sistemÁtica de melhoria da qualidade atravÉs de...
TRANSCRIPT

SISTEMÁTICA DE MELHORIA DA QUALIDADE
ATRAVÉS DE FERRAMENTAS ESTATÍSTICAS
PARA PEQUENAS E MÉDIAS EMPRESAS DE
UM APL TÊXTIL
Anne Taynara de Almeida Pereira (UFPE )
Renata Maciel de Melo (UFPE )
O trabalho tem como objetivo principal elaborar uma sistemática de
melhoria dos processos em pequenas e médias empresas do Polo têxtil do
Agreste Pernambucano através da utilização de ferramentas estatísticas da
Qualidade (Gráfico de Controle, Diagrama de Pareto, Gráfico de Dispersão e
Histogramas) adequadas às particularidades do processo produtivo deste
Arranjo Produtivo Local (APL). Para isso, foram necessárias as seguintes
etapas: Pesquisa documental sobre o referido APL; levantamento de dados
em uma amostra aleatória composta por 15 empresas; proposição e
aplicação do modelo proposto.
Palavras-chaves: Qualidade, CEP, Arranjo Produtivo Local
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
2
1. Introdução
A qualidade de um produto ou serviço pode ser dividida em dois aspectos distintos:
qualidade de projeto e qualidade de conformação. No âmbito do controle de processos, o
conceito mais relacionado é a qualidade de conformação, que consiste em tornar o resultado
do processo o mais próximo possível do que foi pretendido no projeto. Montgomery (2009)
afirma que a qualidade está diretamente ligada a redução da variabilidade nos processos e
produtos e este processo é chamado melhoria da qualidade.
De acordo com a NBR ISO 10017:2005 - Guia sobre Técnicas Estatísticas para a ABNT
NBR ISO 9001, as técnicas estatísticas são capazes de descrever, analisar, interpretar e
modelar variações em estados de aparente estabilidade, esta característica particular,
proporciona a mais rápida identificação de problemas ou possíveis problemas no ambiente
produtivo. Além disso, estas técnicas podem se estender em todo o ciclo de vida do produto
ou serviço, desde a concepção a sua disposição final (no caso de produtos).
Os gráficos de controle do processo são as principais ferramentas do Controle Estatístico
do Processo. São particularmente úteis nas variações de valores dos parâmetros que
determinam a qualidade de um produto. Funcionam a partir da determinação de três valores
linha central, que estabelece o valor alvo para determinada característica do produto, limite
superior de controle e limite inferior de controle, este o valor mínimo que pode atingir o
parâmetro e aquele o valor máximo. Quando os valores coletados durante o processo de
produção de determinado produto ou serviço, não estiverem dentro destes limites de controle,
significa dizer que o processo encontra-se fora do controle estatístico. Ou seja, há agindo
sobre o processo causas especiais que afetam a qualidade do mesmo, aumentando sua
variabilidade para além da natural.
Mesmo levando em consideração a efetividade dos Gráficos de Controle na identificação
da variabilidade adicional do processo, é preciso entender que outras etapas constituem os
Métodos de Análise e Solução de Problemas. Segundo Costa et. al (2010), mesmo antes da
construção e aplicação dos gráficos de controle é preciso conhecer as causas da variabilidade
dos processos e eliminá-las, na chamada etapa de aprendizagem. A etapa de aprendizagem
pode envolver a chamada etapa de preparação para mudança, que é definida por Messner
(2008) como a fase para adaptação da cultura organizacional para o ambiente de melhoria que

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
3
deve ser criado para aplicação deste tipo de ferramenta. E neste caso, devem-se conhecer
outras ferramentas como Gráfico de Pareto, Diagrama de causa-e-efeito, entre outras.
Seguindo esta linha de pensamento, Vasconcelos et al (2010) aplicaram ferramentas de
Controle Estatístico da Qualidade em uma linha de produção e tecidos. Ao coletar os dados e
montar os gráficos, os autores constataram que a produção não se encontrava em controle
estatístico e utilizaram ferramentas como fluxograma, brainstorming, lista de verificação e
diagrama de Ishikawa na investigação das causas.
