tratamento de efluentes de abatedouros de bovino para ... · primeiro a (os) deus (es), por tudo!...
TRANSCRIPT

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
AMILCAR PEREIRA CARDOSO
Tratamento de efluentes de abatedouros de bovino para produção de biogás: Uma
abordagem para sustentabilidade
Escola de Engenharia de Lorena – USP
Lorena, 2015

1
AMILCAR PEREIRA CARDOSO
Tratamento de efluentes de abatedouros de bovinos para produção biogás: Uma
abordagem para sustentabilidade
Escola de Engenharia de Lorena – USP
Monografia apresentada como
requisito parcial para a conclusão
de Graduação do Curso de
Engenharia Bioquímica
Orientador: Prof. Dr. Flávio
Teixeira da Silva
Lorena, 2015
2
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE
TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO,
PARA FINS DE ESTUDO DE ESTUDO E PESQUISA, DESDE QUE CITADA A
FONTE.
CATALOGAÇÃO NA PUBLICAÇÃO
Assessoria de Documentação e Informação
Escola de Engenharia de Lorena
Cardoso, Amilcar Pereira
Tratamento de efluentes de abatedouros de bovinos
para produção de biogás: Uma abordagem para
sustentabilidade / Amilcar Pereira Cardoso;
orientador Flávio Teixeira da Silva. - Lorena, 2015.
52 p.
Monografia apresentada como requisito parcial
para a conclusão de Graduação do Curso de Engenharia
Bioquímica - Escola de Engenharia de Lorena da
Universidade de São Paulo. 2015
Orientador: Flávio Teixeira da Silva
1. Biogás. 2. Efluente de abatedouro. 3.
Sustentabilidade. I. Título. II. da Silva, Flávio
Teixeira, orient.
3
Dedico este trabalho a minha Avó, Dulce de
Campos Pereira, e ao meu Pai, Hamilton Bernardes
Cardoso, que onde quer que estejam tenho certeza
que estão me olhando, me guiando e me apoiando. Ao
meu Avô, João Manoel Pereira Filho, a minha mãe,
Dulce Maria Pereira, meu pai, meu irmão, Augusto
Mayela Pereira Cardoso, os quais sempre me
apoiaram nos momentos mais difíceis e sempre
partilham dos momentos mais felizes. E a minha
namorada, Priscila Berenice da Costa, que está do
meu lado todo dia me fazendo um homem melhor e
lutando as batalhas da vida

4
Agradecimentos
Primeiro a (os) Deus (es), por tudo!
Ao meu Avô, João Manoel Pereira Filho, por me ajudar tanto em todos esses
anos difíceis, sempre me apoiando com suas palavras e seus gestos
indescritíveis e seu coração e amor imenso. A minha mãe, Dulce Maria Pereira,
por ser essa mulher incrível e forte, que me educou para, acima de tudo, ser um
homem lutador, honesto, afetivo e digno. Muito obrigado por ser INCRÍVEL! Ao
meu irmão, Augusto Mayela, sempre juntos.
Aos meus tios e tias por todo o apoio, de todos as maneiras!
A Priscila Berenice da Costa, que me faz ter forças quando não parece existir
mais nada no mundo.
Ao meu orientador, Flávio Teixeira, e a sua esposa, Teresa Paiva, por toda
a paciência e ajuda, durante o processo de elaboração deste trabalho. Ao
Professor Segato, pela mesma paciência e ajuda.
Aos professores que me inspiraram, que serão referência ao longo da vida,
e que realmente me transmitiram conhecimento, da EEL, da UEL, Lawrence
University e da EDN.
Aos meus amigos, que eu amo, que são família, obrigado! De Lorena: Gui,
Didi (Ornellas), Zacarias (Moreti) e Dedé (Carlão), sem vocês não sei como teria
sido essa reta final; muito obrigado, e um “colar de beijos”. Japoneura (Carol
Horie) e Bianca Komodo (Rebeca) obrigado pela amizade verdadeira todos
esses anos. From Lawrence: George Barrios and Danyial Noorani, thanks for all
the inspiration, you are my brothers. Aos grandes amigos de Rio Preto e de
Brasília, eternos!
Ao meu mentor na Accenture, Rafael e aos meus chefes Adriano e Gustavo,
por acreditarem no meu trabalho e apoiarem sempre.

5
“Learn from yesterday, live for today, hope for tomorrow. The important thing
is not to stop questioning.”
Albert Einstein
Tocando em Frente (Almir Sater)
“Ando devagar Porque já tive pressa E levo esse sorriso
Porque já chorei demais
Hoje me sinto mais forte Mais feliz, quem sabe
Só levo a certeza De que muito pouco sei
Ou nada sei
Conhecer as manhas E as manhãs
O sabor das massas E das maçãs
É preciso amor
Pra poder pulsar É preciso paz pra poder sorrir É preciso a chuva para florir
Todo mundo ama um dia
Todo mundo chora Um dia a gente chega E no outro vai embora
Cada um de nós compõe a sua história
Cada ser em si Carrega o dom de ser capaz
E ser feliz”
Tá Escrito (Xande de Pilares)
“Quem cultiva a semente do amor
Segue em frente não se apavora
Se na vida encontrar dissabor
Vai saber esperar sua hora
Às vezes a felicidade demora a chegar
Aí é que a gente não pode deixar de sonhar
Guerreiro não foge da luta e não pode correr
Ninguém vai poder atrasar quem nasceu pra
vencer
É dia de sol mas o tempo pode fechar
A chuva só vem quando tem que molhar
Na vida é preciso aprender se colhe o bem que
plantar
É Deus quem aponta a estrela que tem que brilhar
Erga essa cabeça mete o pé e vai na fé
Manda essa tristeza embora
Basta acreditar que um novo dia vai raiar
Sua hora vai chegar”
6
Resumo
CARDOSO, A. P. Tratamento de efluentes de abatedouros de bovino para
produção de biogás: Uma abordagem para sustentabilidade. 2015. 52 p.
Monografia (Trabalho de Conclusão de Curso de Graduação) – Escola de
Engenharia de Lorena, Universidade de São Paulo, Lorena, 2015.
Este trabalho é uma revisão bibliográfica e estuda o tratamento de efluentes
de abatedouros bovinos com o objetivo de produção de biogás para conversão
em energia. Identifica que a prática de descarte dos efluentes como efluente
líquido, com manejo e tratamento inadequado é severa fonte de contaminação
do meio ambiente, criando focos de agentes patogênicos e contaminando as
águas superficiais e subterrâneas. O estudo propõe, referenciado nas
publicações identificadas, que as águas residuárias de abatedouro, que se
caracterizam como efluente com elevada concentração de matéria orgânica,
biomassa, sejam tratadas por biodigestão anaeróbia, com geração de energia.
Trata dos processos de abate, dos modelos de biodigestores e dos processos
de biodigestão anaeróbia. São descritos as fases e os fatores que influenciam
na digestão anaeróbia, com foco na metanogênese, uma vez que o metano é o
componente principal do biogás. Inclui observação sobre a viabilidade financeira
da construção de biorreator em um abatedouro e os possíveis benefícios
financeiros resultantes, inclusive e com a comercialização de crédito de carbono.
O trabalho aborda os programas em que se insere a proposta, identifica em
linhas gerais as possibilidades de produção de energia a partir dos resíduos do
abate de bovinos hoje descartado com impactos negativos para o ambiente e
situa a proposta no contexto da contribuição da engenharia para a produção de
energia limpa e redução de uso de recursos naturais, contribuindo com práticas
tecnológicas mais sustentáveis. O estudo bibliográfico conclui que há prática,
pesquisa e literatura que demonstram ser viável o tratamento de efluentes de
abatedouros de bovino para produção de biogás.
Palavras-chave: Biogás. Efluente de Abatedouro. Tratamento de
efluentes. Sustentabilidade

7
Abstract
CARDOSO, A. P. Biogas production from cattle abattoir wastewater: An
approach towards sustainability. 2015. 52 p. Thesis (Undergraduate Thesis)
– Engineering School Lorena, University of São Paulo, Lorena, 2015.
This work is a literary review and studies wastewater treatment of cattle
slaughterhouses as to produce energy through biogas yield. It identifies its liquid
effluents, and that the inadequacies of its management and disposal as a severe
source of contamination to the environment, creating pathogenic agents and
contaminating surface and underground waters. This study suggests, by
referencing to other works, that slaughterhouse wastewater, which is
characterized as an effluent with high organic and biomass loads, can be treated
by anaerobic digestion, generating biogas, followed by generating energy. It
describes the slaughtering processes, biodigester models and the anaerobic
digestion processes. The anaerobic digestion phases and its influencing factors
are also described, focusing on methanogesis, as methane is biogas’ main
component. It discusses the financial viability of building a biodigester in a
medium sized abattoir and the possible financial benefits from biogas and energy
harnessing and the possibility of Carbon Credits trading. This paper addresses
the programs of which this proposal is inserted, it identifies, from a general
standpoint, the production of energy from the residues of cattle slaughterhouse
and proposes engineering to contribute to a cleaner energy generation and
reduction of natural resources, further contributing to more sustainable
technological practices. The literature review concludes that there are projects,
research and literature to sustain the viability of treating cattle slaughterhouse
wastewater to generate biogas.
Key words: Biogas. Cattle Slaughterhouse wastewater. Wastewater
treatment. Sustainability.

8
Sumário
1. Introdução .................................................................................................... 10
2. Objetivos e organização ............................................................................... 15
2.1. Objetivo geral ........................................................................................ 15
2.2. Objetivo especifico................................................................................. 15
2.3. Organização .......................................................................................... 15
3. Processo de abate ........................................................................................ 17
3.1. Recepção .............................................................................................. 18
3.2. Condução e Lavagem ............................................................................ 19
3.3. Atordoamento ........................................................................................ 19
3.4. Sangria .................................................................................................. 19
3.5. Esfolação e remoção da cabeça ............................................................ 19
3.6. Evisceração ........................................................................................... 19
3.7. Corte da carcaça ................................................................................... 20
3.8. Refrigeração .......................................................................................... 20
4. Efluente resultante do abate ......................................................................... 21
4.1. Tratamento do efluente .......................................................................... 21
4.2. Caracterização do efluente .................................................................... 24
5. Tratamento anaeróbio do efluente ................................................................ 26
5.1. Fundamentos da digestão anaeróbia ..................................................... 26
5.1.1. Etapas Bioquímicas da Digestão Anaeróbia ................................... 28
5.2. Fatores que influenciam na digestão anaeróbia ..................................... 31
5.2.1. Temperatura interna do biodigestor ................................................ 31
5.2.2. Controle do pH do meio .................................................................. 32
5.2.3. Concentração de sólidos voláteis ................................................... 32
5.2.4. Inibição pela Amônia ...................................................................... 32
5.2.5. Macro e micronutrientes e substancias toxicas ............................... 32
5.2.6. Quantidade de matéria seca (MS) .................................................. 33
6. Biogás .......................................................................................................... 34

9
6.1. Reatores ................................................................................................ 35
6.1.1. Reator anaeróbio de manta de lodo e fluxo ascendente (UASB) .... 35
6.1.2. Biodigestor ..................................................................................... 36
6.1.3. Lagoas anaeróbias ......................................................................... 39
6.2. Tratamento do biogás ............................................................................ 40
6.2.1. Remoção de umidade ..................................................................... 40
6.2.2. Retirada de gás sulfídrico por óxido férrico ..................................... 40
6.2.3. Remoção de gás carbônico ............................................................ 41
6.3. Fatores operacionais que influenciam produção de Biogás ................... 41
6.3.1. Carga orgânica ............................................................................... 41
6.3.2. Tempo de retenção hidráulica (TRH) .............................................. 42
7. Geração de energia a partir do biogás .......................................................... 44
7.1. Combustão direta .................................................................................. 45
7.2. Geração combinada de energia e calor ................................................. 45
8. Viabilidade financeira .................................................................................... 46
9. Conclusões ................................................................................................... 47
10. Referências bibliográficas ................................................................... 48

10
1. Introdução
O grande desafio da engenharia e do engenheiro contemporâneo é elaborar
projetos e concretizá-los segundo as premissas de sustentabilidade, atendendo
as demandas da sociedade e necessidade de desenvolvimento das sociedades
sem agredir o meio ambiente, ou reduzindo o impacto e a utilização dos recursos
naturais e, ainda assim, conseguir gerar lucro (CRISTINA et al., 2010). A
engenharia sempre foi a grande responsável em suprir as demandas geradas
pela humanidade, de abrigo e mobilidade, por recursos como maior oferta e
melhor qualidade de alimentos, avanços tecnológicos e melhora dos níveis de
conforto (BRAGA et al., 2012). Porém, por desconhecimento dos impactos
ambientais que seriam gerados e aumento desenfreado na demanda pelos
recursos supracitados a partir da revolução industrial, a prática não sustentável
da engenharia, ou a subordinação a modelos não sustentáveis de
desenvolvimento, somada a outras atividades antrópicas, resultou em grande
desequilíbrio ambiental.
Energia é o tema chave quando se fala em desenvolvimento sustentável.
Para que ocorra um desenvolvimento sustentável são necessárias fontes de
energia limpas e economicamente viáveis, que não causem impactos ambientais
e socioambientais negativos. Atualmente as fontes não renováveis de energia
são responsáveis por, aproximadamente, 86%, da oferta energética global
(BRAGA et al., 2012). A produção de energia através de fontes não renováveis
configura um dos grandes problemas ambientais e socioambientais atuais. A
utilização de combustíveis fosseis e seus derivados gera resíduos como como
óxidos de enxofre, óxidos de nitrogênio, dióxido de carbono, metano, monóxido
de carbono e particulados. Usinas hidroelétricas, que configuram como fontes
renováveis de energia (BRAGA et al., 2012) e eram tidas como fontes limpas de
energia, segundo estudos recentes são fontes de emissão significativa de
dióxido de carbono e metano (FEARNSIDE, 2008), geram graves problemas
socioambientais devido à construção das represas e formação de grandes lagos
os quais interferem sobre os fluxos dos rios e implicam na destruição de
ecossistemas estabelecidos e realocação das populações nas áreas atingidas.
O biogás é entendido como fonte de energia sustentável e renovável e pode ser
obtido através da conversão da biomassa em metano que pode ser armazenado

