protecção anticorrosiva por esquemas de pintura · com óleos vegetais e animais. actualmente,...
TRANSCRIPT
Protecção
Anticorrosiva por
Esquemas de Pintura
Mário Apolinário 13 Maio 2015
Programa
1. Corrosão – Conceitos Base
2. Classificação das Atmosferas Corrosivas
3. Revestimentos Anticorrosivos
4. Tipos de Revestimentos
5. Preparação de Superfícies
6. Aplicação de Revestimentos
7. A Especificação de Revestimentos
8. Qualidade / Inspecção

Corrosão – Conceitos Base
Parte 1

Corrosão

Custos da Corrosão
Elevados impactos:
Económicos
Ambientais
Sociais
A dimensão deste montante coloca a discussão sobre a
temática da corrosão, não só ao nível da durabilidade dos
materiais, mas também ao nível da economia nacional e
mundial.
Representa 3 a 4 % do PIB
5.000 M€ em Portugal
50% Corrosão Atmosférica

Corrosão
Definição
O processo de corrosão implica a deterioração de
uma substância, normalmente um metal, ou das
suas propriedades devido a uma reacção com o
meio ambiente envolvente.
O produto da corrosão mais comum é o óxido ferro
(ferrugem), resultante da oxidação do ferro devido à sua
exposição atmosférica;
Esta reacção é na prática o processo inverso da
fabricação do aço.
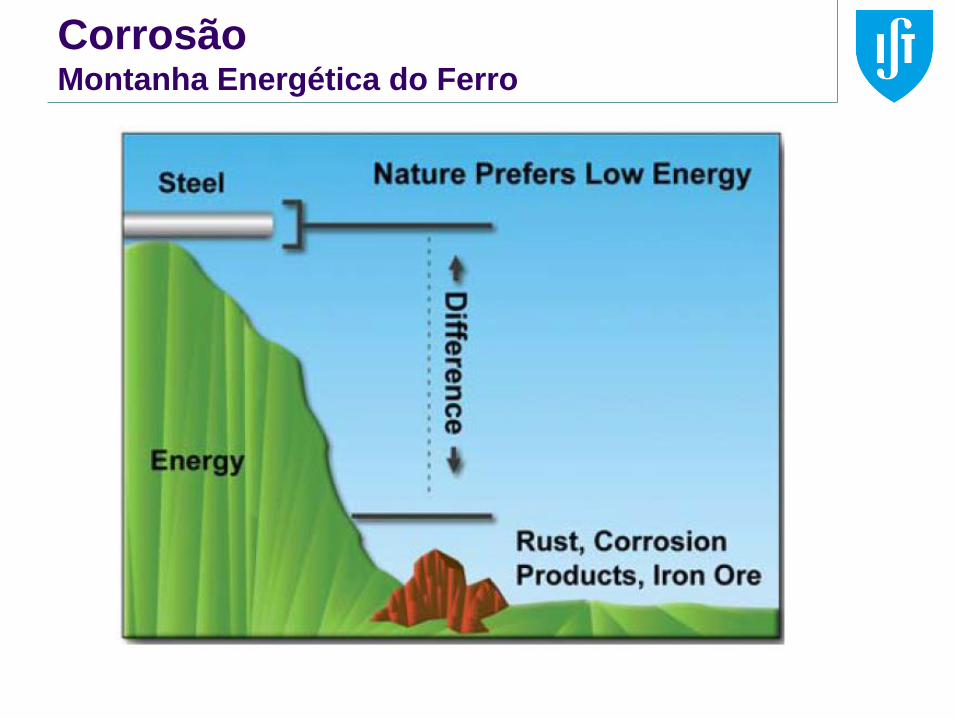
Corrosão Montanha Energética do Ferro

Corrosão Pilha de Corrosão Electroquímica

Ânodo
Parte do metal que se corrói, que se dissolve no electrólito
Cátodo
Parte mais nobre da pilha, local onde se consomem os electrões
Electrólito
Solução condutora que envolve as áreas anódicas e catódicas.
A maioria do electrólitos são de base aquosa
Ligação Eléctrica
Ligação entre o Ânodo e o Cátodo, que permite a passagem dos
electrões gerados no Ânodo
Corrosão Pilha de Corrosão Electroquímica

