universidade de sa o paulo escola de engenharia de …
TRANSCRIPT
UNIVERSIDADE DE SA O PAULO ESCOLA DE ENGENHARIA DE LORENA
MATHEUS MUNHOZ VIEIRA FRANCO
BALANCEAMENTO DE UMA LINHA PRODUTIVA DE UMA INDU STRIA DE AUTOPEÇAS ATRAVE S DA SIMULAÇA O.
MATHEUS MUNHOZ VIEIRA FRANCO
LORENA/SP 5

BALANCEAMENTO DE UMA LINHA PRODUTIVA DE UMA INDU STRIA DE AUTOPEÇAS ATRAVE S DA SIMULAÇA O. .
Monografia apresentada como requisito
parcial para a conclusão de Graduação do
Curso de Engenharia Industrial Química.
Área do Trabalho: Qualidade e
Produtividade aplicadas a uma indústria de
autopeças.
Orientador: Prof. Dr. Eduardo Ferro dos
Santos
LORENA/SP 5

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
Franco, Matheus Munhoz Vieira Balanceamento de uma linha produtiva de umaindústria de autopeças através da simulação / MatheusMunhoz Vieira Franco; orientador Eduardo Ferro dosSantos. - Lorena, 2015. 64 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaQuímica - Escola de Engenharia de Lorena daUniversidade de São Paulo. 2015Orientador: Eduardo Ferro dos Santos
1. Lean manufacturing. 2. Balanceamento de linhaprodutiva. 3. Redesenho de layout. 4. Simulação deprocesso. 5. Indústria automotiva. I. Título. II.Santos, Eduardo Ferro dos, orient.

Dedico este trabalho aos meus pais José
Francisco e Flávia pelo direcionamento e
ensinamentos que me motivaram sempre a
estudar e vencer minhas dificuldades, o que
me proporcionou buscar e alcançar o
estudo numa universidade pública, algo de
que muito me orgulho.

AGRADECIMENTOS
Aos meus pais José Francisco e Flávia que me deram todo apoio necessário, emocional e
financeiro, que me sustentaram durante esses anos de graduação;
Ao Prof. Messias Borges Silva que despertou meu interesse e motivação ao estudo da
Qualidade e produtividade, especialmente da técnica de Lean, aprimorada no treinamento
por ele proposto – Lean Summer Program - na Universidade do Tennessee, TN, EUA, do
qual muito me orgulho de ter participado. Considero esta oportunidade um marco muito
importante na minha formação profissional.
Agradeço também à empresa americana do ramo automobilístico de autopeças que,
protegida por acordo de não revelação (NDA – Non Desclosure Agreement) não é citada
neste trabalho. Foi formidável sua colaboração para que houvesse neste trabalho um
ambiente real de mercado.
Á Universidade de São Paulo, Escola de Engenharia de Lorena e a todos os professores que
direta ou indiretamente contribuíram para a minha formação em Engenharia Química.
A teimosia é própria dos pobres de espírito, dos medíocres. Só a serenidade e a sabedoria
convertem a teimosia em persistência, que é a energia transformadora que nos encoraja a
construir o que realmente tem valor eu pai: José Fra cisco Moreto Fra co

RESUMO
FRANCO, M. M. V. Balanceamento de uma linha produtiva de uma indústria de autopeças
através da simulação. 2015. 64 p. Monografia (Trabalho de conclusão de curso em
Engenharia Química) – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena,
2015.
Uma das grandes dificuldades enfrentadas pelas empresas no mercado cada vez mais
competitivo é reduzir os desperdícios de produção para reduzir o custo de fabricação e
aumentar a qualidade do produto e o lucro. Uma das principais formas de desperdício é o
desbalanceamento da linha produtiva, que gera gastos desnecessários com movimentação,
acúmulo de produto inacabado aguardando a próxima etapa de produção, entre outros.
Eventos externos, como por exemplo, a introdução de uma nova tecnologia no mercado
por empresas concorrentes, pode implicar na redução drástica da demanda do produto
manufaturado, tornando a linha de produção desbalanceada. A fim de corrigir problemas
dessa natureza, foi realizado trabalho numa empresa de referência em que o objetivo foi o
de utilizar as ferramentas do Lean manufacturing para balancear a linha de produção,
adaptando-a à nova demanda e otimizando o espaço fabril de forma a viabilizar a
introdução de uma linha de montagem para um novo produto. Para verificar a viabilidade
das novas implementações e, bem como, do novo layout do espaço físico, o trabalho foi
realizado por meio da simulação do processo com a utilização do PROMODEL®. Após estudos
realizados, o trabalho projetou a possibilidade de redução de 15000 unidades monetárias
por mês e foram geradas três opções de modelos de layout, as quais foram apresentadas
à empresa para análise, seleção e implementação.
Palavras-chave: Balanceamento de Linha produtiva. Redesenho de Layout. Lean aplicado
ao processo de redução de demanda.

ABSTRACT
FRANCO, M. M. V. Lean manufacturing application for balancing an auto parts industry
production line through simulation. 2015. 64 p. Chemical Engineering course conclusion
essay – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2015.
One of the biggest difficulties faced by companies in the increasingly competitive market is
to reduce waste production in order to reduce manufacturing costs and increase product
quality and profit. One of the main forms of waste is the imbalance of the production line,
which generates unnecessary spending on handling, unfinished product buildup awaiting
for the next production step, among others. External events, such as the introduction of a
new technology in the market by competitors, may imply in a drastic change in the demand
of a manufactured product, resulting in an unbalanced production line. In order to fix such
problems, this work have been carried out in a company of reference with the goal to use
the Lean manufacturing tools in order to balance the production line, adapting it to the
new demand and optimizing manufacturing space in order to enable the introduction of a
new product assembly line. To check the viability of new implementations and as well, the
new layout of the physical space, the changes have been simulated using the PROMODEL®
tool. The results of the work was a cost reduction of 15000 monetary units per month and
three layout models were generated and presented to the company for their preferred
selection and implementation.
Keywords: Line balancing, layout redesign, Lean applied to a reducing demand process.

LISTA DE FIGURAS
Figura 1 – Etapas do SMED .................................................................................................. 20
Figura 2 – Etapas do mapa de fluxo de valor ....................................................................... 21
Figura 3 – Exemplo de balanceamento de linha de produção, buscando a aproximação dos
tempos entre as operações e dentro do takt time. ............................................................. 25
Figura 4 – Layout do estado atual da planta, demonstrando o fluxo do processo. ............ 36
Figura 5 – Modelo da simulação da linha de produção do produto A com o PROMODEL®. .. 43
Figura 6 – Modelo da simulação dos subsistemas de grampeamento e rotulagem, capturada
do PROMODEL® ................................................................................................................... 44
Figura 7 – Resultado da simulação dos subsistemas de grampeamento e rotulagem,
capturada do PROMODEL®. ................................................................................................. 45
Figura 8 – Resultado da simulação dos subsistemas de grampeamento e rotulagem,
capturada do PROMODEL®. ................................................................................................. 46
Figura 9 – Resultado da simulação dos subsistemas de grampeamento e rotulagem
utilizando apenas um operador, capturada do PROMODEL®. ............................................ 47
Figura 10 – Imagem da planta no estado atual, as áreas em azul tracejadas demonstram o
espaço livre na planta. ......................................................................................................... 50
Figura 11 – Imagem da planta com alterações de baixo custo, sendo elas, a aproximação de
máquinas, e remoção das não utilizadas ............................................................................. 52
Figura 12 – Imagem da planta com alterações de médio custo, sendo elas, a formação de
células de produção, remoção de máquinas não utilizadas e espaço concentrado em um
único local. ........................................................................................................................... 54
Figura 13 – Imagem da planta com alterações de alto custo, sendo elas, a formação de
células de produção, remoção de máquinas não utilizadas e espaço concentrado em um
único local. ........................................................................................................................... 56
LISTA DE QUADROS E TABELAS
Gráfico 1– Gráfico de barras com os tempos de ciclo do primeiro turno em comparação ao
tempo Takt. .......................................................................................................................... 40
Gráfico 2 – Gráfico de barras com os tempos de ciclo do segundo turno em comparação ao
tempo Takt. .......................................................................................................................... 40
Gráfico 3 – Gráfico de barras com os tempos de ciclo da proposta de melhoria com a
redução de um operador do segundo turno em comparação ao tempo Takt.................... 41
Quadro 1 – Práticas do 5S .................................................................................................... 23
Quadro 2 – Quadro de aplicações típicas de simulação ...................................................... 28
Quadro 3 – Planejamento de Atividades para execução dos trabalhos .............................. 35
Quadro 4 – Quadro de horário de funcionamento da linha de produção. ......................... 37
Quadro 5 – Quadro com os tempos de ciclo de cada etapa produtiva da linha ................. 37
Quadro 6 – Cálculo do tempo de ritmo baseado em 240 minutos de trabalho por dia, para
suprir a demanda de 575 unidades por dia. ........................................................................ 38
Quadro 7 – Número e capacidade de cada máquina, quantidade de operadores por etapa
e T/C de cada etapa, comparado com o tempo takt. .......................................................... 39
Quadro 8 – Quadro comparativa entre o estado atual e o estado futuro. ......................... 48
SUMÁRIO
1 INTRODUÇÃO ...................................................................................................... 12
1.1 Aspectos Gerais ................................................................................................ 12
1.2 Objetivo geral do Trabalho .............................................................................. 13
1.3 Objetivos específicos do Trabalho ................................................................... 13
2 LEAN MANUFACTURING ...................................................................................... 14
2.1 Contextualização .............................................................................................. 14
2.2 Os sete desperdícios ......................................................................................... 16
2.3 Ferramentas da Produção enxuta ................................................................... 17
2.3.1 Takt time, Cycle time e Lead Time ................................................................... 18
2.3.2 Tempo de setup e troca rápida de ferramentas ............................................. 19
2.3.3 Mapa de Fluxo de Valor ................................................................................... 21
2.3.4 Kanban e produção just in time (JIT) ............................................................... 21
2.3.5 Método 5S ........................................................................................................ 22
2.4 Aplicação do método lean ............................................................................... 23
2.5 Simulação Computacional................................................................................ 26
2.5.1 Conceituação .................................................................................................... 26
2.5.2 PROMODEL®: Ferramenta de Modelagem e Simulação .................................... 27
3 METODOLOGIA .................................................................................................... 30
3.1 Considerações Gerais ....................................................................................... 30
3.2 A Metodologia Pesquisa-Ação para este Caso ................................................ 31
4 A PESQUISA ......................................................................................................... 33
4.1 A Empresa ......................................................................................................... 33
4.2 Preparação e Planejamento ............................................................................. 34
4.3 Análise do Problema ........................................................................................ 35
4.3.1 Coleta de Dados ................................................................................................ 35
4.3.2 Modelagem da Fábrica e do Processo ............................................................. 38
4.4 Formulação de um Plano de Ação para Resolução do Problema ................... 42
4.4.1 Utilização do PROMODEL® – Simulação e Análise dos Dados ........................... 42
4.4.2 Plano de Ações ................................................................................................. 48
4.5 Avaliação dos Resultados ................................................................................. 57
5 CONCLUSÃO ........................................................................................................ 59
REFERÊNCIAS BIBLIOGRÁFICAS .................................................................................... 61
12
1 INTRODUÇÃO
1.1 Aspectos Gerais
A fim de se manter em uma posição competitiva e obter sucesso no mercado, as
indústrias precisam produzir mais com menos gastos, ou seja, com maior eficiência. Esse
pensamento, conhecido como Lean Thinking, surgiu no Japão na década de 50, através da
Toyota Motors e seus maiores pensadores, Taiichi Ohno e Eiji Toyoda. Posteriormente se
tornou o sistema de produção conhecido como Lean Manufacturing, que tem como
principal finalidade a redução dos desperdícios, e, consequentemente, redução dos custos
de produção e aumento do lucro (GORI, 2012).
Com o objetivo de melhorar a produtividade o Lean é a principal ferramenta
utilizada para otimização de processos principalmente de manufatura. Lançar mão desta
ferramenta amplamente versátil permite às empresas atuar de forma mais competitiva em
um mercado com demanda flutuante e cada vez mais exigente em questões de qualidade,
prazo de entrega e preço final.
Portanto, um fluxo harmônico e equilibrado de produção é essencial para superar
as expectativas do mercado, atendendo-o nos quesitos exigidos e, desta forma, não só
garantir a sobrevivência da empresa, mas também aumentar sua atuação no mercado
(ELMOSELHY, 2013).
A melhoria de uma etapa produtiva influencia, direta ou indiretamente, a etapa
seguinte do processo e assim por diante até que o processo seja otimizado como um todo,
e pode ser ampliada de forma a melhorar cada vez mais. A partir do emprego das
ferramentas e princípios do lean manufacturing se obtém um grande aumento na
produtividade e, por consequência no faturamento da empresa, tal como na melhoria
substancial na qualidade do produto, fatos já comprovados por diversos estudos e artigos
nessa diretriz (MELTON, 2005).
Uma das formas de eliminar desperdícios é através do balanceamento da linha de
produção, que atua na redução dos gastos intrínsecos à produção, através do nivelamento
13
das diferentes etapas produtivas e da geração de um fluxo contínuo de execução, no qual
os inventários e os períodos ociosos de cada etapa são reduzidos (GORI, 2012).
Especificamente neste trabalho, foi analisado um problema no qual a introdução
de um novo produto no mercado gerou uma queda brusca de demanda num produto mais
antigo produzido pela empresa automobilística. Por se tratar de um produto contendo
tecnologia superior, tornou o produto mais antigo obsoleto e, portanto, menos
demandado pelo mercado. Com a queda na demanda do produto mais antigo, a qual era
moldada para produzir três vezes mais por dia no passado, a linha de produção da empresa
sofreu impacto e, como consequência, foi desbalanceada.
1.2 Objetivo geral do Trabalho
O objetivo do trabalho foi aplicar o Lean Manufacturing à linha produtiva de uma
empresa automobilística, através da simulação, a fim de endereçar a necessidade de
adequação da sua produção à demanda do mercado. Essa empresa percebeu impactos
significativos de queda no volume da demanda efetiva na sua produção, devido ao
surgimento de produtos competidores aos seus no mercado, os quais eram mais
aprimorados tecnologicamente, e decidiu buscar alternativas para reduzir os gastos dessa
linha de produção e, dessa forma, viabilizar a implantação de uma nova linha de produção
para um novo produto, com o menor custo possível, a fim de voltar a crescer.
1.3 Objetivos específicos do Trabalho
Conhecer e entender a linha de montagem do produto existente, capturar os
tempos e parâmetros de execução dela, para se determinar as condições do estado atual,
analisá-la e caracterizá-la. A partir disso, estabelecer as condições de contorno para definir
o estado futuro objetivo a fim de balancear a linha de produção e otimizar o espaço para
tornar possível iniciar a instalação da nova linha. Criar cenários de estado futuro de
diferentes complexidades para fornecer opções de escolha à empresa, cada uma delas
requerendo diferentes custos para implementação, mas alcances mais acentuados.
Por fim, documentar e apresentar os resultados à empresa para que ela pudesse
selecionar e implementar a solução mais adequada à sua capacidade de investimento.

