anÁlise das etapas de montagem e teste...
TRANSCRIPT
1
Faculdade Luterana São Marcos
ANÁLISE DAS ETAPAS DE MONTAGEM E TESTE DE FÁBRICA COM FOCO NO RETRABALHO: UM ESTUDO DE CASO NA
EMPRESA DATACOM
ELISANGELA MARTINS
Alvorada
2011/2
2
Faculdade Luterana São Marcos
ANÁLISE DAS ETAPAS DE MONTAGEM E TESTE DE FÁBRICA COM FOCO NO RETRABALHO: UM ESTUDO DE CASO NA
EMPRESA DATACOM
ELISANGELA MARTINS
Artigo Científico como requisito para obtenção do título de Bacharel em Administração pela Faculdade Luterana São Marcos
Professor orientador Silvio Roberto Souza de Souza Alvorada, novembro de 2011.
3
RESUMO Considerando o crescimento do mercado de bens e serviços, o qual impele as empresas a tornarem-se cada vez mais competitivas, é imprescindível que, na busca pelo diferencial, as organizações tenham seus processos bem mapeados e gerenciados, evitando custos desnecessários e principalmente a perda da qualidade de seus produtos. Neste contexto, altos índices de defeitos em produtos, provenientes de falhas durante o processo de produção, andam na contramão quando se pensa em produtividade, redução de custos e qualidade total. Este artigo vem de encontro à gestão da produção, voltando seu olhar para as etapas de montagem e teste de fábrica em uma indústria eletrônica, a qual vem ganhando espaço no mercado nacional. Durante a pesquisa, evidenciou-se que tais fases do processo são responsáveis por altos índices de retrabalho, de acordo com os registros disponibilizados pela empresa, gerando custos com mão de obra, redução da produtividade, perda de qualidade, atrasos de entrega e desperdício de materiais. Buscou-se então, identificar as variáveis que geram as não conformidades através de entrevistas com gestores, analistas e técnicos, como também com a aplicação de questionário aos operadores das etapas envolvidas, com o objetivo de identificar as causas “raiz” e propor ações pertinentes. Fatores como gestão de processos e desenvolvimento de funcionários através de treinamento, capacitação e avaliação, foram identificados como latentes e exigentes de atenção imediata, além de outras variáveis secundárias. Para minimizar estas deficiências, propôs-se a adoção do programa Seis Sigma com suas ferramentas de gestão de processos, como também investimentos em treinamentos, com a criação de bibliotecas on line e células de aprendizagem. Além disso, sugeriu-se melhorias com relação aos registros da empresa, mapeamento dos custos de modo geral, maior integração entre os projetos de novos produtos e processos de manufatura, entre outras sugestões para estudos futuros. No decorrer deste, serão discorridas as pesquisas e análises que levaram a estes resultados. Palavras-chave: Produção. Processo. Falha. Custo. Qualidade.
4
INTRODUÇÃO
As empresas brasileiras vem ganhando espaço no mercado mundial,
bem como confiabilidade no mercado nacional. O quesito qualidade é indispensável para que uma empresa se mantenha competitiva no mercado. Segundo Falconi (2004, p.15), “qualidade é conquistar o consumidor, isto é, fazer com que ele prefira o seu produto ao do seu concorrente”. E quando se fala em qualidade, esta deve estar presente no dia a dia da organização, através da melhoria contínua, com eliminação de desperdícios e aperfeiçoamento de processos.
Várias pesquisas como Souza (2010), Guelbert (2002), Vidor (2010), Indezeichak e Leite (2006), foram realizadas com base em prevenção e recuperação de falhas, controles de qualidade e processo, implementação de dispositivos para eliminação de defeitos, entre outros aspectos. Tais estudos demonstram a necessidade de controles efetivos e padronizados, além do engajamento, motivação e treinamento de todos envolvidos. Autores renomados como Slack et al. (2010), Davis, Aquilano e Chase (2001), Falconi (2004) e Ishikawa (1993), por exemplo, são unânimes em afirmar que a qualidade e as ferramentas de controle e validação de processos são fundamentais para o sucesso das organizações.
Neste contexto, o tema “retrabalho” é de suma importância, já que altos índices de falhas no processo produtivo comprometem não só a eficiência da produção, mas também afetam diretamente a qualidade, lucratividade e competitividade.
A empresa objeto de pesquisa chama-se Datacom e é relativamente jovem, com dez anos de atuação no ramo de telecomunicações, atendendo principalmente o mercado brasileiro. Genuinamente gaúcha, desenvolve e produz equipamentos para transmissão de voz e dados, como Multiplexadores, Metro Ethernet Switches, Modens e Conversores de alto desempenho. Seus principais clientes no mercado nacional são as grandes companhias de telefonia fixa e móvel (90%), atendidas na sua maioria através de solicitação de proposta (RFP - request for proposal), semelhante a uma licitação pública, porém com empresas convidadas. A Datacom oferece, além de seus produtos, suporte pós venda, suporte em campo (dentro das companhias), treinamentos (usabilidade dos produtos) e assistência técnica, dentre outros serviços. Os principais concorrentes da empresa hoje são: Huawei (Chinesa), Alcatel (Francesa), Cisco (Americana) e ZTE (Chinesa). A análise PFOA1 mostra que as principais potencialidades são a tecnologia própria e a proximidade com os clientes, facilitando a customização de produtos. Com relação às fragilidades, identificou-se a menor capacidade de investimento em estrutura, máquinas e equipamentos em comparação com os grandes concorrentes internacionais. Em termos de oportunidades, pode-se destacar a expansão do mercado de internet banda larga no Brasil, o mercado internacional, que hoje compõe apenas 7% do portfólio de clientes da empresa e o mercado corporativo público (governo). A ameaça mais significativa para a empresa está na concorrência de produtos importados com preços cada vez mais agressivos,
1 Análise PFOA, Westwood (1996): análise das potencialidades, fragilidades, oportunidades e ameaças.
5
devido à falta de barreiras para importação, com o agravante do alto custo Brasil para produção.
A empresa tem enfrentado diversos desafios para se manter neste mercado altamente competitivo, dentre os quais, constantes retrabalhos em seu processo produtivo, mais precisamente nas etapas que envolvem montagem e testes de fábrica. Este artigo aborda as não conformidades destes setores, e busca identificar quais as causas geradoras destes problemas, considerando que tais ocorrências acarretam na elevação dos custos, atrasos de entrega e comprometimento da qualidade de modo geral.
Portanto, a questão problemática é: quais são as causas que afetam as etapas de montagem e teste de fábrica a ponto de gerar as não conformidades, e, que ações podem ser adotadas para reduzir o volume de retrabalho nestes setores?
Tendo em vista o problema em questão, a pesquisa tem como objetivo geral propor a adoção de ações que minimizem os índices atuais de retrabalho, promovendo a redução dos custos das operações corretivas e o cumprimento dos prazos de entrega. Com relação aos objetivos específicos, o foco é:
• Mapear as etapas de montagem e teste de fábrica; • Identificar as principais variáveis geradoras do retrabalho; • Levantar os custos que possam advir deste problema; • Propor ações objetivando minimizar estas ocorrências
insatisfatórias;
A pesquisa foi realizada no período entre outubro de 2010 e setembro de 2011 na área industrial da empresa, porém focada nas etapas do processo onde constatou-se incidências de retrabalho, ou seja, nas fases de montagem e testes de fábrica.
2. FUNDAMENTAÇÃO TEÓRICA Neste capitulo serão apresentados conceitos e contextualizações de autores consagrados, os quais deram suporte para este artigo. 2.1 O papel da função produção na estratég ia da empresa As operações de produção certamente desenvolvem um papel extremamente importante nas organizações, mas será que a produção de uma empresa sabe exatamente qual seu papel? Para que a produção encontre sua contribuição com relação à estratégia da organização, ou seja, seu papel efetivo relativo aos objetivos empresariais, ela deverá responder a duas questões, de acordo com Slack, Chambers e Johnstonr (2009, p. 35): “A primeira é que parte pretende desempenhar dentro do negócio – isto é, qual seu papel dentro da empresa? A segunda, quais são seus objetivos de desempenho específicos?”. Sem saber qual o papel da função produção na empresa, a contribuição desta área dificilmente poderá ser medida e, consequentemente, não haverá como saber se a operação é bem sucedida.
6
Segundo Slack, Chambers e Johnstonr (2009) a função produção além de ser grande, muitas vezes representa um percentual elevado dos bens e funcionários da empresa, bem como coloca a organização em vantagem competitiva ao agregar valor aos produtos oferecendo uma resposta rápida aos consumidores; por isso, se mal administrada, ela tem potencial para “quebrar” uma empresa, ao passo que, se bem conduzida, ela poderá ser o diferencial competitivo desta. De acordo com Krajewski, Ritzman e Malhota (2009, p.2) a administração de produção e operações: “refere-se ao projeto, direção e controle dos processos que transformam insumos em serviços e produtos, tanto para os clientes internos quanto para os externos”.
Para Slack, Chambers e Johnstonr (2009) existem três papéis da função de produção e operações: (i) implementar a estratégia empresarial (colocar em prática a estratégia da empresa); (ii) apoiar a estratégia empresarial (ir além da implementação da estratégia, promovendo a melhoria nos processos, flexibilidade, capacitação, etc); e (iii) impulsionar a estratégia empresarial (geração de vantagem competitiva, antever cenários).
A competitividade advém da execução eficaz da estratégia empresarial, onde a empresa deverá identificar suas forças e fraquezas, sendo que a estratégia da manufatura está diretamente subordinada à estratégia de negócios, tendo em vista o valor agregado que a função produção representa para a organização, textualizam Sellitto e Walter (2005). Ainda de acordo com Slack, Chambers e Johnstonr (2009) os cinco objetivos básicos de desempenho da produção são: qualidade, velocidade, confiabilidade, flexibilidade e custo. Estes objetivos foram traçados para servirem de parâmetro a nível operacional.
2.2 Produtividade
Para Krajewski, Ritzman e Malhota (2009, p.10):
A produtividade é uma medida básica do desempenho para economias, indústrias, empresas e processos. É o valor dos resultados (serviços e produtos) produzidos dividido pelo valor dos insumos (salários, custo de equipamentos e coisas semelhantes).
Produtividade, segundo Falconi (2004, p.03), “é fazer mais e/ou melhor, com menos”. Ainda conforme o autor, produtividade é o resultado entre o que a empresa produz e o que ela consome. A empresa transforma, desenvolve ou manufatura os insumos advindos da sociedade (input)2 agregando valor a estes (output)3, devolvendo produtos ou serviços a que se propõe (razão de sua existência). Quanto maior valor a empresa conseguir agregar ao produto e/ou serviço a um menor custo, mais domínio de mercado ela terá, maior será a satisfação dos clientes e maior a sua produtividade. Então, o que deve ser feito para melhorar a produtividade? Segundo Falconi (2004), as empresas são constituídas de:
a) Equipamentos e materiais: hardware
2 input = entrada 3 output = saída
7
b) Procedimentos ou métodos: software c) Seres Humanos: humanware
Portanto: a fim de aumentar a produtividade, as empresas deverão melhorar seu hardware, software e humanware, mas como isso se dará? Falconi (2004) afirma que a melhora do hardware depende totalmente de aporte de capital. Com mais dinheiro a empresa poderá adquirir máquinas e equipamentos mais eficientes, melhorando o desempenho da produção; contudo, investimentos em maquinários geralmente são muito altos e não é fácil de conseguir o valor necessário. Software, segundo Falconi (2004), são procedimentos e metodologias que dependem de pessoas para serem construídos. Sendo assim, a empresa precisa capacitar e desenvolver o Humanware. Só há uma forma de realizar isso, ou seja, através do “aporte de conhecimento”. O conhecimento pode ser levado à empresa através da educação formal no ato do recrutamento e seleção, bem como desenvolvido na própria organização através de treinamentos, incentivos à continuidade do ensino formal, contatos entre funcionários e consultores, entre outros. Falconi (2004, p. 6) conclui: “Portanto considerando-se apenas os fatores internos de uma organização, a produtividade só pode ser aumentada pelo aporte de capital e pelo aporte de conhecimento”.
