redução do impacto de efeitos termodinâmicos na elevação da
TRANSCRIPT

REDUÇÃO DO IMPACTO DE EFEITOS TERMODINÂMICOS NA ELEVAÇÃO
DA PRESSÃO INTERNA E NAS PERDAS DE GÁS DE UM TANQUE
CRIOGÊNICO
Pablo Baptista Pires
Projeto de Graduação apresentado ao Curso de
Engenharia Mecânica da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientador:
Prof. Reinaldo de Falco, M.Sc.
RIO DE JANEIRO, RJ - BRASIL
ABRIL DE 2016

UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
DEPARTAMENTO DE ENGENHARIA MECÂNICA
DEM/POLITÉCNICA/UFRJ
REDUÇÃO DO IMPACTO DE EFEITOS TERMODINÂMICOS NA
ELEVAÇÃO DA PRESSÃO INTERNA E NAS PERDAS DE GÁS DE UM
TANQUE CRIOGÊNICO
Pablo Baptista Pires
PROJETO FINAL SUBMETIDO AO CORPO DOCENTE DO DEPARTAMENTO
DE ENGENHARIA MECÂNICA DA ESCOLA POLITÉCNICA DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE
ENGENHEIRO MECÂNICO.
Aprovado por:
________________________________________________
Prof. Reinaldo de Falco, M.Sc
________________________________________________
Prof. Daniel Onofre de Almeida Cruz, DSc
________________________________________________
Prof. Fernando Pereira Duda, DSc
RIO DE JANEIRO, RJ – BRASIL
ABRIL DE 2016

iii
Pires, Pablo Baptista.
Redução do Impacto de Efeitos Termodinâmicos na
Elevação da Pressão Interna e nas Perdas de Gás de um
Tanque Criogênico/ Pablo Baptista Pires – Rio de Janeiro:
UFRJ / Escola Politécnica, 2016.
IX, 69 p.: il.; 29,7 cm
Orientador: Reinaldo de Falco
Projeto de Graduação – UFRJ / Escola Politécnica /
Curso de Engenharia Mecânica, 2016.
Referências Bibliográficas: p. 62-64.
1. Introdução. 2. Motivações. 3. Objetivos. 4.
Desenvolvimento. 5. Metodologia. 6. Estudo de caso. 7.
Conclusão. I. De Falco, Reinaldo. II. Universidade Federal
do Rio de Janeiro, Escola Politécnica, Engenharia
Mecânica.
III. Redução do Impacto de Efeitos Termodinâmicos na
Elevação da Pressão Interna e nas Perdas de Gás de um
Tanque Criogênico

iv
Resumo do Projeto de Graduação apresentado à Escola Politécnica / UFRJ como parte
dos requisitos necessários para a obtenção do grau de Engenheiro Mecânico.
REDUÇÃO DO IMPACTO DE EFEITOS TERMODINÂMICOS NA ELEVAÇÃO
DA PRESSÃO INTERNA E NAS PERDAS DE GÁS DE UM TANQUE
CRIOGÊNICO
Pablo Baptista Pires
Abril/2016
Orientador: Reinaldo de Falco
Curso: Engenharia Mecânica
Tanques criogênicos são comuns em aplicações que envolvem o uso de gases do
ar no estado líquido, apresentando-se como um recurso fundamental para armazenagem
de substâncias mais valiosas, como o argônio liquefeito. Seu isolamento e materiais
devem ser pensados de forma a suportar alta pressão e gradiente de temperatura entre
suas paredes. No entanto uma empresa tem apresentado alta perda de argônio causado
pela abertura da válvula de segurança do tanque para alívio da pressão por meio da
liberação do vapor.
Este trabalho visa definir todas os fatores que levam à perda de produto
associada ao aumento da pressão no interior do tanque criogênico, direcionando a
atenção para causas justificadas por efeitos termodinâmicos como a taxa de
transferência de calor para o interior do tanque, a expansão volumétrica, a vaporização
do argônio no seu interior, a condensação que ocorre durante seu reabastecimento e o
curioso efeito de termossifão que se observa quando o tanque opera em conjunto com
uma bomba criogênica.
São propostas soluções para os problemas identificados, as quais envolvem
desde pesquisas de campo à troca de tecnologia e implementação de simulações de
cenários para elaboração de um manual de operação do tanque aplicável a diversos
contextos.
Palavras-chave: Tanques Criogênicos, Pressão Máxima Admissível, Simulação
Reabastecimento, Termossifão.

v
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of
the requirements for the degree of Mechanical Engineer.
IMPACT REDUCTION OF THERMODYNAMIC EFFECTS ON THE INTERN
PRESSURE RISING AND GAS LOSSES OF A CRYOGENIC STORAGE TANK
Pablo Baptista Pires
April/2016
Advisor: Reinaldo de Falco
Course: Mechanical Engineering
Cryogenic storage tanks are common in applications related to the usage of air
gases at the liquid stage, presenting themselves as a fundamental resource used for the
storage of valuable substances such as liquefied argon. Its isolation and materials must
be designed in order to be submitted to high pressures and temperature gradients
between its walls. Still, a company presents a high level of argon losses caused by the
opening of the relief valve of the storage tank, which releases vapor to the atmosphere.
This study aims to define every factor which leads to product losses associated
to the rise of a cryogenic storage tank inner pressure, focusing on the causes which can
be justified by thermodynamic effects such as heat transfer rates to the inside of the
tank, volumetric expansion, vaporization of argon in its interior, condensation which
occurs during its refill and the curious effect of thermosiphon, which is observed when
the cryogenic storage tank operates together with a cryogenic pump.
Solutions to the identified problems are given, which require from field
researches to change of technology or implementation of computational simulations to
elaborate a cryogenic storage tank operation manual applicable to a lot of
circumstances.
Keywords: Cryogenic storage tank, Maximum allowable operating pressure, Refill
simulation, Thermosiphon.

vi
AGRADECIMENTOS
A todos aqueles que acreditaram no meu potencial.
A começar pelo meu pai, Marco Antônio Amalia Pires, a pessoa mais fantástica
que eu conheci e que, infelizmente, não está mais presente para comemorar comigo o
fim desse ciclo.
À minha mãe, Mara Lúcia Cruz Baptista Pires, que se entregou de corpo e alma
à missão de me dar condições de investir no meu crescimento pessoal e profissional - e
que também é a pessoa mais fantástica que eu conheci.
Ao meu irmão, Lucas Baptista Pires, a quem eu tento, nem sempre com sucesso,
passar algum exemplo bacana na vida - e que também é a pessoa mais fantástica que eu
conheci.
À minha namorada, Shayla Calil, a quem eu agradeço pela paciência,
companheirismo e inspiração para seguir em frente - e que também é a pessoa mais
fantástica que eu conheci.
Ao Márcio Abrahão, que acreditou em mim quando me desafiou a dissertar
sobre o tema. Espero que traga bons retornos.
A todos os meus demais familiares, que sempre me apoiam. Meus amigos do
CAp, que sempre apostaram abertamente no meu sucesso, em especial o Philipe e o
Ramon. Meus amigos da faculdade, que dividiram comigo toda a alegria e tristeza que
se fundem durante a graduação. Meus amigos do intercâmbio, com quem eu
compartilhei um pedaço do mundo e abri meus horizontes. Meus amigos do trabalho, os
mais novos à chegar, mas que já demonstraram que vieram para ficar.
A todos os professores que me moveram, me inquietaram e me inseriram na
busca. Em especial ao professor De Falco, que com muita sabedoria e valiosos
aconselhamentos me orientou neste projeto.
Aos professores Daniel Onofre e Fernando Duda, que concordaram em compor
a banca examinadora deste trabalho. Para mim, é uma honra.

vii
LISTA DE FIGURAS
Figura 1 - Processo de separação de gases. (Kloske, 2011) ............................................. 3
Figura 2 - Elementos de uma planta de enchimento de cilindros (Oxywise) ................... 5
Figura 3 - Exemplo do cilindro-pistão (Moran & Shapiro, 2006, p. 51) ........................ 12
Figura 4 - Catálogo de especificações de alguns modelos de tanques criogênicos
(Praxair) .......................................................................................................................... 18
Figura 5 - Expansão volumétrica do argônio puro em função da temperatura............... 19
Figura 6 - Informações anexas ao tanque de uma empresa ............................................ 21
Figura 7 - Tabela de arqueamento do tanque de uma empresa ...................................... 22
Figura 8 - Camada de isolamento de um tanque criogênico (Gentec, 2008) .................. 23
Figura 9 - Encanamento congelado, consequência de isolamento térmico não muito
eficiente (EA Services) ................................................................................................... 25
Figura 10 - Condutividade térmica de um tanque isolado por pó de perlita em função do
vácuo gerado entre suas paredes (U.S. Particle Accelerator School) ............................. 28
Figura 11 - Valores de emissividade em função da temperatura de trabalho (U.S.
Particle Accelerator School) ........................................................................................... 32
Figura 12 - Configuração padrão de tanque (Asia Industrial Gases Association, 2010) 37
Figura 13 - Comportamento da perda de produto em função do percentual de retorno
sobre volume descarregado do tanque ............................................................................ 39
Figura 14 - Arranjo de um tanque termossifão ............................................................... 39
Figura 15 - Drinking Bird (KlearGear Geeks Rule) ....................................................... 41
Figura 16 - Enchimento por baixo .................................................................................. 43
Figura 17 - Enchimento por cima ................................................................................... 44
Figura 18 - Interface do MATLAB ................................................................................ 47
viii
SUMÁRIO 1. INTRODUÇÃO ........................................................................................................ 1
1.1. GASES DO AR ................................................................................................. 1
1.2. ARGÔNIO ......................................................................................................... 1
1.3. APLICAÇÕES DO ARGÔNIO ......................................................................... 2
1.4. PROCESSO DE SEPARAÇÃO DOS GASES DO AR .................................... 3
1.5. CLASSIFICAÇÃO DE CLIENTES .................................................................. 3
1.6. PROCESSO DE ENCHIMENTO DE CILINDROS ......................................... 5
2. MOTIVAÇÕES ........................................................................................................ 7
2.1. DESAFIOS DA OPERAÇÃO ........................................................................... 7
2.2. PERDAS DE OPORTUNIDADE ..................................................................... 7
2.3. TREINAMENTO DE PESSOAL ...................................................................... 8
3. OBJETIVOS ............................................................................................................. 9
4. REVISÃO BIBLIOGRÁFICA ............................................................................... 10
4.1. PROPRIEDADES INDEPENDENTES DE UMA SUBSTÂNCIA PURA E
TABELA TERMODINÂMICA ................................................................................. 10
4.2. DENSIDADE E VOLUME ESPECÍFICO ...................................................... 10
4.3. CALOR ESPECÍFICO E AUMENTO DE ENTALPIA EM MUDANÇA DE
FASE 10
4.4. CALOR E TRABALHO .................................................................................. 11
4.5. TRABALHO NA COMPRESSÃO E EXPANSÃO ....................................... 12
4.6. TRANSFERÊNCIA DE CALOR POR CONDUÇÃO ................................... 13
4.7. TRANSFERÊNCIA DE CALOR POR RADIAÇÃO ..................................... 14
4.8. TRANSFERÊNCIA DE CALOR DEVIDO À CONDENSAÇÃO EM UMA
SUPERFÍCIE VERTICAL ......................................................................................... 15
4.9. PRIMEIRA LEI DA TERMODINÂMICA ..................................................... 16
4.10. GASES E TANQUES CRIOGÊNICOS ...................................................... 17
4.10.1. Gradiente de temperatura no interior do tanque ................................... 18
4.10.2. Dilatação volumétrica do argônio líquido e saturação .......................... 19
4.10.3. Pressão máxima admitida no tanque, Trycock, Vent e Tabela de
arqueamento............................................................................................................ 20
4.10.4. Isolamento térmico do tanque ............................................................... 22
5. METODOLOGIA ................................................................................................... 24
5.1. DEFINIÇÃO DO PROBLEMA - PERDAS DE PROCESSO ........................ 24
5.2. AVALIAÇÃO DE POSSÍVEIS CAUSAS E SEUS IMPACTOS .................. 26

ix
5.2.1. Cenário 1: Tanque em espera ................................................................... 26
5.2.1.1. Estimativa da taxa de transferência de calor por condução .................. 27
5.2.1.2. Impacto da troca de calor por condução sobre a vaporização da camada
saturada 29
5.2.1.3. Estimativa da taxa de transferência de calor por radiação .................... 30
5.2.1.4. Impacto da troca de calor por radiação sobre a vaporização da camada
saturada 33
5.2.1.5. Impactos combinados ........................................................................... 34
5.2.1.6. Cenário 1: Conclusões e proposta de atuação ....................................... 35
5.2.2. Cenário 2: Tanque sendo esvaziado para enchimento de cilindros .......... 36
5.2.2.1. Bomba criogênica ................................................................................. 36
5.2.2.2. Linha de retorno na fase gasosa (tanques convencionais) .................... 37
5.2.2.3. Linha de retorno na fase líquida (tanques termossifão) ........................ 39
5.2.2.4. Cenário 2: conclusões e proposta de atuação ........................................ 42
5.2.3. Cenário 3: Tanque criogênico sendo recarregado .................................... 43
5.2.3.1. Bottom fill (Enchimento por baixo) ...................................................... 43
5.2.3.2. Top fill (Enchimento por cima) ............................................................ 43
5.2.3.3. Enchimento por baixo e por cima (combinados) .................................. 44
5.2.3.4. Procedimento padrão de recarga de tanque criogênico......................... 45
5.2.3.5. Problema: balancear corretamente enchimento por baixo e por cima .. 45
5.2.3.6. Proposta de solução: simulação do procedimento ................................ 46
5.2.3.6.1. Software adotado ............................................................................... 46
5.2.3.6.2. Premissas termodinâmicas adotadas ................................................. 47
5.2.3.6.3. Escolha do método de simulação ...................................................... 49
5.2.3.6.4. Parâmetros necessários para simulação............................................. 50
5.2.3.6.5. Pontos de melhoria ............................................................................ 52
5.2.3.7. Cenário 3 - Conclusões e proposta de atuação...................................... 52
6. ESTUDO DE CASO PARA O CENÁRIO 3 ......................................................... 54
6.1. CASO LIMITE PARA CENÁRIO 3 ............................................................... 54
6.2. RESULTADOS DO CENÁRIO 3 ................................................................... 55
7. CONCLUSÃO ........................................................................................................ 60
8. REFERÊNCIAS ..................................................................................................... 62
9. ANEXOS ................................................................................................................ 65
9.1. Linha de código completa - Simulação no Matlab .......................................... 65

1
1. INTRODUÇÃO
1.1. GASES DO AR
O ar atmosférico pode ser compreendido como uma mistura homogênea de
diversos gases. Os principais, em ordem decrescente de abundância, são:
(i) O nitrogênio, simbolizado na tabela periódica como N2, o qual representa
aproximadamente 78% do volume do ar que respiramos. É indispensável para este fim
pois ele dilui o oxigênio do ar, tornando-o próprio para respiração;
(ii) O oxigênio (O2), cuja concentração no ar atmosférico corresponde a cerca de
21% do total;
(iii) O argônio, gás monoatômico de símbolo Ar, membro da família dos gases
nobres. Representa cerca de 0,9% do ar atmosférico;
(iv) Os demais gases nobres: hélio (He), neônio (Ne), criptônio (Kr) e o xenônio
(Xe). Juntos, tais gases representam cerca de 0,1% do ar.
(v) O gás carbônico (CO2), cuja proporção é mais variável, mas se mantém em
torno da média de 0,03%.
Cada um dos gases possui finalidades diferentes para a indústria. Neste trabalho,
nossa atenção será toda direcionada ao argônio, por motivos que serão melhor
compreendidos quando sua importância industrial for esclarecida.
1.2. ARGÔNIO
O argônio foi descoberto em 1894 pelo químico escocês Sir William Ramsey e
pelo matemático e físico inglês Lord John Rayleigh, tendo o primeiro recebido o Prêmio
Nobel de Química em 1904 devido à sua descoberta dos elementos gasosos inertes no
ar.
À temperaturas e pressões ambientais, o argônio é um gás incolor, inodoro e
insípido. Ele também é quimicamente inerte, ou seja, não reage com outros corpos. Por
essa razão, o mesmo é utilizado como atmosfera protetora em diversos processos
industriais como fabricação de aço, soldagem, eletrônica, conservação de alimentos e
até mesmo bebidas.

