processo de industrializaÇÃo de lentes...
TRANSCRIPT

PROCESSO DE INDUSTRIALIZAÇÃO DE LENTES ESTUDO DE CASO: EMPRESA TREMARIN LABORATÓRIO ÓPTICO
MAGDA BITENCOURT MACHADO
Alvorada
2011/2

1
PROCESSO DE INDUSTRIALIZAÇÃO DE LENTES ESTUDO DE CASO: EMPRESA TREMARIN LABORATÓRIO ÓPTICO
MAGDA BITENCOURT MACHADO
Artigo Cientifico apresentado como requisito para obtenção do
título de Bacharel em Administração pela Faculdade Luterana
São Marcos
Professor orientador: Rafael Marimon Boucinha
Alvorada, dezembro, 2011.
2
Resumo A presente pesquisa foi realizada na empresa Tremarin Laboratório Óptico, a qual industrializa blocos de lentes oftálmicas para empresas jurídicas (ópticas), tendo como objetivo analisar o processo de industrialização de lentes e propor melhorias de forma a diminuir as não conformidades, reduzir custos e atingir as expectativas dos clientes. As falhas no processo de industrialização, geram retrabalho, perdas de materiais, novos gastos com compras de lentes e utilização de novos insumos para a produção dessas lentes. Os setores em estudo foram: triagem, surfassagem e montagem, todos da área de produção. Os dados foram coletados através de um questionário distribuído a todos os funcionários que atuam na produção de lentes. Para análise do processo de produção de lentes foi necessária a realização de entrevistas com um empregado de cada setor. A partir dos resultados desta pesquisa foi possível padronizar o processo de produção de lentes, adequar a forma de registro das não conformidades, identificar algumas necessidades de treinamento e implantar indicadores de controle. Palavras-chave: análise, processo, fluxograma.
INTRODUÇÃO
A idéia de processo não é nova na administração das empresas, mas é um novo entendimento que diz que o negócio precisa focar aquilo que pode ser feito para agradar aos clientes externos (GONÇALVES, 2000, p. 9).
De acordo com Oliveira (2009, p.151), os processos “permitem que a organização tenha foco no atendimento ao cliente e, consequentemente, possa dirigir seus recursos e esforços para a melhoria contínua deste atendimento. Daí a importância de se analisarem e modelarem os processos organizacionais com base no profundo conhecimento dos processos críticos, voltados para a satisfação dos clientes”.
Com o trabalho realizado pela empresa Tremarin Laboratório Óptico Ltda, que é a industrialização de lentes oftálmicas, a satisfação e a confiança dos clientes são de extrema relevância. O alcance e a manutenção desse índice de satisfação poderá no futuro tornar-se uma vantagem competitiva para a empresa.
Gonçalves (2000, p. 10) enfatiza “o papel de destaque dado ao gerenciamento de processos na cultura corporativa japonesa garantiu que, em diversas ocasiões, muitas empresas daquele país tenham desenvolvido processos rápidos e eficientes em áreas-chave como o desenvolvimento de produtos, a logística, as vendas e a comercialização”.
O presente estudo foi realizado na empresa familiar Tremarin Laboratório Óptico Ltda, que teve seu início operacional em abril de 1997, e que tem como área de atuação a grande Porto Alegre e a região da serra gaúcha. Realiza trabalhos de industrialização em blocos e lentes oftálmicas de acordo com as prescrições médicas. Tais processos, por questões legais, só

3
podem ser executados para pessoas jurídicas (ópticas), que estão regularmente cadastradas nos órgãos competentes para exercer essa atividade.
Foi observada a ocorrência de quebra de lentes (não conformidades) na produção, onde o custo do retrabalho é repassado para o custo final do produto, pois este precisa ser totalmente diluido no faturamento da empresa. Nem sempre é possível identificar se a falha foi de operação ou resultado de algum problema nos insumos/máquinas utilizados. Uma consequência direta é, muitas vezes, deixar de oferecer benefícios novos, tanto para clientes como colaboradores ou até melhorar os já existentes.
Para execução do processo de industrialização, a matéria prima circula basicamente por três setores: triagem - onde ocorre a seleção e análise do pedido a ser realizado; surfassagem - processo no qual é utilizada uma matéria prima intermediária (bloco oftálmico) e através de trabalho realizado no lado interno do bloco, é definido o grau que o bloco irá assumir. Nesse processo, o bloco passa a ter características de lente; e montagem - colocação da lente na armação. Como existe uma integração entre os dados e uma vez inserido no sistema, dentro desses processos podem ocorrer erros que irão caracterizar a quebra de lentes, por exemplo: a inserção, por parte da digitição, de dados errados - o que irá autorizar uma ordem de produção não correspondente ao solicitado; ou alguma falha no processo - tempo de lixa e polimento incompatíveis com o material aplicado. Embora todo retrabalho seja um custo, quando existe uma ordem de produção em desacordo com o produto selecionado, se este for detectado no início do processo, o custo é mais baixo do que quando o erro for detectado no final do processo pois, neste caso, além do retrabalho e toda uma nova utilização da cadeia de produção, será inserido no custo o valor do produto.
Além dos custos facilmente mensuráveis que decorrem da quebra na produção, existe o custo que não pode ser medido, um custo inatingível, que provavelmente é tão ou mais importante do que o valor expresso em dinheiro: a satisfação do cliente da empresa. Os atrasos na entrega da produção ao solicitante que por sua vez irá atrasar os óculos para os seus clientes, geram muita insatisfação e num caso mais extremo, pode resultar na perda do cliente. Por isso, é de extrema importância conseguir detectar quais os motivos relevantes dentro da composição de quebra na produção.
A empresa utiliza um sistema ERP para registrar as ordens de produção do laboratório. Para verificar a viabilidade da pesquisa foi gerado um relatório referente às falhas que ocorrem durante o processo de industrialização das lentes. Ao analisá-lo, percebe-se que os erros registrados não têm um padrão específico, sendo registrados de acordo com a interpretação do digitador do setor de triagem em um campo destinado a observações.
Diante o exposto surge a seguinte questão: Como a empresa pode melhorar o processo de industrialização das lentes, de forma a diminuir as não conformidades, reduzir custos e atingir as expectativas dos clientes?
Para solucionar a questão acima, o objetivo geral da pesquisa, foi analisar o processo de industrialização de lentes e propor melhorias de forma a diminuir as não conformidades, reduzir custos e atingir as expectativas dos clientes. Para atender este objetivo amplo foram determinados alguns objetivos específicos:
4
Analisar como as falhas no processo de industrialização são registradas no campo observação do sistema operacional;
Sugerir a criação de categorias de erros padronizadas para identificá-los quando inseridos no sistema, já que o sistema operacional não apresenta campo especifico;
Observar os setores envolvidos no processo de industrialização das lentes: triagem, surfassagem e montagem para mapear os processos adotados;
Analisar os relatórios das quebras para identificar as quantidades envolvidas e os custos mais relevantes;
Propor ações de melhorias nos processos envolvidos.
2. PROCESSOS EMPRESARIAIS
Entre o final da década de 80 e início da de 90, tendo como objetivo aumentar o valor dado ao cliente, teve início nos estudos organizacionais a ideia de “processo”, que é um termo que pode ser empregado sob diferentes conotações, pois muitas vezes vem sendo utilizado para se referir as atividades e/ou tarefas internas nas empresas (CURY, 2000).
Segundo Carreira, (2009, p.94), processo é “uma série de atividades decompostas em tarefas, que por sua vez são decompostas em operações, que são responsáveis pela produção de bens e serviços”.
Embora existam muitas classificações de processos, de diferentes perspectivas, Cury (2000, p. 303), classifica os processos em três tipos:
1. Processo de clientes: que confecciona um produto ou serviço para um cliente externo da organização.
2. Processos administrativos: fabricam produtos que são invisíveis para os clientes externos, sendo, porém, essenciais ao gerenciamento efetivo dos negócios.
3. Processo de gerenciamento: incluem as decisões que os gerentes devem tomar para apoiar os processos de negócios.
Para identificar os processos, primeiramente, procura-se descobrir qual o negócio da Empresa. Depois, se faz um levantamento das atividades-chave necessárias para administrar e operar a organização. Tais atividades estão diretamente relacionadas aos processos críticos, que são os mais importantes, merecem maior atenção e precisam ser documentados (BARBARÁ, 2006).
Para Barbará (2006), uma das maneiras de se iniciar a analise de processos é pelo organograma, juntamente com a descrição das funções de cada um dos setores. As funções representam as atividades desempenhadas por cada setor organizacional.
Já para Cury (2000) a forma como o trabalho é realizado não é transparente no organograma, pois não se pode criticar a avaliação de desempenho organizacional. Somente uma abordagem voltada para seus processos, possibilitará uma real avaliação do desempenho da organização.
Araújo (2010, p. 34) ressalta que “a gestão das organizações, com base em organogramas e manuais de organização cedeu lugar a análise do dia-a-

