proposta de implementaÇÃo de lean … · proposta de implementaÇÃo de lean healthcare em um...
TRANSCRIPT

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
DEPARTAMENTO DE ENGENHARIA QUÍMICA
PROPOSTA DE IMPLEMENTAÇÃO DE LEAN HEALTHCARE EM
UM LABORATÓRIO DE HOSPITAL PÚBLICO
Renata Guimarães
Orientador: Prof. Dr. Marco Antonio Carvalho Pereira
LORENA
2014
RENATA GUIMARÃES

PROPOSTA DE IMPLEMENTAÇÃO DE LEAN HEALTHCARE EM
UM LABORATÓRIO DE HOSPITAL PÚBLICO
Projeto de monografia apresentado à
Escola de Engenharia de Lorena –
Universidade de São Paulo como
requisito parcial para obtenção de título
de Engenheira Química.
Orientador: Prof. Dr. Marco Antonio Carvalho Pereira
LORENA
2014

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE
TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA
FINS DE ESTUDO DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
CATALOGAÇÃO NA PUBLICAÇÃO
Serviço de Biblioteca
Escola de Engenharia de Lorena
Renata Guimarães Proposta de implementação de Lean Healthcare em um laboratório de hospital público/ Renata Guimarães; Orientador Marco Antônio Carvalho Pereira.—Lorena, 2014. 93 p. Monografia apresentada como requisito parcial para a conclusão de Graduação do
Curso de Engenharia Química - Escola de Engenharia de Lorena da Universidade de
São Paulo.
1. Lean Healthcare 2. Lean . I Título. II Pereira, Marco Antônio Carvalho

Aos meus pais Maria Nilce e Ary, pelo apoio, dedicação e
exemplo desde os primeiros passos até hoje.

AGRADECIMENTOS
A Deus, por me proporcionar todas as ferramentas e oportunidades para
tudo na minha vida, inclusive este trabalho.
À minha mãe Maria Nilce, que desde sempre me aconselhou e protegeu,
ajudando sempre que possível, e que ainda guia meus passos de onde quer que
esteja.
Ao meu pai Ary, que sempre foi um exemplo de profissional e modelo de
ser humano, me ensinando o caminho da honestidade e do valor do trabalho e do
conhecimento.
Ao Gabriel, que me apoiou, teve paciência e me acalmou nos momentos
mais difíceis durante todo esse trabalho e boa parte da minha vida pessoal e
profissional.
A todos os meus amigos, em especial Bruna e Guilherme, que durante os
piores momentos estiveram ao meu lado encorajando e dando o suporte que eu
precisava.
Ao Prof. Dr. Marco Antonio, por ser um orientador presente e
comprometido com o sucesso deste trabalho e que teve grande influência na
escolha do tema deste projeto.
Ao Prof. Dr. Messias, ao Dr. Sawhney, a Gagan e a Eric John, que
participaram ativamente para a realização dessa pesquisa.
A todos os funcionários e colaboradores dos hospitais, principalmente os
que trabalham nos laboratórios, por me ajudarem a desempenhar e que aceitaram
as sugestões.

“Nada substitui o conhecimento.” Edwards Deming.

RESUMO
GUIMARÃES, R. Proposta de implementação de Lean Healthcare em um
laboratório de hospital público. 2014. 93 f. Projeto de monografia (Trabalho de
conclusão de curso) – Escola de Engenharia de Lorena, Universidade de São
Paulo, Lorena, 2014.
Este projeto de monografia tem como objetivo principal propor a implementação
de Lean Healthcare para aumentar a produtividade de um hospital público
brasileiro. O pensamento enxuto já faz parte do vocabulário industrial desde a
década de 50. Entretanto, esses conceitos começaram a ser aplicados na área da
saúde só por volta do ano de 2002. Com isso, poucos hospitais brasileiros
utilizam esses conceitos nas suas atividades diárias. Alguns trabalhos já foram
realizados nesse contexto e apresentaram grande eficiência na melhoria de
qualidade e produtividade dessas instituições. Esses trabalhos são justificados,
uma vez que o sistema de saúde é complexo e possui diversos problemas com
estoque, filas de espera e retrabalho, dentre outros. Foi utilizado como base para
esse trabalho um projeto desenvolvido durante um curso de Lean Manufacturing
realizado nos EUA, proposto a um laboratório de análises clínicas. Através de
conceitos como: 5S, Kanban, modificações no layout e estudos de estoque, as
propostas feitas nesse trabalho de conclusão de curso proporcionarão uma
melhora nas atividades dentro de um laboratório análises clínicas de um hospital
brasileiro, promovendo a qualidade de vida de funcionários e pacientes, além da
eficiência e qualidade técnica do processo.
Palavras-chaves: Lean, Hospital, Lean Healthcare.
ABSTRACT
GUIMARÃES, R. Implementation proposal of Lean Healthcare in a public
hospital laboratory. 2014. 93 f. Final Paper – Engineering School of Lorena,
University of São Paulo, Lorena, 2014.
This thesis project aims to propose the implementation of Lean Healthcare to
increase the productivity of a brazilian public hospital. Lean thinking is already part
of the industrial vocabulary since the 50s. Nevertheless, these concepts began to
be applied in hospitals only around the year 2002. Consequently, few brazilian
hospitals use these concepts in their current activities. Some thesis has been
performed in this context and showed great efficiency in improving quality and
productivity of these institutions. These jobs are justified, since the health system
is complex and has many problems with stock, queues, rework, among others. A
project developed during a course of Lean Manufacturing performed in the USA,
apply in an American laboratory was used as the basis for this work. Through
concepts such as 5S, Kanban, changes in layout and inventory studies, proposals
made in this final paper will provide an improvement in activities within a clinical
analysis laboratory of a hospital in Brazil, promoting the quality of life of employees
and patients and technical efficiency and process quality.
Key words: Lean, Hospital, Lean Healthcare.

LISTA DE FIGURAS
Figura 1. Exemplo explicativo da ferramenta A3 (adaptado de LEAN
ENTERPRISE INSTITUTE, 2014). ........................................................................ 27
Figura 2. Esquema do modelo DRIVES. ............................................................... 30
Figura 3. Custo total de estoque (adaptado de NAHMIAS, 2009). ........................ 33
Figura 4. Evolução da Filosofia Lean (adaptado de BERTANI, 2012). ................. 38
Figura 5. Layout do laboratório do Hospital americano. ........................................ 47
Figura 6. Prateleiras existente no laboratório . ...................................................... 48
Figura 7. Análise em folha A3. .............................................................................. 49
Figura 8. Gráfico da análise ABC para o hospital estadunidense. ........................ 51
Figura 9. Desenho esquematizado da sugestão do layout das estantes. ............. 53
Figura 10. Flow Racks propostos e suas dimensões em polegadas. .................... 54
Figura 11. Exemplo de cartão Kanban utilizado em outras áreas do hospital
estadunidense. ...................................................................................................... 55
Figura 12. Sistema de código de barras. .............................................................. 56
Figura 13. Exemplo de Quadro 5S ........................................................................ 57
Figura 14. Cartão red tag. ..................................................................................... 58
Figura 15. Cartão de Nível de Maturidade 5S. ...................................................... 58
Figura 16. Exemplo de Checklist (OFFICE 5S CHACKLIST, 2012). ..................... 59
Figura 17. Lista de ações 5S................................................................................. 59
Figura 18. Campo para Funcionário do Mês. ........................................................ 60
Figura 19. Histórico de notas de auditorias anteriores em tabela. ........................ 61

Figura 20. Exemplo de histórico de notas de auditorias anteriores em gráfico. .... 61
Figura 21. Histórico resumido dos red tags antigos. ............................................. 62
Figura 22. Gráfico do dimensionamento do SS em Quantidade x Tempo. ........... 63
Figura 23. Layout da página inicial da ferramenta de controle de estoque. .......... 65
Figura 24. Layout esquematizado do laboratório brasileiro. .................................. 67
Figura 25. Relatório A3 para o laboratório de análises clínicas no Brasil. ............ 69
Figura 26. Etiqueta para identificação de equipamentos. ..................................... 71
Figura 27. Etiquetas para equipamentos com diferenciação por cores. ................ 72
Figura 28. Localização sugerida para as agendas de equipamentos. .................. 73
Figura 29. Ficha de identificação de análises. ...................................................... 75
Figura 30. Localização das fichas de descrição de análises no local de
armazenagem de itens. ......................................................................................... 75
Figura 31. Modelo de cartão de Kanban a ser utilizado para a reordem. .............. 76
Figura 32. Localização do Ponto de Reordem. ..................................................... 77
Figura 33. Representação sintetizada das recomendações feitas para o
laboratório brasileiro de acordo com a ferramenta 5S. ......................................... 78
Figura 34. Quadro Kaizen/5S para a "melhoria contínua". .................................... 79
Figura 35. Identificação do time de Kaizen no quadro 5S. .................................... 80
Figura 36. Indicadores de melhorias anteriores no Quadro 5S. ............................ 80
Figura 37. Divulgação de notas de auditorias anteriores. ..................................... 81
Figura 38. Campo de sugestões no Quadro 5S. .................................................. 81
Figura 39. Cartão de Sugestão. ............................................................................ 82

Figura 40. Exemplo de como divulgar a melhor sugestão e o funcionário que a
fez. ........................................................................................................................ 82
Figura 41. Localização do Quadro 5S no laboratório ............................................ 83
Figura 42. Página inicial da ferramenta desenvolvida para o controle de estoque.
.............................................................................................................................. 84
Figura 43. Layout da págia de controle de estoque de um do "item teste". .......... 85
Figura 44. Gráfico da movimentação do estoque de forma geral (adaptado de
GONÇALVES, 2012). ............................................................................................ 85

LISTA DE QUADROS
Quadro 1. Desperdícios da Produção Enxuta no setor de saúde (adaptado de
BERTANI, 2012) ................................................................................................... 39
Quadro 2. Sessões da Análise ABC. .................................................................... 50
Quadro 3. Exemplo do cálculo da otimização de estoque para o item GLOVE
EXAM NITRILE XSML 881/ (os valores das demais variáveis foram fornecidos
pelo hospital americano). ...................................................................................... 63
Quadro 4. Quadro com os investimentos iniciais para o hospital americano. ...... 65
LISTA DE ABREVIATURAS E SIGLAS
5S Abreviatura para 5 palavras japonesas: seiri, seiton, seiso, seiketsu,
shitsuke
CA Custo de Armazenagem
Ce Custo unitário anual
Cf Custo fixo de um pedido
CP Custo de pedido
DA Demanda Anual
DL Demanda durante o Lead Time
DRIVES Define, Recognize, Indentify, Visualize, Execute e Sustain
FIFO First in, first out
L Tamanho do lote.
LEC Lote econômico de compra
LT Lead Time
PCR Polymerase Chain Reaction
PDCA Plan, Do, Check e Action
R Ponto de Reordem
SS Safety Stock
TC Custo Total
TPM Total Productive Maintenance
UD Uso diário
z Distribuição normal

SUMÁRIO
1 INTRODUÇÃO ........................................................................................... 17
1.1 CONTEXTUALIZAÇÃO .............................................................................. 17
1.2 JUSTIFICATIVA ......................................................................................... 18
1.3 RELEVÂNCIA DO ASSUNTO .................................................................... 19
1.4 OBJETIVO .................................................................................................. 19
1.5 OBJETIVOS ESPECÍFICOS ...................................................................... 19
2 FUNDAMENTAÇÃO TEÓRICA ................................................................. 20
2.1 ORIGEM DA INDÚSTRIA ........................................................................... 20
2.2 QUALIDADE ............................................................................................... 21
2.2.1 Histórico .................................................................................................... 21
2.2.2 Conceituação ............................................................................................ 23
2.2.3 Abordagens .............................................................................................. 24
2.3 LEAN MANUFACTURING .......................................................................... 25
2.3.1 Conceituação ............................................................................................ 25
2.3.2 Princípios da produção enxuta ............................................................... 25
2.3.3 Ferramentas da produção enxuta ........................................................... 26
2.4 ESTOQUE .................................................................................................. 30
2.4.1 Conceitos para produção de estoque .................................................... 31
2.4.2 Cálculos de Otimização de Estoque ....................................................... 31
2.5 GESTÃO DE PESSOAS ............................................................................ 35
2.6 LEAN HEALTHCARE ................................................................................. 37
2.6.1 Clínica laboratorial ................................................................................... 40
2.6.2 Trabalhos relevantes sobre o assunto ................................................... 41
3 METODOLOGIA ........................................................................................ 42
4 LABORATÓRIO DE ANÁLISES CLÍNICA DE UM HOSPITAL
AMERICANO ........................................................................................................ 45
4.1 APRESENTAÇÃO ...................................................................................... 45
4.2 DIAGNÓSTICO .......................................................................................... 46
4.2.1 Análise em folha A3 ................................................................................. 46
4.2.2 Análise ABC .............................................................................................. 49
4.3 MELHORIAS PROPOSTAS ....................................................................... 51
4.3.1 Design no Armazenamento ..................................................................... 51
4.3.2 Manutenção do 5S .................................................................................... 56
4.3.3 Cálculo da Otimização do Estoque ......................................................... 62
4.3.4 Desenvolvimento de um Sistema Computadorizado de Gerenciamento
de Estoque ........................................................................................................... 64
4.3.5 Custos para o hospital americano .......................................................... 65
4.4 APRENDIZAGEM ADQUIRIDA .................................................................. 66
5 LABORATÓRIO DE ANÁLISE CLÍNICA EM UM HOSPITAL
BRASILEIRO.........................................................................................................67
5.1 APRESENTAÇÃO ...................................................................................... 67
5.2 DIAGNÓSTICO .......................................................................................... 68

5.2.1 Análise em folha A3 ................................................................................. 68
5.2.2 Identificação de Desperdícios ................................................................. 69
5.3 PROPOSTAS DE MELHORIA ................................................................... 70
5.3.1 Organização 5S ........................................................................................ 70
5.3.2 Eliminando o desperdício de espera ...................................................... 73
5.3.3 Eliminando a movimentação desnecessária ......................................... 74
5.3.4 Implementação do Cartão Kanban.......................................................... 76
5.3.5 Aplicando o Kaizen .................................................................................. 78
5.3.6 Desenvolvimento de uma ferramenta computadorizada para controle
de estoque ........................................................................................................... 84
CONCLUSÃO ....................................................................................................... 86
REFERÊNCIAS .................................................................................................... 88
ANEXO A – Modelo de Auditoria 5S .................................................................. 91
ANEXO B – Folha A3 para o laboratório de análises clínicas americano ...... 92
ANEXO C – Folha A3 para o laboratório de análises clínicas brasileiro ........ 93

17
1 INTRODUÇÃO
1.1 CONTEXTUALIZAÇÃO
Esta seção tem como objetivo contextualizar o trabalho no espaço-tempo,
através de definições sobre o assunto e de uma pequena descrição sobre o
histórico do pensamento enxuto até sua utilização na área da saúde.
O pensamento enxuto desenvolveu-se na fábrica da Toyota, no Japão.
Entretanto, a gestão da qualidade como conhecemos hoje, só teve seu
reconhecimento com a criação do termo “Gestão Total da Qualidade”, com
Edwards Deming (1900-1993) e Joseph M. Juran (1904-2008), nos anos 50
(LINS, 2000).
A partir deles, outros estudiosos desenvolveram diferentes ferramentas
para melhorar a produtividade industrial, aumentar a capacidade produtiva,
diminuir desperdícios, aumentar lucro, diminuir variabilidade, dentre outros
motivos.
Entretanto, alguns pesquisadores passaram a estudar a aplicabilidade
dessas mesmas ferramentas para outras áreas que não a industrial e assim, em
2002, surge o Lean Healthcare (BERTANI, 2012). O Lean Healthcare tem como
principal objetivo a utilização das ferramentas, já empregadas nas indústrias, em
hospitais: nos centros cirúrgicos, na burocracia hospitalar, na administração geral
do hospital e em seus laboratórios, com controle de estoque, valorização dos
funcionários e layout, dentre outros.
O Lean no ambiente da saúde vem a ser uma importante ferramenta no
combate à eliminação de desperdícios e na redução dos custos operacionais a
fim de atingir alta produtividade. Ainda mais quando se trata de processos
burocráticos e lentos, com funcionários desmotivados e apáticos quanto ao

18
desempenho de suas funções, sobretudo em um sistema complexo como o
brasileiro (LIMA, 2007).
A utilização do pensamento enxuto na área hospitalar visa melhorar a
produtividade e a qualidade no serviço público e privado de saúde. Esse
desenvolvimento nos hospitais brasileiros tem como principal objetivo uma
melhoria no atendimento de toda a população e também no ambiente de trabalho
dos funcionários, sendo de grande importância para a qualidade de vida dos
brasileiros, além é claro dos objetivos usuais, como redução de custos e aumento
nos ganhos da instituição. Alguns dos problemas enfrentados pelo Brasil são:
longas filas de espera, onde “parturientes esperam em média 15 horas para
serem atendidas em hospitais públicos” (IPEA, 2006), má gestão da capacidade,
com superlotação e falta de leitos, aumento desnecessário de exames,
ineficiência dos controles de estoque: “Hospitais com falta de medicamento”
(CORREIO DA MANHÃ, 2013), dentre muitos outros.
Neste contexto, apesar do pensamento Lean Healthcare (também
conhecido como Lean Healthcare) ainda não ser corriqueiro no âmbito mundial,
no Brasil ele está no estágio inicial, com poucos estudos na área e ainda menos
trabalhos aplicados em hospitais nacionais.
1.2 JUSTIFICATIVA
O lean já apresenta excelentes resultados na área industrial desde o seu
surgimento nos anos 1950, com o desenvolvimento do Sistema Toyota de
Produção. Depois de sua disseminação pelo mundo com o Toyotismo, alguns
estudiosos perceberam a potencialidade do pensamento enxuto para outras áreas
como a hospitalar.
O principal ponto de justificativa deste trabalho se dá uma vez que a
utilização do Lean Healthcare pode proporcionar um melhoramento significativo
na área da saúde.