11
e utilizado como combustível(BRAGA et al., 2012). Uma das principais fontes de
biogás é de rejeitos orgânicos, consequentemente o que seria lixo e poderia ser
lançado no meio ambiente é transformado em energia. (AHMAD, 2013). Por um
lado, o Brasil assumiu, na Conferência de mudanças Climáticas, em 2012, a
meta voluntária de reduzir a emissão de gases de efeito estufa entre 36,1% a
38,9% até 2020 (em relação ao que emitia em 1990) ((UNITED NATIONS),
2013). Por outro, as práticas de produção e geração de energia ainda são
geradoras de grande impacto. Além do baixo investimento em fontes alternativas
de energia, há pouco investimento na redução do desperdício de matérias primas
que podem ser utilizadas ou reutilizadas, como é o caso dos rejeitos orgânicos
(AMARAL; CORDEIRO; GALERANI, 2011; MINISTÉRIO DA AGRICULTURA
PECUÁRIA E DESENVOLVIMENTO, 2012)
A bovinocultura, o abate e o processamento de bovinos, é uma das principais
atividades econômicas do Brasil no mercado mundial. O rebanho brasileiro é o
maior do mundo com cerca de 200 milhões de cabeças e, desde 2004, o Brasil
é líder mundial de exportação de carne com um quinto da carne vendida no
mundo (MINISTÉRIO DA AGRICULTURA PECUÁRIA E DESENVOLVIMENTO,
2015), segundo o Ministério da Agricultura e Pecuária em 2014 foram abatidas
26,9 milhões cabeças de bovinos no Brasil (MINISTÉRIO DA AGRICULTURA
PECUÁRIA E DESENVOLVIMENTO, 2014).
Parte dos problemas ambientais decorrentes dos abates de bovinos são
resultantes do pouco, ou não tratamento, do efluente gerado a partir das várias
etapas de abate dos animais. Embora o tratamento destes resíduos seja
obrigatório por lei (resoluções 357/2005 e 385/2007 do CONAMA), a fiscalização
dos pequenos abatedouros não é rotineira e criteriosa os resíduos dos mesmos
muitas vezes são descartados sem tratamento no meio ambiente,
frequentemente nos recursos hídricos.
A atividade de abate de bovinos gera uma grande quantidade de efluentes
que em quase sua totalidade é descartada como efluente líquido. Se este
efluente recebe manejo e tratamento inadequado, se torna fonte de
contaminação ao meio ambiente, caso contrário os danos que pode causar
podem ser significativamente reduzidos. As águas residuária de abatedouros
contêm sangue, gordura, excrementos, substâncias contidas no trato digestivo
12
dos animais, fragmentos de tecidos, entre outros, caracterizando um efluente
com elevada concentração de matéria orgânica, biomassa (PACHECO;
YAMANAKA, 2008). Esse efluente, quando disposto ao meio ambiente sem
tratamento, representa focos de proliferação de insetos e de agentes
patogênicos, além de contaminação de águas superficiais e subterrâneas.
Porém, se tratado corretamente, o resíduo pode ser convertido em biogás, fonte
de energia alternativa e renovável de grande potencial (KOTHARI; TYAGI;
PATHAK, 2010).
Um método amplamente empregado no tratamento de resíduos é a
biodigestão anaeróbia para captação destes gases, sendo apontada como um
dos melhores processos para o tratamento de efluentes oriundos de abatedouros
(GAVRILESC & CHISTI, 2005). Como produtos resultantes destacam-se a
produção de energia, redução da matéria orgânica, diminuição de odores
desagradáveis e a eliminação de patógenos. A técnica pode ser definida como
um processo biológico natural que ocorre na ausência de oxigênio molecular, no
qual diferentes tipos de microrganismos interagem para promover a
transformação de compostos orgânicos complexos em produtos mais simples,
resultando, principalmente, nos gases metano e dióxido de carbono (SUNADA,
2011).
Nos processos anaeróbios a degradação da matéria orgânica envolve a
atuação de microrganismos procarióticos anaeróbios facultativos e obrigatórios,
cujas espécies pertencem ao grupo de bactérias hidrolíticas-fermentativas,
acetogênicas produtoras de hidrogênio e metanogênicas, contendo, portanto,
quatro etapas: a hidrólise, acidogênese, acetogênese e metanogênese
(NASCIMENTO, 2009).
O biogás produzido pela degradação da matéria orgânica (biodigestão
anaeróbia) é composto principalmente de metano e dióxido de carbono com
pequenas quantidades de outros gases, podendo ser utilizado em diversas
aplicações como, por exemplo, na geração de energia elétrica, térmica, ou gás
combustível. O uso do biogás não traz somente ganhos econômicos devido à
redução dos gastos com combustíveis, como também traz ganhos ambientais
por meio da troca de um combustível não renovável por um renovável e redução

13
da contribuição da atividade para o aquecimento global, pela queima dos gases
considerados de maior poder nocivo (OLIVEIRA, 2011).
A biodigestão anaeróbia oferece várias vantagens como: conversão de
resíduos orgânicos em gás metano, o qual pode ser usado diretamente como
fonte energética; redução da emissão de amônia; controle de odores e o efluente
da digestão anaeróbia, que pode ser utilizado como biofertilizante nas
plantações, por ser fonte de vários minerais, além de contribuir para a rápida
amortização dos custos da tecnologia instalada.(AIRES, 2009) (BORIN et al.,
2013)
Produção mais Limpa é o processo de aplicação de métodos e tecnologias
na busca do rendimento total, que maximizem os produtos resultantes das
matrizes produtos-insumos, com a utilização máxima dos insumos no processo
de fabricação, com redução d as emissões de gases de efeito estufa (PEREIRA,
2011).
Os mecanismos e processos para a execução desta forma de produção são
intitulados Mecanismos de Desenvolvimento Limpo (MDL). A aplicação contínua
de uma estratégia ambiental preventiva e integrada nos processos produtivos,
nos produtos e nos serviços, para reduzir os riscos relevantes para os seres
humanos e para o ambiente natural é o que se define como Produção Mais
Limpa (P+L).
A redução do desperdício, do impacto à saúde humana e ao ambiente, com
aumento dos lucros, segundo estudos de viabilidade, demonstra que processos
de P+L podem ser vantajosos no caso de tratamento de resíduos gerados nos
abatedores de bovinos.
O Protocolo de Kioto, tratado internacional referente à redução de emissão
de gases de efeito estufa, define que os países com maior desenvolvimento
relativo têm a obrigação de reduzir a emissão de gases do efeito estufa. Países
ou indústrias que não conseguem atingir as metas de reduções de emissões
tornam-se compradores de créditos de Carbono. Por outro lado, aquelas
indústrias que conseguiram diminuir suas emissões abaixo das cotas
determinadas, podem vender o excedente de “redução de emissão” ou
“permissão de emissão” no mercado nacional ou internacional (PEREIRA, 2011).

14
O sistema permite que cada empresa estabeleça seu próprio ritmo de adequação
às leis ambientais. Por convenção, uma tonelada de dióxido de carbono (CO2)
equivalente corresponde a um crédito de carbono. Uma tonelada de metano
reduzida corresponde a 21 créditos de carbono. Os créditos de carbono,
portanto, são certificados de redução de emissões de gases do efeito estufa
(GEE) negociados no âmbito do MDL (Mecanismo de Desenvolvimento Limpo).
O tratamento de efluentes pode gerar energia e, ainda, segundo estudos,
receitas advindas da venda de créditos de carbono, conforme metodologias de
estimativa da produção de metano em reatores anaeróbios e de cálculo das
emissões aprovadas pela Convenção Quadro das Nações Unidas sobre
Mudanças Climáticas (UNFCCC).
Os projetos de MDL, especificamente aqueles de crédito de carbono,
passam por etapas complexas de avaliações criteriosas e acompanhamento
técnico. Assim, em si, além dos rendimentos financeiros possíveis, podem ser
importantes para que se estabeleça uma cultura de tratamento de resíduos, no
caso da bovinocultura. A substituição, ou redução do uso de combustível fóssil
pelo biogás tem sido avaliada seguindo: o volume de biogás que substitui o
combustível fóssil consumido pela instalação; o poder calorífico inferior do
biogás; e o conteúdo de carbono do combustível fóssil utilizado.

15
2. Objetivos e organização
2.1. Objetivo geral
Este trabalho tem como objetivo geral estudar o tratamento de efluentes
de abatedouros bovinos com geração de biogás, a partir da literatura.
2.2. Objetivo especifico
O objetivo específico é fazer uma revisão bibliográfica sobre a produção de
biogás a partir do tratamento de efluente líquidos, focando no efluente de
abatedouros de bovinos, de modo que se demonstre a viabilidade da adoção
desta técnica, visando um retorno financeiro para abatedouros de pequeno e
médio porte. Uma vez que o tratamento dos efluentes gerados não é apenas um
dever legal, mas, também, um dever ético socioambiental das empresas, e
considerando-se que o referido processo pode-se autofinanciar, além de evitar
impacto ambiental, a melhor compreensão do mesmo pode iniciar a mudança
necessária na atitude, e mentalidade, dos donos de abatedouros.
2.3. Organização
O capitulo introdutório traça um panorama geral da pecuária bovina brasileira
de corte brasileira e indica a necessidade de um tratamento adequado dos
efluentes desta atividade para combater a deterioração do meio ambiente.
Também introduz o biogás e como sua produção e utilização está intimamente
relacionada ao tratamento e efluentes de abatedouros.
O segundo capitulo define os processos de abate e os efluentes gerados
durante estes procedimentos. Os processos e os efluentes resultantes são
descritos de forma breve e, no caso dos efluentes, de maneira introdutória.
No terceiro capitulo é discutida a caracterização química e bioquímica dos
efluentes.
O tratamento anaeróbio de efluentes orgânicos é o tema do quarto
capítulo. São descritas as fases do processo e os fatores que influenciam na
digestão anaeróbia, com foco na metanogênese pois o metano é o componente
principal do biogás.

16
O quinto capítulo trata sobre o biogás e a sua produção. São discutidos
maneiras de se formar e purificar o biogás, e parâmetros de dimensionamento
de um biodigestor
Já o sexto capítulo trata de algumas maneiras em que se pode utilizar o
biogás para formação de energia.
No sétimo capitulo são apresentados dados sobre a viabilidade financeira
da construção de um biorreator em um abatedouro e os possíveis benefícios
financeiros resultantes.

17
3. Processo de abate
Segundo o Art. 21 do Decreto nº 30.691/52 da Lei Federal nº 1.283/50, que
especifica a inspeção industrial e sanitária dos produtos de origem animal, a
definição de matadouro, abatedouro ou frigorífico é: “Estabelecimento dotado de
instalações adequadas para a matança de quaisquer das espécies de açougue,
visando o fornecimento de carne em natureza ao comércio interno, com ou sem
dependências para industrialização; disporá obrigatoriamente, de instalações e
aparelhagem para o aproveitamento completo e perfeito de todas as matérias-
primas e preparo de subprodutos não comestíveis. O atendimento correto da
disposição dos resíduos, as fases do processo tecnológico do abate e a rigorosa
observância da higiene, antes, durante e após os seus trabalhos, são princípios
básicos, cujo respeito constitui a garantia da obtenção de um produto
mercadologicamente valioso, higienicamente idôneo e ecologicamente correto”.
De acordo com Pacheco e Yamanaka (2008, p.27) matadouros “realizam o abate
dos animais, produzindo carcaças (carne com ossos) e vísceras comestíveis.
Algumas unidades também fazem a desossa das carcaças e produzem os
chamados “cortes de açougue”, porém não industrializam a carne”.
Durante este processo grande quantidade de sangue, gorduras,
excrementos, substâncias estomacais dos animais e resíduos da lavagem de
pisos, equipamentos e utensílios é descartado. A Figura 1 apresenta um
fluxograma macro dos processos utilizados e dos efluentes gerados. A seguir
uma breve descrição de cada processo e dos efluentes produzidos, de acordo
com Pacheco e Yamanaka (2008).