De acordo com Martins (2005), imagina-se uma fábrica do futuro totalmente automatizada e repleta de robôs, com apenas alguma intervenção humana, no que diz respeito aos controles destas máquinas. Mas esta é uma visão distorcida, pois além da automatização, as fábricas precisarão de mão de obra altamente qualificada, que seja capaz de desenvolver, programar e operar equipamentos de alta tecnologia e inovação, ou seja, o knowleage worker – trabalhador diferenciado, com grande saber. 2.3 Desenvolvimento de Pessoas Conforme Chiavenato (2004), as pessoas possuem uma incrível capacidade de aprendizado e este desenvolvimento está diretamente ligado a educação. Chiavenato (2004, p. 334), ainda define que “todo modelo de formação, educação, treinamento ou desenvolvimento deve assegurar ao ser humano a oportunidade de ser aquilo que pode ser a partir de suas próprias potencialidades, sejam elas inatas ou adquiridas”. Para o autor, o processo de desenvolvimento envolve três estratos que se superpõem: o treinamento, o desenvolvimento de pessoas e o desenvolvimento organizacional. Chiavenato (2004) contextualiza que os estratos menores, ou seja, treinamento e desenvolvimento, são voltados ao aprendizado individual, enquanto que o desenvolvimento da organização faz parte de um processo maior, mais abrangente e depende de mudanças e inovação. Segundo LIMA (2010), as práticas de desenvolvimento organizacional afetam diretamente os objetivos estratégicos para manufatura com relação a qualidade dos produtos, custos de produção, agilidade e flexibilidade dos processos. Para França (2011), existem diferenças entre treinamento e desenvolvimento, sendo que o primeiro tem o objetivo de promover a aquisição de habilidades, regras, conceitos e atitudes que visam adequar as características dos empregados a seus papéis funcionais. Já o
8
desenvolvimento de pessoas trata de aprimorar as capacidades e motivações, objetivando a retenção dos profissionais, sendo um processo de longo prazo. De acordo com Chiavenato (2004), o processo de treinamento e desenvolvimento pode assumir uma postura tradicional, treinando pessoas a partir da identificação da necessidade ou a partir de atitudes reativas, quando surge um problema, ou seja, uma visão de curto prazo. Chiavenato (2004) segue referindo que o processo de treinamento e desenvolvimento, por outro lado, poderá seguir uma orientação mais moderna, visando o longo prazo, onde fará parte da cultura da organização, a partir de atitudes proativas. França (2011, p. 88) contextualiza, afirmando que “o treinamento não pode ser visto pela empresa como uma série de cursos e eventos”. Conforme França (2011), o treinamento deve ter objetivos que visem a melhoria da capacitação das pessoas, aumentando sua moral, eficiência, eficácia, produtividade, promovendo a melhoria do ambiente de trabalho e da empresa de modo geral. Chiavenato (2004) argumenta que treinamento está totalmente ligado ao conhecimento, e na era da informação, este passa a ser o recurso mais importante para as empresas. Ainda segundo Chiavenato (2004, p. 339) “treinamento é uma fonte de lucratividade ao permitir que as pessoas contribuam efetivamente para os resultados do negócio”. Conforme Chiavenato (2004), a etapa final de um programa de treinamento é sua avaliação, cujo resultado irá identificar se o programa atingiu os objetivos propostos. Chiavenato (2004, p. 353) salienta que: “deve-se avaliar se o programa de treinamento atende às necessidades para as quais foi desenhado”. O desenvolvimento de pessoas também está intimamente ligado a oportunidades de crescimento dentro da organização. Conforme Chiavenato (2004, p. 396):
Do ponto de vista de gestão de pessoas, a organização viável é aquela que não somente consegue captar e aplicar adequadamente seus recursos humanos, como também os mantém satisfeitos a longo prazo na organização.
Chiavenato (2004) complementa afirmando que o trabalho requer muitas habilidades das pessoas, como por exemplo, execução do trabalho, relação com colegas e superiores, atingimento de metas e resultados esperados, adaptação às regras e cultura organizacional. Isto demanda uma grande capacidade de adaptação e integração. Neste sentido, a comunicação interna é fundamental, pois disponibiliza ao funcionário todas informações que possam ser relevantes tanto para a execução de suas tarefas laborais, quando para sua integração à cultura e conceitos organizacionais. De acordo com França (2011, p. 141), “as funções da comunicação dentro do grupo e da organização referem-se ao controle, à motivação, à expressão emocional e às informações”. França (2011) contextualiza que o controle refere-se ao comportamento dos membros do grupo, a motivação está intimamente ligada ao desempenho individual e de como este poderia ser melhorado, os grupos de trabalho são responsáveis pelas interações sociais e demonstram a expressão emocional, enquanto que a informação tem um papel importante para a tomada de decisão.
9
2.4 Processos
Para Falconi (2004, p.19): “Processo é um conjunto de causas (que provoca um ou mais efeitos)”. Ainda segundo o autor, para todos os acontecimentos (efeitos) existe uma ou mais causas. Segundo Davis, Aquilano e Chase (2001, p.61): “Definimos um processo como qualquer passo ou conjunto de passos que estão envolvidos na conversão ou transformação de insumos em resultados”. Ainda conforme os autores, existe uma diferenciação dentro da função produção com relação aos processos, os quais podem estar voltados para o desenvolvimento de novos produtos, produção diária ou ainda serviço ao cliente. É importante diferenciar os tipos de produto que serão produzidos por uma empresa, pois isso poderá impactar diretamente no processo produtivo. Os autores destacam cinco tipos de novos produtos em que sua produção é tratada de modo diferente com relação ao processo, os quais são: (i) produtos revolucionários (criação, inovação - exigem altos investimentos); (ii) produtos evolucionários (recebem melhorias, novas versões – custo de produção menos elevado); (iii) extensões de produtos (produtos que derivam de bases de outros produtos – custo reduzido); (iv) produtos de pesquisa básica (derivados de descobertas ao acaso – risco elevado); (v) produtos de parcerias (diminuição dos custos de produção). Para Falconi (2004) a empresa é um grande processo, composto por vários processos internos. Todos estes pequenos processos têm seu objetivo e cada um destes objetivos juntos leva ao resultado maior que é o estabelecido pela estratégia empresarial. Com o controle efetivo destes processos será possível localizar com mais facilidade fontes geradoras de problemas, ou seja, as causas, e atuar efetivamente sobre elas. Para Davis, Aquilano e Chase (2001), nas operações de manufatura a estrutura de processo está classificada em três tipos: por projetos, intermitente (job shop e lotes) e fluxo de linha (linha de montagem e contínuo). Para o mapeamento do processo, Slack, Chambers e Johnstonr (2009), recomendam a descrição das etapas a fim de identificar quais atividades se relacionam entre si. Várias técnicas poderão ser utilizadas e todas visam demonstrar o fluxo de materiais, pessoas e informações envolvidas no processo. Uma das técnicas mais utilizadas para mapear o processo de forma mais clara, é através da utilização de símbolos, os quais derivam da administração cientifica ou mais atualmente de gráficos de fluxo dos sistemas de informação (fluxogramas). Considerando a teoria segundo Slack, Chambers e Johnstonr (2009), estes símbolos podem ser dispostos de diversas maneiras, por exemplo, em série, em ordem ou em paralelo, dependendo do que se quer demonstrar.
2.5 Conformidade e Não Conformidade Para Slack et al.(2010, p.414) “conformidade indica que há necessidade de atender a uma especificação clara (a abordagem da manufatura)”, ou seja, isso significa que a produção deverá produzir um produto em conformidade com as especificações do projeto, caso contrário, tem-se uma não conformidade.
10
Segundo Slack et al.(2010) é imprescindível que a produção saiba que o produto ou serviço está conforme as especificações, portanto esta é uma tarefa chave do processo produtivo.
2.6 Trabalho e Retrabalho O conceito de trabalho, de acordo com dicionários da língua portuguesa, pode ter diversos significados, dependendo do tema que se quer abordar. Para Barros e Barros (2008) o trabalho está ligado a atividades coordenadas, de cunho físico e/ou intelectual. Ainda conforme Barros e Barros (2008, p. 02), considerando o conceito econômico, “trabalho é uma atividade humana, considerada como fator de produção, aplicação de forças e faculdades humanas para alcançar um determinado fim”. Com base nestes conceitos, pressupõe-se que trabalho é toda atividade realizada visando o alcance de algum resultado. Para Hutchins (1993, p. 51) “retrabalho é um termo usado normalmente em relação aos produtos que podem estar fora das suas especificações, mas que podem ser consertados fora da linha”. Conforme Hutchins (1993), algumas empresas possuem um índice tão elevado de retrabalho há tanto tempo que este já é considerado como característica normal de sua produção. De acordo com Gaither e Frazier (2002), retrabalho é o que se aplica àqueles produtos que se revelam defeituosos ainda na fase de produção e tem que ser consertados. Segundo Hutchins (1993), muitas empresas utilizam-se de outras palavras para substituir o termo retrabalho, a fim de justificar o problema. Um dos termos, segundo o autor é o ajuste, cuja finalidade é tentar explicar porque componentes do produto não se encaixam adequadamente na primeira tentativa.
Hutchins (1993), ainda salienta a questão dos refugos, que é a matéria prima descartada proveniente de produtos fora das especificações. De acordo com o autor, a maioria das empresas tem estatísticas para mapear estes dados, mas muitas empresas não transformam estes números em custo. Ainda para Hutchins (1993), mesmo que as empresas tenham estes valores identificados, não levam em conta outras variáveis também geradoras de custos e totalmente interligadas ao retrabalho e refugos, como por exemplo, perda de tempo de máquina, efeitos sobre o programa de produção, compra de material de reposição, entre outros. O autor ainda afirma que mesmo sem considerar estas variáveis adicionais, os verdadeiros custos com retrabalho e refugo são muito mais significativos do que se imagina.
2.7 Prevenção e Recuperação de Falhas
As falhas nas operações podem ocorrer por diversos motivos, argumenta Slack, Chambers e Johnstonr (2009), como por exemplo:
• Falhas de Projeto: no papel, o projeto pode parecer perfeito, mas quando colocado em prática, muitas vezes apresenta planejamento deficiente, demandas mal dimensionadas ou características pontuais não observadas.
11
• Falhas em Instalações: equipamentos, edificações, máquinas e acessórios podem falhar, parcialmente, totalmente ou simultaneamente.
• Falhas de Pessoal: neste caso, as falhas são divididas em dois tipos: erros e violações.
• Falhas de Fornecedor: as falhas mais comuns são o não cumprimento dos prazos de entrega e a perda da qualidade nos produtos e serviços fornecidos.
• Falhas de Cliente: o problema ocorre quando o cliente não segue as especificações do fabricante do produto, danificando-o.
• Falhas resultantes de Rupturas no Ambiente: são causadas por elementos que não dependem da operação (catástrofes naturais, terrorismo, ameaças de violência entre outras)
Segundo Slack, Chambers e Johnstonr (2009), mesmo classificando as falhas em diversos tipos, praticamente todas elas tem origem no erro humano, porem, o importante não é achar o culpado, mas sim poder aprender com os erros, desenvolvendo procedimentos e tomando as devidas medidas para que as falhas sejam, senão eliminadas, indiscutivelmente reduzidas.
As falhas devem ser detectadas e prevenidas em sua origem, portanto de acordo com Slack, Chambers e Johnstonr (2009), os gerentes de produtos têm três passos para seguir a fim de evitar estas ocorrências: (i) saber quais as falhas estão acontecendo no processo produtivo e porque elas estão ocorrendo, identificando e entendendo a origem das falhas; (ii) estudar maneiras de reduzir a probabilidade de ocorrência de falhas e/ou minimizar suas conseqüências; e (iii) desenvolver e implementar políticas e procedimentos que auxiliem a produção na recuperação das falhas quando elas ocorrem.
Para Slack et al.(2010, p.477) “ter produtos e serviços confiáveis é uma forma das organizações ganharem uma vantagem competitiva”. Slack et al. (2010) também cita as empresas japonesas que ganharam espaço no mercado automobilístico por oferecer produtos altamente confiáveis, ou seja, praticamente sem falhas. Ainda de acordo com o autor, mesmo buscando estratégias para eliminar as falhas, elas invariavelmente ocorrerão e o importante neste caso é ter políticas a fim de auxiliar na sua recuperação, portanto, deve-se ter o cuidado para não confundir: aceitar que as falhas ocorrem não é a mesma coisa que ignorá-las.
2.8 Custo
Segundo Davis, Aquilano e Chase (2001) existem algumas definições de custo, de acordo com os termos financeiros envolvidos:
• Custo Fixo: é toda a despesa que permanece fixa, independente do nível de produção da empresa. Exemplos são: salários da alta gerência, aluguéis, depreciações, seguros, entre outros.
• Custo Variável: é o oposto do custo fixo, ou seja, depende totalmente dos níveis de produção, isto é, se a empresa vender ou produzir eles irão ocorrer. Exemplos: material, mão de obra, transporte, entre outros.
12
• Custo Evitável: a empresa tem uma máquina que necessita de conserto, pois deveria estar em pleno funcionamento e encontra-se parada. Ao comprar uma máquina nova, a empresa deixa de ter o custo com o conserto da antiga. O custo evitável reduz o custo com a nova aquisição.
2.9 Qualidade Conforme Falconi (2004), o mercado atual com tanta diversidade de ofertas, tem levado o consumidor a adquirir produtos e serviços que lhe ofereçam maior credibilidade, garantias e lhe passem confiança, ou seja, produtos e serviços de maior qualidade. Falconi (2004) textualiza que, a sigla TQC, conhecida no Japão como Controle de Qualidade Total é um sistema criado com base em idéias americanas, mas aperfeiçoado pelos japoneses logo após a segunda guerra mundial. Este sistema baseia-se na concepção de que todos os empregados devam conhecer participar, estudar e conduzir o controle da qualidade dentro das empresas. Para Juran (1991), o controle da qualidade tem por objetivo regular e medir o desempenho efetivo da qualidade, comparando os resultados com os objetivos estipulados, desta forma é possível identificar diferenças e agir sobre elas. Ishikawa (1993), ainda propõe que o controle da qualidade, visando a qualidade total, requer uma mudança cultural na empresa e o envolvimento e comprometimento de todas as pessoas.