5
dia, da movimentação, da informação, do melhor uso da informação e ao conhecimento de processos, em especial dos processos críticos”.
Após ter analisado o processo atual, seus pontos positivos, seus pontos negativos, ameaças e oportunidades, pode-se começar a desenvolver soluções para as falhas ocorridas nos processos críticos (CRUZ, 1998).
2.1 Análise Administrativa
Para Cury (2000, p.273), a análise administrativa é “um processo de trabalho, dinâmico e permanente, que tem como objetivo efetuar diagnósticos situacionais das causas e estudar soluções integradas para os problemas administrativos, envolvendo, portanto, a responsabilidade básica de planejar as mudanças, aperfeiçoando o clima e a estrutura organizacionais, assim como os processos e os métodos de trabalho”.
A identificação e o mapeamento dos processos, principalmente daqueles considerados como processos-chave, são essenciais para garantir a gestão dos fatores críticos e o sucesso da organização. A melhoria dos processos visando à integração e à intensiva colaboração para funcionarem de forma harmônica, objetiva e eficiente, pode também ser usada para captar e reter clientes, com base no conhecimento e nas relações que a organização precisa ter com eles visando à sua completa satisfação (BARBARÁ, 2006).
O processo de análise administrativa deve ser planejado de maneira cuidadosa, para que o público interno tenha uma participação positiva, aprendendo a identificar os problemas e a preveni-los (CURY, 2000).
O projeto de análise administrativa deve ser desenvolvido no menor espaço de tempo possível, pois as intervenções demoradas são sempre prejudiciais ao desempenho eficaz dos órgãos sob intervenção. A estratégia mais adequada é sua realização em etapas, o que facilitará a implantação das mudanças necessárias (CURY, 2000).
2.2 Racionalização de Processos
A racionalização de processos ou racionalização das rotinas de trabalho, segundo Carreira (2009, p. 94) “é uma técnica utilizada para viabilizar o modo de produção da empresa. Consiste em criar processos racionais, lógicos e estruturados”.
De acordo com Carreira (2009, p. 95), “para criar ou racionalizar processos, deve-se seguir alguns princípios”. O princípio da criação, sugere que um processo somente deve ser criado se tiver finalidade especifica e somente deve ser mantido se as tentativas de supressão simples ou de fusão não forem viáveis (CARREIRA, 2009, p. 96).
O princípio da automação vem de acordo com o que Laudon & Laudon, (2004, p.101), dizem a respeito dos Sistemas de Informação, “que são usados para aperfeiçoar os processos de produção, de modo a reduzir etapas e demandar menor intervenção humana. Tirando proveito de fluxos de
6
informações mais precisos as empresas podem reforçar a coordenação da produção e da distribuição e reduzir os custos de transação”.
Segundo o princípio da parcimônia, um processo de trabalho bem construído não deve ter mais dados que os necessários para realizar as operações para as quais foi planejado (CARREIRA, 2009, p. 97).
O princípio da persistência ressalta que, um processo deve estar sempre pronto para entrar em operação, buscando dados nas entidades fonte, ou nos depósitos de dados, necessários para sua operação e remetendo dados para as entidades de destino ou depósitos de dados (CARREIRA, 2009, p. 97).
Um processo deve estar estruturado na sequência lógica de entrada dos dados, de acordo com o princípio da ordenação (CARREIRA, 2009, p. 98). Por exemplo, não é possível a lente passar para o setor de surfassagem, antes de ter passado pela triagem para conferência e emissão da ordem de produção.
No princípio da permanência os dados permanecem em depósitos de dados, não em processos. Dessa forma, se entre um procedimento e outro houver alguma defasagem de tempo, então será necessário um depósito de dados que receba dados do primeiro procedimento e forneça dados para o segundo (CARREIRA, 2009, p. 98). Por exemplo, as ordens de produção lançadas no sistema são utilizadas no primeiro momento para a industrialização das lentes, após para faturamento e por fim, quando necessário, para consulta.
Um processo deve ser independente dos outros, a fim de alcançar seus objetivos, conforme o princípio da independência. Para que isso seja possível é necessário que os dados que ele utiliza estejam depositados em bancos de dados e que os outros processos dos quais dependa estejam preparados para alimentá-lo com dados. Daí a importância dos princípios da permanência e da persistência, que garantem que os processos estejam sempre prontos para serem utilizados e que estejam em depósito de dados. (CARREIRA, 2009, p. 99).
No princípio da temporalidade os processos interdependentes devem estar estruturados para que sejam executados na ordem cronológica, a fim de garantir a consistência dos dados (CARREIRA, 2009, p. 100). Por exemplo, para fazer a industrialização da lente, o pedido do cliente deve passar pela triagem, após o bloco vai para a surfassagem e por fim, se solicitado, a lente pronta irá com a armação para a montagem e o óculos pronto para a expedição.
Por último, mas não menos importante, o princípio de simultaneidade, mostra que em um mesmo sistema, processos são executados simultaneamente, a fim de reduzir o tempo de ciclo, exercer os controles e reduzir o custo operacional (CARREIRA, 2009).
2.3 Os Sistemas de Informação
Um sistema de informação pode ser definido tecnicamente como um conjunto de componentes inter-relacionados que coleta, processa, armazena e distribui informações destinadas a apoiar a tomada de decisões, a coordenação
7
e o controle de uma organização. Além de dar suporte à tomada de decisões, à coordenação e ao controle, esses sistemas também auxiliam os gerentes e trabalhadores a analisar problemas e visualizar assuntos complexos (LAUDON & LAUDON, 2004, p.7).
Os sistemas de informação têm influenciado na tomada de decisões e metas organizacionais, disponibilizando novos cenários estratégicos, enfim, provocando uma reavaliação nas operações organizacionais. O contexto atual requer agilidade e flexibilidade das organizações e a tecnologia de informação com seus respectivos sistemas estão contribuindo significativamente para adequação das empresas ao mercado (KOERICH, 2002).
2.4 Representação Gráfica dos Processos
Barbará (2006, p. 189) conceitua que, “fluxogramas, representam, graficamente de forma detalhada, a sequência lógica dos processos, permitindo a representação de ações e desvios”.
Para Cury (2000, p. 330), “existe vários tipo de gráficos, mas o gráfico de processamento, por excelência, para trabalhos de análise administrativa, é o fluxograma, um gráfico universal, que representa o fluxo ou a sequencia normal de qualquer trabalho ou documento”.
Neste projeto, o fluxograma adotado é o fluxograma global ou de colunas, pois oferece uma visão global do fluxo de trabalho e também porque os setores aparecem no fluxo sob a forma de colunas. Segundo Cury (2000, p. 341) “a utilização desse fluxograma (global) é mais apropriada para se transmitir o fluxo de trabalho para toda a organização. Assim, após proceder ao levantamento da rotina, estabelece o sistema ideal, desenhando o fluxograma global, de melhor entendimento para todos os funcionários”.
O estudo de racionalização de processos deve ser iniciado pelos processos críticos da empresa, pois trazem resultados mais significativos (CARREIRA, 2009).
O desenho do fluxograma começa quando se está entrevistando um funcionário sobre as tarefas que ele realiza. Para simplificar a anotação das informações, aplica-se a simbologia adotada por esse instrumento. O fluxograma acompanha o desenrolar da entrevista, redirecionando o entrevistado para as questões fundamentais e para os detalhes importantes do processo. A leitura do fluxograma deve ser do início para o fim do processo, deixando de lado os fluxos paralelos e os retornos. Para que um processo de trabalho seja levantado é necessário obedecer à sequência em que os procedimentos são executados (CARREIRA, 2009, p. 103).
O fluxograma deve retratar a situação de fato, portanto, deve demonstrar como as atividades realmente são realizadas, não o modo pelo qual alguém (chefia ou colega) diz ou pensa que são feitas (CURY, 2000).

