um procedimento alternativo para identificaÇÃo ... · cp corpo de prova e módulo de elasticidade...
TRANSCRIPT

PROGRAMA FRANCISCO EDUARDO MOURÃO SABOYA DE
PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
ESCOLA DE ENGENHARIA
UNIVERSIDADE FEDERAL FLUMINENSE
Dissertação de Mestrado
UM PROCEDIMENTO ALTERNATIVO PARA
IDENTIFICAÇÃO EXPERIMENTAL DE
PROPRIEDADES PARA MATERIAIS ELASTO
VISCOPLASTICOS.
VICTOR BARBOSA DE SOUZA
FEVEREIRO DE 2015

VICTOR BARBOSA DE SOUZA
UM PROCEDIMENTO ALTERNATIVO PARA
IDENTIFICAÇÃO EXPERIMENTAL DE PROPRIEDADES PARA MATERIAIS ELASTO VISCOPLASTICOS
Dissertação de Mestrado apresentada
ao Programa Francisco Eduardo
Mourão Saboya de Pós-Graduação em
Engenharia Mecânica da UFF como
parte dos requisitos para a obtenção
do título de Mestre em Ciências em
Engenharia Mecânica.
Orientador: Prof. Heraldo Silva da Costa Mattos (D.Sc/UFF)
UNIVERSIDADE FEDERAL FLUMINENSE
NITERÓI, 27 DE FEVEREIRO DE 2015

UM PROCEDIMENTO ALTERNATIVO PARA IDENTIFICAÇÃO EXPERIMENTAL DE PROPRIEDADES
PARA MATERIAIS ELASTO VISCOPLASTICOS.
Victor Barbosa de Souza
Esta Dissertação foi Julgada Adequada para a Obtenção do Título de:
MESTRE EM ENGENHARIA MECÂNICA
Área de Concentração: Mecânica dos Sólidos
Esta Dissertação foi aprovada em sua Forma Final
Pela Comissão de Exame composta pelos Professores:
_______________________________________
Prof.° Heraldo Silva Da Costa Mattos (D.Sc) Universidade Federal Fluminense
(Orientador)
_______________________________________ Prof.° João Marciano Laredo dos Reis (Ph.D)
Universidade Federal Fluminense
_______________________________________ Prof. Pedro Manuel Calas Lopes Pacheco (D.Sc)
Centro Federal de Educação Tecnológica Celso Suckow da Fonseca - CEFET
Niterói, RJ - BRASIL 27 de Fevereiro de Janeiro 2015

Dedico à minha querida família.

AGRADECIMENTOS
Em primeiro lugar, agradeço a Deus por ter me fortalecido nas dificuldades
e ter estado comigo a todo instante.
Ao Professor Heraldo da Costa Mattos, pela orientação, estimulo e apoio
dado durante o curso de Mestrado e para a realização das pesquisas e
trabalho.
Ao Professor João Marciano Laredo Reis, pela apoio e estimulo durante o
curso de Mestrado.
Aos Meus Pais, Adriana e Edimaldo por todo apoio e incentivo durante
essa caminhada.
A Sabrina por todo amor, dedicação, carinho e compreensão dedicado a
mim nesse periodo.
Aos meus amigos Niander e Thiara, por todo apoio carinho e ajuda que me
foi dado durante essa caminhada.
A minha amiga e Professora D.Sc Amanda Camerini por todo apoio,
compreensão ao longo dessa jornada.
Ao Professor Paulo Feliciano, por todo apoio e dedicação ao longo dessa
caminhada.
As amizades que conquistei durante o mestrado e me apoiaram nessa
caminhada – Laryssa, Pablo, Vanessa, Jesus, Clovis, Humberto.
A CAPES, pelo suporte financeiro.

RESUMO
Este trabalho consiste no desenvolvimento de uma análise experimental para
identificação das propriedades inelásticas de materiais submetidos à cargas
cíclicas. É proposto um procedimento alternativo para identificação
experimental de propriedades associadas à viscosidade para materiais elasto
viscoplasticos usando-se o modelo de Lemaitre-Chaboche, Todos os
parâmetros podem ser obtidos através de um único teste de tração com
velocidade variável. Metais e ligas geralmente apresentam comportamento
elasto-viscoplástico em temperaturas acima de 1/3 da temperatura absoluta de
fusão. Para facilitar a analise experimental proposta no trabalho foram
utilizados os aços inoxidáveis 304 e 316L. Os Aços 304 e 316L, apresentam
comportamento elasto-viscoplástico em temperatura ambiente, diferentemente
de outros metais e ligas que precisam ser trabalhados em temperaturas altas.
Os aços inoxidáveis são aplicados principalmente em projetos de tubulações
de transporte de fluidos na indústria petrolífera, Química, Nuclear, e na
indústria alimentícia.
Palavra Chave: Viscoplasticidade, Aços Austeníticos, identificação de
parâmetros.

ABSTRACT
The present work aims at proposing an alternative experimental technique to
identify materials parameters of elasto-viscoplastic materials. The classic
Lemaitre-Chaboche model is adopted in the analysis. All parameters associated
to the viscous behaviour can be obtained from only one tensile test with varying
strain rate. Metals and alloys generally present viscoplastic behavior above 1/3
of the absolute melting temperature. In order to make the experimental
procedures easier in this study, 316 L and 304 L stainless steels since they
present elasto viscoplastic behaviour even at room temperature. Stainless
steels are often used in pipelines conveying liquids in the oil, Chemical and
nuclear industries, for instance.
Keyword: Viscoplasticity, Austenitic Steels, Parameter identification.
LISTA DE ABREVIATURAS
rσ Tensão Real
ε Deformação
*V Variável
TSu Tensão De Ruptura a Tração (Limite de Resistência a Tração)
θ Temperatura
eε Deformação Elástica
pε Deformação Plática
yσ Tensão Limite de Escoamento
pδ Deslocamento Permanente
ETσ Tensão Limite de Escoamento (Elástico) a Tração
ECσ Tensão Limite de Escoamento (Elástico) a Compressão
Fθ Temperatura de Fusão
ε& Deformação Prescrita
màxσ Tensão Máxima
mínσ Tensão Mínima
máxL∆ Alongamento Máximo
mínL∆ Alongamento Mínimo
δ Deslocamento
p Deformação Plástica Acumulada
A Seção Transversal
ASTM American Society For Testing And Materiais
CP Corpo de prova
E Módulo de Elasticidade
EDS Espectro de Dispersão de Energia
Fmáx Força Máxima
Fmín Força Mínima
L Comprimento Útil
X Endurecimento Cinemático
W Trabalho por Unidade de Volume
Y Endurecimento Isotrópico
EL Segmento Elástico
σ∆ Amplitude de Tensão
ε∆ Amplitude de deformação
pε∆ Amplitude de Deformação Plástica
Sg Variável condicional ( 1± )
a Coeficiente de Plasticidade
b Coeficiente de Plasticidade
v1 Coeficiente de Plasticidade
v2 Coeficiente de Plasticidade
MTS Sistema de testes de Materiais
LEM Laboratório de Ensaios Mecânicos
L0 Comprimento Inicial
LF Comprimento Final
HR Dureza Rockwell
t Tempo
T Tempo por um Ciclo completo
FT Força Máxima no Ensaio de Tração
Fc Força Máxima no Ensaio Cíclico
1yσ Tensão de Escoamento no Ciclo Inicial
2yσ Tensão de Escoamento no Ciclo Estabilizado
1etσ Limite de Elasticidade a Tração no Ciclo Inicial
2etσ Limite de Elasticidade a Tração no Ciclo Estabilizado
1ecσ Limite de Elasticidade a Compressão no Ciclo Inicial
2ecσ Limite de Elasticidade a Compressão no Ciclo Estabilizado

LISTA DE ILUSTRAÇÕES Figura 1: Corpos de Prova para ensaios de tração. [18] ............................................. 21
Figura 2: Área de Secção Tranversal .......................................................................... 23
Figura 3: Gráfico tensão X deformação [18] ................................................................ 26
Figura 4: Determinação de E para materiais com pequena zona Elástica [6] .............. 28
Figura 5: Limite de Johnson [18] ................................................................................. 29
Figura 6: Limite de Johnson [18] ................................................................................. 29
Figura 7: Determinação do Limite de Johnson[18] ...................................................... 30
Figura 8: Determinação do Limite de Johnson [18] ..................................................... 30
Figura 9: Determinação do Limite de Johnson [18] ..................................................... 31
Figura 10: Elasticidade - Carga e Descarga na Região Elastica [14] .......................... 32
Figura 11: Variação do Módulo de Elasticidade E com a Temperatura [6] .................. 33
Figura 12: Plasticidade - Carga e Descarga na Região Plástica [6] ............................ 34
Figura 13: Definição do Limite de Escoamento [6] ...................................................... 35
Figura 14: Tensão Limite de escoamento à tração e à compressão para um CP
qualquer (a) e um CP "virgem" (b) [6] ......................................................................... 36
Figura 15: Viscosidade - Influência da taxa de carregamento na curva tensão X
deformação[8] ............................................................................................................. 37
Figura 16: Carregamentos prescritos [6] ..................................................................... 38
Figura 17: Diferença entre as curvas tensão X deslocamento e tensão X deformação39
Figura 18: Endurecimento. Variação da Tensão limite de Escoamento com
Plastificação [15] ......................................................................................................... 43
Figura 19: Leis de endurecimento Cinemático: a) Drucker; b) Shield e Ziegler. .......... 44
Figura 20: Definição das Variáveis X e Y[6] ................................................................ 45
Figura 21: Amolecimento Cíclico - Amplitude de deformação prescrita.[14] ................ 47
Figura 22: Endurecimento cíclico - Amplitude de tensão prescrita[14] ........................ 47
Figura 23: Comparação entre Endurecimento e Amolecimento Cíclico ....................... 48
Figura 24: Adaptação Elástica [14] ............................................................................. 49
Figura 25: Acomodação Plástica [14] .......................................................................... 49
Figura 26: Efeito Bauschinger [25] .............................................................................. 50
Figura 27: Variação da Tensão limite de escoamento a cada ciclo para uma mesma
deformação plástica [25] ............................................................................................. 51
Figura 28: Curva Tensão X Deformação Plástica Acumulada Associada.[8] ............... 53

Figura 29: Curva Típica da Evolução da Variável de Endurecimento Isotrópico em
função da deformação plástica acumulada num ensaio qualquer a temperatura
constante.[8] ............................................................................................................... 53
Figura 30: Curva típica da evolução da variável de endurecimento cinemático em
função da deformação plástica num ensaio monótono à temperatura constante.[14] . 54
Figura 31: O aparecimento do Efeito Ratchetting no ensaio cíclico com tensão
prescrita.[11] ............................................................................................................... 55
Figura 32: Identificação Experimental do Termo Viscoso ............................................ 66
Figura 33: Identificação dos parametros K e N .......................................................... 67
Figura 34: Determinação Experimental de pE ........................................................... 68
Figura 35: Especificações da Norma ASTM E606 para o corpo de prova ................... 70
Figura 36: Geometria dos Corpos de Provas Utilizados .............................................. 70
Figura 37: Ensaio de Tração com Várias Velocidades ................................................ 72
Figura 38: Curva Tensão X Deformação Plástica ....................................................... 74
Figura 39: Identificação das variações das tensões .................................................... 75
Figura 40: Aço AISI 304. Curva Tensão X Deformação Associada ao Ensaio ............ 76
Figura 41: Aço AISI 304. Curva Tensão X Deformação Plástica Associada ................ 77
Figura 42: Curva Tensão X Deformação. Ensaio de Tração com velocidades Variáveis.
Aço AISI 304 ............................................................................................................... 77
Figura 43: Comparação das curvas Tensão X deformação teórica (elasto-viscoplástica)
e experimental. Ensaio de tração com velocidades variáveis. Aço AISI 304. .............. 78
Figura 44: Tensão X deformação. Ensaio de tração com velocidades variáveis. Aço
AISI 304. ..................................................................................................................... 78
Figura 45: Comparação das curvas Tensão X deformação teórica (elasto-viscoplástica)
e experimental. Ensaio de tração com velocidades variáveis ...................................... 79
Figura 46: Identificação de K e N a partir da curva Logarítmica ................................. 80
Figura 47: Tensão X deformação. Ensaios de tração com velocidades variáveis Aço
AISI 316 L e AISI 304 ................................................................................................. 81
Figura 48: Efeito Rachetting - Curva Tensão (GPa) X Deformação (mm) ................... 83
Figura 49: Curva tensão (GPa) X deformação (mm) Estabilizada no Primeiro Ciclo ... 83


LISTA DE TABELAS
Tabela 1: Razão de desproporcionalidade entre o módulo de elasticidade e
temperatura ................................................................................................................ 27
Tabela 2: Composição Química – 304/304L ............................................................... 60
Tabela 3: Propriedades Mecânicas – 304/316L .......................................................... 61
Tabela 4: Acessórios da Máquina Shimadzu .............................................................. 71

SUMÁRIO
RESUMO iii
ABSTRACT iv
LISTA DE ABREVIATURAS v
LISTA DE ILUSTRAÇÕES vii
LISTA DE TABELAS xi
LISTA DE APÊNDICES xii
LISTA DE ANEXOS xiii
I – INTRODUÇÃO 1
1.1 OBJETIVO
1.2 OBJETIVOS ESPECÍFICOS
1
1.3 JUSTIFICATIVA 2
II – REVISÃO BIBLIOGRÁFICA
2.1. ENSAIO UNIAXIAL
3
2 1.1 ENSAIO CÍCLICO COM TENSÃO PRESCRITA 6
2.1.2 ENSAIO CÍCLICO COM DEFORMAÇÃO PRESCRITA
2.1.3 ENSAIO DE CARGA DESCARGA
9

2.2 VISCOPLASTICIDADE
2.2.1FENÔMENOS QUE OCORREM DURANTE ENSAIOS CÍCLICOS
2.2.2 ENDURECIMENTO CINEMÁTICO
2.2.3 ENDURECIMENTO ISOTRÓPICO
2.2.4 EFEITO DE BAUSCHINGER
2.2.5 FENÔMENO DE AMOLECIMENTO CÍCLICO
2.2.6 FENÔMENO DE FLUÊNCIA PROGRESSIVA OU RATCHETING.
2.3 AÇO INOX
2.3.1 APLICAÇÕES E UTILIZAÇÃO
2.3.2 PROPRIEDADES MECÂNICAS
2.3.3 COMPOSIÇÃO QUÍMICA
2.3.4 NORMA DOS AÇOS INOXIDÁVEIS
III – MATERIAIS E METODOS
IV – RESULTADOS
V – CONCLUSÃO
VI – REFERENCIAS BIBLIOGRÁFICA
15

CAPÍTULO I
1. INTRODUÇÃO
Com o avanço tecnológico e com projetos mecânicos cada vez mais
desafiadores aos engenheiros, faz-se necessário um conhecimento mais
aprofundado das equações que regem o comportamento do material que será
utilizado em determinada aplicação. [1][2]
Tais situações ficam evidentes nas indústrias nuclear, petroquímica e
aeroespacial, nas quais é necessária uma abordagem mais aprofundada, no
que tange o comportamento do material. Para projetos de estrutura metálicas
com solicitações mecânicas extremas é fundamental considerar o
comportamento inelástico do material. O comportamento dos metais e ligas
metálicas geralmente são regidos por dois tipos de comportamentos a serem
considerados: a elasto-plasticidade ou plasticidade independente de taxas e a
elastoviscoplasticidade ou plasticidade dependente de taxas.
O comportamento elasto-plástico é adequado para modelar a maioria dos
metais e ligas metálicas a temperatura ambiente. O comportamento elasto-
viscoplástico é adequado para metais e ligas a temperaturas superiores a 1/3
da temperatura absoluta a de fusão ou para aços austeníticos a temperatura
ambiente. [5]

Aço inoxidável é o nome dado à família de aços resistentes à corrosão e ao
calor contendo no mínimo 10,5% de cromo. Enquanto há uma variedade de
aços carbono estrutural e de engenharia atendendo a diferentes requisitos de
resistência mecânica, soldabilidade e tenacidade há também uma grande
variedade de aços inoxidáveis com níveis progressivamente maiores de
resistência à corrosão e resistência mecânica. Isso é resultado da adição
controlada de elementos de liga, cada um deles originando atributos
específicos com relação à resistência mecânica e possibilidade de resistir a
diferentes meios ambientes. Os tipos de aço inoxidável podem ser classificados
em cinco famílias básicas: ferritico, martensitico, austenitico, dúplex e
endurecivel por precipitação. Para realização deste trabalho foram escolhidos
os aços austenitico 304 L e 316 L, que têm uma grande capacidade de resistiva
a ambientes corrosivos e com excelentes propriedades mecânicas. Tal aço é
aplicado em equipamentos da indústria aeronáutica, ferroviária, naval, química,
petroquímica, têxtil, hospital, cirúrgica, mineração, alimentícia e laticínio,
siderúrgica, refinarias, na fabricação de tubos e vasos de pressão e destilaria
de álcool. Além disso, os Aços 304 e 316L, apresentam comportamento elasto-
viscoplástico a temperatura ambiente, diferentemente de outros metais e ligas
que precisam ser trabalhados em temperaturas altas. Isso facilitou muito o
trabalho experimental realizado, uma vez que a metodologia proposta é válida
para qualquer tipo de material que apresente comportamento viscoplástico.
Independentemente da sua temperatura.
1.2 - OBJETIVOS
O principal objetivo desse trabalho é Identificar as propriedades que
caracterizam a viscosidade em materiais elasto-viscoplásticos através de um
procedimento alternativo, usando um único ensaio monótono de tração com
velocidades variáveis. Qualquer máquina eletromecânica pode ser usada
nesse tipo de procedimento, reduzindo custos e reduzindo tempo em
laboratório.
1.3 – OBJETIVOS ESPECÍFICOS
� Confeccionar os corpos de provas de aço Inox 304 e 316 L
� Realizar ensaios uniaxiais
� Realizar ensaio carga e descarga
� Identificar os coeficientes associados à viscoplasticidade.
1.4 JUSTIFICATIVA
A principal justificativa para esse trabalho é que a maioria das normas
para projeto de estruturas metálicas ainda se restringe ao regime elástico.
Mas em muitas aplicações nas indústrias e em componentes mecânicos
que operem em altas temperaturas, e projetos desafiadores que envolvam
grandes solicitações mecânicas, uma análise mais adequada facilita uma
previsão mais adequada da vida útil, logo tal previsão permitiria ao
engenheiro a diminuição dos coeficientes de seguranças adotados, logo se
conseguiria uma otimização da estrutura.
Apesar de já existirem programas comerciais de elementos finitos com
as equações elasto-viscoplásticas mais clássicas, A dificuldade na
identificação experimental dos parâmetros materiais envolvidos tem sido
um fato impeditivo para uma maior popularização do uso dessas teorias em
problemas práticos de engenharia. Ema particular o estudo se restringirá às
clássicas equações de Lemaitre e Chaboche [15]