2
O argônio também é um bom isolante térmico não reativo, o que o torna ótimo
para preencher o interior de vidros duplos, muito comuns em países mais frios.
1.3. APLICAÇÕES DO ARGÔNIO
Conforme dito anteriormente, na indústria, a capacidade de criar uma atmosfera
protetora faz com que o mesmo seja muito utilizado para conservação de alimentos, em
particular as frutas e legumes. O prazo de conservação de saladas embaladas é, por
exemplo, muito prolongado devido à sua utilização.
A conservação de tais alimentos necessita também de oxigênio, visto que os
mesmos continuam "respirando" até mesmo após sua colheita. No entanto, muito
oxigênio pode levar à degradação. Portanto, quando argônio é injetado nas embalagens,
a degradação é desacelerada.
A atmosfera inerte de proteção criada pelo argônio também é muito utilizada na
metalurgia e na soldagem, visto que ela dificulta o contato do metal líquido com o ar
ambiente, reduzindo os riscos de oxidação.
O argônio é igualmente utilizado para iluminação, em particular para o
enchimento das lâmpadas incandescentes e fluorescentes, tendo em vista que ele não
apenas reage com o filamento, mas também o protege. É com argônio que se cria uma
luz azul nas lâmpadas do tipo neon.
No ambiente, o argônio é um isolante térmico muito eficaz que pode ser
utilizado, por exemplo, em janelas de vidro duplo. Dada sua baixa condutividade, este
gás melhora significativamente o isolamento e, consequentemente, a eficiência térmica
da janela. Desta forma, contribui também para a redução do consumo de eletricidade
(ou outros recursos) para aquecimento.
Tamanhas aplicações, associadas ao fato de o gás não estar presente com tanta
abundância na atmosfera, faz com que seja atribuído ao mesmo um valor de mercado
muito interessante - não tão alto quanto o dos outros gases nobres extremamente difíceis
de serem obtidos, não tão baixo quanto o do oxigênio e nitrogênio, tão comuns.
Portanto, para uma empresa de comercialização de gases, o argônio é um produto muito
valioso, cuja produção deve ser controlada da melhor maneira possível.

3
1.4. PROCESSO DE SEPARAÇÃO DOS GASES DO AR
Os gases do ar são separados por meio da destilação fracionada, através da qual
a mistura gasosa é liquefeita através da diminuição da temperatura e aumento da
pressão.
A obtenção dos principais componentes do ar constitui um método industrial,
cujo processo é descrito a seguir:
(i) Primeiro, o ar seco é convertido em ar líquido através do resfriamento a
, ou seja, a uma temperatura criogênica;
(ii) O ar liquefeito é transferido então para a coluna de fracionamento;
(iii) Na coluna, existem compartimentos com diferentes temperaturas onde cada
componente é separado de acordo com sua temperatura de ebulição. O oxigênio líquido
é obtido à temperatura de , o argônio a e o nitrogênio a .
Figura 1 - Processo de separação de gases. (Kloske, 2011)
1.5. CLASSIFICAÇÃO DE CLIENTES
Existem, em geral, três perfis de consumidores de gases, para os quais as
empresas possuem estratégias diferentes de atendimento:
1) Clientes on-site: são clientes cujo consumo é altíssimo. Grandes siderúrgicas,
como a CSN, são enquadradas nesta categoria. Para estes clientes, a empresa
4
fornecedora de gás pode optar por instalar uma planta de separação exclusiva para seu
atendimento, localizando-a dentro (ou nas redondezas) da planta do cliente.
2) Clientes líquido: são clientes cujo volume consumido é intermediário, como
hospitais. Nestes clientes, a empresa fornecedora de produto pode optar por instalar um
tanque fixo na planta do cliente, abastecendo-o periodicamente com um tanque móvel
acoplado a um caminhão. Vale ressaltar que, nessa situação, o cliente recebe o produto
no estado líquido.
3) Clientes varejo: são clientes cujo volume consumido é baixo ou a
periodicidade de consumo não é tão alta, como serralherias, ferros-velhos, entre outros.
Para estes clientes, a empresa fornecedora geralmente opta por fornecer o produto em
cilindros, os quais, após esvaziarem, são levados de volta para a fornecedora para
reenchimento. Nesse contexto, em grande parte dos casos, o cliente já recebe o produto
no estado gasoso.
A cadeia produtiva para o atendimento de clientes líquido e varejo é, em certos
casos, a mesma até certo ponto. O gás, depois de separado na planta, é armazenado em
seu estado líquido em um tanque fixo. Este tanque precisa ser projetado para manter o
produto à temperaturas criogênicas, portanto, ele é chamado de tanque criogênico.
Para o atendimento de clientes líquido, o produto é transferido do tanque
criogênico fixo da planta de separação para o tanque criogênico móvel do caminhão e,
por meio deste, distribuído.
Para o atendimento de clientes varejo, se a planta de enchimento de cilindros
estiver diretamente interligada ao tanque criogênico fixo, não há necessidade de
transferir o produto para o tanque criogênico móvel. No entanto, se a planta de
enchimento estiver localizada em pontos mais distantes, é necessário o transporte.
Nestes casos, os tanques criogênicos fixos presentes nas plantas de enchimento de
cilindros são periodicamente reabastecidos pelos tanques criogênicos móveis que
partem da planta de separação. Este é o curioso caso comumente observado nesse
segmento, no qual a empresa acaba se tornando cliente de si mesma.

5
1.6. PROCESSO DE ENCHIMENTO DE CILINDROS
Uma estação de enchimento de cilindros é o local onde ocorre o preenchimento
de cilindros com gás. Conforme tratado anteriormente, a matéria prima é proveniente de
um tanque criogênico fixo que a armazena no estado líquido.
Um cilindro é um recipiente transportável e pressurizado com capacidade
medida em volume de água que não ultrapasse litros. (Agência Nacional de
Vigilância Sanitária, 2007)
Uma estação de enchimento de cilindros consiste geralmente de:
(i) Um tanque criogênico fixo, o qual armazena a matéria prima;
(ii) Uma bomba criogênica, a qual é responsável por levar a matéria prima do
tanque para a linha de descarga;
(iii) Um vaporizador, o qual muda o estado físico da matéria prima do líquido
para o gasoso e
(iv) Os cilindros, os quais recebem o gás.
Figura 2 - Elementos de uma planta de enchimento de cilindros (Oxywise)
Portanto, o processo de enchimento de cilindros ocorre da seguinte forma: o
produto liquefeito é pressurizado para fora do tanque criogênico por uma bomba

6
criogênica e flui através de um vaporizador, que só então o transforma de volta para o
estado gasoso. O gás é então distribuído entre os cilindros através de um manifold.
O painel de controle acoplado ao sistema informa quando o volume máximo do
cilindro é atingido, além de fornecer informações sobre a pressão no interior do mesmo.
Conforme explicitado anteriormente, de tempos em tempos é necessário
reabastecer o tanque fixo com produto no estado líquido. Se o tanque criogênico fixo da
estação de enchimento estiver próxima à planta de separação de gases, o mesmo pode
ser reabastecido diretamente da fonte. Caso contrário, é necessário transportar o produto
da planta de separação até a planta de enchimento. Esse transporte é realizado por
caminhões, os quais carregam o produto líquido em tanques criogênicos móveis.

7
2. MOTIVAÇÕES
2.1. DESAFIOS DA OPERAÇÃO
Conforme visto nas seções anteriores, o argônio é um produto o qual, em toda
sua cadeia produtiva, é encontrado ou no estado líquido, ou no gasoso. Quando no
líquido, o mesmo se apresenta a temperaturas criogênicas. Portanto, o transporte e a
armazenagem deste produto são sempre motivos de preocupação, visto que todo e
qualquer equipamento deve ser projetado levando em consideração a baixíssima
temperatura e altíssima pressão a qual será submetido.
Além disso, líquidos a temperaturas criogênicas estão submetidos a trocas de
calor altíssimas com o meio externo, já que o mesmo se encontra sempre a temperaturas
muito superiores. Os métodos de armazenagem e isolamento do produto devem ser,
portanto, cuidadosamente pensados, visto que qualquer variação de pressão ou volume
devido a entrada de calor ou trabalho pode alterar a energia interna do mesmo e causar
efeitos catastróficos referentes à elevação da pressão.
Basta pensar em uma panela de pressão: quando a mesma é aquecida no fogão e
a pressão em seu interior se eleva de maneira a superar o limite, a sua válvula de
segurança é acionada e o vapor que nela estava sendo acumulado é lançado ao
ambiente. Analogamente, um tanque criogênico de argônio líquido é constantemente
aquecido pelo meio externo e, se a pressão em seu interior excede o limite, a válvula de
segurança do tanque é acionada e o argônio, que poderia estar sendo vendido e gerando
receita para a empresa, é jogado fora.
2.2. PERDAS DE OPORTUNIDADE
Por conta disso, foram analisados os números de uma empresa, referentes ao
cálculo de perdas de argônio em tanques criogênicos fixos utilizados em plantas de
enchimento de cilindros. Esta empresa possui plantas de enchimento de cilindros de
argônio em todo Brasil.
Foi constatado que, em média, 10% de todo argônio líquido disponível para
enchimento de cilindros é perdido todo mês.
Como a empresa possui, todo mês, aproximadamente 940 m³ de argônio
disponíveis para compressão, são perdidos, em média, 94 m³ por mês.

8
Se, pela definição de cilindro descrita no item 1.6, um cilindro pode conter no
máximo 150 litros medidos em água, ou seja, se a capacidade de um cilindro é de 0,15
m³, a empresa está deixando de vender aproximadamente 620 cilindros por mês.
No entanto, foi também observado que nem toda planta de enchimento perde
valores próximos a 10% do que poderia ser comprimido. Umas perdem muito mais,
chegando aos 40%, outras muito menos, alcançando valores até menores que 1%. Isso
significa que as causas que levam às perdas não são universais: é possível obter boas
práticas, novas tecnologias, de maneira a replicar as atitudes que levam determinadas
plantas aos bons resultados às demais.
Ou seja, é preciso investigar, entender minuciosamente o que leva à elevação da
pressão no interior do tanque e causa perda de produto.
2.3. TREINAMENTO DE PESSOAL
Ao longo deste trabalho, será observado que muitas das causas que levam à
elevação da pressão no tanque e à perda de produto estão associadas a causas visíveis,
como isolamento das linhas de transmissão, vazamentos, etc. No entanto, causas
referentes à efeitos termodinâmicos fazem toda diferença no universo criogênico - será
visto que singelas modificações de montagem ou método de operação podem levar à
completa eliminação das perdas.
No entanto, os programas de treinamento de qualificação de operários para
trabalhar nos processos descritos anteriormente, em geral, possuem enfoque na
mecânica do manuseio dos equipamentos e até um pouco do comportamento do fluido,
mas com ênfase em segurança (ou seja, se inflamáveis, corrosivos, explosivos,
venenosos, etc.). Ou seja, pouco do processo que não é visível é ensinado1, muito dos
efeitos termodinâmicos que acontecem por dentro dos tubos e tanques é desconhecido.
Se mais conhecimento fosse adquirido, menos erros no processo seriam cometidos.
1 Se deseja verificar que tipo de treinamento é mais comumente oferecido, consulte (BOC), (Illinoys State
University) e (California State University Long Beach).

9
3. OBJETIVOS
O objetivo deste trabalho é propor soluções para o problema das perdas de
argônio em tanques criogênicos. Tais soluções serão apresentadas em forma de
propostas de medições de campo e/ou procedimentos operacionais os quais, se seguidos,
poderão direcionar a empresa à completa resolução do problema.
Para isso, primeiramente, serão definidos os fatores que levam à elevação da
pressão no interior de um tanque criogênico, desde os mais visíveis (como questões
referentes a instalações e vazamentos) até os invisíveis (ou seja, consequências de
efeitos termodinâmicos causados por questões de montagem ou operação do tanque). O
maior foco, no entanto, será dado aos invisíveis.
Tendo os fatores definidos, serão analisados (quando possível, por medição;
quando não, por estimativas) quais deles possuem um impacto mais significativo nas
perdas de argônio. As causas mais representativas serão avaliadas minuciosamente e
uma proposta de solução será fornecida conforme descrito anteriormente.
Em suma, pretende-se, com este trabalho, fornecer um guia completo de
soluções para o problema das perdas de argônio em um tanque, passando por todas as
etapas desde a definição dos problemas até as sugestões de implementação. A atenção
será direcionada aos efeitos invisíveis mais impactantes.