18
Figura 1- Fluxograma básico de bovinos (PACHECO; YAMANAKA, 2008)
3.1. Recepção
Depois de transportado por caminhões, ou encaminhados pelos
funcionários, os animais são inspecionados e separados de acordo com a
procedência para recuperar-se do stress (Figura 1). Nesta fase diminuem o
conteúdo intestinal e estomacal, portanto deixam excremento pelo local. Os
animais também são lavados para redução do stress e limpeza do couro. Essa
água, junto com os dejetos dos animais, e o produto da posterior raspagem, são
enviados para a ETE.

19
3.2. Condução e Lavagem
Depois do repouso, os animais são enviados par ao abate, este trajeto é
denominado condução, onde também mesmo ocorre a lavagem dos animais
para eliminação de esterco e outras sujidades, os quais seguem para a ETE.
3.3. Atordoamento
Esta fase tem como objetivo deixar o animal inconsciente. Nela o animal tem
o seu crânio perfurado, por uma marreta pneumática, e consequente destruição
do seu cérebro. É comum que os animais vomitem nesta etapa, portanto eles
recebem jatos d’água para limpeza, que segue para a ETE.
3.4. Sangria
Esta etapa tem como objetivo matar o animal, o que é feito através da
exsanguinação a qual resulta em morte por falta de oxigenação no cérebro. O
animal passa por outra lavagem e é içado de ponta-cabeça; o seu pescoço é
cortado, na região dos grandes vasos e o animal sangra até a morte. Cada
animal gera em torno de 15/20 litros, que normalmente são colhidos e reservados
para outros usos ou podem ir para uma ETE.
3.5. Esfolação e remoção da cabeça
Esta fase tem como objetivo a remoção da cabeça e a retirada do couro, o
qual é enviado para graxarias. Existem processos de lavagem durante essa
etapa para garantir melhor visualização das estruturas do animal, sendo que os
efluentes líquidos também são direcionados para uma ETE, podendo conter
sangue.
3.6. Evisceração
A evisceração envolve a remoção das vísceras abdominais e pélvicas, além
dos intestinos, bexiga e buxo. Os efluentes gerados são oriundos das águas de
lavagens para visualização de estruturas do animal, e da água resultante da
máquina lavadora de buchos.

20
3.7. Corte da carcaça
Aqui as carcaças serão preparadas para estoque. O efluente gerado é
proveniente da água que lava as serras para retirada de fragmentos ósseos e de
aparas de gordura e outros apêndices que possam estar presentes durante o
processo.
3.8. Refrigeração
Resfriamento das carcaças para reduzir a possibilidade crescimento
microbiano. Outro efluente pode ser gerado quando as câmaras são lavadas.

21
4. Efluente resultante do abate
4.1. Tratamento do efluente
De acordo com o Guia Técnico Ambiental de Abate Bovino e Suíno
(PACHECO; YAMANAKA, 2008) o efluente liquido resultante deve ser submetido
a quatro fases de tratamento:
1. Separação ou segregação inicial dos efluentes líquidos em duas linhas
principais: separar efluentes das áreas dos processos que envolvem
sangue (linha vermelha) dos que não envolvem sangue (linha verde);
2. Tratamento primário: “remoção de sólidos grosseiros, suspensos
sedimentáveis e flotáveis por ação físico-mecânica”(PACHECO;
YAMANAKA, 2008).
3. Equalização: Junção dos efluentes das linhas verde e vermelha;
4. Tratamento secundário: tratamento por ação biológica (o foco deste
trabalho)
5. Tratamento terciário: Ajuste das propriedades físicas, químicas e
bioquímicas de acordo com as exigências legais, para que se faça o
descarte.
Os efluentes resultantes dos processos de abate, normalmente, são
divididos em duas linhas; a linha verde e a vermelha. Na linha verde são
despejados os efluentes líquidos que não contém sangue, isto é, gerados em
áreas que não ocorrem processos que contém a lavagem de sangue, como
recepção, currais, área de condução. Já a linha vermelha contém os efluentes
que contém sangue. Embora separados, e os tratamentos iniciais dos efluentes
das duas linhas são bastante similares e tem o mesmo objetivo: facilitar e
promover um melhor tratamento primário através de processos bioquímicos para
garantir um tratamento biológico, que ocorre após a equalização das linhas.
(MORALES et al., 2009; PACHECO; YAMANAKA, 2008)
No tratamento primário é realizado separadamente em cada linha, porém o
intuito é o mesmo; “remoção dos sólidos grosseiros, suspensos sedimentáveis e
flotáveis principalmente por ação físico-mecânica. Geralmente, empregam-se os
seguintes equipamentos: grades, peneiras e esterqueiras/ (estas, na linha
22
“verde”, em unidades com abate), para remoção de sólidos grosseiros; na
sequência, caixas de gordura (com ou sem aeração) e/ou flotadores, para
remoção de gordura e outros sólidos flotáveis; em seguida, sedimentadores,
peneiras (estáticas, rotativas ou vibratórias) e flotadores (ar dissolvido ou
eletroflotação), para remoção de sólidos sedimentáveis, em suspensão e
emulsionados - sólidos mais finos ou menores”(PACHECO; YAMANAKA, 2008).
No tanque de equalização ocorre a adequação, homogeneização e
equalização dos efluentes das duas linhas, de modo que não haja variação de
carga, vazão ou dos parâmetros ideais do efluente para que ocorra o tratamento
anaeróbio do efluente.
O tratamento secundário consiste no tratamento biológico (neste caso
anaeróbio) do efluente de modo a estabiliza-lo e deixa-lo mais próximo das
características necessárias para o descarte. Detalhes deste tratamento será
descrito mais a fundo no próximo capitulo.
Já o tratamento terciário é realizado no caso em que o efluente resultante do
tratamento secundário seja inadequado para descarte. Ele é considerado como
um “ “polimento” final dos efluentes líquidos provenientes do tratamento
secundário, promovendo remoção suplementar de sólidos, de nutrientes
(nitrogênio, fósforo) e de organismos patogênicos.
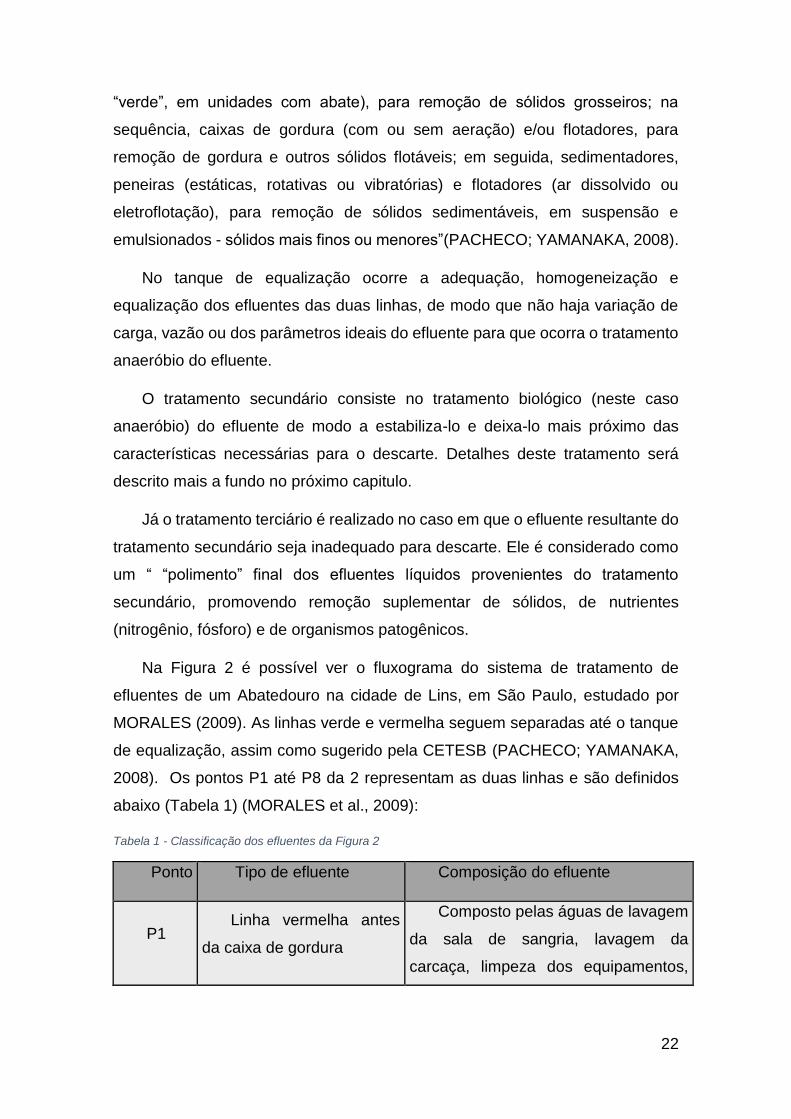
Na Figura 2 é possível ver o fluxograma do sistema de tratamento de
efluentes de um Abatedouro na cidade de Lins, em São Paulo, estudado por
MORALES (2009). As linhas verde e vermelha seguem separadas até o tanque
de equalização, assim como sugerido pela CETESB (PACHECO; YAMANAKA,
2008). Os pontos P1 até P8 da 2 representam as duas linhas e são definidos
abaixo (Tabela 1) (MORALES et al., 2009):
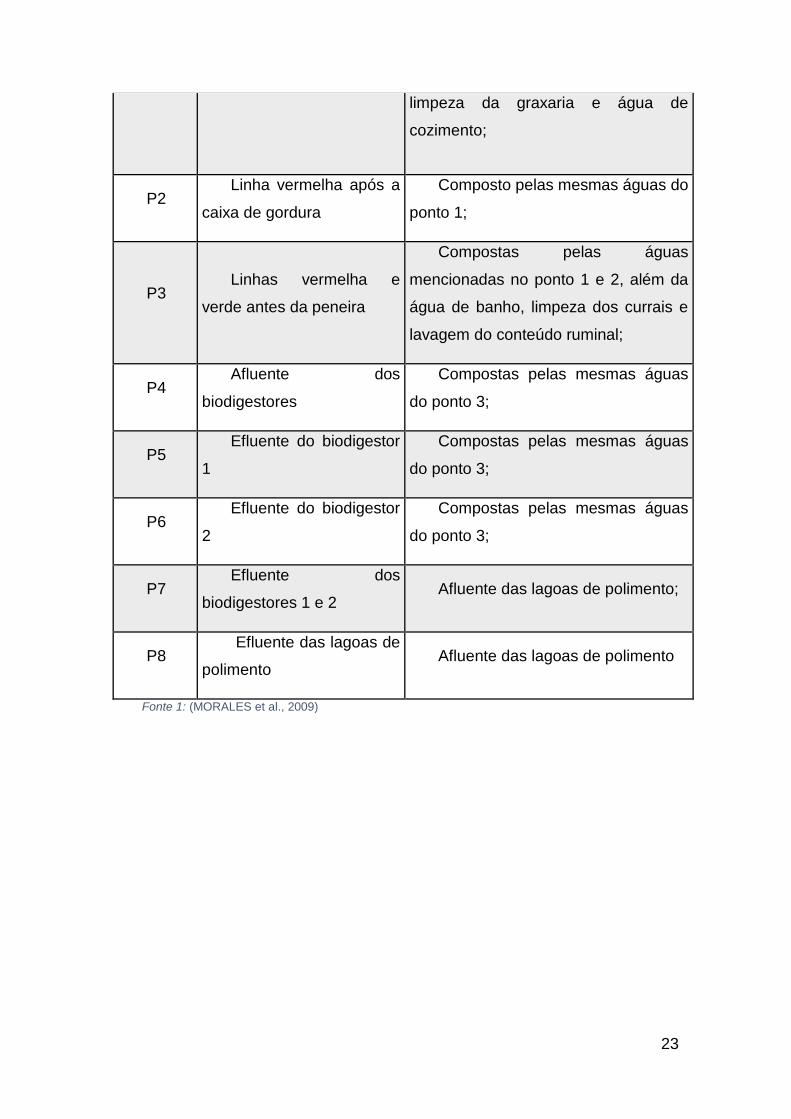
Tabela 1 - Classificação dos efluentes da Figura 2
Ponto Tipo de efluente Composição do efluente
P1 Linha vermelha antes
da caixa de gordura
Composto pelas águas de lavagem
da sala de sangria, lavagem da
carcaça, limpeza dos equipamentos,
23
limpeza da graxaria e água de
cozimento;
P2 Linha vermelha após a
caixa de gordura
Composto pelas mesmas águas do
ponto 1;
P3 Linhas vermelha e
verde antes da peneira
Compostas pelas águas
mencionadas no ponto 1 e 2, além da
água de banho, limpeza dos currais e
lavagem do conteúdo ruminal;
P4 Afluente dos
biodigestores
Compostas pelas mesmas águas
do ponto 3;
P5 Efluente do biodigestor
1
Compostas pelas mesmas águas
do ponto 3;
P6 Efluente do biodigestor
2
Compostas pelas mesmas águas
do ponto 3;
P7 Efluente dos
biodigestores 1 e 2 Afluente das lagoas de polimento;
P8 Efluente das lagoas de
polimento Afluente das lagoas de polimento
Fonte 1: (MORALES et al., 2009)
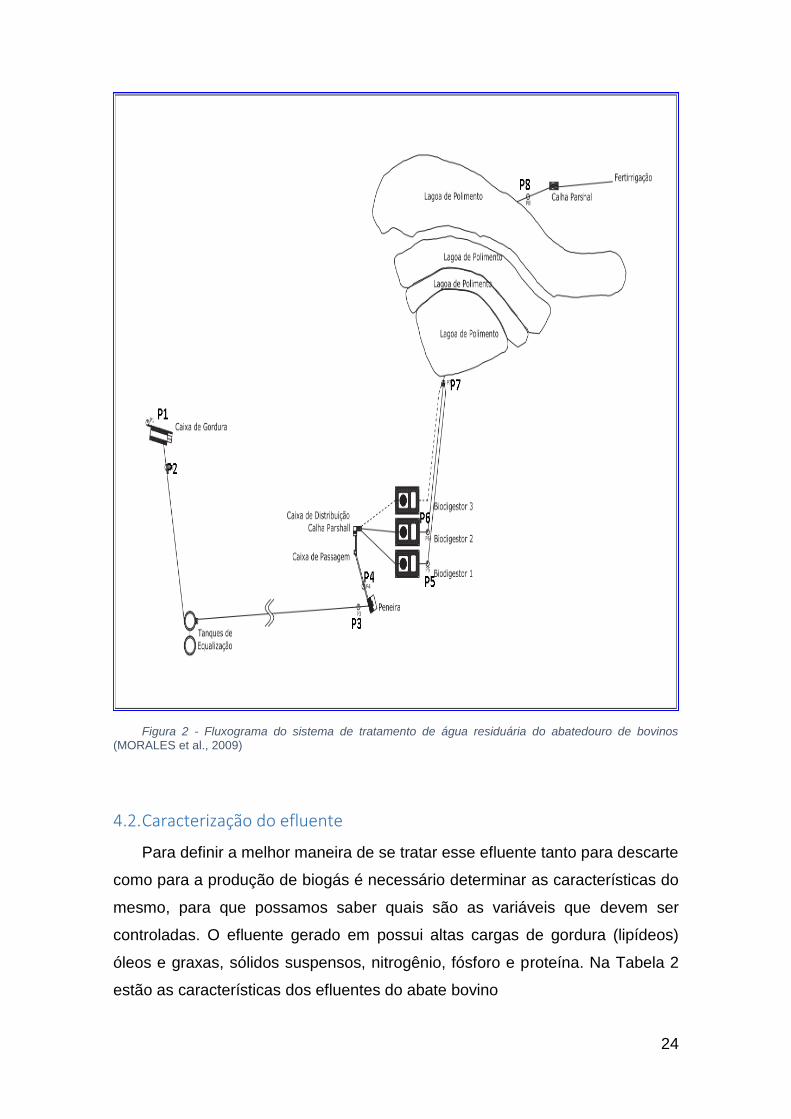
24
Figura 2 - Fluxograma do sistema de tratamento de água residuária do abatedouro de bovinos (MORALES et al., 2009)
4.2. Caracterização do efluente
Para definir a melhor maneira de se tratar esse efluente tanto para descarte
como para a produção de biogás é necessário determinar as características do
mesmo, para que possamos saber quais são as variáveis que devem ser
controladas. O efluente gerado em possui altas cargas de gordura (lipídeos)
óleos e graxas, sólidos suspensos, nitrogênio, fósforo e proteína. Na Tabela 2
estão as características dos efluentes do abate bovino