CAPÍTULO II
2. ENSAIO UNIAXIAL
A determinação das propriedades mecânicas de um material metálico é
realizada por meios de vários ensaios. Geralmente esses ensaios são
destrutivos, pois promovem a ruptura ou inutilização do material. Existem ainda
ensaios chamados não destrutivos, utilizados para determinação de algumas
propriedades físicas do metal, bem como para determinar falhas internas do
mesmo. [18]
Os ensaios destrutivos englobam os ensaios de tração, dobramento,
flexão, torção, fadiga, impacto, compressão entre outros. Alguns mencionados
permitem obter dados ou elementos numéricos que podem ser utilizados no
cálculo de tensões no trabalho e no projeto de uma peça. [14]
Os ensaios são realizados com uso de equipamentos apropriados para
cada tipo de solicitação, amostras de materiais confeccionados de maneira
normalizada chamados corpos de prova. Para confecção dessas amostras se
faz necessário o uso de normas regulamentadoras, que trazem procedimentos
para cada tipo de ensaio e material.
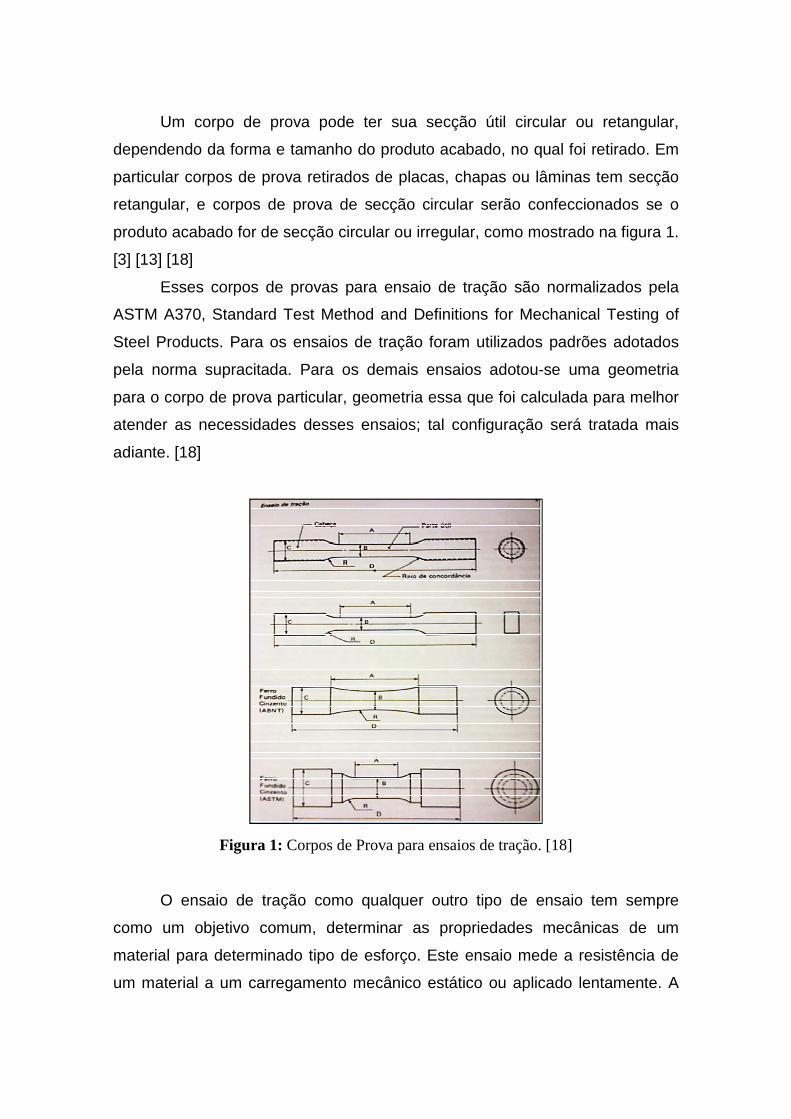
Um corpo de prova pode ter sua secção útil circular ou retangular,
dependendo da forma e tamanho do produto acabado, no qual foi retirado. Em
particular corpos de prova retirados de placas, chapas ou lâminas tem secção
retangular, e corpos de prova de secção circular serão confeccionados se o
produto acabado for de secção circular ou irregular, como mostrado na figura 1.
[3] [13] [18]
Esses corpos de provas para ensaio de tração são normalizados pela
ASTM A370, Standard Test Method and Definitions for Mechanical Testing of
Steel Products. Para os ensaios de tração foram utilizados padrões adotados
pela norma supracitada. Para os demais ensaios adotou-se uma geometria
para o corpo de prova particular, geometria essa que foi calculada para melhor
atender as necessidades desses ensaios; tal configuração será tratada mais
adiante. [18]
Figura 1: Corpos de Prova para ensaios de tração. [18]
O ensaio de tração como qualquer outro tipo de ensaio tem sempre
como um objetivo comum, determinar as propriedades mecânicas de um
material para determinado tipo de esforço. Este ensaio mede a resistência de
um material a um carregamento mecânico estático ou aplicado lentamente. A

amostra é colocada na máquina de teste e tracionada a uma velocidade
constante, e o material tende a resistir a deformação, em geral os métodos de
ensaios especificam a velocidade em torno de 1 Kgf/mm² por segundo. [18]
No ensaio de tração consegue-se determinar algumas propriedades
diretas e indiretas. As propriedades diretas são aquelas extraídas diretamente
do ensaio, com auxilio do equipamento utilizado no respectivo ensaio. As
propriedades indiretas são aquelas que são obtidas através de fórmulas que
utilizam de certa maneira algum dado direto extraído do ensaio. A precisão
desses dados é relativa. Essa precisão varia diretamente com a precisão dos
aparelhos usados durante o ensaio, ou seja, quanto maior for a precisão
desses aparelhos, maior será a precisão dos resultados diretos e indiretos
extraídos dos ensaios, entretanto, não adianta realizar os ensaios com os
aparelhos mais precisos disponíveis no mercado, se o ensaio não for
conduzido de maneira adequada, isso implica em um série de erros que
resultará no mascaramento dos resultados.[23]
Para a boa realização de qualquer tipo de ensaio mecânico ou
metalúrgico, o operador, ou técnico deve ter noção dos procedimentos e
ciência dos parâmetros pré-estabelecidos em norma. Além disso, o corpo de
prova deve ser fabricado de acordo com parâmetros pré-estabelecidos pela
norma, sendo este de material com propriedades constituintes semelhantes
aos que serão utilizados na vida real. [23]
Quando um corpo de prova metálico é submetido a um ensaio de tração,
pode-se construir um gráfico tensão-deformação, pelas medidas diretas e
indiretas da carga ou tensão e da deformação que crescem continuamente até
quase o fim do ensaio. Quando um corpo de prova é solicitado com um esforço
de intensidade, os átomos são deslocados de sua posição inicial de uma
distancia muito pequena e, assim que o esforço é retirado, os átomos voltam a
sua posição inicial, devido as forças de ligação entre os mesmos,
desaparecendo a deformação. Ao ser atingida uma certa tensão, a deformação
não é mais proporcional a tensão, com isso se tem o limite de
proporcionalidade. [18]

Limite elástico é um limite em que o material suporta uma tensão sem
sofrer deformações permanentes. Terminado a zona elástica, atinge-se a zona
plástica, onde a tensão e a deformação não são mais relacionadas por uma
simples constante de proporcionalidade e em qualquer ponto do diagrama,
havendo descarregamento do material até a tensão igual a zero, o metal fica
com uma deformação permanente ou residual, em seguida o material rompe.
2.1 Propriedades Mecânicas.
2.1.1 Tensão
Uma tensão pode ser definida como a resistência de um corpo a uma
força externa aplicada sobre ele por unidade de área, ou seja, imagina-se que
um corpo de prova com diâmetro d, e comprimento L0 e uma força de tração
normal coincidente com o seu eixo longitudinal F, portanto, através de fórmulas
deduzidas pode-se determinar de maneira direita a tensão média, tensão
média porque provém do fato da tensão não ser completamente uniforme sobre
a área, ou seja, cada elemento longitudinal na barra não sofre a mesma
deformação.
Figura 2: Área de Secção Tranversal
( ) ( ) ( )1A
tFt =σ
A unidade adotada para tensão no sistema internacional é o Pascal (1
Pa = 1 N/m2). Por tradição, a tensão é usualmente apresentada em MPa (1
MPa = 106 Pa = 1 N/mm2). Existem algumas literaturas, que trazem a variável
σ como de tensão “de engenharia”, para diferenciá-la da tensão “real” dada
pela razão entre a força aplicada e a área real da seção transversal deformada.
Neste trabalhado, a “tensão real não será abordada, pois não acrescenta
nenhuma informação importante e torna a análise desnecessariamente mais
complicada, não acrescentando qualquer informação importante. [22]
A análise a ser feita é a relação entre as histórias de força e
alongamento numa barra com geometria arbitraria solicitada axialmente. Logo
usa-se as variáveis σ e ε porque, normalmente, as curvas σ x ε
independem da geometria do corpo de prova enquanto a deformação na seção
útil for aproximadamente homogênea. Portanto, basta ensaiar algum tipo de
corpo de prova normalizado, cuidadosamente concebido para que a região útil
se comporte como uma barra solicitada axialmente com a deformação o mais
homogênea possível, para se obter uma curva válida para qualquer outra
geometria (seção transversal e comprimento). Vale a pena observar que, para
deformações pequenas (menores do que 5%, isto é ε < 0.05), a tensão “de
engenharia” e a tensão “real” podem ser confundidas.[19] Entretanto para
quem conhece um pouco sobre a teoria da Termomecânica dos Meios
Continuos, sabe que o corpo de prova é confeccionado de forma que o tensor
tensão de Cauchy, notado aqui como σ , seja dado, numa base cartesiana com
uma das direções coincidentes com o eixo do CP, por:
=000
000
00rσσ (2)
Onde:
rσ é a tensão real, enquanto a deformação for homogênea.

2.1.2 Deformação.
A deformação é definida como alteração no tamanho por unidade do
comprimento, ou seja, mm/mm ou percentagem se essa for multiplicada por
100. Essa deformação pode ser dividida em dois seguimentos: a deformação
elástica e deformação plástica, sendo a deformação plástica definida como a
deformação que desaparece instantaneamente ao se remover a carga aplicada
no material, ou seja, ela é reversível sem causar mudanças e a deformação
plástica é definida como deformação permanente de um material ao se aplicar
e depois remover uma carga.
Essa deformação que ocorre no corpo de prova durante o ensaio não é
uniforme em escala microscópica. Quando se aplica uma determinada tensão
em um corpo de prova, este sofre uma deformação, que produz um aumento
do seu comprimento inicial, havendo uma variação do comprimento. Se a
deformação for razoavelmente pequena ( )005.0<ε , o tensor deformação
linearizado, notado aqui comoε , apresentando a seguinte forma:
5,00;
00
00
00
<<
−−= υε
υευε
εε (3)
Onde a variável υ depende do processo de deformação. O papel desta
variável é a sua dependência com a historia de deformação permanente do
corpo de prova.
2.1.3 Tensão X Deformação.
Os ensaios de tração determinam algumas propriedades do material e o
conhecimento delas faz necessário para um bom entendimento dos resultados
obtidos dos ensaios mecânicos. A maioria das máquinas de ensaios de tração,
plotam no final do ensaio um gráfico tensão x deformação, esse gráfico mostra
o quanto o corpo de prova deformou para determinada tensão, entretanto

existem máquinas de ensaio mais modernas que oferecem já outros tipos de
gráficos não somente estes. Na figura 3 é representado um modelo de gráfico
de tensão x deformação.
Figura 3: Gráfico tensão X deformação [18]
Com gráfico é possível encontrar propriedades como limite de
escoamento, limite de resistência à tração, tensão de ruptura, estricção,
alongamento total, módulo de elasticidade, limite elástico e de
proporcionalidade, resiliência e tenacidade, sendo que algumas são de fácil
percepção e outros se fazem necessário fórmulas e cálculos para que possa
ser determinadas.
2.1.4 Módulo de elasticidade
O modulo de elasticidade é a medida da rigidez do material, quanto
maior o módulo menor será a deformação plástica resultante pela aplicação de
uma tensão, e mais rígido será o metal. Para projetos em que a deformação
deve permanecer baixa, o módulo de elasticidade é um valor importante a se
levar em conta, pois, devendo-se escolher um material que tenha esse valor
suficientemente alto para suportar grandes tensões com pequena deformação
plástica. [24]
O módulo de elasticidade é determinado pelas forças de ligação entre os
átomos de um metal. Como essas forças são constantes para cada estrutura
que apresenta o metal, o módulo de elasticidade é uma das propriedades mais
constantes dos metais, embora possa ser levemente afetado por adições de
elementos de liga, em certos casos, ou por variações alotrópicas, tratamentos
térmicos ou trabalho a frio que alteram a estrutura do material. Entretanto o
módulo de elasticidade é inversamente proporcional à temperatura, ou seja,
aumentando a temperatura, decresce o valor do módulo de elasticidade �. A
tabela 1 representa o decréscimo do valor � para os aços-carbono. [6]
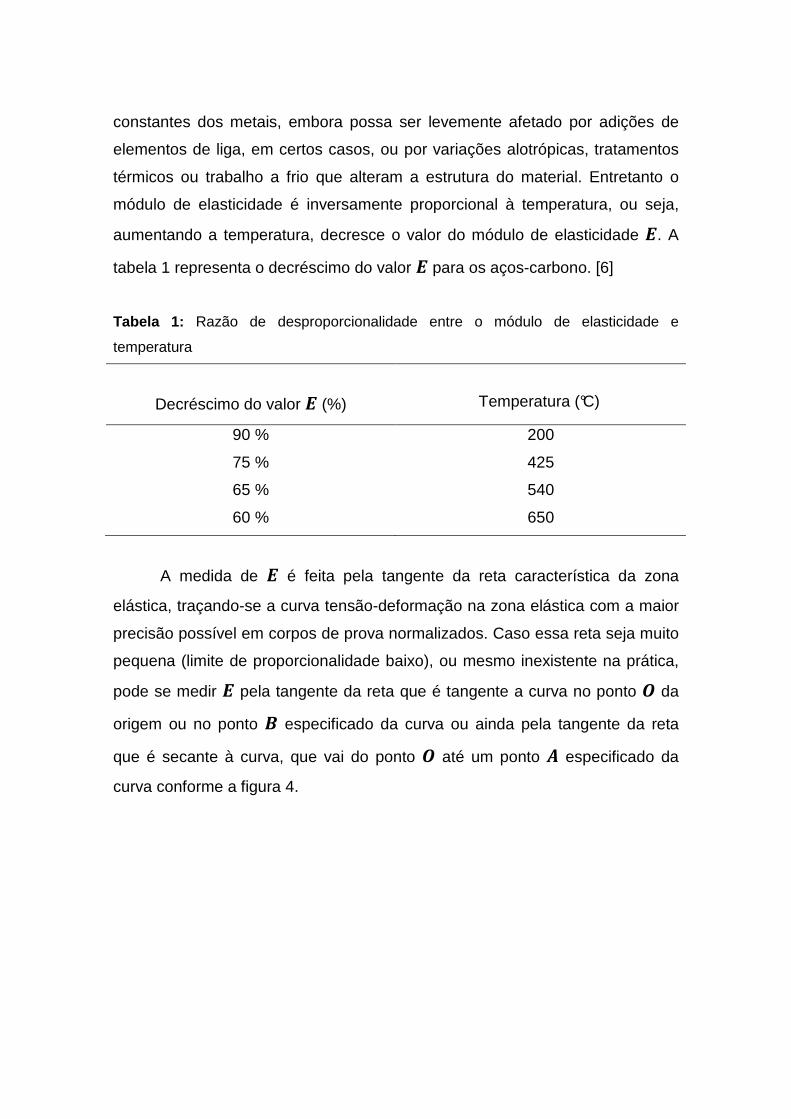
Tabela 1: Razão de desproporcionalidade entre o módulo de elasticidade e
temperatura
Decréscimo do valor � (%) Temperatura (°C)
90 % 200
75 % 425
65 % 540
60 % 650
A medida de � é feita pela tangente da reta característica da zona
elástica, traçando-se a curva tensão-deformação na zona elástica com a maior
precisão possível em corpos de prova normalizados. Caso essa reta seja muito
pequena (limite de proporcionalidade baixo), ou mesmo inexistente na prática,
pode se medir � pela tangente da reta que é tangente a curva no ponto � da
origem ou no ponto � especificado da curva ou ainda pela tangente da reta
que é secante à curva, que vai do ponto � até um ponto � especificado da
curva conforme a figura 4.
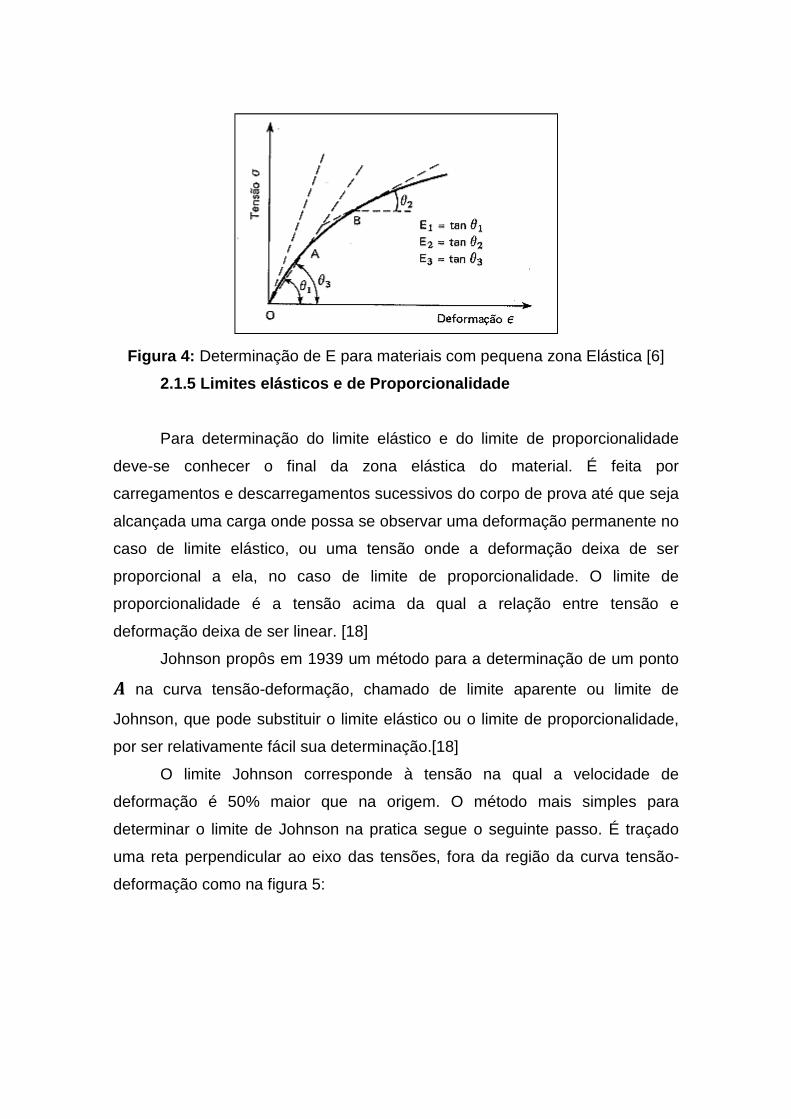
Figura 4: Determinação de E para materiais com pequena zona Elástica [6]
2.1.5 Limites elásticos e de Proporcionalidade
Para determinação do limite elástico e do limite de proporcionalidade
deve-se conhecer o final da zona elástica do material. É feita por
carregamentos e descarregamentos sucessivos do corpo de prova até que seja
alcançada uma carga onde possa se observar uma deformação permanente no
caso de limite elástico, ou uma tensão onde a deformação deixa de ser
proporcional a ela, no caso de limite de proporcionalidade. O limite de
proporcionalidade é a tensão acima da qual a relação entre tensão e
deformação deixa de ser linear. [18]
Johnson propôs em 1939 um método para a determinação de um ponto
� na curva tensão-deformação, chamado de limite aparente ou limite de
Johnson, que pode substituir o limite elástico ou o limite de proporcionalidade,
por ser relativamente fácil sua determinação.[18]
O limite Johnson corresponde à tensão na qual a velocidade de
deformação é 50% maior que na origem. O método mais simples para
determinar o limite de Johnson na pratica segue o seguinte passo. É traçado
uma reta perpendicular ao eixo das tensões, fora da região da curva tensão-
deformação como na figura 5:
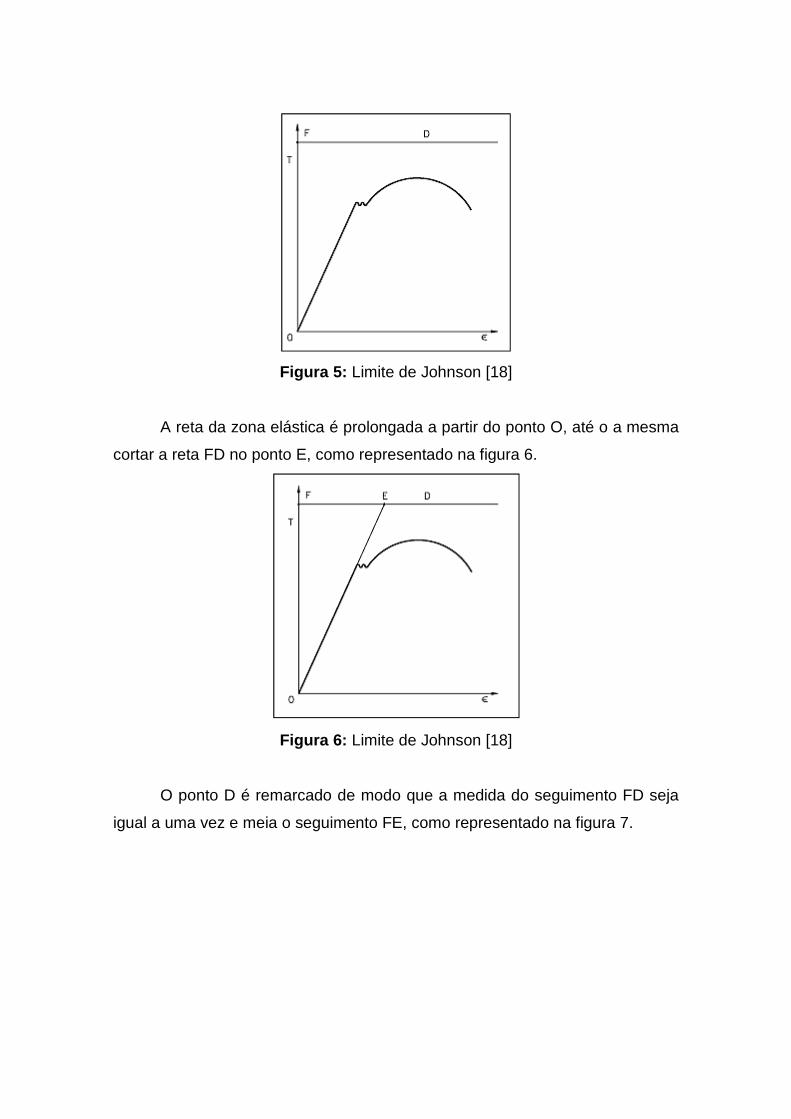
Figura 5: Limite de Johnson [18]
A reta da zona elástica é prolongada a partir do ponto O, até o a mesma
cortar a reta FD no ponto E, como representado na figura 6.
Figura 6: Limite de Johnson [18]
O ponto D é remarcado de modo que a medida do seguimento FD seja
igual a uma vez e meia o seguimento FE, como representado na figura 7.