19
1.3 RELEVÂNCIA DO ASSUNTO
A relevância do assunto pode ser suportada pela contribuição que a
mentalidade enxuta tem dado às operações de inúmeras organizações nos mais
variados setores seja este industrial ou administrativo e principalmente pelos
benefícios potenciais desta abordagem aos diversos stakeholders dos serviços de
saúde, tanto para os colaboradores quanto para os pacientes e utilizadores do
serviço (SILBERSTEIN, 2007).
1.4 OBJETIVO
O principal escopo deste trabalho é propor a implementação de Lean
Healthcare para aumentar produtividade de um hospital público brasileiro.
1.5 OBJETIVOS ESPECÍFICOS
Propor a utilização das ferramentas do “Lean Thinking” para beneficiar
as atividades de um laboratório hospitalar de análises clínicas.
Propor ações que tornem as atividades dos funcionários do laboratório
de análises clínicas mais eficazes, de forma a beneficiar o trabalho dos
mesmos e o atendimento aos pacientes.
Difundir no meio acadêmico e externo a aplicabilidade das
ferramentas do Lean no âmbito hospitalar.
Propor controle de estoque visando minimizar desperdícios
relacionados a armazenagem.
20
2 FUNDAMENTAÇÃO TEÓRICA
Este capítulo faz um mapeamento da literatura que será relevante no ponto
de vista da elaboração e execução do projeto. Aqui são apresentados os
conceitos e definições, tais como 5S, estudo de layout, gerenciamento de
pessoas, gerenciamento de estoque, análise ABC, dentre outros.
2.1 ORIGEM DA INDÚSTRIA
Até o século XVII, todas as profissões liberais, ainda que divididas em
diversas especializações e denominações, eram basicamente desempenhadas
por artesões, dentre eles pintores, sapateiros, arquitetos, vidraceiros,
marceneiros, e assim por diante (CAUCHIK, SOUZA 2012).
Do ponto de vista da qualidade, os bons artesãos eram aqueles que
compreendiam bem todo o processo produtivo, desde a escolha da matéria-prima,
até os detalhes do projeto e a entrega do produto final. Entretanto, como cada
pedido era personalizado e com detalhes específicos, o preço unitário era pouco
acessível para classes inferiores (LINS, 2000).
Em 1776, com o desenvolvimento da máquina a vapor de James Watt, o
homem passou a possuir outra fonte de energia, que não a força humana ou a
tração animal. Com isso a produção passou a ser feita com maquinário. Com isso,
a produção passou a ser ditada pelo ritmo dos equipamentos e assim surgiram as
primeiras fábricas (LINS, 2000).
Lins (2000, p. 55) ainda continua:
A produção se tornou padronizada e as opções colocadas à disposição dos clientes passaram a ser limitadas. Neste contexto, a quantidade de falhas, desperdícios e de acidentes de trabalhos era elevada, em função das limitações das máquinas e do despreparo dos operários e de técnicas administrativas. Mesmo com a inspeção final do produto e a

21
supervisão do trabalho, havia muitos desperdícios. Era então necessário estudar formas de tornar a produção mais efetiva e produtiva.
Em 1911, Frederick Winston Taylor (1856-1915), criador da administração
científica, divulga sua obra “Princípios da Administração Científica”, em que
focaliza a estruturação global da empresa e defende a aplicação dos princípios da
supervisão funcional, da padronização de procedimentos, ferramentas e
instrumentos do estudo de tempos e movimentos, do planejamento de tarefas e
de cargos e dos sistemas de premiação por eficiência. Também formalizou os
conceitos de divisão do trabalho, de especialização profissional e de
administração pela execução (LINS, 2000).
Nos anos 20, Elton Mayo (1880-1949) fez uma importante descoberta, na
qual ele identificou que para a produtividade de um funcionário, os fatores
psicológicos (desejo de satisfação pessoal, autoestima, dentre outros) eram mais
relevantes do que os fatores fisiológicos (alimentação, descanso, moradia, dentre
outros). Ainda na década de 20, o estatístico Walter Shewhart (1891-1967),
introduziu os conceitos de controle estatístico de processo e o de ciclo de
melhoria contínua (PDCA). Este último consistia em PLAN (planejar), DO
(executar), CHECK (checar) e ACT (agir). Apesar desses esforços, após a II
Guerra Mundial, essas técnicas ficaram esquecidas por alguns anos (LINS, 2000).
2.2 QUALIDADE
2.2.1 Histórico
Nos anos 50, a Gestão da Qualidade Total foi desenvolvida e amplificada
nas figuras de Winston Edwards Deming (1900-1993) e Joseph M. Juran (1904-
2008). Juran foi o responsável pela enunciação da aplicação do diagrama de
Pareto, segundo o qual poucas causas são responsáveis pela maioria das
ocorrências. Através de Deming, a indústria japonesa teve contato com o conceito
22
de qualidade no momento em que as empresas japonesas passavam pelo seu
reerguimento, logo após a II Guerra Mundial (SILBERSTEIN, 2007).
Assim, a partir dos anos 50, os japoneses iniciaram o desenvolvimento de
programas de melhoria da qualidade, e em pouco tempo já começaram a criar
suas próprias técnicas. Kaoru Ishikawa (1915-1989) difundiu o conceito de “zero
erro”, o qual consistia em fazer certo da primeira vez, e assim minimizar em
proporções de ppm e ppb os erros na produção. Outro conceito amplamente
estimulado pelo estudioso foi os Círculos de Controle de Qualidade, mais
conhecidos como CCQ. Ishikawa ainda foi o desenvolvedor de outros termos
muito conhecidos atualmente no meio da engenharia da Qualidade: just-in-time
(onde se minimiza os estoques), os 5S (senso de organização e limpeza do
ambiente de trabalho) e o Kanban (controle de produção feito por cartões, sistema
de produção do tipo “puxado”) (BERTANI, 2012).
Com a aplicação dessas ferramentas e conceitos, em menos de 30 anos,
os japoneses já oferecia ao cliente produtos e serviços de qualidade, a um preço
acessível e entregas de curto prazo. Com isso, nos anos 80, americanos e
europeus viam nos japoneses uma forte concorrência e tiveram de voltar seus
olhos aos métodos de produção oriental em busca de respostas para melhorar
suas produções.
No final dos anos 80, a qualidade foi dividida em três abordagens
diferentes. A abordagem japonesa dava ênfase na formação do homem, à
organização do ambiente de trabalho e ao trabalho em equipe. A americana,
desenvolvida a partir de indústrias bélicas e nucleares tinham como escopo a
segurança e a confiabilidade de seus produtos. E por fim, a europeia. Esta visava
à relação fornecedor-cliente pelo lado da certificação dos fornecedores, como por
exemplo, a certificação das normas ISO (BERTANI, 2012).
No Brasil, não houve uma tendência predominante. Cada setor industrial
brasileiro seguiu umas dessas três tendências distintas.

23
2.2.2 Conceituação
Qualidade, segundo Conte e Durski (2002, p. 53) pode ser descrita como
“um conjunto de características e propriedades de um produto, processo ou
serviço, que asseguram a capacidade de satisfazer as necessidades explícitas ou
implícitas”.
Apesar dessa definição da qualidade como um conjunto de atributo para
adequação ao uso ser clara e objetiva, ela não explicita particularidades das
atividades de produção, comercialização e atendimento pós-venda de um produto
ou serviço. Na verdade, são também associados à qualidade outros predicados
típicos como a relação com o fornecedor e o usuário, como a capacidade do
primeiro se antecipar às necessidades do cliente, o tempo de resposta a um
pedido e o suporte oferecido (LINS, 2000).
A qualidade de um produto depende do processo de sua produção. Assim,
para se assegurar a qualidade de um produto, é necessário o acompanhamento
do seu ciclo completo, desde o projeto até o seu uso, passando pelo padrão da
matéria-prima até na distribuição para o cliente final. Devem ser identificados
quais atributos irão determinar a qualidade do produto, de forma a projetá-lo a
atender tais requisitos, produzi-lo dentro das especificações e acompanhar o seu
uso, verificando se o projeto foi adequado e se este foi corretamente seguido na
produção.
Portanto, a qualidade é o resultado do esforço de se atender as
especificações de um produto ou serviço. Desta forma, não se pode falar em
qualidade se está não for especificada (LINS, 2000).
A engenharia da qualidade é o conjunto de técnicas e ferramentas para
estabelecer procedimentos, critérios e medições da qualidade de um produto ou
serviço. Também tem a função de identificar produtos e processos não
conformes, identificando e eliminando causas dessa não conformidade. O
enfoque mais tradicional dessa engenharia é o controle da produção, seja através
de inspeções do produto ou do controle da produção. Entretanto, uma visão mais

24
moderna se baseia em ações preventivas que garantam que a qualidade será
alcançada, utilizando a inspeção como apoio quando indispensável, em um
contexto de gestão total da qualidade, estendida a todas as atividades da
empresa (LINS, 2000).
2.2.3 Abordagens
Para Garvin (2002), qualidade pode ser definida segundo cinco
abordagens principais: transcendente, baseada no produto, baseada no usuário,
baseada na produção é baseada no valor. Na abordagem transcendente
excelência inata traduz Qualidade, ou seja, é intemporal e duradouro. Quando a
Qualidade é interpretada como uma variável precisa e mensurável a abordagem é
baseada no produto, logo se classifica perante a quantidade de atributos que o
produto apresenta. Já a abordagem baseada no usuário é subjetiva, uma vez
que a Qualidade está ligada às preferências dos consumidores. Quando se define
Qualidade como aquela em conformidade com as especificações, sendo a
excelência atingida quando o certo é feito logo na primeira vez, a Qualidade está
baseada na produção. A última abordagem é baseada no valor, assim custos e
preços são os itens de mais relevância, essa abordagem é que nos últimos
tempos prepondera, já que o consumidor, nesse caso, deseja excelência do
produto atrelado ao valor no mesmo.
Neste contexto, a qualidade no hospital pode ser considerada como tendo
duas abordagens: a baseada no usuário e a baseada na produção. A primeira é
mais evidente, mesmo que mais subjetiva, pois quando se fala em qualidade no
ambiente hospitalar existe uma relação de dependência direta da opinião do
paciente quanto ao serviço oferecido. Por outro lado, também se pode considerar
uma abordagem baseada na produção: é importante que as atividades no hospital
tenham a filosofia do “fazer certo da primeira vez”, uma vez que o erro leva a
necessidade de um retrabalho, como por exemplo, refazer um teste laboratorial
para se identificar a patologia do doente. Esse retrabalho acarreta em perda de

25
tempo, que em uma situação delicada pode levar a piora do quadro do paciente
(GARVIN, 2002).
2.3 LEAN MANUFACTURING
2.3.1 Conceituação
Segundo Womack et al. (1992) o termo produção enxuta (lean production)
surgiu quando Krafcik, integrante do International Motor Vehicle Program (IMVP),
em uma pesquisa pelo MIT, que visava listar as diferenças entre os sistema de
produção automobilístico convencional com o sistema de produção adotado pela
Toyota, adotou o termo “enxuto” para descrever o segundo. Isto por que:
Requeria menor esforço humano para desenhar e produzir;
Necessitava menor investimento por unidade de capacidade
produtiva;
Requeria menores estoques;
Resultava em produção com menos defeitos;
Causava menos acidentes de trabalho
2.3.2 Princípios da produção enxuta
Segundo Womack e Jones (1996), os conceitos de produção enxuto
podem ser aplicados segundo cinco princípios:
Determinar o que é Valor para o cliente: a empresa deve definir,
segundo o ponto de vista do cliente, o que este considera como valor, ou seja,
deve determinar o que efetivamente agrega valor ao produto o qual o cliente deve
estar disposto a pagar.
26
Identificar o Fluxo de Valor: a empresa não deve visualizar a produção
pontualmente, mas como uma sequencia de operações e atividades, que
agregam ou não valor.
Implementar Fluxo contínuo: produzir em lotes unitários, de forma que
cada produto seja imediatamente passado para a etapa seguinte, de forma a
evitar estoques ou paradas.
Produção puxada: Onde não houver a possibilidade de implementar um
fluxo contínuo, deve-se produzir apenas quando o processo cliente solicitar,
evitando estoques e superprodução.
Perfeição: Seguindo a cultura da melhoria contínua (TPM), onde sempre
se busca a perfeição, as oportunidades de melhoria são infinitas, uma vez que
alcançar a perfeição é impossível do ponto de vista prático.
2.3.3 Ferramentas da produção enxuta
Existem diversas ferramentas da qualidade, em especial do pensamento
enxuto que podem ser aplicados no setor da saúde. Essa seção tem o objetivo de
investigar na literatura as ferramentas que serão estudadas aprofundadamente e
que poderão ser utilizados durante o projeto, visando, é claro, sua aplicabilidade
no contexto que será estudado. A seguir, uma parte dessas ferramentas, será
descrito.
5S: São cinco palavras que começam com a letra S e que
descrevem com práticas de organização no ambiente de trabalho,
gerenciamento visual (layout) e produção lean. Os termos japoneses são:
seiri, seiton, seiso, seiketsu e shitsuke. Traduzindo esses termos para o
português, respectivamente, temos: senso de descarte, senso de
organização, senso de limpeza, senso de padronização e senso de
autodisciplina. O 5S possibilita que no ambiente de trabalho, só existam as
ferramentas necessárias à operação. Assim, de forma organizada e

27
seguindo padrões pré-estabelecido, o trabalho se torna mais eficiente, fácil
e seguro. Consequentemente, as pessoas se tornam mais motivadas
(ROTHER,2003).
A3: ferramenta para resolução de problemas, em que a análise do
problema, as ações corretivas e o plano de ação são organizados e
apresentados em uma folha A3, de onde vem o nome. São utilizados para
promover melhoria contínua; alinhar iniciativas, medidas estratégicas da
organização; e como método de resolução de problemas (RIBEIRO, 2012).
A ferramenta é composta por 7 campos e busca identificar a situação atual,
a essência do problema, as possíveis medidas para solucioná-lo, a melhor
delas, quais os passos para colocá-las em prática e um indicador que o
problema foi efetivamente solucionado.
Figura 1. Exemplo explicativo da ferramenta A3 (adaptado de LEAN ENTERPRISE INSTITUTE, 2014).

28
Gestão Visual: Segundo Bertani (2012) é definido como a
exposição visual das ferramentas, peças, atividades de produção e
indicadores de desempenho do sistema de produção, de modo que a
situação real possa ser entendida rapidamente por todos.
Layout: Segundo IMAM (1986), o layout, ou a disposição visual de
todos os objetos de uma determinada área, no arranjo da combinação de
trabalho, sempre aparece. Havendo até em alguns casos o surgimento de
problemas. Um desses exemplos são as “ilhas remotas”. Nelas o
trabalhador fica isolado das demais áreas, atrapalhando a comunicação e
as relações entre eles. Sendo assim, sempre ao pensar em layout, deve-se
levar em consideração 3 condições básicas: o fluxo de mercadorias, de
pessoas e informações.
FIFO: em inglês, as iniciais significam “first in, first out”. Em
português seria traduzido para “primeiro a entrar, primeiro a sair”. Esse
conceito está relacionado com: a unidade que foi a primeira a ser
produzida deve ser também a primeira a sair da fábrica. Isso faz com que
haja um melhor controle nos estoques, principalmente em relação a
organização e com limites de validade (SIPPER,1998).
POKA YOKE: É uma palavra de origem japonesa que representa
um sistema ou aparato à prova de erros que evita a produção de defeitos
ou a propagação de falhas (GONÇALVEZ, 2012). Muito utilizado para
evitar erros humanos e como um dispositivo de segurança. Pode ser, por
exemplo, um encaixe que só funcione na posição certa, ou uma máquina
perigosa que só funcione quando o operador segura um botão que fica
longe dela.
Kaizen: Duas palavras japonesas que representam a filosofia da
“Melhoria Contínua” (GONÇALVEZ, 2012). É aplicado em organizações
para implementar uma melhoria contínua envolvendo todos e vise o melhor
resultado com o menor custo possível (KAIZEN INSTITUTE BRASIL,
2014).

29
Kanban: Palavra japonesa para registro ou placa visível. É um
sistema visual que informa ao trabalhador o que, o quanto e quando
produzir. A principal meta da ferramenta é diminuir os estoques
(GONÇALVEZ, 2012).
Lead Time: Segundo Gonçalvez (2012) é o “tempo que um
determinado produto demora para percorrer a cadeia de valor desde a sua
origem até ao cliente”.
Curva ABC: A curva ABC relaciona as diversas causas com suas
respectivas influências no problema. Através do estudo do diagrama de
Pareto, descobriu-se que poucas causas são responsáveis pela maior
parcela do problema. Assim, essa ferramenta permite que o foco da análise
de problemas se dê nos pontos que mais terão efeitos mais significativos
(SIPPER,1998).
Causa Raiz: Causa principal e fundamental de um problema, ou
seja, aquela que se corrigida impede que o problema volte a acontecer.
5 Why’s: O método do 5 Why’s, como o próprio nome já diz,
consiste em se fazer sucessivas perguntas “Por que”. Isso faz com que
quem quer que esteja utilizando a ferramenta consiga se aprofundar na
causa do problema e chegar ao principal motivo que o causa. Também é
utilizado em outros métodos, como por exemplo para determinar a causa
raiz na metodologia do A3 (KRAJEWSKI,2000).
Modelo DRIVES: O modelo DRIVES ajuda a direcionar a sequência
das etapas do trabalho de identificação de problemas, solução e controle
dos mesmos (NAHMIAS, 1997). Este é semelhante ao modelo PCDA,
como verificado na Figura 2.

