resultados obtidos com a implantaÇÃo da … · produção puxada, nivelamento, trabalho padrão,...
TRANSCRIPT

RONALDO BANDEIRA RODRIGUES
RESULTADOS OBTIDOS COM A IMPLANTAÇÃO DA MANUFATURA
ENXUTA EM UMA CÉLULA DE PRODUÇÃO
JOINVILLE - SC
2008

UNIVERSIDADE DO ESTADO DE SANTA CATARINA - UDESC
CENTRO DE CIÊNCIAS TECNOLÓGIAS – CCT
DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS
RONALDO BANDEIRA RODRIGUES
RESULTADOS OBTIDOS COM A IMPLANTAÇÃO DA MANUFATURA
ENXUTA EM UMA CÉLULA DE PRODUÇÃO
Trabalho de Conclusão de Curso apresentado ao Curso de Engenharia de Produção e Sistemas da Universidade do Estado de Santa Catarina – UDESC – como requisito parcial para obtenção de Graduação no curso de Engenharia de Produção e Sistemas. Orientador (a) : Dra Silene Seibel
JOINVILLE – SC
2008

RONALDO BANDEIRA RODRIGUES
RESULTADOS OBTIDOS COM A IMPLANTAÇÃO DA MANUFATURA
ENXUTA EM UMA CÉLULA DE PRODUÇÃO
Trabalho de Conclusão de Curso apresentado ao Curso de Engenharia de Produção
e Sistemas da Universidade do Estado de Santa Catarina – UDESC – como
requisito parcial para obtenção de Graduação no curso de Engenharia de Produção
e Sistemas.
Banca examinadora:
Orientador: ______________________________________________ Prof. Silene Seibel, Dra. UDESC – CCT
Membro: ______________________________________________ Prof. Nélvio Dal Cortivo, Dr. UDESC - CCT
Membro: ______________________________________________ Prof. Nilson Campos, Msc. UDESC – CCT
Joinville/SC: 27 de Novembro de2008.

AGRADECIMENTOS
A realização deste trabalho não seria possível sem a colaboração de
algumas pessoas, as quais eu gostaria de expressar meus sinceros agradecimentos.
Primeiramente a Deus, que me deu o dom da vida e que me proporcionou
coragem e determinação para vencer este desafio.
Ao meu pai Jaime e minha mãe Delenice, que sempre me ajudam e
incentivam na minha caminhada.
A Dra. Silene Seibel, minha orientadora, pela orientação, incentivo e
esforço para a realização deste trabalho.
Aos professores do curso de Engenharia de Produção e Sistemas da
Universidade Estadual de Santa Catarina, pelos seus ensinamentos e estímulos
recebidos.
A todos os amigos que de alguma maneira contribuíram para que este
trabalho pudesse ser concluído.

"Não há nada mais difícil de manejar, mais perigoso de conduzir ou mais incerto de suceder do que levar adiante a introdução de uma ordem de coisas, pois a inovação tem por inimigos todos os que se deram bem nas condições antigas, e por defensores frágeis todos aqueles que talvez possam a se dar bem nas novas”. (Maquiavel, O Príncipe, 1532).

RESUMO
Para garantir a permanência da empresa no mercado competitivo atual, é necessário buscar constantemente a melhoria de seus processos, aumentar a qualidade e diminuir os custos de produção. A filosofia da Manufatura Enxuta busca a redução dos desperdícios proporcionando às empresas melhoria de seu desempenho operacional, representado por indicadores como redução dos custos e maior flexibilidade para responder mais efetivamente às necessidades de seus clientes. Esta pesquisa tem o objetivo evidenciar os resultados de melhoria do desempenho operacional obtidos de uma implantação dos conceitos e ferramentas da Manufatura Enxuta em uma célula de usinagem de peças automotivas. Trata-se de um estudo de caso, onde é realizado o levantamento do histórico dos indicadores de desempenho da célula, as metas a serem alcançadas com a implantação da Manufatura Enxuta e os resultados obtidos. As ferramentas da Manufatura Enxuta utilizadas nesta pesquisa são Heijunka, Kanban, Trabalho padrão e Melhoria continua. Para mensurar os resultados e expressar o desempenho operacional alcançado foram usados indicadores de custo, flexibilidade e agilidade de entrega. A verificação dos desvios entre as metas definidas e os resultados pós-implantação permitiu a elaboração de propostas de melhorias para o alcance das metas estabelecidas. A pesquisa conclui que a implantação pontual da Manufatura Enxuta em uma célula de produção traz melhoria operacional os resultados foram redução do lead time em 66% em média, redução da mão de obra direta em 50% e redução dos estoques maior que 75%. Para que os benefícios obtidos sejam mantidos e melhorados, é necessário ter uma maior disseminação dos conceitos e princípios enxutos junto às pessoas.
PALAVRAS-CHAVE: Desperdícios, Manufatura Enxuta, Melhoria operacional.

SUMÁRIO
1 INTRODUÇÃO ...............................................................................................13 1.1 APRESENTAÇÃO DO TEMA.........................................................................13
1.2 OBJETIVO GERAL.........................................................................................14
1.3 OBJETIVOS ESPECÍFICOS ..........................................................................14
1.4 JUSTIFICATIVA .............................................................................................15
1.5 DELIMITAÇÃO DO ESTUDO .........................................................................15
1.6 METODOLOGIA.............................................................................................16
1.7 ESTRUTURA DO TRABALHO .......................................................................17
2 FUNDAMENTAÇÃO TEÓRICA .............................. .......................................18 2.1 CRITÉRIOS DE DESEMPENHO OPERACIONAL.........................................18
2.2 MEDIDAS DE DESEMPENHO.......................................................................19
2.3 CONCEITOS DE MANUFATURA ENXUTA...................................................20
2.4 CASA DA TOYOTA ........................................................................................21 2.5 PRINCIPIOS LEAN DE WOMACK .................................................................23 2.5.1 Especifique o valor......................................................................................23 2.5.2 A cadeia de valor ........................................................................................23 2.5.3 Fluxo ...........................................................................................................24 2.5.4 Produção Puxada........................................................................................24 2.5.5 Perfeição.....................................................................................................24
2.6 DESPERDICIOS DE TAIICHI OHNO .............................................................25 2.6.1 Os principais tipos de desperdícios.............................................................25 2.6.1.1 Superprodução........................................................................................25 2.6.1.2 Espera .....................................................................................................25 2.6.1.3 Transporte ...............................................................................................26 2.6.1.4 Processamento........................................................................................26 2.6.1.5 Estoque ...................................................................................................26 2.6.1.6 Defeitos ...................................................................................................27 2.6.1.7 Movimentação desnecessária .................................................................27
2.7 FERRAMENTAS PARA IMPLANTAÇÃO DA MANUFATURA ENXUTA........27 2.7.1 Mapeamento do fluxo de valor....................................................................28 2.7.2 Fluxo continuo e JIT....................................................................................30 2.7.3 Nivelamento ................................................................................................32 2.7.4 Balanceamento ...........................................................................................33 2.7.5 Trabalho padrão..........................................................................................34

2.7.6 Produção Puxada........................................................................................35 2.7.7 Melhoria continua........................................................................................38
3 METODOLOGIA DA PESQUISA............................ .......................................40 3.1 PESQUISA .....................................................................................................40
3.2 METODOLOGIA.............................................................................................40
3.3 ETAPAS DA PESQUISA ................................................................................41
3.4 FORMULAÇÃO DO PROBLEMA E HIPÓTESE DE PESQUISA ...................42
3.5 ELABORAÇÃO DOS INSTRUMENTOS DE PESQUISA ...............................42
4 ESTUDO DE CASO .......................................................................................44 4.1 DEFINIÇÃO DA UNIDADE CASO..................................................................44
4.2 METAS COM A IMPLANTAÇÃO DA MANUFATURA ENXUTA.....................46
4.3 MAPEAMENTO DO ESTADO ATUAL............................................................48
4.4 MAPEAMENTO DO ESTADO FUTURO ........................................................52
4.5 PLANO DE AÇÃO ..........................................................................................56
4.6 IDENTIFICAÇÃO DOS DESVIOS E ANÁLISE DOS RESULTADOS.............60
4.7 PROPOSTAS DE MELHORIA........................................................................62 4.7.1 Treinar e envolver totalmente os operadores que ingressam na célula ......62 4.7.2 Reduzir o tempo de preparação das máquinas de usinagem. ....................63 4.7.3 Criar um quadro de gestão visual. ..............................................................63 4.7.4 Estudar métodos de estabilização do processo de Fundição. ....................63
5 CONSIDERAÇÕES FINAIS ............................... ............................................64
5.1 CONCLUSÕES ..............................................................................................64
5.2 SUGESTÕES PARA TRABALHOS FUTUROS..............................................66
REFERÊNCIAS .........................................................................................................67

LISTA DE EQUAÇÕES
Equação 1 – Cálculo do takt time..............................................................................34
Equação 2 – Quantidade de peças usinadas............................................................47

LISTA DE FIGURAS
Figura 1 – Casa da Toyota. .......................................................................................21
Figura 2 – Mapa de fluxo de valor. ............................................................................29
Figura 3 – Ícones de mapeamento do fluxo de valor.................................................30
Figura 4 – Fluxo de produção tradicional versos fluxo unitário continuo. ..................31
Figura 5 – Quadro de nivelamento da carga. ............................................................33
Figura 6 – Componentes da operação padronizada. ................................................35
Figura 7 – O guarda chuva de Kaizen. ......................................................................39
Figura 8 – Fluxograma de usinagem da peça. ..........................................................45
Figura 9 – Layout atual da célula. .............................................................................50
Figura 10 – Estado presente ponte. ..........................................................................51
Figura 11 – Estado presente carcaça........................................................................51
Figura 12 – Layout do estado futuro da célula. .........................................................54
Figura 13 – Estado futuro ponte. ...............................................................................55
Figura 14 – Estado futuro carcaça. ...........................................................................55
Figura 15 – Flow-rack abastecimento. ......................................................................58

LISTA DE GRÁFICOS
Gráfico 1 – Balanceamento de operações tradicionais. ............................................34
Gráfico 2 – Balanceamento de operadores. ..............................................................59

LISTA DE TABELAS
Tabela 1 – Descrição dos critérios de desempenho..................................................18
Tabela 2 – Medidas parciais de desempenho típicas................................................20
Tabela 3 – Rotatividade de estoque de fabricantes de automóveis por país. ...........27
Tabela 4 – Métricas...................................................................................................43
Tabela 5 – Plano de produção de cada peça (PPCP)...............................................45
Tabela 6 – Indicadores de desempenho operacional da célula de usinagem. ..........46
Tabela 7– Plano de ação da implantação. ................................................................56
Tabela 8 – Takt das famílias dos produtos................................................................57
Tabela 9 – Metas e resultados com a implantação. ..................................................61

LISTA DE ABREVIATURAS
DNA Desnecessário, Necessário, Agrega valor.
IMVP International Motor Vehicle Program.
JIT just in time.
MIT Massachusetts Institute of Technology.
MFV Mapeamento do fluxo de valor.
POP Procedimento operacional padrão.
PPCP Plano de produção para cada peça.
STP Sistema Toyota de produção.
TRF Troca Rápida de Ferramenta.
VSM Value Stream Mapping.
5W1H What, Why, Who, When, Where, How.

