processos de fabrico trabalho marina e rafael
TRANSCRIPT
Grupo: Marina Azevedo
Rafael Maciel

Processo de Fabrico
Oxi-corte
Corte por plasma
Corte por laser
Fundição
Corte por jacto de água

Definição do Oxi-corte
O processo baseia-se no aquecimento localizado , com um
maçarico especial de corte.,ao atingir a temperatura de oxidação
segue-se a injecção de O2 através do orifício central do bico de
corte fixado no maçarico.
Condições para obter oxi-corte
a temperatura no início de oxidação viva deve ser inferior
à temperatura de fusão do metal.
os óxidos formados devem ser líquidos na temperatura
de oxi-corte para facilitar o seu escoamento e dar continuidade
ao processo.
o material ao ser cortado deve ter baixa condutividade
térmica.
os óxidos formados devem ter alta fluidez.

Gases Utilizados no Processo
Para a obter a chama oxi-combustível, é necessários pelo
menos 2 gases, sendo um deles o oxidante (O2) e o outro
combustível, que pode ser puro ou mistura de um gás
combustível.

Configuração mínima para o corte oxi-combustível
manual

Verificações antes do corte
Na execução do oxi-corte manual as verificações
principais encontram-se no estado do maçarico, bicos e
mangueiras,. Já no corte automatizado algumas verificações
devem ser feitas antes da operação para segurar a qualidade e
manutenção da qualidade de corte.

A chapa: Deve estar nivelada sobre a mesa,
a verificação é feita com o auxílio de um
nível.
O maçarico: Dever estar perpendicular a
chapa, excepto cortes especiais
inclinados.
O bico: A distância correcta do bico/peça
tem grande influência na qualidade do
corte.
Vantagens do oxi-corte
O processo não necessita electricidade.
Os materiais necessários como maçaricos, reguladores e
mangueiras são relativamente baratos e comparados a outros
processos de corte , por exemplo o plasma ou LASER.
O processo é de fácil aprendizagem.

Desvantagens
Os materiais periféricos como cilindros de gás, são
pesados e de difícil manuseio, o que dificulta o acesso a lugares
altos ou postos de trabalho que se encontram afastados dos
cilindros.
O gás comburente está sob alta pressão e requer a
utilização de ferramentas e procedimentos adequados para
evitar vazamentos e explosões.

