redução no gasto de energia elétrica no negócio de minério
TRANSCRIPT
Faculdade Ietec Pós-graduação
MBA – Mód. II Gestão de Negócios – Planejamento, Execução e Liderança – Turma nº 2 13 de Julho de 2018
Redução no Gasto de Energia Elétrica no Negócio de Minério de Ferro
no Quadrilátero Ferrífero nas Etapas de Moagem
Eric Guimaraes Vieira Engenheiro de Produção
RESUMO
O presente trabalho busca a redução no consumo de energia elétrica no negócio de
mineração nas etapas de moagem em uma usina situada no quadrilátero ferrífero. O mesmo
proporciona um ganho energético saindo de uma média de consumo mensal de
10,87kwh/ton para 8,72kwh/ton. proporcionando redução na faixa de 20% nos equipamento
de moagem A e B. O trabalho em questão obteve sucesso através da metodologia do
projeto seis sigma que se mostra cada vez mais eficiente e aplicável para a gestão do
negócio, trazendo resultado direto para o empreendimento.
Palavras-chave: Moagem. Seis Sigma. Gestão de Negócios.
1 INTRODUÇÃO
Atualmente, a competitividade empresarial é o que motiva as empresas a inovar e gerar
produtos com o menor custo possível, para que possam se destacar no mercado.
Para se manter competitiva, uma empresa precisa trabalhar de forma produtiva, eliminando
desperdícios e aumentando a margem de lucro. O grande objetivo e desafio do negócio
minério de ferro é a buscar por melhorias de processos a fim de se tornar cada vez mais
rentável no ramo de atuação.
Existem ferramentas altamente eficazes capazes de agregar valores ao negócio. O seis
sigma é uma delas, trata-se de uma metodologia que utiliza ferramentas estatísticas para
identificação de causas e remoção de causas.

2
No negócio minério de ferro, um dos gastos que impactam diretamente na margem de lucro
é o gasto com a energia elétrica, sendo ela o objeto de estudo deste trabalho. Nas etapas
de moagem do minério, o consumo energético é bastante significativo, e é medido em
relação a produção realizada (kwh/ton), que representa 19% do consumo total do
empreendimento, conforme ilustra o Gráfico 1. Portanto, é de suma importância que a
produtividade neste processo seja elevada ao máximo.
Consumo de energia elétrica por Área
GRÁFICO 1 – Consumo de Energia Elétrica por Área
Fonte: Elaborado pelo autor, 2018.
Sendo assim, o trabalho a seguir tem como objetivo reduzir o consumo de energia elétrica
nas etapas de moagem (02 moinhos de bolas) em uma usina de beneficiamento mineral,
utilizando ferramentas estatísticas na metodologia do seis sigma.
2 REFERENCIAL TEÓRICO
A competitividade empresarial observada atualmente faz com que as instituições remodelem
seus artifícios para manterem as vendas e lucros.
A qualidade do produto ou serviço oferecido para os clientes define a manutenção ou não de
determinada empresa no mercado. Para essa melhoria contínua e redução de custos as
grandes empresas passaram a praticar a metodologia do Seis Sigma (JOHANN et al, 2011).
O Seis Sigma pode definir o sucesso de uma instituição. O seis sigma é uma iniciativa
estruturada para a melhoria da qualidade das organizações e resolução de problemas
3
específicos nos seus processos, que faz amplo uso de metodologias estatísticas (REIS,
2016).
O método define os pontos do processo que devem sofrer alterações para reduzir a
variabilidade de resultados e assim obter uma melhoria da qualidade dos seus produtos.
A metodologia divide-se entre o Define-Measure-AnalyzeImprove-Control (DMAIC) e o
Design for Six Sigma (DFSS). O DMAIC, o mais popular, é aplicado em processos que já
existem e não tem as causas dos problemas bem esclarecidos. Já o DFSS é utilizado em
processos já existentes que necessitam de um novo conceito (GOMES; MARQUES;
GUERRINNI, 2017).
