Unitária na qual se separa uma mistura
sólido-fluido em suspensão através da passagem do fluido por uma barreira ou meio
poroso denominado filtro, com pequenos orifícios nos quais são retidas as partículas de
sólidos presentes na mistura. Estes filtros podem ser constituídos de diversos materiais.
A escolha de um filtro para um processo específico deve levar em conta os
fatores relacionados à finalidade do serviço, bem como também às características do
equipamento e do meio filtrante a serem utilizados. (BLACKADDER, 2004)
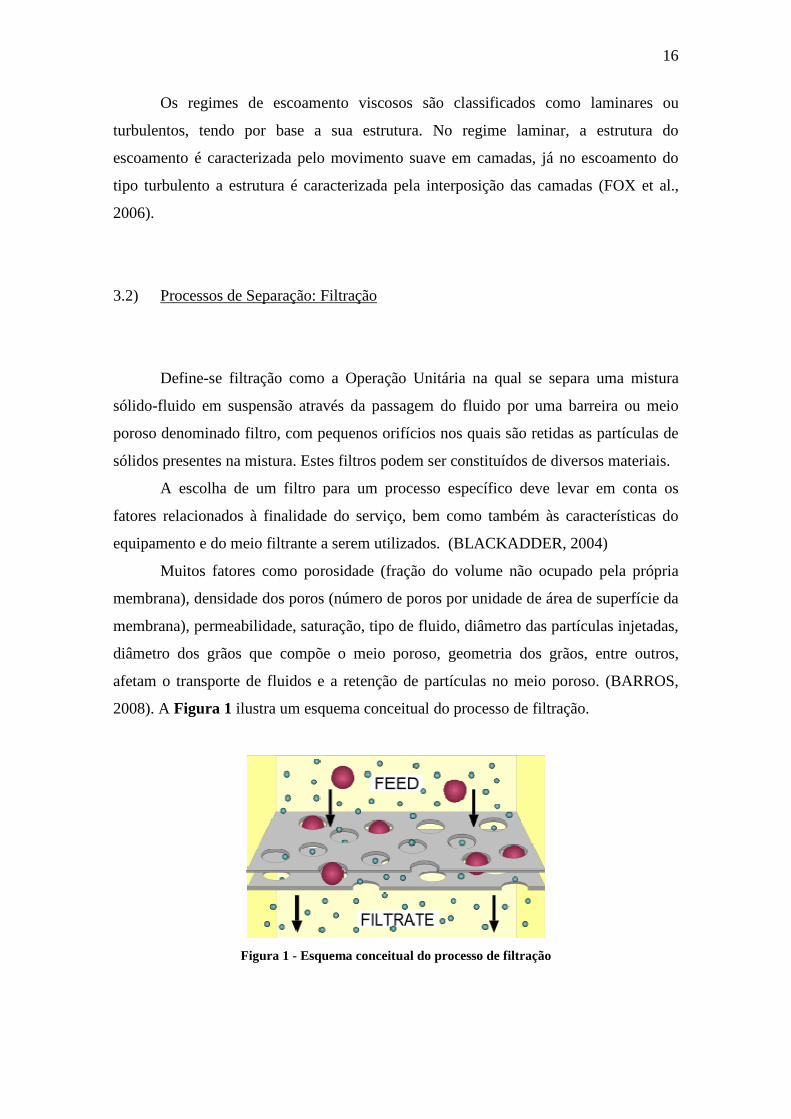
Muitos fatores como porosidade (fração do volume não ocupado pela própria
membrana), densidade dos poros (número de poros por unidade de área de superfície da
membrana), permeabilidade, saturação, tipo de fluido, diâmetro das partículas injetadas,
diâmetro dos grãos que compõe o meio poroso, geometria dos grãos, entre outros,
afetam o transporte de fluidos e a retenção de partículas no meio poroso. (BARROS,
2008). A Figura 1 ilustra um esquema conceitual do processo de filtração.
Figura 1 - Esquema conceitual do processo de filtração

17
3.3) Processos de Separação: Filtração em leito de Terra Diatomácea
A diatomita, conhecida também como diatomácea, é um material de origem
sedimentar, constituída de acumulação de carapaças ou frústulas de algas diatomáceas
microscópicas, que se fossilizaram pelo depósito de sílica sobre a sua estrutura. Sua
microestrutura é formada de sílica amorfa hidratada (SiO2.nH2O) com cerca de 3 a 10%
em peso de água intercristalina ou opalina e impurezas como quartzo, óxidos de ferro,
alumínio, sódio, potássio, cálcio, magnésio, matéria orgânica, entre outros (HORN,
1980). A diatomita se caracteriza por apresentar baixa densidade aparente, alta
abrasividade, aspecto pulverulento, propriedades isolantes, apresentando no estudo
bruto cores que variam do branco ao cinza, de acordo com o teor de matéria orgânica
(MELO, 1989).
A diatomita tem uma combinação única de propriedades físico-químicas, tais
como alta porosidade, alta permeabilidade, pequeno tamanho de partículas, grande área
de superfície, baixa condutividade térmica e inércia química que a tornam adequada
para diversas aplicações industriais. Dentre estas aplicações podemos citar o uso como
agentes filtrantes no processamento de alimentos líquidos e fluidos químicos
(INGLETHORPE, 1993). As propriedades da superfície da diatomita como hidrofobia,
solubilidade, carga, acidez, troca iônica e capacidade de adsorção, são altamente
reguladas pela presença de água, que é estruturalmente ligada à malha de cristal da
diatomita, formando grupos ativos de hidroxila sobre ele (YUAN et al., 2004)
A Figura 2 ilustra uma micrografia de uma amostra de terra diatomácea.
Figura 2 - Micrografia de uma amostra de terra diatomácea

18
A terra diatomácea é utilizada como meio filtrante nos filtros do tipo KGF em
um processo de filtração de cerveja. Com o objetivo de atingir as especificações de cor e
turbidez do produto acabado (polimento), a cerveja passa por um filtro KGF de placas
horizontais cobertas por um leito filtrante formado por camadas de terra diatomácea.
A Figura 3 ilustra um filtro de terra diatomácea (KGF).
Figura 3 - Filtro de terra diatomácea (KGF).
3.4) Processo de Separação: Filtração por Membrana
Uma membrana é, basicamente, uma barreira que separa duas fases e que
restringe, total ou parcialmente, o transporte de uma ou mais espécies químicas
presentes nas fases. Para que ocorra o transporte de uma espécie química através de uma
membrana, é necessária a existência de uma força motriz, por exemplo, o gradiente de
potencial químico e/ou o gradiente de potencial elétrico agindo sobre essa membrana.
