revista gestÃo em engenharia - mec.ita.brcge/rge/artigos/v05n01a01.pdf · muitas ferramentas como...
TRANSCRIPT

Revista Gestão em Engenharia, São José dos Campos, v.5, n.1, p.1-14, jan./jun. 2018
CGE
REVISTA GESTÃO EM ENGENHARIA
ISSN 2359-3989
homepage: www.mec.ita.br/~cge/RGE.html
Aplicação da metodologia troca rápida de ferramenta em uma metalúrgica Fábio Brüske1, Raquel Fleig*1, Iramar Baptistella do Nascimento1, Sandro
Keine1
1 Universidade do Estado de Santa Catarina - Rua Luiz Fernando Hastreiter,
180 - Centenário - São Bento do Sul – SC, CEP: 89.283-081
RESUMO: As exigências do mercado para produzir em prazos menores força as empresas a reduzir o tempo de atravessamento dos produtos para
manterem-se competitivas. Este trabalho teve por objetivo implantar o método de troca rápida de ferramenta para reduzir o tempo de substituição de matrizes e aumentar a produtividade, analisando o processo de fabricação de
peças em uma empresa do setor metal mecânico de uma cidade de Santa Catarina, entre os meses de junho e setembro de 2017. O trabalho baseou-se
na metodologia desenvolvida por Shingo em 1970 e aprimorada por diversos autores que o seguiram. Com a implantação desta ferramenta foi possível reduzir o tempo de setup interno em uma prensa excêntrica de 260 toneladas
em mais de 75%. Palavras-chave: Troca rápida de ferramenta. Gestão da produção. Sistema
Toyota de produção.
* Autor correspondente:

Brüske et al.
Revista Gestão em Engenharia, São José dos Campos, v.5, n.1, p.1-14, jan./jun. 2018
2
Application of the methodology quick tool exchange in a metallurgy
ABSTRACT: The market's demands to produce in shorter terms force companies to reduce the time to cross products to remain competitive. The objective of this work was to implement the quick tool change method to
reduce the matrix changeover time and increase productivity by analyzing the parts manufacturing process in a metalworking company of a city of Santa Catarina between the months of June and September of 2017. Based on the
methodology developed by Shingo in 1970 and improved by several authors who followed it. With the implementation of this tool it was possible to reduce
the internal setup time in an eccentric press of 260 tons in more than 75%. Keywords: Fast tool exchange. Production management. Toyota production
system.
1 INTRODUÇÃO
O mercado globalizado tem forçado as empresas de maneira geral a tornarem-se mais competitivas ou padecerem frente às concorrentes. A facilidade para obter informações possibilitou aos consumidores uma visão
ampla e que busca ao mesmo tempo produtos de melhor qualidade e exclusividade. Uma das formas de alcançar este mercado que exige uma
produção diversificada com pequenos lotes e que não está disposto a pagar por desperdícios e ineficiência dos processos é reduzindo os custos de produção, pois é algo que independe dos agentes externos, como governo,
variações de câmbio e da economia, depende apenas da própria empresa em comprometer-se com este propósito.
Para Martins (2012) os desperdícios e ineficiências obrigatoriamente
devem ser eliminados para conseguir resistir às implicações do mercado em reduzir constantemente os preços de venda e reduzir os custos internos para
repassar ao cliente. Segundo Shingo (2000) a eliminação dos desperdícios é o principal
objetivo do Sistema Toyota de Produção (STP), que é alcançado através de
muitas ferramentas como o sistema puxado de manufatura, a produção em lotes menores, a redução dos estoques ao mínimo, a troca rápida de
ferramentas (TRF) e muitas outras ferramentas da qualidade. Para Pettersen (2009) o principal fator que resulta no sucesso da
aplicação destas estratégias é a mudança cultural e o envolvimento das
pessoas, seja no setor produtivo, onde muitas destas técnicas serão aplicadas, ou seja na administração, direcionando os esforços e recursos necessários para isto. A TRF, termo adaptado do inglês Single Minute Exchange of Die (SMED), é uma das alternativas que traz impactos significativos, e torna-se necessária, levando em consideração a necessidade de produzir em pequenos
lotes e de diversificação da produção, além de proporcionar redução dos desperdícios, aumento da produtividade, redução do tempo de espera (lead time) e melhoria na qualidade dos produtos.

Brüske et al.
Revista Gestão em Engenharia, São José dos Campos, v.5, n.1, p.1-14, jan./jun. 2018
3
Este trabalho, realizado entre os meses de junho e setembro de 2017, teve como objetivo apresentar as etapas que devem ser seguidas para reduzir
o tempo de troca de matrizes e aumentar a produtividade da empresa, analisando o processo de fabricação de peças em uma empresa do setor metal mecânico sob a perspectiva da metodologia TRF.
2 REFERENCIAL TEÓRICO
Conforme Slack et al. (2009) existem basicamente duas abordagens em
relação à produção de bens e serviços, a visão tradicional, onde cada setor trabalha, independentemente, e utiliza estoques volumosos para isso, e a abordagem enxuta, que busca eliminar os estoques intermediários e unificar
toda a produção em um fluxo contínuo. Desta forma, quando ocorre um problema em determinado setor, todos os outros são afetados imediatamente.