O aço não é um metal homogéneo ou perfeitamente
uniforme. Numa única peça temos várias pequenas
zonas anódicas e catódicas na sua superfície.
Corrosão Esquema da Corrosão Metálica

Classificação das Atmosferas
Corrosivas
Parte 2

Corrosão Classificação das Atmosferas Corrosivas
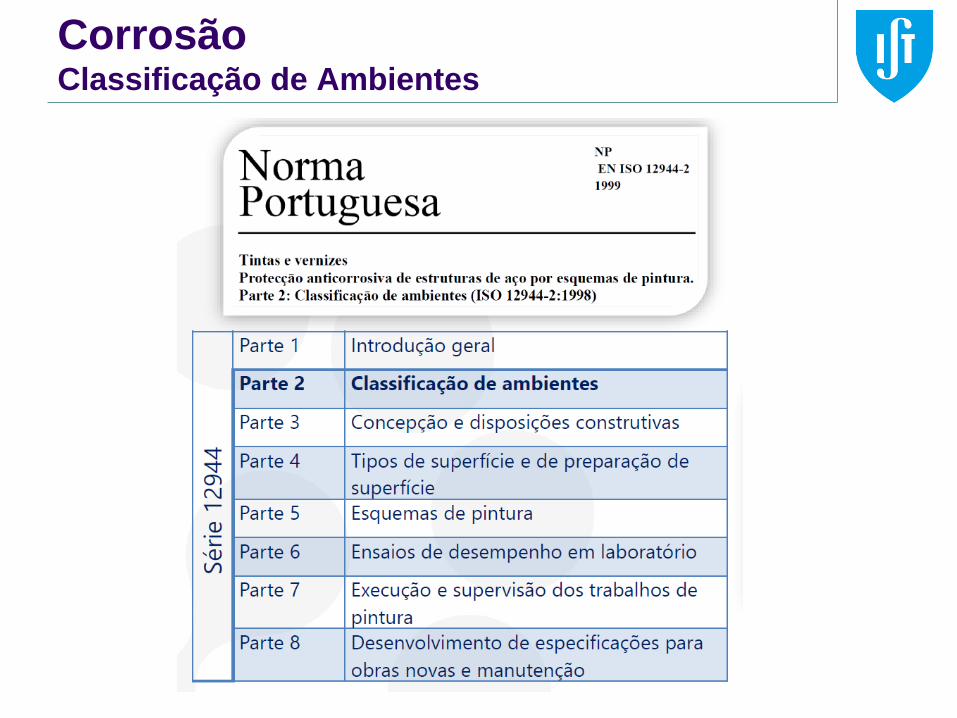
Corrosão Classificação de Ambientes

Corrosão Categorias de Corrosividade

Corrosão Categorias de Corrosividade

Revestimentos Anticorrosivos
Parte 3

Técnicas de Protecção de Materiais
Inibidores de Corrosão
Climatização.
Actuando sobre o
material Isolando o material
do meio.
Actuando sobre o
meio corrosivo
Selecção de Materiais
Protecção Catódica
Protecção Anódica
Revestimentos

Revestimentos Anticorrosivos
Deposição Quimica / ElectrolíticaCubreagem
Estanhagem
Niquelagem…..
Imersão em Metal FundidoGalvanizaçãoGalvanealed
ProjecçãoMetalização
Metalização por Plasma…..
Tratamentos de ConversãoAnodização
FosfataçãoPassivação
…..
OutrosFolheamento
…..
Inorgânicos
Metálicos
Imersão

Revestimentos Anticorrosivos
Galvanização + Pintura (Duplex)
Metalização + Pintura
…..Mistos
Pintura
Banda Pré-revestida (Coil Coating)
Plastificação (projecção)
Plastificação (imersão)
Telas Adesivas
Tecidos Impregnados
…..
Orgânicos

Revestimentos Orgânicos Fundamentos
Um revestimento (orgânico ou não) deve possuir um conjunto de
propriedades que lhe permitam garantir a protecção expectável ao
nível do controlo da corrosão, nomeadamente:
Resistência química;
Resistência à água;
Facilidade de aplicação;
Boa adesão ao substrato;
Elevadas resistência coesiva;
Flexibilidade e elasticidade;
Resistência ao impacto;
Resistência à abrasão;
Resistência à temperatura.

