projeto logÍstico de instalaÇÃo intralogÍstica da tecnologia rfid (radio frequency...
DESCRIPTION
Projeta-se desenvolver uma análise intralogística de uma instalação tecnológica, dentro de reais situações de produtos existentes (ver Tabela 2), proporções de capacidade (ver Tabela 1) e nos processos de um C.D. (Centro de Distribuição), que a implantação da tecnologia por rádio frequência, através de etiquetas inteligentes (intelligent tags), onde está armazenada a identificação eletrônica dos produtos que esse conjunto de tecnologias, aliadas a um programa de computador auxilia na identificação e no rastreamento dos produtos na cadeia logística de suprimentos. Segundo Coronado (2007), o processo depende dessas etiquetas, pois nelas contém dos dados eletrônicos para identificação dos produtos, e também necessita dos receptores de sinal RFID e de uma rede para transmissão denominada EPC (Eletronic Product Code ou Código Eletrônico de dados). Conforme Quental Jr. (2006), a aplicabilidade do sistema RFID apresenta uma série de vantagens em relação ao sistema convencional, a saber: as etiquetas de RFID podem ser lidas a distancia maiores, assim como em produtos que não estejam ao seu alcance visual, permitindo um ganho de velocidade, pois enquanto o código de barras exige o escaneamento de um produto de cada vez, um leitor de RFID pode ler centenas de etiquetas ao mesmo tempo.TRANSCRIPT

UNIVERSIDADE DE SOROCABA
PRÓ-REITORIA DE GRADUAÇÃO
CURSO DE GESTÃO DA TECNOLOGIA EM LOGÍSTICA
Alex Felix [email protected]
Charles de Souza [email protected]
Jaqueline Rodrigues Romão [email protected]
Patrícia Bensi [email protected]
Paulo Makoto [email protected]
Tiago Alves da [email protected]
PROJETO LOGÍSTICO DE INSTALAÇÃO INTRALOGÍSTICA DA
TECNOLOGIA RFID (RADIO FREQUENCY IDENTIFICATION) PARA
OTIMIZAÇÕES EM CONTROLES, RASTREIOS E IDENTIFICAÇÕES
DE MATERIAIS
SOROCABA/SP2013

Alex Felix Nepomuceno
Charles de Souza Santos
Jaqueline Rodrigues Romão
Patrícia Bensi Alves
Paulo Makoto Ikegami
Tiago Alves da Silva
PROJETO LOGÍSTICO DE INSTALAÇÃO INTRALOGÍSTICA DA
TECNOLOGIA RFID (RADIO FREQUENCY IDENTIFICATION) PARA
OTIMIZAÇÕES EM CONTROLES, RASTREIOS E IDENTIFICAÇÕES
DE MATERIAIS
Projeto desenvolvido através de
embasamento prático e teórico, para analisar
de forma exploratória e imparcial a aplicação
da tecnologia de rádio frequência em
processos logísticos em um C.D. (Centro de
Distribuição) e seu reflexos otimizadores,
com intuito de atender a proposta de
trabalho do componente de Gestão de
Projetos Logísticos, do curso de Gestão da
Tecnologia em Logística, da Universidade de
Sorocaba (UNISO).
Orientador: Prof. Esp. Valter de Jesus Martins
SOROCABA/SP2013

SUMÁRIO
1. Introdução..............................................................................................................4
2. Escopo....................................................................................................................5
2.1. Objetivos............................................................................................................5
2.1.1. Justificativa Breve.......................................................................................5
2.2. Justificativas e Benefícios.................................................................................6
2.2.1. Benefícios de Vantagens na Adaptação.....................................................6
3. O Projeto Antes, Durante e Depois da Instalação do RFID................................7
3.1. Modelos existentes e exemplificações dos portais............................................7
3.1.2. Tabela 1. Relação de capacidade do Armazém ilustrado nas Figuras.......8
3.1.3. Tabela 2. Tipos de Produtos no Armazém ilustrado nas Figuras................8
3.1.4. Figura 1: C.D. (Centro de Distribuição sem/ANTES da instalação)............9
3.1.5. Figura 3: C.D. (áreas instaladas /DEPOIS da tecnologia implantada)......11
4. Comunicação e Integrações dos Processos.....................................................12
4.1. Tabela 3: Comunicação/Formato tabelado......................................................12
4.2. Descrição dos Cargos atribuídos no projeto....................................................12
5. Riscos Mensuráveis e Minimizações de Impactos (Plano “B”).......................13
5.1. Os Riscos........................................................................................................13
5.1.1. Risco Operacional.....................................................................................13
5.1.2. Risco de Fator Humano............................................................................13
5.1.3. Risco de Mercado.....................................................................................13
5.2. Riscos referente a Instalação da Tecnologia RFID.........................................14