25
As gorduras, os óleos e as graxas contribuem amplamente para o aumento
da DBO e DQO e, ao mesmo tempo que têm um alto potencial de geração de
metano, a sua baixa taxa de degradabilidade pode gerar vários problemas como:
entupimento de canos, geração de maus odores, flotação do lodo e adesão à
superfície da célula bacteriana. Assim, reduzindo a habilidade de metabolizar o
efluente consequentemente limitando o transporte dos substratos solúveis para
biomassa, portanto reduzindo a eficiência da remoção de DBO e DQO (MCCABE
et al., 2014; STABNIKOVA; WANG; IVANOV, 2010). Também, durante a
hidrolise dos lipídios por lipases extracelulares, ácidos graxos de cadeia longa
são produzidos sendo, que estes intermediários, podem inibir a produção de
biogás (RINZEMA et al., 1994; apud PALATSI et al., 2011).
Como o efluente de abatedouros apresenta alta taxa de materiais orgânicos,
principalmente lipídios e proteínas, este efluente pode ser considerado como um
bom substrato para digestão anaeróbia para gerar altas taxa de produção de
metano (PALATSI et al., 2011). Na Tabela 2 estão as características dos
efluentes do abate bovino de acordo com Pacheco e Yamanaka (2008) (apud
UNEP; DEPA; COWI, 2000).
Tabela 2 - Concentrações médias de poluentes em efluentes de abatedouros
Parâmetro Concentra
ção
DBO5 (mg/L) 2000
DQO (mg/L) 4000
Sólidos suspensos (mg/L) 1600
Nitrogênio total (mg/L) 180
Fósforo total (mg/L) 27
Óleos e graxas (mg/L) 270
pH 7,2
Fonte: Pacheco e Yamanaka, 2008 apud UNEP; DEPA; COWI (2000)

26
5. Tratamento anaeróbio do efluente
5.1. Fundamentos da digestão anaeróbia
A digestão anaeróbia é, a base do tratamento anaeróbio, o resultado de
processos metabólicos complexos de vários microrganismos, cada um
realizando uma função especifica e em um sistema balanceado, que tem como
consequência a conversão de matéria orgânica complexa em metano, gás
carbônico, gás sulfídrico, amônia e novas células bacterianas. (CHERNICHARO,
1997; KOVÁCS et al., 2015; LIMA et al., 2001).
O processo de digestão anaeróbia da matéria orgânica pode ser
representado, de modo geral, através das seguintes 4 etapas (CHERNICHARO,
1997; SANT’ANNA JR, 2013):
1) Hidrolise das substâncias e materiais orgânicos: substâncias de alta
massa molar e material orgânico particulado são transformados em
substancias de menor massa molar por bactérias hidrolíticas. O objetivo
é que estas moléculas, agora menores, possam atravessar as paredes
celulares das bactérias fermentativas;
2) Fermentação ácida ou acidogênese: substâncias geradas na fase anterior
são fermentadas gerando ácidos carboxílicos de cadeias curtas;
3) Fermentação acetogênicas: fase crítica, pois nesta fase as bactérias
sintróficas acetogênicas oxidam os ácidos formados na fase anterior em
substrato para os microrganismos metanogênicos;
4) Metanogênese: Os microrganismos metanogênicos utilizam os produtos
dos dois últimos estágios, principalmente H2 e CO2 para formar biogás
(metano e dióxido de carbono - CH4 e CO2).
As Figuras abaixo (Figura 3 e Figura 4) ilustram as etapas e os produtos
consumidos e formados na digestão anaeróbia. A Figura 3 apresenta os
substratos e produtos de cada etapa metabólica, enquanto a Figura 4 foca nos
microrganismos que metabolizam estes substratos.

27
Figura 3 - Ação dos microrganismos na digestão anaeróbia: substratos consumidos e produtos formados (STABNIKOVA; WANG; IVANOV, 2010)
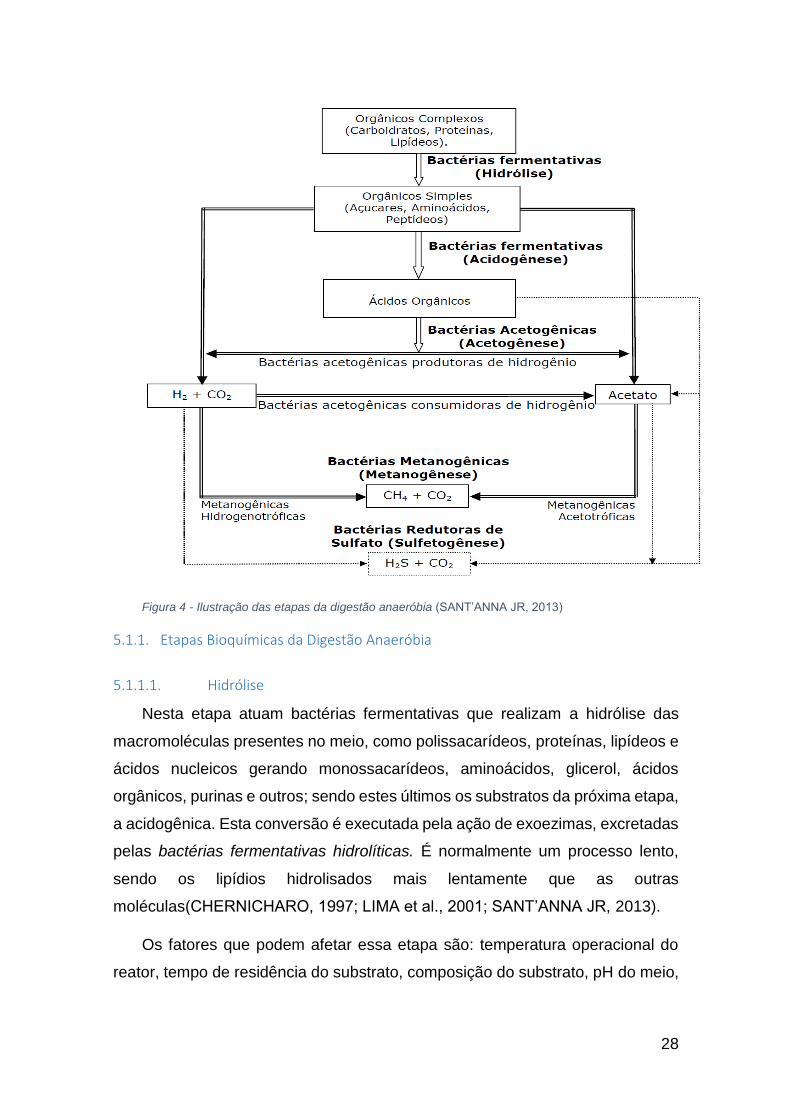
28
Figura 4 - Ilustração das etapas da digestão anaeróbia (SANT’ANNA JR, 2013)
5.1.1. Etapas Bioquímicas da Digestão Anaeróbia
5.1.1.1. Hidrólise
Nesta etapa atuam bactérias fermentativas que realizam a hidrólise das
macromoléculas presentes no meio, como polissacarídeos, proteínas, lipídeos e
ácidos nucleicos gerando monossacarídeos, aminoácidos, glicerol, ácidos
orgânicos, purinas e outros; sendo estes últimos os substratos da próxima etapa,
a acidogênica. Esta conversão é executada pela ação de exoezimas, excretadas
pelas bactérias fermentativas hidrolíticas. É normalmente um processo lento,
sendo os lipídios hidrolisados mais lentamente que as outras
moléculas(CHERNICHARO, 1997; LIMA et al., 2001; SANT’ANNA JR, 2013).
Os fatores que podem afetar essa etapa são: temperatura operacional do
reator, tempo de residência do substrato, composição do substrato, pH do meio,

29
concentração de amônio NH4+ e a concentração dos produtos da hidrolise
(CHERNICHARO, 1997).
5.1.1.2. Acidogênese
As macromoléculas hidrolisadas na fase anterior são poderem ser
transportadas para o interior da célula onde, através do metabolismo
fermentativo dos microrganismos acidogênicos, são metabolizadas para ácidos
orgânicos (principalmente acetato, propianato e butirato), álcoois (etanol),
cetonas (acetona), dióxido e carbono, hidrogênio e biomassa. Em geral as
bactérias acidogênicas (microrganismos fermentativos) representam cerca de
90% da população bacteriana total dos digestores anaeróbios, portanto são de
suma importância para o processo.
Vale ressaltar que esta fase só será limitante em relação ao resto do
processo se o material inicial a ser degradado não for hidrolisável. O número e
a diversidade das espécies bacterianas fermentativas envolvidas no processo
dependem largamente da composição do substrato (CHERNICHARO, 1997;
LIMA et al., 2001; SANT’ANNA JR, 2013).
A partir das reações formuladas a seguir (Figura 5), pode-se afirmar que esta
etapa é altamente favorecida termodinamicamente cujas reações ocorrem com
muita espontaneidade visto que a energia livre padrão é muito baixa. Os
microrganismos acidogênicos, são os que mais se beneficiam energeticamente
C6H12O6 + 2H2O → 2CH3COOH + 2CO2 + 4H2
∆Go= -206 kJ/mol
C6H12O6 + 2H2 → 3CH3CH2COOH + 2H2O + 2H+
∆Go= -358 kJ/mol
C6H12O6→ 3CH3CH2 CH2COOH + 2H2O + 2H+
∆Go: -255 kJ/mol
Onde ∆Go é a energia livre de Gibbs no estado padrão (pH=7, pressão de
1tam, temperatura de 25ºC e o líquido sendo água pura).
Figura 5 - Reações da Acidogênese (SANT’ANNA JR, 2013)