13
1 INTRODUÇÃO
O grande avanço industrial do século XX trouxe desafios, que atualmente
guiam as decisões das organizações. O novo contexto de competição em um
ambiente dinâmico e turbulento obriga as empresas a melhorarem sua performance
operacional para garantir a sobrevivência, que se traduz em ter rapidez na tomada
de decisões e flexibilidade na linha de produção, para que seu produto se adeqüe às
necessidades do consumidor e à variação do momento.
A busca de melhores resultados na produção, aperfeiçoamento da
qualidade e utilização racional dos recursos disponíveis é essencial para alcançar a
competitividade no mercado. As principais preocupações são melhorar a qualidade
de seus produtos e serviços em benefício dos clientes, reduzir custos de operação e
produção, flexibilizar o sistema produtivo e evitar perdas.
O Lean Manufacturing, Manufatura Enxuta ou ainda Sistema Toyota de
Produção, surge como uma filosofia de gestão que focaliza a redução de
desperdício ao mesmo tempo em que aumenta a flexibilidade da produção e garante
a qualidade dos produtos e serviços. A Manufatura Enxuta possibilita à empresa
atender de maneira competitiva às necessidades de cada cliente, reduzindo
principalmente os custos da produção.
1.1 APRESENTAÇÃO DO TEMA
Este trabalho tem como tema a implantação da filosofia da Manufatura
Enxuta em uma célula de usinagem de uma empresa metal-mecânica automotiva
que sofre grande exigência dos seus clientes da cadeia automotiva onde está
14
inserida e a obriga a continuamente melhorar seu desempenho operacional no
caminho da excelência.
1.2 OBJETIVO GERAL
Melhorar o desempenho operacional do processo produtivo de usinagem
de componentes automotivos em uma célula de produção, implantando os conceitos
e as ferramentas da Manufatura Enxuta, para atender o cliente de forma mais rápida
e flexível.
1.3 OBJETIVOS ESPECÍFICOS
Este trabalho tem como objetivos específicos:
• Apresentar uma fundamentação teórica sobre os conceitos e as ferramentas
da Manufatura Enxuta, para conhecer as ferramentas que serão aplicadas no
trabalho;
• Coletar dados e documentar a situação anterior do processo produtivo e
definir as metas a serem alcançadas através da implantação da Manufatura
Enxuta, para fazer uma comparação do desempenho operacional da célula
antes e após a implantação;
• Implantar as ferramentas da Manufatura Enxuta (Heijunka, Kanban, Trabalho
Padrão e Melhoria contínua) necessárias para a melhoria do desempenho
operacional da célula de produção;
• Mostrar os resultados pós-implantação dos conceitos e ferramentas da
Manufatura Enxuta, para comparar com as metas estabelecidas e evidenciar
os ganhos alcançados;

15
• Identificar oportunidades de melhoria na implantação das ferramentas da
Manufatura Enxuta, para formular recomendações para o alcance das metas
e gerar conhecimento para a ampliação da implantação em outros setores da
empresa.
1.4 JUSTIFICATIVA
As exigências do mercado automotivo em relação às empresas
fornecedoras de componentes têm aumentado e são expressas em normas como a
ISO/TS 16949. As montadoras pedem cada vez mais flexibilidade e agilidade dos
seus fornecedores para atender o que seus consumidores demandam.
A empresa estudada decidiu implantar a Manufatura Enxuta, devido às
exigências do mercado automotivo e a grande necessidade de aumentar sua
flexibilidade na manufatura para atender às montadoras de forma rápida, com menor
prazo de entrega, sendo mais flexível para atender a demanda, e para oferecer
grande variedade de produtos customizados.
Diversos benefícios podem ser alcançados a partir da atuação sobre os
desperdícios, como redução de custos de produção, aumento da qualidade de
produtos, redução do ciclo de manufatura, redução da variabilidade dos processos,
garantindo uma maior sustentabilidade e rentabilidade do negócio. A Manufatura
Enxuta é o sistema produtivo adotado pelas montadoras nas ultimas décadas, e a
empresa decidiu implantar internamente para alcançar os benefícios listados acima.
1.5 DELIMITAÇÃO DO ESTUDO
O estudo foi realizado em uma empresa metal-mecânica, especificamente
em uma célula de usinagem de componentes automotivos, e se limita à implantação
das seguintes ferramentas da Manufatura Enxuta: troca rápida de ferramenta,

16
produção puxada, nivelamento, trabalho padrão, manutenção produtiva total, 5S e
melhoria continua.
Como o objetivo principal da implantação na célula de usinagem foi
diminuir o lead-time e nivelar a produção para atender o cliente ao longo do mês
sem que haja atrasos, serão apresentadas neste trabalho de conclusão de curso as
ferramentas que mais contribuíram para alcançar este objetivo: Produção puxada
(Kanban), nivelamento (Heijunka), trabalho padrão e melhoria continua. Os dados
pós-implantação foram colhidos por um período de 3 meses a partir da conclusão da
implantação. Os dados pré-implantação foram coletados por um período de 6 a 8
meses. A célula abastece um cliente e produz duas famílias de produtos.
A participação do autor foi colher e documentar os dados necessários
para a análise dos resultados, identificação dos desvios e recomendações para
trabalhos futuros. A implantação foi realizada por uma equipe totalmente dedicada a
Manufatura Enxuta na empresa.
1.6 METODOLOGIA
A pesquisa caracteriza-se como sendo exploratória, pois apresenta a
realidade encontrada na empresa estudada, bem como suas estratégias e
funcionamento no dia-a-dia. A pesquisa possui caráter avaliativo, pois visa identificar
quais os resultados da implantação da Manufatura Enxuta, e posteriormente sugerir
pontos de melhoria para a empresa.
O Estudo de Caso propõe a análise de uma organização e a reunião de
informações, para descrever, analisar e avaliar algum aspecto relacionado ao tema
da pesquisa. Para o conhecimento da realidade na empresa é necessária a
utilização de técnicas de coleta de dados como, observações, entrevistas e
documentos.
A coleta de dados, neste estudo, foi efetuada através de sistemas de
informação, análise documental, entrevistas e observação direta.

17
1.7 ESTRUTURA DO TRABALHO
No primeiro capítulo do trabalho de conclusão de curso são apresentados
os objetivos geral e específicos, a justificativa do trabalho, bem como a delimitação e
os aspectos metodológicos aplicados no trabalho.
O segundo capítulo contempla fundamentação teórica do tema, que busca
trazer as informações necessárias para o correto entendimento do tema e ser usado
como base para aplicação prática do estudo.
O terceiro capítulo relata a metodologia da pesquisa aplicada neste
trabalho, bem como suas fases.
No quarto capítulo, encontra-se o estudo de caso, com um detalhamento
da situação atual e a descrição das etapas da aplicação das atividades da pesquisa
e seus resultados.
E o quinto capítulo apresenta conclusão do estudo, as recomendações
para trabalhos futuros e a bibliografia utilizada na pesquisa.

18
2 FUNDAMENTAÇÃO TEÓRICA
Este capítulo apresenta a fundamentação teórica a respeito do tema de
pesquisa. Aborda critérios e medidas de desempenho e os princípios e ferramentas
da Manufatura Enxuta.
2.1 CRITÉRIOS DE DESEMPENHO OPERACIONAL
Conforme Tubino (2000), os critérios de desempenho devem refletir as
necessidades dos clientes para que estes possam se manter fiéis para um
determinado produto. Os principais critérios nos quais a produção deve agir são:
custo, qualidade, velocidade e flexibilidade (ver tabela 1).
Tabela 1 – Descrição dos critérios de desempenho.
Critérios Descrição
Custo Produzir bens/serviços a um custo mais baixo
do que a concorrência.
Qualidade Produzir bens/serviços com desempenho de
qualidade melhor que a concorrência.
Desempenho de entrega Ter confiabilidade e velocidade nos prazos de
entrega dos bens/serviços melhores do que a
concorrência.
Flexibilidade Ser capaz de reagir de forma rápida a
eventos repentinos e inesperados.
Fonte: Tubino (2000).

19
2.2 MEDIDAS DE DESEMPENHO
Antes de realizar uma abordagem para o melhoramento de uma
operação, precisa-se saber quão boa ela já é. A urgência, direção e prioridades de
melhoramento serão determinadas parcialmente pela identificação do atual
desempenho de uma operação: é julgado bom, ruim ou indiferente. Todas as
operações produtivas, portanto, precisam de alguma forma de medida de
desempenho, com pré-requisito para o melhoramento.
Medida de desempenho é o processo de quantificar ação, onde medida
significa o processo de quantificação e o desempenho da produção é presumido
como derivado de ações tomadas. O desempenho aqui é definido como o grau em
que a produção preenche os quatros objetivos de desempenho em qualquer
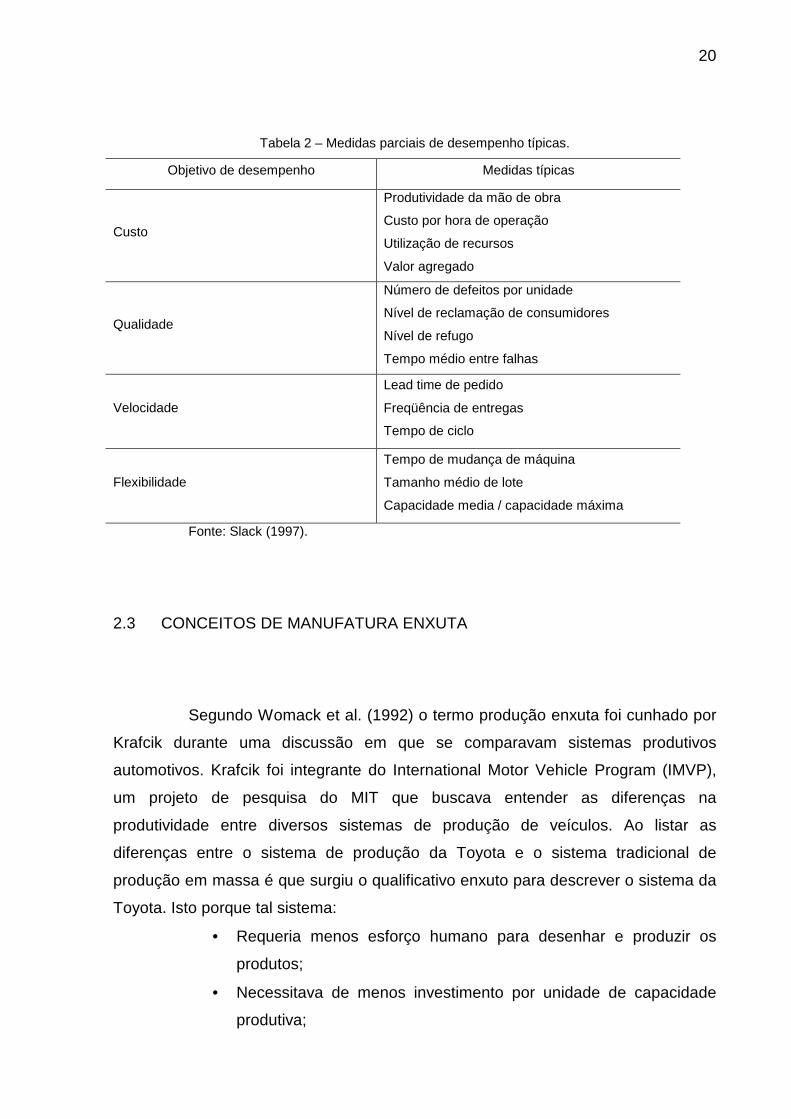
momento, de modo a satisfazer seus consumidores (Slack, 1997). A tabela 2 mostra
os quatros objetivos de desempenho: custo, qualidade, velocidade e flexibilidade.
Os objetivos de desempenho são compostos de muitas medidas
menores. O custo de uma operação, por exemplo, é derivado de muitos fatores, que
podem incluir a eficiência com a qual ela converte os materiais, a produtividade de
seu pessoal, a razão entre pessoal direto e indireto, entre outros. Todos esses
fatores individualmente dão uma visão parcial do desempenho de custos da
produção, e muitos deles se sobrepõem em função da informação que incluem. O
desdobramento desses fatores pode ser útil para identificar áreas para
melhoramento e assim explicar as causas raiz do mau desempenho. Slack et al.
(1997) apresenta algumas medidas parciais que podem ser usadas para julgar o
desempenho de uma operação produtiva.
20
Tabela 2 – Medidas parciais de desempenho típicas.
Objetivo de desempenho Medidas típicas
Custo
Produtividade da mão de obra
Custo por hora de operação
Utilização de recursos
Valor agregado
Qualidade
Número de defeitos por unidade
Nível de reclamação de consumidores
Nível de refugo
Tempo médio entre falhas
Velocidade
Lead time de pedido
Freqüência de entregas
Tempo de ciclo
Flexibilidade
Tempo de mudança de máquina
Tamanho médio de lote
Capacidade media / capacidade máxima
Fonte: Slack (1997).
2.3 CONCEITOS DE MANUFATURA ENXUTA
Segundo Womack et al. (1992) o termo produção enxuta foi cunhado por
Krafcik durante uma discussão em que se comparavam sistemas produtivos
automotivos. Krafcik foi integrante do International Motor Vehicle Program (IMVP),
um projeto de pesquisa do MIT que buscava entender as diferenças na
produtividade entre diversos sistemas de produção de veículos. Ao listar as
diferenças entre o sistema de produção da Toyota e o sistema tradicional de
produção em massa é que surgiu o qualificativo enxuto para descrever o sistema da
Toyota. Isto porque tal sistema:
• Requeria menos esforço humano para desenhar e produzir os
produtos;
• Necessitava de menos investimento por unidade de capacidade
produtiva;