3
5.3. Riscos em relação aos Recursos Humanos e Materiais.................................15
6. Orçamento............................................................................................................16
6.1. Tabela 4: Planilha de orçamento dos equipamentos para as instalações.......16
6.2. Descrição do Orçamento.................................................................................16
7. Cronograma do Projeto (Gráfico de Gantt).......................................................17
7.1. Tabela 5: Gráfico de Gantt - Ferramenta Gratúida Online para Elaboração.. .17
7.2. Descrição explanatória do cronograma e qualidade.......................................18
8. Anexos..................................................................................................................19
8.1. Legenda do Layout - Informações vinculadas às necessidades do CD..........19
8.2. Mini Bio............................................................................................................22
8.2.1 ALEX FELIX NEPOMUCENO....................................................................22
8.2.2. CHARLES DE SOUZA SANTOS..............................................................23
8.2.3. JAQUELINE RODRIGUES ROMÃO SILVA..............................................24
8.2.4. PATRÍCIA BENSI ALVES.........................................................................25
8.2.5. PAULO MAKOTO IKEGAMI......................................................................26
8.2.6. TIAGO ALVES DA SILVA.........................................................................27
9. Referências Bibliográficas..................................................................................28
10. DRP......................................................................................................................29
4
1. Introdução
Demonstração de aplicação da tecnologia RFID (Rádio Frequency
Identification), em C.D.’s (Centros de Distribuições), que operam com
movimentações, armazenagens, transportes de produtos fracionados em pequenos
e ou em grande escala de volumes, tecnologia esta que utiliza de rádio frequência
em etiquetas para identificação, controle e rastreio de materiais, com base de
conhecimento prático das utilidades da tecnologia através de experiência
profissional por parte dos integrantes do projeto em vivência empresarial, utilizando
então para modelo de benchmark e direcionamento holístico prático no uso dos
instrumentos e suas funcionalidades da tecnologia RFID.
O uso da tecnologia pode transformar as integrações de um processo
logístico, gerando sinergia nos controles, nas identificações e no rastreio dos
produtos. Nas questões vantajosas dos processos como um todo no uso, para
Gonçalves (2010), este sistema agiliza processos e permite dar maior visibilidade
aos produtos pelo fato de poder disponibilizar as informações sobre os produtos em
volume bem superior ao alcançado hoje com as tecnologias disponíveis e utilizadas.
Em complementação do uso da tecnologia segundo Santini (2008), causa
evolução dos processos comerciais no de desenvolvimento de novas metodologias
visando aproveitar o melhor uso da tecnologia de forma a permitir a integração e
automatização da cadeia de suprimentos. , além da rastreabilidade de produtos
(controle de inventário) e de informação (ciclo de vida) acarreta uma melhoria nas
operações de gerenciamento e controle. Com isso atinge em contrapartida de
segunda alternativa com a tecnologia instalada, o atendimento ao projeto do Sistema
Nacional de Identificação, Rastreamento e Autenticação de Mercadorias, nominado
como “Brasil-ID”, que por meio de um acordo de cooperação técnica firmada em 31
de agosto de 2009 entre o Ministério da Ciência e Tecnologia, a Receita Federal e
os Estados da União por intermédio de suas Secretarias de Fazenda.
As etiquetas podem ser ótimas geradoras e transmissoras de informações,
por poderem armazenar e transmitir informações sobre as condições dos produtos e
sua localização. Sua aplicabilidade é muito vasta, abrangendo diversas áreas,
indústria, logística, varejo, serviços e saúde. De maneira geral qualquer setor onde
seja necessária uma identificação e a leitura de tal, pode-se fazer uso da tecnologia
RFID.

5
2. Escopo
2.1. Objetivos
Projeta-se desenvolver uma análise intralogística de uma instalação
tecnológica, dentro de reais situações de produtos existentes (ver Tabela 2),
proporções de capacidade (ver Tabela 1) e nos processos de um C.D. (Centro de
Distribuição), que a implantação da tecnologia por rádio frequência, através de
etiquetas inteligentes (intelligent tags), onde está armazenada a identificação
eletrônica dos produtos que esse conjunto de tecnologias, aliadas a um programa de
computador auxilia na identificação e no rastreamento dos produtos na cadeia
logística de suprimentos. Segundo Coronado (2007), o processo depende dessas
etiquetas, pois nelas contém dos dados eletrônicos para identificação dos produtos,
e também necessita dos receptores de sinal RFID e de uma rede para transmissão
denominada EPC (Eletronic Product Code ou Código Eletrônico de dados).
Conforme Quental Jr. (2006), a aplicabilidade do sistema RFID apresenta
uma série de vantagens em relação ao sistema convencional, a saber: as etiquetas
de RFID podem ser lidas a distancia maiores, assim como em produtos que não
estejam ao seu alcance visual, permitindo um ganho de velocidade, pois enquanto o
código de barras exige o escaneamento de um produto de cada vez, um leitor de
RFID pode ler centenas de etiquetas ao mesmo tempo.
2.1.1. Justificativa Breve
Conforme nota introdutória ao assunto no site RFID Journal Live! Brasil
(2013), “As principais empresas do mundo estão usando RFID em implementações
de grande escala para melhorar a eficiência, aumentar a visibilidade, reduzir o
encolhimento e alcançar outros benefícios de negócios significativos”. Percebe-se
que esta tecnologia por estar com uso globalizado, o mercado aceita de forma
flexível às alterações para o uso deste instrumento tecnológico que se destaca em
vantagens com sua implementação.

6
2.2. Justificativas e Benefícios
Nessas afirmações teóricas podem ser visualizadas as diversas
possibilidades de aperfeiçoamentos em um C.D. que obtenha dessa tecnologia
instalada, que por sua vez esse segmento de armazenamento e distribuição de
matérias estão sem em expansão no mercado, abrangendo de forma significativa
varias instalações de centros de distribuição que atuam com inúmeros tipos de
produtos, onde em processos como o stretching do material se detinha
necessariamente antes da identificação do material, pode-se então ser realizado
antecipadamente logo após o picking do material a ser distribuído (ver abrangência
do portal próximo de Q1 em Figura 2 e em Anexo Legenda do Layout buscar
item Q1 - Envelopadora Semiautomática/Stretch), pois na sequência ao
ultrapassar os portais instalados de identificação por meio das tags, constituirá então
uma realização da conferência total dos itens, e não parcial, permitindo então o
ganho na rapidez, uma vez que o código de barras precisa da leitura de um produto
de cada vez, onde anteriormente sem a tecnologia, produto por produto tinha de ser
checado para liberação do início do processo de stretching, já um escâner de RFID
pode decodificar inúmeras tag’s ao mesmo momento.
2.2.1. Benefícios de Vantagens em Adaptação
Como descreve no site do Brasil-ID, através de um acordo de cooperação
técnica firmada em 31 de agosto de 2009 entre o Ministério da Ciência e Tecnologia,
a Receita Federal e os Estados da União por intermédio de suas Secretarias de
Fazenda, formalizou-se o início do Sistema de Identificação, Rastreamento e
Autenticação de Mercadorias, nominado como “Brasil-ID”, que se baseia no
emprego da tecnologia de Identificação por Radio Frequência (RFID), e outras
acessórias integradas para realizar, dentro de um padrão único, a Identificação,
Rastreamento e Autenticação de mercadorias em produção e circulação pelo País.
Com aplicação do RFID, de contrapartida o C.D. se adapta dentro dos
padrões de um futuro projeto de lei, se adequando antecipadamente, não somente
visando, mas já utilizando dos benefícios em padronizar, unificar, interagir, integrar,
simplificar, desburocratizar e acelerar o processo de produção e logística.