Mas, na verdade, o que é qualidade total? Falconi (2004, p.15) diz que: “É o verdadeiro objetivo de qualquer organização humana, satisfação das necessidades de todas as pessoas”. Posto isto, o autor ainda define: “TQC é o controle exercido por todas as pessoas para a satisfação das necessidades de todas as pessoas”.
Ainda de acordo com Falconi (2004) existem cinco dimensões que afetam diretamente a satisfação das pessoas e por sua vez, impactam no resultado da empresa: qualidade, custo, entrega, moral e segurança.
Portanto, segundo Falconi (2004, p. 15) “se o objetivo é atingir a qualidade total, devemos medir os resultados para saber se este objetivo foi alcançado ou não”. Em tempos de mudanças constantes, não adianta somente cobrar resultados dos funcionários, mas sim criar métodos para que todos possam utilizar na busca pela sobrevivência da empresa.
2.10 Utilização de ferramentas para gestão e contr ole de processos Ishikawa (1993), um dos chamados gurus da qualidade, definiu sete
ferramentas como instrumentos fundamentais de auxílio nos processos de controle da qualidade, podendo ser utilizadas por qualquer empresa: Diagrama de Pareto, Diagrama de Causa e Efeito, Histograma, Folha de Verificação, Diagrama de Dispersão, Fluxograma e Cartas de Controle.
Davis, Aquilano e Chase (1999) mencionam que as sete ferramentas básicas podem auxiliar os líderes, seja na organização, na apresentação, bem como na análise dos dados gerados.
13
Além das sete ferramentas da qualidade, também tem-se o PDCA, que, conforme Falconi (2004) explica, é um método japonês utilizado para a prática do controle de processos, ou ainda, controle da qualidade dos processos. O método é descrito através de um ciclo, com quatro fases básicas: Plan, Do, Check e Action, que em português significa: Planejar, Executar, Verificar e Atuar corretivamente. Outra ferramenta bastante utilizada para controle de processo é o controle estatístico de processo (CEP). De acordo com Davis, Aquilano e Chase (2001), este é um método estatístico utilizado para monitorar processos repetitivos com o objetivo de verificar se tudo está funcionando corretamente. No CEP, são verificados dados do processo em tempo real, através de cartas de controle, comparando-os posteriormente com os parâmetros de desempenho já estipulados. Ainda conforme, Davis, Aquilano e Chase (2001, p. 191) “o CEP permite ao gerenciamento e à operação distinguir entre as flutuações aleatórias inerentes ao processo e às variações que podem indicar que o processo modificou-se”.
Ainda como ferramenta de processo, Slack et al.(2010) cita os dispositivos chamados poka yoke (de yakeru (prevenir) e poka (erros de desatenção)). Slack et al.(2010, p. 490) afirma que “sua idéia está baseada no princípio de que erros humanos são inevitáveis até certo grau. O que é importante é prevenir que se tornem defeitos”. Para o autor, os dispositivos são simples e geralmente baratos e utiliza-se para prevenir que o operador erre durante a operação. Outra técnica simples, porém efetiva, de acordo com Slack et al.(2010), é a análise do por que-por que. Esta técnica, conforme este autor, serve para auxiliar o entendimento das razões que levaram à ocorrência de problemas. A análise inicia com a identificação do problema e a primeira pergunta do por que ele ocorreu. Segundo Slack et al.(2010, p. 472) este procedimento continua até que uma causa pareça suficientemente contida para ser atribuída a ela mesma, ou mais respostas à questão “Por quê?” possam ser geradas”. Uma ferramenta também importante para analisar falhas do processo produtivo é a Análise do Efeito e Modo de Falhas (FMEA). Segundo Slack et al.(2010, p. 487) “o objetivo da análise do efeito e modo de falhas é identificar características do produto ou serviço que são críticas para vários tipos de falhas”. O método utilizado para registro é através de “lista de verificação”, a qual, conforme contextualiza Slack et al.(2010, p. 487) “é construída em torno de três perguntas chave: (i) qual é a probabilidade da falha ocorrer?; (ii) qual seria a conseqüência da falha?; (iii) com qual probabilidade essa falha é detectada antes que afete o cliente?”. Com base nestas três premissas, realiza-se uma avaliação quantitativa para definir qual a prioridade de risco, a fim de se tomar as ações necessárias. 3. METODOLOGIA
3.1. Tipo de Pesquisa
A pesquisa caracteriza-se como Investigação Exploratória, já que apresenta características de sondagem, com exploração das etapas do processo produtivo a fim de identificar a origem do problema em questão.
14
Também trata-se de uma Pesquisa Descritiva, pois segundo Vergara (2009, p. 42) “A Pesquisa descritiva expõe características de determinada população ou de determinado fenômeno”. Tomando como base este conceito, as características dos processos produtivos pesquisados neste artigo precisaram ser estudadas e descritas, a fim de facilitar o entendimento e resolução do problema. Além disso, é uma Investigação Explicativa, porque de acordo com Vergara (2009, p.42) “A investigação explicativa [...]. Visa, portanto, esclarecer quais fatores contribuem, de alguma forma, para a ocorrência de determinado fenômeno”. Sendo assim, as causas do problema estudado foram identificadas e explicadas. Como meios para se chegar aos resultados utilizou-se os métodos de Pesquisa de Campo, contando com a realização de entrevistas e aplicação de questionário em campo com os sujeitos da pesquisa. Além disso, foi realizada a verificação Documental, com base em registros disponibilizados pela empresa para consulta e análise, Pesquisa Bibliográfica, com embasamento em conceitos e instrumentos analíticos, e finalmente Estudo de Caso, já que possui caráter de profundidade e detalhamento. A pesquisa foi basicamente qualitativa, porém o questionário aplicado possibilitou a análise quantitativa das questões.
3.2 Universo, Amostra, Coleta e Análise dos Dados
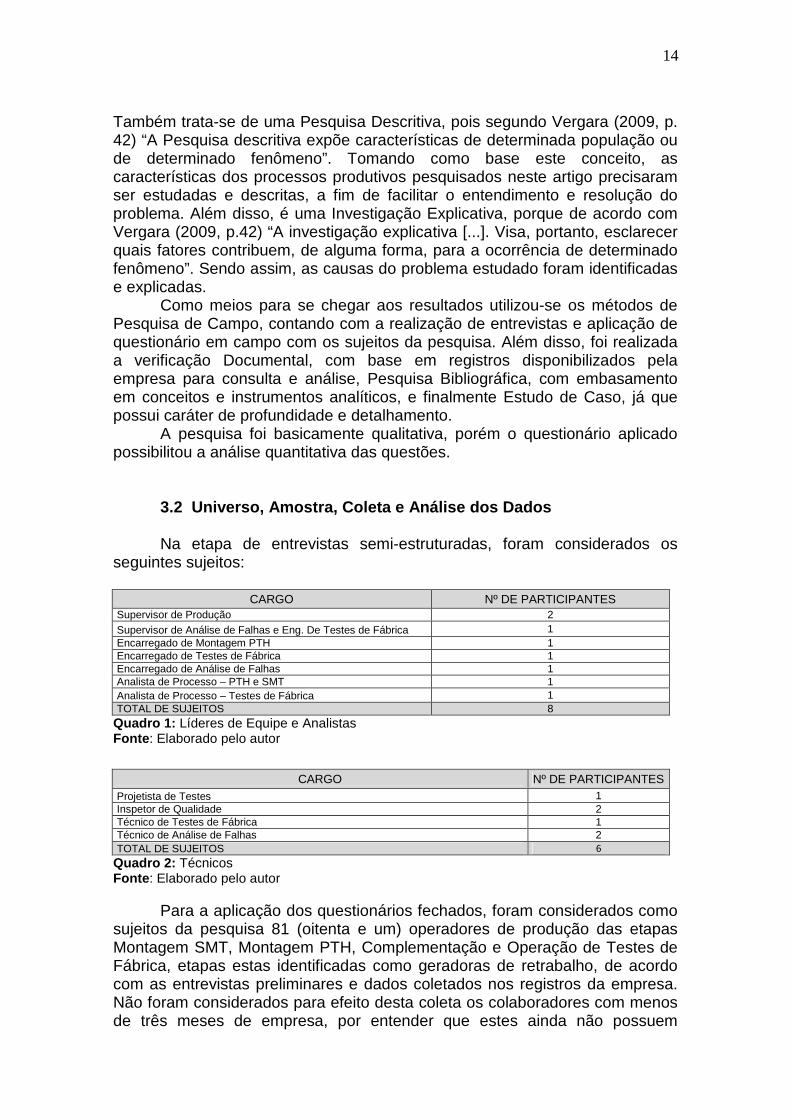
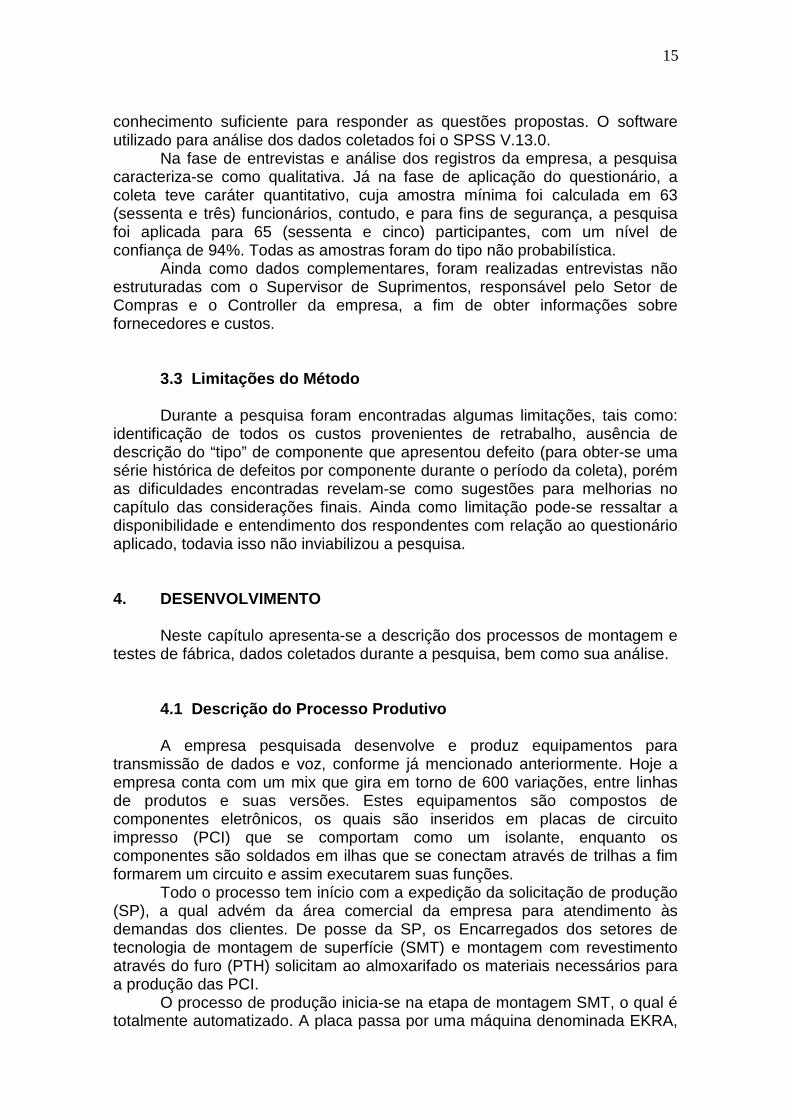
Na etapa de entrevistas semi-estruturadas, foram considerados os seguintes sujeitos:
CARGO Nº DE PARTICIPANTES Supervisor de Produção 2 Supervisor de Análise de Falhas e Eng. De Testes de Fábrica 1 Encarregado de Montagem PTH 1 Encarregado de Testes de Fábrica 1 Encarregado de Análise de Falhas 1 Analista de Processo – PTH e SMT 1 Analista de Processo – Testes de Fábrica 1 TOTAL DE SUJEITOS 8 Quadro 1: Líderes de Equipe e Analistas Fonte : Elaborado pelo autor
CARGO Nº DE PARTICIPANTES Projetista de Testes 1 Inspetor de Qualidade 2 Técnico de Testes de Fábrica 1 Técnico de Análise de Falhas 2 TOTAL DE SUJEITOS 6
Quadro 2: Técnicos Fonte : Elaborado pelo autor Para a aplicação dos questionários fechados, foram considerados como sujeitos da pesquisa 81 (oitenta e um) operadores de produção das etapas Montagem SMT, Montagem PTH, Complementação e Operação de Testes de Fábrica, etapas estas identificadas como geradoras de retrabalho, de acordo com as entrevistas preliminares e dados coletados nos registros da empresa. Não foram considerados para efeito desta coleta os colaboradores com menos de três meses de empresa, por entender que estes ainda não possuem
15
conhecimento suficiente para responder as questões propostas. O software utilizado para análise dos dados coletados foi o SPSS V.13.0. Na fase de entrevistas e análise dos registros da empresa, a pesquisa caracteriza-se como qualitativa. Já na fase de aplicação do questionário, a coleta teve caráter quantitativo, cuja amostra mínima foi calculada em 63 (sessenta e três) funcionários, contudo, e para fins de segurança, a pesquisa foi aplicada para 65 (sessenta e cinco) participantes, com um nível de confiança de 94%. Todas as amostras foram do tipo não probabilística. Ainda como dados complementares, foram realizadas entrevistas não estruturadas com o Supervisor de Suprimentos, responsável pelo Setor de Compras e o Controller da empresa, a fim de obter informações sobre fornecedores e custos.