14
2 LEAN MANUFACTURING
2.1 Contextualização
A Manufatura enxuta surgiu no Japão pós 2ª guerra mundial, através do
proprietário da Toyota Motors, Eiji Toyoda e do engenheiro Taiichi Ohno, seu principal
homem de confiança. Durante a Guerra, a Toyota Motors produzia apenas veículos
militares, e devido ao fim da guerra, ocorreu uma abrupta diminuição em suas vendas e,
consequentemente, no seu quadro de funcionários. Neste cenário, depois de anos de
muito esforço a Toyota manufaturou menos de metade do que era produzido em um dia
pela fábrica de Rouge da Ford, considerada o estado da arte da produção fabril (WOMACK,
2004).
A fim de competir com o mercado, Toyoda e Ohno estudaram criteriosamente o
processo utilizado pela fábrica de Rouge, e concluíram que o sistema de produção em
massa disseminado por Henry Ford, era capaz de produzir uma grande quantidade de
veículos em pouco tempo, o que atenderia o mercado japonês no quesito demanda,
entretanto, não atenderia no aspecto diversidade. Essa questão tornou-se o principal
desafio, não só pela necessidade de manufatura de uma ampla gama de veículos, mas
também devido à baixa disponibilidade de recursos e de mão de obra, limitados em
consequência da devastação gerada pela segunda guerra mundial (WOMACK, 2004). Em
meio a essas dificuldades, surgiu o sistema Toyota de produção (STP), que visava eliminar
os desperdícios para elevar a produtividade e a qualidade e, não menos importante, reduzir
o custo (OHNO, 1997).
Com esse pensamento inovador, a Toyota buscava inovar os métodos de produção
implementados na época e superar, em apenas 3 anos, a produção das grandes
montadoras americanas. Para atender esse objetivo, os idealizadores do processo
observaram que seria necessário produzir a quantidade exata no momento em que
surgisse a necessidade para atender o mercado, o que, consequentemente, evitaria
excessos de produção e de inventário (OHNO, 1997).
Guimarães et al (2015), realizou a aplicação das ferramentas do lean
manufacturing, idealizadas por Ohno e Toyoda, em uma indústria de componentes de

15
refrigeração, e notou que haviam desperdícios em excesso na linha, havia geração de
inventários entre as etapas do processo e tempo elevado na manutenção e adequação dos
maquinários para a produção de diferentes componentes, que poderiam ser reduzidos. Os
resultados da aplicação do lean nesta linha foi a redução do custo final do componente em
20%, o que, além de elevar a qualidade do produto e a produtividade da linha, pois reduziu
o tempo gasto para a produção dos componentes, aumentou a margem de lucro da
empresa e reduziu o preço de seu produto no mercado por produzir apenas o necessário
para atender a demanda de forma mais compacta.
Essa forma de manufatura divergia totalmente dos métodos conhecidos à época
e contrastava sobremaneira às práticas executadas até então, que eram: manufatura
artesanal, em que o produto era feito sob medida para cada comprador, e que tinha como
características: baixo volume de produção, emprego de mão de obra extremamente
qualificada e alto custo do produto acabado; e produção em massa, na qual o trabalho
produtivo era altamente segmentado, com funcionários especializados em cada função,
fabricando o maior volume possível, no menor tempo possível e com, praticamente,
nenhuma variedade na produção em linha (SHINGO, 1996).
Taiichi Ohno e Toyoda ao estudar o sistema de produção em massa perceberam que
existiam muitos desperdícios, uma vez que existia tanto matéria prima quanto mão de obra
barata em abundância nos produtores de veículos, uma realidade que era totalmente
diferente do Japão (WOMACK, 2004). Para adequar e melhorar a produtividade, a
produção enxuta partiu do princípio que existia desperdício em todas as áreas de uma
organização (ALMEIDA, 2007).
A filosofia da produção enxuta revolucionou o mundo e a maneira de produzir,
uma vez que visava aperfeiçoar o processo de produção, aumentando a qualidade do
produto final, ao introduzir pontos de inspeção capazes de promover a detecção de
problemas de produção na origem, eliminando quaisquer desperdícios, ao controlar os
insumos na exata necessidade da produção e ao evitar a presença de atividades que não
agregavam valor ao produto final, e consequentemente obter a redução do custo do
produto acabado (OHNO, 1997).
16
2.2 Os sete desperdícios
Ohno (OHNO, 1997) divide as atividades que não agregam valor ao produto final
em sete diferentes práticas, sendo elas definidas como os sete desperdícios:
Desperdício por Superprodução: Perda típica do sistema de manufatura
empurrada, na qual cada etapa do processo produz a maior quantidade
possível no menor tempo possível, e, com isso, produz mais que o
necessário para uma próxima etapa do processo, se este for intermediário,
ou mais que o necessário para atender o mercado no processo final. Esse
desbalanceamento gera a necessidade de inventários desnecessários e,
consequentemente, gastos de estocagem tanto de produtos inacabados
(Work in Process - WIP) como de produtos acabados (SOARES e SIKILERO,
2010).
Desperdício por tempo de espera: Desperdício ligado ao período de
ociosidade de pessoas, de WIP (trabalho em progresso na sigla em inglês),
relacionados a produtos acabados e matérias primas em um processo, o
que resulta em um maior Lead Time – conceito a ser definido
posteriormente neste trabalho – do processo (SOARES e SIKILERO, 2010).
Desperdício por Transporte: Perda diretamente ligada ao layout do
sistema produtivo, pois está relacionada com todo e qualquer tipo de
movimentação excessiva e desnecessária seja de uma etapa do processo
para outra, como do estoque para a linha de produção (SOARES e
SIKILERO, 2010).
Desperdício por Processamento: Perda pela utilização equivocada de
máquinas, ferramentas, procedimentos e sistemas ligados à capacidade
real de produção e operação (SOARES e SIKILERO, 2010).
Desperdício por Estoque: Perda relacionada ao excesso de produtos em
estoque seja de matérias primas, de WIP ou de produtos acabados. Os
estoques em excesso são recursos que ficam parados, ocupam espaço
fabril e requerem investimento para serem mantidos. Além disso, os

17
estoques em excesso podem mascarar possíveis problemas de processo,
uma vez que postergam a identificação prematura de tais problemas. Por
exemplo: se matérias primas ou WIP defeituosos são produzidos
esporadicamente, basta produzir mais para suprir a necessidade. No
entanto, quando se tem apenas o estoque necessário para suprir o
mercado e/ou as etapas seguintes do processo, é necessário um sistema
de manutenção preventiva para que não ocorram problemas de processo
que garanta o atendimento do mercado com qualidade, no tempo exato
(SOARES e SIKILERO, 2010).
Desperdício por Movimento: Assim como o desperdício por transporte,
está ligado ao layout e distribuição das operações, que resulta em excesso
de movimentação dos operadores e aumenta o tempo total para a
finalização de uma ou mais etapas do processo (SOARES e SIKILERO, 2010).
Desperdício de Produzir Itens/Produtos Defeituosos ou retrabalho:
Perda relacionada a produtos que estão fora das especificações do cliente,
ou pela próxima etapa do processo e são refugadas, ou, quando possível,
retrabalhadas (SOARES e SIKILERO, 2010).
A produção enxuta, para (WOMACK, 2004), de maneira simplificada, se trata de
uma gerência de produção que tem como objetivo a eliminação desses sete desperdícios.
Com base nesse pensamento, Rachna Shah (2003) define produção enxuta como uma
ampla gama de ferramentas e práticas gerenciais que, de forma integrada, visa a satisfação
total dos clientes, com o menor desperdício possível, com alta qualidade e elevada
produtividade.
2.3 Ferramentas da Produção enxuta
Para que seja possível evitar os desperdícios de maneira objetiva, é necessário
realizar o estudo de tempos do processo, para que sejam obtidos os parâmetros de
sincronização das etapas que compõe o processo e, consequentemente, eliminar
principalmente os desperdícios de espera (SILVA e PORTO, 2008). Com o balanceamento
18
de produção, as etapas produzem peças no mesmo ritmo e, por isso, dependem
completamente da etapa anterior, sendo necessária a eliminação também de outros
desperdícios como de produtos defeituosos, processamento e superprodução.
A fim de se realizar o balanceamento de linha de produção, são utilizadas diversas
ferramentas do lean manufacturing, sendo elas, principalmente:
2.3.1 Takt time, Cycle time e Lead Time
O conceito de Takt time é definido como ritmo de produção, visa estabelecer a
ligação entre a produção e as vendas do produto, ou seja, produzir apenas o necessário
para atender o mercado, evitando a superprodução e garantindo o fluxo de produtos na
linha (SCHNEIDER et al., 2015).
A fim de se obter essa condição, Rother e Shook (2003) define que o takt time
pode ser calculado através da equação [1]:
Takt time = Tempo de trabalho disponível por turno
(1) Demanda do cliente por turno
O conceito Cycle time (Tempo de ciclo – T/C) é definido como o tempo total de
produção de uma etapa, calculado a partir do início ou término entre duas peças
consecutivas, ou seja, é o ritmo de produção de cada célula produtiva (TAPPING et al.,
2002); (SIGARI e CLARK, 2013). É de suma importância à análise do tempo de ciclo em
comparação ao Takt time, pois se o T/C for menor que o Takt time, será produzido mais do
que o necessário, e se for maior, o processo não atenderá adequadamente às necessidades
do cliente. Por isso o ideal é que o tempo de ciclo seja o mais próximo possível do Takt time
(ROTHER e SHOOK, 2003).
Cada etapa de um sistema produtivo tem um tempo de ciclo, dentro dessas
diferenças existe o processo mais lento, que tem como consequência, a tendência de
acumular peças antes, e a faltar peças depois do processo, sendo o principal ponto de
estudo em um balanceamento de linha, pois é a etapa que dita o ritmo do processo. Já o
Lead Time é o tempo total, calculado a partir do momento em que o pedido é feito até o
momento em que a mercadoria é entregue ao cliente final (TYAGI et al., 2015).

19
2.3.2 Tempo de setup e troca rápida de ferramentas
É o tempo para preparação de um equipamento, determinado pela pausa entre a
última peça produzida dentro do especificado e a primeira peça de qualidade do ciclo
seguinte (DEMARTINI et al., 2011).
Esse setup pode ser tanto interno, ou seja, é necessário realizar a parada da linha
de produção para a realização da preparação do equipamento, como por exemplo a troca
de ferramentas, alteração nas especificações das máquinas; como o setup externo, que é a
preparação de um equipamento sem que exista a necessidade de parada da linha e perda
de eficácia do equipamento. Um exemplo de setup externo é a preparação de um
ferramental que será utilizado no ciclo seguinte (BEVILACQUA et al, 2015).
O estudo dos tempos de setup se iniciou com Shingeo Shingo, com a introdução
do SMED (Single Minute Exchange of Dies), que consiste em quatro etapas, conforme
demonstrado na Figura 1.
Etapa preliminar: Análise preliminar, na qual não há distinção entre os
setups internos e externos.
Primeiro estágio: Divisão e identificação do que é interno e o que é
externo.
Segundo estágio: Conversão dos setups internos em externos.
Terceiro Estágio: Simplificação de todas as atividades de operação de
setup.