30
Figura 2. Esquema do modelo DRIVES.
7 Desperdícios: Taiichi Ohno (1912-1990), executivo da Toyota,
identificou e classificou 7 tipos de desperdícios que são facilmente
encontrados em diferentes processos produtivos. São eles: o tempo de
espera, a movimentação desnecessária de pessoas, desperdício no
processo, estoques dispensáveis, transporte de itens, defeitos e a principal,
superprodução (QUALIDADE BRASIL, 2014).
2.4 ESTOQUE
Segundo Corrêa (2010), o estoque pode ser definido como acúmulos
materiais entre ciclos do processo de transformação, ou seja, são pontos ao longo
do processo produtivo no qual os recursos materiais ficam parados, aguardando o
seu uso na linha de produção. No caso de um hospital, consideram-se alguns
materiais que são estocados, como gazes, drogas, sangues para serem
analisados, etc. O autor prossegue afirmando que os níveis de estoques variam
quando os fluxos de entrada e saída da etapa variam entre si.
Sendo assim, para se ajustar os níveis de estocagem é necessário
conhecer a fundo o processo como um todo, visando às demandas de entrada e
Reconhecer (Recognize)
Identificar (Identify)
Visualizar (Visualise)
Controlar
(Sustain)
Definir (Define)

31
saída. No ambiente hospitalar, o gerenciamento de estoque é de extrema
importância, uma vez que ter estoques elevados leva a uma perda de espaço útil
e ao fato de que diversos recursos, como sangue que tem prazos curtos de
validade, e drogas que devido a problemas de saúde e risco para a integridade
física dos pacientes não podem ser aplicados fora do prazo ou terem sua
armazenagem de forma inadequada.
2.4.1 Conceitos para produção de estoque
Dentre alguns conceitos fundamentais para o gerenciamento de estoques,
serão abordados o Lote Econômico de Compra e o Estoque de Segurança, de
forma que posteriormente estes conceitos serão investigados no ambiente
hospitalar durante a fase de estudos de melhorias para os laboratórios.
2.4.2 Cálculos de Otimização de Estoque
Atualmente, uma empresa, para ser competitiva, precisa reduzir custos
extras, visando uma maior produtividade. O inventário representa
significativamente esse tipo de custo para o hospital, isso porque podem quebrar,
expirar ou serem roubados representando custo sem agregar valor ao produto, no
caso análise. Além disso, também corresponde a um capital que poderia ser
utilizado em outras funções como investimento no próprio negócio.
Para se calcular um estoque otimizado é necessário determinar 3 valores:
o lote econômico de compra (LEC), o ponto de reordem (R) e o safety stock (SS),
ou estoque de segurança. Para o cálculo desses três valores, são necessários
primeiramente determinar o custo de armazenagem e o de pedido.
Corrêa (2010) detalha matematicamente a determinação de LEC através
das equações (1) e (2):
32
(1)
Onde:
CA = Custo de Armazenagem;
Ce = Custo unitário anual;
L = tamanho do lote.
O custo de armazenagem está relacionado a aqueles de guarda do
material. Este tende a aumentar proporcionalmente à quantidade de itens
estocados, isto porque inclui os custos com espaço para o armazenamento,
seguro contra furtos e avarias, softwares para gerenciamento dos itens guardados
dentre outros.
Já o custo de pedido é relacionado é a soma de todos os custos para
aquisição do material. Seja ele pagamento do mesmo, transporte, telefonia,
negociação, etc. O custo de pedido tende a diminuir quando se aumenta a
quantidade adquirida, isso ocorre devido a diluição de custos fixos para a compra
de pouco ou muito material, como por exemplo, as viagens que o colaborador de
compras faz para negociar a obtenção do item.
(2)
Sendo:
CP = Custo de pedido;
Cf = Custo fixo de um pedido;
DA = Demanda Anual.
Graficamente, podemos visualizar o comportamento da curva do custo do
pedido e do custo de armazenagem, além da soma resultante, que gera o custo
total (Figura 3). Assim, podemos afirmar que o custo total é minimizado quando o

33
custo de armazenagem se iguala ao custo de pedido, é o que chamamos de LEC
(CORRÊA, 2010).
Figura 3. Custo total de estoque (adaptado de NAHMIAS, 2009).
O lote econômico de compra (LEC) é a quantidade necessária a ser
comprada e estocada que terá a melhor relação entre o custo possível de
aquisição e o custo de manutenção do estoque. Tal dado é de fundamental
importância, pois teoricamente o LEC é exatamente igual ao dobro do estoque
mínimo que é exigido para a operação. Sendo assim, é de fundamental
importância o cálculo do LEC, para que não haja gastos excessivos e
desnecessários com estocagem, mas que ao mesmo tempo permitam de forma
segura a viabilidade da operação (BOWERSOX et al., 2006 apud VALENTIM,
2007). Neste contexto, Ballou (2006 apud VALETIM, 2007) complementou ao
afirmar que os custos com estoque podem ser divididos em: de falta de estoque,
custos com manutenção e de aquisição.
Já o ponto de reordem (R) é o ponto do estoque, em quantidades, que se
deve fazer o pedido de aquisição do item.

34
Por fim, o safety stock (SS) é o estoque de segurança, ou seja, ele serve
para proteger de possíveis incertezas (como atrasos ou outros imprevistos) da
demanda (GASNIER, 2002).
Segundo a abordagem matemática feita no “Continuous Review Model”
(NAHMIAS, 2009), têm-se as equações de (3) a (8):
(3)
(4)
Notação:
UD = Uso diário
SS = Safety stock
LT = Lead Time
Temos ainda as seguintes equações:
(5)
(6)
(7)
(8)
Sendo:
DL = Demanda durante o Lead Time
SS = Safety Stock
= Desvio Padrão

35
LEC = Lote econômico de compra
CA = Custo de armazenagem
LT = Lead Time
L = Desvio padrão no Lead Time
R = Ponto de Reordem
z = Distribuição normal (acuracidade 0.99)
TC = Custo Total
DA = Demanda anual
Através da determinação desses três valores, poderemos definir o fluxo de
ordenação de forma a diminuir o estoque ao máximo, garantindo que não haverá
atrasos na produção por falta de produtos. Assim, ter um estoque otimizado
diminui os custos, diminuindo a área de armazenagem e disponibiliza capital para
outros investimentos.
2.5 GESTÃO DE PESSOAS
Segundo Gil (2001) a valorização dos Recursos Humanos se deu no
momento em que os administradores constataram a necessidade de considerar
fatores psicológicos e sociais na produtividade.
Foi em empresas de grande porte e complexidade que começou o
reconhecimento dessa necessidade. As relações nesses ambientes tendiam a ser
cada vez mais impessoais e ficava claro que essa situação conduzia a
consequências bastante desfavoráveis no campo de administração e
gerenciamento de pessoal (LIMA, 2007).

36
A chamada Gestão de Pessoas vem ganhando adeptos ao longo dos anos,
visto que algumas empresas anunciam a disposição para tratar seus empregados,
agora chamados colaboradores, realmente como parceiros, incentivando sua
participação nas decisões e utilizando ao máximo o talento das pessoas visando a
sinergia necessária para o desenvolvimento das pessoas (GIL, 2001).
Neste contexto, a Cultura Organizacional é definida segundo Lima (2007, p.
41) como “um conjunto de padrões de comportamento, crenças e outros valores
espirituais que caracterizam a empresa”. O autor ainda continua “este aspecto
cultural é vital para a perpetuação deste sistema de gestão que tem por
característica o espírito participativo e o respeito às pessoas”.
Percebe-se que o modelo da Toyota (Toyota Way) tem uma discreta
influência da Gestão de Pessoas. Essa influência pode ser notada em um dos
pilares do modelo: o respeito às pessoas, que tem por fundamento o respeito ao
próximo, a valorização do indivíduo e o trabalho em equipe (LIMA, 2007). Para
Toyotismo, o trabalho em equipe é de fundamental importância, tanto que é um
dos dois pilares que sustentam o modelo (OHNO,1997).
A partir das definições já citadas, a participação dos funcionários na
elaboração das “soluções enxutas” é de fundamental importância. Partindo do
ponto de que os colaboradores têm maior conhecimento do processo de
produção, eles têm grande potencial na elaboração das soluções para melhoria
do ambiente de trabalho. Sendo assim, diversos trabalhos contam com a
participação de funcionários através de questionários e protocolos.
Fazer com que o colaborador participe dos projetos de qualidade faz com
que além da contribuição com a experiência e conhecimento do assunto e/ou do
processo produtivo, também haja uma valorização do indivíduo, que ao se sentir
mais estimado, segundo pesquisas comportamentais, só tendem a aumentar a
produtividade na empresa.
Para finalizar é necessário que todas as soluções apresentadas à
administração da empresa sejam incorporadas pelos funcionários que serão os
executores do projeto de qualidade. Além disso, é através do trabalho de melhoria

37
contínua (TPM) que as melhorias do Lean serão realmente enraizadas na cultura
organizacional, e isso depende intrinsecamente da colaboração e participação
ativa de todos os funcionários envolvidos, seja qual for seu nível hierárquico
dentro da companhia.
2.6 LEAN HEALTHCARE
Com a disseminação dos princípios do pensamento enxuto, mais
recentemente, passou-se a utilizar as ferramentas da qualidade em áreas
diferentes das industriais, como a administrativa. Assim, também surgiram
diferentes modelos de Lean, dentre eles o Lean Hospital, também conhecido
como Lean Healthcare. (LIMA, 2007). Na área da Saúde, a maioria das atividades
está relacionada à logística e informação, o que torna a identificação de
desperdícios mais complexa. (OLIVEIRA, 2013). Nos últimos anos, tem se visto a
difusão dos conceitos de Lean para além da manufatura, com esforço sistemático
para execução em serviços. Em particular, tem progredido velozmente em
centenas de hospitais de diversos países. As iniciativas pioneiras ocorreram nos
EUA, a partir de 2002, com a introdução de algumas ferramentas isoladas e
alguns projetos-piloto, sempre com sucessos consideráveis. O ceticismo inicial
tem dado lugar à noção de que a filosofia do Lean é extremamente útil para
problemas concretos das instituições hospitalares, tais como qualidade, custos,
segurança para pacientes e funcionários, satisfação para colaboradores, etc.
(FERRO, 2013). A Figura 4 mostra a evolução da filosofia lean durante o tempo.

38
Figura 4. Evolução da Filosofia Lean (adaptado de BERTANI, 2012).
A disseminação do trabalho padronizado de médicos, enfermeiros,
administradores, técnicos tem permitido grandes melhorias da qualidade, custos e
segurança. Entretanto, segundo Womack (2004) e Spear (2005), ainda não existe
um “hospital modelo” em conceitos de Lean. As iniciativas para a aplicação do
pensamento enxuto na área da saúde ainda está no seu estágio inicial.
Para Womack (2005), a gestão hospitalar, quando comparada as indústrias
convencionais, tem sido lenta em identificar quem realmente é o cliente. Devido a
complexidade do sistema de saúde, muitos dos processos são desenhados para
o atendimento de clientes internos, como médicos, governo, hospitais,
seguradoras, dentre outros. Entretanto, o autor ressalta que é de extrema
importância que o valor deve ser definido pelo cliente principal: o paciente.
Ben-Tovim (2013), após 2 anos de implementação do conceito num
hospital universitário da Austrália, afirma estar apenas no princípio: há áreas do

39
hospital que ainda não foram abordadas e o dilema que se enfrenta
constantemente é o de escolher entre aprofundar numa área ou iniciar o trabalho
numa nova.
O primeiro evento para a difusão do Lean Hospital ocorreu em janeiro de
2006, na Grã-Bretanha, chamado de Lean Healthcare Forum.
O escopo dessa seção é descrever e exemplificar como os conceitos do
pensamento enxuto podem ser aplicados na área da saúde. O Quadro 1 explicita
a relação entre alguns dos desperdícios da qualidade com os respectivos serviços
de saúde.
Quadro 1. Desperdícios da Produção Enxuta no setor de saúde (adaptado de BERTANI, 2012)
Assim o Lean Healthcare , segundo Graban (2009) é uma filosofia apoiada
em um conjunto de técnicas, ferramentas e conceitos que visam à melhoria na
eficiência, na produtividade e na qualidade do serviço de como os hospitais são
organizados e gerenciados.

40
2.6.1 Clínica laboratorial
Uma análise química é um processo que fornece informações químicas ou
físicas de certa amostra. A análise química é todo o conjunto de técnicas
empregadas no laboratório que, através de reações químicas, fornecem
informações para a identificação dos componentes químicos da amostra.
A análise no laboratório pode ser de três tipos: imediata, qualitativa ou
quantitativa. A primeira consiste em isolar um componente de uma mistura. A
segunda visa a identificação do composto presente na amostra. Por fim, a última
tem o objetivo de mensurar a concentração de certo composto químico presente
na amostra (CENTRO HOSPITALAR DO PORTO, 2013).
Os exames clínicos originaram-se no fim do século XIX, através de
técnicas químicas para a análise de urina e sangue e evoluiu, incorporando outras
análises como o PCR (Polymerase Chain Reaction, que é um método de
ampliação do DNA), eletroforese, análises do suco gástrico e líquido
cefalorraquidiano. Com o desenvolvimento também da bioquímica, ambos os
testes passaram a ter papeis importantes do diagnóstico, prognóstico,
monitoramento de doen ças, dentre outros (BURTIS et al., 2007).
Dentre os exames químicos feitos em laboratórios clínicos mais solicitados
pelos médicos, podemos citar o bioquímico do sangue (dosagem de glicose,
ureia, plaquetas, glóbulos brancos, hemácias, HDL, dentre outros), exames de
urina e fezes, imunologia, teste de gravidez, e assim por diante. Existem ainda
outros não tão frequentes, como exames de citologia, de líquidos seminais,
sinoviais (líquido de articulações), e muitos outros (CENTRO HOSPITALAR DO
PORTO, 2013).
41
2.6.2 Trabalhos relevantes sobre o assunto
Alguns estudos já foram realizados nessa área de Lean Heathcare no
Brasil. Silbertein (2006) na sua dissertação de mestrado “Um Estudo de Casos
sobre a aplicação de princípios enxutos em serviços de saúde no Brasil”, estudou
cinco processos do serviço de saúde utilizando o método de Estudo de Casos. O
objetivo do trabalho foi verificar como os princípios enxutos se aplicavam nesses
serviços, em que medida esses princípios estavam presentes e por fim, quais
seriam as adaptações necessárias dadas às especificidades do setor. O estudo
concluiu que mesmo que houvesse a necessidade de adaptações, a utilização
dos princípios enxutos é possível, com diferentes graus e que tem o potencial de
contribuir para conflitos entre qualidade e eficiência. A monografia concluiu ainda
que há sinergias entre a medicina baseada em evidências e a mentalidade enxuta
para a promoção de uma prática de uma prática médica de qualidade e uma
gestão eficiente de processos.
Lima (2007) em sua tese de doutorado: “Práticas do Pensamento Enxuto
em ambientes administrativos: aplicação na Divisão de Suprimentos de um
Hospital Público” aplicou o pensamento enxuto em uma Divisão de Suprimentos
de um hospital. O escopo do seu trabalho foi de apresentar a implementação do
pensamento enxuto em ambientes diferentes do industrial, no caso em ambientes
administrativos e prestadores de serviço. O método científico utilizado neste caso
foi o de pesquisa-ação, e o trabalho como um todo se estendeu de 2003 a final de
2005. Os resultados foram analisados através da técnica de pesquisa por
observação participativa. Ao final do projeto, foi possível verificar que a utilização
de ferramentas da qualidade proporcionou um ganho de qualidade e eficiência
nos setores em que foi aplicado.