A estrutura organizacional da empresa e do programa se dá através da distribuição de
funções entre os membros participantes. Esses devem interagir para o desenvolvimento do
projeto (GOMES; MARQUES; GUERRINNI, 2017).
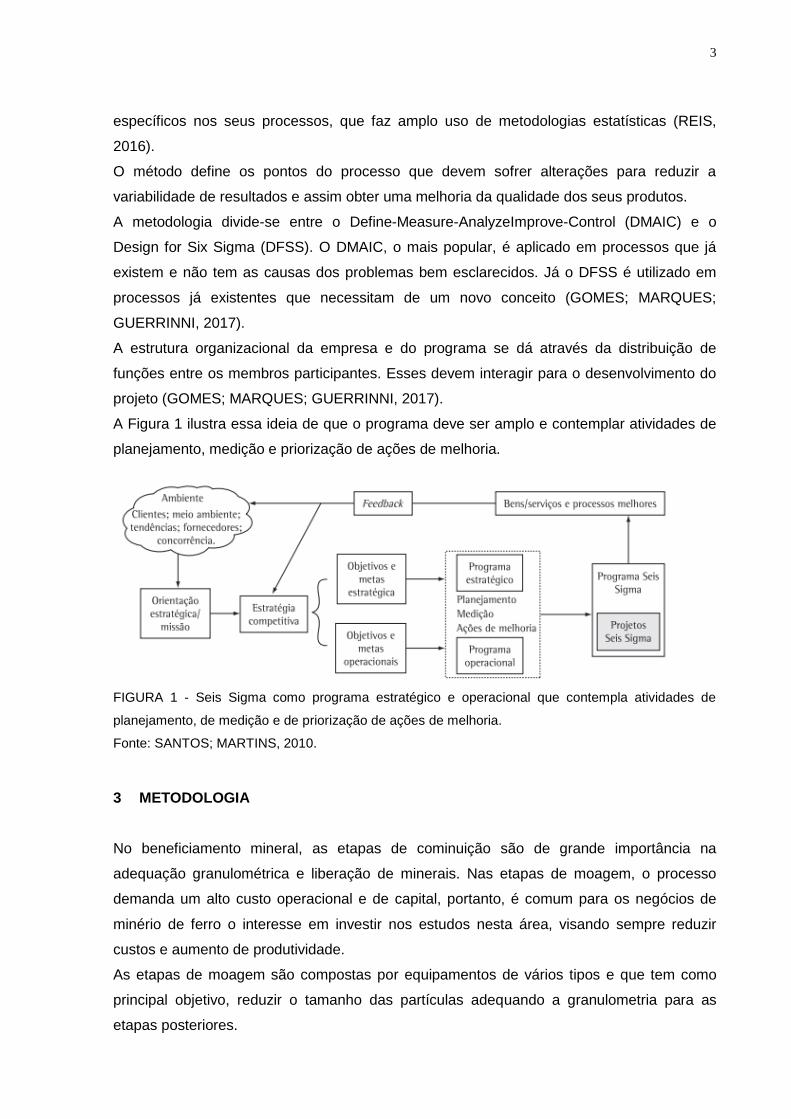
A Figura 1 ilustra essa ideia de que o programa deve ser amplo e contemplar atividades de
planejamento, medição e priorização de ações de melhoria.
FIGURA 1 - Seis Sigma como programa estratégico e operacional que contempla atividades de
planejamento, de medição e de priorização de ações de melhoria.
Fonte: SANTOS; MARTINS, 2010.
3 METODOLOGIA
No beneficiamento mineral, as etapas de cominuição são de grande importância na
adequação granulométrica e liberação de minerais. Nas etapas de moagem, o processo
demanda um alto custo operacional e de capital, portanto, é comum para os negócios de
minério de ferro o interesse em investir nos estudos nesta área, visando sempre reduzir
custos e aumento de produtividade.
As etapas de moagem são compostas por equipamentos de vários tipos e que tem como
principal objetivo, reduzir o tamanho das partículas adequando a granulometria para as
etapas posteriores.