Logo, o referido trabalho tem como objetivo principal elaborar uma sistemática de
melhoria dos processos em pequenas e médias empresas do Polo têxtil do Agreste
Pernambucano através da utilização de ferramentas estatísticas da Qualidade (Gráfico de
Controle, Diagrama de Pareto, Gráfico de Dispersão e Histogramas) adequadas às
particularidades do processo produtivo deste Arranjo Produtivo Local (APL).
2. Caracterização do APL Têxtil do Agreste
O APL Têxtil do Agreste de Pernambuco é o segundo maior polo de confecções do
Brasil, apresenta um quantitativo de cerca de 18 mil empresas, segundo dados coletados pelo
SEBRAE-PE em 2012, sendo que desta quantidade 20% é representada por empresas formais.
Esta indústria empregava 200 mil pessoas em pequenas unidades produtivas que fabricam
em média, 4318 peças/ mês , tendo um faturamento anual em 2011 de R$ 1,1 bilhão, sendo
sua maior representatividade nos municípios de Caruaru, Santa Cruz do Capibaribe e
Toritama.
A segmentação da produção em pequenas unidades fabris, 43% (facções) em
representatividade, foi o que possibilitou considerável redução de custos para o APL, no
entanto todo crescimento proveniente desta forma de encarar a produção não foi
acompanhada pela Gestão da Qualidade dos produtos produzidos. As principais características
deste polo são a informalidade, pequeno porte e o caráter familiar na gestão das empresas.
Quando questionados sobre a existência de controle de qualidade, 56% das empresas
formais teriam em todo processo, enquanto apenas 39% das empresas informais declararam
tê-lo em todo processo, no entanto os entrevistadores não acreditaram que a maioria soubesse
realmente do que se tratava controle de qualidade.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
4
De um modo geral, a maioria das empresas apresenta um número reduzido de
funcionários, sendo menor que 14 funcionários. Além disso, o maquinário, que chega a 141
mil equipamentos, divididos em costura, bordado, estamparia e corte, destes, apenas 39% são
eletrônicas. Alguns destes aspectos explicam a pouca longevidade das organizações deste
APL têxtil. Apesar da grande produção de riquezas, 12% das unidades produtivas têm menos
de 1 ano de idade e 66% tem menos de 5 anos.
3. Metodologia
A metodologia compreende fundamentação teórica, revisão bibliográfica, levantamento
de dados do setor industrial estudado, estudo de caso e proposição e aplicação de um modelo
de sistemática para melhoria da Qualidade.
1. Revisão bibliográfica das áreas relacionadas ao tema do trabalho. Entendimento do
processo de Controle Estatístico da Qualidade, suas ferramentas e aplicações das
mesmas.
2. Pesquisa documental sobre o Polo Têxtil e de Confecções do Agreste de
Pernambuco. Busca de informações na literatura que aprimorem os conhecimentos
sobre o APL em questão, ressaltando suas características e particularidades.
3. Levantametno de quais ações que estão sendo adotadas para a prática da Gestão da
Qualidade no Polo Têxtil do Agreste através do um instrumento de coleta de dados
aplicado a uma amostra aleatória de 15 empresas.
4. Proposição de um modelo através dos conhecimentos adquiridos.
5. Aplicação do modelo proposto em uma empresa, ou seja um estudo de caso. O
estudo de caso envolveu algumas fontes de evidência, segundo Yin (2001):
documentos, registros em arquivo, entrevistas, observação direta, observação
participante, todas utilizadas neste estudo.
4. Levantamento das ações e práticas da Qualidade no referido Polo
O levantamento apresentado foi realizado através de questionário com bases estatísticas
que é denominado survey, este questionário apresenta questões abertas e fechadas, de múltipla
escolha e escalonadas pela Escala de Likert, onde o entrevistado responde de acordo com sua
concordância em relação à afirmativa realizada. (Vieira, 2009).
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
5
Em um universo de cerca de 14 mil empresas, 15 foram sorteadas aleatoriamente pelo
software MS EXCEL. A amostra foi calculada de acordo com o conceito de amostra
estratificada proporcional, definida por Babin et al (2005). Os estratos são partes da população
com características próprias, no caso da presente pesquisa, o estrato é representado por todas
as empresas têxteis do Agreste cadastradas na FIEPE 2006/2007. O cálculo da amostra é
apresentado a seguir:
Proporção do estrato em relação ao universo:
455/14 000 = 0,0325
O número de empresas cadastradas no FIEPE é 455, ou seja, o tamanho do estrato, e o
número estimado de empresas do universo é 14.000.