10
4. REVISÃO BIBLIOGRÁFICA
4.1. PROPRIEDADES INDEPENDENTES DE UMA SUBSTÂNCIA PURA E
TABELA TERMODINÂMICA
Substância pura é uma substância para a qual seu estado pode ser definido por
duas propriedades independentes (Sonntag, Borgnakke, & Wylen, 2003). Por exemplo,
são propriedades independentes de uma substância pura no estado de saturação sua
temperatura e seu volume específico. A temperatura e a pressão para uma substância
pura saturada não são propriedades independentes, visto que essas duas informações não
são suficientes para tornar possível identificar se a substância está no estado líquido ou
gasoso.
Para uma substância pura, é possível extrair suas propriedades termodinâmicas
independentes através de tabelas de propriedades termodinâmicas (Jacobsen,
Penoncello, & Lemmon, 1997).
4.2. DENSIDADE E VOLUME ESPECÍFICO
Volume específico é a massa por unidade de volume de uma substância, ou
seja, consiste numa propriedade intensiva e que pode variar de ponto a ponto. (Moran &
Shapiro, 2006)
O volume específico é o oposto da densidade , ou seja,
(ou o volume por
unidade de massa de uma substância). (Moran & Shapiro, 2006)
Analisando as tabelas de propriedades termodinâmicas (Jacobsen, Penoncello, &
Lemmon, 1997) é possível constatar que, para o argônio líquido, esteja ele saturado ou
não, a densidade diminui conforme a temperatura aumenta.
4.3. CALOR ESPECÍFICO E AUMENTO DE ENTALPIA EM MUDANÇA
DE FASE
Capacidade térmica é o quociente entre a quantidade de calor fornecida a
um corpo e o correspondente acréscimo de temperatura . (Resnick & Halliday, 1984)
(1)

11
Calor específico é a capacidade térmica por unidade de massa do corpo.
(Resnick & Halliday, 1984)
(2)
A variação do calor Q em função da temperatura T pode ocorrer tanto sem que
haja variação de pressão, fornecendo o calor específico à pressão constante , quanto
sem que haja variação de volume, fornecendo o calor específico à volume constante .
Nem a capacidade térmica de um corpo nem seu calor específico são constantes.
Ambos dependem do intervalo de temperatura considerado. (Resnick & Halliday, 1984)
Das equações anteriormente listadas, somente podem ser obtidos valores médios.
O calor que deve ser transmitido a um corpo de massa , cujo material tenha
calor específico , para elevar sua temperatura desde até , é dado por (Resnick &
Halliday, 1984):
(3)
O aumento de entalpia durante a vaporização é a diferença entre a entalpia
do vapor saturado e a entalpia do líquido saturado à mesma pressão de saturação.
(Moran & Shapiro, 2006)
(4)
4.4. CALOR E TRABALHO
O processo de transferência de energia através de calor como uma indução é
resultante da diferença de temperaturas entre o sistema e o que o cerca, ocorrendo
apenas na direção da temperatura mais baixa, representando por a quantidade de
energia transferida através dos limites de um sistema e considerando quando a
energia entra no sistema e quando sai do mesmo. (Moran & Shapiro, 2006)

12
A definição termodinâmica de trabalho é apresentada (Moran & Shapiro, 2006)
como: um sistema realiza trabalho em seus entornos se o único efeito de tudo o que
houver externo ao sistema puder ser a elevação de um peso. A elevação de um peso
pode ser compreendida como o efeito de uma força agindo através de uma distância, o
que demonstra que o conceito de trabalho na Termodinâmica é uma extensão natural de
seu conceito em Mecânica. O trabalho é simbolizado por , sendo quando
trabalho é realizado pelo sistema e quando sobre o sistema.
4.5. TRABALHO NA COMPRESSÃO E EXPANSÃO
O trabalho realizado (ou sofrido) na expansão (ou compressão) é modelado
(Moran & Shapiro, 2006) através do exemplo do cilindro-pistão com gás ou líquido em
seu interior. No modelo, o fluido exerce uma força sobre o pistão equivalente ao
produto de sua pressão pela área do pistão.
Figura 3 - Exemplo do cilindro-pistão (Moran & Shapiro, 2006, p. 51)
Quando realiza expansão, a força exercida pelo fluido faz com que o pistão se
desloque da posição para a posição . Quando sofre compressão, uma força externa
age contra a força interna do fluido fazendo o pistão se deslocar da posição para a
posição . Em ambos os casos, o volume ocupado pelo fluido varia, seja de para ,
seja de para . Para uma variação de para , o trabalho é definido
por:
(5)
Para uma variação linear entre e :

13
(6)
4.6. TRANSFERÊNCIA DE CALOR POR CONDUÇÃO
A condução é descrita (Moran & Shapiro, 2006) como a transferência de energia
das partículas mais energizadas de uma substância para partículas adjacentes, as quais
possuem menos energia. A transferência ocorre devido à interação entre as partículas.
A taxa temporal de transferência de energia é quantificada macroscopicamente
pela Lei de Fourier. A mesma descreve que a taxa de transferência de calor na
direção normal à um plano é proporcional à sua área e ao gradiente de temperatura
na direção , como mostra a equação abaixo.
(7)
Onde a constante de proporcionalidade é denominada condutividade térmica e
o sinal de menos representa a transferência de energia na direção da diminuição de
temperatura.
Se a temperatura varia linearmente na direção de , a taxa de transferência de
calor através das paredes de uma superfície a qual de um lado está em equilíbrio com o
ambiente à temperatura e do outro está em equilíbrio com o interior à temperatura
é dada por:
(8)
Esta equação pode ser descrita em coordenadas cilíndricas (Özisik, 1985). De
maneira simplificada, considerando como a área de um cilindro, o raio
da superfície interna do cilindro e o raio da superfície externa do cilindro, temos
que:
(9)

14
4.7. TRANSFERÊNCIA DE CALOR POR RADIAÇÃO
A radiação térmica é apresentada (Moran & Shapiro, 2006) como uma emissão
causada por mudanças nas configurações eletrônicas de átomos e moléculas contidas na
matéria. A energia é transportada por ondas eletromagnéticas (ou fótons).
Diferentemente da condução, a radiação não necessita nenhum meio intermediário para
se propagar, podendo ocorrer no vácuo.
A taxa através da qual energia é transmitida, , de uma superfície de área , é
quantificada macroscopicamente por uma forma modificada da Lei de Stefan-
Boltzmann:
(10)
A qual mostra que a radiação térmica está associada à quarta potência da
temperatura absoluta da superfície, . A emissividade é uma propriedade da
superfície que indica o quão efetivamente a mesma irradia ( varia entre 0 e 1) e é a
constante de Stefan-Boltzmann.
Se dois corpos à temperaturas diferentes "vêem" um ao outro, calor é trocado
entre eles por radiação (Özisik, 1985). Se o meio intermediador é preenchido com uma
substância transparente à radiação, como o ar, a radiação emitida por um dos corpos
viaja através do meio intermediador sem nenhuma atenuação e alcança o outro corpo, e
vice-versa. Desta forma haverá um fluxo líquido de energia, ou seja, o corpo mais
quente passa por uma perda líquida de calor e o corpo mais frio, por um ganho líquido
de calor.
Se nenhum dos corpos for negro, ou seja, se ambos tanto emitem quanto
absorvem energia transferida por radiação, quando o corpo 2 estiver a uma temperatura
e o outro a uma temperatura , a taxa líquida de ganho ou perda de energia por
radiação nesse corpo será dada por:
(11)
Com descrito por:

15
(12)
Sendo que, para e ;
.
4.8. TRANSFERÊNCIA DE CALOR DEVIDO À CONDENSAÇÃO EM UMA
SUPERFÍCIE VERTICAL
Quando o vapor saturado entra em contato com uma superfície sólida vertical
mais fria, forma-se um filme contínuo de líquido condensado sobre essa superfície
(Whalley, 1987). O calor latente liberado pela condensação é conduzido através do
filme da interface onde a condensação ocorre e é removido através da parede. O filme
então desliza pela superfície vertical em função da atuação da gravidade. É afirmado
(Whalley, 1987) também que este é o modelo mais adotado para descrever este
fenômeno, visto que o outro modelo por ele citado, no qual o condensado forma gotas
as quais não cobrem totalmente a superfície, garante pouca confiabilidade.
O coeficiente médio de transferência de calor por condensação é dado por:
(13)
Onde é a massa específica do líquido condensado, a massa específica do
vapor saturado, a gravidade, o calor latente de vaporização do líquido saturado,
a condutividade térmica do líquido condensado, a diferença entre as temperaturas
do vapor saturado e da parede e a altura da coluna na qual o vapor se encontra em
contato com a parede.
Abaixo as idealizações envolvidas na dedução desta equação (Carey, 1992):
(i) Escoamento laminar;
(ii) Propriedades constantes;
(iii) Subresfriamento do líquido desprezível no balanço de energia;
(iv) Efeitos de inércia desprezíveis nos balanços de momento;

16
(v) O vapor é estacionário e não realiza nenhum arrasto;
(vi) A interface líquido-vapor é regular;
(vii) A transferência de calor através do filme ocorre por condução (convecção é
desprezada).
A taxa de transferência de energia da superfície sólida à temperatura para o
fluido à temperatura através de uma área é dada pela Lei de Resfriamento de
Newton (Moran & Shapiro, 2006):
(14)
4.9. PRIMEIRA LEI DA TERMODINÂMICA
A primeira lei da termodinâmica é descrita (Sonntag, Borgnakke, & Wylen,
2003) como sendo a lei da conservação da energia. Se um sistema está mudando do
estado , no qual possuía uma energia , para o estado , no qual passou a possuir uma
energia , a primeira lei determina que a variação de sua energia deve ser igual ao
balanço entre a energia que entra e a que sai do sistema, sendo que, como vimos
anteriormente, a energia flui através de um sistema por meio de trocas de calor e
trabalho.
Portanto, tal processo deve ser descrito pela equação abaixo:
(15)
Integrando a equação acima para os estados e :
(16)
A energia de um sistema é uma propriedade do mesmo e representa toda a sua
energia em um dado estado, isto é, a soma de suas energias potencial, cinética, interna
(entalpia), etc. Toda e qualquer mudança de estado implica em alteração de seu valor de
.

17
É afirmado (Sonntag, Borgnakke, & Wylen, 2003) que, quando a energia interna
de um sistema varia devido a processos quase estáticos a pressão constante, esta
variação é igual à variação de entalpia.
4.10. GASES E TANQUES CRIOGÊNICOS
Gás criogênico é definido (Agência Nacional de Vigilância Sanitária, 2007)
como gás refrigerado e liquefeito com ponto de ebulição menor ou igual a na
pressão absoluta de .
Define-se como gás liquefeito (Agência Nacional de Vigilância Sanitária, 2007)
o gás que pode estar no estado líquido no interior de um recipiente com pressão de
vapor acima da pressão atmosférica na temperatura ambiente.
O tanque criogênico é um recipiente estacionário destinado à armazenagem de
gases criogênicos na forma líquida. Ele pode ser fixo ou móvel. (Agência Nacional de
Vigilância Sanitária, 2007)
É possível encontrar online um catálogo (Praxair) no qual são fornecidas
algumas especificações de tanques criogênicos.

18
Figura 4 - Catálogo de especificações de alguns modelos de tanques criogênicos (Praxair)
4.10.1. Gradiente de temperatura no interior do tanque
A diferença de temperatura existente entre o interior do tanque e seu exterior
contribui para o aumento da temperatura do gás liquefeito (Timmerhaus & Reed, 2007).
Desta forma, a camada de líquido mais próxima às paredes do tanque aquece mais
rapidamente que a camada mais distante.
Quando isso ocorre, o efeito no interior do tanque é descrito a seguir:
(i) A densidade da camada mais próxima à parede diminui quando comparada à
densidade de camadas mais distantes, devido ao seu aquecimento;
(ii) Os pontos de maior densidade (mais frios), por serem mais pesados (ou seja,
por possuírem maior massa concentrada numa mesma unidade de volume), se

19
acumulam na parte inferior do tanque sob o efeito da gravidade, ao passo que os pontos
de menor densidade (mais quentes) passam a se concentrar na parte superior do mesmo;
(iii) Desta forma, cria-se um gradiente de temperatura no interior do tanque,
onde o aumento de temperatura é observado gradativamente da parte inferior para a
superior.
4.10.2. Dilatação volumétrica do argônio líquido e saturação
A dilatação volumétrica do argônio líquido ocorre devido ao aumento de sua
temperatura no interior do tanque. Com o intuito de ilustrar o efeito deste aumento de
volume no interior de um tanque, foi elaborado, com base nas tabelas termodinâmicas
do argônio puro (Jacobsen, Penoncello, & Lemmon, 1997), o gráfico abaixo, o qual
ilustra o percentual de aumento volumétrico do argônio saturado em relação ao argônio
recém separado do ar (considerando sua temperatura de condensação aproximadamente
(Air Liquide), dada sua temperatura de saturação.
Figura 5 - Expansão volumétrica do argônio puro em função da temperatura
Conforme é possível observar nas tabelas de propriedades termodinâmicas
(Jacobsen, Penoncello, & Lemmon, 1997), a densidade do argônio líquido puro é
aproximadamente constante para diferentes pressões à mesma temperatura. Portanto,
pode-se afirmar que este estudo é válido para pressões que não a de saturação.

20
4.10.3. Pressão máxima admitida no tanque, Trycock, Vent e Tabela de
arqueamento
Há sempre uma região não ocupada por líquido no interior do tanque,
correspondente à parte superior do tanque. A mesma contém a substância no estado
gasoso (CryoGas International, 2007). Essa região é calculada de forma a permitir:
(i) A expansão térmica do líquido, evitando a ultrapassagem do volume máximo
de armazenamento do tanque e
(ii) O controle da pressão no interior do tanque, visto que, nessa região, a qual
fica em contato com a válvula de segurança do tanque, o vapor é comprimido ou
expandido de acordo com o nível de líquido. Ou seja, se o líquido no interior do tanque
se expande devido ao aumento de temperatura, a camada de vapor é comprimida e sua
pressão aumenta.
Devido a limitações físicas dos materiais, os tanques possuem uma pressão
interna limite (máxima admissível), a qual, quando ultrapassada, permite a saída do
vapor presente na camada superior do tanque através da válvula de segurança, processo
conhecido na indústria como vent. Quando ocorre o vent, a substância anteriormente
contida no interior do tanque é desperdiçada para o ambiente.
Para evitar que a pressão no interior do tanque se eleve o suficiente para iniciar o
vent devido aos efeitos de expansão volumétrica, estabeleceu-se (CryoGas International,
2007) que o tanque deve conter líquido até uma altura máxima, inferior à altura total em
seu interior. Essa linha limite recebe o nome de trycock, e naturalmente sua altura varia
de acordo com o gás e com a pressão de operação. O trycock de um tanque é calculado
pelos engenheiros de design criogênico de acordo com a pressão máxima admitida no
tanque. O mesmo varia de acordo com o gás, visto que cada gás possui uma dilatação
volumétrica diferente.
Portanto, é coerente considerar que uma porção do líquido no interior do tanque
sempre se encontra à temperatura de saturação, visto que sempre há a coexistência da
fase líquida e gasosa da substância armazenada em uma região do tanque.
Como nenhum isolamento térmico é perfeito (neste projeto, inclusive, serão
feitas algumas considerações sobre possíveis taxas de transferência de calor para o

21
interior do tanque) haverá sempre fluxo de calor para o líquido, causando uma contínua
vaporização do argônio nessa camada saturada.
Além disso, a fase saturada está em constante evaporação com a entrada de calor
no tanque, por menor que ela seja. Conforme podemos observar nas tabelas de
propriedades termodinâmicas (Jacobsen, Penoncello, & Lemmon, 1997), a densidade do
vapor saturado é sempre muito menor que a do líquido saturado, ou seja, o volume
ocupado por unidade de massa é maior. Tal fato, dependendo de sua intensidade,
também pode ocasionar a compressão da camada de vapor, o aumento da pressão e,
consequentemente, o vent.
Na imagem abaixo encontram-se informações anexas ao tanque de uma empresa.
É possível enxergar a pressão de calibração da válvula de segurança, ou seja, a pressão a
partir da qual ocorre o vent.
Figura 6 - Informações anexas ao tanque de uma empresa
Um dos procedimentos adotados para acompanhamento do nível de líquido de
um tanque é através da leitura num manômetro diferencial acoplado ao mesmo, o qual
retorna uma altura, em polegadas de água. Essa altura, em conjunto com a pressão no
interior do tanque (a qual também pode ser adquirida por meio de um manômetro), é

22
atribuída à altura do líquido no interior do tanque (e, consequentemente, ao seu
volume), através da tabela de arqueamento.
A tabela de arqueamento também oferece, para um dado gás a uma dada pressão,
o nível máximo de líquido que pode ser registrado no manômetro diferencial, ou seja, o
trycock, como mostra a figura abaixo.
Figura 7 - Tabela de arqueamento do tanque de uma empresa
4.10.4. Isolamento térmico do tanque
Para evitar que calor entre no tanque devido a trocas térmicas com o meio
externo, o isolamento térmico é essencial. A seguir um exemplo de um tanque
criogênico em vista de corte.