21
• Utilizava menos fornecedores;
• Tinha fluxos do conceito do produto ao seu lançamento, do pedido
à entrega, do problema ao reparo mais rápido;
• Precisava de menos peças em estoque em cada etapa do
processo produtivo;
• Resultava numa produção com menos defeitos;
• Causava menos acidentes de trabalho.
Krafcik (1988) anuncia o triunfo do sistema de produção enxuta sobre o
sistema tradicional de produção em massa. Com os resultados do IMVP, Womack et
al. (1992) publicam o livro “A Máquina que Mudou o Mundo” que popularizou o
conceito ao buscar entender e sistematizar a lógica por trás das operações da
Toyota. Portanto, o termo “lean” – enxuto – nasce como um adjetivo que qualifica o
tipo de operação de uma empresa.
2.4 CASA DA TOYOTA
Figura 1 – Casa da Toyota. Fonte: adaptado por Seibel de Liker (1997).

22
Segundo Seibel (2008), o modelo toyota representado por uma casa
demonstra como construir um sistema produtivo Lean. O alicerce da casa é o que
lhe confere solidez. Uma casa com um fundamento forte, sólido, certamente resistirá
às intempéries do tempo. Analogamente, uma empresa que investir na construção
de um alicerce sólido baseado na cultura Lean, terá a implantação das ferramentas
consolidada. A cultura Lean deve ser parte dos valores das pessoas, e do seu
comportamento. Outro aspecto importante para a sustentação do sistema de
produção Lean na empresa é a confiabilidade das máquinas e equipamentos e a
estabilidade dos processos. Não se pode aceitar que uma máquina pare e
interrompa o fluxo contínuo de uma produção inteira.
Na base da casa da Toyota tem-se o nivelamento entre a demanda do
cliente e a produção, Kaizen promovendo a melhoria contínua na empresa e o
Trabalho Padrão. Estes são considerados os elementos do alicerce da casa da
Toyota.
Um dos pilares da casa Lean é o Just-in-Time, que dá agilidade à
empresa. O JIT é composto pelo Fluxo Contínuo, que permite que o produto seja
passado de mão em mão até o cliente com o mínimo de estoque necessário, o
Sistema Puxado, produzir somente o que o cliente deseja, e o Tempo Takt, que é o
sincronismo na produção entre todos os processos da empresa. Para atender a
demanda do cliente o outro pilar é composto pelo Jidoka, que estabelece a
qualidade assegurada da produção. O Jidoka é composto pela utilização da
inteligência humana para prevenir erros, os equipamentos autônomos que param
quando produzem defeitos e Poka Yoke que são os sistemas a prova de falha.
Quando se consegue estabilidade na Cultura Lean, no JIT e no Jidoka é
que são colhidos os frutos, o telhado da casa da Toyota. Quando unimos a cultura
Lean com suas ferramentas é que atingimos a qualidade esperada, custos baixos,
velocidade e flexibilidade na produção, frutos da eliminação dos desperdícios. Estes
indicadores de desempenho se encontram no telhado da casa.

23
2.5 PRINCIPIOS LEAN DE WOMACK
A Mentalidade Enxuta (lean thinking) é uma forma de produzir cada vez
mais com cada vez menos. Para que isso seja possível, é necessária a utilização de
seus princípios: especificar o valor, identificar a cadeia de valor, fluxo, produção
puxada e perfeição (WOMACK & JONES, 1998).
2.5.1 Especifique o valor
O valor, na mentalidade enxuta, significa determinar o quanto cada
consumidor está disposto a aceitar ou pagar pelo produto final. O valor é algo que
atende diretamente às necessidades específicas e locais dos clientes. Vem à tona a
pergunta: Será que estão sendo atendidas somente as necessidades básicas dos
consumidores ou coisas desnecessárias estão sendo alocadas ao produto? Na
realidade cabe ao produtor repensar todo o produto, colhendo dados, realizando
pesquisas, buscando desta maneira melhorar o que o produto oferece.
2.5.2 A cadeia de valor
Uma vez definido o valor do produto, torna-se necessário eliminar todas
as etapas produtivas de um determinado processo que não gerem valor. Consiste
em eliminar desperdício durante toda a fase de transformação do produto. Baseia-se
em mapear todas as cadeias de valores que identifique todas as ações necessárias
para produzir um produto específico e dividi-los em três categorias: aqueles que
realmente criam valor; aqueles que não criam valor, mas são necessários para os
sistemas de desenvolvimento do produto, atendimento de produtos ou produção e,
portanto, ainda não podem ser eliminadas; ações que não criam valor conforme
percebido pelo cliente e assim, podem ser eliminados imediatamente.

24
2.5.3 Fluxo
Fluxo significa analisar toda a cadeia de valor pelo qual um produto deve
ser submetido. A idéia básica é eliminar desperdícios, tais como estoque, que por
sua vez gera esforço humano demasiado, desperdício de tempo e requerimento de
espaços maiores para que a produção funcione.
2.5.4 Produção Puxada
Trata de saber o que o cliente necessita para em seguida iniciar o
processo de produção. A partir da necessidade inicial do cliente os setores
produtivos envolvidos são acionados somente no momento necessário (just-in-time),
chegando até a área de compras, que acionará o fornecedor no momento certo.
Para que tal ocorra, todas as fronteiras de comunicação com os clientes têm que ser
destruídas e mais do que nunca os processos têm que fluir.
2.5.5 Perfeição
Quando se fala de eliminar desperdícios, começa-se por uma atividade
que seja muito importante no processo, ou seja, que seja propício a eliminar muitos
desperdícios. Incluísse também nesse princípio o kaikaku, ou melhoria radical.
Depois de ter eliminado alguns dos desperdícios, caminha-se para atingir outras
atividades dentro da empresa. Com isso tem-se que a empresa eliminou diversos
tipos de desperdícios e o objetivo agora é ir a busca de eliminar mais desperdícios
implantando desta maneira a filosofia de melhoria contínua, almejando assim a
perfeição. Uma filosofia que prevê este tipo de tratamento é o kaizen.

25
2.6 DESPERDICIOS DE TAIICHI OHNO
Segundo Ohno (1997) e Womack (1992), o desperdício, também
conhecido na língua japonesa por muda, normalmente é associado ao que se
classifica como lixo, porém sua definição vai além disso.
De acordo com Campos (1996), o desperdício é todo e qualquer recurso
que se gasta na produção de um produto ou serviço além do estritamente
necessário (matéria-prima, materiais, tempo, energia, por exemplo). É um dispêndio
extra que aumenta os custos normais do produto ou serviço sem trazer qualquer tipo
de beneficio perceptível para o cliente.
2.6.1 Os principais tipos de desperdícios
De acordo com Womack (1992), o executivo da toyota Taiichi Ohno
identificou os principais tipos de desperdício. Na seqüência, os sete tipos de
desperdício são apresentados:
2.6.1.1 Superprodução
Está relacionada ao fato de se produzir mais do que o requerido pela
demanda dos clientes ou por produzir em um ritmo acima do necessário. Portanto,
dentro do STP, a produção deve ser sustentada pela filosofia Just-In-Time, que
significa produzir peças ou produtos exatamente na quantidade requerida, quando
requerida, e não antes disso.
2.6.1.2 Espera
É a atividade de ter que esperar para processar determinada peça, o que
constitui desperdício. Refere-se, tanto à matéria-prima, quanto aos produtos semi-
acabados que esperam pelo processo, assim como para a acumulação de estoques
excessivos a serem entregues.

26
2.6.1.3 Transporte
Esse elemento é de grande importância na produção, devido ao seu
envolvimento com as entregas de peças e materiais e as informações de entrega e
chegada de grandes lotes de peças dos fornecedores. Operações de transporte para
distâncias maiores do que as necessárias, taxas e mudanças são também
caracterizadas como desperdícios.
O transporte é somente uma movimentação de produtos, o que não
contribui diretamente para o valor agregado destes. Esta é a razão pela qual o
transporte deve ser evitado, a menos que seja utilizado para o fornecimento da
quantidade certa, na hora certa, no lugar certo, de acordo com a solicitação.
2.6.1.4 Processamento
A atividade de acrescentar ao processo mais "trabalho" ou esforço do que
o requerido pelas especificações dos clientes também deve ser tratada como
desperdício. O valor deve ser criado pelo produtor, e o cliente deve enxergá-lo e
querer pagar por ele. Dessa forma, o “pensamento enxuto” deve começar com uma
tentativa consciente de definir precisamente o valor, em termos de produtos
específicos, com capacidades específicas, oferecidas a preços específicos, por meio
do diálogo com clientes específicos.
2.6.1.5 Estoque
Quando ocorre excesso de fornecimento de peças entre os processos, ou
muitas peças (matéria-prima, componentes, etc.) são entregues pelos fornecedores,
com o intuito de abastecer a fábrica, ocorre o que se chama de Inventário (estoque),
que exige capital de giro para sua manutenção, gera custo e caracteriza dinheiro
parado, ou seja, perdas. Quanto maior o inventário, maior o desperdício.
Na tabela 3 a seguir temos a rotatividade de estoque da toyota frente as
outras empresas, que é de 41 vezes ao ano, 5 vezes a rotatividade das empresas
americanas.

27
Tabela 3 – Rotatividade de estoque de fabricantes de automóveis por país.
Fonte: Monden (1984).
2.6.1.6 Defeitos
Pode-se dizer que este item está entre os piores fatores de desperdício,
pois os mesmos podem gerar retrabalho, custo de recuperação ou mesmo a perda
total do esforço e material. Outro ponto importante a ser considerado é o
elevadíssimo risco de perder clientes.
2.6.1.7 Movimentação desnecessária
Esse item está relacionado à desorganização do ambiente de trabalho,
resultando em baixa performance dos aspectos ergonômicos e perda freqüente de
itens. As movimentações dentro do setor produtivo devem ser aquelas que são
necessárias para o processamento de atividades.
2.7 FERRAMENTAS PARA IMPLANTAÇÃO DA MANUFATURA ENXUTA
Esta seção apresenta a fundamentação teórica das ferramentas da
Manufatura Enxuta que foram usadas neste estudo.