20
Figura 1 – Etapas do SMED
Fonte: (CORREA et al, 2012)

21
2.3.3 Mapa de Fluxo de Valor
Descreve, em forma de ícones e de maneira qualitativa, todas as atividades de um
processo produtivo: desde a entrada de matéria prima até a venda ao cliente, descrevendo
com detalhes o que ocorre em cada etapa do processo. Trata-se de uma ferramenta de
gerência visual que permite a rápida verificação de pontos de melhoria, através da
identificação dos desperdícios e dos gargalos (DALFORNO et al, 2014).
A aplicação do Mapa de fluxo de valor (MFV) é realizada através de três etapas
principais: o mapeamento do estado atual, a construção do que seria o estado futuro,
contendo as melhorias estratégicas que devem ser feitas no estado atual para se chegar no
estado futuro de interesse, e o plano de ação para que essas melhorias sejam atingidas
(OLIVEIRA et al, 2015).
Figura 2 – Etapas do mapa de fluxo de valor
Fonte: (ROTHER e SHOOK, 2003)
2.3.4 Kanban e produção just in time (JIT)
Kanban, é um termo em japonês que significa cartão visual. Sua filosofia trata de
uma gestão para a produção no momento exato em quantidades exatas a fim de minimizar
os desperdícios, o que caracteriza a produção JIT (MARIANI, 2014).
A necessidade de se simplificar as atividades de programação e controle dentro
do processo produtivo, culminou no surgimento do kanban, que atua como ferramenta
22
auxiliar na resolução dos problemas dentro da produção e na minimização dos estoques
entre cada etapa do processo, ou seja: do maquinário, incluindo as instalações, e mão-de-
obra ociosos (LIMA et al, 2015).
Existem dois tipos de kanban: os de produção, que são utilizados para a
autorização da manufatura de um item, informando à etapa anterior a quantidade de itens
que precisam ser produzidos para que o processo continue sem parar a linha e sem gerar
excesso de estoque; e os de requisição, cuja principal finalidade é autorizar o fluxo de
materiais entre as etapas, principalmente quando a distância entre os processos é grande,
informando o tipo e a quantidade necessária de produto a ser movimentado (LIMA et al,
2015).
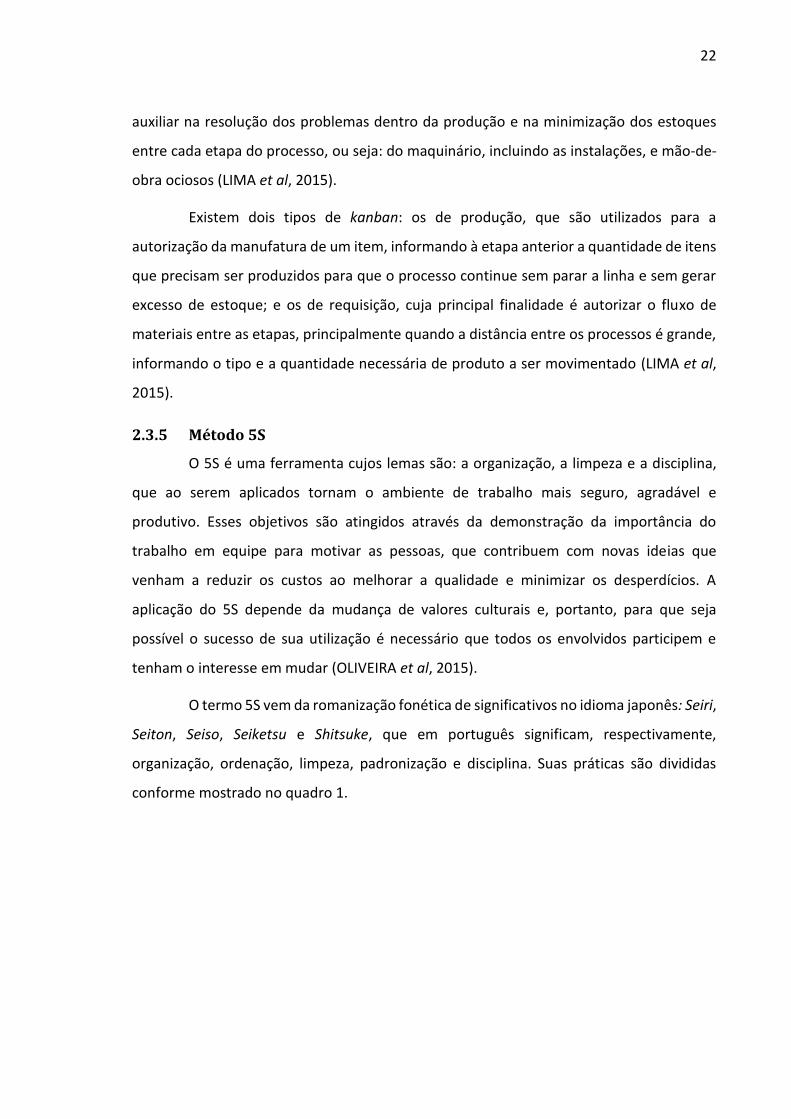
2.3.5 Método 5S
O 5S é uma ferramenta cujos lemas são: a organização, a limpeza e a disciplina,
que ao serem aplicados tornam o ambiente de trabalho mais seguro, agradável e
produtivo. Esses objetivos são atingidos através da demonstração da importância do
trabalho em equipe para motivar as pessoas, que contribuem com novas ideias que
venham a reduzir os custos ao melhorar a qualidade e minimizar os desperdícios. A
aplicação do 5S depende da mudança de valores culturais e, portanto, para que seja
possível o sucesso de sua utilização é necessário que todos os envolvidos participem e
tenham o interesse em mudar (OLIVEIRA et al, 2015).
O termo 5S vem da romanização fonética de significativos no idioma japonês: Seiri,
Seiton, Seiso, Seiketsu e Shitsuke, que em português significam, respectivamente,
organização, ordenação, limpeza, padronização e disciplina. Suas práticas são divididas
conforme mostrado no quadro 1.
23
Quadro 1 – Práticas do 5S
5S Definição Como praticar
Seiri Organização Identificar o que é
útil e o que não é.
Manter no local apenas
aquilo que é necessário e
adequado às atividades e
ao ambiente de trabalho.
Seiton Ordenação Colocar cada objeto
no seu exato lugar.
Arrumar e ordenar aquilo
que permaneceu no setor
por ser considerado
necessário.
Seiso Limpeza Prevenir sujeira. Deixar o local limpo.
Seiketsu Padronização
Manter o estado de
arrumação, limpeza
e ordem.
Desenvolver a preocupação
constante de manter o
local saudável e adequado
as tarefas desenvolvidas
Shitsuke Disciplina
Disciplinar e
habituar a obedecer
sempre aquilo que
foi determinado.
Melhorar constantemente.
Desenvolver a força de
vontade, a criatividade e o
senso crítico. Respeitar e
cumprir o estabelecido.
Fonte: Adaptado de GUPTA e JAIN, 2013
2.4 Aplicação do método lean
Na produção enxuta, o balanceamento de linha se inicia pelo mapeamento do
processo, através do cálculo do tempo de ciclo, takt time, tempo de paradas,
movimentação de pessoas e materiais e dos estoques (SAHOO et al., 2010). Através do

24
mapeamento se obtém uma fácil visualização do estado atual do sistema produtivo, e, com
base nesse estudo é possível se determinar o estado futuro.
Uma etapa de suma importância no balanceamento de linha é analisar os tempos
das atividades dos operadores, a fim de se determinar variações nessas atividades e,
consequentemente, no fluxo produtivo (MORTIMER, 2006).
Balancear a linha de produção significa aproximar ao máximo os tempos de
produção de cada etapa e, como consequência, aumentar a eficiência do sistema
produtivo. Quando os tempos de ciclo das etapas são semelhantes, basta aumentar ou
diminuir o ritmo de produção para atender ao mercado; entretanto, quando os tempos são
diferentes é necessária uma análise mais profunda (DEMBOGURSKI et al., 2008).
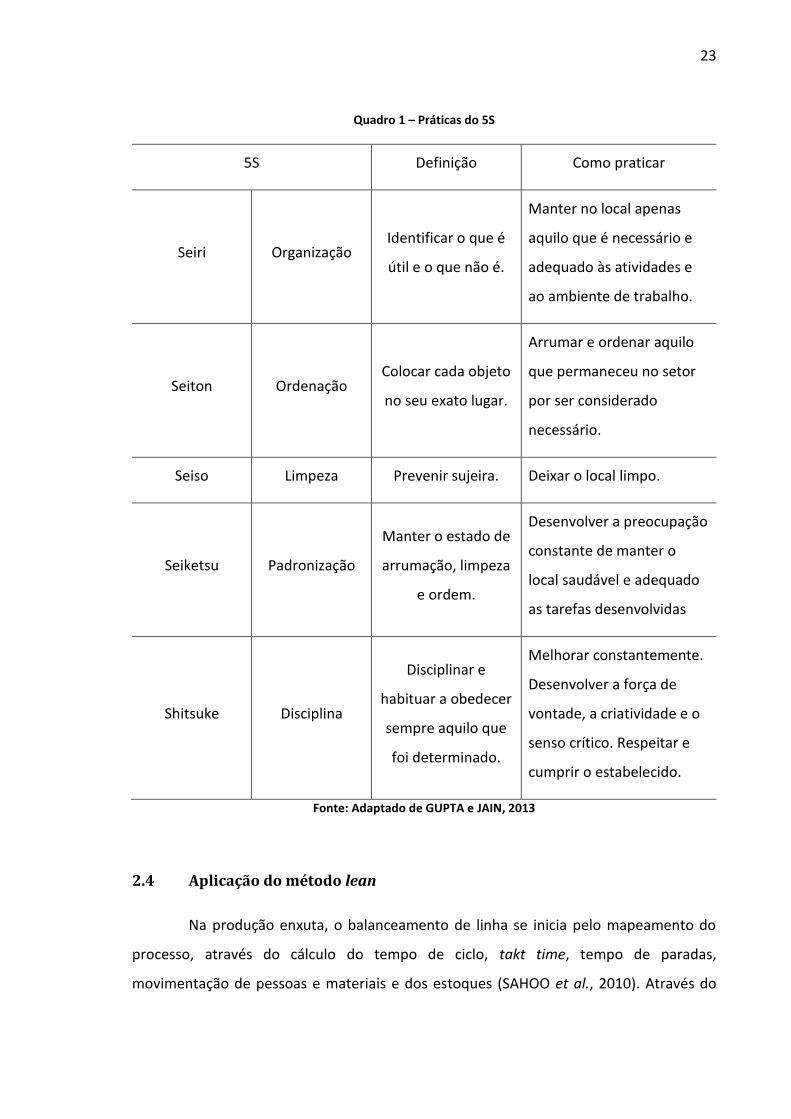
Muitas vezes para que isso aconteça se faz necessária a união de duas ou mais
células produtivas que isoladamente têm tempos de ciclo muito inferior ao do gargalo e do
tempo takt. Com a união, os tempos são somados de forma que se aproximam do tempo
takt . Consequentemente, a sincronia produtiva é aumentada, o que garante um fluxo
contínuo produtivo, conforme ilustrado na figura 3 (TUBINO, 2007).
25
Figura 3 – Exemplo de balanceamento de linha de produção, buscando a aproximação dos tempos entre as operações e dentro do takt time.
Fonte: O autor.
A análise do layout da linha de produção é também de suma importância para que
o balanceamento de linha de produção seja realizado com sucesso. A elaboração do layout
(arranjo físico) da linha toma como base estudos relativos aos seguintes parâmetros:

26
instalações, produtividade, número de funcionários, tempos de ciclos das máquinas, áreas
de estoques, supermercados, entre outros (MARTINS e LAUGENI, 2005).
Com essas informações, o arranjo físico é feito de tal maneira que favorece o fluxo
no qual o produto passa pelo processo em uma linha contínua respeitando o
balanceamento e a sincronia do processo, os quais foram previamente analisados no
estudo dos tempos (CORRÊA e CORRÊA., 2010).
As decisões tomadas a partir desse estudo são feitas de modo a determinar aonde
as estações serão alocadas, de modo a compor as devidas células de trabalho. Isto é
realizado através da união de duas ou mais operações rápidas alocadas uma ao lado da
outra, de forma que um operador multifuncional realize a primeira operação e em seguida
a segunda operação e assim sucessivamente, até que a peça siga para a próxima etapa,
unindo assim duas ou mais operações que antes eram realizadas de forma separada.
Conforme mostrado no exemplo da figura 3, isso é realizado com mais operadores e com
desperdícios, como movimentação e estoque (SLACK et al., 2009).
Produzir mais com menos espaço, menos funcionários, mais qualidade e
eliminando todos os desperdícios possíveis constituem os elementos essenciais da
produção enxuta (OHNO, 1997). O balanceamento de linha de produção e o estudo de
layout realizados em uma linha, são ações necessárias na implementação do lean
manufacturing em uma planta e tem, como principal objetivo, a eliminação de quaisquer
desperdícios que existam. Principalmente eliminar as perdas definidas por (OHNO, 1997),
como os sete desperdícios, diminuindo o espaço entre estações, e unindo diferentes postos
em apenas um, reduzindo assim o quadro de funcionários, eliminando o estoque que
existia entre esses postos, e ditando o ritmo necessário para atender a demanda no
momento e na quantidade exata.
2.5 Simulação Computacional
2.5.1 Conceituação
A simulação é uma das principais ferramentas que a engenharia dispõe para tomar
as decisões para lidar com situações complexas dentro do processo produtivo. Isso porque

27
a simulação reproduz de forma semelhante ao que ocorre na realidade, projetando com
boa precisão o comportamento do processo. Isso permite coletar dados necessários para
analisar estatisticamente as possíveis ações, oferecendo condições para que seja possível
tomar a melhor decisão para se atingir o objetivo previamente definido.
Müller et al (2015) declara que os métodos de simulação computacional têm se
desenvolvido desde o início da década de 60 e pode ser uma das ferramentas analíticas
mais comuns, usadas na ciência do gerenciamento. Os princípios básicos são
suficientemente simples. O analista constrói um modelo do sistema de interesse, cria os
programas computacionais que incorporam o modelo e usa um computador para imitar o
comportamento do sistema quando sujeito a uma variedade de políticas operacionais.
Desta maneira, a política mais desejável poderá ser selecionada.
Com o avanço intenso da tecnologia da informação e comunicação os
computadores pessoais e de laboratório tem atingido níveis espantosos de capacidade de
processamento operacional, gráfico e memória, incluindo monitores de altíssima definição,
tornando o hardware extremamente sofisticado, mas acessível economicamente a grande
parte da população. Na mesma medida da evolução do hardware, e se beneficiando das
altas capacidades de processamento destes, os softwares se multiplicam e fornecem
benefícios a todas as áreas do conhecimento, embutindo regras de negócios e algoritmos
cada vez mais sofisticados e capazes de simular situações complexas e inferir decisões por
meio de sistemas especialistas.
A principal vantagem que se obtém por meio da simulação é a possibilidade de se
obter resultados precisos de propostas de mudanças na linha de produção, criando uma
atmosfera de confiança de que a mudança será positiva, antes de gerar gastos e
implementação dessas propostas.
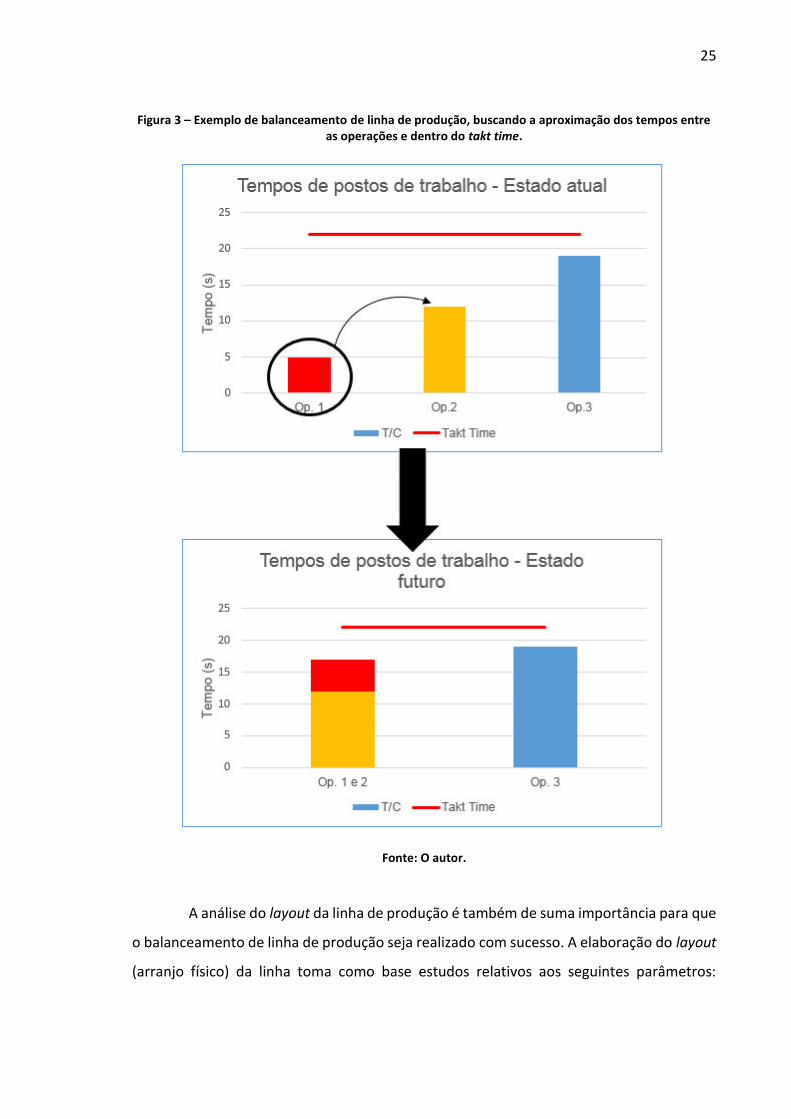
2.5.2 PROMODEL®: Ferramenta de Modelagem e Simulação
Uma das principais ferramentas de simulação industrial avançado é o PROMODEL®,
capaz de modelar de forma versátil qualquer sistema produtivo, seja de manufatura,
logística ou serviços. No software é possível avaliar, planejar e projetar alterações no
processo como um todo, de forma a se obter resultados estratégicos, conforme mostrado
no quadro 2.
28
Quadro 2 – Quadro de aplicações típicas de simulação
Fonte: Belge engenharia (NORMAN e FUGIHARA, 2009)
A modelagem através do PROMODEL® é iniciada através da importação ou desenho
do layout da planta, seguido da introdução das localizações de cada operação realizada no
sistema produtivo e, bem como, os dados do espaço físico entre cada operação. Após a
montagem do espaço físico, é necessário introduzir as rotas utilizadas para
movimentações, tais como as dos operadores e dos fluxos de estoque durante o processo.
Com isso definido, passa-se a introduzir a quantidade de operadores em cada rota para que
sejam simulados os movimentos realizados na prática. Após a montagem do processo como
um todo, faz se necessária a introdução da lógica adotada pelo sistema, como tempos de
operação em cada etapa, duração e quantidade de turnos, tempo de pausas realizadas
pelos operadores e as velocidades médias de operadores, empilhadeiras, esteiras, etc. Com
todos os dados introduzidos no sistema, há que ser informado ainda ao programa as
previsões de entrega das matérias-primas e da expedição dos produtos para que seja
iniciada a simulação.
Como o programa processa muitas variáveis leva um tempo elevado para a
realização da modelagem do processo, que varia dependendo da complexidade do