Os processos de separação por membranas são, em sua maioria, atérmicos, e o gradiente
de potencial químico pode ser expresso, apenas, em termos dos gradientes de
concentração e de pressão. (ALMEIDA, 2011)
19
As vantagens desta operação em relação a outros processos de separação, tais
como extração e absorção, são:
� Economia de energia: Os processos de separação por membrana, em sua grande
maioria, promovem a separação sem que ocorra a mudança de fase.
� Seletividade: Em algumas aplicações técnicas, os processos de separação por
membrana se apresentam como única alternativa técnica de separação por serem
mais seletivos.
� Separação de compostos termodegradáveis: Os processos de separação por
membrana são, em geral, operados em temperatura ambiente e por este motivo,
são indicados para separação de compostos que podem sofrer alterações em suas
propriedades físico-químicas, quando submetidos a altas temperaturas.
� Simplicidade de operação e escalonamento: Ao contrário dos demais processos
de separação, o processo de separação por membranas apresentam simplicidade
operacional e de escalonamento (scale up). Os sistemas são modulares e os
dados para o dimensionamento de uma planta podem ser obtidos a partir de
equipamentos piloto, operando com módulos de membrana de mesma dimensão
daqueles utilizados industrialmente.
A separação por membranas compete com outros métodos de separação, tais
como a adsorção seletiva, absorção por solventes, cristalização, entre outras técnicas.
Nas operações governadas por diferença de pressão, tais como a filtração clássica, a
microfiltração e a ultrafiltração, a separação das partículas e macromoléculas ocorre em
função de suas dimensões e/ou de suas massas molares médias.
Em função da morfologia da membrana e do tipo de força motriz empregada, o
transporte das diferentes espécies através da membrana pode ocorrer tanto pelo
mecanismo de convecção quanto pelo mecanismo de difusão. A difusão ocorre devido
às interações moleculares entre a espécie química e o meio, enquanto que a convecção
ocorre através do transporte de espécies químicas devido ao movimento do meio ou
suspensão em que a espécie química se encontra.
As membranas sintéticas comerciais são produzidas a partir de duas classes
distintas de material: polímeros, em sua grande maioria materiais orgânicos, e os
inorgânicos como metais e cerâmicos. Normalmente as membranas de natureza

20
orgânica apresentam menor custo de produção, no entanto as inorgânicas apresentam
uma maior vida útil e permitem limpezas mais eficientes.
O desempenho de separação das membranas é afetado pela sua composição,
temperatura, pressão, vazão de alimentação, interações entre os componentes da
suspensão e a superfície da membrana. (LIN et al., 1997)
As membranas industriais podem ser classificadas em várias categorias com
base na pressão a ser utilizada e na massa molar dos solutos a serem separados:
� Microfiltração: Utiliza pressões inferiores a 0,2 MPa e separa moléculas
entre 0,025 e 10 µm.
� Ultrafiltração: Utiliza pressões acima de 1,0 MPa e geralmente separa
partículas de peso molecular entre 1 e 300 Da.
� Nanofiltração: Utiliza pressões entre 1 e 4 MPa e separa partículas de
massa molar entre 350 e 1000 Da.
� Osmose Reversa: Utiliza pressões entre 4 a 10 MPa e separa partículas de
massa molar menores que 350 Da. (SNAPE; NAKAJIMA, 1996).
3.5) Microfiltração por Membranas:
A microfiltração é o processo de separação com membranas mais próximo da
filtração clássica. Utiliza membranas porosas com poros de tamanhos entre 0,1 e 10 µm,
sendo, portanto, indicado para retenção de materiais em suspensão e emulsão. Como as
membranas de microfiltração são relativamente abertas, as pressões empregadas como
força motriz para o transporte transmembranar são pequenas, não ultrapassando 3 bar.
Na microfiltração, o solvente e todo o material solúvel permeiam a membrana,
apenas o material em suspensão é retido (PORTER, 1990). Uma série de materiais com
boas propriedades mecânicas e estabilidade química foram desenvolvidos para o uso em
membrana, estes incluem copolímeros, poliacrilonitrilo-poli(cloreto de vinilo), poli
(fluoreto de vinilideno), polissulfona, triacetato de celulose, e vários nylons.
Muitas vezes a membrana é constituída por várias camadas: um pré-exterior
recebe a suspensão a ser filtrada, seguido por um filtro de membrana mais fina
(PORTER, 1990).

21
A filtração do fluxo normal, igualmente referida como filtração direta (dead-end
filtration), é usada primeiramente para os sistemas em que os componentes retidos estão
em concentração muito baixa na alimentação. Os dispositivos de grande escala de
ultrafiltração usam a filtração por fluxo tangencial (cross flow filtration) em que o fluxo
da alimentação está paralelo à membrana e perpendicular ao fluxo do filtrado. O fluxo
tangencial permite que a espécie retida seja varrida ao longo da superfície da membrana
para fora do dispositivo, aumentando significativamente o fluxo do processo comparado
a aquele obtido na filtração do fluxo normal (VAN REIS; ZYDNEI, 2007).
A Figura 4 ilustra os dois tipos de fluxos de filtração citados acima.
Figura 4 - Dead-end filtration (A) and Cross flow Filtration (B)
3.6) Filtração Tangencial (cross flow filtration)
A filtração tangencial possui grande eficiência no processo de remoção de
partículas que, de acordo com o diâmetro médio ou peso molecular das partículas
removidas podem ser de microfiltração, ultrafiltração e nanofiltração.
No processo de filtração tangencial, a pressão impulsiona somente parte da
suspensão através da membrana, enquanto que a outra parte do produto flui
tangencialmente à superfície da membrana. A separação de partículas de espécies
distintas ocorre espontaneamente em função de seus tamanhos, independentemente da
temperatura e do material a separar (RIPPERGER; ALTMANN, 2002).
22
Durante a filtração tangencial, partículas dentro do fluxo de alimentação são
convectivamente dirigidas à superfície da membrana onde elas se acumulam, enquanto
que o movimento difusivo causa um transporte dessas partículas, oposto ao transporte
convectivo do escoamento de filtrado (permeado).
O acúmulo de partículas próximo à superfície da membrana é conhecido como
concentração de polarização. A concentração de polarização é um fenômeno inerente à
membrana que provoca um aumento adicional na resistência hidráulica para o fluxo de
permeado e, consequentemente, o declínio do fluxo ao longo do tempo.
Um melhor conhecimento da formação da camada e da deposição das partículas
na membrana poderia resultar em um uso econômico da filtração tangencial em muitas
aplicações técnicas (RIPPERGER; ALTMANN, 2002).