Assim, tornando o problema evidente, este será resolvido com maior rapidez, tornando o sistema mais eficiente.
2.1 Gestão da Produção A gestão da produção pode ser entendida como a capacidade de produzir
e disponibilizar produtos e serviços através da transformação de inputs em outputs, que satisfaçam as exigências de algum mercado que os demandem. Os inputs podem ser definidos como sendo os recursos transformados, que
podem ser materiais, informações ou consumidores; e os outputs são os produtos ou serviços gerados (SLACK et al. 2009).
Segundo Black (1998), fabricar pode ser definido como o ato de disponibilizar produtos e serviços que satisfaçam as necessidades humanas,
agregando valor, seja pela aplicação de esforço físico ou mental. Durante a evolução da gestão da produção surgiram diversos modelos, dos quais destacam-se os modelos propostos por Frederick Taylor (Taylorismo), por
Henry Ford (Fordismo) e por Taicchi Ohno (Sistema Toyota de Produção). A expressão Administração Científica surgiu em 1911 com Frederick
Winslow Taylor, que identificou o que seriam os conceitos fundamentais da administração científica, onde deve-se estabelecer regras, leis e fórmulas para controlar o trabalho com o uso de métodos científicos. Os trabalhadores
devem apenas executar suas funções nos padrões previamente desenvolvidos pelos administradores e todos os colaboradores devem ser escolhidos e
treinados de acordo com estes métodos padronizados para desenvolver sua tarefa da forma mais eficiente possível.
Esta distinção formal entre os administradores e os trabalhadores
possibilita o emprego de pessoas com mínimos conhecimentos técnicos e sem experiência, pois podem ser rapidamente treinados, visto que os métodos definem todos os detalhes que devem ser executados, bem como os tempos
necessários para cada tarefa (PINTO, 2010). Em 1903, Henry Ford iniciava seus esforços para implementar
plataformas de montagem onde, sobre elas, o carro era montado por completo. Neste sistema as peças eram levadas até os trabalhadores que ficavam o dia
Brüske et al.
Revista Gestão em Engenharia, São José dos Campos, v.5, n.1, p.1-14, jan./jun. 2018
4
todo no mesmo local, executando apenas uma única tarefa, assim o tempo de ciclo caiu de 8,56 horas para 2,3 minutos (WOMACK et al., 2004)
Ao contrário do Taylorismo e do Fordismo que surgiram em uma economia em franco desenvolvimento, o Sistema Toyota de Produção (STP) foi desenvolvido em um cenário de crescimento lento, no período que sucedeu a
2ª Guerra Mundial, em um ambiente onde a busca por inovações era um requisito para a sobrevivência (PINTO, 2010).
Para enfrentar a concorrência, o principal engenheiro da Toyota, Taiichi Ohno, percebeu que copiar o modelo de massa das grandes produtoras internacionais não seria aplicável ao Japão e o modelo artesanal também não
apresentava os resultados necessários. Assim, para desenvolver o STP, agregou experiências da produção em massa, com estudos detalhados das teorias de Ford, ideias originadas da fabricação de teares, conceitos de
qualidade de W. Edwards Deming e métodos de treinamento das forças armadas americanas (LIKER e HOSEUS, 2009).
2.2 Sistema de Troca Rápida de Ferramenta
Convergir de um sistema de produção em massa para um sistema flexível
como o Sistema Toyota de Produção (STP) exige grande esforço. O primeiro passo, segundo Black (1998), é a introdução de um sistema de Troca Rápida
de Ferramenta (TRF). Shingo (2000) ao observar uma troca de matrizes em uma prensa de
800 toneladas percebeu que um trabalhador levou mais de uma hora para
localizar um parafuso que estava faltando para a montagem da nova ferramenta, enquanto isso a prensa ficou parada. Neste momento, percebeu que o setup pode ser de dois tipos diferentes: 1) Setup interno, é realizado com
a máquina parada e 2) Setup externo, pode ser realizado mesmo com a máquina em funcionamento. Assim, resolveu o problema criando um simples
método que consistia em conferir se todos os parafusos necessários para a troca das matrizes estavam presentes durante o setup externo, a eficiência
aumentou em 50% ao realizar no setup interno apenas o que realmente era inevitável.
Um grande erro verificado nas empresas está em supor que as operações
de setup são totalmente diferentes umas das outras. Na realidade, ao analisar mais profundamente, observa-se que todas podem ser divididas em etapas.
Para reduzir o tempo de setup, Shingo (2000) descreveu técnicas divididas em três estágios.
Primeiro estágio: consiste em separar o setup interno do setup externo. Para isso existem algumas técnicas, uma delas é a utilização de uma lista de verificação (checklist) que inclua todos os passos e componentes que serão
necessários em determinada operação, esta lista deverá ser exclusiva para cada máquina, evitando listas gerais, e deverá citar os nomes, as
especificações, os números das matrizes ou ferramentas e outros itens utilizados, os parâmetros como temperatura e pressão de operação e os valores de todas as dimensões e medições. Esta lista deve ser verificada duas
vezes antes de iniciar a operação. Outra técnica simples e eficiente é a mesa de verificação ou check table, que consiste em uma mesa onde foram
desenhados em tamanho real sobre ela todas as ferramentas e componentes
Brüske et al.