29
processo a ser simulado. Entretanto, sua assertividade tem se mostrado elevada,
oferecendo opções de resultados que são muito próximos à realidade. Para validar os
resultados obtidos e selecionar as melhores alternativas a ferramenta oferece o recurso de
simulação para suporte à decisão, sem que seja necessário alterar fisicamente a produção
e com isso reduzir os gastos na implantação de melhorias.

30
3 METODOLOGIA
3.1 Considerações Gerais
Este trabalho usou a abordagem da aplicação da ciência para solucionar um
problema real, o que caracteriza o método de pesquisa-ação (CARNEIRO, 2012).
Nesta metodologia, o pesquisador não se insere apenas como um observador do
fenômeno estudado, e sim como um participante ativo das etapas envolvidas no estudo,
quais sejam, de forma sucinta: analisar o problema a partir da perspectiva do estudo,
formular um plano de ação para resolução do problema, identificando as ferramentas
ideais a serem utilizadas para que possa agir de forma a solucionar o problema e, por fim,
documentar os resultados obtidos (SANTOS, 2010). Há que se observar que a pesquisa-
ação tem como premissa se desenvolver na forma de espiral cíclica, numa dinâmica sempre
evolutiva (TRIPP, 2005).
Além disso, a metodologia de pesquisa-ação tem 10 características principais,
sendo elas: solucionar o problema empresarial, e ao mesmo tempo contribuir
cientificamente; os pesquisadores necessitam de auxílio dos funcionários da empresa de
forma interativa e, como consequência, estes são considerados co-pesquisadores no
projeto e de suma importância para definição das prioridades de problemas a serem
pesquisados e solucionados; existe a necessidade dos pesquisadores conhecerem de forma
geral o sistema a ser estudado; sempre modifica o sistema estudado para se entender,
planejar melhor as ações a serem aplicadas; devido a interação com a empresa, há contato
com os valores e normas da empresa pesquisada; utiliza de diversas técnicas para se coletar
todos os dados necessários para efetuar as ações de mudança no sistema atual; necessita
de um grande estudo prévio de condições de negócio, estratégicos e dos fundamentos
teóricos do sistema; é preferencialmente praticada em tempo real, entretanto pode ser
retroativa; a pesquisa-ação tem critérios próprios de qualidade (TURRIONI e MELLO, 2012).
Desta forma, a pesquisa-ação tem como definição, dois objetivos claros: o objetivo
técnico, que visa solucionar o problema central da pesquisa a partir de planos de ação com
as possíveis soluções para resolver o problema e, com isso, auxiliar o autor/agente na
atividade; e o objetivo científico, que visa armazenar as informações obtidas pelo autor

31
durante a ação de resolução de um problema prático, que de outra forma seria difícil de se
obter, já que se trata de resultados empíricos e dentro da indústria.
3.2 A Metodologia Pesquisa-Ação para este Caso
A metodologia de Pesquisa-Ação foi aplicada a este caso da seguinte forma:
I. Preparação e Planejamento
Entendimento do problema descrito pela empresa Automotiva, e
levantamento teórico das ferramentas a serem utilizadas a fim de se
obter o conhecimento necessário para realizar o trabalho.
II. Análise do Problema: Coleta de dados, Modelagem da fábrica e do
processo.
Etapa de estudo do estado atual da linha de produção, através do
entendimento do layout da planta e coleta dos dados do processo,
como: as medidas dos espaços entre as operações e movimentação
dos operadores, marcação dos tempos de ciclo de cada etapa do
processo e de cada funcionário.
III. Formulação de um Plano de Ação para Resolução do Problema
1. Identificação da Ferramenta para Simulação do processo: foi
selecionada a ferramenta de simulação PROMODEL® para
permitir a modelagem e análise do problema, e a simulação
de opções de solução do problema, gerando alternativas de
implementação a serem providas para a empresa.
2. Utilização do PROMODEL® e coleta de dados estatísticos: Com
os dados do processo em mãos, o processo foi então
simulado com o programa de simulação PROMODEL®. Isto
permitiu a melhor visualização do processo como um todo,
bem como dos seus gargalos e dos seus desperdícios,
permitindo o entendimento do seu funcionamento. Em
paralelo, foi feito o levantamento estatístico dos dados

32
coletados para melhor alimentar o modelo de simulação
construído.
3. Elaboração do plano de ações: A partir da análise de dados
realizada na etapa III.2 foi então possível a elaboração de um
plano de ações de execução para solucionar o
desbalanceamento de linha e o uso excessivo do espaço
fabril, utilizando-se de técnicas de redesenho de layout e
simulação do estado futuro das melhorias com PROMODEL®.
IV. Apresentação do plano de ações e potenciais resultados a serem
obtidos
Com base no plano de ações definido, esta etapa consistiu em apresentar à
empresa três opções de possíveis soluções para balancear a linha de produção, reduzir os
desperdícios e os excessos de máquinas e espaços e introduzir a linha de produção
adicional desejada.
Cada opção foi apresentada de forma simulada para a empresa para que
entendesse os resultados projetados de cada uma delas. Com esse entendimento a
empresa poderia decidir em qual opção iria investir.
Como a implementação de fato requeria investimento, as opções elaboradas
ainda teriam que passar pela aprovação financeira da empresa para serem implementadas.
Não foi possível acompanhar a evolução do caso e a constatação dos resultados.
33
4 A PESQUISA
4.1 A Empresa
A Empresa automobilística na qual o trabalho foi realizado possui uma fábrica
global que produz um conjunto completo de infladores de airbag automotivos (motorista,
passageiro, lateral e vertical). Trata-se de uma empresa multinacional e possui instalações
em certas partes do mundo e cada uma possui suas próprias particularidades e portfólio
de produtos. Possui anos de expertise de projeto em tecnologia de propellant e infladores,
altamente comprometida em prover aos clientes produtos e serviços de alta qualidade e
inovação. A unidade estudada neste trabalho é dedicada à pesquisa, engenharia,
prototipagem e produção. Na unidade são fabricados diferentes tipos de infladores de
airbag.
O tipo de airbag de o i ado o p ojeto de P oduto A to ou-se obseleto a
partir da introdução de uma nova tecnologia no mercado e, com isso, a empresa teve uma
drástica redução na demanda desse produto: de 1500 para 575 peças por dia. Com isso
houve a divisão da produção em dois turnos de 4 horas, de tal maneira que metade da linha
ficasse ativa durante o primeiro turno e a outra metade ficasse ociosa, enquanto que no
segundo turno houvesse uma inversão das ações, utilizando os WIP do primeiro turno para
finalizar a produção.
Tendo em vista a necessidade da implementação de uma nova linha de produção
para fabricar a nova tecnologia e a ação efetuada para diminuir a quantidade de peças
fa i adas do P oduto A , ue to ou a li ha de o tage des ala eada e
consequentemente com desperdícios, a empresa decidiu solicitar ajuda aos alunos do
curso de Lean Manufacturing para solucionar esse problema.
A filosofia do Lean tem como principais objetivos reduzir os desperdícios, elevar a
qualidade e reduzir o Lead time. Buscando atingir esses objetivos, foi necessário realizar
um estudo completo dos tempos da linha de produção da empresa para mapear o
processo, analisar os gargalos, balancear a linha e redefinir o layout.
34
4.2 Preparação e Planejamento
O p og a a do lean Summer Program i luiu ta to o t ei a e to o eitual de
Lean Manufacturing e da ferramenta PROMODEL®, como também a proposta de aplicação
deles em um caso real, para aprofundar a aprendizagem. Para este caso foi selecionada
uma empresa automobilística localizada na região que buscava obter soluções para seus
problemas de volume de produção x demanda de mercado.
O primeiro passo foi uma apresentação feita pela empresa sobre seu estado
corrente, contemplando:
Seu problema de redução da demanda de mercado
Sua necessidade de espaço
Volume de produtos acabados e WIP sem organização adequada
Falta de organização real
Sequenciamento não usado de maneira apropriada
Demora de 48 para determinar seu inventário real
Movimentos excessivos e perda de tempo
Conclusão: o sistema corrente não é eficiente.
Apresentou também seus objetivos: Otimizar o espaço corrente disponível,
liberando tudo o que fosse possível; reduzir estoque e inventários; facilitar o controle de
inventário; otimizar a distância entre operadores e materiais. Além destes, suas limitações:
Limitações orçamentárias; Preferência por não fazer mudanças muito grandes / drásticas
(ex. construção); não poder alterar o volume de produtos a serem produzidos
Diante disto a empresa propôs duas fases para tratar dos problemas
apresentados:
Fase 1 – Rearranjo: Para redução de tempo e viagens; materiais mais usados
devem ficar à mão; materiais obsoletos não deveriam atrapalhar; balanceamento
de linha para evitar desperdícios.
35
Fase 2 – Organização: Acuracidade de estoque; conhecer a demanda de compra
de matéria-prima; evitar discrepâncias entre inventário real e o que está no
sistema; melhorar o controle de estoque; implementar inventário dinâmico.
Foi decidido, então, que o foco deste trabalho deveria ser na Fase 1.
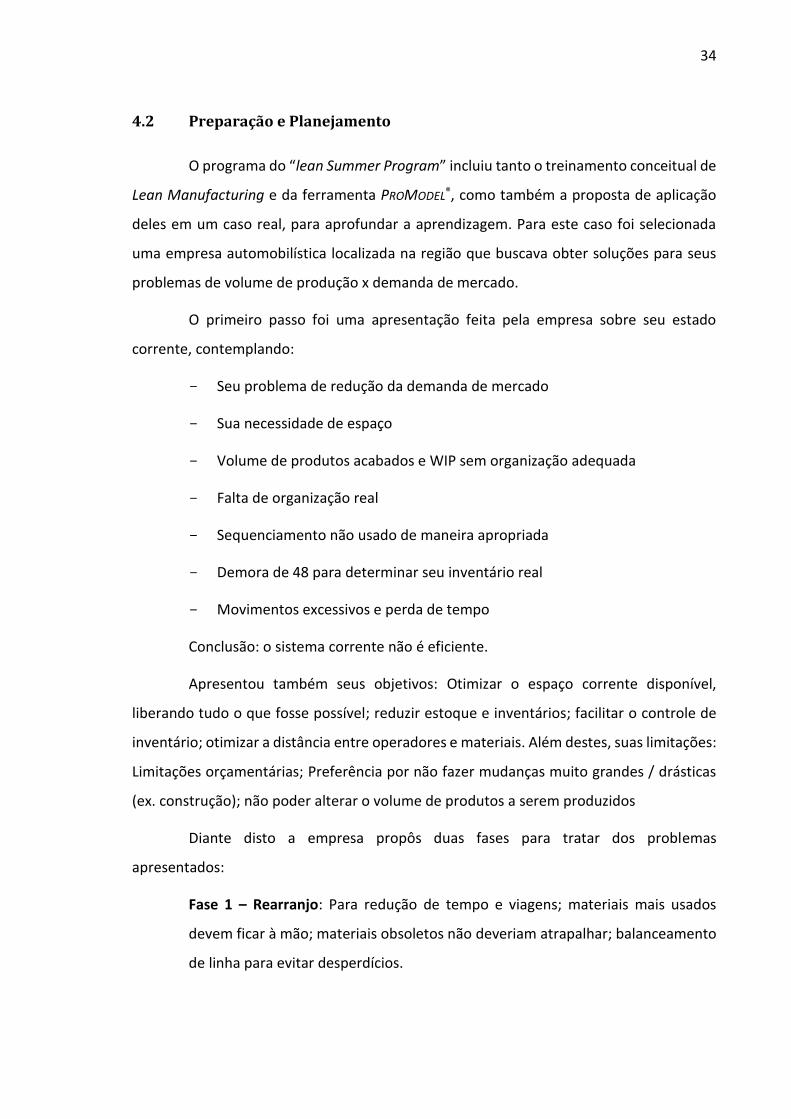
A partir disto foi elaborado o planejamento das atividades necessárias para atingir
os objetivos propostos:
Quadro 3 – Planejamento de Atividades para execução dos trabalhos
Fonte: o autor
4.3 Análise do Problema
4.3.1 Coleta de Dados
O primeiro passo foi o entendimento do layout da planta instalada da atual linha
de produção e coleta dos dados. Foram coletados dados de: medidas de espaços entre as
operações e movimentação dos operadores, marcação dos tempos de ciclo de cada etapa
do processo e de cada funcionário. A Figura 4 e os Quadros 4 e 5 representam a coleta de
dados obtidos diretamente de medições realizadas na empresa.
Análise do Problema
Visita para conhecimento
Atividades Coleta de dados
Análise dos dados coletados
Modelagem da Fábrica e do Processo
Simulação e avaliação dos resultados
Formulação do Plano de Ações
Apresentação do Plano de Ações
Semana 3
Atividades
Atividades
Semana1
Semana 4
Semana 2
Atividades