Revestimentos Orgânicos Classificação
ORGÂNICOS
Revestimentos formados com resinas que tiveram origem em
algo vivo. No passado as principais resinas eram formuladas
com óleos vegetais e animais. Actualmente, são na maioria
produtos refinados a partir do petróleo. Todos os revestimentos
orgânicos contêm carbono.
INORGÂNICOS
Para além dos revestimentos inorgânicos já identificados
anteriormente (Metalização, Galvanização), existem
revestimentos formados com resinas inorgânicas, habitualmente
baseadas em silicone ou zinco. A resistência à temperatura é a
grande vantagem deste tipo de resinas inorgânicas quando
comparadas com resinas de base carbono (fragilidade da ligação
carbono-carbono).

Revestimentos Orgânicos Composição
Ligante
Pigmentos /
Aditivos
Resina
Solvente
Revestimentos Orgânicos Resinas
As resinas representam a coluna vertebral do revestimento, garantindo
a ligação com os outros constituintes. O tipo de resina é normalmente
utilizado para dar nome ao revestimentos (epóxi, poliuretano, acrílico,
etc.). As propriedades das resinas devem ser:
Ter boas propriedades de molhagem e aderência;
Resistir à passagem de água, oxigénio e outros
compostos químicos;
Tolerar variações no processo de aplicação;
Ter resistência química e física no ambiente de
serviço;
Curar/Secar dentro de um período aceitável;
Capacidade para formar uma pelicula estável que
mantêm as suas propriedades ao longo do tempo
(flexibilidade, resistência, dureza).

Revestimentos Orgânicos Aditivos
Aditivos
Compostos líquidos que são adicionados aos revestimentos, em
pequenas quantidades, para desempenhar uma função especifica.
Alguns aditivos ajudam na estabilidade do revestimentos (ex. retardar
a formação de espuma, melhorar a tixotropia, etc.), outros melhoram
a facilidade de aplicação dos produtos (ex. fluxo e pulverização). Os
aditivos também podem ser utilizados para melhorar a resistência ao
UV, aumentar ou reduzir o brilho e alteração os tempos de cura.
Solventes
Algumas das resinas utilizadas como ligante nestes revestimentos,
existem no estado sólido à temperatura ambiente. Por estes motivos
os solventes são utilizados para liquefazer as resinas, e permitir a sua
aplicação com os processo industriais existentes.

Revestimentos Orgânicos Pigmento
Os pigmentos são partículas sólidas discretas utilizadas para conferir
determinadas características aos revestimentos (quer no estado líquido
e sólido. Os pigmentos não se dissolvem nos revestimentos e
cumprem várias funções, nomeadamente:
Cor;
Controlar a resistência à água;
Proteger a resina da intempérie;
Melhorar o efeito inibidor do revestimentos;
Proporcionar um forma de protecção catódica;
Modificar as propriedades mecânicas e eléctricas.

Modos de Protecção Efeito Barreira

Modos de Protecção Sacrifício (Protecção Catódica)

Modos de Protecção Inibição

Mecanismos de Cura
Não Convertíveis
Curam através de um processo de evaporação do solvente, sem que
exista alguma alteração química ao nível da resina, na sua passagem
do estado líquido para o estado sólido.
Convertíveis
Curam através de um processo que envolve uma alteração química ao
nível da resina (polimerização). Neste tipo de processo de cura, a
resina após sofrer a alteração química não pode voltar ao seu estado
original.
Não Convertíveis
Evaporação (Vinílicos e
Borrachas Cloradas
Coalescência (Latex e
Latex Acrílico)
Convertíveis
Oxidação (Alquídicos)
Co-reacção (Epóxis,
poliuretanos, poliureias)
Hidratação (Etilsilicato de Zinco)
Fusão (Fusion Bonded Epoxi)