Figura 7: Determinação do Limite de Johnson[18]
A reta OD pode ser traçada como na figura 8.
Figura 8: Determinação do Limite de Johnson [18]
No final a reta MN pode ser traçada paralela a reta OD, tangenciando a
curva tensão-deformação. Com isso o limite de Johnson é o valor de tensão no
ponto tangencial A.

Figura 9: Determinação do Limite de Johnson [18]
2.1.6 Elasticidade e Plasticidade
Um metal sofre um esforço dentro de sua zona elástica, isso significa
que o esforço provoca um deslocamento dos átomos de suas posições
primitivas no espaço, de modo que ao cessar esse esforço, os átomos voltam
as suas posições de origem sem deixar qualquer deformação permanente.
Com o aumento de esforço chega um momento em que os átomos se
distanciam de tal forma que não conseguem mais voltar e daí, entra-se na zona
plástica. O advento da zona plástica seria impossível de se obter se não
fossem certos defeitos encontrados no interior da rede cristalina, defeitos como
falta de átomos denominados lacunas ou vazios, ou discordâncias que são
linhas de descontinuidades na rede cristalina, ocasionando um campo de
tensões internas. [6]
2.2 Ensaios de Carga e Descarga
Os ensaios de carga e descarga caracterizam-se por levar o corpo de
prova a um nível de tensão menor do que o de ruptura e depois descarregá-lo.
Esses limites são determinados de acordo com a região do material que quer
ser analisada. Caso a região elástica seja o alvo de análise a carga do ensaio
não deve exceder o limite elástico do material em questão. Caso a análise seja
a região plástica do material a carga do ensaio irá exceder o limite elástico do
material para que a região seja analisada. Logo pode-se perceber que existem
duas regiões bem distintas. [14]
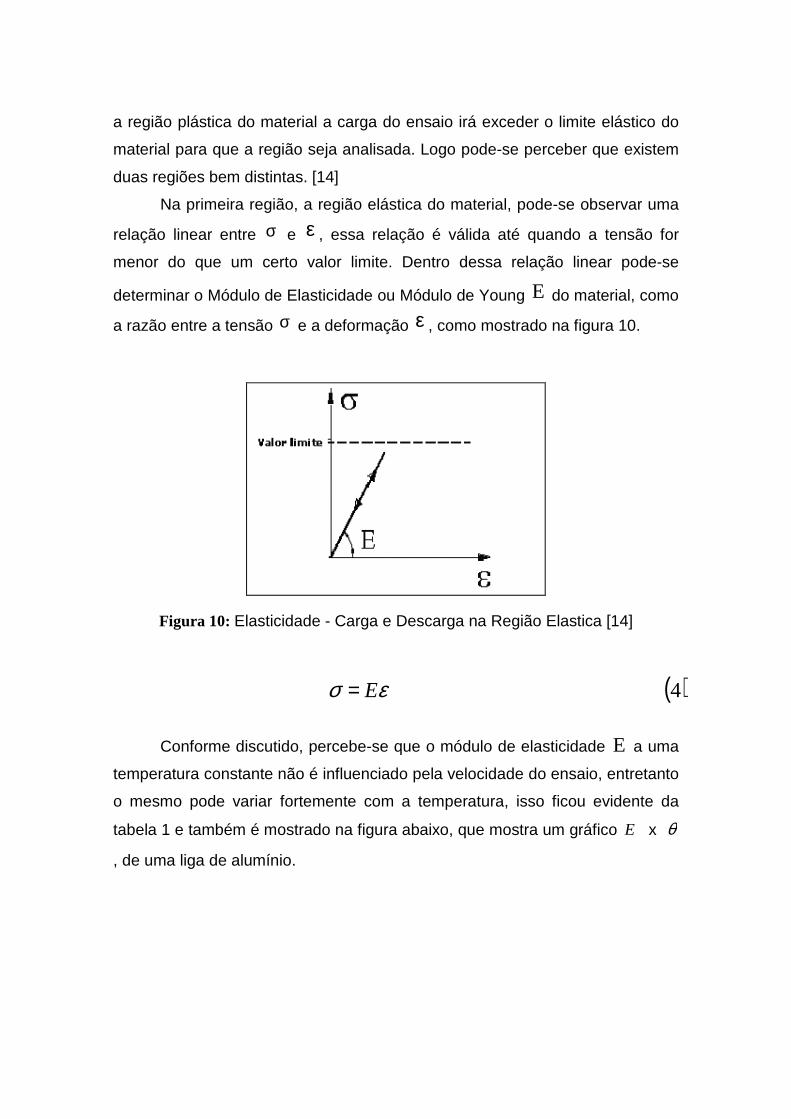
Na primeira região, a região elástica do material, pode-se observar uma
relação linear entre σ e ε , essa relação é válida até quando a tensão for
menor do que um certo valor limite. Dentro dessa relação linear pode-se
determinar o Módulo de Elasticidade ou Módulo de Young E do material, como
a razão entre a tensão σ e a deformação ε , como mostrado na figura 10.
Figura 10: Elasticidade - Carga e Descarga na Região Elastica [14]
( )4εσ E=
Conforme discutido, percebe-se que o módulo de elasticidade E a uma
temperatura constante não é influenciado pela velocidade do ensaio, entretanto
o mesmo pode variar fortemente com a temperatura, isso ficou evidente da
tabela 1 e também é mostrado na figura abaixo, que mostra um gráfico E x θ
, de uma liga de alumínio.

Figura 11: Variação do Módulo de Elasticidade E com a Temperatura [6]
Com o gráfico da figura 11, ficou evidente que à medida que a
temperatura foi crescendo o módulo de elasticidade decaiu.
No segundo caso onde a carga do ensaio excede o valor limite do
material, pode-se observar uma relação não linear entre σ e ε . No
descarregamento, a curva σ X ε volta a ser uma reta com inclinação igual ao
módulo de elasticidade E . Além disso, após uma descarga completa, subsiste
uma deformação residual pε , chamada de deformação plástica ou permanente.
[6] A deformação total associada a um nível de tensão superior ao valor limite
pode ser expressa, portanto, como a soma de duas parcelas: deformação
elástica eε e deformação plástica
pε . Essas deformações ficam evidentes na
figura 12.

Figura 12: Plasticidade - Carga e Descarga na Região Plástica [6]
A deformação plástica pode ser relacionada com a deformação elástica
e obtém-se uma relação matemática, que traz uma relação entre as duas
deformações:
e pε = ε + ε (4)
e pE( )E
σε = ⇒ σ = ε − ε (5)
O valor limite tão mencionado nos dois caso acima citados, precisa ser
determinado, para que se encontre a tensão limite, pois ficou claro que acima
da mesma existem deformações irreversíveis, e isto é um problema
experimental, pois depende, dentre outras coisas, da precisão da medição da
deformação. [14] A fim de evitar imprecisões e padrões diferentes de medição,
adota-se um limite convencional yσ
correspondente a uma deformação
permanente pδ pré-estabelecida e considerada pequena a ponto de poder ser
desprezada, tal afirmação pode ser vista na figura 13. Usualmente, para
controle de qualidade de materiais, considera-se pδ = 0,002 (alongamento
permanente de 0,2% da seção útil do corpo de prova). No entanto, para
estudos envolvendo carregamentos cíclicos fora do limite elástico (fadiga

plástica oligocíclica), sugere-se usar um limite dez vezes menor pδ = 0,0002
(alongamento permanente de 0,02% da seção útil do corpo de prova). [6]
Figura 13: Definição do Limite de Escoamento [6]
Cargas compressivas também podem ser utilizadas em ensaios de
carga e descarga, entretanto diferentemente do ensaio de carga e descarga
com cargas trativas, deve-se ter o cuidado durante o ensaio evitar ou no
mínimo minimizar os efeitos devido ao fenômeno de flambagem do corpo de
prova, pois devido à rigidez dos materiais metálicos e da configuração dos
corpos de provas esse fenômeno se faz presente. Do mesmo modo, também é
possível definir uma tensão limite de escoamento à compressão ECσ
, como
mostra a figura 14.

Figura 14: Tensão Limite de escoamento à tração e à compressão para um CP
qualquer (a) e um CP "virgem" (b) [6]
2.2.1 Influencia da Temperatura nos Ensaios de Carg a e Descarga
Da mesma maneira que a Temperatura influencia nos ensaios uniaxiais
e diretamente no módulo de elasticidade, nos ensaios de carga e descarga
essa influência também se faz presente. A curva xσ ε irá depender da
velocidade do carregamento, isso pode ser observado na figura 15. Esse
fenômeno é importante do ponto de vista de aplicação em todas as ligas, a
grosso modo, quando a temperatura absoluta θ é maior do que um terço da
temperatura absoluta de fusão F
θ . É fundamental observar que este é um
fenômeno do material e não está associado com propagação de ondas, pois
ocorrem mesmo com baixas taxas de carregamento, menores do que
5 110 s− −ε =& . Abaixo de certa velocidade de carregamento, chega-se a uma
curva limite. Sugere-se considerar como curva limite a obtida à partir de um
carregamento com taxa de deformação prescrita ε& = 6 110 s− − .[18] Existem
materiais que apresentam essa dependência da curva xσ ε das taxas de
carregamento, que pode ser observada mesmo à temperatura ambiente, isso é
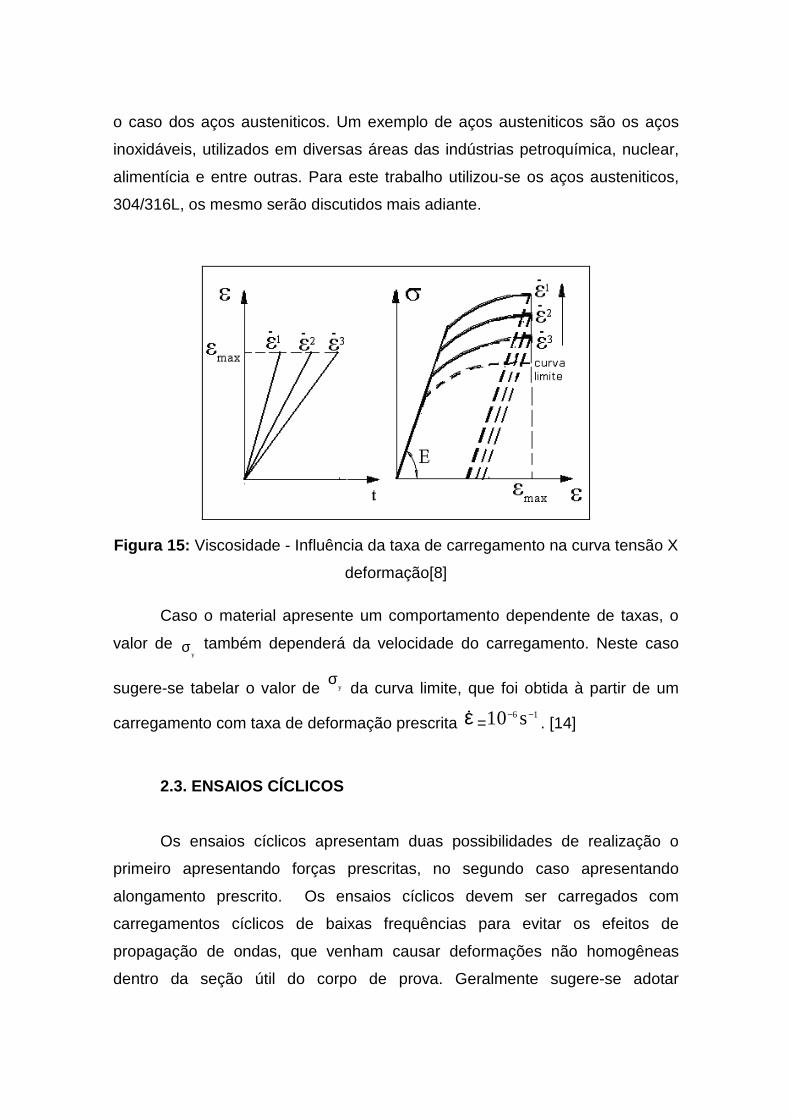
o caso dos aços austeniticos. Um exemplo de aços austeniticos são os aços
inoxidáveis, utilizados em diversas áreas das indústrias petroquímica, nuclear,
alimentícia e entre outras. Para este trabalho utilizou-se os aços austeniticos,
304/316L, os mesmo serão discutidos mais adiante.
Figura 15: Viscosidade - Influência da taxa de carregamento na curva tensão X
deformação[8]
Caso o material apresente um comportamento dependente de taxas, o
valor de y
σ também dependerá da velocidade do carregamento. Neste caso
sugere-se tabelar o valor de yσ
da curva limite, que foi obtida à partir de um
carregamento com taxa de deformação prescrita ε& =6 110 s− −
. [14]
2.3. ENSAIOS CÍCLICOS
Os ensaios cíclicos apresentam duas possibilidades de realização o
primeiro apresentando forças prescritas, no segundo caso apresentando
alongamento prescrito. Os ensaios cíclicos devem ser carregados com
carregamentos cíclicos de baixas frequências para evitar os efeitos de
propagação de ondas, que venham causar deformações não homogêneas
dentro da seção útil do corpo de prova. Geralmente sugere-se adotar

frequências sempre menores do que 5 Hz, para evitar tal efeito. Outro
fenômeno que deve ser evitado é a flambagem do corpo de prova quando
submetido a cargas compressivas. [6]
Figura 16: Carregamentos prescritos [6]
A figura 16 mostra os diferentes tipos de carregamentos prescritos. É
importante notar que se trata de uma representação esquemática e que várias
formas de carregamento podem ser aplicadas com diferentes valores médios,
podendo o carregamento não ser perfeitamente alternado.
Em um ensaio com o deslocamento δ do sistema de carga prescrita é
diferente de um ensaio com deslocamento prescrito do corpo de prova já que o
sistema também se deforma. Para uma seção útil L, a deformação ε é
sempre dada pela relação:
L
L∆=ε (6)
A figura 17 traz dois gráficos que exemplificam dois tipos de gráficos
tensão/ deslocamento e tensão/deformação.