3.3 Limitações do Método Durante a pesquisa foram encontradas algumas limitações, tais como:
identificação de todos os custos provenientes de retrabalho, ausência de descrição do “tipo” de componente que apresentou defeito (para obter-se uma série histórica de defeitos por componente durante o período da coleta), porém as dificuldades encontradas revelam-se como sugestões para melhorias no capítulo das considerações finais. Ainda como limitação pode-se ressaltar a disponibilidade e entendimento dos respondentes com relação ao questionário aplicado, todavia isso não inviabilizou a pesquisa.
4. DESENVOLVIMENTO Neste capítulo apresenta-se a descrição dos processos de montagem e testes de fábrica, dados coletados durante a pesquisa, bem como sua análise.
4.1 Descrição do Processo Produtivo
A empresa pesquisada desenvolve e produz equipamentos para transmissão de dados e voz, conforme já mencionado anteriormente. Hoje a empresa conta com um mix que gira em torno de 600 variações, entre linhas de produtos e suas versões. Estes equipamentos são compostos de componentes eletrônicos, os quais são inseridos em placas de circuito impresso (PCI) que se comportam como um isolante, enquanto os componentes são soldados em ilhas que se conectam através de trilhas a fim formarem um circuito e assim executarem suas funções.
Todo o processo tem início com a expedição da solicitação de produção (SP), a qual advém da área comercial da empresa para atendimento às demandas dos clientes. De posse da SP, os Encarregados dos setores de tecnologia de montagem de superfície (SMT) e montagem com revestimento através do furo (PTH) solicitam ao almoxarifado os materiais necessários para a produção das PCI.
O processo de produção inicia-se na etapa de montagem SMT, o qual é totalmente automatizado. A placa passa por uma máquina denominada EKRA,
16
a qual deposita a pasta de solda sobre a superfície desta, ou seja, nas “ilhas”, e a deposição da pasta é feita num processo semelhante ao de serigrafia. Após este processo, a placa passa por uma revisão através de outro equipamento denominado cyber optics (SPI). Em seguida outra máquina, a pick and place, que é alimentada por rolos de componentes (os rolos são inseridos pelos operadores), insere estes componentes sobre a pasta de solda já aplicada. A próxima etapa desta parte do processo é a soldagem do componente na placa, a qual se dá através de um forno, denominado de forno de refusão. Por último, ocorre a inspeção da placa, que nesta etapa poderá ser realizada por um operador (visual) ou por uma máquina denominada de inspeção ótica automatizada (AOI). As inspeções realizadas pela máquina AOI geralmente são por amostragem, porém todas as placas são inspecionadas, seja pela máquina ou pelo operador.
Na próxima etapa de montagem, são inseridos os componentes que ultrapassam a superfície da placa (PTH) sendo que este processo é totalmente manual. Após a inserção de todos os componentes, a placa é direcionada para uma máquina de soldagem por onda, denominada “solda onda”. Esta máquina realiza a soldagem dos componentes PTH na placa. Existem algumas PCI que recebem solda manual nos componentes PTH, quando estes são soldados no mesmo lado da placa onde estão os componentes SMT. Depois se soldados os componentes, a placa vai para outra inspeção, que é totalmente visual.
Após soldados e revisados todos os componentes, a placa ainda passa por outra etapa, que é denominada de complementação (CPT). Nesta fase a placa recebe conectores e pequenos ajustes de acordo com as especificações.
Na fase final do processo, a PCI totalmente montada, soldada e revisada vai para o teste de fábrica (TF). Ali ela é testada e, se aprovada, segue para a embalagem e estoque, se rejeitada é encaminhada para a o setor de análise de falhas (AF), o qual identifica o defeito (s) apresentado (s), enviando a placa para o setor de retrabalho. Após retrabalhada esta é novamente testada e, se aprovada, é encaminhada para o estoque, caso contrário, retorna para análise, reiniciando o processo.
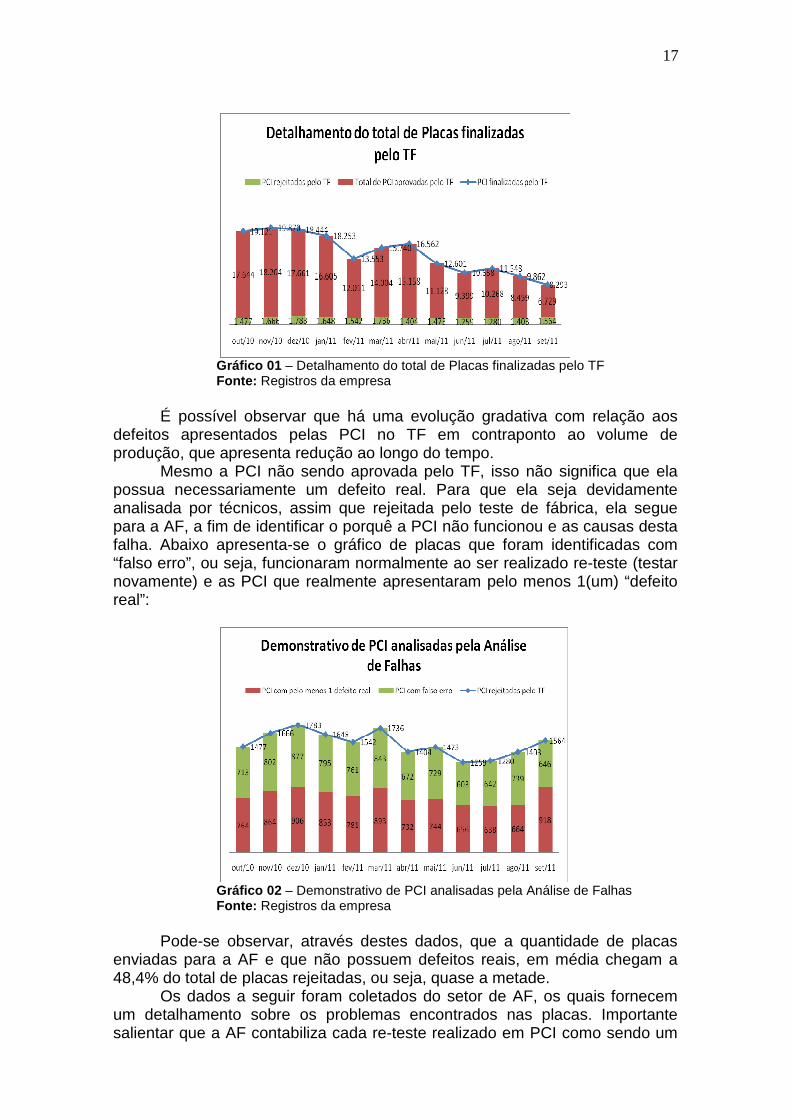
4.2 Descrição e Análise dos Dados Os registros fornecidos pela empresa e aqui apresentados referem-se ao período de out/2010 à set/2011. Todas as PCI que passam pelo teste de fábrica são consideradas “placas finalizadas pelo TF”, independente de apresentarem algum tipo de defeito. Neste caso, elas seguem para o setor de AF. Abaixo é possível visualizar, através do gráfico demonstrativo, o total de placas finalizadas, aprovadas e reprovadas pelo TF:
17
Gráfico 01 – Detalhamento do total de Placas finalizadas pelo TF Fonte: Registros da empresa É possível observar que há uma evolução gradativa com relação aos defeitos apresentados pelas PCI no TF em contraponto ao volume de produção, que apresenta redução ao longo do tempo. Mesmo a PCI não sendo aprovada pelo TF, isso não significa que ela possua necessariamente um defeito real. Para que ela seja devidamente analisada por técnicos, assim que rejeitada pelo teste de fábrica, ela segue para a AF, a fim de identificar o porquê a PCI não funcionou e as causas desta falha. Abaixo apresenta-se o gráfico de placas que foram identificadas com “falso erro”, ou seja, funcionaram normalmente ao ser realizado re-teste (testar novamente) e as PCI que realmente apresentaram pelo menos 1(um) “defeito real”:
Gráfico 02 – Demonstrativo de PCI analisadas pela Análise de Falhas Fonte: Registros da empresa Pode-se observar, através destes dados, que a quantidade de placas enviadas para a AF e que não possuem defeitos reais, em média chegam a 48,4% do total de placas rejeitadas, ou seja, quase a metade.
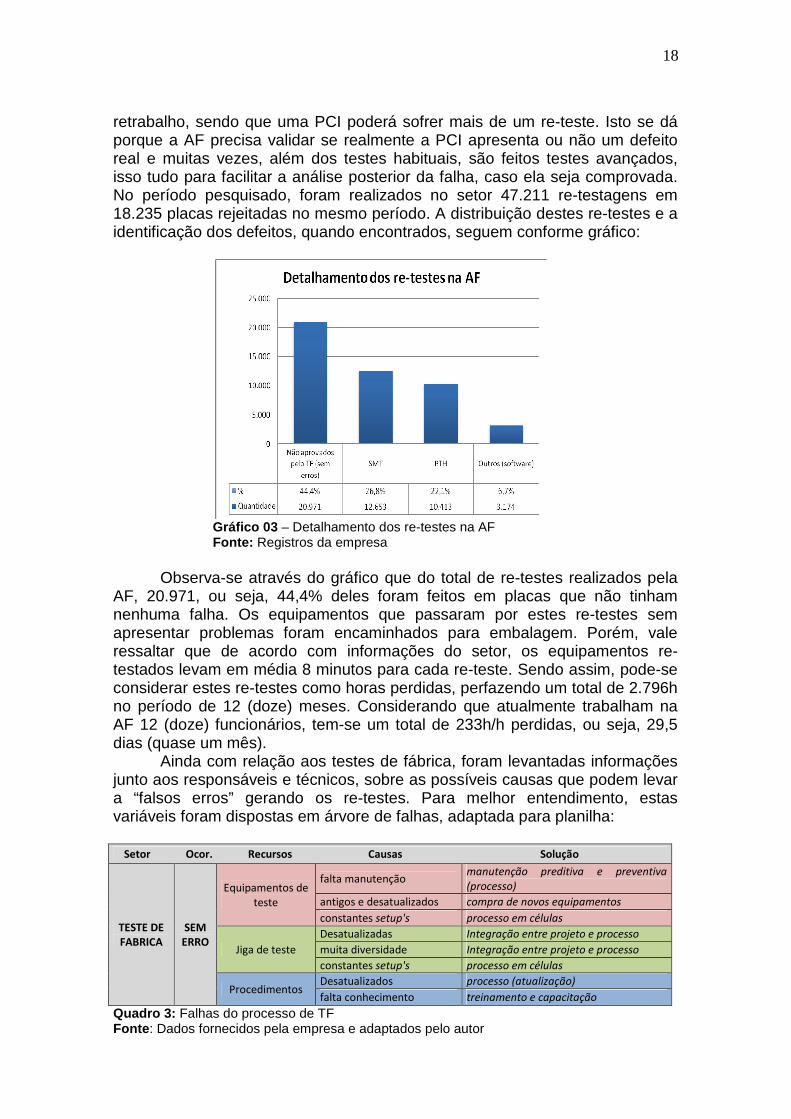
Os dados a seguir foram coletados do setor de AF, os quais fornecem um detalhamento sobre os problemas encontrados nas placas. Importante salientar que a AF contabiliza cada re-teste realizado em PCI como sendo um
18
retrabalho, sendo que uma PCI poderá sofrer mais de um re-teste. Isto se dá porque a AF precisa validar se realmente a PCI apresenta ou não um defeito real e muitas vezes, além dos testes habituais, são feitos testes avançados, isso tudo para facilitar a análise posterior da falha, caso ela seja comprovada. No período pesquisado, foram realizados no setor 47.211 re-testagens em 18.235 placas rejeitadas no mesmo período. A distribuição destes re-testes e a identificação dos defeitos, quando encontrados, seguem conforme gráfico:
Gráfico 03 – Detalhamento dos re-testes na AF Fonte: Registros da empresa
Observa-se através do gráfico que do total de re-testes realizados pela AF, 20.971, ou seja, 44,4% deles foram feitos em placas que não tinham nenhuma falha. Os equipamentos que passaram por estes re-testes sem apresentar problemas foram encaminhados para embalagem. Porém, vale ressaltar que de acordo com informações do setor, os equipamentos re-testados levam em média 8 minutos para cada re-teste. Sendo assim, pode-se considerar estes re-testes como horas perdidas, perfazendo um total de 2.796h no período de 12 (doze) meses. Considerando que atualmente trabalham na AF 12 (doze) funcionários, tem-se um total de 233h/h perdidas, ou seja, 29,5 dias (quase um mês). Ainda com relação aos testes de fábrica, foram levantadas informações junto aos responsáveis e técnicos, sobre as possíveis causas que podem levar a “falsos erros” gerando os re-testes. Para melhor entendimento, estas variáveis foram dispostas em árvore de falhas, adaptada para planilha: Setor Ocor. Recursos Causas Solução
TESTE DE FABRICA
SEM ERRO