A amostra retirada do estrato é a porcentagem do estrato em relação ao universo.
455 * 0,0325 = 14,7875 ou
15 empresas.
Quanto à existência de um Sistema de Gestão da Qualidade, apenas uma das empresas
questionados afirmou possuir. Quanto à existência de certificação ou selo de qualidade ou
ambientais, 33,33% possuíam algo do tipo.
Os resultados indicaram que 73% das empresas pesquisadas não utilizam e nem
utilizaram ferramentas, práticas ou modelos de qualidade. As ferramentas mais utilizadas são
As 7 ferramentas tradicionais da Qualidade, as mais citadas foram foram fluxograma
(66,67%), lista de verificação (46,67%), 5S (46,67%), histograma (26,67%), benchmarking
(26,67%) e Diagrama de Pareto (20%).
Quanto à frequência de utilização, em uma escala de 1 a 5, onde 1 quer dizer quase
nunca utilizada e 5 quer dizer utilizada com diariamente, os resultados para as empresas
pesquisadas está resumido no quadro abaixo:
A ferramenta que mais apresentou resultados positivos foi o 5S citada em 36,36% das
entrevistas. Além disso, os principais motivos pelo insucesso de aplicação de ferramentas
foram resistência à mudança e rotatividade, segundo os entrevistados.
5. Proposição de Sistemática de Melhoria
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
6
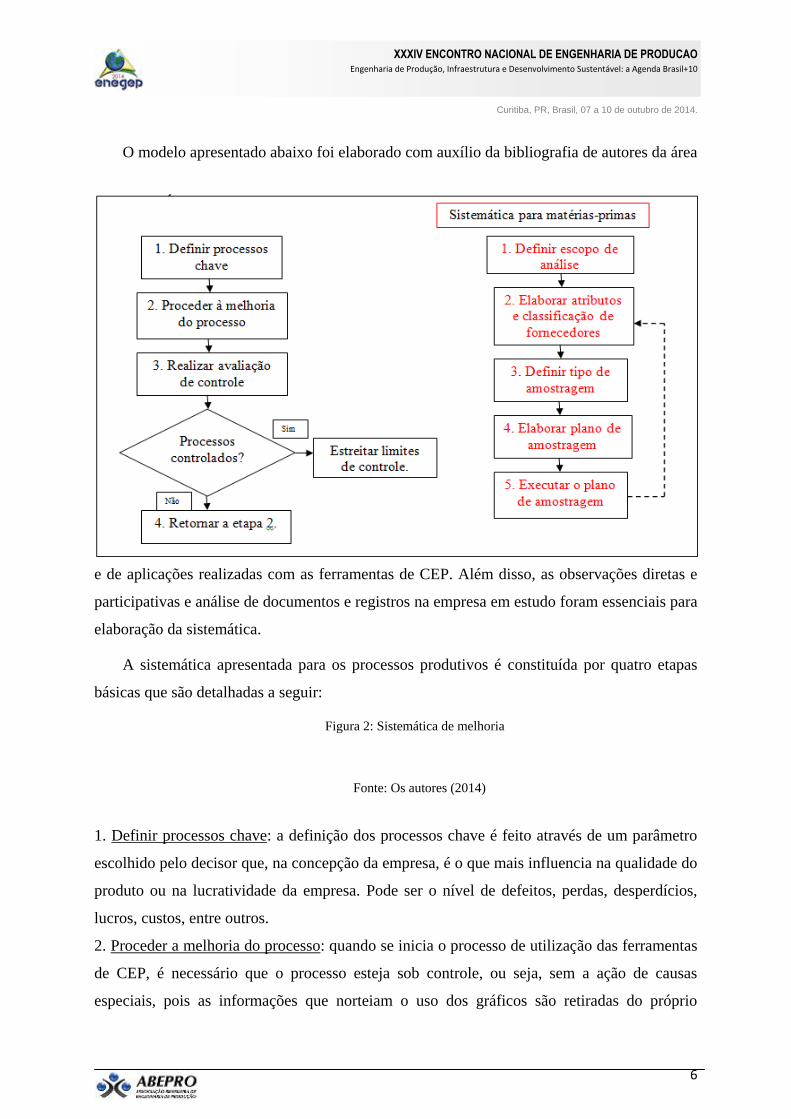
O modelo apresentado abaixo foi elaborado com auxílio da bibliografia de autores da área
e de aplicações realizadas com as ferramentas de CEP. Além disso, as observações diretas e
participativas e análise de documentos e registros na empresa em estudo foram essenciais para
elaboração da sistemática.