Figura 17: Diferença entre as curvas tensão X deslocamento e tensão X
deformação
A principal diferença experimental presente nos dois gráficos é que o
primeiro gráfico o que é controlado é o deslocamento do travessão da máquina
e o segundo gráfico o controle é feito pelo extensômetro.
2.4 VISCOPLASTICIDADE
O crescimento da utilização de construções em estruturas metálicas tem
ganhado forte campo de estudos, pois o mundo atual necessita de cada vez,
mas estruturas menos robustas e que suportem grandes solicitações
mecânicas. No entanto tais estruturas necessitam de um estudo mais
aprofundado do seu comportamento, ficando não somente no comportamento
elástico do material. Por isso se faz necessário um estudo aprofundado
relacionado ao crescimento temporal das deformações permanentes da
estrutura, tal assunto está relacionado à viscoplasticidade dos materiais. A
viscoplaticidade pode ser divida em três partes a viscoplásticidade perfeita,
viscoplasticidade perfeitamente elástica e a elastosplasticidade. [8] [14]
Por mais que pareça irreal, um sólido pode apresentar um
comportamento de um fluído. O desenvolvimento do estudo da
viscoplasticidade começou por volta de 1910 com a representação da fluência
primária pela Lei de Andrade, já no final dos anos 20, a lei de Norton,

demonstrou a taxa de fluência secundária ligado ao esforço. Entretanto o
modelo proposto por Norton abrangia somente modelos uniaxiais. Logo em
1934 Odqvist generalizou o modelo apresentado por Norton para casos
multiaxiais. [15]
Com o passar do tempo novos conceitos foram incorporados aos
conceitos já existentes. Como o conceito da normalidade do fluxo de plástico
com as regras de rendimento e de fluxo da área de plasticidade incorporadas
por Prandtl e Reuss no inicio dos anos 30. [15]
Por volta de 1932 Hohenemser e Prager propuseram pela primeira um
modelo vez retardar o fluxo viscoplástico. Esse modelo consistia numa relação
entre a taxa de tensão e a tensão desviadora. No entanto só depois do ano de
1950 que tais teorias começaram a ser implementadas, pois foi nesse período
que os teoremas de limite foram constatados. [15]
No ano de 1960, um marco impulsionou o desenvolvimento do estudo da
viscoplasticidade. Este marco foi o simpósio de IUTAM, o primeiro a abordar tal
assunto. O simpósio foi organizado por Hoff, neste foram apresentados estudos
de grande relevância como a lei de endurecimento isotrópico nas obras de
Perzyna, Hult e Lemaitre, além do endurecimento cinemático abordado por
Ponter, Leckie e Chaboche. Os coeficientes de viscosidade, nos quais a
temperatura e tempo são dependentes foram introduzidos por Perzyna em
1963. Tais modelos foram baseados pela termodinâmica dos processos
irreversíveis.[15]
As obras apresentadas no simpósio de IUTAM e pós-simpósio, só
tiveram o seu potencial percebido, com as possibilidades e recursos
computacionais oferecidos por novos computadores com mais capacidade de
processamentos, para analisar estruturas sujeitas a altas temperaturas de
fluência.[15]
2.4.1 Domínio da utilização da Teoria da Viscoplast icidade.
A teoria da viscoplasticidade descreve o fluxo de matéria a fluência, que
em constraste com plasticidade, depende do tempo. Em metais e ligas, este
mecanismo está ligado diretamente ao movimento de discordâncias dos grãos.
Esse fenômeno ocorre quando a temperatura for superior a cerca de um terço
a temperatura de fusão absoluta do material. Esse é o limite que separa esses
comportamentos. Entretanto existem casos, que determinados materiais
podem apresentar o comportamento viscoplastico à temperatura ambiente,
mesmo que seu ponto de fusão na maioria das vezes serem superiores a 1500
K. [4]
Nos aços inoxidáveis tratado nesse trabalho o ponto de fusão é em torno
de 1820 K. Por ser uma ciência extremamente recente e ainda pouco difundida
no meio dos engenheiros calculistas, alguns questionamentos são feitos pelos
mesmos, como; quando escolher a aplicação da teoria da plasticidade ou a da
viscoplasticidade? Estes são alguns questionamentos levantados por
projetistas. Tais questionamentos são simplesmente respondidos, no caso de
qual teoria utilizar. Deverá se optar de acordo com os meios em que sua
estrutura irá trabalhar no caso se a estrutura não trabalhar em condições de
temperaturas elevadas acima de um terço da temperatura de fusão e o material
aplicado a mesma não apresentar comportamento elasto-viscoplástico à
temperatura ambiente a teoria da plasticidade deverá ser aplicada, caso a
temperatura em que a estrutura deverá trabalhar exceder um terço da
temperatura de fusão do material ou o material utilizado apresentar
comportamento elasto-viscoplástico a temperatura ambiente deverá ser
aplicado a teoria da elasto-viscoplasticidade.[14]
Um dos grandes problemas enfrentados na modelagem desses
comportamentos é modelar os efeitos do tempo que são produzidos de forma
independente de qualquer deformação macroscópica: como a recuperação da
estrutura, o envelhecimento e entre outros casos. Essa situação se torna um
pouco mais complicada quando tais fenômenos ocorrem de forma
simultânea.[2]
2.4.2 Fenômenos que influenciam na Viscoplasticidad e.
Durante a realização dos ensaios pode se observar alguns fenômenos.
Embora alguns dos fenômenos discutidos mais adiante não esteja diretamente
ligado aos fenômenos da elasto – viscoplasticidade, os mesmos foram
extremamente importante para melhor compreensão, para a determinação dos
fenômenos da viscosidade. [15][2]
2.4.2.1 Endurecimento e Amolecimento Cíclico.
O endurecimento pode ser conceituado com o aumento da resistência
do material à deformação plástica, implicando na expansão da superfície do
escoamento que será controlado pelo valor do parâmetro K, tal parâmetro será
discutido mais adiante. [5]
Observando o comportamento do material durante o escoamento,
podem-se notar duas hipóteses de endurecimento a que o material pode se
comportar perfeitamente plástico, ou apresentar um endurecimento plástico.
O comportamento perfeitamente plástico do material, comportamento
este sem endurecimento, com a superfície de escoamento permanecendo fixa:
( ) ( )Pij WKF 1=σ , independente da trajetória de deformação. O critério de
escoamento torna-se agora uma função de PW , com Pijij
P dW εσ∫= .
Já o Endurecimento plástico está diretamente ligada com a deformação
plástica, que assume a função de escoamento dependente da deformação
plástica ocorrida pp dεε ∫= , ou seja, ( ) ( )pij KF εσ 2= .
Os endurecimentos podem ser isotrópicos ou cinemáticos. O
endurecimento isotrópico pode ser descrito pela expansão da superfície do
escoamento inicial com a história de tensões ou deformações, conservando
sua forma e origem no espaço de tensões.[7]
O endurecimento cinemático é observado quando a superfície do
escoamento inicial se traslada de acordo com sua história de tensões ou
deformações, sem apresentar mudança em sua forma e tamanho originais.
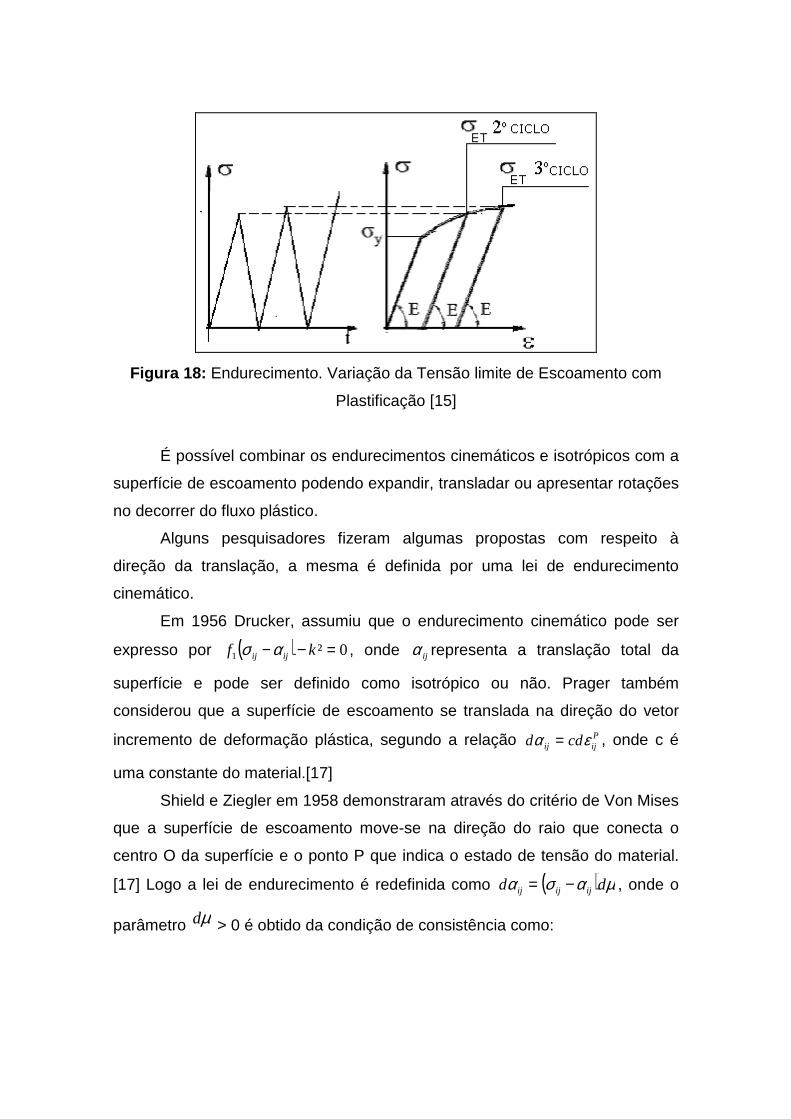
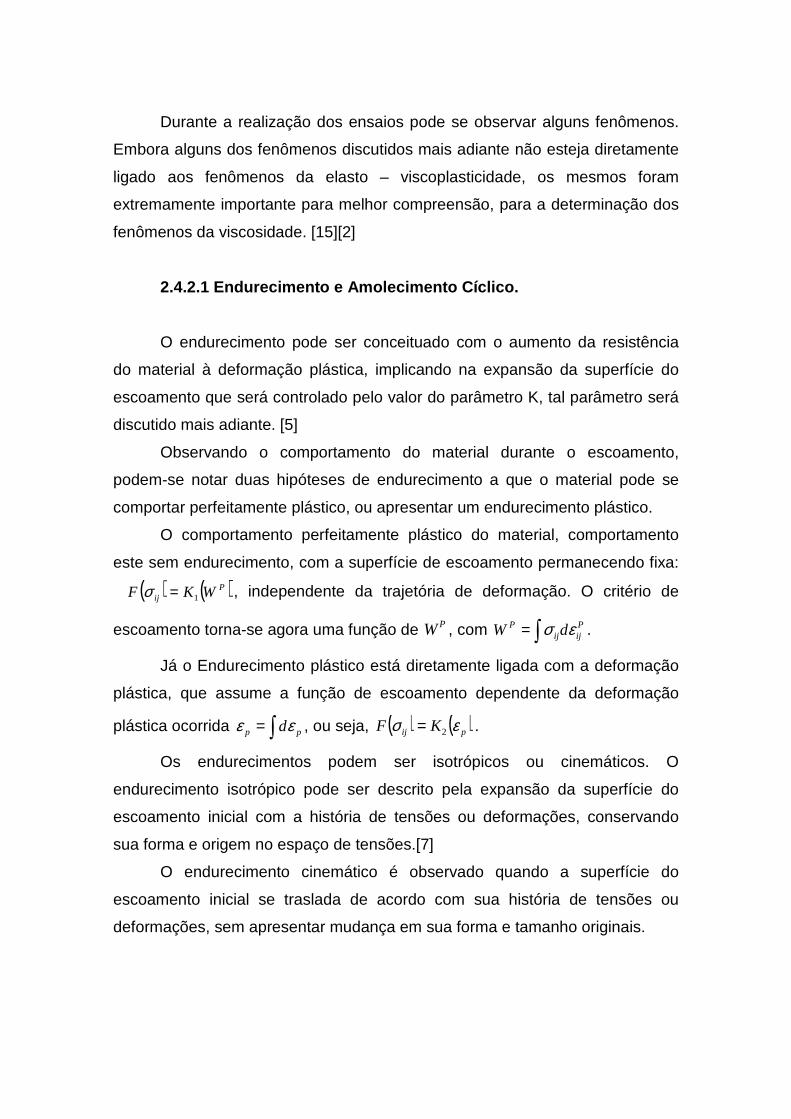
Figura 18: Endurecimento. Variação da Tensão limite de Escoamento com
Plastificação [15]
É possível combinar os endurecimentos cinemáticos e isotrópicos com a
superfície de escoamento podendo expandir, transladar ou apresentar rotações
no decorrer do fluxo plástico.
Alguns pesquisadores fizeram algumas propostas com respeito à
direção da translação, a mesma é definida por uma lei de endurecimento
cinemático.
Em 1956 Drucker, assumiu que o endurecimento cinemático pode ser
expresso por ( ) 0²1 =−− kf ijij ασ , onde ijα representa a translação total da
superfície e pode ser definido como isotrópico ou não. Prager também
considerou que a superfície de escoamento se translada na direção do vetor
incremento de deformação plástica, segundo a relação Pijij cdd εα = , onde c é
uma constante do material.[17]
Shield e Ziegler em 1958 demonstraram através do critério de Von Mises
que a superfície de escoamento move-se na direção do raio que conecta o
centro O da superfície e o ponto P que indica o estado de tensão do material.
[17] Logo a lei de endurecimento é redefinida como ( ) µασα dd ijijij −= , onde o
parâmetro µd > 0 é obtido da condição de consistência como:

Figura 19: Leis de endurecimento Cinemático: a) Drucker; b) Shield e Ziegler.
Existem alguns materiais que apresentam uma combinação de
características isotrópicas e cinemáticas durante o endurecimento, Mroz em
1967, propôs uma modificação adicional incorporando a função ( )λ2f que
controla a expansão da superfície,
( ) 021 =−− ff ijij ασ (7)
Onde ( )λ é a função monotonicamente crescente dependente das
deformações plásticas.
O efeito do processo de deformação plástica nos limites de escoamento
à tensão e à deformação pode ser melhor analisado definindo-se o conceito de
Segmento Elástico. Num dado instante t, o segmento elástico é o conjunto das
tensões que não causam escoamento, isto é
{ }EC ETEL(t) (t) (t)= σ σ < σ < σ| (8)
Se o CP for virgem no instante t=0, tem-se que
{ }y yEL(t 0)= = σ σ < σ < σ|- (9)
Experimentalmente, observa-se que o processo de plastificação afeta o
segmento elástico, fazendo que ele aumente de tamanho e se translade. A
figura mostra a evolução do segmento elástico em alguns instantes do
ensaio mostrado na figura. O aumento de tamanho causado pelo processo
de plastificação é chamado de Endurecimento Isotrópico e a translação do
Segmento Elástico (anisotropia induzida pela plastificação) de
Endurecimento Cinemático. [14][6][8] Para facilitar a análise dos
endurecimentos, é interessante introduzir as variáveis X e Y definidas a
partir da seguinte mudança de variáveis:
ET ECX2
σ + σ= ; (10)
ET ECY2
σ − σ= (11)
Figura 20: Definição das Variáveis X e Y[6]
2Y é o tamanho do Segmento Elástico e X é a coordenada do centro
do Segmento Elástico É possível verificar que o Segmento Elástico pode ser
representado da seguinte maneira:

{ }EL(t) X(t) Y(t)= σ σ <|- (12)
Para a análise do acoplamento entre o fenômeno de plasticidade e os de
endurecimento, é interessante definir a seguinte função, chamada de Função
de Plastificação F.
F( ,X,Y) X Yσ = σ −- (13)
Quando F 0< , não há escoamento ⇒ p p 0ε = =& & . Quando o CP é
“virgem”, isto é quando X(t) 0= e y
Y(t) = σ , a condição F 0< coincide
com o clássico critério de Von Mises. Verifica-se que os limites de escoamento
à tração e à compressão (e, portanto X e Y ), dependem da deformação
plástica pε e da deformação plástica acumulada p. Na ausência de fenômenos
de envelhecimento e para uma temperatura constante, é razoável considerar
que o endurecimento cinemático e o endurecimento isotrópico só dependem
destas variáveis. [12]
{ }p p pEL( ,p) X( ,p) Y( ,p)ε = σ σ ε < ε|- (14)
Além do endurecimento cíclico alguns materiais podem apresentar o
fenômeno de amolecimento cíclico. Nos materiais que apresentam
amolecimento cíclico a amplitude de tensão ∆σ diminui durante alguns ciclos
sucessivos em ensaios com deformação prescrita, e, em ensaios com tensão
prescrita, a amplitude de deformação ∆ε aumenta durante alguns ciclos
sucessivos. No endurecimento cíclico a amplitude de tensão ∆σ aumenta
durante alguns ciclos sucessivos em ensaios com deformação prescrita, e, em

ensaios com tensão prescrita, a amplitude de deformação ∆ε diminui a cada
ciclo sucessivo. O amolecimento cíclico fica evidente na figura 21.
Figura 21: Amolecimento Cíclico - Amplitude de deformação prescrita.[14]
Figura 22: Endurecimento cíclico - Amplitude de tensão prescrita[14]
Na figura 23 é feita uma comparação entre o endurecimento cíclico e o
amolecimento cíclico.