Equipamentos de teste
falta manutenção manutenção preditiva e preventiva
(processo)
antigos e desatualizados compra de novos equipamentos
constantes setup's processo em células
Jiga de teste
Desatualizadas Integração entre projeto e processo
muita diversidade Integração entre projeto e processo
constantes setup's processo em células
Procedimentos Desatualizados processo (atualização)
falta conhecimento treinamento e capacitação
Quadro 3: Falhas do processo de TF Fonte : Dados fornecidos pela empresa e adaptados pelo autor
19
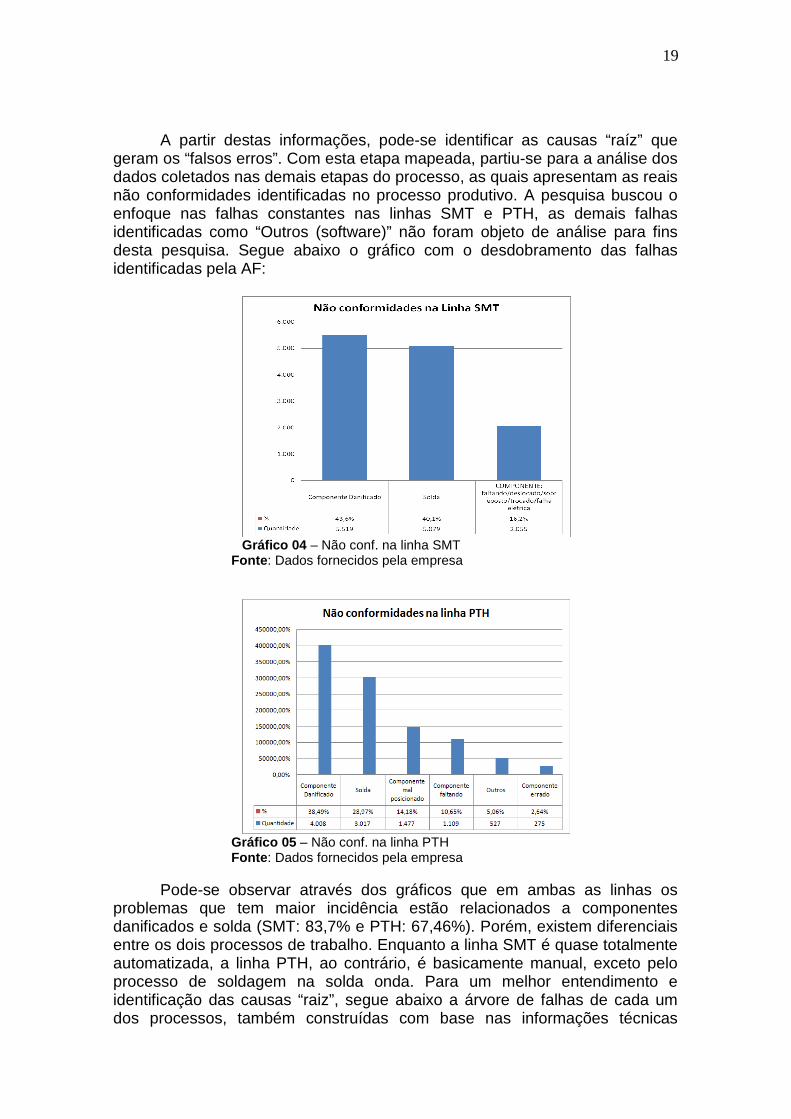
A partir destas informações, pode-se identificar as causas “raíz” que geram os “falsos erros”. Com esta etapa mapeada, partiu-se para a análise dos dados coletados nas demais etapas do processo, as quais apresentam as reais não conformidades identificadas no processo produtivo. A pesquisa buscou o enfoque nas falhas constantes nas linhas SMT e PTH, as demais falhas identificadas como “Outros (software)” não foram objeto de análise para fins desta pesquisa. Segue abaixo o gráfico com o desdobramento das falhas identificadas pela AF:
Gráfico 04 – Não conf. na linha SMT Fonte : Dados fornecidos pela empresa
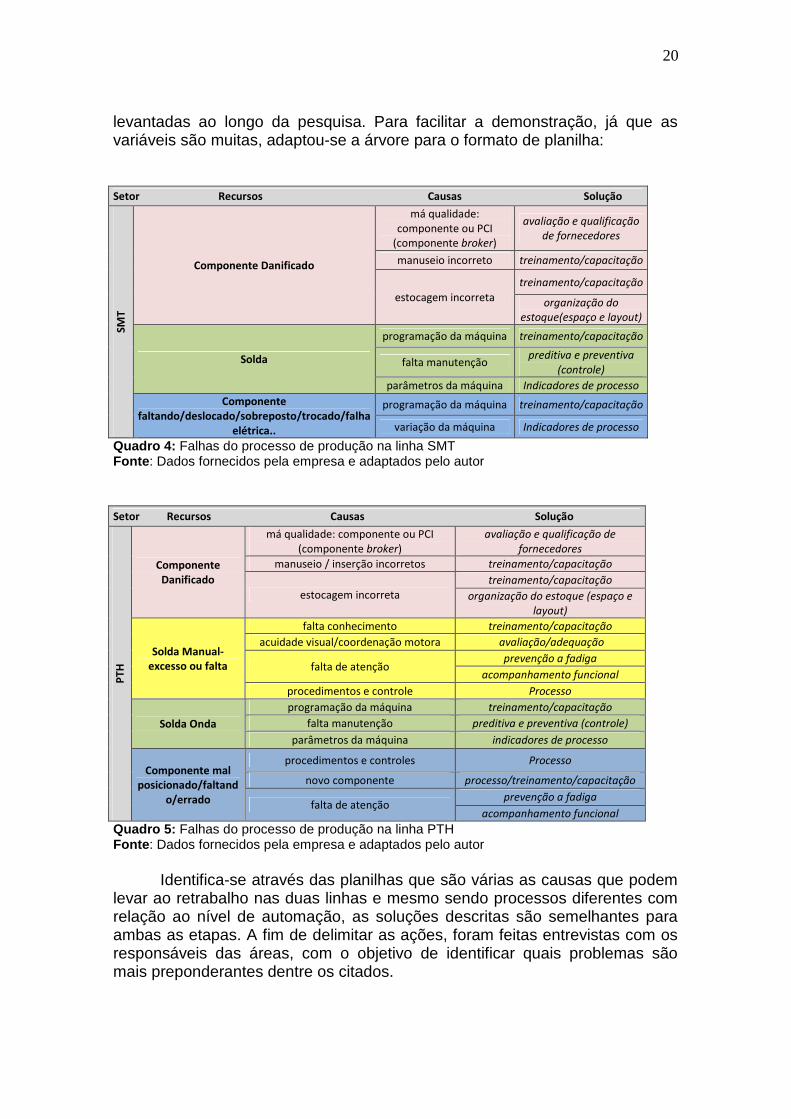
Gráfico 05 – Não conf. na linha PTH Fonte : Dados fornecidos pela empresa
Pode-se observar através dos gráficos que em ambas as linhas os problemas que tem maior incidência estão relacionados a componentes danificados e solda (SMT: 83,7% e PTH: 67,46%). Porém, existem diferenciais entre os dois processos de trabalho. Enquanto a linha SMT é quase totalmente automatizada, a linha PTH, ao contrário, é basicamente manual, exceto pelo processo de soldagem na solda onda. Para um melhor entendimento e identificação das causas “raiz”, segue abaixo a árvore de falhas de cada um dos processos, também construídas com base nas informações técnicas
20
levantadas ao longo da pesquisa. Para facilitar a demonstração, já que as variáveis são muitas, adaptou-se a árvore para o formato de planilha:
Setor Recursos Causas Solução
SMT
Componente Danificado
má qualidade: componente ou PCI
(componente broker)
avaliação e qualificação
de fornecedores
manuseio incorreto treinamento/capacitação
estocagem incorreta
treinamento/capacitação
organização do
estoque(espaço e layout)
Solda
programação da máquina treinamento/capacitação
falta manutenção preditiva e preventiva
(controle)
parâmetros da máquina Indicadores de processo
Componente faltando/deslocado/sobreposto/trocado/falha
elétrica..
programação da máquina treinamento/capacitação
variação da máquina Indicadores de processo
Quadro 4: Falhas do processo de produção na linha SMT Fonte : Dados fornecidos pela empresa e adaptados pelo autor Setor Recursos Causas Solução
PTH
Componente Danificado
má qualidade: componente ou PCI (componente broker)
avaliação e qualificação de
fornecedores
manuseio / inserção incorretos treinamento/capacitação
estocagem incorreta treinamento/capacitação
organização do estoque (espaço e
layout)
Solda Manual-excesso ou falta
falta conhecimento treinamento/capacitação
acuidade visual/coordenação motora avaliação/adequação
falta de atenção prevenção a fadiga
acompanhamento funcional
procedimentos e controle Processo
Solda Onda
programação da máquina treinamento/capacitação
falta manutenção preditiva e preventiva (controle)
parâmetros da máquina indicadores de processo
Componente mal posicionado/faltand
o/errado
procedimentos e controles Processo
novo componente processo/treinamento/capacitação
falta de atenção prevenção a fadiga
acompanhamento funcional
Quadro 5: Falhas do processo de produção na linha PTH Fonte : Dados fornecidos pela empresa e adaptados pelo autor
Identifica-se através das planilhas que são várias as causas que podem levar ao retrabalho nas duas linhas e mesmo sendo processos diferentes com relação ao nível de automação, as soluções descritas são semelhantes para ambas as etapas. A fim de delimitar as ações, foram feitas entrevistas com os responsáveis das áreas, com o objetivo de identificar quais problemas são mais preponderantes dentre os citados.
21
4.2.1 Resultado das entrevistas
Em consonância com os objetivos da pesquisa, foram realizadas perguntas que visassem identificar as principais variáveis geradoras do retrabalho.
a) Entrevistas com Técnicos A média aritmética de tempo de empresa dos entrevistados é de 3,17 anos, sendo que os mesmos demonstraram um bom conhecimento sobre a empresa e sua evolução ao longo do tempo. Estes colaboradores expuseram de forma clara todas as dificuldades encontradas no dia a dia da empresa com relação ao problema de pesquisa. Quando perguntados se tinham conhecimento sobre os índices de retrabalho, todos afirmaram conhecer e conviver com este problema. Todos os entrevistados mencionaram a falta ou deficiência de treinamentos e reciclagens para os operadores envolvidos nestes processos. Metade deles (50%) ressaltou que a comunicação interna também apresenta problemas, tanto entre gestores e subordinados quanto com relação a integração entre as áreas. Outro fator apontado por 2 (dois) dos 6 (seis) entrevistados, refere-se a falta de processos bem definidos e padronizados, com procedimentos claros e de fácil acesso. Ainda foram citados como oportunidades de melhoria: avaliação sistemática de desempenho para os colaboradores, conscientização sobre a importância do trabalho por eles executado, melhores salários e oportunidades de crescimento, troca de equipamentos do TF por outros com maior capacidade e melhores condições de espaço físico para o almoxarifado. b) Entrevistas com Gestores e Analistas: Das 8 (oito) pessoas entrevistadas, 5 (cinco) tem bastante familiaridade com o processo de um modo geral, pois possuem conhecimento global por terem atuado em diversas etapas. A média aritmética do tempo de empresa dos respondentes foi de 3 (três) anos. Para estes entrevistados, foi solicitado que, dentre as variáveis que geram os retrabalhos, de acordo com os registros da empresa, citassem pelo menos 3 (três) que consideram mais relevantes como possíveis causas das não conformidades. Dentre as mais citadas, estão: melhoria nos processos com adoção de ferramentas de controle e a prova de falhas (80% dos entrevistados), diminuição da intervenção humana nos processos (pouca ou nenhuma automação em alguns processos) e treinamentos/reciclagens, ambos mencionados por 60% dos respondentes. A alta complexidade versus grande mix de produtos foi citada por 40% dos questionados. Outras variáveis citadas: falta ou deficiência das avaliações de desempenho, índice elevado de componentes danificados, falta de gestão de projetos alinhada com o processo produtivo, turnover elevado, falta de consciência sobre a importância do trabalho e comunicação interna deficiente. Também foram realizadas entrevistas com 2 (dois) gestores e 1 (um) analista de processo que atuam no TF, a fim de identificar mais pontualmente os problemas do setor. Aos entrevistados foi solicitado que, de acordo com
22
suas vivências e conhecimentos, destacassem quais fatores levam o TF a gerar uma quantidade significativa de “falsos erros”. Os respondentes foram unânimes em apontar dois fatores: equipamentos de TF desatualizados e com baixa “robustez” e falta ou deficiência nos treinamentos e/ou reciclagens no setor. Além disso, também destacaram: falta de manutenção preventiva para os equipamentos de TF, deficiência das ferramentas de processo, deficiência na homologação de TF (projeto de TF) e alta complexidade versus grande mix de produtos.