8
2.5 Disfunções mais Comuns
Carreira (2009, p. 113), ressalta que “o objetivo da análise do fluxograma tem é identificar disfunções no processo, pois estas geram aumento de custos desnecessários ao produto final”.
Uma disfunção pode ter sua causa aparente na queda de vendas, nos atrasos de produção ou no aumento da margem de erros. No entanto, é preciso analisar qual a causa real, que pode estar escondida na forma inadequada de liderança ou desmotivação do funcionário. É preciso saber interpretar os sinais do ambiente como aumento da frequência de inutilização das lentes, instalações mal cuidadas ou indiferença dos funcionários diante de dificuldades operacionais (CARREIRA, 2009).
Normalmente a empresa investe em tecnologia, racionaliza um processo ou redesenha o perfil de cargos, mas se esquece de investir em treinamento e desenvolvimento de recursos humanos. No momento do levantamento do processo, deve-se avaliar o funcionário quanto duas qualificações: profissionais e psicológicas. Recursos humanos desqualificados é uma fonte de dissipação de energia que agrava os custos diretos e indiretos (CARREIRA, 2009).
Quando uma empresa apresenta sinais de disfunções, os recursos humanos são afetados. A reação é de insegurança, pois estudos serão feitos para busca de soluções dos problemas que sugerirão mudanças, e uma delas pode ser o corte de pessoal. Outro fator associado à insegurança dos funcionários tem origem no perfil profissional e psicológico do chefe imediato. Quando ele não tem perfil adequado para ocupar cargo de comando, imediatamente, ele passa sua insegurança para seus funcionários (CARREIRA, 2009, p. 114).
O sucesso de uma organização está relacionado à sua capacidade de atender a cadeia de valor da empresa e de atender às necessidades e expectativas de seus clientes. Elas devem ser identificadas, entendidas e utilizadas para que se crie o valor necessário para conquistar e reter clientes, levando-se em consideração não só o valor agregado, mas toda a cadeia de valor (NETO, 2009).
2.6 Indicadores
Rozados (2004, p.52), conceitua indicador como sendo “uma ferramenta de mensuração, utilizada para levantar aspectos quantitativos e/ou qualitativos de um dado fenômeno, com vistas à avaliação e a subsidiar a tomada de decisão”.
Para este projeto, para verificar a viabilidade do problema, foi utilizado como base o Diagrama de Pareto, que segundo Meireles (2001, p. 90) “é também conhecido como Curva ABC, pois destaca elementos de um grupo pela sua importância, é uma técnica usada para: selecionar os itens mais importantes e permite a divisão de um conjunto de dados em partes”.
Dependendo da extensão da análise e das características dos problemas em estudo, pode haver necessidade de serem analisadas muitas