A sistemática apresentada para os processos produtivos é constituída por quatro etapas
básicas que são detalhadas a seguir:
Figura 2: Sistemática de melhoria
Fonte: Os autores (2014)
1. Definir processos chave: a definição dos processos chave é feito através de um parâmetro
escolhido pelo decisor que, na concepção da empresa, é o que mais influencia na qualidade do
produto ou na lucratividade da empresa. Pode ser o nível de defeitos, perdas, desperdícios,
lucros, custos, entre outros.
2. Proceder a melhoria do processo: quando se inicia o processo de utilização das ferramentas
de CEP, é necessário que o processo esteja sob controle, ou seja, sem a ação de causas
especiais, pois as informações que norteiam o uso dos gráficos são retiradas do próprio

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
7
processo. Esta fase é chamada etapa de aprendizagem, segundo Costa et. al (2010), mesmo
antes da construção e aplicação dos gráficos de controle é preciso conhecer as causas da
variabilidade dos processos e eliminá-las. Esta etapa é subdividida em quatro subetapas, que
podem ser encontradas no trabalho de Pereira e Melo (2012).
2.1 Proceder ao levantamento das causas da variabilidade;
2.2 Identificar soluções;
2.3 Avaliar as melhores alternativas;
2.4 Implementar a alternativa escolhida;
Deve-se levar em conta que o processo de melhoria não é composto apenas por ferramentas
de CEP, o que é atestado nesta etapa, pois é essencial e, no entanto, deve ser realizada por
meio das ferramentas da qualidade não relacionadas ao CEP.
3. Realizar avaliação de controle: a avaliação de controle pode ser realizada principalmente
através dos gráficos de controle do processo. No entanto, outras ferramentas como Diagrama
de Dispersão e Diagrama de Pareto, também ferramentas de CEP, podem ser utilizadas, o que
ajudar a diminuir a complexidade para os que vão operar com estas ferramentas.
4. Retornar a etapa 2: esta etapa sugere a continuidade do processo de melhoria, que é
essencial para a empresa que deseja obter vantagem competitiva em controle de qualidade.
Finalmente, quando os processos estiverem sob controle, ou seja, sem ação de causas
especiais, deve-se estreitar os limites de controle. Este procedimento deve ser realizado sob
várias hipóteses, entre elas: aumento da exigência pela própria empresa, aumento da exigência
pelo consumidor ou necessidade de adequar-se a um padrão estabelecido.
Quanto à sistemática para matérias-primas, surgiu a partir de uma demanda apresentada
durante o processo de observação participativa. A sistemática é detalhada a seguir:
1. Definir escopo de análise: o escopo de análise refere-se aos materiais que são
utilizados pela empresa e têm influência sob a qualidade dos processos e produtos. Estes
materiais devem ser devidamente analisados quanto a sua qualidade, pois são importante fonte
de problemas de qualidade na manufatura.
2. Elaborar atributos e classificação de fornecedores: os atributos e classificação de
fornecedores devem ser uma decisão estratégica e baseada no conhecimento técnico do

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
8
processo. Inclusive além da classificação, é preciso estabelecer os critérios de mudança na
classificação dos fornecedores, ou seja, quais são os fatos que levam um fornecedor a mudar
seu status ou classe em relação a empresa.