4.2.2 Resumo geral das entrevistas
ANÁLISE GERAL DAS ENTREVISTAS
TEMA ITEM MENCIONADO QUAT %
GESTÃO DE PROCESSOS
PROCESSOS (VALIDAÇÃO E CONTROLE)
14 46,7% ALTA INTERVENÇÃO HUMANA
POUCA AUTOMAÇÃO
EQUIPAMENTOS DESATUALIZADOS/BAIXA ROBUSTEZ
MANUTENÇÃO PREVENTIVA E PREDITIVA
GESTÃO DO DESENVOLVI-
MENTO
TREINAMENTOS E RECICLAGENS
9 30,0% AVALIAÇÃO
DESCONHECIMENTO SOBRE A IMPORTÂNCIA DO SEU TRABALHO
COMUNICAÇÃO
GESTÃO DE PROJETOS
HOMOLOGAÇÃO DE TESTES DE FÁBRICA (PROJETO DE TF)
5 16,7% GESTÃO DE PROJETOS ALINHADA COM A PRODUÇÃO
MIX MUITO VARIADO/ALTA COMPLEXIDADE
OUTROS MATERIA PRIMA COM DEFEITO
2 6,7% TURNOVER
TOTAL 30 100%
Quadro 6: Análise geral das entrevistas Fonte : Elaborado pelo autor De acordo com o quadro resumo, verifica-se que os fatores mais citados pelos entrevistados dizem respeito a gestão de processos e gestão do desenvolvimento.
4.2.3 Resultados da aplicação do questionário O questionário aplicado para os operadores de produção das etapas SMT, PTH, Complementação e TF, foi construído tomando como base as referências teóricas, os objetivos propostos e as informações das entrevistas conforme mapeamento das possíveis causas das falhas.
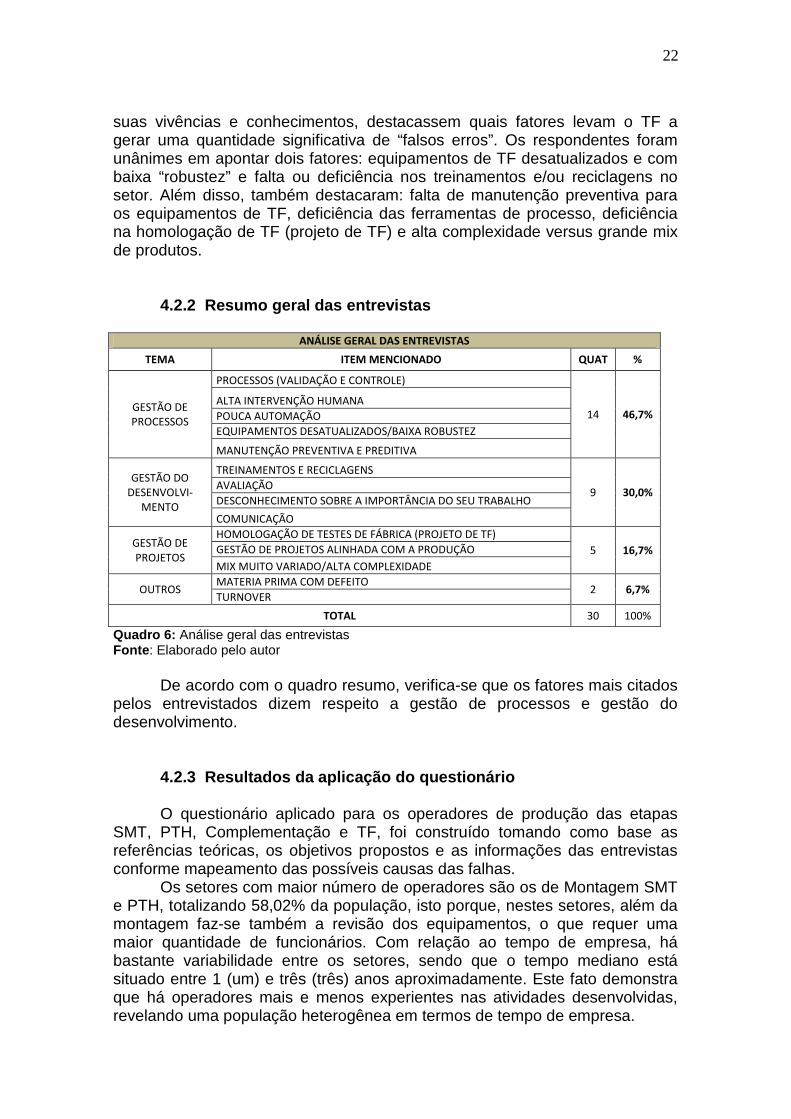
Os setores com maior número de operadores são os de Montagem SMT e PTH, totalizando 58,02% da população, isto porque, nestes setores, além da montagem faz-se também a revisão dos equipamentos, o que requer uma maior quantidade de funcionários. Com relação ao tempo de empresa, há bastante variabilidade entre os setores, sendo que o tempo mediano está situado entre 1 (um) e três (três) anos aproximadamente. Este fato demonstra que há operadores mais e menos experientes nas atividades desenvolvidas, revelando uma população heterogênea em termos de tempo de empresa.
23
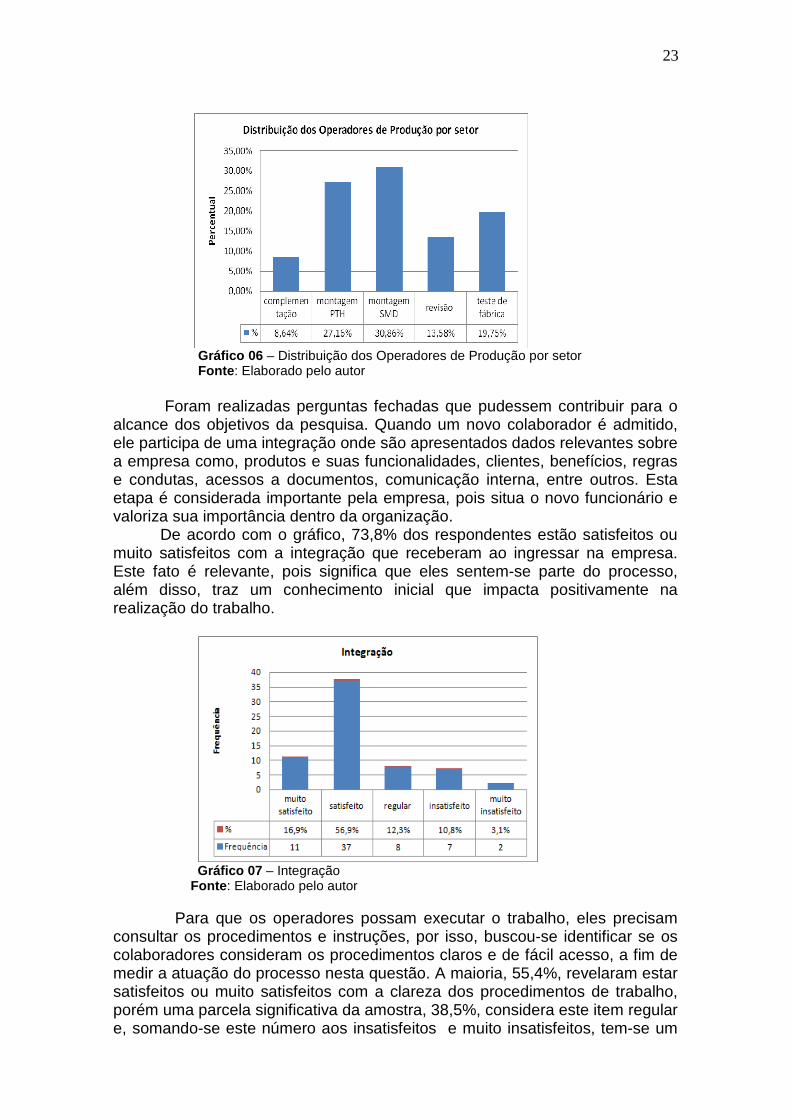
Gráfico 06 – Distribuição dos Operadores de Produção por setor Fonte : Elaborado pelo autor Foram realizadas perguntas fechadas que pudessem contribuir para o alcance dos objetivos da pesquisa. Quando um novo colaborador é admitido, ele participa de uma integração onde são apresentados dados relevantes sobre a empresa como, produtos e suas funcionalidades, clientes, benefícios, regras e condutas, acessos a documentos, comunicação interna, entre outros. Esta etapa é considerada importante pela empresa, pois situa o novo funcionário e valoriza sua importância dentro da organização.
De acordo com o gráfico, 73,8% dos respondentes estão satisfeitos ou muito satisfeitos com a integração que receberam ao ingressar na empresa. Este fato é relevante, pois significa que eles sentem-se parte do processo, além disso, traz um conhecimento inicial que impacta positivamente na realização do trabalho.
Gráfico 07 – Integração Fonte : Elaborado pelo autor
Para que os operadores possam executar o trabalho, eles precisam
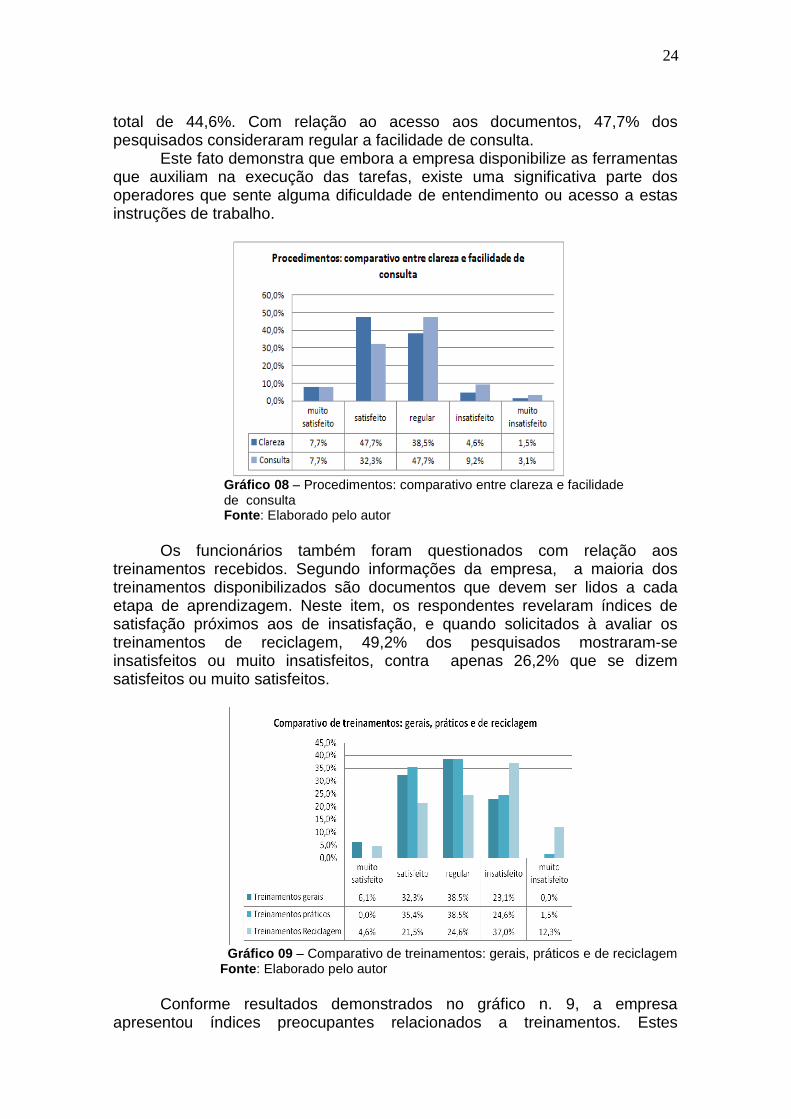
consultar os procedimentos e instruções, por isso, buscou-se identificar se os colaboradores consideram os procedimentos claros e de fácil acesso, a fim de medir a atuação do processo nesta questão. A maioria, 55,4%, revelaram estar satisfeitos ou muito satisfeitos com a clareza dos procedimentos de trabalho, porém uma parcela significativa da amostra, 38,5%, considera este item regular e, somando-se este número aos insatisfeitos e muito insatisfeitos, tem-se um
24
total de 44,6%. Com relação ao acesso aos documentos, 47,7% dos pesquisados consideraram regular a facilidade de consulta. Este fato demonstra que embora a empresa disponibilize as ferramentas que auxiliam na execução das tarefas, existe uma significativa parte dos operadores que sente alguma dificuldade de entendimento ou acesso a estas instruções de trabalho.
Gráfico 08 – Procedimentos: comparativo entre clareza e facilidade de consulta Fonte : Elaborado pelo autor
Os funcionários também foram questionados com relação aos treinamentos recebidos. Segundo informações da empresa, a maioria dos treinamentos disponibilizados são documentos que devem ser lidos a cada etapa de aprendizagem. Neste item, os respondentes revelaram índices de satisfação próximos aos de insatisfação, e quando solicitados à avaliar os treinamentos de reciclagem, 49,2% dos pesquisados mostraram-se insatisfeitos ou muito insatisfeitos, contra apenas 26,2% que se dizem satisfeitos ou muito satisfeitos.