9
causas, cuja representação gráfica no Diagrama de Pareto se torna mais clara a visualização dos problemas mais críticos, ou seja, neste caso das não conformidades com maior relevância no processo de industrialização (VIEIRA, 2011).
3. METODOLOGIA
A metodologia adotada para a realização deste projeto, quanto aos fins, a pesquisa foi explicativa, pois teve o objetivo de justificar os motivos das não-conformidades das lentes, ou seja, visando esclarecer quais fatores que contribuíram, para esta ocorrência e, quanto aos meios, é um estudo de campo, pois a investigação foi realizada onde ocorre o processo de industrialização das lentes.
No organograma, apêndice A, todos os setores da empresa são apresentados, sendo que a pesquisa foi realizada nos setores de triagem, surfassagem e montagem. Abrangendo todos os funcionários envolvidos, sem classificação por sexo, idade ou cargo. Os sujeitos da pesquisa foram o gerente financeiro, a gerente comercial, o encarregado de produção e os funcionários dos setores anteriormente mencionados, todos ligados direta ou indiretamente ao processo de industrialização das lentes.
Tabela 1: Quantidade de Funcionários dos Setores que estão sendo observados, 2011/1
Setor Quantidade Funcionários
Montagem 6
Surfassagem 4
Triagem 7
Total 17
Fonte: dados coletados do Sistema de Recursos Humanos da empresa em estudo.
Para verificar a viabilidade da pesquisa, foi gerado um relatório num período de seis meses (junho a julho deste ano), das falhas ocorridas na área de produção (apêndice C). Foi observada a não existência do campo de categorias de erros no sistema operacional da empresa, sendo todas as falhas registradas em um campo de observação geral, de acordo com a interpretação do digitador, ficando assim inviável a analise do relatório. Sendo assim, foi proposta a criação de categorias padrão de erros (apêndice B) para os digitadores do setor de triagem.
Os dados foram coletados através de observação simples, com distanciamento do grupo e da situação estudada, para se ter conhecimento do ambiente e das atividades exercidas no local. Alguns funcionários, com mais experiência em suas atividades, foram entrevistados individualmente, procedimento no qual perguntas foram feitas aos envolvidos no processo que, oralmente, foram respondendo, para que se pudesse montar o fluxograma (p. 17) das atividades da maneira como elas são realizadas (apêndice G). Neste caso, foi estabelecido um roteiro (apêndice F) para que aspectos importantes não fossem esquecidos. Os questionários, com questões objetivas e descritivas, apresentadas no apêndice D, foram aplicados a todos os funcionários dos três setores em estudo.

10
Segundo Vergara (2010), toda pesquisa tem sua limitação, neste estudo não foi diferente, pois como lidamos com pessoas, e estas por um motivo ou outro, como por exemplo, receio em dizer o que pensa, pode haver distorções em suas respostas, mas nada significante que altere o resultado da pesquisa.
Outro motivo que limitou esta pesquisa foi, por ser realizada em um laboratório específico, não podendo ser utilizada como padrão para demais laboratórios de lentes. Por estes apresentarem estrutura e outros aspectos que os diferenciam e os tornam únicos.
4. ANALISE DOS DADOS
Foi verificado que não havia no sistema operacional da empresa um campo com a categoria de erros. E para registrar os erros, o digitador colocava a falha de acordo com a sua interpretação em um campo de observações, ou seja, sem qualquer padronização dos erros inseridos. Ficando assim, inviavel a interpretação do relatório.
Para que se pudesse prosseguir com o projeto, foram criadas categorias de erros (apêndice C), para padronizar e melhorar a interpretação das falhas ocorridas no processo de produção.
Os relatórios de erros foram analisados e as falhas com índices mais significativos, conforme o gráfico 1, foram: calculo, conferência, descentração, descolou gerador, eixo, dioptria, lasca, lentes pequenas, modelo, molde, polimento, lixa, quebra, risco e torceu na máquina. Os erros de cálculo, conferência, descentração, lasca, lentes pequenas, modelo, molde e risco, são causados por quem executa a operação devido à falta de atenção, comunicação e treinamento.
Gráfico 1: Erros mais relevantes
Fonte: sistema operacional da empresa em estudo.
Vista a relevância que tais ocorrências apresentam dentro do total de não conformidades, é de extrema necessidade que a empresa adote um plano de treinamento para os setores que apresentam tais ocorrências.

11
Foi possível também detectar que muitas das não conformidades, apresentadas na tabela 2, (47,26%) têm sua origem deflagrada por falha mecânica, o que pode ser facilmente corrigido com um plano de manutenção mais enfático e com maior frequência.
Tabela 2: Erros por setor
Fonte: sistema operacional da empresa.
Sobre as não conformidades oriundas de processo mecânico, os três principais erros são riscos, dioptria errada e eixo errado. Embora seja possível afirmar que a tendência de ocorrência seja durante a etapa em que a matéria prima está sendo processada pela máquina, não se pode afastar por completo a atuação do operador dessa máquina, pois cuidados simples, como a temperatura do polidor durante o processo de polimento, pode ocasionar ondulações e até uma variação na dioptria final da lente, o que, no caso estudado, foi classificado como dioptria errada.
Já o manuseio inadequado pode ocasionar riscos na lente, como pode ser visto no gráfico 1, é uma das não conformidades com maior incidência.
Muito importante salientar que em sete (descentração, dioptria, eixo, lasca, lentes pequenas, modelo e risco) dos catorze principais motivos, portanto 50% das não conformidades, representam 80,35% de todo o problema de retrabalho da empresa.
O setor de triagem é o setor que menos apresentou não conformidade entre o pedido pelo cliente e o que foi executado por ele. Existem dentro do setor três atividades que obrigatoriamente fazem a conferência da atividade anterior – primeiro há a análise do pedido do cliente juntamente com os dados por ele informados, realizado por um colaborador. Após, outro colaborador faz a digitação do pedido, que ao repassar para o ERP os dados do cliente, acaba fazendo outra conferência e, por fim, outro colaborador faz a conferência se todas as informações estão de acordo com o solicitado.
No setor da surfassagem, como as informações não são cruzadas, com exceção do cálculo que é alimentado pelo processo de triagem e após conferido pelo responsável, cada etapa dentro desse processo é executada por um colaborador sem ter a conferência de outro após realizada a tarefa.