4
O consumo energético específico (Kwh/t) é um indicador muito importante que evidencia a
relação de produção com o custo no processo de moagem, e está fortemente ligado à
energia necessária para manter o equipamento em movimento circular capaz de movimentar
os corpos moedores efetuando assim a redução da granulometria do material. Portanto, é
necessário que a energia seja aproveitada no máximo de sua capacidade.
Estudos mostram que existe uma correlação importante no aumento de densidade com o
consumo de energia, onde o aumento de densidade está relacionado a economia de
energia, desta forma, é interessante que a densidade na alimentação da moagem seja
acima de 2,00t/m³.
Portanto, visando o aumento de densidade nas etapas de moagem, submeteu-se o
processo de alimentação de 2 dos 4 moinhos da usina em estudo, à um projeto de seis
sigma para potencializar os lucros, reduzir desperdícios e aumentar a produtividade.
Identificado que o potencial de ganho está fortemente relacionado ao consumo energético.
Utilizando ferramentas estatísticas nas análises; desde a identificação do problema, análise
do fenômeno, análise do processo até o estabelecimento de metas e do plano de ação, é
possível determinar possíveis causas que impactam de forma significativa o processo.
Dessa maneira, após priorização de atuação é possível tratar as causas raízes do problema,
inclusive definir metas específicas e até mesurar ganhos, o que motiva investimento para
eliminar as causas levantadas.
Enfim, estudos estatísticos seguidos da metodologia do seis sigma é totalmente aplicado no
ramo de gestão de negócios.
4 RESULTADOS E DISCUSSÃO
O controle de densidade é muito importante para o desempenho da etapa de moagem. O
patamar de densidade mais elevado, aumenta a eficiência energética, portanto é de extrema
importância que a densidade na alimentação da moagem não atinja valores densidade
inferiores à 2,00t/m³ sendo este valor premissa para manter a operação do circuito da
unidade em estudo.
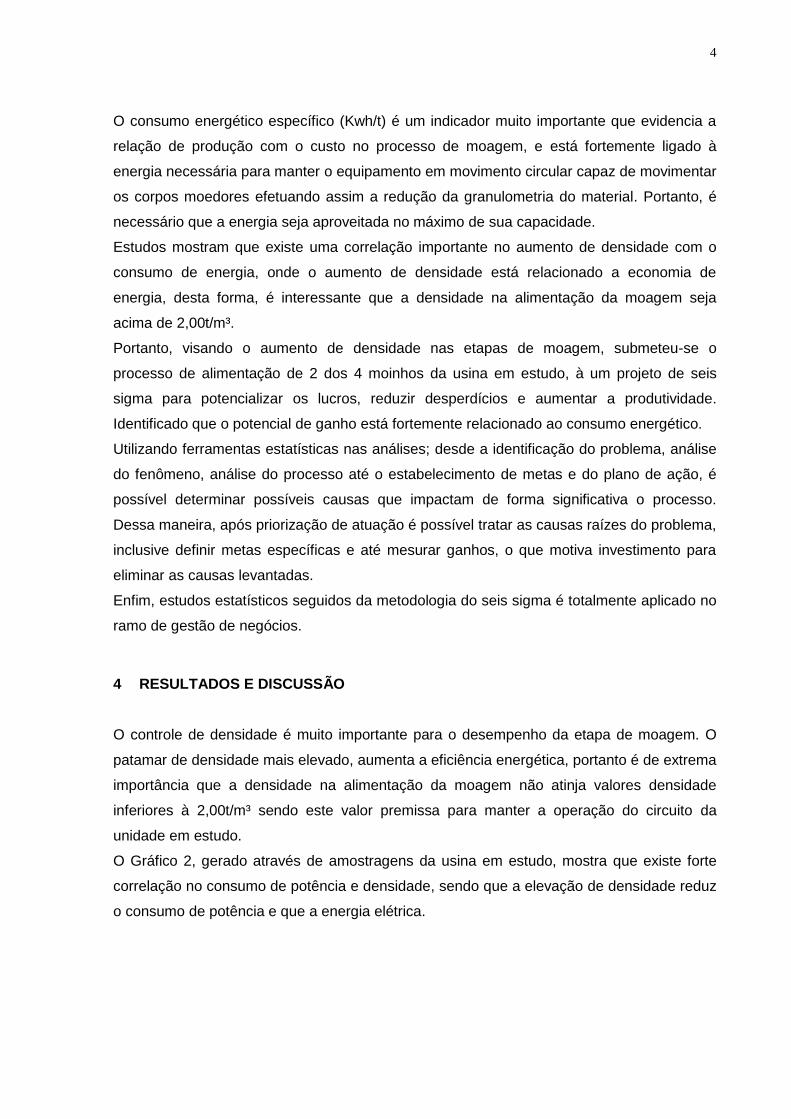
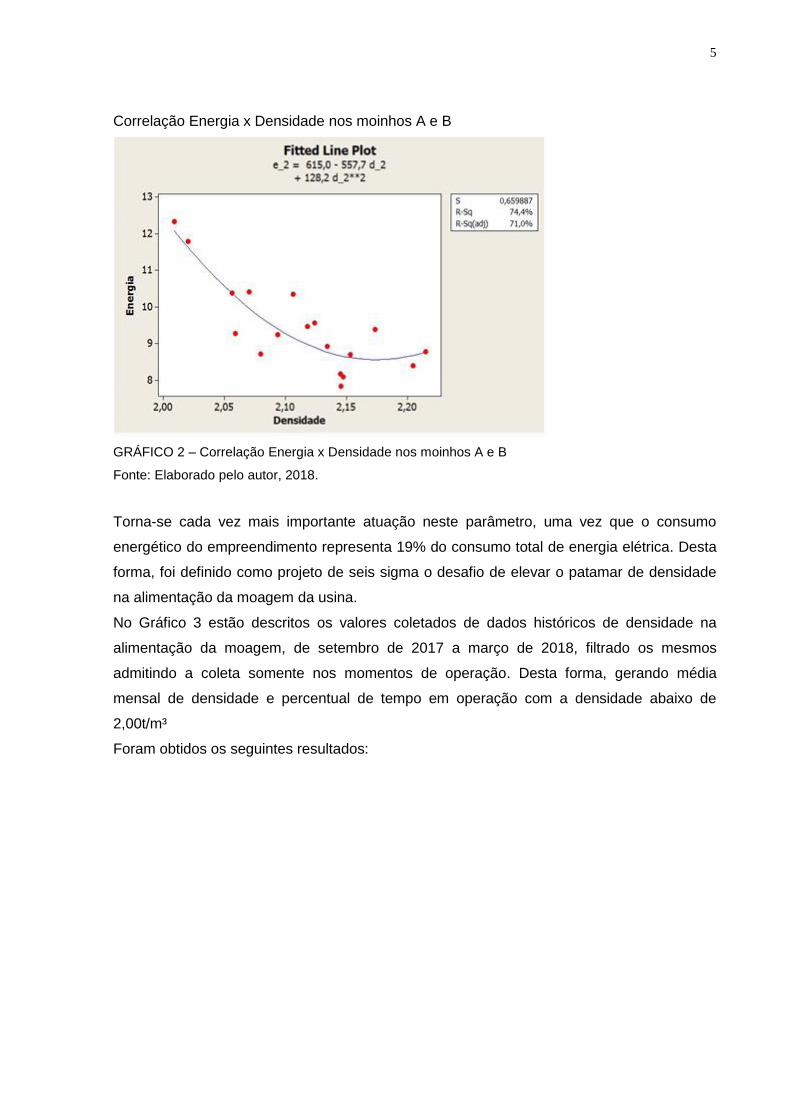
O Gráfico 2, gerado através de amostragens da usina em estudo, mostra que existe forte
correlação no consumo de potência e densidade, sendo que a elevação de densidade reduz
o consumo de potência e que a energia elétrica.
5
Correlação Energia x Densidade nos moinhos A e B
GRÁFICO 2 – Correlação Energia x Densidade nos moinhos A e B
Fonte: Elaborado pelo autor, 2018.