7
3. O Projeto Antes, Durante e Depois da Instalação do RFID
Na sequencia das figuras a seguir, sendo estas do visual de um C.D. antes de
ter a tecnologia com sua rede de transmissão e receptores instalada (ver Figura 1),
visualiza-se que as instalações são de ocupação mínima de espaços desocupados
do armazém (ver Figura 2), pois os portais são instalados nas linhas da cadeia
processual de picking (ver Figura 3), sem utilizar de espaço físico, assim
economizando em custos de ampliações das áreas em armazéns construídos (ver
sequencia do antes, durante e depois nas Figuras 1, 2 e 3) ou moldados sem a
intenção e ou conhecimento da existência dessa tecnologia que por sua vez é
facilmente adaptável a estes, também de forma independente dos segmentos
diversos de produtos existentes no mercado, sejam de quais tipos (ver Tabela 1) e
ou dimensionamentos (ver Tabela 2). Complementando a explicação da instalação
conforme Santini (2008), por trás da estrutura estão antenas, leitoras, ferramentas
de filtragem das informações e sistemas de comunicação.
3.1. Modelos existentes e exemplificações dos portais
Conforme Bhatt & Glover (2007) a tecnologia já vem sendo utilizada no dia a
dia, no controle de acesso a prédios, ambientes corporativos, e no ingresso em
meios de transporte; ambos com uso de cartões de aproximação. É possível
perceber a utilização também em livros e pequenos objetos para evitar furto. No
Brasil, um exemplo claro, está nas praças de pedágio das rodovias do estado de
São Paulo, o sistema é conhecido como "SEM PARAR", onde um identificador
instalado no veículo possibilita a abertura automática da cancela, liberando a
passagem. Assim como os itens classificados na Tabela 2, muitos produtos de
marcas famosas no segmento de produtos de limpezas são rastreados até o caixa
em hipermercados, para efeito de controle de alto fluxo de consumidores, e apenas
após a liberação do lacre, que contém a identificação por radio frequência, será
possível passar pelos portais de saída do estabelecimento sem que haja o
impedimento por processos de segurança.

8
3.1.2. Tabela 1. Relação de capacidade do Armazém ilustrado nas Figuras
1 SABÃO EM PÓ 14 12 60 9 30 392 DETERGENTE 6 6 78 0 30 303 MULTIUSO 10 6 48 9 30 394 ESPONJA DE AÇO 10 6 12 0 30 305 ESPONJA DE LIMPEZA 4 3 15 9 30 396 AMACIANTE 5 5 65 0 30 307 SABÃO EM PEDRA 8 8 64 9 15 248 DESINFETANTE 2 LITROS 3 5 42 0 30 309 ALCOOL EM GEL 5 6 80 9 15 24
10 LUSTRA MÓVEIS 7 7 126 0 30 30
Total de posições pallets
por SKU
Empilhamento Máximo
indicado na caixa do produto
Total de melhor acondicionament
o no Pallet
Maximo de empilhamento
na altura de 1500 mm
Armazenamento por Posições
Pallet na Estanteria
Armazenamento por Posições na Estrutura Porta Pallet
CLASSIFICAÇÃO DE SKU'S ARMAZENADOS
SKU's
Fonte: NEPOMUCENO; ROMÃO SILVA. Projeto de Layout - Distribuição da armazenagem nas
Estanterias, Segundo tabela anexa da Classificação de SKU’s. 2013.
3.1.3. Tabela 2. Tipos de Produtos no Armazém ilustrado nas Figuras
CLASSIFICAÇÃO DE SKU’S ARMAZENADOS
SKU's ITENS /CAIXA
MASSA /ITEM
PESO /CAIXA
MEDIDAS DA CAIXA EM
MILÍMETROSALTO GIRO FRACIONADO
C L A
1 SABÃO EM PÓ 8 1 kg 8 580 360 130 X X2 DETERGENTE 24 500 ml 12000 360 240 250 X -3 MULTIUSO 24 500 ml 12000 420 280 250 X X4 ESPONJA DE AÇO 140 8 g 1120 560 550 250 X -5 ESPONJA DE LIMPEZA 60 2 g 120 570 400 490 X X6 AMACIANTE 6 2 l 12 360 220 330 - -7 SABÃO EM PEDRA 120 200 g 24000 500 290 200 - X
8 DESINFETANTE 2 LITROS
6 2 l 12 360 210 300 - -
9 ALCOOL EM GEL 12 500 g 6000 290 220 260 - X10
LUSTRA MÓVEIS 16 500 ml 8000 320 190 220 - -
Fonte: NEPOMUCENO; ROMÃO SILVA. Projeto de Layout - Distribuição da armazenagem nas
Estanterias, Segundo tabela anexa da Classificação de SKU’s. 2013.

9
3.1.4. Figura 1: C.D. (Centro de Distribuição sem/ANTES da instalação).
Fonte: NEPOMUCENO; ROMÃO SILVA. Projeto de Layout - Distribuição da armazenagem nas
Estanterias, Segundo tabela anexa da Classificação de SKU’s. 2013.