Gráfico 09 – Comparativo de treinamentos: gerais, práticos e de reciclagem Fonte : Elaborado pelo autor
Conforme resultados demonstrados no gráfico n. 9, a empresa apresentou índices preocupantes relacionados a treinamentos. Estes
25
indicativos são de suma importância para os objetivos da pesquisa, visto que, se os operadores não possuírem o conhecimento necessário para a realização do trabalho, isto poderá estar diretamente relacionado com falhas na execução das tarefas e por conseqüência a geração dos retrabalhos.
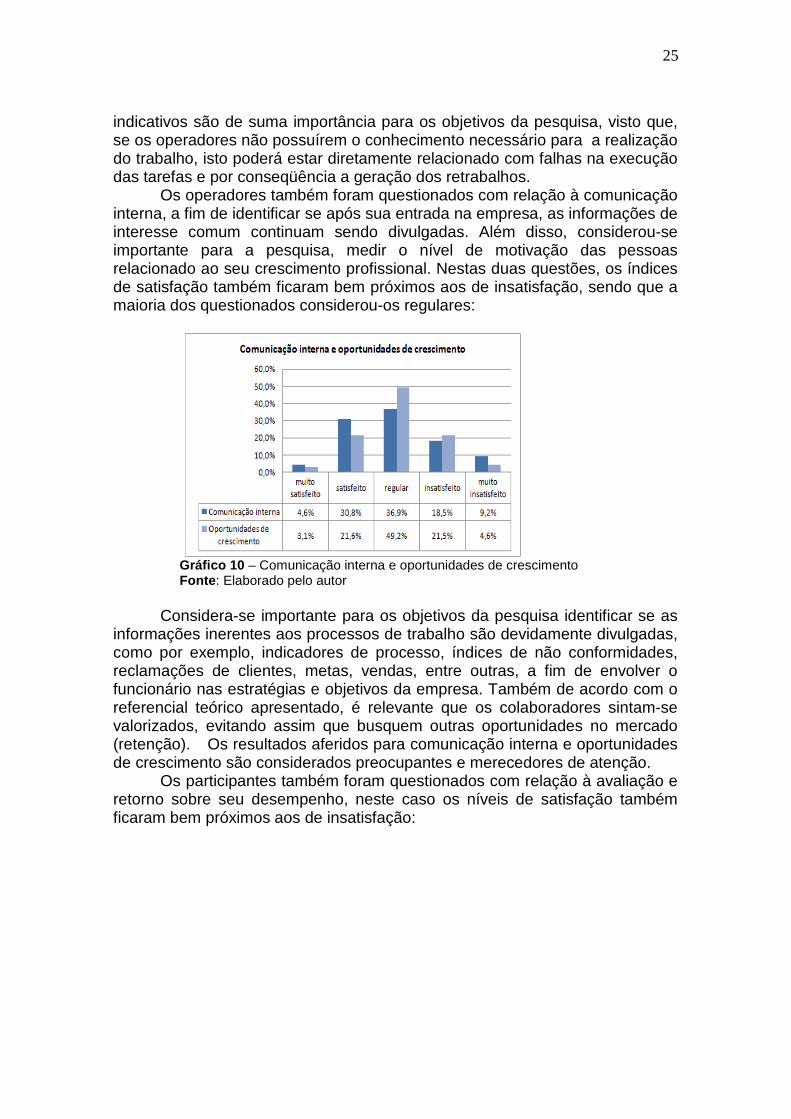
Os operadores também foram questionados com relação à comunicação interna, a fim de identificar se após sua entrada na empresa, as informações de interesse comum continuam sendo divulgadas. Além disso, considerou-se importante para a pesquisa, medir o nível de motivação das pessoas relacionado ao seu crescimento profissional. Nestas duas questões, os índices de satisfação também ficaram bem próximos aos de insatisfação, sendo que a maioria dos questionados considerou-os regulares:
Gráfico 10 – Comunicação interna e oportunidades de crescimento Fonte : Elaborado pelo autor Considera-se importante para os objetivos da pesquisa identificar se as informações inerentes aos processos de trabalho são devidamente divulgadas, como por exemplo, indicadores de processo, índices de não conformidades, reclamações de clientes, metas, vendas, entre outras, a fim de envolver o funcionário nas estratégias e objetivos da empresa. Também de acordo com o referencial teórico apresentado, é relevante que os colaboradores sintam-se valorizados, evitando assim que busquem outras oportunidades no mercado (retenção). Os resultados aferidos para comunicação interna e oportunidades de crescimento são considerados preocupantes e merecedores de atenção.
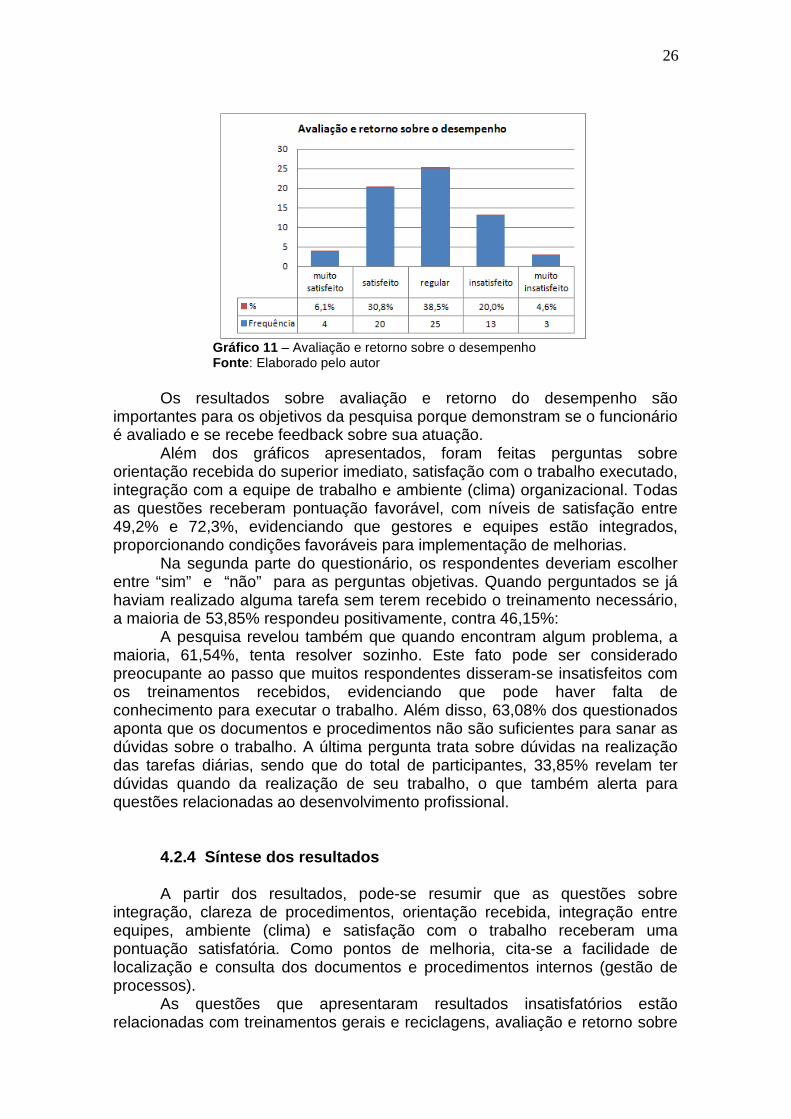
Os participantes também foram questionados com relação à avaliação e retorno sobre seu desempenho, neste caso os níveis de satisfação também ficaram bem próximos aos de insatisfação:
26
Gráfico 11 – Avaliação e retorno sobre o desempenho Fonte : Elaborado pelo autor Os resultados sobre avaliação e retorno do desempenho são importantes para os objetivos da pesquisa porque demonstram se o funcionário é avaliado e se recebe feedback sobre sua atuação. Além dos gráficos apresentados, foram feitas perguntas sobre orientação recebida do superior imediato, satisfação com o trabalho executado, integração com a equipe de trabalho e ambiente (clima) organizacional. Todas as questões receberam pontuação favorável, com níveis de satisfação entre 49,2% e 72,3%, evidenciando que gestores e equipes estão integrados, proporcionando condições favoráveis para implementação de melhorias. Na segunda parte do questionário, os respondentes deveriam escolher entre “sim” e “não” para as perguntas objetivas. Quando perguntados se já haviam realizado alguma tarefa sem terem recebido o treinamento necessário, a maioria de 53,85% respondeu positivamente, contra 46,15%: A pesquisa revelou também que quando encontram algum problema, a maioria, 61,54%, tenta resolver sozinho. Este fato pode ser considerado preocupante ao passo que muitos respondentes disseram-se insatisfeitos com os treinamentos recebidos, evidenciando que pode haver falta de conhecimento para executar o trabalho. Além disso, 63,08% dos questionados aponta que os documentos e procedimentos não são suficientes para sanar as dúvidas sobre o trabalho. A última pergunta trata sobre dúvidas na realização das tarefas diárias, sendo que do total de participantes, 33,85% revelam ter dúvidas quando da realização de seu trabalho, o que também alerta para questões relacionadas ao desenvolvimento profissional.
4.2.4 Síntese dos resultados A partir dos resultados, pode-se resumir que as questões sobre integração, clareza de procedimentos, orientação recebida, integração entre equipes, ambiente (clima) e satisfação com o trabalho receberam uma pontuação satisfatória. Como pontos de melhoria, cita-se a facilidade de localização e consulta dos documentos e procedimentos internos (gestão de processos). As questões que apresentaram resultados insatisfatórios estão relacionadas com treinamentos gerais e reciclagens, avaliação e retorno sobre
27
o desempenho, comunicação interna e oportunidades de crescimento. A fim de validar os resultados acima mencionados, verificou-se que a maior parte dos funcionários pesquisados já realizou tarefas sem treinamento e apesar da maioria referir que se sente seguro ao realizar o trabalho, ou seja, sem dúvidas freqüentes, este é um ponto para atuação, visto que os mesmos consideram os procedimentos internos insuficientes para sanar as dúvidas diárias.
4.2.5 Dados complementares No decorrer da pesquisa, foram solicitados dados de custos associados à perda de matéria prima no processo de retrabalho. Estes dados foram fornecidos pela área administrativa/contábil da empresa, porém verificou-se através de entrevista com o controller, que os dados não são sistematicamente mapeados, ou seja, não existe uma conta contábil exclusiva para mensurar estes valores. Buscou-se então, através do sistema ERP da empresa, catalogar e atribuir um valor aproximado a estes custos. Como a empresa não permitiu a divulgação destas perdas em moeda, uma forma de mensurar este valor foi compará-lo a folha de pagamento mensal da empresa. Importante mencionar que a empresa fechou o mês de outubro de 2011 com 736 funcionários, sendo que mais de 50% destes possuem formação superior. A média salarial da empresa também não pode ser divulgada, porém os salários pagos são expressivos se considerar o nível técnico dos colaboradores. O custo com desperdício de matéria prima em função de retrabalhos no período de 12 (doze) meses representa cerca de 50% da folha de pagamento de 1 (um) mês da empresa. O custo com mão de obra para execução de retrabalhos na produção representa 8% do total da folha de pagamento dos operadores destas etapas do processo, sendo que hoje a empresa conta com 6 (seis) funcionários aptos para estas atividades e que trabalham praticamente exclusivos executando estas tarefas. Além disso, quando há muitas PCI a serem retrabalhadas, outros operadores também são recrutados, o que prejudica toda a cadeia e reduz a eficiência produtiva, gerando mais custos indesejáveis. Foram coletados dados junto ao RH da empresa com relação a média de horas de treinamento por funcionário, considerando somente a população de operadores de produção pesquisados. Apurou-se que a média de horas de treinamento por colaborador foi de 6,7h ao ano. Para fins de comparação aos números praticados no mercado brasileiro, foram coletados dados da pesquisa de mercado realizada anualmente pela ABTD – Associação Brasileira de Treinamento e Desenvolvimento, em que a média de horas de treinamento, por funcionário, é de 45h anuais. Também se verificou o turnover da população de operadores, cuja média foi de 5,12 para o período pesquisado, o qual foi comparado com a média de mercado, considerando somente o segmento da indústria, que gira em torno de 3,28 (fonte: RH da empresa através do IPEA, DIEESE e RAIS). Além destas informações, realizou-se entrevista com o Supervisor de Suprimentos, a fim de verificar como a empresa avalia e qualifica seus fornecedores. Segundo o colaborador, existe mapeamento com relação aos componentes com defeito, porém isto é feito por amostragem, ou seja, nem todos os componentes defeituosos passam por um cadastro. Ainda segundo o
28
respondente, este processo está em fase de construção e hoje não existe alguém que faça este trabalho de qualificação dos fornecedores. Além disso, para certos materiais a empresa tem somente um fornecedor homologado, o que impossibilita a empresa de trocar, caso este forneça mercadorias com qualidade inferior.
4.3 Considerações Finais De acordo com todas as informações coletadas, verifica-se que a empresa tem vários aspectos a serem melhorados, contudo, identificou-se também que a mesma apresenta indicativos que facilitarão as ações de melhoria, como o clima organizacional, a integração entre equipes e entre funcionários e gestores.