Corte por plasma
O Processo de corte por Plasma foi desenvolvido nos
anos 50 para cortar metais condutores, principalmente o aço
inoxidável e o alumínio. Hoje é um processo com maior
crescimento nas indústria e nas oficinas, em geral é uma boa
ferramenta para o corte de metais por causa da velocidade e da
precisão do corte.
O corte a Plasma é um processo que utiliza um bico com
um orifício para constringir o gás ionizado em alta temperatura
.E serve para cortar secções de metais, como o aço carbono, aço
inoxidável, o alumínio e outros metais electricamente
condutores. O arco Plasma derrete o metal, e a alta velocidade
do gás remove o material derretido.
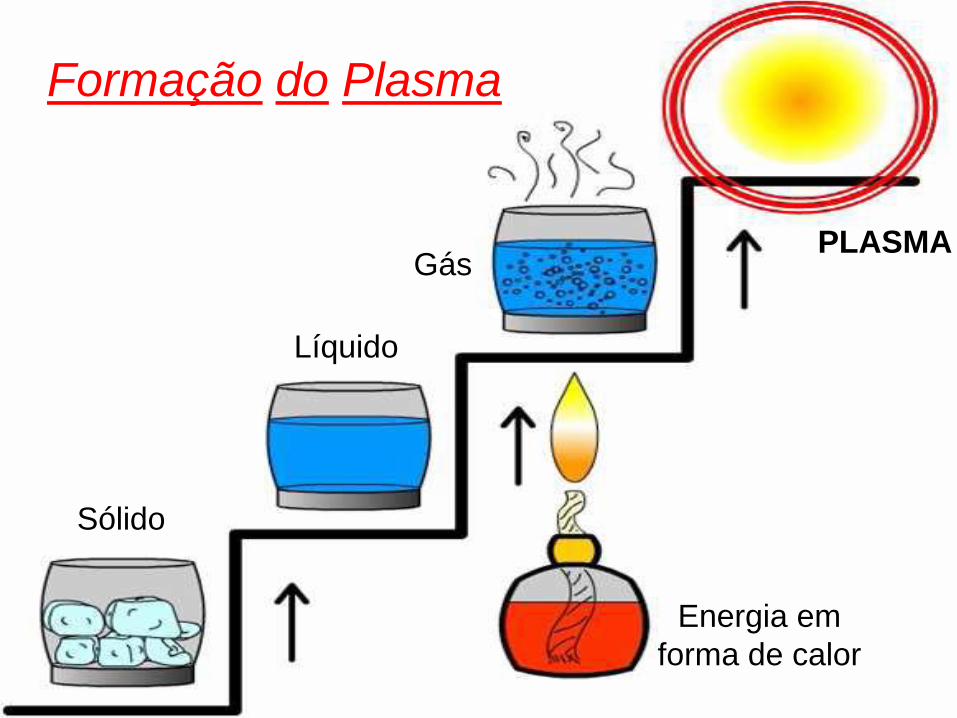
Sólido
Líquido
GásPLASMA
Energia em
forma de calor
Formação do Plasma
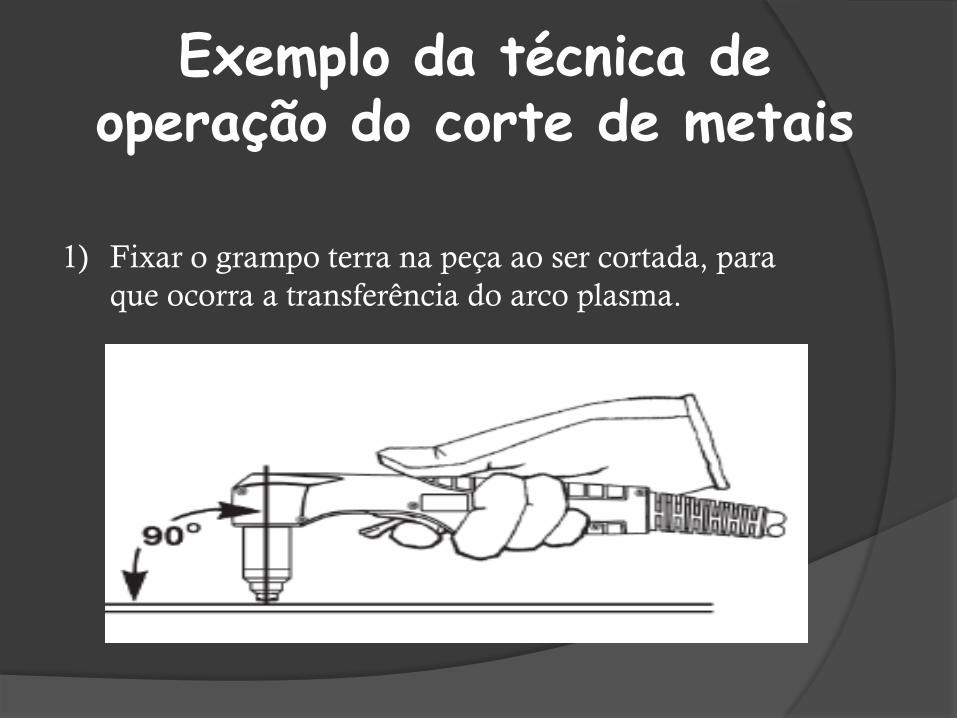
Exemplo da técnica deoperação do corte de metais
1) Fixar o grampo terra na peça ao ser cortada, para
que ocorra a transferência do arco plasma.