10
Figura 2: C.D. (áreas seccionadas para instalações/DURANTE da tecnologia RFID).Adaptado de NEPOMUCENO; ROMÃO SILVA. Projeto de Layout - Distribuição da armazenagem nas Estanterias, Segundo tabela anexa da Classificação de SKU’s Armazenados - Analise Descritiva e Legenda do Projeto de Layout. 2013.

11
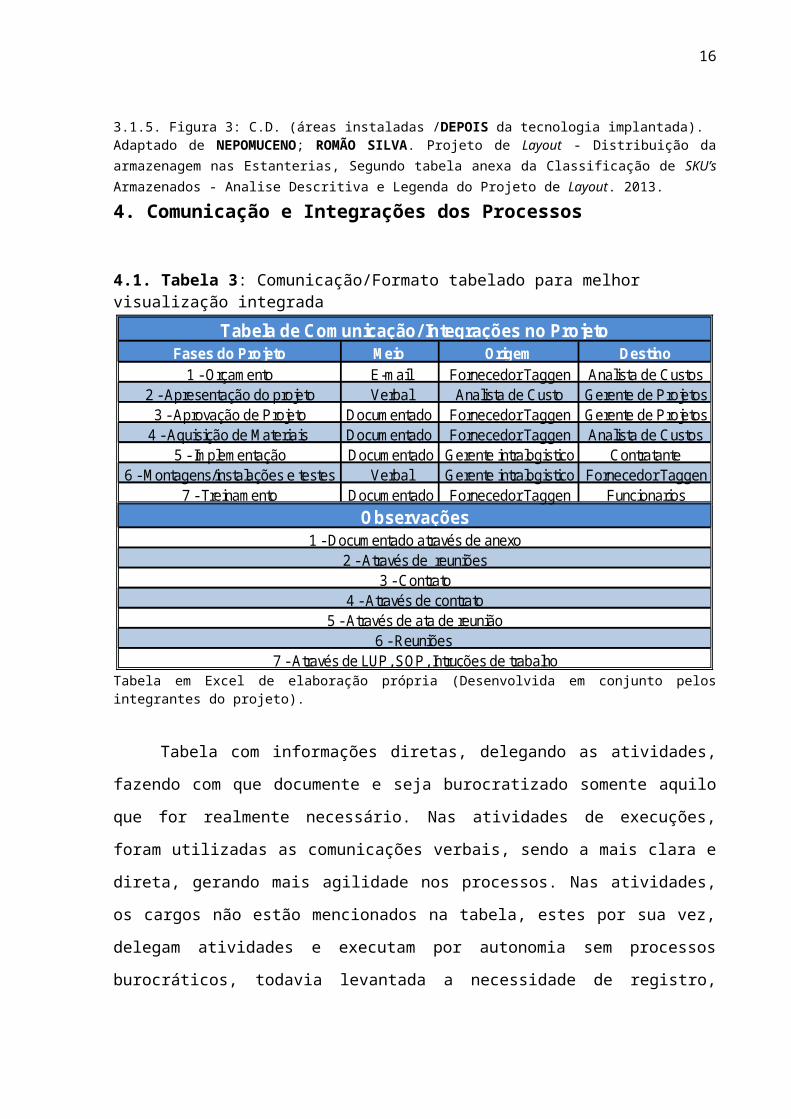
3.1.5. Figura 3: C.D. (áreas instaladas /DEPOIS da tecnologia implantada).Adaptado de NEPOMUCENO; ROMÃO SILVA. Projeto de Layout - Distribuição da armazenagem nas Estanterias, Segundo tabela anexa da Classificação de SKU’s Armazenados - Analise Descritiva e Legenda do Projeto de Layout. 2013.

12
4. Comunicação e Integrações dos Processos
4.1. Tabela 3: Comunicação/Formato tabelado para melhor visualização integrada
Fases do Projeto Meio Origem Destino1 - Orçamento E-mail Fornecedor Taggen Analista de Custos
2 - Apresentação do projeto Verbal Analista de Custo Gerente de Projetos3 - Aprovação de Projeto Documentado Fornecedor Taggen Gerente de Projetos
4 - Aquisição de Materiais Documentado Fornecedor Taggen Analista de Custos5 - Implementação Documentado Gerente intralogistico Contratante
6 - Montagens/instalações e testes Verbal Gerente intralogistico Fornecedor Taggen7 - Treinamento Documentado Fornecedor Taggen Funcionarios
4 - Através de contrato5 - Através de ata de reunião
6 - Reuniões 7 - Através de LUP, SOP, Intruções de trabalho
Tabela de Comunicação/ Integrações no Projeto
Observações1 - Documentado através de anexo
2 - Através de reuniões3 - Contrato
Tabela em Excel de elaboração própria (Desenvolvida em conjunto pelos integrantes do projeto).
Tabela com informações diretas, delegando as atividades, fazendo com que
documente e seja burocratizado somente aquilo que for realmente necessário. Nas
atividades de execuções, foram utilizadas as comunicações verbais, sendo a mais
clara e direta, gerando mais agilidade nos processos. Nas atividades, os cargos não
estão mencionados na tabela, estes por sua vez, delegam atividades e executam
por autonomia sem processos burocráticos, todavia levantada a necessidade de
registro, esta então será formalizada para efeito de controles posteriores.
4.2. Descrição dos Cargos atribuídos no projeto
Alex Felix Nepomuceno: Gerente de Projeto
Charles de Souza Santos: Supervisor de Planejamentos
Jaqueline Rodrigues Romão Silva: Supervisora de Processos
Patrícia Bensi: Coordenadora de Integrações
Paulo Makoto Ikegami: Supervisor Intralogístico
Tiago Alves da Silva: Analista de Custos