28
2.7.1 Mapeamento do fluxo de valor
Para que seja feito o mapeamento da cadeia de valor, ou Value Stream
Mapping (VSM), torna-se necessária a definição de valor, que, segundo Womack
(1998), é feito pelo cliente e só é significativo quando expresso em termos de
produto específico (bens ou serviços), que atenda às necessidades do cliente a um
preço e momento específicos.
Para Shingo (1996), a produção consiste em um grande fluxo de
processos e operações, sendo cada processo um fluxo de material. O processo é a
transformação da matéria-prima em produtos semi-acabados, e as operações são os
trabalhos realizados para efetivar essa transformação – a interação do fluxo de
equipamento e operadores no tempo e no espaço.
Segundo Rother Shook (1999), fluxo de valor é toda ação (agregando
valor ou não) necessária para trazer um produto por todos os fluxos essenciais a
cada produto manufaturado, desde que possua etapas de fabricação:
1) O fluxo de produção desde o recebimento da matéria-prima até o
consumidor final;
2) O fluxo do projeto do produto, da concepção até o lançamento.
Para a correta abordagem da técnica, o fluxo de produção deve ser
coberto porta-a-porta dentro da planta, incluindo a entrega na planta do cliente e o
recebimento dos insumos de matéria-prima. Considerando o fluxo de produção, o
que normalmente vem à mente é o fluxo de material dentro da fábrica. Mas há outro
fluxo – de informação – que diz para cada processo o que fabricar ou fazer em
seguida. Os fluxos de material e de informação devem ser mapeados juntos (Rother
e Shook, 1999).
Nessa abordagem é traçada uma visão do estado atual e projetada uma
idéia do estado futuro desejado. A partir daí, empregam-se várias ferramentas, que
são aplicadas sobre pontos críticos levantados pelo mapeamento do fluxo do
processo.
A figura 3 apresenta exemplos de alguns ícones utilizados para que haja
entendimento dos mapas.
Os mapas tiveram a finalidade de mostrar o formato físico da produção
antes da implementação dos resultados propostos pela ferramenta que, por sua vez,
puderam ser vistos no mapa do estado futuro implementado. Ver (figura 2).

29
Na realização de um mapeamento, tanto o fluxo de processo, quanto o de
informações, devem ser trabalhados com a mesma importância, pois anteriormente
havia um foco somente na produção, não sendo considerado o desperdício do fluxo
de informações, o qual pode aumentar ou reduzir o valor agregado, dependendo da
sua estrutura.
Figura 2 – Mapa de fluxo de valor. Fonte: Rother e Shook (1999).

30
Figura 3 – Ícones de mapeamento do fluxo de valor. Fonte: Rother e Shook (1999).
2.7.2 Fluxo continuo e JIT
O fluxo contínuo é a resposta à necessidade de redução do lead time de
produção. A implementação de um fluxo contínuo na cadeia de agregação de valor
normalmente requer a reorganização e rearranjo do layout fabril, convertendo os
tradicionais layouts funcionais (ou layouts por processos) – em que máquinas e
recursos estão agrupados de acordo com seus processos (ex: grupo de fresas,
grupo de retificas, grupo de prensas, etc.) – em células de manufatura compostas
dos diversos processos necessários à fabricação de determinada família de
produtos.
A conversão das linhas tradicionais de fabricação e montagem em células
de manufatura é somente um pequeno passo em direção à implementação da
produção enxuta. O que realmente conduz ao fluxo contínuo é a capacidade de

31
implementação de um fluxo unitário (um a um) de produção, caso em que, no limite,
os estoques entre processos sejam completamente eliminados, conforme mostra a
figura 4. Dessa forma, garante-se a eliminação das perdas por estoque e perdas por
espera, e obtém-se redução do lead time de produção.
Segundo Shingo (1996), a sincronização do fluxo de peças unitárias pode
acabar com as esperas interprocessos. A implantação de um fluxo contínuo de
produção necessita de um perfeito balanceamento das operações ao longo da célula
de fabricação e montagem. A abordagem da Toyota para o balanceamento das
operações difere diametralmente da abordagem tradicional.
Segundo Yamashina (1988), a técnica, meta ou filosofia de gestão Just-
In-Time tem merecido, recentemente, grande destaque em todo o mundo, em virtude
da grande necessidade de redução de custos na área de produção. Essa filosofia
pode ser traduzida em: produção sem estoques, eliminação dos desperdícios, entre
outras. Enfim, esse sistema da cultura japonesa (berço do Just-In-Time, nos anos
70) é composto de práticas gerenciais que podem ser aplicadas em qualquer parte
do mundo e em qualquer empresa, tendo por objetivo a melhoria contínua do
processo produtivo.
Figura 4 – Fluxo de produção tradicional versos fluxo unitário continuo. Fonte: Ghinato (2000).

32
O sistema de puxar a produção a partir da demanda, produzindo somente
os itens necessários, nas quantidades necessárias e no momento necessário, ficou
conhecido no Ocidente como sistema Kanban. Contudo, o JIT é muito mais do que
uma técnica ou um conjunto de técnicas de administração da produção, sendo
considerado como uma completa “filosofia”, a qual inclui aspectos de administração
de materiais, gestão da qualidade, arranjo físico, projeto do produto, organização do
trabalho e gestão de recursos humanos.
O sucesso do JIT, no entanto, depende, dentre outros fatores, de uma
mão-de-obra altamente motivada e, principalmente, “multifuncional”.
Segundo Schonberger (1988) e Monden (1984), a implementação do JIT
provoca uma redução gradual no nível de estoques, o que revela mais problemas, e
força os trabalhadores a buscarem soluções rapidamente, tornando a
multifuncionalidade uma qualificação essencial.
Seus objetivos fundamentais são: qualidade e flexibilidade do processo.
Essa filosofia diferencia-se da abordagem tradicional de administrar a produção.
2.7.3 Nivelamento
Para Womack e Jones (2004), o nivelamento, também conhecido como
heijunka, é a criação de um programa de nivelamento do tipo e da quantidade de
produção por um período fixo de tempo. Este nivelamento visa atender aos pedidos
dos clientes, reduzir os excessos de estoques e conseqüente redução dos custos.
De acordo com Rother e Shook (1999), existem muitas formas para
nivelar a produção, mas uma ferramenta usada em muitas empresas é a caixa de
nivelamento de carga ou heijunka box. Heijunka box é um quadro de nivelamento
com escaninhos distribuindo os cartões kanban (tipo A, tipo B e Tipo C, por
exemplo) em intervalos fixos (ver figura 5).

33
Figura 5 – Quadro de nivelamento da carga. Fonte: Rother e Shook (1999).
Ainda de acordo com os referidos autores, para se fazer este nivelamento
da produção necessitamos de um incremento consistente de trabalho, que
chamamos de “pitch”. Então a cada pitch deve-se dar instruções ao processo
subseqüente para produzir somente a quantidade para uma embalagem e retirar
somente a quantidade de produtos acabados relativos a um pitch.
2.7.4 Balanceamento
Conforme demonstrado no gráfico 1, o balanceamento tradicional procura
nivelar os tempos de ciclo de cada trabalhador, de forma a fazer com que ambos
trabalhadores recebam cargas de trabalho semelhantes. O tempo de ciclo é o tempo
total necessário para que um trabalhador execute todas as operações alocadas a
ele.

34
Gráfico 1 – Balanceamento de operações tradicionais. Fonte: Ghinato (2000).
Na Manufatura Enxuta, o balanceamento das operações está
fundamentalmente ligado ao conceito do Takt time. O Takt time é o tempo
necessário para produzir um componente ou um produto completo, com base na
demanda do cliente. Em outras palavras, o Takt time associa e condiciona o ritmo de
produção ao ritmo das vendas. Na lógica da “produção puxada pelo cliente”, o
fornecedor produzirá somente quando houver demanda de seu cliente. O Takt time é
dado pela equação 1 abaixo.
clientedoDemanda
disponíveltotalTempoTimeTakt =
Equação 1 – Cálculo do takt time. Fonte: Roth & Harris (2002).
2.7.5 Trabalho padrão
O trabalho padrão pode ser definido como um método efetivo e
organizado de produzir sem perdas.
A padronização das operações procura obter o máximo de produtividade
por meio da identificação e padronização dos elementos de trabalho que agregam
valor e eliminação das perdas. O balanceamento entre os processos e a definição
35
do nível mínimo de estoque em processamento também são objetivos da
padronização das operações.
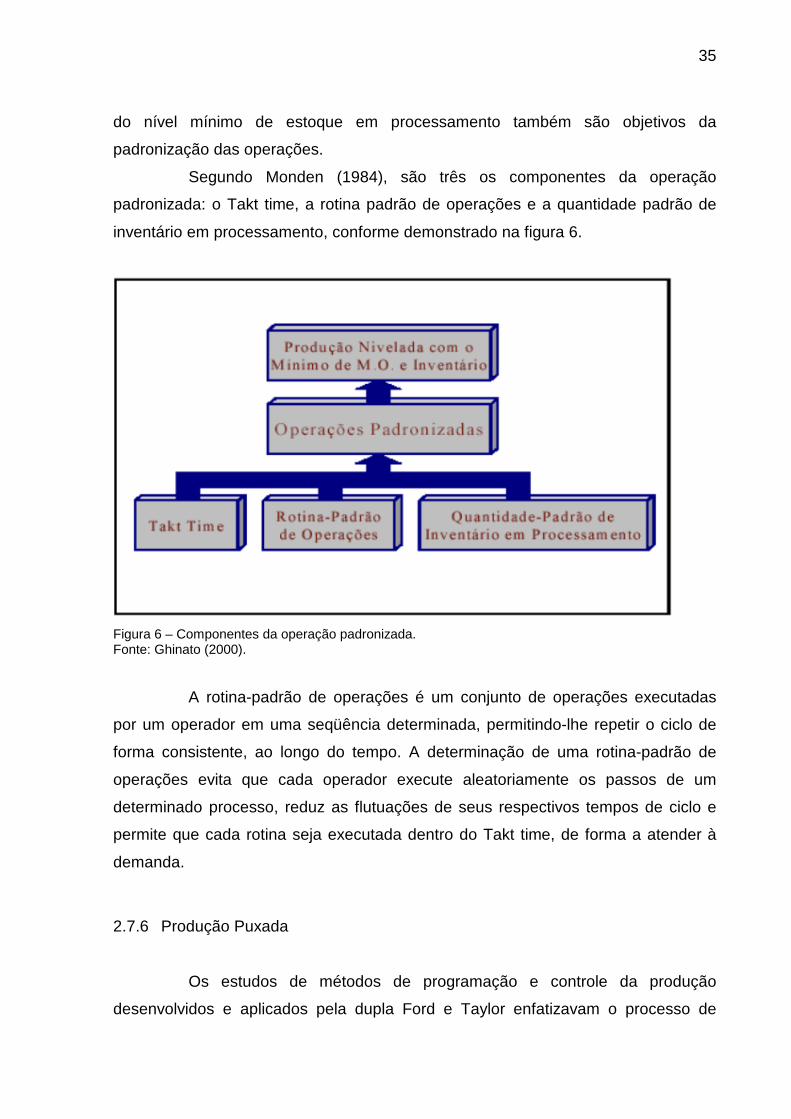
Segundo Monden (1984), são três os componentes da operação
padronizada: o Takt time, a rotina padrão de operações e a quantidade padrão de
inventário em processamento, conforme demonstrado na figura 6.
Figura 6 – Componentes da operação padronizada. Fonte: Ghinato (2000).
A rotina-padrão de operações é um conjunto de operações executadas
por um operador em uma seqüência determinada, permitindo-lhe repetir o ciclo de
forma consistente, ao longo do tempo. A determinação de uma rotina-padrão de
operações evita que cada operador execute aleatoriamente os passos de um
determinado processo, reduz as flutuações de seus respectivos tempos de ciclo e
permite que cada rotina seja executada dentro do Takt time, de forma a atender à
demanda.
2.7.6 Produção Puxada
Os estudos de métodos de programação e controle da produção
desenvolvidos e aplicados pela dupla Ford e Taylor enfatizavam o processo de