36
Figura 4 – Layout do estado atual da planta, demonstrando o fluxo do processo.
Fonte: A Empresa.
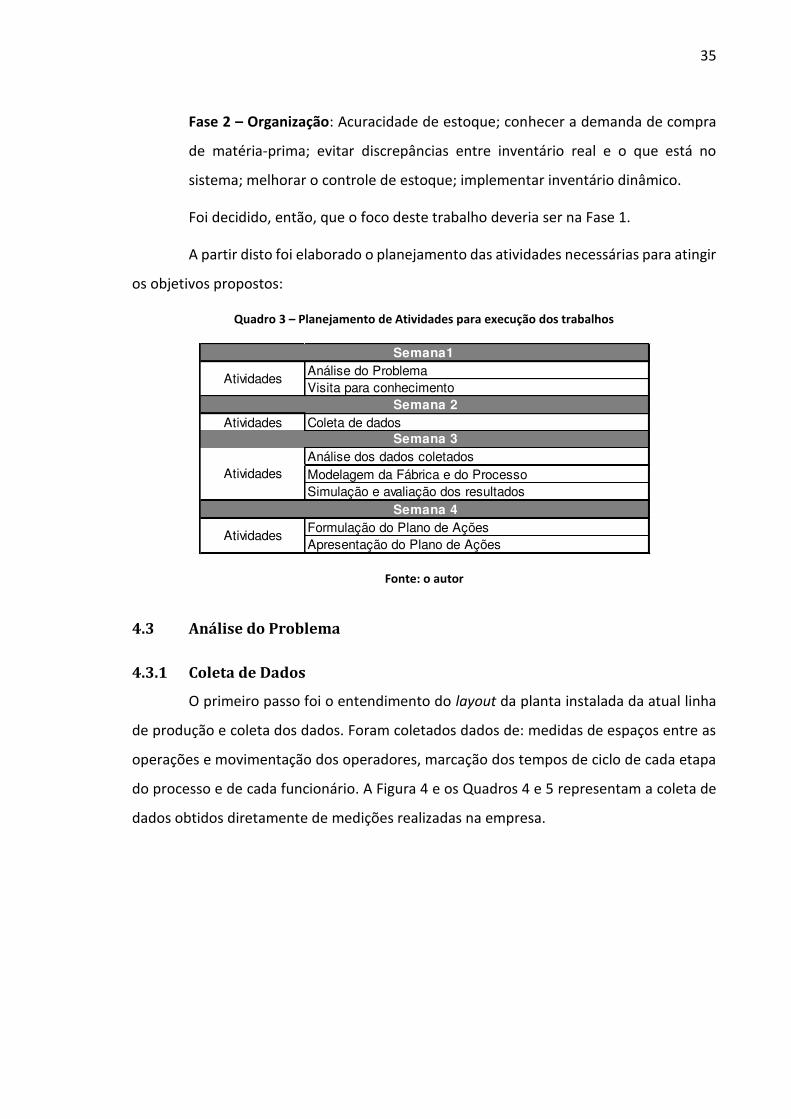
37
Quadro 4 – Quadro de horário de funcionamento da linha de produção.
Fonte: O autor.
Quadro 5 – Quadro com os tempos de ciclo de cada etapa produtiva da linha
Primeiro turno Segundo turno
Fonte: O autor.
Os dados foram coletados a partir da cronometragem de cada etapa do processo,
com a tomada de 50 tempos, e com todos os operadores que rodam cada etapa, a fim de
se obter uma média coerente com as variáveis de cada operação bem como de seus
operadores.
Minutos
Tempo Total 240
Pausa -
Almoço 20
Setup 10
Tempo de trabalho disponível 210
Demanda 575
Processo/Estação Sub processoNúmero de
máquinas
Capacidade das
máquinas
(Peças)
Operadores T/C (s)T/C total por
etapa (s)T
Adição de parafuso 1 8 6,0
Solda inferior 2 8 13,5
Solda 2 - 1 1 1 12,1 12,1
Base + energia 1 1 1 12,0 12,0
Montagem 1 1 1 16,1 16,1
Remoção de rebarbas - 2 1 12,4 12,4
Esteira de refrigeração - 1 40 12,6 12,6
Processo 1 - 2 1 1 16,5 16,5
Forno - 1 72 1 12,5 12,5
Inspeção 2 4 7,0
Pintura 1 120 6,9
Grampeamento 1 1 1 13,1 13,1
Rotulagem 2 1 1 10,6 10,6
Pesagem 1 1 7,0
Teste elétrico 2 1 6,0
Inspeção de vazamento 2 1 10.0
Inspeção de diâmetro e Visual 2 1 1 7,7 7,7
23,0
13,9
19,5Solda 1
Empacotamento
Montagem final
Pintura
1
1
1
1
Solda 3
38
4.3.2 Modelagem da Fábrica e do Processo
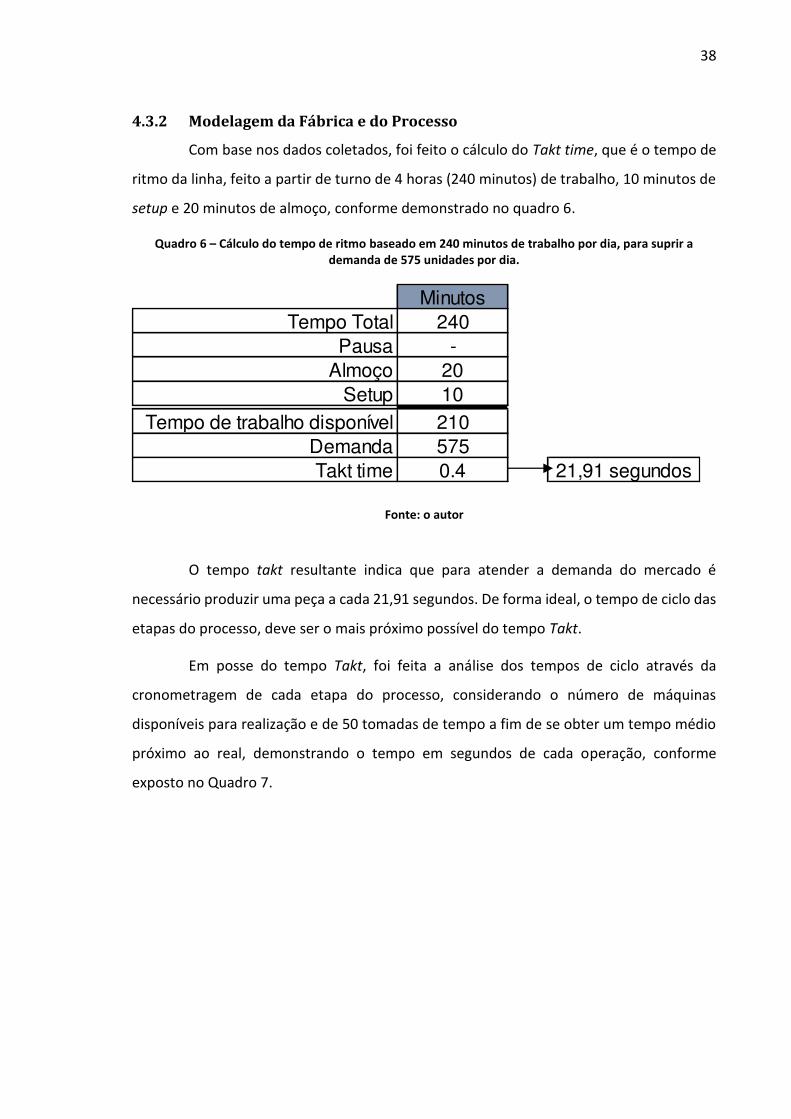
Com base nos dados coletados, foi feito o cálculo do Takt time, que é o tempo de
ritmo da linha, feito a partir de turno de 4 horas (240 minutos) de trabalho, 10 minutos de
setup e 20 minutos de almoço, conforme demonstrado no quadro 6.
Quadro 6 – Cálculo do tempo de ritmo baseado em 240 minutos de trabalho por dia, para suprir a demanda de 575 unidades por dia.
Fonte: o autor
O tempo takt resultante indica que para atender a demanda do mercado é
necessário produzir uma peça a cada 21,91 segundos. De forma ideal, o tempo de ciclo das
etapas do processo, deve ser o mais próximo possível do tempo Takt.
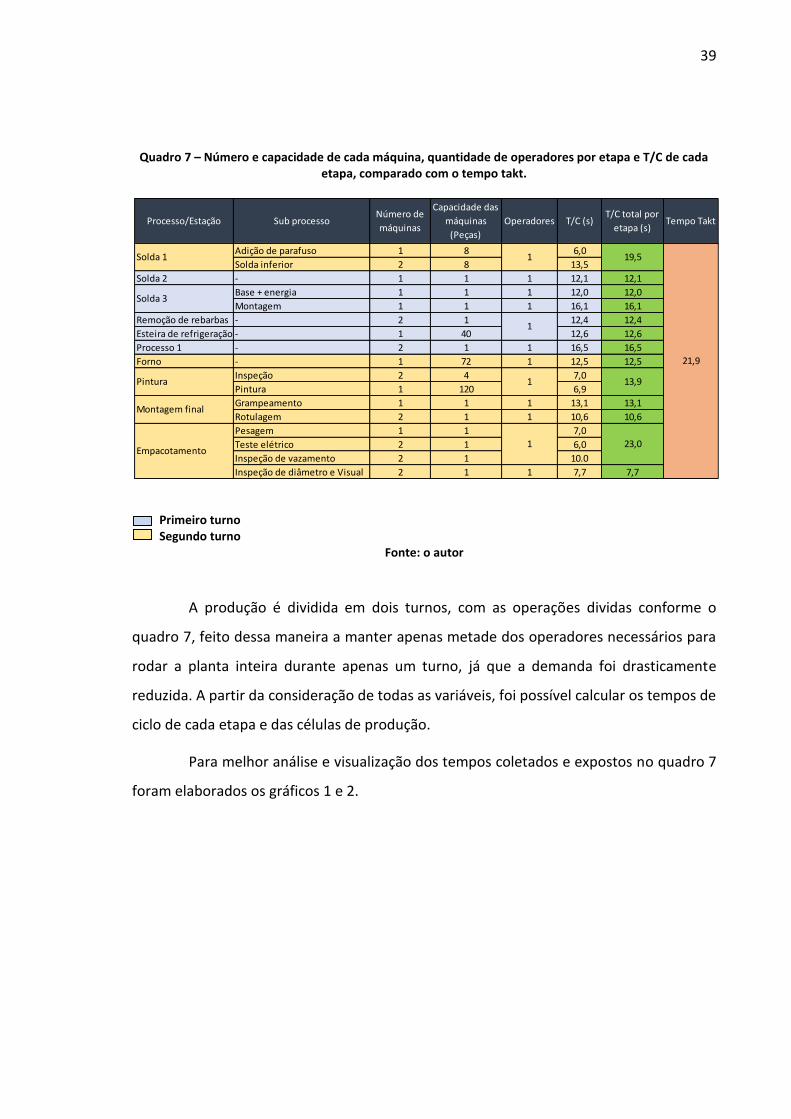
Em posse do tempo Takt, foi feita a análise dos tempos de ciclo através da
cronometragem de cada etapa do processo, considerando o número de máquinas
disponíveis para realização e de 50 tomadas de tempo a fim de se obter um tempo médio
próximo ao real, demonstrando o tempo em segundos de cada operação, conforme
exposto no Quadro 7.
Minutos
Tempo Total 240
Pausa -
Almoço 20
Setup 10
Tempo de trabalho disponível 210
Demanda 575
Takt time 0.4 21,91 segundos
39
Quadro 7 – Número e capacidade de cada máquina, quantidade de operadores por etapa e T/C de cada etapa, comparado com o tempo takt.
Primeiro turno Segundo turno
Fonte: o autor
A produção é dividida em dois turnos, com as operações dividas conforme o
quadro 7, feito dessa maneira a manter apenas metade dos operadores necessários para
rodar a planta inteira durante apenas um turno, já que a demanda foi drasticamente
reduzida. A partir da consideração de todas as variáveis, foi possível calcular os tempos de
ciclo de cada etapa e das células de produção.
Para melhor análise e visualização dos tempos coletados e expostos no quadro 7
foram elaborados os gráficos 1 e 2.
Processo/Estação Sub processoNúmero de
máquinas
Capacidade das
máquinas
(Peças)
Operadores T/C (s)T/C total por
etapa (s)Tempo Takt
Adição de parafuso 1 8 6,0
Solda inferior 2 8 13,5
Solda 2 - 1 1 1 12,1 12,1
Base + energia 1 1 1 12,0 12,0
Montagem 1 1 1 16,1 16,1
Remoção de rebarbas - 2 1 12,4 12,4
Esteira de refrigeração - 1 40 12,6 12,6
Processo 1 - 2 1 1 16,5 16,5
Forno - 1 72 1 12,5 12,5
Inspeção 2 4 7,0
Pintura 1 120 6,9
Grampeamento 1 1 1 13,1 13,1
Rotulagem 2 1 1 10,6 10,6
Pesagem 1 1 7,0
Teste elétrico 2 1 6,0
Inspeção de vazamento 2 1 10.0
Inspeção de diâmetro e Visual 2 1 1 7,7 7,7
23,0
13,9
19,5
21,9
Solda 1
Empacotamento
Montagem final
Pintura
1
1
1
1
Solda 3
40
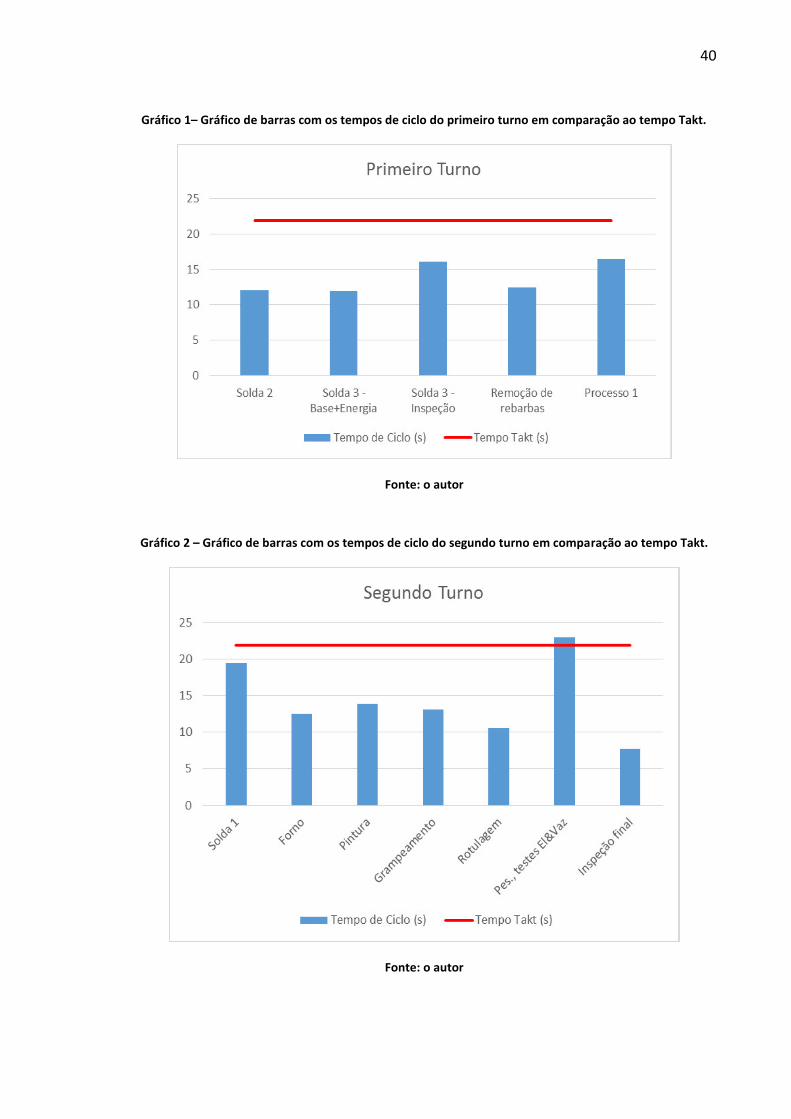
Gráfico 1– Gráfico de barras com os tempos de ciclo do primeiro turno em comparação ao tempo Takt.
Fonte: o autor
Gráfico 2 – Gráfico de barras com os tempos de ciclo do segundo turno em comparação ao tempo Takt.
Fonte: o autor
41
A partir dos gráficos elaborados com base no estudo dos tempos da linha,
percebe-se que os tempos de ciclo do primeiro turno são menores que o tempo takt, e são
próximos entre si, o que leva a uma harmonia na produção e indica que a linha no primeiro
turno está balanceada.
Entretanto no segundo turno é possível perceber que há maior defasagem entre
os tempos de cada etapa, e o processo de pesagem, teste elétrico e de vazamento, que
compõe uma mesma célula de produção, está acima do tempo takt, o que define o
processo como o gargalo da linha de produção. Notou-se também que as operações
anteriores ao gargalo têm um tempo de ciclo de aproximadamente metade do tempo da
pesagem, testes elétricos e de vazamento, o que leva a um acumulo de WIP apenas
aguardando para entrar no processo, o que é um desperdício grande a linha de produção.
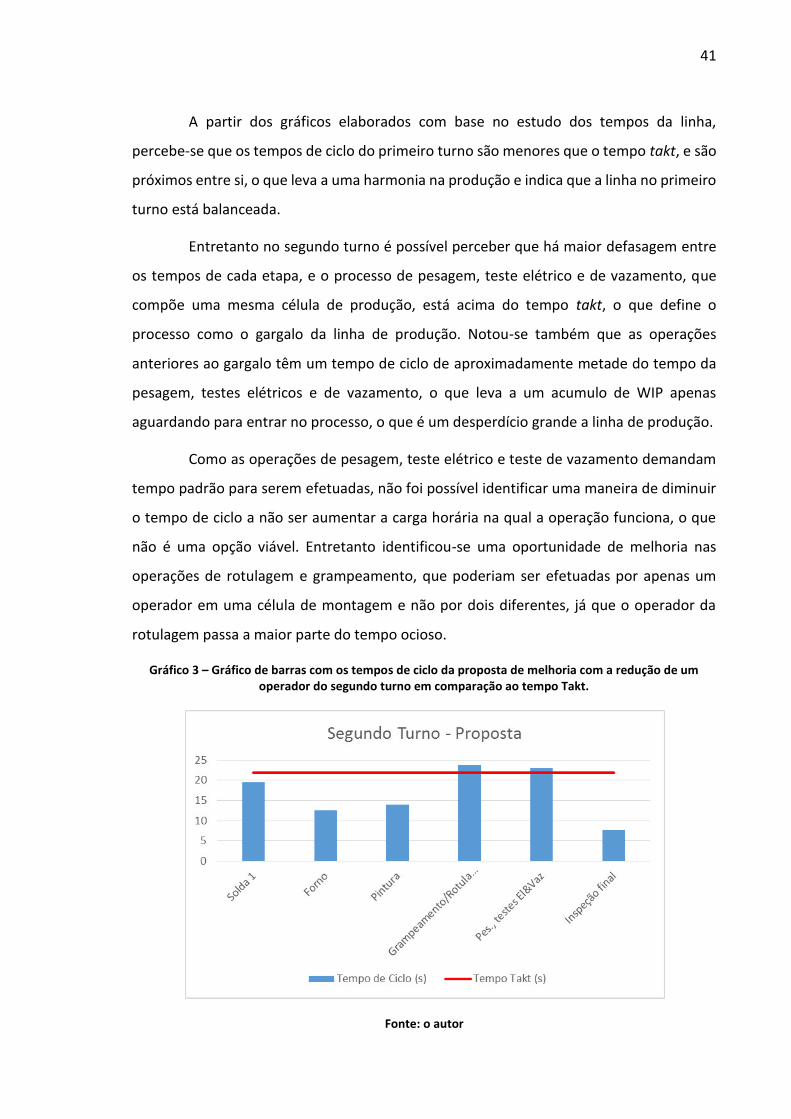
Como as operações de pesagem, teste elétrico e teste de vazamento demandam
tempo padrão para serem efetuadas, não foi possível identificar uma maneira de diminuir
o tempo de ciclo a não ser aumentar a carga horária na qual a operação funciona, o que
não é uma opção viável. Entretanto identificou-se uma oportunidade de melhoria nas
operações de rotulagem e grampeamento, que poderiam ser efetuadas por apenas um
operador em uma célula de montagem e não por dois diferentes, já que o operador da
rotulagem passa a maior parte do tempo ocioso.
Gráfico 3 – Gráfico de barras com os tempos de ciclo da proposta de melhoria com a redução de um operador do segundo turno em comparação ao tempo Takt.
Fonte: o autor