23
Figura 8 - Camada de isolamento de um tanque criogênico (Gentec, 2008)
Tanques criogênicos são tipicamente feitos de duas camadas de parede isoladas
uma da outra por vácuo muito profundo. O vácuo pode (ou não) ser preenchido com
uma espuma sólida, material poroso ou multi-camadas de isolante.
O preenchimento mais comum é com pó de perlita. A perlita é um pó comercial
mais barato e sua performance como isolante é boa mesmo quando o vácuo entre as
paredes do tanque não é tão bom. (U.S. Particle Accelerator School)

24
5. METODOLOGIA
5.1. DEFINIÇÃO DO PROBLEMA - PERDAS DE PROCESSO
A palavra "perda" normalmente é associada ao vazamento de produto pelas
tubulações ou pelo tanque, causando assim um menor aproveitamento da matéria prima
em produto final. No entanto, fatores que prejudicam a eficiência da operação no
sentido de aumentar os tempos de produção, custos de manutenção de equipamentos ou
riscos à segurança também devem ser considerados causas de perdas no processo.
Muitos fatores podem ser responsáveis por causar perdas no processo de
enchimento de cilindros de argônio. Por observações de campo, verifica-se que alguns
deles são referentes à instalação do equipamento no que concerne às linhas de
tubulações e conexões, como por exemplo:
- Muitas curvas na linha de alimentação da bomba criogênica, causando perda de
carga na linha de sucção, cavitação e elevando os custos de manutenção da bomba;
- Isolamento térmico da linha e da bomba, equipamentos naturalmente menos
protegidos termicamente do que o tanque criogênico. Se mal feito ou não revisto
periodicamente, pode causar a mudança de fase do líquido para o gás no interior da
bomba.
Obs.: É importante salientar que, em operações à temperatura criogênica, a
bomba criogênica, quando com gás em seu interior, deve ser resfriada, o que aumenta os
tempos de produção.
- Vazamentos nas linhas.

25
Figura 9 - Encanamento congelado, consequência de isolamento térmico não muito eficiente (EA Services)
Outras causas, as quais serão abordadas com maior enfoque neste estudo, são
referentes à própria física do processo. São fatores como trocas internas de calor, efeitos
de mudança de fase, entre outros. Tais causas estão intimamente relacionadas ao tanque
criogênico fixo, visto que é através dele que ocorre o recebimento, armazenamento e
distribuição do argônio líquido, ou seja, é no tanque que o líquido está mais sujeito às
intempéries invisíveis do processo - nos demais equipamentos, os problemas em geral
podem ser identificados visualmente mais facilmente. Suas consequências podem
apresentar impacto direto na pressão no interior do tanque e no vent de produto.
Portanto, para analisá-las, os próximos tópicos serão divididos em três cenários,
de acordo com os estados nos quais o tanque criogênico fixo se encontra. São eles:
- Cenário 1: Tanque em espera, ou seja, quando não há produto entrando ou
saindo;
- Cenário 2: Tanque sendo esvaziado, ou seja, quando líquido está sendo
bombeado do tanque para os cilindros e

26
- Cenário 3: Tanque sendo recarregado, isto é, quando há entrada de líquido no
tanque.
Cada um dos cenários possui seus fatores próprios que apresentam risco de
perdas. Neles, tais fatores serão analisados quanto à sua relevância, será proposta uma
tratativa e, sempre que possível, analisado um caso para aplicação da mesma.
Ao longo deste trabalho será observado também que, no que concerne à perdas
de produto, o vent deve ser evitado a todo custo. Isso ocorre porque, conforme será
visto, a vaporização de produto ocorre sempre, mas o desperdício para o ambiente
ocorre apenas quando a pressão no interior do tanque supera a máxima admitida.
Se o produto vaporizar sem que a pressão supere a máxima admitida e ocorra o
vent, veremos que é possível recuperar o volume vaporizado para o estado líquido no
cenário 3. Tal fato é de extrema importância visto que, conforme citado anteriormente, a
operação só funciona com fluido no estado líquido e os níveis do tanque são medidos
através da quantidade de líquido existente em seu interior.
5.2. AVALIAÇÃO DE POSSÍVEIS CAUSAS E SEUS IMPACTOS
5.2.1. Cenário 1: Tanque em espera
Um tanque em espera está submetido à trocas de calor com o meio externo (por
condução) e à radiação, as quais ocasionam o aumento da temperatura do líquido em
seu interior, sua expansão volumétrica e a vaporização na sua região de saturação,
fatores os quais podem causar a elevação da pressão em seu interior, a abertura da
válvula de segurança e o indesejado vent.
Os efeitos da expansão volumétrica do líquido sobre a pressão do tanque,
conforme detalhado na seção 4.10.2, são devidamente considerados no projeto do
tanque e na determinação do trycock e das tabelas de arqueamento. Portanto, partiremos
da premissa de que esse problema já foi solucionado no momento da aquisição do
tanque e por isso não será analisado neste trabalho.
Com isso, analisaremos a seguir o quão relevante é o efeito da vaporização do
líquido quanto aos seus impactos na redução do nível de argônio no interior de um
tanque de porte intermediário. Selecionaremos, para análise, o TM-6000 (Praxair) com
características supostamente idênticas às descritas na Figura 6, estimando uma taxa de

27
vaporização máxima de argônio devido à condução e uma taxa de vaporização
máxima de argônio devido à radiação , as quais, somadas, gerarão à taxa de
vaporização máxima de argônio no tanque parado que nos levará às conclusões
desejadas.
Como não temos dados muito concretos para cálculos mais precisos (e ainda não
sabemos se tais dados são de fato necessários), tomaremos para análise sempre os piores
valores possíveis, ou seja, valores os quais tendem a aumentar a quantidade de calor
trocada por condução e radiação. Hipóteses simplificadoras de cálculos,
arredondamentos e ordens de grandeza também serão utilizadas pelo mesmo motivo.
5.2.1.1. Estimativa da taxa de transferência de calor por condução
Seguindo a premissa de adotar as hipóteses que nos levarão aos maiores valores
possíveis, consideremos que:
(i) O tanque possua a forma de um cilindro e a temperatura varie linearmente
entre a parede interior, a qual se encontra à temperatura do argônio líquido (
), e a exterior, que se encontra na temperatura ambiente ( ), de maneira que
possamos aplicar a Lei de Fourier em coordenadas cilíndricas com gradiente de
temperatura linear descrita na equação (9):
(9)
(ii) A diferença entre a temperatura do argônio líquido no interior do tanque e a
temperatura ambiente esteja na ordem das centenas, ou seja,
(17)
(iii) Como o diâmetro externo do TM-6000 (Praxair) é de aproximadamente
, é coerente assumir que a diferença entre os raios interno e externo do tanque não
será menor que (ou seja, está no mínimo na ordem dos decímetros). Assim, a
diferença entre os logaritmos naturais dos raios externo e interno pode ser tomado por:

28
(18)
(iv) Consideremos também a altura no interior do tanque como sendo a altura do
tanque, mesmo sabendo que, na realidade, é menor. Logo, temos que:
(19)
(v) Para estimar a taxa de transferência de calor para o interior do tanque,
tomemos o gráfico a seguir, o qual fornece a condutividade térmica de um tanque
criogênico isolado por pó de perlita em função do vácuo gerado entre suas paredes.
(U.S. Particle Accelerator School)
Figura 10 - Condutividade térmica de um tanque isolado por pó de perlita em função do vácuo gerado entre
suas paredes (U.S. Particle Accelerator School)

29
Consideremos que o vácuo gerado por uma bomba mecânica rotativa seja de
(Centro de Componentes Semicondutores - Unicamp). Portanto, de acordo
com o gráfico acima, a ordem de grandeza para a condutividade térmica do tanque se
encontra entre e . Consideremos portanto
, ou seja,
(20)
Assim:
(21)
5.2.1.2. Impacto da troca de calor por condução sobre a vaporização da
camada saturada
Pensemos na camada saturada considerando novamente a pior das hipóteses. Se
o argônio liquefeito estiver à pressão de saturação e a mesma for a pressão máxima
admissível no tanque, qualquer volume extra de argônio líquido que vaporiza causará a
abertura da válvula de segurança e o vent até que a pressão no interior do tanque volte à
condição limite.
Portanto, se calcularmos a vazão volumétrica máxima de vaporização do
argônio na condição limite, obteremos a taxa máxima possível de redução no nível de
argônio líquido devido à troca de calor por condução e poderemos concluir
posteriormente se a mesma é desprezível quando comparada a outros efeitos ou à
observações cotidianas.
Calculemos, portanto, seguindo as considerações listadas abaixo:
(i) Teríamos no interior do tanque argônio saturado à pressão de
(pressão máxima admitida no tanque, conforme a Figura 6. Obtendo, das tabelas de
propriedades termodinâmicas do argônio (Jacobsen, Penoncello, & Lemmon, 1997), seu
calor latente de vaporização conforme descrito na equação (4):
(22)

30
Obs.: Observa-se nas tabelas que o valor de do argônio aumenta conforme a
pressão de saturação diminui. Portanto, a premissa de adotar os valores que levarão o
tanque às maiores perdas possíveis nesta análise está sendo atendida.
(ii) Considerando que todo calor que entra no tanque é utilizado para evaporação
do argônio, podemos obter o tempo que de argônio levaria para evaporar
dividindo o valor de encontrado acima pela taxa de transferência de calor obtida
pela equação (23):
(23)
(iii) Extraindo, das tabelas de propriedades termodinâmicas do argônio
(Jacobsen, Penoncello, & Lemmon, 1997), a densidade de argônio líquido na pressão
de saturação estipulada, podemos concluir nossa estimativa com a vazão volumétrica
máxima de argônio evaporado por hora devido à troca de calor por condução nas
condições estabelecidas como o inverso do produto entre e .
(24)
Podemos considerar a vazão volumétrica calculada acima como sendo a
perda máxima admissível de produto devido à troca de calor por condução.
Utilizaremos este número nas próximas seções para concluir as análises.
5.2.1.3. Estimativa da taxa de transferência de calor por radiação
Analisemos agora se o impacto da transferência de calor por radiação é
considerável nas perdas de produto no interior do tanque.
Para tal, precisamos estimar uma taxa de transferência de calor por radiação para
o interior do tanque. Seguindo com a premissa de estipular valores que nos levem às
maiores taxas de transferência de calor possíveis e simplificações de cálculos, tomemos
as seguintes considerações:

31
(i) Consideremos que o pó de perlita na camada de isolamento seja transparente
à radiação, como o ar. Ou seja, ele não absorve a radiação emitida pela parede externa
do tanque e nem emite radiação para a parede interna do tanque.
Sabemos que esta é uma suposição não condizente com a realidade. No entanto,
ela não só está de acordo com a premissa de estimar valores que aumentem as taxas de
transferência de calor, visto que o isolamento com pó de perlita tende a atenuar a troca
de calor por radiação (U.S. Particle Accelerator School), como também nos permite
simplificar cálculos, visto que, como as temperaturas do interior e do exterior do tanque
são diferentes e as paredes do tanque são um corpo não negro, podemos partir das
equações (11) e (12), as quais, quando combinadas, fornecem a relação abaixo:
(25)
Sendo a temperatura do argônio líquido e a temperatura ambiente. Se
considerarmos que as paredes interior e exterior são de materiais idênticos, temos que:
(26)
(ii) A figura abaixo nos permite estimar um valor de dependendo do tipo de
superfície e da faixa de temperatura de trabalho.