2) Posicionar o bico da tocha na posição vertical em relação à
peça de trabalho.
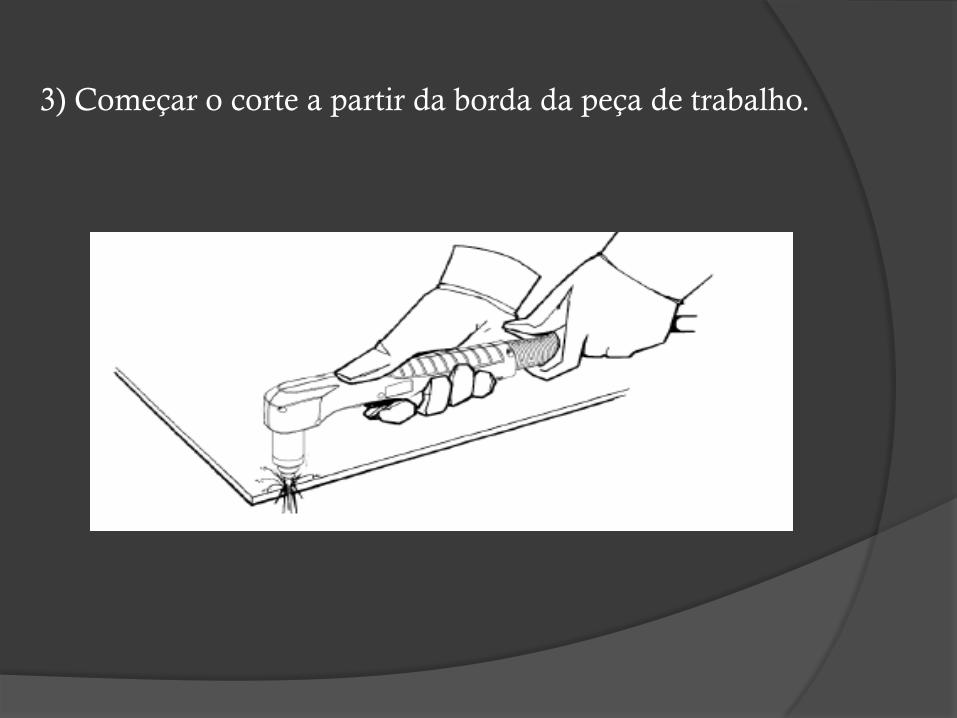
3) Começar o corte a partir da borda da peça de trabalho.

4) Em seguida prosseguir com o corte do material nas
dimensões necessárias para o trabalho. Obs: O uso de guias ou
esquadros é indicado para manter o corte na medida necessária
e também cortes em linhas retas.

5) No caso do corte iniciar no meio da chapa ou para fazer
furos, a técnica indicada é iniciar o corte com o bico inclinado.

Corte por Plasma
A tocha para corte por plasma é semelhante àquela utilizada no
processo de soldagem “TIG”.
O arco obriga a passar por um orifício de pequenas dimensões de
suportar a pressão e forma um jacto altamente ionizado que
remove o material por arraste . As temperaturas alcançadas são da
ordem de K que pode ser aplicado sobre qualquer material.

Características
Versatilidade;
Aço ao carbono pode ser cortado 2 ou 3 vezes mais
rápido do que ultilizar o oxi-corte;
Equipamentos de alta potência mecanizados
podem cortar metais de até 75 mm de espessura;
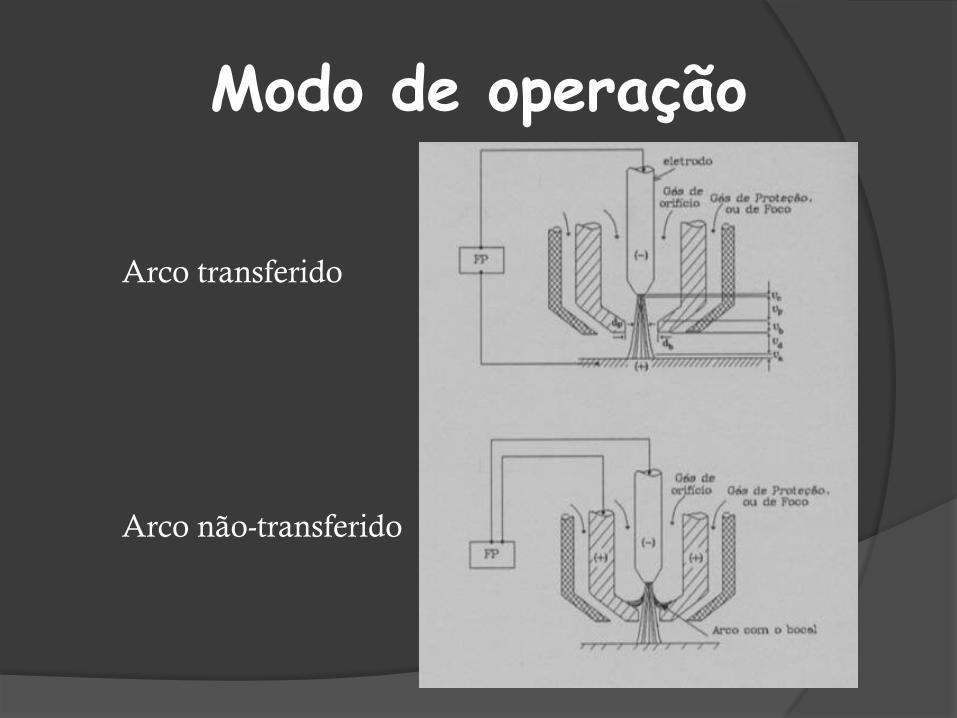
Modo de operação
Arco transferido
Arco não-transferido