Tipos de Revestimentos
Parte 4

Acrílicos
Alquídicos
Borrachas Cloradas
Epóxis
Furanos
Latex (Emulsões)
Fenólicos
Poliaspárticos
Poliésteres
Tipos de Revestimentos
Polisiloxanos
Poliuretanos
Poliureias
Silicones
Vinil Ésteres
Vinílicos
Zinco (orgânicos)
Zinco (Inorgânicos)

Tipos de Revestimentos Acrílicos
Excelente protecção à radiação UV;
Boa resistência à intempérie;
Podem ser aplicados na forma de emulsão com processo de cura
por coalescência e dispersão em água;
Historicamente, este tipo de revestimento foi mais utilizado em
aplicações decorativas e não para tratamento anticorrosivo;
Formulações mais recentes apresentam excelentes características
ao nível do brilho e retenção de brilho.

Tipos de Revestimentos Alquídicos
Processo de cura por oxidação;
Também designada por revestimentos à base de óleo;
Actualmente são formuladas com recurso a uma mistura de óleos
naturais e resinas sintéticas, o que lhes permite conferir
características especiais para diferentes tipos de aplicação (Epoxy,
Silicone);
Mono-componente e de fácil aplicação;
Podem apresentar tempo de cura muito dilatados.

Tipos de Revestimentos Epoxídicos
A maioria deste tipo de resinas é apresentado em 2 componentes –
resina epóxi (base) e agente de cura (poliamida, amina);
Podem ser de base solvente, base aquosa ou sem solventes;
Excelentes características do ponto de vista da adesão (mesmo
sobre superfícies húmidas), resistência química, resistência à água e
resistência mecânica;
Podem ser misturados com outro tipo de resinas para melhorar as
características referidas anteriormente (acrílicas, fenólicas, etc.);
Os designados epóxis mastique foram
formulados para serem utilizados sobre
preparações de superfície menos cuidadas,
possuindo excelentes características do
ponto de vista da aderência e molhagem;
Os epóxis curados com amina são
particularmente sensíveis à humidade e
baixas temperaturas durante o processo de
cura.

Tipos de Revestimentos Fenólicos
Resinas muito utilizadas em revestimentos na industria alimentar e
farmacêutica;
São revestimentos com uma alargada gama de aplicação (alargada
gama de espessuras);
Excelentes comportamentos em situações de imersão, e para
resistência a ácidos, solventes e sais (ambientes agressivos);
Muito utilizados em ambientes com baixo PH e altas temperaturas.

Tipos de Revestimentos Poliaspárticos
Actualmente mais utilizadas pelo seu
alto volume de sólidos, em sistemas de
revestimentos com baixo teor de COV’s;
Utilizados como acabamento para
esquemas adequados para o exterior,
em substituição dos tradicionais
acabamentos de poliuretano;
Gama alargada ao nível do tempo de
cura / recobrimento, ideal para utilização
em sistemas de cura rápida;
Possibilidade de aplicação de elevadas
espessuras apenas numa aplicação
(~400 µm);
Podem ser aplicados com equipamentos
de spray convencionais e em bombas
pluri-componente, nas versões de cura
rápida.

Tipos de Revestimentos Poliésteres
Apresentam normalmente tempos de
cura muito curtos;
São normalmente revestimentos de
alta espessura, reforçados com
flocos de vidro, para melhorar a sua
resistência à abrasão;
Excelente resistência à água e
humidade;
Utilizados à vários anos no
revestimentos das superfícies
interiores de tanques petrolíferos;
Pela sua resistência à abrasão são
também utilizados nos cascos dos
navios quebra-gelo e zonas de
splash em estruturas marítimas;

Tipos de Revestimentos Polisiloxanos
Utilizados normalmente em
ambientes com elevada
abrasão, ataque químico,
elevada radiação UV e altas
temperaturas;
Requerem normalmente
primários e intermédios
específicos em função dos
diferentes fabricantes;
Existem 3 categorias:
- Polisiloxanos Inorgânicos
- Hibridos Epoxi-Polisiloxano
- Hibridos de Acrílico-Polisiloxano