12
Mas embora essa particularidade, de que cada etapa dentro do processo é executado por um colaborador sem ter a conferência de outro após realizada a tarefa, percebe-se uma incidência grande de não conformidades relacionadas à dioptria errada.
No geral, tal discordância deve-se a problemas relacionados aos equipamentos. Como nessa etapa do processo a possibilidade de agir do colaborador fica muito limitada ao que é programado, era de se esperar que uma parcela significativa das não conformidades fosse oriunda de ajustes de maquinários. Isso também não exime a necessidade de realizar treinamentos constantes por parte da empresa para que seja possível, se não fazer um ajuste na máquina utilizada, fazer com que o conhecimento dos colaboradores ajude a detectar com uma maior rapidez as não conformidades.
Faz-se necessário neste setor uma atuação mais incisiva no que tange à manutenção de equipamentos para um bom funcionamento e também uma análise em novas tecnologias ofertadas pelo mercado, com uma precisão maior do que é utilizada pela empresa. Criar um plano de manutenção semanal, onde elementos básicos possam ser conferidos e um mensal, onde uma manutenção mais completa seja feita nas máquinas envolvidas, podendo assim reduzir significativamente as não conformidades do setor.
O treinamento constante do operador, embora as incidências de não conformidades relacionadas ao operador no setor esteja abaixo de 25%, nunca deve ser relegado a segundo plano. Pois, como foi afirmado, se for possível detectar uma divergência de produção logo no início, menor será a chance de ela se repetir. Para isso, o operador não deve se limitar a somente ligar e desligar sua máquina. Com certeza será mais fácil para ele detectar onde está o problema, tendo conhecimento da influência de um polidor com temperatura elevada, de um pino de fixação que está desgastado e o que uma folga em um dos braços de fixação pode ocasionar na lente.
Analisando o setor de montagem, conforme tabela 2, ocorre o maior número de não conformidades (58,71%) de todos os retornos da área de produção, pode-se afirmar que os problemas mecânicos são menores que as falhas e problemas originados pelos operadores.
Tal aumento é previsível, uma vez que há neste setor a decisão do colaborador, diferente do setor de surfassagem, deve ser tomada a cada óculos confeccionado. Pois, apesar de todo o processo de leitura e desbaste da lente ser feito por máquinas de alta precisão, vários ajustes devem ser feitos no momento de fazer o encaixe da lente na armação; por exemplo, a lente ficou um pouco grande, a armação apresenta alternância de padrão, o que é muito comum quando for armação de clientes que optaram por fazer a troca somente das lentes.
Outro item que surge com muita frequência são os riscos na lente. No setor de montagem em particular, por ser o último de todo o processo de produção, é onde ocorre o maior desperdício de insumos. Não pela tarefa executada, mas pelo fato do pedido já ter passado em todo o processo produtivo, onerando novamente a todos os setores da empresa quando um erro é detectado. Como meio de reduzir a incidência desses riscos, e assim diminuir os custos para toda a empresa, uma medida muito simples já foi tomada, a lente está sendo protegida com fita dos dois lados, já que ainda não

13
é possível fazer a montagem dos óculos sem o contato da lente com as mãos do colaborador.
Importante salientar que, mesmo que sempre se faça necessário treinamento, quer seja para apresentar novos produtos, quer seja para massificar o processo de produção, não se pode afirmar que o aumento das não conformidades deste setor seja decorrente dos colaboradores, visto que o aumento de suas participações em cada etapa desse setor é muito maior do que em todos os outros processos da produção.
Tendo esse setor a característica de uma maior intervenção do colaborador é necessário que sejam realizados treinamentos constantes para que seja incorporado ao processo de produção uma concentração acima dos demais setores, com o mínimo de ocorrências que possam levar a esses colaboradores um descuido. Aqui se percebe um aumento de não conformidades relacionado ao colaborador, que no caso, em apenas quatro itens: lascas, lentes pequenas, modelo errado e descentrado errado, representam 54,45% das não conformidades do setor. Todos esses erros se devem ao fato de que esses colaboradores trabalham no último estágio da produção, onde uma falha no desbaste, seleção de modelo errado, já não existe mais como retornar ao passo anterior para fazer a correção, uma vez a lente facetada pequena, não se pode mais dar a ela tamanho maior, sendo então seu único destino o descarte.
No que se refere aos equipamentos, já começou a ser feita pela empresa calibragens semanais, para poder assim reduzir os efeitos de não conformidade ocasionados pelos mesmos. Também está sendo pesquisado no mercado novas tecnologias, para assim poder dar maior precisão e fazer com que a decisão a ser tomada pelo colaborador seja estritamente técnica, para que não se faça mais necessário sua intervenção em ajustes com lente maior ou não desbastada em conformidade.
Através dos questionários analisados foi verificado, conforme apêndice E, que mais de sessenta e quatro por cento (64,71%) diz ter recebido treinamento para exercer suas atividades e demonstram interesse em aprender mais e/ou se aprimorar. Cerca de 70,59% dos funcionários receberam explicação verbal de como exercer suas atividades e apresentam um ritmo de trabalho intenso, mas de fácil compreensão.
A maioria (88,24%) dos funcionários reconhece que seu trabalho influencia no envio correto dos pedidos, informaram que quando algo sai errado no processo pode ocorrer retrabalho, perdas e gastos com matéria prima, insatisfação do cliente, perda de credibilidade do mesmo pelo serviço oferecido pela empresa, atraso na entrega dos serviços, podendo ocasionar até a perda de clientes.
Houve polarização na questão, referente aos que identificam e os que não identificam falhas nos processos. Os que identificam, relatam falhas como: falta de informação/comunicação entre os colegas, falta de definição dos processos, muita exigência por parte da liderança, pouco investimento em qualificação dos profissionais e dificuldade em atender os prazos dos serviços. Os que não identificam falhas informam que suas atividades não são ligadas diretamente ao atendimento do cliente, demonstrando a falta de visão do processo como um todo.
14
Nas questões abertas, os funcionários sugeriram: aumentar a ocorrência de treinamentos; delegar funções informando as atividades a exercer; redefinir prazos para os serviços; organizar os setores, no sentido de que os próprios funcionários os mantenham limpos e organizados; integrar o funcionário à empresa, para que ele entenda todo o processo realizado, desde a chegada do serviço até a entrega do mesmo ao cliente.
Para a criação do fluxograma das atividades dos setores de triagem, surfassagem e montagem, alguns dos funcionários com mais tempo de empresa e com experiência em suas atividades foram entrevistados, utilizando como base roteiro de entrevista (apêndice F), mencionado na metodologia.