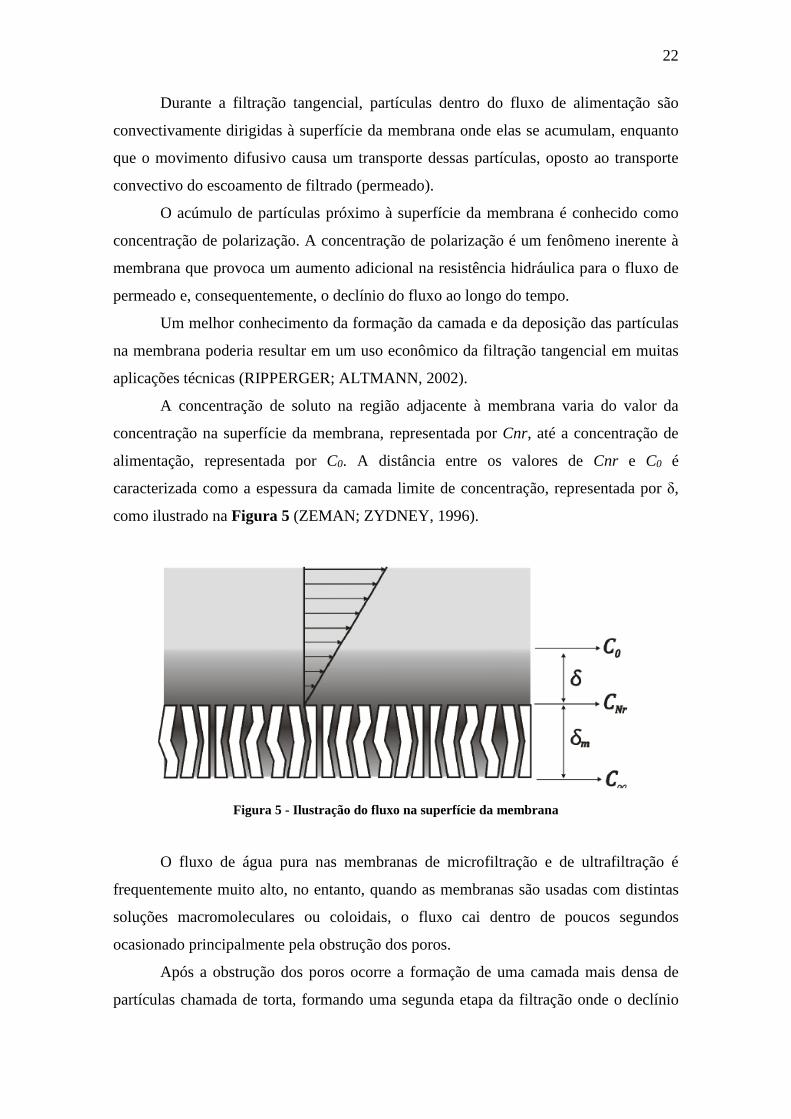
A concentração de soluto na região adjacente à membrana varia do valor da
concentração na superfície da membrana, representada por Cnr, até a concentração de
alimentação, representada por C0. A distância entre os valores de Cnr e C0 é
caracterizada como a espessura da camada limite de concentração, representada por δ,
como ilustrado na Figura 5 (ZEMAN; ZYDNEY, 1996).
Figura 5 - Ilustração do fluxo na superfície da membrana
O fluxo de água pura nas membranas de microfiltração e de ultrafiltração é
frequentemente muito alto, no entanto, quando as membranas são usadas com distintas
soluções macromoleculares ou coloidais, o fluxo cai dentro de poucos segundos
ocasionado principalmente pela obstrução dos poros.
Após a obstrução dos poros ocorre a formação de uma camada mais densa de
partículas chamada de torta, formando uma segunda etapa da filtração onde o declínio

23
do fluxo ocorre de maneira mais gradual até se estabilizar com o tempo. A incrustação
ocasiona o fenômeno chamado fouling, que é definido como a deposição do material
sólido na superfície interna da membrana consolidada ao longo do tempo de uso da
mesma.
Esta camada de incrustação pode ter sua espessura diminuída ou controlada pela
alta turbulência do fluxo de alimentação, pela limpeza regular da membrana entre os
ciclos de uso e pela utilização de material da membrana que minimize a aderência de
incrustante em sua superfície. As incrustações são geralmente reversíveis, no entanto,
incrustações internas causadas pela penetração de matéria sólida no poro da membrana,
que resulta na constrição dos poros, são geralmente irreversíveis.
Caso o ciclo de limpeza for repetido muitas vezes, em decorrência das
incrustações irreversíveis, o fluxo da membrana após a limpeza, eventualmente, não
retorna ao seu valor original, quando a membrana ainda estava em seu primeiro ciclo de
uso.
Ainda não está muito claro como os parâmetros básicos, tais como taxa de
cisalhamento, pressão do fluxo e tamanho da partícula, afetam o processo de incrustação
em filtração de fluxo cruzado. O conhecimento dos mecanismos de incrustações e a
apresentação de dados quantitativos do processo de fouling permanecem como grandes
desafios no estudo dos fatores que afetam a eficiência das membranas.
24
4. METODOLOGIA
A presente Monografia seguirá as seguintes diretrizes:
� Natureza da Pesquisa: Aplicada, baseando-se em um projeto industrial.
� Método de Pesquisa: Será adotado o modelo de Estudo de Caso.
� Tipo de Abordagem: Qualitativa, com foco em vantagens e desvantagens
de dois modelos de filtros diferentes.
� Objetivos da Pesquisa: Analisar aspectos técnicos e econômicos de dois
sistemas de filtração diferentes.
� População e Amostra: Serão consideradas duas linhas de filtração em
uma cervejaria de grande porte, localizada na cidade de Jacareí/SP.
� Coleta de Dados: Serão coletados os dados de processo dos filtros a
serem substituídos (KGF) e dimensionados os parâmetros de projeto para os
filtros a serem instalados (BMF). Além de parâmetros de funcionamento, serão
coletadas informações relativas à qualidade, produtividade, desempenho,
sustentabilidade, custos operacionais, entre outros que sejam relevantes para o
tema.
� Análise de Dados: A avaliação e análise dos dados coletados serão feitas
mediante a elaboração de um estudo comparativo entre os parâmetros técnicos
e econômicos dos dois tipos de filtros.