30
e, em decorrência, possuem tempo mínimo de geração e elevadas taxas de
crescimento no consórcio microbiano, como mostram as equações químicas da
Figura 5. Os gêneros de bactérias fermentativas acidogênicas são: Clostridium,
Bacteroides, Ruminococcus, Butyribacterium, Propionibacterium, Eubacterium,
Lactobacillus, Streptococcus, Pseudomonas, Bacillus, Escherichia,
Desulfobacter, Micrococcus(CHERNICHARO, 1997; SANT’ANNA JR, 2013)
5.1.1.3. Acetogênese
A acetogênese consiste na oxidação dos compostos orgânicos
intermediários, como propianato e butirato, por bactérias acetogênicas em
acetato, hidrogênio e dióxido de carbono (substratos para os microrganismos
metanogênicos). Essas bactérias são denominadas sintróficas acetogênicas e
os gêneros mais comuns são Syntrobacter e Suntrophomonas. Esta etapa é
fundamental para a digestão anaeróbia pois ocorre a sintrofia entre os
microrganismos acetogênicos e metanogênicos.
Na Figura 6 estão apresentadas algumas reações que ocorrem na
acetogênese. As bactérias acetogênicas sintróficas dependem dos
microrganismos que consomem o hidrogênio do meio (microrganismos
metanogênicos). A equação 4 apresenta a biotransformação do propianato em
acetato e, como pode ser visto pelo ∆Go positivo, essa não é uma reação
termicamente favorável. No entanto, a produção de metano (equação 5) por ação
das arqueas metanogênicas (explicado na próxima seção) é uma reação
termicamente favorável. Portanto, para que ocorra formação de acetato a partir
do propianato é necessário que o hidrogênio do meio seja consumido, assim
CH3CH2COO- + 3H2O→CH3COO- + 3H2 + HCO3- + H++3H2
∆Go=+76,2 kJ/mol
HCO- + 4H2 + H+ → CH4 +2H2O
∆Go= -135,6 kJ/mol
4CH3CH2COO- + 3H2O→4CH3COO- + HCO3- + H++3CH4
∆Go =-102,2 kJ/mol
Figura 6 – Reações das acetogênese (SANT’ANNA JR, 2013)
31
deslocando o equilíbrio da equação 4 para a direita. A equação 6 apresenta a
soma das equações 4 e 5, mostrando a sua viabilidade termodinâmica.
(CHERNICHARO, 1997; SANT’ANNA JR, 2013)
De acordo com Chernicaro (1997) a remoção da DQO da fase liquida
depende da conversão de acetato em metano.
5.1.1.4. Metanogênese
A metanogênese é a etapa final do processo, responsável diretamente pela
produção de metano, e constitui, em muitos casos, o passo que governa todo
processo de degradação do substrato. As bactérias metanogênicas pertencem
ao domínio das arqueobactérias, que são diferentes das bactérias típicas, que
pertence ao domínio das eubactérias. As arqueas exibem vários atributos
bioquímicos e estruturais, únicos, as quais adaptaram viver em habitat
específicos. Estas são anaeróbias estritas, requerendo para o seu
desenvolvimento um potencial redox entre -250 e -300 mv. Possuem coenzimas
e cofatores específicos (coenzima F420, F430, coenzima M, Metanopterina) e
degradam apenas um número limitado de substratos com baixo número de
carbonos: acetato, metanol, metilaminas, formiato, hidrogênio e dióxido de
carbono. (CHERNICHARO, 1997)
5.2. Fatores que influenciam na digestão anaeróbia
De acordo com PALATSI et al. (2011) os lipídios tem efeito limitante na
cinética global da conversão do efluente estudado em metano. Em seu trabalho,
quando houve inibição por altas taxas de substrato o sistema foi capaz de
recuperar a atividade metanogênica e degradar o substrato. Porém a limitação
da degradação de lipídios foi influencia na sintrofia entre os microrganismos
acetogênicos e acidogênicos sendo, portanto, o maior fator limitante na produção
do biogás.
No entanto, existem outros fatores que também influenciam na digestão
anaeróbia e são discutidos a seguir.
5.2.1. Temperatura interna do biodigestor
A produção de biogás depende do desenvolvimento das bactérias
metanogênicas e o último é função da temperatura operacional do digestor.
32
Normalmente a eficiência do digestor (ou reator) é maior em temperaturas mais
altas, porém a temperatura ótima depende do grupo de bactérias utilizadas e das
condições locais. Assim, se a temperatura do meio puder ser ajustada, é possível
dimensionar o digestor de maneira a otimizar o tamanho, diminuindo custos de
construção do mesmo, de acordo com a carga de material e maior produção de
biogás (TEODORITA et al., 2008).
No processo anaeróbio é importante a manutenção de uma temperatura
constante do digestor. Pois, embora atuem em temperaturas extremas, de 0 a
97 ºC, as arqueas metanogênicas são sensíveis às variações de temperatura
(PALATSI et al., 2011)
5.2.2. Controle do pH do meio
Embora as bactérias envolvidas no processo de digestão anaeróbia sejam
levemente afetadas pela mudança de pH do meio, a produção de metano no
biogás pode ser afetada. O meio deve ser mantido em uma faixa de pH ótimo,
isto é faixa de pH de 6 a 8, sendo o pH 7 ideal (OLIVEIRA et al., 2012).
5.2.3. Concentração de sólidos voláteis
Os sólidos voláteis da biomassa serão fermentados para produzir o biogás,
portanto quanto maior a sua concentração, também dependendo da eficiência
do digestor, maior a produção de biogás (KHALID et al., 2011).
5.2.4. Inibição pela Amônia
Como o resíduo de abatedouros contem altas quantidades proteína pode
ocorrer formação de amônia. O excesso de amônia (NH3) no digestor tem um
alto efeito inibidor nos microrganismos anaeróbios, principalmente nas arqueas
metanogênicas. A concentração de amônia deve ser mantida abaixo de 80 mg/L
(NIELSEN; ANGELIDAKI, 2008).
5.2.5. Macro e micronutrientes e substancias toxicas
Microelementos como ferro, níquel, cobalto, selênio, molibdênio ou
tungstênio são tão importantes para o crescimento e sobrevivência dos
microrganismos como os macronutrientes Carbono, Nitrogênio, Fósforo e
Enxofre. A razão ótima dos maro nutrientes supramencionados (C:N:P:S) é,
respectivamente, 600:15:5:1. A falta destes macro e micronutrientes pode causar

33
inibição ou interferência no processo de digestão anaeróbia (TEODORITA et al.,
2008).
Outro fator que influencia a atividade anaeróbia dos microrganismos é a
presença de compostos tóxicos. Estes podem sem introduzidos no sistema junto
com a biomassa ou gerados durante o processo. A determinação de valores
limites para compostos tóxicos é muito difícil por dois motivos; primeiro pois as
vezes não é possível limitar a quantidade destes compostos, ou por serem
produtos das reações químicas ou por não ser possível separa-las do efluente.
O outro motivo é devido à capacidade de adaptação de microrganismos
anaeróbios, dentro de alguns limites, às condições do ambiente que estão
presentes, incluído àqueles com as substancias tóxicas (KOVÁCS et al., 2015).
5.2.6. Quantidade de matéria seca (MS)
Para que as bactérias fermentativas sejam capazes de degradar a matéria
orgânica, é necessário que a concentração de matéria seca (MS) não seja maior
que 50%. Porém, para a produção de biogás a concentração de matéria seca
deve estar em torno de 8 – 10%, para que não haja problemas com as tubulações
do digestor/reator.
34
6. Biogás
O francês Jean Louis Mouras, em 1860, “descreveu a liquefação da matéria
orgânica de um efluente doméstico em condições anaeróbias ; 30 anos depois,
Donald Cameron, na Inglaterra, modificou o tanque de Louis Mouras e deu-lhe o
nome de “tanques hidrolíticos”, e este sistema foi escolhido em 1897 pelo
governo local, para o tratamento de todos os efluentes das cidades inglesas”
(MATANGUE, 2011).
Porém foi no início do século XX, na China e na Índia que, a partir de esterco
de animais, principalmente bovinos, iniciou-se o desenvolvimento de biogás a
partir da digestão anaeróbia. Mas foi a partir de 1970, com a crise e o aumento
do preço do petróleo, que a digestão anaeróbia passou a ser pesquisada com
caráter científico, buscando compreender os fundamentos do processo de forma
efetiva e iniciar projetos de digestores e equipamentos auxiliares. Porém foi após
o início da conscientização ambiental, previsto pela Eco-92 e o protocolo de
Kyoto, que a indústria também começou a considerar a implantação de métodos
para produzir biogás a partir de seus efluentes.
O biogás uma mistura gasosa de metano (CH4) e dióxido de carbono (CO2)
que tem alto poder calorifico de 20 a 27 kJ/m³ (sendo que do metano sozinho
igual a 35,800 kJ/m3). O metano normalmente representa 60-70% da mistura,
dióxido de carbono (CO2) 30-40% e pode conter outros gases como nitrogênio,
hidrogênio e gás sulfídrico em proporções menores. A qualidade do biogás estão
diretamente relacionados à quantidade de metano na mistura (COMASTRI
FILHO, 1981) portanto este pode ou não ser purificado, dependendo do seu uso.
No caso de purificação este pode passar por um processo de remoção de
umidade assim que produzido e, quase sempre, passar por um processo de
remoção de gás sulfídrico (H2S). O gás sulfídrico apresenta dois problemas:
1) É um gás corrosível quando em tubos metálicos e;
2) Quando em quantidades maiores que 300-500ppm de H2S, no biogás,
tem um rendimento térmico muito baixo (HOLM-NIELSEN; AL SEADI;
OLESKOWICZ-POPIEL, 2009).
Depois de limpo e purificado, o biogás, ou metano, pode ser ou armazenado
para uso posterior ou utilizado imediatamente, dependendo do sistema de

35
extração. Se não for utilizado pode simplesmente ser queimado diretamente.
Porém, de acordo com o seu poder calorifico, pode ser usado como gás de
cozinha, para caldeiras, motores e, até, como gás combustível de motores para
gerar energia ou ainda ser vendido (STABNIKOVA; WANG; IVANOV, 2010).
Na análise de sistemas energéticos e ambientais, toda entrada e saída de
energia e material em um ciclo de vida pode ser identificado e quantificado.
Porém, em sistemas de produção de biogás há a complexidade devido ao grande
número de possíveis substratos, tecnologias de digestão anaeróbia, além da não
compreensão total do processo de digestão anaeróbia. (BERGLUND;
BÖRJESSON, 2006).
6.1. Reatores
A digestão anaeróbia é um processo que ocorre em diversos ecossistemas
naturais, como no rumem de bovinos, sedimentos aquáticos de lagos de águas
doces ou salgadas e até no intestino humano. Baseado no conhecimento desses
sistemas naturais foram desenvolvidos os artificiais, que simulam as condições
necessárias e permitem que estas reações descritas no capítulo anterior
aconteçam.
Para os fins deste estudo os sistemas significativos são o reator de
anaeróbio de manda de lodo e fluxo ascendente (UASB), as lagoas anaeróbias
e o biodigestor rural.
6.1.1. Reator anaeróbio de manta de lodo e fluxo ascendente (UASB)
O reator UASB é utilizado em industrias para o tratamento do efluente com
altas cargas orgânicas A DBO é convertida anaerobiamente por bactérias
dispersas no reator. O fluxo do líquido é ascendente. A parte superior do reator
é dívida nas zonas de sedimentação e de coleta de gás. A zona de sedimentação
permite a saída dos efluentes clarificados e o retorno dos sólidos (biomassa) ao
sistema, aumentando a sua concentração no reator. Entre os gases formados
inclui-se o metano. O sistema dispensa decantação primária. A produção de lodo
é baixa, e o lodo sai adensado e estabilizado.
(AHMAD, 2013) demonstrou que a utilização teve performance satisfatória
para efluentes com altas cargas de matéria orgânica sem redução na quantidade