36
manufatura em massa, isto é, o fator importante era a divisão das tarefas e a
determinação, por meio dos estudos dos movimentos, de tempos-padrão de
fabricação reduzidos. Homens e máquinas deveriam produzir o máximo possível
nesse sistema, e não deveriam permanecer em ociosidade, mesmo que o destino
dos produtos fosse os armazéns. Depois, o setor de marketing (incluindo as vendas)
deveria se encarregar de colocar esses produtos para o mercado consumidor.
De acordo com Schonberger (1988), esse processo de produção em
massa, também conhecido como processo de empurrar a produção, funciona da
seguinte maneira: a Direção da empresa resolve pelo lançamento de um novo
produto, comunica a decisão à Engenharia de Produto, que desenvolve a idéia,
projeta o bem e envia a documentação para a Engenharia Industrial, que, por sua
vez, desenvolve o processo, os dispositivos, e remete as ordens para o Setor de
Produção, que fabrica o novo produto; o produto final é transferido para o armazém,
de onde o Setor de Marketing se esforça para enviá-lo ao consumidor.
A produção em massa serviu aos interesses dos produtores,
principalmente após a II Guerra, quando a disponibilidade de recursos financeiros
norte-americanos era grande. Ocorreu um acentuado crescimento demográfico, o
qual foi acompanhado por uma carência de bens; o mercado era altamente
demandante, a população havia sofrido com a retração do consumo devido à
catástrofe mundial e queria recuperar o "tempo perdido". Nessa época, início da
década de 50, o Japão buscava sua reconstrução. Tudo estava destruído e era
necessário direcionar todos os esforços para a recuperação econômica da nação,
implantar e desenvolver novamente a indústria. Foi quando um grupo de executivos
da Toyota foi para os Estados Unidos para observar e estudar os fabricantes de
automóveis e de autopeças. Por curiosidade, ou motivados por necessidades
individuais, tiveram contato com o sistema de atendimento ao varejo por meio dos
supermercados. Motivados também pelo plano de reconstrução da nação e pelo
hábito da autodisciplina, aqueles técnicos observaram e estudaram todos os
aspectos, e traçaram comparações entre o sistema de trabalho das indústrias e o
dos supermercados, notando que este último era completamente distinto do
primeiro.
Num supermercado, os clientes desejam o atendimento de suas
necessidades, e determinam, assim, como deve ser o serviço de reposição de
mercadorias em relação às marcas, quantidades e períodos, principalmente num

37
regime econômico estável, em que é desnecessário manter estoques de produtos
em casa, o que equivale a dizer que o consumidor é quem "puxa" pelas atividades
daquele tipo de estabelecimento.
O sistema de produção puxada é uma maneira de conduzir o processo
produtivo de tal forma que cada operação requisite a operação anterior, e os
componentes e materiais para sua implementação, somente para o instante exato e
nas quantidades necessárias. Esse método choca-se frontalmente com o tradicional,
no qual a operação anterior empurra o resultado de sua produção para a operação
posterior, mesmo que esta não necessite ou não esteja pronta para o seu uso.
Estendendo-se esse conceito a toda a empresa, conclui-se que é o cliente
quem decide o que se vai produzir, pois o processo de puxar a produção transmite a
necessidade de demanda especifica a cada elo da corrente.
Retornando ao seu país, aqueles técnicos japoneses procuraram adaptar
tudo o que tinham visto nas indústrias e nos supermercados americanos à sua
tecnologia de gerenciamento de produção inventada havia um século, desde que se
lançaram ao mundo moderno. Esses estudos determinaram a criação do sistema de
administração da produção "puxada", controlada por meio de cartões - Kanban.
Dentre outros propósitos, o mais importante, no sistema de administração da
produção por meio de Kanban, assim como em qualquer outro sistema, é o de
aumentar a produtividade e reduzir os custos por meio da eliminação de todos as
funções desnecessárias ao processo produtivo.
O método é basicamente empírico, e consiste em identificar as operações
que não agregam valor, investigá-las individualmente, e, por meio da técnica da
tentativa e erro, chegar a uma nova operação, que apresente resultados
considerados satisfatórios para aquele determinado problema ou para aquela
empresa especifica.
A grande maioria de pessoas faz certa confusão entre o Sistema Kanban
e o Sistema Just In Time. O Sistema Just In Time, que em português significa “no
momento exato”, ou, na linguagem cotidiana, "em cima da hora", é um sistema de
produção cuja idéia principal é fabricar produtos na quantidade necessária, no
momento exato em que o item foi requisitado, entendendo-se, aqui, que a exigência
pode ter origem interna ou externa à fábrica, do mercado consumidor, por exemplo.
No caso da exigência interna, ela é feita por uma estação de trabalho subseqüente
àquela em que o item é produzido.

38
O Sistema Kanban é uma ferramenta para administrar o método de
produção JIT, ou seja, é um sistema de informação por meio de cartões (tradução de
Kanban para o português), para controlar as quantidades a serem manufaturadas
pela empresa.
Segundo Shingo (1996), no sistema Kanban da Toyota, cada tipo de
peça, ou cada número de peça tem sua caixa especial, destinada a conter
determinada quantidade (exata) de peças daquele número, de preferência uma
quantidade bem reduzida. Dois são os cartões correspondentes a cada caixa,
chamados Kanban, que informam o número da peça, a capacidade da caixa e
alguns outros dados.
2.7.7 Melhoria continua
Segundo Imai (1988), “Kaizen significa melhoria contínua. Mais do que
isso, significa continuar melhorando na vida pessoal, na vida do lar, na vida social,
na vida profissional. Quando aplicado ao local de trabalho, kaizen significa melhoria
continua envolvendo a todos, desde gerentes até funcionários por igual.”
Com o direcionamento para custeio, o kaizen pode ser tratado como uma
melhoria contínua aplicada à redução de custos no estágio de produção de um
produto. De acordo com Brimson (1996), melhoria contínua significa que a
excelência empresarial necessita de melhoria em todas as atividades da empresa, o
que requer a gerência das atividades para minimizar os desperdícios, estando
constantemente na busca da perfeição em todas áreas.
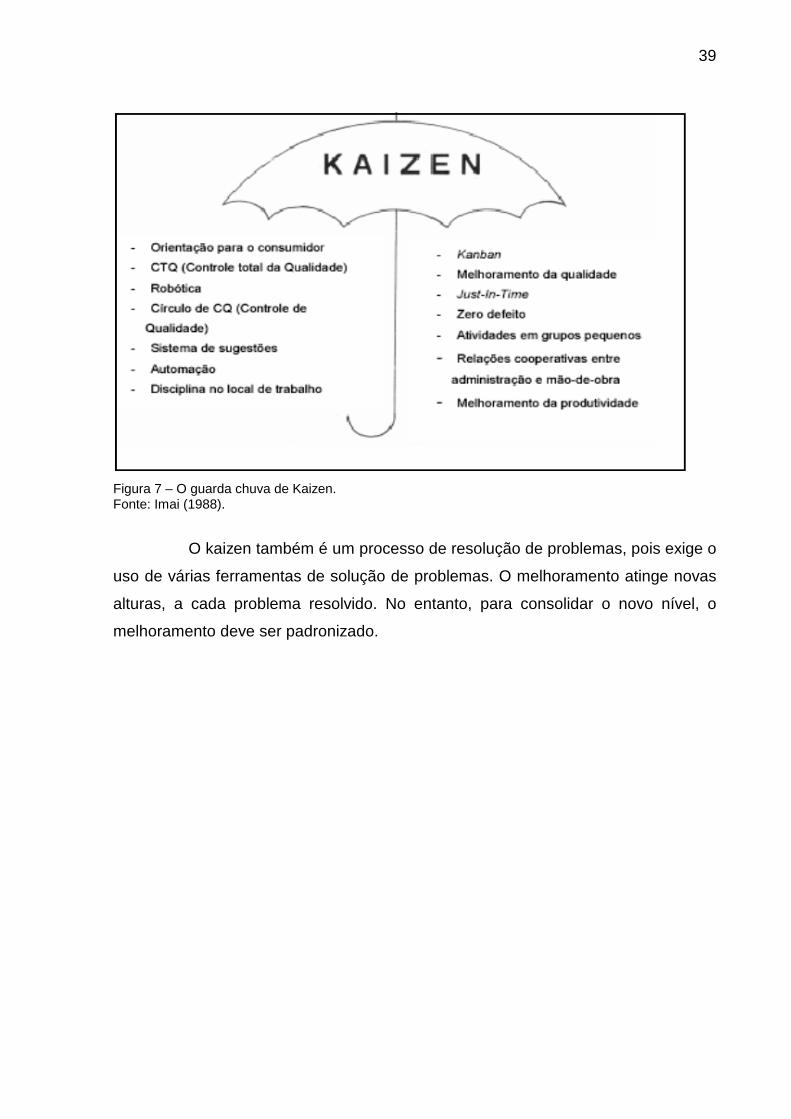
Kaizen é um conceito de guarda-chuva, que abrange a maioria das
práticas “exclusivamente japonesas” que recentemente atingiram fama mundial. O
recado da estratégia do kaizen é que nenhum dia deve passar sem que algum tipo
de melhoramento tenha sido feito em algum lugar da empresa.
Na figura 7, pode-se observar o conteúdo do conceito citado acima como
“guarda-chuva”:
39
Figura 7 – O guarda chuva de Kaizen. Fonte: Imai (1988).
O kaizen também é um processo de resolução de problemas, pois exige o
uso de várias ferramentas de solução de problemas. O melhoramento atinge novas
alturas, a cada problema resolvido. No entanto, para consolidar o novo nível, o
melhoramento deve ser padronizado.
40
3 METODOLOGIA DA PESQUISA
O objetivo deste capitulo é apresentar o tipo de pesquisa aplicada, suas
etapas e a classificação quanto aos seus objetivos.
3.1 PESQUISA
Para Gil (2002) pesquisa é um procedimento racional e sistemático que
visa proporcionar respostas a problemas que são propostos. Uma pesquisa é
realizada quando não se têm informações o suficiente para responder ao problema,
ou então quanto à informação disponível se encontra em tal estado de desordem
que não consiga relacionar ao problema.
Segundo Gil (2002) uma pesquisa decorre do desejo de conhecer algo
para se fazer de maneira mais eficiente e eficaz. Com isso podemos dizer que esta
pesquisa é de ordem pratica.
3.2 METODOLOGIA
Esta pesquisa se classifica como descritiva, contendo uma pesquisa
documental e uma fundamentação teórica. Na pesquisa descritiva não há a
interferência do pesquisador, isto é, ele descreve o objeto da pesquisa. É realizado

41
um levantamento das características do processo em estudo através de
observações sistemáticas ( Barros e Lehfeld, 2000).
Pádua (2004) diz que a finalidade da pesquisa bibliográfica é fazer com
que o pesquisador tome conhecimento do que já se produziu a respeito do seu tema
de pesquisa. Isto é imprescindível para qualquer pesquisa cientifica, pois visa
desvendar, recolher e analisar as principais contribuições sobre um determinado
assunto.
Para as informações que ainda não receberam tratamento analítico ou
não foram organizadas, que no caso do estudo são os relatórios da empresa e as
fotografias, foi feita a pesquisa documental.
Para confrontar a visão teórica com os dados da realidade, é necessário
traçar um modelo conceitual e operativo da pesquisa (Gil, 2002). Assim, quanto aos
procedimentos técnicos utilizados nesta pesquisa, ela é classificada como estudo de
caso.
De acordo com Gil (2002), o estudo de caso consiste em um estudo
profundo e exaustivo de um ou poucos objetos, de maneira que permita seu amplo e
detalhado conhecimento. Para este tipo de pesquisa é importante:
� Analisar situações da vida real;
� Expor o contexto em que está sendo feita determinada investigação;
� Formular hipóteses ou desenvolver teorias;
� Explicar as variáveis causais de determinado fenômeno em situações
muito complexas.
3.3 ETAPAS DA PESQUISA
Em estudos de caso não são definidos procedimentos metodológicos
rígidos, cabendo ao pesquisador o cuidado tanto no planejamento quanto na coleta
e análise dos dados (Gil, 2002). As etapas seguidas nesta pesquisa definida como
estudo de caso são:

42
� Formulação do problema hipótese de pesquisa: formulação do
problema que originou a pesquisa, passível de verificação e uma
suposição do resultado;
� Definição da unidade-caso: refere-se à definição da célula em estudo
e as metas com a implantação;
� Apresentação e análise dos resultados: é a análise qualitativa dos
dados obtidos;
� Identificação dos desvios e propostas de melhoria: comparativo entre
as metas e resultados obtidos e formulação de sugestões para o
alcance das metas.
3.4 FORMULAÇÃO DO PROBLEMA E HIPÓTESE DE PESQUISA
Como toda pesquisa se inicia com alguma indagação, o problema que
originou este trabalho foi: quais os resultados obtidos com a implantação da filosofia
da Manufatura Enxuta em uma célula de produção?
A hipótese de pesquisa é: a implantação da Manufatura Enxuta em uma
célula de produção levou a melhoria do desempenho operacional.
3.5 ELABORAÇÃO DOS INSTRUMENTOS DE PESQUISA
No estudo três procedimentos foram usados para a obtenção dos dados,
a fim de obter confiabilidade nos dados obtidos. São:
� Análise de documentos;
� Observação;
� Entrevista parcialmente estruturada.