3. Definir o tipo de amostragem: o tipo de amostragem deve ser escolhido entre três,
definidos por Montgomery (2009): nenhuma inspeção, inspeção 100% e inspeção por
amostragem. A sugestão para este modelo é a inspeção por amostragem, que reduz custos e
erros de inspeção. Também apresenta os riscos de aceitar um lote que apresenta uma
proporção de defeitos inaceitável e exige mais planejamento e documentação do processo,
que, de certo modo, é também uma excelente forma para avaliar e melhorar continuamente a
produção.
4. Definir plano de amostragem: o plano de amostragem inclui todos os aspectos
relacionados a tipo de material que está sendo testada a qualidade, nível de qualidade desejada
e aceitável, tamanho de amostra requerida, intervalo de tempo entre a coleta de amostras e
métodos para teste de qualidade. Todos estes aspectos formarão um plano de amostragem que
indicará um procedimento padrão para realização da inspeção por amostragem.
5. Executar plano de amostragem: e finalmente, executar o plano de amostragem pode
exigir treinamento dos responsáveis. Assim como os requisitos mudam, refletindo na ação de
estreitar os limites de controle, o mesmo acontece com os materiais para o processo
produtivo. A seta indica o retorno a etapa 2 porque está relacionada as mudanças mais
comuns de acontecerem no processo de verificação de qualidade, no entanto, é importante
mencionar que da etapa 5 pode-se retornar a todas as demais etapas, de acordo com as
necessidades da empresa. Por exemplo, pode haver uma mudança no mix de produtos,
surgindo a necessidade de materiais novos, o que aumenta o escopo de amostragem,
retornando da etapa 5 para a etapa 1.
6. Caracterização da empresa estudada nos aspectos de qualidade
A empresa é uma organização localizada na cidade de Caruaru-PE no Polo de Confecções
do Agreste. Desde 1996 produz etiquetas e cadarços, com um quadro de 358 funcionários.
Com intuito de melhor atender a seus consumidores, em 2009 a empresa conseguiu a
certificação ISO 9001:2008 e em Janeiro de 2011 teve sua primeira auditoria externa de
manutenção, a qual indicou algumas irregularidades. Além disso, para evitar o descarte
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
9
indevido de resíduos gerados pelo seu processo produtivo, firmou parceria com o ASPROMA
(Associação dos Protetores do Meio Ambiente).
Seu processo produtivo compreende basicamente desenho, tecelagem e serigrafia ou
bordado, todo acompanhado por ordens de produção que são constituídas também de planos
de inspeção, estes podem compreender todas as etapas de produção e todo lote ou variar de
1% a 5% do lote. Entre outras preocupações está a gestão dos recursos, principalmente dos
recursos humanos, há treinamentos anuais gerais e programas de educação continuada que
recebem financiamento da empresa.
Os produtos que a empresa fornece tem que atender a dois critérios: preço baixo e prazo
de entrega, por isso há priorização de clientes em classes de acordo com a frequência e
quantidade dos pedidos. Esta classificação permite a empresa evitar atrasos para determinados
clientes “fidelidade”. Além disso, a empresa possui bom relacionamento com os fornecedores,
selecionados pela qualidade de seus produtos e ainda possui grande parte destes sendo
certificados, apesar de esse não ser um critério qualificador.
Para evitar defeitos como erros de simbologia, tamanho ou textura das etiquetas, a
empresa costuma trabalhar com ferramentas da qualidade, como Diagrama de Pareto,
Diagrama de Ishikawa e o 5WH, além de ter implantado o Programa 5S, sem muito resultado
devido à dificuldades na mudança da cultura dos colaboradores. Recentemente este programa
foi retomado na empresa.
6.1. Aplicação da Sistemática Proposta
A empresa em estudo trabalha com produtos personalizados, no entanto apresenta áreas
onde os produtos são processados: tecelagem I (etiquetas bordadas), tecelagem II (cadarços),
serigrafia (etiquetas pintadas) e acabamento. Na primeira etapa, a definição dos processos
chave, foi realizada uma priorização de processos em relação ao quantitativo de perdas, as
áreas que sugeriram maiores cuidados foram tecelagem e acabamento.