Através da revisão teórica e dos dados coletados e analisados, os objetivos da pesquisa foram alcançados, visto que as variáveis geradoras de retrabalho foram identificadas, bem como as principais causas “raiz” do problema em questão. Considera-se, portanto, a partir do levantamento de todos os dados, que as principais causas de retrabalho estão relacionadas com a falta ou deficiência de processos padronizados que identifiquem, minimizem e controlem os atuais índices de não conformidades. Também conclui-se que problemas relacionados a falta ou ineficácia dos treinamentos em consonância com avaliação e retorno sobre o desempenho são pontos que contribuem para os indicadores negativos. De acordo com os dados levantados, sabe-se que a empresa não possui processos padronizados e controlados. Sugere-se então, com base nos resultados da pesquisa, que esta adote ferramentas de processo eficazes, a fim de mapear, identificar e prevenir as falhas que possam resultar em retrabalhos. Estas ferramentas também serão capazes de gerar indicadores para controle, o que possibilitará uma atuação efetiva nas causas “raiz” das não conformidades. Recomenda-se como ferramenta de processo a adoção do programa Seis Sigma, o qual já foi introduzido em grandes empresas, dentre as quais a Motorola, e é sinônimo de alta qualidade. Segundo Slack et al.(2010), a empresa Motorola adotou o programa porque tomou a decisão pela satisfação do consumidor, o que de acordo com a empresa só é atingida quando os produtos são entregues no prazo, sem nenhum defeito e livres de falhas precoces. Conforme Slack et al.(2010, p. 430), “a Motorola inicialmente concentrou-se na remoção dos defeitos de manufatura”. Ainda segundo o autor, a única forma de garantir que os defeitos sejam eliminados, seria assegurar-se de que os produtos estavam dentro das especificações e de que os processos foram realmente capazes. O programa Seis Sigma utiliza cálculos estatísticos complexos na busca pela melhoria nos processos, considerando uma taxa de defeitos de 3,4 defeitos por milhão, além disso, tem uma metodologia análoga a do PDCA, pois também tem um ciclo que é denominado de DMAIC, o qual significa: D – Define (definir), M – Measure (medir), A – Analyse (analisar), I – Improve (melhorar) e C- Control (controlar). A ferramenta pode e deve ser combinada com outras como CEP , PFMEA, diagrama de causa e efeito, diagrama de pareto, carta de controle, entre
29
outras. O programa Seis Sigma possui uma hierarquia de pessoas envolvidas, os chamados Champions (campeões), que geralmente são diretores ou gerentes, os Black Belts (faixas pretas) em sua maioria analistas e engenheiros envolvidos com processos, projetos e qualidade, e os Green Belts (faixas verdes), técnicos envolvidos no processo. O papel dos Champions é o de promover e alavancar os projetos, aos Balck Belts cabe a tarefa de condução dos projetos e treinamento aos Geen Belts, que por sua vez devem auxiliar na coleta dos dados e na liderança de pequenos projetos em sua área de atuação. A partir dos resultados da pesquisa, também identificou-se uma grande carência relacionada a treinamentos, sendo um ponto importante e que exige atuação imediata. A falta de conhecimento, além de resultar em falhas no processo, traz desmotivação ao longo do tempo, ao passo que constantes erros afetam o clima organizacional. Recomenda-se, portanto, que a empresa realize um levantamento das necessidades de treinamento de seus operadores, considerando as competências exigidas para os cargos e funções. O resultado desta análise será uma matriz de treinamentos que deverá ser seguida pelas áreas envolvidas. Como sugestão para diminuir os custos com treinamento e melhorar a eficácia dos mesmos, poderá ser adotado o método de bibliotecas on line de treinamentos. Neste caso os treinamentos são filmados, tomando como base os processos, os quais são similares para várias atividades. Os treinandos são colocados em sala de aula, onde assistirão aos vídeos que apresentam os processos de trabalho de forma prática e didática. Após esta etapa, os funcionários são encaminhados para células de aprendizagem. Lá eles poderão praticar o que assistiram nos vídeos, treinando em equipamentos sucateados. Por fim, estes funcionários serão submetidos a uma avaliação dos trabalhos realizados na célula de treinamento, estando aptos ou não para a execução das atividades na linha de produção. Esta pesquisa não contemplou os produtos que apresentaram defeitos em campo, ou seja, no próprio cliente. Como recomendação para pesquisas futuras sugere-se:
• Mapear as reclamações advindas do cliente; • Identificar quais os principais problemas que provocam o retorno
de equipamentos para a assistência técnica; • Medir o impacto destas ocorrências para a estratégia da
organização; • Propor ações para minimizar as ocorrências, se necessário.
A presente pesquisa também identificou pontos que necessitam de melhoria, principalmente relacionados aos registros da empresa, são eles: a) Analise de Falhas:
• Melhoria nos registros de falhas: padronização das categorias para facilitar as consultas;
• Identificação da falha ocasionada por erro humano/erro máquina, sempre que possível;
30
• Identificação de quantidade de falhas apresentadas por uma PCI, pois não há identificação de quantas foram encontradas por placa;
• Registro de componentes com defeito: (i) especificar o produto em que o componente apresentou o defeito, (ii) especificar qual componente estava com defeito, (iii) tipo de defeito apresentado (quando possível);
b) Custos
• Melhoria no processo de mapeamento dos custos com material desperdiçado em função dos retrabalhos;
• Melhoria nos registros de multa por atraso de entrega, estabelecendo categorias para estes registros, tais como: atraso de entrega por falta de matéria prima, equipamentos retrabalhados, transporte, atraso na homologação de projetos, entre outros;
c) Teste de Fábrica:
• Investimento em novos equipamentos de hardware e software para o TF;
• Diminuição dos setups no TF através da criação de células de testes, onde vários equipamentos poderão ser testados sem que o posto de testes tenha que ser reposicionado;
• Criação de dispositivo para bloquear equipamentos de teste que já atingiram o limite de vida útil (gerenciamento por software). Isso evitaria que o equipamento falhasse provocando os “falsos erros”.
d) Projeto de Endomarketing
• Sugere-se que a empresa invista em seus meios de comunicação interna, através de novos layouts de intranet e murais, entre outros, bem como a viabilizar os acessos a estes meios por todos os colaboradores.
d) Integração entre projetos e processos
• É de suma importância considerar a interação entre os projetos de desenvolvimento de novos produtos e os processos de produção destes. Para uma efetiva integração entre as áreas, sugere-se a adoção de uma ferramenta denominada Projeto para Manufaturabilidade (DFM), a qual é composta de diretrizes que orientam o projetista durante o desenvolvimento do produto, evitando assim surpresas no momento da homologação do projeto. Segundo Doro (apud PRASAD, R P. 2004), os benefícios do DFM são: melhoria na qualidade, redução do tempo de lançamento do produto, redução de tempo de setups, diminuição de custos e aumento de eficiência na linha de produção.
31
É relevante informar que a empresa está em vias de mudança para uma nova sede, com mais espaço e também com duas novas linhas de produção. A área fabril hoje conta com 1.500m², e a nova sede terá 5.000m². Com o novo espaço, a empresa poderá melhorar a organização de seu almoxarifado, estocando os materiais de forma mais adequada, o que poderá contribuir, em conjunto com treinamentos sobre estocagem e manuseio, para a diminuição do número de componentes danificados. Conclui-se, portanto, que a pesquisa atingiu os objetivos esperados, além de trazer uma grande contribuição para empresa, identificando fatores até então não mapeados. Espera-se que as medidas propostas sejam adotadas, pois certamente auxiliarão na redução dos problemas indesejáveis, trazendo grandes benefícios em termos de qualidade, competitividade e lucratividade.
32
REFERÊNCIAS
BARROS, S. Daniel; BARROS, F.S. Marta. Sociedade e educação: uma análise sócio-econômica da categoria trabalho e seu princípio educativo. Artigo disponível em: http//www.unioeste.br/cursos/cascavel/pedagogia/eventos/2008/2/Artigo%2026.pdf>. Acesso em 30 nov. 2011. CHIAVENATO, Idalberto. Gestão de Pessoas: e o novo papel dos recursos humanos nas organizações. Rio de Janeiro: Elsevier, 2004. DAVIS, M.M.; AQUILANO, N.J.; CHASE, R.B. Fundamentos da administração da produção. Porto Alegre: Bookman , 2003. DORO, M. Marcos. Sistemática para implantação da garantia da qualidade em empresas montadoras de placas de circuito impresso. Florianópolis: UFSC, 2004. Dissertação de Mestrado para obtenção do título de Mestre em Metrologia. Faculdade de Educação. Universidade Federal de Santa Catarina, 2004. FALCONI, Vicente Campos. TQC – Controle da qualidade total no estilo japonês. Minas Gerais: Bloch, 2004. FRANÇA, Ana Cristina Limongi. Práticas de recursos humanos – PRH: conceitos, ferramentas e procedimentos. São Paulo: Atlas, 2011. FURASTE, Pedro Augusto. Normas técnicas para o trabalho científico: elaboração e formatação. Porto Alegre: s.n., 2005. GAITHER, Norman; FRAZIER, Greg. Administração da produção e operações. São Paulo: Pioneira Thomson Learning, 2002. GUARRAIA, Peter. Lean six sigma para a indústria. Disponível em: http://www.bain.com/bainweb/images/cms/localOffice/S%C3%A3o_Paulo/Lean_Six_Sigma_para_a_Industria.pdf>. Acesso em 02 nov. 2011. GIL, A. Carlos. Métodos e técnicas de pesquisa social. São Paulo: Atlas, 1999.
33
GUELBERT, Marcelo. Estudo de caso em uma fábrica de amortecedores na busca pela eliminação do defeito. Disponível em: http://www.revistas2.uepg.br/index.php/exatas/article/viewFile/773/678> Acesso em 01 de dez. 2011. HARRIS, William. Como funciona o six sigma. Disponível em http://empresasefinancas.hsw.uol.com.br/six-sigma9.htm>. Acesso em 08 nov. 2011. HUTCHINS, David. Just in time. São Paulo: Atlas, 1993. INDEZEICHAK, Vilmara ; LEITE, L. Gomes Magda. Análise do controle estatístico da produção para empresa de pequeno porte: um estudo de caso. Dipoível em: http://www.simpep.feb.unesp.br/anais/anais_13/artigos/445.pdf > Acesso em 30 nov. 2011 ISHIKAWA, K. Controle de qualidade total: à maneira japonesa. Rio de Janeiro: Campus, 1993. JILL, Collis ; HUSSEY, Roger, Pesquisa em administração. São Paulo: Bookman, 2005. JURAN, J.M., GRYNA, F.M. Controle da qualidade: Conceitos, políticas e filosofia da qualidade. São Paulo: McGraw-Hill, 1991. KRAJEWSKI, Lee; RITZMAN, Larry; MALHOTA Manoj. Administração de produção e operações. São Paulo: Pearson Prentice Hall, 2009. LIMA, Debora Cristina Sardelli. A relação entre treinamento de desenvolvimento de pessoas e prioridades competitivas de manufatura: um estudo de caso em empresa de autopeças. http://buscatextual.cnpq.br/buscatextual/visualizacv.do?metodo =apresentar&id= K4716433E3&tipo=completo&idiomaExibicao=1>Acesso em 11 nov. 2011 MARCONI, Marina Andrade; LAKATOS, Eva Maria. Fundamentos da metodologia científica. São Paulo: Atlas, 2009. MARTINS, Petrônio. Administração da produção. São Paulo: Saraiva, 2004.
34
PELETEIRO, Rebeca. Seis sigma: conceitos e aplicações. Artigo disponível em http://www.administradores.com.br/informe-se/artigos/seis-sigma-conceitos-e-aplicacoes/20762/>. Acesso em 10 nov. 2011. ROESCH, Silvia Maria Azevedo, Projetos de estágio e de pesquisa em administração. (3ª edição) São Paulo: Atlas, 2009. SELLITO, A. Miguel; WALTER Claudio. Avaliação do desempenho de uma manufatura de equipamentos eletrônicos segundo critérios de competição. Artigo disponível em: http://www.dx.doi.org/10.1590/S0103-65132006000100004>. Acesso em 02 nov. 2011. SLACK, N.; CHAMBERS, S; JOHNSTON R. Administração da produção. São Paulo: Atlas 2009. SLACK, Nigel. et al. Administração da produção. São Paulo: Atlas 2010. SOUZA, Gilberto Francisco. Dispositivos a prova de falhas, criados por times de trabalho como projetos de melhoria contínua: um estudo de caso em indústria metalúrgica. Artigo disponível em: http://revistas.ung.br/index.php/3setor/article/viewFile/579/671>. Acesso em 04 dez. 2011. VERGARA, Sylvia Constant. Projetos e relatórios de pesquisa em administração. São Paulo: Atlas, 2009. VIDOR, Gabriel. Diretrizes para avaliação de sistemas de gestão de poka yoke. Disponível em: http://www.lume.ufrgs.br/bitstream/handle/10183/23924/000740029.pdf?sequence=1> Acesso em: 02 dez. 2011. WESTWOOD, John. O plano de marketing. São Paulo: Pearson Makron Books, 1996.