43
Com a análise dos documentos e registros da empresa foram
estabelecidas métricas:
Tabela 4 – Métricas.
Critérios Indicadores
Custo Diminuir o custo de produção da peça.
Desempenho de entrega Ter confiabilidade e velocidade nos prazos de
entrega.
Flexibilidade Ser capaz de reagir de forma rápida a
eventos repentinos e inesperados.
As entrevistas foram realizadas com os colaboradores que trabalham na
célula e também com toda a equipe que participou da implantação dos conceitos e
ferramentas Lean.
A pedido da empresa, seu nome não será divulgado além de alguns
dados estratégicos para a empresa.

44
4 ESTUDO DE CASO
Este capítulo apresenta detalhadamente as seguintes etapas da pesquisa
definidas no capítulo 3: definição da unidade caso, implantação das ferramentas e
conceitos, apresentação e análise dos resultados, identificação dos desvios e
propostas de melhoria.
4.1 DEFINIÇÃO DA UNIDADE CASO
A empresa estudada produz soluções no suprimento de componentes e
conjuntos automotivos e mecânicos. Referência internacional em fundição de ferro
cinzento e nodular, usinagem, pintura e montagem de peças, atende aos mais
exigentes padrões de qualidade do mundo, sendo homologada como Fornecedora
Global por seus clientes. Possui máquinas e ferramentas modernas disponíveis no
mercado, além de avançados tornos e centros de usinagem CNC horizontais e
verticais e laboratório dimensional. Produz peças que variam de 1 a 120kg, e está
habilitada a fornecer produtos fundidos, usinados, pintados e montados, com
agilidade e alta qualidade.
A unidade em estudo é uma célula de usinagem de peças para montagem
de componentes automotivos. O processo de pintura da peça é realizado antes da
usinagem. A célula engloba todas as atividades necessárias para usinagem do
produto. No fluxograma da figura 8 temos descrito todo o processo de usinagem
desta célula, desde a entrada de peça bruta até a saída do produto usinado já na
embalagem própria para o cliente.

45
Figura 8 – Fluxograma de usinagem da peça. Fonte: Primária (2008).
São produzidos 8 diferentes tipos de peças nesta célula, sendo 4 modelos
de pontes e 4 modelos de carcaça. A variação de modelo para modelo é pequena,
podendo apenas ser um atributo, como o diâmetro de um furo ou o comprimento da
peça. Esta variação não interfere no manuseio da peça ou no tempo de usinagem da
mesma, possibilitando o agrupamento em famílias: Família Carcaça e Família ponte.
Abaixo segue a tabela 5 que mostra o Plano de Produção Para cada peça
(PPCP), onde podemos observar dados importantes para o estudo. Na primeira
coluna temos quais são os tipos de peças que são usinadas na célula, na coluna 2
temos o peso de cada peça, na coluna 3 qual o consumo semanal de cada peça.
Tabela 5 – Plano de produção de cada peça (PPCP).

46
Pelo tabela 5 acima podemos ver que estaremos trabalhando com
produtos pesados de 48kg a 55kg, portanto deve ser considerada a forma que eles
são manuseados. Outro dado importante que temos na tabela é a demanda do
cliente: pela demanda nós conseguiremos calcular o takt do cliente, que é um dado
importante para o nosso estudo. Em todas as implantações da Manufatura Enxuta é
criada uma tabela PPCP, pois ela registra dados importantes do produto que
estaremos trabalhando.
4.2 METAS COM A IMPLANTAÇÃO DA MANUFATURA ENXUTA
O objetivo principal com a implantação dos conceitos e ferramentas da
Manufatura Enxuta na célula de usinagem foi nivelar a produção para atender o
cliente ao longo do mês para que não se tenha atrasos, com a eliminação dos
desperdícios existentes no processo. As metas ou padrões de desempenho alvo,
conforme abordado no capitulo 2 , foram definidas em relação aos valores
observados antes da implantação.
Na tabela 6 temos os indicadores de desempenho antes da implantação
e a meta que se pretende alcançar após a implantação.
Tabela 6 – Indicadores de desempenho operacional da célula de usinagem. Ponte Carcaça
Indicadores Antes Meta Antes Meta
Estoque em processo (pç) 32 8 80 6
Tempo de Ciclo (min) 19,47 19,47 31,00 31,00
Numero de Operadores (n°) 2 1 2 1
Lead Time (Dias) 15,11 4,99 25,81 6,30
Satisfação do Cliente Ruim Excelente Ruim Excelente
O estoque em processo como pode ser visto, era muito grande. Para
calculo da meta de estoque em processo foi usada a equação 2 abaixo, número de

47
peças usinadas por hora dividido pelo tempo de ciclo (TC), que é de 19,47 min para
a família de Pontes e 31,00 min.
Equação 2 – Quantidade de peças usinadas Fonte: Autor (2008).
TC = tempo de processo de cada item.
• 19,47 min. na família de Pontes
• 31,00 min. na família das Carcaças
Usando a formula temos que a produção horária de peças da família
Pontes = 3,08 pç/h e da família Carcaças = 1,93 pç/h.
Com base nos resultados e levando em consideração que são dedicadas
duas máquinas para cada família, a quantidade de peças é 6 peças/h da família
ponte e 4 peças/h da família carcaça. Foi estabelecido por meta de estoque em
processo para a família de Pontes de 8 peças e para a família de Carcaças 6 peças,
para se ter um estoque de segurança em média de 2,5 a 3 horas.
Tempo de processo ou tempo de ciclo é o tempo máquina para se usinar
a peça. A meta é manter este tempo e atuar na padronização das ferramentas.
A quantidade de operadores é composta pelos operadores envolvidos
diretamente no processo de usinagem do produto. A forma que foi utilizada pra se
alcançar a meta será descrita no decorrer do estudo de caso no item 4.5 plano de
ação.
Lead time de produção é o tempo de passagem do produto pelo processo
produtivo. Para estabelecimento da meta foi utilizado o mapeamento de fluxo de
valor, onde os dados são coletados no chão de fábrica de acordo com a filosofia da
Manufatura Enxuta. Através do mapeamento de fluxo, que será apresentado na
figura 10 para a família de Pontes e figura 11 para a família de Carcaças, foi visto
que existiam desperdícios de estoque e transporte do produto. Eliminando esses
desperdícios será possível conseguir chegar a meta estabelecida.
Para que uma empresa aumente o seu lucro no mercado globalizado de
hoje, onde quem dita o preço do produto é o cliente, ela tem que diminuir o custo de

48
produção da peça. Não foi definido uma meta a ser alcançada do custo da peça,
pois não se tinha acesso a esses dados mas este implantação tinha por objetivo a
redução do custo de produção da peça também, e no final será destacado se houve
redução ou não do custo, através de entrevista com pessoas envolvidas na
implantação.
Através de um estudo de relacionamento com o cliente que a empresa
realiza normalmente em sua cadeia de clientes para saber qual é o grau de
satisfação com os serviços prestados, a empresa viu que existia uma grande
insatisfação do cliente deste produto quanto aos prazos de entrega, a empresa não
conseguia cumprir os prazos estabelecidos prejudicando assim a montagem final do
produto na fábrica de seu cliente. Uma das metas seria obedecer a esses prazos
para que o cliente ficasse satisfeito com o serviço.
4.3 MAPEAMENTO DO ESTADO ATUAL
No Mapeamento do estado atual cabe fazer uma análise do estado
corrente da produção a ser estudada, para identificar melhorias necessárias,
garantindo assim a eliminação de desperdícios. O MFV atual é apresentado na
figura 10 e figura 11.
De acordo com Rother e Shook (1999), é eficiente a utilização de “dicas”
para este mapeamento:
- As informações de estado atual, quando possível, devem ser coletadas
junto dos fluxos reais de materiais e informação;
- Uma caminhada geral ao longo do fluxo deve ser feita, para a
compreensão do processo. Posteriormente, informações de cada fase deverão ser
reunidas;
Durante a observação na planta estudada, dados importantes foram
coletados, para definir como será o estado futuro.
A seguir está relatado o estado presente da célula, evidenciando quais os
desperdícios encontrados, esses serão os desperdícios que a equipe irá atuar:

49
� Planejamento empurrado / sem takt: A produção não era baseada no
Takt do cliente, assim não se sabia ao certo produzir ao dia para atender o cliente
sem que haja atraso.
� Volume de produção instável: O volume de peças produzidas
diariamente variava muito ao longo do mês, dificultando assim o planejamento da
produção.
� Processo de produção instável: Por se tratar de peças de alta precisão,
portanto com uma tolerância de medidas muito pequena, o processo necessita de
alta estabilidade, o que não ocorria, ocasionando alta porcentagem de refugo.
� Carteira do Cliente varia ao longo do mês: Devido a grande
flexibilidade da linha de montagem do cliente, a demanda varia ao longo do mês,
podendo os pedidos virem apenas no final do mês. Com isso era preciso fazer horas
extras para conseguir atender à demanda do cliente.
� Dois operadores para duas máquinas: A célula de usinagem estava
com seus elementos de trabalho desbalanceados, com isso se têm mais operadores
do que o necessário.
� Seqüência de trabalho não possui padronização para as atividades:
Como não se tinha o procedimento operacional padrão, cada operador realizava as
atividades como achava melhor ou mais conveniente para ele, assim o tempo de
ciclo variava de operador para operador.
� Não existe rota de abastecimento de peça bruta e embalagem de
peças definida: As peças eram levadas em pallets por empilhadeiras para a célula
de usinagem, com quantidades variáveis e em tempos não definidos, podendo assim
parar a produção da célula devido a falta de bruto.

50
Figura 9 – Layout atual da célula. Fonte: Primaria (2008).
A figura 9 mostra o layout da célula antes da implantação. No ponto 1 e 3
temos as duas máquinas ( centros de usinagem CNC) que são dedicadas à família
das Pontes. No ponto 2 temos o local de entrada de peça bruta e a saída de peça
usinada, todas em racks do cliente. No ponto 4 temos racks e espera para serem
usinados ou para retrabalho. O ponto 5 e o ponto 8 são as duas máquinas
dedicadas à família das Carcaças. No ponto 6 temos a bancada onde é realizado o
trabalho de rebarbação e medição das cotas do desenho. O ponto 7 mostra a ponte
rolante que é utilizada para movimentação das peças dentro da célula devido ao
grande peso delas. O ponto 9 é o local de entrada e saída das carcaças.

51
Figura 10 – Estado presente ponte. Fonte: Primária (2008).
Figura 11 – Estado presente carcaça. Fonte: Primária (2008).