Figura 23: Comparação entre Endurecimento e Amolecimento Cíclico
Note que na figura 23 (a) a tensão cresce a cada cíclico ficando evidente
o fenômeno discutido de endurecimento cíclico, na já figura 23 (b) a tensão
decresce com o passar dos tempos. Após alguns ciclos com endurecimento ou
amolecimento cíclico, a curva σ X ε tende a se estabilizar. Isto é, a resposta a
uma solicitação periódica se torna também periódica. Usualmente chama-se
esta parte periódica da curva σ X ε de ciclo estabilizado. A resposta periódica
pode ser perfeitamente elástica.
O ciclo estabilizado é perfeitamente elástico, isto é, após alguns ciclos
não há evolução da deformação plástica e nem da deformação plástica
acumulada ⇒ pε =& p& 0= . A amplitude de deformação plástica pε e a
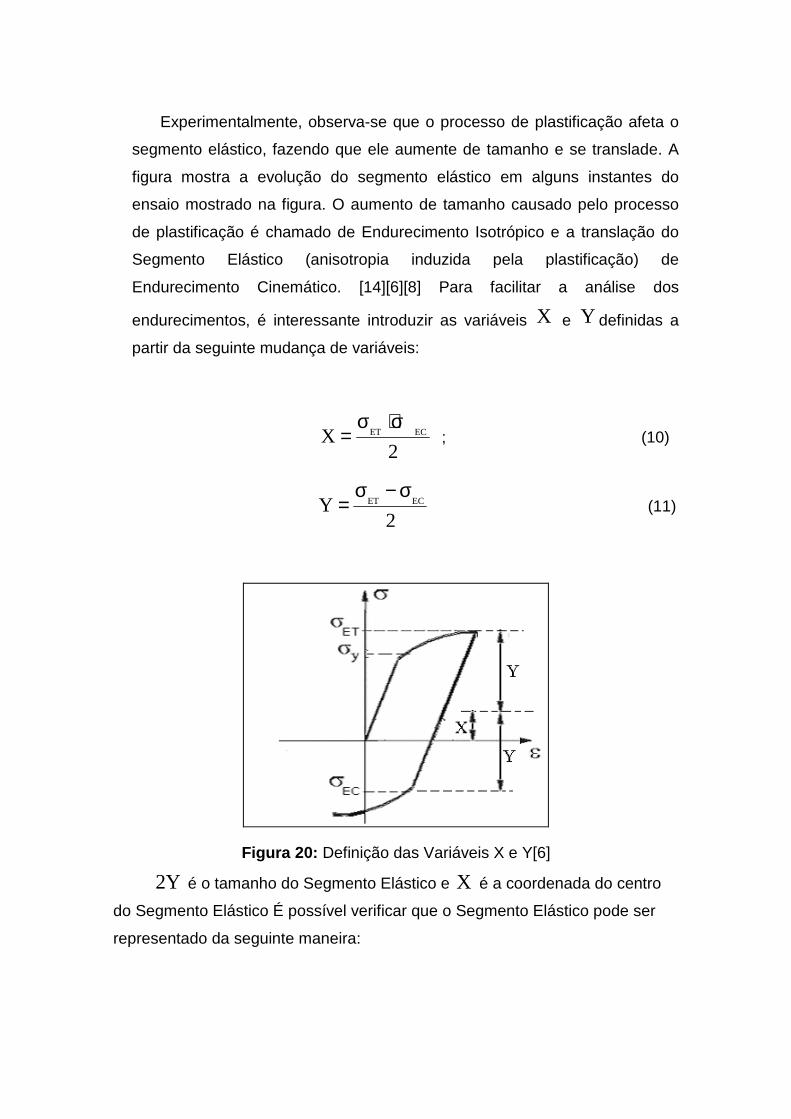
deformação plástica acumulada p são limitadas. ou apresentar alguma
deformação plástica cíclica ou apresentar um laço de histerese. Após o início
da resposta periódica, quando acontece a estabilização, é possível o
aparecimento de uma macro-fissura por fadiga. Neste caso, as deformações
deixam de ser homogêneas na parte útil do corpo de prova e a resposta
novamente deixa de ser periódica. Se um ensaio com tensão prescrita não for
puramente alternado, é possível que não haja resposta periódica
(estabilização), havendo um fenômeno de deformação plástica cíclica
progressiva até a ruptura, mostrada mais adiante. Neste caso, tanto a
amplitude de deformação plástica pε quanto a deformação plástica acumulada
p aumentam progressivamente. [8][14]
Figura 24: Adaptação Elástica [14]
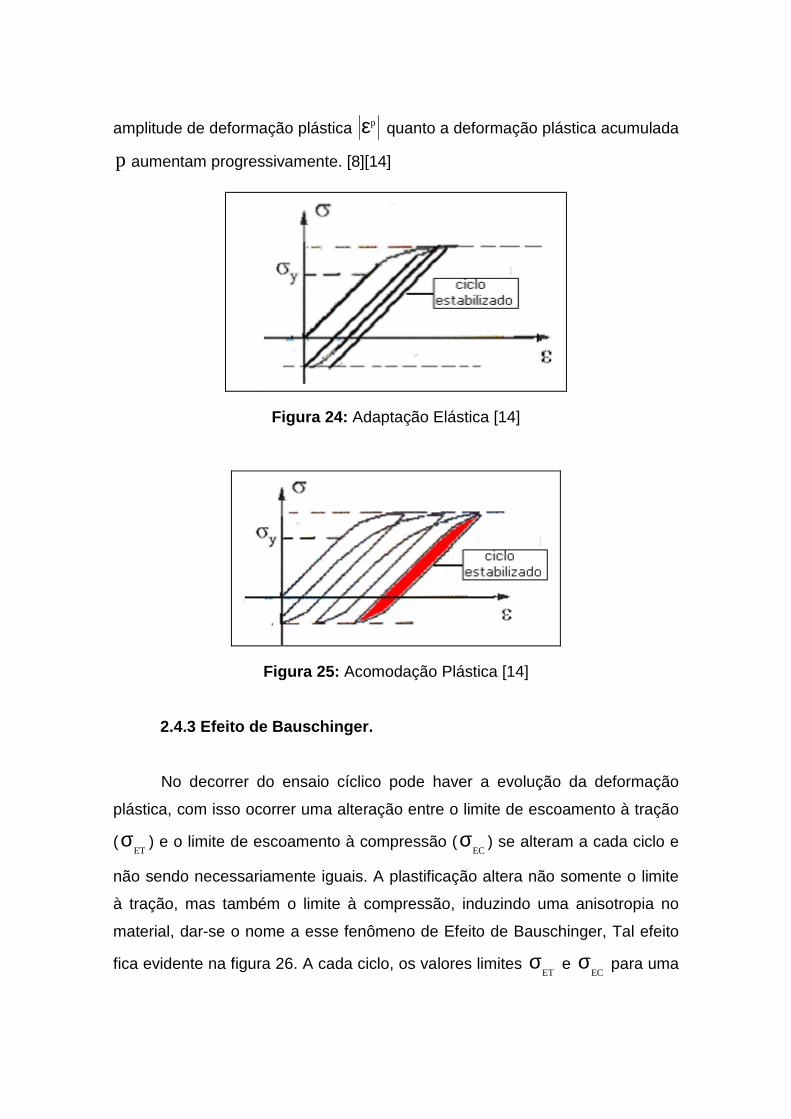
Figura 25: Acomodação Plástica [14]
2.4.3 Efeito de Bauschinger.
No decorrer do ensaio cíclico pode haver a evolução da deformação
plástica, com isso ocorrer uma alteração entre o limite de escoamento à tração
(ET
σ ) e o limite de escoamento à compressão (EC
σ ) se alteram a cada ciclo e
não sendo necessariamente iguais. A plastificação altera não somente o limite
à tração, mas também o limite à compressão, induzindo uma anisotropia no
material, dar-se o nome a esse fenômeno de Efeito de Bauschinger, Tal efeito
fica evidente na figura 26. A cada ciclo, os valores limites ET
σ e EC
σ para uma

deformação plástica fixa p
oε podem ser bastante diferentes.
Figura 26: Efeito Bauschinger [25]
2.4.4 A influencia da deformação acumulada nos ens aios cíclicos.
Os valores limites ET
σ e EC
σ para uma deformação plástica fixa p
oε
podem ser bastante diferentes. Portanto, os limites ET
σ e EC
σ não dependem
apenas da deformação plástica, mas também da deformação plástica
acumulada p, definida da seguinte forma:
t
p p
0
p(t) (t 0) ( ) d= ε = + ε ξ ξ∫ & pp⇒ = ε& & (15)
A figura 27 mostra a variação da tensão limite de escoamento a cada
ciclo para uma mesma deformação plástica.

Figura 27: Variação da Tensão limite de escoamento a cada ciclo para uma
mesma deformação plástica [25]
A deformação plástica acumulada é uma grandeza positiva que
caracteriza um “caminho percorrido” num determinado número de ciclos. É
simples verificar que, se p 0 tε > ∀& (ensaio de tração estritamente
monótono), então pp(t) (t) t= ε ∀ . Analogamente, se p 0 tε < ∀& (ensaio
de compressão estritamente monótono), então pp(t) (t) t= −ε ∀ . A variável
p é um parâmetro de grande importância no estudo da plasticidade cíclica.
Muitos problemas interessantes de integridade estrutural ocorrem em situações
onde a amplitude de deformação plástica é muito pequena, mas a deformação
plástica acumulada aumenta progressivamente. [15]
Embora aparentemente as deformações permanentes sejam
desprezíveis, quanto maior a deformação plástica acumulada, maior a
probabilidade de aparecimento de uma macro-fissura, pois o trabalho por
unidade de volume é dado:
t
0
W(t) ( ) ( )d= σ ξ ε ξ ξ∫ & (16)
Tal trabalho pode ser extremamente excessivo após algumas centenas
de ciclos. Deste trabalho existem duas parcelas distintas a parcela do trabalho
elástico e a parcela do trabalho plástico.

A energia do trabalho elástico é recuperável, é pode ser determinada
pela seguinte expressão:
t t
e e
0 0
( )W (t) ( ) ( )d ( ) d
E
σ ξ= σ ξ ε ξ ξ = σ ξ ξ∫ ∫&
& , (17)
Para um corpo de prova virgem (corpo de prova sem anisotropia inicial,
isto é, com as tensões iniciais de escoamento à tração e à compressão de
mesmo valor absoluto) as condições iniciais são: pp(t 0) (t 0) 0= = ε = = .
Considera-se que todo CP que foi submetido a um tratamento de recozimento
se encontra no estado “virgem”.
As curvas σ X pε e σ X p podem ser obtidas facilmente a partir da
curva σ X ε e fornecem informações importantes na análise do
endurecimento do CP em ensaios cíclicos. Seja um conjunto experimental de n
pares ordenados (i
σ , i
ε ). Isto é: i i
(t )σ = σ ; i i
(t )ε = ε com
0 1 2 nt t t ... t< < < < . No instante
0t supõe-se que a deformação plástica p
0ε e
a deformação plástica acumulada 0
p são conhecidas. Dado um par (i
σ , i
ε ),
com i > 0, obtém-se a deformação plástica p
iε associada através da seguinte
relação:
ip e
i i i i E
σε = ε − ε = ε − (18)
A deformação plástica acumulada i
p , para i > 0, é obtida num ciclo de
carga ou de descarga, através das seguintes relações:
11
11
ppp
P
ii
Pi
Pi
Pi
−=
−=∆=∆
−
−εεε (19)
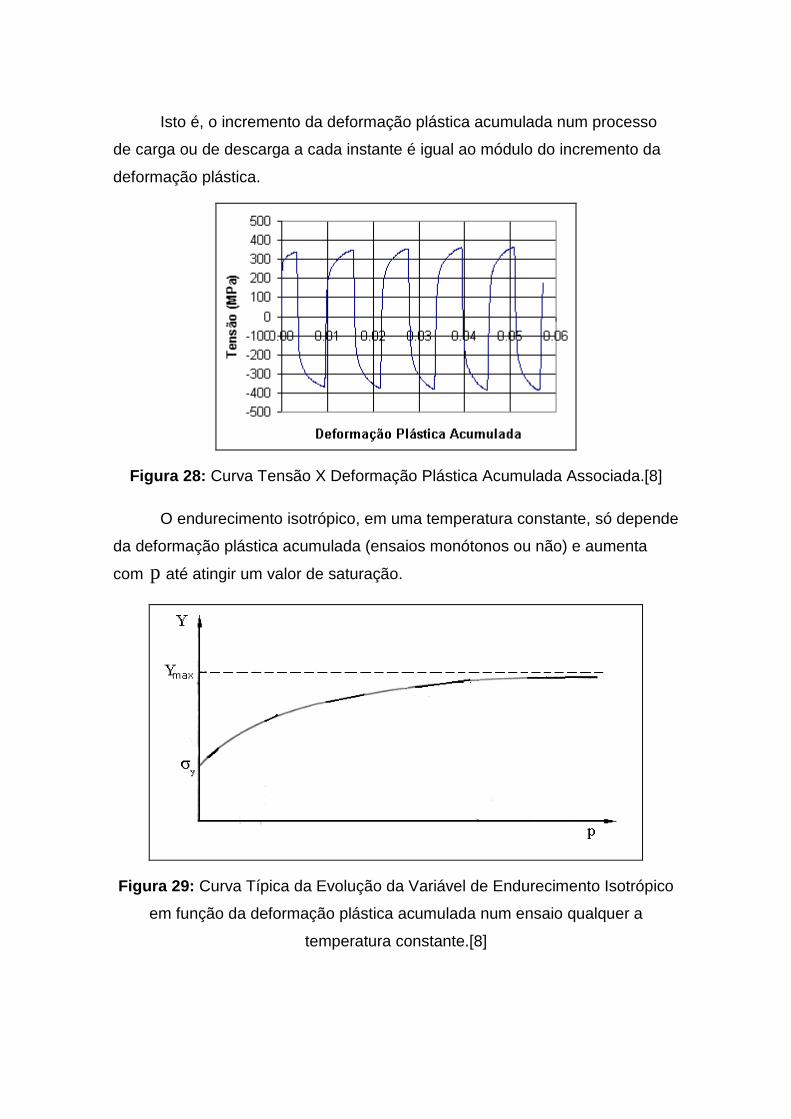
Isto é, o incremento da deformação plástica acumulada num processo
de carga ou de descarga a cada instante é igual ao módulo do incremento da
deformação plástica.
Figura 28: Curva Tensão X Deformação Plástica Acumulada Associada.[8]
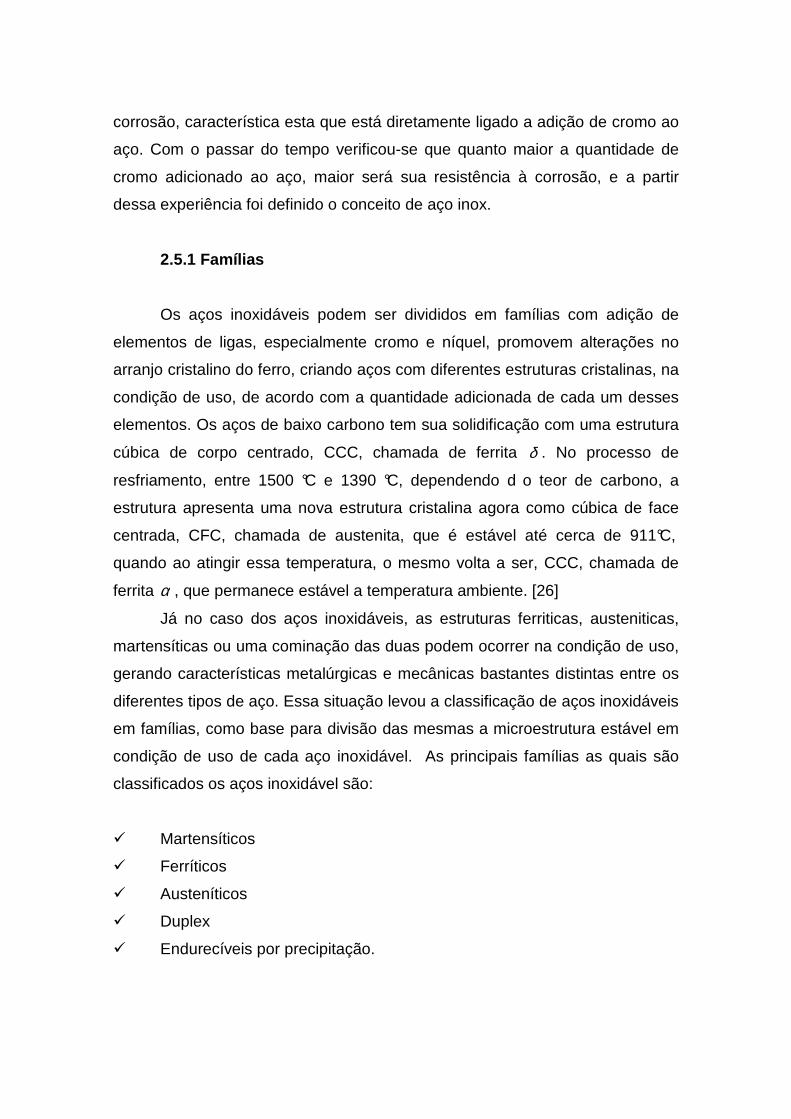
O endurecimento isotrópico, em uma temperatura constante, só depende
da deformação plástica acumulada (ensaios monótonos ou não) e aumenta
com p até atingir um valor de saturação.
Figura 29: Curva Típica da Evolução da Variável de Endurecimento Isotrópico
em função da deformação plástica acumulada num ensaio qualquer a
temperatura constante.[8]

O comportamento da variável associada ao endurecimento cinemático é
análogo, no caso de ensaios monótonos à temperatura constante (ver a figura
24) atingindo um valor máximo.
Figura 30: Curva típica da evolução da variável de endurecimento cinemático
em função da deformação plástica num ensaio monótono à temperatura
constante.[14]
2.4.6 Efeito Ratcheting
Quando um carregamento periódico induz uma carga periódica, chega-
se ao cíclico estabilizado, entretanto a tensão não é pura; alternados efeitos
adicionais podem ocorrer durante o ciclo, sendo efeito mais frequente o efeito
Ratcheting. Esse efeito causa uma deformação plastica progressiva, mesmo
quando o ciclo esta estabilizado. Esse fenômeno pode-se identificado na figura
31.

Figura 31: O aparecimento do Efeito Ratchetting no ensaio cíclico com tensão
prescrita.[11]
2.5 Aços Inoxidáveis.
O termo “inoxidável” remete a ideia de um material ideal quanto à
oxidação, um material que nunca irá sofrer oxidação, em qualquer situação que
o mesmo for aplicado, o que não é verdadeiro, os aços inoxidáveis, vão sim
oxidar. Mesmo isso parecendo um pouco estranho, isso pode ocorrer, o termo
original em inglês STAINLESS STEEL, que traduzido significa aço que mancha
pouco, fica notável o exagero na tradução para versão portuguesa.
Os primeiros registros desse tipo de material surgiram em 1912 e
simultaneamente na Inglaterra e Alemanha, através de estudos com ligas de
ferro e cromo (Fe-Cr). Os aços estudados na Inglaterra era uma liga de Fe-Cr
com cerca de 13% de Cr, porcentagem essa obtidas através de estudos de
temperabilidade de aços ligados ao Cr. Na Alemanha a linha de pesquisa
envolvia outra a adição de mais um elemento de liga no caso além do ferro, do
cromo era adicionado o Níquel, que também apresentavam elevada resistência
a corrosão. [26]
Com o avanço tecnológico e a evolução nos processos de fabricação,
chegou-se a aços com altas resistências mecânica e também alta resistência a
corrosão, característica esta que está diretamente ligado a adição de cromo ao
aço. Com o passar do tempo verificou-se que quanto maior a quantidade de
cromo adicionado ao aço, maior será sua resistência à corrosão, e a partir
dessa experiência foi definido o conceito de aço inox.
2.5.1 Famílias
Os aços inoxidáveis podem ser divididos em famílias com adição de
elementos de ligas, especialmente cromo e níquel, promovem alterações no
arranjo cristalino do ferro, criando aços com diferentes estruturas cristalinas, na
condição de uso, de acordo com a quantidade adicionada de cada um desses
elementos. Os aços de baixo carbono tem sua solidificação com uma estrutura
cúbica de corpo centrado, CCC, chamada de ferrita δ . No processo de
resfriamento, entre 1500 °C e 1390 °C, dependendo d o teor de carbono, a
estrutura apresenta uma nova estrutura cristalina agora como cúbica de face
centrada, CFC, chamada de austenita, que é estável até cerca de 911°C,
quando ao atingir essa temperatura, o mesmo volta a ser, CCC, chamada de
ferrita α , que permanece estável a temperatura ambiente. [26]
Já no caso dos aços inoxidáveis, as estruturas ferriticas, austeniticas,
martensíticas ou uma cominação das duas podem ocorrer na condição de uso,
gerando características metalúrgicas e mecânicas bastantes distintas entre os
diferentes tipos de aço. Essa situação levou a classificação de aços inoxidáveis
em famílias, como base para divisão das mesmas a microestrutura estável em
condição de uso de cada aço inoxidável. As principais famílias as quais são
classificados os aços inoxidável são:
� Martensíticos
� Ferríticos
� Austeníticos
� Duplex
� Endurecíveis por precipitação.