32
Figura 11 - Valores de emissividade em função da temperatura de trabalho (U.S. Particle Accelerator School)
Tomemos a primeira faixa de temperaturas ( a ), a qual engloba as
temperaturas externa e interna ao tanque. Além disso, é coerente afirmar que, para um
tanque criogênico e sua aplicação de alta responsabilidade, as paredes metálicas em seu
interior não estarão oxidadas, anodizadas ou nem sequer minimamente polidas.
Portanto, utilizaremos um valor intermediário para a emissividade entre e . Foi
escolhido o .
(27)
Como ,
(28)

33
(iii) Consideremos também o maior e o menor valor das temperaturas na faixa
considerada na tabela acima, ou seja,
e
(29)
(iv) A área será novamente considerada como a área de uma superfície
cilíndrica de raio sendo aproximado para o raio externo e comprimento
igual ao comprimento do tanque , mesmo sabendo que a área interna é
menor devido à camada de isolamento. Portanto:
(30)
Portanto, a taxa de transferência de calor por radiação é estimada por:
(31)
5.2.1.4. Impacto da troca de calor por radiação sobre a vaporização da
camada saturada
Pelos resultados anteriores, podemos observar que a taxa de transferência de
calor por radiação é aproximadamente vezes maior que a de transferência de
calor por condução .
Se supormos, analogamente à seção 5.2.1.2, que todo calor que entra no tanque é
utilizado para mudança de fase do argônio, podemos afirmar que o volume máximo
vaporizado de argônio por hora devido à radiação é também vezes maior
que a taxa de vaporização máxima de argônio devido à condução , ou seja, para
a pior das hipóteses:
(32)

34
5.2.1.5. Impactos combinados
Somando com o valor obtido na análise da troca de calor por condução, temos
que o volume máximo perdido por hora, com o tanque parado, é no pior dos casos:
(33)
Se o volume líquido do tanque analisado é aproximadamente , o tempo
que levaria para que o mesmo, cheio e parado, nas condições limites adotadas na
análise, atingisse o percentual médio de perda mensal da empresa citada na introdução,
ou seja, aproximadamente sobre o volume disponível para uso ( ), seria de:
(34)
Estimemos agora quanto do argônio vaporizado à pressão de saturação igual à
pressão máxima admissível no tanque seria liberada mensalmente para a atmosfera
através do vent.
Para isso, comparemos, para o vapor saturado de argônio à uma pressão próxima
à limite do tanque, o quão maior é o volume ocupado pela mesma massa de argônio
líquido saturado, ou seja, calculemos a razão
entre o volume específico do
argônio gasoso e o volume específico do argônio líquido .
Obtendo os dados nas tabelas de propriedades termodinâmicas do argônio
saturado (Jacobsen, Penoncello, & Lemmon, 1997) para a pressão de , temos:
(35)
(36)

35
(37)
Ou seja, uma unidade de massa de argônio líquido à pressão limite do tanque
ocupa do volume que a mesma massa de argônio gasoso à mesma pressão ocupa.
Portanto, caso haja vaporização do argônio à pressão limite do tanque, apenas do
argônio vaporizado permanecerão no tanque - os outros serão liberados para a
atmosfera, sem chance de recuperação.
Portanto, teríamos uma perda mensal de:
do tanque (38)
5.2.1.6. Cenário 1: Conclusões e proposta de atuação
Resumindo: com o intuito de verificar o quão impactante é o efeito da troca de
calor por condução e radiação num tanque parado, foi estimado o volume máximo
perdido por hora, considerando a pressão no interior do tanque igual à sua pressão
máxima admissível e escolhendo sempre hipóteses e valores os quais, dentro de uma
margem razoável, elevassem as taxas de transferência de calor o máximo possível e
simplificassem os cálculos.
Ainda assim, o líquido teria que ficar parado por muitos dias à pressão máxima
admitida para que seu aquecimento seja considerável para causar uma perda impactante.
Como a empresa opera seus tanques diariamente, com descargas e reabastecimentos
muito frequentes e pressão de operação inferior à pressão limite do tanque, o líquido é
sempre renovado, misturado com reabastecimentos mais frios, de forma que a pressão
de saturação raramente é atingida quando o tanque está parado.
Se ainda assim for desejado estimar, com mais precisão, o impacto das perdas do
tanque parado sobre o total, estudos de campo são necessários. Para isso, deve-se
inicialmente obter dados mais precisos sobre a condutividade térmica e a emissividade
do tanque para que as taxas de transferência de calor por condução e radiação para o
interior do tanque e, consequentemente, , sejam melhor calculadas. Em seguida,
deve-se calcular o tempo médio que o tanque fica parado à pressão limite, para que,

36
multiplicando por , possibilite o cálculo indireto da redução do nível de argônio do
tanque e do vent de produto, devido à combinação dos efeitos em questão. Tal proposta
será apresentada à empresa.
Vale ressaltar que haverá vaporização do argônio sempre, a qualquer pressão no
interior do tanque. No entanto, a condição na qual a pressão interna é igual à pressão de
saturação é a única cuja vaporização causa abertura da válvula de segurança e liberação
de produto para fora do tanque, sem chance de recuperação. No cenário 3, veremos que
existe uma possibilidade simples de recuperação do argônio vaporizado, mas para isso,
naturalmente, é necessário que o vapor permaneça no tanque.
5.2.2. Cenário 2: Tanque sendo esvaziado para enchimento de cilindros
Para entendermos o impacto da operação de enchimento de cilindros no aumento
da pressão no interior do tanque, é necessário inicialmente compreender como se dá o
funcionamento e a instalação da bomba responsável pela sucção do líquido do tanque e
descarga na linha de produção. (Asia Industrial Gases Association, 2010)
5.2.2.1. Bomba criogênica
A bomba criogênica comprime o fluido criogênico até que o mesmo atinja a
pressão requerida de operação. Posteriormente, o produto passa por um vaporizador
caso seja desejado o manuseio do mesmo na fase gasosa.
Como o isolamento térmico da bomba é bem menor que o do tanque, ocorre a
vaporização de parte do líquido no interior da bomba, ou seja, cavitação. Para evitar que
este vapor cause problemas, as bombas criogênicas possuem uma linha para que este
vapor seja retornado ao tanque. Vamos chamá-la de vent da bomba, visto que a mesma
não exerce trabalho para elevar a pressão de saída do vapor na linha de retorno.
Portanto, a instalação de uma bomba criogênica envolve a linha de sucção, a linha de
descarga e a linha de retorno (vent da bomba).
Existem duas possibilidades para esta linha de retorno. Cada uma delas possui
influência direta no aumento da pressão no interior do tanque. A seguir, tais
possibilidades e impactos serão detalhados.
37
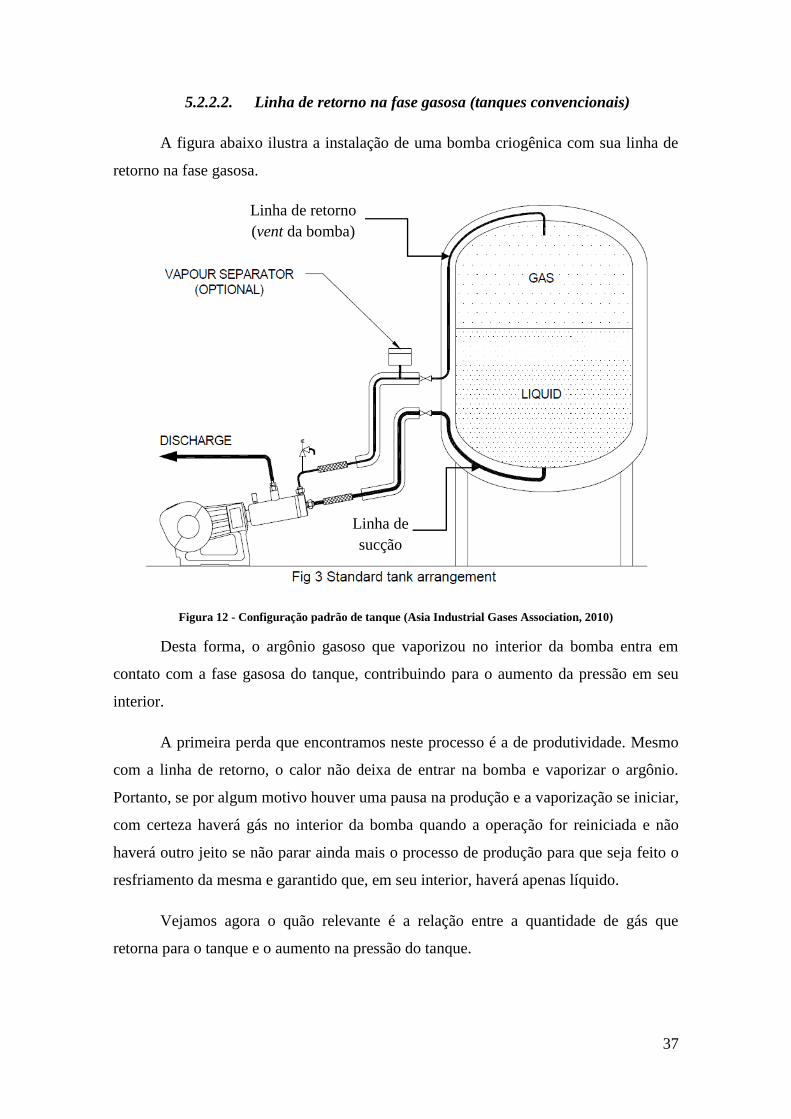
5.2.2.2. Linha de retorno na fase gasosa (tanques convencionais)
A figura abaixo ilustra a instalação de uma bomba criogênica com sua linha de
retorno na fase gasosa.
Figura 12 - Configuração padrão de tanque (Asia Industrial Gases Association, 2010)
Desta forma, o argônio gasoso que vaporizou no interior da bomba entra em
contato com a fase gasosa do tanque, contribuindo para o aumento da pressão em seu
interior.
A primeira perda que encontramos neste processo é a de produtividade. Mesmo
com a linha de retorno, o calor não deixa de entrar na bomba e vaporizar o argônio.
Portanto, se por algum motivo houver uma pausa na produção e a vaporização se iniciar,
com certeza haverá gás no interior da bomba quando a operação for reiniciada e não
haverá outro jeito se não parar ainda mais o processo de produção para que seja feito o
resfriamento da mesma e garantido que, em seu interior, haverá apenas líquido.
Vejamos agora o quão relevante é a relação entre a quantidade de gás que
retorna para o tanque e o aumento na pressão do tanque.
Linha de retorno
(vent da bomba)
Linha de
sucção

38
Considere o tanque um sistema do qual sai uma massa de argônio líquido e
entra uma massa de argônio gasoso. Tomemos novamente, sempre que precisarmos
de dados mais específicos, informações do tanque TM-6000 (Praxair) e características
dos detalhamentos da Figura 6, supondo que a mesma se refere ao TM-6000.
Conforme vimos no cenário 1, uma unidade de massa de argônio líquido à
pressão limite do tanque ocupa do volume que a mesma massa de argônio gasoso à
mesma pressão ocupa.
Portanto, se, ao longo do processo, um percentual ( ) de no máximo do
argônio líquido que passa pela linha de sucção da bomba ( retornasse ao
tanque na forma de gás, não haveria vent no tanque, visto que a pressão não superaria a
máxima admissível pois o gás retornado ocuparia exatamente o volume que o líquido
deixou de ocupar, sem que houvesse nenhum tipo de compressão e elevação de pressão.
Para sobre o volume maiores que de , o volume
perdido num intervalo de tempo é igual ao volume acima desses que está
sendo retornado.
Ou seja:
(39)
O gráfico abaixo mostra o comportamento linear da perda de líquido devido ao
vent do tanque associado ao percentual retornado pelo vent da bomba sobre um valor
fixo de .
39
Figura 13 - Comportamento da perda de produto em função do percentual de retorno sobre volume
descarregado do tanque
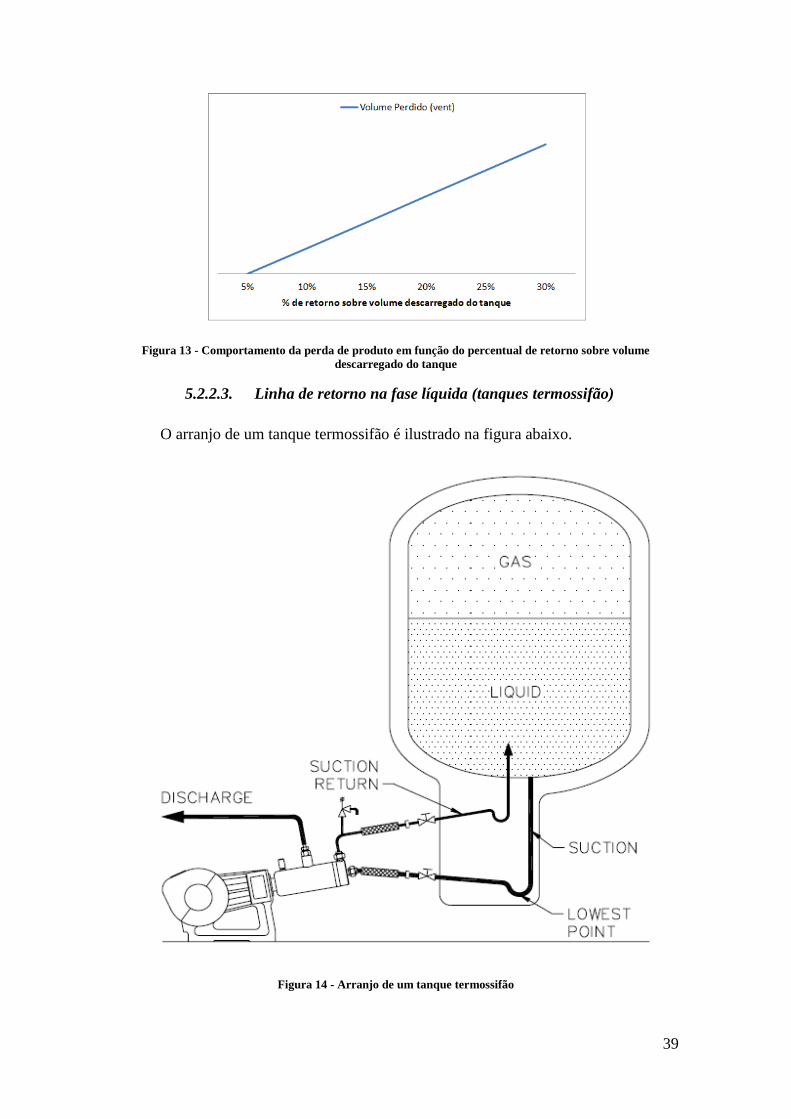
5.2.2.3. Linha de retorno na fase líquida (tanques termossifão)
O arranjo de um tanque termossifão é ilustrado na figura abaixo.
Figura 14 - Arranjo de um tanque termossifão

40
Tanto a linha de sucção quanto a de retorno (vent da bomba) estão conectadas à
fase líquida. Esta pequena modificação causa um grande impacto tanto na redução da
perda de produtividade causada pela vaporização do argônio no interior da bomba,
quanto na redução dos efeitos referentes ao aumento da pressão no interior do tanque.
A justificativa é simples:
(i) O argônio que vaporiza no interior da bomba, quando devolvido ao tanque,
entra em contato direto com uma grande coluna de líquido muito mais frio, levando-o a
condensar;
(ii) As gotículas de líquido que se formam neste momento são mais densas que o
vapor, o que faz com que elas desçam sob o efeito da gravidade;
(iii) Conforme elas descem, elas retornam ao espaço que haviam deixado de
ocupar quando evaporaram, ou seja, o interior da bomba. E o vapor que havia passado a
ocupar aquele espaço sobe de encontro à grande coluna de líquido para também
condensar;
(iv) Ao voltar ao interior da bomba, esse argônio volta a vaporizar, repetindo o
processo a partir do item (i).
O efeito descrito acima se chama efeito termossifão, originando o nome dado ao
arranjo. É o mesmo princípio de funcionamento de um brinquedo muito comum nos
Estados Unidos chamado Drinking Bird (pássaro que bebe), ilustrado a seguir:

41
Figura 15 - Drinking Bird (KlearGear Geeks Rule)
O fluido no interior do "corpo" do brinquedo possui um ponto de ebulição muito
próximo à temperatura ambiente. Desta forma, o fluido acumulado na bolsa inferior do
"corpo" do brinquedo vaporiza, de maneira análoga ao argônio líquido no interior da
bomba criogênica. Ao vaporizar, o fluido fica mais leve e sobe pelo tubo, deslocando
seu centro de massa e levando-o a se movimentar de forma a encostar o "bico" no copo
de água, a qual está fria (numa temperatura inferior ao seu ponto de ebulição).
Analogamente, o vapor de argônio encontra uma camada de líquida fria, também numa
temperatura inferior ao seu ponto de ebulição.
A temperatura mais baixa no "bico" do brinquedo faz com que o fluido
concentrado nessa região condense, ficando mais pesado e escorrendo pelo tubo que
compõe o "corpo" do brinquedo em direção à bolsa. Analogamente, a temperatura mais