36
ou qualidade do biogás. Em relação à temperatura, embora a produção de
biogás quando em temperaturas mais altas tenham sido maiores, devido à maior
taxa de digestão, o reator não mostrou não mostrou grande sensibilidade em
relação a variação de temperatura, mesmo quando o reator foi operado em
baixas temperaturas
6.1.2. Biodigestor
O biodigestor é um biorreator caseiro, um recipiente fechado, construído de
alvenaria, concreto ou outros materiais, que também consegue atingir a
produção de biogás através da digestão de matéria orgânica em condições
anaeróbias.(COMASTRI FILHO, 1981; PEREIRA, 2014). Embora existam vários
tipos de biodigestores dois se destacam, os modelos indiano e chinês.
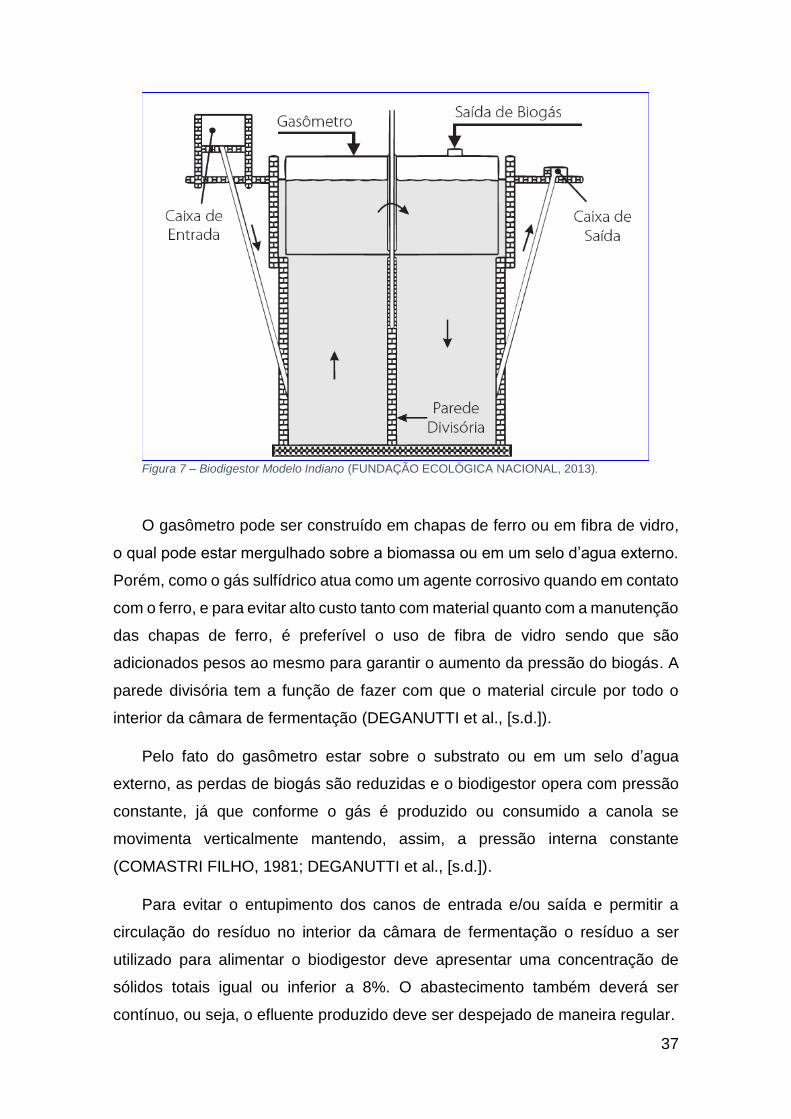
6.1.2.1. Biodigestor do tipo Indiano
O biodigestor tipo indiano (Figura 7) é utilizado quando existe uma demanda
continua de fornecimento de biogás.
Normalmente a câmara de digestão é construída abaixo do nível do solo,
visando impedir a variação de temperatura do meio reacional, e suas principais
características são possuir uma campânula móvel de material, impermeável e
rígido, como gasômetro e uma parede interna, central, que divide o tanque de
fermentação (COMASTRI FILHO, 1981; PEREIRA, 2014).
37
Figura 7 – Biodigestor Modelo Indiano (FUNDAÇÃO ECOLÓGICA NACIONAL, 2013).
O gasômetro pode ser construído em chapas de ferro ou em fibra de vidro,
o qual pode estar mergulhado sobre a biomassa ou em um selo d’agua externo.
Porém, como o gás sulfídrico atua como um agente corrosivo quando em contato
com o ferro, e para evitar alto custo tanto com material quanto com a manutenção
das chapas de ferro, é preferível o uso de fibra de vidro sendo que são
adicionados pesos ao mesmo para garantir o aumento da pressão do biogás. A
parede divisória tem a função de fazer com que o material circule por todo o
interior da câmara de fermentação (DEGANUTTI et al., [s.d.]).
Pelo fato do gasômetro estar sobre o substrato ou em um selo d’agua
externo, as perdas de biogás são reduzidas e o biodigestor opera com pressão
constante, já que conforme o gás é produzido ou consumido a canola se
movimenta verticalmente mantendo, assim, a pressão interna constante
(COMASTRI FILHO, 1981; DEGANUTTI et al., [s.d.]).
Para evitar o entupimento dos canos de entrada e/ou saída e permitir a
circulação do resíduo no interior da câmara de fermentação o resíduo a ser
utilizado para alimentar o biodigestor deve apresentar uma concentração de
sólidos totais igual ou inferior a 8%. O abastecimento também deverá ser
contínuo, ou seja, o efluente produzido deve ser despejado de maneira regular.
38
A câmara de fermentação pode ser construída de alvenaria, concreto ou aço
e é de fácil construção, portanto é viável para pequenos e médios abatedouros
na produção de um biogás com médio poder calorifico.
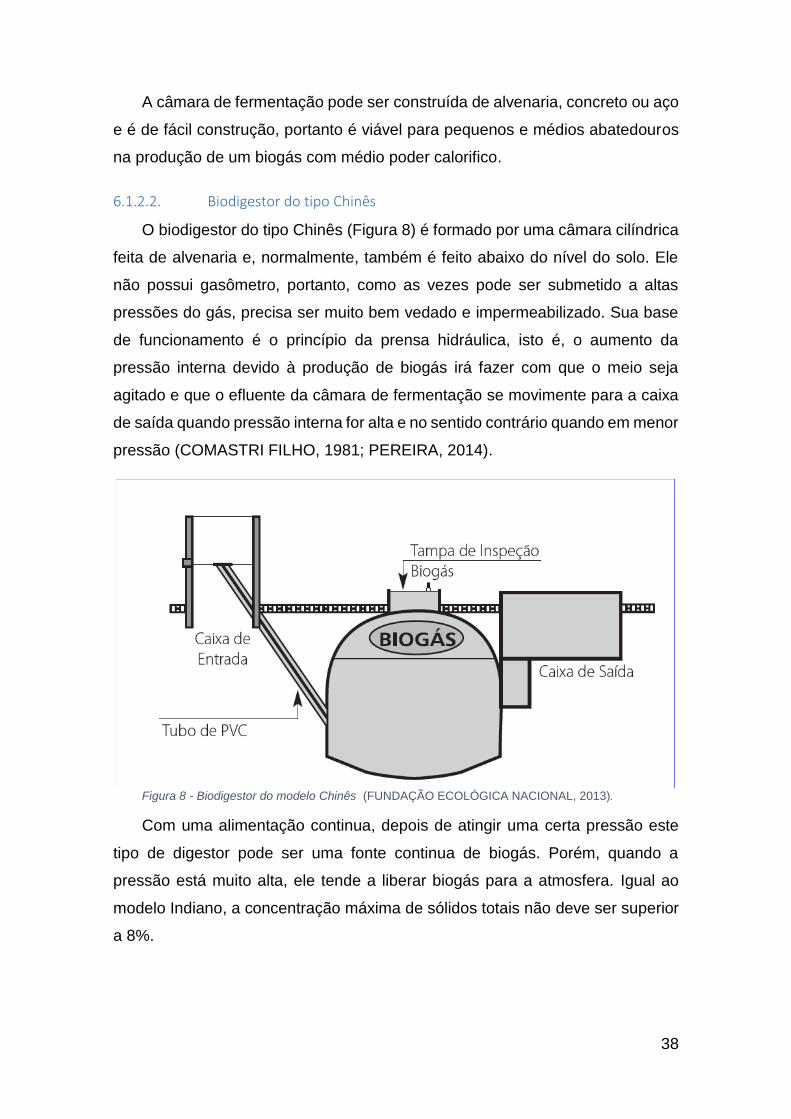
6.1.2.2. Biodigestor do tipo Chinês
O biodigestor do tipo Chinês (Figura 8) é formado por uma câmara cilíndrica
feita de alvenaria e, normalmente, também é feito abaixo do nível do solo. Ele
não possui gasômetro, portanto, como as vezes pode ser submetido a altas
pressões do gás, precisa ser muito bem vedado e impermeabilizado. Sua base
de funcionamento é o princípio da prensa hidráulica, isto é, o aumento da
pressão interna devido à produção de biogás irá fazer com que o meio seja
agitado e que o efluente da câmara de fermentação se movimente para a caixa
de saída quando pressão interna for alta e no sentido contrário quando em menor
pressão (COMASTRI FILHO, 1981; PEREIRA, 2014).
Figura 8 - Biodigestor do modelo Chinês (FUNDAÇÃO ECOLÓGICA NACIONAL, 2013).
Com uma alimentação continua, depois de atingir uma certa pressão este
tipo de digestor pode ser uma fonte continua de biogás. Porém, quando a
pressão está muito alta, ele tende a liberar biogás para a atmosfera. Igual ao
modelo Indiano, a concentração máxima de sólidos totais não deve ser superior
a 8%.
39
6.1.3. Lagoas anaeróbias
Lagoas anaeróbias são amplamente adotadas na indústria de
processamento de carne como o primeiro estágio do tratamento secundário de
efluentes com altas cargas de matéria orgânica, sendo extremamente para a
redução do DBO e DQO (aproximadamente 90% sob condições ideais)
(MCCABE et al., 2014).
As lagoas anaeróbias normalmente tem profundidade mínima de 2,5 metros
e são caracterizadas como reatores abertos que não possuem sistemas
mecânicos de aquecimento ou mistura, e são operadas a temperatura ambiente
e sob condições estritamente anaeróbias (EPA, 2002). Com baixos custos de
investimento em implementação e operação oferecem vantagens de eficiência
satisfatória aliadas a possibilidade de serem aplicadas tanto em pequenas
quanto em grandes escalas. Contudo, estes reatores, por serem abertos, podem
apresentar acúmulo de materiais flutuantes em sua superfície, emissão de mal
odor, causado pela liberação de substâncias voláteis, entre elas o gás sulfídrico,
resultante da digestão anaeróbia de proteínas ou da redução dissimilatória do
sulfato (SAFLEY, 1988), e necessita de grandes áreas para a sua construção.
Os microrganismos responsáveis pela degradação da matéria orgânica
podem ser encontrados em qualquer ponto da massa líquida, porém, a maioria
da biomassa ativa está disposta no lodo acumulado no fundo da lagoa, onde se
concentra a zona de produção de biogás. Assim, a liberação de gás a partir da
camada de lodo, sob a forma de pequenas bolhas, contribui para a mistura na
camada líquida, promovendo o contato entre as bactérias e a matéria orgânica.
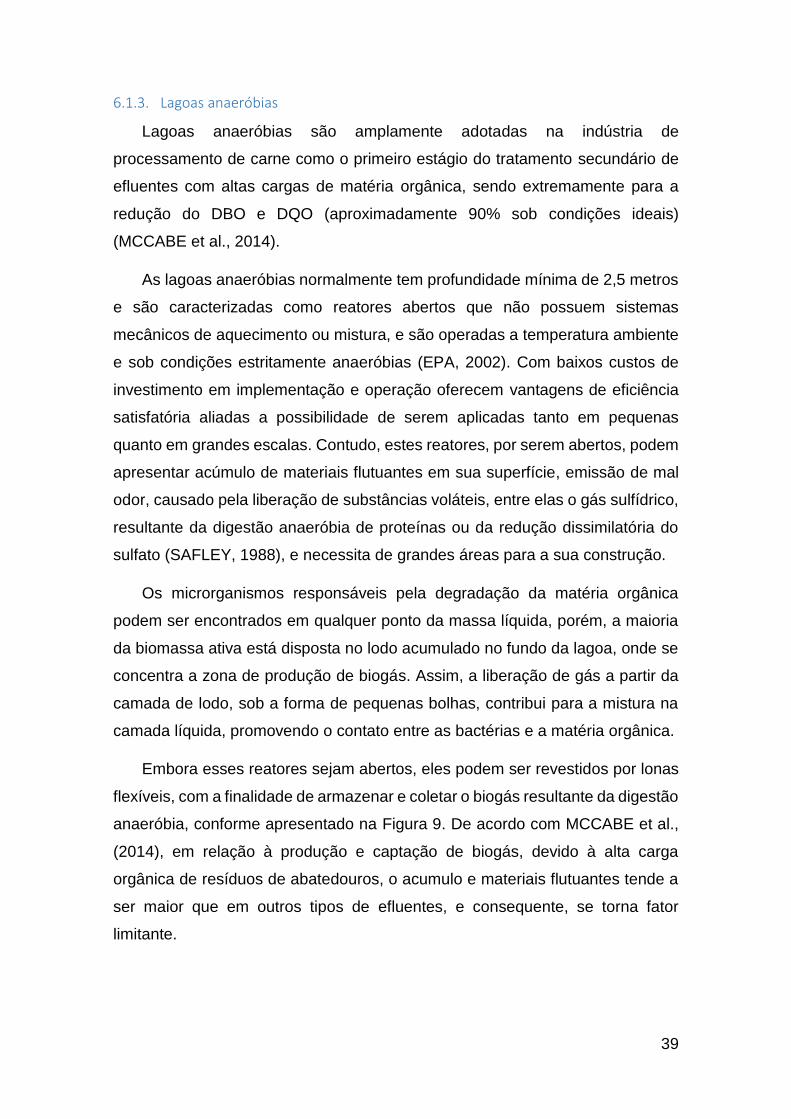
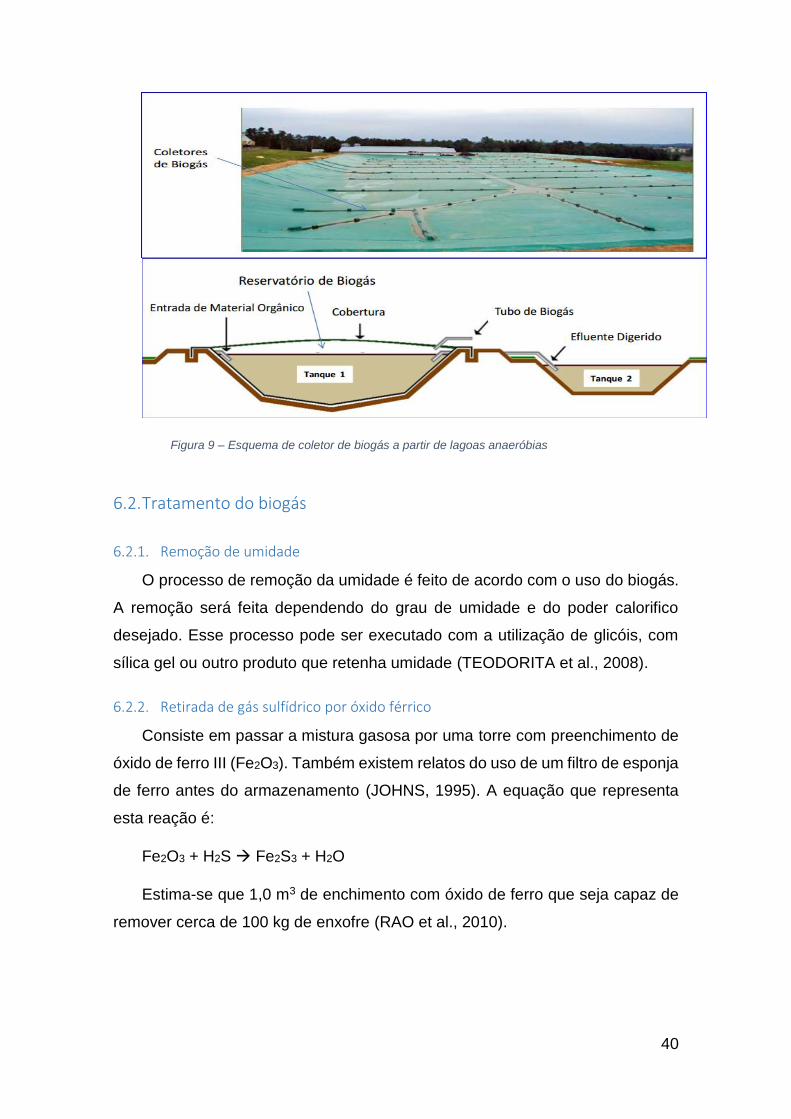
Embora esses reatores sejam abertos, eles podem ser revestidos por lonas
flexíveis, com a finalidade de armazenar e coletar o biogás resultante da digestão
anaeróbia, conforme apresentado na Figura 9. De acordo com MCCABE et al.,
(2014), em relação à produção e captação de biogás, devido à alta carga
orgânica de resíduos de abatedouros, o acumulo e materiais flutuantes tende a
ser maior que em outros tipos de efluentes, e consequente, se torna fator
limitante.
40
6.2. Tratamento do biogás
6.2.1. Remoção de umidade
O processo de remoção da umidade é feito de acordo com o uso do biogás.
A remoção será feita dependendo do grau de umidade e do poder calorifico
desejado. Esse processo pode ser executado com a utilização de glicóis, com
sílica gel ou outro produto que retenha umidade (TEODORITA et al., 2008).
6.2.2. Retirada de gás sulfídrico por óxido férrico
Consiste em passar a mistura gasosa por uma torre com preenchimento de
óxido de ferro III (Fe2O3). Também existem relatos do uso de um filtro de esponja
de ferro antes do armazenamento (JOHNS, 1995). A equação que representa
esta reação é:
Fe2O3 + H2S Fe2S3 + H2O
Estima-se que 1,0 m3 de enchimento com óxido de ferro que seja capaz de
remover cerca de 100 kg de enxofre (RAO et al., 2010).
Figura 9 – Esquema de coletor de biogás a partir de lagoas anaeróbias
41
6.2.3. Remoção de gás carbônico
O gás carbônico pode ser retirado quimicamente ou com água, porém este
processo resulta em um efluente muito ácido, que provavelmente precisará de
um tratamento específico, e caro, para descarte. Devido ao alto custo deste
processo, ele não se aplicaria para os fins deste trabalho.
6.3. Fatores operacionais que influenciam produção de Biogás
6.3.1. Carga orgânica
A construção e operação de um biodigestor tem que tomar em conta fatores
econômicos e técnicos. Para obter o rendimento máximo de biogás, através
digestão completa do substrato, é requerido um longo tempo de retenção do
substrato dentro do digestor e, consequentemente, que este tenha grandes
dimensões. Na pratica, a escolha das dimensões do digestor, ou do tempo de
retenção, é baseado no racional de se obter a maior quantidade, e qualidade, de
biogás ao mesmo tempo que o processo seja rentável. Neste aspecto, deve se
considerar a carga orgânica, que é o parâmetro que indica quanta matéria seca
(MS) deve ser colocado no digestor em função do volume e do tempo, como
apresenta a Equação 7 (AGENCY, 2009; COMASTRI FILHO, 1981;
KARLSSON; SCHMEIER; KARLSSON, [s.d.]; KOVÁCS et al., 2015;
TEODORITA et al., 2008):
𝐵𝑅 = 𝑚 ∗𝐶
𝑉𝑅 (Equação 7)
Tal que:
BR = Carga orgânica [kg/d*m³]
M = Massa de substrato adicionado por unidade te tempo [kg/d]
C = Concentração da matéria orgânica [%]
VR = Volume do digestor [m³].
Como já dito anteriormente, a produção de biogás está relacionada com a
digestão da matéria orgânica, portanto, se não houver adição de material o
processo irá cessar. A carga é a relação da quantidade de material orgânico
adicionado por unidade de tempo, é composta de sólidos totais (ST) e sólidos