25
5. RESULTADOS E DISCUSSÃO
5.1) Fluxograma Básico de Processo (KGF)
A Figura 6 mostra o fluxograma básico de processo do sistema que utiliza a
filtração por terra diatomácea. A cerveja fermentada e maturada é armazenada no
Tanque Estático de Fermentação (FST) e enviada via tubulações para o Filtro de Terra
Diatomácea (KG Filter), onde parte do líquido acumula-se no Tanque de Cerveja Não-
Filtrada (UBT). Após a filtração, são injetados diretamente na linha de tubulações água
desaerada e gás CO2 para que o produto atinja as especificações desejadas. A cerveja
filtrada e corrigida em relação ao seu extrato (concentração em ºP) e CO2 passa por um
filtro de segurança que tem a função de garantir que as partículas que ainda
permaneceram em suspensão no líquido após terem passado pelo filtro KGF sejam
capturadas. Finalmente a cerveja filtrada é armazenada em tanques pulmão conhecidos
como Tanques de Cerveja Filtrada (BBT), antes de serem enviadas para as máquinas
enchedoras, que realizarão o envasamento do produto final em diversos tipos de
embalagens, tais como: barris de aço inoxidável, garrafas de vidro e latas de alumínio.
Figura 6 – Fluxograma básico de processo (KGF)
26
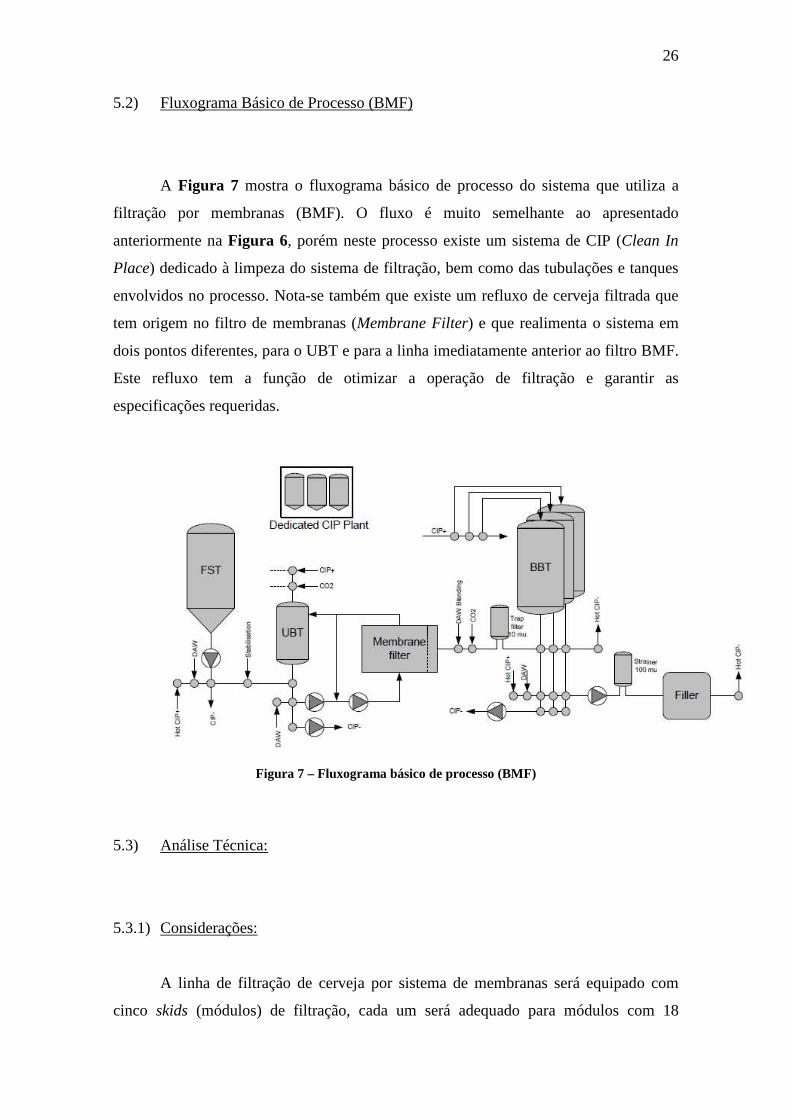
5.2) Fluxograma Básico de Processo (BMF)
A Figura 7 mostra o fluxograma básico de processo do sistema que utiliza a
filtração por membranas (BMF). O fluxo é muito semelhante ao apresentado
anteriormente na Figura 6, porém neste processo existe um sistema de CIP (Clean In
Place) dedicado à limpeza do sistema de filtração, bem como das tubulações e tanques
envolvidos no processo. Nota-se também que existe um refluxo de cerveja filtrada que
tem origem no filtro de membranas (Membrane Filter) e que realimenta o sistema em
dois pontos diferentes, para o UBT e para a linha imediatamente anterior ao filtro BMF.
Este refluxo tem a função de otimizar a operação de filtração e garantir as
especificações requeridas.
Figura 7 – Fluxograma básico de processo (BMF)
5.3) Análise Técnica:
5.3.1) Considerações:
A linha de filtração de cerveja por sistema de membranas será equipado com
cinco skids (módulos) de filtração, cada um será adequado para módulos com 18
27
membranas e terá uma capacidade de cerca de 750 hL/h. A linha de filtração completa
(dimensões de tubulação, refrigeradores, etc), será dimensionada para uma capacidade
máxima de 900 hL/h (dependendo da filtrabilidade da cerveja).
O sistema BMF é operado continuamente entre dois Pulsos de Fluxo
Contracorrente (SBF). Depois de vários SBFs (a quantidade depende da filtrabilidade da
cerveja processada), um ciclo de CIP é iniciado para regenerar os Módulos de
Membranas S-14. Um ciclo de filtração é definido como o tempo entre dois ciclos de
CIP, excluindo o tempo necessário para execução dos SBFs. Como o fluxo de cerveja
filtrada permanece constante durante a filtração, a capacidade é proporcional à duração
do ciclo de filtração e, consequentemente, à quantidade de cerveja processada durante
este ciclo. A capacidade e os custos de operação são, portanto, fortemente relacionados
com a filtrabilidade da cerveja.
O projeto do sistema BMF é baseado na premissa de existência de uma
filtrabilidade média da cerveja. Os valores da filtrabilidade real podem ser determinados
por testes de laboratório e/ou em testes com um aparelho na a unidade piloto e/ou
fábrica de cerveja considerada. Os valores de filtrabilidade também podem ser
verificados por um instituto independente, como por exemplo, o Technische Universität
München.
5.3.2) Indicadores-chave de Performance:
O tempo decorrido em um ciclo completo de filtração pelo sistema BMF é
estimado em 21 horas. Esta estimativa é baseada em 80% do volume de produção de
uma unidade fabril, considerando as características típicas de uma cervejaria sul-
americana, fabricação utilizando enzimas, apresentando índices muito bons de
filtrabilidade. Estes valores de filtrabilidade devem ser confirmados com um teste em
escala piloto/laboratorial, utilizando uma membrana com as mesmas especificações
daquelas que serão utilizadas industrialmente.