2.5.1 Aços Inoxidável – Martensíticos.
Os aços inoxidável martensíticos, tem a capacidade de formar austenita
em temperaturas elevadas e transformá-la em martensita por resfriamento
rápido. São essencialmente ligas Fe-C-Cr com teores de Cr variando de 12 a
18% e C entre 0,1 a 1,20%, podendo conter ainda molibdênio para aumentar a
resistência à corrosão. Por apresentarem altos teores de elementos de ligas,
possuem alta temperabilidade e podem apresentar uma estrutura
completamente martensitica em peças espessas. São magnéticos. São
utilizados em peças e componentes que necessitem suportarem alta dureza e
resistências a abrasão e a erosão. Os aços martensiticos apresentam baixa
resistência à corrosão quando comparados às outras famílias de aço
inoxidável, mesmo assim sua resistência a corrosão apresenta resultados
satisfatórios em ambientes não muito agressivos. Os tipos mais representativos
dessa família é o aço inoxidável 420. [26]
2.5.2 Aços Inoxidável – Ferriticos
São ligas de Fe-C-Cr que apresentam estrutura ferritica na temperatura
ambiente. Possuem um teor de Cr entre 10,5 e 30% e baixo C, inferior a 0,1%
Diferentes dos aços inoxidável martensiticos os aços ferriticos não podem ser
temperados por não poderem ser completamente austenitizados. Estes aços
apresentam boa resistência à corrosão, baixo coeficiente de expansão térmico
e apresentam comportamentos semelhantes aos aços carbono. Tem-se
aplicabilidade em talheres, bandejas entre outras coisas. O aço inoxidável 430
representa essa família. [26]
2.5.3 Aços Inoxidável – Austeniticos
Os aços austeniticos apresentam uma diferença fundamental em relação
aos aços ferriticos e martensiticos, que além de apresentarem Cr, em sua
composição química apresentam ainda o Ni, como elemento de liga. Este
elemento é fundamental para estabilização da austenita à temperatura
ambiente. Por apresentarem austenita, os aços inox austeniticos são muito
diferentes dos outros aços. Podem-se exemplificar como umas características
o magnetismo, pois não são magnéticos. Apresentam excelentes propriedades
mecânicas além de altos valores de alongamento, sendo excelentes para
receberem conformações mecânicas severas. Apresenta boa resistência a
corrosão na maioria dos meios, boa soldabilidade. São largamente utilizados
em tubulações, indústrias farmacêuticas, indústria de celulose e petroquímica.
2.5.4 Aços Inoxidável – Duplex.
O aço inoxidável duplex tem como principal características apresentar as
fases austenitas e ferrita estáveis ao mesmo tempo nas condições de
utilização. Esta estabilização foi conseguida através da adição de altos teores
de elementos de liga utilizados na ordem de 18 a 30% de Cr, 3,5 a 8% de Ni e
1,5 a 4,5% de Mo.
A composição química de aço que está diretamente ligado com a
quantidade de fase estáveis, mas na maioria das vezes esses aços são
projetados por partes iguais. Além de cromo, níquel e molibdênio, podem ser
adicionados outros elementos de ligas com cobre, silício, tungstênio e
nitrogênio. O aço duplex tem resistências a corrosão similares aos demais aços
inoxidável, entretanto apresenta altos limites de resistência a escoamento. O
duplex é aplicado em casco de submarinos e em plataformas de petróleo, além
de usinas de biodiesel. O tipo mais comum de duplex é 2.205.[26]
2.5.5 Aços Endurecíveis por Precipitação.
Os aços inoxidável endureciveis por precipitação como todos os outros
aços inox são ligas formadas basicamente de Fe-C-Cr, contendo elementos
que provocam a formação de precipitados, tais como Ti, Al e Cu. Esses aços
apresentam elevados níveis de resistência mecânica devido a formação dos
finos precipitados em estruturas martensitica. Esses aços são usados em

peças muito solicitados como cano de revolver, espingarda de grosso calibre e
equipamentos de grosso calibre. Um exemplo desta família é o aço 17-4HP.
2.5.6 A classificação dos Aços Inoxidáveis .
É extremamente importante conhecer as cinco famílias dos aços
inoxidável para no momento da escolha de qualquer um desses aços para a
melhor aplicação dos mesmos. Com base nas características de cada família é
possível escolher o aço inoxidável mais adequado com propriedades
mecânicas e físicas, resistência a corrosão. [26] Para facilitar essas escolhas
criou-se grupos denominados famílias de maneira a classificar os aços
inoxidáveis. Uma de classificação muito utilizada para esses aços é a seguinte:
� Série 400 ou família dos 4XX: Envolve todos os aços que iniciam por 4
e compreende os tipos ferriticos os martensíticos;
� Série 300 ou 3XX: são os aços inoxidáveis austeníticos convencionais,
ligados ao níquel.
� Série 200 ou 2XX: São aços inoxidáveis austeníticos ligados ao
manganês.
E importantíssimo conhecer algum tipo de classificação para aços
inoxidáveis, pois tais conhecimentos facilitam a escolha desses para melhor
aplicação em determinado tipo de serviço.
2.5.7 Aços Inoxidáveis Austeníticos – 304/316L
Os Aços inoxidável 304/316L foram utilizados para estudo desse
trabalho, por apresentar comportamento elasto-viscoplastico à temperatura
ambiente. A grande diferença do aço inox 304 para 316L, é que o aço inox
316L possui a estrutura austenínitica, cúbica de face centrada (CFC), estável a
temperatura ambiente. Tal estabilidade é conquistada devido a presença de
Niquel, que é um elemento químico extremamente forte no quesito de
estabilização da austenita. Por outro lado a presença de Níquel torna-o não
magnético e com grande capacidade de conformação.

Por apresentar grande versatilidade, além da grande faixa de trabalho
em temperaturas, podendo trabalhar em temperaturas extremamente baixa e
altíssimas temperaturas, este aço é muito utilizado em complexas tubulações
de extração de petróleo.
2.5.8 Composição química – 304/316L
A composição química de um material é de extrema importante. No caso
dos aços inoxidáveis, essa composição é extremamente importante, pois a
quantidade de cada elemento químico vai determinar as fases desses aços. A
quantidade de cada elemento químico vai determinar se ele é ferritico,
martensitico, austenitico, magnético ou não magnético. No caso do aço
inoxidável 316L, o grande elemento químico é o Níquel, é este elemento
químico que na proporção ideal, faz os aços apresentarem uma fase
austenitica estável em temperatura ambiente. A tabela a seguir traz a
composição química do aço Inoxidável 316L, utilizado nesse trabalho.
Tabela 2 : Composição Química – 304/304L
2.5.9 Propriedades Mecânicas do 304/316L.
As principais propriedades mecânicas do aço inox 304 ficam
evidenciadas na tabela 3:

Tabela 3: Propriedades Mecânicas – 304/316L
Aço
(AISI)
Limite
Escoamento
Limite de
Resistência
Alongamento Dureza
304 205 MPa 515 MPa 35 % 90 HRb
316L 170 MPa 485 MPa 35 % 90 HRb
2.5.10 O aço Inox 304/316L e suas aplicações
Os aços inoxidável 304/316L fazem parte da serie 300 de aços,
conforme a classificação dos mesmos, mostrada acima. Este grupo abrange
um grupo de ligas Cromo-Níquel austeníticos. O aço inoxidável 304/304L são
também conhecidos como 18/8 inoxidável devido à sua composição química,
que inclui cerca de 18% de Cromo e 8% de 8% de níquel. A semelhança da
composição química e propriedades mecânicas do 304 e 304L faz que
frequentemente incluídos em um único certificado de usina, quando as
propriedades reais da chapa satisfaz os critérios de ambos os tipos. Esta é
uma ocorrência muito comum. Tipo 304L é uma variação do tipo 304 e tem um
menor teor de carbono que melhora sua facilidade de solda e reduz o risco de
corrosão em torno da solda.
O aço austenítico 316L, por apresentar composição química grande
quantidades de Níquel apresenta uma melhor resistência à corrosão sob
tensão. A corrosão sob tensão combina normalmente três fatores importantes:
Meio agressivo, temperatura e tensões, que acentuam o processo de
corrosão. O aço inox 316L é resistente a esse tipo de corrosão e apresenta
também melhor corrosão por pite.
Esse tipo de aço é utilizado em utensílios domésticos, fins estruturais,
equipamentos para indústrias químicas, naval, farmacêutica, têxtil, de papel e
celulose, frigoríficas, refinaria de petróleo, trocadores de calor, válvulas e peças
de tubulações de instalações criogênicas. Tanques de fermentação,
equipamentos para refino de produtos de milho, leite, cúpula para casa de
reator de usina atômica, tubos de vapor, equipamentos para usinas nucleares
entre outras aplicações.


CAPÍTULO III
3 MATERIAS E MÉTODOS DE ENSAIOS
3.1 Equações que modelam o comportamento Elasto -
viscoplástico.
As equações constitutivas propostas por Lemaitre e Chaboche,
permitem não só o estudo da fluência, mas também o de carregamentos
cíclicos, o que é fundamental para a análise da integridade de certas
estruturas.[11] Tais equações representam o comportamento elasto-
viscoplástico do material. Todos os parâmetros da plasticidade podem ser
obtidos à partir de ensaios uniaxiais (cíclicos e/ou monótonos).No caso
uniaxial, estas equações se reduzem ao seguinte sistema:
( )PE εεσ −= (20)
( ) 00; ===••
tp Pεε (21)
( )
( )
<−≥−+
=01
01
Xse
XseSg σ
σ (22)

0)0(; ==−=•••
tXpbXaXp
ε (23)
( )[ ]pvvY p 21 exp1 −−+= σ (24)
( ) 00;;0 ==
=≤−−=•
tpK
FpYXF
N
σ (25)
As variáveis YeXpp ,,,, εεσ têm a mesma interpretação do que no caso
elasto-plástico. Os parâmetros 21,,,,, vvbaE yσ , são similares aos que aprecem
no modelo elastoplástico. Tais parâmetros podem ser determinados utilizados
procedimentos adotados em[8]
pσ é o limite de elasticidade à tração, yσ para um material virgem,
obtido num ensaio com uma taxa de deformação muito pequena, ,0
→•ε pois
na elasto-plasticidade yσ depende da deformação.
Para a determinação do limite de elasticidade a tração, usa-se o mesmo
procedimento definido na elasto plasticidade para identificar o limite de
elasticidade, para determinar esses parâmetros é realizado um ensaio de
tração com baixas taxas de deformação sl /10 5−•
≤ε . As Variáveis K, N são
parâmetros que caracterizam a viscosidade do material.
3.1.1 Equações que identificam o comportamento visc oplástico.
Para a identificação dos coeficientes elasto-viscoplásticos K, N, partiu-se
do principio do menor número possível de experimentos para a identificação
dos mesmos. A proposta é identificar essas propriedades através de um
procedimento alternativo, usando um único ensaio monótono de tração com
velocidades variáveis. Qualquer máquina eletromecânica pode ser usada
nesse tipo de procedimento, reduzindo custos e reduzindo tempo em
laboratório.
A grande diferença do modelo viscoplastico é a existência de um “termo
viscoso”, termo este que depende das taxas que se fazem presente nas
equações a seguir. Este termo viscoso aparece em ligas metálicas quando
submetidas em ambientes com temperatura acima de um terço acima da
temperatura ambiente ou em aços austeniticos este termo se faz presente a
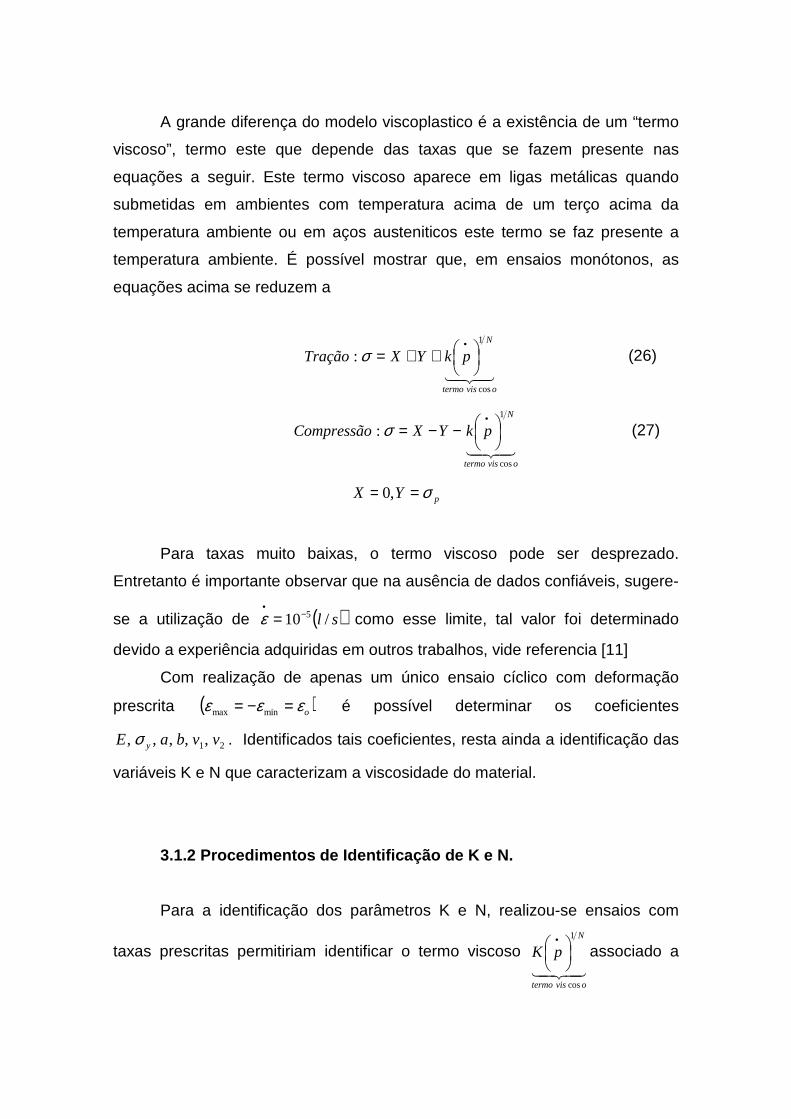
temperatura ambiente. É possível mostrar que, em ensaios monótonos, as
equações acima se reduzem a
43421
ovistermo
N
pkYXTração
cos
1
:
++=•
σ (26)
43421
ovistermo
N
pkYXCompressão
cos
1
:
−−=•
σ (27)
pYX σ== ,0
Para taxas muito baixas, o termo viscoso pode ser desprezado.
Entretanto é importante observar que na ausência de dados confiáveis, sugere-
se a utilização de ( )sl /10 5−•
=ε como esse limite, tal valor foi determinado
devido a experiência adquiridas em outros trabalhos, vide referencia [11]
Com realização de apenas um único ensaio cíclico com deformação
prescrita ( )oεεε =−= minmax é possível determinar os coeficientes
21,,,,, vvbaE yσ . Identificados tais coeficientes, resta ainda a identificação das
variáveis K e N que caracterizam a viscosidade do material.
3.1.2 Procedimentos de Identificação de K e N.
Para a identificação dos parâmetros K e N, realizou-se ensaios com
taxas prescritas permitiriam identificar o termo viscoso 43421
ovistermo
N
pK
cos
1
•associado a

cada uma delas. Num ensaio de tração, é possível verificar que o termo
viscoso.
���� /� ����/� ����� � ��� �������
Para a identificação dos valores K e N pode-se utilizar um gráfico
logarítmico, conforme a figura 38.
Figura 32: Identificação Experimental do Termo Viscoso
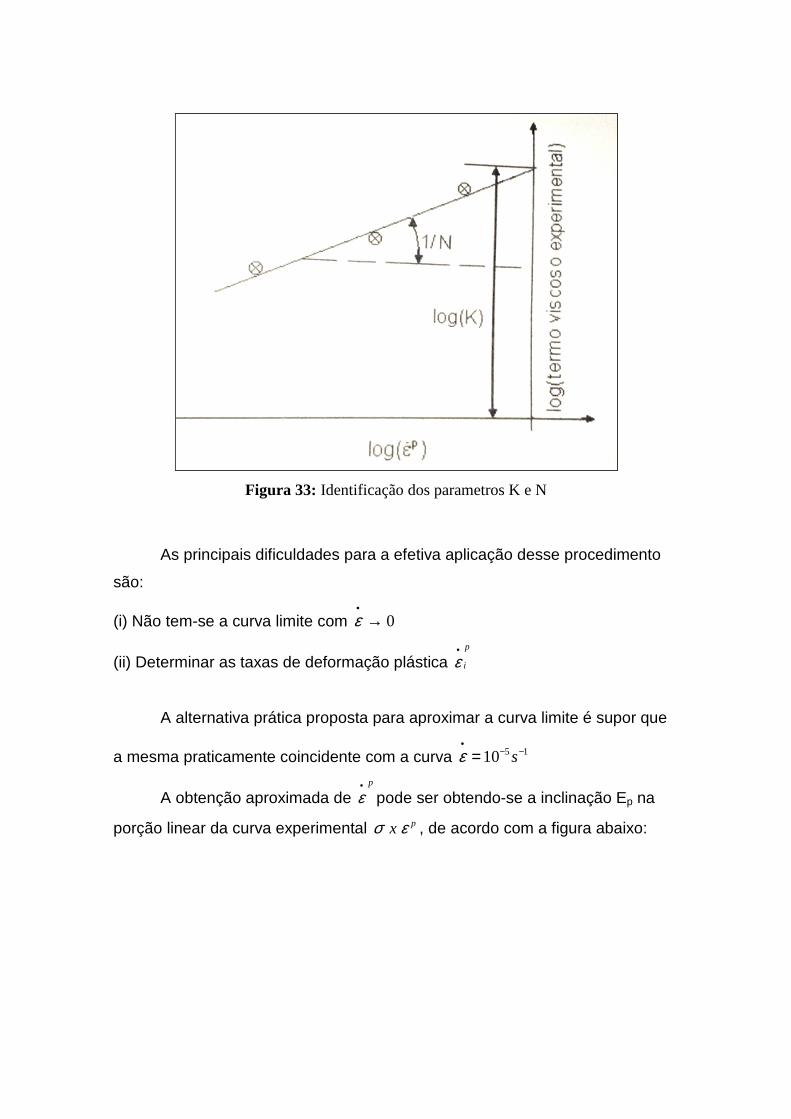
Figura 33: Identificação dos parametros K e N
As principais dificuldades para a efetiva aplicação desse procedimento
são:
(i) Não tem-se a curva limite com 0→•ε
(ii) Determinar as taxas de deformação plástica p
i
•ε
A alternativa prática proposta para aproximar a curva limite é supor que
a mesma praticamente coincidente com a curva 1510 −−•
= sε
A obtenção aproximada de p•
ε pode ser obtendo-se a inclinação Ep na
porção linear da curva experimental px εσ , de acordo com a figura abaixo:
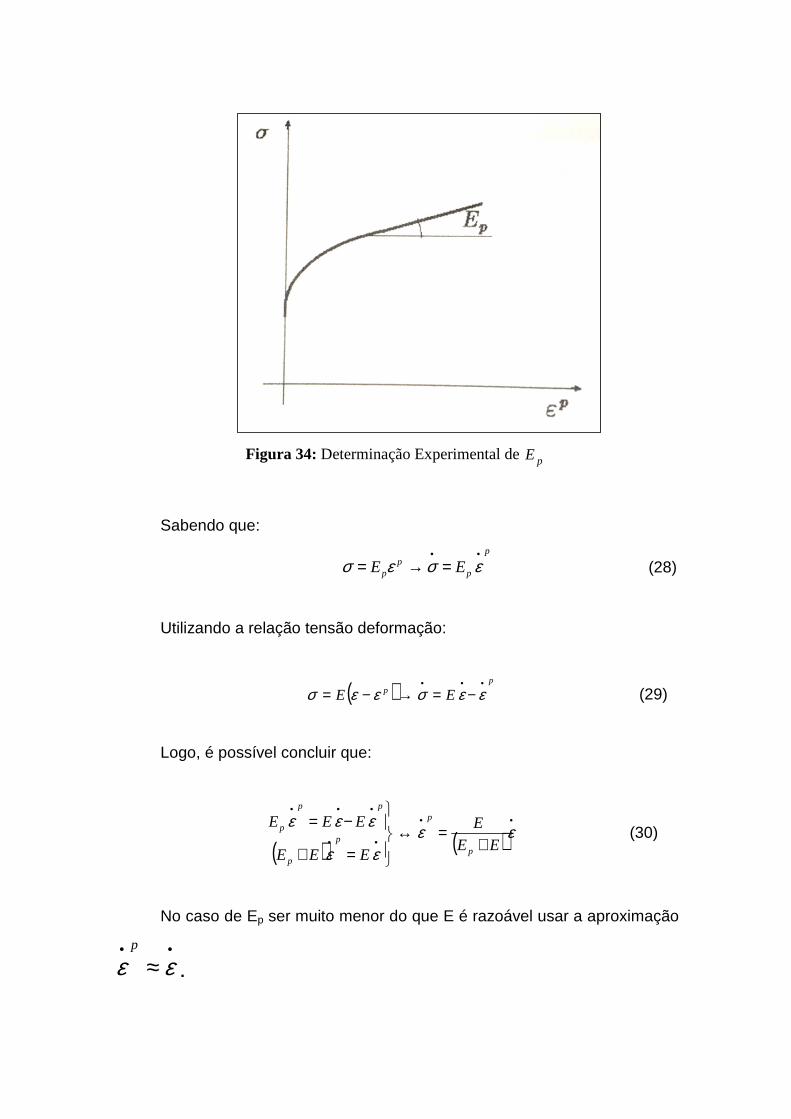
Figura 34: Determinação Experimental de pE
Sabendo que:
p
pp
p EE••
=→= εσεσ (28)
Utilizando a relação tensão deformação:
( )p
p EE•••
−=→−= εεσεεσ (29)
Logo, é possível concluir que:
( ) ( )
••
••
•••
+=↔
=+
−=εε
εε
εεεEE
E
EEE
EEE
p
p
p
p
pp
p (30)
No caso de Ep ser muito menor do que E é razoável usar a aproximação
••≈ εε
p
.