42
voláteis (SV) presentes no substrato e deve ser adaptada ao microrganismo ativo
no digestor (KARLSSON; SCHMEIER; KARLSSON, [s.d.]).
A adaptação do microrganismo é indispensável. No caso de adição de uma
carga muito alta, que seja maior que os microrganismos presentes possam
degradar, pode ocorrer a formação de ácidos graxos. Neste caso ocorre uma
diminuição de pH desequilibrando a cadeia de degradação, consequentemente
inibindo a produção de biogás (KARLSSON; SCHMEIER; KARLSSON, [s.d.];
PALATSI et al., 2011).
Também se faz importante a adaptação da temperatura da carga à do reator
para não haver uma mudança brusca na temperatura do meio.
6.3.2. Tempo de retenção hidráulica (TRH)
O tempo de retenção hidráulica é no qual o substrato é mantido no interior
do digestor, isto é, a diferença entre o tempo de entrada e saída dos materiais
no digestor. O tempo de retenção ou de digestão varia em função do tipo de
biomassa, granulometria da biomassa, temperatura do digestor, pH da
biomassa, etc., mas, de modo geral, situa-se na faixa de 4 a 60 dias(COMASTRI
FILHO, 1981). O tempo pode ser estimado de acordo com a Equação 8.
𝑇𝑅𝐻 =𝑉𝑅
𝑉 (Equação 8)
Tal que:
TRH = Tempo de retenção hidráulica;
VR = Volume do digestor [m³]
V = Volume of substrate fed per time unit [m³/d]
De acordo com a Equação 8, aumentar a carga orgânica diminui tempo de
retenção hidráulica, porem o tempo deve ser suficiente para garantir que a
quantidade de microrganismos que saiu (efluente) não seja maior que a que
cresceu no digestor, assim, evitando a lavagem do mesmo. Normalmente a taxa
de crescimento, para que a população anaeróbia duplique é de 10 dias ou mais.
Um baixo tempo de retenção oferece um bom fluxo de substrato, porem menor
produção de biogás, enquanto um alto tempo de retenção fornece uma alta taxa
de produção de biogás mas compromete o fluxo de substrato. Portanto é

43
importante adaptar o tempo de retenção à taxa específica de decomposição do
substrato. Deve se conhecer do tempo de retenção, a quantidade de resíduo
orgânico gerado por dia, o fluxo ideal e a taxa de decomposição do substrato
para construir um digestor com volume ideal, que evite um alto custo de
manutenção e tenha uma produção de biogás que justifique o investimento
(AGENCY, 2009; COMASTRI FILHO, 1981; KARLSSON; SCHMEIER;
KARLSSON, [s.d.]; KOVÁCS et al., 2015; TEODORITA et al., 2008).

44
7. Geração de energia a partir do biogás
A maioria do biogás gerado, tanto no Brasil como no resto do mundo, é
utilizado em motores de combustão interna para produzir energia elétrica.
Quando viável a energia térmica gerada pelo motor, liberada devido ao
aquecimento do mesmo ou as dos seus sistemas de resfriamento, também é
utilizada. Porém, como a maioria das plantas de biogás são localizadas em áreas
rurais a quantidade de energia térmica liberada, normalmente, não é suficiente.
O motor de combustão interna mais utilizado é o do tipo Otto. O biogás também
é, comumente, queimado em caldeiras para produzir agua aquecida e vapor.
Outro exemplo, que não se aplica a este estudo é um dos produtos de maior
valor agregado que pode ser obtido através do biogás, o biometano. Através de
um tratamento mais oneroso, a purificação do biogás através da remoção de
dióxido de carbono, sulfeto do hidrogênio e outros componentes, o biogás pode
ser transformado em biometano, um equivalente do gás natural. Para isso é
necessário que o gás contenha no mínimo 95% de metano.
Abaixo, na Tabela 3, para se ter uma noção da quantidade de biogás
cru/pouco tratado utilizada em tarefas diárias, é apresentada a quantidade de
biogás necessária para se fazer algumas atividades básicas e o seu respectivo
consumo aproximado de biogás.
Tabela 3 – Consumo de biogás por utilidade
Atividades Consumo de Gás
Cozinhar 0,33 m3/pessoa/dia
Eletricidade (1 KWh) 0,62 m3
Iluminação com Lampião 0,12 m3/hora/lampião
Motor Combustão Interna 0,45 m3/HP/hora
Incubador 0,71 m3/m3 espaço
interno/hora
Chuveiro a Gás 0,8 m3/banho

45
7.1. Combustão direta
A maneira mais simples de se utilizar o biogás é queimando-o diretamente
em caldeiras ou queimadores, o que é o comum em pequenos negócios que
produzem biogás. A combustão direta do biogás em queimadores, como
aquecedores caseiros, é muito utilizada. O Biogás pode ser queimado in loco, ou
transportado por rede de tubulação para os usuários finais.
Para combustão direta ou aquecimento o gás não precisa ser beneficiado e
níveis moderados de contaminação não impõem nenhuma restrição ao seu uso.
Porém, para este caso o gás deve, no mínimo, ser condensado, sofrer processos
para retirada de partículas, compressão, resfriamento e secagem.
7.2. Geração combinada de energia e calor
A geração combinada de energia e calor é muito utilizada ao redor do mundo,
em muitos países com o setor de biogás/bioenergia desenvolvido. No Brasil é
utilizado em algumas criações de animais para garantir conforto térmico dos
mesmos (AIRES, 2009; SANTOS; JUNIOR, 2013).
Para que ocorra a conversão em calor e energia, o biogás é drenado e seco
para garantir a sua eficiência e integridade dos motores. A maioria dos motores
de gás têm limites para a concentração de sulfeto de hidrogênio e outras
impurezas. Um motor destes tem eficiência de até 90% e produz
aproximadamente, 35% de eletricidade e 65 de calor. O uso mais comum deste
tipo de geração de energia é resultado da junção de motores de combustão
interna com geradores (ALLEGUE; HINGE; ALLÉ, 2012).
46
8. Viabilidade financeira
A viabilidade energética da produção de biogás através do efluente gerado
a partir do abate de bovinos é ratificada pelos vários estudos sobre geração de
biogás através de efluentes como o esgoto doméstico (GARCILASSO;
VESCOVO, 2012; RAO et al., 2010; TAUSEEF; ABBASI; ABBASI, 2013), de
rejeitos de animais (AHMAD, 2013; BUDIYONO et al., 2011; GARCILASSO;
VESCOVO, 2012; JENSEN et al., 2014; KOTHARI; TYAGI; PATHAK, 2010; RAO
et al., 2010; SANTOS; JUNIOR, 2013; SCIENTIA, 2012), do abate de aves e
suínos (BAYRAMOGLU et al., 2006; BORIN et al., 2013; RAO et al., 2010;
SALMINEN; RINTALA, 2002). No entanto poucos estudos fizeram uma análise
de viabilidade financeira sobre a implementação de um sistema de biodigestor.
OLIVEIRA (2009) fez uma análise econômica sobre a viabilidade de
implementação de um biodigestor do tipo Chinês e com uma estimativa de teor
de metano na mistura de 50%. O biodigestor dimensionado teria câmara de
digestão de 117m3 e poderia armazenar um máximo de 240 m3 e o valor
estimado para executar o projeto, em julho de 2008, foi de R$ 61.822,08.
Analisando apenas o lucro/redução de custo obtido a partir da geração de
energia elétrica, OLIVEIRA (2009) obteve os seguintes resultados através das
suas simulações:
Para o abate de 65 animais por dia; um retorno sobre investimento em
aproximadamente 3,8 anos (46 meses) e uma receita 575.054,80 para o
período de 20 anos;
Para o abate de 90 animais por dia; um retorno sobre o investimento em
aproximadamente 3,24 anos (40 meses) e uma receita de 694.430,00 ao
longo de 20 anos.
OLIVEIRA (2009) também projetou uma economia de R$ 0,0474 kWh
quando a produção de biogás for de 240 m3 e de R$ 0,0345/kWh para quando
for de 117 m3.