Operando em 750 hL/h, o volume filtrado em um ciclo é de aproximadamente
15.750 hL. Isto leva a uma capacidade de 68.085hL de cerveja diluída por semana e
417.509 hL por mês, com 144 horas disponíveis por semana. O grau de utilização (OPI
- Operational Performance Index) é de 63%, levando em conta o seguinte:

28
� 9 SBFs por ciclo de filtração,
� Realização de CIP da membrana de filtração.
� 8 horas por CIP de tanques e tubulações, nos finais de semana.
� 2 mudanças de marca de cerveja por dia.
5.3.3) Qualidade da cerveja:
A cervejaria deve indicar quais as análises serão utilizadas para determinar a
qualidade da cerveja, tanto qualitativa como quantitativamente. Afirma-se que o
impacto da qualidade do produto é limitado ao BMF e, quando aplicável, será
comparado com o sistema KGF. Além disso, espera-se que a qualidade da cerveja
filtrada no sistema BMF seja melhor ou no mínimo comparável à cerveja filtrada no
sistema KGF. Além disso, nota-se que, em princípio, os métodos analíticos utilizados
atualmente pela cervejaria devem ser utilizados para as análises de qualificação, desde
que estes sejam aptos para o uso.
A Tabela 1 a seguir mostra os valores dos parâmetros de qualidade da cerveja:
Item Valor Unidade Observação
Turbidez 90° < 0,7 EBC Melhor ou igual ao KGF
Turbidez 25° < 0,2 EBC Melhor ou igual ao KGF Contagem de Leveduras < 5 Células/100mL Determinado após o filtro de segurança Oxigênio Dissolvido < 20 ppb
Determinado entre a entrada do UBT e a saída do filtro de segurança.
Microbiologia N/A CFU/100mL Sem redução de qualidade entre a entrada do UBT e a saída do FST
Tabela 1 – Parâmetros de qualidade da cerveja.
5.3.4) Capacidade e consumo:
A unidade de filtração BMF é composta de 5 skids, com 18 módulos de
membrana S-14. A capacidade técnica nominal é de 750 hL/h. O desempenho é baseado
em um ciclo completo de filtração médio de 21 horas e 9 SBFs. O princípio básico de
filtração é o mesmo, todos eles usam membranas com poros de cerca de 0,4µm de
diâmetro para filtrar a cerveja. O sistema é extensível, com um skid adicional, para uma
29
capacidade nominal de 900 hL/h. Para cada módulo de membranas é garantido pelo
fabricante um tempo de vida e desempenho de 500 ciclos de CIP.
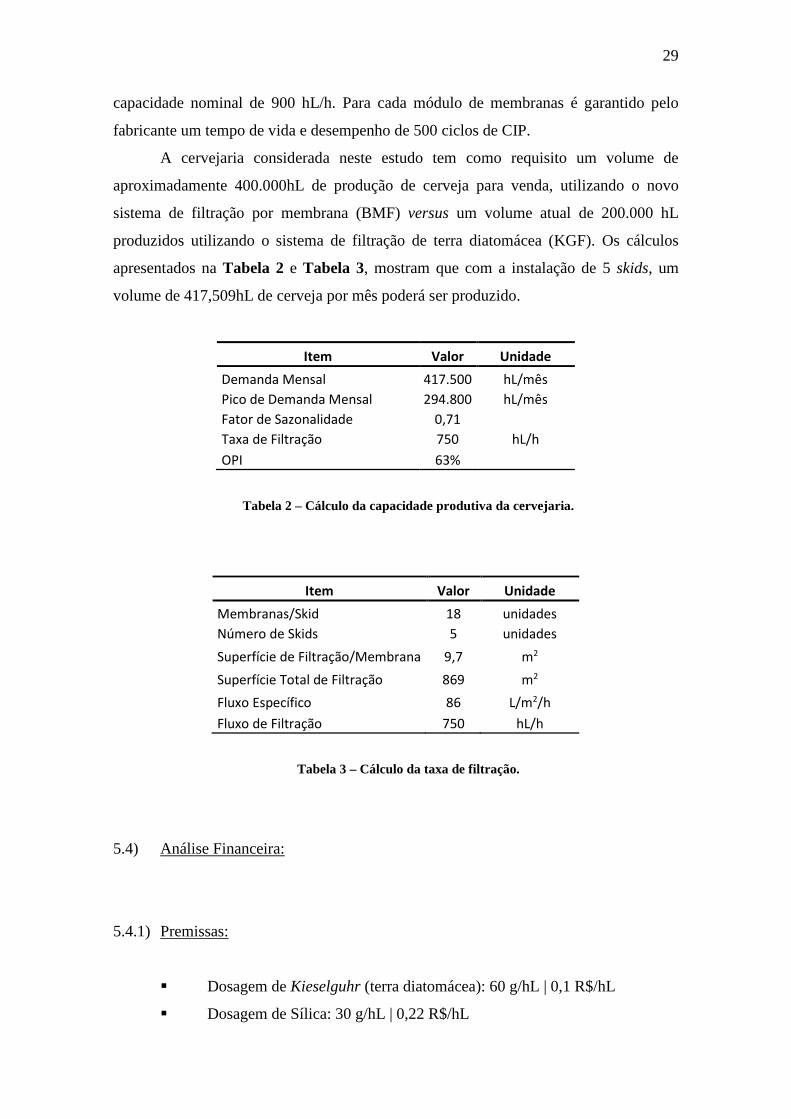
A cervejaria considerada neste estudo tem como requisito um volume de
aproximadamente 400.000hL de produção de cerveja para venda, utilizando o novo
sistema de filtração por membrana (BMF) versus um volume atual de 200.000 hL
produzidos utilizando o sistema de filtração de terra diatomácea (KGF). Os cálculos
apresentados na Tabela 2 e Tabela 3, mostram que com a instalação de 5 skids, um
volume de 417,509hL de cerveja por mês poderá ser produzido.
Item Valor Unidade
Demanda Mensal 417.500 hL/mês
Pico de Demanda Mensal 294.800 hL/mês
Fator de Sazonalidade 0,71 Taxa de Filtração 750 hL/h
OPI 63%
Tabela 2 – Cálculo da capacidade produtiva da cervejaria.
Item Valor Unidade
Membranas/Skid 18 unidades
Número de Skids 5 unidades
Superfície de Filtração/Membrana 9,7 m2
Superfície Total de Filtração 869 m2
Fluxo Específico 86 L/m2/h
Fluxo de Filtração 750 hL/h
Tabela 3 – Cálculo da taxa de filtração.