Revista Gestão em Engenharia, São José dos Campos, v.5, n.1, p.1-14, jan./jun. 2018
5
que serão utilizados na operação de setup e sobre estes desenhos são depositadas as próprias ferramentas e componentes, isso possibilita que com
uma simples verificação visual sejam identificados se algum deles está faltando.
Segundo estágio: baseia-se na conversão do setup interno em setup
externo. Este objetivo pode ser alcançado ao transformar atividades que antes eram realizadas com a máquina parada e que podem ser executadas enquanto
a máquina ainda está em funcionamento. Para Monden (2015), a conversão do setup interno em setup externo é o conceito de maior relevância sobre a perspectiva da troca de ferramentas simples, pois ao mesmo tempo em que
reduz o tempo de troca, também aumenta o tempo em que a máquina fica disponível para produzir.
Terceiro estágio: segue o princípio de otimizar todos os aspectos da operação de setup. Após separar o setup externo e interno e converter o setup
interno em externo, procura-se melhorar cada vez mais todas as operações individualmente. Operações em paralelo, onde dois operadores realizam a troca das ferramentas simultaneamente em ambos os lados da máquina
eliminam o desperdício de tempo que ocorre quando um operador está trabalhando sozinho e precisa movimentar-se ao redor da máquina. No entanto deve-se evitar que apareçam esperas desnecessárias, o que pode
eliminar os benefícios desta técnica, e ter atenção especial em relação à segurança, criando mecanismos para que um operador possa acionar a
máquina somente quando o segundo não estiver na área de risco. Outra forma de reduzir o setup interno é a utilização dos fixadores funcionais, que servem para fixar objetos com rapidez e o mínimo de esforço possível. Este sistema
leva em consideração que os parafusos, que representam o método mais comum de fixação, prendem o objeto apenas na última volta e o soltam na
primeira, não importando quantas voltas tenham. Partindo deste conceito, foram desenvolvidos fixadores de uma volta (SHINGO, 2000).
O conceito apresentado por Black (1998) cita que a produção em
pequenos lotes torna necessária a redução ou até mesmo a eliminação do setup, e que o objetivo da TRF, além de reduzir o tempo de setup, é eliminar a
geração de refugo e retrabalho e reduzir o tempo de inspeção. Outra vantagem da TRF é a redução da frustração da equipe de trabalho, ao visualizar as melhorias proporcionadas por ela. Ainda, segundo o autor, a implantação
deste sistema deve ser realizada por uma equipe de TRF, e a primeira ação é escolher um líder para esta equipe que esteja totalmente comprometido em
reduzir o tempo de setup. Os outros membros devem incluir os preparadores, operadores, pessoas do setor de engenharia, ferramentaria, um supervisor, e um gerente.
Moura e Banzato (2015) afirmam que aproximadamente 60% dos estoques totais da empresa são constituídos por estoques em processo. A
redução dos estoques proporcionada pela diminuição do tempo de setup ao permitir a produção de lotes menores não representa diretamente economia, ela reduz o risco inerente ao estoque e o seu custo de manutenção e gestão.
Estes custos são representados pelos juros do capital investido, o custo dos impostos, o custo do seguro, o custo da deterioração, o custo da obsolescência
e das despesas de estocagem.

Brüske et al.
Revista Gestão em Engenharia, São José dos Campos, v.5, n.1, p.1-14, jan./jun. 2018
6
Segundo Shingo (2000), outro efeito observado em decorrência de um programa de TRF bem sucedido é a mudança no comportamento das pessoas.
Ao presenciarem os resultados que eram considerados impossíveis tornarem-se realidade, a percepção em relação às melhorias transforma-se, e as pessoas buscam alternativas para problemas que antes não tinham solução.
3 MATERIAL E MÉTODOS
A presente pesquisa foi realizada em uma empresa metalúrgica de uma
cidade de Santa Catarina entre os meses de junho e setembro de 2017. A empresa estudada está no mercado há mais de 40 anos. Foi fundada no ano de 1972, e consolidou-se no mercado ao produzir ferramentas para a
fabricação de móveis. Na década de 90, com administração independente, a empresa abriu caminho para o crescimento e consolidou sua participação no mercado com investimentos em infraestrutura, tecnologia nos processos e
qualificação dos funcionários, tornou-se mais competitiva e atuante. Ao ampliar o atendimento, surgiram novas oportunidades que possibilitaram
conquistar novos mercados. Hoje, a empresa possui 2 plantas fabris e cerca de 400 colaboradores fazem parte do seu quadro organizacional. A empresa possui certificação ISO 9001 desde o ano de 1999 pelo órgão
certificador BRTÜV, com escopo na fabricação de peças estampadas, usinadas, forjadas, e montagem de conjuntos. A rotina de trabalho busca a garantia da
qualidade tanto para o processo de planejamento, desenvolvimento e monitoramento de produtos, bem como de serviços e processos, e baseia-se nos requisitos dos clientes e na metodologia APQP/PPAP. A empresa também
possui certificação ISO TS 16949:2009 desde novembro de 2014. A compreensão do processo produtivo da empresa metal mecânica foi possível devido à realização de atividades diárias dentro da empresa,
proporcionadas pela realização de estágio não obrigatório na própria empresa, contando com o auxílio de relatórios, entrevistas com funcionários, filmagens,
tomada dos tempos para as operações de setup e análise de indicadores. A definição da metodologia proposta na presente pesquisa teve como base a revisão bibliográfica realizada, partindo das observações feitas pelo
criador da TRF, Shingo (2000), adaptadas para a realidade da empresa. Foram seguidas as etapas básicas: 1) Compreender a situação atual; 2)
Separar setup interno e setup externo; 3) Converter o máximo de operações do setup interno para o externo; 4) Otimizar todas as atividades.