47
9. Conclusões
Inicialmente vale considerar que há estudos científicos e literatura que
validam eficiência e várias metodologias, e literatura e legislação que
determinam que se fará o tratamento de efluentes com grande quantidade de
matéria orgânica. Ainda, há vantagens financeiras principalmente se se faz o
tratamento por biodigestão, com a produção de biodiesel. Este estudo
sistematiza parte do conhecimento produzido e permite avaliar que é necessária
a opção ética, ou a prática da responsabilidade ética, como aponta o filósofo
contemporâneo Hans Jonas (2006), ao afirmar que a responsabilidade, como
princípio, precisa ser uma componente da ética na sociedade tecnológica. O
fazer científico e tecnológico, devido à enormidade do alcance das intervenções
e consequente impacto no ambiente. Segundo Jonas, demanda
responsabilidade ética, para que o planeta suporte as interferências da
civilização tecnológica. Afirma Jonas (2006, p.39):
[...] as antigas prescrições da ética “do próximo” – as prescrições da
justiça, da misericórdia, da honradez, etc. – ainda são válidas, em sua
imediaticidade íntima, para a esfera mais próxima, quotidiana, da interação
humana. Mas essa esfera torna-se ensombrecida pelo crescente domínio do
fazer coletivo, no qual ator, ação e efeito não são mais os mesmos da esfera
próxima. Isso impõe à ética, pela enormidade de suas forças, uma nova
dimensão, nunca antes sonhada, de responsabilidade.
O presente trabalho pretende ser, outrossim, uma contribuição para o
exercício ético da engenharia. Ao abordar o tratamento de efluentes oriundos de
abatedouros de bovinos concluímos que o processo pode ser realizado, em larga
escala de forma a se cumprir a legislação, gerar energia e capital, reduzindo o
potencial de impacto ambiental, como a poluição do solo, águas e ar da região.
A literatura existente permite avaliar que o processo de biodigestão anaeróbia é
eficiente e eficaz permitindo a utilização do gás gerado e também de
biofertilizante. Estudos de viabilidade econômica demonstram a possibilidade de
retorno econômico para os empreendimentos com a venda de crédito de carbono
e, sobretudo, com a economia e eventual geração de energia para o sistema.

48
10. Referências bibliográficas
(UNITED NATIONS). Framework Convention on Climate Change -
Conference of The Parties 18th sessionDoha: United Nations, 2013
AGENCY, E. P. Manual para Aproveitamento de Biogás. [s.l: s.n.]. v. 1 - Aterro
AHMAD, J. Biogas from Slaughterhouse Waste: Towards an Energy Self-
Sufficient Industry with Economical Analysis in India. Journal of Microbial &
Biochemical Technology, v. 01, n. S12, p. 7–10, 2013.
AIRES, A. M. Biodigestão anaeróbia da cama de frangos de corte com ou sem
separação das frações sólida e líquida. Universidade Estadual Paulista “Júlio de
Mesquita Filho”, p. 160, 2009.
ALLEGUE, L.; HINGE, J.; ALLÉ, K. Biogas and bio-syngas upgrading. [s.l:
s.n.].
AMARAL, D. D. DO; CORDEIRO, L. A. M.; GALERANI, P. R. Plano Setorial de
Mitigação e Adaptação às Mudanças Climáticas para Consolidação da Economia de
Baixa Emissão de Carbono na Agricultura – PLANO ABC. Revista Brasileira de
Geografia Física, v. 4, n. 6, p. 1266–1274, 2011.
BAYRAMOGLU, M. et al. Technical and economic analysis of electrocoagulation
for the treatment of poultry slaughterhouse wastewater. Separation and Purification
Technology, v. 51, n. 3, p. 404–408, 2006.
BERGLUND, M.; BÖRJESSON, P. Assessment of energy performance in the life-
cycle of biogas production. Biomass and Bioenergy, v. 30, n. 3, p. 254–266, 2006.
BORIN, R. et al. POTENCIAL DA PRODUÇÃO DE BIOGÁS A PARTIR DE
EFLUENTE PRÉ-TRATADO DE ABATEDOURO DE AVES DA REGIÃO OESTE
DO PARANÁ. Revista Brasileira de Energias Renovaveis, v. 2, n. 1, 2013.
BRAGA, B. et al. Introdução à Engenharia Ambiental - O desafio do
desenvolvimento sustentável. 2nd. ed. São Paulo: Pearson, 2012.
BUDIYONO, I. N. et al. Study on Slaughterhouse Wastes Potency and
Characteristic for Biogas Production. Internat. J. of Waste Resourcs, v. 1, n. 5, p. 4–7,
2011.
CHERNICHARO, C. A. DE L. Reatores Anaeróbios. 2. ed. Belo Horizonte:
Editora UFMG, 1997.
COMASTRI FILHO, J. A. Biogás - Independência Energética do Pantanal
Matogrossense. Circular Técnica n° 9 EMBRAPA, p. 53, 1981.
CRISTINA, A. et al. A área de Engenharia da Sustentabilidade: definição,
subáreas, mercado de trabalho e projeções futuras. v. 1, p. 1–11, 2010.
49
DEGANUTTI, R. et al. BIODIGESTORES RURAIS: MODELO INDIANO,
CHINÊS E BATELADA. Bauru: [s.n.].
EPA, U. S. E. P. A. Wastewater Technology Fact Sheet - Anaerobic Lagoons.
World Health, 2002.
FEARNSIDE, P. M. Hidrelétricas Como “Fábricas De Metano”: O Papel Dos
Reservatórios Em Áreas De Floresta Tropical Na Emissão De Gases De Efeito Estufa.
Oecologia Australis, v. 12, n. 01, p. 100–105, 2008.
FUNDAÇÃO ECOLÓGICA NACIONAL. Fontes Alternativas de Energia:
Biogás. Disponível em: <http://fen.org.br/wp-content/uploads/2013/05/Fontes-
Alternativas-de-Energia.pdf>. Acesso em: 22 abr. 2015.
GARCILASSO, V. P.; VESCOVO, E. Geração de energia elétrica a partir de
biogás proveniente do tratamento de esgoto utilizando microturbina a gás. 2012.
HOLM-NIELSEN, J. B.; AL SEADI, T.; OLESKOWICZ-POPIEL, P. The future
of anaerobic digestion and biogas utilization. Bioresource Technology, v. 100, n. 22, p.
5478–5484, 2009.
JENSEN, P. et al. Analysis of the potential to recover energy and nutrient resources
from cattle slaughterhouses in Australia by employing anaerobic digestion. Applied
Energy, v. 136, p. 23–31, 2014.
JOHNS, M. R. Developments in wastewater treatment in the meat processing
industry: A review. Bioresource Technology, v. 54, n. 3, p. 203–216, 1995.
KARLSSON, T.; SCHMEIER, N. P.; KARLSSON, T. MANUAL BÁSICO DE
BIOGÁS. [s.l: s.n.].
KHALID, A. et al. The anaerobic digestion of solid organic waste. Waste
Management, v. 31, n. 8, p. 1737–1744, ago. 2011.
KOTHARI, R.; TYAGI, V. V.; PATHAK, A. Waste-to-energy: A way from
renewable energy sources to sustainable development. Renewable and Sustainable
Energy Reviews, v. 14, n. 9, p. 3164–3170, 2010.
KOVÁCS, E. et al. Augmented biogas production from protein-rich substrates and
associated metagenomic changes. Bioresource Technology, v. 178, p. 254–261, fev.
2015.
LIMA, U. DE A. et al. Biotecnologia Industrial. Processos Fermentativos e
Enzimáticos - Volume 3. 1. ed. São Paulo: [s.n.].
MATANGUE, M. T. A. COMPORTAMENTO HIDRODINÂMICO E
CINÉTICO DOS REATORES ANAERÓBIOS COMPARTIMENTADO ( RAC )
E MANTA DE LODO ( UASB ) OPERADO EM SÉRIE. [s.l.] Universidade Federal
de Lavras, 2011.
50
MCCABE, B. K. et al. A case study for biogas generation from covered anaerobic
ponds treating abattoir wastewater: Investigation of pond performance and potential
biogas production. Applied Energy, v. 114, p. 798–808, fev. 2014.
MINISTÉRIO DA AGRICULTURA PECUÁRIA E DESENVOLVIMENTO.
Plano Setorial de Mitigação e de Adaptação às Mudanças Climáicas Para a
Consolidação de uma Economia de Baixo Emissão de Carbono na Agricultura. [s.l:
s.n.].
MINISTÉRIO DA AGRICULTURA PECUÁRIA E DESENVOLVIMENTO.
Quantidade de Abate Estadual por Ano/Espécie. Disponível em:
<http://sigsif.agricultura.gov.br/sigsif_cons/!ap_abate_estaduais_cons?p_select=SIM>.
Acesso em: 23 mar. 2015.
MINISTÉRIO DA AGRICULTURA PECUÁRIA E DESENVOLVIMENTO.
Bovinos e Bubalinos - MAPA. Disponível em:
<http://www.agricultura.gov.br/animal/especies/bovinos-e-bubalinos>. Acesso em: 23
maio. 2015.
MORALES, M. M. et al. Avaliação dos resíduos líquidos em um sistema de abate
de bovinos. Estudos de Biologia, v. 31, n. 73/75, p. 111–115, 2009.
NIELSEN, H. B.; ANGELIDAKI, I. Strategies for optimizing recovery of the
biogas process following ammonia inhibition. Bioresource Technology, v. 99, n. 17, p.
7995–8001, 2008.
OLIVEIRA, A. B. D. M. et al. Biodigestão anaeróbia de efluente de abatedouro
avícola. Revista Ceres, v. 59, n. 6, p. 690–700, dez. 2012.
OLIVEIRA, R. D. E. GERAÇÃO DE ENERGIA ELÉTRICA A PARTIR DO
BIOGÁS PRODUZIDO PELA FERMENTAÇÃO ANAERÓBIA DE DEJETOS
EM ABATEDOURO E AS POSSIBILIDADES NO MERCADO DE CARBONO.
[s.l.] ESCOLA DE ENGENHARIA DE SAO CARLOS - UNIVERSIDADE DE SÃO
PAULO, 2009.
PACHECO, J. W.; YAMANAKA, H. T. GUIA TÉCNICO AMBIENTAL DE
ABATE (BOVINO E SUÍNO): SÉRIE P+L. [s.l: s.n.].
PALATSI, J. et al. Anaerobic digestion of slaughterhouse waste: Main process
limitations and microbial community interactions. Bioresource Technology, v. 102, n.
3, p. 2219–2227, fev. 2011.
PEREIRA, D. M. Gestão Ambiental. 2. ed. Ouro Preto: CEAD/UFOP, 2011.
PEREIRA, D. M. Processo formativo em educação ambiental: escolas
sustentáveis e com-vida: tecnologias ambientais. 2. ed. Ouro Preto: Editora da UFOP,
2014.

51
RAO, P. V. et al. Biogas generation potential by anaerobic digestion for sustainable
energy development in India. Renewable and Sustainable Energy Reviews, v. 14, n.
7, p. 2086–2094, 2010.
SAFLEY, L. M. Biogas Production from Anaerobic Lagoons. Biological Wastes,
v. 23, n. 11087, p. 181–193, 1988.
SALMINEN, E.; RINTALA, J. Anaerobic digestion of organic solid poultry
slaughterhouse waste - A review. Bioresource Technology, v. 83, n. 1, p. 13–26, 2002.
SANT’ANNA JR, G. L. Tratamento Biológico de Efluentes: Fundamentos e
Aplicaçoes. 2nd. ed. Rio de Janeiro: Editora Interciencia, 2013.
SANTOS, E.; JUNIOR, G. Produção De Biogás a Partir De Dejetos De Origem
Animal. Tekhne e Logos, n. 14, 2013.
SCIENTIA, D. Biodigestão e produção de biogás utilizando dejetos bovinos 1. p.
13–26, 2012.
STABNIKOVA, O.; WANG, J.; IVANOV, V. Environmental Biotechnology.
[s.l.] Humana Press, 2010. v. 10
TAUSEEF, S. M.; ABBASI, T.; ABBASI, S. A. Energy recovery from wastewaters
with high-rate anaerobic digesters. Renewable and Sustainable Energy Reviews, v.
19, p. 704–741, 2013.
TEODORITA, A. S. et al. Biogas Handbook. Denmark: University of Southern
Denmark Esbjerg, Niels Bohrs, 2008.