Torna-se cada vez mais importante atuação neste parâmetro, uma vez que o consumo
energético do empreendimento representa 19% do consumo total de energia elétrica. Desta
forma, foi definido como projeto de seis sigma o desafio de elevar o patamar de densidade
na alimentação da moagem da usina.
No Gráfico 3 estão descritos os valores coletados de dados históricos de densidade na
alimentação da moagem, de setembro de 2017 a março de 2018, filtrado os mesmos
admitindo a coleta somente nos momentos de operação. Desta forma, gerando média
mensal de densidade e percentual de tempo em operação com a densidade abaixo de
2,00t/m³
Foram obtidos os seguintes resultados:
6
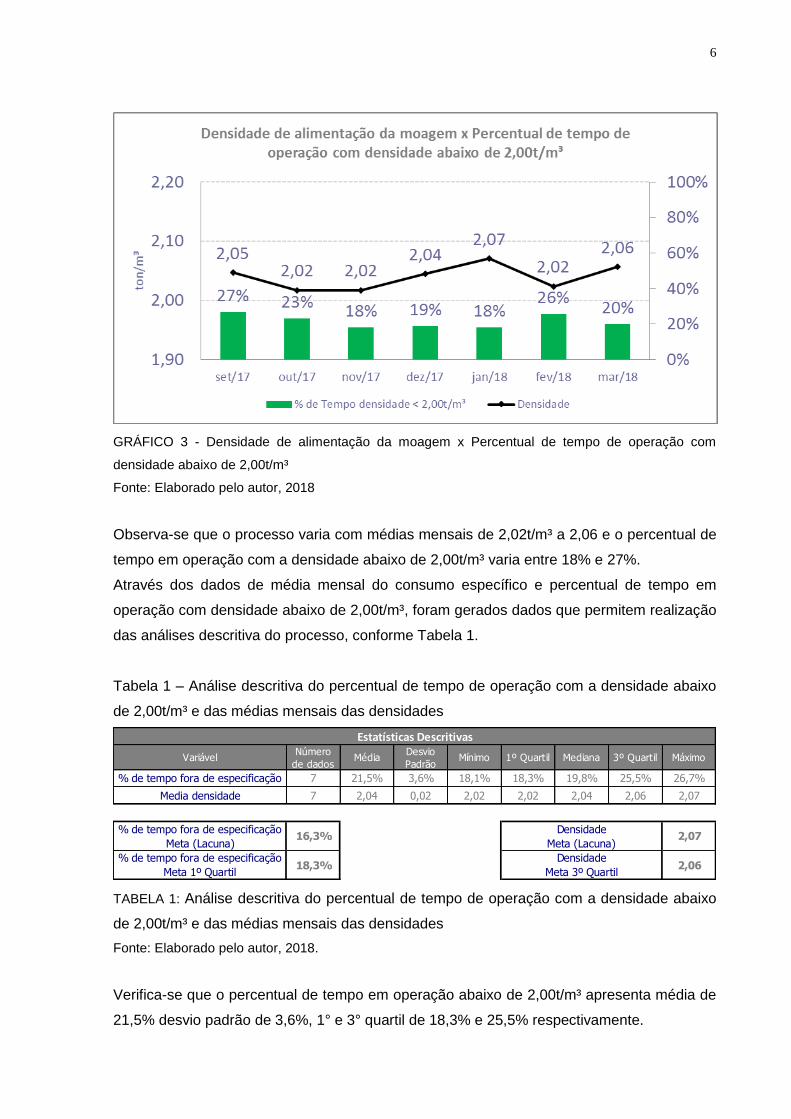
GRÁFICO 3 - Densidade de alimentação da moagem x Percentual de tempo de operação com
densidade abaixo de 2,00t/m³
Fonte: Elaborado pelo autor, 2018
Observa-se que o processo varia com médias mensais de 2,02t/m³ a 2,06 e o percentual de
tempo em operação com a densidade abaixo de 2,00t/m³ varia entre 18% e 27%.
Através dos dados de média mensal do consumo específico e percentual de tempo em
operação com densidade abaixo de 2,00t/m³, foram gerados dados que permitem realização
das análises descritiva do processo, conforme Tabela 1.