A identificação das oportunidades de melhoria sob a perspectiva da aplicação da metodologia TRF foi realizada analisando os resultados obtidos por vários autores em trabalhos publicados nos últimos anos que demonstram
os benefícios que podem ser obtidos com esta ferramenta. Uma vez definida a estratégia a ser utilizada, a próxima etapa foi a
formação da equipe de TRF, que contou com representantes da produção (gestor, operadores de máquina e operadores de empilhadeira) e também da engenharia de processos. Com a equipe formada, foram definidos os objetivos
do programa: diminuir o tempo de setup em 70% e diminuir em 50% a distância percorrida pelo operador durante a realização do setup. O foco do
Brüske et al.
Revista Gestão em Engenharia, São José dos Campos, v.5, n.1, p.1-14, jan./jun. 2018
7
programa foi em converter o setup interno em externo e fazer melhorias no setup interno.
A máquina selecionada para aplicação da TRF foi uma prensa de 260 toneladas de capacidade. Esta prensa tem um curso de 250 mm e uma mesa com dimensões de 1550 x 840 mm e pode produzir a uma velocidade de 20 a
40 golpes por minuto.
4 RESULTADOS E DISCUSSÃO
Com a máquina selecionada para aplicação da TRF, foi iniciado o estudo da situação. Para identificar a situação atual, além da observação e filmagem
de uma troca de matriz, as informações do tempo médio de setup também foram obtidas através de relatórios disponibilizados pela empresa e informações obtidas no setor de produção através de relatórios diários de
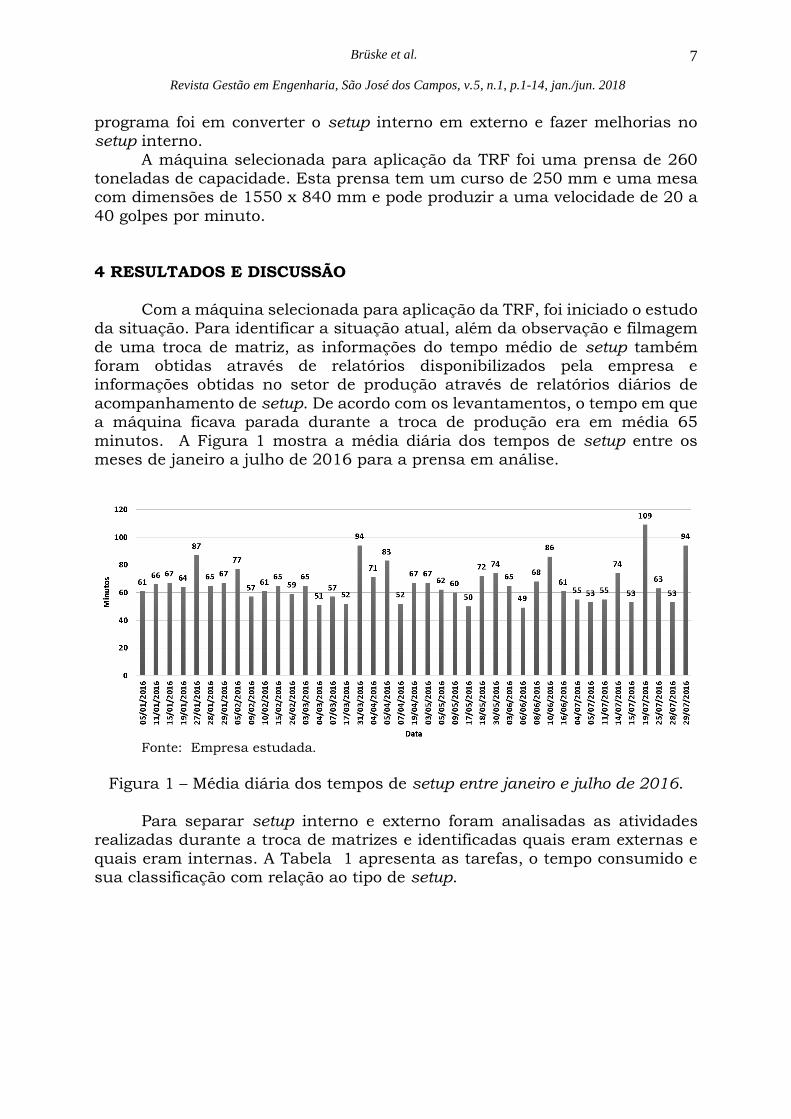
acompanhamento de setup. De acordo com os levantamentos, o tempo em que a máquina ficava parada durante a troca de produção era em média 65
minutos. A Figura 1 mostra a média diária dos tempos de setup entre os meses de janeiro a julho de 2016 para a prensa em análise.