52
Nos dois mapeamentos de estado presente figura 10 e figura 11 (família
de Pontes e família de Carcaças) podemos observar os principais desperdícios, que
se encontram na quantidade alta de estoque no processo e no lead time elevado. O
mapeamento nos dá informações necessárias sobre o processo como o tempo de
ciclo, que é de 19,47 min. Na família Ponte é 31,00 min. Na família carcaça, o tempo
de setup é de 180 min. tanto na família ponte e na família carcaça, a eficiência da
célula que é de 80% para ambas também, o tamanho do lote que é de 3 dias assim
como também a quantidade de turnos que a célula trabalha. Estoque em processo
na família Pontes era de 32 peças e na família Carcaças era de 80 peças. Através
deste mapeamento de estado atual foi elaborado o mapeamento do estado futuro
buscando atuar nos desperdícios encontrados.
4.4 MAPEAMENTO DO ESTADO FUTURO
Por meio do mapeamento do fluxo de valor, os desperdícios podem ser
destacados e eliminados, e esse ganho potencial é projetado no mapa do estado
futuro, que pode se tornar real se implantado rapidamente dependendo diretamente
de decisões da empresa.
O mapa do estado futuro visa construção de uma cadeia de produção em
que os processos individuais sejam articulados aos clientes por meio de fluxo
contínuo ou puxado, sendo produzido apenas aquilo de que o cliente precisa, no
momento certo.
A seguir está relatado o estado futuro da célula, onde foi relatado o que
foi planejado para atuar nos desperdícios evidenciados no mapeamento do estado
atual.
� Planejamento da produção empurrada controlada pelo Heijunka: A
empresa sempre estava com suas entregas em atraso por falta de nivelamento de
produção. O primeiro passo decidido pela equipe do Kaizen foi nivelar a produção
atual e mantê-la empurrada. A equipe estava com receio de que transformar uma
produção empurrada em uma produção puxada abruptamente poderia trazer um
caos em vez da melhoria esperada devido ao pouco conhecimento da ferramenta

53
pelos próprios operadores. A equipe optou por não transformar a produção
empurrada em puxada neste Kaizen, deixou este passo para um próximo Kaizen
onde a filosofia já estará mais difundida e assimilada pelos operadores e com isso o
resultado será mais satisfatório.
� Kanban puxador de bruto na célula: A equipe decidiu implantar o
kanban em etapas sensíveis na célula, e uma forma bem interessante de começar
seria de controlar a entrada de peça bruta na célula através do kanban.
� Volume de produção estável: A grande dificuldade que a célula tinha
de produzir apenas o necessário sem produzir em excesso ou não produzir o
planejado por falta de bruto foi resolvida com a implantação do Kanban na célula
para a entrada de bruto. O bruto agora regula o que será produzido não faltará mais
bruto e não haverá mais bruto em excesso, pois o kanban irá puxar a entrada dele
na célula regulando este processo. A célula irá produzir somente o que foi planejado
evitando assim excessos e o desperdício de superprodução e a falta de bruto na
célula acabando com a instabilidade de volume.
� Processo estável: Na casa da Toyota, a estabilidade do processo está
como base para se ter uma boa implantação, a equipe levou isso em consideração e
resolveu padronizar todas as ferramentas de usinagem assim como também os
programas das máquinas.
� Um operador para cada máquina: No começo do estudo para este
Kaizen, foi levantado à questão que se conseguiria deixar um operador operando
duas máquinas, e esse seria um grande ganho, pois assim conseguiria livrar um
operador para outras atividades e reduziria o custo de produção deste item. Para
isso foi decidido fazer um balanceamento das atividades necessárias para operação,
e ver se seria possível manter apenas um operador. Será demonstrado como foi
realizado o balanceamento no item 4.5 Plano de ação.
� Rotas de abastecimento passando na célula de 40 em 40 min: A
célula não contava com uma rota de abastecimento, uma das medidas tomadas
seria que haveria um abastecimento periódico da linha e que a quantidade
abastecida seria controlado pelo kanban de peça bruta.
� Atividades dos operadores padronizadas: O ultimo trabalho a ser feito
será a padronização do trabalho dos operadores, eliminando os desperdícios de
movimentação desnecessária dentro da célula.

54
Figura 12 – Layout do estado futuro da célula. Fonte: Primária (2008).
O novo layout da célula após a implantação da Manufatura Enxuta ficou
da seguinte forma: o Ponto 1 e o Ponto 3 mostram as duas máquinas (Centro de
usinagem CNC) usadas para usinar as peças da família ponte. O ponto 2 mostra a
nova forma de entrada de peças brutas na célula através de flow-rack e a saída de
peças usinadas na caixa rack do cliente. O ponto 4 mostra a ponte rolante utilizada
para movimentação e manipulação da peça dentro da célula. O ponto 5 e ponto 8
são as máquinas dedicadas para a usinagem da família das Carcaças. O ponto 6
indica especificamente as racks de peças usinadas (saída de peças), já o ponto 7
mostra a entrada de peças brutas na célula e o flow-rack usado para abastecimento.

55
Figura 13 – Estado futuro ponte. Fonte: Primária (2008).
Figura 14 – Estado futuro carcaça. Fonte: Primária (2008).

56
Nos dois mapeamentos do estado futuro figura 13 e figura14 podemos
observar os ganhos que foram planejados para esta implantação de Manufatura
Enxuta. O foco de atuação da equipe foi na diminuição do lead time na redução dos
estoques, assim como na eliminação de um operador, o que impacta diretamente no
custo da peça.
4.5 PLANO DE AÇÃO
A seguir será demonstrado o plano de ação realizado para que a célula
chegasse à meta estabelecida. Na tabela 7 abaixo temos o 5W1H(plano de ações)
da implantação que possui o plano de todas as ações que devem ser realizadas
para que a célula chegue a meta estabelecida. Na tabela não aparece onde serão
realizados as ações, ou seja o where (onde), pois todas as ações serão realizadas
na célula. Podemos observar na tabela que a implantação conta com pessoas de
diversas áreas, desde pessoas ligadas diretamente à implantação até analistas de
processos e gerentes.
Tabela 7– Plano de ação da implantação.
Fonte: Primaria (2008).

57
� Planejamento da produção empurrada controlada pelo Heijunka: Para
se ter uma produção nivelada, a equipe do Kaizen primeiro calculou qual era o Takt
do cliente, ou seja, de quanto em quanto tempo o cliente da célula compra uma
unidade de produto.
Usando a equação 1 apresentada em nossa fundamentação teórica com
os dados do cliente chegamos aos números apresentados na tabela 8.
Tabela 8 – Takt das famílias dos produtos.
Com a demanda média mensal a equipe elaborou uma planilha de
produção diária da célula, onde o planejador da célula iria calcular semanalmente a
produção da célula. Essa programação será exposta em um Quadro de Nivelamento
de Carga onde o operador terá acesso a programação diária dos itens da célula e
saberá assim a quantidade de cada item a ser produzida, evitando a superprodução.
� Kanban puxador de bruto na célula: Para a implantação do kanban a
equipe Kaizen eliminou a forma de abastecimento com pallets. Para isso projetou
flow-racks de entrada de peça bruta. Os flow-racks foram projetados para se ter uma
capacidade limitante de 8 peças para pontes e 6 peças para carcaças buscando a
meta estabelecida de estoque em processo citado nas metas com a implantação da
Manufatura Enxuta item 4.2.

58
Figura 15 – Flow-rack abastecimento. Fonte: Primaria (2008)
A figura 15 mostra o flow-rack de abastecimento das pontes. Como pode
ser visto, foram criados berços onde as peças são acondicionadas para deslizarem
no flow-rack utilizando a força gravitacional. Os berços possuem cores diferentes,
que identifica os modelos de cada peça. Os berços servem como kanban, porque a
peça só pode ser colocada no flow-rack com eles, assim para se colocar uma nova
peça precisa sair uma.
O principal ganho que teve em implantar o Kanban no abastecimento de
peças brutas na célula foi na diminuição de estoques na célula.
� Processo estável: Para estabilizar o processo, a equipe Kaizen junto
com o departamento de Engenharia de Processos criou planos de ferramentas. O
plano de ferramenta possui os dados mais importantes da cada ferramenta de
usinagem. Com isso se tem um controle de qual ferramenta é adequada para
realizar determinada operação de usinagem.
Os programas das máquinas CNC foram todos padronizados, ou seja,
todas as máquinas daquela célula possuem programas similares, facilitando ajustes
e evitando erros. Foi colocado contador de vida útil para cada ferramenta, que avisa
quando uma determinada ferramenta já realizou o número máximo de ciclos, e seus
insertos precisam ser trocados.
Foram instaladas renishaw nas máquinas, que é uma tecnologia que
permite a máquina fazer pequenas correções. Essas correções são necessárias,

59
pois o desgaste do inserto de corte precisa ser corrigido para a peça não sair da
tolerância.
O conjunto destas melhorias garantiu um processo mais estável.
� Um operador para cada máquina: A quantidade de operadores no
processo de produção da peça influencia diretamente o custo da peça. Uma grande
melhoria foi a eliminação 2 operadores da célula.
Para que isso fosse possível, foi necessário levantar todas as atividades
necessárias para produção do item. O próximo passo foi fazer um DNA, ou seja,
classificar as atividades entre atividades que agregam valor, atividades que não
agregam mais que são necessárias e as atividades que são consideradas
desperdício. Depois de eliminadas aquelas atividades desnecessárias, o próximo
passo foi balancear as atividades restantes. Para realizar este balanceamento levou-
se em consideração o takt da peça. O gráfico 2 abaixo mostra as operações para 1
operador após o balanceamento. Os dados das operações realizados antes do
balanceamento foram perdidos.
Gráfico 2 – Balanceamento de operadores. Fonte: Primaria (2008).
Realizando todo o estudo, e visto que o layout da célula já colaborava
com a nova estrutura, foram eliminados 2 operadores, ficou um operador para cada
2 máquinas, com suas atividades todas balanceadas e obedecendo o takt da peça.
� Rotas de abastecimento passando na célula de 40 em 40 min: Um dos
problemas que a célula enfrentava antes da realização deste kaizen era a falta
constante de bruto na célula, que prejudicava toda a produção.

60
Com a implantação do kanban de entrada de bruto na célula foi preciso
calcular qual o tempo em que precisava ser abastecido, já que com a diminuição de
estoque na célula era necessário um abastecimento mais constante.
De acordo com a equação 2 usada para estabelecer as metas a serem
alcançadas com a implantação o tempo de usinagem da Família das Pontes é de
aproximadamente 20 min./pç, e o tempo de usinagem da Família das Carcaças de
31 min./pç. Usando o menor tempo de usinagem das peças e levando em
consideração que são abastecidas duas peças de cada família por vez, chegamos
ao tempo médio para abastecimento da célula que é de 40 min.. O meio utilizado
para realizar o abastecimento é por carrinhos de abastecimento que já existem na
empresa, tem características ergonômicas e só transporta o necessário. Hoje não
existe mais parada de linha por falta de peça bruta por erro de abastecimento.
� Atividades dos operadores padronizadas: O principio do kaizen é
melhorar, padronizar para depois melhorar de novo. Foram implantadas diversas
melhorias e o último trabalho realizado foi a criação de POP’s (procedimento
operacional padrão), padronizando todas as atividades realizadas dentro da célula.
Esses POP’s ficam a disposição do operador de forma física na própria célula em
pastas que podem ser facilmente consultadas por ele para esclarecimento de
dúvidas quanto à atividade.
4.6 IDENTIFICAÇÃO DOS DESVIOS E ANÁLISE DOS RESULTADOS
A identificação de desvios dos indicadores apresentados no capítulo 3
relaciona os resultados obtidos com os padrões de desempenho (metas) definidos
no projeto, apresentados no capítulo 4.
A tabela 9 mostra o resultado obtido com a implantação das ferramentas
e conceitos da Manufatura Enxuta na célula de usinagem.
A implantação do Kanban puxador de peça bruta na célula proporcionou
uma diminuição de 75% de estoque em processo na família das Pontes e uma
redução de 92,5% na família das carcaças, foi um resultado muito satisfatório a