Se ••
≅ →<< εεp
Logop EE (31)
Diante da simplicidade das equações que determinam os coeficientes da
viscoplasticidade tais métodos exigem um número muito grande de
procedimentos experimentais. Para que seja determinado esses coeficientes
através do procedimento acima citados é necessário no mínimo 4 ensaios,
correspondendo a 3 pontos. Logo são necessários a determinação de no
mínimo 12 pontos experimentais, para a identificação desses pontos.
3.2 Materiais Utilizados.
O material utilizado no presente trabalho foi a liga AISI 304 e 316L. Essas
ligas foram estudadas, vista a sua elevada aplicação em estruturas, e a busca
constante de otimizar as suas propriedades mecânicas.
Os aços inoxidáveis austeníticos apresentam austenita que é a solução
sólida de carbono no ferro ( )γ cristalizada no sistema cúbico de faces
centradas, com propriedades não magnética. Devido a retenção de uma forma
metaestável da austenita à temperatura ambiente. Apresentam excelente
solubilidade e maior resistência a corrosão em relação aos aços dos demais
grupos. Combinando o baixo limite de escoamento com alto limite de
resistência e bom alongamento, oferecendo as melhores propriedades para
trabalho a frio. Realizou-se uma analise química no material para determinar a
composição química do material via EDS, com a finalidade de comprovar a
composição química do mesmo apresentado no certificado de matéria prima.
3.3 Corpo de prova (CP) utilizado
Os ensaios foram realizados com corpos de prova em acordo com as
especificações da Norma ASTM A370, esquematizadas na figura 32. A parte
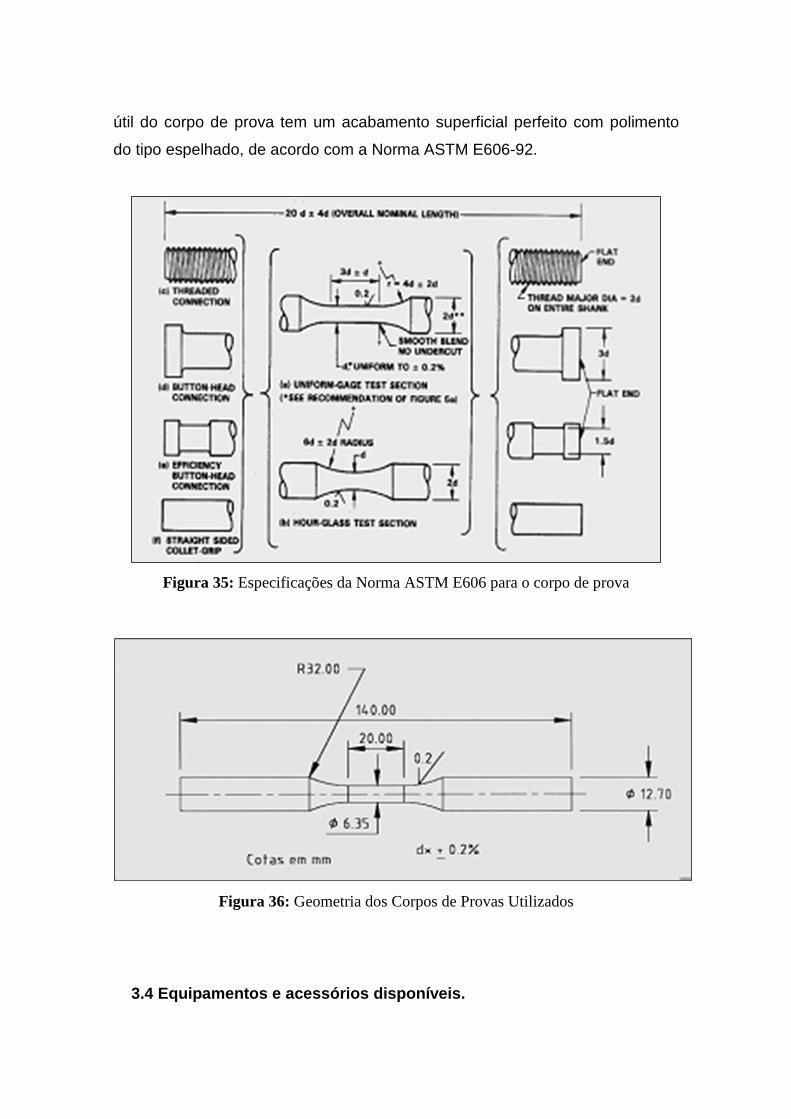
útil do corpo de prova tem um acabamento superficial perfeito com polimento
do tipo espelhado, de acordo com a Norma ASTM E606-92.
Figura 35: Especificações da Norma ASTM E606 para o corpo de prova
Figura 36: Geometria dos Corpos de Provas Utilizados
3.4 Equipamentos e acessórios disponíveis.
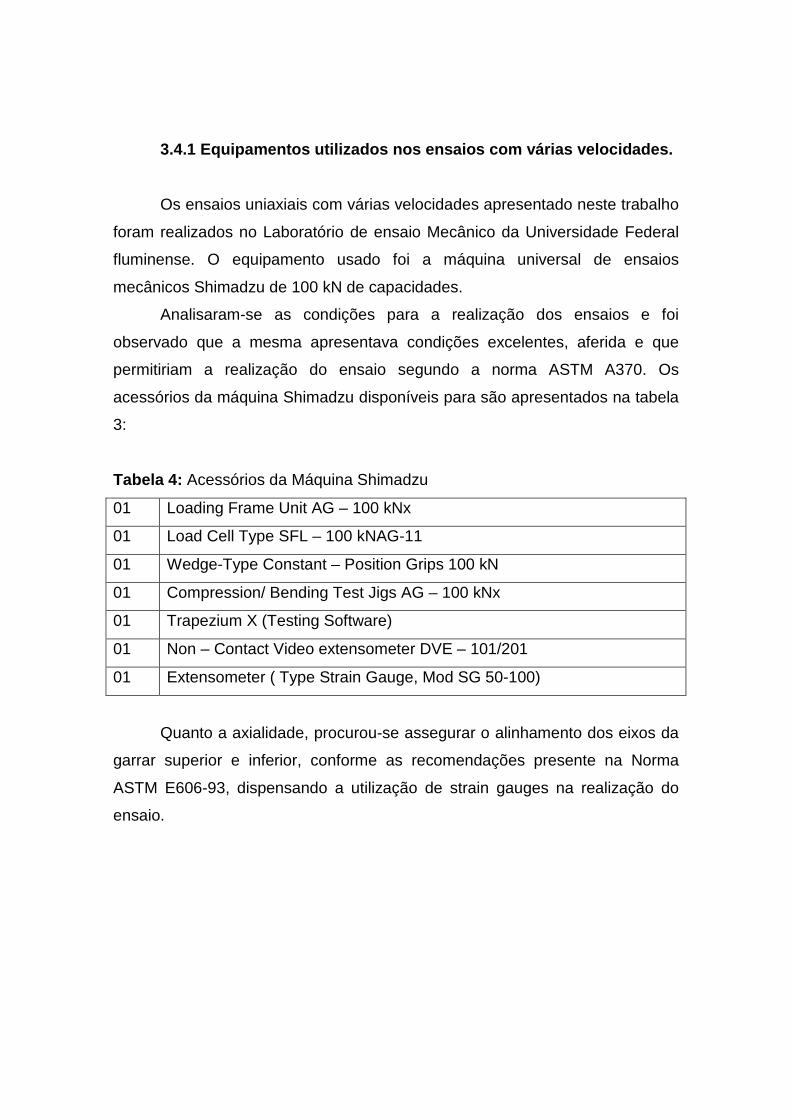
3.4.1 Equipamentos utilizados nos ensaios com vária s velocidades.
Os ensaios uniaxiais com várias velocidades apresentado neste trabalho
foram realizados no Laboratório de ensaio Mecânico da Universidade Federal
fluminense. O equipamento usado foi a máquina universal de ensaios
mecânicos Shimadzu de 100 kN de capacidades.
Analisaram-se as condições para a realização dos ensaios e foi
observado que a mesma apresentava condições excelentes, aferida e que
permitiriam a realização do ensaio segundo a norma ASTM A370. Os
acessórios da máquina Shimadzu disponíveis para são apresentados na tabela
3:
Tabela 4: Acessórios da Máquina Shimadzu
01 Loading Frame Unit AG – 100 kNx
01 Load Cell Type SFL – 100 kNAG-11
01 Wedge-Type Constant – Position Grips 100 kN
01 Compression/ Bending Test Jigs AG – 100 kNx
01 Trapezium X (Testing Software)
01 Non – Contact Video extensometer DVE – 101/201
01 Extensometer ( Type Strain Gauge, Mod SG 50-100)
Quanto a axialidade, procurou-se assegurar o alinhamento dos eixos da
garrar superior e inferior, conforme as recomendações presente na Norma
ASTM E606-93, dispensando a utilização de strain gauges na realização do
ensaio.

Figura 37: Ensaio de Tração com Várias Velocidades

CAPÍTULO - IV
4.0 RESULTADOS
4.1 Identificação de K e N do aço 304.
A identificação dos coeficientes K e N, coeficientes estes associados à
elasto-viscoplasticidade. Para a identificação desses coeficientes é necessário
realizar o ensaio com velocidades variáveis. Realizou-se o ensaio de tração
com deformação prescrita com taxa variável. As velocidades utilizadas são:
� ( ) 25 107/101 −−•
≥= xparaslx εε
� ( ) 224 107105/101 −−−•
<≤= xxparaslx εε
� ( ) 224 105103/105 −−−•
<≤= xxparaslx εε
� ( ) 23 1030/10 −−•
<≤= xparasl εε
Utilizando as velocidades supracitadas, gerou-se o seguinte gráfico
mostrado na figura 42.
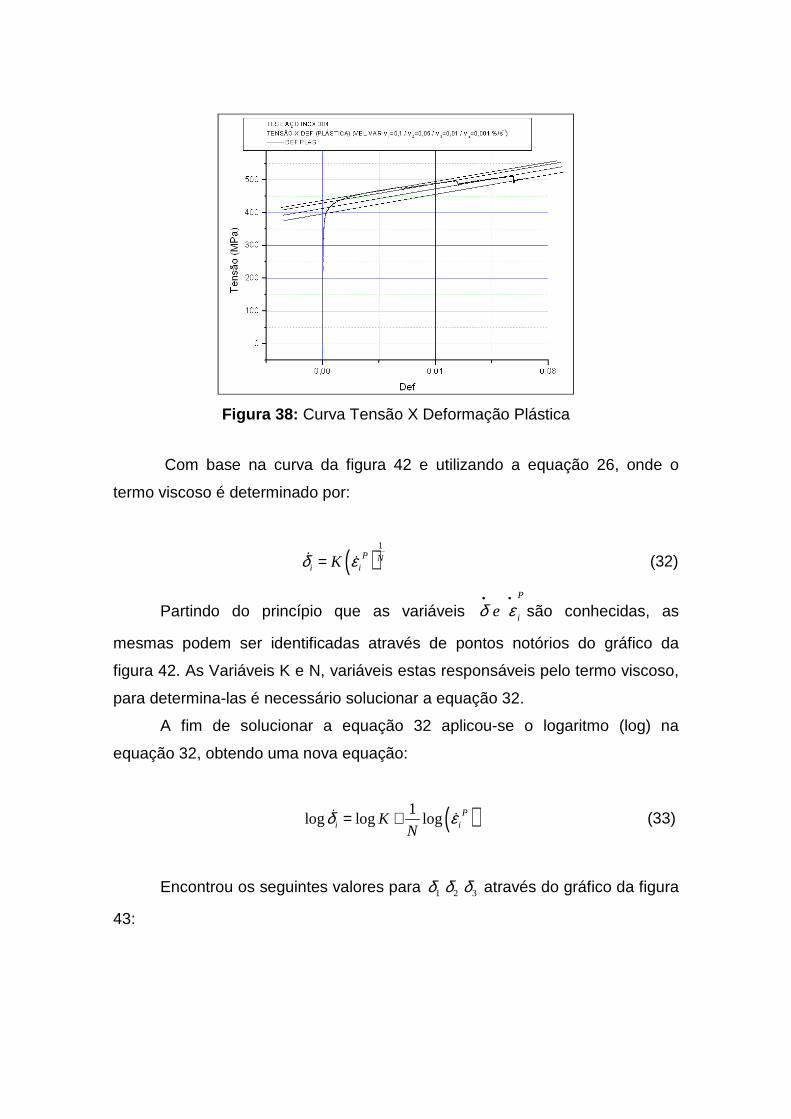
Figura 38: Curva Tensão X Deformação Plástica
Com base na curva da figura 42 e utilizando a equação 26, onde o
termo viscoso é determinado por:
( )1
P Ni iKδ ε=& & (32)
Partindo do princípio que as variáveis P
ie••εδ são conhecidas, as
mesmas podem ser identificadas através de pontos notórios do gráfico da
figura 42. As Variáveis K e N, variáveis estas responsáveis pelo termo viscoso,
para determina-las é necessário solucionar a equação 32.
A fim de solucionar a equação 32 aplicou-se o logaritmo (log) na
equação 32, obtendo uma nova equação:
( )1log log log P
i iKN
δ ε= +& & (33)
Encontrou os seguintes valores para 321 δδδ através do gráfico da figura
43:

Figura 39: Identificação das variações das tensões
Sendo os valores das variações das tensões:
MPa102,38939,421041,4603 =−=δ
MPa311,31939,421250,4532 =−=δ
MPa979,16939,421915,4381 =−=δ
Para determinar Piε& é necessário utilizar as equações 28,29,30,31.
Utilizando tais equações é possível encontrar:
P ii
PE
σε =& (34)
Logo com a equação 34 é possível determinar Piε& . Vale ressaltar que a
variável EP, Módulo de Elasticidade Plástico, pode ser determinado através da
inclinação da curva. Portanto EP = 1546,7 MPa.
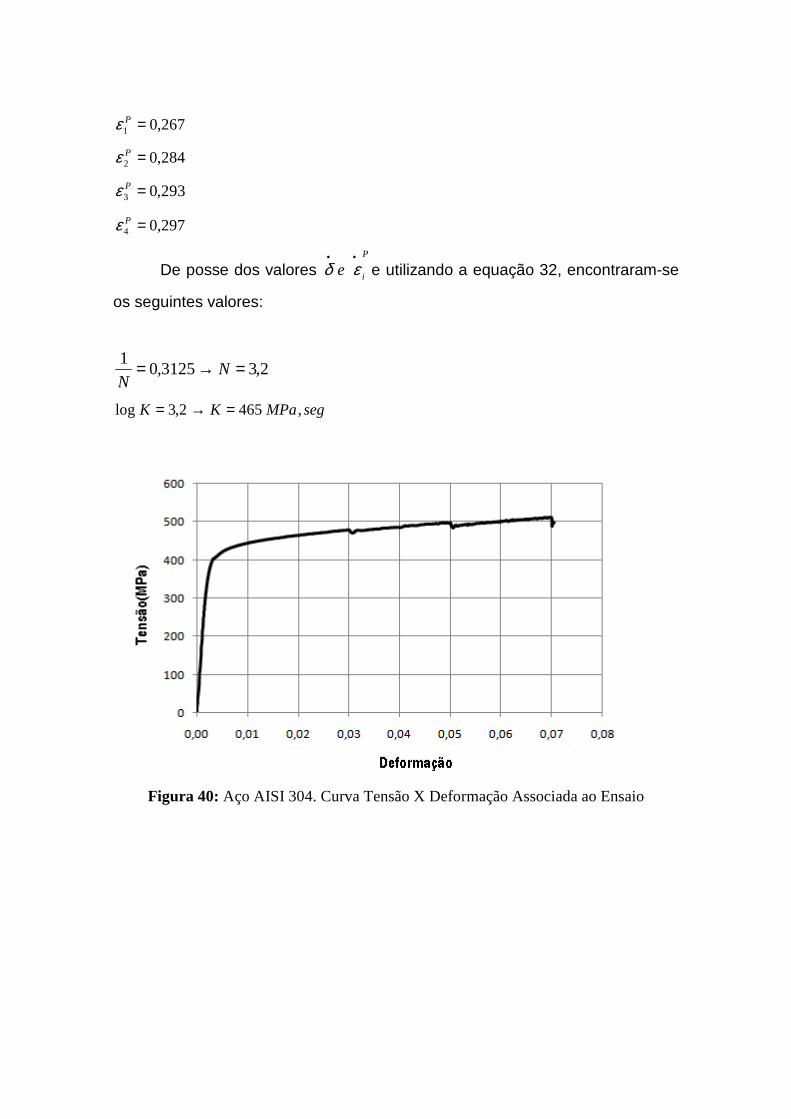
267,01 =Pε
284,02 =Pε
293,03 =Pε
297,04 =Pε
De posse dos valores P
ie••εδ e utilizando a equação 32, encontraram-se
os seguintes valores:
2,33125,01 =→= NN
segMPaKK ,4652,3log =→=
Figura 40: Aço AISI 304. Curva Tensão X Deformação Associada ao Ensaio

Figura 41: Aço AISI 304. Curva Tensão X Deformação Plástica Associada
Os demais coeficientes E , a , b , 1v , 2v são identificados a partir de uma
metodologia de ensaio cíclico proposto em [8] [27]. Sendo os valores desses
coeficientes E = 194812,7 MPa, 1v = 12.62 MPa, 2v = 9666768.18, a = 59588.43
MPa, b = 505.56
Figura 42: Curva Tensão X Deformação. Ensaio de Tração com velocidades Variáveis.
Aço AISI 304

Figura 43: Comparação das curvas Tensão X deformação teórica (elasto-viscoplástica)
e experimental. Ensaio de tração com velocidades variáveis. Aço AISI 304.
As figuras 47 mostram resultados obtidos em corpos de prova que sofreram uma
deformação cíclica preliminar (endurecimento cíclico). Os parâmetros K e N
associados à viscosidade não são afetados pela plastificação cíclica. A figura 46 mostra
a curva experimental obtida considerando-se uma tensão de escoamento cerca de 180
MPa maior do que a identificada nos ensaios cíclicos.
Figura 44: Tensão X deformação. Ensaio de tração com velocidades variáveis. Aço
AISI 304.
A Figura 48 mostra as curvas experimentais e a simulação do modelo
superpostas, considerando-se o endurecimento preliminar. De qualquer forma, o
comportamento viscoso é bastante bem representado.