Fonte: Empresa estudada.
Figura 1 – Média diária dos tempos de setup entre janeiro e julho de 2016.
Para separar setup interno e externo foram analisadas as atividades realizadas durante a troca de matrizes e identificadas quais eram externas e
quais eram internas. A Tabela 1 apresenta as tarefas, o tempo consumido e sua classificação com relação ao tipo de setup.

Brüske et al.
Revista Gestão em Engenharia, São José dos Campos, v.5, n.1, p.1-14, jan./jun. 2018
8
Tabela 1 – Atividades realizadas na troca da matriz.
As operações realizadas com a máquina parada foram analisadas para
identificar quais poderiam ser realizadas durante o setup externo. Foi observado que as atividades 15 e 25 poderiam ser convertidas para operações externas.
Para otimizar as operações executadas durante a troca de matriz, após análise criteriosa das tarefas, foi elaborado um plano de ação. A Tabela 2
relaciona o número da atividade a ser melhorada com a ação definida para melhorar a operação.

Brüske et al.
Revista Gestão em Engenharia, São José dos Campos, v.5, n.1, p.1-14, jan./jun. 2018
9
Tabela 2 – Melhorias sugeridas.
Ainda que o tempo de setup não fique em menos de dez minutos, como sugere o termo SMED, a melhoria pode ser facilmente percebida depois de
aplicação da metodologia. Após a conclusão das ações citadas na Tabela 2, foi obtida uma redução no tempo de setup em mais de 75%, reduzindo o tempo
de setup interno de 65 minutos para 16 minutos, superando a meta estipulada de 70%. Além disso, a distância percorrida pelo operador durante a troca reduziu de 167,3 metros para aproximadamente 64,4 metros, o que
representa uma redução de 61,4%. A Figura 2 apresenta uma comparação entre o antes e depois da
aplicação da TRF.
Figura 2 - Tempo de setup antes e depois da aplicação da TRF.
Cardoso (2014) apresenta em seu estudo os resultados obtidos com a
aplicação da metodologia proposta por Shingo em uma empresa do setor metal mecânico da região de Campinas, São Paulo (SP), onde um setup completo que antes demorava 288 minutos foi reduzido para 186 minutos, representando
um ganho de 35% de tempo a cada troca. Ao unir a ferramenta Travel Chart,

Brüske et al.
Revista Gestão em Engenharia, São José dos Campos, v.5, n.1, p.1-14, jan./jun. 2018
10
ou gráfico Spaghetti do estado atual, que possibilita a representação dos movimentos que o operador executa durante o processo e a identificação das
áreas de maior fluxo, ao SMED, um operador que percorria 1380 metros a cada troca, passou a percorrer apenas 325 metros. Silva (2016) afirma que foi possível atingir uma economia de 48,6% no
tempo de setup em uma empresa de pequeno porte de corte e dobra de chapas de aço do interior de São Paulo, o que a tornou mais competitiva no mercado
regional. O foco do trabalho foi na conversão do setup interno em setup externo em uma máquina de corte a plasma e uma dobradeira hidráulica, no processo de corte e dobra de degraus para escadas.
Sousa (2016), estudando uma empresa do setor metal mecânico situada na região noroeste do Paraná, buscou reduzir o tempo de setup em
uma máquina de corte a plasma CNC com a ferramenta TRF e com auxílio de ferramentas da qualidade como PDCA, Folhas de Verificação, Digrama de Ishikawa e Gráfico de Pareto. Obteve uma redução média de 35%, o que
resultou em um aumento de eficiência em torno de 6,2%. O estudo apresentado por Calhado (2015) concentrou-se na usinagem
realizada por tornos CNC em uma indústria de peças automotivas fabricante de tambores de freio, discos de freio e cubos de roda do estado Ceará. A meta era reduzir para menos de uma hora o setup que até então levava duas horas
e 38 minutos. O autor usou a metodologia TRF e, após a implantação, o setup consumiu 52 minutos, atingindo a meta estabelecida.
Na presente pesquisa, é possível citar também os ganhos não mensuráveis, como a redução do esforço do operador, a melhoria nas condições ergonômicas, a maior confiabilidade do processo e o melhor
aproveitamento dos recursos da empresa. Grande parte desta redução deve-se à padronização das operações e à realização de atividades paralelas entre
operador e preparador. A Tabela 3 apresenta a divisão das tarefas, mostrando as atividades paralelas realizadas entre eles durante a troca de matrizes. Todas as ações implantadas exigiram o mínimo do investimento,
trazendo bons resultados. Foi instalada uma régua para regulagem da altura do alimentador. Antes o operador regulava a altura empiricamente, agora com a criação de uma folha de parâmetros para cada item, onde estão informações
como altura do alimentador, altura do martelo, óleo lubrificante que deve ser utilizado e outras informações importantes para a preparação da máquina, o
operador pode rapidamente regular o alimentador. Outras melhorias foram implantadas, como a lâmpada instalada para chamar a empilhadeira, o sistema que já era utilizado para chamar o inspetor
da qualidade foi aproveitado, instalando-se uma segunda lâmpada de outra cor. Como o operador de empilhadeira também possui acesso à sequência de
produção, quando o operador acende a luz, o operador já sabe qual ferramenta deve levar até a prensa, deposita a matriz na próxima máquina, retira a matriz que estava em produção, deposita no local destinado a ela e coloca a matriz
que será utilizada na prensa. Antes deste sistema, o operador da máquina dirigia-se até o operador de empilhadeira após finalizar a produção e solicitava a próxima ferramenta, com esta melhoria, este tempo reduziu de quatro
minutos em média, para menos de um minuto.