15

16
CONSIDERAÇÕES FINAIS
Mesmo que durante todo o processo de estudo, possa haver uma impressão de que a análise se fez sobre homem X máquina, não se pode querer ocultar ou amenizar tais ocorrências, pois na prática, a não conformidade ou foi ocasionada pela máquina ou foi pelo homem, não foi o objetivo desse trabalho querer apresentar responsáveis, embora para poder fazer um real diagnóstico, muitas vezes foi abordado erro do operador ou erro da máquina. Somente com a separação de tais agentes causadores de não conformidades é possível saber que atitudes devem ser tomadas pela empresa para que assim seja possível que o índice de não conformidade, com toda a relevância que muitas vezes foi abordado no trabalho, caia e mantenha-se em patamares aceitáveis.
Antes de iniciar o projeto, a impressão que se tinha era que o erro ocorria em algum ponto do processo de industrialização e que tal falha se descobriria ao fazer o fluxograma, já que a empresa não tinha nenhum documento exemplificando o processo.
Ao iniciar o trabalho, logo foi descoberto que não se tinha um processo de controle das não conformidades muito claro e exato. Para tanto, as mesmas foram pré-definidas em categorias que ajudaram em muito a conclusão do mesmo. Mas ainda pode ser melhorado tal processo. Sugere-se para tanto que, seja mantido contato com o fornecedor do ERP para que seja disponibilizada uma maneira de controlar as não conformidades, para que assim também seja mais fácil identificar suas origens e tomar decisões com maior embasamento.
No decorrer da pesquisa, foi verificado que as informações verbais e a falta de visão do todo implicam na realização do processo. Que pequenas ações como a criação de categorias para padronizar os erros auxiliam a gerar relatórios para a analise das falhas que merecem maior atenção.
Sugere-se a criação de manuais e roteiros para auxiliar os funcionários em suas funções, para que os mesmos não façam suas atividades sem padronização. Estes materiais de apoio podem ser utilizados como base para treinamentos futuros formais e objetivos.
Realizar treinamentos, referente as atividades dos setores da área de produção, com os funcionários atuais e melhorá-los a partir de sugestões dos mesmos para os funcionários que mudarem de função ou forem contratados.
Como é característica do ser humano, com o passar do tempo existe um relaxamento natural em relação ao que está sendo feito, não por vontade explícita, mas naturalmente. Assim, treinamentos mais frequentes irão resgatar detalhes da operacionalidade dos setores.
Embora a empresa esteja usando tecnologias de precisão que estão disponíveis no mercado, a constante busca por novas tecnologias não pode ser relegada, pois sempre que elas surgem, o princípio da automação acaba por ser incorporado o que, em se tratando de alta precisão, quanto mais decisões forem tomadas por máquinas tipo do CNC (Comando Numérico Computadorizado), menores serão as chances de ocorrerem não conformidades.
Além do princípio da automação, há uma tendência com o desenvolvimento de novas tecnologias de que ocorra um aumento na

17
produtividade da empresa, pois muitos processos antes feitos manualmente, são em geral absorvidos por novas tecnologias. Isso, ao contrário do que muito se ouve falar e, embora às vezes ocorra, não vai gerar uma massa de desempregados, pois os mesmos podem ser treinados para trabalhar com essa tecnologia. Em geral, novas tecnologias exigem uma qualificação maior do operador, que deixará de fazer o trabalho manual para realizar trabalhos mais complexos. No geral, além desses colaboradores tornarem-se mais importantes para a empresa, ocorre um retorno maior em relação à sua remuneração.
Embora essa sugestão não seja relacionada diretamente ao processo de produção e nem aborda as não conformidades aqui estudadas, sugere-se ainda a criação de manuais de funcionários, para explicitar os objetivos da organização e a visão de todo o processo, mostrando a importância que cada atividade tem para atender a solicitação do cliente. Fazendo com que todos se sintam satisfeitos, desde os clientes internos, até os externos.
Referências
ARAUJO, Luís César G. de. Organização, sistemas e métodos e as tecnologias de gestão organizacional: arquitetura organizacional, benchmarking, empowerment, gestão pela qualidade total, reengenharia: volume 1, 4 ed. São Paulo: Atlas, 2010. CARREIRA, Dorival. Organização, sistemas e métodos Ferramentas para racionalizar as rotinas de trabalho e a estrutura organizacional da empresa. São Paulo, Saraiva, 2009. CRUZ, Tadeu. Sistemas, organização e métodos: Estudo integrado das novas tecnologias de informação. São Paulo: Atlas, 1998. CURY, Antônio. Organização e métodos: Uma visão holística São Paulo, Atlas, 2000. GONÇALVES, José Ernesto Lima. Processo, que processo?. Revista de Administração de Empresas. São Paulo, n. 4, out./dez. 2000. KOERICH, Gildo José. Estratégia de construção de capital estrutural – explicitando a informação tácita. Universidade regional de Blumenau Centro de ciências sociais aplicadas. Programa de pós-graduação em administração. Dissertação. Blumenau, 2002.

18
LAUDON, Kenneth C.; LAUDON, Jane P.. Sistemas de informação gerenciais: Administrando a empresa digital. São Paulo, Prentice Hall, 2004. MEIRELES, Manuel. Ferramentas administrativas para identificar, observar e analisar problemas: organizações com foco no cliente. São Paulo: Arte & Ciência, 2001. NETO, Luiz Carlos Baginski. Gestão da satisfação e fidelidade do cliente: um estudo dos fatores que influenciam na satisfação e fidelidade dos clientes corporativos de telefonia celular. Universidade Federal do Rio Grande do Norte. Programa de Pós-graduação em engenharia de produção. Dissertação. Rio Grande do Norte, 2009. OLIVEIRA, Saulo Barbará de. Gestão por processos: fundamentos, técnicas e modelos de implementação: foco no sistema de gestão de qualidade com base na ISSO 9000:2000. Rio de Janeiro: Qualitymark, 2006. ROZADOS, Helen Beatriz Frota. Indicadores como ferramenta para gestão de serviços de informação tecnológica. Orientado por: Ida Regina C. Stumpf. Tese Doutorado. Porto Alegre: UFRGS/PPGCOM, 2004. VERGARA, Sylvia Constant. Projetos e relatórios de pesquisa em administração. 12. ed. São Paulo: Atlas, 2010.