13
5. Riscos Mensuráveis e Minimizações de Impactos (Plano “B”)
5.1. Os Riscos
São ocasionadores de perdas ao projeto a ser desenvolvido, concentrar-se na
adoção de melhores práticas de gerenciamento de riscos, permite uma melhor
gestão dos limites de riscos aceitáveis, para obter ganhos consideráveis, e estes
classificam-se como fatores de riscos do tipo:
5.1.1. Risco Operacional
Refere-se às perdas potenciais resultantes de sistemas inadequados, falha da
gerencia, controles defeituosos, fraude e erro humano.
5.1.2. Risco de Fator Humano
É definido como uma forma especial de risco operacional. Relaciona-se às
perdas que podem resultar em erros humanos como apertar o botão errado em um
computador, inadvertidamente destruir um arquivo ou inserir um valor errado para
um parâmetro de entrada de um modelo.
5.1.3. Risco de Mercado
Este risco ocorre quando mudanças nos preços e nas taxas no mercado
financeiro reduzam o valor das posições de um título ou de uma carteira. Sendo este
um dos riscos deve ser ponderado e estudado, pois devido às aquisições serem
realizadas através de importações, os materiais para instalação da tecnologia RFID
podem sofrer uma elevação inesperada nos orçamentos previstos, sendo necessária
uma estipulação adequada para que o orçamento seja suficiente e o custo dessa
operação de compra possa ser revertido em lucro.

14
5.2. Riscos referentes à Instalação da Tecnologia RFID
Aumento do custo significativo do que foi orçado como: preços dos materiais
utilizados na estrutura do CD decorrente de variações em fatores de mercado
como taxas de juros, taxas de câmbio e ações;
Plano B: Falta de consistência e adequação dos sistemas de informação,
processamento e controle de operações.
Plano C: Testes realizados antes da inauguração do CD.
Falha no gerenciamento de recurso;
Plano B: Treinamento sobre planejamento dos recursos.
Fugir do prazo acordado para a entrega do projeto;
Plano B: Criar um cronograma estipulando datas e realizar um check list
para acompanhamento do mesmo.
Falha ou atraso na data da entrega da mercadoria, equipamento, etc;
Plano B: Estipular multa para cada dia de atraso dos fornecedores.
Compra de produtos de baixa qualidade, comprometendo a estrutura do CD,
seja: equipamentos, tecnologia, sistemas;
Plano B: Pesquisa de mercado verificando quais os melhores produtos
para uma adequada requisição.
Falha na leitura das tags pelo uso de materiais metálicos e condutivos
afetarem o alcance de transmissão das antenas;
Plano B: Testes antes do efetivo uso, para que possam estar trocando o
tipo de produto.
15
5.3. Riscos em relação aos Recursos Humanos e Materiais
Admissão de profissionais não qualificados para realização do projeto quanto
à estrutura;
Plano B: Capacitação/Treinamento.
Contratar uma empresa terceirizada não qualificada para execução da
implantação da estrutura das antenas RFID;
Plano B: Multa por não cumprir o que foi acordado no contrato.
Não tem no Brasil mercadoria que comporte tamanha estrutura e com
qualidade garantida;
Plano B: Importação de mercadorias que atendam a esses requisitos.

16
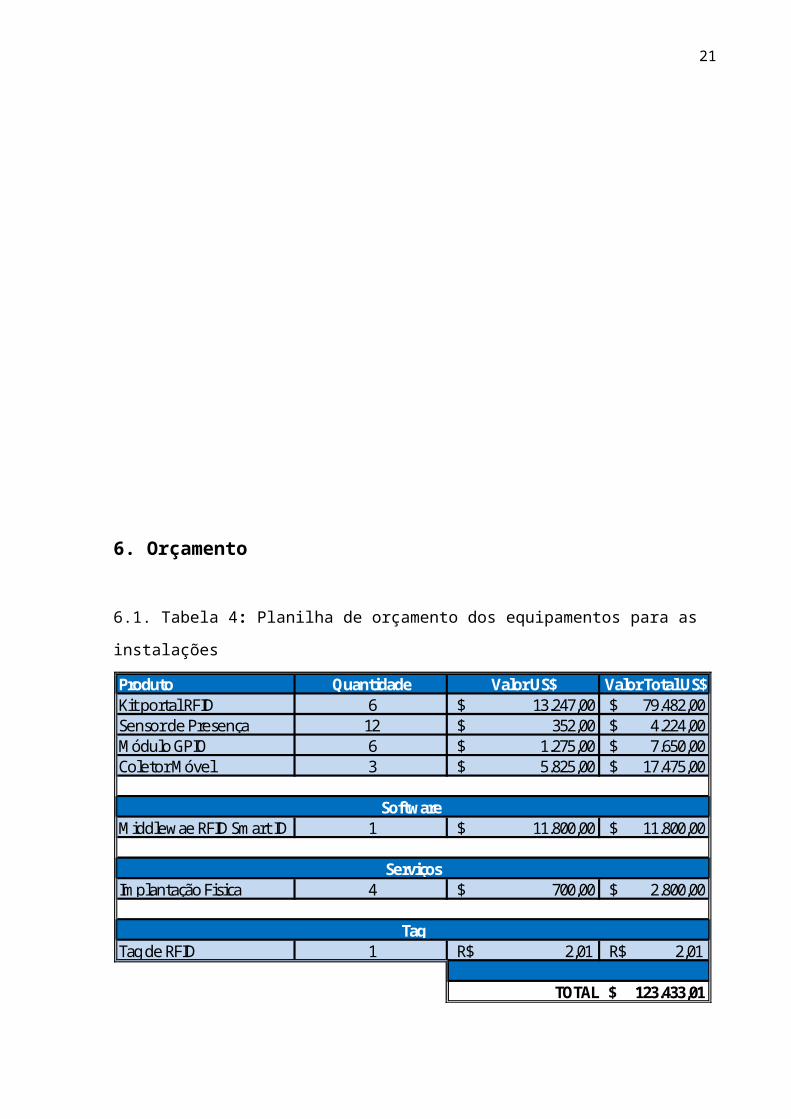
6. Orçamento
6.1. Tabela 4: Planilha de orçamento dos equipamentos para as instalações
Produto Quantidade Valor US$ Valor Total US$Kit portal RFID 6 13.247,00$ 79.482,00$ Sensor de Presença 12 352,00$ 4.224,00$ Módulo GPIO 6 1.275,00$ 7.650,00$ Coletor Móvel 3 5.825,00$ 17.475,00$
Middlewae RFID Smart ID 1 11.800,00$ 11.800,00$
Implantação Fisica 4 700,00$ 2.800,00$
Tag de RFID 1 2,01R$ 2,01R$
TOTAL 123.433,01$
Software
Tag
Serviços
Tabela em Excel de elaboração própria (Desenvolvida em conjunto pelos integrantes do projeto).
6.2. Descrição do Orçamento
A quantidade total do kit Portal RFID, atende a proporção para instalação
referente à Figura 3 que ilustra as instalações finalizadas, onde os demais itens
relacionam em mesma distribuição de necessidades quantitativas sobre os itens
correlacionados.
Onde as quantidades dos portais orçamentados são necessárias de forma
atributiva, para controle dos acessos de entradas e saídas nos fluxos internos de
matérias no armazém.
A tag unitária em orçamento é necessária para o tipo de controle que será
usado nesse C.D., onde o levantamento da utilização da quantidade de paletes será
de acordo com a capacidade de posições/paletes que serão levantadas
posteriormente após a aplicação. Onde esse custo unitário será acrescido de acordo
com o fluxo de materiais no armazém, onde estes acondicionados nos paletes
etiquetados determinarão as quantidades de utilizações unitárias de tags de RFID.