5.4) Análise Financeira:
5.4.1) Premissas:
� Dosagem de Kieselguhr (terra diatomácea): 60 g/hL | 0,1 R$/hL
� Dosagem de Sílica: 30 g/hL | 0,22 R$/hL
30
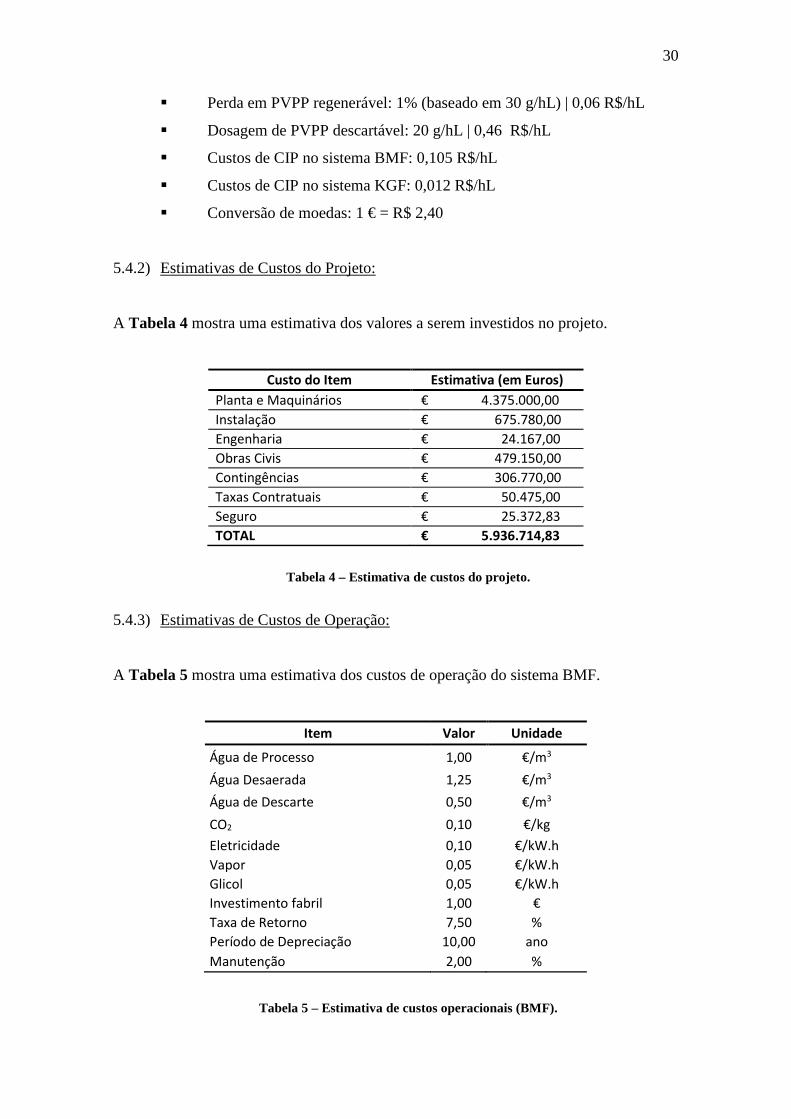
� Perda em PVPP regenerável: 1% (baseado em 30 g/hL) | 0,06 R$/hL
� Dosagem de PVPP descartável: 20 g/hL | 0,46 R$/hL
� Custos de CIP no sistema BMF: 0,105 R$/hL
� Custos de CIP no sistema KGF: 0,012 R$/hL
� Conversão de moedas: 1 € = R$ 2,40
5.4.2) Estimativas de Custos do Projeto:
A Tabela 4 mostra uma estimativa dos valores a serem investidos no projeto.
Custo do Item Estimativa (em Euros)
Planta e Maquinários € 4.375.000,00
Instalação € 675.780,00
Engenharia € 24.167,00
Obras Civis € 479.150,00
Contingências € 306.770,00
Taxas Contratuais € 50.475,00
Seguro € 25.372,83
TOTAL € 5.936.714,83
Tabela 4 – Estimativa de custos do projeto.
5.4.3) Estimativas de Custos de Operação:
A Tabela 5 mostra uma estimativa dos custos de operação do sistema BMF.
Item Valor Unidade
Água de Processo 1,00 €/m3
Água Desaerada 1,25 €/m3
Água de Descarte 0,50 €/m3
CO2 0,10 €/kg
Eletricidade 0,10 €/kW.h
Vapor 0,05 €/kW.h
Glicol 0,05 €/kW.h
Investimento fabril 1,00 €
Taxa de Retorno 7,50 %
Período de Depreciação 10,00 ano
Manutenção 2,00 %
Tabela 5 – Estimativa de custos operacionais (BMF).

31
5.4.4) Análise Comparativa de Custos:
A Tabela 6 mostra uma análise comparativa de custos envolvidos nos dois tipos de
sistemas de filtração considerados.
ÍNDICES BMF KGF
Equipamentos R$ 9.650.000,00 R$ -
Filtro de PVPP R$ - R$ -
Obras Civis R$ 841.212,00 R$ -
Outras Adequações R$ 2.073.654,00 R$ -
PVPP regenerável R$ - R$ -
INVESTIMENTO TOTAL R$ 12.564.866,00 R$ -
Capacidade Nominal 600 hL/h
Eficiência 66%
Capacidade de filtração de cerveja diluída
(hL/mês)
360.000 hL/mês 360.000 hL/mês
Duração do Projeto 12 meses -
Kieselguhr (R$/ano) R$ - R$ 307.098,00
Sílica (R$/ano) R$ 700.000,00 R$ 925.000,00
PVPP regenerável (R$/ano) R$ - R$ -
PVPP descartável (R$/ano) R$ 1.426.920,00 R$ 430.413,00
CIP (R$/ano) R$ 224.627,59 R$ 37.500,00
Substituição de Membranas (R$/ano) R$ 250.299,31 R$ -
Custos Operacionais (R$/ano) R$ 2.601.846,90 R$ 1.700.011,00
Custos Operacionais (R$/hL) 0,839 0,548
Tabela 6 – Análise comparativa de custos.
32
5.5) Riscos Identificados:
Os riscos identificados no projeto foram:
� A execução do projeto será realizada paralelamente às atividades
operacionais e de produção. As atividades principais relacionadas com a produção terão
prioridade. Uma estreita coordenação entre as atividades relacionadas com a produção e
as atividades relacionadas ao projeto é essencial. No entanto, as demandas de produção
podem ser de tal forma que um atraso na execução do projeto será inevitável.