42
baixa do argônio líquido faz com que o argônio gasoso concentrado nas proximidades
do tanque condense, ficando mais pesado e escorrendo pela linha de retorno em direção
ao interior da bomba. Ao chegar no ponto de onde partiram (tanto o fluido do brinquedo
quanto o argônio), o processo se reinicia.
Tal processo, por ser cíclico, permite que o interior da bolsa do brinquedo, assim
como o interior da bomba criogênica, esteja sempre cheia de líquido. Ou seja: a
configuração termossifão possibilita que a bomba esteja sempre escorvada, eliminando
qualquer risco de aumento da pressão no interior do tanque devido ao retorno de vapor
ou necessidade de resfriamento da bomba devido ao acúmulo de vapor em seu interior
mesmo se ela tiver que ser desligada por um período, acelerando o processo produtivo.
5.2.2.4. Cenário 2: conclusões e proposta de atuação
Quanto ao impacto da operação de esvaziamento do tanque para fins diversos
como, por exemplo, enchimento de cilindros, a montagem termossifão, a qual retorna o
argônio evaporado no interior da bomba para o tanque pela fase líquida, se mostra a
melhor opção. Com ela, não há nenhuma preocupação referente ao possível aumento na
pressão do tanque e necessidade de vent no tanque, o qual está sujeito a acontecer na
montagem tradicional, em níveis impactantes, para pequenos percentuais de massa
evaporada no interior da bomba. Um ganho produtivo também é observado, visto que a
bomba pode ser deixada em stand-by e permanecerá sempre escorvada.
Nesta análise limitamo-nos a averiguar a importância de se analisar a evaporação
do argônio no interior da bomba criogênica, sem entrar no mérito de quão fácil se daria
esta evaporação, visto que esta abordagem nos levaria a tópicos que não fazem parte do
escopo deste trabalho.
Será proposta à empresa, a qual possui grande parte de seus tanques
configurados conforme a montagem tradicional, um estudo de campo do qual será
medido, primeiramente, o percentual de retorno sobre o volume descarregado
num intervalo de tempo . Se as medições indicarem valores menores que
, será concluído que o investimento em uma reconfiguração do tanque (ou aquisição
de um modelo termossifão) não é necessária. Caso contrário, será calculado e
analisado se o ganho financeiro associado à recuperação do volume compensa o
investimento na adaptação dos tanques convencionais ou em um novo tanque.

43
5.2.3. Cenário 3: Tanque criogênico sendo recarregado
Existem três possibilidades de se recarregar um tanque criogênico. As
consequências da escolha do método de recarga do tanque criogênico possui influência
direta no aumento da pressão no interior do mesmo. A seguir, entenderemos o porquê.
5.2.3.1. Bottom fill (Enchimento por baixo)
No bottom fill (enchimento por baixo), a entrada de líquido no tanque pode
ocorrer pela parte inferior do tanque, de maneira que a matéria prima que entra contate
diretamente a fase líquida no interior do tanque.
Figura 16 - Enchimento por baixo
Ao entrar por baixo, o aumento no nível do tanque faz com que a fase gasosa
seja comprimida, semelhante ao efeito de um pistão. Esta compressão causa um
aumento na pressão no interior do tanque, podendo tornar necessário o acionamento da
válvula de segurança para que não ocorra um acidente.
5.2.3.2. Top fill (Enchimento por cima)
Se a entrada do líquido no tanque ocorrer pela parte superior do tanque, de
maneira que a matéria prima que entra contate diretamente a fase gasosa no interior do
tanque, temos o procedimento conhecido como top fill (enchimento por cima).

44
Figura 17 - Enchimento por cima
Assim como no enchimento por baixo, há o aumento do nível de líquido no
interior do tanque. Considerando novamente a camada de vapor no interior do tanque
como um sistema fechado, este aumento de nível de líquido realiza trabalho da mesma
maneira descrita no item anterior.
No entanto, como o tubo que conduz o líquido que reabastece o tanque (mais
frio) entra em contato direto com a fase gasosa (mais quente), o vapor que se encontra
mais próximo das condições de saturação condensa, reduzindo a quantidade de vapor
presente na fase gasosa. Assim, a pressão no interior do tanque não aumenta e,
dependendo das condições de temperatura do líquido que entra e do vapor que já está no
tanque, pode até vir a diminuir.
Agora podemos entender o motivo de, nos cenários 1 e 2, a necessidade de se
evitar o vent ter sido tão evidenciada. O cenário 3 possibilita a condensação do vapor,
ou seja, através dele é possível recuperar argônio vaporizado para a fase líquida,
tornando-o novamente valioso para operação e aproveitando melhor a matéria prima.
No entanto, evidentemente, para que essa recuperação seja possível, é necessário que o
vapor não tenha sido retirado do tanque para o ambiente, ou seja, que os cenários 1 e 2
tenham ocorrido sem que houvesse vent.
5.2.3.3. Enchimento por baixo e por cima (combinados)
A terceira possibilidade, mais comumente usada, se trata da combinação dos
efeitos acima citados, ou seja, uma mistura de enchimento por baixo e por cima.

45
Este método possibilita que a pressão no interior do tanque seja ajustada de
acordo com o desejado, por exemplo, o ponto ótimo de operação (BEP) da bomba
criogênica. Desta forma, é possível garantir que a bomba criogênica conectada ao
tanque, a qual direciona o líquido para a linha de produção de cilindros, opere da melhor
maneira possível, com NPSH suficiente para que não ocorram problemas como
cavitação.
5.2.3.4. Procedimento padrão de recarga de tanque criogênico
O procedimento padrão de recarga de um tanque criogênico exige que o
operador monitore manual e continuamente a pressão do tanque receptor de matéria
prima ajustando o fluxo de líquido para o tanque através do controle das válvulas de
enchimento por baixo e por cima, de maneira a manter a pressão no ponto de operação
(Asia Industrial Gases Association, 2010). A recarga termina quando a quantidade de
líquido desejada é transferida ou quando o nível máximo do tanque é atingido.
O método normal de se detectar quando o nível máximo (trycock) é atingido é
por observação através da leitura do manômetro diferencial.
5.2.3.5. Problema: balancear corretamente enchimento por baixo e por
cima
O balanço correto entre enchimento por baixo e por cima depende de muitos
fatores, tais quais:
(i) A pressão e temperatura do argônio no interior do tanque receptor;
(ii) Características construtivas do tanque;
(iii) A pressão e temperatura do líquido que entrará no tanque e
(iv) A pressão de descarga da bomba que realiza a recarga do tanque.
Portanto, nem sempre o operador é capaz de encontrar o balanço correto entre a
vazão de enchimento por baixo e por cima para recarregar o tanque até o nível de
líquido desejado e ao mesmo tempo igualar a pressão no interior do tanque à pressão
recomendada de operação.

46
Quando ocorrem falhas na regulagem das válvulas de enchimento ou no término
do processo no nível de líquido desejado, a pressão do tanque receptor pode aumentar e
exceder a máxima de trabalho admitida, ativando assim os sistemas de segurança.
Conforme foi visto anteriormente, quando a pressão excede o limite máximo admitido
pelo tanque, não só há o risco de fratura no tanque, como também há perda de produto
devido à abertura da válvula de segurança.
Por conta disso, o treinamento do pessoal envolvido na recarga é feito com
ênfase na importância de observar continuamente a pressão no tanque receptor e utilizar
corretamente os meios de evitar sobrecarga.
5.2.3.6. Proposta de solução: simulação do procedimento
Com o intuito de auxiliar na solução dos problemas citados acima, foi
desenvolvida uma aplicação em MATLAB a qual, dadas algumas informações de
entrada, simula o procedimento calculando o balanço ideal entre enchimento por baixo e
por cima para se atingir uma pressão final desejada.
5.2.3.6.1. Software adotado
Esta seção foi criada com o intuito de apresentar a interface de programação do
MATLAB e as informações necessárias para desenvolver o programa.
O MATLAB é um software interativo de alta performance voltado para o
cálculo numérico. Ele integra análise numérica, cálculo com matrizes, processamento de
sinais e construção de gráficos em ambiente fácil de usar, onde problemas e soluções
são expressos somente como eles são escritos matematicamente, ao contrário da
programação tradicional (Matemática UFMG).

47
Figura 18 - Interface do MATLAB
O MATLAB possui uma interface de comandos (Command Window), na qual é
possível inserir comandos rápidos para análises mais imediatas, entre outras funções.
A interface de edição (Editor) possibilita a criação de códigos mais complexos,
com lógicas iterativas, cujos resultados são mostrados na interface de comandos.
O modelo construído neste trabalho foi feito via interface de edição e os
resultados foram importados da interface de comandos. O código elaborado se encontra
na seção de anexos.
5.2.3.6.2. Premissas termodinâmicas adotadas
Todas as considerações a seguir serão feitas tomando como um sistema fechado
em análise a camada de vapor do tanque.

48
(i) Nos enchimentos por baixo e por cima, o trabalho realizado sobre esse
sistema devido ao aumento da coluna de líquido (ou seja, a compressão do sistema),
considerando uma recarga feita à pressão constante, é dado pela equação (6):
(6)
(ii) No enchimento por cima, o tubo que transporta o líquido que entra no
tanque, ao passar pelo sistema, retira uma quantidade de sua energia interna, levando o
vapor à condensação.
Se considerarmos as idealizações descritas na seção 4.8, a taxa de retirada de
energia interna do sistema devido à condensação do vapor saturado em contato com o
tubo de líquido pode ser definida pela equação (13) associada à (14), descrita abaixo:
(40)
Onde é a massa específica do líquido condensado, a massa específica do
vapor saturado, a gravidade, o calor latente de vaporização do líquido saturado,
a condutividade térmica do líquido condensado, a diferença entre as temperaturas
do vapor saturado e da parede e a altura da coluna na qual o vapor se encontra em
contato com a parede.
(iii) Podemos afirmar que a energia interna do sistema definido pela fase
gasosa do tanque varia de acordo com:
- O trabalho
que o mesmo sofre devido ao aumento da coluna de líquido
tanto por enchimento por cima quanto por baixo;
- O trabalho
que o mesmo sofre devido ao aumento da coluna de líquido
causado pelo condensado formado no enchimento por cima e
- O calor que é retirado do sistema quando o tubo de enchimento por cima
está em contato com o vapor, causando sua condensação.

49
Qualquer outro efeito causador de variação na energia interna do sistema será
desconsiderado.
(iv) A variação da energia interna de um estado para é regida pela primeira
lei da termodinâmica. A equação que a descreve, baseada nas premissas anteriores, é a
(16), reescrita abaixo para atender as considerações anteriormente feitas:
(41)
(v) Consideraremos os processos acima transformando simultaneamente o
sistema, de forma que, quando analisados em intervalos de tempo muito pequenos,
possam ser aproximados como processos quase estáticos, tornando aplicável a premissa
descrita no item 4.9, de que a variação da energia interna é igual à variação da entalpia
. Portanto:
(42)
(vi) Todo vapor do sistema será considerado saturado. Portanto, sabendo-se a
pressão , temos, pelas tabelas de propriedades termodinâmicas (Jacobsen, Penoncello,
& Lemmon, 1997), o valor da entalpia por unidade de massa de forma a tornar
possível o cálculo de e, consequentemente, .
5.2.3.6.3. Escolha do método de simulação
Observe que os fenômenos causados pelo enchimento por baixo e por cima
interferem um no outro ao longo do tempo:
O aumento gradual do nível da coluna de líquido devido ao enchimento por
baixo, por exemplo, contribui para a redução da altura da superfície de contato entre a
coluna de líquido e o vapor saturado, reduzindo assim a taxa de condensação de argônio
decorrente do enchimento por cima ao longo do tempo.
Paralelamente, a condensação decorrente do enchimento por cima contribui,
também ao longo do tempo, para o aumento da camada de líquido que comprime o
sistema durante o enchimento, ou seja, o condensado influencia no trabalho recebido
pelo sistema.

50
Por isso, a melhor solução encontrada para a simulação deste cenário foi um
modelo discreto, cujo método de avanço de tempo é a incrementação fixa, na qual o
avanço se dá por incremento fixo de tempo (Universidade da Beira Interior).
Desta forma, calcula-se, para um instante , a variação da energia interna
causada pelo volume descarregado por um dos métodos de enchimento e, logo em
seguida, qual deve ser o volume descarregado pelo outro método para compensar essa
variação de energia interna e manter a pressão igual à desejada. Assim, obtem-se o
volume que deve entrar no tanque por baixo neste intervalo de tempo.
O procedimento é repetido para um instante , já considerando as
interferências ocorridas no instante anterior. E se repete para , ... Incrementa-
se o tempo até que a soma dos volumes descarregados em cada intervalo nos leve ao
nível desejado do tanque mantendo sua energia interna sempre associada à pressão
desejada.
É importante salientar que os resultados serão mais confiáveis quanto menores
forem os incrementos de tempo adotados. Tal fato ocorre devido à premissa (v) da seção
5.2.3.6.2., visto que a aproximação adotada na fórmula se aplica melhor a intervalos de
tempo muito pequenos.
5.2.3.6.4. Parâmetros necessários para simulação
Devem ser obtidos, para simulação, os seguintes parâmetros:
(i) Dados do argônio saturado à pressão limite do tanque:
- O volume inicial de líquido no tanque, em m³;
- , a pressão de saturação do argônio no tanque receptor;
- , a temperatura de saturação do argônio no tanque receptor;
-
, a densidade do argônio líquido no tanque receptor na saturação;
-
, a densidade do argônio gasoso no tanque receptor na saturação;
-
, a entalpia do argônio líquido no tanque receptor na saturação;

51
-
, a entalpia do argônio gasoso no tanque receptor na saturação;
(ii) Características do Tanque
- O diâmetro da tubulação que faz o enchimento por cima, em metros;
- O volume máximo de líquido no tanque , obtido da tabela de
arqueamento, em ;
- A altura máxima de líquido no tanque , também obtida da tabela de
arqueamento, em m;
- A massa máxima de vapor e líquido no tanque , também obtida da tabela
de arqueamento, em kg;
- O raio do tanque, em metros;
- A altura total do tanque , em metros.
(iii) Características da Descarga
- A vazão de descarga, em ;
- A temperatura do líquido descarregado, em ;
- A densidade do líquido descarregado, em ;
- O calor específico à pressão constante do líquido descarregado, em ;
- A pressão de descarga de enchimento por cima, em ;
- A condutividade térmica do líquido descarregado, em ;
- A viscosidade do líquido descarregado, em .
(iii) Configurações do Programador
- O incremento de tempo a ser utilizado entre as iterações, em segundos.