Brüske et al.
Revista Gestão em Engenharia, São José dos Campos, v.5, n.1, p.1-14, jan./jun. 2018
11
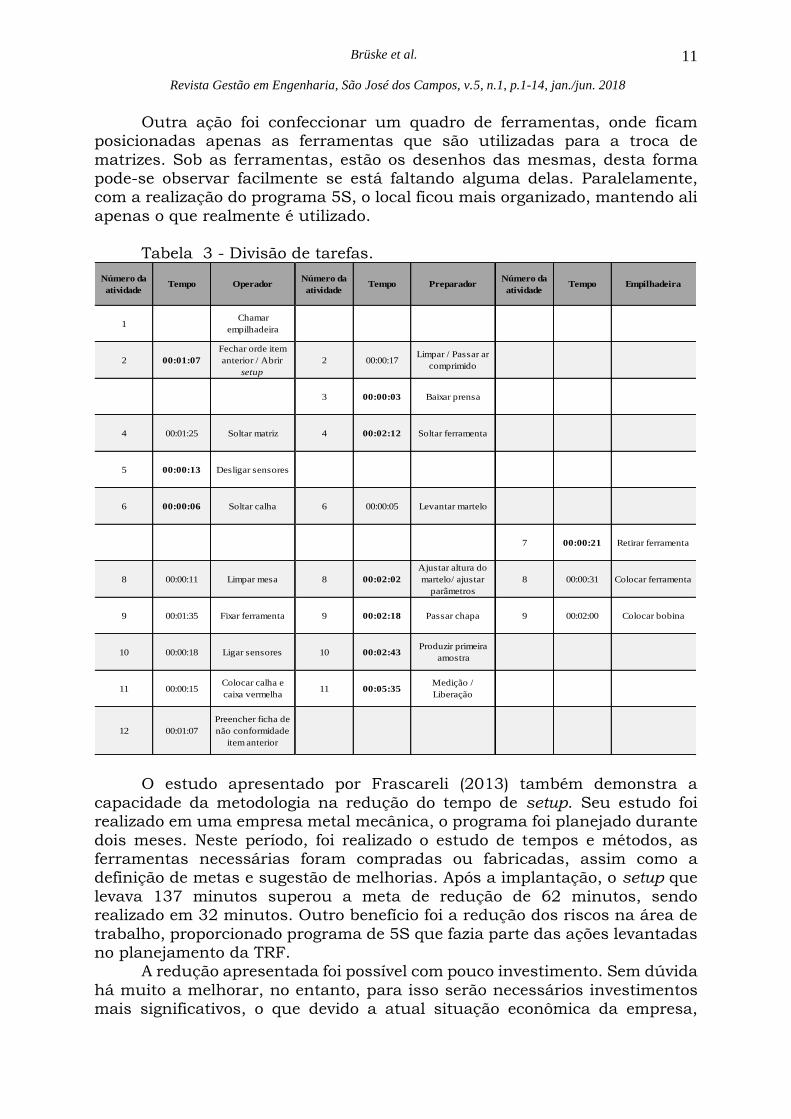
Outra ação foi confeccionar um quadro de ferramentas, onde ficam posicionadas apenas as ferramentas que são utilizadas para a troca de
matrizes. Sob as ferramentas, estão os desenhos das mesmas, desta forma pode-se observar facilmente se está faltando alguma delas. Paralelamente, com a realização do programa 5S, o local ficou mais organizado, mantendo ali
apenas o que realmente é utilizado. Tabela 3 - Divisão de tarefas.
O estudo apresentado por Frascareli (2013) também demonstra a
capacidade da metodologia na redução do tempo de setup. Seu estudo foi realizado em uma empresa metal mecânica, o programa foi planejado durante
dois meses. Neste período, foi realizado o estudo de tempos e métodos, as ferramentas necessárias foram compradas ou fabricadas, assim como a definição de metas e sugestão de melhorias. Após a implantação, o setup que
levava 137 minutos superou a meta de redução de 62 minutos, sendo realizado em 32 minutos. Outro benefício foi a redução dos riscos na área de
trabalho, proporcionado programa de 5S que fazia parte das ações levantadas no planejamento da TRF. A redução apresentada foi possível com pouco investimento. Sem dúvida
há muito a melhorar, no entanto, para isso serão necessários investimentos mais significativos, o que devido a atual situação econômica da empresa,
Número da
atividadeTempo Operador
Número da
atividadeTempo Preparador
Número da
atividadeTempo Empilhadeira
1Chamar
empilhadeira
2 00:01:07
Fechar orde item
anterior / Abrir
setup
2 00:00:17Limpar / Passar ar
comprimido
3 00:00:03 Baixar prensa
4 00:01:25 Soltar matriz 4 00:02:12 Soltar ferramenta
5 00:00:13 Desligar sensores
6 00:00:06 Soltar calha 6 00:00:05 Levantar martelo
7 00:00:21 Retirar ferramenta
8 00:00:11 Limpar mesa 8 00:02:02
Ajustar altura do
martelo/ ajustar
parâmetros
8 00:00:31 Colocar ferramenta
9 00:01:35 Fixar ferramenta 9 00:02:18 Passar chapa 9 00:02:00 Colocar bobina
10 00:00:18 Ligar sensores 10 00:02:43Produzir primeira
amostra
11 00:00:15Colocar calha e
caixa vermelha11 00:05:35
Medição /
Liberação
12 00:01:07
Preencher ficha de
não conformidade
item anterior
Brüske et al.