Tipos de Revestimentos Poliuretanos
Existem 2 tipos principais:
- Alifáticos: Mais resistentes ao ataque da
radiação UV
- Aromáticos: Elevada resistência química em
situação de imersão.
Este tipo de revestimentos podem ser
extremamente elásticos e macios, até
barreiras resistentes e de elevada
dureza;
Os aromáticos são normalmente
aplicados em espessuras maiores, e
com tempos de cura mais curtos
(utilização de bombas pluri-
componente);
Resina mais utilizada como acabamento
no revestimento da maioria das
estruturas metálicas, em ambientes com
agressividade média ou elevada.

Tipos de Revestimentos Poliureias
Materiais muito flexiveis, com tempo de cura extremamente curto
(apenas alguns segundos);
Podem ter aplicações variadas, desde ambientes com elevada
agressividade química, até utilizações mais rudimentares
(revestimento protector de caixas de carga);
São normalmente aplicadas em apenas uma demão, e podem
apresentar problemas de aderência, quando a preparação de
superfícies é deficiente, ou caso exista algum desvio nos
paramentos de aplicação.
Tipos de Revestimentos Silicones
São formados por uma modificação química de quartzo, areia e
silica;
Têm excelente comportamento às altas temperaturas (400–500º) e
radiação UV. São normalmente aplicados sobre primários
anticorrosivos (etilsilicato de zinco);
Curam através de uma combinação de evaporação de solventes e
calor;
Podem também ser utilizados como revestimento anti-incrustrante
na industria naval.

Tipos de Revestimentos Vinil Ésteres
São frequentemente utilizados para o revestimento das supericies
interiores de tanques e/ou outros equipamentos (linings);
São normalmente resinas de 2 componentes, aplicadas em 2
demãos (2x750 µm), e com um pot-life relativamente curto à
temperatura ambiente;
Também podem adquirir resistência à abrasão com a inclusão de
flocos de vidro (glass-flake).

Tipos de Revestimentos Zinco – Inorgânico
Provavelmente o primário anticorrosivo para estruturas de aço mais
utilizado no mundo;
Têm a capacidade para proporcionar protecção catódica,
necessitando de um mínimo de 80% de zinco na pelicula seca;
Muito resistentes a uma variedade de produtos químicos e solventes;
Elevada resistência à temperatura (400º);
Necessita de humidade para desenvolver o processo de cura.

Preparação de Superfícies
Parte 5
Preparação de Superfícies
Existem muitos factores na preparação de superfície que podem
afectar a durabilidade de um revestimento. Cerca de 70% das falhas
prematuras num revestimento estão associadas a deficiências na
preparação das superfícies.
Resíduos de óleos, gorduras ou sujidade;
Resíduos de sais químicos não visíveis;
Presença de vestígios de óxidos na superfície;
Calamina e/ou defeitos de laminagem;
Rugosidade / Perfil de Ancoragem;
Arestas, grainhas, poros, bordos queimados e irregularidades no
aço;
Condensações;
Tintas ou revestimentos antigos.