19
APENDICE A – Organograma

20
APENDICE B – Categorias de Erros
Erro
ALTURA ERRADA
BASE ERRADA
CALCULO ERRADO
COATING DESCASCADO
COLOCOU ERRADO E FOI PRO GERADOR
COLOU NUMERO ERRADO
CONFERENCIA ERRADA
CURVA ERRADA GERADOR
DEFEITO
DERRUBOU DENTRO DA MAQUINA
DESACORDO COM SOLICITAÇÃO CLIENTE
DESBLOCAR
DESCASCOU
DESCENTRADO ERRADO
DESCOLOU FITA
DESCOLOU GERADOR
DIAMETRO ERRADO
DIGITADO ERRADO
DIOPTRIA ERRADA
EIXO ERRADO
ENTROU NUMERO ERRADO NA MAQUINA
ERRO NO ACABAMENTO
ESCAPOU CHAVE
ESTRIA
FACETA ERRADA
FALHA DE COMUNICAÇÃO
FALHA NO PROCESSO
FRESTA
GARANTIA DE BASE
LAPIDOU ERRADO
LASCA
LENTE ESPESSA
LENTE FINA
LENTE MANCHADA
LENTE MARCADA
LENTE ONDULADA
LENTES PEQUENAS
LIXOU DEMAIS
MODELO ERRADO
MOLDE ERRADO
NÃO ENCAIXOU CENTRO FACETADORA
OLHOS INVERTIDOS
ORDENS DE PRODUÇÃO TROCADAS
PEDIDO ERRADO
POLIMENTO/LIXA
PRISMA
PROBLEMA NO GERADOR
QUEBRA
QUEDA
QUEIMOU O VERNIZ
RECORTOU HORIZONTAL ERRADA
RECORTOU INVERTIDO
RISCO
TORCEU NA MAQUINA
VENTOSA TORCIDA

21
APENDICE C – Tabelas de Erros Tabela: Erros Mais Relevantes
Fonte: dados extraídos de um relatório do sistema operacional da empresa.
Gráfico: Erros por Setor
Fonte: dados extraídos de um relatório do sistema operacional da empresa.

22
APENDICE D – Instrumento de coleta – Questionário
PESQUISA SOBRE PROCESSO DE TRABALHO DA ÁREA DE PRODUÇÃO
Prezado Senhor (a),
Este instrumento é parte integrante de um projeto de pesquisa da aluna
Magda Bitencourt Machado. Informamos que seu nome será mantido em sigilo,
tendo como objetivo apenas coletar os dados, para verificar a possibilidade de
melhorar o desempenho das atividades realizadas na área de Produção, na
empresa Tremarin Laboratório Óptico Ltda.
1. Idade:__________
2. Sexo ( ) Masculino ( ) Feminino
3. Qual o seu nível de instrução?
( ) Ensino Fundamental Incompleto ( ) Curso Técnico ( ) Ensino Fundamental ( ) Superior Incompleto ( ) Ensino Médio Incompleto ( ) Superior ( ) Ensino Médio ( ) Pós-graduação
4. Qual cargo exerce na
empresa?__________________________________
5. Setor __________________________ 6. Recebeu algum treinamento para exercer as atividades deste cargo?
( ) Não ( ) Sim. Considera que este treinamento foi suficiente? ________________

23
7. Há quanto tempo você trabalha na Tremarin?___________________. 8. Sempre trabalhou neste cargo?
( ) Sim ( ) Não. Trabalhei ocupando o cargo de____________________________, durante ____ a nos e _____ meses.
9. Como foi determinada a forma que você deve executar seu trabalho? Marque mais de uma opção quando necessário: ( ) existe um procedimento descrevendo minha rotina de trabalho ( ) recebi uma explicação verbal de como fazer ( ) participei de um treinamento formal para aprender a rotina ( ) não há rotina pré-determinada
10. Caso exista um procedimento. O procedimento é de fácil compreensão e de fácil acesso a todos os envolvidos? ( ) Sim ( ) Não. Justifique sua resposta:
11. Você acha que seu trabalho influencia no envio correto dos pedidos aos
clientes? ( ) Sim ( ) Não. Justifique sua resposta: _____________________________________________________________
12. Como você classifica o processo utilizado pela Tremarin no atendimento dos pedidos dos clientes?
( ) Muito Bom ( ) Bom ( ) Regular ( ) Péssimo ( ) Ruim 13. Como você classifica seu ritmo de trabalho?
( ) Muito intenso ( ) Intenso ( )Regular ( ) Baixo ( ) Muito baixo
14. Como você avalia o desempenho do seu setor?
( ) Muito Bom ( ) Bom ( ) Regular ( ) Péssimo ( ) Ruim
15. Você identifica alguma falha no processo, para atender aos pedidos dos clientes? ( ) Não ( ) Sim. Que falha você identifica? ____________________________________________________________
16. Em sua opinião quais as consequências que o retorno de um pedido gera para a empresa?
_____________________________________________________________

24
17. Quando é detectado um erro no processo de atendimento do pedido, este é relatado? ( ) Não ( ) Sim De que forma e a quem?
_____________________________________________________________
18. Quais sugestões que você daria para a melhoria do processo de atendimento dos pedidos da Tremarin aos clientes?
____________________________________________________________

25
APENDICE E - Respostas Questionário
SETOR QTIDADE PORCENTAGEM
Montagem 6 35,29%
Surfassagem 4 23,53%
Triagem 7 41,18%
INSTRUÇÃO QTIDADE PORCENTAGEM
Fundamental Incompleto 1 5,88%
Fundamental Completo 1 5,88%
Médio Incompleto 3 17,65%
Médio Completo 7 41,18%
Técnico 5 29,41%
Superior Incompleto 0 0,00%
Superior Completo 0 0,00%
Pós Graduação 0 0,00%
TREINAMENTO QTIDADE PORCENTAGEM
Não 5 29,41%
Sim 11 64,71%
Não respondeu 1 5,88%
MESMO CARGO QTIDADE PORCENTAGEM
Sim 7 41,18%
Não 10 58,82%
EXECUÇÃO ATIVIDADES QTIDADE PORCENTAGEM
Existe um procedimento descrevendo minha rotina de trabalho 3 17,65%
Recebi uma explicação verbal de como fazer 12 70,59%
Participei de um treinamento formal para aprender a rotina 0 0,00%
Não há uma rotina pré-determinada 2 11,76%
PROCEDIMENTO FÁCIL QTIDADE PORCENTAGEM
Sim 12 70,59%
Não 2 11,76%
Não respondeu 3 17,65%
INFLUENCIA ENVIO CORRETO DOS PEDIDOS QTIDADE PORCENTAGEM
Sim 15 88,24%
Não 2 11,76%
SEXO QTIDADE PORCENTAGEM
Masculino 13 76,47%
Feminino 4 23,53%