42
Conforme demonstrado no gráfico 3, com a proposta de unificação das células de
grampeamento e rotulagem, percebeu-se que apesar do tempo de ciclo da nova célula de
produção exceder o tempo takt, esse tempo é muito próximo ao tempo takt e ao tempo
de ciclo do processo que o sucede, reduzindo o WIP entre os processos de rotulagem e o
gargalo. Esta proposta foi identificada para ser analisada de forma mais profunda a partir
da simulação com o PROMODEL® para verificar sua viabilidade.
4.4 Formulação de um Plano de Ação para Resolução do Problema
4.4.1 Utilização do PROMODEL® – Simulação e Análise dos Dados
Pa a a alisa a li ha de p odução do P oduto A , ela o ou-se o modelo de
simulação completo do processo utilizando o PROMODEL®, conforme figura 5, e os resultados
produzidos pela simulação foram processados com o auxílio do Excel para análise
estatística.
Para modelagem foi utilizado o estudo de tempos realizado na coleta de dados e
modelagem executados anteriormente em conjunto com dados físicos da planta, tais
como: a distância entre cada operação, a quantidade de inventário de cada turno e entre
os processos, e os recursos utilizados na produção.

43
Figura 5 – Modelo da simulação da linha de produção do produto A com o PROMODEL®.
Fonte: o autor
44
A fim de se obter uma análise consistente do modelo e dos dados incluídos no
PROMODEL®, simulou-se o modelo acima para o período de seis meses. Entretanto os
resultados demonstraram uma discrepância em relação à realidade. Com a finalidade de
entender o que não havia funcionado, foi necessário novamente ir a campo para ampliar a
análise.
Nessa visita notou-se que na execução da linha de produção, não existia um
padrão de operação estabelecido, pois os operadores se moviam livremente entre as
operações, realizando outros trabalhos que não lhes eram atribuídos.
Concluiu-se então que a melhor forma de se estudar a linha de produção por
simulação seria através da sua segregação, de forma a simular os subsistemas presentes.
Então, o primeiro passo foi a simulação dos processos de grampeamento e
rotulagem, nos quais se notou, por meio do estudo dos tempos, a possibilidade de melhoria
ao se reduzir um operador, obtendo um processo mais próximo ao tempo Takt com
consequente redução do gargalo.
Figura 6 – Modelo da simulação dos subsistemas de grampeamento e rotulagem, capturada do PROMODEL®
Fonte: o autor