17
7. Cronograma do Projeto (Gráfico de Gantt)
7.1. Tabela 5: Gráfico de Gantt – Uso: Ferramenta Gratuita Online para Elaboração
18
7.2. Descrição explanatória do cronograma e qualidade
No Gráfico de Gantt os tempos das atividades estão em trimestres, onde as
atividades de requisitos, implementação, testes e documentação obtém uma
duração total de seis meses. Ponderado um tempo de somatória maior na aquisição
dos materiais, uma vez que o material é importado, eliminando assim possíveis
riscos em atrasos que possam acorrer no projeto, devidos a presumíveis e eventuais
retrocessos que normalmente ocorrem nos desembaraços das mercadorias tipo
importação, que possuem muito mais barreiras do que para exportações de
produtos, dessa forma proporcionando qualidade no prazo previsto da
implementação do projeto com este presumível risco minimizado por antecipação
com plano B funcional que se aplica neste projeto.
Para o projeto ser realizado no prazo e no tempo adequado, previsto em
cronograma. Nas aquisições de foram utilizadas especificações como no
tamanho do C.D., quantidade de itens, formas de palatização, treinamento
para o uso da ferramenta e equipamentos, tempo de implementação do
software capacidade funcional do mesmo.
Após a escolha de fornecedor, foram levantados os riscos que poderiam
acarretar atraso significativo do projeto, para que estes riscos fossem
minimizados ou contornados, foram estipulados planos de ações, planos “B” e
C, estes riscos levantados foram colocados acrescentando tempo em
cronograma para que tivéssemos tempo hábil ponderando imprevistos.
Foram estabelecidos os processos para a implementação do projeto logístico
através de consideração todos os riscos, tempo de processos para a
implementação do projeto tudo relacionado ao cronograma.
Para que todos os envolvidos tivessem ciência dos processos de
desenvolvimento do projeto foram estabelecidas reuniões em datas
estratégicas, registros, documentações, etc.

19
8. Anexos
8.1. Legenda do Layout - Informações vinculadas às necessidades do CD
A1 - Empilhadeira Trilateral: Utilizadas em estruturas com corredores estreitos (cerca de 1,6 m), pois eliminam a necessidade de manobras. Sua aplicação deve ser feita em situações nas quais o custo de área ou outros fatores aconselhem estruturas que permitam maior aproveitamento para estocagem.Dimensão do corredor: Largura de 1.600 mm para pallets com 1.000mm de profundidade; Largura de 1.800 mm para pallets com 1.200mm de profundidade; Corredores estreitos mais espaço para Armazenar.Segurança para transitar e armazenar: Rolos laterais adaptados para guiar a empilhadeira nos corredores através de Trilhos Guias (Com a empilhadeira guiada entre os trilhos, mantem-se sempre a mesma distancia das prateleiras). Acionando o deslocamento lateral dos garfos até o final do curso, chega-se; a posição correta para depositar a carga na estrutura porta pallets, eliminando a necessidade de movimentação de toda estrutura da empilhadeira, gerando aproveitamento de espaço físico.
B1 – Estanteria para estocagem/ Separação Dinâmica – Flow Rack: Verticalização, alta densidade, boa seletividade, alta velocidade de separação, bom para itens de alto giro e aplicável principio FIFO/PEPS.Capacidade de Separação:Espaço de 2500 mm para alimentação do fracionamento das estanterias de três camadas estruturadas com separadores dinâmicos tendo 14 compartimentos para estocagem de SKU’s por camada.Capacidade Total: Quatro estanterias, total de 56 compartimentos para estocagem de SKU’s para picking.Capacidades de armazenagem: Cinco níveis com espaçamento de altura de 1,5 m, cada nível com Nove posições pallets.Capacidade Total: 45 posições pallets.