42
3 METODOLOGIA
Este capítulo tem como objetivo descrever a metodologia utilizada neste
estudo. Existem inúmeras estratégias de pesquisa para um trabalho acadêmico:
experimento, levantamento, análise de arquivo, pesquisa histórica, estudo de
caso, etc.. Segundo Yin (2001), a escolha de uma estratégia de pesquisa
depende de três condições: 1) o tipo de questão da pesquisa proposto; 2) a
extensão de controle que o pesquisador tem sobre os eventos comportamentais
efetivos; 3) o grau de enfoque em acontecimentos históricos em oposição a
acontecimento contemporâneos.
O método utilizado neste trabalho foi do tipo qualitativo estudo de caso. O
Estudo de Caso documenta e analisa, de forma detalhada, a atividade de uma
empresa ou organização ou de uma parte da mesma.
Segundo Cauchik e Sousa (2012, p. 131), um estudo de caso é definido
como “um trabalho empírico que investiga um dado fenômeno dentro de um
contexto real contemporâneo por meio de análise profunda de um ou mais objetos
de análise (casos)”. Já segundo Yin (2001), o estudo de caso é considerado
adequado quando se trata de uma investigação empírica do tipo “como” e “por
que” sobre um conjunto de acontecimentos recentes sobre o qual o pesquisador
tem pouco ou nenhum controle.
O projeto teve ainda um caráter exploratório, ou seja, nas fases iniciais da
pesquisa foi utilizado um laboratório para desenvolver ideias a fim de proporcionar
maior familiaridade com o problema com vistas a torná-lo explicito.
Nesta monografia, o universo estudado foi um laboratório de analises
clinicas de um hospital público brasileiro localizado no Vale do Paraíba, interior do
Estado de São Paulo, Brasil. O estudo de caso realizado foi do tipo longitudinal, já
que os dados foram recolhidos no momento presente da coleta.
Um fato relevante é o fato de que esta autora participou de um curso sobre
Lean na Universidade do Tennesse, em Julho de 2012, onde teve a oportunidade,

43
num trabalho com uma equipe de colegas do referido curso, de visitar um hospital
dos EUA, onde foi realizado um trabalho de campo de análise e elaboração de
propostas de melhorias através de ferramentas do Lean Healthcare, para o
Laboratório de Analises Clinicas deste hospital..
O estudo realizado teve como objetivo propor melhorias no laboratório de
análises clinicas do hospital brasileiro através de ferramentas do Lean Healthcare,
a fim de tornar o ambiente de trabalho mais produtivo, melhorando a qualidade de
vida de pacientes e funcionários, tornando o atendimento mais eficaz e de alto
padrão. O estudo feito, no curso realizado nos EUAserviu de base para o projeto
no Brasil.
O projeto se baseou em cinco fases, as quais são descritas a seguir:
Fase 1: Contextualização do problema, Revisão bibliográfica, e
descrição da experiência vivida num hospital estadunidense.
Fase 2: Definição da Unidade-Caso
Fase 3: Coleta de dados no laboratório brasileiro
Fase 4: Estudo para a apresentação de sugestões para a melhoria
do laboratório com avaliação e análise dos dados
Fase 5: Apresentação das conclusões
Na primeira fase do estudo, foi feita a contextualização do problema, bem
como a revisão bibliográfica, a fim de servir como escopo para a estrutura
conceitual teórica seguida nesta monografia. Este ponto foi importante para o
aprofundamento da teoria através de pesquisas feitas na literatura e melhor
entendimento da utilização das ferramentas da qualidade. Através deste estudo é
que foram compreendidas quais as ferramentas que melhor se encaixariam no
projeto. Além disso, o estudo de outros trabalhos já realizados sobre o assunto
colaborou na construção da base deste trabalho, contextualizando o projeto no
contexto nacional e internacional. O mapeamento e o estudo da literatura
acompanhou todo o projeto até a sua finalização, de modo que sempre que

44
necessário foi consultado. Além disso, nesta fase foi elaborado um relatório da
experiência vivida no hospital dos EUA, que serviu como guia para o trabalho
realizado.
Na segunda fase, ocorreu a definição da Unidade-Caso. Já no escopo do
projeto, definiu-se que seria analisado um laboratório de análises clinicas de um
hospital público no Brasil. Este hospital foi definido durante a elaboração do
projeto, já que foi necessária a permissão dos responsáveis para a inclusão do
pesquisador na área laboratorial do hospital. Foi necessário encontrar um hospital
disposto a “abrir as portas” para o estudo realizado, contando com a colaboração
de gerentes e colaboradores da área. Este estudo de caso foi realizado em Maio
de 2014.
Após as fases iniciais, foi feita a coleta de dados num protocolo pré-
definido, baseado nas características singulares do hospital estudado na fase de
contextualização do problema. Esse protocolo foi alicerçado nos estudos feitos
nos EUA, a fim de que houvesse um modelo para o estudo no hospital brasileiro.
Além disso, pode-se utilizar da experiência adquirida pelo estudo anterior.
A fase quatro consistiu em um estudo para propor sugestões de melhoria
no laboratório de analises clinicas do hospital brasileiro com análise dos dados.
Nesta fase foram propostas sugestões para a melhoria das atividades de rotina
deste laboratório, considerando as particularidades do mesmo.
Por fim, a fase cinco consiste na apresentação das conclusões. Depois de
analisadas as questões levantadas na fase anterior e selecionadas as plausíveis
nos respectivos contextos, foi feito um relatório final, com a apresentação das
conclusões do estudo e os respectivos beneficiamentos no ambiente de trabalho.

45
4 LABORATÓRIO DE ANÁLISES CLÍNICA DE UM HOSPITAL
AMERICANO
4.1 APRESENTAÇÃO
Em Julho de 2012, esta autora participou de um curso de Lean
Manufacturing de 4 semanas nos Estados Unidos. Este curso foi uma parceria
entre o Departamento de Engenharia da University of Tennessee e universidades
estrangeiras, dentre elas a EEL (Escola de Engenharia de Lorena – USP). Neste
curso, os estudantes receberam aulas teóricas sobre Lean Manufacturing e suas
ferramentas. Paralelamente às aulas teóricas, os alunos foram separados em
grupos, os quais tinham o objetivo de colocar em prática os conhecimentos
adquiridos e desenvolver projetos com propostas de melhoria para diferentes
empresas, dentre elas um laboratório de análises clinicas de um hospital.
Este foi um trabalho realizado em equipe, com mais 4 colegas do curso,
onde o objetivo foi de analisar e elaborar propostas de melhorias através de
ferramentas do Lean Manufacturing para o Laboratório de Analises Clinicas deste
hospital, que já possuía prática com o Lean Heathcare, possuindo um programa
de parceria com a University of Tennessee, que tinha como objetivo aplicar as
ferramentas da Qualidade e Produtividade nas acomodações hospitalares. Além
disso, o laboratório estaduniense possuía um profissional em Lean Heathcare
contratado pelo próprio hospital, o qual exercia suas funções nas dependências
da própria instituição. Tratava-se de um hospital de grande porte, com cerca de
70 mil pacientes e 10 mil cirurgias realizadas no ano de 2012.
Durante quatro semanas o grupo teve a oportunidade de conhecer o
hospital, em especial o laboratório no qual foi desenvolvido o projeto. Tratava-se
de um dos laboratórios de análises clinicas do hospital, que era constituído de
cinco áreas distintas: o laboratório geral, o de microbiologia, de hematologia, de
química e de flebotomia, que ocupavam o mesmo espaço físico.

46
Os estudantes conversaram com os administradores do laboratório, com o
funcionário responsável pelo Lean Heathcare do hospital e com os colaboradores
da área a ser estudada.
Após destas visitas, foi elaborado um relatório com o diagnóstico e com
sugestões de propostas para serem implementadas a fim de melhorar a
produtividade do laboratório. Entretanto, devido ao tempo limitado do curso, não
houve tempo para o acompanhamento da implementação, o que ficou a cargo do
profissional da área de Lean Heathcare.
4.2 DIAGNÓSTICO
O escopo do curso era colocar em prática as ferramentas aprendidas
durante as aulas teóricas, tendo como resultado final do projeto, propostas de
melhoria em empresas reais.
4.2.1 Análise em folha A3
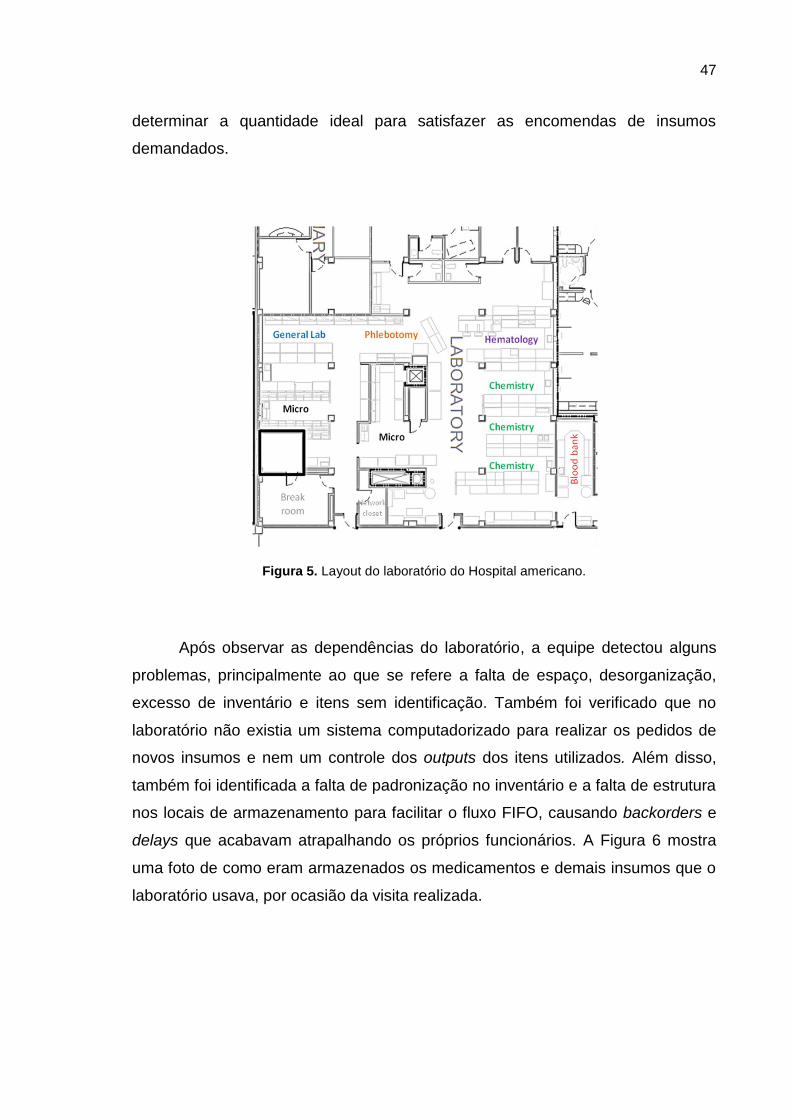
O laboratório de análises clinicas estudado era constituído de cinco áreas
distintas: o laboratório geral, o de microbiologia, de hematologia, de química e de
flebotomia, que ocupavam o mesmo espaço físico, conforme a Figura 5.
No laboratório existiam diferentes parâmetros e variáveis que poderiam ser
controlados, como: níveis de estoque, controle dos históricos de insumos
utilizados nas análises, identificação de reagentes e materiais utilizados, dentre
outros. Por outro lado, existiam também aqueles que não eram controláveis ou de
difícil controle, dentre os quais, o registro de armazenamento das demandas de
suprimentos. Isso ocorria devido à falta de atenção ou pressa dos funcionários
que acabavam negligenciando o registro desses pedidos, tornando um desafio
47
determinar a quantidade ideal para satisfazer as encomendas de insumos
demandados.
Figura 5. Layout do laboratório do Hospital americano.
Após observar as dependências do laboratório, a equipe detectou alguns
problemas, principalmente ao que se refere a falta de espaço, desorganização,
excesso de inventário e itens sem identificação. Também foi verificado que no
laboratório não existia um sistema computadorizado para realizar os pedidos de
novos insumos e nem um controle dos outputs dos itens utilizados. Além disso,
também foi identificada a falta de padronização no inventário e a falta de estrutura
nos locais de armazenamento para facilitar o fluxo FIFO, causando backorders e
delays que acabavam atrapalhando os próprios funcionários. A Figura 6 mostra
uma foto de como eram armazenados os medicamentos e demais insumos que o
laboratório usava, por ocasião da visita realizada.

48
Figura 6. Prateleiras existente no laboratório .
No curso, foi salientada a importância de uma boa aproximação com os
funcionários, para que se sintam a vontade, e sejam incentivados, a debater e
sugerir mudanças no ambiente em que trabalham. Um questionário foi elaborado
e aplicado aos funcionários do laboratório, a fim de identificar os principais
obstáculos, na visão deles, no seu ambiente de trabalho. De 10 funcionários
entrevistados, 8 apontaram a falta de organização e de espaço como um dos
principais problemas para um bom fluxo do trabalho.
A primeira ferramenta da Qualidade utilizada foi a folha A3 (Figura 7). Essa
ferramenta havia sido apresentada durante o curso como um bom método de
abordagem inicial, já que permite analisar um processo de forma metódica e
geral, pois é composta por campos distintos que ajudam na localização e
resolução dos problemas apontados. A folha A3 é dividida em dois campos: o do
lado esquerdo, visa identificar os problemas e suas causas, enquanto o campo do
lado direito aborda a solução dos mesmos.

49
Figura 7. Análise em folha A3.
4.2.2 Análise ABC
A análise ABC é um método que ordena os itens mais utilizados em uma
empresa ou indústria. Esta ferramenta possibilitou a classificação dos itens
usados no laboratório, e assim determinou quais tinham maior impacto no sistema
e por consequência deveriam ser priorizados. Durante o curso foi ressaltado que
20% de todos os problemas são responsáveis por 80% das consequências, ou
seja, ao se solucionar esses 20%, a melhora esperada, na teoria, é de 80% do
processo de forma geral.
A fim de obter um melhor layout para o laboratório, foi necessário identificar
quais os itens mais utilizados no mesmo, para que pudessem ser agrupados, a
fim de facilitar e agilizar o acesso de enfermeiras e técnicos.

50
Neste estudo, durante o curso, foi considerada apenas a área do
Laboratório Geral, devido ao tempo limitado do programa. Essa escolha foi
tomada, pois a área representava a maior parte das análises feitas, além de ser a
que mais consumia insumos. Assim, a partir de dados fornecidos pela
administração do hospital, foram estudados 237 itens, que foram divididos em 3
grupos (do mais utilizado – “A”; para o menos utilizado – “C”):
Seção Quantidades por Seção
“A” 47 itens
“B” 71 itens
“C” 118 itens
Quadro 2. Sessões da Análise ABC.
Após o estudo dos dados de demanda dos itens do Laboratório Geral e
aplicada a Distribuição de Pareto, foi gerada a Figura 8, no qual visualmente é
possível verificar que a seção “A” corresponde a 80% dos itens com maior
demanda, identificada de verde, como sugerido durante as lições na universidade.
Os últimos 20% dos itens com menor demanda foram divididos em 2 sessões,
representadas em amarelo e vermelho.