Tabela 1 – Análise descritiva do percentual de tempo de operação com a densidade abaixo
de 2,00t/m³ e das médias mensais das densidades
TABELA 1: Análise descritiva do percentual de tempo de operação com a densidade abaixo
de 2,00t/m³ e das médias mensais das densidades
Fonte: Elaborado pelo autor, 2018.
Verifica-se que o percentual de tempo em operação abaixo de 2,00t/m³ apresenta média de
21,5% desvio padrão de 3,6%, 1° e 3° quartil de 18,3% e 25,5% respectivamente.
VariávelNúmero
de dadosMédia
Desvio
PadrãoMínimo 1º Quartil Mediana 3º Quartil Máximo
% de tempo fora de especificação 7 21,5% 3,6% 18,1% 18,3% 19,8% 25,5% 26,7%
Media densidade 7 2,04 0,02 2,02 2,02 2,04 2,06 2,07
% de tempo fora de especificação
Meta (Lacuna)16,3% 2,07
% de tempo fora de especificação
Meta 1º Quartil18,3% 2,06
Estatísticas Descritivas
Densidade
Meta (Lacuna)
Densidade
Meta 3º Quartil

7
E que o processo apresenta valor de operação de densidade média mensal de 2,04t/m³,
desvio padrão de 0,02t/m³ além de valores do 1° e 3º quartil de 2,02t/m³ e 2,06t/m³
respectivamente. Foi avaliado como meta, a média de densidade pelo método da lacuna de
2,07t/m³ e 3º quartil de 2,06t/m³. Porém, foi imposto um desafio gerencial como meta, que a
média de densidade mensal alvo, fosse acima de 2,10t/m³.
Foram plotados os dados de composição da densidade no Pareto de acordo com as
contribuições em percentual, conforme ilustrado no Gráfico 4.
GRAFICO 4 – Diagrama de Pareto – Densidade
Fonte: Elaborado pelo autor, 2018.
Analisado o diagrama de Pareto é possível visualizar que a maior contribuição para o
controle de densidade vem das ciclonagens, onde a ciclonagem B tem maior participação
(35%) seguido das ciclonagens A e C (27%, 18%) respectivamente. A alimentação direta é
responsável por 17% de composição da densidade final contra apena 4% do espessador.
A Figura 2 ilustra o detalhamento do o processo.

8
FIGURA 2 – Fluxograma do processo.
Fonte: Elaborado pelo autor, 2018.
Observa-se que as médias de densidades do espessador e da alimentação de direta,
operam com valores de 2,05 e 1,95 respectivamente, ou seja, contribuem para jogar a
média da densidade final para baixo.
Desta forma, fica definido que o foco principal de atuação é de elevação da densidade na
bateria das ciclonagens e redução do tempo e operação da alimentação direta.
Foram definidas as metas específicas, conforme Figura 3, de aumento de densidade nas
baterias de ciclonagens A, B e C de 2,06t/m³ para 2,12t/m³ e reduzir o percentual de
contribuição da densidade da alimentação direta de 17% para 8,31% desta forma permitindo
o alcance da meta geral de 2,10t/m³.