Revista Gestão em Engenharia, São José dos Campos, v.5, n.1, p.1-14, jan./jun. 2018
12
torna-se inviável. A metodologia se mostrou eficiente e com potencial para futura aplicação nas demais máquinas da empresa. Vários autores também
alcançaram resultados significativos com a implantação da TRF. A troca rápida de ferramentas não se aplica apenas ao setor automotivo e metal mecânico, ela pode ser aplicada em qualquer indústria. Campanini
(2013) cita uma economia de R$ 190.000,00 por ano e 68% de redução nos tempos de setup em um setor de uma empresa que fabrica eletrodomésticos.
Além disso, a empresa ganhou flexibilidade no processo produtivo, melhor utilização dos equipamentos, redução no tempo de ciclo do maquinário e a motivação e o envolvimento dos colaboradores.
Em um indústria de alimentos na cidade de Marília/SP, Santos (2015) relata uma redução de 30,77% no tempo de setup em uma linha de produção
de biscoitos, gerando um aumento de 5,5% de flexibilidade e proporcionando a redução do lote mínimo de produção. O setup que antes tinha grande variação chegava a 405 minutos, o que demonstra a falta de padrão para as
atividades. Após a implantação do TRF, a duração das trocas ficou abaixo de três horas.
No estudo de caso apresentado por Barbosa (2015) em uma indústria de bebidas mostra que com padronização e melhorias que exigem pouco investimento, foi possível diminuir o tempo de setup de uma máquina que
rotula garrafas de um total de 98 minutos para menos de 10 minutos, validando a eficiência da ferramenta TRF, possibilitando um ganho de
aproximadamente R$94.000,00 por mês. Com uma equipe composta de Engenheiros, coordenadores, analistas de processo e de melhoria contínua e operadores, foi possível melhorar o
processo produtivo em uma célula de manufatura que produz platô de embreagem. O que motivou a implantação da TRF foi o aumento da demanda. A média dos setups antes da TRF era de 54 minutos, após a equipe
multifuncional implantar a TRF este tempo reduziu para 19 minutos, uma redução de 65% (PALOMINO, 2016).
Barduzzi (2016) apresenta em sua pesquisa realizada na região de São Paulo, em empresas de usinagem, que apenas 30% das empresas pesquisadas utilizam de forma efetiva a TRF e que 57,5% dos gestores tem conhecimentos
das melhorias proporcionadas por este sistema, porém não o utilizam ou não foi possível comprovar sua aplicação.
5 CONCLUSÕES
Apesar de ter sido desenvolvida há quase 50 anos, grande parte das
empresas não conhecem ou não aplicam os conceitos da TRF. Estes dados comprovam a relevância deste trabalho, ao apresentar de forma simples a aplicação e os benefícios alcançados pela TRF.
Os resultados podem ser obtidos em um curto espaço de tempo, no entanto, sua aplicação deve ser contínua, direcionando esforços permanentes para a disseminação e fixação desta cultura, que busca sempre a melhoria
contínua dos processos. Os objetivos estabelecidos no início deste trabalho foram atingidos e os efeitos da troca rápida demonstraram potencial para
Brüske et al.
Revista Gestão em Engenharia, São José dos Campos, v.5, n.1, p.1-14, jan./jun. 2018
13
aplicação em outras máquinas da empresa, com inúmeras oportunidades de ganho. Uma das dificuldades encontradas foi a obtenção de investimentos que
poderiam ampliar ainda mais os resultados obtidos.
Referências
BARBOSA, A. L. Redução de tempos de setup: aplicação de troca rápida de ferramentas
em indústria de bebidas. 2015. Trabalho de Graduação (Graduação em Engenharia de
Materiais) – Faculdade de Engenharia do Campus de Guaratinguetá, Universidade Estadual
Paulista, Guaratinguetá, 2015.
BARDUZZI, J. Avaliação do uso de troca rápida de ferramentas em fornecedores de
usinagem do Estado de São Paulo. 2016. Dissertação de mestrado – Universidade Nove de
Julho - São Paulo, 2016.
BLACK, J. T. O projeto da fábrica com futuro. Porto Alegre: Bookman, 1998.