51
Figura 8. Gráfico da análise ABC para o hospital estadunidense.
Após a classificação dos itens por frequência de uso, a equipe na qual esta
autora estava partcipando se reuniu algumas vezes e sugeriu mudanças no
design do armazenamento desses itens.
4.3 MELHORIAS PROPOSTAS
4.3.1 Design no Armazenamento
O modo como os suprimentos armazenados são organizados é um detalhe
crítico para um processo. Isso porque, neste caso em estudo, essa organização
estava diretamente ligada ao fluxo de materiais pelo laboratório e à ergonomia
0.00%
0.50%
1.00%
1.50%
2.00%
2.50%
NSA
KSH
IELD
INFU
SN …
STIC
KER
…
BA
G S
PEC
IMEN
BIO
…
CH
LOR
AP
REP
ON
E-…
VA
CU
TAIN
ER …
AFF
IRM
AG
EN .8
% …
PIP
ET T
RA
NSF
ER …
SUR
GIS
CR
EEN
8%
…
TUB
E C
OA
G S
MA
LL …
SOD
IUM
HEP
AR
IN …
CA
LCIU
M C
HL …
BU
LB F
/UR
INE
MIC
R …
LAB
CO
AT
CEI
L SH
…
LAB
CO
AT
LT P
INK
…
INN
OV
AN
CE
D-…
AG
G R
AM
STI
R B
AR
…
UF-
11
CO
NTR
OL,
…
UF-
11
PA
CK
-SED
…
UF-
11
SEA
RC
H-S
ED …
UF-
11
PA
CK
BA
C …
UF-
11
SEA
RC
H B
AC
…
LIP
LESS
ATL
AS
TUB
ES
GLO
VE
EXA
M L
AB
…
CLI
NIT
EK 5
00
PA
PER
ABC Analysis
10% 10%
52
dos funcionários e, portanto, à saúde dos mesmos. Sendo assim, nessa etapa do
projeto, foi indicada uma melhor maneira de acessar os itens para as análises
laboratoriais. Na proposta elaborada, foram apresentadas duas sugestões: uma
delas para ser implementada a curto prazo e outra a longo prazo.
Como solução de curto prazo, foi proposto no projeto do curso a aplicação
do 5S no laboratório, que diminuiria não só os problemas com limpeza e
organização, mas também aumentaria a produtividade, a qualidade de vida e a
moral dos colaboradores do laboratório. A produtividade aumentaria na medida
em que houvesse uma melhor organização do espaço de trabalho, já que o tempo
gasto pelos funcionários na procura de um reagente ou insumo seria reduzido,
diminuindo assim o lead time do processo. Já a melhoria na qualidade seria
consequência de uma melhor organização, o que faria com que houvesse menos
chance para erros (POKA YOKE), já que todos os itens seriam identificados
apropriadamente. Somando-se a isso, o uso do 5S melhoraria a autoestima dos
funcionários, uma vez que eles teriam treinamento, uma maior participação no
processo de implantação da melhoria contínua (TPM) e maior liberdade para dar
sugestões. Além disso, um ambiente de trabalho mais organizado e limpo se
torna mais agradável e fácil para a realização de tarefas cotidianas, o que implica
em uma melhor qualidade no trabalho.
Assim, após a análise ABC, foi sugerido que houvesse mudanças nas
prateleiras que armazenam esses itens, de forma que os mais utilizados ficassem
ergonomicamente em lugares de mais fácil acesso. Sendo assim, os itens mais
impactantes poderiam ser mais rapidamente apanhados, o que diminuiria o tempo
“morto” do lead time.
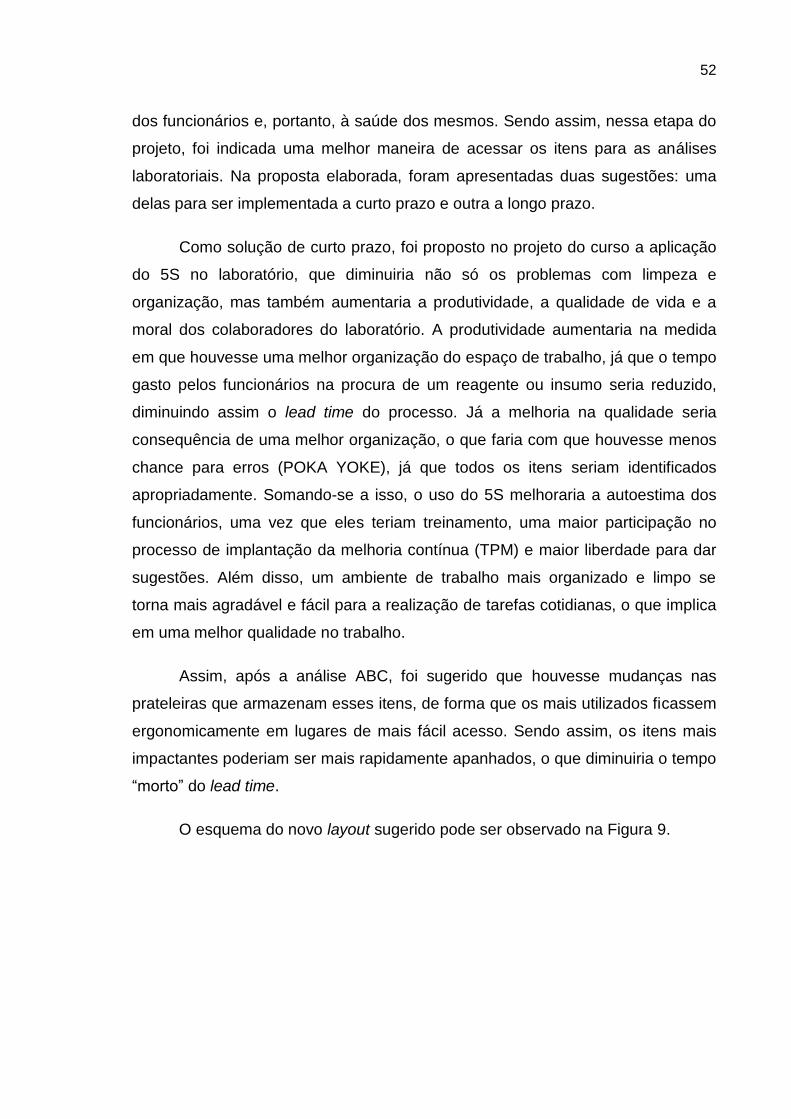
O esquema do novo layout sugerido pode ser observado na Figura 9.
53
Figura 9. Desenho esquematizado da sugestão do layout das estantes.
Ainda no conceito do 5S e visando uma maior eficiência no FIFO, o
trabalho também incluiu na sugestão de curto prazo uma mudança nas prateleiras
utilizadas (Figura 6) para “flow racks” (Figura 9), o que facilitaria o acesso desses
itens e o momento certo para a reposição dos mesmos.
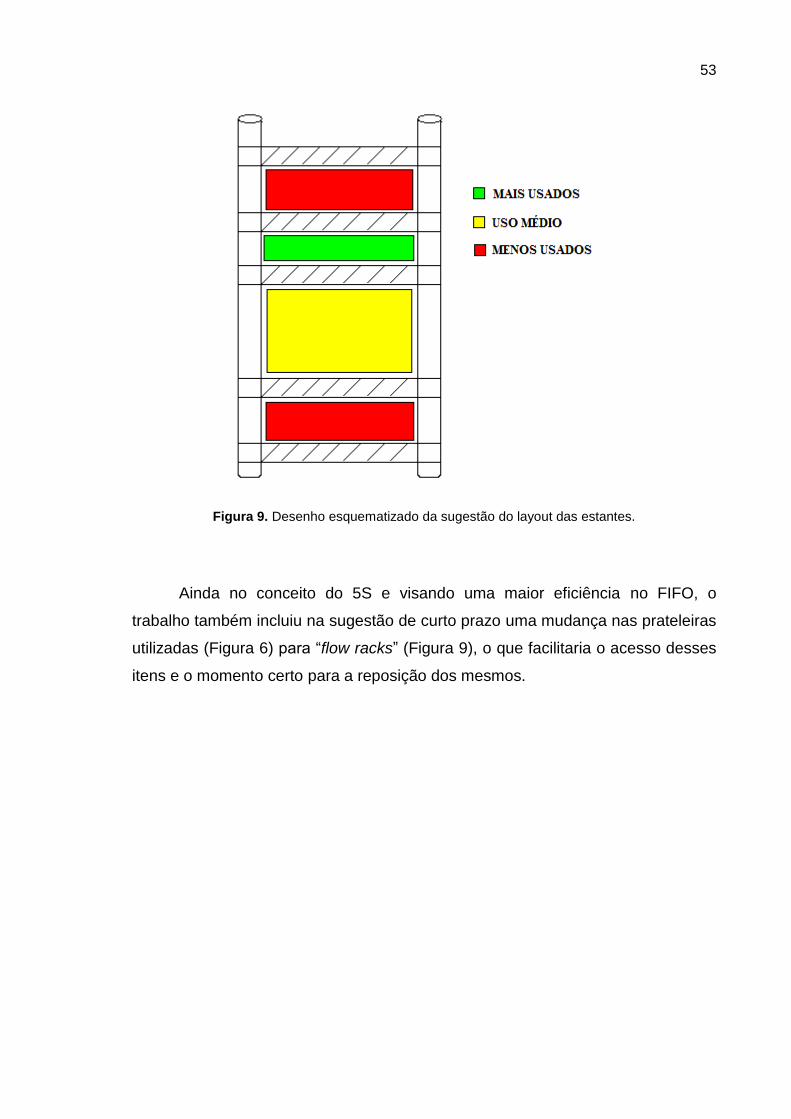
54
Figura 10. Flow Racks propostos e suas dimensões em polegadas.
Os flow racks são prateleiras que tem um pequeno ângulo de inclinação,
fazendo com que seja mais fácil retirar da prateleira os itens que se encontram na
parte frontal da mesma, ou seja, os itens de maior reposição. Assim, as novas
flow racks promoveriam o fluxo FIFO, o que priorizaria a utilização de suprimentos
com menor prazo de validade. Por exemplo, utilizaria todo o pacote de um item
antes da abertura de um novo. Isso reduziria as perdas com descarte de material
vencido.
Os flow racks deveriam ser organizados de acordo com a Figura 9,
agrupando os itens mais utilizados no centro (altura de mais fácil acesso, sem que
o funcionário precise se abaixar ou levantar), e os demais itens nas prateleiras
das extremidades superiores e inferiores. Sendo assim, seriam minimizados
problemas ergonômicos e de saúde, o que agregaria qualidade de vida aos
colaboradores do laboratório.
Assim, devido ao espaço limitado encontrado no Laboratório Geral, a
proposta foi para a aquisição de 12 unidades dessas prateleiras para que elas
substituíssem as antigas.
Juntamente com as flow racks, também foi proposto a aplicação de cartões
de Kanban para sinalizar a necessidade de reordem. Assim, quando os

55
suprimentos fossem utilizados e precisassem ser encomendados, os cartões de
Kanban seriam colocados em um local específico, chamado “local de reordem”. O
funcionário responsável por fazer os pedidos recolheria diariamente os cartões e
encomendaria os itens faltantes. Quando os itens fossem repostos no local, o
cartão de Kanban retornaria, juntamente com as novas aquisições para o local de
armazenagem. E assim o processo recomeçaria. A Figura 11 apresenta um
exemplo de cartão Kanban proposto.
Figura 11. Exemplo de cartão Kanban utilizado em outras áreas do hospital estadunidense.
Essa solução de curto prazo deveria se delongar por volta de um mês. O
projeto também contou com uma proposta de longo prazo, onde foi sugerida a
implementação de um sistema de código de barras. O principal objetivo desse
sistema seria de gerenciar automaticamente os níveis de estoque, enviando em
tempo real um alerta para o funcionário que realiza os pedidos quando os níveis
de estoque dos suprimentos atingissem o nível de reordem. A Figura 12 mostra
um exemplo de um coletor de dados a ser utilizado após a instalação de um
sistema de código de barras.

56
Sendo assim, ao utilizar um item, o funcionário passaria o código desse
insumo ou material utilizando o coletor , que deveria ser mantido em um local
próximo as prateleiras para seu fácil acesso, conforme propõe. Gestão Visual
(BERTAN, 2012). O sistema automaticamente registraria a baixa daquele item
nos registros. Quando a quantidade desse item atingisse o Ponto de Reordem, o
próprio sistema, automaticamente e instantaneamente, enviaria um alerta ao
funcionário responsável por emitir os pedidos. Dessa maneira seria eliminado o
uso do cartão de Kanban e possíveis problemas com a perda ou o atraso nos
pedidos por falta de recolhimento dos mesmos.
4.3.2 Manutenção do 5S
Para que fosse mantida a organização e limpeza motivadas pelo 5S, além
de promover e incentivar a melhoria contínua no ambiente de trabalho, o projeto
americano também aconselhou a criação do “Quadro 5S” (Figura 13), que incluía
Figura 12. Sistema de código de barras.

57
um checklist para uma auditoria mensal, uma lista das ações 5S, um modelo de
“Red Tag” (Figura 14) para quando algum ponto precisasse ser melhorado, uma
lista com a sequência de passos para compor o red tag e a matriz de maturidade
(Figura 15), que direciona para cada nível de maturidade do 5S suas
responsabilidades. O nível de maturidade 5S de cada pessoa seria calculado nas
auditorias mensais.
Figura 13. Exemplo de Quadro 5S
A auditoria mensal, que daria suporte ao 5S, proposta no trabalho feito nos
EUA traz um exemplo de checklist (Figura 16) que poderia ser aplicado (OFFICE
5S CHECKLIST, 2012). Nele há a possibilidade de classificar certos critérios
listados, atribuindo cores segundo essa classificação. Aqueles com uma alta
pontuação, ou seja, com classificação vermelha, são identificados como os
problemas a serem priorizados no mês posterior a auditoria. Assim, cada
problema deve ter um red tag e as ações a serem tomadas devem ser listadas na
lista de ação (Figura 17). Além disso, deve-se olhar a classificação da lista de
maturidade para que haja um direcionamento nas iniciativas que os funcionários
devem tomar para a melhoria ou solução desses problemas e para o
desenvolvimento do ambiente de trabalho.
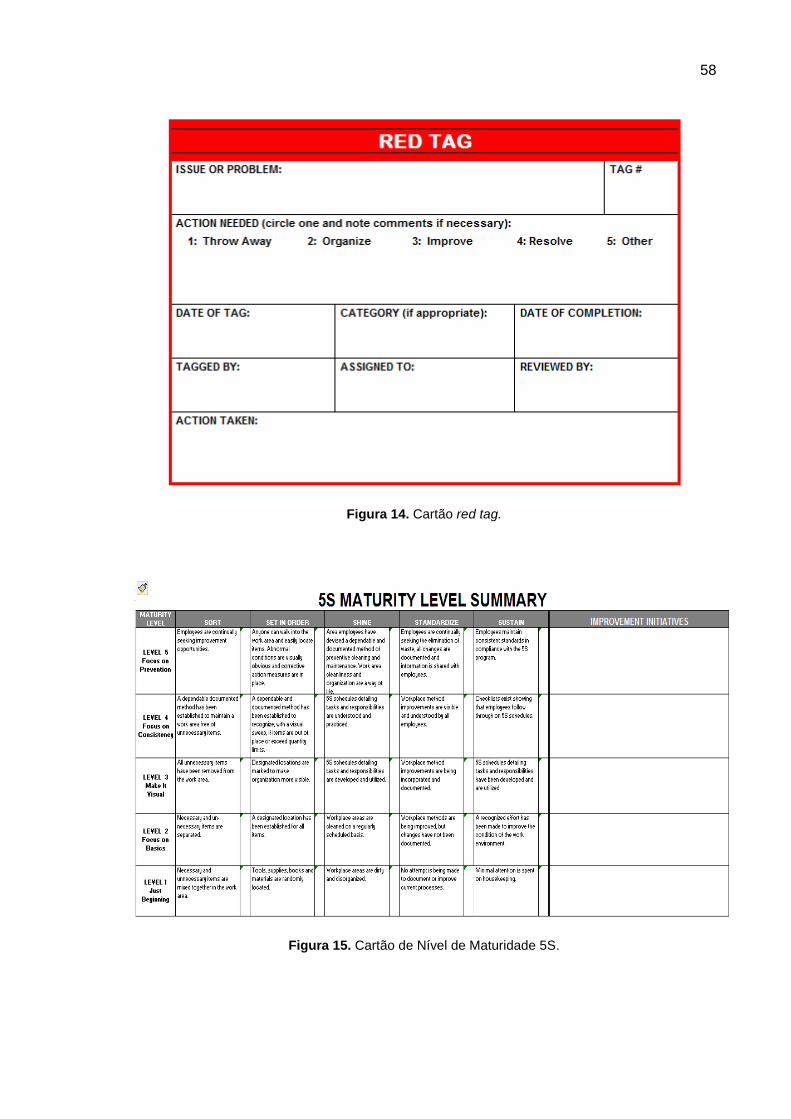
58
Figura 14. Cartão red tag.
Figura 15. Cartão de Nível de Maturidade 5S.
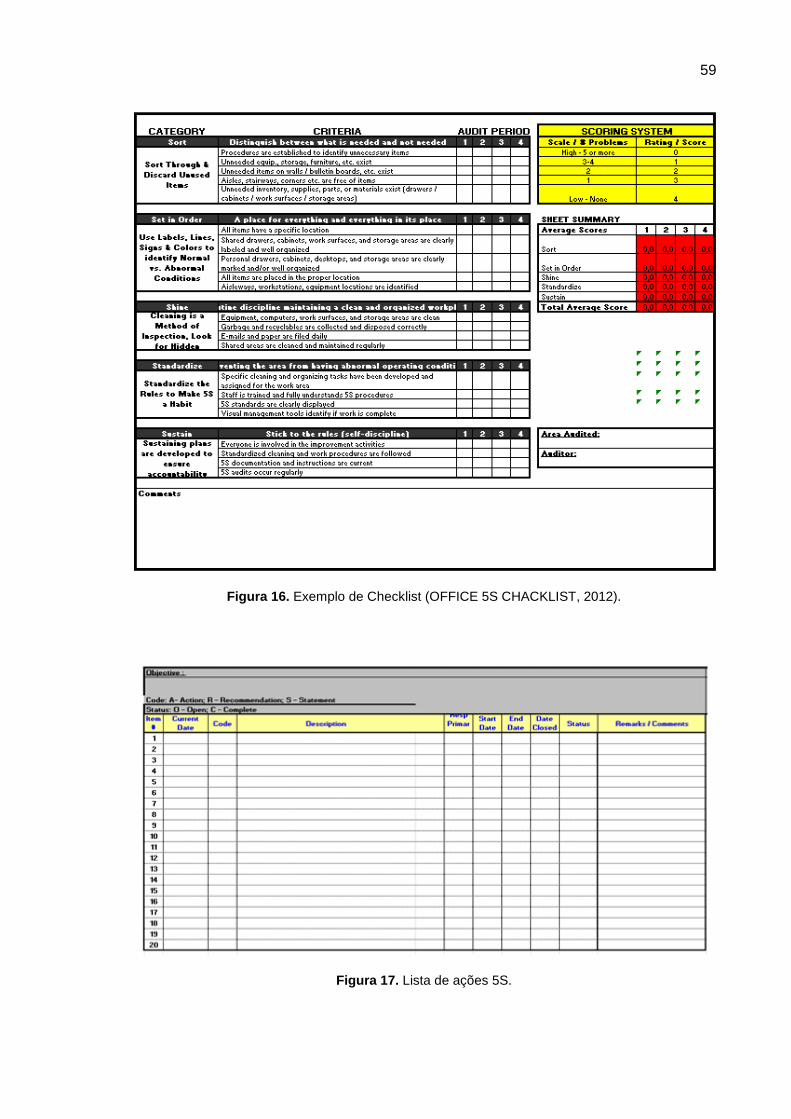
59
Figura 16. Exemplo de Checklist (OFFICE 5S CHACKLIST, 2012).
Figura 17. Lista de ações 5S.

60
Finalmente, outros campos poderiam ser inseridos no Quadro 5S,
dependendo do interesse do laboratório. Como exemplo, pode-se citar: um campo
(de preferência na posição central) para destacar funcionários exemplares (Figura
18), melhorando o moral individual através do reconhecimento profissional e
mantendo uma competitividade saudável entre os funcionários, o que segundo Gil
(2001), aumenta a produtividade individual e coletiva.
Figura 18. Campo para Funcionário do Mês.
Outro campo que poderia fazer parte do Quadro 5S é um registro das notas
das auditorias anteriores, seja por tabela (Figura 19) ou graficamente (Figura 20).
Esse campo é muito importante do ponto de vista da manutenção da organização,
uma vez que ele expressa o progresso que vem sendo obtido, de forma a
estimular a equipe com a visualização do progresso do grupo e para manter o
foco na ferramenta.