26
ATENDIMENTO PEDIDOS QTIDADE PORCENTAGEM
Muito Bom 2 11,76%
Bom 13 76,47%
Regular 0 0,00%
Péssimo 0 0,00%
Ruim 0 0,00%
Não respondeu 2 11,76%
RITMO TRABALHO QTIDADE PORCENTAGEM
Muito Intenso 2 11,76%
Intenso 11 64,71%
Regular 3 17,65%
Baixo 0 0,00%
Muito Baixo 1 5,88%
DESEMPENHO SETOR QTIDADE PORCENTAGEM
Muito Bom 1 5,88%
Bom 15 88,24%
Regular 0 0,00%
Péssimo 0 0,00%
Ruim 1 5,88%
IDENTIFICA FALHA QTIDADE PORCENTAGEM
Não 8 47,06%
Sim 8 47,06%
Não respondeu 1 5,88%
ERRO RELATADO QTIDADE PORCENTAGEM
Não 1 5,88%
Sim 15 88,24%
Não respondeu 1 5,88%

27
APENDICE F - Instrumento de coleta de dados – roteiro de entrevistas Cargo:
1. Qual seu papel na produção de lentes? O que faz exatamente? Quais as
etapas.
Todas as etapas do trabalho devem ser descritas em detalhes, buscando:
a) O que é realizado?
b) Por que é realizado?
c) Onde é realizado?
d) Quando é realizado?
e) Por quem é realizado?
f) Como é realizado?
2. Existe alguma etapa anterior ao seu trabalho? O que é feito antes?
3. Como chega o pedido (de quem recebe o trabalho)?
4. Quando você termina seu trabalho, para quem repassa? De que forma?
5. O que é realizado após a realização do seu trabalho? Qual a próxima
etapa?
6. Você percebe alguma falha no processo de produção de lentes? Teria
alguma sugestão para melhoria?
28
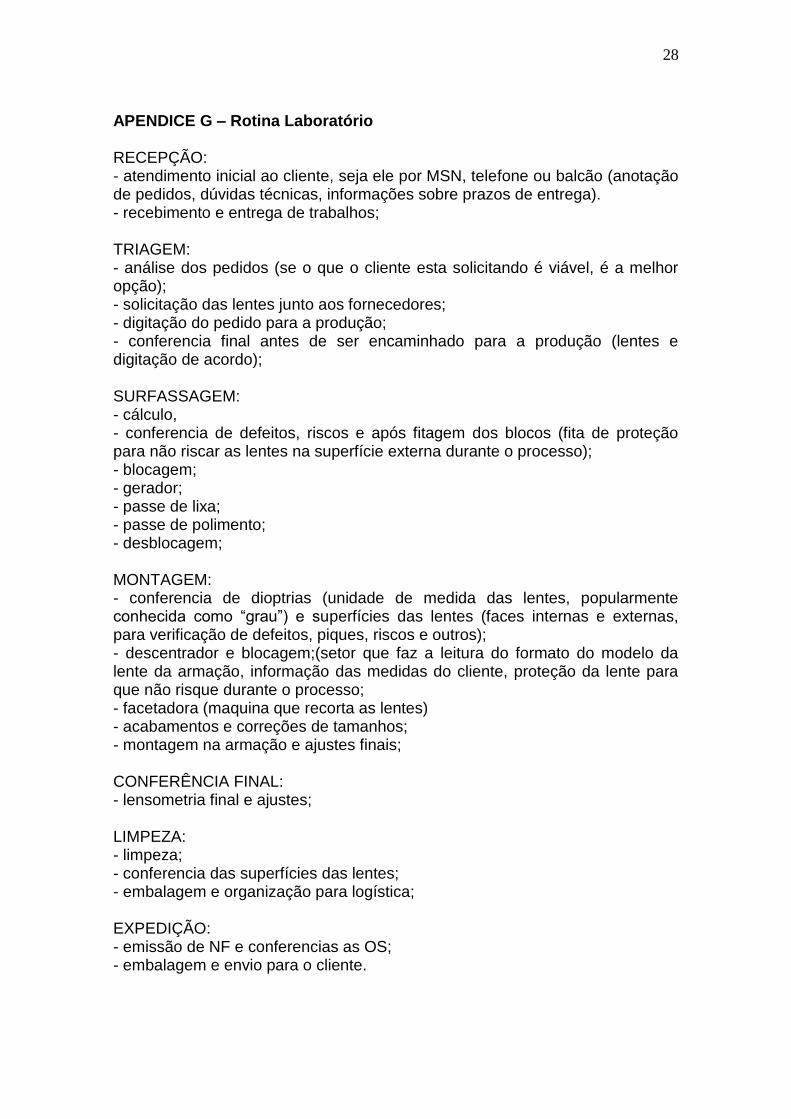
APENDICE G – Rotina Laboratório RECEPÇÃO: - atendimento inicial ao cliente, seja ele por MSN, telefone ou balcão (anotação de pedidos, dúvidas técnicas, informações sobre prazos de entrega). - recebimento e entrega de trabalhos; TRIAGEM: - análise dos pedidos (se o que o cliente esta solicitando é viável, é a melhor opção); - solicitação das lentes junto aos fornecedores; - digitação do pedido para a produção; - conferencia final antes de ser encaminhado para a produção (lentes e digitação de acordo); SURFASSAGEM: - cálculo, - conferencia de defeitos, riscos e após fitagem dos blocos (fita de proteção para não riscar as lentes na superfície externa durante o processo); - blocagem; - gerador; - passe de lixa; - passe de polimento; - desblocagem; MONTAGEM: - conferencia de dioptrias (unidade de medida das lentes, popularmente conhecida como “grau”) e superfícies das lentes (faces internas e externas, para verificação de defeitos, piques, riscos e outros); - descentrador e blocagem;(setor que faz a leitura do formato do modelo da lente da armação, informação das medidas do cliente, proteção da lente para que não risque durante o processo; - facetadora (maquina que recorta as lentes) - acabamentos e correções de tamanhos; - montagem na armação e ajustes finais; CONFERÊNCIA FINAL: - lensometria final e ajustes; LIMPEZA: - limpeza; - conferencia das superfícies das lentes; - embalagem e organização para logística; EXPEDIÇÃO: - emissão de NF e conferencias as OS; - embalagem e envio para o cliente.