Corte por Laser
Um feixe com alta densidade de potência (entre 104 e 105
W/mm2) funde ou vaporiza o metal base.
Posteriormente é utilizado um jato de gás auxiliar para remover
o material fundido e acelerar o processo.
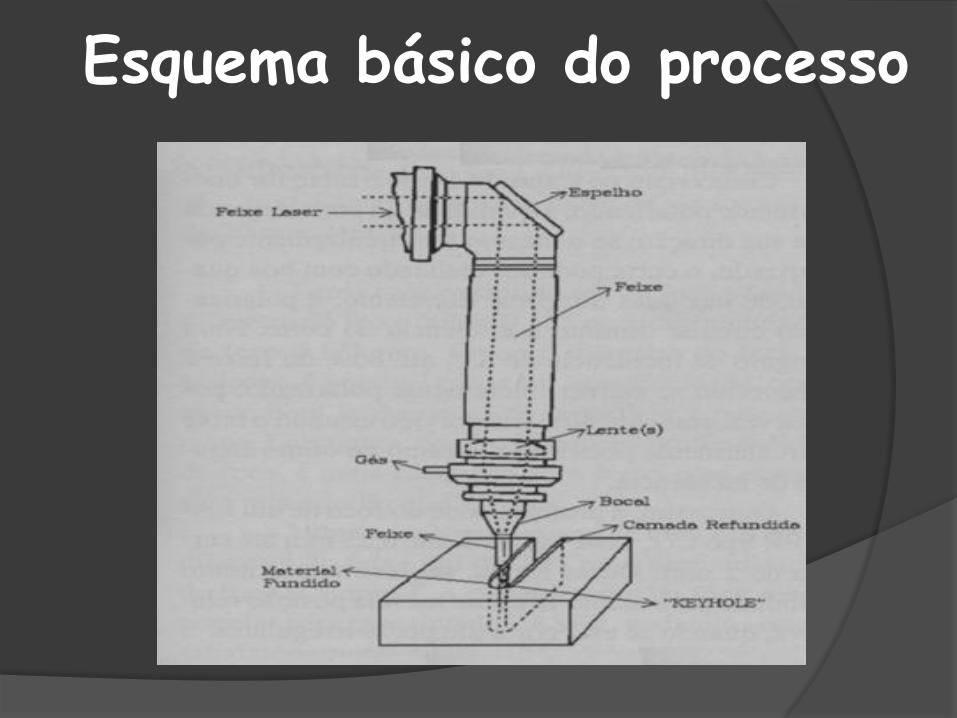
Esquema básico do processo

Vantagens do processo
Altas velocidades de corte;
Pouca perda de material;
Alta qualidade da superfície obtida;
Mínima distorção;

Processo de FundiçãoA fundição consiste na transformação de
metais e ligas metálicas tendo como ponto de partida
o metal no estado líquido (fundido). O metal líquido é
vazado num molde que contém uma cavidade com a
geometria da peça final. Após o molde ter sido
enchido é necessário que o metal solidifique para que
de seguida se retire a peça.
Os processos de fundição diferem no material do molde
(areia, metal, etc.) e no método de vazamento (gravidade, vácuo,
por pressão). Os processos de fundição mais comuns são:
fundição com moldação em areia, fundição em coquilha e
fundição por injecção.

Corte por jacto de água
O jacto de água permite cortar todo o tipo de materiais,
com elevadas espessuras, a não afectar termicamente o material.
O processo permite elevada precisão de corte, execução de
geometrias complexas, máximo aproveitamento do material e boa
qualdade de corte.

VantagensPermite cortar todo o tipo de materiais até 150mmde
espessura;
Corte com elevada precisão mesmo em grandes
espessuras ;
O jacto de água é amigo do ambiente. Não existe
libertação de fumos tóxicos e a água de corte pode ser reciclada ;
O jacto de água permite cortar superfícies rugosas;