Figura 45: Comparação das curvas Tensão X deformação teórica (elasto-viscoplástica)
e experimental. Ensaio de tração com velocidades variáveis
4.2 Identificação de K e N do aço AISI 316L
Os parâmetros K e N associados à viscosidade foram identificados usando-se os
mesmos procedimentos considerados para a liga 304. Como o módulo de elasticidade é
aproximadamente 195.000 MPa.
MPa866,29538,431404,4613 =−=δ
MPa310,22538,431848,4532 =−=δ
MPa594,12538,431132,4441 =−=δ
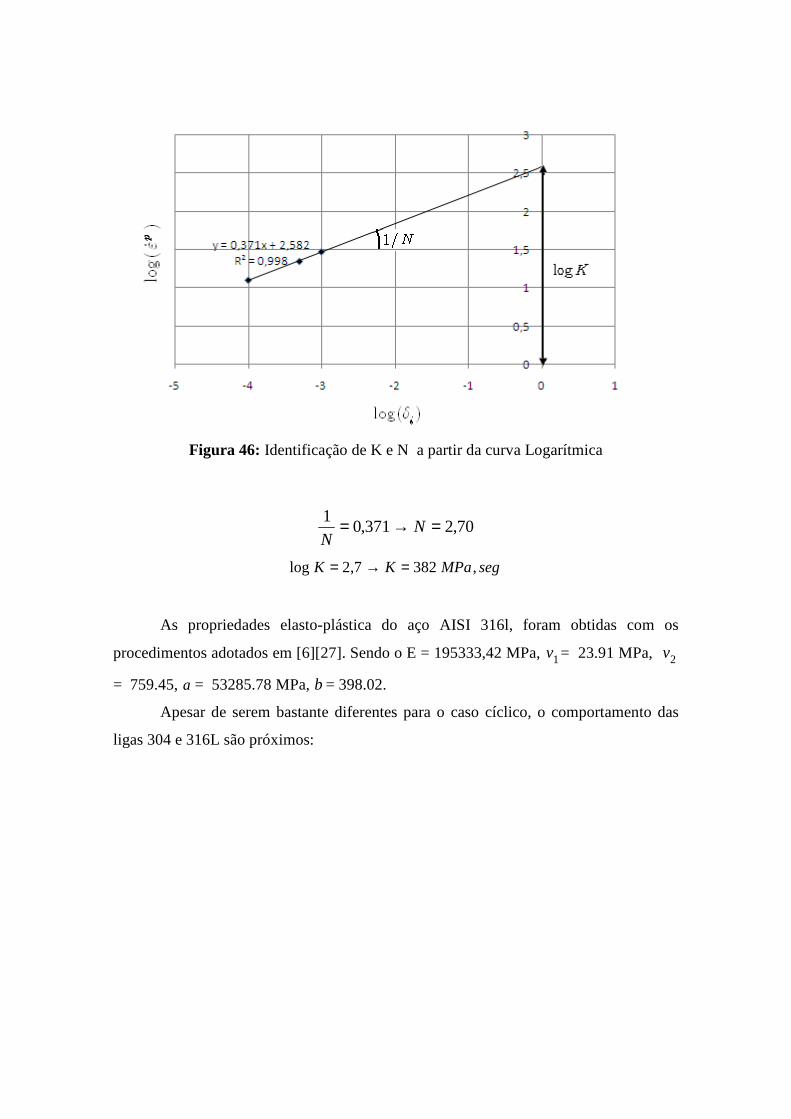
Figura 46: Identificação de K e N a partir da curva Logarítmica
70,2371,01 =→= NN
segMPaKK ,3827,2log =→=
As propriedades elasto-plástica do aço AISI 316l, foram obtidas com os
procedimentos adotados em [6][27]. Sendo o E = 195333,42 MPa, 1v = 23.91 MPa, 2v
= 759.45, a = 53285.78 MPa, b = 398.02.
Apesar de serem bastante diferentes para o caso cíclico, o comportamento das
ligas 304 e 316L são próximos:
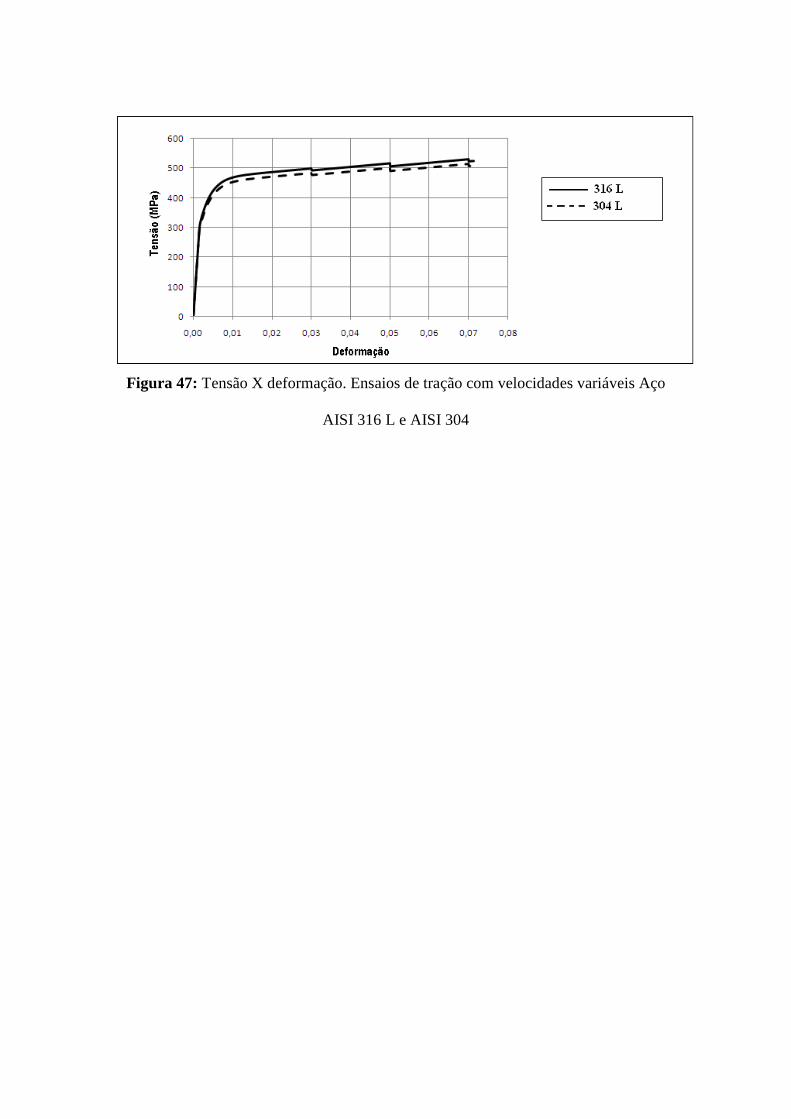
Figura 47: Tensão X deformação. Ensaios de tração com velocidades variáveis Aço
AISI 316 L e AISI 304

CAPÍTULO - V
5.0 CONCLUSÃO
Após ter realizado todo processo experimental pode-se evidenciar
alguns pontos importantes. O procedimento experimental alternativo de
identificação se mostrou bastante eficaz.
Nos ensaios de tração com várias velocidades; as velocidades utilizadas
foram ( ) 25 107/101 −−•
≥= xparaslx εε , ( ) 224 107105/101 −−−•
<≤= xxparaslx εε ,
( ) 224 105103/105 −−−•
<≤= xxparaslx εε , ( ) 23 1030/10 −−•
<≤= xparasl εε , através
de um único ensaio foi possível determinar as propriedades inelásticas do aço
inoxidável 304, onde N = 3,2 e K = 465 MPa, seg e do aço inoxidável 316L N =
2,7 e K = 382 MPa,seg.
Apesar de não ser o objeto desse trabalho, é importante observar que a
viscosidade tem uma enorme influência no comportamento cíclico de materiais
inelásticos. Como exemplo, a figura 51 apresenta um ensaio de carga e
descarga no aço 316L, onde se verifica o fenômeno de ratcheting (ou de
deformação cíclica progressiva) discutido no capitulo II. Caso o comportamento
fosse puramente elasto-plástico a curva tensão-deformação estabilizaria
elasticamente no primeiro ciclo (figura 52).
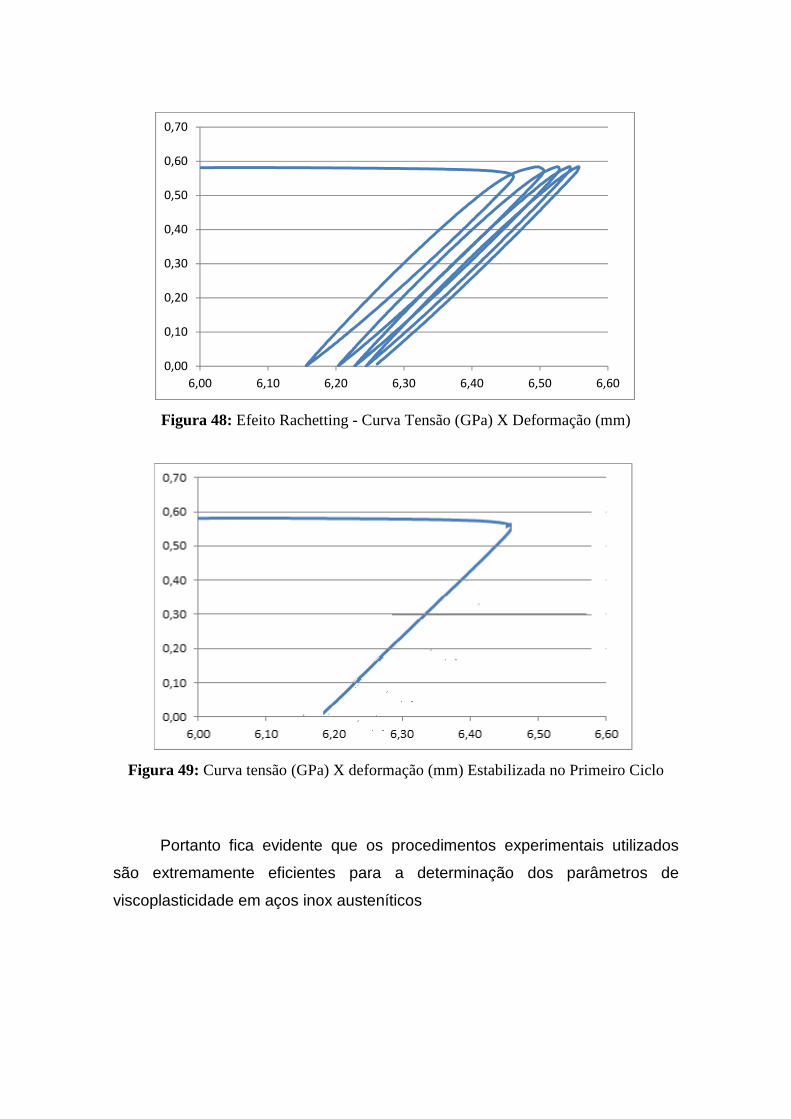
Figura 48: Efeito Rachetting - Curva Tensão (GPa) X Deformação (mm)
Figura 49: Curva tensão (GPa) X deformação (mm) Estabilizada no Primeiro Ciclo
Portanto fica evidente que os procedimentos experimentais utilizados
são extremamente eficientes para a determinação dos parâmetros de
viscoplasticidade em aços inox austeníticos
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
6,00 6,10 6,20 6,30 6,40 6,50 6,60

CAPÍTULO - VI
6.0 REFERENCIAS BIBLIOGRÁFICA
[1] DIDIER MARQUIS, “Modelisation Et Identification De L'ecrouissage Anisotrope
Des Metaux - These presentee pour l'obtention du DIPLOME DE DOCTEUR DE
3 ÈME CYCLE " , UNIVERSITE PIERRE ET MARIE CURIE PARIS VI, 1979.
[2] ABREU MARTINS, S, “Um procedimento Simplificado para a Análise de Tensões
e Deformações em Placas com Comportamento Elasto-Vicosplástico –
Dissertação de Mestrado”, UFF, 2001.
[3] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS , Materiais Metálicos -
Determinação das Propriedades Mecânicas a Tração, Norma ABNT NBR 6152,
Rio de Janeiro, 1992.
[4] COSTA MATTOS , H.S., “Uma Contribuição À Formulação Termodinâmica Da
Elastoplasticidade E Da Elastovisco-Plasticidade - Tese de Doutorado”, DEM -
PUC, 1988.
[5] MALHEIROS SANTOS , C.V., “Analise de Tensões Sob Regime Elast-Plástico
Em Vasos De Pressão De Paredes Finas - Dissertação de Mestrado ", UFF,
1999.
[6] SOARES FILHO , P.F, “Determinação Sistemática de Propriedades da Elasto-
Plascidade Cíclica – Dissertação de Mestrado, UFF, 2003”.
[7] ARMSTRONG E FREDERIK , “A Mathemattical Representation Of The Multiaxial
Baushinger Effect " C.E.G.B. Report n0 RB/B/N 731, 1966.
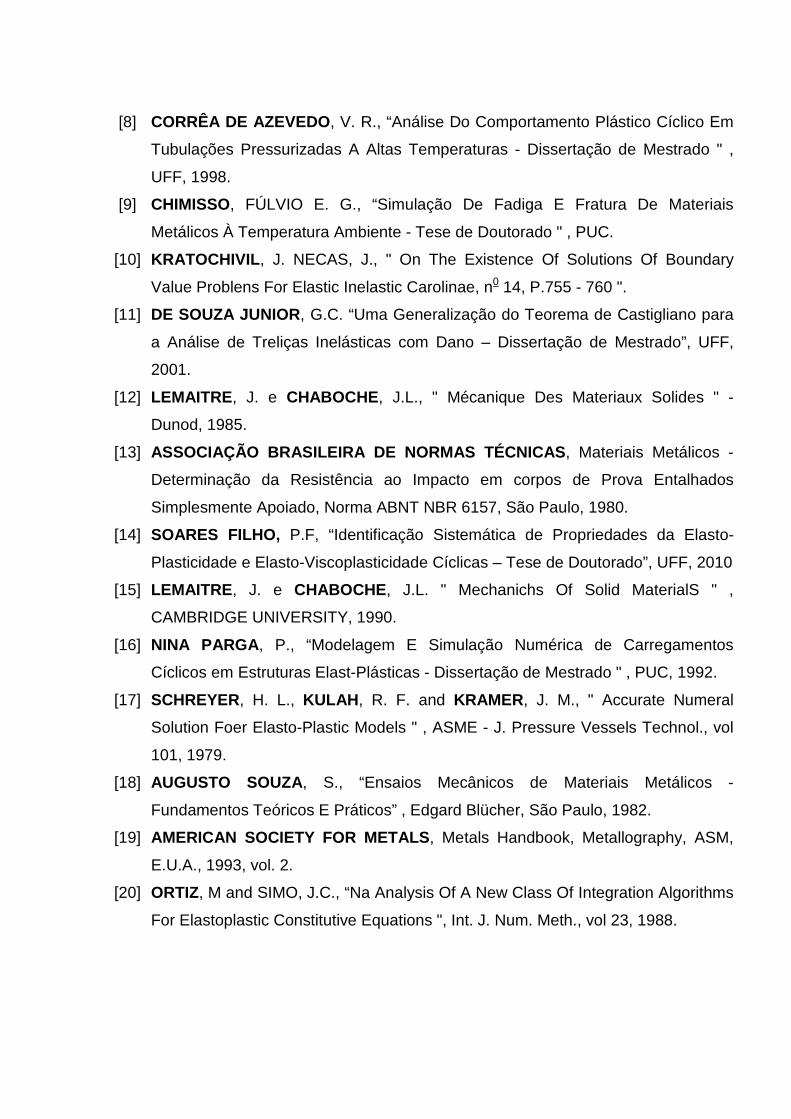
[8] CORRÊA DE AZEVEDO , V. R., “Análise Do Comportamento Plástico Cíclico Em
Tubulações Pressurizadas A Altas Temperaturas - Dissertação de Mestrado " ,
UFF, 1998.
[9] CHIMISSO, FÚLVIO E. G., “Simulação De Fadiga E Fratura De Materiais
Metálicos À Temperatura Ambiente - Tese de Doutorado " , PUC.
[10] KRATOCHIVIL , J. NECAS, J., " On The Existence Of Solutions Of Boundary
Value Problens For Elastic Inelastic Carolinae, n0 14, P.755 - 760 ".
[11] DE SOUZA JUNIOR , G.C. “Uma Generalização do Teorema de Castigliano para
a Análise de Treliças Inelásticas com Dano – Dissertação de Mestrado”, UFF,
2001.
[12] LEMAITRE , J. e CHABOCHE , J.L., " Mécanique Des Materiaux Solides " -
Dunod, 1985.
[13] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS , Materiais Metálicos -
Determinação da Resistência ao Impacto em corpos de Prova Entalhados
Simplesmente Apoiado, Norma ABNT NBR 6157, São Paulo, 1980.
[14] SOARES FILHO, P.F, “Identificação Sistemática de Propriedades da Elasto-
Plasticidade e Elasto-Viscoplasticidade Cíclicas – Tese de Doutorado”, UFF, 2010
[15] LEMAITRE , J. e CHABOCHE , J.L. " Mechanichs Of Solid MaterialS " ,
CAMBRIDGE UNIVERSITY, 1990.
[16] NINA PARGA , P., “Modelagem E Simulação Numérica de Carregamentos
Cíclicos em Estruturas Elast-Plásticas - Dissertação de Mestrado " , PUC, 1992.
[17] SCHREYER, H. L., KULAH , R. F. and KRAMER , J. M., " Accurate Numeral
Solution Foer Elasto-Plastic Models " , ASME - J. Pressure Vessels Technol., vol
101, 1979.
[18] AUGUSTO SOUZA , S., “Ensaios Mecânicos de Materiais Metálicos -
Fundamentos Teóricos E Práticos” , Edgard Blücher, São Paulo, 1982.
[19] AMERICAN SOCIETY FOR METALS , Metals Handbook, Metallography, ASM,
E.U.A., 1993, vol. 2.
[20] ORTIZ, M and SIMO, J.C., “Na Analysis Of A New Class Of Integration Algorithms
For Elastoplastic Constitutive Equations ", Int. J. Num. Meth., vol 23, 1988.

[21] AMERICAN SOCIETY FOR TESTING AND MATERIALS , Annual Book of ASTM
Standards. Section Three – Metals Tests Methods and Analytical Procedures.
Volume 03.01 – Metals – Mechanical Testing; Elevated and Low-Temperature
Tests: Metallography (Revision issued annually), E.U.A., 2001.
[22] AMERICAN SOCIETY FOR TESTINH AND MATERIALS , Annual Book of ASTM
Standard Test Method and Definitions for Mechanical Testing of Steel Products –
ASTM 370, 2004.
[23] ORTIZ, M and SIMO, J.C., “Na Analysis Of A New Class Of Integration Algorithms
For Elastoplastic Constitutive Equations ", Int. J. Num. Meth., vol 23, 1988.
[24] SOUZA, V.B., NERY, S., “Avaliação da Criticidade da Existência de Trinca em um
Pedestal de Guindaste Offshore”. – TCC- SUR, 2012.
[25] COSTA MATTOS , H.S., “Notas de aula da disciplina de Mecânica dos Sólidos
Inelásticos” - UFF - 2012
[26] PADILHA, A.F, “Aços Inoxidáveis Austeniticos, Hemus, 2001
[27] COSTA MATTOS , H.S., SOARES FILHO , P.F, “Approximate local elasto-plastic
solution for notched plates undergoing cyclic tensile loading’ Journal Materials and
Design - 2010