52
5.2.3.6.5. Pontos de melhoria
Alguns fatores não puderam ser medidos com precisão, como a condutividade
térmica e a viscosidade do líquido descarregado. Para tais, foram utilizados valores
encontrados na literatura.
Outros fatores foram estimados com base em observações de campo, como o
diâmetro da tubulação que realiza o enchimento por cima. Além disso, a geometria do
tanque ainda é aproximada para um cilindro.
A interface com um usuário ainda não é muito amigável. Além disso, o volume
de informações para as quais são necessárias entradas manuais ainda é muito grande.
Muito desse esforço seria reduzido se as tabelas de propriedades termodinâmicas
(Jacobsen, Penoncello, & Lemmon, 1997) fossem importadas para servir de base de
dados.
No entanto, mesmo com esses pontos pendentes de melhoria, o sistema já atende
muito bem suas necessidades, como mostra o estudo de caso que será apresentado em
breve.
5.2.3.7. Cenário 3 - Conclusões e proposta de atuação
A solução do cenário 3 é, na verdade, um manual de operação dinâmico, o qual
pode ser adaptado para quaisquer circunstâncias de enchimento e auxiliar o operador
responsável na difícil missão de ajustar as vazões de enchimento por cima e por baixo
corretamente.
Os números da empresa apontam que, em dias nos quais há apenas recarga do
tanque, ou seja, não há compressão, a perda média diária é de aproximadamente
do volume descarregado. No entanto, ainda não temos informação suficiente para
calcular se essa perda pode ser totalmente atribuída ao mau balanceamento das válvulas
de enchimento por cima e por baixo.
Medições de campo mais precisas devem ser feitas, como o levantamento da
vazão de vapor através da válvula de segurança durante o reabastecimento ou a variação
desses calculados em dias nos quais há apenas recarga do tanque antes e depois da
implementação desta metodologia.

53
Os ganhos atrelados à aplicação dessa ferramenta não se restringem ao
financeiro, mas também à segurança do operador, visto que elevar a pressão de um
tanque a níveis acima do máximo admitido oferece riscos de vida em caso de fratura do
material.
54
6. ESTUDO DE CASO PARA O CENÁRIO 3
Tendo entendido e concluído os casos 1 e 2, os quais demandam uma solução
muito menos operacional, vamos agora estudar um exemplo prático de um cenário
limite para o caso 3 e adotar a simulação apresentada na seção 5.2.6.3.
6.1. CASO LIMITE PARA CENÁRIO 3
Foi selecionada a situação na qual o tanque fixo é um TM-6000 (Praxair) e o
vapor saturado em seu interior já se encontra na pressão máxima admitida pelo tanque
vide Figura 6 ( ), situação esta a mais crítica em termos de perdas, pois o
tanque já se encontra na pressão sua pressão limite e qualquer alteração na energia
interna do sistema pode acarretar em aumento desta pressão, acionamento da válvula de
segurança e perdas de produto.
Assim sendo, deseja-se recarregar o tanque com argônio puro líquido saturado.
A pressão do tanque móvel, transportado pelo caminhão, é de .
Os dados a seguir foram obtidos da tabela de arqueamento do tanque citado:
- Volume máximo de líquido no tanque para a pressão dada: ;
- Altura máxima de líquido no tanque para a pressão dada: ;
- Massa máxima de vapor + líquido no tanque para a pressão dada: ;
Os dados a seguir foram estimados:
- Vazão de descarga por top fill: ;
- Diâmetro da tubulação de top fill: .
Pergunta-se: qual deve ser a relação top fill - bottom fill para que a pressão final
do tanque permaneça sendo a pressão máxima admitida pelo tanque e a altura máxima
de líquido no tanque para a pressão dada seja atingida? Consideremos, para os volumes
iniciais de líquido no tanque fixo, os percentuais abaixo:
- 10% do volume máximo para a pressão estipulada;
- 20% do volume máximo para a pressão estipulada;

55
- 30% do volume máximo para a pressão estipulada;
- 40% do volume máximo para a pressão estipulada;
- 50% do volume máximo para a pressão estipulada;
- 60% do volume máximo para a pressão estipulada;
- 70% do volume máximo para a pressão estipulada;
- 80% do volume máximo para a pressão estipulada;
- 90% do volume máximo para a pressão estipulada.
6.2. RESULTADOS DO CENÁRIO 3
Utilizando as tabelas de propriedades termodinâmicas do argônio puro
(Jacobsen, Penoncello, & Lemmon, 1997) para o caso acima, em conjunto com as
informações conhecidas, a simulação nos retornou as seguintes respostas:
Volume inicial de 10 por cento do volume máximo de líquido => 2.24 m³:
Volume descarregado TOP FILL: 4.07 m³;
Calor trocado por condução entre líquido e vapor na descarga TOP FILL: -24581.11 kJ;
Volume condensado devido à troca de calor TOP FILL: 0.16 m³;
Trabalho recebido devido à variação do volume de líquido TOP FILL: 5119.74 kJ;
Variação de entalpia do sistema pós TOP FILL: -19461.37 kJ;
Volume BOTTOM FILL necessário para zerar variação de entalpia acima: 15.90 m³;
Tempo total de descarga: 2036 s;
Volume final: 22.37 m³;
Razão TOP FILL - BOTTOM FILL para perda zero: 1 - 3.91.
----------------------------------------------
Volume inicial de 20 por cento do volume máximo de líquido => 4.47 m³:

56
Volume descarregado TOP FILL: 3.84 m³;
Calor trocado por condução entre líquido e vapor na descarga TOP FILL: -21948.91 kJ;
Volume condensado devido à troca de calor TOP FILL: 0.14 m³;
Trabalho recebido devido à variação do volume de líquido TOP FILL: 4822.97 kJ;
Variação de entalpia do sistema pós TOP FILL: -17125.94 kJ;
Volume BOTTOM FILL necessário para zerar variação de entalpia acima: 13.92 m³;
Tempo total de descarga: 1922 s;
Volume final: 22.38 m³;
Razão TOP FILL - BOTTOM FILL para perda zero: 1 - 3.62.
----------------------------------------------
Volume inicial de 30 por cento do volume máximo de líquido => 6.71 m³:
Volume descarregado TOP FILL: 3.58 m³;
Calor trocado por condução entre líquido e vapor na descarga TOP FILL: -19279.40 kJ;
Volume condensado devido à troca de calor TOP FILL: 0.13 m³;
Trabalho recebido devido à variação do volume de líquido TOP FILL: 4487.19 kJ;
Variação de entalpia do sistema pós TOP FILL: -14792.21 kJ;
Volume BOTTOM FILL necessário para zerar variação de entalpia acima: 11.95 m³;
Tempo total de descarga: 1792 s;
Volume final: 22.37 m³;
Razão TOP FILL - BOTTOM FILL para perda zero: 1 - 3.33.
----------------------------------------------
57
Volume inicial de 40 por cento do volume máximo de líquido => 8.95 m³:
Volume descarregado TOP FILL: 3.29 m³;
Calor trocado por condução entre líquido e vapor na descarga TOP FILL: -16586.47 kJ;
Volume condensado devido à troca de calor TOP FILL: 0.11 m³;
Trabalho recebido devido à variação do volume de líquido TOP FILL: 4107.66 kJ;
Variação de entalpia do sistema pós TOP FILL: -12478.80 kJ;
Volume BOTTOM FILL necessário para zerar variação de entalpia acima: 10.03 m³;
Tempo total de descarga: 1644 s;
Volume final: 22.37 m³;
Razão TOP FILL - BOTTOM FILL para perda zero: 1 - 3.05.
----------------------------------------------
Volume inicial de 50 por cento do volume máximo de líquido => 11.18 m³:
Volume descarregado TOP FILL: 2.95 m³;
Calor trocado por condução entre líquido e vapor na descarga TOP FILL: -13872.37 kJ;
Volume condensado devido à troca de calor TOP FILL: 0.09 m³;
Trabalho recebido devido à variação do volume de líquido TOP FILL: 3674.73 kJ;
Variação de entalpia do sistema pós TOP FILL: -10197.65 kJ;
Volume BOTTOM FILL necessário para zerar variação de entalpia acima: 8.15 m³;
Tempo total de descarga: 1474 s;
Volume final: 22.37 m³;
Razão TOP FILL - BOTTOM FILL para perda zero: 1 - 2.76.
58
----------------------------------------------
Volume inicial de 60 por cento do volume máximo de líquido => 13.42 m³:
Volume descarregado TOP FILL: 2.55 m³;
Calor trocado por condução entre líquido e vapor na descarga TOP FILL: -11134.36 kJ;
Volume condensado devido à troca de calor TOP FILL: 0.07 m³;
Trabalho recebido devido à variação do volume de líquido TOP FILL: 3173.84 kJ;
Variação de entalpia do sistema pós TOP FILL: -7960.51 kJ;
Volume BOTTOM FILL necessário para zerar variação de entalpia acima: 6.33 m³;
Tempo total de descarga: 1276 s;
Volume final: 22.37 m³;
Razão TOP FILL - BOTTOM FILL para perda zero: 1 - 2.48.
----------------------------------------------
Volume inicial de 70 por cento do volume máximo de líquido => 15.66 m³:
Volume descarregado TOP FILL: 2.08 m³;
Calor trocado por condução entre líquido e vapor na descarga TOP FILL: -8371.31 kJ;
Volume condensado devido à troca de calor TOP FILL: 0.05 m³;
Trabalho recebido devido à variação do volume de líquido TOP FILL: 2585.64 kJ;
Variação de entalpia do sistema pós TOP FILL: -5785.67 kJ;
Volume BOTTOM FILL necessário para zerar variação de entalpia acima: 4.58 m³;
Tempo total de descarga: 1042 s;
Volume final: 22.37 m³;
Razão TOP FILL - BOTTOM FILL para perda zero: 1 - 2.20.

59
----------------------------------------------
Volume inicial de 80 por cento do volume máximo de líquido => 17.90 m³:
Volume descarregado TOP FILL: 1.52 m³;
Calor trocado por condução entre líquido e vapor na descarga TOP FILL: -5590.21 kJ;
Volume condensado devido à troca de calor TOP FILL: 0.04 m³;
Trabalho recebido devido à variação do volume de líquido TOP FILL: 1885.97 kJ;
Variação de entalpia do sistema pós TOP FILL: -3704.23 kJ;
Volume BOTTOM FILL necessário para zerar variação de entalpia acima: 2.92 m³;
Tempo total de descarga: 762 s;
Volume final: 22.37 m³;
Razão TOP FILL - BOTTOM FILL para perda zero: 1 - 1.91.
----------------------------------------------
Volume inicial de 90 por cento do volume máximo de líquido => 20.13 m³:
Volume descarregado TOP FILL: 0.84 m³;
Calor trocado por condução entre líquido e vapor na descarga TOP FILL: -2799.14 kJ;
Volume condensado devido à troca de calor TOP FILL: 0.02 m³;
Trabalho recebido devido à variação do volume de líquido TOP FILL: 1041.03 kJ;
Variação de entalpia do sistema pós TOP FILL: -1758.11 kJ;
Volume BOTTOM FILL necessário para zerar variação de entalpia acima: 1.38 m³;
Tempo total de descarga: 422 s;
Volume final: 22.37 m³;
Razão TOP FILL - BOTTOM FILL para perda zero: 1 - 1.63.

60
7. CONCLUSÃO
Neste trabalho, foram fornecidas soluções para diminuir as perdas de argônio
nos tanques criogênicos. Primeiramente, foi necessário classificar as três formas
possíveis de se encontrar um tanque criogênico numa planta de enchimento de cilindros
de argônio em cenários: Cenário 1 – Tanque em espera; Cenário 2 – Tanque sendo
esvaziado para enchimento de cilindros (ou seja, em operação); Cenário 3 – Tanque
sendo reabastecido. Posteriormente, foram elaboradas propostas para mitigar as causas
inteiramente relacionadas a efeitos termodinâmicos envolvidos nesses três possíveis
cenários.
Foram elas:
(i) Cenário 1 - Tanque em espera: Ilustramos uma situação extrema, para qual
a perda de argônio no tanque é um indício claro de que há algum problema no
isolamento térmico do mesmo, através da estimativa da maior taxa global de
transferência de calor possível para o interior do tanque (dentro do razoável). Desta
forma, foi calculada a perda de produto no tanque nesta condição extrema, ou seja, a
“máxima aceitável”. Foi também sugerido um procedimento para investigar a perda real
atribuída a essa causa, o qual poderá ser seguido pela empresa. No entanto, devido à alta
quantidade de esvaziamentos e reabastecimentos do tanque de argônio na empresa, não
acreditamos que esta causa é severamente impactante nas perdas.
(ii) Cenário 2 - Tanque sendo esvaziado para o enchimento de cilindros: Há
uma linha de retorno que devolve o argônio vaporizado na bomba para o tanque. Essa
linha pode se conectar tanto à fase líquida quanto à fase gás do tanque. Quando
conectada à fase líquida, o efeito termossifão trata não só de não elevar a pressão no
interior do tanque, como também de manter a bomba sempre escorvada. Quando
conectada à fase gasosa (tanque convenconais), as perdas de argônio começam a
aparecer apenas quando o tanque está à sua pressão máxima admitida e a quantidade de
vapor que retorna equivale a mais de 5% da quantidade de líquido que foi descarregado.
Com isso, foi proposta uma medição mais precisa a respeito do volume de vapor que
está retornando ao tanque, para só então avaliar se é necessária a modificação da
montagem do tanque convencional.
61
(iii) Cenário 3 - Tanque sendo reabastecido: Neste cenário, foram analisados
os impactos termodinâmicos dos métodos de reabastecimento existentes (enchimento
por cima e por baixo) sobre a energia interna do sistema composto pelo vapor no
interior do tanque. Na análise, foi constatado que o aumento na pressão no interior do
tanque é resultado do balanço entre o volume de argônio que entra por cima (top fill) e
por baixo (bottom fill). Foi portanto apresentada uma ferramenta que simula o balanço
ideal de maneira a eliminar esse aumento. Uma maneira de constatar se a
implementação dessa ferramenta surtiu resultados positivos seria a comparação das
perdas antes e depois de adotado seu uso.
Com este guia, a empresa está apta a solucionar os problemas de perdas de
argônio nos tanques criogênicos causados por efeitos termodinâmicos, devendo apenas
se preocupar com questões referentes a vazamentos, instalações e isolamentos das
linhas, os quais são mais fáceis de identificar visualmente.