61
Figura 19. Histórico de notas de auditorias anteriores em tabela.
Figura 20. Exemplo de histórico de notas de auditorias anteriores em gráfico.
Por fim, também seria possível acrescentar algumas informações extras,
como um histórico dos red tags anteriores (Figura 21). Esse registro histórico
pode auxiliar em problemas futuros, agregando experiência ao grupo.
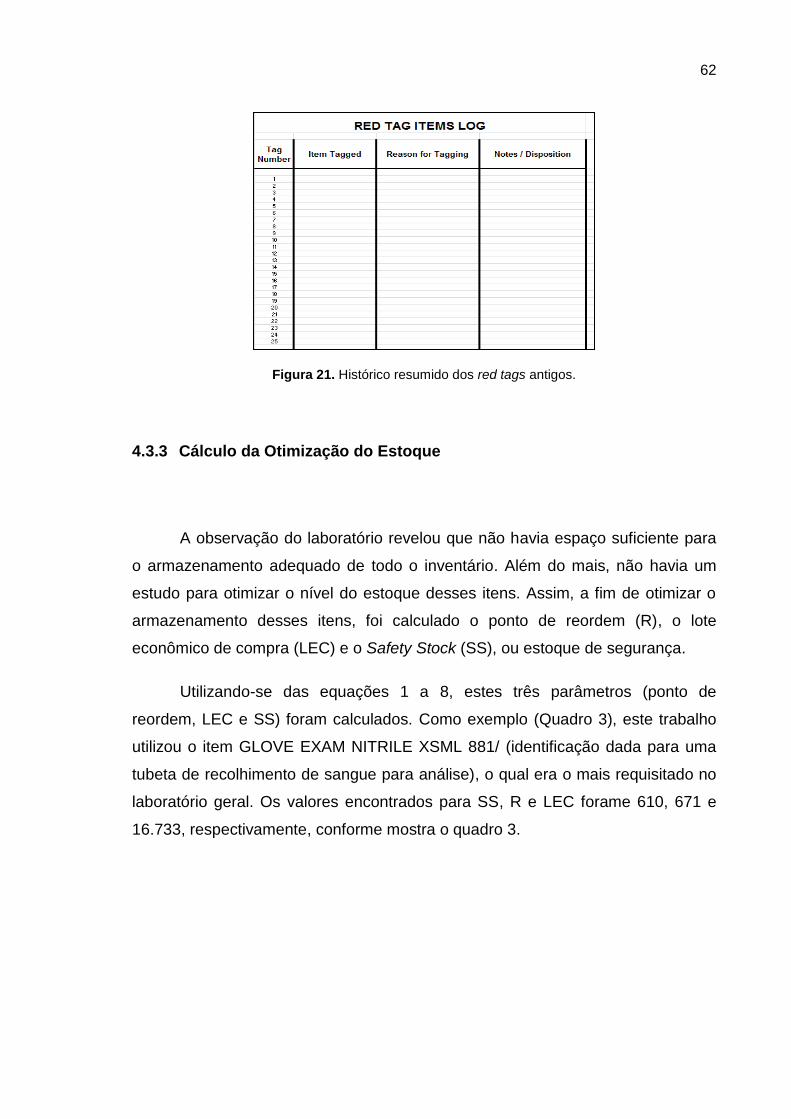
62
Figura 21. Histórico resumido dos red tags antigos.
4.3.3 Cálculo da Otimização do Estoque
A observação do laboratório revelou que não havia espaço suficiente para
o armazenamento adequado de todo o inventário. Além do mais, não havia um
estudo para otimizar o nível do estoque desses itens. Assim, a fim de otimizar o
armazenamento desses itens, foi calculado o ponto de reordem (R), o lote
econômico de compra (LEC) e o Safety Stock (SS), ou estoque de segurança.
Utilizando-se das equações 1 a 8, estes três parâmetros (ponto de
reordem, LEC e SS) foram calculados. Como exemplo (Quadro 3), este trabalho
utilizou o item GLOVE EXAM NITRILE XSML 881/ (identificação dada para uma
tubeta de recolhimento de sangue para análise), o qual era o mais requisitado no
laboratório geral. Os valores encontrados para SS, R e LEC forame 610, 671 e
16.733, respectivamente, conforme mostra o quadro 3.
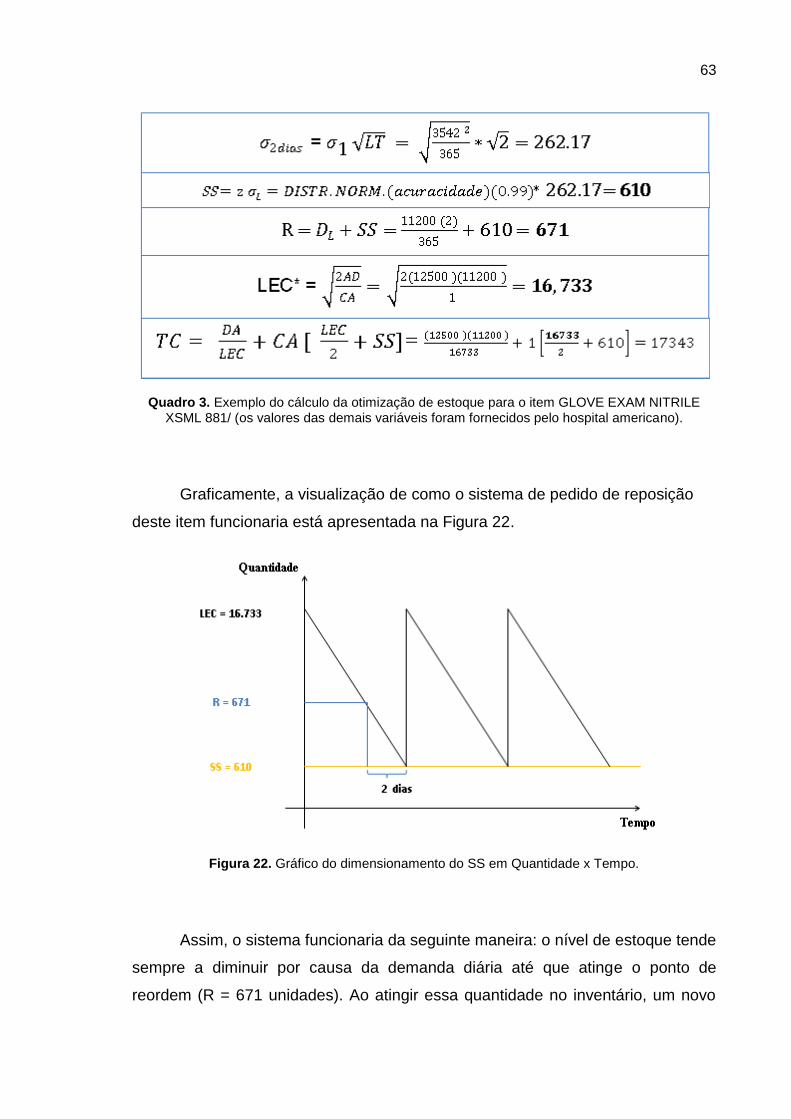
63
Quadro 3. Exemplo do cálculo da otimização de estoque para o item GLOVE EXAM NITRILE XSML 881/ (os valores das demais variáveis foram fornecidos pelo hospital americano).
Graficamente, a visualização de como o sistema de pedido de reposição
deste item funcionaria está apresentada na Figura 22.
Figura 22. Gráfico do dimensionamento do SS em Quantidade x Tempo.
Assim, o sistema funcionaria da seguinte maneira: o nível de estoque tende
sempre a diminuir por causa da demanda diária até que atinge o ponto de
reordem (R = 671 unidades). Ao atingir essa quantidade no inventário, um novo

64
pedido deve ser feito para se atingir o limite econômico de compra (LEC = 16.733
unidades). Entretanto o estoque continua a decair devido ao lead time que o
pedido leva para ser entregue no local, atingido um ponto muito próximo do Safety
Stock (SS = 610 unidades). Quando a requisição é entregue, a quantidade de
itens retorna ao ponto inicial (R), onde o ciclo recomeça.
4.3.4 Desenvolvimento de um Sistema Computadorizado de Gerenciamento
de Estoque
Um controle rígido do estoque é muito importante para a redução de custos
e, portanto para manter a competitividade de uma empresa. Entretanto, para se
manter um controle no estoque é necessário fazer um cuidadoso cálculo do
inventário baseado em registros históricos do fluxo dos materiais.
Como resultado, foi desenvolvida uma ferramenta eletrônica para o
controle do inventário para que os funcionários pudessem manipular e registrar o
fluxo de materiais de forma simples e automática.
Essa ferramenta permitia a visualização dos 236 insumos e em qual nível
(R, LEC ou SS) cada item se encontraria. Também para o registro histórico do
fluxo dos materiais foi possível compilar as datas e as quantidades retiradas do
inventário, por uso no dia-a-dia, por quebras ou extravio. Além disso, o sistema
mantinha o registro das datas e quantidades de entrada de cada reordem. Por
fim, também mantinha um protocolo com as quantidades de itens que estariam
armazenadas no momento real. O sistema mostrava de forma visual qual item e
qual o momento certo de fazer a reordem do mesmo.
A Figura 23 demonstra a tela inicial da ferramenta desenvolvida
exclusivamente para hospital americano.

65
Figura 23. Layout da página inicial da ferramenta de controle de estoque.
4.3.5 Custos para o hospital americano
Para a implementação desse projeto, seriam necessários alguns
investimentos iniciais, como a aquisição de 12 flow racks, cinco leitores de código
de barra e uma licença para o uso do sistema computadorizado (caso o
laboratório resolvesse adotar a solução de longo termo). Os investimentos iniciais
que seriam necessários estão listados no Quadro 4.
Quadro 4. Quadro com os investimentos iniciais para o hospital americano.
Este investimento inicial seria relativamente pequeno se comparado ao
saving previsto para o período de um ano na área do laboratório geral da ordem
de $100.a 200 mil USD/year, devido a uma estimativa feita pelo grupo com base
na diminuição de itens em estoque.

66
4.4 APRENDIZAGEM ADQUIRIDA
O curso de Lean Manufacturing realizado nos EUA proporcionou à aluna
uma consolidação e um aprofundamento da teoria das ferramentas da Qualidade
e Produtividade adquiridas durante seu curso de graduação na EEL.
Além da aprendizagem teórica em sala de aula, esta autora teve contato
com o chamado Lean Heathcare e sua aplicação em uma instituição de saúde, o
que ajudou na escolha do tema da sua monografia de conclusão de curso. esse
trabalho. Assim sendo, foi possível visualizar um caso real de como o Lean é
efetivo, até mesmo na área da saúde.
O mais importante, porém, foi a oportunidade de desenvolver um projeto
que propunha melhorias para o hospital em questão. Assim, além de ganhar
experiência prática com o Lean Heathcare, esta autora teve a chance de agregar
novos conhecimentos com os colegas de grupo com diferentes origens e
experiências.
Todo esse conhecimento agregado, tanto prático como teórico, foram de
suma importância para que esta autora pudesse ter embasamento teórico e um
modelo prático para a realização desta monografia.

67
5 LABORATÓRIO DE ANÁLISE CLÍNICA EM UM HOSPITAL
BRASILEIRO
5.1 APRESENTAÇÃO
O hospital brasileiro analisado localiza-se numa cidade de porte médio do
Vale do Paraíba, Estado de São Paulo, e é responsável pela saúde de cerca de
30 mil pacientes por ano e não tinha tido nenhum contato com o Lean Heathcare,
até a visita desta aluna.
No laboratório de análises clínicas desse hospital são realizadas diferentes
análises como hemogramas, espermogramas, análises urinárias, químicas,
crescimento de culturas e um método analítico para se medir os níveis de
proteína C-reativa (Nefelometria), responsável pelo acúmulo de placas de gordura
na parede das artérias. Na Figura 24 tem-se um esquema simplificado do layout
do laboratório..
Figura 24. Layout esquematizado do laboratório brasileiro.

68
Inicialmente será apresentado um diagnóstico da situação encontrada,
similar ao realizado na visita ao laboratório americano. Em seguida serão
apresentadas as propostas para implementação de Lean Heathcare neste
laboratório do hospital brasileiro.
5.2 DIAGNÓSTICO
5.2.1 Análise em folha A3
O fluxo do processo funciona da seguinte forma: primeiramente o paciente
ou o enfermeiro, entrega a amostra do exame a ser feito na bancada do
laboratório, na área administrativa. Dependendo do tipo de análise, a amostra é
encaminhada para a área de análises A ou para a área de análises B. Na área B
são realizadas análises microbiológicas, como crescimento de culturas, além de
outros exames como o espermograma. As análises mais pedidas, como de
sangue e análises químicas, são realizadas na área A. do laboratório. O
funcionário deve buscar os itens que não se encontram na bancada no local de
estocagem, como por exemplo o reagente utilizado na análise de nefelometria.
Primeiramente foi montada uma folha A3 (Figura 25) para ser a base do
projeto no laboratório de análises clinicas do hospital brasileiro. Foi através dela
que pode-se caracterizar o Estado Atual do ambiente de trabalho, seus fluxos de
processos e as principais causas de problemas.
A folha A3 elaborada neste trabalho aponta o principal problema
encontrado no laboratório: falta de organização e espaço, bem como busca
identificar suas principais causas e propor ações para solucioná-lo.
O campo do lado direito tem o objetivo de identificar a causa raiz da falta
de organização encontrada no laboratório. Esse campo apresenta o fluxo do
Estado Atual e os “5 Why’s”, que ajudam a reconhecer a principal causa da falta

69
de organização. Para colaborar com a identificação das causas e dos maiores
obstáculos encontrados, foi realizada uma entrevista com 10 funcionários. Os
maiores problemas apontados por eles foram a falta de espaço e organização (7
em 10 funcionários entrevistados). Eles também apontaram o que pensavam ser
o motivo dessa falta de organização e sugeriram ações para o combate desse
problema.
O campo do lado esquerdo visa propor soluções para combater o principal
problema apontado. Nele estão listados as propostas de melhoria e o Plano de
Ação que deverá ser implementado.
Figura 25. Relatório A3 para o laboratório de análises clínicas no Brasil.
5.2.2 Identificação de Desperdícios
Ao analisar o ambiente de trabalho, pode-se verificar alguns desperdícios
na área de análise. Dentre os 7 desperdícios citados por Ohno (1997), três deles

70
foram verificados: movimentação desnecessária dos funcionários, espera para se
realizar as análises e excesso de estoque.
O primeiro desperdício identificado foi a espera de funcionários para a
utilização de um equipamento específico. Como o hospital é de pequeno porte,
não existe uma grande variedade e quantidade de equipamentos disponíveis para
a demanda dos funcionários. Assim, foi observado que em alguns momentos, o
mesmo equipamento era requisitado por dois funcionários simultaneamente.
Como alguns procedimentos tem uma sequência lógica pré-definida, se faz
necessário que um dos técnicos fique aguardando a liberação do equipamento.
Já o segundo desperdício foi a movimentação desnecessária de
trabalhadores. O que ocorre é que muitas vezes os técnicos devem se deslocar
diversas vezes para a área de estoque e armazenagem de itens. Isto ocorre
porque alguns técnicos não tem o costume de pegar todos os itens de uma só
vez.
Por fim, foi encontrado um local de estocagem desorganizado, não
identificado e não padronizado. Além disso, havia um excesso de itens no
estoque, uma vez que não existia um controle ou um estudo otimizado do mesmo.
5.3 PROPOSTAS DE MELHORIA
5.3.1 Organização 5S
A primeira proposta de melhoria do ambiente de trabalho é combater a falta
de organização. O primeiro passo para isso seria mobilizar todos os funcionários
para realizar uma limpeza no local. Foram observados alguns materiais
dispensáveis nas bancadas de ambas as áreas (parte A e parte B), como tubetas
já utilizadas, materiais com avarias (vidrarias quebradas ou lascadas) e papéis de
exames anteriores, dentre outros.

71
Após a eliminação dos objetos desnecessários, haverá uma maior
organização e limpeza, e por consequência mais espaço livre para a realização
das análises. Isso melhorará o fluxo de pessoas e facilitará o trabalho dos
funcionários.
Apesar da falta de contato com o Lean Heathcare, algumas ferramentas
são utilizadas empiricamente no laboratório. Um exemplo é a identificação dos
equipamentos. Ainda assim, após a limpeza do ambiente, será necessário
padronizar as etiquetas de identificação. Algumas etiquetas de identificação de
equipamentos estão gastas devido a ação do tempo e os itens no estoque não
estão identificados de maneira clara.
Desse modo, sugere-se a etiqueta da Figura 26. Nela estão identificados o
nome do equipamento, bem como o nome e logo do hospital. No caso dos
equipamentos, também deve-se identificar a data de aquisição, sua função e a
próxima data para trocas ou manutenções, como por exemplo a troca de uma
lâmpada da análise de nefelometria.
Figura 26. Etiqueta para identificação de equipamentos.
Propõe-se também uma identificação por cores (Figura 27), ou seja, cada
área (microbiologia, química, etc.) deve ter uma cor para a diferenciação visual.
72
Figura 27. Etiquetas para equipamentos com diferenciação por cores.
A identificação por cores facilita a identificação e a localização de cada
equipamento no laboratório, o qual possui diferentes áreas trabalhando em
conjunto. Assim é possível que todos os setores trabalhem com maior harmonia
entre si.
Também foi observado que os itens na área de armazenagem não são
identificados devidamente. Dessa maneira, o tempo de localização de um item se
torna mais extenso que o necessário, aumentando o “tempo morto” no lead time
total do processo.
Dessa forma, é proposto o uso de etiquetas de identificação semelhantes
as da Figura 27, com o nome do item, as análises que o utiliza e a identificação
por cores, se possível (verificar se somente uma área a utiliza).
Por fim, deve-se atentar a frequência utilizada de cada material, de forma
que os mais utilizados fiquem em locais da prateleira de mais fácil acesso,
melhorando assim a ergonomia relacionada com a maneira com a qual o
trabalhador apanha o item (Figura 9), prevenindo assim problemas ergonômicos e
promovendo o desenvolvimento da qualidade de vida desses funcionários.
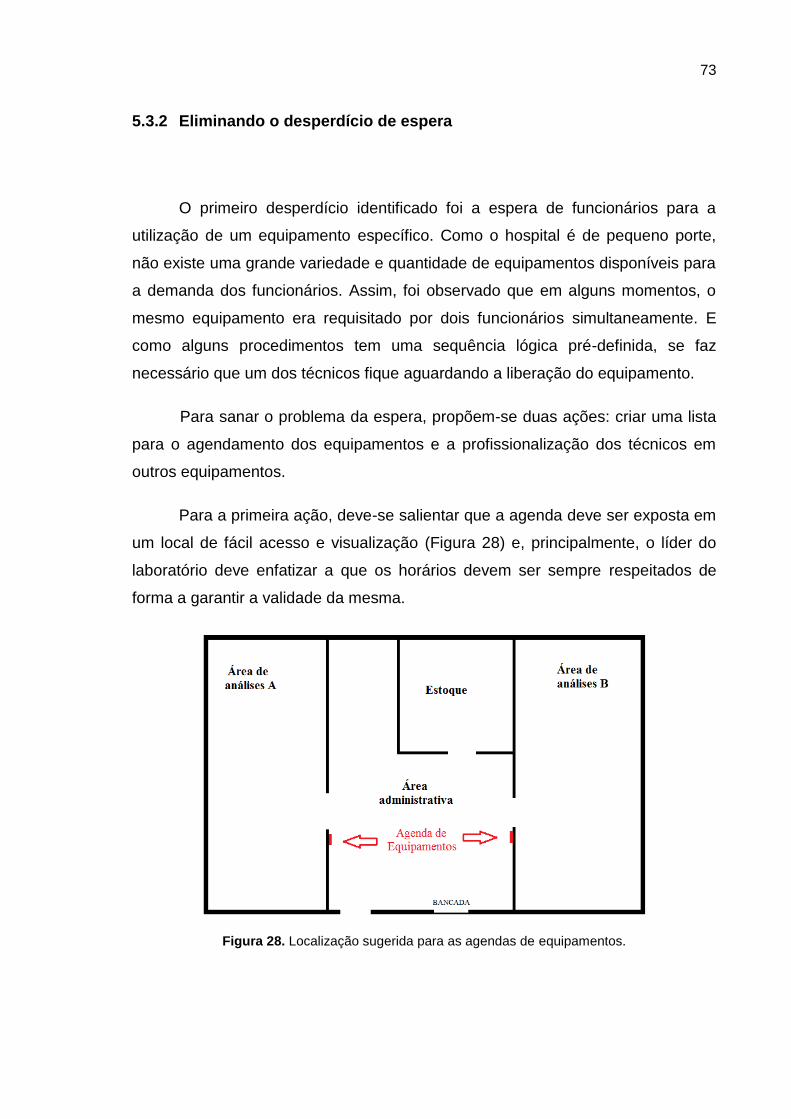
73
5.3.2 Eliminando o desperdício de espera
O primeiro desperdício identificado foi a espera de funcionários para a
utilização de um equipamento específico. Como o hospital é de pequeno porte,
não existe uma grande variedade e quantidade de equipamentos disponíveis para
a demanda dos funcionários. Assim, foi observado que em alguns momentos, o
mesmo equipamento era requisitado por dois funcionários simultaneamente. E
como alguns procedimentos tem uma sequência lógica pré-definida, se faz
necessário que um dos técnicos fique aguardando a liberação do equipamento.
Para sanar o problema da espera, propõem-se duas ações: criar uma lista
para o agendamento dos equipamentos e a profissionalização dos técnicos em
outros equipamentos.
Para a primeira ação, deve-se salientar que a agenda deve ser exposta em
um local de fácil acesso e visualização (Figura 28) e, principalmente, o líder do
laboratório deve enfatizar a que os horários devem ser sempre respeitados de
forma a garantir a validade da mesma.
Figura 28. Localização sugerida para as agendas de equipamentos.