20
FI 01 ao FI 09/ FO 01 ao FO 09 - Estrutura Porta Pallets Dinâmica– FIFO: Estrutura inclinada provida de roletes transportadores, conforme os pallets são removidos na extremidade de retirada, os pallets anteriores ocupam automaticamente por gravidade o lugar vago para próxima retirada. Com sua aplicação é possível obter, verticalização, alta densidade, media seletividade, porém com definições de SKU’s por filas a vantagem de seletividade torna-se alta, e estrutura é boa para itens de alto giro, podendo com facilidade atender a uma necessidade de estocagem FIFO.Capacidade de armazenagem: Nove Fileiras com seis níveis de espaçamento de altura de 1,5 m, cada fileira com cinco posições pallets.Capacidade Total por Fileiras: 30 posições pallets.Capacidade Total de posição Pallets: 270 posições pallets.
D1 - Pallets de tamanho PBR 1,00 m x 1,20m Quatro Entradas Com estrutura especial: Os Pallets foram Armazenados na profundidade de 1000 mm para ganho de área horizontal no Armazém, e para determinação de largura do corredor de 1,60, possibilitando a utilização de empilhadeira Trilateral na operação de armazenagem com entrada frontal e saída traseira.
G1 – Corredores Estreitos: Maior aproveitamento de espaço físico, largura de 1600 mm para trânsito de empilhadeiras trilaterais para pallets armazenados na profundidade de 1000 mm.
G2 - Corredores Estreitos Manobráveis: Médio aproveitamento de espaço físico, largura de 2100 mm para trânsito de empilhadeiras trilaterais para pallets armazenados na profundidade de 1000 mm, para realizar manobra de transferência de estrutura porta pallets para Estanteria com níveis de estocagem acoplados às prateleiras de Separação Dinâmica.
H1 – Niveladores de Cais de Carga: Auxiliam na altura para acesso dos equipamentos para carga e descarga, onde as paleteiras elétricas são suficientes para carga e descarga, pois dispõem de autossuficiência na tração, não necessitando então de uma tração humana em situações de níveis elevados no alinhamento entre a plataforma e o veículo, diminuindo risco de acidentes.
J1 – Paleteiras Elétricas: São suficientes para carga e descarga, pois dispõem de autossuficiência na tração, não necessitando então de uma tração humana em situações de níveis elevados no alinhamento entre a plataforma e o veículo através dos niveladores de cais de carga, diminuindo risco de acidentes. Capacidade: 2,5t

21
L1 - Área de Descarregamento/Movimentação e Pack: Local definido para preparação do material, separação, embalagem, etiquetagem, rápido fluxo, etc. Tendo 32 metros quadrados, onde o fluxo de estocagem, tanto no armazenamento e na retirada não se cruzam, evitando gargalo na área, pois a estrutura porta o sistema FIFO, sendo então acessos definidos para diferentes necessidades, diminuindo em alta escala o numero de movimentos entre os corredores.
M1 – Total de duas Docas de Recebimento Largura 2,7 mM2 – Total de duas Docas de Expedição Largura 2,7 mObs.: M1/M2 – Docas localizadas somente em duas extremidades do armazém, criando facilidade de deslocamento entre as entradas e saídas, diminuindo o gargalo que o transito de veículos causam em na maioria dos armazéns não estudados antes de serem construídos.
N1 - Carrinho de Plataforma: Capacidade de 400 kg, sendo útil para seleção de produtos com saída sem unitização, para um carregamento fracionado sem utilização de pallet.
P1 - Tapete Transportador: Esteira automatizada com acionamento manual, acoplado com final de linha por Transportador de Rolos por impulsão, para deslocamento otimizado dos itens fracionados no picking.
Q1 - Envelopadora Semiautomática/Stretch: Máquina com plataforma giratória de carga, para otimizar o processo de unitização com stretch.

22
8.2. Mini Bio
8.2.1 ALEX FELIX NEPOMUCENO
MINI-BIO (Short-Bio)
Iniciou no mercado de trabalho dentro da Cadeia de Suprimentos no segmento de ligação Transporte.*Ao longo de oito (08) anos atuando com dedicação nessa mesma área, com finalidade de resultado no crescimento em conhecimentos galgados e especialização através das diversas funções e responsabilidades atribuídas, isso em diversas prestações dentro desse segmento de ligações, passando pelo Rodoviário, Locações e Remoções, Transportes Especiais, Produtos Alimentícios e Perigosos. E atualmente atuando com Cross-Docking e Fracionamento abastecido de Overnigths como cargo de Controlador de Tráfego (Assistente Operacional), programador e controller de atividades em Milk-Run nas operações regionais.
*Universitário na instituição de ensino superior UNISO: Informações de destaques
relevantes:
MELHOR PROJETO – Elaboração Interdisciplinar de Diagnóstico Logístico com embasamento teórico e Prático por Estudo de Caso - 4º Semestre em 2013.
ALUNO TOP – Condecoração Certificada, Excelência em Desempenho - 3º Semestre em 2013.
PROJETO INTRALOGÍSTICO DE LAYOUT – Criação de Planilha Eletrônica/Excel - Simulação de Melhor Aproveitamento em Acondicionamento de Volumes em PBR. (Projeto aprovado pela coordenadoria para implantação e utilização em Laboratório Acadêmico Logístico) - 3º Semestre em 2013 .
Socialmente, pratica esporte radical, In-line Urban (Roller), tem preferencia em frequentar bares munidos de cervejas artesanais, ou cervejarias com empórios anexos.
Pessoalmente, enxerga a vida como uma etapa de experiência contínua, com crença no princípio da criação, e na ética comportamental sempre se colocando na posição de criatura perante a existência nesse mundo.
Contato: E-mail - [email protected]
23
8.2.2. CHARLES DE SOUZA SANTOS
MINI-BIO (Short-Bio)
Carreira profissional na
indústria iniciada em 2008, na área
de produção, onde teve oportunidade
de exercer a função de líder de
produção, que lhe proporcionou
desenvolver sua comunicação e
gestão de pessoas.
Hoje trabalha na área de logística em
uma empresa de maquinas e
equipamentos agrícola e de
construção com atividades de
picking, atua também como auditor
interno do programa 5 S. Busca
capacitar se cada vez mais para
assim conquistar melhores
oportunidades profissionais.
Pessoalmente, tem como hobby a musica, onde toca bateria em uma banda na
igreja, pratica esportes eventualmente e valoriza o convívio em família.
“Por Ele dais ao mundo todo bem e toda graça.”
Contato: [email protected]