62
8. REFERÊNCIAS
Agência Nacional de Vigilância Sanitária. (22 de Outubro de 2007). Consulta Pública nº
96, de 19 de outubro de 2007. pp. 2-3.
Air Liquide. (s.d.). Gas Encyclopedia. Acesso em Dezembro de 2015, disponível em
Air Liquide: http://encyclopedia.airliquide.com/encyclopedia.asp?GasID=3
Air Liquide. (s.d.). Os gases do ar. Acesso em Março de 2016, disponível em
http://www.airliquide.pt/pt/quem-somos/as-nossas-actividades-os-nossos-produtos/os-
gases-do-ar.html#.VtjorfkrLIX
Air Liquide. (s.d.). Separação dos gases do ar. Acesso em Março de 2016, disponível
em http://www.airliquide.pt/pt/quem-somos/as-nossas-actividades-os-nossos-
produtos/separacao-dos-gases-do-ar-1.html#.VtihLvkrLIU
Asia Industrial Gases Association. (2010). RECIPROCATING CRYOGENIC PUMPS
AND PUMP INSTALLATIONS. AIGA 071/10 , pp. 1-4.
BLOGUEIRO, M. (Janeiro de 2014). OS PRINCIPAIS GASES QUE COMPÕEM O AR
E SUAS APLICAÇÕES. Acesso em Março de 2016, disponível em O Blog do Mestre:
http://www.oblogdomestre.com.br/2014/01/composicaodoar.quimica.html
BOC. (s.d.). On-line Safety Training. Acesso em Fevereiro de 2016, disponível em On-
line Safety Training Workshops: http://www.bocsafetytraining.com/
California State University Long Beach. (s.d.). College of Natural Sciences and
Mathematics. Acesso em Janeiro de 2016, disponível em Gas Cylinder/Cryogenic
Liquid Training: https://web.csulb.edu/colleges/cnsm/safety/training/gas.html
Carey, V. P. (1992). LIQUID-VAPOR PHASE-CHANGE PHENOMENA: An
Introduction to the Thermophysics of Vaporization and Condensation Processes ih Heat
Transfer Equipment. Washington: Hemisphere Publishing Corporation.
Centro de Componentes Semicondutores - Unicamp. (s.d.). EE941 e IE326 Processos
de Microfabricação: Laboratório. Acesso em Janeiro de 2016, disponível em Cursos
regulares: http://www.ccs.unicamp.br/cursos/ee941/downloadppt/conceitos_vacuo.ppt
CryoGas International. (August/September de 2007). BASIC CRYOGENICS — That
Even I Can Understand. THIS MONTH WE REVIEW DENSITY AS IT RELATES TO
CRYOGENS , p. 70.
EA Services. (s.d.). Pipe Freeze. Acesso em Fevereiro de 2016, disponível em Hot Taps
/ Line Stop: http://www.easervices.com/cryo.htm
Gentec. (18 de Dezembro de 2008). Cryogenic Liquid Manifold. Acesso em 2016 de
Fevereiro, disponível em Medical Gases and Vacuum:
http://www.gentecsys.com/Knowledge/KB07_cryogenic.htm

63
Illinoys State University. (s.d.). Environmental Health and Safety. Acesso em Fevereiro
de 2016, disponível em Liquid Nitrogen and Cryogenics Training Program:
http://ehs.illinoisstate.edu/downloads/LiquidNitrogenandCryogenicsTrainingProgramre
vised.ppt)
Jacobsen, R. T., Penoncello, S. G., & Lemmon, W. E. (1997). Thermodynamic
Properties of Cryogenic Fluids. New York: Plenum Press.
KlearGear Geeks Rule. (s.d.). Drinking Bird. Acesso em Março de 2016, disponível em
Desk Toys, Unique Gadgets & Cube Goodies: http://www.kleargear.com/7025.html
Kloske, M. (Agosto de 2011). SEPARAÇÃO DO AR ATMOSFÉRICO. Acesso em
Março de 2016, disponível em Portal Química:
http://muraldaquimica.blogspot.com.br/2011/08/separacao-do-ar-atmosferico.html
Matemática UFMG. (s.d.). Introdução ao MATLAB e ao Pacote GAAL. Acesso em
Março de 2016, disponível em Matemática UFMG - Geometria Analítica e Álgebra
Linear: http://www.mat.ufmg.br/gaal/matlab/matlab1.html
Moran, M. J., & Shapiro, H. N. (2006). Fundamentals of Engineering Thermodynamics.
West Sussex: John Wiley & Sons.
Oxywise. (s.d.). Liquid-to-gas filling station. Acesso em Fevereiro de 2016, disponível
em Oxywise: http://www.oxywise.com/en/products/liquid-to-gas-filling-station
Özisik, M. N. (1985). Heat Transfer - A Basic Approach. Singapore: McGraw-Hill.
Praxair. (s.d.). Metal Fabrication Solutions Productivity Guide. Acesso em Fevereiro de
2016, disponível em Praxair Direct: http://catalogs.praxairdirect.com/i/30009-metal-
fabrication-solutions-productivity-guide/6
Resnick, R., & Halliday, D. (1984). Física 2. Rio de Janeiro: LTC.
Sonntag, E. R., Borgnakke, C., & Wylen, G. J. (2003). Fundamentos da
Termodinâmica. São Paulo: Edgard Blüchter.
Timmerhaus, K. D., & Reed, R. (2007). Cryogenic Engineering: Fifty Years of
Progress. New York: Springer Science+Business Media.
U.S. Particle Accelerator School. (s.d.). 5.1 Cryogenic system design. Acesso em
Janeiro de 2016, disponível em USPAS Course Materials:
http://uspas.fnal.gov/materials/10MIT/Lecture_5.1.pdf
Universidade da Beira Interior. (s.d.). Simulação. Acesso em Janeiro de 2016,
disponível em Universidade da Beira Interior - Disciplinas - Computação Científica:
http://www.di.ubi.pt/~cbarrico/Disciplinas/ComputacaoCientifica/Downloads/Simulaca
o_1.pdf

64
Whalley, P. B. (1987). Boiling, Condensation, and Gas-Liquid Flow. Oxford:
Clarendon Press.

65
9. ANEXOS
9.1. Linha de código completa - Simulação no Matlab

18/02/16 08:30 C...\metodo_iterativo_TOP_e_BOTTOM_FIL L.m 1 of 4
digits(10)
%Dados do Argônio Saturado à Pressão Limite do Tanq uep_sat = 1.21; %MPaT_sat = 120; %Kro_l_sat = 1163.4; %kg/m³ro_v_sat = 60.278; %kg/m³h_l_sat = -78.562; %kJ/kgh_v_sat = 48.005; %kJ/kgh_lv_sat = h_v_sat - h_l_sat;h_vl_sat = h_l_sat - h_v_sat;%% %Características do Tanque
D_tubulacao = 0.2; %Diâmetro da tubulação em m - DESCOBRIRV_max_l_tanque = 22.369; %Volume máximo de líquido em m³ (arqueamento @ 125p sig)h_max_l_tanque = 6.51; %Altura máxima do tanque em m (arqueamento @ 125psi g)M_max_lv_tanque = 26720.5; %Massa máxima de vapor + líquido no tanque em kg (arqueamento @ 125psig)M_l_tanque = V_max_l_tanque * ro_l_sat; %Massa de líquido no tanque em kg;M_v_tanque = M_max_lv_tanque - M_l_tanque; %Massa de vapor no tanque em kg;V_min_v_tanque = M_v_tanque / ro_v_sat; %Volume minimo de vapor no tanque em m³V_total_tanque = V_max_l_tanque + V_min_v_tanque; %Volume total do tanque em m³r_tanque = sqrt(V_max_l_tanque / (3.14 * h_max_l_ta nque)); %Raio do tanque em mL_total_tanque = V_total_tanque / (3.14 * r_tanque) ; %Altura total do tanque em mL_min_v_tanque = L_total_tanque - h_max_l_tanque; %Altura da camada de vapor no tanque
em m%% %Características da Descargavazao_l_d = 0.002; %m³/s - Dado do usuário (DESCOBRIR)T_l_d = 115; %K (saturado) - Dado do usuário (também serve press ão)ro_l_d = 1204.9; %kg/m³ (saturado)Cp_l_d = 1.265; %kJ/kgK (saturado)p_l_d_TOP = 1.21; %MPak_l_d = 0.067; %W/mK (condutividade térmica a 133.8 K)u_l_d = 0.283 * 10^-3; %Ns/m² (viscosidade a 83.8 K)
%% %Processo Iterativofor fator = 0.1:0.1:0.9; %Condições inciais do tanque V_l_i = fator * V_max_l_tanque; %Volume de líquido inicial em m V_v_i = V_total_tanque - V_l_i; %Volume de vapor inicial em m L_v_i = V_v_i / (3.14 * r_tanque); %Altura inicial da coluna de vapor em m M_v_i = V_v_i * ro_v_sat; %Massa inicial de vapor no tanque em kg %% %Características do conjunto
Delta_T_sat = T_sat - T_l_d; h_lv_d = h_lv_sat + 0.68 * Cp_l_d * Delta_T_sat ; %% V_l_d = 0; V_l_d_acumulado = 0;

18/02/16 08:30 C...\metodo_iterativo_TOP_e_BOTTOM_FIL L.m 2 of 4
V_l_c = 0; V_l_c_acumulado = 0;
V_l_f = V_l_i; V_l_f_acumulado = V_l_f; V_l_d_BOTTOM = 0; V_l_d_BOTTOM_acumulado = 0; p_l_d_BOTTOM = p_l_d_TOP; L_v_f = L_v_i; M_l_c = 0; M_l_e = 0; Q = 0; Q_acumulado = 0; W = 0; W_acumulado = 0;
Delta_H = 0; Delta_H_acumulado = 0; t = 1; while V_l_f_acumulado <= V_max_l_tanque %Altura da coluna de vapor V_l_d = vazao_l_d; %Volume de líquido descarregado em m³ V_l_d_acumulado = V_l_d_acumulado + V_l_d; L_v_f = L_v_i - (V_l_d_acumulado + V_l_c_ac umulado) / (3.14 * r_tanque^2); %Altura final da coluna de vapor em função do tempo (em m) %%
%Troca de calor por condução com condensação q = 0.943 * ((ro_l_d * (ro_l_d - ro_v_sat) * 9.81 * h_lv_d * 10^3 * k_l_d^3) / (u_l_d * Delta_T_sat * L_v_f))^(1/4); %Taxa de transferência de calor em J/m²sK A = 3.14 * D_tubulacao * L_v_f; %Área de contato em m² Q = (T_l_d - T_sat) * q * A * 10^-3; %Calor trocado em kJ %% %Volume condensado devido à troca de calor por cond ução M_l_c = Q / h_vl_sat; %Massa de vapor que condensou em kg V_l_c = M_l_c / ro_l_d; %Volume do líquido condensado em m³; V_l_c_acumulado = V_l_c_acumulado + V_l_c;
%% %Trabalho recebido pelo sistema TOP FILL W = p_l_d_TOP * (vazao_l_d + M_l_c / ro_l_d ) * 10^3; %Trabalho recebido em kJ; %% %Variação de entalpia do sistema devido a TOP FILL Delta_H = Q + W; %Variação de entalpia em kJ %% %Volume final pós TOP FILL V_l_f_acumulado = V_l_i + V_l_d_acumulado + V_l_c_acumulado;
%% %Volume evaporado/condensado devido à variação de e ntalpia do sistema %if Delta_H > 0 %Saldo de energia positivo => Vapor ização %M_l_e = Delta_H / h_lv_sat; %Massa evaporada em kg %V_l_e = V_l_e + M_l_e / ro_l_sat; %Volume acumulad o de líquido evaporado

18/02/16 08:30 C...\metodo_iterativo_TOP_e_BOTTOM_FIL L.m 3 of 4
em m³ %V_l_f_aux = V_l_i + V_l_d + V_l_c - V_l_e; %Volume Final em m³
%X = 'Volume perdido devido à variação de entalpia: %.2f m³;\n'; %else %Saldo de energia negativo => Condensação %M_l_e = Delta_H / h_vl_sat; %Massa condensada em k g %V_l_e = V_l_e + M_l_e / ro_l_sat; %Volume acumulad o de líquido condensado em m³ %V_l_f_aux = V_l_i + V_l_d + V_l_c + V_l_e; %Volume Final em m³ %X = 'Volume condensado devido à variação de entalp ia: %.2f m³;\n'; %end %% %Pressão no fundo do tanque c/ coluna de líquido p_l_d_BOTTOM = p_l_d_TOP * 10^6 + ro_l_sat * 9.81 * V_l_f_acumulado / (3.14 *
r_tanque^2); %Pressão de BOTTOM FILL em Pa %% %Volume necessário para equilibrar a pressão no tan que (BOTTOM %FILL) V_l_d_BOTTOM = -Delta_H * 10^3 / p_l_d_BOTT OM; V_l_d_BOTTOM_acumulado = V_l_d_BOTTOM_acumu lado + V_l_d_BOTTOM; %% %Volume final pós BOTTOM FILL V_l_f_acumulado = V_l_i + V_l_d_acumulado + V_l_c_acumulado + V_l_d_BOTTOM_acumulado;
%% if V_l_f_acumulado <= V_max_l_tanque V_l_f = V_l_f_acumulado; Q_acumulado = Q_acumulado + Q; %Calor trocado acumulado em kJ W_acumulado = W_acumulado + W; %Trabalho recebido acumulado em kJ Delta_H_acumulado = Delta_H_acumulado + Delta_H; %Variação de entalpia acumulada em kJ t = t + 1; end
%fprintf('Instante de tempo t = %d:\n', t); %fprintf('Volume descarregado: %.2f m³;\n', V_l_d); %fprintf('Calor trocado: %.2f kJ;\n', Q_acumulado/1 000); %fprintf('Volume condensado: %.2f m³;\n',V_l_c); %fprintf('Volume total: %.2f m³.\n', V_l_f); %fprintf('\n'); end %% %fprintf('\n');fprintf( '----------------------------------------------\n' );
fprintf( 'Volume inicial de %d por cento do volume máximo de líquido => %.2f m³:\n' , fator * 100, V_l_i);fprintf( 'Volume descarregado TOP FILL: %.2f m³;\n' , V_l_d_acumulado);fprintf( 'Calor trocado por condução entre líquido e vapor n a descarga TOP FILL: %.2f kJ;\n' , Q_acumulado);fprintf( 'Volume condensado devido à troca de calor TOP FILL : %.2f m³;\n' ,

18/02/16 08:30 C...\metodo_iterativo_TOP_e_BOTTOM_FIL L.m 4 of 4
V_l_c_acumulado);fprintf( 'Trabalho recebido devido à variação do volume de l íquido TOP FILL: %.2f kJ;
\n' , W_acumulado);fprintf( 'Variação de entalpia do sistema pós TOP FILL: %.2f kJ;\n' , Delta_H_acumulado);fprintf( 'Volume BOTTOM FILL necessário para zerar variação de entalpia acima: %.2f m³;\n' , V_l_d_BOTTOM_acumulado);%fprintf(X, V_l_e); %Volume perdido/condensado devi do à variação de entalpia;fprintf( 'Tempo total de descarga: %d s;\n' , t);fprintf( 'Volume final: %.2f m³;\n' , V_l_f_acumulado);fprintf( 'Razão TOP FILL - BOTTOM FILL para perda zero: 1 - %.2f.\n' , V_l_d_BOTTOM_acumulado / V_l_d_acumulado);%fprintf('Perda Percentual: %.2f por cento.\n', (10 0 * V_l_e) / (V_l_i + V_l_d - V_l_f))
fprintf( '\n' );end