74
Outra ação seria proporcionar aos funcionários treinamentos de
especialização em outros equipamentos, de forma a capacitá-los para realizarem
outros exames. Assim, poderia haver uma otimização do tempo no laboratório,
fazendo com que os técnicos tenham conhecimento para realizar exames em
equipamentos desocupados.
5.3.3 Eliminando a movimentação desnecessária
Para eliminar as movimentações desnecessárias, duas ações são
propostas. Primeiramente, alguns itens comuns às diversas análises, como
agentes diluidores, ácidos, materiais de suporte como pissetes, tubos de ensaio,
espátulas e outros, podem ficar nos armários próximos aos equipamentos. Isso
evitaria a movimentação dos técnicos para a área de estocagem continuamente.
Essa ação está apoiada na ideia de se manter próximos aos trabalhadores as
ferramentas de uso contínuo, diminuindo assim sua movimentação diária.
A segunda ação proposta seria colocar uma pequena ficha de descrição
(Figura 29) de cada análise no local de armazenagem, de preferência fixados nas
paredes para ficar bem no campo de visualização dos colaboradores. Assim, o
funcionário poderia ter fácil acesso a essa listagem e coletar no estoque
exatamente os itens necessários para a análise, mesmo que esta não seja sua
atividade diária ou corriqueira (Figura 30).
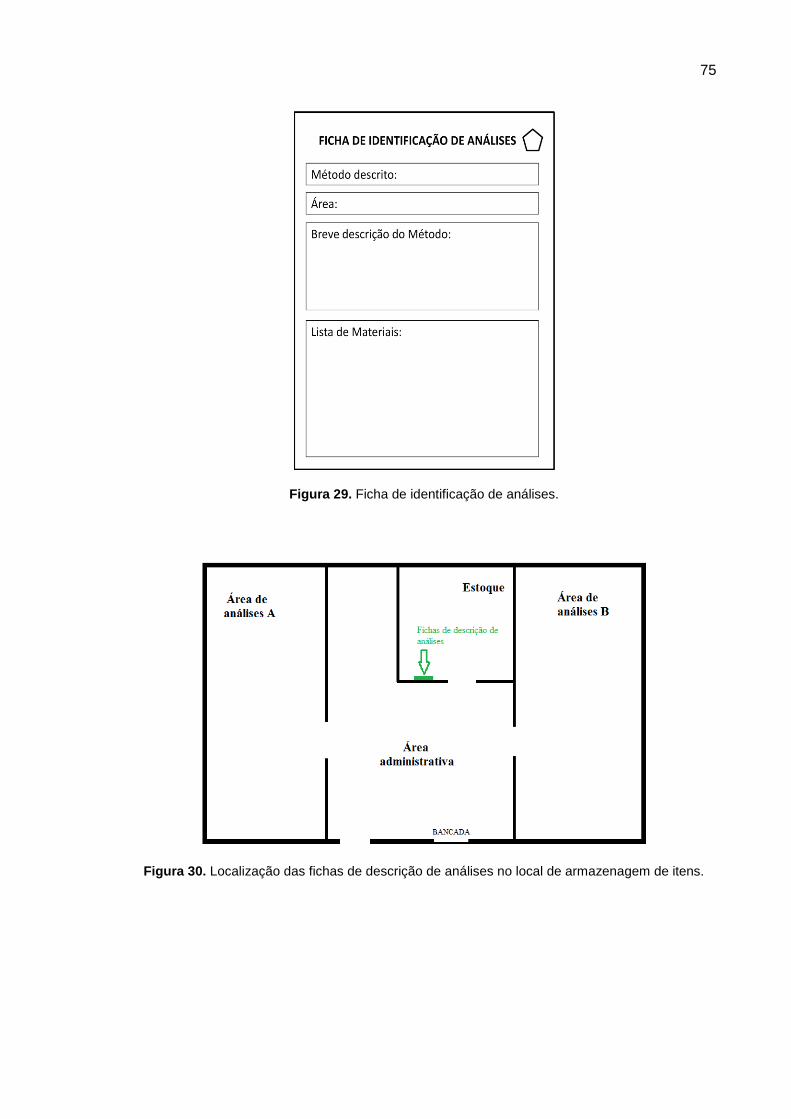
75
Figura 29. Ficha de identificação de análises.
Figura 30. Localização das fichas de descrição de análises no local de armazenagem de itens.

76
5.3.4 Implementação do Cartão Kanban
Devido a falta de cultura do laboratório do hospital brasileiro com o Lean
Heathcare, a área não utiliza o cartão Kanban. O cartão Kanban ajudaria no
processo de ordenação de insumos da seguinte maneira: Um cartão Kanban
(Figura 31) ficaria no mesmo local dos seus insumos correspondentes. Quando
fosse necessário a reordem de um desses insumos, o cartão seria colocado por
um dos funcionários no ponto de reordem (Figura 32). O funcionário responsável
por fazer o pedido do item, passaria recolhendo esses cartões (verificação diária).
Na reposição dos itens, o cartão retorna ao ponto inicial, retomando o ciclo.
Figura 31. Modelo de cartão de Kanban a ser utilizado para a reordem.

77
Figura 32. Localização do Ponto de Reordem.
É necessário destacar que o ponto de reordem, neste caso, deverá ficar
fora da área do laboratório, ou seja, na parede do corredor. Isso irá facilitar o
acesso do colaborador que faz dos pedidos. Isso eliminará o tempo que a
informação leva para ser transmitida de um funcionário para o outro. Outro ponto
é que o colaborador responsável pelas ordens de reposição não precisar adentrar
na área de análises, ou seja, além da própria segurança do trabalhador (evitando
contatos desnecessários com áreas de contaminação ou agentes contaminantes),
evitar outra pessoa no local de trabalho, que já tem o espaço reduzido.
De forma geral, os investimentos propostos são relativamente pequenos, e
podem ser absorvidos pelo centro de custos do próprio laboratório (folhas
impressas, etc.). Por fim, a Figura 33 sintetiza as três recomendações (Ficha de
Descrição de Análises, Agenda de Equipamentos e Ponto de Reordem)..

78
Figura 33. Representação sintetizada das recomendações feitas para o laboratório brasileiro de acordo com a ferramenta 5S.
5.3.5 Aplicando o Kaizen
Para que este método seja eficaz, é necessário a sua perpetuação ou seja,
a filosofia da “melhoria contínua”. Assim para se manter a organização e limpeza
promovidos pelo 5S, propõe-se a utilização do Quadro 5S. É através dele que
outros problemas ou “defeitos” que por ventura apareçam possam ser planejados,
desenvolvidos, verificados e implementados (PDCA).
Desta maneira, um exemplo de quadro Kaizen que pode ser utilizado,
baseado no quadro desenvolvido para o laboratório americano, pode ser visto na
Figura 34.

79
Figura 34. Quadro Kaizen/5S para a "melhoria contínua".
É muito interessante, mesmo que a participação de todos no projeto 5S
seja fundamental, montar um time (grupo de pessoas) que fique responsável
pelas atividades Kaizen. Assim, tem-se no quadro 5S a identificação de todo o
grupo (Figura 35), de forma que todos os funcionários tenham seus contatos
(telefone, ramal, e-mail, etc.). O time deverá divulgar as ações a serem tomadas.
Devem também incentivar os colegas a participarem e darem sugestões para um
“novo projeto”, criando um ambiente com um forte “espírito de equipe”. Este grupo
deve ser liderado por uma pessoa que fique responsável pelos indicadores de
melhoria, pelo suporte do projeto, pela sua organização e divulgação, por
exemplo, o “funcionário Lean” do mês anterior.

80
Figura 35. Identificação do time de Kaizen no quadro 5S.
A divulgação das notas anteriores da auditoria no quadro 5S ajudará a
visualização do desenvolvimento da área (Figura 36 e 37), que juntamente com
indicadores (como redução de lead time ou aumento na produtividade das
análises) criarão um ambiente de competição saudável e estimularão as pessoas
a participarem com sugestões e ações.
Figura 36. Indicadores de melhorias anteriores no Quadro 5S.
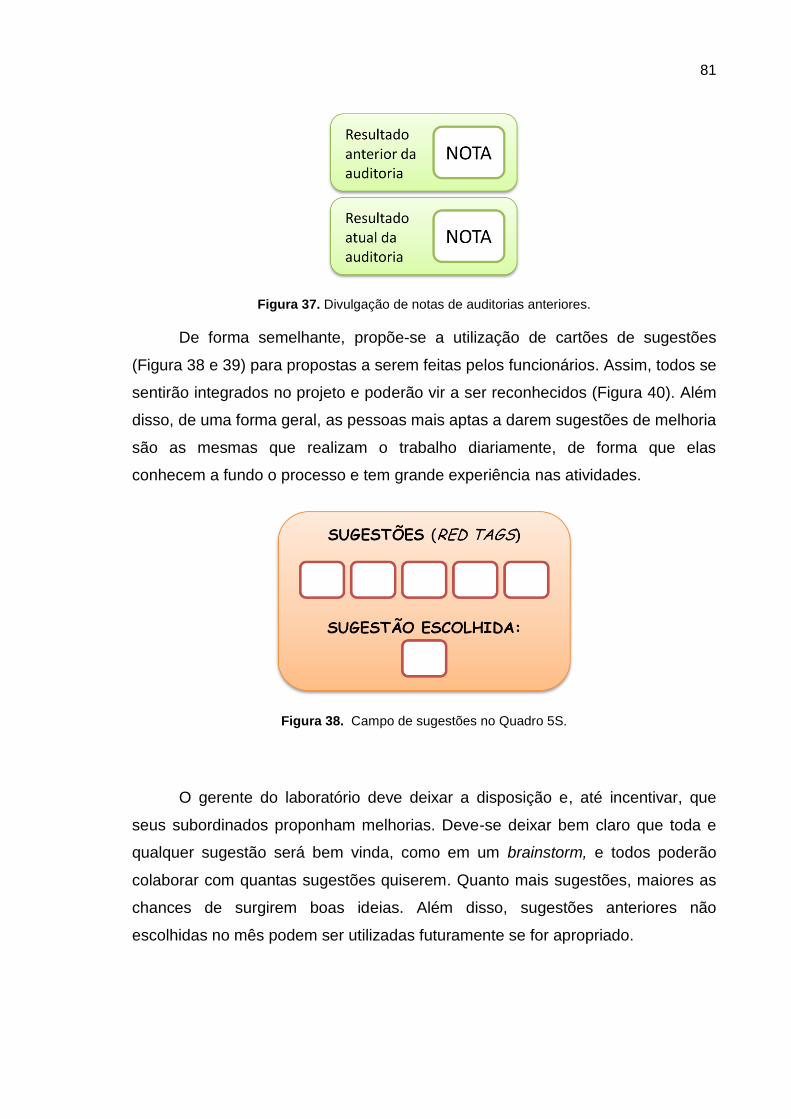
81
Figura 37. Divulgação de notas de auditorias anteriores.
De forma semelhante, propõe-se a utilização de cartões de sugestões
(Figura 38 e 39) para propostas a serem feitas pelos funcionários. Assim, todos se
sentirão integrados no projeto e poderão vir a ser reconhecidos (Figura 40). Além
disso, de uma forma geral, as pessoas mais aptas a darem sugestões de melhoria
são as mesmas que realizam o trabalho diariamente, de forma que elas
conhecem a fundo o processo e tem grande experiência nas atividades.
Figura 38. Campo de sugestões no Quadro 5S.
O gerente do laboratório deve deixar a disposição e, até incentivar, que
seus subordinados proponham melhorias. Deve-se deixar bem claro que toda e
qualquer sugestão será bem vinda, como em um brainstorm, e todos poderão
colaborar com quantas sugestões quiserem. Quanto mais sugestões, maiores as
chances de surgirem boas ideias. Além disso, sugestões anteriores não
escolhidas no mês podem ser utilizadas futuramente se for apropriado.

82
Figura 39. Cartão de Sugestão.
O time Kaizen deve se reunir e escolher a melhor sugestão dada no
momento, ou seja, que venha a ser mais significativa naquele mês. É proposto
também que haja uma divulgação da sugestão escolhida, dando crédito e
enaltecendo o funcionário que a deu, aumentando assim a moral do grupo e a
competitividade saudável entre os colaboradores.
Figura 40. Exemplo de como divulgar a melhor sugestão e o funcionário que a fez.
Um ponto muito importante é o relatório da auditoria. É através dele que
devem ser listados quais os pontos melhorados. Também nele devem estar
indicadores para sua medição. A ele também pertencem a avaliação e o registro
histórico de auditorias anteriores, que podem servir de base para projetos futuros.
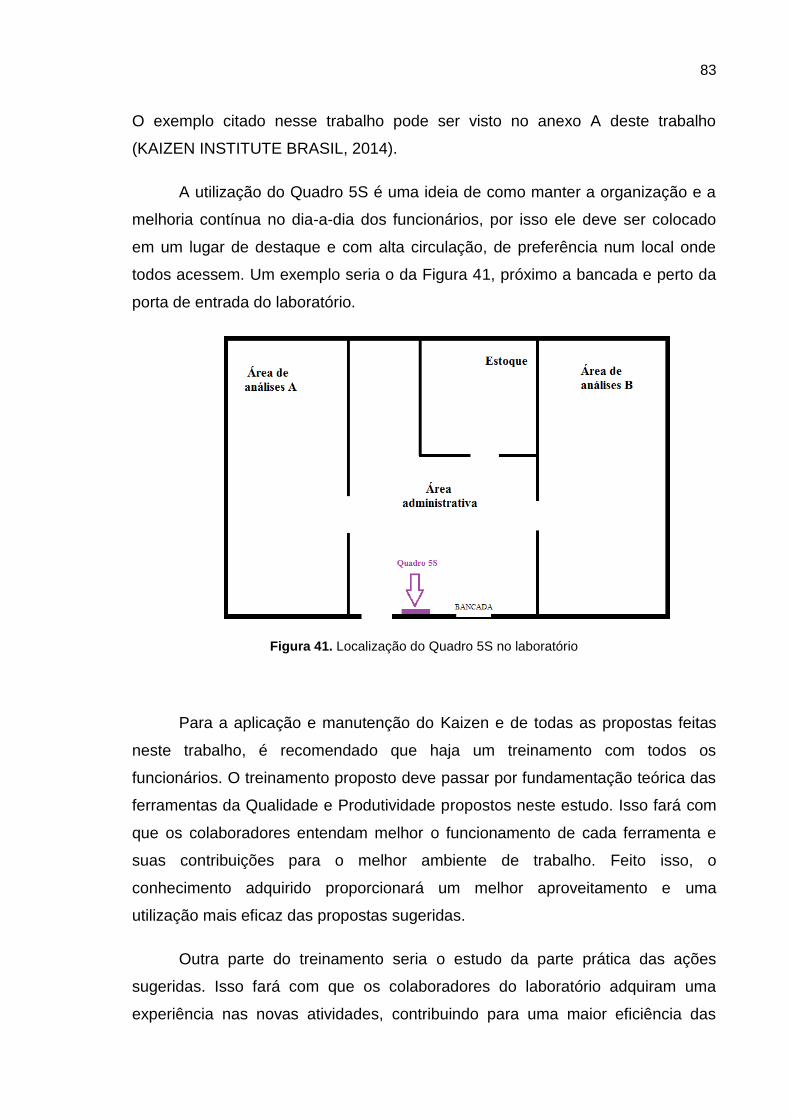
83
O exemplo citado nesse trabalho pode ser visto no anexo A deste trabalho
(KAIZEN INSTITUTE BRASIL, 2014).
A utilização do Quadro 5S é uma ideia de como manter a organização e a
melhoria contínua no dia-a-dia dos funcionários, por isso ele deve ser colocado
em um lugar de destaque e com alta circulação, de preferência num local onde
todos acessem. Um exemplo seria o da Figura 41, próximo a bancada e perto da
porta de entrada do laboratório.
Figura 41. Localização do Quadro 5S no laboratório
Para a aplicação e manutenção do Kaizen e de todas as propostas feitas
neste trabalho, é recomendado que haja um treinamento com todos os
funcionários. O treinamento proposto deve passar por fundamentação teórica das
ferramentas da Qualidade e Produtividade propostos neste estudo. Isso fará com
que os colaboradores entendam melhor o funcionamento de cada ferramenta e
suas contribuições para o melhor ambiente de trabalho. Feito isso, o
conhecimento adquirido proporcionará um melhor aproveitamento e uma
utilização mais eficaz das propostas sugeridas.
Outra parte do treinamento seria o estudo da parte prática das ações
sugeridas. Isso fará com que os colaboradores do laboratório adquiram uma
experiência nas novas atividades, contribuindo para uma maior eficiência das

84
ferramentas. Durante o treinamento, poderão haver dúvidas, novas sugestões e
uma melhor compreensão do que foi recomendado. O treinamento também deve
envolver técnicos e enfermeiras, melhorando o moral do grupo e
consequentemente a efetividade do projeto.
5.3.6 Desenvolvimento de uma ferramenta computadorizada para controle
de estoque
Utilizando-se das Equações 1 a 8, foi desenvolvido uma ferramenta
simples, porém baseada na ferramenta americana, para o cálculo e controle de
itens no estoque. De forma geral, os parâmetros, como lead time de entrega e
média de quantidade diária usada, podem ser modificados nessa ferramenta,
além de ser possível o acréscimo de novos itens. O layout da ferramenta pode ser
vista nas Figuras 42 e 43.
Figura 42. Página inicial da ferramenta desenvolvida para o controle de estoque.