O acabamento foi considerada a área prioritária, e neste caso, o processo chave, por três
motivos:
1.O quantitativo de perdas da tecelagem abrangia as duas tecelagens (I e II), e ainda
assim o quantitativo de perdas se mostrou maior na área de acabamento.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
10
2. Devido aos processos altamente automatizados da tecelagem, a intervenção é
complicada e sem muita efetividade, pois a cada parada, numa relação de trade-off, há mais
perdas, que sem intervenções, o que caracteriza perdas naturais do processo.
3. Por último, o acabamento é o processo por onde todos os produtos passam, o que
requer maior disciplina e produtividade, sendo o processo de maior potencial a gargalo. Além
disso, é o processo de maior de melhoria visível.
Comparando o nível de perdas no Gráfico de Dispersão apresentado abaixo, percebe-se
que na Série 1 (acabamento) há maior dispersão de pontos em relação ao nível de perdas.
Enquanto que na Série 2 (tecelagem) os pontos estão mais próximos, o que indica nível de
perdas e consequentemente de defeitos mais estável. Os últimos 3 meses do ano, apresentam
maior dispersão em relação aos outros meses na Série 2, devido ao fato de que nos meses de
outubro, novembro e dezembro há maior demanda pelos produtos e maior requisição de
esforço por parte do maquinário, o que não pode ser aplicado á área de acabamento, que
possui um pico no mês de setembro e pontos mais dispersos nos demais meses.
Figura 3: Gráfico de Dispersão para Perdas da Empresa A: ano 2012

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
11
Fonte: Os autores (2014)
Após seleção da área de priorização, foi realizado brainstorming para identificar as
prováveis causas das perdas no acabamento. As perdas relacionadas ao acabamento produzem
falhas do tipo de etiquetas com emendas, ressecadas, engelhadas, rolos desmanchados, entre
outros. No levantamento realizado durante o brainstorming, formado pelo representante do
setor de acabamento, supervisor de produção, representante do controle de perdas, supervisor
de Qualidade e a pesquisadora de IC, foram citadas as seguintes fontes de perda: regulagem
das máquinas, falta de atenção do operador, corte errado, dobras tortas, falta de dobra e
temperatura da faca (corte). Além disso, durante uma avaliação mais criteriosa percebeu-se
que a maior parte dos pedidos com perdas eram repetidos, o que representa uma fonte de
grande quantitativo de perdas. No processo de identificar soluções para o problema, foi
identificada a necessidade de documentar os procedimentos e máquinas utilizadas nos
pedidos, pois mesmo após teste, ainda pode haver falhas devido a uma configuração que
reúne variações de operários, máquinas, regulagem, entre outros. A documentação seria
utilizada para repetir pedidos com produtos iguais já fabricados na empresa, isto se mostrou
de grande economia, pois ajudou a evitar erros que já formavam a experiência da empresa.
Quanto às demais causas apresentadas, verificou-se que são provenientes da falta de
treinamento especializado dos operários, identificada como a causa raiz, o que é mostrado no
Diagrama de Ishikawa conforme figura 4:
Figura 4: Diagrama de Ishikawa para acabamento
Falta de atenção do operador
Corte errado
Falta de treinamento
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
12
Fonte: Autores, 2013
A proposta continua em aberto na empresa pesquisada, e a fase que segue será a
construção dos gráficos de controle e monitoramento das variáveis.
5. Conclusões
Este trabalho se propôs a elaborar e aplicar uma sistemática de melhoria baseada em
ferramentas estatísticas da qualidade, um dos objetivos principais é demonstrar a
aplicabilidade das ferramentas estatísticas de controle do processo em pequenas e médias
empresas do ambiente têxtil, levando em consideração basicamente a realidade do Polo de
Confecções do Agreste de Pernambuco.
O trabalho está sendo aplicado em outras empresas do referido APL e já demonstra sua
efetividade. Entre as conclusões esperadas, pode-se destacar o fato de a necessidade da
conscientização dos colaboradores e o planejamento serem elementos primordiais para o
sucesso da aplicação. Vale ressaltar que houve uma maior facilidade na Empresa em estudo,
pois a mesma possui uma estrutura pautada na Gestão da Qualidade e suportada pela
certificação ISO 9001:2008. Este cenário se contrapõe com a realidade de outras pequenas e
médias empresas do referido APL (que não possuem certificação e estão com a sistemática
em andamento), pela dificuldade das mesmas em inserir os conceitos e práticas da
Qualidade e suas ferramentas relacionadas. Logo, vale enfatizar que esta sistemática proposta
ela é simplificada e funcional e apesar de existir uma resistência inicial está sendo bem aceita
nas outras empresas.