� Falta de clareza sobre quais serão os esforços necessários para obter
todas as licenças que permitam a aprovação da construção. Sempre que necessário a
Cervejaria vai contratar uma empresa local para auxiliar durante este processo. No caso
das licenças não serem obtidas no prazo previsto, o planejamento será afetado em
conformidade. Regulamentações e restrições sobre licenças de trabalho e procedimentos
para obtenção de licenças de trabalho para os trabalhadores estrangeiros devem ser
esclarecidas. No caso de existirem restrições em relação à contratação de trabalhadores
de alguns países, por exemplo, China, o planejamento será afetado.
� As obras civis podem ser restringidas devido às fortes chuvas durante a
estação do ano em que o projeto será executado. Mitigações podem ser encontradas no
planejamento das obras de construção civil fora da estação chuvosa.
� As condições de pagamento podem não ser respeitadas. Não respeitar as
condições de pagamento causará comprometimento ou até paralisação das atividades
dos fornecedores.
� As variações na taxa de câmbio podem afetar o fluxo de caixa do projeto.
Embora as taxas de câmbio sejam consideradas fixas para todo o projeto, grandes
desvios podem fazer com que o fluxo de caixa seja significativamente alterado.
5.6) Análise Comparativa: Vantagens x Desvantagens
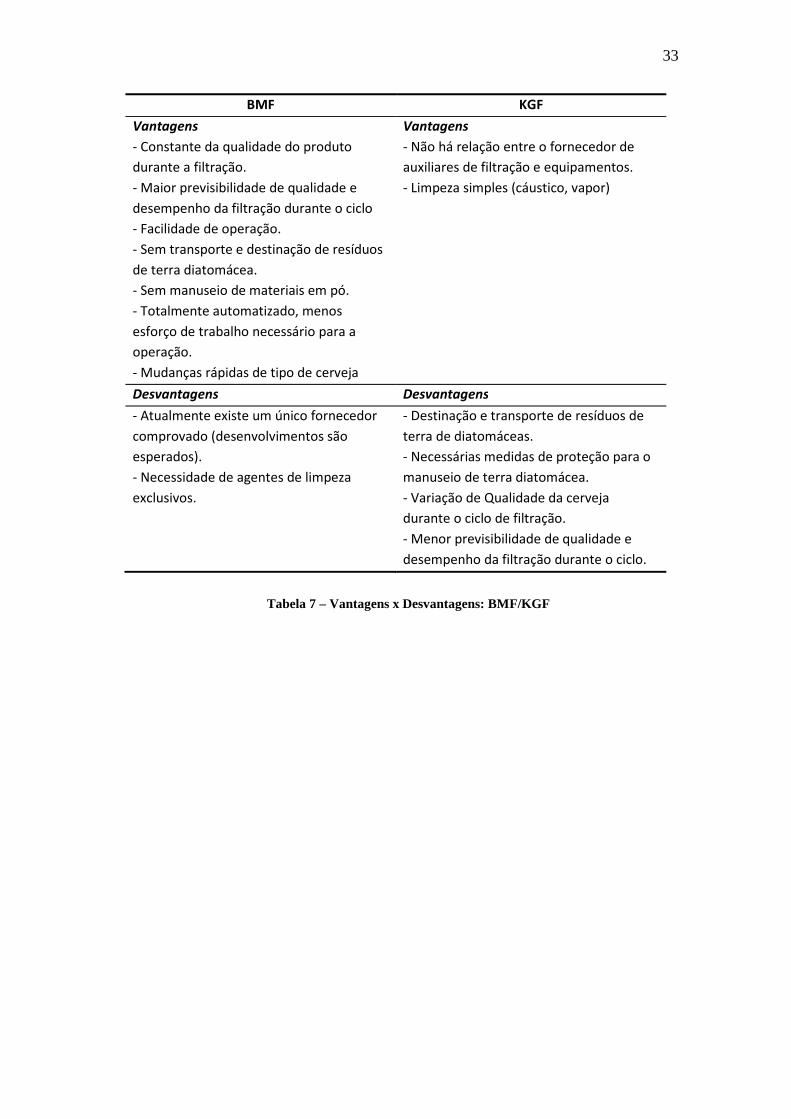
A Tabela 7 abaixo mostra uma análise comparativa das vantagens e
desvantagens de cada sistema de filtração:
33
BMF KGF
Vantagens Vantagens
- Constante da qualidade do produto
durante a filtração.
- Maior previsibilidade de qualidade e
desempenho da filtração durante o ciclo
- Facilidade de operação.
- Sem transporte e destinação de resíduos
de terra diatomácea.
- Sem manuseio de materiais em pó.
- Totalmente automatizado, menos
esforço de trabalho necessário para a
operação.
- Mudanças rápidas de tipo de cerveja
- Não há relação entre o fornecedor de
auxiliares de filtração e equipamentos.
- Limpeza simples (cáustico, vapor)
Desvantagens Desvantagens
- Atualmente existe um único fornecedor
comprovado (desenvolvimentos são
esperados).
- Necessidade de agentes de limpeza
exclusivos.
- Destinação e transporte de resíduos de
terra de diatomáceas.
- Necessárias medidas de proteção para o
manuseio de terra diatomácea.
- Variação de Qualidade da cerveja
durante o ciclo de filtração.
- Menor previsibilidade de qualidade e
desempenho da filtração durante o ciclo.
Tabela 7 – Vantagens x Desvantagens: BMF/KGF

34
6. INSTALAÇÕES DO SISTEMA BMF
A Figura 8 ilustra a planta baixa do projeto de instalação do sistema BMF na
cervejaria.
Figura 8 – Planta baixa da instalação fabril.
A Figura 9 ilustra a vista lateral esquerda do projeto em três dimensões da
instalação do sistema BMF.