85
Figura 43. Layout da págia de controle de estoque de um do "item teste".
O laboratório de análises clínicas brasileiro não contava com um sistema
computadorizado para o controle de seu estoque, sendo tudo gerido
manualmente. Com a ferramenta no Excel, será possível manter os níveis de
estoque com valores mais acurados, ou seja, poderá ser feita a gestão do
estoque com mais meticulosamente, evitando erros e pedindo os itens no
momento certo (ponto de reordem - R), evitando, assim, manter estoques
excessivos mas sem o risco da falta de algum item. O programa segue o modelo
da Figura 44.
Figura 44. Gráfico da movimentação do estoque de forma geral (adaptado de GONÇALVES, 2012).
86
CONCLUSÃO
Com base no projeto realizado nos EUA, foi possível fazer uma proposta
de melhoria para o laboratório do hospital público brasileiro. A utilização das
ferramentas da Qualidade e Produtividade em ambientes hospitalares, mais
especificamente em laboratórios de análises clínicas, foram fundamentais para as
recomendações feitas, demonstrando a importância das mesmas para a
elaboração das propostas.
Para se chegar a conclusão, foram visitados dois hospitais diferentes. O
primeiro nos Estados Unidos da America, em julho de 2012, que foi utilizado como
base para as propostas feitas para o segundo, localizado no Brasil, em maio de
2014, onde foi desenvolvido esse trabalho de conclusão de curso. O método
utilizado foi o mesmo: realizar observações nas dependências do laboratório,
analisar suas maiores dificuldades e por fim propor soluções de melhoria.
As propostas feitas incluem o uso de ferramentas da Qualidade e da
Produtividade. Dentre as elas, visando uma melhora na eficiência do trabalho
dentro do laboratório, foram utilizados 5S, cartão Kanban, filosofia Kaizen,
controle de estoque e outras propostas para eliminar os desperdícios
encontrados.
Como o hospital brasileiro não possuía nenhuma experiência ou
conhecimento de Lean Heathcare, este trabalho proporcionou a essa instituição,
não só propostas de melhoria, mas também à apresentou às ferramentas da
Qualidade e Produtividade, difundindo a aplicabilidade do Lean também no
ambiente hospitalar brasileiro.
Caso as propostas sejam empregadas, elas beneficiariam os próprios
funcionários, os pacientes e os stakeholders.
A implementação da filosofia Kaizen e o treinamento propostos acarretarão
em uma melhoria contínua no laboratório com a participação total dos
87
funcionários. A plena cooperação e entendimento dos técnicos e enfermeiras é
fundamental para que as propostas feitas, utilizando-se das ferramentas,
alcancem o máximo de eficiência. A ferramenta 5S assegurará um ambiente de
trabalho visualmente mais limpo e confortável para a realização das atividades
diárias, melhorando a qualidade de vida dos colaboradores do laboratório e a
atmosfera do local de trabalho. Uma maior organização, também facilitará que
técnicos e enfermeiras consigam localizar os suprimentos com maior velocidade
no momento em que precisarem, intensificando a produtividade no laboratório.
Finalmente, a implementação do novo controle de estoque fará com que decaia o
tempo e a dificuldade para a ordenação de novos itens.
Com um espaço mais organizado e os itens corretamente identificados, o
laboratório manterá um elevado nível de serviço e o novo sistema de inventário
garantirá o mínimo de backorders, que causam atrasos desnecessários. Também
evitará a confusão entre os itens, diminuindo resultados errados ou necessidade
de se refazer os testes (POKA YOKE). Isso é importante para que os pacientes
recebam seus resultados o mais rápido possível e evita esperas desnecessárias.
Já a diminuição de estoque, a redução de falhas, retrabalho e esperas e o
aumento de produtividade do laboratório acarretará em uma redução de custos, o
que poderá ser convertido em novos investimentos para a própria instituição. Isso
faz com que esse trabalho seja atrativo também para os stakeholders do hospital.
Portanto, é possível concluir que as ferramentas da Qualidade e
Produtividade podem e devem ser utilizadas para propor soluções de melhoria em
laboratórios de análises clínicas. Além disso, também foi concluída a necessidade
da divulgação do Lean Heathcare para a elaboração de propostas para a melhoria
em ambientes hospitalares, a fim de melhor a qualidade de vida de funcionários,
diminuir o tempo de espera de pacientes e reduzir custos para o hospital.
88
REFERÊNCIAS
BALLOU, R. H. Gerenciamento da cadeia de suprimentos/ Logística
empresarial. – 5ª edição – Porto Alegre: Bookman, 2006.
BEN-TOVIM, D. “Can lean save health care?” Disponível em
<http://www.leanuk.org/downloads/health/can_lean_save_healthcare.pdf> Acesso
em: 05 set. 2013
BERTANI, T. M. Lean Healthcare: recomendações para implementações dos
conceitos de Produção Enxuta em ambientes hospitalares. 166 f. Dissertação
(Mestrado em Engenharia de Produção) – Escola de Engenharia de São Carlos,
da Universidade de São Paulo, São Carlos, São Paulo, 2012).
BOWERSOX, D.J; CLOSS, D. J.; COOPER, M. B. Gestão logística de cadeias
de suprimentos. – Cingapura: Mc Graw Hill, 1996. 752 p.
BURTIS, C., ASHWOOD, E., BRUNS, D. TIETZ Fundamentals of Clinical
Chemistry, 5ª Edição, Elsevier, 2007.
CAUCHIK, P. A. M.; SOUSA, R. Metodologia de Pesquisa: Em Engenharia da
Produção e Gestão de Operações. 2ª Edição, Editora Campus, 2012
CENTRO HOSPITALAR DO PORTO. Disponível em < http://www.chporto.pt/ >.
Acesso em: 24 set. 2013.
CONTE, A. L.; DURSKI, G. R. Economia empresarial. – Curitiba: [s.n.], 2002. 70
p.
CORRÊA, H. L. Gestão dos estoques numa cadeia de distribuição com
sistema de reposição automática e ambiente colaborativo. – São Paulo: [s.n.],
2003. 244 p.
FERRO, Jr. Sistema Lean na gestão hospitalar é tendência mundial.
Disponível em: <www.lean.org.br>. Acessado 29 ago. 2013.
89
GARVIN, D. A. Gerenciando a qualidade: a visão estratégica e competitiva.
Rio de Janeiro: Qualitymark Ed., 2002.
GASNIER, D. G. A dinâmica dos estoques: guia prático para planejamento ,
festão de materiais e logística. São Paulo: IMAM, 2002.
GIL, A. C. Gestão de Pessoas: enfoque nos papéis profissionais. São Paulo:
Atlas, 2001.
GONÇALVEZ, D. G. Kaizen Lean em Laboratórios de Análises Clínicas. 83 f.
Tese (Mestrado Integrado em Engenharia Industrial e Gestão). FEUP. Porto,
Portugal, 2012.
GRABAN, M. Lean Hospitals – Improving Quality, Patient Safety, and
Employee Satisfaction. Nova Iorque: Taylor & Francis Group, 2009.
IMAM, Instituto de Movimentação e Armazenagem de Materiais. Produtividade e
Qualidade no piso de fábrica. São Paulo, 1986. 271p.
KAIZEN INSTITUTE BRASIL. Disponível em <http://br.kaizen.com/home.html>.
Acessado em 11 mai. 2014.
KRAJEWSKI, L. J. Operation management. Pearson Education, New York,
2000.
LEAN ENTERPRISE INSTITUTE. Disponível em
<http://www.lean.org/a3dojo/a3uploads/43.pdf>. Acesso em 09 mai. 2014.
LIMA, A. C. Praticas do pensamento enxuto em ambientes administrativos:
aplicação na divisão de suprimentos de um hospital público. 185 f. Tese
(Doutorado em Engenharia Mecânica) - UNICAMP, Campinas, São Paulo, 2007.
LINS, B. E. Cadernos Aslegis, v.4, n.12, p. 53-65, set/dez 2000.
NAHMIAS, S. Production and operations analysis. Irwin, Chicago, 1997.
OFFICE 5S CHECKLIST. Disponível em
<www.summitbizpro.com/.../Office_5S_checklist_>. Acesso em 22 jul. 2012.
90
OHNO, T. O sistema Toyota de produção: Além da produção em larga escala.
Porto Alegre: Bookman, 1997.
OLIVEIRA, L. P. O que é 5S. Disponível em <:
http://www.administradores.com.br/ > Acesso em: 29 ago. 2013.
QUALIDADE BRASIL, Disponível em <http://www.qualidadebrasil.com.br/>.
Acesso em 09 mai. 2014.
RIBEIRO, P. M. F. Aplicação da Metodologia A3 como instrumento de
melhoria contínua em uma empresa da indústria da linha branca. São Carlos
EESC-USP, 2012. 86 p.
ROTHER, M.& SHOOK, J. Aprendendo a enxergar: mapeando o fluxo de valor
para agregar e eliminar o desperdício. Lean Institute Brasil, São Paulo, 2003.
SILBERSTEIN, A. C. L. Um estudo de casos sobre a aplicação de princípios
enxutos em serviços de saúde no Brasil. 161 f. Dissertação (Mestrado em
Administração) – UFRJ, Rio de Janeiro, Rio de Janeiro, 2006.
SPEAR, S. Fixing Health Care from the Inside, Today. Harvard Business
Review. September, 2005.
SIPPER, D. Planeación y control de la producción. McGraw-Hill, Cidade do
México, 1998.
VALENTIM, Alexandre José Ramos. Análise do uso de técnicas modernas de
gestão de estoques de peças sobressalentes em uma indústria do setor
siderúrgico. – Rio de Janeiro, RJ: [s.n.], 2007. 73 p.
WOMACK, J. P. Going lean in healthcare. Innovation Series 2005, Institute for
Healthcare Improvement, 2005.
WOMACK, J. “Competition equals lean?”, carta a Colin Mason da Engineering
Industries Associates UK comentando artigo de Porter, 2004.
YIN, R. K. Estudo de Caso: planejamento e métodos. 2ª Edição, Porto Alegre:
Bookman, 2001.

91
ANEXO A – Modelo de Auditoria 5S
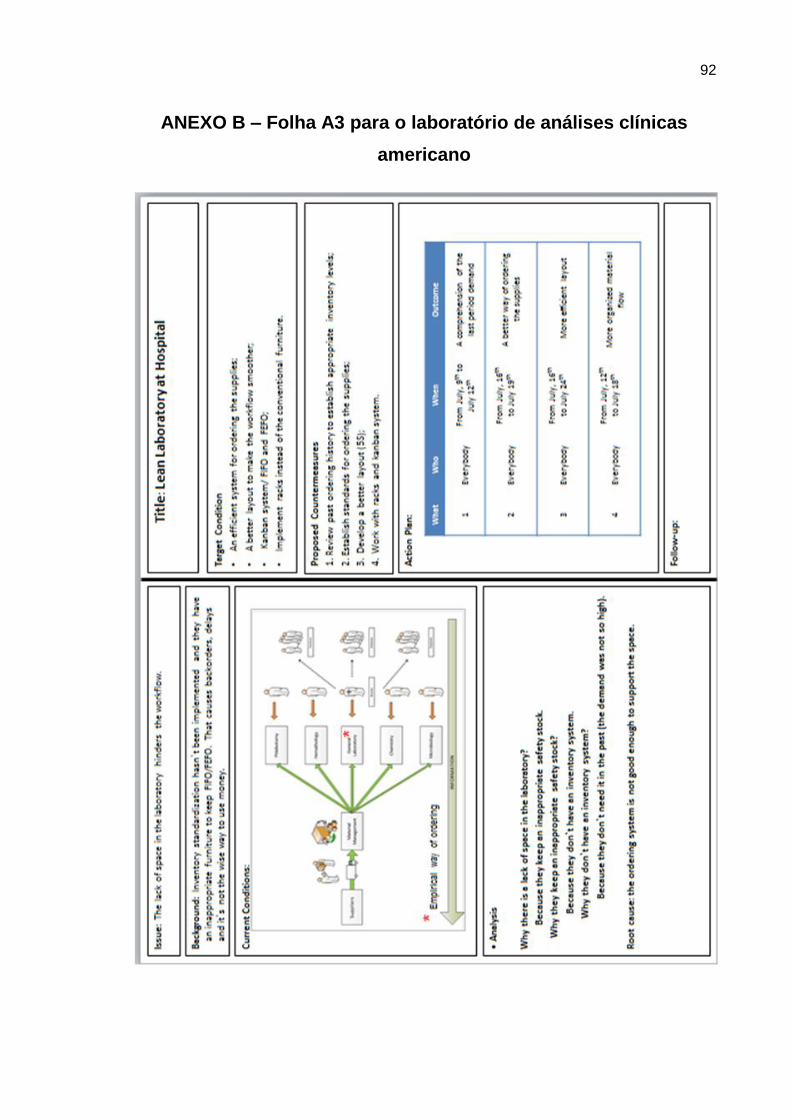
92
ANEXO B – Folha A3 para o laboratório de análises clínicas
americano
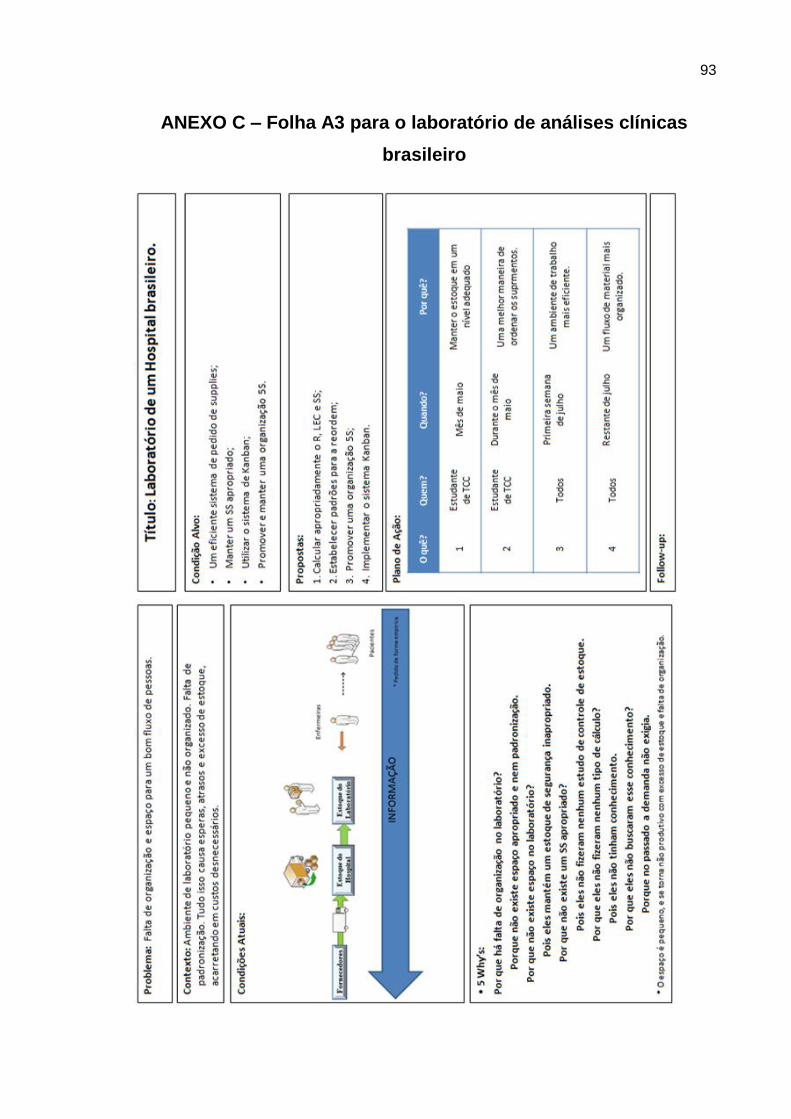
93
ANEXO C – Folha A3 para o laboratório de análises clínicas
brasileiro