CALHADO, P. M. Implantação do método de troca Rápida de ferramentas no setor de
Usinagem em uma indústria de Autopeças. In: Encontro Nacional de Engenharia de
Produção, 35, 2015. Fortaleza. Anais eletrônicos… Associação Brasileira de Engenharia de
Produção. Fortaleza: ABREPRO, 2015. Disponível em: <
http://www.abepro.org.br/biblioteca/TN_STO_206_226_28261.pdf >. Acesso em: 22 mar.
2017.
CAMPANINI, H. C. Manufatura enxuta para melhoria contínua da eficiência empresarial: uma
aplicação da troca rápida de ferramentas e kanban em uma empresa fabricante de
eletrodomésticos. In: Encontro Nacional de Engenharia de Produção, 33, 2013. Salvador.
Anais eletrônicos… Associação Brasileira de Engenharia de Produção. Salvador:
ABREPRO, 2013. Disponível em:
<www.abepro.org.br/biblioteca/enegep2013_TN_STO_177_007_23135.pdf>. Acesso em:
22 mar. 2017.
CARDOSO, F. F. Análise da Aplicação do Método SMED na Redução do Tempo de setup
em conjunto com o Travel Chart em uma indústria do setor metal mecânico. 2014.
Dissertação de Mestrado em Engenharia de Produção – Centro Universitário de Araraquara,
Araraquara-SP, 2014.
FRASCARELI, F. C. de O. Aplicação de técnicas de redução de tempos de setup para aumento
de produtividade em uma indústria metalomecânica. In: Encontro Nacional de Engenharia
de Produção, 33, 2013. Salvador. Anais eletrônicos… Associação Brasileira de Engenharia
de Produção. Salvador: ABEPRO, 2013. Disponível em:
<www.abepro.org.br/biblioteca/enegep2013_TN_STO_177_013_23346.pdf>. Acesso em:
04 out. 2017.
LIKER, J. K.; HOSEUS, M. A cultura Toyota: A alma do modelo Toyota. Porto Alegre:
Bookman, 2009.
MARTINS, L. R. A aplicação do conjunto de ferramentas 8S, TPM e SMED em uma
indústria de produtos odontológicos. 2012. Monografia (Pós-Graduação em Engenharia
de Produção) - Universidade Federal Paraná, Curitiba, 2012.
MONDEN, Y. Sistema Toyota de Produção: Uma abordagem ao just-in-time. 4a. ed. Porto
Alegre: Bookman, 2015.
MOURA, R. A.; BANZATO, E. Redução do tempo de setup: troca rápida de ferramentas
e ajustes de máquinas, São Paulo: IMAN, 2015.
PALOMINO, R. Implementação da metodologia Smed: um estudo de caso em uma célula de
produção do ramo automobilístico. In: Encontro Nacional de Engenharia de Producão, 36,
Brüske et al.
Revista Gestão em Engenharia, São José dos Campos, v.5, n.1, p.1-14, jan./jun. 2018
14
2016. João Pessoa. Anais eletrônicos… Associação Brasileira de Engenharia de Produção.
João Pessoa: ABREPRO, 2016. Disponível em:
<http://www.abepro.org.br/biblioteca/TN_STO_226_316_30357.pdf>. Acesso em: 20 mar.
2017.
PETTERSEN, J. Defining Lean production: some conceptual and practical issues. The TQM
Journal, v.21, n.2, p.127-142, 2009.
PINTO, G. A. A Organização do Trabalho no Século 20: taylorismo, fordismo e toyotismo.
São Paulo: Expressão Popular, 2010.
SANTOS, R. F. dos. Redução de tempo de setup durante a troca de produto utilizando a
ferramenta SMED em uma indústria alimentícia. 2015. Trabalho de Curso (Graduação
em Engenharia de Produção) - Curso de Engenharia de Produção, Centro Universitário
Eurípides de Marília –UNIVEM, Marília, 2015.
SHINGO, Shigeo. Sistema de Troca Rápida de Ferramentas: uma revolução nos sistemas
produtivos. Porto Alegre: Bookman, 2000.
SILVA, J. P. N. Aplicação da troca rápida de Ferramentas em uma empresa de Corte e dobra
de aço. In: Encontro Nacional de Engenharia de Producão, 36, 2016. João Pessoa. Anais
eletrônicos… Associação Brasileira de Engenharia de Produção. João Pessoa: ABREPRO,
2016. Disponível em:
<http://www.abepro.org.br/biblioteca/TN_STO_226_323_29217.pdf>. Acesso em: 22 mar.
2017.
SLACK, N.; CHAMBER, S.; HARDLAND, C.; HARRISON, A. e JOHNSTON, R.
Administração da Produção. São Paulo: Atlas, 2009.
SOUSA, R. H. de. Redução do tempo de setup: uma proposta de melhoria aplicada a uma
empresa do setor metal mecânico. 2016. Trabalho de Conclusão de Curso (graduação em
Engenharia de Produção) – Curso de Engenharia de Produção, Universidade Estadual de
Maringá – UEM, Maringá, 2016.
WOMACK, J. P; JONES, D. T; ROOS, D. A máquina que mudou o mundo: baseado no
estudo do Massachusetts Institute of Technology sobre o futuro do automóvel. 5. ed. Rio de
Janeiro: Campus, 2004.