Figura 9 – Vista lateral da instalação (back/left)
35
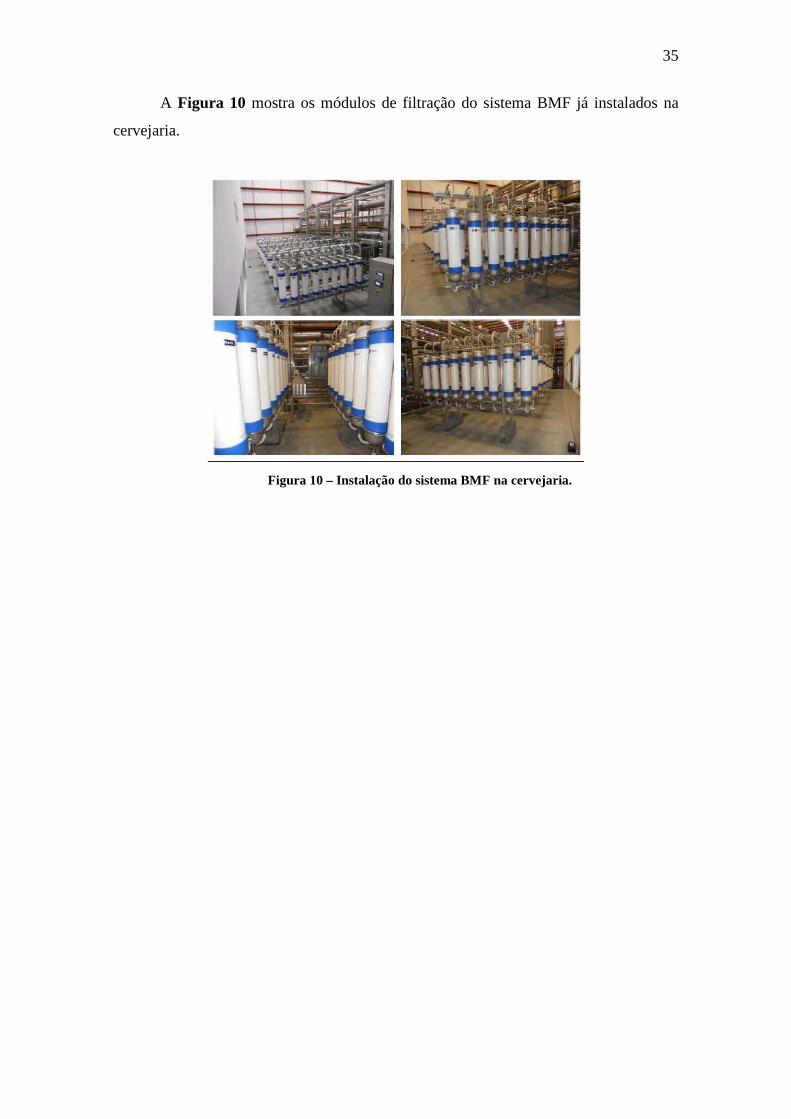
A Figura 10 mostra os módulos de filtração do sistema BMF já instalados na
cervejaria.
Figura 10 – Instalação do sistema BMF na cervejaria.

36
7. CRONOGRAMA DE PROJETO
Marco do Projeto Data Planejada
Apresentação do Plano de Projeto 15/06/2012
Aprovação do Orçamento 20/08/2012
Primeiro pedido importante 25/08/2012
Primeira entrega 01/04/2013
Início das Obras Civis 15/09/2012
Início da Instalação dos Equipamentos 10/05/2013
Término da Instalação dos Equipamentos 10/06/2013
Entrega do Projeto para Operação 20/06/2013
Início da Produção 20/07/2013
Tabela 8 – Cronograma do projeto.
37
8. CONCLUSÕES
Considerando os aspectos financeiros do projeto de substituição dos filtros KGF
por filtros BMF, a análise mostra que os custos de instalação e operação do novo
sistema de filtração são superiores aos custos de operação do sistema atual. Apesar de o
projeto de instalação do sistema BMF apresentar custos de execução acima de 12,5
milhões de reais e custos operacionais de aproximadamente 53% maiores do que os
custos do sistema KGF, conclui-se que a substituição justifica-se principalmente devido
aos fatores qualitativos do produto final, índices de produtividade, meio ambiente,
estabilidade físico-química e sensorial, versatilidade de produtos, entre outros já
evidenciados ao longo deste estudo.
Conclui-se também que esta monografia de conclusão de curso está
coerentemente alinhada com os requisitos acadêmicos e profissionais que um
Engenheiro Químico deve atender para exercer com excelência as suas atividades
técnicas e administrativas. A assimilação e aplicação dos conhecimentos adquiridos
durante o curso de graduação em Engenharia Industrial Química foi claramente
evidenciada quando abordados na elaboração desta monografia, contemplando o
planejamento e execução de um projeto real de engenharia, aplicado em uma indústria
multinacional de grande porte.
38
REFERÊNCIAS BIBLIOGRÁFICAS 1
ALMEIDA, E. L. F. Modelagem e simulação da transferência de massa ao longo de membranas cilíndricas. São Cristóvão. 2011. 119f. BLACKADDER; NEDDERMAN. Manual de Operações Unitárias. 2ª Ed.: Editora Hemus, 2004. 294f. BARROS, P.H.L. Modelagem Analítica e Experimental da Filtração em Meios Porosos. Natal/RN. 2008. 94f. FOX, R. W.; McDONALD, A. T. e PRITCHARD, P. J. Introdução à Mecânica dos Fluidos. 6ª Ed.: LTC, 2006. 816f. HORN FILHO, F. X.; VEIGA, M.M. Beneficiamento do diatomito de canavieira do Estado do Ceará. Centro de Tecnologia Mineral – CETEM, Série Tecnologia Mineral n. 8, Seção Beneficiamento n. 6, p. 29, 1980. INGLETHORPE, S. D. J. Industrial Minerals Laboratory Manual: Diatomite, British Geological Survey Technical Report WG/92/39, p.37, 1993. LIN, L.; RHEE, K.C.; KOSEOGLU, S.S. Bench-scale membrane degumming of crude vegetable oil: Process optimization. Journal of Membrane Science. V.134, p. 101-108, 1997. MELO, M. A. F. Estudo em escala de laboratório da calcinação com Na2CO3 e NaCl de alguns diatomitos do Rio Grande do Norte para uso como auxiliar de filtração no refino de açúcar. 1989, 164p. Tese (Doutorado em Engenharia Química). Universidade de São Paulo, USP, São Paulo. PORTER, M. C. Ultrafiltration, Handbook of Industrial Membrane Technology, M.C. Porter (ed.), Noyes Publication, Park Ridge, NJ, p. 136-259, 1990. RIPPERGER, S.; ALTMANN, J. Crossflow microfiltration – state of the art. Separation and Purification Technology. V.26, p. 19-31, 2002.
1 De acordo com a Associação Brasileira de Normas Técnicas NBR 6023

39
SNAPE J.B.; NAKAJIMA, M. Processing of agricultural fats and oils using membrane technology. Journal of Food Engineering. V.30, p. 1-41, 1996. VAN REIS, R.; ZYDNEI, A. Bioprocess membrane technology. Journal of Membrane Science. V.297, p. 16-50, 2007. YUAN, P.; WU, D. Q.; HE, H. P.; LIN, Z. Y. The hydroxyl species and acid sites on diatomite surface: a combined IR and Raman study. Applied Surface Science V. 227, p. 30-39, 2004. ZEMAN, L. J.; ZYDNEY, A. L. Microfiltration and Ultrafiltration – Principals an d Applications. Marcel Dekker. New York. 1996