9
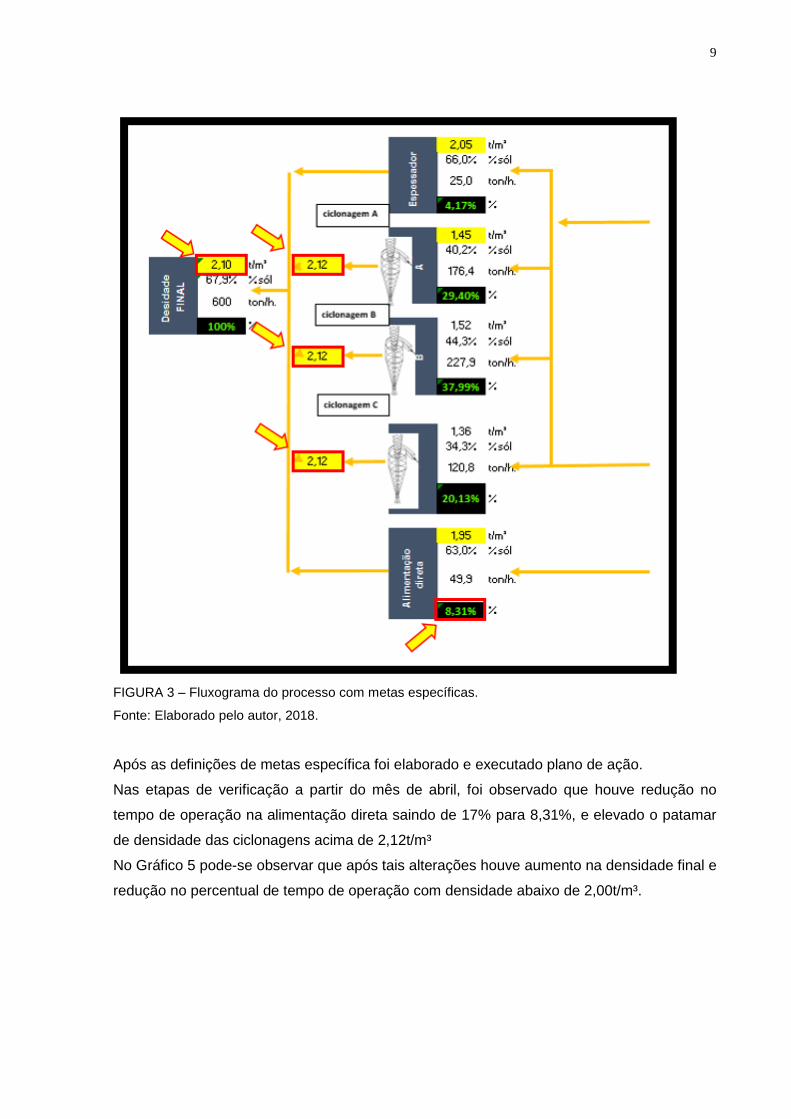
FIGURA 3 – Fluxograma do processo com metas específicas.
Fonte: Elaborado pelo autor, 2018.
Após as definições de metas específica foi elaborado e executado plano de ação.
Nas etapas de verificação a partir do mês de abril, foi observado que houve redução no
tempo de operação na alimentação direta saindo de 17% para 8,31%, e elevado o patamar
de densidade das ciclonagens acima de 2,12t/m³
No Gráfico 5 pode-se observar que após tais alterações houve aumento na densidade final e
redução no percentual de tempo de operação com densidade abaixo de 2,00t/m³.
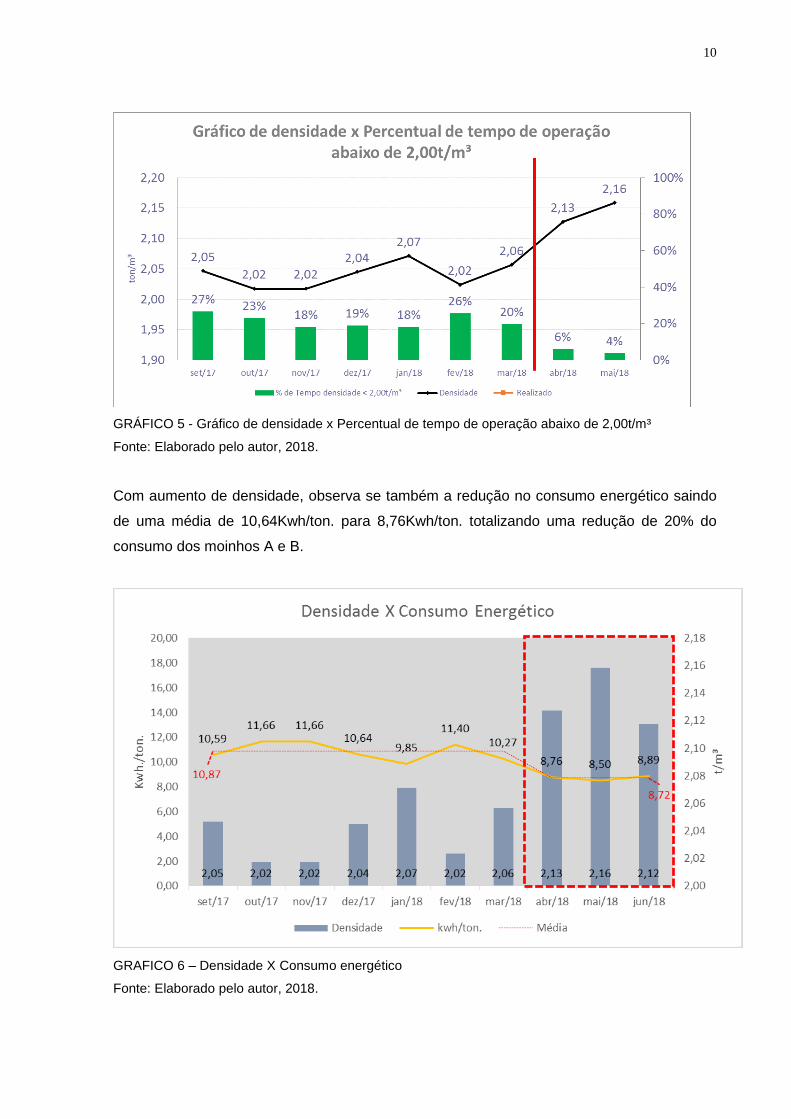
10
GRÁFICO 5 - Gráfico de densidade x Percentual de tempo de operação abaixo de 2,00t/m³
Fonte: Elaborado pelo autor, 2018.
Com aumento de densidade, observa se também a redução no consumo energético saindo
de uma média de 10,64Kwh/ton. para 8,76Kwh/ton. totalizando uma redução de 20% do
consumo dos moinhos A e B.
GRAFICO 6 – Densidade X Consumo energético
Fonte: Elaborado pelo autor, 2018.

11
5 CONCLUSÃO
Conclui-se que o seis sigma é uma metodologia que contribui de maneira significativamente
positiva no empreendimento, facilitando a identificação de causas para determinados
problemas. E que através de ferramentas estatísticas, é possível direcionar os esforços de
atuação onde o retorno é promissor.
Estratificando o problema, definindo as metas específicas e tratando de forma isolada cada