45
Figura 7 – Resultado da simulação dos subsistemas de grampeamento e rotulagem, capturada do
PROMODEL®.
Fonte: o autor
Na simulação levou-se em conta que são necessários dois operadores para os
processos de grampeamento e rotulagem: um dos operadores transporta o material
pronto do processo anterior, que é a pintura, para a estação de grampeamento, realiza o
processo e entrega o produto para o segundo operador, que por sua vez, realiza o processo
de rotulagem e armazena o produto no inventário final.
A partir do modelo, percebeu-se que uma das duas estações de rotulagem estava
ou ociosa ou aguardando, o que determinou a não necessidade de se manter duas estações
de rotulagem, e sim apenas uma. Isso ocorreu, pois, o tempo de ciclo da atividade de
grampeamento era maior que o de rotulagem, não sendo possível produzir peças
suficientes para alimentar as duas estações.
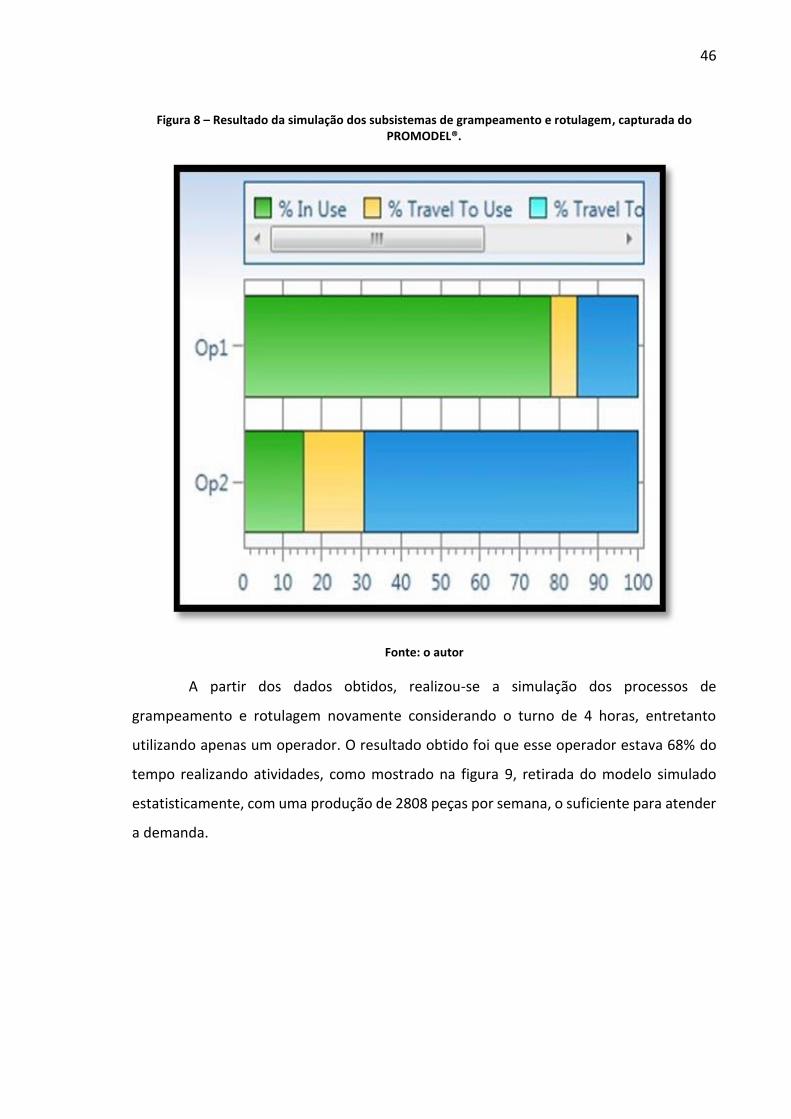
A partir da análise estatística da simulação, notou-se que a maior parte do tempo
o segundo operador mantinha-se ocioso, devido ao processo anterior ser mais lento,
conforme mostrado na figura 8.
46
Figura 8 – Resultado da simulação dos subsistemas de grampeamento e rotulagem, capturada do PROMODEL®.
Fonte: o autor
A partir dos dados obtidos, realizou-se a simulação dos processos de
grampeamento e rotulagem novamente considerando o turno de 4 horas, entretanto
utilizando apenas um operador. O resultado obtido foi que esse operador estava 68% do
tempo realizando atividades, como mostrado na figura 9, retirada do modelo simulado
estatisticamente, com uma produção de 2808 peças por semana, o suficiente para atender
a demanda.
47
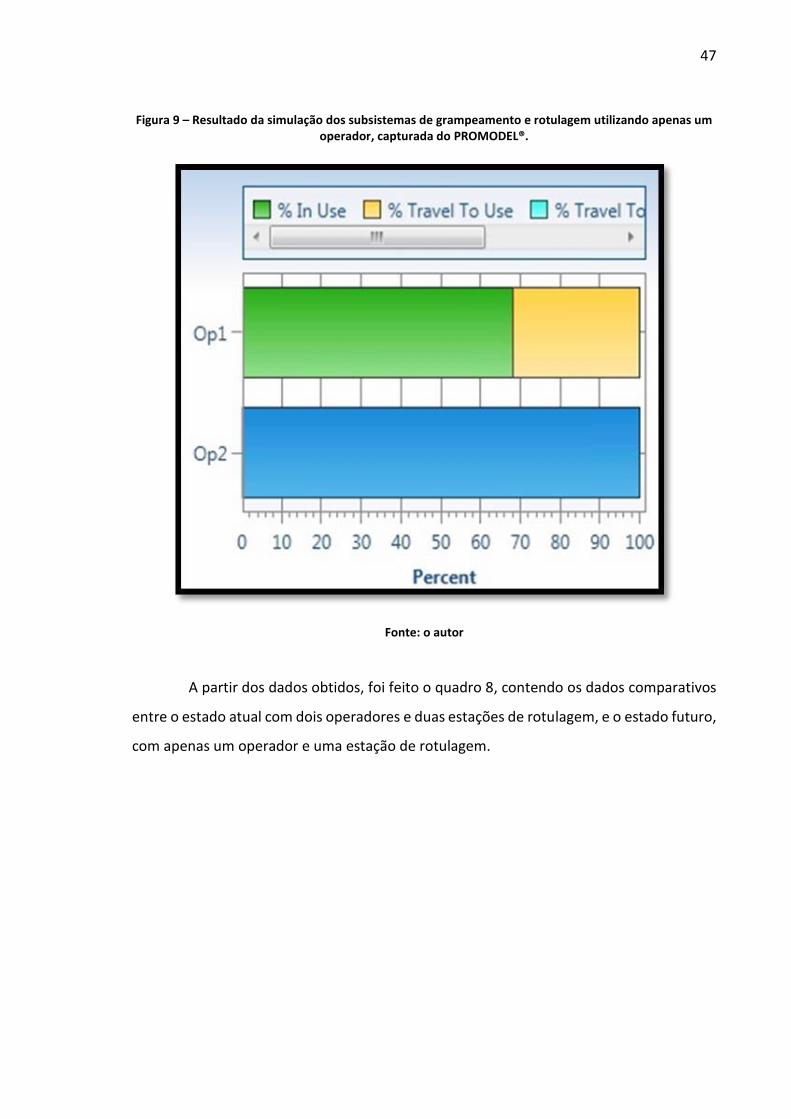
Figura 9 – Resultado da simulação dos subsistemas de grampeamento e rotulagem utilizando apenas um operador, capturada do PROMODEL®.
Fonte: o autor
A partir dos dados obtidos, foi feito o quadro 8, contendo os dados comparativos
entre o estado atual com dois operadores e duas estações de rotulagem, e o estado futuro,
com apenas um operador e uma estação de rotulagem.
48
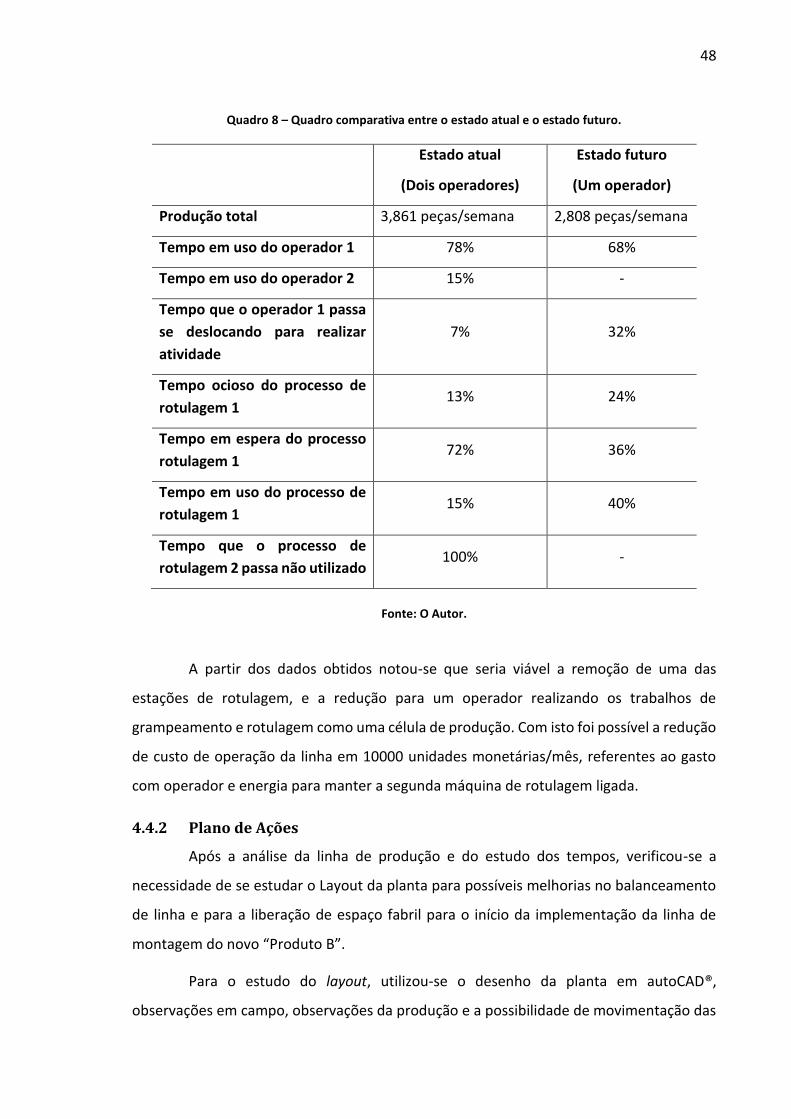
Quadro 8 – Quadro comparativa entre o estado atual e o estado futuro.
Estado atual
(Dois operadores)
Estado futuro
(Um operador)
Produção total 3,861 peças/semana 2,808 peças/semana
Tempo em uso do operador 1 78% 68%
Tempo em uso do operador 2 15% -
Tempo que o operador 1 passa
se deslocando para realizar
atividade
7% 32%
Tempo ocioso do processo de
rotulagem 1 13% 24%
Tempo em espera do processo
rotulagem 1 72% 36%
Tempo em uso do processo de
rotulagem 1 15% 40%
Tempo que o processo de
rotulagem 2 passa não utilizado 100% -
Fonte: O Autor.
A partir dos dados obtidos notou-se que seria viável a remoção de uma das
estações de rotulagem, e a redução para um operador realizando os trabalhos de
grampeamento e rotulagem como uma célula de produção. Com isto foi possível a redução
de custo de operação da linha em 10000 unidades monetárias/mês, referentes ao gasto
com operador e energia para manter a segunda máquina de rotulagem ligada.
4.4.2 Plano de Ações
Após a análise da linha de produção e do estudo dos tempos, verificou-se a
necessidade de se estudar o Layout da planta para possíveis melhorias no balanceamento
de linha e para a liberação de espaço fabril para o início da implementação da linha de
o tage do ovo P oduto B .
Para o estudo do layout, utilizou-se o desenho da planta em autoCAD®,
observações em campo, observações da produção e a possibilidade de movimentação das
49
máquinas e também de conversas com os funcionários e com o líder de produção do
P oduto A . Desta forma foi possível identificar quais máquinas poderiam ser movidas
com menor custo e quais deveriam, preferencialmente, manter na mesma posição. Com
isto foi possível identificar três maneiras diferentes de se realocar as máquinas a fim de
atingir os objetivos solicitados pela empresa.
O principal fator de separação entre as abordagens de alteração de layout foi o
custo, e, portanto, foram organizados em forma crescente, do leve para o agressivo. Todas
as sugestões foram trabalhadas de forma a otimizar e auxiliar no balanceamento da linha.
Observou-se que no estado atual, havia uma grande distância entre as estações, o que
acarretava em movimentação desnecessária de operadores e produtos entre as operações.
Verificou-se também que existiam máquinas em excesso na linha, que poderiam ser
removidas. O espaço livre total na linha no estado atual era de 50 m2, conforme mostra a
Figura 10.

50
Figura 10 – Imagem da planta no estado atual, as áreas em azul tracejadas demonstram o espaço livre na planta.
Fonte: o autor
51
4.4.2.1 Estado Futuro – Custo Baixo – Opção 1
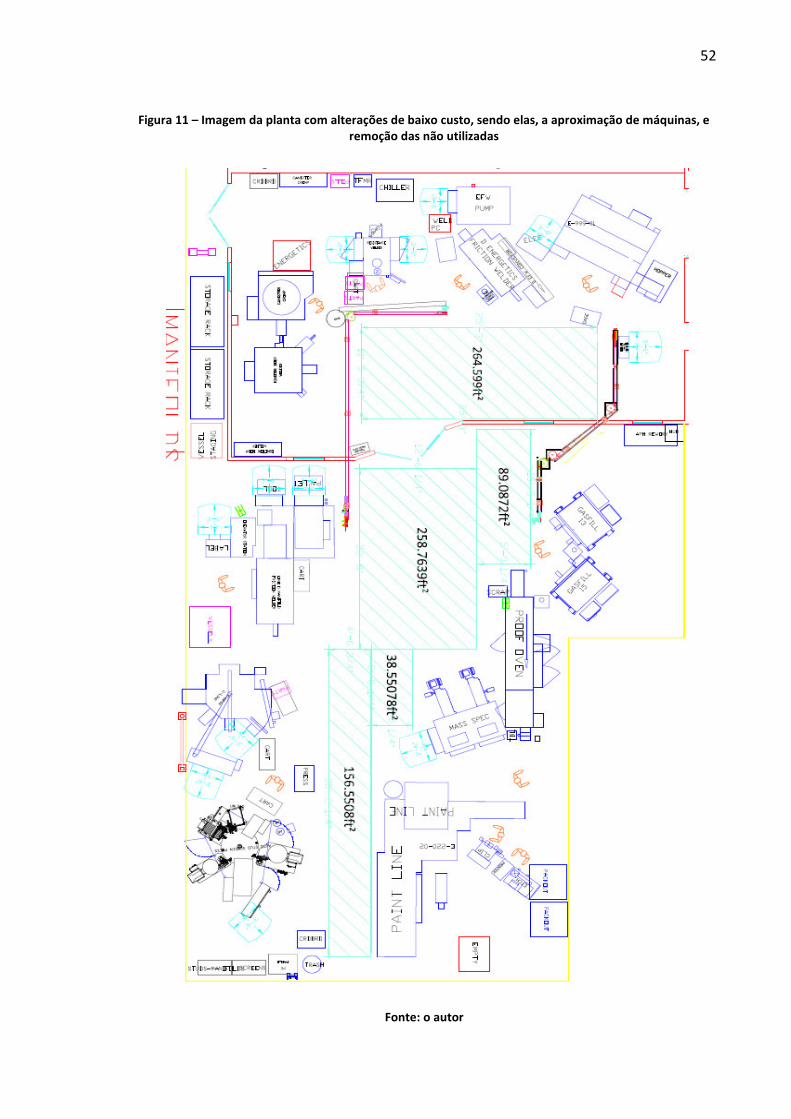
Na primeira sugestão de layout considerada propôs-se a movimentação de apenas
máquinas leves, com baixo custo de movimentação, e foram removidas as máquinas em
excesso na linha de produção. Nesta opção a movimentação de operadores e WIP foi
reduzida, diminuindo, com isso, o desperdício por movimento desnecessário. Desta
maneira seria possível aumentar o espaço fabril em 26,55 m2, ficando o espaço da linha
dividido ao meio, conforme mostra a Figura 11.
52
Figura 11 – Imagem da planta com alterações de baixo custo, sendo elas, a aproximação de máquinas, e remoção das não utilizadas
Fonte: o autor
53
4.4.2.2 Estado Futuro – Custo Médio – Opção 2
A segunda proposta de layout continha alterações com custo médio. Neste caso
havia a formação de células de produção das operações de solda 1 e solda 2, caracterizadas
como operações automáticas, que necessitavam apenas que o operador alimentasse as
máquinas com matéria prima, abrindo a possibilidade de se produzir no mesmo turno e
com apenas um funcionário. Consequentemente haveria redução no custo de produção de
5000 unidades monetárias referentes ao salário de um operador e a não estocagem de
material entre as duas etapas.
O ponto negativo de tais mudanças era um médio investimento na movimentação
das máquinas e na compra de uma esteira nova. Com essa proposta seria possível liberar
14,36 m2 de espaço fabril, concentrado no canto inferior direito da planta, conforme
mostra a Figura 12.

54
Figura 12 – Imagem da planta com alterações de médio custo, sendo elas, a formação de células de produção, remoção de máquinas não utilizadas e espaço concentrado em um único local.
Fonte: o autor
55
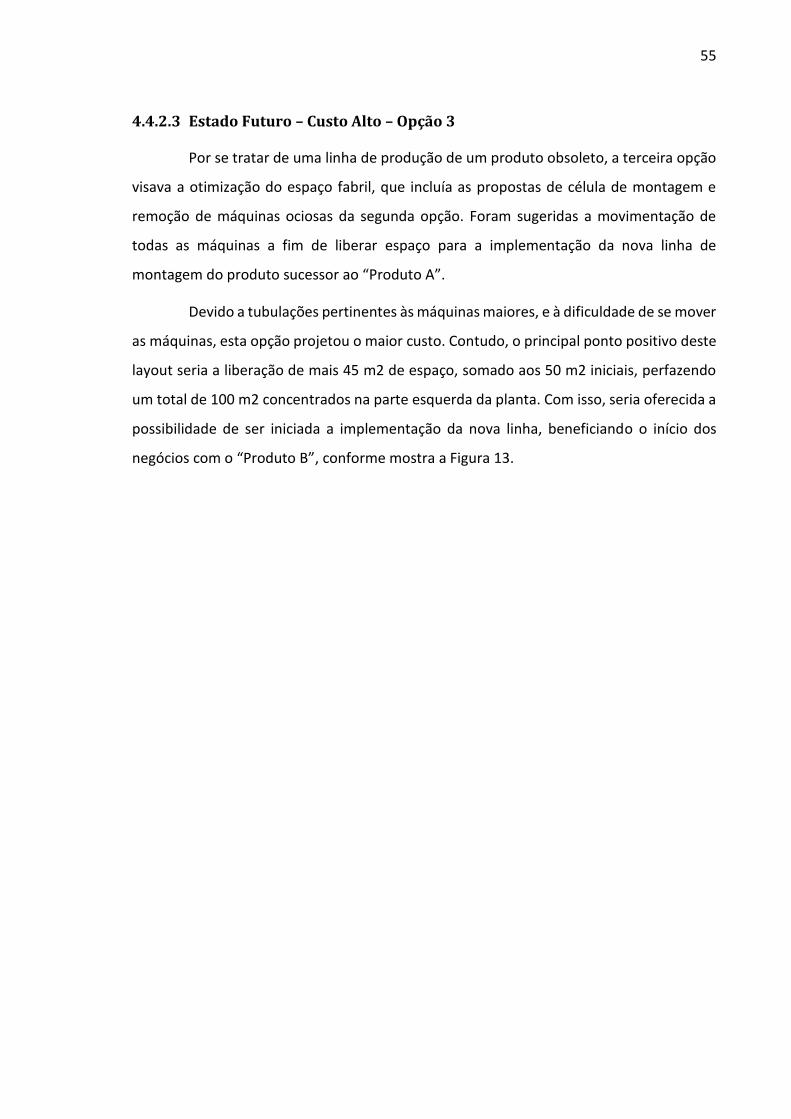
4.4.2.3 Estado Futuro – Custo Alto – Opção 3
Por se tratar de uma linha de produção de um produto obsoleto, a terceira opção
visava a otimização do espaço fabril, que incluía as propostas de célula de montagem e
remoção de máquinas ociosas da segunda opção. Foram sugeridas a movimentação de
todas as máquinas a fim de liberar espaço para a implementação da nova linha de
o tage do p oduto su esso ao P oduto A .
Devido a tubulações pertinentes às máquinas maiores, e à dificuldade de se mover
as máquinas, esta opção projetou o maior custo. Contudo, o principal ponto positivo deste
layout seria a liberação de mais 45 m2 de espaço, somado aos 50 m2 iniciais, perfazendo
um total de 100 m2 concentrados na parte esquerda da planta. Com isso, seria oferecida a
possibilidade de ser iniciada a implementação da nova linha, beneficiando o início dos
egó ios o o P oduto B , conforme mostra a Figura 13.
56
Figura 13 – Imagem da planta com alterações de alto custo, sendo elas, a formação de células de produção, remoção de máquinas não utilizadas e espaço concentrado em um único local.
Fonte: o autor