24
8.2.3. JAQUELINE RODRIGUES
ROMÃO SILVA
MINI-BIO (Short-Bio)
Iniciou sua carreira em 2011 como
Atendente de Restaurante, se formou como
Técnica em Nutrição e Dietética pela
instituição SENAC.
No decorrer da sua trajetória em
concessionárias terceirizadas, trabalhou no
auxilio da gestão das unidades, obtendo
conhecimento e experiência no segmento e
consecutivamente atingindo cargos de
gestão na área.
Atualmente, atua como Gerente de
Restaurante na empresa Consuma Serviços
de Alimentação.
No aspecto de capacitação profissional, está no último semestre do curso de
Tecnologia em Logística na Universidade de Sorocaba (UNISO), ingressou na
universidade com o objetivo de agregar conhecimento de gestão logística, na
ampliação da visão sistêmica para aplicação no segmento de atuação.
Contato: [email protected]

25
8.2.4. PATRÍCIA BENSI ALVES
MINI-BIO (Short-Bio)
Iniciou a carreira profissional 2005
onde atuou no comercio na área
administrativa, com a intenção de ingressar
na indústria iniciou o curso de Logística na
universidade de Sorocaba, apenas dois
messes após inicio do curso ingressou em
um estagio na Cervejaria Petrópolis do qual
esta até hoje. Começou trabalhando no
setor PCP onde era responsável por auxiliar
na área de fretes, no controle de CPEDS,
lançamento de CTes entre outras funções
da Área. Atualmente trabalha no
almoxarifado, onde é responsável pelo
estoque de uma Boutique que existe dentro
da empresa, garantindo acuracidade do
estoque, fazendo pedidos de transferência entre unidades para atender as vendas
da Boutique.
Pessoalmente gosta de passear e viajar, ver filmes e ouvir musica.
Contato: [email protected]

26
8.2.5. PAULO MAKOTO IKEGAMI
MINI-BIO (Short-Bio)
Iniciou no mercado de trabalho
dentro de uma empresa familiar onde no
mercado o segmento da empresa era de
manutenção e fabricação de válvulas de
alta performance, nesta empesa pude atuar
em todos os setores.
No decorrer de um ano ingressei no projeto
de menor aprendiz, neste período como
aprendiz pode me capacitar e desenvolver,
em diversas áreas da empresa,
pincipalmente a área de logística da
mesma.
Após realizar um técnico administrativo,
dentro do projeto de aprendiz ingressei no
curso de Gestão Tecnológica em Logística
para pode me capacitar ainda mais ao segmento que atuava, Hoje continuo na
empresa que no qual ingressei como menor aprendiz, e atuo no controle e
planejamento de produção.
Socialmente, pratico artes marciais, entre elas o muay thay, frequento bares e
lugares onde possa me sentir bem e socializa com amigos e família.
Pessoalmente, levo a vida de forma simples e calma, sempre prezando a vida e a
família.
Contato: [email protected]

27
8.2.6. TIAGO ALVES DA SILVA
MINI-BIO (Short-Bio)
Administrador, Especialista em
Operações e Logística e futuro tecnólogo
em Logística.
Atualmente colaborador da Universidade de
Sorocaba - UNISO, no setor Assessoria
Acadêmica, setor este que cuida de todos
os cursos da Universidade, desde sua
abertura, acompanhamento e avaliações
com o MEC.
Pessoalmente, faz parte da Diretoria de um
time de futsal da cidade. Aproveita os finais
de semana para sair com a noiva em bares,
shoppings e curtir os familiares.
Contato: [email protected]

28
9. Referências Bibliográficas
CORONADO, Osmar. Logística Integrada. São Paulo: Atlas, 2007
GONÇALVES; Paulo Sérgio; Administração de Materiais; Pgs; 337,339 e 340; 2010.
SANTINI, Arthur Gambin, RFID: Conceitos, Aplicabilidade e Impactos. 1ª Ed. Rio de
Janeiro: Ciências Moderna, 2008.
SITE BRASIL-ID - Objetivo do Projeto, Objetivos Específicos do Projeto.
Disponível em: <http://www.brasil-id.org.br/sobre.asp>. Acesso em: 19 out. 2013.
SITE BRASIL-ID - APRESENTAÇÃO do Brasil-ID no CONIP em São Paulo.
Disponível em: <http://www.brasil-id.org.br/arquivos/apresentacoes/Brasil-
ID_CONIP.pdf >. Acesso em: 19 out. 2013.
QUENTAL JR., Antonio J.J, Adoção e implantação de RFID, uma visão gerencial da
cadeia de suprimentos. São Paulo, 2006. 155p. Monografia (pós-graduação lato
sensu MBIS – Master in Business Information Systems) - Pontifícia Universidade
Católica, São Paulo.
SANTINI, Arthur Gambin, RFID: Conceitos, Aplicabilidade e Impactos. 1ª Ed. Rio de
Janeiro: Ciências Moderna, 2008.
NEPOMUCENO, Alex Felix; ROMÃO SILVA, Jaqueline Rodrigues. Projeto de
Laytout - Distribuição da armazenagem nas Estanterias, Segundo tabela anexa da
Classificação de SKU’s Armazenados - Analise Descritiva e Legenda do Projeto de
Layout. 2013
BHATT, H.; GLOVER, B. Fundamentos de RFID: Rio de Janeiro:Altas Books, 2007.

29
RFID Vantagens e Desvantagens. Identificação por Rádio Frequência. Disponível
em: <http://www.gta.ufrj.br/grad/12_1/rfid/links/vantagens_e_desvantagens.html>.
Acesso em: 26 out. 13.