Ferramentas Manuais/Mecânicas
O processo de limpeza com ferramentas manuais e mecânicas é um
processo de limpeza muito versátil, que recorre a diferentes tipos de
ferramentas capazes de remover óxidos, revestimentos antigos e outro
tipo de contaminantes visíveis existentes nas superfícies.
Rebarbadoras (discos de lixa / escovas de arame);
Martelos de agulhas;
Raspadores rotativos;
Lixadoras / Discos de Lixa;
Escovas de Arame.
Jacto Abrasivo
A limpeza (ou decapagem) com jacto abrasivo é o processo de
preparação de superfície mais generalizado na indústria,
nomeadamente na sua vertente por via seca. Este processo utiliza a
projecção a alta pressão de pequenas partículas (abrasivo) para
efectuar a limpeza das superfícies, removendo óxidos, calamina,
revestimentos antigos e outros contaminantes, produzindo uma
superfície rugosa ideal para melhorar a aderência dos revestimentos.
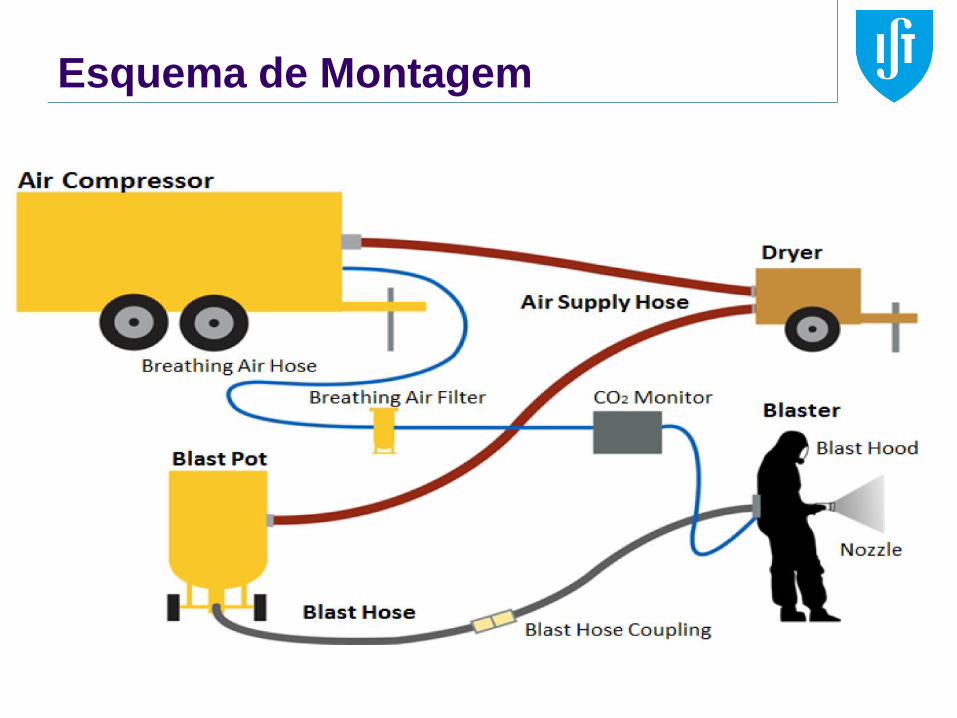
Esquema de Montagem

Exemplos de Aplicação
Em Obra / Estaleiro Em Oficina

Exemplos de Aplicação

Jacto Abrasivo Húmido
1) Adição de água no bico
2) Adição de água na cuba

Tipos de Abrasivo
Em função do método de decapagem utilizado, do substrato a tratar,
do tipo de revestimento a aplicar e do meio envolvente, poderemos
utilizar diferentes tipos de abrasivo:
Granalha de aço (esférica ou angular);
Escórias (cobre, carvão ou níquel);
Abrasivos Cerâmicos (Óxidos de Alumínio);
Areia (Silica);
Garnet;
Abrasivos agrícolas (Casca de Noz);
Abrasivos especiais (gelo seco, esponja, etc.)

Hidrodecapagem

Hidrodecapagem
Low-Pressure Water Cleaning (LP WC)
Pressão: inferior 5.000 psi / 350 bar
High-Pressure Water Cleaning (HP WC)
Pressão: entre 5.000 e 10.000 psi / 350 a 700 bar
High-Pressure Waterjetting (HP WJ)
Pressão: entre 10.000 a 30.000 psi / 700 a 2000 bar
Ultrahigh-Pressure Waterjetting (UHP WJ)
Pressão: superior a 30.000 psi / 2000 bar

Hidrodecapagem Robotizada
Aplicação de Revestimentos
Parte 6

Aplicação dos Revestimentos Mistura
Deve ser efectuada com
precisão, e respeitando as
instruções do fabricante do
produto, para poder garantir
o tempo de vida útil
expectável do revestimento;
Garantir que esta operação
é efectuada por operadores
treinados e conhecedores
das regras de mistura dos
produtos.