57
4.5 Avaliação dos Resultados
Devido ao capital reduzido para realização do projeto, pois se tratava de uma linha
de produção de um produto obsoleto, e a partir dos resultados obtidos no estudo dos
te pos e a álise da li ha de p odução do P oduto A e das opções ide tifi adas foi
possível notar pontos de possíveis melhorias no balanceamento da linha de produção.
O primeiro ponto de melhoria possível, sem necessitar alteração no layout e sem
haver custos intrínsecos à proposta, seria a redução do número de operadores, a partir da
montagem de uma célula de produção nas operações de grampeamento e rotulagem, na
qual eram utilizados dois operadores. Entretanto foi verificado que com apenas um
operador realizando ambas as operações o tempo de ciclo se assemelhava ao do processo
sucessor e, com isso, elevava o balanceamento da linha. A partir dessa melhoria, o segundo
turno se tornaria mais balanceado e eliminaria um acúmulo de WIP antes do gargalo da
produção. Com isto, foi possível reduzir em 10000 unidades monetárias o custo da
produção do P oduto A .
Realizou-se também o estudo de layout da planta para atender ao outro objetivo
de aumentar o espaço fabril, para que se iniciasse a instalação de uma nova linha de
p odução pa a o P oduto B .
Esse estudo foi realizado considerando o custo da modificação da linha e os
benefícios que essas modificações poderiam gerar, para que, com isso a empresa pudesse
definir o que seria mais vantajoso e estratégico.
A partir do estudo do layout, notou-se que com baixo orçamento, existia a
possibilidade da eliminação de alguns desperdícios de movimento entre as operações,
repercutindo na liberação de pouco espaço fabril, e na irrisória redução dos custos de
produção.
Por outro lado, com uma opção de custo médio, seria possível formar células de
produção e, como consequência, obter não só a redução de mais um operador na linha de
p odução do P oduto A , o o ta é li e a ais espaço fa il pa a se i i ia a
instalação da nova linha de produção, conseguindo, como consequência, a redução de
custo em 5000 unidades monetárias.

58
Na alteração de layout de alto custo, apesar de manter a redução obtida na
alteração de médio custo e liberar mais espaço fabril, seriam movimentadas máquinas
como forno e pintura que utilizam grandes tubulações que as conectam com entradas e
saídas de líquidos e gases, e isso tornaria tal alteração de layout inviável quando se
considerava a eficácia das alterações.

59
5 CONCLUSÃO
A execução do trabalho aqui descrito possibilitou a absorção dos conceitos
ap e didos o t ei a e to Lean Summer Program pois pe itiu ue o alu o se i se isse
como um participante ativo no contexto do caso selecionado e usasse os conceitos e
ferramentas do Lean, dentro dos pressupostos da metodologia pesquisa-ação, para a
resolução do problema real enfrentado pela empresa.
A partir dos resultados obtidos no trabalho, foi possível verificar que a aplicação
dos conceitos da manufatura enxuta para a obtenção do balanceamento da linha de
produção com uso da simulação foi bem-sucedida e foi possível a definição de um estado
futuro com menos desperdícios, partindo do entendimento e modelagem do estado atual
e identificação das suas falhas.
Pôde-se perceber que o desbalanceamento de linha foi agravado principalmente
após a drástica redução da demanda e que havia a possibilidade de se realizar o
balanceamento de linha apenas rearranjando operadores e máquinas, tendo por
consequência um menor custo de implementação do trabalho. Notou-se que os maiores
desperdícios estavam relacionados ao excesso de máquinas e sua má distribuição no
espaço, e também pelo excesso de funcionários. Dado que foi possível, através da
modificação do layout e estudo dos tempos, reduzir em 2 (dois) operadores e permitindo
assim menos gastos com a linha.
As três opções identificadas no trabalho foram apresentadas à empresa, com uso
do modelo de simulação construído, assim como os resultados esperados de cada uma
delas. Como a decisão da opção a ser implementada requeria aprovação orçamentária, a
empresa levou os três cenários para apresentação e aprovação internas.
Durante a apresentação para a empresa das opções avaliadas e, bem como, dos
resultados potenciais projetados, foi recomendado o acompanhamento da opção que fosse
selecionada de forma a realizar a frequente avaliação e manutenção do balanceamento da
linha de produção em função da demanda real de produção, para que ela não se perca ao
longo do tempo. Essa disciplina visa maximizar o investimento realizado pela empresa na
adequação das linhas, mantendo seu benefício sempre presente.

60
Em suma, o projeto foi considerado bem-sucedido posto que apresentou potencial
de redução de gastos com operadores e energia de 15000 unidades monetárias por mês,
sem considerar outras possibilidades de reduções com diminuição de inventário entre os
processos e maior balanceamento da linha de produção, o que elevaria o potencial de
redução de custos a partir do balanceamento da linha de produção e alteração de layout.

61
REFERÊNCIAS BIBLIOGRÁFICAS
ALMEIDA, C. A. 2007. Implantação da manufatura enxuta em uma célula de produção.
Trabalho de Conclusão de Curso - Engenharia de Produção e Sistemas - Universidade do
Estado de Santa Catarina, UDESC. Joinvile, SC, 2007.
BEVILACQUA, M., CIARAPICA, F.E., DESANCTIS, I., MAZZUTO, G., PACIAROTTI, C. 2015. A
Changeover Time Reduction through an integration of lean practices: a case study from
pharmaceutical sector. Assembly Automation. 2015, v.35, n.1.
CARNEIRO, L. O. 2012. Aplicação da metodologia lean para redução de setup no processo
produtivo de resinas poliméricas. Monografia apresentada ao curso de graduação em
Engenharia Química da Escola de Engenharia de Lorena, EEL, Universidade de São Paulo.
2012.
CORRÊA, H.L., CORRÊA, C.A. 2010. Administração da produção e operações, manufatura e
serviços: uma abordagem estratégica da produção e operações. 2.ed. São Paulo: Editora
Atlas, 2010.
CORREA, O. G., MERGULHAO, R. C., ROSSETTI,N., MEIRELLES, J. L. F. 2012. Investigação
empírica da aplicação do dmaic na redução do tempo de setup em uma empresa
manufatureira. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO. 32., 2012,
Bento Gonçalves.
DALFORNO, A.J., PEREIRA, F.A., FORCELLINI, F.A., KIPPER, L.M. 2014. Value Stream
Mapping: a study about the problems and challenges found in the literature from the past
15 years about application of Lean tools. The International Journal of Advanced
Manufacturing Technology. 2014, v.72, n. 5-8.
DEMARTINI, F. J., ANJOS, F. E. V. D., SANTOS, A. R. D. 2011. Redução dos tempos de set-
up através dos conceitos de single minute exchange die (smed). in: ENCONTRO NACIONAL
DE ENGENHARIA DE PRODUÇÃO, 31., Belo Horizonte, MG. 2011.
DEMBOGURSKI, R. A., OLIVEIRA, M. D., NEUMANN, C. 2008. Balanceamento da Linha de
Produção. Encontro Nacional de Engenharia de Produção., Rio de Janeiro, 2008, v.28.
62
ELMOSELHY, S. A. M. 2013. Hybrid lean–agile manufacturing system technical, in
automotive sector. Journal of Manufacturing Systems. 2013.
GORI, R. M. 2012. O balanceamento de uma linha de montagem seguindo a abordagem do
lean manufaturing. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 32. Bento
Gonçalves, RS, 2012.
GUIMARÃES, L. S., MEDEIROS, H. S., SANTANA, A. F. B., PEREIRA, M. S. 2015. Redução de
custos no processo produtivo com a utilização do ABC e Ferramentas Lean: estudo de caso
em uma indústria de componentes de refrigeração. GEPROS. 10, 2015, v.10, n.1.
GUPTA, S., JAIN,S. K. 2013. An application of 5S concept to organize the workplace at a
scientific instruments manufacturing company. International Journal of Lean Six Sigma.
2013, v.6, n.1.
LIMA, M. R., MENDES, M. R., PAULISTA, P. H. 2015. Kanban, o sistema japonês que se
globalizou. Itajubá: FEPI, 2015.
MARIANI, A. A. 2014. Sistema kanban: Sua utilização em uma fábrica de ração comercial,
visando a redução de custos por meio de organização e controle de estoques. Trabalho de
conclusão de curso em engenharia de produção. Universidade Tecnológica Federal do
Paraná, Pato Branco, 2014.
MARTINS, P., LAUGENI, F. 2005. Administração da produção, 2.ed. São Paulo : Editora
Saraiva, 2005.
MELTON, P. M. 2005. The benefits of lean manufacturing: What lean thinking has. Chemical
Engineering Research and Design. 2005.
MORTIMER, A. 2006. A lean route to manufacturing survival. Journal Assembly Automatio.
Manchester, 2006, v.26, n.4, p. 265-272.
MÜLLER, M. C., DALBERTO, R., REBELATTO, T., BOTASSOLI, G. T., FURTADO, J. C. 2015.
Simulação computacional discreta em uma linha de produção de alimentos embutidos.
Revista depto. de Química e Física, do depto. de Engenharia, Arquitetura e Ciências agrárias
e do Mestrado em Tecnologia ambiental. 2015, v.19, n.2.

63
NORMAN, A., FUGIHARA, M. K. 2009. Aplicações da tecnologia ProModel no Brasi:
Segmentos que mais utilizam & abrangência do uso. [Document] XLI SBPO, Brasil : Belge
Engenharia, 2009.
OHNO, T. 1997. O sistema Toyota de produção: além da produção em larga escala. Porto
Alegre: Editora Bookman, 1997.
OLIVEIRA, F. S., FILHO, A. A., SILVA, A. Q. 2015. Mapeamento do fluxo de valor: Uma
revisão e classificação da literatura em publicações nacionais. In: ENCONTRO NACIONAL DE
ENGENHARIA DE PRODUCAO. 35., 2015, Fortaleza.
OLIVEIRA, R. S. S., LIMA, K. L. S., NETO, T. P. S., SANTOS, F. F. 2015. Proposta aplicação da
metodologia 5S: Um estudo de caso em uma empresa de manutenção de motocicletas no
cariri paraibano. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO. 35., 2015,
Fortaleza.
ROTHER, M., SHOOK, J. 2003. Aprendendo a Enxergar. São Paulo, SP : Lean Institute Brasil,
2003.
SAHOO, A.K., SINGH, N.K., SHANKAR, R., TIEARI, M.K. 2010. Lean philosofy:
implementation in a forging company. International Journal of Advance Manufacturing
Technology. Universidade Metodista de Piracicaba, Santa Barbara do Oeste, 2010.
SANTOS, E.F. 2010. Proposta de uma metodologia de análise de riscos ergonômicos
utilizando as práticas do Lean Six Sigma. Tese (Doutorado em Engenharia de Produção) -
Universidade Metodista de Piracicaba, Santa Barbara do Oeste. 2010.
SCHNEIDER, U., FRIEDLI, T., BASU, P., WERANI, J. 2015. Operational excellence in practice
– the application of a takt-time analysis in pharmaceutical manufacturing. Journal of
Pharmaceutical Innovation. 2015, v.10, n. 2, p 99-108.
SHAH, R., WARD, P. T. 2003. Lean manufacturing: context, practice bundles and
performance. Journal of Operations Management. 2003, v. 21, n. 2.
SHINGO, S. 1996. O sistema Toyota de produção do ponto de vista da engenharia de
produção. 2.ed. Porto Alegre: Editora Bookman, 1996.
64
SIGARI, S., CLARK, R. 2013. Applying lean thinking to improve the production process of a
traditional medium-size british manufacturing company. International Journal of
Information and Operations Management Education. 2013, v.5, n. 2.
SILVA, L., PORTO, E. 2008. O balanceamento do fluxo produtivo à luz da toc: caso prático
no processo de montagem de calçados autoclavados. XXVIII ENCONTRO NACIONAL DE
ENGENHARIA DE PRODUÇÃO, Rio de Janeiro, RJ. 2008.
SLACK, N., CHAMBERS, S., JOHNSTON, R. 2009. Administração da produção. 3.ed. São
Paulo: Editora Atlas, 2009.
SOARES, R. E. T. M., SIKILERO, C. B. 2010. Analise dos desperdícios no processo produtivo:
um estudo de caso de um fabricante de chapas MDF. In: ENCONTRO NACIONAL DE
ENGENHARIA DE PRODUÇÃO, 30., São Carlos, SP. 2010.
TAPPING, D., LUYSTER, T., SHUKER, T. 2002. Value stream management: eight steps to
planning and sustaining lean improvements. New York : Productivity Press, 2002.
TRIPP, D. 2005. Pesquisa-ação: uma introdução metodológica. Revista Educação e
Pesquisa. São Paulo, 2005, Vols. v.31, n.3, p. 443-466.
TUBINO, D. F. 2007. Planejamento e Controle da Produção. São Paulo : Editora Atlas, 2007.
TURRIONI, J. B., MELLO, C. H. P. 2012. Metodologia de pesquisa em engenharia de
produção. Trabalho de conclusão de Curso. Programa de pós-graduação em Engenharia de
Produção Curso e Especialização em Qualidade & Produtividade, Universidade Federal de
Itajuba – UNIFEI. 2012.
TYAGI, S. K. 2015. Lean thinking for lead-time reduction and efficient knowledge creation
in product development domain. Wayne State University. 2015.
WERKEMA, C. 2011. Lean seis sigma: introdução às ferramentas do lean, 2. ed. Rio de
Janeiro: Editora Elsevier, 2011.
WOMACK, J.P. 2004. A mentalidade enxuta nas empresas, 4a. Edição. Rio de Janeiro:
Editora Campus, 2004.