REFERÊNCIAS
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
13
ARAÚJO, P.C., BORGES, C., LIMA, M.D.F., GURGEL, R.F. Aplicação do controle
estatístico do processo no tempo de espera da urgência clínica hospitalar: um estudo de
caso.VI Congresso Nacional de Excelência em Gestão, 2010.
BABIN, B., HAIR JR., J.F., MONEY, A.H., SAMUEL, P., Fundamentos de métodos de
pesquisa em administração. Tradução: Lene Belon Ribeiro – Editora Bookman – Porto
Alegre, 2005.
COSTA, A.F.B., EPPRECHT, E.K., CARPINETTI, L.C.R., Controle Estatístico da
Qualidade- 2ªed. – 4. Reimpr. – São Paulo: Atlas, 2010.
FERNANDES, A.P.L.M., COSTA, C.E.S., SOUZA, E.S.O., BARBOSA, M.A.C., O uso de
controle estatístico de processo na gestão de qualidade. Estudo de caso: Grupo Coringa –
AL. INGEPRO – Inovação, Gestão e Produção Junho e 2011, vol. 03, no. 06.
MARINS, C.S., OLIVEIRA, E.S., FREITAS, D.O. Um estudo de caso sobre a aplicação do
Controle estatístico de processo (CEP) como método de controle da qualidade. XIII SIMPEP,
2006.
MESSNER, K. Barriers to Implementing a Quality Improvement Program. Nursing
Management, 29. p.32-36, 1998.
MONTGOMERY, D.C. Introdução ao controle estatístico da Qualidade; Tradução Ana
Maria Lima Farias, Vera Regina Lima de Farias e Flores; Revisão técnica Luiz da Costa
Laurencel. – 4ª ed., reimpr. – Rio de Janeiro: LTC, 2009.
OLIVEIRA, J.B., JÚNIOR, A.M.S., ALMEIDA, A.D., SILVA, T.M. Perspectiva de
Integração da Ferramentas da Qualidade com Base em Framework Metodológico: Análise
da Variabilidade dos Processos Produtivos em uma Agroindústria. XXX ENCONTRO
NACIONAL DE ENGENHARIA DE PRODUÇÃO – São Carlos- SP, 2010.
PEREIRA, A.T.A ; MELO, R. M. . A adoção integrada de normas, técnicas e ferramentas da
qualidade em empresas têxteis: modelo de gestão da qualidade. XX CONIC - Congresso de
Iniciação Científica da UFPE,Recife. Anais XX CONIC UFPE, 2012.
SEBRAE-PE (Serviço de apoio às micros e pequenas empresas de Pernambuco). Estudo
Econômico do Arranjo Produtivo Local de Confecções do Agreste de Pernambuco. Recife,
2012.
SILVA,T.M., JÚNIOR,R.S., OLIVEIRA,J.B., ALMEIDA, A.D., JÚNIOR, A.M.S.
Perspectiva de Integração das Ferramentas da Qualidade com Base em um Framework

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
14
Metodológico: Análise da Variabilidade de Processos Produtivos em uma Agroindústria.
Revista Verde de Agricultura e Desenvolvimento Sustentável Grupo Verde de Agricultura
Alternativa, v.6, n.3, p. 23 – 32, 2011.
VASCONCELOS, D.S.C, LIMA, M.B.F., SILVA, M.C., OLIVEIRA,R.C. Controle
Estatístico e Ferramentas da Qualidade como Suporte à Melhoria do Processo de Produção-
Estudo de Caso na Indústria Têxtil. XXX ENCONTRO NACIONAL DE ENGENHARIA DE
PRODUÇÃO – São Carlos- SP, 2010.
VIEIRA, S. Como Elaborar Questionários. Editora Atlas. São Paulo, 2009.
YIN, Robert K. Estudo de caso – planejamento e métodos. 2ªed. - Porto Alegre: Bookman.
2001.