Aplicação dos Revestimentos Manual – Rolo / Trincha
Nem todos os revestimentos podem ser aplicados com este tipo de
equipamentos;
A qualidade final do filme é inferior às aplicações por atomização
(aspecto, espessura, uniformidade);
Apresenta limitações para aplicação de espessuras elevadas.

Aplicação dos Revestimentos Atomização - Convencional
Necessita de um reservatório pressurizado, uma fonte de ar
comprimido, duas mangueiras e uma pistola;
Permite aplicações com um acabamento muito fino, dado que se
aplicam espessuras baixas em cada passagem;
Não é adequado para aplicações industriais de grande dimensão.

Aplicação dos Revestimentos Atomização – Air-Less
Forma mais comum de aplicação, devido à sua grande versatilidade e
elevados padrões de produtividade;
Uma bomba de piston suga o produto para uma câmara de alta
pressão, sendo posteriormente conduzido para a mangueira/pistola;
Existem sistemas onde os componentes são apenas misturados na
pistola, devido aos reduzidos tempos de cura dos produtos;
Requer operadores qualificados e treinados neste tipo de aplicações.

A Especificação de Revestimentos
Parte 7
Especificação de Revestimentos Elementos necessários
Âmbito do trabalho;
Termos e definições;
Normas de referência;
Sistema de pintura (preparação de superfície + revestimento);
Métodos e processos de aplicação;
Programa de trabalhos;
Requisitos de inspecção e controlo de qualidade;
Requisitos de segurança e ambiente;
Tratamento de não conformidades;
Outros documentos (fichas técnicas dos produtos, fichas de dados de
segurança, etc.).
A especificação de revestimentos é um documento formal que indica ao
aplicador do revestimento aquilo que deve ser executado, e que deverá
incluir os seguintes elementos:
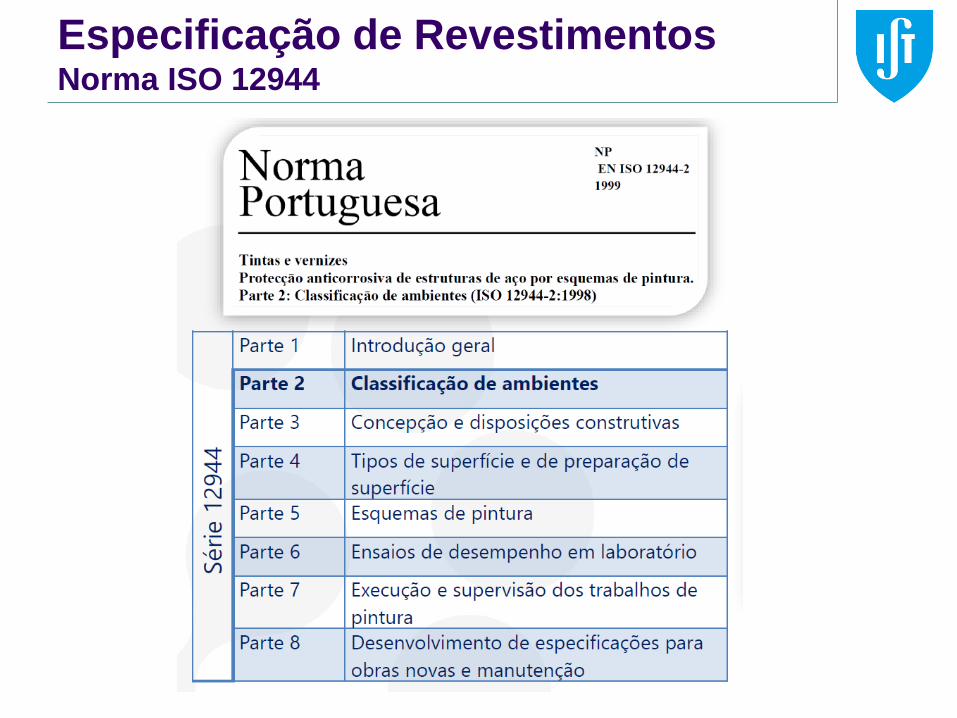
Especificação de Revestimentos Norma ISO 12944