etapa, foi possível elevar o patamar de densidade na alimentação dos moinhos A e B para
valores de até 2,16t/m³ o que superou a meta imposta de 2,10t/m³ gerando economia no
consumo energético de 20%.

12
REFERÊNCIA
REIS, Marco S. Estatística para a melhoria de processos: a perspectiva seis sigma. Ed. Ilustrada. Imprensa da Universidade de Coimbra / Coimbra University Press, 2016. 15 p.
JOHANN, Cristian Denis. Seis Sigma: aplicação de ferramentas de controle da qualidade em uma empresa de agronegócios. In: Semana Internacional das Engenharias da FAHOR. 2011. Disponível em:< http://www.fahor.com.br/publicacoes/sief/2011_Aplicacao_ferramentas_controle_qualidade_agronegocios.pdf>. Acesso em: 26 jun 2018.
GOMES, Lucas Portilho Camargos; MARQUES, Dani Marcelo Nonato ; GUERRINI, Fábio Muller. Programa Seis Sigma Auto-organizado: modelo da situação atual e necessidades de mudanças. Gest. Prod., São Carlos, 2017, v. 24, n.1. p. 95-107. ISSN 0104-530X. Disponível em: : <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0104-530X2017000100095&lng=en&nrm=iso>. Acesso em: 27 jun 2017.
SANTOS, Adriana Barbosa; MARTINS, Manoel Fernando. Contribuições do Seis Sigma: estudos de caso em multinacionais. Prod., São Paulo , 2010, v. 20, n. 1, p. 42-53. ISSN 0103-6513. Disponível em:<http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0103-65132010000100005&lng=en&nrm=iso>. Accesso em: 27 Jun 2018.