61
equipe conseguiu alcançar a meta, com isso incentivou a equipe buscar outros
lugares onde se possa ser implantado a ferramenta kanban.
Tabela 9 – Metas e resultados com a implantação.
Ponte Carcaça Indicadores
Antes Meta Depois Antes Meta Depois
Estoque em processo
(pç) 32 8 8 80 6 6
Tempo de processo
(min) 19,47 19,47 19,47 31,00 31,00 31,00
Numero de Operadores
(n°) 2 1 1 2 1 1
Lead Time (Dias) 15,11 4,99 7,00 25,81 6,30 8,21
Satisfação do Cliente Ruim Excelente Excelente Ruim Excelente Excelente
Fonte: Primária (2008).
O balanceamento da célula proporcionou uma redução de 50% de mão
de obra direta no produto o que influencia diretamente no custo do produto. A
redução de um operador trouxe um ganho de eficiência e produtividade e um
resultado bastante impactante no custo da peça, para a alta direção o mais
importante é a redução de custo, esse resultado influencio a direção a continuar com
a implantação da Manufatura Enxuta em outros pontos da fábrica.
O lead time reduziu 64% na família das Pontes e 69% na família das
carcaças. O objetivo para implantação deste Kaizen era justamente a redução do
lead time para poder atender o cliente com maior flexibilidade e agilidade e o
resultado obtido foi muito satisfatório e agradou muito o cliente. O resultado não
alcançou a meta estabelecida, mas mesmo assim foi bem positivo e expressivo. O
fato é que ainda se passou pouco tempo após a implantação e o resultado tende a
melhorar com o tempo. Está sendo realizado um trabalho de conscientização de
todos os colaboradores que trabalham diretamente e indiretamente na célula para
que todos cumpram com as metas e nova forma de trabalho, assim a equipe espera
que com o tempo o lead time da peça chegue no tempo estabelecido como meta.
A empresa estudada tinha uma grande deficiência em seus prazos de
entrega, isso causava uma grande insatisfação do cliente. O departamento de
vendas da empresa em seu programa de relacionamento com o cliente possui

62
questionários que medem o grau de satisfação do cliente, através destes
questionários a empresa concluiu que o kaizen conseguiu reverter esta situação: o
cliente está muito contente com o trabalho realizado e o cumprimento dos prazos
estabelecidos. A equipe de implantação obteve esses dados através de entrevistas,
não tendo acesso a qualquer outro tipo de material se tratar de dados sigilosos da
empresa.
Alem desses resultados podemos destacar ainda que houve uma redução
no custo de usinagem destes produtos, mas os resultados não serão apresentados a
pedido da empresa.
4.7 PROPOSTAS DE MELHORIA
Com base nos desvios entre metas e resultados foram propostas ações de melhoria.
4.7.1 Treinar e envolver totalmente os operadores que ingressam na célula
Quando novas ferramentas são utilizadas na célula, se não houver uma
conscientização dos operadores quanto ao cumprimento dos novos padrões e
nenhum treinamento para os novos operadores da célula, o indicador de
produtividade pode ser diretamente afetado por algumas razões:
� Os operadores novos não possuem a mesma habilidade que os mais
antigos;
� Não há o mesmo comprometimento daqueles que participaram das
mudanças.
Além do conhecimento nas operações a serem realizadas é importante o
entendimento dos conceitos da Manufatura Enxuta.

63
4.7.2 Reduzir o tempo de preparação das máquinas de usinagem.
Como o tempo de preparação das máquinas é um pouco elevado cerca
de 180 min. Para cada setup, freqüentemente usina-se grandes lotes para evitar o
tempo de parada por preparação. Um próximo trabalho será utilizar a metodologia
de TRF para diminuir os tempos de preparação de máquina para com isso diminuir
ainda mais o tamanho dos lotes, para tornar a célula mais flexível.
4.7.3 Criar um quadro de gestão visual.
Há uma troca diária de informações entre operadores e chefias, realizado
de maneira verbal, informal e nem sempre disponível a todos os envolvidos.
Com o intuito de comunicar-se de forma eficiente com todos os
operadores, informando metas e objetivos, transmitindo experiências e divulgando
índices, surge a necessidade de criação de um quadro de gestão visual. Trata-se de
uma ferramenta de grande importância para a transmissão de informações dentro do
setor de maneira clara, rápida e envolvente. Além de fornecer um monitoramento
dos indicadores da célula, auxilia na resolução de problemas, à medida que surgem
e são apontados, definindo ações de correção, prazos e responsáveis.
4.7.4 Estudar métodos de estabilização do processo de Fundição.
Existe hoje uma grande porcentagem de refugo na célula de usinagem
que é ocasionado por variações do processo de fundição. Essas variações podem
ser: Rechupe, escória e variações dimensionais no bruto que é o mais comum.
Quando é produzido um refugo na célula, tem todo um procedimento para
a descontinuidade desta peça. Com isso ocorre paradas na célula, perca de
produção e até danificação nas ferramentas de usinagem.
Estabilizando o processo de fundição, a porcentagem de refugo diminui,
diminuindo assim as paradas de produção.

64
5 CONSIDERAÇÕES FINAIS
Este capítulo apresenta as conclusões da pesquisa realizada,
relacionando os objetivos específicos definidos no capitulo 1 com o que foi abordado
ao longo do estudo e as sugestões para trabalhos futuros.
5.1 CONCLUSÕES
Esta pesquisa teve como objetivo geral melhorar o desempenho
operacional do processo produtivo de usinagem de componentes automotivos em
uma célula de produção, implantando os conceitos e as ferramentas da Manufatura
Enxuta, para atender o cliente de forma mais rápida e flexível.
No capitulo 1 foram traçados objetivos específicos para se alcançar este
objetivo. São eles:
� Apresentar uma fundamentação teórica sobre os conceitos e as
ferramentas da Manufatura Enxuta, para conhecer as ferramentas que
serão aplicadas no trabalho; Com base nos critérios e medidas de
desempenho apresentados no capitulo 2, foram definidos os
indicadores a serem analisados na célula em estudo, mostrados na
tabela 4;
� Descrever os conceitos e ferramentas da Manufatura Enxuta utilizados
na célula, para compreender o processo de implantação. O capitulo 2
apresenta uma descrição dos conceitos e ferramentas que sustentam
essa filosofia de gestão;

65
� Coletar dados e documentar a situação da célula e as metas
propostas antes da implantação do sistema de Manufatura Enxuta,
para estabelecer a base de comparação. O capítulo 4 apresenta o
estado na célula antes da implantação, assim como a meta de cada
um deles com a implantação da Manufatura Enxuta, mostrados na
tabela 6;
� Evidenciar os resultados pós-implantação dos conceitos e ferramentas
da Manufatura Enxuta, para comparar com as metas estabelecidas. A
tabela 9 resume estes resultados e analisa o atingimento das metas;
� Verificar a ocorrência de desvios entre as metas estabelecidas e os
resultados alcançados e identificar oportunidades de melhoria na
implantação das ferramentas da Manufatura Enxuta, para formular
recomendações para o alcance das metas. Foram analisados os
resultados e o item 4.7 formula as oportunidades de melhoria do
trabalho realizado.
O desenvolvimento desta pesquisa permitiu responder ao problema que
lhe deu origem, apresentado no capitulo 3, que questiona quais os resultados
obtidos com a implantação da filosofia da Manufatura Enxuta em uma célula de
produção, e responde afirmativamente à hipótese de pesquisa.
A implantação da Manufatura enxuta proporcionou à célula de produção
estudada grandes benefícios: redução de 75% em estoques de processos para a
família das Pontes e 92,5% para a família das Carcaças; diminuição do lead time da
peça em 64% para a família das Pontes e 69% para a família das Carcaças;
eliminação de 2 operadores da célula sendo eles realocados em outras áreas da
empresa; conquista da satisfação do cliente medida através de pesquisa de
relacionamento.
A pesquisa conclui que a implantação pontual da Manufatura Enxuta em
uma célula de produção leva à melhoria dos resultados operacionais. Para melhorar
ainda mais os resultados operacionais com a implantação da Manufatura Enxuta é
necessário ter uma maior disseminação dos conceitos e princípios junto às pessoas.
Durante a implantação da Manufatura Enxuta foram observados
oportunidades de melhorias, como treinar os operadores com os conceitos da
Manufatura enxuta que estarão trabalhando na célula, reduzir o tempo de
preparação, criar um quadro de gestão visual e estabilizar o processo de fundição.

66
Espera-se que com essas melhorias os resultados da implantação da Manufatura
Enxuta na célula sejam mais expressivos ainda.
5.2 SUGESTÕES PARA TRABALHOS FUTUROS
Para a melhoria dos resultados operacionais de uma célula de produção
com a implantação dos conceitos e ferramentas da Manufatura Enxuta sugere-se:
� Avaliar a redução do tempo de setup com a implantação da
metodologia de TRF (Troca rápida de ferramenta) na célula;
� Avaliar a influência do quadro de gestão visual na evolução dos
indicadores;
� Estudar métodos de estabilização dos processos de fundição.
67
REFERÊNCIAS
ANDRADE, Maria Margarida de. Introdução à Metodologia do Trabalho
Científico: elaboração de trabalhos de graduação. 5 ed. São Paulo: Atlas, 2001.
BARROS, Aidil J. da Silveira; LEHFELD, Neide A. de Souza. Fundamentos da
Metodologia Científica. 2 ed. São Paulo: Pearson Makron Books, 2000.
BRIMSON, James A. Contabilidade por Atividades. Atlas, 1º ed., 1996.
CAMPOS, Vicente Falconi. Gerenciamento pelas diretrizes . 2. ed. Belo Horizonte:
Fundação Christiano Otoni, Escola de Engenharia da UFMG, 1996.
GHINATO, P. Produção & Competitividade: Aplicações e Inovações , Ed.: Adiel
T. de Almeida & Fernando M. C. Souza. UFPE, Recife, 2000.
GIL, Antonio Carlos. Como Elaborar Projeto de Pesquisa. 4 ed. São Paulo: Atlas,
2002.
IMAI, Masaki. Kaizen - A Estratégia para o Sucesso Competitivo . São Paulo:
Instituto de Movimentação e Armazenagem de Materiais, 1988.
Krafcik, J.F. Triumph of the lean production system , Sloan Management
Review, Vol. 30 No. 1, 1988.

68
LIKER, J.K. Becoming Lean: inside stories of U.S manufacturing . Portland, OR:
Productivity press, 1997.
LIKER, Jeffrey K. O Modelo Toyota: 14 princípios de gestão do maior f abricante
do mundo. Porto Alegre: Bookman, 2005.
MAXIMIANO, Antonio C. A. Introdução à Administração. 5 ed. São Paulo: Atlas,
2000.
MONDEN, Y. Produção sem estoques: uma abordagem prática do sis tema de
produção Toyota . São Paulo: IMAM, 1984.
OHNO, Taiichi. O Sistema Toyota de Produção: além da produção em l arga
escala. Porto Alegre: Bookman, 1997.
PÁDUA, Elisabete. M. M. de. Metodologia da pesquisa : abordagem teórico-prática.
10ª ed. Campinas: Papirus, 2004.
ROTHER, Mike e SHOOK, John. Aprendendo a Enxergar. Parte I . São Paulo: Lean
Institute Brasil, 1999.
SCHONBERGER, Richard J. Técnicas Industrias Japonesas: Nove Lições
Ocultas Sobre Simplicidade . São Paulo: Pioneira, 1988.
SEIBEL, Silene. Udesc_2008_2_Sistema_de_Produ__o_Lean_1_4, Joinville ago.
2008. Disponível em:
http://www.joinville.udesc.br/portal/professores/seibel/materiais/Udesc_2008_2_Siste
ma_de_Produ__o_Lean_1_4.pdf acesso em set. 2008
SHINGO, S. O Sistema Toyota de Produção do ponto de vista da E ngenharia de
Produção. 2 ed. Porto Alegre: Bookman, 1996.

69
SLACK, K.et al. Administração da Produção . São Paulo: Atlas, 1997
TUBINO, Dalvio Ferrari. Manual de Planejamento de Controle da Produção. 2 ed.
São Paulo: Atlas, 2000.
WOMACK, James P., JONES, Daniel T. & ROOS, Daniel. A máquina que mudou o
mundo. 2. ed. Rio de Janeiro: Campus, 1992
WOMACK, J., JONES, D. A Mentalidade enxuta nas empresas : elimine o
desperdício e crie riquezas. Rio de Janeiro: Campus, 1998.
YAMASHINA, Hajime. Just-in-Time . São Paulo: IM & C lntemational, 1988.
YIN, R. K., Case Study Research: Design and Methods . Califórnia, Sage
Publications , 1984.