Qualidade / Inspecção
Parte 8

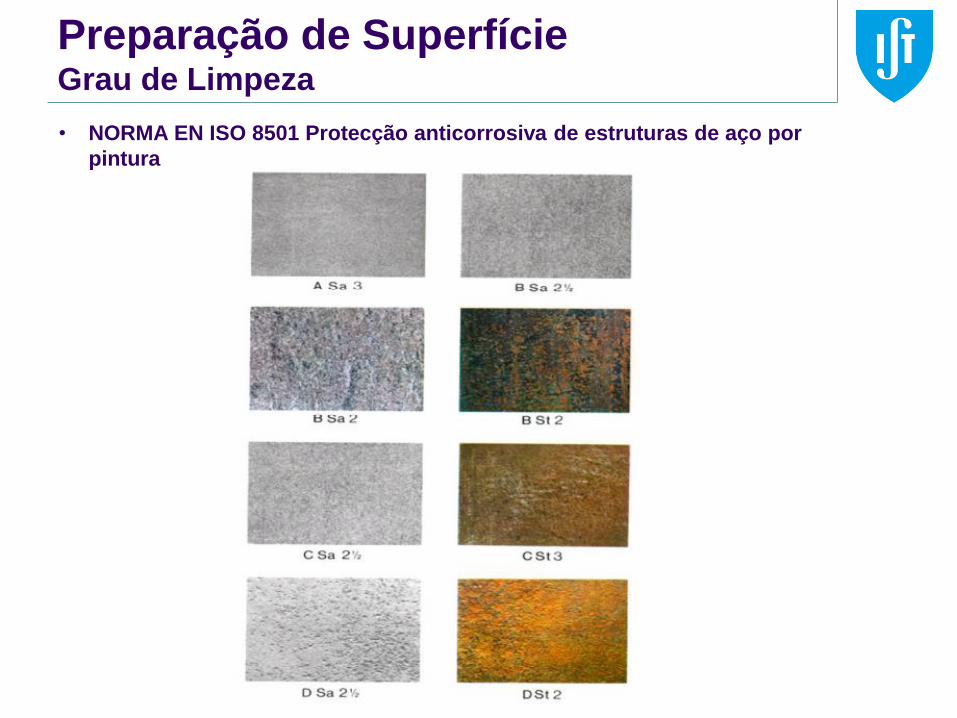
Preparação de Superfície Grau de Limpeza
• NORMA EN ISO 8501 Protecção anticorrosiva de estruturas de aço por
pintura
Preparação de Superfície Grau de Limpeza
• NORMA EN ISO 8501 Protecção anticorrosiva de estruturas de aço por
pintura

Preparação de Superfície Rugosidade

Preparação de Superfície Rugosidade
A rugosidade deve ser estabelecida tendo em consideração o tipo de
revestimento a aplicar, e segundo as instruções dos fabricantes dos
produtos;
A escolha do abrasivo influencia directamente o valor da rugosidade
final obrtida;
Para a decapagem abrasiva, o valor da rugosidade pode variar entre
os 25 e os 150 µm.

Revestimento Condições Ambientais
Temperatura ambiente entre 5º e 40º C
Humidade Relativa < 85%
Diferença entre Ponto de Orvalho e Temperatura Superfície > 3º
O controlo das condições atmosféricas
deverá ser efectuado várias vezes ao
longo do processo de aplicação ou
sempre que se verifiquem alterações
climatéricas, e no caso de aplicações no
exterior poderá ser igualmente
importante o controlo da velocidade do
vento.

Revestimento Medição de Espessuras
Medidor de Espessuras Húmidas
Medidor de Espessuras Secas (Ferromagnéticos, Condutividade e Ultra-
sons)

Revestimento Aderência
Teste de Pull-off
Fita ISO / Quadricula

Revestimento Porosidades
Baixa Voltagem (CC) Revestimentos até 500 µm
Voltagem de saída 5 a 120 V
Alta Voltagem (CC / AC) Revestimentos acima de 500 µm
Voltagem de saída 800 a 60.000 V

Obrigado!
Mário Apolinário 910 133 676